Pitting and galvanic corrosion behavior of laser-welded stainless steels
11
Journal of Materials Processing Technology 176 (2006) 168–178 Pitting and galvanic corrosion behavior of laser-welded stainless steels C.T. Kwok a , S.L. Fong a , F.T. Cheng b,∗ , H.C. Man c a Department of Electromechanical Engineering, University of Macau, Taipa, Macau, China b Department of Applied Physics, The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong, China c Department of Industrial & Systems Engineering, The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong, China Received 18 October 2005; received in revised form 16 February 2006; accepted 21 March 2006 Abstract Autogenous welded specimens of austenitic (S30400 and S31603), duplex (S31803) and super duplex (S32760) stainless steels were fabricated by laser penetration welding (LPW) with a CW Nd:YAG laser in an argon atmosphere. The microstructure and the phases present in the resolidified zone of the laser-welded specimens were analyzed by optical microscopy and X-ray diffractometry, respectively. The pitting and galvanic corrosion behavior of the stainless steels in the laser-welded and unwelded conditions in 3.5% NaCl solution at 23 ◦ C was studied by means of electrochemical measurements. X-ray diffraction analysis showed that the phases present in the weld metal depended on the composition of the base metal. While the laser weld for S31603 retained the original austenitic structure, the laser weld of S30400 contained austenite as the major phase and -ferrite as the minor phase. On the other hand, a slight change of -ferrite to austenite ratio was found in both the laser welds of S31803 and S32760, with austenite present at the -ferrite grain boundaries. The welds exhibited passivity but their pitting corrosion resistance was in general deteriorated as evidenced by a lower pitting potential and a higher corrosion current density compared with those of the unwelded specimens. The decrease in pitting corrosion resistance of the welds was attributed to microsegregation in the weld zone of S31603, and to the presence of -ferrite in S30400. For the duplex grades S31803 and S32760, the disturbance of the ferrite/austenite phase balance in the weld zone could be the cause of the decrease in corrosion resistance. The initial free corrosion potentials of the unwelded specimens were considerably higher than those of the corresponding laser welds, indicating that the welds were more active and were expected to act as anodes in the weldment. The ranking of galvanic current densities (I G ) of the couples formed between the laser-welds (LW) and the as-received (AR) specimens with area ratio 1:1, in ascending order, is: AR S31603/LW S31603 < AR S31803/LW S31803 < AR S32760/LW S32760 < AR S30400/LW S30400. The recorded I G in all couples was low (in the range of nA/cm 2 ). © 2006 Elsevier B.V. All rights reserved. Keywords: Laser welding; Stainless steels; Pitting corrosion; Galvanic corrosion; -Ferrite 1. Introduction Owing to their excellent mechanical properties and corrosion resistance, stainless steels are extensively used in many indus- trial and medical applications. Commercial products such as razors, cigarette lighters, watch springs, motor and transformer lamination, hermetic seals, battery and pacemaker cans, and hybrid circuit packages require delicate welds with high qual- ity and precision. A kilowatt laser beam can melt and vaporize the material, and the pressure of the vapor displaces the molten material so that a narrow and deep ‘keyhole’ is formed. The key- hole supports the transfer of the laser energy into the material and guides the laser beam deep into the material. Laser pene- ∗ Corresponding author. Tel.: +852 2766 5691; fax: +852 2333 7629. E-mail address: [email protected] (F.T. Cheng). tration welding (LPW) can produce low-distortion and precise weldments with minimal heat-affected zones [1,2]. In LPW of stainless steels, phase transformation is common. The mechani- cal properties and corrosion resistance of laser-welded stainless steels may be deteriorated due to microsegregation, unfavorable phase content, presence of porosities, solidification cracking, micro-fissures and loss of materials by vaporization. Galvanic cell may also be set up between different parts of the weld- ment. Galvanic corrosion in weldments should not be overlooked because it can lead to accelerated deterioration of the anodic region especially in hostile environments. Pitting corrosion and galvanic corrosion have been investigated in the couples between dissimilar alloys such as 316L, Ti, Nb and Ta [3], CoCr and REX 734 [4], annealed and cold-worked 316L [5], and GTAW welded and unwelded N08031 [6]. The pitting corrosion resistance of several austenitic stainless steels welded by a CO 2 laser has been investigated by Vilpas [7]. However, reports on the galvanic 0924-0136/$ – see front matter © 2006 Elsevier B.V. All rights reserved. doi:10.1016/j.jmatprotec.2006.03.128
Transcript of Pitting and galvanic corrosion behavior of laser-welded stainless steels
Journal of Materials Processing Technology 176 (2006) 168–178
Pitting and galvanic corrosion behavior of laser-welded stainless steels
C.T. Kwok a, S.L. Fong a, F.T. Cheng b,∗, H.C. Man c
a Department of Electromechanical Engineering, University of Macau, Taipa, Macau, Chinab Department of Applied Physics, The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong, China
c Department of Industrial & Systems Engineering, The Hong Kong Polytechnic University, Hung Hom, Kowloon, Hong Kong, China
Received 18 October 2005; received in revised form 16 February 2006; accepted 21 March 2006
Abstract
Autogenous welded specimens of austenitic (S30400 and S31603), duplex (S31803) and super duplex (S32760) stainless steels were fabricatedby laser penetration welding (LPW) with a CW Nd:YAG laser in an argon atmosphere. The microstructure and the phases present in the resolidifiedzone of the laser-welded specimens were analyzed by optical microscopy and X-ray diffractometry, respectively. The pitting and galvanic corrosionbehavior of the stainless steels in the laser-welded and unwelded conditions in 3.5% NaCl solution at 23 ◦C was studied by means of electrochemicalmeasurements. X-ray diffraction analysis showed that the phases present in the weld metal depended on the composition of the base metal. Whilethe laser weld for S31603 retained the original austenitic structure, the laser weld of S30400 contained austenite as the major phase and �-ferriteaaaiStccow©
K
1
rtrlhitmha
0d
s the minor phase. On the other hand, a slight change of �-ferrite to austenite ratio was found in both the laser welds of S31803 and S32760, withustenite present at the �-ferrite grain boundaries. The welds exhibited passivity but their pitting corrosion resistance was in general deteriorateds evidenced by a lower pitting potential and a higher corrosion current density compared with those of the unwelded specimens. The decreasen pitting corrosion resistance of the welds was attributed to microsegregation in the weld zone of S31603, and to the presence of �-ferrite in30400. For the duplex grades S31803 and S32760, the disturbance of the ferrite/austenite phase balance in the weld zone could be the cause of
he decrease in corrosion resistance. The initial free corrosion potentials of the unwelded specimens were considerably higher than those of theorresponding laser welds, indicating that the welds were more active and were expected to act as anodes in the weldment. The ranking of galvanicurrent densities (IG) of the couples formed between the laser-welds (LW) and the as-received (AR) specimens with area ratio 1:1, in ascendingrder, is: AR S31603/LW S31603 < AR S31803/LW S31803 < AR S32760/LW S32760 < AR S30400/LW S30400. The recorded IG in all couplesas low (in the range of nA/cm2).2006 Elsevier B.V. All rights reserved.
eywords: Laser welding; Stainless steels; Pitting corrosion; Galvanic corrosion; �-Ferrite
. Introduction
Owing to their excellent mechanical properties and corrosionesistance, stainless steels are extensively used in many indus-rial and medical applications. Commercial products such asazors, cigarette lighters, watch springs, motor and transformeramination, hermetic seals, battery and pacemaker cans, andybrid circuit packages require delicate welds with high qual-ty and precision. A kilowatt laser beam can melt and vaporizehe material, and the pressure of the vapor displaces the molten
aterial so that a narrow and deep ‘keyhole’ is formed. The key-ole supports the transfer of the laser energy into the materialnd guides the laser beam deep into the material. Laser pene-
∗ Corresponding author. Tel.: +852 2766 5691; fax: +852 2333 7629.E-mail address: [email protected] (F.T. Cheng).
tration welding (LPW) can produce low-distortion and preciseweldments with minimal heat-affected zones [1,2]. In LPW ofstainless steels, phase transformation is common. The mechani-cal properties and corrosion resistance of laser-welded stainlesssteels may be deteriorated due to microsegregation, unfavorablephase content, presence of porosities, solidification cracking,micro-fissures and loss of materials by vaporization. Galvaniccell may also be set up between different parts of the weld-ment. Galvanic corrosion in weldments should not be overlookedbecause it can lead to accelerated deterioration of the anodicregion especially in hostile environments. Pitting corrosion andgalvanic corrosion have been investigated in the couples betweendissimilar alloys such as 316L, Ti, Nb and Ta [3], CoCr and REX734 [4], annealed and cold-worked 316L [5], and GTAW weldedand unwelded N08031 [6]. The pitting corrosion resistance ofseveral austenitic stainless steels welded by a CO2 laser has beeninvestigated by Vilpas [7]. However, reports on the galvanic
924-0136/$ – see front matter © 2006 Elsevier B.V. All rights reserved.oi:10.1016/j.jmatprotec.2006.03.128
C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178 169
corrosion behavior in laser weldments of stainless steels arescarcely reported. The aim of the present study is to investi-gate the pitting corrosion behavior of various stainless steels inthe laser-welded and unwelded conditions in 3.5% NaCl solu-tion, and the galvanic effect in the laser weldments. The changein the pitting corrosion behavior of the laser-welded specimensand the presence of galvanic effect in the laser-weldments wereexplained in terms of the change in microstructure and chemicalcompositions. It must be pointed out that no attempt of opti-mization of processing parameters was made. The present studythus would serve only as a preliminary baseline investigation forreference in future studies on laser welding of stainless steels.Moreover, detailed mechanical properties will be reported else-where.
2. Experimental details
Austenitic (UNS S30400 and S31603), duplex (UNS S31803) and superduplex (S32760) stainless steels with different chemical compositions (Table 1)were selected in the present study. The as-received (AR) stainless steels were inthe form of plates with a thickness of 1 mm. LPW was carried out using a high-power CW Nd:YAG laser with a power of 0.9 kW and a beam size of 0.5 mm indiameter (6.1 × 105 W/cm2). The laser beam was transmitted by an optical fibreand focused onto the specimen by a BK-7 lens with a focal length of 80 mm. Theflexible optical fibre delivery was controlled by an X–Y table. Argon flowingat 20 l/min was used as the shielding gas. In order to reduce thermal distortionof the workpiece, it was held in place by a clamping device. Beam scanningsfw
mmsawwtitfi
C
wpa[w
the hardness of the laser-welded specimens was determined using a Vickersmicrohardness tester. The load applied was 200 g and the loading time was 15 s.
Cyclic potentiodynamic polarization scans were carried out using an EG&GPARC 273 corrosion system according to ASTM Standard G61-94 [11] forinvestigating the pitting corrosion behavior. Free corrosion potential (Ec) mea-surement and galvanic corrosion test were conducted using the same corrosionsystem conforming to ASTM Standard G71-81 [12]. The base stainless steelsand their welds for corrosion studies were cut into 6 mm × 10 mm plates. Priorto corrosion tests, the surface of all specimens was freshly ground and thenpolished with 1 �m-diamond paste in order to keep the surface roughness con-sistent. The specimens were embedded in epoxy resin with an exposed areaof 4 mm2 of the weld track or unwelded region. The specimens were cleaned,degreased and dried before the polarization test in 3.5% NaCl solution, whichwas kept at a constant temperature of 23 ◦C and open to air. A saturated calomelelectrode (SCE) was used as the reference electrode and two parallel graphiterods served as the counter electrode for current measurement. For the cyclicpotentiodynamic polarization test, all data were recorded after an initial delay of30 min for the specimen to stabilize. The potential was increased from 200 mVbelow the corrosion potential in the anodic direction at a scan rate of 5 mV s−1.The scan was then reversed when an anodic current density of 5 mA cm−2 wasreached and continued until the loop closed at the protection potential. Galvaniccorrosion test was performed using the built-in zero-resistance ammeter (ZRA)in the potentiostat. The galvanic current density (IG) and galvanic potential (EG)in the couples formed by the as-received specimen and the laser weld were con-tinuously monitored for 24 h. The exposed area ratio of anode to cathode of allgalvanic couples was 1:1.
3. Results and discussion
3.1. Microstructural and metallographic analysis
as
TN
SSSS
].
peed of 35 mm/s was used. Such laser parameters were chosen for achievingull penetration and minimal thermal distortion. The bead-on-plate seam weldsere made on the plates by line scanning of the focused laser beam.
The laser-welded specimens were sectioned, polished and etched. Theicrostructure and phases in the resolidified zones were analyzed by opticalicroscopy (OM) and X-ray diffractometry (XRD), respectively. The radiation
ource of the X-ray diffractometer was Cu K� with nickel filter and generatedt 1.2 kW and the scan rate was 0.25◦ s−1, with the scanning direction along theeld. The respective volume fraction of �-ferrite present in the stainless steelsas evaluated by the direct comparison method [8]. Due to rapid solidification,
he specimens exhibited a preferred orientation to some extent. The integratedntensities of the (1 1 1), (2 0 0) and (2 2 0) diffraction peaks for �-austenite andhe (1 1 0) and (2 0 0) peaks for �-ferrite were taken into account. The volumeraction of �-ferrite (C�) was calculated using the following expression accord-ng to the ASTM Standard E974 [9]:
� =[
1 + (I�(1 1 1)/R�(1 1 1)) + (I�(2 0 0)/R�(2 0 0)) + (I�(2 2 0)/R�(2 2 0))
1.5((I�(1 1 0)/R�(1 1 0)) + R(I�(2 0 0)/R�(2 0 0)))
]−1
=[
1 + (I�(1 1 1)/182.8) + (I�(2 0 0)/81.6) + (I�(2 2 0)/44.4)
1.5((I�(1 1 0)/233.8) + (I�(2 0 0)/31.9))
]−1
(1)
here I�(h k l) and I�(h k l) are the integrated intensities of a given crystallographiclane (h k l) from the � and � phases, respectively, and the values of R�(h k l)
nd R�(h k l) of � and � for various planes were obtained from Jatczak et al.10]. The chemical compositions of the resolidified microstructure after LPWere analyzed by energy dispersion X-ray spectrometry (EDS). In addition,
able 1ominal compositions (wt.%) of various stainless steels
Fe Cr Ni Mo Mn W
30400 Balance 18.4 8.7 – 1.6 –31603 Balance 17.6 11.2 2.5 1.4 –31803 Balance 22.5 5.6 2.9 1.5 0.232760 Balance 25.6 7.2 4.0 0.6 0.8
a Creq = [Cr] + [Mo] + 1.5[Si] + 0.5[Cb]. Nieq = [Ni] + 0.5[Mn] + 30[C] + 30[N
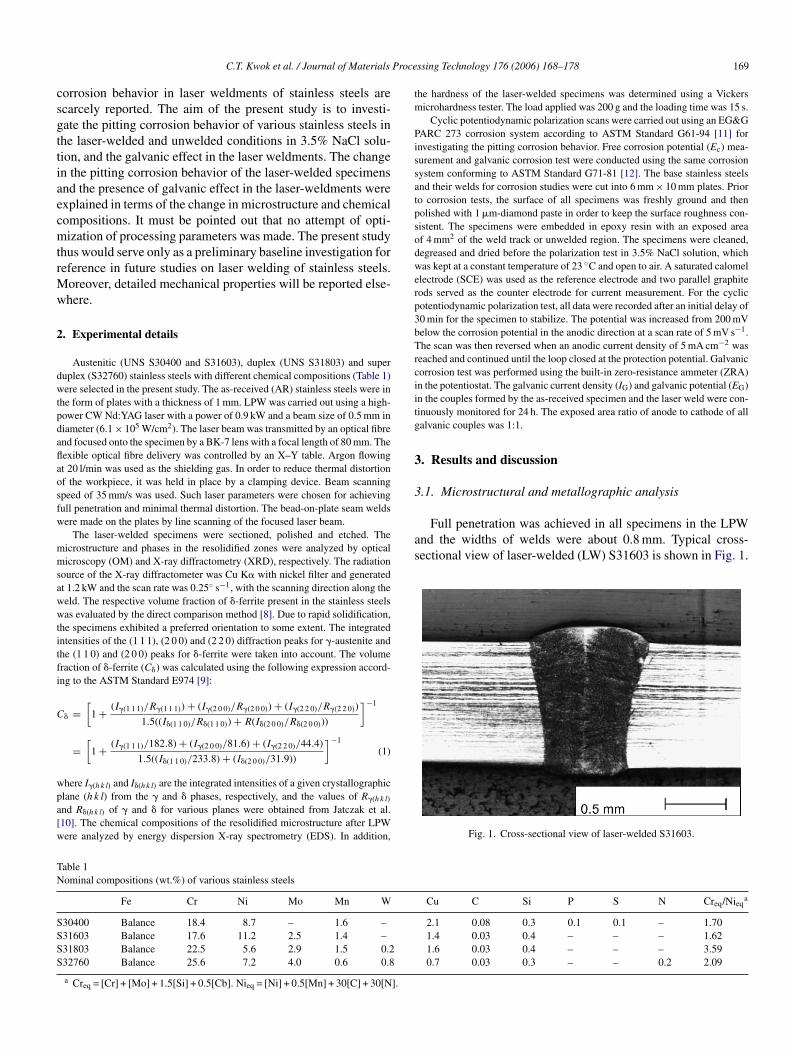
Full penetration was achieved in all specimens in the LPWnd the widths of welds were about 0.8 mm. Typical cross-ectional view of laser-welded (LW) S31603 is shown in Fig. 1.
Fig. 1. Cross-sectional view of laser-welded S31603.
Cu C Si P S N Creq/Nieqa
2.1 0.08 0.3 0.1 0.1 – 1.701.4 0.03 0.4 – – – 1.621.6 0.03 0.4 – – – 3.590.7 0.03 0.3 – – 0.2 2.09

170 C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178
Fig. 2. XRD patterns of as-received stainless steels and laser welds: (a) S30400, (b) S31603, (c) S31803 and (d) S32760.
X-ray diffraction analysis showed that the phases present in theweld metals depended on the composition of the base metal.According to the XRD patterns in Fig. 2, the laser weld forS31603 retained the original austenitic structure, while the laserweld for S30400 contained austenite as the major phase and �-
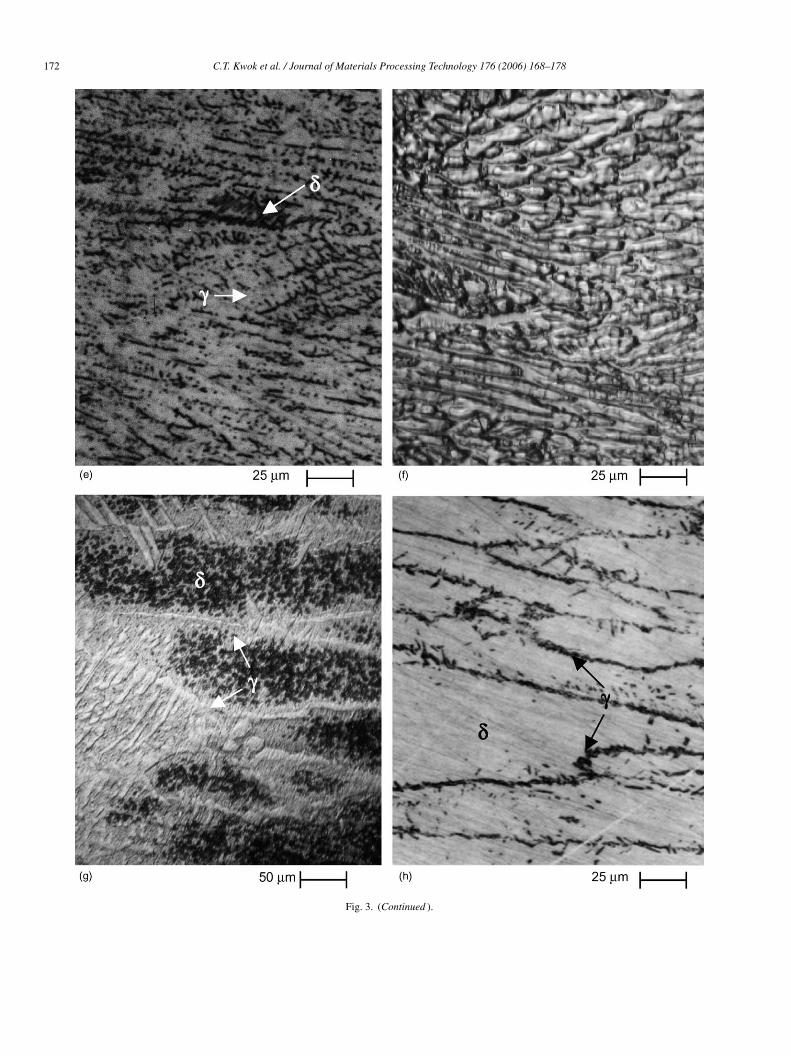
ferrite as the minor phase. On the other hand, both S31803 andS32760 were mainly composed of �-ferrite, with austenite as theminor phase. The microstructures of the stainless steels beforeand after laser welding are shown in Fig. 3. In LW S30400, theskeletal network of residual �-ferrite is present in the austenitic
C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178 171
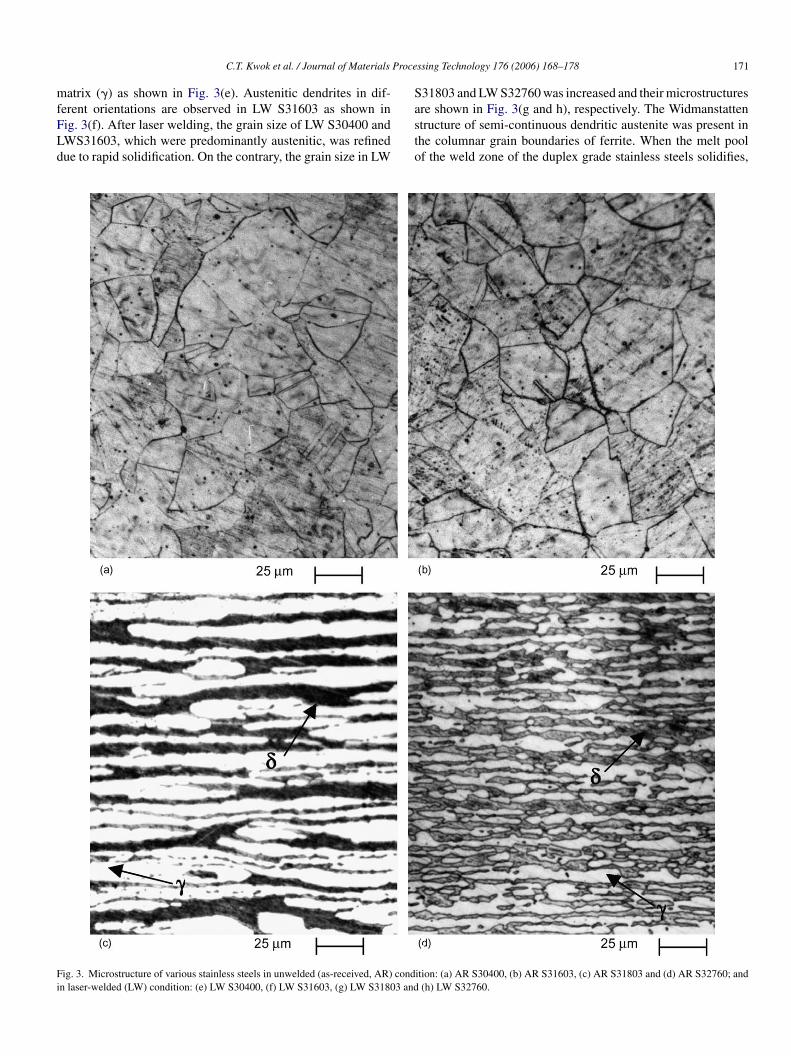
matrix (�) as shown in Fig. 3(e). Austenitic dendrites in dif-ferent orientations are observed in LW S31603 as shown inFig. 3(f). After laser welding, the grain size of LW S30400 andLWS31603, which were predominantly austenitic, was refineddue to rapid solidification. On the contrary, the grain size in LW
S31803 and LW S32760 was increased and their microstructuresare shown in Fig. 3(g and h), respectively. The Widmanstattenstructure of semi-continuous dendritic austenite was present inthe columnar grain boundaries of ferrite. When the melt poolof the weld zone of the duplex grade stainless steels solidifies,
Fi
ig. 3. Microstructure of various stainless steels in unwelded (as-received, AR) condn laser-welded (LW) condition: (e) LW S30400, (f) LW S31603, (g) LW S31803 and
ition: (a) AR S30400, (b) AR S31603, (c) AR S31803 and (d) AR S32760; and(h) LW S32760.
172 C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178
Fig. 3. (Continued ).
C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178 173
Table 2Volume fraction of �-ferrite and microhardness in as-received (AR) and laser-welded (LW) regions
Stainlesssteels
C� (AR)(%)
C� (LW)(%)
Differencein C� (%)
Hv0.2
(AR)Hv0.2
(LW)
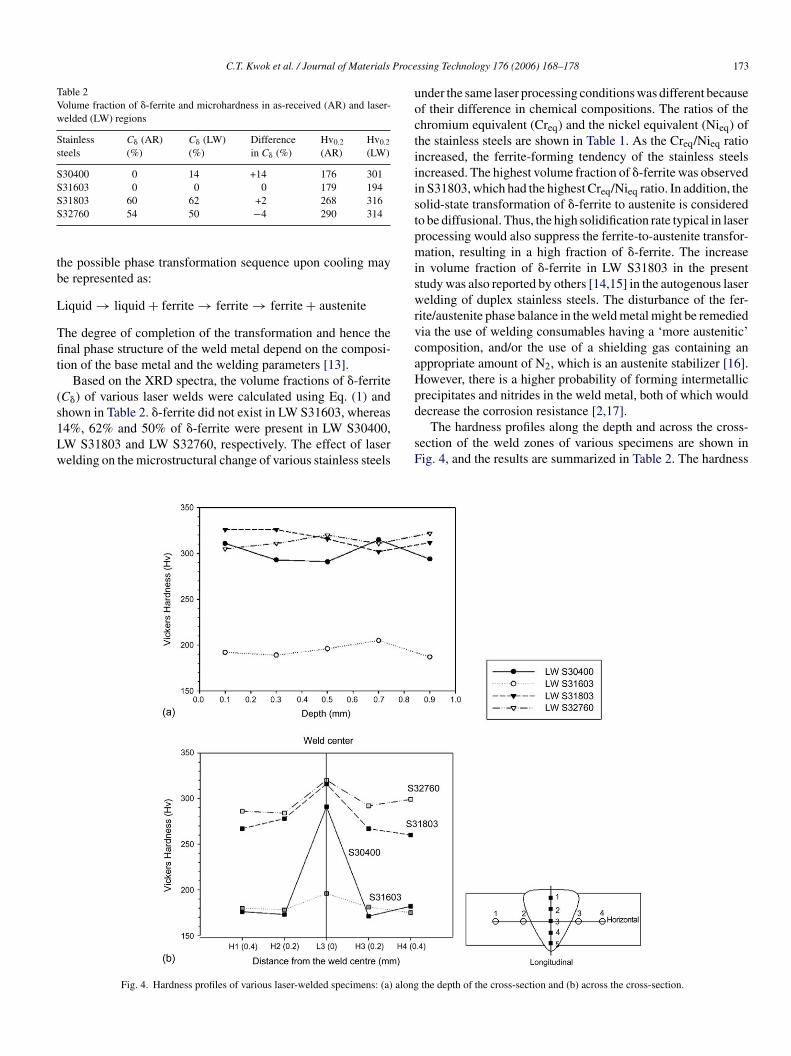
S30400 0 14 +14 176 301S31603 0 0 0 179 194S31803 60 62 +2 268 316S32760 54 50 −4 290 314
the possible phase transformation sequence upon cooling maybe represented as:
Liquid → liquid + ferrite → ferrite → ferrite + austenite
The degree of completion of the transformation and hence thefinal phase structure of the weld metal depend on the composi-tion of the base metal and the welding parameters [13].
Based on the XRD spectra, the volume fractions of �-ferrite(C�) of various laser welds were calculated using Eq. (1) andshown in Table 2. �-ferrite did not exist in LW S31603, whereas14%, 62% and 50% of �-ferrite were present in LW S30400,LW S31803 and LW S32760, respectively. The effect of laserwelding on the microstructural change of various stainless steels
under the same laser processing conditions was different becauseof their difference in chemical compositions. The ratios of thechromium equivalent (Creq) and the nickel equivalent (Nieq) ofthe stainless steels are shown in Table 1. As the Creq/Nieq ratioincreased, the ferrite-forming tendency of the stainless steelsincreased. The highest volume fraction of �-ferrite was observedin S31803, which had the highest Creq/Nieq ratio. In addition, thesolid-state transformation of �-ferrite to austenite is consideredto be diffusional. Thus, the high solidification rate typical in laserprocessing would also suppress the ferrite-to-austenite transfor-mation, resulting in a high fraction of �-ferrite. The increasein volume fraction of �-ferrite in LW S31803 in the presentstudy was also reported by others [14,15] in the autogenous laserwelding of duplex stainless steels. The disturbance of the fer-rite/austenite phase balance in the weld metal might be remediedvia the use of welding consumables having a ‘more austenitic’composition, and/or the use of a shielding gas containing anappropriate amount of N2, which is an austenite stabilizer [16].However, there is a higher probability of forming intermetallicprecipitates and nitrides in the weld metal, both of which woulddecrease the corrosion resistance [2,17].
The hardness profiles along the depth and across the cross-section of the weld zones of various specimens are shown inFig. 4, and the results are summarized in Table 2. The hardness
Fig. 4. Hardness profiles of various laser-welded specimens: (a) along
the depth of the cross-section and (b) across the cross-section.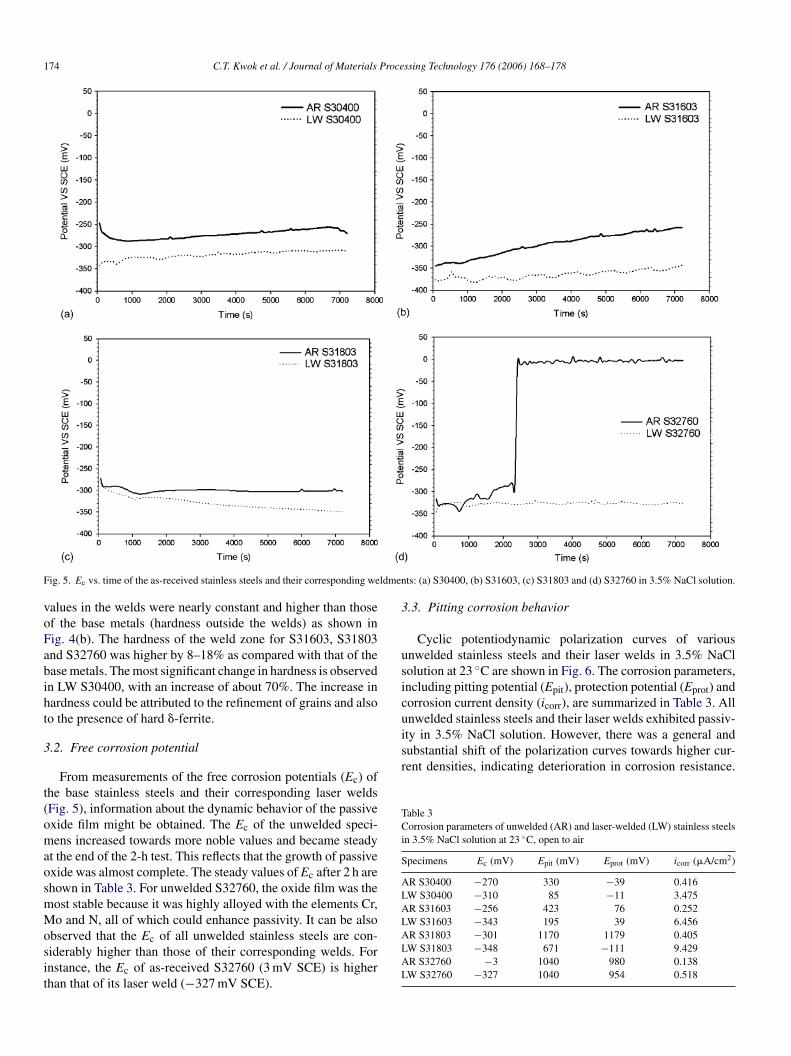
174 C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178
Fig. 5. Ec vs. time of the as-received stainless steels and their corresponding weldments: (a) S30400, (b) S31603, (c) S31803 and (d) S32760 in 3.5% NaCl solution.
values in the welds were nearly constant and higher than thoseof the base metals (hardness outside the welds) as shown inFig. 4(b). The hardness of the weld zone for S31603, S31803and S32760 was higher by 8–18% as compared with that of thebase metals. The most significant change in hardness is observedin LW S30400, with an increase of about 70%. The increase inhardness could be attributed to the refinement of grains and alsoto the presence of hard �-ferrite.
3.2. Free corrosion potential
From measurements of the free corrosion potentials (Ec) ofthe base stainless steels and their corresponding laser welds(Fig. 5), information about the dynamic behavior of the passiveoxide film might be obtained. The Ec of the unwelded speci-mens increased towards more noble values and became steadyat the end of the 2-h test. This reflects that the growth of passiveoxide was almost complete. The steady values of Ec after 2 h areshown in Table 3. For unwelded S32760, the oxide film was themost stable because it was highly alloyed with the elements Cr,Mo and N, all of which could enhance passivity. It can be alsoobserved that the Ec of all unwelded stainless steels are con-siderably higher than those of their corresponding welds. Forinstance, the Ec of as-received S32760 (3 mV SCE) is higherthan that of its laser weld (−327 mV SCE).
3.3. Pitting corrosion behavior
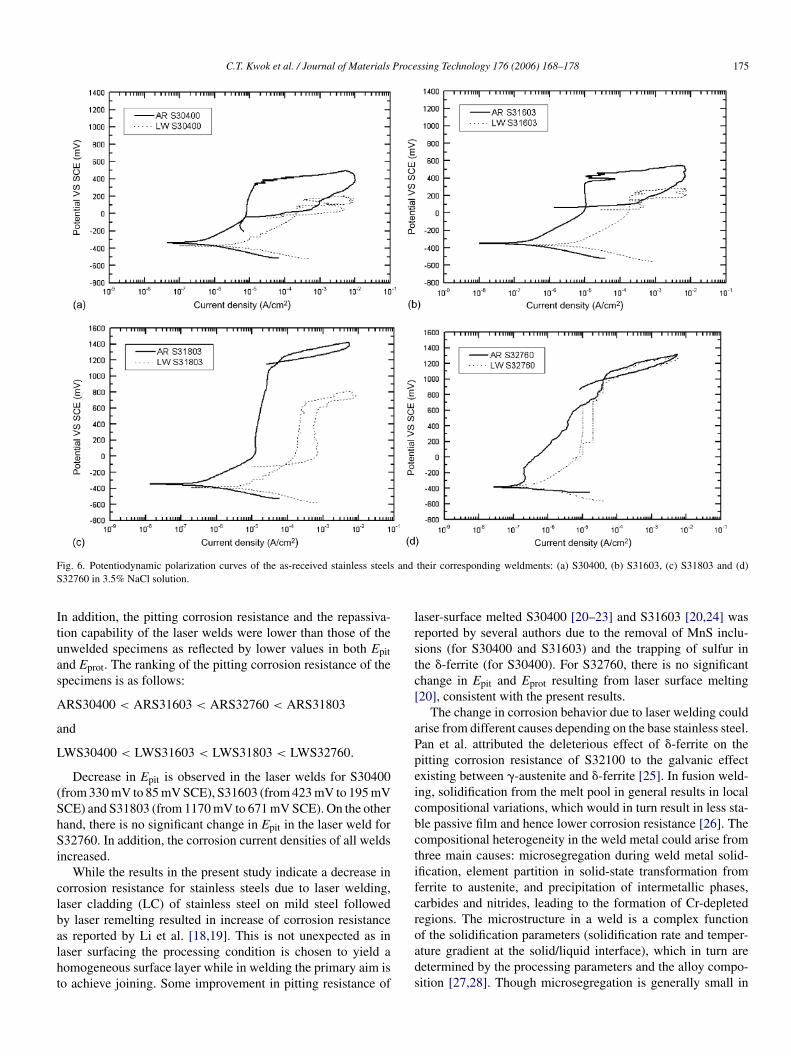
Cyclic potentiodynamic polarization curves of variousunwelded stainless steels and their laser welds in 3.5% NaClsolution at 23 ◦C are shown in Fig. 6. The corrosion parameters,including pitting potential (Epit), protection potential (Eprot) andcorrosion current density (icorr), are summarized in Table 3. Allunwelded stainless steels and their laser welds exhibited passiv-ity in 3.5% NaCl solution. However, there was a general andsubstantial shift of the polarization curves towards higher cur-rent densities, indicating deterioration in corrosion resistance.
Table 3Corrosion parameters of unwelded (AR) and laser-welded (LW) stainless steelsin 3.5% NaCl solution at 23 ◦C, open to air
Specimens Ec (mV) Epit (mV) Eprot (mV) icorr (�A/cm2)
AR S30400 −270 330 −39 0.416LW S30400 −310 85 −11 3.475AR S31603 −256 423 76 0.252LW S31603 −343 195 39 6.456AR S31803 −301 1170 1179 0.405LW S31803 −348 671 −111 9.429AR S32760 −3 1040 980 0.138LW S32760 −327 1040 954 0.518
C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178 175
Fig. 6. Potentiodynamic polarization curves of the as-received stainless steels and their corresponding weldments: (a) S30400, (b) S31603, (c) S31803 and (d)S32760 in 3.5% NaCl solution.
In addition, the pitting corrosion resistance and the repassiva-tion capability of the laser welds were lower than those of theunwelded specimens as reflected by lower values in both Epitand Eprot. The ranking of the pitting corrosion resistance of thespecimens is as follows:
ARS30400 < ARS31603 < ARS32760 < ARS31803
and
LWS30400 < LWS31603 < LWS31803 < LWS32760.
Decrease in Epit is observed in the laser welds for S30400(from 330 mV to 85 mV SCE), S31603 (from 423 mV to 195 mVSCE) and S31803 (from 1170 mV to 671 mV SCE). On the otherhand, there is no significant change in Epit in the laser weld forS32760. In addition, the corrosion current densities of all weldsincreased.
While the results in the present study indicate a decrease incorrosion resistance for stainless steels due to laser welding,laser cladding (LC) of stainless steel on mild steel followedby laser remelting resulted in increase of corrosion resistanceas reported by Li et al. [18,19]. This is not unexpected as inlaser surfacing the processing condition is chosen to yield ahomogeneous surface layer while in welding the primary aim isto achieve joining. Some improvement in pitting resistance of
laser-surface melted S30400 [20–23] and S31603 [20,24] wasreported by several authors due to the removal of MnS inclu-sions (for S30400 and S31603) and the trapping of sulfur inthe �-ferrite (for S30400). For S32760, there is no significantchange in Epit and Eprot resulting from laser surface melting[20], consistent with the present results.
The change in corrosion behavior due to laser welding couldarise from different causes depending on the base stainless steel.Pan et al. attributed the deleterious effect of �-ferrite on thepitting corrosion resistance of S32100 to the galvanic effectexisting between �-austenite and �-ferrite [25]. In fusion weld-ing, solidification from the melt pool in general results in localcompositional variations, which would in turn result in less sta-ble passive film and hence lower corrosion resistance [26]. Thecompositional heterogeneity in the weld metal could arise fromthree main causes: microsegregation during weld metal solid-ification, element partition in solid-state transformation fromferrite to austenite, and precipitation of intermetallic phases,carbides and nitrides, leading to the formation of Cr-depletedregions. The microstructure in a weld is a complex functionof the solidification parameters (solidification rate and temper-ature gradient at the solid/liquid interface), which in turn aredetermined by the processing parameters and the alloy compo-sition [27,28]. Though microsegregation is generally small in
176 C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178
Table 4EDS composition analysis of different regions in laser welds
Specimen Region Cr (wt.%) Ni (wt.%) Mo (wt.%)
LW S30400 � 16.4 7.8 –� 19.9 8.2 –
LW S31603 Dendrite core (�) 16.1 9.6 1.5Interdendritic (�) 18.2 12.3 2.1
LW S31803 � 20 6.3 1.8� 24 5.4 2.6
LW S32760 � 26.7 7.1 3.2� 26.1 7.2 3.8
laser welding in comparison with conventional welding becauseof a higher solidification rate in the former, some degree ofmicrosegregation still occurred in the laser welds of variousstainless steels in the present study. EDS compositional anal-ysis of the different phases or regions in the laser welds isshown in Table 4. For LW S31603, the difference in compositionbetween the dendritic cores and the interdendritic regions revealsmicrosegregation during solidification, with a subsequent Cr andMo enrichment of the liquid phase when the solidification frontgrew from the core to the boundary of the dendrites while Nisegregated in the opposite direction, similar to that reported inthe literature [29]. For LW S30400, which exhibited primaryaustenitic solidification, a small amount of ferrite was formedfrom the melt between dendrites as result of microsegregation.For LW S31803, which was predominantly ferritic, differencein the composition between austenite and ferrite existed, sim-ilar to the case of LW S30400. The Cr, Ni and Mo contentsin the austenite and ferrite for LW S32760 were very close ineach phase, indicating minimal microsegregation. The impair-ment in the pitting corrosion resistance of the laser welds mightbe attributed to microsegregation, and also to unfavorable fer-rite/austenite phase content [30], in addition to the presence ofdefects arising from welding. The corrosion behavior of LWS32760 was relatively close to that of the base metal becausemicrosegregation was minimal.
3
ssalwwcceEsa
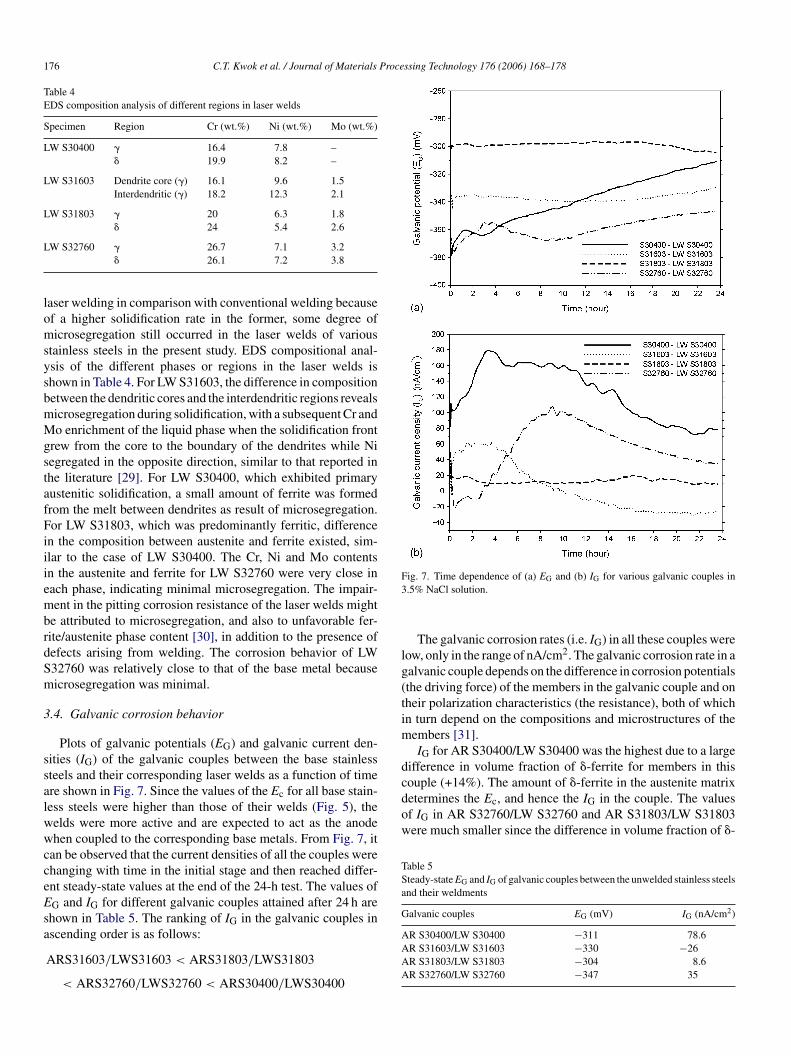
Fig. 7. Time dependence of (a) EG and (b) IG for various galvanic couples in3.5% NaCl solution.
The galvanic corrosion rates (i.e. IG) in all these couples werelow, only in the range of nA/cm2. The galvanic corrosion rate in agalvanic couple depends on the difference in corrosion potentials(the driving force) of the members in the galvanic couple and ontheir polarization characteristics (the resistance), both of whichin turn depend on the compositions and microstructures of themembers [31].
IG for AR S30400/LW S30400 was the highest due to a largedifference in volume fraction of �-ferrite for members in thiscouple (+14%). The amount of �-ferrite in the austenite matrixdetermines the Ec, and hence the IG in the couple. The valuesof IG in AR S32760/LW S32760 and AR S31803/LW S31803were much smaller since the difference in volume fraction of �-
Table 5Steady-state EG and IG of galvanic couples between the unwelded stainless steelsand their weldments
Galvanic couples EG (mV) IG (nA/cm2)
AR S30400/LW S30400 −311 78.6AR S31603/LW S31603 −330 −26AR S31803/LW S31803 −304 8.6AR S32760/LW S32760 −347 35
.4. Galvanic corrosion behavior
Plots of galvanic potentials (EG) and galvanic current den-ities (IG) of the galvanic couples between the base stainlessteels and their corresponding laser welds as a function of timere shown in Fig. 7. Since the values of the Ec for all base stain-ess steels were higher than those of their welds (Fig. 5), theelds were more active and are expected to act as the anodehen coupled to the corresponding base metals. From Fig. 7, it
an be observed that the current densities of all the couples werehanging with time in the initial stage and then reached differ-nt steady-state values at the end of the 24-h test. The values ofG and IG for different galvanic couples attained after 24 h arehown in Table 5. The ranking of IG in the galvanic couples inscending order is as follows:
ARS31603/LWS31603 < ARS31803/LWS31803
< ARS32760/LWS32760 < ARS30400/LWS30400

C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178 177
ferrite was relatively small. IG was the lowest in AR S31603/LWS31603 because there was no change in phase structure (100%austenite) in this case, and galvanic corrosion was attributableto the minor changes in microstructure. Nevertheless, the gal-vanic couples formed between the base stainless steels and theirwelds exhibited negligible galvanic effect as evidenced by thelow values of IG, only of the order of nA/cm2. There is no riskof triggering the phenomenon of pitting corrosion, because theEpit of the welds for various stainless steels were in the rangeof 85–1040 mV versus SCE and much higher than the EG ofvarious couples (ranging from −347 mV to −304 mV SCE). Inaddition, the welded surface of different stainless steels after thegalvanic corrosion tests did not reveal any surface damage suchas pits or discoloration.
4. Conclusions
Autogenous laser welding of two austenitic and two duplexstainless steels in Ar atmosphere was attempted and the pittingand galvanic corrosion behavior of the weldments were studied.The following conclusions can be drawn:
1. The laser weld of S30400 was essentially austenitic with thepresence of a small amount of ferrite while the laser weld ofS31603 remained purely austenitic. On the other hand, the
2
3
4
A
tt
R
[4] L. Reclaru, R. Lerf, P.Y. Eschler, A. Blatter, J.M. Meyer, Pitting, creviceand galvanic corrosion of REX stainless-steel/CoCr orthopedic implantmaterial, Biomaterials 23 (2002) 3479–3485.
[5] C.C. Shih, C.M. Shih, Y.Y. Su, S.J. Lin, Galvanic current induced byheterogeneous structures on stainless steel wire, Corros. Sci. 47 (2005)2199–2212.
[6] E. Blasco-Tamarit, A. Igual-Munoz, J. Garcia Anton, D. Garcia-Garcia,Effect of aqueous LiBr solutions on the corrosion resistance and galvaniccorrosion of an austenitic stainless steel in its welded and non-weldedcondition, Corros. Sci. 48 (2006) 863–886.
[7] M. Vilpas, Prediction of Microsegregation and Pitting Corrosion Resis-tance of Austenitic Stainless Steel Welds by Modelling, VTT Publica-tions, 390 VTT, Espoo, 1999, p. 70.
[8] B.D. Cullity, Elements of X-Ray Diffraction, Addison-Wesley, NY, 1978,p. 411.
[9] ASTM Standard E975-03, Standard Practice for X-Ray Determinationof Retained Austenite in Steel with Near Random Crystallographic Ori-entation, ASTM International, Philadelphia, 2003.
[10] C.F. Jatczak, J.A. Larson, S.W. Shin, Retained Austenite and its Mea-surements by X-Ray Diffraction, SP-453, SAE, Philadelphia, 1980, p.14.
[11] ASTM Standard G61-94, Standard Method for Conducting Cyclic Poten-tiodynamic Polarisation Measurements for Localised Corrosion Suscepti-bility of Iron-, Nickel-, or Cobalt-Based Alloys, Annual Book of ASTMStandards, ASTM International, Philadelphia, 1994.
[12] ASTM Standard G71-81, Conducting and Evaluating Galvanic Tests inElectrolytes, Annual Book of ASTM Standards, ASTM International,Philadelphia, 1992.
[13] D.N. Noble, Selection of wrought duplex stainless steels, ASM Hand-book, vol. 6, 10th ed., Welding, Brazing, and Soldering, ASM Interna-tional, Materials Park, OH, USA, 1990, pp. 471–481.
[
[
[
[
[
[
[
[
[
[
[
[
[
ferrite/austenite phase balance for the two duplex stainlesssteels was slightly disturbed.
. The microhardness of the laser welds for various stainlesssteels generally increased, possibly due to the increase in thevolume fraction of ferrite, or to grain refinement.
. All laser welds for stainless steels exhibited passivity in3.5% NaCl solution but their pitting resistance deterioratedas evidenced by lower pitting potentials and higher corrosioncurrent densities compared with those of the base metals. Itis attributed to microsegregation (for all stainless steels stud-ied), to the presence of �-ferrite (S30400) or to incorrectphase balance (S31803 and S32760).
. Galvanic current densities in the couples formed between thebase stainless steels and their welds were very low (in rangeof nA/cm2), indicating very small galvanic effect.
cknowledgments
The authors wish to acknowledge the support from the infras-ructure of the University of Macau and the Hong Kong Poly-echnic University.
eferences
[1] J. Mazumder, Laser beam welding, ASM Handbook, vol. 6, 10th ed.,Welding, Brazing, and Soldering, ASM International, Materials Park,OH, USA, 1990, pp. 263–268.
[2] D. Schuocker, Welding with lasers, in: High Power Lasers in ProductionEngineering, Imperial College Press, UK, 1999, pp. 337–370.
[3] J. Gluszek, J. Masalski, Galvanic coupling of 316L steel with titanium,niobium, and tantalum in Ringer’s solution, Br. Corros. J. 27 (1992)135–138.
14] J.M. Robinson, R.C. Reed, A. Camyab, CO2 laser welding of duplexand super-duplex stainless steels (the effect of argon–nitrogen assist gasmixtures), in: Proceedings of the 4th International Conference on Trendsin Welding Research, TN, USA, 1995, pp. 499–504.
15] N.A. McPherson, H. Samson, T.N. Baker, N. Suarez-Fernandez, Steelmicrostructure in autogenous laser welds, J. Laser Appl. 15 (2003)200–210.
16] V. Muthupandi, P. Bala Srinivasan, S.K. Seshadri, S. Sundaresan, Cor-rosion behavior of duplex stainless steel weld metals with nitrogenadditions, Corros. Sci. Technol. 38 (2003) 303–308.
17] N.A. McPherson, K. Chi, T.N. Baker, Submerged arc welding of stain-less steel and the challenge from the laser welding process, J. Mater.Process. Technol. 134 (2003) 174–179.
18] R. Li, M.G.S. Ferreira, M.A. Anjos, R. Vilar, Localized corrosion oflaser surface cladded UNS S31254 superaustenitic stainless steel onmild steel, Surf. Coat. Technol. 88 (1997) 90–95.
19] R. Li, M.G.S. Ferreira, M.A. Anjos, R. Vilar, Localized corrosion per-formance of laser surface cladded UNS S44700 superferritic stainlesssteel on mild steel, Surf. Coat. Technol. 88 (1997) 96–102.
20] C.T. Kwok, H.C. Man, F.T. Cheng, Cavitation erosion and pitting cor-rosion of laser surface melted stainless steels, Surf. Coat. Technol. 99(1998) 295–304.
21] E. McCafferty, P.G. Moore, Electrochemical behavior of laser-processedmetal surfaces, J. Electrochem. Soc. 133 (1986) 1090–1096.
22] O.V. Akgun, T.O. Inal, Desensitization of sensitized 304 stainless steelby laser surface melting, J. Mater. Sci. 30 (1992) 2147–2153.
23] M. Carbucicchio, G. Palombarini, M. Rateo, G. Sambogna, Improve-ment of surface properties of AISI 304 stainless steel by laser melting,Hyperfine Interact. 112 (1998) 19–24.
24] C. Carboni, P. Peyre, G. Beranger, C. Lemaitre, Influence of high powerdiode laser surface melting on the pitting corrosion resistance of type316L stainless steel, J. Mater. Sci. 37 (2002) 3715–3723.
25] Q.Y. Pan, W.D. Huang, R.G. Song, Y.H. Zhou, G.L. Zhang, Theimprovement of localized corrosion resistance in sensitized stainless steelby laser surface remelting, Surf. Coat. Technol. 102 (1998) 245–255.
26] T.G. Gooch, Corrosion behavior of welded stainless steel, Weld. J. 75(1996) 135s–154s.

178 C.T. Kwok et al. / Journal of Materials Processing Technology 176 (2006) 168–178
[27] S.A. David, S.S. Babu, J.M. Vitek, Welding: solidification andmicrostructure, JOM 55 (2003) 14–20.
[28] N. Suutala, Effect of solidification condition on the solidification modein austenitic stainless steels, Metall. Trans. A 14 (1983) 191–197.
[29] W.R. Cieslak, D.J. Duquette, W.F. Savage, Pitting corrosion of stainlesssteel weldments, in: S. David (Ed.), ASM Conference on Trends inWelding Research in the United States, New Orleans, USA, November16–18, 1981, pp. 361–379.
[30] A. Wahid, D.L. Olson, D.K. Matlock, Corrosion of weldments,ASM Handbook, vol. 6, 10th ed., Welding, Brazing, and Solder-ing, ASM International, Materials Park, OH, USA, 1990, pp. 1065–1069.
[31] H.P. Hack, Galvanic corrosion, in: R. Baboian (Ed.), Corrosion Testsand Standards: Application and Interpretation, ASTM STP 978, ASTM,1995, pp. 186–196.