Paper Nº 2 PROCESOS TERMICOS final
14
“DETERMINACIÓN DEL TIEMPO Y TEMPERATURA OPTIMO DE AHUMADO EN COSTILLAS BQQ DE BORREGO” Johana Ortega, Jessica Reyes, Carolina Ulloa, Fernanda Valencia, Víctor Yungán [email protected] , [email protected] , [email protected] Facultad de Ciencia e Ingeniería en Alimentos. Universidad Técnica de Ambato. Laboratorio de Ingeniería de Procesos de Alimentos III. Docente: Ing. Araceli Pilamala. Ayudante: Ing. José Luis Gutiérrez. Practica de laboratorio: 2. Fecha: 2 de Diciembre 2012 Noveno “U”-Alimentos. Ambato – Ecuador RESUMEN Este trabajo consistió en realizar el cálculo de la letalidad del proceso térmico por medio de diferentes métodos para determinar el tiempo de calentamiento adecuado bajo las condiciones específicas de producción que resulte en alcanzar una letalidad de proceso que asegure la esterilización comercial del producto, además para analizar la implementación de nuevas variables de estudio independientes del conteo microbiano tales como la pérdida de peso, pH o Acidez Titulable, para encontrar tiempo de calentamiento a una determinada temperatura requerida para obtener un grado deseado de esterilización, límite de pérdida de peso, etc. Al trabajar con los promedio entre las réplicas, se pudo obtener valores de tiempos óptimos de procesamiento térmico por medio del Método General-Bigelow, Método de Ball Método TTT y Método de Pham, para las tres temperaturas empleadas 60 ⁰C, 80 ⁰C y a 100 ⁰C. Al comparar los tiempos calculados por medio del programa con el intervalo establecido de 4-8 de ahumado por la USDA se pudo determinar que el Método de Ball a 60 ⁰C se encuentra dentro del rango con un tiempo de 7,401 horas, a esta temperatura no se produce el sellado de la carne además no se provocan daños en sus características organolépticas y existe una mínima cantidad de perdida de los nutrientes. PALABRAS CLAVE: Costillas de Borrego, Ahumado, Método General- Bigelow, Método de Ball Método TTT y Método de Pham INTRODUCCIÓN Los procesos térmicos estudian la relación entre la temperatura y el tiempo que permite conseguir una destrucción máxima de
Transcript of Paper Nº 2 PROCESOS TERMICOS final

“DETERMINACIÓN DEL TIEMPO Y TEMPERATURA OPTIMO DE AHUMADO ENCOSTILLAS BQQ DE BORREGO”
Johana Ortega, Jessica Reyes, Carolina Ulloa, Fernanda Valencia,Víctor Yungán
[email protected], [email protected] , [email protected]
Facultad de Ciencia e Ingeniería en Alimentos. UniversidadTécnica de Ambato. Laboratorio de Ingeniería de Procesos deAlimentos III. Docente: Ing. Araceli Pilamala. Ayudante: Ing.
José Luis Gutiérrez. Practica de laboratorio: 2. Fecha: 2 de Diciembre 2012
Noveno “U”-Alimentos.Ambato – Ecuador
RESUMEN
Este trabajo consistió en realizar el cálculo de la letalidaddel proceso térmico por medio de diferentes métodos paradeterminar el tiempo de calentamiento adecuado bajo lascondiciones específicas de producción que resulte en alcanzaruna letalidad de proceso que asegure la esterilización comercialdel producto, además para analizar la implementación de nuevasvariables de estudio independientes del conteo microbiano talescomo la pérdida de peso, pH o Acidez Titulable, para encontrartiempo de calentamiento a una determinada temperatura requeridapara obtener un grado deseado de esterilización, límite depérdida de peso, etc. Al trabajar con los promedio entre lasréplicas, se pudo obtener valores de tiempos óptimos deprocesamiento térmico por medio del Método General-Bigelow,Método de Ball Método TTT y Método de Pham, para las trestemperaturas empleadas 60 ⁰C, 80 ⁰C y a 100 ⁰C. Al comparar lostiempos calculados por medio del programa con el intervaloestablecido de 4-8 de ahumado por la USDA se pudo determinar queel Método de Ball a 60 ⁰C se encuentra dentro del rango con untiempo de 7,401 horas, a esta temperatura no se produce elsellado de la carne además no se provocan daños en suscaracterísticas organolépticas y existe una mínima cantidad deperdida de los nutrientes.
PALABRAS CLAVE: Costillas de Borrego, Ahumado, Método General-Bigelow, Método de Ball Método TTT y Método de Pham
INTRODUCCIÓN
Los procesos térmicos estudian la relación entre la temperaturay el tiempo que permite conseguir una destrucción máxima de

microorganismos y esporas, con una perdida mínima de losnutrientes presentes en el alimento empleado. (ALVARADO, 1996)
La letalidad de un proceso térmico es una medida de comparaciónrelativa del efecto que ejerce la aplicación del calorsobre los alimentos y está definida como el tiempo decalentamiento equivalente al efecto durante un minuto a unatemperatura de calentamiento referencial establecidageneralmente a 121,1 °C (250 °F) para los procesos deesterilización comercial, esta unidad posibilita expresar losefectos de inactivación microbiana de cualquier combinacióntiempo-temperatura en términos de minutos equivalentes a unatemperatura de referencia (HELDMAN, 2007)
El propósito del cálculo de la letalidad del proceso térmico enestudio es el de determinar el tiempo de calentamiento adecuadobajo las condiciones específicas de producción que resulte enalcanzar una letalidad de proceso que asegure la esterilizacióncomercial del producto. (STUMBO, 1973)
El método que se elegirá como base de cálculo debe integrarprecisamente los efectos letales de las temperaturas entransición a lo largo del calentamiento del producto sobre lasesporas de Clostridium Botulinum. El grado de letalidad deproceso en términos de Fo es generalmente preestablecido y losprocesos son diseñados para alcanzar este nivel deesterilización programado en el punto crítico del producto; parael proceso en estudio este valor se definió en 6 minutos parasalvaguardar la integridad del producto incluso bajo condicionesdifíciles o temperaturas elevadas de almacenamiento (HERRERA,2004).
El objetivo de la optimización de un tratamiento térmico esencontrar las condiciones de calentamiento y enfriamiento queminimicen en lo posible los procesos de degradación denutrientes y factores de calidad organolépticos, obteniendo unproducto seguro microbiológicamente y estableorganolépticamente. (TAMAYO, 2008)
El efecto térmico que un alimento recibe depende entre otrosfactores de su consistencia, las condiciones de proceso yel tamaño del envase. Para productos fluidos, el mezcladointerno permite una distribución de temperatura uniforme, sinembargo en productos sólidos, muy viscosos o con unaconcentración elevada de sólidos particulados, el calentamientoy por lo tanto el efecto térmico varía del interior al exteriordel envase (HOLDSWORTH, 2007).

Los métodos utilizados para calcular el tiempo de procesotérmico se clasifican en dos grupos. Los métodos que utilizan laintegración grafica o numérica de las relaciones tiempo-temperatura, que se denominan métodos generales, y fueron losprimeros que se desarrollaron desde Bigelow en la década de1920. Los métodos matemáticos o de formulas utilizados por Ball,muchas veces presentados en forma de tablas o figuras, secaracterizan por ser mas rápidos y versátiles; en este grupo hayvarios casos, según consideren el centro térmico del productollamado punto de calentamiento lento o punto frio, o latemperatura másica promedio de todo el recipiente (ALVARADO,1996).
La vida útil (VU) es un período en el cual, bajo circunstanciasdefinidas, se produce una tolerable disminución de la calidaddel producto. La calidad engloba muchos aspectos del alimento,como sus características físicas, químicas, microbiológicas,sensoriales, nutricionales y referentes a inocuidad. En elinstante en que alguno de estos parámetros se considera comoinaceptable el producto ha llegado al fin de su vida útil(Singh, 2000).
Este período depende de muchas variables en donde se incluyentanto el producto como las condiciones ambientales y elempaque. Dentro de las que ejercen mayor peso se encuentran latemperatura, pH, actividad del agua, humedad relativa,radiación (luz), concentración de gases, potencial redox,presión y presencia de iones (Brody, 2003).
La vida útil se determina al someter a estrés el producto,siempre y cuando las condiciones de almacenamiento seancontroladas. Se pueden realizar las predicciones de vida útilmediante utilización de modelos matemáticos (útil paraevaluación de crecimiento y muerte microbiana), pruebas entiempo real (para alimentos frescos de corta vida útil) ypruebas aceleradas (para alimentos con mucha estabilidad) endonde el deterioro es acelerado y posteriormente estos valoresson utilizados para realizar predicciones bajo condicionesmenos severas (Charm, 2007).
Para Cabral (1980), una definición más completa es la expuestapor el Institute of Food Technology (IFT), para el cual la vidaútil es el periodo de tiempo transcurrido entre la producción yel consumo de un producto alimenticio, en el cual este secaracteriza por el nivel satisfactorio de calidad determinadapor el valor nutritivo, sabor, textura y apariencia.

El factor de aceleración Q10 es una manera práctica y confiablede predecir el efecto de las variaciones de temperaturas dealmacenamiento en un alimento, el cual indica el número de vecesque se modifica la velocidad de una reacción de deterioro cuandola temperatura es variada en 10°C (TOROKY; 1991). Losinvestigadores establecen que el modelo Q10 puede ser usado paradescribir que tan rápida puede ir una reacción, incluyendo lasaltas temperaturas. Si el factor de aceleración de temperaturaes dado, entonces se extrapola para temperaturas más bajas(IBARZ; 1995).
El objetivo de la presente experimentación es determinar eltiempo óptimo de ahumado por medio de diferentes métodos TTT,Bigelow, Pham, Ball que relacionen la pérdida de peso comofactor de estudio.
MATERIALES Y METODOLOGÍA
Para realizar la experimentación trabajamos con dos réplicas lascuales se realizaron por medio de ahumado a tres temperaturasdiferentes (60 – 80 - 100). Primero se lavó la carne de borrego,la cortamos en pedazos iguales, se adobo los tratamientos conpimienta, sal y salsa BQQ, amarramos con hilo de chillo en laparte superior para poder colgarlos en el ahumador, seguidamentese procedió a pesar en una balanza analítica cada una de lasréplicas y se registró el primer dato, se controló pérdida depeso cada 20 minutos por 120 minutos, y se controló que latemperatura no varíe en el ahumador, se realizó el mismoprocedimiento a esta experimentación a las tres temperaturasestablecidas, finalmente se registraron los datos obtenidos, serealizó los diferentes cálculos de obtención del porcentaje depérdida de peso, se los analizaron en Excel, se realizó unanálisis de varianza para determinar diferencia significativaentre tratamiento, con los cuatro métodos de proceso térmicoMétodo General-Bigelow, TTT, Pham, Ball, por medio de los cualesse obtuvo el tiempo y la temperatura óptima de ahumado en lascuales no se pierdan las características organolépticas y conuna perdida mínima de los nutrientes presentes en el alimentoempleado.
RESULTADOS Y DISCUSIÓN
Tabla 1.- Variación dela pérdida de peso deCostillitas de Borrego
Tiempo 60 °C Δp 80 °C Δp100 °CΔp
0 0 0 0
104,476457
184,914968
446,174127
56
207,181594
217,800871
669,886087
74
30 9,86025811,09254
5812,87487
28
4012,13059
1114,02738
215,73823
99
5014,76870
3416,49362
7918,45693
13
6016,60986
418,51094
0821,72369
19
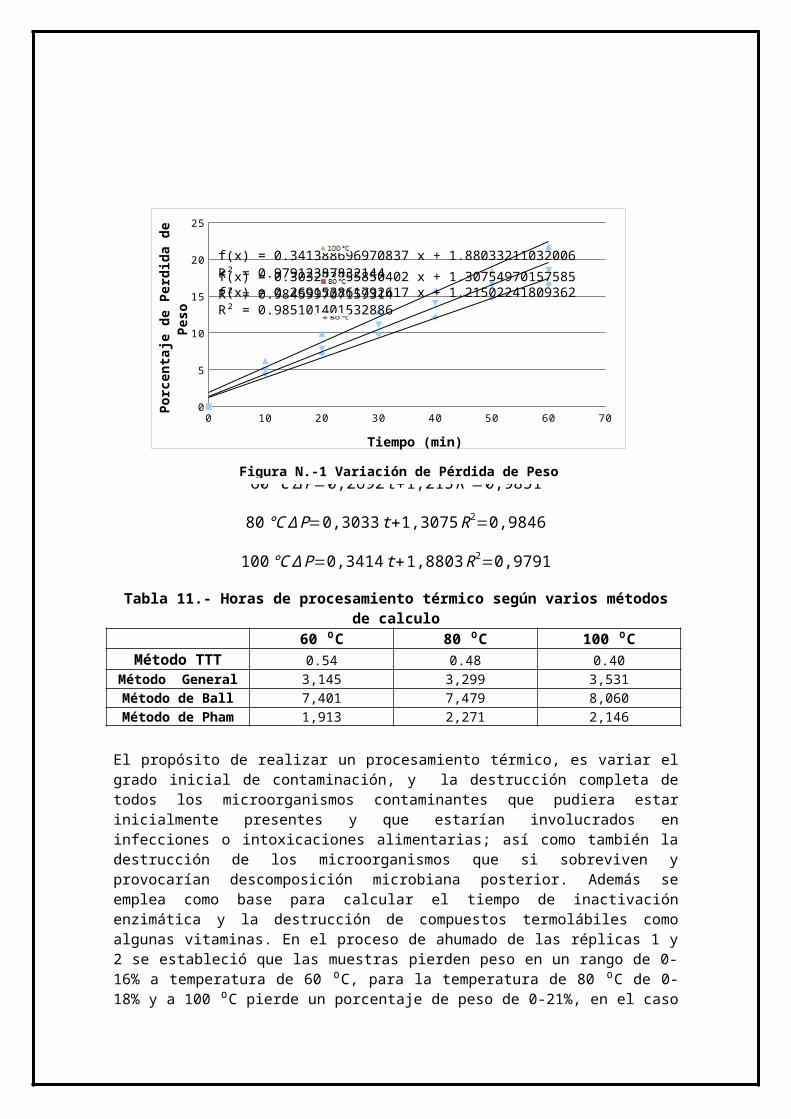
60℃∆P=0,2692t+1,215R2=0,9851
80℃∆P=0,3033t+1,3075R2=0,9846
100℃∆P=0,3414t+1,8803R2=0,9791
Tabla 11.- Horas de procesamiento térmico según varios métodosde calculo
60 ⁰C 80 ⁰C 100 ⁰CMétodo TTT 0.54 0.48 0.40
Método General 3,145 3,299 3,531Método de Ball 7,401 7,479 8,060Método de Pham 1,913 2,271 2,146
El propósito de realizar un procesamiento térmico, es variar elgrado inicial de contaminación, y la destrucción completa detodos los microorganismos contaminantes que pudiera estarinicialmente presentes y que estarían involucrados eninfecciones o intoxicaciones alimentarias; así como también ladestrucción de los microorganismos que si sobreviven yprovocarían descomposición microbiana posterior. Además seemplea como base para calcular el tiempo de inactivaciónenzimática y la destrucción de compuestos termolábiles comoalgunas vitaminas. En el proceso de ahumado de las réplicas 1 y2 se estableció que las muestras pierden peso en un rango de 0-16% a temperatura de 60 ⁰C, para la temperatura de 80 ⁰C de 0-18% y a 100 ⁰C pierde un porcentaje de peso de 0-21%, en el caso
Figura N.-1 Variación de Pérdida de Peso
0 10 20 30 40 50 60 700
5
10
15
20
25
f(x) = 0.341388696970837 x + 1.88033211032006R² = 0.97912387832144f(x) = 0.303273755850402 x + 1.30754970157585R² = 0.984599707159314f(x) = 0.269153861792617 x + 1.21502241809362R² = 0.985101401532886
Tiempo (min)
Porc
enta
je d
e Pe
rdid
a de
Pe
so

de ahumado a 100 ⁰C se observó que los tratamientos se sellaronformando una costra que impedía que llegué el calor al internode la carne en contacto con el hueso quedando cruda al interior.Para la toma de datos en las muestras el tiempo establecido fuede dos horas por tratamiento. Al realizar el análisis devarianza entre las réplicas se obtuvo que no existe diferenciasignificativa entre tratamientos. Al trabajar con los promedioentre la réplica 1 y 2, se pudo obtener valores de tiemposóptimos de procesamiento térmico por medio del Método General-Bigelow, Método de Balll Método TTT y Método de Pham. Para realizarel cálculo por medio de estos métodos se produjo una variación en lasecuaciones en donde se consideró el 40% de peso perdido para cadatratamiento para el cálculo del valor F (tiempo de calentamiento a unadeterminada temperatura requerida para obtener un grado deseado deesterilización), en el Método General y de Ball, a partir de estosmétodos se pudo realizar el cálculo del método de Pham.
Para obtener el tiempo óptimo de procesamiento térmico paracarne ahumada se comparó el tiempo determinado en la tabla 11,con el intervalo establecido en un artículo técnico deInformación sobre Inocuidad de Alimentos de la USDA (Servicio deInocuidad e Inspección de los Alimentos Departamento deAgricultura de los Estados Unidos), en el cual establece que: Eltiempo de cocción depende de muchos parámetros como: el tipo decarne, el tamaño y forma de la carne, la distancia de losalimentos a la fuente de calor, la temperatura y el clima. Elproceso de ahumado puede durar de 4 a 8 horas dependiendo deltipo de carne empleada. En el caso de nuestros tratamientos seestableció que encuentran en la primera escala con referencia aque el Ahumado de los alimentos debe alcanzar una temperaturainterna mínima adecuada. Las costillas de borrego se hallan enel rango de los filetes, asados, chuletas de res, ternero, ycordero, estas carnes se pueden cocer hasta alcanzar 145 ⁰F(62.8 ⁰C), sin provocar daños en sus característicasorganolépticas y en mínima cantidad los nutrientes.
Al analizar la tabla 11 en la que se encuentran tabulados lostiempos obtenidos a diferentes temperaturas se determinó quepara las costillas de Borrego ahumadas en salsa BQQ latemperatura y el tiempo adecuado de procesamiento térmico es de60 ⁰C por 7,401 horas el mismo que corresponde al Métodomatemático de Ball por la razón que relaciona todas lasvariables de estudio.
CONCLUSIÓN

Se determinó el tiempo óptimo de ahumado aplicando losdiferentes métodos matemáticos teniendo en cuenta que nuestrofactor principal de estudio fue la pérdida de peso. Se pudoestablecer los mejores métodos de cálculo: General – Bigelow atemperatura de 60 ⁰C el tiempo de procesamiento en horas fue de3.145 horas de igual manera a temperatura de 80 ⁰C se obtuvo3.299 horas y a 100 ⁰C un tiempo de 3.531 horas; en cambio conel método de Ball a temperatura de 60 ⁰C el tiempo deprocesamiento en horas fue de 7.401 horas de igual manera atemperatura de 80 ⁰C se obtuvo 7.479 horas y a 100 ⁰C untiempo de 8.060 horas tomando en cuenta que el valorcorrespondiente a los 60 ⁰C es el mejor tratamiento porque esel más cercano a datos bibliográficos donde las costillas deborrego se hallan en el rango de los filetes, asados, chuletasde res, ternero, y cordero, estas carnes se pueden cocer hastaalcanzar una temperatura de 62.8 ⁰C por un lapso de 4 a 8 horas.Tomando en cuenta que los demás métodos de cálculo (TTT y Pham)se descartan porque se encuentran fuera del rango comparadobibliográficamente, de igual manera el método General – Bigelowno es muy aceptable porque no llega al nivel adecuado perotambién se considera que sería buena su aplicación en dichoscálculos.
BIBLIOGRAFIA:
ALVARADO, Juan; 1996, “Principios de ingeniería Aplicadosa Alimentos,” Ed. Radiocomunicaciones; Quito- Ecuador,pág. 372-398
HELDMAN, Dennis R. (2007) Handbook of food engineering 2nded. Boca Ratón: CRC Press LLC.
STUMBO, Charles R. (1973): Thermobacteriology in foodprocessing 2nd ed. San Diego: Academic Press, Inc
HERRERA, Carlos (2004): Fundamentos técnicos para elprocesamiento térmico de conservas alimenticias enrecipientes herméticos. (Seminario, Programa de Tecnologíaen Alimentos, Escuela Superior Politécnica del Litoral)
HOLDSWORTH, Donald (2007): Thermal processing of packagedfoods.New York: Springer
Tamayo Juan. 2008. Diseño y optimización del tratamientotérmico para sopa de fréjoles enlatada en envases deformato A6. ESPOL. Ecuador. PDF.
Vásquez Javier. 2008. Estudio de penetración de calor enuna conserva de camarón envasada en empaque flexible.ESPOL. Ecuador. PDF.

Palacios Arturo. 2008. Formulación de una sopa concentraday diseño del proceso de esterilización comercial. ESPOL.Ecuador. PDF.
BRODY, A.L. 2003. Predicting Packaged Food Shelf Life.Food Technology. 57 (4): 100-102.
CHARM, S.E. 2007. Food engineering applied to accommodatefood regulations, quality and testing. Alimentos Ciencia eIngeniería. 16 (1): 5-8.
LABUZA, T. P. 1982. Shelf-life dating of foods.Connecticut, Food & Nutrition Press, INC.
SINGH, R.P. 2000. Scientific Principles of Shelf-LifeEvaluation in MAN, C.M.D.; JONES, A.A. 2000. Shelf-lifeEvaluation of Foods. Springer. INTERNET:http://books.google.co.cr/books?id=ovoNjpn6aLUC&printsec=frontcover
CABRAL ACD, 1980. Aspectos gerais sobre a vida depeletaria de productos alimementicios. Boletín ITAL.Campiñas – Brasil.
TOROKY, T. y A. King. 1991. Thermal Inactivation Kineticsof Food Borne Yeasts. Journal of Food Science 56(1): 6-9.
IBARZ, A. y J. Naves. 1995. Efecto de la temperatura yContenido en Sólidos Solubles Sobre la Cinética dePardeamiento No Enzimático de zumos clarificados deManzana. Food Science and Tecnology International 1 (1):29-34
USDA. 2011. Ahumado de Carnes y Aves. Servicio deInocuidad e Inspección de los Alimentos. Departamentode Agricultura de los Estados Unidos.
ANEXOS
METODOS DE CALCULO PARA DETERMINAR EL TIEMPO D PROCESAMIENTOOPTIMO
METODO TTT (Tolerancia, Tiempo, Temperatura)
Se considera que el alimento puede ser consumido con un estándardel 10 % de pérdida de peso.
60℃∆P=0,2692t+1,215R2=0,9851
t=∆P−1,2150,2692
=10−1,2150,2692
=32633min=0,54Horas
Tabla 2. Datos a Temperatura constante
Temperatura (⁰C)
Tiempo (min)
Tiempo (horas)
1/t(1/horas)
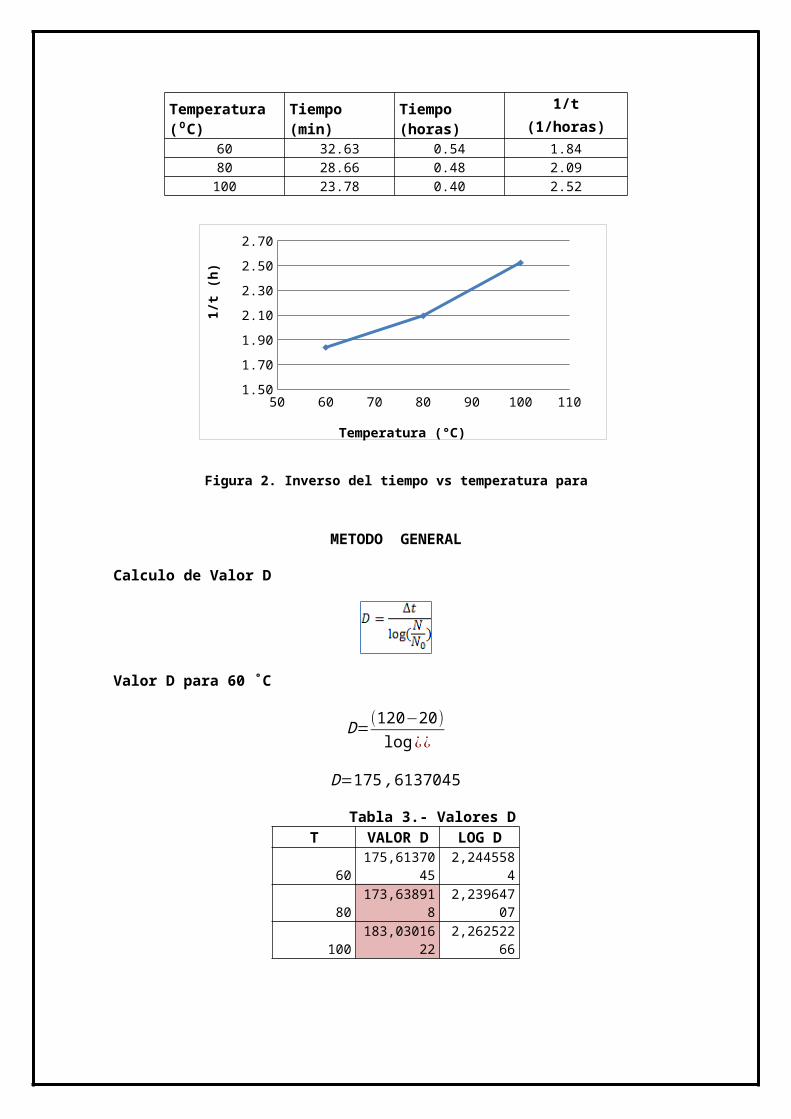
60 32.63 0.54 1.8480 28.66 0.48 2.09100 23.78 0.40 2.52
METODO GENERAL
Calculo de Valor D
Valor D para 60 ˚C
D=(120−20)log ¿¿
D=175,6137045
Tabla 3.- Valores D T VALOR D LOG D
60175,61370
452,244558
4
80173,63891
82,239647
07
100183,03016
222,262522
66
Figura 2. Inverso del tiempo vs temperatura paratemperatura constante.
50 60 70 80 90 100 1101.501.701.902.102.302.502.70
Temperatura (°C)
1/t
(h)

602
2.12.22.32.42.52.62.7
f(x) = 0.0129078753069705 x + 1.29309857021038R² = 0.999486575725517
Temperatura (°C)
log
D
Figura 3. Tiempo vs. Log D (Calculo de z)
Valorz=−1m
=−1
0,0129=77,52
Calculo Valor F
F=t∗10−(40−Ni)/z
Valor F para 60 ˚C t=20
F=20∗10−(40−4,4760)/77,52
F=6,9626
Tabla 4. Valores d F (Calculo tiempo de proceso carne deborrego)
TiempoValor F
60 ˚C 80˚C 100˚C0 0 0 0
206,96267771
57,05396155
8 7,32278429
4015,0904627
115,3706146
916,3527396
8
6024,5102972
725,4240709
426,8063145
9
8034,9602566
836,9864981
938,9146636
8
10047,2624547
149,7471035
752,7344490
9
12059,9029887
363,3829403
369,7295513
8
SUMA188,689137
8197,965189
3211,860502
7

HORAS3,14481896
43,29941982
13,53100837
8
METODO DE BALL
Tabla 5. Calculo de Valor Máximo de Porcentaje de Pérdida dePeso
VPMAX-VPT LOG VPMAX-VPTTiempo(min)
40 ⁰C 60 ⁰C 80 ⁰C 60 ⁰C 80 ⁰C 100 ⁰C
20 16,6099 18,5109 21,7237 1,220366075 1,267428492 1,3369336340 12,1334 13,5960 15,5496 1,083982758 1,133410273 1,1917182260 9,4283 10,7101 11,8376 0,974432 1,029792274 1,0732638180 6,7496 7,4184 8,8488 0,82927842 0,870309951 0,94688531100 4,4793 4,4836 5,9855 0,651207516 0,651622866 0,77709695120 1,8412 2,0173 3,2668 0,265091658 0,304773265 0,51411731
Tabla 6. Ecuaciones de Temperatura vs. LOG VPMAX-VPTTemperatur
as Ecuaciones60 ⁰C Log VPMAX - VPT = -0,0089 t + 1,459480 ⁰C Log VPMAX - VPT= -0,0092 t + 1,518100 ⁰C Log VPMAX - VPT= -0,0078t + 1,5218
0 20 40 60 80 100 120 1400.4
0.6
0.8
1
1.2
1.4f(x) = − 0.00783474849182936 x + 1.52176826858766R² = 0.97661702845843f(x) = − 0.00916874382606991 x + 1.51803492115971R² = 0.949428504484461f(x) = − 0.00888550199212456 x + 1.45937821052381R² = 0.939085148067975
Tiempo
LOG
VPMAX-
VPT
Figura 4.- Tiempo vs. LOG VPMAX-VPT 60-80-100˚C
Calculo de Jc
jc= 10corte
10logVPMAX−VPT

Calculo fc
fc=−1m
Tabla 7.- Valores de Jc y fc a diferentes temperaturasTemperatu
rasJc fc
60 ⁰C 1,7339
112,36
80 ⁰C 1,9844
108,70
100 ⁰C 2,0019
128,21
Tabla 8.- Parámetros para el cálculo de Valor BTEMPERATURAS
PARAMETROS
60 ⁰C 80 ⁰C 100 ⁰C
Fo 188,6891378 197,9651893 211,8605027P 16,60986396 18,51094079 21,72369187Po 0 0 0Ih 16,60986396 18,51094079 21,72369187
Jc*Ih 28,80049817 36,73350895 43,4878121Log Jc*Ih 1,4594 1,565062416 1,638367559
z 77,51937984 77,51937984 77,51937984Fi 2,003238946 1,893253916 1,720934634fh/U 0,297255801 0,290011006 0,351634132R -
0,526869662-
0,537585521-
0,453908976Log g -
2,492521053-
2,563328782-
2,133864998
Calculo de valor B
60 ⁰C
B=112.36∗¿
B=444,0360734
Tabla 9.- Valores B a diferentes temperaturasTEMPERATURAS
40 ⁰C 60 ⁰C 80 ⁰CB (min) 444,0360734 448,7381737 483,6195586

B (horas) 7,400601223 7,478969562 8,060325976
METODO DE PHAM
60 0 CN1=z/ (Tr−Ti)
N1=77,52/(16,61−4,48)
N1=¿6,39
P=fc∗(log(jc∗lhg ))
P=112,36∗(log(1,73∗16,612,74 ))P=114,76
Tabla 10.- “Valores usados para el cálculo de tiempo óptimo decostillitas de borrego ahumado por el método de Pham a
diferentes temperaturas”
B=0,102N1B=0,102(6,39)B=0,65
log gz=−W+Aj−
Bj
+C
log gz=−3,63+0,77∗1,73−0,65
1,73+0,95
Log g/z=-1,45g/z=0,035
C=0,074+0,177N2−0,653C=0,074+0,177(6,39)−0,653
C=0,95
A=0,0088+0,107 (N2 )A=0,0088+0,107 (6,39)
A=0,77

Valores TEMPERATURAS60 ⁰C 80 ⁰C 100 ⁰C
W 3,364105923
3,448145 2,843865
N1 6,388921201
5,70164295
4,9853088
A 0,771614568
0,6980758
0,62142804
B 0,651669962
0,58156758
0,5085015
C 0,950619221
0,77811238
0,59831251
Log g/z -1,4513857
91
-1,577822
56
-1,255554
3g/z 0,0353683
020,026434
890,055519
52g 2,7417288
282,049215
954,303838
78P 114,76129
23136,2472
49128,7835
34fh/U 0,2972558
010,290011
010,351634
13P
(horas)1,9126882
052,270787
482,146392
23