Ordering policy in a supply chain with adaptive neuro-fuzzy inference system demand forecasting
12
This article was downloaded by: [UNSW Library] On: 03 March 2014, At: 15:59 Publisher: Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK International Journal of Management Science and Engineering Management Publication details, including instructions for authors and subscription information: http://www.tandfonline.com/loi/tmse20 Ordering policy in a supply chain with adaptive neuro-fuzzy inference system demand forecasting Hasan Habibul Latif a , Sanjoy Kumar Paul a & Abdullahil Azeem a a Department of Industrial and Production Engineering, Bangladesh University of Engineering and Technology, Dhaka-1000, Bangladesh Published online: 14 Jan 2014. To cite this article: Hasan Habibul Latif, Sanjoy Kumar Paul & Abdullahil Azeem (2014) Ordering policy in a supply chain with adaptive neuro-fuzzy inference system demand forecasting, International Journal of Management Science and Engineering Management, 9:2, 114-124, DOI: 10.1080/17509653.2013.866332 To link to this article: http://dx.doi.org/10.1080/17509653.2013.866332 PLEASE SCROLL DOWN FOR ARTICLE Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) contained in the publications on our platform. However, Taylor & Francis, our agents, and our licensors make no representations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of the Content. Any opinions and views expressed in this publication are the opinions and views of the authors, and are not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon and should be independently verified with primary sources of information. Taylor and Francis shall not be liable for any losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoever or howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use of the Content. This article may be used for research, teaching, and private study purposes. Any substantial or systematic reproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http:// www.tandfonline.com/page/terms-and-conditions
Transcript of Ordering policy in a supply chain with adaptive neuro-fuzzy inference system demand forecasting

This article was downloaded by: [UNSW Library]On: 03 March 2014, At: 15:59Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: MortimerHouse, 37-41 Mortimer Street, London W1T 3JH, UK
International Journal of Management Science andEngineering ManagementPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/tmse20
Ordering policy in a supply chain with adaptiveneuro-fuzzy inference system demand forecastingHasan Habibul Latifa, Sanjoy Kumar Paula & Abdullahil Azeema
a Department of Industrial and Production Engineering, Bangladesh University ofEngineering and Technology, Dhaka-1000, BangladeshPublished online: 14 Jan 2014.
To cite this article: Hasan Habibul Latif, Sanjoy Kumar Paul & Abdullahil Azeem (2014) Ordering policy in a supply chainwith adaptive neuro-fuzzy inference system demand forecasting, International Journal of Management Science andEngineering Management, 9:2, 114-124, DOI: 10.1080/17509653.2013.866332
To link to this article: http://dx.doi.org/10.1080/17509653.2013.866332
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) containedin the publications on our platform. However, Taylor & Francis, our agents, and our licensors make norepresentations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose ofthe Content. Any opinions and views expressed in this publication are the opinions and views of the authors,and are not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be reliedupon and should be independently verified with primary sources of information. Taylor and Francis shallnot be liable for any losses, actions, claims, proceedings, demands, costs, expenses, damages, and otherliabilities whatsoever or howsoever caused arising directly or indirectly in connection with, in relation to orarising out of the use of the Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in anyform to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions

Ordering policy in a supply chain with adaptive neuro-fuzzy inferencesystem demand forecasting
Hasan Habibul Latif, Sanjoy Kumar Paul* and Abdullahil Azeem
Department of Industrial and Production Engineering, Bangladesh University of Engineering and Technology, Dhaka-1000, Bangladesh
(Received 26 June 2013; final version received 15 October 2013)
Determining ordering policy has incisive impacts on the success or letdown of an organization. This research has considered
reliability while developing a method for finding ordering policy for multiple supply chain stages through optimal lot sizing.
Setup cost, production cost, inspection cost, rejection cost, interest and depreciation cost, holding cost, etc. are considered
for each supply chain stage whereas the demand inputs in the costs are taken from an adaptive neuro-fuzzy inference system
generated forecasting method. Later, a genetic algorithm has been applied to find the optimum lot size at multiple levels ofsupply chain network to minimize total cost. Optimal lot size, reliability and total cost are determined and the costs are
accumulated to determine total minimum supply chain cost. To validate the model, a comparison with the current situation
clearly indicates the superiority of proposed model over the usual company approach to ordering policy.
Keywords: ordering policy; supply chain; adaptive neuro-fuzzy inference systems; lot size; genetic algorithm; reliability
JEL Classification: C53; C61; C44; C45
1. Introduction
In this era of the competitive market, every kind of
organization goes for unique strategies to grab market
share by fulfilling customer demand. For that purpose,
companies’ objectives are to acquire a persuasive ordering
policy by which their capabilities and efficiencies are
pushed to the limit. Ordering policy is the overall strategy
of an organization by which it can progress the product
according to a predefined way to maintain the organiz-
ation’s overall target. Achieving the appropriate ordering
policy enables minimal supply chain cost as well as
customer satisfaction for an organization. Although it is
difficult to locate every possible factor influencing
ordering policy for an organization, countless methods
have already been identified and more research is ongoing
to define the system of optimal ordering policy. It is a
tradeoff between performance and cost in various stages of
the supply chain while defining ordering policy. Generally,
an ordering policy is defined by respective costs, customer
mindset, the company’s strategic view, product variability,
truck load, product specification, etc. The bullwhip effect,
substantial amounts of unnecessary costs, customer
dissatisfaction, low efficacy, low market penetration, etc.
are the impacts of incorrect ordering policy. So,
maintaining a non-optimized ordering policy is a costly
exercise and thus it is no surprise to find that many
managers regard this as a prime failing.
The economic production quantity (EPQ) model is
used in much research to find the optimal lot size that
minimizes overall supply chain cost. For this reason, the
EPQ model has been widely accepted as a tool for
developing ordering policy for the last three decades.
There are other interrelated factors, such as demand, price,
reliability and uncertainty, that can affect ordering policy.
Uncertainty is incorporated in the model. A myriad of
impediments like abrupt changes in customer demand,
uncertain impacts and seasonal variations could be well
tackled by adaptive neuro-fuzzy inference system
(ANFIS) generated demand forecasting.
In recent years, ANFIS has been successfully applied
to the prediction of water level by Chang and Chang
(2006), weather forecasting (Tektas, 2010), and demand
forecasting (Mahbub, Paul, & Azeem, 2013; Zahin, Latif,
Paul, & Azeem, 2013). Salameh and Jaber (2000) initially
developed the economic order quantity (EOQ) with
imperfect quality. Later on, Goyal and Cardenas-Barron
(2002) presented a straightforward method to find the EPQ
for an item with imperfect quality. Huang and Kuang
(2005) scrutinized replenishment decision policies under
two levels of trade credit policy within the EPQ
framework. Lai, Huang, and Huang (2006) considered
that permissible payment delay by the retailer could be
offered by a supplier when the retailer ordered a sufficient
quantity. Otherwise, permissible delay in payments would
not be permitted. Islam and Roy (2007) proposed an EPQ
model considering the production process and demand
dependent unit production cost with flexibility and
reliability. An integrated production inventory policy
under a finite planning horizon and a linear trend in
demand was presented by Rau and Ouyang (2008). Hejazi,
Tsou, and Rasti Barjoki (2008) proposed an EPQ model
with reduced pricing, rework and reject situations in a
single stage supply chain network in which rework took
place in each cycle after processing. Panda (2013)
coordinated a retail chain with price and time dependent
demand rate which gives a pretty good idea about how a
retail chain behaves with variation of demand and why we
need an algorithm to deal with that problem.
q 2014 International Society of Management Science and Engineering Management
*Corresponding author. Email: [email protected]
International Journal of Management Science and Engineering Management, 2014
Vol. 9, No. 2, 114–124, http://dx.doi.org/10.1080/17509653.2013.866332
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014

Chen and Cheng (2008) adopted a fuzzy economic
production quantity (FEPQ) model with defective pro-
ductions without being repaired. An EPQ model with
deteriorating item which has linearly displayed demand
under inflation and time value of money was presented by
Pal et al. (2009). In that research, it was assumed that
demand is fuzzy in nature for the combined effect of
inflation and the time value ofmoney. A particular case was
also analysed, where the accumulated effect of inflation and
time value were crisp in nature. Total expected profit for the
planning horizon was maximized using a genetic algorithm
(GA) for a crisp inflation effect (Pal et al., 2009). Panda and
Maiti (2009) enlarged a multi-item EPQ model with price,
infinite production rate, dependent demand, stock depen-
dent unit production and holiday costs with the consider-
ation of reliability and flexibility. Hum and Liu (2010)
looked into the optimal replenishment policy under
allowable delay in payments and tolerable shortages within
an EPQ framework. Meanwhile, Seyed and Seyed (2008)
proposed a multi-product EPQ model in which the
existence of defective items in a production were accepted
and reworks were considerable despite of having ware-
house space constraints. Sadjadi, Aryanezhad, and
Jabbazadeh (2010) developed a novel approach where the
reliability of production is incorporated into pricing,
marketing and production planning. Pattnaik (2013) also
modified the widely used EOQ for deterioration in the
presence of imprecise items.
Previous work was mostly focused on optimal lot
ordering policy with constant demand. Process reliability
was ignored in some cases, and multiple supply chain
network stages were also missing. Conventional costs
were usually considered, such as holding cost, production
cost and setup cost. The impacts of non-conventional costs
such as rejection cost and depreciation cost at multiple
levels have not been considered with process reliability
before. Also, previous work has been very sporadic, so a
proper algorithm is required to deal with aspects of the
problem such as the bullwhip effect and shortage of
product. This paper emphasizes meeting customer demand
for any kind of demand pattern, including uncertainty
through ANFIS. To get the broader view and a closer look
at pragmatic problems, a two stage supply chain network
has been considered with respect to customized cost
drivers and reliability for each stage. Later, an attempt has
been made to compare with a pragmatic example to show
the optimized overall ordering policy through a GA on the
basis of total supply chain cost.
2. Problem definition
Well-known variables in supply chain networks are the lot
size of the product and the demand forecast for it. The
success of demand forecasting is dependent on how itworks
with seasonal variation. Lot size also plays a significant
role. Total supply chain cost can be greatly affected by lot
size selection. Organizations and managers are interested
most of the time in, and concerned by, lot sizing. Knowing a
suitable method for approaching demand forecasting and
lot sizing would greatly influence decision making and
improve the overall aggregation of products.
The purpose of the present research is to extend previous
EPQ model research by employing knowledge of forecast-
ing methods, cost of quality, and reliability of production in
multiple supply chain stages. In this research, demand rate
has been derived from the ANFISmodel, where uncertainty
is aggregated. In addition to that, production capacity and
inventory holding cost, setup cost, inspection cost per unit,
and rejection cost per unit of the product are known
parameters, and there are defective items which will be
rejected upon inspection with a reduced price. The selling
price of fresh units is taken as a mark-up over the unit
production cost. The model is formulated to determine
optimal reliability and lot size for a multiple stage supply
chain in order to minimize total supply chain cost.
Mathematically, equations are obtained and derived for
production cost, holding cost, setup cost, inspection cost,
rejection cost, cost of interest and depreciation with
reliability of the productionprocess,which is very important
in real life production inventory problems. As a result, the
inventory model in this paper is more practical than the
traditional EPQ model. A GA has been used to deduce the
optimal lot size, as it can generate more accurate results
within a shorter computer time than any other method.
3. Assumptions and notation
Some assumptions are made in this research. These are as
follows.
(1) The demand rate is variable and derived from ANFIS.
(2) There are defective items in the production. All items
are inspected.
(3) There are at least two stages available in the supply
chain network.
(4) Lot size (Q) and process reliability (R) are decision
variables.
(5) Production rate is similar to the demand. Extra
production is not desirable.
(6) Demand is considered as retailer end demand. The
same demand is used for distributor end demand.
(7) The total cost of interest and depreciation per
production cycle is dependent on setup cost (S) and
reliability (R) as proposed by Seyed and Seyed
(2008):
TðR; S;HÞ ¼ RdS2eH2f ; ð1Þ
where, d, e and f are reliability, setup cost and holding cost
elasticity, respectively, to provide the best fit to the
estimated cost function.
The notation of the model is given as follows.
D ¼ Demand per cycle time
R ¼ Production reliability
Q ¼ Lot size
C ¼ Production cost per unit
International Journal of Management Science and Engineering Management 115
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014

S ¼ Setup cost per cycle
D ¼ Holding cost per unit per cycle time
d ¼ Reliability elasticity; 0 # d # 1
e ¼ Setup cost elasticity; 0 # e # 1
f ¼ Holding cost elasticity; 0 # f # 1
t ¼ Cycle time
I ¼ Inspection cost per unit
J ¼ Rejection cost per unit
T(R,S,H) ¼ Depreciation and interest cost
4. Solution approach
In this study, a new model is developed that incorporates
the reliability as part of an integrated model. The model
simultaneously determines the lot size (Q) and production
reliability (R). Demand is generated from the ANFIS
model, which greatly mitigates the uncertainty of demand
variation. The total cost incurred in a production cycle is
the sum of different corresponding costs for different
stages. Finally, a genetic algorithm is used to find the best
suited lot size and process reliability.
The reason for using a genetic algorithm is that it
allows the computer to compute. It goes through the
maximum possible number of combinations within a short
space of time, which is beyond human capacity. For
combinational optimization problems, genetic algorithms
have a clear edge over some other techniques such as
particle swarm optimization and ant colony techniques.
Though it does not provide global optimality of the
solution, its quick response and intense operation method
makes the genetic algorithm a better fit for the model.
4.1. Generation of demand data from ANFIS
Using the ANFIS model, demand data have been
generated from collected retailer end demand data.
Various factors that influence the uses of the product
have been considered. After considering all these factors,
demand data has been generated that will be used in the
solution approach according to the algorithm depicted
below. A dataset has to be generated wherein the variation
of inputs will be reflected in the significance of the outputs.
The appropriateness of the dataset should be acute and
handled with deliberation. The relationship between
several inputs is not always easy to identify. Moreover,
uncertainty and noise will always incorporated in the
dataset. Thus, ANFIS could forecast demand data well
with its efficiency for incorporating uncertainty.
4.2. Setting the objective function
(1) Production cost
Tripathy, Wee, and Majhi (2003) have proposed
that the unit cost of production is related to reliability
proportionally, and inversely related to demand after
exceeding supply. Again, Tripathy and Pattnaik (2009)
said that the unit cost of production behaves inversely
with process reliability and demand. Denoting C as the
unit production cost, the total production cost is CD.
If reliability is involved, the equation will be changed.
Due to increased reliability, production cost will
increase because of producing D/R products instead of
the regular demand D. So, it is clear that the total
production cost is inversely related to the reliability of
the production process:
Total production cost ¼ CD
R: ð2Þ
(2) Setup cost
Setup cost refers to expenses incurred each time a
batch is produced. It consists of the engineering cost of
setting up the production runs or machines, the
paperwork cost of processing thework order, the ordering
cost to provide raw materials for batch processing, etc. S
is the setup cost per cycle and t is the cycle time or
production period in each cycle. In traditional EPQ and
EOQ models, cycle time t is represented as QR/D. If
reliability is incorporated with setup cost,
Total setup cost ¼ DS
QR: ð3Þ
(3) Holding cost
The holding cost is associated with keeping
inventory, including warehousing, spoilage, obsoles-
cence, interest and taxes. It is also called the inventory
carrying cost. The inventory holding cost per cycle is
obtained as the average inventory multipied by the
holdingcost perproduct per cycle.As theaverage amount
of inventory held each year is Q/2R the reliability
incorporated holding cost would be as follows:
Holding cost ¼ QH
2R: ð4Þ
(4) Depreciation and interest cost
Seyed and Seyed (2008) proposed adding deprecia-
tion and interest cost to the framework.An increase in the
reliability of the production process thus leads to growth
in the total interest and depreciation cost. High reliability
can be achieved with additional cost in practice. So, the
total cost of interest anddepreciation per productioncycle
is assumed to be a function of reliability and setup cost:
Depreciation and interest cost ¼ TðR; S;HÞ¼ RdS2eH2f : ð5Þ
(5) Inspection cost
Hejazi et al. (2008) have determined the economic
production quantity with reduced pricing, rework and
reject situations in a single stage system in which rework
takes places in each cycle after processing to minimize
total system costs. A mathematical model is developed
and numerical examples are presented to illustrate the
usefulness of thismodel.A100%inspection is performed
in order to identify the number of good quality items,
H.H. Latif et al.116
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014
imperfect items and defective items in each lot. It is
assumed that inspection only takes place during
processing time. If I is the per unit inspection cost, then
Inspection cost ¼ D2
QIR: ð6Þ
(6) Rejection cost
Hejazi et al. (2008) have also considered rejection
cost in their proposed model. This paper considers a
reduced price for selling the defective items without any
delay. If the process reliability is R, then (1 2 R)% of the
product is defective. If the cost of the defective product is
J then the rejection cost per unit time can be derived as
Rejection cost ¼ ð12 RÞD2
QJ: ð7Þ
So the equation for the total cost stands as
Total Cost ¼ ðProduction costþ Setup cost
þ Holding costþ Inspection cost
þ Rejection cost
þ Interest and depreciation costÞ:Using Equations (2)–(7), the total cost per cycle is
obtained as
Total cost per cycle ¼CD
Rþ DS
QRþ QH
2Rþ D 2
QIR
þ ð12 RÞD2
QJ þ RdS2eH2f :
ð8Þ
The objective is to minimize the total cost per cycle
subject to the constraint that process reliability cannot
exceed 100%. The model is unconstrained non-integer and
nonlinear in nature, such that reaching an analytic solution
to the problem is difficult. ANFIS helped to derive the
demand per cycle time, which is ultimately used as a
constant. Later, the GA is used to decide the optimal
solution for different stages of the supply chain. The costs
must be considered independently with respect to that
particular stage. The number of cost considerations will
vary according to the supply chain stage. Finally, the study
analyses the behavior of themodel using a realistic example
and compares the results on the same inventory model.
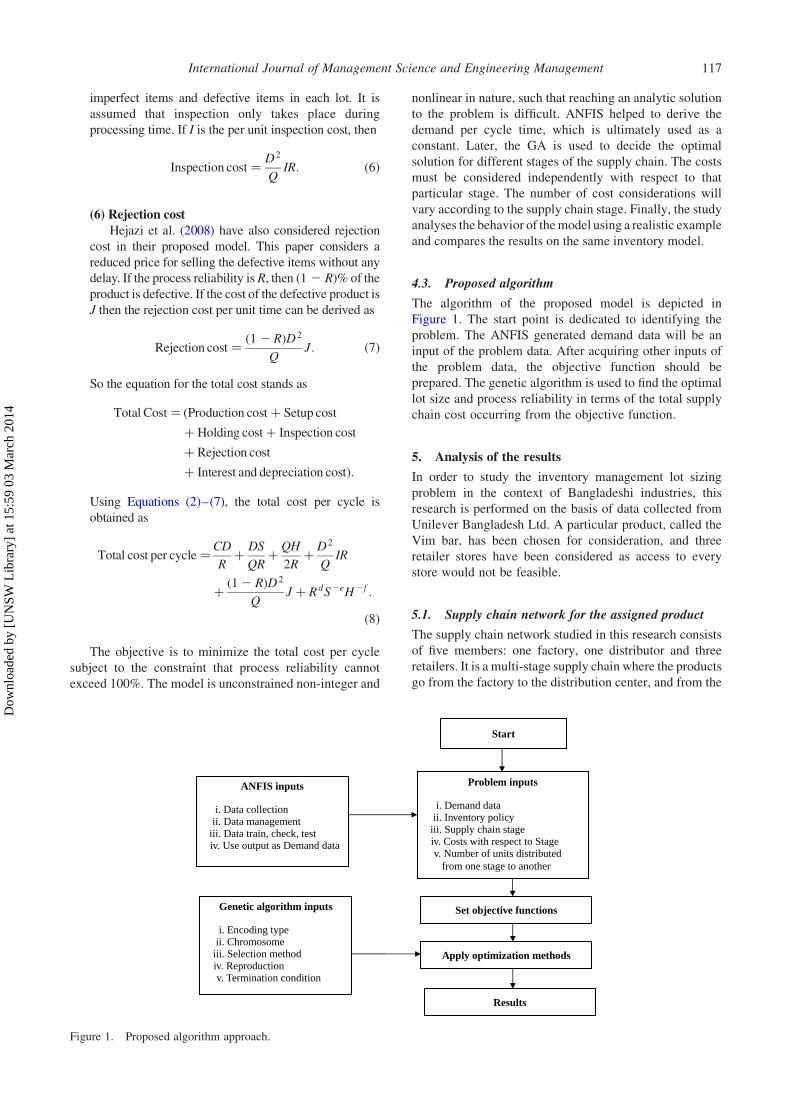
4.3. Proposed algorithm
The algorithm of the proposed model is depicted in
Figure 1. The start point is dedicated to identifying the
problem. The ANFIS generated demand data will be an
input of the problem data. After acquiring other inputs of
the problem data, the objective function should be
prepared. The genetic algorithm is used to find the optimal
lot size and process reliability in terms of the total supply
chain cost occurring from the objective function.
5. Analysis of the results
In order to study the inventory management lot sizing
problem in the context of Bangladeshi industries, this
research is performed on the basis of data collected from
Unilever Bangladesh Ltd. A particular product, called the
Vim bar, has been chosen for consideration, and three
retailer stores have been considered as access to every
store would not be feasible.
5.1. Supply chain network for the assigned product
The supply chain network studied in this research consists
of five members: one factory, one distributor and three
retailers. It is a multi-stage supply chain where the products
go from the factory to the distribution center, and from the
Start
Problem inputs
i. Demand dataii. Inventory policy
iii. Supply chain stageiv. Costs with respect to Stagev. Number of units distributed from one stage to another
ANFIS inputs
i. Data collectionii. Data management
iii. Data train, check, testiv. Use output as Demand data
Set objective functions
Apply optimization methods
Genetic algorithm inputs
i. Encoding typeii. Chromosome
iii. Selection methodiv. Reproductionv. Termination condition
Results
Figure 1. Proposed algorithm approach.
International Journal of Management Science and Engineering Management 117
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014
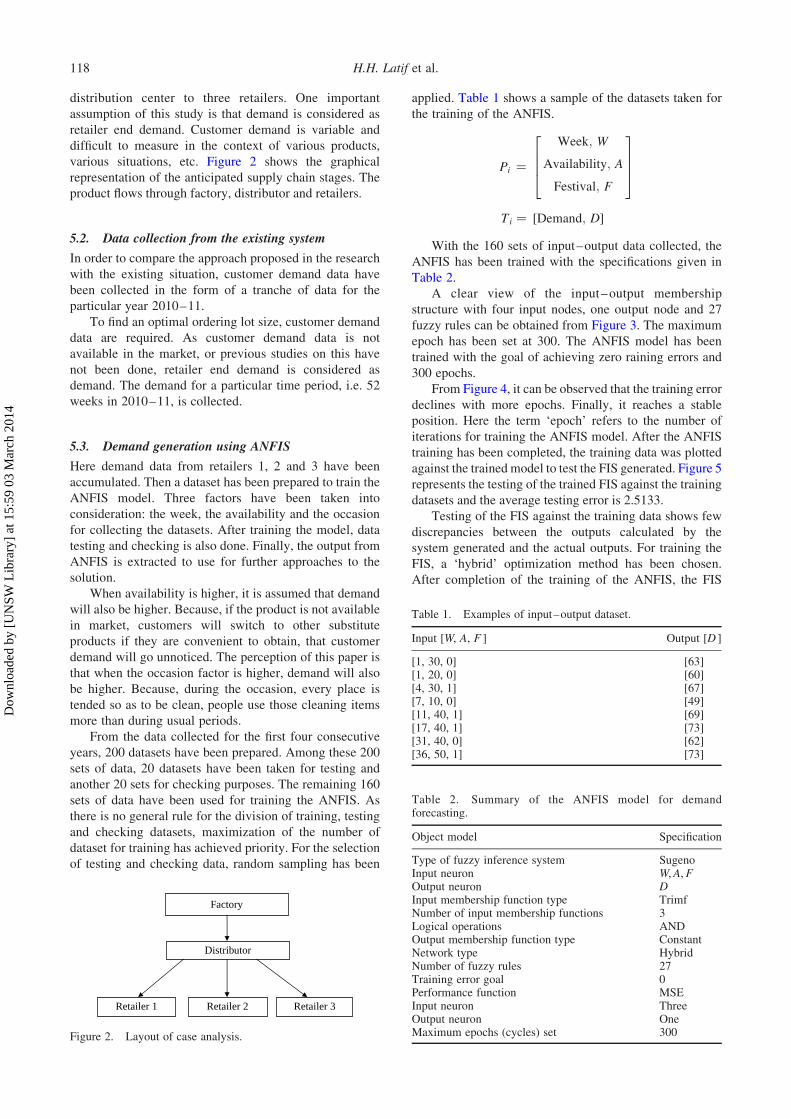
distribution center to three retailers. One important
assumption of this study is that demand is considered as
retailer end demand. Customer demand is variable and
difficult to measure in the context of various products,
various situations, etc. Figure 2 shows the graphical
representation of the anticipated supply chain stages. The
product flows through factory, distributor and retailers.
5.2. Data collection from the existing system
In order to compare the approach proposed in the research
with the existing situation, customer demand data have
been collected in the form of a tranche of data for the
particular year 2010–11.
To find an optimal ordering lot size, customer demand
data are required. As customer demand data is not
available in the market, or previous studies on this have
not been done, retailer end demand is considered as
demand. The demand for a particular time period, i.e. 52
weeks in 2010–11, is collected.
5.3. Demand generation using ANFIS
Here demand data from retailers 1, 2 and 3 have been
accumulated. Then a dataset has been prepared to train the
ANFIS model. Three factors have been taken into
consideration: the week, the availability and the occasion
for collecting the datasets. After training the model, data
testing and checking is also done. Finally, the output from
ANFIS is extracted to use for further approaches to the
solution.
When availability is higher, it is assumed that demand
will also be higher. Because, if the product is not available
in market, customers will switch to other substitute
products if they are convenient to obtain, that customer
demand will go unnoticed. The perception of this paper is
that when the occasion factor is higher, demand will also
be higher. Because, during the occasion, every place is
tended so as to be clean, people use those cleaning items
more than during usual periods.
From the data collected for the first four consecutive
years, 200 datasets have been prepared. Among these 200
sets of data, 20 datasets have been taken for testing and
another 20 sets for checking purposes. The remaining 160
sets of data have been used for training the ANFIS. As
there is no general rule for the division of training, testing
and checking datasets, maximization of the number of
dataset for training has achieved priority. For the selection
of testing and checking data, random sampling has been
applied. Table 1 shows a sample of the datasets taken for
the training of the ANFIS.
Pi ¼Week; W
Availability; A
Festival; F
2664
3775
Ti ¼ ½Demand; D�With the 160 sets of input–output data collected, the
ANFIS has been trained with the specifications given in
Table 2.
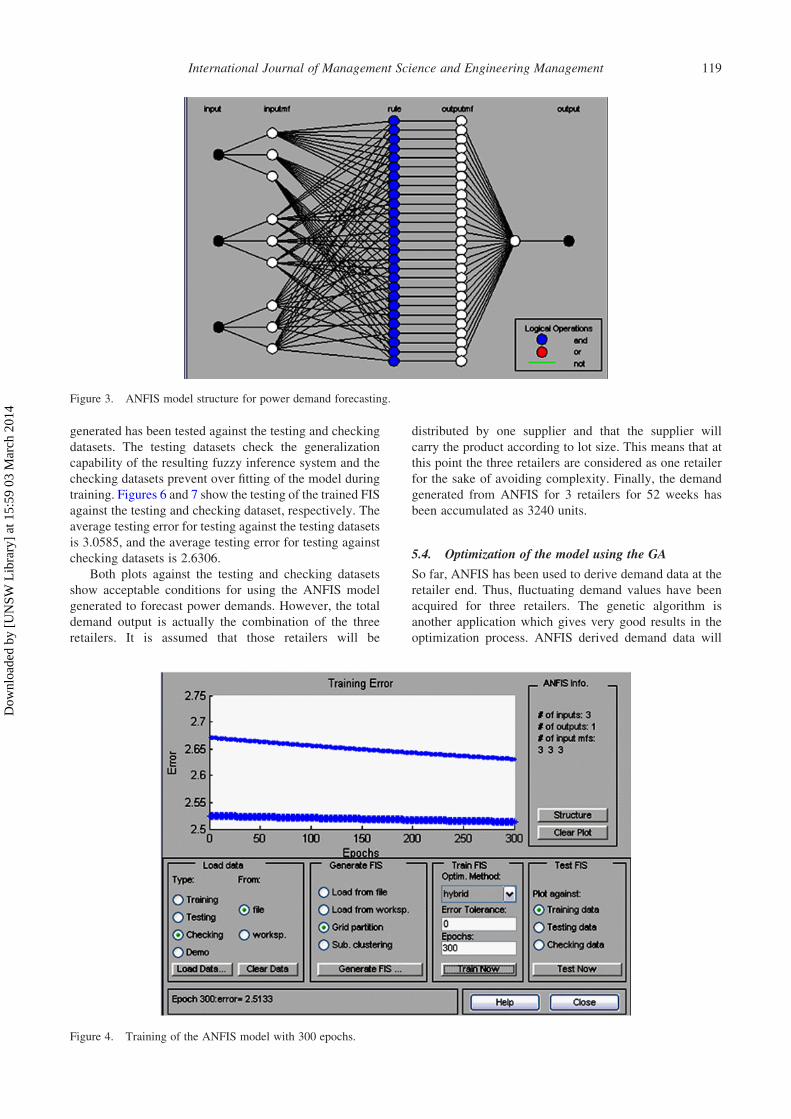
A clear view of the input–output membership
structure with four input nodes, one output node and 27
fuzzy rules can be obtained from Figure 3. The maximum
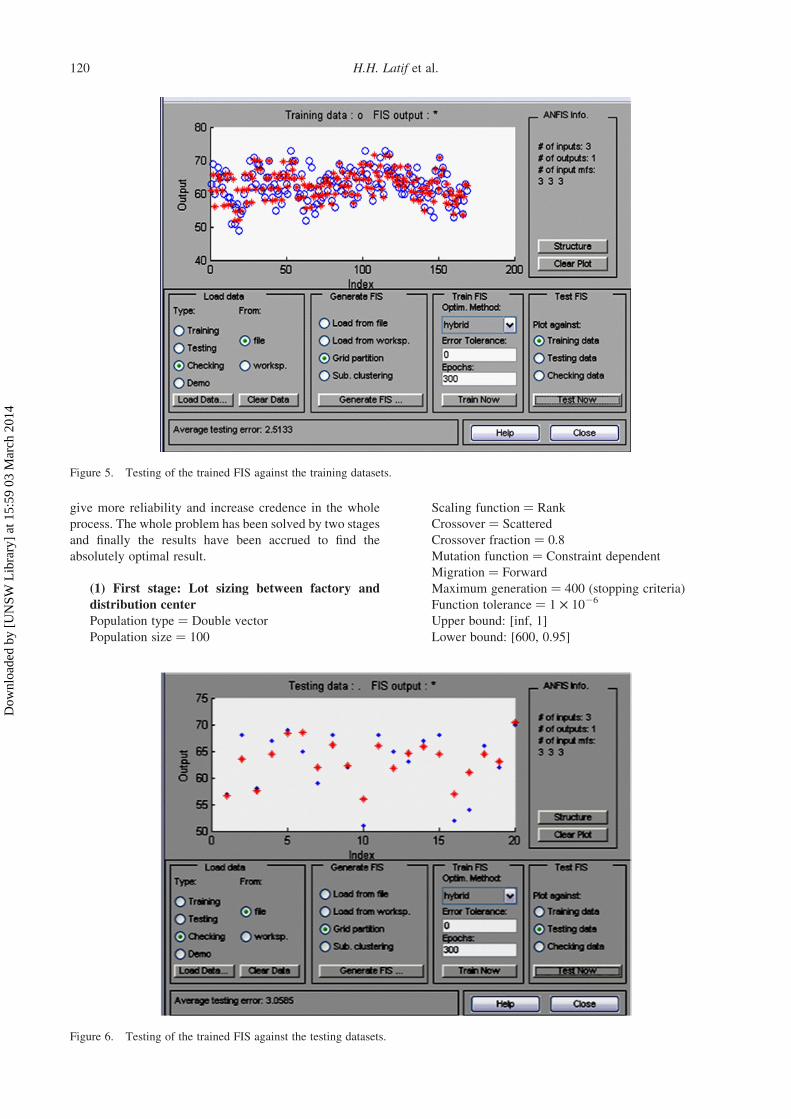
epoch has been set at 300. The ANFIS model has been
trained with the goal of achieving zero raining errors and
300 epochs.
From Figure 4, it can be observed that the training error
declines with more epochs. Finally, it reaches a stable
position. Here the term ‘epoch’ refers to the number of
iterations for training the ANFIS model. After the ANFIS
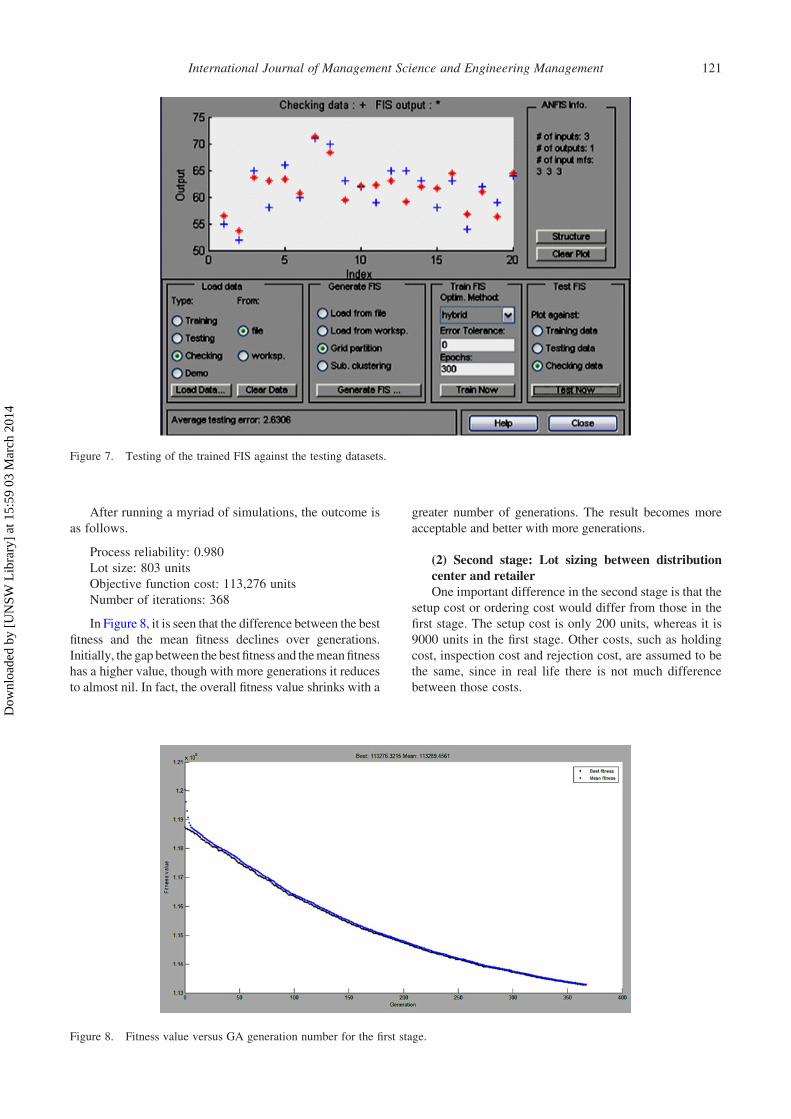
training has been completed, the training data was plotted
against the trained model to test the FIS generated. Figure 5
represents the testing of the trained FIS against the training
datasets and the average testing error is 2.5133.
Testing of the FIS against the training data shows few
discrepancies between the outputs calculated by the
system generated and the actual outputs. For training the
FIS, a ‘hybrid’ optimization method has been chosen.
After completion of the training of the ANFIS, the FIS
Factory
Distributor
Retailer 1 Retailer 2 Retailer 3
Figure 2. Layout of case analysis.
Table 2. Summary of the ANFIS model for demandforecasting.
Object model Specification
Type of fuzzy inference system SugenoInput neuron W,A,FOutput neuron DInput membership function type TrimfNumber of input membership functions 3Logical operations ANDOutput membership function type ConstantNetwork type HybridNumber of fuzzy rules 27Training error goal 0Performance function MSEInput neuron ThreeOutput neuron OneMaximum epochs (cycles) set 300
Table 1. Examples of input–output dataset.
Input [W, A, F ] Output [D ]
[1, 30, 0] [63][1, 20, 0] [60][4, 30, 1] [67][7, 10, 0] [49][11, 40, 1] [69][17, 40, 1] [73][31, 40, 0] [62][36, 50, 1] [73]
H.H. Latif et al.118
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014
generated has been tested against the testing and checking
datasets. The testing datasets check the generalization
capability of the resulting fuzzy inference system and the
checking datasets prevent over fitting of the model during
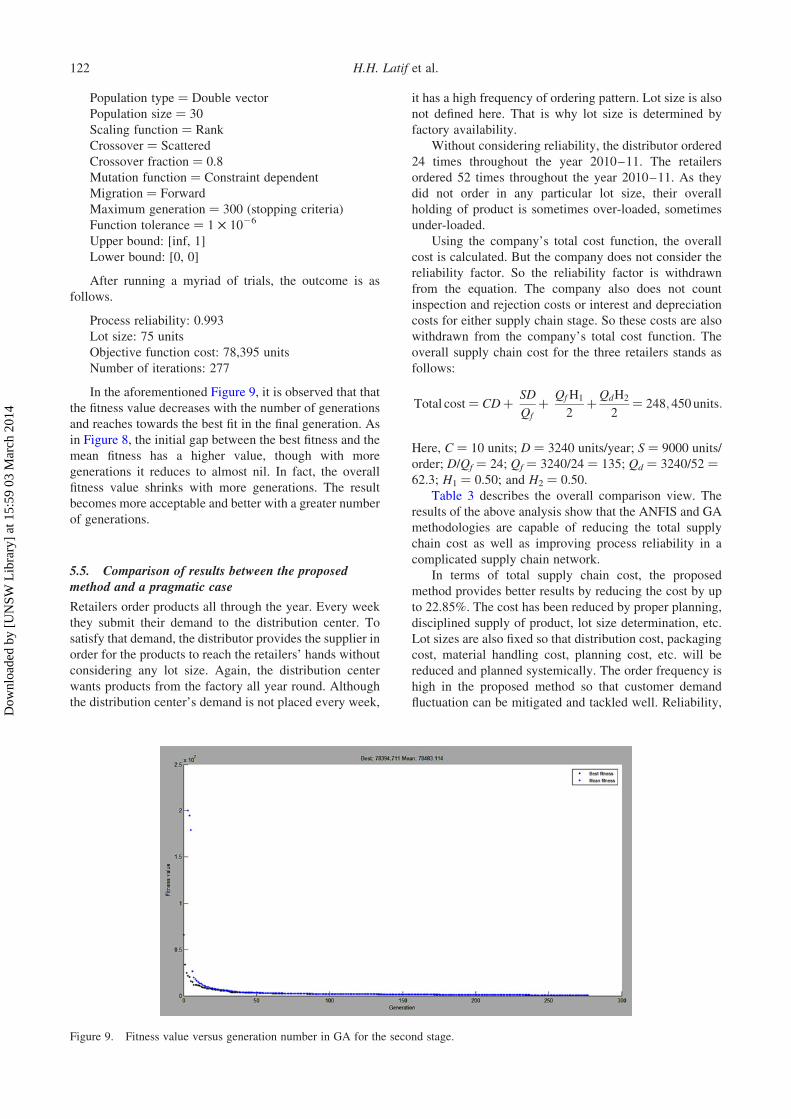
training. Figures 6 and 7 show the testing of the trained FIS
against the testing and checking dataset, respectively. The
average testing error for testing against the testing datasets
is 3.0585, and the average testing error for testing against
checking datasets is 2.6306.
Both plots against the testing and checking datasets
show acceptable conditions for using the ANFIS model
generated to forecast power demands. However, the total
demand output is actually the combination of the three
retailers. It is assumed that those retailers will be
distributed by one supplier and that the supplier will
carry the product according to lot size. This means that at
this point the three retailers are considered as one retailer
for the sake of avoiding complexity. Finally, the demand
generated from ANFIS for 3 retailers for 52 weeks has
been accumulated as 3240 units.
5.4. Optimization of the model using the GA
So far, ANFIS has been used to derive demand data at the
retailer end. Thus, fluctuating demand values have been
acquired for three retailers. The genetic algorithm is
another application which gives very good results in the
optimization process. ANFIS derived demand data will
Figure 3. ANFIS model structure for power demand forecasting.
Figure 4. Training of the ANFIS model with 300 epochs.
International Journal of Management Science and Engineering Management 119
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014
give more reliability and increase credence in the whole
process. The whole problem has been solved by two stages
and finally the results have been accrued to find the
absolutely optimal result.
(1) First stage: Lot sizing between factory and
distribution center
Population type ¼ Double vector
Population size ¼ 100
Scaling function ¼ Rank
Crossover ¼ Scattered
Crossover fraction ¼ 0.8
Mutation function ¼ Constraint dependent
Migration ¼ Forward
Maximum generation ¼ 400 (stopping criteria)
Function tolerance ¼ 1 £ 1026
Upper bound: [inf, 1]
Lower bound: [600, 0.95]
Figure 5. Testing of the trained FIS against the training datasets.
Figure 6. Testing of the trained FIS against the testing datasets.
H.H. Latif et al.120
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014
After running a myriad of simulations, the outcome is
as follows.
Process reliability: 0.980
Lot size: 803 units
Objective function cost: 113,276 units
Number of iterations: 368
In Figure 8, it is seen that the difference between the best
fitness and the mean fitness declines over generations.
Initially, the gap between the best fitness and themeanfitness
has a higher value, though with more generations it reduces
to almost nil. In fact, the overall fitness value shrinks with a
greater number of generations. The result becomes more
acceptable and better with more generations.
(2) Second stage: Lot sizing between distribution
center and retailer
One important difference in the second stage is that the
setup cost or ordering cost would differ from those in the
first stage. The setup cost is only 200 units, whereas it is
9000 units in the first stage. Other costs, such as holding
cost, inspection cost and rejection cost, are assumed to be
the same, since in real life there is not much difference
between those costs.
Figure 7. Testing of the trained FIS against the testing datasets.
Figure 8. Fitness value versus GA generation number for the first stage.
International Journal of Management Science and Engineering Management 121
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014
Population type ¼ Double vector
Population size ¼ 30
Scaling function ¼ Rank
Crossover ¼ Scattered
Crossover fraction ¼ 0.8
Mutation function ¼ Constraint dependent
Migration ¼ Forward
Maximum generation ¼ 300 (stopping criteria)
Function tolerance ¼ 1 £ 1026
Upper bound: [inf, 1]
Lower bound: [0, 0]
After running a myriad of trials, the outcome is as
follows.
Process reliability: 0.993
Lot size: 75 units
Objective function cost: 78,395 units
Number of iterations: 277
In the aforementioned Figure 9, it is observed that that
the fitness value decreases with the number of generations
and reaches towards the best fit in the final generation. As
in Figure 8, the initial gap between the best fitness and the
mean fitness has a higher value, though with more
generations it reduces to almost nil. In fact, the overall
fitness value shrinks with more generations. The result
becomes more acceptable and better with a greater number
of generations.
5.5. Comparison of results between the proposedmethod and a pragmatic case
Retailers order products all through the year. Every week
they submit their demand to the distribution center. To
satisfy that demand, the distributor provides the supplier in
order for the products to reach the retailers’ hands without
considering any lot size. Again, the distribution center
wants products from the factory all year round. Although
the distribution center’s demand is not placed every week,
it has a high frequency of ordering pattern. Lot size is also
not defined here. That is why lot size is determined by
factory availability.
Without considering reliability, the distributor ordered
24 times throughout the year 2010–11. The retailers
ordered 52 times throughout the year 2010–11. As they
did not order in any particular lot size, their overall
holding of product is sometimes over-loaded, sometimes
under-loaded.
Using the company’s total cost function, the overall
cost is calculated. But the company does not consider the
reliability factor. So the reliability factor is withdrawn
from the equation. The company also does not count
inspection and rejection costs or interest and depreciation
costs for either supply chain stage. So these costs are also
withdrawn from the company’s total cost function. The
overall supply chain cost for the three retailers stands as
follows:
Total cost ¼ CDþ SD
Qf
þ QfH1
2þQdH2
2¼ 248;450units:
Here, C ¼ 10 units; D ¼ 3240 units/year; S ¼ 9000 units/
order; D/Qf ¼ 24; Qf ¼ 3240/24 ¼ 135; Qd ¼ 3240/52 ¼62.3; H1 ¼ 0.50; and H2 ¼ 0.50.
Table 3 describes the overall comparison view. The
results of the above analysis show that the ANFIS and GA
methodologies are capable of reducing the total supply
chain cost as well as improving process reliability in a
complicated supply chain network.
In terms of total supply chain cost, the proposed
method provides better results by reducing the cost by up
to 22.85%. The cost has been reduced by proper planning,
disciplined supply of product, lot size determination, etc.
Lot sizes are also fixed so that distribution cost, packaging
cost, material handling cost, planning cost, etc. will be
reduced and planned systemically. The order frequency is
high in the proposed method so that customer demand
fluctuation can be mitigated and tackled well. Reliability,
Figure 9. Fitness value versus generation number in GA for the second stage.
H.H. Latif et al.122
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014

inspection and rejection costs, and interest and deprecia-
tion costs have also been considered in the proposed
method, whether or not these costs had been accounted for
in the real scenario. These costs are actually hidden costs
that affect the company’s success tremendously but are not
brought to the attention of management. However, those
costs are well taken care of and accounted for by the
proposed method, so that the manufacturing company can
be aware of the consequencesof these hidden costs. As the
proposed method considers more hidden costs, reliability,
demand fluctuation with less supply chain cost than in the
current situation, it could be evaluated as a better approach
to ordering policy selection.
6. Conclusions
This research has used ANFIS and a genetic algorithm as
techniques for finding the optimal ordering quantities for
the members of a real supply chain. The objective function
used here for the genetic algorithm is to minimize the total
supply chain cost. The GA searched extensively for local
optima where the cost would be lowest for a section of the
supply chain network. In the objective function maximum,
six types of cost are considered. The costs for each
member are considered separately.
The objective of this research was to develop a model
of production inventory while investigating the combined
effect of various costs. The lot size decision and process
reliability are the decision variables. The model is
formulated in an unconstrained, non-integer, nonlinear
form that is complicated in nature. However, this research
also admits some limitations. The collected data relied
mostly on the management of each member of the supply
chain. To find a more accurate optimum ordering policy,
precise data gathering for the input is essential. This model
is applicable in an imperfect production process where
reliability is an important factor. Demand variability is
also considered carefully in this model.
In this research, reliability is considered as a decision
variable that is deterministic in nature and has non-integer
values. The reliability of the production process depends
on many other factors, such as production technology,
machine capability, work methods, the use of online
monitoring devices, the skill level of the operating
personnel, and the inspection, maintenance and replenish-
ment policies. In future research, a new EPQ model could
be developed considering probabilistic reliability. More-
over, demand and the chance of producing defective items
could be considered as probabilistic in nature. The GA has
been used for optimization purpose. Other simulation
techniques, such as particle swarm optimization, ant
colony optimization, harmony search algorithms and fuzzy
algorithms, could also be used for such types of model.
References
Chang, F., & Chang, Y. (2006). Adaptive neuro fuzzy inferencesystem for prediction of water level in reservoir. Advances inWater Resources, 29, 1–10.
Chen, S. H., & Cheng, S. M. (2008). Optimization of fuzzyproduction inventory model with unrepairable defectiveproducts. International Journal Production Economics,113, 887–894.
Goyal, S. K., & Cardenas-Barron, L. E. (2002). Note onEconomic production quantity models for items withimperfect quality a practical approach. International Journalof Production Economics, 77, 85–87.
Hejazi, S. R., Tsou, J. C., & Rasti Barjoki, M. (2008). Optimal lotsize of EPQ model considering imperfect and defectiveproducts. Journal of Industrial Engineering International,4, 59–68.
Huang, Y. F., & Kuang, H. H. (2005). An EOQ model underretailer partial trade credit policy in supply chain.International Journal of Production Economics, 112,655–664.
Hum, F., & Liu, D. (2010). Optimal replenishment policy for theEPQ model with permissible delay in payments andallowable shortages. Applied Mathematical Modeling,34, 3108–3117.
Islam, S., & Roy, T. K. (2007). Fuzzy multi-item economicproduction quantity model under space constraint: Ageometric programming approach. Applied Mathematicsand Computations, 184, 326–335.
Lai, C. S., Huang, Y. F., & Huang, H. F. (2006). A deterministicinventory model under quantity depended delay policy usingalgebraic method. Journal of Applied Science, 6, 406–410.
Mahbub, N., Paul, S. K., & Azeem, A. (2013). A neural approachto product demand forecasting. International Journal ofIndustrial and Systems Engineering, 15, 1–18.
Pal, S., Maiti, M. K., & Maiti, M. (2009). An EPQ model withprice discounted promotional demand in an impreciseplanning horizon via Genetic Algorithm. Computers andIndustrial Engineering, 57, 181–187.
Panda, S. (2013). Coordinating a manufacturer–retailer undertime and price dependent demand rate. International Journalof Management Science and Engineering Management, 8,84–92.
Panda, D., & Maiti, M. (2009). Multi-item inventory models withprice dependent demand under flexibility and reliabilityconsideration and imprecise space constraint: A geometricprogramming approach. Mathematical and ComputationalModeling, 49, 1733–1749.
Table 3. Comparative view between current and suggested scenarios.
Factors Current situation Proposed method
Overall cost 248,450 units 191,671 unitsLot size Not determined 803 units and 75 unitsOrder frequency Very frequent Less frequentReliability Not considered ConsideredInspection and rejection cost Not considered ConsideredInterest and depreciation cost Not considered ConsideredImproved performance: 22.85%
International Journal of Management Science and Engineering Management 123
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014

Pattnaik, M. (2013). A note on profit-maximization fuzzy EOQmodels for deteriorating items with two dimensionalsensitive demands. International Journal of ManagementScience and Engineering Management, 8, 229–240.
Rau, H., & Ouyang, B. C. (2008). An optimal batch size forintegrated production-inventory policy in a susupply chain.European Journal of Operational Research, 185, 619–634.
Sadjadi, S. J., Aryanezhad, M. B., & Jabbazadeh, A. (2010).Optimal marketing and production planning with reliabilityconsideration. African Journal of Business Management, 4,3632–3640.
Salameh, M. K., & Jaber, M. Y. (2000). Economic productionquantity model for items with imperfect quality. Inter-national Journal of Production Economics, 64, 59–64.
Seyed, H. R. P., & Seyed, T. A. N. (2008). A genetic algorithmapproach to optimize a multi-products EPQ model with
discrete delivery orders and constrained space. Applied
Mathematics and Computation, 195, 506–514.
Tektas, M. (2010). Weather forecasting using ANFIS and
ARIMA models: A case study for Istanbul. Environmental
Research, Engineering and Management, 51, 5–10.
Tripathy, P. K., & Pattnaik, M. (2009). Optimization in an
inventory model with reliability consideration. Applied
Mathematical Sciences, 3, 11–25.
Tripathy, P. K., Wee, W. M., & Majhi, P. R. (2003). An EOQ
model with process reliability considerations. Journal of the
Operational Research Society, 54, 549–554.
Zahin, S., Latif, H. H., Paul, S. K., & Azeem, A. (2013).
A comparative analysis of power demand forecasting with
artificial intelligence and traditional approach. International
Journal of Business Information Systems, 13, 359–380.
H.H. Latif et al.124
Dow
nloa
ded
by [
UN
SW L
ibra
ry]
at 1
5:59
03
Mar
ch 2
014