Principios Básicos del Tratamiento
34
Principios Básicos del Tratamiento Químico en el Agua de Producción Para Eliminar solidos Suspendidos y Aceites en Agua en las PTAR Planta de 25000 BWPD para el Campo Ocelote, Servicio de tratamiento de agua de producción de las facilidades de tratamiento localizadas en Ocelote Batería SW-1 y Pre-tratamiento de Lodos producidos en las facilidades de tratamiento Realizadas por New Gas and Oil S.A. 2014
-
Upload
independent -
Category
Documents
-
view
4 -
download
0
Transcript of Principios Básicos del Tratamiento

Principios Básicos del Tratamiento Químico en el Agua
de Producción Para Eliminar solidos Suspendidos y
Aceites en Agua en las PTAR
Planta de 25000 BWPD para el Campo Ocelote, Servicio de tratamiento de agua de producción de las facilidades de
tratamiento localizadas en Ocelote Batería SW-1 y Pre-tratamiento de Lodos producidos en las facilidades de tratamiento
Realizadas por New Gas and Oil S.A.
2014

Contenido
INTRODUCCION ................................................................................................... 4
1. SOLIDOS SUSPENDIDOS .............................................................................. 5
1.1. Coalescencia ............................................................................................ 6
1.2. Floculación ................................................................................................ 6
1.3. Coagulación .............................................................................................. 7
1.4. Propiedades Eléctricas de los Solidos Suspendidos ................................. 7
1.5. ¿Por Qué es Difícil la Remoción de Solidos Suspendidos en el Agua? ..... 8
2. ACEITE EN AGUA “O/W” ................................................................................ 9
2.1. Emulsiones ............................................................................................... 9
2.2. Teoría sobre la formación de emulsiones ................................................. 9
2.3. Emulsión Inversa..................................................................................... 10
2.4. Estabilidad de las emulsiones inversas. .................................................. 12
2.5. Uso de químicos en el tratamiento de emulsiones inversas. ................... 13
3. PROPIEDADES FÍSICO-QUÍMICAS ............................................................. 15
3.1. Color y Turbidez ...................................................................................... 15
3.2. Olor y Sabor. ........................................................................................... 15
3.3. Temperatura. .......................................................................................... 16
3.4. Dureza. ................................................................................................... 16
3.5. Contenido de PH ..................................................................................... 16
3.6. Demanda Química de Oxigeno ............................................................... 16
3.7. Demanda Bioquímica de Oxigeno ........................................................... 17
3.8. Bacterias ................................................................................................. 17
3.9. Problemas ocasionados por Sólidos suspendidos y el aceite en el agua de
producción ........................................................................................................ 17

4. OTROS PROBLEMAS PRESENTES EN LAS FACILIDADES DE SUPERFICIE. ...................................................................................................... 19
4.1. Incrustaciones ......................................................................................... 19
4.2. Corrosión ................................................................................................ 20
5. DISEÑO Y SELECCIÓN DE UN PRODUCTO QUÍMICO PARA TRATAR EMULSIONES INVERSAS Y SOLIDOS SUSPENDIDOS EN EL AGUA DE PRODUCCIÓN. ................................................................................................... 23
5.1. Condiciones para un tratamiento químico óptimo. ................................... 24
5.2. Insuficiencia en la dosis aplicada de químico .......................................... 24
5.3. Exceso de químico aplicado .................................................................... 24
6. PRUEBAS DE LABORATORIO ..................................................................... 26
6.1. Pruebas de botella .................................................................................. 26
6.2. Prueba de Jarras..................................................................................... 28
7. RECOMENDACIONES PARA EL ARRANQUE Y OPERACIÓN DE UNA PLANTA DE TRATAMIENTO DE AGUA RESIDUAL PETROLERA RESPECTO AL TRATAMIENTO QUÍMICO. .................................................................................. 32
8. BIBLIOGRAFÍA.............................................................................................. 34
INTRODUCCION
El agua producida para la industria petrolera se convierte en un problema
ambiental, dado que se debe cumplir con ciertas normas para la disposición por
vertimiento o para inyeccion. La solución es implementar plantas de tratamiento de
aguas residuales (PTAR) para campos petroleros.
El agua de producción, con frecuencia, es tratada mediante procesos físico-
mecánicos, sin embargo, se hace necesario el uso de productos químicos que
aseguren la eficiencia operativa es decir que las concentraciones en la entrada de
los equipos sean similares a las condiciones para las cuales fue diseñado dicho
equipo.
Para garantizar la calidad del agua y eliminar las impurezas que ella transporta se
debe implementar equipos de elevada calidad y eficiencia, entre los cuales
podemos enunciar: Skim Tank, Celda de Flotación, Filtro y Decantador. En este
informe se establecen principios básicos de los procesos químicos que se deben
ejecutar para mantener la eficiencia de los equipos en el momento que cambien
las condiciones de concentración de solidos suspendidos y aceites en agua y
algunos otros factores que afecten el proceso.
De igual forma se encuentra recopilada la información pertinente y necesaria de
cómo se remueven químicamente los sólidos suspendidos y la forma de romper
las emulsiones estables entre el agua y el aceite para lograr la separación y
posteriormente retirar las impurezas de la corriente de agua.

1. SOLIDOS SUSPENDIDOS
Los sólidos pueden ser incorporados al agua por diversas actividades industriales
y domésticas. La mayor parte de las partículas presentes en las aguas residuales
están en los rangos de 1*10-7 milímetros en adelante. Las partículas sobre 10-3
milímetros pueden ser removidas por procesos de sedimentación o filtración, por
debajo de estas medidas requieren ser removidas por procesos especiales. Por
esta razón las pruebas analíticas, son comúnmente divididas en sólidos:
sedimentables, suspendidos y disueltos.
Sólidos sedimentables: Son aquellos que sedimentan bajo la acción de la
gravedad. La determinación se realiza generalmente en un cono Imhoff
dejando la muestra en reposo durante una hora. EL resultado se reporta en
ml/L. Esta determinación evalúa la cantidad de sedimento que podría
eventualmente ser lanzada a la fuente receptora; sirve además para
dimensionar un sistema de remoción.
Sólidos suspendidos: Pueden ser orgánicos e inorgánicos. Por lo general
son partículas de óxido metálicos de la corrosión, hierro o manganeso
presentes originalmente en el agua. Otros sólidos suspendidos pueden ser
los sedimentos, arena, arcilla o cuerpos bacterianos. En la práctica se
identifican y se estima su tendencia al taponamiento haciendo uso de un
filtro de membrana de 0.45 micras. Es la cantidad de sólidos que pueden
separarse por filtrado de un volumen dado, y la cantidad de estos sólidos
sirven para estimar la tendencia de taponamiento de los sistemas de
inyección. Los TSS son uno de los parámetros para el diseño de equipos de
filtración y separación de aguas de producción
Sólidos disueltos: Se consideran aquellos que pasan a través de la
membrana de filtración. El TDS es simplemente la suma de las
concentraciones de todos los iones individuales.
Para la remoción de solidos suspendidos en el agua se hace uso de procesos de
coagulación y floculación (procesos químicos), los cuales buscan la
desestabilización de las partículas coloidales para agruparlas en unas de mayor
tamaño, llamadas flóculos, las cuales pueden separarse del agua por
sedimentación o flotación.
Los mecanismos mediante los cuales se lleva a cabo los procesos de floculación y
coagulación, son fenómenos o reacciones presentadas en los coloides.

1.1. Coalescencia
Es la unión de pequeñas gotas para formar gotas de mayor tamaño. A mayor
tiempo de retención mayor coalescencia, y por tanto más eficiente es el
tratamiento al agua.
1.2. Floculación
La floculación es un proceso químico mediante el cual, con la adición de
sustancias denominadas floculantes, se aglutina las sustancias coloidales
presentes en el agua, facilitando de esta forma su decantación y posterior filtrado.
Los compuestos que pueden estar presentes en el agua son:
• Sólidos en suspensión;
• Partículas coloidales (menos de 1 micra),
• Sustancias disueltas
El proceso de floculación es precedido por la coagulación, por eso muchas veces
se habla de los procesos de coagulación-floculación. Estos facilitan el retiro de las
sustancias en suspensión y de las partículas coloidales.
La floculación es la aglomeración de partículas desestabilizadas en microflóculos y
después en los flóculos más grandes que tienden a depositarse en el fondo de los
recipientes construidos para este fin, denominados sedimentadores.
Los factores que pueden promover la coagulación-floculación son el gradiente de
la velocidad, el tiempo de retención y el pH. El tiempo de retención y el gradiente
de velocidad son importantes al aumentar la probabilidad de que las partículas se
unan y da más tiempo para que las partículas desciendan, por efecto de la
gravedad, y así se acumulen en el fondo. Por otra parte el pH es un factor
prominente en acción desestabilizadora de las sustancias coagulantes y
floculantes.
El alumbre, las sales de hierro y los polímeros de peso molecular alto, son
floculantes comunes. La floculación es estimada por un mezclado lento que junta
poco a poco los flóculos; un mezclado demasiado intenso los rompe y raramente
se vuelven a formar en su tamaño y fuerza óptima.
Los mecanismos responsables de la floculación son:
Atracción de Fuerzas de Van der Waals.

Puente de Hidrogeno.
Puente Químico.
Atrapamiento o Barrido.
Los factores que afectan la floculación son:
Gradiente de velocidad o agitación.
Tiempo de agitación.
Tipo de coagulante usado.
Temperatura del agua.
1.3. Coagulación
La coagulación es la desestabilización de las partículas coloidales causadas por la
adición de un reactivo químico llamado coagulante, el cual, neutralizando sus
cargas electrostáticas, hace que las partículas tiendan a unirse entre sí y la
sustancia que se coagula vaya al fondo para su posterior retiro.
El valor de los coagulantes es debido, en parte, a las propiedades esponjosas del
floculo, ya que este tipo de estructuras poseen amplias áreas superficiales a las
que se adhieren las partículas coloidales o semicoloidales. La adición de
coagulantes al agua cumple dos funciones: acelera el asentamiento de materia en
suspensión y permite velocidades de filtración más altas, no obtenibles con éxito
por otros métodos. Cuando el agua que ha sido coagulada o asentada pasa por
arena, cascarilla de palma africana u otros materiales filtrantes, el material
coagulable remanente en el agua, es retenido. Debido a la estructura esponjosa
del floculo, el agua pasa a través de él, pero el material suspendido es englobado
y retenido.
1.4. Propiedades Eléctricas de los Solidos Suspendidos
Todas las partículas coloidales están eléctricamente cargadas positivamente o
negativamente dependiendo de su composición. Los coloides causantes de la
turbiedad y/o color en las aguas naturales son de naturaleza negativa.
Cuando dos partículas poseen la misma carga eléctrica, por ejemplo negativa,
estas se repelen y no se pueden aglomerar en una partícula de mayor tamaño,
permaneciendo los coloides suspendidos en el agua.
La estabilidad de los sólidos suspendidos se debe a la existencia de cargas
eléctricas sobre su superficie, las cuales pueden ser generadas por la adsorción
de iones sobre la superficie de la partícula.
1.5. ¿Por Qué es Difícil la Remoción de Solidos Suspendidos
en el Agua?
Las partículas son demasiado pequeñas y su velocidad de asentamiento o
sedimentación es demasiado lenta.
Los sólidos poseen la misma carga eléctrica en sus superficies, creándose fuerzas
de repulsión entre ellas, lo que impide que se puedan agrupar en partículas más
grandes, para aumentar su velocidad de asentamiento. Los coloides
permanecerán en un estado de fina subdivisión hasta que las cargas se
neutralicen.
Las partículas mayores de 100 micras pueden observarse a simple vista y son
consideradas como solidos asentables. En el intervalo de 10 a 100 micras se les
considera turbidez. Por debajo de las 10 micras se les considera coloidales. Las
partículas mayores de 0.1 micras son visibles en el microscopio óptico.

2. ACEITE EN AGUA “O/W”
Es la cantidad de petróleo disperso o en emulsión en el agua producida. Muchas
veces se ve como iridiscencia sobre las aguas donde se elimina o derrama, y
causa problemas severos. Estos incluyen la toxicidad para los peces, la reducción
de la aireación, sabores y olores y la interferencia con las plantas de tratamiento
de agua. En pozos de inyección puede causar emulsiones y daños en la
formación, muchos debido a la compatibilidad de las aguas y a sus propiedades
físico químicas. Para eliminar las trazas de aceite o las emulsiones entre el aceite
y el agua, se hace necesario un tratamiento físico-mecánico y físico-químico
fuerte, para ello se implementan plantas de tratamiento de agua de producción y
además se le agregan diferentes químicos para la eliminación de las impurezas
presentes en el agua.
2.1. Emulsiones
Es una mezcla intima de dos líquidos inmiscibles y de diferente gravedad
específica, en la cual uno de los líquidos está disperso en el otro en forma de
pequeñas gotas, para formar una emulsión estable se necesitan tres condiciones.
1. La presencia de líquidos inmiscibles, como lo es el caso del agua y el
aceite.
2. Existencia de suficiente agitación para poder dispersar uno de los líquidos
en forma de pequeñas gotas en el otro líquido.
3. Presencia de un agente emulsionante o emulsificador que estabilice la
emulsión.
2.2. Teoría sobre la formación de emulsiones
Existen varias teorías que tratan de explicar la formación de emulsiones estables,
sin embargo algunas de ellas no permiten explicar por si solas la gran estabilidad
de ciertas emulsiones.
La Teoría del Agente Emulsificante es la más aceptada universalmente y explica
la repulsión de las gotas dispersas a unirse debido a que están recubiertas por
una sustancia denominada agente Emulsificante, concentrado y retenido en la
interfase por el proceso físico denominado adsorción.
El agente Emulsificante puede ser un compuesto orgánico o inorgánico, el cual
está presente en los fluidos que se están produciendo. El agente Emulsificante
puede actuar mejor como surfactante en los crudos de tipo naftenico y en los

pesados, que en los parafinicos, explicándose así porque la emulsión que se
forma al agitar una mezcla de agua y crudo parafinico no es estable, mientras que
si lo es la de salmuera y crudo naftenico .
Los mecanismos de funcionamiento de los agentes emulsificantes pueden ser los
siguientes:
Formación de una membrana o película elástica fuerte que envuelve la
superficie de las gotas de la fase dispersa y evita que se unan.
Creación de cargas eléctricas iguales en la superficie de las gotas de la
fase dispersa, lo que induce a la repulsión entre las mismas por tener
cargas iguales.
Depositación con polvo fino sobre las gotas de la fase dispersa.
Las emulsiones según su naturaleza se pueden dividir en:
Emulsión directa o normal.
Emulsión indirecta o inversa
Emulsión dual
2.3. Emulsión Inversa
En el tratamiento de aguas residuales petroleras se observan emulsiones
inversas, es decir pequeñas gotas de aceite están dispersas dentro de la fase
agua; por lo tanto la fase continua es el agua y la fase dispersa es el aceite,
muchas de las emulsiones son demasiado estables, lo que significa que su
separación es muy lenta, debido a que las gotas de aceite son muy pequeñas y
los procesos de coalescencia son interferidos por agentes o películas
emulsificantes que rodean la gota estabilizándola.
Las fuerzas que actúan sobre las gotas de aceite dispersas en la fase agua son:
fuerza de boyancia (FB), fuerza de gravedad (FG) y fuerza de fricción (FF) que
actúa en dirección opuesta al movimiento normal de la partícula, en este caso
hacia abajo, porque la partícula de aceite tiende a subir por tener menor densidad
que la partícula de agua. En la figura # 3 se observan las diferentes fuerzas que
actúan sobre una gota de aceite dispersa en agua.

Figura 3. Fuerzas que actúan sobre una gota de aceite dispersa en agua.
Fuente. El Autor.
Para conocer la velocidad de la gota de aceite a través de la fase agua se hace
uso de lay de Stokes.
/)**10*78.1( 26 dmDGEVT
Dónde:
1.78*10-6 = constante adimensional
VT = Velocidad de separación de la fase dispersa (gota de aceite), pie/seg
DGE = Diferencia de gravedades especificas entre la fase agua y la fase aceite.
Dm = Diámetro de la gota de la fase dispersa (gota de aceite), micrones mµ.
µ = Viscosidad de la fase continua (agua), centipoises.
De la ley de Stokes se puede concluir lo siguiente:
A mayor viscosidad del agua, menor será la velocidad de separación de la
gota de aceite dispersa en el agua. Hay que tener en cuenta que la
velocidad disminuye al aumentar la temperatura por lo tanto, a mayor
temperatura del agua, mayor velocidad de la gota de aceite que se mueve
en la fase agua.
GOTA
DE
ACEITE
FB
FF FG
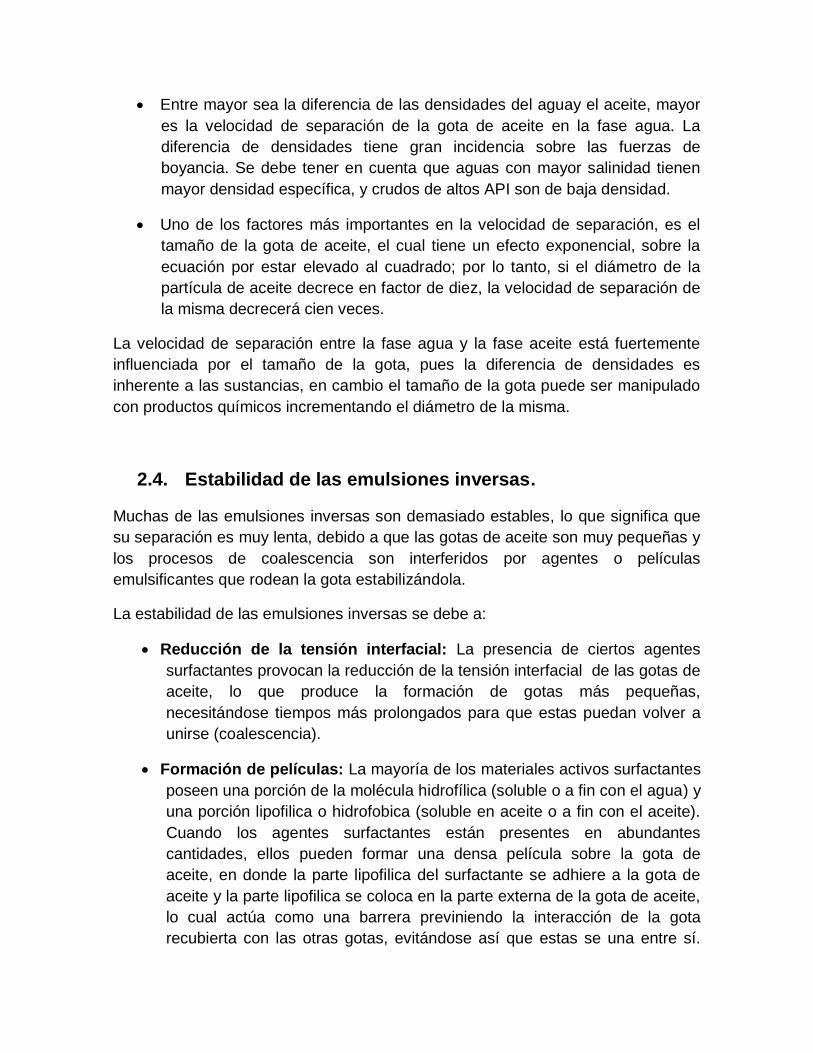
Entre mayor sea la diferencia de las densidades del aguay el aceite, mayor
es la velocidad de separación de la gota de aceite en la fase agua. La
diferencia de densidades tiene gran incidencia sobre las fuerzas de
boyancia. Se debe tener en cuenta que aguas con mayor salinidad tienen
mayor densidad específica, y crudos de altos API son de baja densidad.
Uno de los factores más importantes en la velocidad de separación, es el
tamaño de la gota de aceite, el cual tiene un efecto exponencial, sobre la
ecuación por estar elevado al cuadrado; por lo tanto, si el diámetro de la
partícula de aceite decrece en factor de diez, la velocidad de separación de
la misma decrecerá cien veces.
La velocidad de separación entre la fase agua y la fase aceite está fuertemente
influenciada por el tamaño de la gota, pues la diferencia de densidades es
inherente a las sustancias, en cambio el tamaño de la gota puede ser manipulado
con productos químicos incrementando el diámetro de la misma.
2.4. Estabilidad de las emulsiones inversas.
Muchas de las emulsiones inversas son demasiado estables, lo que significa que
su separación es muy lenta, debido a que las gotas de aceite son muy pequeñas y
los procesos de coalescencia son interferidos por agentes o películas
emulsificantes que rodean la gota estabilizándola.
La estabilidad de las emulsiones inversas se debe a:
Reducción de la tensión interfacial: La presencia de ciertos agentes
surfactantes provocan la reducción de la tensión interfacial de las gotas de
aceite, lo que produce la formación de gotas más pequeñas,
necesitándose tiempos más prolongados para que estas puedan volver a
unirse (coalescencia).
Formación de películas: La mayoría de los materiales activos surfactantes
poseen una porción de la molécula hidrofílica (soluble o a fin con el agua) y
una porción lipofilica o hidrofobica (soluble en aceite o a fin con el aceite).
Cuando los agentes surfactantes están presentes en abundantes
cantidades, ellos pueden formar una densa película sobre la gota de
aceite, en donde la parte lipofilica del surfactante se adhiere a la gota de
aceite y la parte lipofilica se coloca en la parte externa de la gota de aceite,
lo cual actúa como una barrera previniendo la interacción de la gota
recubierta con las otras gotas, evitándose así que estas se una entre sí.

Las fuentes de los productos surfactantes pueden ser: químicos utilizados
en trabajos de estimulación, materiales propios de la formación, químicos
utilizados para tratar el agua de inyección, productos utilizados en la
recuperación secundaria y terciaria, etc.
Las fuentes de las películas interfaciales además de los surfactantes
pueden ser: solidos finamente divididos, barreras de cargas eléctricas,
químicos como inhibidores de corrosión y combinación de los anteriores.
Repulsión electrostática: cuando las gotas tienen la misma carga
eléctrica, estas tienden a crear una fuerza de repulsión entre ellas,
evitando que se unan.
Adsorción de sólidos en la interfase de la gota: Algunos solidos muy
finos tienden a adsorben en la superficie dela gota de aceite, reforzando la
película interfacial y creando una barrera resistente a la penetración que
retarda la coalescencia entre las gotas.
2.5. Uso de químicos en el tratamiento de emulsiones
inversas.
La resolución de una emulsión de aceite en agua debe, idealmente, producir una
capa de aceite y una capa de agua. Sin embargo no es frecuente lograr una
resolución tan clara; a menudo hay una espuma, llamada trapo, en la entre cara,
donde se colectan los sólidos y el emulsificador neutralizado.
El tratamiento de las emulsiones inversas está dividido en dos fases: la
coagulación y la floculación. En la coagulación, el desmulsificante inverso cancela
las propiedades emulsificantes del agente activo de superficie y/o neutraliza las
cargas negativas de las góticas de aceite dispersas en la fase agua. En la etapa
de floculación, las góticas desestabilizadas se agrupan en gotas más grandes que
se pueden separar por diferencia de densidades del agua.
Los químicos utilizados para el rompimiento de las emulsiones inversas son
llamados DEOILER y pueden ser sales inorgánicas, rompedores inversos
orgánicos (polielectrólitos) y/o mezclas de los dos.
Rompimiento de la emulsión por el uso de materiales inorgánicos: Las
sales inorgánicas son efectivas en la desestabilización de emulsiones,
básicamente porque reducen las cargas primarias de la gota,
disminuyendo las fuerzas de repulsión que impiden la coalescencia de las

gotas de aceite; esto lo logran gracias a la influencia que tienen las sales
inorgánicas sobre la doble capa eléctrica de las gotas y las cargas
primarias de las mismas.
Las sales utilizadas para el rompimiento de las emulsiones inversas son: el
alumbre o sulfato de aluminio, cal, sulfato de hierro, cloruro de hierro y
cloruro de zinc.
A continuación explicaremos los diferentes mecanismos mediante los
cuales las sales inorgánicas desestabilizan las emulsiones. Es de aclarar
que los mecanismos de disminución de la doble capa y neutralización de
cargas son los más importantes.
Disminución de la doble capa por sales inorgánicas: El aumento de la
concentración iónica tiende a disminuir la capa doble de electricidad que se
forma alrededor de las gotas, permitiendo que las mismas se puedan
acercar, antes de que las fuerzas electrostáticas de repulsión se activen. Si
la doble capa es lo suficientemente reducida, permitirá que las gotas se
aproximen a una distancia donde las fuerzas de atracción de Van Der
Waals se incrementan más rápidamente que las fuerzas de repulsión,
permitiendo que el número de hoques entre gotas aumente y el fenómeno
de coalescencia ocurra rompiendo la emulsión.
Neutralización de Cargas: Otra forma como las sales inorgánicas
desestabilizan las emulsiones es neutralizando las cargas de la superficie
de las gotas, esto se logra gracias a que hay iones que pueden ser
adsorbidos en la superficie de la gota. Si los iones adsorbidos tienen
cargas opuestas a aquellos presentes en la superficie, la carga primaria de
la superficie es neutralizada, disminuyéndose las fuerzas de repulsión
entre las gotas. por lo tanto para tratar de desestabilizar una emulsión
inversa se deben utilizar desmulsificantes catiónicos (de carga positiva).

3. PROPIEDADES FÍSICO-QUÍMICAS
Generalmente, antes del tratamiento, el agua producida contiene niveles
demasiado altos de gotas de aceite suspendidas y emulsificadas. Por lo general
las salmueras de yacimientos petrolíferos no son aptas para el consumo humano
ni para el uso de los animales. El agua producida también puede aparecer
relativamente clara y a menudo es difícil distinguirla de otras aguas.
Es importante conocer las propiedades del agua de producción, ya que pueden
dar otro indicativo de que tratamiento debe realizarse, para dejarla en
especificaciones y una vez así proceder a la eliminación. A continuación se
describen brevemente las propiedades más importantes de este subproducto
asociado al petróleo.
3.1. Color y Turbidez
El color en los cuerpos de agua surge naturalmente a través de la degradación de
materiales orgánicos e inorgánicos. Tales materiales incluyen compuestos de
hierro y manganeso, humus, turba, tanino, algas, malezas y organismos. Estos
materiales, como también los sólidos suspendidos, no sólo dan color sino también
turbidez, lo que hacen que el agua no sea clara y previene la penetración de la luz.
La turbidez también se podría decir que es la dificultad del agua para transmitir la
luz, ósea que a mayor sea esta, mayor serán las partículas que impiden el paso de
la luz y menor visibilidad a través de ella.
3.2. Olor y Sabor.
Las aguas residuales tienen un olor característico desagradable, mientras que las
aguas residuales sépticas tienen un olor muy ofensivo, generalmente producido
por H2S proveniente de la descomposición anaerobia de los sulfatos o sulfuros.
Las aguas industriales residuales tienen a veces, olores característicos específicos
del proceso industrial del cual provienen. Los olores de las aguas residuales
constituyen una de las principales objeciones ambientales y su control en plantas
de tratamiento es muy importante. Además del ácido sulfhídrico son causantes de
olores ofensivos en aguas residuales los siguientes compuestos: aminas,
amoniaco, diaminas, mercaptanos y sulfuros orgánicos.
Compuestos químicos presentes en el agua como fenoles, diversos hidrocarburos,
cloro, materias orgánicas pueden dar olores y sabores muy fuertes al agua aunque
estén en pequeñas concentraciones.
3.3. Temperatura.
La temperatura de los yacimientos es una función de la profundidad. Las
temperaturas de las aguas producidas reflejan la temperatura del yacimiento, la
tasa de flujo, la geometría del agujero del pozo, la temperatura ambiente y el
método de procesamiento en la superficie. En el punto de eliminación las aguas
producidas tienen todavía temperaturas elevadas. Las descargas en aguas de
superficie elevará su temperatura y este cambio disminuirá los niveles de oxígeno
disuelto, causando mortandad de peces, interferirá con la procreación y
propagación de las especies, aumentará las tasas de crecimiento de las bacterias,
de organismos benéficos y perjudiciales, acelerará las reacciones químicas y
conducirá a la eutrofización.
3.4. Dureza.
La dureza es una característica química del agua que está determinada por el
contenido de carbonatos, bicarbonatos, cloruros, sulfatos y ocasionalmente
nitratos de calcio y magnesio. El grado de dureza es directamente proporcional a
la concentración de sales metálicas. Existen dos tipos: dureza temporal la cual
está determinada por el contenido de carbonatos y bicarbonatos de calcio y
magnesio. Puede ser eliminada por ebullición del agua y posterior eliminación de
precipitados formados por filtración, también se le conoce como dureza de
carbonatos. Y la dureza permanente está determinada por todas las sales de
calcio y magnesio excepto carbonatos y bicarbonatos. No puede ser eliminada por
ebullición del agua y también se le conoce como dureza de no carbonatos.
3.5. Contenido de PH
El PH es una medida del complejo equilibrio químico que existe en un cuerpo de
agua, o de otra manera es una medida de acidez o alcalinidad. Las aguas
superficiales normales contienen químicos disueltos tales como carbonatos, que
ayudan al agua a amortiguar cambios rápidos en las concentraciones de iones de
hidrógeno e hidroxilos. La vida acuática, las plantas y la vida silvestre sólo pueden
sobrevivir dentro de un rango de PH entre 5 y 8.5. En ocasiones niveles excesivos
de PH pueden causar problemas de corrosión en la industria.
3.6. Demanda Química de Oxigeno
Llamada también demanda inmediata, es la cantidad de oxígeno que sustancias
reductoras, como la materia orgánica, presentes en un agua residual necesitan
para descomponerse, sin la intervención de microorganismos. La DQO no
diferencia la materia orgánica biológicamente oxidable y la biológicamente inerte.

3.7. Demanda Bioquímica de Oxigeno
Se define como la cantidad de oxígeno requerido por las bacterias para
descomponer la materia orgánica en condiciones aerobias. La DBO es una
medida de la materia orgánica y por consiguiente una medida del grado de
polución orgánica.
3.8. Bacterias
Las bacterias son extremadamente pequeñas (0.5 mm en diámetro) y hay miles de
especies. Pueden configurarse como bastones, esferas o curvas. Algunas pueden
duplicar su población en menos de 20 minutos, abrumando literalmente un fluido.
Las bacterias pueden soportar variaciones amplias de temperatura (-10 a 100 ºC),
de valores de pH (0 a 10.5) y variaciones en las concentraciones de oxígeno (0 a
100%). En el agua se desarrollan mejor con un pH de 5 - 9, temperaturas menores
de 80 ºC y, aunque prefieren el agua dulce, se adaptan bastante a las salmueras.
Las bacterias pueden conducir a serios problemas en el yacimiento y en los
sistemas de tuberías.
3.9. Problemas ocasionados por Sólidos suspendidos y el
aceite en el agua de producción1
A continuación se enunciaran algunos de los principales problemas ocasionados
por los sólidos suspendidos y el aceite disperso en las aguas manejadas.
Incremento de la presión de inyección y disminución de las ratas de
inyección ocasionada por el taponamiento de la cara de la formación.
Cierres definitivos o parciales de los pozos inyectores debido a daños
severos en la formación.
Necesidad de perforar o acondicionar nuevos pozos inyectores para
mantener los volúmenes de agua inyectada.
Pérdidas de producción ocasionadas por el cierre de pozos productores con
alto BSW debido a la imposibilidad de disponer del agua asociada al crudo.
Excesivos costos en el tratamiento químico del agua asociada a la
producción ya sea para inyectarla y/o verterla al medio ambiente.
1 PEREZ AYA Fernando. Principios básicos del tratamiento químico de solidos suspendidos y las emulsiones
inversas en el agua. Perenco Colombia. S.A.

Aumento del costo por barril de agua utilizada de otras fuentes cuando las
mismas contienen elevadas cantidades del Total de sólidos suspendidos
(TSS).
Desgaste excesivo de las piezas de las bombas de inyección de agua ya
sea por abrasión de los sólidos o por sobre-esfuerzos cuando la presión de
inyección se incrementa.
Incremento de los costos operacionales por consumo de combustible y/o
energía de los motores de las bombas, ocasionados por el trabajo extra que
deben realizar los mismos para inyectar el agua cuando la presión del pozo
aumenta.
Cuando un agua está demasiado emulsionada, esta puede llegar a
transportar grandes cantidades de crudo, conllevando a pérdidas de aceite.
Disminución de los tiempos entre retrolavados de los filtros, para lograr
mantener la calidad del agua en 2 ppm de aceite en agua y 2 ppm del Total
de sólidos suspendidos (TSS).
Aumento de los tiempos de retrolavado de los filtros para lograr una buena
limpieza de los mismos. Implementación del uso de varsol y/o jabones para
descontaminar los medios filtrantes de los trenes de filtración.
Perturbación de la calidad del tratamiento del crudo ocasionado por :
Acumulación de grumos en las interfaces de las facilidades de
producción.
Recuperación excesiva de crudo en los desnates de las vasijas de
tratamiento de agua, lo que ocasiona agitación en la entrada de los
fluidos a los equipos.
Acumulación de sólidos (óxido de hierro y sulfuro de hierro) en la
interfase agua-aceite lo que obstruye la normal separación de las
fases y el funcionamiento de los rompedores.
Problemas en la calidad del agua inyectada y vertida al medio ambiente.
Disminución en la capacidad y en el tiempo de retención de las facilidades
de producción debido a la progresiva acumulación de arena en el interior de
las mismas.

4. OTROS PROBLEMAS PRESENTES EN LAS
FACILIDADES DE SUPERFICIE.
4.1. Incrustaciones
La mayor parte de las incrustaciones se forman por precipitación de minerales
presentes en el agua de formación, o bien como resultado de que el agua
producida se sobresatura de componentes minerales, cuando dos aguas
incompatibles se encuentran en el fondo del pozo. La formación de las
incrustaciones comienza cuando se perturba el estado de cualquier fluido natural
de forma tal que se excede el límite de solubilidad de uno o más de sus
componentes.
Los principales problemas que generan las incrustaciones en las facilidades de
superficie son:
Restricción del flujo a través de las tuberías (taponamiento del tubing y las
líneas de flujo).
Disminución de la capacidad de las líneas, vessels y tanques.
Cambios totales o parciales de líneas y accesorios.
Pérdida de tiempo y dinero en el mantenimiento de líneas y equipos.
Reducción de la eficiencia de los equipos, vessels a presión y tanques
involucrados en las operaciones de producción e inyección.
Mal funcionamiento de los separadores y tratadores por la reducción del
diámetro de la línea de salida de agua.
Desgaste excesivo de las bombas de inyección.
Pega de las válvulas.
Aumento de las pérdidas de producción debidas a la imposibilidad de hacer
una adecuada disposición de las aguas asociadas a la producción.
Problemas de corrosión por pitting (picadura) causados por la depositación
irregular sobre las superficies metálicas, debido a que se crean zonas
anódicas y catódicas. “las picaduras se observan debajo del scale”.
Imposibilidad de mezclar aguas debido a su incompatibilidad.
Incremento de los sólidos suspendidos en el agua.
Los cálculos de solubilidad más usados en la industria del petróleo para
determinar la tendencia de las incrustaciones son:
Índice de estabilidad de Stiff & Davis para carbonato de calcio.
Índice rígido de estabilidad de Skillman, McDonald y Stiff para sulfato de
calcio.
Índice de estabilidad Templeton para sulfato de bario.
Índice de estabilidad Jacques & Bourland para sulfato de estroncio.
Índice de estabilidad Thomson & Oddo para carbonato de calcio.
La mayoría de los cálculos de solubilidad son hechos a presión atmosférica.
4.2. Corrosión
Debido a las características del agua, los problemas de corrosión asociados a la
operación de los sistemas de recuperación secundaria son muy frecuentes y
generalmente de origen biótico, produciendo corrosión localizada en el interior de
líneas, tanques, y equipos presentes en plantas de tratamiento de agua para
inyección.
La corrosión de un material metálico es la interacción electroquímica del mismo
con el medio que lo rodea, produciendo un deterioro en sus propiedades físicas y
químicas, acelerando su envejecimiento y destrucción.
Existen dos tipos de corrosión, corrosión química y corrosión electroquímica que
es la única que se presenta en las operaciones de inyección de agua:
Corrosión electroquímica
El tipo de corrosión frecuente en los campos petroleros es la electroquímica por la
presencia de agua, en el cual es necesario que existan cuatro elementos básicos
para que pueda desarrollarse el proceso de la corrosión, como lo son: cátodo,
ánodo, La superficie conductora de electricidad, el electrolito y se explican a
continuación:
El ánodo
Es el lugar donde ocurren las reacciones de oxidación. En este punto el metal se
disuelve o va a la solución, es decir, es la zona donde existe la pérdida del
material metálico. Cuando el metal se disuelve, los átomos del metal pierden
electrones y van a la solución como un ión. Dado que los átomos tienen igual
número de protones y electrones, la pérdida de electrones deja un exceso de
cargas positivas y el ión resultante es cargado positivamente. La pérdida de
electrones se llama oxidación, el ión hierro va a la solución y los dos electrones
son dejados en el metal.
El cátodo
Es el área en donde se presentan las reacciones de reducción, esta es la
superficie del metal que no se disuelve, pero en ella ocurre una reacción química
necesaria para el proceso de la corrosión. Los electrones dejados durante la
solución del hierro en el ánodo viajan a través del metal hacia el área de superficie
catódica, en donde serán consumidos por reacción con un agente oxidante
presente en el agua. Este consumo de electrones se le conoce como reacción de
reducción. De esta manera, las reacciones en las áreas anódicas producen
electrones y las reacciones en el área catódica consumen dichos electrones.
La superficie conductora de electricidad: es la superficie metálica.
El electrolito
Este cubre la superficie metálica. De acuerdo al soporte de las reacciones
previamente listadas para completar el circuito eléctrico, la superficie del metal
(cátodo y ánodo) debe ser cubierta con una solución eléctricamente conductiva.
Tal solución es denominada electrolito. El agua pura es un electrolito pobre, pero
la conductividad eléctrica aumenta rápidamente con la adición de sales disueltas.
El electrolito conduce la corriente desde el ánodo hasta el cátodo. La corriente
regresa luego al ánodo a través del metal, completando el circuito.
Si alguno de estos elementos no está presente en la celda de corrosión
electroquímica, el fenómeno corrosivo nunca ocurrirá.
En resumen los electrones son generados por una reacción de oxidación en un
punto y luego viajan a otro punto donde serán consumidos por una reacción de
reducción. El flujo de corriente eléctrica es realmente el paso de electrones de un
punto a otro. La convención dice que el flujo de corriente eléctrica se da en
dirección opuesta al flujo de electrones. Por lo tanto, como el flujo de electrones va
desde el área anódica hacia la catódica, el flujo de corriente eléctrica se dará en
dirección opuesta, del cátodo al ánodo. Hay que recordar que este flujo de
corriente se da dentro del metal, por lo tanto la ruta metálica entre el ánodo y el
cátodo debe ser un conductor de electricidad. En la figura 4 para mayor
compresión se presenta un esquema representativo del proceso de la corrosión
electroquímica.

Figura 4. Proceso de la corrosión electroquímica
Fuente. GIRALDO Jorge y ESCALANTE Luis. Diseño Conceptual para la
Construcción de una Planta de Tratamiento e Inyección de Agua en el Campo
Cantagallo. Tesis. 2008.

5. DISEÑO Y SELECCIÓN DE UN PRODUCTO QUÍMICO
PARA TRATAR EMULSIONES INVERSAS Y SOLIDOS
SUSPENDIDOS EN EL AGUA DE PRODUCCIÓN.
Cuando se va a seleccionar o diseñar un producto para la clarificación de aguas
asociadas o de inyección para un campo en especial, se lleva a cabo una prueba
de botella y una prueba de jarras, la cual permite observar el comportamiento y
desempeño de las diferentes bases químicas (compuestos químicos puros como
por ejemplo sales inorgánicas) y productos elaborados o diseñados para otros
campos. Es usual que una base química sola no arroje tan buenos resultados
como la mezcla de varias bases. A continuación mostraremos algunas mezclas
típicas para el diseño de un producto comercial:
Sal inorgánica / coagulante catiónico.
Sal inorgánica / floculante-coagulante catiónico.
Sal inorgánica / floculante.
NOTA: Normalmente las sales inorgánicas son utilizadas como coagulantes y los
polímeros como floculantes. Claro que algunos polímeros tienen propiedades
coagulantes y floculantes a la vez.
Una vez se tenga indicio de cuales productos pueden funcionar para mi sistema a
tratar, se hace la selección final del producto teniendo en cuenta los siguientes
parámetros:
1. Comparación de la claridad y calidad de las aguas obtenidas
2. Evaluación de las dosis requeridas para el funcionamiento de los productos.
3. Evaluación de los costos / beneficio de cada producto.
4. Velocidad de separación de las fases.
5. Necesidad de agitación para el funcionamiento de los diferentes productos.
Se deben preferir los que necesiten menor agitación para su óptimo
funcionamiento.
6. Compatibilidad con otros productos utilizados en el tratamiento de agua y
crudo.
7. Cantidad de flocs formado.

5.1. Condiciones para un tratamiento químico óptimo.
Para tratar adecuadamente un problema de emulsión inversa y de solidos
suspendidos, se requiere contar con todas las condiciones a continuación
numeradas:
Selección de un producto químico adecuado.
Aplicación de las dosis recomendadas.
Agitación adecuada para que el químico se mezcle con la totalidad del agua
a tratar. Además para que las partículas se aglomeren deben chocar, y la
agitación promueve la colisión entre partículas.
Suficiente tiempo de contacto del químico con el fluido para iniciar la
coalescencia.
Tiempo de asentamiento apropiado para permitir la separación de las fases.
5.2. Insuficiencia en la dosis aplicada de químico
Cuando en el campo se aplican dosis demasiado bajas de químico se pueden
apreciar los siguientes problemas:
Agua turbia
Flóculos muy pequeños
Flóculos cortados
Post-precipitación.
5.3. Exceso de químico aplicado
En la aplicación de productos químicos en el campo, algunas veces por error, se
utilizan dosis demasiado altas, las cuales pueden ocasionar los siguientes
problemas:
Reestabilización de las emulsiones inversas y de los sólidos suspendidos.
Ineficiente remoción de la turbidez.
Post-precipitación.
Taponamiento prematuro del medio filtrante en los filtros. (retrolavados más
frecuentes).

6. PRUEBAS DE LABORATORIO
En las pruebas de laboratorio necesarias para seleccionar un producto químico
adecuado, se encuentran las pruebas de botella y las pruebas de jarras que se
especifican a continuación.
6.1. Pruebas de botella
Los des-emulsionantes deben ser dosificados en forma continua en la relación
determinada por pruebas de botella y/o pruebas de campo. Los rangos de
dosificación pueden variar de 10 a 1.000 ppm, aunque generalmente con un buen
deshidratante se utilizan 10 a 100 ppm.
Generalmente los crudos pesados requieren mayor dosificación que los crudos
ligeros. El exceso de dosificación de des-Emulsificante incrementa los costos de
tratamiento, puede estabilizar a un más la emulsión directa W/O o producir
emulsiones inversas O/W.
Debido a que los agentes des-emulsionantes son tan numerosos y complejos para
permitir su completa identificación, seleccionar el des-emulsionante más adecuado
es un arte. La selección está basada en pruebas empíricas de laboratorio
conocidas como Pruebas de botella, las cuales se han estandarizado como
técnica de selección de estos productos en los laboratorios de la industria
petrolera.
Las pruebas de botella ayudan a determinar cuál química puede ser más efectiva
para romper la emulsión de campo. Los resultados de esta prueba indican la
menor cantidad de química necesaria para separar la mayor cantidad de agua de
la emulsión W/O. Para el éxito de esta prueba se requiere seleccionar una
muestra representativa de la corriente de producción de la emulsión, la cual debe
reunir las siguientes características (University of Texas, 1990):
1. Ser representativa de la emulsión a ser tratada.
2. Contener cantidades representativas de los químicos presentes en el
sistema, tales como inhibidores de corrosión y parafinas.
3. Debe ser fresca para evitar la estabilización por envejecimiento de la
emulsión.
4. Simular las mismas condiciones de agitación y calentamiento tanto como
sea posible.

En la figura 1 se esquematiza el procedimiento para la aplicación de la prueba de
botella, el cual consiste básicamente en preparar una serie de botellas graduadas
y añadir 100 ml de la emulsión agua en crudo fresca o preparada en laboratorio,
se dosifican diferente concentraciones del producto deshidratante a cada botella
dejando una botella sin deshidratante (botella patrón), se homogeniza la mezcla y
se colocan las botellas en un baño termostático a la temperatura deseada. Cada
30 min se lee el volumen de agua coalescida y se observa la calidad de la
interfase, del agua separada y de las paredes del tubo. Con esta data se
construye la gráfica de Porcentaje de agua separada en función del tiempo, así
como la gráfica de estabilidad, que permite conocer el tiempo necesario para
separar ½ ó 2/3 del volumen de fase acuosa. Tales gráficas permiten determinar la
eficiencia del deshidratante.
Figura 1. Acción del deshidratante dosificado en las pruebas de botella en un
mapa de estabilidad-formulación.
FUENTE. MARFISE Shirley. Deshidratacion de crudo, Principios y tecnologia. Universidad de los
Andes. Venezuela 2004.
6.2. Prueba de Jarras
La prueba de jarras es una técnica de laboratorio que pretende realizar una
simulación del proceso de clarificación del agua que se lleva a cabo en la planta
de tratamiento de agua residual petrolera, de manera que permite evaluar a escala
y de una manera rápida la acción que ejerce sobre el proceso de clarificación, la
variación de los diferentes parámetros como velocidad y/o tiempo de agitación,
gradientes de velocidad producidos, dosificación de diversos compuestos
químicos solos o en combinaciones, etc. La Norma ASTM D2035:08 Standard
Practices for Coagulation-Flocculation Jar Test Water. Regula el procedimiento de
laboratorio de la prueba de Jarras.
En la prueba de jarras se simulan básicamente las etapas de coagulación
(desestabilización de la carga negativa de los sólidos suspendidos y partículas
coloidales), floculación (aglomeración de partículas desestabilizadas), y
sedimentación (asentamiento del flocs por gravedad), de acuerdo a las
condiciones de operación de la planta. Una vez realizada la simulación, se miden
de nuevo los mismos parámetros iniciales a fin de comparar y determinar en cual
jarra y bajo qué condiciones se obtuvo la mejor calidad de agua. Por lo general,
paralelamente se hace una valoración económica de los resultados obtenidos.
Los resultados que se obtienen en la prueba de jarras dependen esencialmente
de:
Naturaleza del agua a tratar. (pH, turbiedad, color, alcalinidad, naturaleza
de los sólidos suspendidos, temperatura, etc.)
Naturaleza de los químicos a adicionar, y secuencia de adición.
Tiempo y velocidad de agitación durante las etapas de coagulación y
floculación, y tiempo de sedimentación. (Gradientes de velocidad
producidos) pH del sistema.
La variación de uno o varios de las anteriores condiciones conduce a resultados
sustancialmente diferentes. Por ello, la confiabilidad de los resultados obtenidos
en pruebas de jarras depende de la precisión con la cual se hallan controlado las
condiciones de simulación de las diferentes etapas (velocidad de agitación y
duración de la etapa), y más aún cuando, por lo general, se requiere de varias
corridas para obtener los mejores resultados. Es en este punto donde se precisa
que todas las pruebas o corridas que se realicen sean similares entre sí, y poder
asegurar una correspondencia entre ellas, a fin de obtener conclusiones válidas.

La prueba de jarras se usa para:
1. Evaluar, determinar y optimizar las variables químicas del proceso de
coagulación y/o floculación, esto es, medir el desempeño de uno o varios
productos químicos dados, coagulante, floculante, etc., y encontrar la
dosificación adecuada, tanto en términos de calidad final del agua obtenida,
como en términos económicos.
2. Determinar la concentración de la solución de coagulante más apropiada
para utilizar en la planta.
3. Encontrar el punto o etapa de dosificación adecuado para el producto que
se ensaya.
4. Evaluar y comparar el desempeño de una combinación de productos frente
a la forma y secuencia de dosificación óptima de cada uno de ellos, el punto
o etapa ideal de dosificación, la Influencia en el proceso de la concentración
de los químicos dosificados y la determinación del pH óptimo de
coagulación.
5. En operación, tomar decisiones rápidas sobre la dosificación de químicos a
utilizar de acuerdo a las variaciones en la calidad del agua.
6. Evaluar los efectos de modificaciones en las condiciones de operación de la
planta sobre el proceso de clarificación.
Figura 2. Procedimiento de laboratorio. Pruebe de Jarras.
.
Fuente. Norma ASTM D2035:08 Standard Practices for Coagulation-Flocculation Jar Test Water.

Para la prueba de jarras usualmente se utiliza un dispositivo que permite
trabajar simultáneamente 6 jarras, y que consiste en 6 paletas
interconectadas a un regulador de velocidad, con el cual se puede dar la
misma velocidad de agitación, y durante el mismo tiempo, a las 6 jarras.
Comercialmente se encuentran equipo capaces de operar entre 0 y 400
r.p.m. Deben de evitarse fuentes de luz que generen mucho calor,
produciendo diferencias de temperatura entre el agua de las jarras y el
agua cruda de la planta, lo que se traduce en diferencias de viscosidad,
choque de partículas, y en general, en una serie de parámetros, que
finalmente producen un efecto significativo en la coagulación y
sedimentación.
Las jarras o vasos a usar deben ser de 1000ml como mínimo. Se debe
evitar usar vasos más pequeños, debido a la dificultad de obtener precisión
en la dosificación de pequeños volúmenes de coagulantes, ayudantes de
coagulación o de floculación, en jarras con volúmenes más pequeños.
Cuando se utilicen jarras de vidrio.
En cada una de las 6 jarras se coloca igual cantidad de agua a tratar (1000
ml), a la cual se le han medido los parámetros iniciales: temperatura, pH,
turbiedad, color, y alcalinidad como mínimo.
En cada jarra se coloca una dosificación de químico que aumenta
gradualmente y en la misma proporción, respecto a la jarra anterior. Es muy
importante que la dosificación de químicos se realice de manera rápida, y
en lo posible, simultánea a cada jarra, puesto que de lo contrario se causan
resultados erróneos. Los estudios muestran que las diferencias que existen
en el tiempo de adición de los reactivos químicos o soluciones a las
diferentes jarras afectan apreciablemente los resultados, particularmente
cuando se usan ayudantes de coagulación. También puede afectar los
resultados la velocidad de adición, la cual debe de ser lo más rápida
posible.
La práctica común de adicionar los coagulantes a cada vaso mediante el
uso de una pipeta graduada conduce a que la velocidad de adición del
reactivo químico sea muy lenta y se presenten diferencias considerables en
cuanto al tiempo de agitación del coagulante en la primera jarra, en
comparación con el tiempo de agitación del coagulante en la última jarra,
hecho que distorsiona los resultados. Los equipos comerciales olvidan este
detalle, que puede evitarse mediante el montaje de un dispositivo que

contiene vasos dosificadores unidos en un soporte de diseño adecuado, el
cual puede ser sostenido en las manos, o puede montarse sobre la unidad
de agitación. Otra alternativa es utilizar jeringas dosificadoras, previamente
llenadas con la cantidad adecuada de coagulante o floculante, que toman
menos tiempo al dosificar, que la práctica de la pipeta graduada.
En el momento de vaciar el contenido de las jeringas se debe inyectar
profundamente en la correspondiente jarra para que la dispersión sea lo
más rápida posible. En términos generales, se recomienda aplicar las dosis
en un punto fijo localizado en o cerca del eje impulsor de la paleta durante
una mezcla rápida a alta velocidad.
Equipo Adicional.
Además del equipo de pruebas de jarras se requiere de un cronómetro para
controlar el tiempo de duración de las diferentes etapas. Y para la medición de los
parámetros del agua se requiere de un turbidímetro, un colorímetro, un
peachímetro, un termómetro, y de bureta, reactivos y soluciones para medir la
alcalinidad.

7. RECOMENDACIONES PARA EL ARRANQUE Y
OPERACIÓN DE UNA PLANTA DE TRATAMIENTO DE
AGUA RESIDUAL PETROLERA RESPECTO AL
TRATAMIENTO QUÍMICO.
Para que cualquier equipo de tratamiento funcione dentro de los parámetros de
eficiencia mecánica operativa, es importante tener en cuenta el tratamiento
químico, realizando las pruebas de botella o jarras al agua de producción y
tamaño de partícula de los sólidos suspendidos para seleccionar el mejor producto
químico y la concentración necesaria para que se efectué la separación y posterior
eliminación de los contaminantes del agua.
La función del Skim Tank es retirar la mayor cantidad de aceite en agua (entre el
70% al 90% del mismo), y poca cantidad de solidos suspendidos (SS), mediante
procesos de coalescencia y separación gravitacional manejando los tiempos de
residencia necesarios.
Los sólidos suspendidos serán retirados en mayor cantidad en la Celda de
Flotación, ya que el crudo que se ha separado en el Skim Tank debe contener la
menor cantidad de solidos suspendidos (SS) para ser enviado a la planta de crudo
y ventas o refinería.
El proceso de separación del tanque permite la adición de químicos (ayudantes de
flotación)
Este proceso mejora la separación de las gotas de aceite de la fase continua. Este
objetivo es alcanzado por el incremento de la diferencia entre la densidad de los
dos fluidos al juntar las burbujas de gas con las de aceite. Este proceso disminuye
el proceso de retención en los equipos
Los equipos de flotación son equipos desnatadores que utilizan como mecanismo
de separación la inducción y/o disolución de gas.
En este caso se usa un tanque vertical normal con un generador de microburbujas
que descarga su corriente a la línea de entrada al tanque y a un distribuidor
interno que cubre toda el área de paso en el tanque, formando una espuma
aceitosa en la parte superior la cual es retirada por medio de un colector.
Entre las ventajas de los equipos de flotación se encuentra que:
Son capaces de remover partículas entre 2 - 5 μm, llegando a eficiencias
del orden de 80 – 90%.

El equipo puede funcionar con gas de cobertura con el fin de aislar el agua
para evitar la absorción de oxígeno del aire.
El siguiente tratamiento es la filtración, estos filtros constan de un lecho de
cáscara de nuez con un sistema de agitación o restregado que permite mejorar la
eficiencia del proceso. En rendimiento eliminan del 95 al 99% de los sólidos en
suspensión y del 90 al 99% de los hidrocarburos insolubles sin emplear productos
químicos. Estos filtros permiten la separación de gotas de un tamaño cercano a 2
μm.
Ejemplo: Si al Skim Tank entran entre 2000 a 3000 partes por millón (PPM) de
aceite, este equipo debe retirar entre 1600 ppm a 2400 ppm de aceite, con
eficiencias aproximadas del 80 %.En este equipo se debe aplicar Rompedores de
Emulsión Inversa, Coagulantes y Floculantes, para mejorar la separación de
aceite.
Al siguiente equipo, Celda de Flotación, deben entrar entre 300 ppm a 400 ppm de
aceite en agua (oil and Water), y la misma cantidad de solidos suspendidos (SS),
aquí también deben usarse productos químicos para optimizar la eficiencia de
separación, es muy importante realizar pruebas para determinar el tamaño y
distribución de partículas de solidos suspendidos (SS) presentes en el agua
porque es en este equipo es donde se retira la mayor cantidad de solidos
suspendidos (SS).
Para los equipos de Filtración y Decantación, la entrada al Filtro debe estar entre
50 a 60 ppm de aceites en agua (oil and Water) y 50 a 60 ppm de solidos
suspendidos (SS).
Es importante que en el Lecho Filtrante no se usen químicos que contengan
surfactantes, ya que dichos químicos dañan la propiedad oleofílica del lecho.

8. BIBLIOGRAFÍA
PEREZ AYA Fernando. Principios básicos del tratamiento químico de
solidos suspendidos y las emulsiones inversas en el agua. Perenco
Colombia. S.A.
Tratamiento de aguas residuales Eduardo Ospina y Cía. S.A.2000.
• Programa de capacitación personal de producción Modulo 2: Circuito del
agua. PERENCO COLOMBIA LTD.2000.
• ARNOLD, Richard. Manejo de la producción de agua, de residuo a recurso.
Schlumberger.
• Manual para el manejo de incrustaciones solubles en agua y problemas de
corrosión asociados. Perenco Colombia. 2004.
• PEREZ AYA Fernando. Generalidades del fenómeno corrosivo en la
industria del petróleo.
• GIORDANI Samanta. Factibilidad del Uso de polímeros para la clarificación
del agua. Mérida Venezuela. 2008.