synthesis, structural characterisation and cytotoxicity - NOVA
Upload
independentCategory
view
8download
0
JOURNAL OFC O M P O S I T EM AT E R I A L SArticle
Physical properties and cytotoxicity ofsurface-modified bovine bone-basedhydroxyapatite/poly(lactic acid)composites
Suriyan Rakmae1,2, Yupaporn Ruksakulpiwat1,2,Wimonlak Sutapun1,2 and Nitinat Suppakarn1,2
Abstract
This study was a preliminary observation for a potential use of the bovine bone-based hydroxyapatite (b-HA)/poly(lactic
acid) (PLA) composite as a biomaterial. SEM micrographs, XRD pattern, and FTIR spectrum of calcined bovine bone
revealed that the obtained powder was in a form of crystalline carbonated HA, and highly agglomerated. The surface of
HA powder was modified with either 3-aminopropyltriethoxysilane (APES) or 3-methacryloxypropyltrimethoxysilane
(MPTS) in order to enhance the compatibility between b-HA and PLA matrix. TGA and GPC results revealed that the
incorporation of silane-treated HA into the PLA matrix significantly increased thermal stability of the composites and
decreased the thermal degradation of PLA chains. SEM micrographs revealed that modification of HA with APES or
MPTS eased dispersion of HA in PLA matrix and enhanced interfacial adhesion between both phases. Therefore, the
mechanical properties of silane treated HA/PLA composites were improved as compared with those of b-HA/PLA
composites. In addition, in vitro cytotoxicity tests indicated that the extracts from all HA/PLA composites had no toxicity
to human osteoblast cell.
Keywords
poly(lactic acid), composite, hydroxyapatite, silane coupling agent, mechanical properties, cytotoxicity
Introduction
During the past decades, various research works havebeen done to produce bone replacement materials fromhydroxyapatite [HA: Ca10 (PO4)6(OH)2], a calciumphosphate compound which is similar to a major min-eral phase in hard tissues of human body.1,2 Generally,HA found in natural bone is in a nonstoichiometricform and contains several ions and other elements intraces, e.g. CO2�
3 , Mg2+, Na+, Fe2+, HPO2�4 , etc.3–5
Therefore, producing HA from natural sources, e.g.coral, bovine bone, swine bone, has attracted muchattention in biomedical applications since the naturalHA is less expensive and more compatible with humanhard tissues. Among those natural sources, bovine boneis of interesting choice for producing HA. Typically,bovine bone as a livestock waste in Thailand is usedin fertilizer, animal foods, and in making porcelain (i.e.,
bone china). Using the bovine bone as a raw materialfor producing HA is not only to reduce volumes of thelivestock waste but also to increase added value of thebovine bone.
Some orthopedic applications, such as bone screw,bone plate, etc., need temporary materials that stayintact until the healing process in the body is
1School of Polymer Engineering, Suranaree University of Technology,
Nakhon Ratchasima 30000, Thailand.2Center of Excellence for Petroleum, Petrochemical and Advanced
Materials, Chulalongkorn University, Bangkok 10330, Thailand.
Corresponding author:
Nitinat Suppakarn, School of Polymer Engineering, Suranaree University
of Technology, Nakhon Ratchasima 30000, Thailand
Email: [email protected]
Journal of Composite Materials
45(12) 1259–1269
! The Author(s) 2010
Reprints and permissions:
sagepub.co.uk/journalsPermissions.nav
DOI: 10.1177/0021998310377934
jcm.sagepub.com

completed. After that, the materials must be degradedby hydrolytic or enzymatic action and excreted fromthe body as waste products. Thus, HA/bioresorbablepolymer composites have become importantrepresentatives for those materials since they are easyto process into required shapes and they also combineosteoconductivity and bone bonding ability of HA withbioresorbability of the biodegradable polymer.6 Amongseveral bioresorbable polymers, poly(lactic acid) (PLA)is a good candidate as a biomaterial due to its biocom-patibility, biodegradability, and yielding nontoxicby-products after hydrolysis reaction.7–9 Hence, a com-posite between PLA and HA is a good candidate forusing as a biomaterial since it combines strength andstiffness of HA with flexibility and resorbability ofPLA.10 In addition, preparing biomedical materialsfrom bovine bone is an alternative approach toobtain a suitable bone replacement material at low cost.
However, the major drawbacks found in HA/PLAcomposites are the agglomeration of HA and the failureat the interface between HA and the matrix. These aredue to the polarity difference between PLA matrix andHA surface. PLA matrix has methyl groups (�CH3) asside chains of a polymer chain and thus PLA surfaceshows hydrophobicity. This is in contrast to HA sur-face which exhibits hydrophilic property.6,11 Based onmechanical properties of HA/PLA composites,improvement of the interfacial adhesion between HAparticles and PLA matrix has become an interestingresearch area. The HA surface can be modified with acoupling agent, such as organofunctional silanes, bywhich the interfacial adhesion between filler and poly-mer matrix is effectively improved leading to theimprovement of mechanical properties of the obtainedcomposites.12,13
In this present study, bovine bone based HA wasprepared, treated with either 3-aminopropyltriethoxysi-lane (APES) or 3-methacryloxypropyltrimethoxy silane(MPTS), and incorporated into PLA. The characteris-tics of untreated HA and silane treated HA were inves-tigated. In addition, effects of filler characteristic andfiller content on morphologies, thermal behaviors, andmechanical properties of obtained HA/PLA compositeswere determined. Furthermore, in vitro cytotoxicity ofthe HA/PLA composites was also investigated in orderto preliminary evaluate a potential use of the compos-ites as a biomaterial.
Experimental
Materials
PLA (4042D) was purchased from NatureWorksLLC. The PLA resin consists of 94% l-lactide and6% d-lactide units with average molecular weight( �MW) of 2.12� 105 g/mol, polydispersity index of 2.5,density of 1.24 g/cm3, and a melting temperature of145�C. Bovine bones were supplied by Limeiseng Co.,Nakhon Ratchasima, Thailand. APES and MPTS werepurchased from Optimal Tech Co., Ltd. and Aldrich,respectively. Chemical structures of these silane cou-pling agents are shown in Table 1.
Preparation of HA powder
Bovine bones were burned in open air and ground intopowder using a ball milling machine. Then, the powderwas heat treated at 1100�C for 3 h; the obtained powderwas called untreated HA (b-HA). After that, thepowder was modified by either APES or MPTS. Thecontent of silane used for modification was 2.0wt%based on weight of HA powder. According to our pre-vious work,14 with the silane content of 2.0wt%, a thinlayer of silane molecules was expected to cover HAsurface and resulted in a good adhesion between theHA and polymer matrix. To prepare silane solution,the APES was dissolved in distilled water whereasMPTS was dissolved in 30 vol.% of alcoholic solution.The pH of each silane solution was adjusted to 3.5using acetic acid. The b-HA powder was soaked ineach silane solution and left under agitation for 3 h atroom temperature. Then, the pH of each solution wasincreased to 7.0 using 0.1N NaOH solution to encour-age condensation and formation of siloxanols on HAsurface.12 Then, both silane treated powders werewashed and dried at 60�C overnight in an oven. TheAPES treated HA and MPTS treated HA were desig-nated as a-HA and m-HA, respectively.
Preparation of HA/PLA composites
HA/PLA composites were prepared via melt-compounding using an internal mixer (HAAKE,Rheomix). PLA and HA were mixed at 170�C with arotor speed of 70 rpm for 10min. The weight ratiosof HA/PLA in each composite are shown in Table 2.
Table 1. Chemical structures of MPTS and APES
Silane coupling agent Chemical structure
3-methacryloxypropyltrimethoxysilane (MPTS) CH2 = C(CH3)COOCH2–CH2–CH2–Si–(OCH3)3
3-aminopropyltriethoxysilane (APES) NH2–CH2–CH2–CH2–Si–(OCH3)3
1260 Journal of Composite Materials 45(12)
Each HA/PLA composite was left at room temperaturefor 24 h before grinding into small pieces. To preparecomposite specimens for mechanical tests, the groundHA/PLA composite was heated in dumbbell-shapedand rectangular-shaped molds from room temperatureto 180�C and maintained at that temperature for10min. Subsequently, it was hot-pressed vertically for5min at 180�C under a pressure of 1.4� 107 Pa andcooled to room temperature.
Characterization of HA powder
Calcined bovine bone (b-HA) powder was analyzed byan X-ray diffraction spectrometer (XRD) (OXFORD,D5005) with a Cu-Ka as a radiation source. A step sizeof 0.02o and a scan speed of 0.4o/min were used whilethe voltage was held at 35 kV. Functional groups ofb-HA, m-HA, and a-HA powders were identified bya Fourier transform infrared spectrometer (FTIR)(BIO-RAD, FTS175C, diffuse reflectance technique)in the 4000–400 cm�1 region with 4 cm�1 resolution.Elemental compositions of the b-HA, m-HA, anda-HA powders were analyzed by an energy dispersiveX-Ray fluorescence spectrometer (EDXRF) (OXFORD,ED2000). EDXRF measurement was carried out with arhodium lamp (energy range 10,000 eV). The X-raytube was operated at 5.0 kV, the pulse rate was keptat 20 kcps, and the measurement resolution was keptat 170 eV. Each peak of the recorded spectrum is acharacteristic of a particular element (Ca, P, Si, etc.).In addition, a scanning electron microscope (SEM)(JOEL, JSM-6400) operating at 15-20 kV was used toreveal microstructures of b-HA, m-HA, and a-HApowders. Average particle sizes of b-HA, m-HA, and
a-HA powders were measured by a diffraction particleanalyzer (MASTERSIZER S, MSS).
Characterization of HA/PLA composites
Molecular weights of PLA in neat PLA and in HA/PLA composite were evaluated by a gel permeablechromatograph (GPC) using chloroform as an eluent.The chromatograph consists of a styrene-divinylben-zene copolymer column (PLgel Mixed-C,300� 7.5mm2, 5mm), a differential refractometer detec-tor (AGILENT/RI-G1362A), an online degasser(AGILENT/G1322A), an autosampler (AGILENT/G1329A), a thermostatted column compartment(AGILENT/G1316A), and quaternary pump(AGILENT/G1311A). The eluent flow rate was keptconstant at 0.5mL/min. Temperatures of the columnand the detector were maintained at 40�C and 35�C,respectively. Polystyrene standards (SHODEKSTANDARD) with molecular weights of 3.90� 106,6.29� 105, 6.59� 104, 9.58� 103 and 1.30� 103 g/molwere used to generate a calibration curve. PLA andHA/PLA composites were dissolved and diluted usingchloroform (2mg/mL) and filtered before injection.
Thermal degradation temperature and weight lossof HA/PLA composites were determined by a thermo-gravimetric analyzer (TGA) (TA INSTRUMENT/SDT2960). The sample was heated from room temper-ature to 600�C at a heating rate of 10�C/min under anitrogen atmosphere.
A scanning electron microscope (SEM) (JOEL,JSM-6400) operating at 20 kV was used to visualizetensile fracture surfaces of HA/PLA composites. Allsamples were coated with a thin layer of gold beforeexamination.
Tensile properties of HA/PLA composites wereinvestigated according to ASTM D638-03 using a uni-versal testing machine (INSTRON, 5569). Moreover,izod impact strength of unnotched HA/PLA specimenwas determined according to ASTM D256 using animpact testing machine (ATLAS, BPI). The mechanicalproperties of the HA/PLA composites were evaluatedby using seven replicate specimens from each sample.
Determination of cytotoxicity of HA/PLA composites
Cytotoxicity of HA/PLA composites was determinedbased on a procedure modified from ISO 10993-5:1999(E) (test on extracts) using assessment of celldamage by morphological means. Human osteoblastswere used as cultured cells. Dulbecco’s modified eaglemedium (DMEM), a complete medium supplementedwith 10% horse serum, was used as a culturemedium and an extraction vehicle. The culturemedium was prepared under sterile condition to
Table 2. Composition of HA/PLA composites
Designation Filler Silane coupling
Filler content
(wt%)
As-received PLA – – –
Processed-PLA – – –
PLA/10b-HA b-HA – 10
PLA/20b-HA b-HA – 20
PLA/30b-HA b-HA – 30
PLA/40b-HA b-HA – 40
PLA/10a-HA a-HA APES 10
PLA/20a-HA a-HA APES 20
PLA/30a-HA a-HA APES 30
PLA/40a-HA a-HA APES 40
PLA/10m-HA m-HA MPTS 10
PLA/20m-HA m-HA MPTS 20
PLA/30m-HA m-HA MPTS 30
PLA/40m-HA m-HA MPTS 40
Rakmae et al. 1261
prevent microbial inflection. The pH of medium wasmaintained in a range of 7.2–7.4. The PLA compositespecimens containing 40wt% of HA, i.e. b-HA/PLA, a-HA/PLA, m-HA/PLA, were sterilized by ethyleneoxide gas. Under an aseptic environment, the sterilizedHA/PLA composite specimens were then extracted byDMEM with an extraction ratio of 3.18 cm2/mL usingroller mixers at 37� 2�C for 24� 2 h. The media with-out test specimen (the blank cultured media), subjectedto the same extraction condition, was used as a reagentcontrol. Thermanox (Nunc) coverslip and polyurethanefilm containing 0.1% zinc diethyldithiocarbamate wereused as a negative control material and a positive con-trol material, respectively. The extracts were then fil-tered by 0.22micron membrane filter prior to test.For cytotoxic determination, h-OBs of 45,000 cells/mL with either the control or a specimen extract wereincubated in a 95� 5% humidified atmosphere with5� 0.1% CO2 at 37� 2�C for 24 h. After the cell cul-ture experiments, the cells were stained with Neutralred for the cell viability assay. The morphologies ofcells were determined using a trinocular phase contrastmicroscope.
Results and discussion
Characterization of HA powder
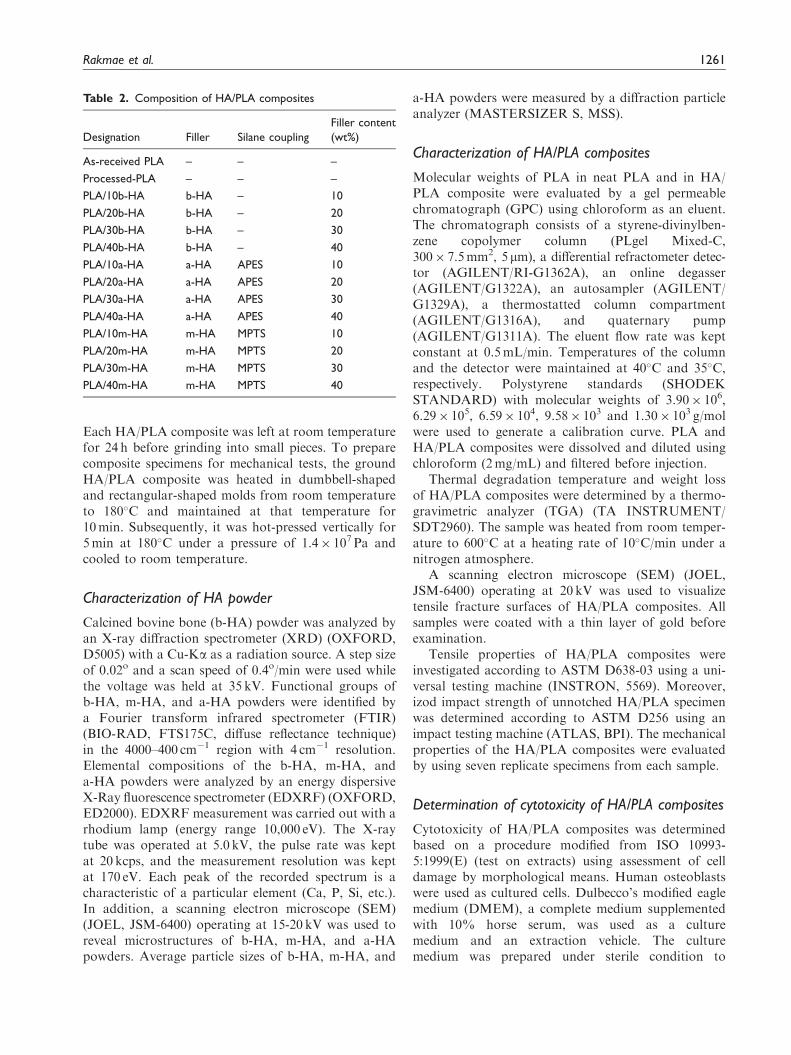
Figure 1 exhibits XRD pattern of calcined bovinebone powder. The characteristic peaks of HA, accord-ing to XRD reference: JCPD card-PDF 9-432, wereobserved as indicated by triangular symbol. Thisconfirmed that the calcined bovine bone powder wasmainly composed of HA. In addition, as clearlyshown in the figure, all peaks were narrow and distinctas a result of the high calcination temperature indicat-ing that the bovine bone-based HA powder (b-HA) wasin crystalline form.
FTIR spectra of b-HA, a-HA, and m-HA are shownin Figure 2. As seen from FTIR spectrum of b-HA inFigure 2(a), peaks at 1085, 1036, 963, 600, and575 cm�1 were assigned to different vibration modesof PO3�
4 groups in HA powder. The stretching andthe bending vibration of structural OH groups in theapatite lattice were observed at 3571 cm�1 and632 cm�1, respectively. Additionally, vibrational peakscorresponding to CO2�
3 groups were also observed at1457, 1411, and 878 cm�1.15 Therefore, FTIR resultindicated that the b-HA powder was carbonated HA.The appearance of carbonate functional groups on sur-face of the obtained powder could be explained as fol-lows: (1) During heating process, adsorbed carbonfrom atmosphere substituted the PO3�
4 groups of theHA or (2) the incompletely pyrolyzed carbon dissolvedinto the HA crystal.3,15–17
FTIR spectra of the silane-treated HA powders inFigure 2(b) and (c) show the additional peaks around2950–2850 cm�1. This was due to C�H stretchingvibration of carbon chains of APES and MPTS. Also,the Si-O stretching vibration of deposited silane cou-pling agents on HA surface was observed at 1080 cm�1.Additionally, FTIR spectrum of m-HA shows C=Ostretching vibration of the deposited MPTS at1712 cm�1.13,18,19
Elemental compositions on the surfaces of b-HA,a-HA, and m-HA were investigated using EDXRFtechnique. The results are shown in Table 3. Themajor elements found on the b-HA surface were Caand P, however, small amounts of Si were alsoobserved. These Si atoms may come from impurity inraw material. In comparison between silane treated HAand b-HA powders, the EDXRF results of a-HA andm-HA powders show higher content of Si atoms on the
Figure 2. FTIR spectra of b-HA (a), a-HA (b), and m-HA (c).Figure 1. XRD pattern of calcined bovine bone powder.
1262 Journal of Composite Materials 45(12)
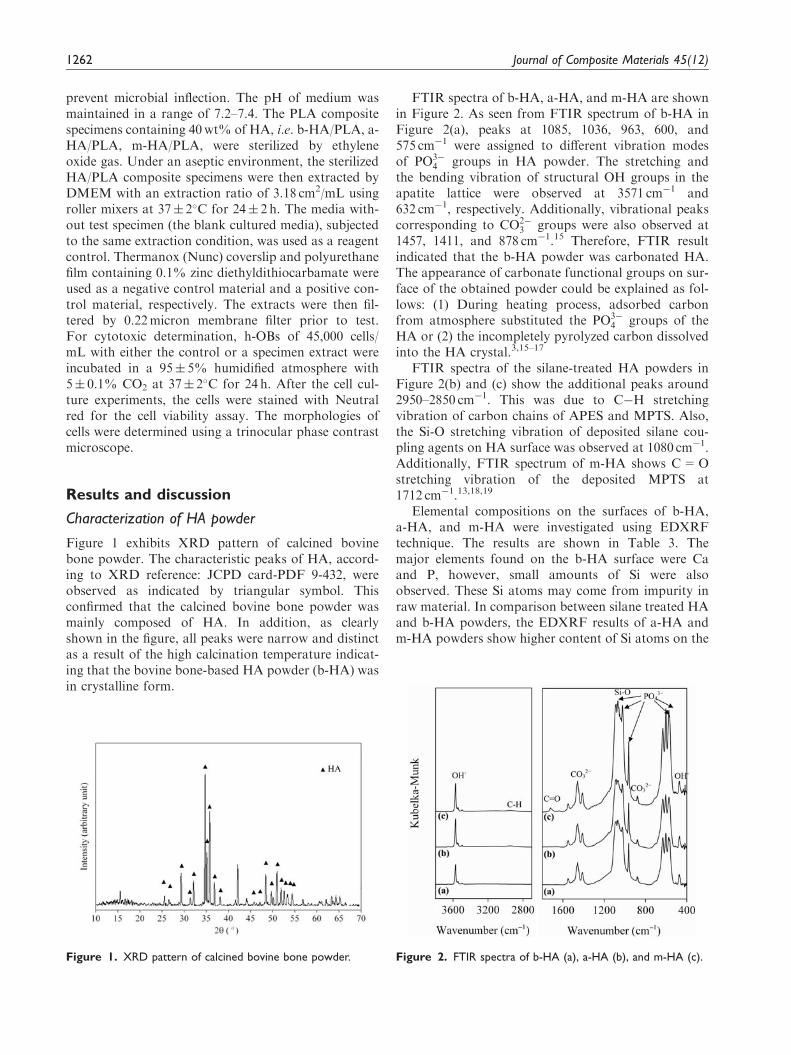
powder surface. These results indicated the presence ofsilane molecules on the surface of the treated HA pow-ders. This was a positive factor which could provideeffective adhesion between PLA matrix and silane trea-ted HA powder. However, it should be noted that thepercentage of the deposited Si atoms on HA surfacedepended on type of the silane coupling agent.
One of the key factors that crucially affected theproperties of polymer composite is the homogeneousdispersion of filler in polymer matrix. SEM micro-graphs of b-HA, a-HA, and m-HA are shown inFigure 3(a) and (d). The micrographs in Figure 3(a)shows the agglomeration of b-HA powder. The micro-graph at higher magnification, as shown in Figure 3(b),revealed that the agglomerated a-HA powder com-posed of irregular shaped particles. On the otherhand, the micrographs of silane treated HA inFigure 3(c) and (d) show the smaller size of agglomer-ated HA powders compared with those of b-HA. Theseresults indicated that silane surface treatment tended toreduce the agglomeration of HA powders. From theSEM observation, the agglomeration sizes of b-HA,a-HA, and m-HA were consistent with their averageparticle size measured by the particle size analyzer(Table 3). In preparation of HA/PLA composites,the less HA powder agglomeration and the higher
Figure 3. SEM micrographs of HA powders: (a) b-HA at low magnification (�500), (b) b-HA at high magnification (�5000), (c) a-HA
(�500), and (d) m-HA (�500).
Table 3. Elemental composition and average particle size of
untreated HA and silane treated HA
Designation
b-HA a-HA m-HA
Average particle
size (mm)
(D[3,2])
9.22 4.12 4.13
Elemental
composition:
Ca (%) 25.53 25.178 24.756
P (%) 11.52 11.224 11.119
O (%) 62.23 62.970 63.434
Si (%) 0.063 0.124 0.120
Al (ppm) 285 245 234
Cl (ppm) 453 541 521
K (ppm) 219 245 227
Fe (ppm) 223 188 162
Cu (ppm) 2 2 2
Zn (ppm) 76 101 97
Ba (ppm) 345 424 437
Sr (ppm) 198 194 192
S (ppm) 350 349 373
Pb (ppm) Not detected Not detected Not detected
Rakmae et al. 1263

interfacial adhesion between the powder and PLAmatrix would lead to the better processibility andaccordingly enhance mechanical properties of thecomposites.
Characterization of HA/PLA composites
Molecular weight of PLA in HA/PLA composites. Oneof the important factors that affect the physical prop-erties of polymer composite is the molecular weight ofpolymer matrix. It was known that PLA chains can beeasily broken at a particular temperature range.Subsequently, molecular weight of PLA is decreased;monomers and gas-products are formed.20 Therefore,during melt compounding to prepare HA/PLA com-posites, the PLA chains could possibly be degradedby high processing temperature. This was further inves-tigated by GPC technique. Molecular weight (MW) andmolecular weight distribution (MWD) of as-receivedPLA, processed PLA, and PLA in HA/PLA compositesare illustrated in Table 4. MW and MWD of PLA inPLA composites were lower than those of processedPLA. This indicated that HA affected thermal degrada-tion of PLA matrix. Ignjatovic et al. reported that thethermal degradation of PLA chain is a one-step processwith the first-order reaction kinetics.20 The OH groupat the end of PLA chain can destroy the basic chainunder the influence of thermal energy. In each of thesereactions, the OH group is regenerated and the processis continued. Also, as seen in Table 4, the degradationof PLA chains in HA/PLA composites seemed to befaster with the addition of b-HA and with increasingHA content in the composites. This was because theOH groups on b-HA surface can accelerate the PLAdegradation.20 In comparison, the composites contain-ing m-HA or a-HA have less PLA degradation thanthat containing b-HA. This implied that the appearanceof OH groups in the composite system has significantinfluence on PLA molecular weight. Treating HA sur-face with a silane coupling agent before incorporatinginto PLA matrix, as done in this study, decreasedamounts of OH groups on HA surface by the reactionbetween silane coupling agent and OH group on HAsurface and, then, OH groups on the HA surface wereless exposed to PLA matrix.11,21 Therefore, PLA chainsin the composites containing silane treated HA wereless attacked and their molecular weights were lessdegraded.
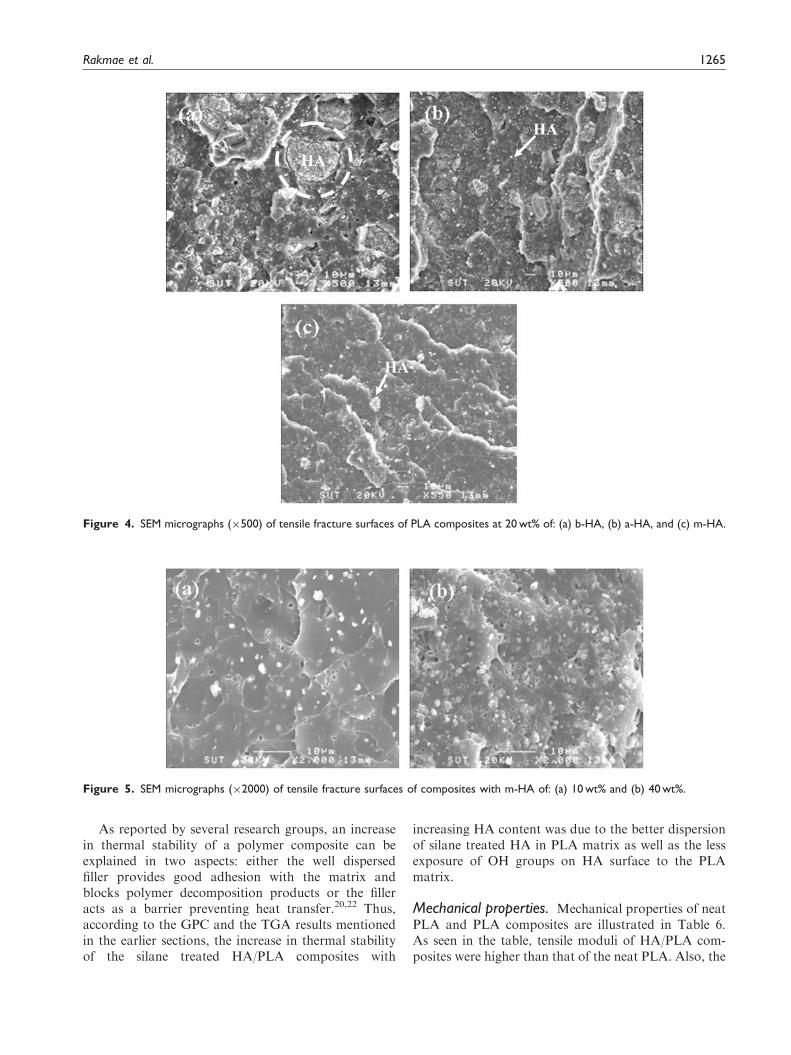
Morphologies of HA/PLA composites. SEM micro-graphs of tensile fracture surfaces of the HA/PLA com-posites containing 20wt% of HA are illustrated inFigure 4(a) and (c). The agglomeration of HA in thePLA phase was found in all types of the PLA compos-ites. Nevertheless, the micrographs of PLA composites
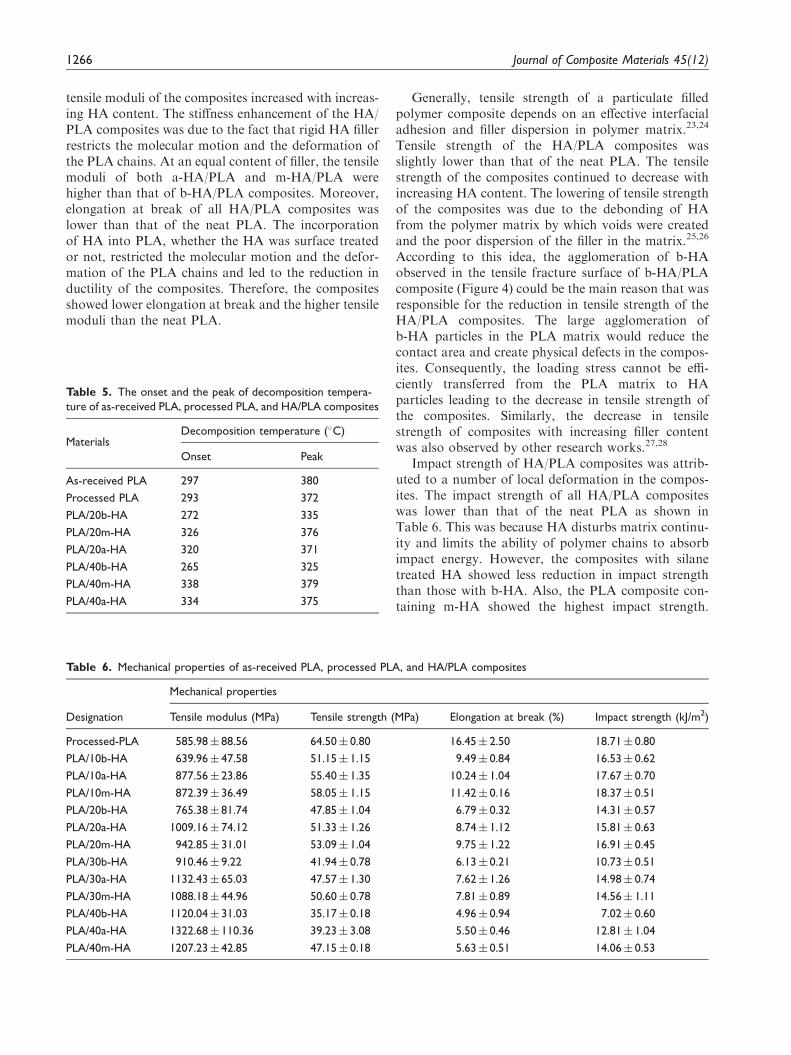
containing silane treated HA in Figure 4(b) and (c),compared with that of the b-HA/PLA composite inFigure 4(a), illustrated more homogenous dispersionof HA in the PLA matrix with smaller sizes of HAagglomeration. In addition, a gap at the interfacebetween b-HA and PLA matrix was observed on thetensile fracture surface of b-HA/PLA composite inFigure 4(a). However, the gaps between silane treatedHA and PLA interface became smaller as shownin Figure 4(b) and (c). This suggested that treatingHA surface with APES or MPTS can improve interfa-cial adhesion between PLA and HA. In addition,SEM micrographs of tensile fracture surfaces of them-HA/PLA composites taken at higher magnification(Figure 5(a) and (b)) revealed good dispersion of m-HAin PLA matrix. So, silane-treated HA does not onlyreduce the chance of PLA degradation but also increasethe dispersion of HA particles in PLA matrix.
Thermal properties of HA/PLA composites. Table 5shows onset and peak of thermal decomposition tem-peratures of as-received PLA, processed PLA, b-HA/PLA, a-HA/PLA, and m-HA/PLA composites at vari-ous contents of the HA. As seen from the table, the neatPLA had higher thermal stability than b-HA/PLAcomposites. In addition, the composites containing b-HA exhibited significantly lower thermal stability withincreasing HA content as compared between the com-posites with 20 and 40wt% of b-HA. In contrast, ther-mal stability of the composites containing silane treatedHA was higher than that of the neat PLA and wasslightly increased with increasing filler content.
Table 4. Molecular weight and molecular weight distribution of
PLA in neat PLA and HA/PLA composites
Designation
Average molecular weight
MWD�Mw�Mn
As-received PLA 2.12� 105 0.85� 105 2.49
Processed-PLA 1.94� 105 0.76� 105 2.55
PLA/10b-HA 0.67� 105 0.11� 105 6.09
PLA/10a-HA 1.62� 105 0.33� 105 4.90
PLA/10m-HA 1.52� 105 0.29� 105 5.24
PLA/20b-HA 0.61� 105 0.10� 105 6.10
PLA/20a-HA 1.33� 105 0.18� 105 7.38
PLA/20m-HA 1.47� 105 0.23� 105 6.39
PLA/30b-HA 0.56� 105 0.09� 105 6.22
PLA/30a-HA 1.29� 105 0.15� 105 8.60
PLA/30m-HA 1.37� 105 0.19� 105 7.21
PLA/40b-HA 0.53� 105 0.08� 105 6.63
PLA/40a-HA 1.24� 105 0.13� 105 9.53
PLA/40m-HA 1.24� 105 0.15� 105 8.27
1264 Journal of Composite Materials 45(12)
As reported by several research groups, an increasein thermal stability of a polymer composite can beexplained in two aspects: either the well dispersedfiller provides good adhesion with the matrix andblocks polymer decomposition products or the filleracts as a barrier preventing heat transfer.20,22 Thus,according to the GPC and the TGA results mentionedin the earlier sections, the increase in thermal stabilityof the silane treated HA/PLA composites with
increasing HA content was due to the better dispersionof silane treated HA in PLA matrix as well as the lessexposure of OH groups on HA surface to the PLAmatrix.
Mechanical properties. Mechanical properties of neatPLA and PLA composites are illustrated in Table 6.As seen in the table, tensile moduli of HA/PLA com-posites were higher than that of the neat PLA. Also, the
Figure 4. SEM micrographs (�500) of tensile fracture surfaces of PLA composites at 20 wt% of: (a) b-HA, (b) a-HA, and (c) m-HA.
Figure 5. SEM micrographs (�2000) of tensile fracture surfaces of composites with m-HA of: (a) 10 wt% and (b) 40 wt%.
Rakmae et al. 1265
tensile moduli of the composites increased with increas-ing HA content. The stiffness enhancement of the HA/PLA composites was due to the fact that rigid HA fillerrestricts the molecular motion and the deformation ofthe PLA chains. At an equal content of filler, the tensilemoduli of both a-HA/PLA and m-HA/PLA werehigher than that of b-HA/PLA composites. Moreover,elongation at break of all HA/PLA composites waslower than that of the neat PLA. The incorporationof HA into PLA, whether the HA was surface treatedor not, restricted the molecular motion and the defor-mation of the PLA chains and led to the reduction inductility of the composites. Therefore, the compositesshowed lower elongation at break and the higher tensilemoduli than the neat PLA.
Generally, tensile strength of a particulate filledpolymer composite depends on an effective interfacialadhesion and filler dispersion in polymer matrix.23,24
Tensile strength of the HA/PLA composites wasslightly lower than that of the neat PLA. The tensilestrength of the composites continued to decrease withincreasing HA content. The lowering of tensile strengthof the composites was due to the debonding of HAfrom the polymer matrix by which voids were createdand the poor dispersion of the filler in the matrix.25,26
According to this idea, the agglomeration of b-HAobserved in the tensile fracture surface of b-HA/PLAcomposite (Figure 4) could be the main reason that wasresponsible for the reduction in tensile strength of theHA/PLA composites. The large agglomeration ofb-HA particles in the PLA matrix would reduce thecontact area and create physical defects in the compos-ites. Consequently, the loading stress cannot be effi-ciently transferred from the PLA matrix to HAparticles leading to the decrease in tensile strength ofthe composites. Similarly, the decrease in tensilestrength of composites with increasing filler contentwas also observed by other research works.27,28
Impact strength of HA/PLA composites was attrib-uted to a number of local deformation in the compos-ites. The impact strength of all HA/PLA compositeswas lower than that of the neat PLA as shown inTable 6. This was because HA disturbs matrix continu-ity and limits the ability of polymer chains to absorbimpact energy. However, the composites with silanetreated HA showed less reduction in impact strengththan those with b-HA. Also, the PLA composite con-taining m-HA showed the highest impact strength.
Table 6. Mechanical properties of as-received PLA, processed PLA, and HA/PLA composites
Designation
Mechanical properties
Tensile modulus (MPa) Tensile strength (MPa) Elongation at break (%) Impact strength (kJ/m2)
Processed-PLA 585.98� 88.56 64.50� 0.80 16.45� 2.50 18.71� 0.80
PLA/10b-HA 639.96� 47.58 51.15� 1.15 9.49� 0.84 16.53� 0.62
PLA/10a-HA 877.56� 23.86 55.40� 1.35 10.24� 1.04 17.67� 0.70
PLA/10m-HA 872.39� 36.49 58.05� 1.15 11.42� 0.16 18.37� 0.51
PLA/20b-HA 765.38� 81.74 47.85� 1.04 6.79� 0.32 14.31� 0.57
PLA/20a-HA 1009.16� 74.12 51.33� 1.26 8.74� 1.12 15.81� 0.63
PLA/20m-HA 942.85� 31.01 53.09� 1.04 9.75� 1.22 16.91� 0.45
PLA/30b-HA 910.46� 9.22 41.94� 0.78 6.13� 0.21 10.73� 0.51
PLA/30a-HA 1132.43� 65.03 47.57� 1.30 7.62� 1.26 14.98� 0.74
PLA/30m-HA 1088.18� 44.96 50.60� 0.78 7.81� 0.89 14.56� 1.11
PLA/40b-HA 1120.04� 31.03 35.17� 0.18 4.96� 0.94 7.02� 0.60
PLA/40a-HA 1322.68� 110.36 39.23� 3.08 5.50� 0.46 12.81� 1.04
PLA/40m-HA 1207.23� 42.85 47.15� 0.18 5.63� 0.51 14.06� 0.53
Table 5. The onset and the peak of decomposition tempera-
ture of as-received PLA, processed PLA, and HA/PLA composites
MaterialsDecomposition temperature (�C)
Onset Peak
As-received PLA 297 380
Processed PLA 293 372
PLA/20b-HA 272 335
PLA/20m-HA 326 376
PLA/20a-HA 320 371
PLA/40b-HA 265 325
PLA/40m-HA 338 379
PLA/40a-HA 334 375
1266 Journal of Composite Materials 45(12)
This result was probably due to the better dispersion ofthe silane treated HA in PLA matrix. The large agglom-erates observed in SEM micrograph of fracture surfaceof b-HA/PLA composite (Figure 4(a)) were the site ofstress concentration, which can act as a microcrack ini-tiator. Moreover, a gap around agglomerated HA
indicated the weak PLA-HA interaction. The gap inter-rupted stress transfer between PLA and HA and led tocrack initiation during impact testing.
The PLA composites with silane treated HA showedhigher tensile moduli, elongation at break, tensilestrength, and impact strength as compared with the
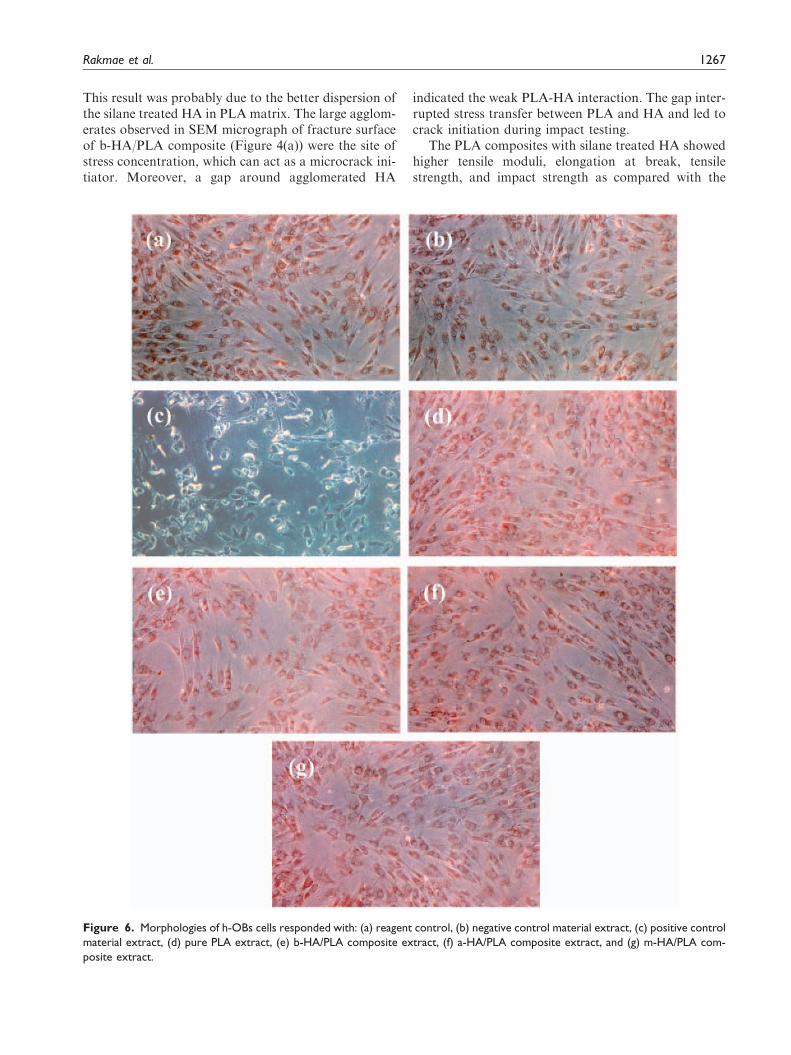
Figure 6. Morphologies of h-OBs cells responded with: (a) reagent control, (b) negative control material extract, (c) positive control
material extract, (d) pure PLA extract, (e) b-HA/PLA composite extract, (f) a-HA/PLA composite extract, and (g) m-HA/PLA com-
posite extract.
Rakmae et al. 1267

corresponding b-HA/PLA composites. This was due tothe good dispersion of silane treated HA in PLA matrix(Figure 5) and the enhancement of the interactionbetween silane treated HA and PLA. The most proba-ble explanation for the bonding between silane treatedHA and PLA matrix was a degree of solubility of olig-omeric siloxanols on HA surface to form interdiffusionand interpenetrating network at interphase region.29
In order to optimize the interfacial interaction, organo-function of the silane coupling agent should be selectedto match chemical reactivity, solubility characteristics,and structural characteristics of the polymer. Betweentwo types of the silane coupling agent, MPTS exhibitedhydrophobic property while APES showed hydrophilicproperty, as implied by their solubility behavior in sol-vent (from experimental part: preparation of HApowder). Thereby, it is believed that MPTS was prob-ably more compatible with PLA matrix than APES. So,m-HA/PLA composites exhibited higher tensile modu-lus, tensile strength, and elongation at break than thosea-HA/PLA composites.
In vitro cytotoxicity of HA/PLA composites. In orderto use the HA/PLA composites in a biomedicalapplication, cytotoxicity and biocompatibility of thecomposites must be investigated. A preliminary inves-tigation on cytotoxicity of the extracts from HA/PLAcomposites was performed in this present work. Afterculturing, the h-OBs cell morphologies were observed.Figure 6(a)–(g) shows morphologies of the h-OBs cellsresponded with the reagent control and the extractsfrom the negative control material, the positive controlmaterial, pure PLA, and three types of HA/PLA com-posite specimens, respectively. In the reagent controland the negative control material extracts (Figure 6(a)and (b)), cells morphologies after incubation for 24 hrevealed positive staining indicating that these were notcytotoxic (cytotoxicity scale=0). On the other hand,the h-OBs cells in the positive control material extract(Figure 6(c)) exhibited dead cells; negative stainingwas observed (cytotoxicity scale=3). In addition,Figure 6(d)–(g) illustrates morphologies of h-OBs cellscultured in the extracts from pure PLA and all types ofHA/PLA composites. From the figures, the morpholo-gies of h-OBs cells in the different extracts were similarto those in the reagent control and the negative controlmaterial extracts. These results demonstrated thatb-HA/PLA composite, a-HA/PLA composite, andm-HA/PLA composite did not release any substancein the level that was harmful to the h-OBs cells.
Conclusions
In this study, carbonated HA was produced fromthermal treated bovine bone and used as the filler for
PLA matrix. Silane-treated HA/PLA compositesshowed an increase in thermal stability as comparedwith the untreated HA/PLA composites. Moreover,the deposited silane coupling agent on HA surfacedelayed PLA chains scission in silane-treated HA/PLA composites. Morphological and mechanical prop-erties of the PLA composites revealed that the silane-treated HA effectively enhanced the dispersion of HAin PLA matrix and the interfacial adhesion between thetwo phases. Last but not least, in vitro cytotoxicity testin this study suggested a potential use of bovine bonebased HA/PLA composite as a biomaterial since theextracts from the composites had no cytotoxicity tohuman osteoblast cell.
Acknowledgments
The authors are pleased to acknowledge the financial support
from Suranaree University of Technology and Center ofExcellence for Petroleum, Petrochemical, and Advancedmaterials, Chulalongkorn University, Thailand.
References
1. Xu JL, Khor KA, Sui JJ, Zhang JH and Chen WN.
Protein expression profiles in osteoblasts in response to
differentially shaped hydroxyapatite nanoparticles.
Biomaterials 2009; 30(29): 5385–5391.2. Shi Z, Huang X, Cai Y, Tang R and Yang D. Size effect of
hydroxyapatite nanoparticles on proliferation and apoptosis
of osteoblast-like cells. Acta Biomater 2009; 5(1): 338–345.3. Fathi MH, Hanifi A and Mortazavi V. Preparation and
bioactivity evaluation of bone-like hydroxyapatite nano-
powder. J Mater Process Tech 2008; 202(1–3): 536–542.4. Tadic D, Peters F and Epple M. Continuous synthesis of
amorphous carbonated apatites. Biomaterials 2002; 23(12):
2553–2559.
5. Pecheva EV, Pramatarova LD, Maitz MF, Pham MT and
Kondyuirin AV. Kinetics of hydroxyapatite deposition on
solid substrates modified by sequential implantation of Ca
and P ions part II: morphological, composition and struc-
ture study. Appl Surf Sci 2004; 235(1–2): 170–175.6. Shikinami Y and Okuno M. Bioresorbable devices made
of forged composites of hydroxyapatite (HA) particles and
poly l-lactide (PLLA). Part II: practical properties of
miniscrews and miniplates. Biomaterials 2001; 22(23):
3197–3211.7. Deng X, Hao J and Wang C. Preparation and mechanical
properties of nanocomposites of poly(D,L-lactide) with
Ca-deficient hydroxyapatite nanocrystals. Biomaterials
2001; 22(21): 2867–2873.8. Tsuji H and Ikarashi K. In vitro hydrolysis of poly(L-lac-
tide) crystalline residues as extended-chain crystallites III.
Effects of pH and enzyme. Polym Degrad Stabil 2004;
85(1): 647–656.
9. Hofinann GO, Kluger P and Fischer R. Biomechanical
evaluation of a bioresorbable PLA dowel for arthroscopic
surgery of the shoulder. Biomaterials 1997; 18(21): 1441–
1445.
1268 Journal of Composite Materials 45(12)
10. Russias J, Saiz E, Nalla RK, Gryn K, Ritchie RO andTomsia AP. Fabrication and mechanical properties ofPLA/HA composites: a study of in vitro degradation.
Mater Sci Eng C 2006; 26(8): 1289–1295.11. Zhang SM, Liu J, Zhou W, Cheng L and Guo XD.
Interfacial fabrication and property of hydroxyapatite/polylactide resorbable bone fixation composites. Curr
Appl Phys 2005; 5(5): 516–518.12. Dupraz AMP, Wijn, JR, Meer SAT and Groot K.
Characterization of silane-treated hydroxyapatite pow-
ders for use as filler in biodegradable composites. JBiomed Mater Res 1996; 30: 231–238.
13. Liu Q, Wijn JR, Groot K and Blitterswijk CA. Surface
modification of nano-apatite by grafting organic poly-mer. Biomaterials 1998; 19(11–12): 1067–1072.
14. Suppakarn N, Sanmaung S, Ruksakulpiwat Y, Sutapun
W, Lorprayoon C and Ekgasit S. (2006). Mechanicalproperties of natural hydroxyapatite/PP composites. In:Annual Technical Conference 2006, The Society of PlasticsEngineers, 2006, Charlotte, North Carolina, USA,
pp.325–329.15. Landi E, Celotti G, Logroscino G and Tampieri A.
Carbonated hydroxyapatite as bone substitute. J Eur
Ceram Soc 2003; 23(15): 2931–2937.16. Murugan R and Ramakrishna S. Effect of zirconia on the
formation of calcium phosphate bioceramics under micro-
wave irradiation. Mater Lett 2003; 58(1–2): 230–234.17. Landi E, Tampieri A, Celotti G, Vichi L and Sandri M.
Influence of synthesis and sintering parameters on thecharacteristics of carbonate apatite. Biomaterials 2004;
25(10): 1763–1770.18. Wen J, Li Y, Zuo Y, et al. Preparation and characteriza-
tion of nano-hydroxyapatite/silicone rubber composite.
Mater Lett 2008; 62(19): 3307–3309.19. Mansur AAP, Nascimento OL, Vasconcelos WL and
Mansur HS. Chemical functionalization of ceramic tile
surfaces by silane coupling agents: polymer modifiedmortar adhesion mechanism implications. Mater Res2008; 11(3): 293–302.
20. Ignjatovic N, Suljovrujic E, Simendic JB, Krakovsky Iand Uskokovic D. Evaluation of hot-pressedhydroxyapatite/poly-L-lactide composite biomaterial
characteristics. J Biomed Mater Res B 2004; 71(2):284–294.
21. Chen X, Guo C and Zhao N. Preparation and character-ization of the sol–gel nano-bioactive glasses modified by
the coupling agent gamma-aminopropyltriethoxysilane.Appl Surf Sci 2008; 255(2): 466–468.
22. Fukushima K, Tabuani D and Camino G.
Nanocomposites of PLA and PCL based on montmoril-lonite and sepiolite. Mat Sci Eng C 2009; 29(4): 1433–1441.
23. Zhu A, Cai A, Zhou W and Shi Z. Effect of flexibility ofgrafted polymer on the morphology and property ofnanosilica/PVC composites. Appl Surf Sci 2008;
254(13): 3745–3752.24. Zuiderduin WCJ, Westzaan C, Huetink J and Gaymans
RJ. Toughening of polypropylene with calcium carbonateparticles. Polymer 2003; 44(1): 261–275.
25. Todo M, Park SD, Arakawa K and Takenoshita Y.Relationship between microstructure and fracture beha-vior of bioabsorbable HA/PLLA composites. Compos:
Part A, 2006; 37(12): 2221–2225.26. Takayama T, Todo M and Takano A. The effect of
bimodal distribution on the mechanical properties of
hydroxyapatite particle filled poly(L-lactide) composites.J Mech Behav Biomed 2009; 2(1): 105–112.
27. Vainio MH, Heino M and Seppala JV. Reinforcement ofbiodegradable poly(ester-urethane) with fillers. Polymer
1998; 39(4): 865–872.28. Hong Z, Zhang P, He C, et al. Nano-composite of
poly(L-lactide) and surface grafted hydroxyapatite:
mechanical properties and biocompatibility.Biomaterials 2005; 26(32): 6296–6304.
29. Edwin PP. Silane coupling agents, 2nd edn. New York:
Plenum Press, 1991, pp.144–149.
Rakmae et al. 1269
Copyright © 2022 FDOKUMEN