on the adoption of lean principles in process industry
25
This article was downloaded by: [avinash panwar] On: 16 June 2015, At: 02:24 Publisher: Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK Click for updates Production Planning & Control: The Management of Operations Publication details, including instructions for authors and subscription information: http://www.tandfonline.com/loi/tppc20 On the adoption of lean manufacturing principles in process industries Avinash Panwar a , Bimal P. Nepal b , Rakesh Jain c & Ajay Pal Singh Rathore c a Mechanical Engineering, Government R.C. Khaitan Polytechnic College, Jaipur, India b Engineering Technology and Industrial Distribution Department, Texas A&M University, College Station, TX, USA c Mechanical Engineering, Malaviya National Institute of Technology, Jaipur, India Published online: 15 Jun 2015. To cite this article: Avinash Panwar, Bimal P. Nepal, Rakesh Jain & Ajay Pal Singh Rathore (2015) On the adoption of lean manufacturing principles in process industries, Production Planning & Control: The Management of Operations, 26:7, 564-587, DOI: 10.1080/09537287.2014.936532 To link to this article: http://dx.doi.org/10.1080/09537287.2014.936532 PLEASE SCROLL DOWN FOR ARTICLE Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) contained in the publications on our platform. However, Taylor & Francis, our agents, and our licensors make no representations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of the Content. Any opinions and views expressed in this publication are the opinions and views of the authors, and are not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon and should be independently verified with primary sources of information. Taylor and Francis shall not be liable for any losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoever or howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use of the Content. This article may be used for research, teaching, and private study purposes. Any substantial or systematic reproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in any form to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http:// www.tandfonline.com/page/terms-and-conditions
Transcript of on the adoption of lean principles in process industry

This article was downloaded by: [avinash panwar]On: 16 June 2015, At: 02:24Publisher: Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House,37-41 Mortimer Street, London W1T 3JH, UK
Click for updates
Production Planning & Control: The Management ofOperationsPublication details, including instructions for authors and subscription information:http://www.tandfonline.com/loi/tppc20
On the adoption of lean manufacturing principles inprocess industriesAvinash Panwara, Bimal P. Nepalb, Rakesh Jainc & Ajay Pal Singh Rathorec
a Mechanical Engineering, Government R.C. Khaitan Polytechnic College, Jaipur, Indiab Engineering Technology and Industrial Distribution Department, Texas A&M University,College Station, TX, USAc Mechanical Engineering, Malaviya National Institute of Technology, Jaipur, IndiaPublished online: 15 Jun 2015.
To cite this article: Avinash Panwar, Bimal P. Nepal, Rakesh Jain & Ajay Pal Singh Rathore (2015) On the adoption of leanmanufacturing principles in process industries, Production Planning & Control: The Management of Operations, 26:7, 564-587,DOI: 10.1080/09537287.2014.936532
To link to this article: http://dx.doi.org/10.1080/09537287.2014.936532
PLEASE SCROLL DOWN FOR ARTICLE
Taylor & Francis makes every effort to ensure the accuracy of all the information (the “Content”) containedin the publications on our platform. However, Taylor & Francis, our agents, and our licensors make norepresentations or warranties whatsoever as to the accuracy, completeness, or suitability for any purpose of theContent. Any opinions and views expressed in this publication are the opinions and views of the authors, andare not the views of or endorsed by Taylor & Francis. The accuracy of the Content should not be relied upon andshould be independently verified with primary sources of information. Taylor and Francis shall not be liable forany losses, actions, claims, proceedings, demands, costs, expenses, damages, and other liabilities whatsoeveror howsoever caused arising directly or indirectly in connection with, in relation to or arising out of the use ofthe Content.
This article may be used for research, teaching, and private study purposes. Any substantial or systematicreproduction, redistribution, reselling, loan, sub-licensing, systematic supply, or distribution in anyform to anyone is expressly forbidden. Terms & Conditions of access and use can be found at http://www.tandfonline.com/page/terms-and-conditions

On the adoption of lean manufacturing principles in process industries
Avinash Panwara, Bimal P. Nepalb*, Rakesh Jainc and Ajay Pal Singh Rathorec
aMechanical Engineering, Government R.C. Khaitan Polytechnic College, Jaipur, India; bEngineering Technology and IndustrialDistribution Department, Texas A&M University, College Station, TX, USA; cMechanical Engineering, Malaviya National Institute of
Technology, Jaipur, India
(Received 6 May 2013; accepted 31 May 2014)
Traditionally, the lean paradigm has been applied to discrete manufacturing of items that can be easily put together andtaken apart. The process industry, on the other hand, transforms raw materials into cohesive units that are basicallyblended into a final product with parts that cannot be disassembled and then reassembled. The current lean literatureprovides numerous commendable examples of theory and practices of lean principles in discrete manufacturing.However, its application in process industry is limited. Furthermore, there is no systematic accounting of the lean litera-ture in this sector, which may have contributed to lesser awareness in the industry. This paper provides a state-of-the-artreview of lean manufacturing literature with respect to its applications in process industry. It contributes to the classifica-tion of literature in a manner which helps to identify strategies suitable for the adoption of lean concepts in processindustry. The paper seeks to synthesise the literature with an emphasis on identifying the scope for lean in processindustry and associated benefits. The review also presents an analysis of the lean tools and techniques that have beenapplied or have potential application in the process industry and the challenges to implement lean. We believe that sucha comprehensive review will not only facilitate the adoption of lean in process industry but will also provide agenda forfurther research by exposing voids in the knowledge base.
Keywords: lean manufacturing; process industry; literature review; manufacturing management
1. Introduction
In a changing economic environment, low cost and highquality are essential for survival, which means manufac-turing organisations must focus on developing, procuringand delivering products or services faster with shorterlead times (Smeds 1994). Organisations are looking for aprudent global strategy to respond to the new challengesemerged not only due to intense global competition butalso because of continuously evolving customer require-ments (Zhang et al. 2012). According to Vachon, Halley,and Beaulieu (2009), an effective way of combating thecompetition and meeting customer requirements is toleverage overall performance of the business. ‘Lean man-ufacturing’ has been a widely accepted strategy forimproving business performance in many industries(Voss 2005; Shah and Ward 2007). It eliminates unneces-sary processes, increases productivity, enhances qualityand shortens lead times thereby reducing the overall cost(Karlsson and Åhlström 1996; Sohal 1996; Ghosh 2013).
The concept of ‘lean’ has been interpreted in manydifferent ways in the literature (Arlbjørn and Freytag2013). Hines, Holweg, and Rich (2004) suggest that leanhas both strategic and operational dimensions. Shah andWard (2007) describe lean as having both philosophicaland practical orientations, which are embedded in three
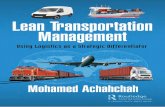
levels of lean thinking: philosophy, principles, and toolsand techniques (Arlbjørn, Freytag, and Damgaard 2008;Ghosh 2013). As shown in Figure 1, the top-most levelcan be viewed as the philosophical level which expressesthe core concern of lean to eliminate wastes and toimprove customer value (Radnor 2000; Hines, Holweg,and Rich 2004; Shah and Ward 2007). According to leanphilosophy, any business activity which does not createvalue from customer perspective is a waste and, thus,should be removed or minimised (Womack and Jones1996).
The second level constitutes specific productionrelated principles (Hines, Holweg, and Rich 2004). Forexample, Womack and Jones (1996) suggest value, valuestream, flow, pull and continuous improvements as thefive lean principles. These lean principles range fromidentifying non-value-added activities by creating andanalysing value stream, aligning the production withdemand–pull system, and continually pursuing forimprovements with constructive involvement of workers(Lyons et al. 2011).
Third level can be viewed as the operational levelwhich is the collection of lean tools and techniquesfacilitating the actions required to achieve the objectivesdirected by different lean principles (Hines, Holweg,
*Corresponding author. Email: [email protected]
© 2014 Taylor & Francis
Production Planning & Control, 2015Vol. 26, No. 7, 564–587, http://dx.doi.org/10.1080/09537287.2014.936532
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

and Rich 2004). For example, lean practices such as avalue stream mapping (VSM), 5S, total productivemaintenance (TPM), visual control, work standardisationand mistake proofing help to eliminate wastes, whereasKanban, pull production and production levelling areresponsible for aligning production with demand. Leanpractices such as kaizen, job rotation and cross-functional teams contribute to continuous improvementswith constructive involvement of workers. A wide rangeof lean practices can be found in the extant literature(see Womack and Jones 1996; Shah and Ward 2003;Anand and Kodali 2009).
Although, lean is primarily applied in ‘high volume,low variety’ discrete industry (Womack, Jones, and Roos1990; Keller and Kazazi 1993; Oliver, Delbridge, andLowe 1996; Womack and Jones 1996; Liker 1997; Taj2008), many researchers support universal applicabilityof lean concepts. Proponents of lean thinking claim thatlean can be implemented in a wide range of industriesoperating under diverse environments (Ohno 1988;Billesbach 1994; Womack and Jones 1996). In fact, leanhas been tried in diverse sectors (Robertson and Jones1999; Storch 1999; Dunlop and Smith 2004; Radnoret al. 2006). Therefore, Stone (2012) states that after fourdecades of evolution, lean did not remain confined to theautomobile sector only, where it originated, but it hasgradually gained applicability across numerous industriesand sectors.
According to Radnor (2011), the core thrust of lean‘elimination of wastes through reducing non-value-added
activities and continuous improvements’ conceptuallyattracts organisations from diverse sectors to follow leanstrategy for performance improvement and a competitivelead. However, implementation of lean is not straightfor-ward in organisations having set-ups different thanhigh-volume repetitive manufacturing as in automobilemanufacturing (Hines, Holweg, and Rich 2004). In fact,many researchers doubt the suitability of lean for manu-facturing set-ups having characteristics unlike Japaneseautomobile manufacturers (Berggren 1993; Jorgensenand Emmitt 2008; Pettersen 2009).
Implementation of lean in such environments requiresadaptation of lean according to the process, market andsupply chain characteristics. The ‘mudas’ (Japanese termfor waste) are defined and classified in relation to prob-lems that hinder lean manufacturing. The seven mudasare: unnecessary stock (inventory), defects, unnecessarymovement (motion), overproduction, inefficient transport,waiting or down time and over-processing (Melton 2005;Radnor 2011). Accordingly, whenever lean is adopted inan environment different from high volume repetitivemanufacturing, some lean practices are applicable in thenew setting and some are not. Therefore, Holweg (2007)suggests that lean is not a ‘single point invention’ but it isa dynamic learning process. Lean adapts according to theneeds of the organisation keeping central focus on elimi-nation of wastes. In the words of Hines, Holweg, and Rich(2004), ‘lean is constantly evolving’. Hence, at an opera-tional level, it is mandatory to analyse the applicability oflean practices whenever lean is adopted in a new sector.
Philosophy:To eliminating wastes
Develop customer value
Principles1. Specify what does and does not createvalue from the customer’s perspective .
2. Identify all the steps necessary to design, order and produce the product across the whole value stream to
highlight non value adding waste.3. Make those actions that create value flow without interruption, detours, backflows, waiting or scrap.
4. Only make what is pulled by the customer.5. Strive for perfection by continually removing successive.
Tools and techniques, such as:Value stream mapping, 5S, kanban, pull production, reduced change over time
single digit minute exchange of die (SMED), group layout, tact time, total preventive maintenance, bottleneck and constraint management, information
boards, performance management, continuous improvement (kaizen), cause and effect analyses, demand smoothing (Heijunka), overall equipment effectiveness
(OEE), etc.
Figure 1. Three levels of lean (adopted from Arlbjørn, Freytag, and Damgaard (2008)).
Production Planning & Control 565
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Our literature review indicates that lean thinking canbe implemented in process industries also. Unfortunately,the process industry has not exploited the benefits of leanmanufacturing in proportion to its discrete manufacturingcounterparts. Several researchers have noted a significantdeficit in literature on process industry applications of leanmanufacturing (Abdulmalek and Rajgopal 2007; Gabauer,Kickuth, and Friedli 2009; Jain and Lyons 2009; Gupta,Acharya, and Patwardhan 2013). The process industryadopts manufacturing processes such as mixing, separat-ing, forming and chemical reaction, which are generallyused to produce non-discrete materials. For instance, liq-uids, pulps, gases, powders and slurries change their formand shape constantly and cannot be held without contain-erisation (Dennis and Meredith 2000).
Batch/mix process industry is characterised by high‘work in process (WIP)’, variable output chemistry, fastset-ups and small batch production (Fransoo and Rutten1994). Such processing environments are more flexibleto change and generally have multiple routing and com-plex scheduling (Crama, Pochet, and Wera 2001). How-ever, ‘continuous flow’ process industry has low WIP,consistent output chemistry and long set-ups with largebatch sizes (Partovi 2007). It is also less flexible tochange and have single routing and simple scheduling.Berry and Cooper (1999) suggest that batch processindustry generally has a highly skilled workforce whichfacilitates quick changes in set-ups and product variety,whereas, continuous process industry generally has alower skilled workforce.
Process industry is further characterised by expensivespecialised equipment, strict environmental consider-ations and a high degree of automation (Ashayeri,Teelen, and Selen 1996). Hence, there is strong focus oncost reduction and return on assets. Many process indus-tries with high volume and public health responsibilities,such as the food, beverage and pharmaceutical industries,feel high pressure to place strict constraints on productquality. Most importantly, the process industry is sub-jected to high demand variability and high pressure toincrease their service level (Taylor 2006). Furthermore,Shah (2005) highlights that the process industry gener-ally has high stock levels in the supply chain; huge cycletimes of which only 0.3–5% involve value-adding opera-tions and low material efficiencies from 1 to 10%.
Hence, process industry supply chains, including sup-pliers, manufacturers, retailers or distributors, appear tohave a wide scope for lean manufacturing implementa-tion. Gunasekaran (1998) describes that despite the factthat both discrete manufacturing industry and processindustry have the same objectives; the process industryhas not been quick to embrace the lean manufacturingconcept. Therefore, in this context it is pertinent toinvestigate the literature thoroughly to find leanimplementation efforts attempted in process industries. It
is simultaneously important to investigate in what form‘lean’ has been transferred across high volume repetitivediscrete manufacturing to non-discrete continuous pro-cessing in process industries. This study is an attempt inthis direction.
We believe that having a comprehensive review ofextant literature on lean manufacturing with a specificfocus on the process industry will not only create aware-ness among the process manufacturing practitioner com-munity but will also help highlight issues needing furtheracademic research. This study is an attempt to that end.In order to achieve a thorough review, this paper, first,classifies lean literature and analysis of lean tools andtechniques with respect to their application in the processindustry. In the next step, we discuss prominent chal-lenges in the adoption of lean practices in the processindustry. A critical analysis of lean manufacturing imple-mentation in the process industry based on scope andperformance improvements is also presented in the paper.To our knowledge, this is the first attempt to provide acomprehensive review of the process industry’s assimila-tion of lean principles. Lastly, based on the review ofprior literature, guidelines for implementing lean in pro-cess industry are also proposed in the paper.
The remainder of the paper is organised as follows.Section 2 briefly describes the methodology and schemeused in this paper for reviewing the literature. Section 3presents the categorisation of literature according to leanimplementation aspects in the process industry. InSection 4, we discuss critical issues for lean implementa-tion in process industry including some directions forfurther research. This section also presents proposed fra-mework for lean implementation in process industries.Finally, Section 5 provides concluding remarks with abrief summary of key findings.
2. Review methodology and scheme
2.1. Conceptual framework for literature review
As discussed earlier, when lean is adopted in an environ-ment different from that of high volume repetitive manu-facturing, not all of the lean practices are applicable inthe new setting. Based on the above proposition, weconceptualised the framework as shown in Figure 2 tocategorise the literature for investigating the status oflean in process industries. First part of the framework is‘scope’ in which the literature will be categorised andanalysed with respect to two important issues, namelyusefulness of lean for process industry and area of leanimplementation. Considering the fact that applicability oflean for process industry is still ambiguous, we explorethe literature that discusses the successful implementationof lean in process industry. Subsequently, literature isclassified based on the area of lean implementation suchas manufacturing, supply chain or lean enterprise.
566 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

The second part, ‘context’ of the framework com-prises lean principles which frequently appear in litera-ture. Finally, the third part of the frame work, describedas ‘operational initiatives’, will explore the literature toidentify lean practices being used in process industry.Research shows that the focus of lean implementation ison elimination of wastes, quality management, alignmentbetween manufacturing with demand, involvement ofemployees and involvement of suppliers (Shah and Ward2003; Lyons et al. 2011). All these principles can be rea-lised at operational level through application of certainlean practices. For classification purpose, we look at keycontribution of a paper and associate that with the rele-vant lean principle. For example, if a paper discussesimplementation of multiple lean principles, then we lookat which area is the most concentrated upon in the paper.Based on that, we assign the paper to that concentration(or class). Lastly, we analyse the prior work in the con-text of process industry thereby generating managerialinsights on the implementation challenges and resultingperformance improvements of lean principles in processindustry.
2.2. Sampling
A comprehensive literature search was conducted to col-lect papers from various peer-reviewed journals relatedto lean implementation in process industries. After itsevolution as Toyota production system, lean has acquireddiverse definitions such as: lean production, just-in-time(JIT), continuous improvements, total quality manage-ment and world class manufacturing (Stone 2012). Incontext of process improvement methodology, lean is
known as lean thinking (operational philosophy of organ-isations), lean principles (tools used to carry out leanphilosophy) and leanness (state of transformation afterimplementation of lean) of organisations. Therefore, allthese terms can be associated with lean thinking para-digm considering that central focus of all these defini-tions is on identifying and eliminating wastes (Stone2012). Hence, the papers focused on ‘identifying andeliminating wastes’ in process industry set-up were theprimary candidates of comprehensive literature search.Owing to the fact that lean implementation results in bet-ter operations management, production and supply chainmanagement, in the first attempt, all the journals whichsignificantly dealt with these issues were sorted. In a sec-ond attempt, another search was made for more articlesthat fulfilled the needs of this study. In other words, thearticles that helped us with following questions wereselected for review: Why should lean be implemented inthe process industry? Other questions answered are:What types of studies have been carried out so far toimplement lean in process industries and what are theircontributions? Which components of lean are applicablein process industry? Which are not and why? What arethe typical challenges of process industries to implementlean, and how are those problems mitigated? Lastly,what are the outcomes of implementing lean successfullyin process industries? This study represents a compre-hensive search of 104 research papers from 52 journalsand eight proceedings, the results of which were sortedand categorised.
As can be seen in Table 1, there is lack of coverageon lean implementation in process industry in the extantproduction and supply chain management literature.
Scope
Use
fuln
ess
Scop
e of
l ean
impl
emen
tati
on
Context
Per
form
ance
impr
ovem
ent
Cha
lleng
e to
impl
emen
t
Lea
n pr
acti
ces
Quality management
Figure 2. Conceptual framework for literature review.
Production Planning & Control 567
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

2.2.1. Distribution of reviewed papers according to theyear of publication
Figure 3 shows a year-wise distribution of researchpapers regarding lean implementation in process indus-tries. It is interesting to observe from Figure 3 that dur-ing 1990–2000, a limited number of research papersappeared in literature dealing with the implementation oflean concepts in process industries. It is only in the lastdecade (2001–2010) that a significant amount of workhas been carried out in this regard. This demonstrates thegradual increase in interest and enthusiasm of researchersand practitioners for lean implementation possibilities inthe process industry sector.
It is encouraging to note from trend of Figure 3 thatresearch for exploring lean implementation in processindustries is continuously increasing. It is still insuffi-cient compared to other industries, however (see Table 1).
2.2.2. Distribution of reviewed papers according to thetype of process industry
Process industry includes industries such as chemical,food and beverage, pharmaceutical, steel, paper and pulp,
rubber, plastics, textile, cement and many other types.Industry-wise classification of papers as exhibited inFigure 4 is helpful as it shows which types of processindustries favour lean implementation research, andwhich is less amenable to the lean methodology.
It is clearly evident from Figure 4 that most of thestudies have been carried out in food and beverageindustries, steel and other metal manufacturing, as wellas in the chemical, textile and pharmaceutical sectors. Inother process industry sectors such as cement, ceramics,paper and pulp, plastic, refinery and sugar only a fewstudies were carried out. However, literature distributiondoes suggest that lean has been tried in almost all typesof process industries. In this paper, we systematicallyclassify and synthesise the literature regarding usefulnessand applicability of lean in process industries.
3. Is lean useful for the process industry?
Many researchers favour the implementation of lean inprocess industries. Dunstan, Lavin, and Sanford (2006)state that lean manufacturing principles are not limitedspecifically in context to discrete manufacturing. Thefundamental objective of lean is to deliver value to
Table 1. Distribution of research papers across journals having major contribution.
Publication/journalTotal number of papers related to leanmanufacturing published since 1991
Number of papers incontext to process
industries% of papers related toprocess industries
International Journal of Operationsand Production Management
399 10 2.5
International Journal of ProductionEconomics
489 6 1.2
Supply Chain Management: AnInternational Journal
166 6 3.6
Journal of ManufacturingTechnology Management
164 3 1.8
International Journal of ProductionResearch
413 3 0.1
Journal of Operations Management 85 2 2.3Production Planning and Control 42 3 7.1
Figure 3. Year-wise distribution of research papers.
568 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

customers and eliminate wastes; hence, philosophicallythese generalised principles can be used in other indus-trial set-ups. Infact, these principles are applicable forprocess industries, too (Melton 2005; Zokaei and Simons2006; Simons and Taylor 2007; Perez, De Castro, andFont iFurnols 2009; Upadhye, Deshmukh, and Garg2010). Therefore, Soriano-Meier and Forrester (2002)add that lean can be successfully applied to processindustry set-up and give benefits as in discretemanufacturing.
Billesbach (1994) described that through implementa-tion of few lean principles DuPont (textile manufactur-ers) could drastically reduce work-in-process by 96%,working capital by $2 million and operating costs by $3million. The plant simultaneously achieved 10%improvement in product quality and 300% increase inemployees’ suggestions.
Abdulmalek and Rajgopal (2007) studied lean imple-mentation in a steel plant and through simulation provedthat the non-value adding time could be reduced from8.6 times to just two times of value-added time. Totalproduction lead time could be reduced by 70%. Surpris-ingly, a reduction of 90% in work-in-process inventorycould be achieved. Similarly, Dhandapani, Potter, andNaim (2004) applied some tools of lean manufacturingin a steel manufacturing unit in India and found a reduc-tion in production cost by 8% and a reduction in leadtime by 50%.
Upadhye, Deshmukh, and Garg (2010) also observedsignificant increase in equipment availability, reductionin wastage of material and improvement in quality in abiscuit manufacturing plant in India after adoption oflean manufacturing principles.
Koumanakos (2008), in a survey of food, chemicaland textile industries, found that firms having high levels
of inventory (departing from lean operation) had lowerrates of returns and firms having lean inventory manage-ment system showed improvement in financial perfor-mance. In fact, Mady (1991) showed that inventoryrepresented 24% of total assets in process industries andcan have a significant effect on profitability; however, itis difficult to effectively manage inventory in theseindustries. A lean approach to inventory control can behighly effective in solving the inventory managementproblem in such industries. Furthermore, process indus-tries seldom contain non-stop continuous flows and fre-quently face machine unavailability or breakdowns,which contribute to muda. Cigolini and Turco (1997)suggest that such muda can be prevented through appli-cation of lean tools like TPM.
Lean manufacturing not only helps to improve opera-tional performance through elimination of various wastesin the process industries but it also helps to compete suc-cessfully on modern competitive priorities such as qual-ity, responsiveness and customer satisfaction (Pacciarelliand Pranzo 2004; McLeod 2008; Gabauer, Kickuth, andFriedli 2009). For example, Cook and Rogowski (1996)discuss the case of Dow Chemicals, in which the com-pany could successfully reduce the average distributionlead time by 25% and could increase demand forecastaccuracy by 25% through implementation of JIT princi-ples. Importantly, Dow chemicals were also able toreduce their inventory by 62.5%. Therefore, implementa-tion of various aspects of lean thinking can producesurprising outcomes in the supply chain of processindustries. Roy and Guin (1999) propose a freight con-solidation model of the purchased items in a steel plantto facilitate JIT purchasing and found considerable sav-ings in inventory carrying costs. He and Hayya (2002),in a survey of 198 food manufacturing units in USA,
Figure 4. Distribution of literature regarding the type of process industry.
Production Planning & Control 569
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

found that JIT production resulted in positive impact onquality of products.
The above-mentioned studies favour the use of leanin process industries. In fact, lean has been perceived tobe more beneficial for process industries than for discreteindustries (White and Prybutok 2001). In a study of 65Chinese industries who have implemented lean, Taj andMorosan (2011) found that the petroleum industry(a process industry) was well ahead of other industries inperformance. However, literature indicates less frequentuse of lean techniques in such industries. The percentageof adoption of lean manufacturing in process industriesis low in comparison with discrete industries. For exam-ple, Upton (1998) found in a survey of US manufactur-ing firms that only 40.2% of process industries adoptedlean as compared to 62% of discrete industries thatadopted lean. In a similar survey of US firms, Fullerton(2003) found that industries which have adopted leanwere comprised of 32% process industries and 78% dis-crete industries. In other study of Canadian food indus-tries, Scott, Wilcock, and Kanetkar (2009) also foundthat only 21% industries adopted lean.
In fact, in the process industries where lean has beenimplemented, the lean practices are not widespread(Bonavia and Marin 2006).It is also interesting to observethat most of the studies carried out for process industriescome from scholars in developed countries such as USA,UK, Japan, Australia and European countries.
3.1. Scope of lean implementation in process industry
In order to investigate the scope of lean implementationin the process industry, we have classified the literatureaccording to the area of their application, namely leanoperations or manufacturing, lean supply chain manage-ment and lean enterprise (see Table 2). The papers whichdeal with the application of lean for a particular opera-tion or for manufacturing are put together. If the researchpapers address the application of lean strategy for pro-curement, delivery or lean planning and lean supplychain management then these are placed in the secondsegment of Table 2. Finally, the papers which describeimplementation of lean strategy for the entire activitiesof an organisation are categorised as lean enterprises (seeTable 2).
It is evident from Table 2 that implementing leanstrategy in manufacturing and supply chain managementhas become a priority, especially in the food and bever-age sector. As stated earlier, steel and food sectors havedone remarkably well in implementation of lean manu-facturing whereas plastic, rubber and refineries still showreluctance toward adopting lean as a manufacturingstrategy.
It has also been found that literature evidence regard-ing implementation of lean concepts is more from batch
manufacturing process industries than from continuousprocess industries. Therefore, the process industries hav-ing batch manufacturing may seem to have adopted leanmanufacturing more often than continuous process indus-tries. This can possibly be attributed to the similaritiesbetween discrete and batch process manufacturing.
A few published articles strongly support the ideathat lean is always beneficial whether it is implementedpartially or adopted fully (Dov 1992; Roy and Guin1999). Dov (1992) suggests that industry should startwith a few lean tools and after proving their benefits canopt to apply subsequent tools. Whereas, in contradiction,some researchers claim that lean can be implemented inprocess industries successfully only when it is imple-mented holistically (Bonavia and Marin 2006; Taylor2006; Zokaei and Simons 2006).
3.2. Lean tools and techniques being used in processindustries
Use of lean tools depends on the context of implementa-tion. We tried to investigate all the lean practices beingused in process industry. We have classified lean toolsand techniques according to their context of implementa-tion. We categorised quality management tools withwaste elimination tools following the lean philosophywherein producing quality at first run without error sub-stantially reduces waste (Dov 1992; Jain and Lyons2009).
3.2.1. Waste elimination and quality contextual tools
Lean practices which are primarily related to waste elim-ination are used consistently to improve performance inprocess industries (Lyons et al. 2011).In this section, weinvestigate the lean tools which are most helpful inreducing waste and improving quality. Lean tools whichcontribute to waste elimination are VSM, 5S, quickchangeover, lot size reduction, automatic line stoppage,TPM, visual control and mistake proofing. Lean toolswhich effectively help to improve quality are workstandardisation, quality management programme, statisti-cal process control (SPC) and zero defects.
Several authors such as Melton (2005), Lasa, Laburu,and Lila (2008) and Lehtinen and Torkko (2005) findVSM to be a very effective and important tool to iden-tify non-value-added activities (NVAA) in the processindustry environment. Jimenez et al. (2011) appliedVSM to a batch manufacturing wine industry and foundthat VSM highlights areas of improvement. Chowdaryand George (2012) applied VSM to pharmaceuticalindustries and explored several opportunities to reducelead time, cycle time and work-in-process inventory lev-els. It seems that VSM can be similarly implemented inprocess industries as it can be in any other industry. It is
570 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Table 2. Classification of research papers according to scope of lean implementation.
Scope of lean implementation Authors IndustryProductionenvironment
Type ofstudy
Lean operations/manufacturing Dov (1992) Food Batch CSBillesbach (1994) Textile Batch CSEzingeard and Race (1995) Chemical Batch SIM, CSWelgama and Mills (1995) Pharmaceutical Batch CSIijima, Komatsu, and Katoh (1996) Food Continuous CM, AR, CSCook and Rogowski (1996) Chemical Continuous CSGilmore and Smith (1996) Pharmaceutical Batch AR, CSJones, Hines, and Rich (1997) Brewing Batch AR, CSMileham et al. (1999) Plastic Batch AR, CSRadnor (2000) Chemical Batch AR, CSMoxham and Greatbanks (2001) Textile Batch AR,CSFerrari et al. (2002) Ceramics Batch CM,CSLee and Allwood (2003) Metal Batch CM, CSPacciarelli and Pranzo (2004) Steel Continuous SIM, CSDhandapani, Potter, and Naim (2004) Steel Continuous CSThomas (2005) Pharmaceutical Batch CSAhmad et al. (2005) Chemical Batch MM, CSMukhopadhyay and Shanker (2005) Rubber Continuous CM, AR, CSSimons and Zokaei (2005) Food Continuous CM,AR, CSZanoni and Zavanella (2005) Steel Batch MM, CSLehtinen and Torkko (2005) Food Batch AR, CSMelton (2005) Chemical Batch CM, AR, CSStorck and Lindberg (2007a) Alluminium Continuous M CSGoforth (2007) Textile Continuous CM,MCSAbdulmalek and Rajgopal (2007) Steel Continuous SIM, CSOliveira and Pinto (2008) Steel Batch MCS,ARLasa, Laburu, and Lila (2008) Plastic Batch AR, CSMelvin and Baglee (2008) Food Batch AR, CSHokoma, Khan, and Hussain (2008) Cement Continuous SURJain and Lyons (2009) Food Batch MCSGabauer, Kickuth, and Friedli (2009) Pharmaceutical Batch SURUpadhye, Deshmukh, and Garg (2010) Food Batch AR, CSHokoma, Khan, and Hussain (2010) Steel Continuous SURJimenez et al. (2011) Plastic Batch AR, CSLee (2011) Textile Batch CMHodge et al. (2011) Textile Continuous MCSChowdary and George (2012) Pharmaceutical Batch AR, CSJaiganesh and Sudhahar (2013) Pharmaceutical Batch SURDora et al. (2013) Food Batch SURGupta, Acharya, and Patwardhan (2013) Tyre Batch CS
Lean supply chainmanagement
Richmond and Blackstone (1988) Plastic Batch CM, CSHoughton and Portougal (1995) Food Batch MMLehtonen and Holmstrom (1998) Paper Batch SIM, MCSRoy and Guin (1999) Steel Continuous CM, AR, CSKatz and Boland (2000) Food Batch MCSTang et al. (2000) Steel Batch CM, MCSXiong and Nyberg (2000) Refinery Batch MM, CSBurgess et al. (2002) Chemical Continuous MMSimons et al. (2003) Food Batch CM, AR, CSFrancis (2004) Food Batch AR, CSBruce et al. (2004) Textile Batch MCSHiggins and Laredo (2005) Food Continuous CM, AR, CSSimons and Zokaei (2005) Food Batch MCSTaylor (2005) Food Batch AR, CSZokaei and Simons (2006) Food Batch CM, MCSTaylor and Fearne (2006) Food Batch AR, MCSTaylor (2006) Food Batch AR, MCSHiggins et al. (2007) Food Continuous REVSimons and Taylor (2007) Food Batch AR, CS
(Continued)
Production Planning & Control 571
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

also indicated in the literature that in recent times, use ofVSM has been increased in process industries to imple-ment lean (Abdulmalek and Rajgopal 2007; Seth, Seth,and Goel 2008; Jimenez et al. 2011; Perez et al. 2010;Upadhye, Deshmukh, and Garg 2010; Chowdary andGeorge 2012).
Literature also implies that quick changeover tech-niques are often implemented in batch process industries.Set-up times are generally large in process industries incomparison to discrete manufacturing (Gilmore andSmith 1996). In batch type process industries such asfood, textile, pharmaceutical and chemical, quick change-over techniques such as single minute exchange of dies(SMED) can be very helpful to reduce set-up times. Forexample, Moxham and Greatbanks (2001) used SMEDprinciples to reduce set-up time in a textile industry.Authors suggest that SMED principles when imple-mented explore certain segments of total set-up timewhich can be reduced. Process industries have verylarge-capacity equipment which require periodic mainte-nance and repair shutdowns. Quick changeover tech-niques when implemented reduce the number ofshutdowns in process industries (Dunstan, Lavin, andSanford 2006). Set-up time reduction can be useful tomaintain product quality and to supply product down-stream fast where quality deteriorates with time. In pro-cess industries, it is often very challenging to reduce lotsize. Large capacity equipment is not suitable for smallquantities due to increased cost of production. However,in batch process industries, small lot production isrequired to produce variety and to deliver productsquickly.
Results of our literature review show that ‘work stan-dardization’ has been fairly used in process industries toeliminate non-value-added processes. In process indus-tries, several processes are carried out at a particular tem-perature and for a particular time such as heat treatment,
mixing, separating or melting (Lee and Allwood 2003).Hence, several contingency factors are associated withprocesses resulting in considerable process variations(Storck and Lindberg 2007b). These process variationscan be minimised with ‘work standardization’ and‘visual control’.
Literature also reveals that in process industries 5Sand TPM are widely used. In fact, according to Ollilaand Malmipuro (1999), 5S programme is integrated toTPM. They mention that 5S is a group of practiceswhich help to make the workplace ‘high-quality’. 5Sprogramme includes: seiri (orderliness), shitsuke (disci-pline), seiketsu (cleanliness), seiton (tidiness) and seiso(simplicity). With the example of five Finnish processindustries, Ollila and Malmipuro (1999) proved that poormaintenance is a major reason of inferior quality in pro-cess industry. 5S helps to incorporate an effective main-tenance programme, which results in a positive impacton quality (Cooke 2000; Venkatesh 2007; Pandey,Kulkarni, and Vrat 2011). For this reason, 5S is acommonly used lean practice in process industries(Mahapatra and Mohanty 2007; Lyons et al. 2011).Moreover, process industries are comprised of severalmachines and tools such as compressors, pumps, evapo-rators and heat exchangers, and TPM is the most effec-tive way to keep them working all the time (Cigolini andTurco 1997).With effective TPM, manufacturers canmeet the demands of modern manufacturing strategysuch as JIT (Sharma, Kumar, and Kumar 2005).
Surprisingly, Jain and Lyons (2009) reported use ofvisual control in fewer industries selecting a few casesfrom the food sector. Process industries which have shortprocessing time and low variety generally have less workin processing. For this reason, use of visual control isnot common in process industries. “Mistake proofing” isalso found to be less used in process industries(Mahapatra and Mohanty 2007; Lyons et al. 2011;
Table 2. (Continued).
Scope of lean implementation Authors IndustryProductionenvironment
Type ofstudy
Netland, Alfnes, and Heskestad (2008) Food Batch AR, CSSeth, Seth, and Goel (2008) Edible oil Continuous MCSFrancis, Simons, and Bourlakis (2008) Food Batch AR, MCSCrain and Abraham (2008) Petroleum Continuous CSPowell, Alfnes, and Semini (2010) Plastic Batch REVPool, Wijngaard, and van der Zee (2011) Food Batch CM, MCS
Lean enterprise Jeanes (1995) Textile Batch CSDunstan, Lavin, and Sanford (2006) Mining Batch AR, CSPerez, De Castro, and Font iFurnols(2009)
Food Continuous CM, MCS
Taylor and Fearne (2009) Food Batch AR, CSPerez et al. (2010) Food Batch AR, CS
Notes: AR, action research; REV, review; SUR, survey; CS, case study; CM, conceptual modelling; SIM, simulation; MCS, multiple case study; MM,mathematical modelling.
572 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Saleeshya, Raghuram, and Vamsi 2012). However, otherquality management programmes such as total qualitymanagement, quality systems and process capabilitymeasurement are fairly popular in process industries(Shah and Ward 2003; Lyons et al. 2011)
Thomas (2005) explains with the example of a phar-maceutical plant, a process industry where several opera-tions are repetitive in nature, ‘automation’ can performtasks better, safer and with reduced risks to the product.‘Automation’ increases reproducibility and directlyimpacts the quality. In fact, process industries are consid-ered to have high degree of automation. However, ‘auto-mation’ has not appeared in literature as a frequentlyused lean practice in process industries.
3.2.2. Aligning production with demand
Chowdary and George (2012) show an example of apharmaceutical company where lean manufacturing prac-tices assist to assure continuous flow of material in acontinuous manufacturing environment. In this section,we explored the lean tools which are primarily responsi-ble for an uninterrupted flow of products in the processindustry, thereby aligning production with demand.These lean tools are takt time, JIT production, pull pro-duction, production levelling, Kanban and cellular manu-facturing. Takt time sets the pace of processing. It isobserved that in process industries, at the stage whereproduct takes a discrete shape, takt time is successfullyused to set the pace of the processing (Simons andZokaei 2005; Abdulmalek and Rajgopal 2007; Francis,Simons, and Bourlakis 2008). In batch process, indus-tries takt time also helps to implement line balancingsuccessfully.
JIT production is very relevant for some critical pro-cesses in process industries. Processes such as cooling insteel manufacturing, drying in paper manufacturing andmaturing in food industry are done in warehouses andare very important from the customer needs point ofview (Zanoni and Zavanella 2005). JIT is helpful tocomplete these processes in time to maintain grade andquality. Additionally, Orr (1999) shows that in continu-ous process industries such as found in the wine indus-try, JIT can be very useful to control inventory inbottling and packaging. However, literature indicates thatJIT has been implemented by only a few processindustries (Shah and Ward 2003; Gabauer, Kickuth, andFriedli 2009; Lyons et al. 2011).
Jonsson and Mattsson (2006) observed an increaseduse of task-by-task Kanban in food and chemical indus-tries as a method for material planning. It is observedthat process industries where products take discrete shapeearlier in processing have implemented Kanban morethan process industries where product becomes discretein later stages.
Storck and Lindberg (2007b) state that in processindustries, key issues are continuous flow of materialand minimisation of process variations. Continuous flowcan be realised in process industries by adopting newequipment, pull production and production levelling.Abdulmalek and Rajgopal (2007) proved that lean toolssuch as Kanban, pull production and production level-ling can be implemented in process industries once theproduct becomes discrete.
3.2.3. Employee involvement
One important facet of lean implementation in processindustries is effective management of human resources.Melton (2005) and Storck and Lindberg (2007a)emphasise that lean practices such as kaizen and ‘cross-functional teams’ are very important to initiate leanthinking in a process industry set-up: The authors dem-onstrated (with the help of case studies from a chemicaland a steel plant) that deployment of a cross-functionalteam from various departments and kaizen (involving allemployees) can serve to identify the ‘real problem’ andto design solutions. Secondly, cross-functional teamspositively affect results by breaking down the functionalbarriers and scepticism about the usefulness of leanthinking in the process industry.
The concept of lean (principles, thinking, techniques)evolved in automobile manufacturing; hence, most of itstools and principles are defined in relation to automobilemanufacturing. Also, for process industries, ‘lean’ is arelatively new and less familiar concept. Therefore, aneffective ‘lean team’ and ‘training to employees’ areimportant lean practices in the context of process indus-tries. For example, both Dunstan, Lavin, and Sanford(2006) and Billesbach (1994) found that formation of aneffective and dedicated ‘lean team’ and extensive train-ing of employees were two major lean practices whichhelped in successful implementation of lean production.Storck and Lindberg (2007a) state that ‘job rotation’ isalso an important lean practice to be implemented inprocess industries, and it works well in other industriesas well.
However, literature suggests that flexible and cross-functional teams are not common in process industries.Bonavia and Marin (2006) also find that lean tools suchas development of multi-functional employees wererarely implemented in process industries. Kaizen or con-tinuous programmes are also found to be less imple-mented in process industries in comparison with otherindustries (Jha, Michela, and Noori 1999).
3.2.4. Supplier involvement
Crama, Pochet, and Wera (2001) argue that processindustries generally have high raw material inventories.
Production Planning & Control 573
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Inventory holding time is also proportionately muchhigher than actual processing time in process industry.The raw material and packaging material are held forweeks whereas processing time is in minutes (Lehtinenand Torkko 2005).
Therefore, Crama, Pochet, and Wera (2001) proposeJIT purchasing in the process industry. Roy and Guin(1999) mathematically prove that JIT purchasing cansave the huge cost of carrying inventory in a steel indus-try. Authors claim that some of the input materials arerequired in huge quantities and have stable and repetitivedemands. These raw materials can be classified as JITitems and, for these materials, JIT purchasing should beconsidered to reduce inventory carrying cost and toreduce space requirements. Secondly, every processindustry demands packaging materials in huge quantitiesbecause the products compulsorily require containerisa-tion. JIT purchase of raw materials and packaging mate-rials demands a ‘vendor managed inventory system’ andcollaboration with suppliers (Lehtinen and Torkko 2005).
In process industries, product quality highly dependson raw material quality which decays with time if it isstored for longer periods. Hence, raw material qualitycan be maintained up to the desired standards if they arepurchased and processed JIT. Secondly, it has also beenobserved that in process industries, maximum variationsin the quality are at the suppliers’ end (Dunstan, Lavin,and Sanford 2006; Taylor and Fearne 2009). Raw mate-rial quality can be maintained up to the standards if thereexists only a few suppliers who enjoy a long-term rela-tionship with the manufacturer so that the manufacturerdevelops commitments from the suppliers to maintain adesired quality of raw materials (Taylor 2006).
Moreover, JIT purchasing is not feasible without sup-plier integration, supplier reduction and long-term con-tracts with suppliers. Hence, it is beneficial for the wholesupply chain to have a smaller number of suppliers whoare engaged in long and collaborative relationships withmanufacturers. Other supply contextual tools are supplierreduction and JIT deliveries. Seth, Seth, and Goel (2008)suggest that wastes such as overcapacity, unnecessaryinventory, motion and transportation can be considerablyreduced with consolidation and ‘supplier integration’. Intheir case studies of two chemical plants, Bessant,Kaplinsky, and Lamming (2003) observed that involvingsupplier in performance improvement resulted in increasein productivity, reduction in inventories and improve-ment in quality and delivery times.
Table 3 shows the papers mentioning use of leantools in process industries. It is clearly evident fromTable 3 that most of the lean tools used in process indus-tries are related to waste elimination and quality manage-ment. Lyons et al. (2011) proved empirically that leanpractices, which are related to waste elimination, areused consistently to improve performance in process
industries, but lean practices which are associated withother lean principles are being used inconsistently.
Our review finds that lean tools and techniques usedin supply chain management, and logistics problemshave appeared less frequently in published articles.However, lean tools (like VSM, TPM, work standardisa-tion, planning and scheduling strategies, team-basedproblem-solving, flexible and cross-functional team, andcontinuous improvement)have certainly appeared inmanufacturing and supply chain management literature(Womack and Jones 1996; Jain and Lyons 2009;Upadhye, Deshmukh, and Garg 2010).
Interestingly, it was discovered (through literaturereview) that lean tools such as lot size reduction, linestopping and competitive benchmarking are found to beless popular in process industries. In fact, implementingthese tools in a process industry environment is challeng-ing due to typical process characteristics. This issue isdealt with in detail in Section 4.2. In small processindustries, set-up time reduction, TPM, employee train-ing, and use of Kanban facilitate immediate supply, rawmaterial quality and continual supplies of quality prod-ucts. These tools also help reduce costs. Shah and Ward(2003) stated in their study that JIT practices were lessprevailing in process industries whereas TPM practiceswere highly popular in process industries; they alsofound that there was no significant difference in theimplementation of lean practices related to humanresource management and quality management betweendiscrete and process industries.
Apart from all these lean tools described herein, thereare evidences of introduction of additional practicesunder the lean umbrella. Pool, Wijngaard, and van derZee (2011) and Powell, Alfnes, and Semini (2010) used‘cyclic scheduling’ to implement lean concepts in plan-ning and control in process industries. Chowdary andGeorge (2012) suggest an ‘electronic inventory manage-ment system’ to meet pharmaceutical industry needs andto open the door for lean manufacturing.
3.3. Challenges to implement lean in process industries
Cook and Rogowski (1996) examined aspects of contin-uous production that are amenable to lean techniques.Before an organisation enjoys the fruits of JIT, it mustaccept JIT as an organisational philosophy. This requiresthe organisation to change or modify its operating proce-dures, production system and organisational culture.Plant layouts have to be adjusted, relationships with sup-pliers and customers have to be modified, quality circleshave to be installed and accurate demand forecast has tobe achieved. Primarily, nature of production and unstabledemand places obstacles in implementing lean practicesin process industries (Bonavia and Marin 2006). In thefollowing sections, we describe the challenges that need
574 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Table
3.Classificatio
nof
literatureaccordingto
theim
plem
entatio
nof
lean
tools/techniqu
es.
Leanim
plem
entatio
ncontext
Waste
elim
ination
Quality
managem
ent
Alig
ning
prod
uctio
nwith
demand
Hum
anresource
managem
ent
Sup
plierinvo
lvem
ent
Literature
source
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
3132
3334
3536
37
Richm
ondandBlackston
e(198
8)*
**
**
**
Dov
(199
2)*
**
**
**
**
Billesbach
(199
4)*
**
**
Jeanes
(199
5)*
**
**
**
**
**
*WelgamaandMills(199
5)*
*Gilm
oreandSmith
(199
6)*
**
**
Hou
ghtonandPortoug
al(199
5)*
Ezing
eard
andRace
(199
5)*
*
Coo
kandRog
owski
(199
6)*
**
Fisher(199
7)*
*Roy
andGuin(199
9)*
**
*Mileham
etal.(199
9)*
*Radno
r(200
0)*
**
*Xiong
andNyberg(200
0)*
Mox
ham
andGreatbank
s(200
1)*
**
**
GyampahandGargeya
(200
1)*
**
**
KatzandBoland(200
0)*
**
**
**
Ferrariet
al.(200
2)*
Burgess
etal.(200
2)*
**
**
Lee
andAllw
ood(200
3)*
Sim
onset
al.(200
3)*
PacciarelliandPranzo
(200
4)*
Francis(200
4)*
*Higgins
andLaredo( 200
5)*
*Melton(200
5)*
**
**
**
Muk
hopadh
yayand
Shank
er(200
5)*
**
**
**
**
**
*
Lehtin
enandTorkk
o(200
5)*
**
**
**
Sim
onsandZok
aei(200
5)*
**
Tho
mas
(200
5)*
**
Ahm
adet
al.(200
5)*
**
**
Bon
avia
andMarin
(200
6)*
**
**
**
**
Taylor(200
6)*
**
(Con
tinued)
Production Planning & Control 575
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Table
3.(Con
tinued).
Leanim
plem
entatio
ncontext
Waste
elim
ination
Quality
managem
ent
Alig
ning
prod
uctio
nwith
demand
Hum
anresource
managem
ent
Sup
plierinvo
lvem
ent
Literature
source
12
34
56
78
910
1112
1314
1516
1718
1920
2122
2324
2526
2728
2930
3132
3334
3536
37
TaylorandFearne(200
6)*
**
*Dun
stan,Lavin,and
Sanford
(200
6)*
**
**
**
**
**
**
*
Mahapatra
andMoh
anty
(200
7)*
**
**
**
**
**
**
StorckandLindb
erg
(200
7a)
**
**
**
**
**
**
**
**
**
Abd
ulmalek
andRajgo
pal
(200
7)*
**
**
**
Sim
onsandTaylor
(200
7)*
**
Netland
,Alfnes,and
Heskestad
(200
8)*
**
Sew
ing,
Winchester,and
Carnell(200
8)*
**
**
*
Ullm
anandBou
tellier
(200
8)*
**
*
Oliv
eira
andPinto
(200
8)*
*Francis,Sim
ons,and
Bou
rlakis(200
8)*
**
Seth,
Seth,
andGoel
(200
8)*
*
MelvinandBaglee(200
8)*
**
**
*TaylorandFearne(200
9)*
Perez,DeCastro,
andFon
tiFurno
ls(200
9)*
Jain
andLyo
ns(200
9)*
**
**
**
**
*Gabauer,Kicku
th,and
Friedli(200
9)*
**
**
**
**
Pow
ell,Alfnes,and
Sem
ini(201
0)*
**
**
And
ersson
etal.(200
9)*
**
**
**
*Perez
etal.(201
0)*
**
**
**
**
**
**
*Jimenez
etal.( 2011)
**
**
Poo
l,Wijn
gaard,
andvan
derZee
(2011)
**
**
*
Chowdary
andGeorge
(201
2)*
**
**
Notes:1=VSM,2=quick
changeover
techniques,3=setup
reduction,
4=lot-size
reduction,
5=mistake
proofing,6=5S
,7=automatic
line
stoppage,8=visual
control,
9=totalproductio
vemaintenance,10
=workstandardization,
11=zero
defects,
12=SPC,13
=quality
managem
entprogrammes,14
=bottleneck/constraint
removal,15
=takt
time,
16=productio
nlevelling,17
=planning
and
schedulin
gstrategies,18
=JIT
productio
n,19
=pull
system
/Kanban,
20=cellu
larmanufacturing,21
=focused
factory,
22=reengineered
productio
nprocesses,
23=new
processequipm
entor
technology,24
=self
directed
workteam
s,25
=flexible
andcrossfunctio
nalteam
s,26
=team
based
problem
solving,
27=continuous
improv
ementprog
rammes,28
=em
ploy
eetraining
,29
=job
rotatio
n,30
=sm
alllot/JIT
purchasing,31
=supplierinvolvem
entin
productdevelopm
ent,
32=inform
ation
sharing
and
managem
ent,
33=supplierdevelopm
entactiv
ities,34
=supplierreduction
policies,35
=long
term
contractswith
suppliers,36
=JITdeliv
eries,37
=supplierpartnership.
576 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

to be overcome in order to implement lean principles ortools in a process industry. In what follows, these chal-lenges are classified based on the organisational or func-tional domains like manufacturing, marketing, andhuman resources.
3.3.1. Process characteristics challenges
Realising lean manufacturing on a shop floor means;producing in small batches, using pull production, level-ling production for different products and stopping theline if there is some problem. We investigated the possi-bility of application of these techniques in a processindustry set-up.
In process industries, batch sizes are constrained bythe fixed capacity of processing equipment; hence, thebatch sizes are also fixed. If the batch quantity is chan-ged to a smaller quantity (to implement JIT manufactur-ing), this can result in poor mixing or excess waste(Ezingeard and Race 1995). To facilitate small batch pro-duction, process industries sometimes need to expandfacilities in order to have various sized mixing vesselsfor different batch sizes. Large batch runs are also essen-tial for process industries due to large and inflexiblemachines with long set-ups and changeover times, whichin turn demands maximum utilisation of resources(Houghton and Portougal 1995; Powell, Alfnes, andSemini 2010). In such an environment, it is difficult torealise production levelling and the pull system. More-over, process industries should run at near full capacitydue to competitive conditions (Lehtonen and Holmstrom1998). Reducing batch size below full capacity can alsodecrease the outcome and increase the cost of resources(Ahmad et al. 2005).
Furthermore, an important tool of lean manufacturingis ‘stopping the line’ to prevent defective production orpropagation of errors upstream. However, in processindustries, it has the negative effect of stopping the line(Lee and Allwood 2003, Oliveira and Pinto 2008). Inprocess industries, generally it is essential to carry outprocessing at a particular temperature for a predefinedtime for correct grade and quality of product. Stoppingprocess industry production usually means restarting,which can be extremely expensive, and can have adverseeffects on product consistency and quality (Billesbach1994). Moreover, production scheduling is very difficultin process industries due to strict requirements of mate-rial continuity and flow time in order to achieve desiredproperties in the final product (Pacciarelli and Pranzo2004).
3.3.2. Market and demand management challenge
Perez et al. (2010) support that lean can be adopted forthe supply chains where frequency and volume of
demand is regular. However, this is not the case in manyprocess industries. There exist abrupt changes based onseasonal demands (Thomas 2005; Taylor 2006). Demanduncertainty and short required lead times limit the appli-cation of lean strategy in supply chains (van der Vorst,van Dijk, and Beulens 2001). Hence, it is a big chal-lenge for lean to be implemented in process industrieswhere there are changing and unstable demands.
Secondly, due to fixed capacity of equipment in pro-cess industries, handling variations in demands is some-times not feasible or economical. Moreover, in a recentstudy of Nordic paper mills, Hamalainen and Tapaninen(2008) claim that huge inventories are needed to balancethe market demand. Lean strategy such as JIT supplies(in small batches) often does not prove to be cost effec-tive for the whole supply chain in process industries. Inprocess industries, variety in product is generally giventhrough the quantity to be packed. The demand is notconsistent for every quantity for which the process isdesigned. Hence, balancing the variations in demand is abig challenge for implementation of lean practices inprocess industries (Pool, Wijngaard, and van der Zee2011).
In process industries, another major challenge toimplement lean is realising JIT purchasing. JIT purchas-ing can increase transportation cost substantially (Royand Guin 1999). Several process industries such assugar, paper, beverages, edible oil, baby food and a fewpharmaceutical industries depend on seasonal availabilityof raw material. This is not the case in discrete manufac-turing. In discrete manufacturing, the raw material orsemi-finished goods generally do not have limited sea-sonal availability. Hence, in discrete manufacturing,implementation of JIT concepts is much more feasible.Opposite to this, for several process industries, the avail-ability of raw material depends on the time of harvest-ing. Hence, in such process industries, it is a bigchallenge to make JIT purchase of raw materials. Seth,Seth, and Goel (2008) suggest that this challenge can beovercome through consolidation. However, this seems tobe very difficult. To convince small players to consoli-date is itself a tedious task. The fact is that most compa-nies care very little about changing their businesspractices unless they are directly related to huge financialprofits. Hence, a more practical and feasible approach isneeded to implement lean concepts where seasonal avail-ability of raw material hinders the application of leanconcepts in process industries.
Substantial information sharing and trust buildingamong various segments of supply chain are necessaryfor effective lean implementation. Otherwise, only fewpartners of the supply chain will find the lean to be ben-eficial and the rest will not (Higgins et al. 2004). There-fore, it is difficult to make consensus to implement leanamong all supply chain partners. For the same reason,
Production Planning & Control 577
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

one can argue that industries having single ownershipacross the supply chain or having control over the wholesupply chain can implement lean easily and gain benefitsfrom that (Higgins et al. 2007). On the other hand, singleownership requires huge financial resources that can limitthe implementation of any new initiatives including lean.In such cases, cooperative ownership is one way toimplement lean in variable demand and fragmented sup-ply chain environments.
Just as discrete manufacturing, process industriesobserve frequent changes in customer needs (Ranta,Ollus, and Leppänen 1992; Bruce, Daly, and Towers2004). For process industries, market demands high qual-ity, low cost, JIT deliveries and most importantly smalllots with different varieties (Tang et al. 2000; Bruce,Daly, and Towers 2004). Although these goals arepossible by making the supply chain lean, it is a bigchallenge. For example, as we mentioned earlier, manylean tools or techniques are difficult to implement in atypical process industry without compromising capacityutilisation (Ranta, Ollus, and Leppänen 1992).
3.3.3. Human resource challenges and cultural barriers
The prominent challenge for the process industries is thevalidity of lean concept in the process industry environ-ment (Melton 2005; Sewing, Winchester, and Carnell2008). Managers and practitioners still think that leancan be beneficial for the discrete sector only. This in turnincreases the resistance to change.
Another challenge to implement lean in processindustries is the difficulty to find expert personnel whocan lead the change (Kamakura 2006). Moreover, theauthors consider that highly lean organisation may resultin a loss of expertise. This seems rational because leanmanufacturing was conceptualised and devised in dis-crete manufacturing. So, to get experts hired to imple-ment lean practices in the process industry is alwaysdifficult. Lack of training and unawareness about leanconcepts are also the major challenges, which needproper attention while implementing lean concepts inprocess industries.
When implementing lean in a process industry, some-times the ideal values of lean goals are set throughbenchmarking with world-class manufacturing. Suchgoals are not only unattainable but also create frustration,become time-consuming and hold back improvements(Ahmad et al. 2005). Therefore, it is important to setrealistic performance goals that can be achieved.
In summary, the literature suggest that some of themajor challenges to implement lean in process industriesinclude small batch production without compromisingthe capacity utilisation, and dealing with specificcharacteristics of process (e.g. time-temperature depen-dence). Furthermore, current market scenarios, seasonal
availability of raw material, complex scheduling andvariations and uncertainty in demand also provide majorchallenges to implement lean in process industries. Infact, Crama, Pochet, and Wera (2001) advised that dueto these challenges JIT may not be suitable for processindustries, although many underlying JIT principles canbe used for performance improvements in process indus-tries. The barriers of scepticism, unawareness and lack oftraining and education are also found in literature assignificantly important obstacles while planning toimplement lean practices in process industries. Thesechallenges must be surmounted if lean principles were tobe implemented in the majority of process industries.
4. Synthesis and research agenda
4.1. Scope of lean implementation in process industries
There exist huge characteristic differences within the pro-cess industries themselves. Accordingly, the processindustries can be classified into several subtypes (Dennisand Meredith 2000), e.g. batch process industries andcontinuous process industries. This paper’s literature sur-vey confirms that the concept of lean is universallyapplicable in all subtypes of process industries(Billesbach 1994; Seth, Seth, and Goel 2008; Upadhye,Deshmukh, and Garg 2010; Jimenez et al. 2011).
Furthermore, it is also evident from literature thatlean can be implemented in a process industry either fora single operation (Simons and Zokaei 2005) or for anentire supply chain (Perez et al. 2010). A successfulimplementation example presented by Chowdary andGeorge (2012) demonstrates that in process industries,lean can be equally successful as in discrete industries ifimplemented for operational improvements. Jimenezet al. (2011) found that several process industries possessseveral aspects in production and logistics similar toautomobile manufacturing where the adoption of leancan be highly effective. Lean strategy can be very effec-tive in the supply chain management of process industry(Womack and Jones 1996; Roy and Guin 1999; Seth,Seth, and Goel 2008).
Literature also indicates that many operations whichare distinctive to the process industry require implemen-tation of lean concepts to improve performance or qual-ity. Examples of this include cooling in steelmanufacturing, drying in paper making and maturing inthe food industry. These operations should be carried outJIT to maintain quality. In addition to this, lean helpsachieve better utilisation of space and equipmentand resolves the bottlenecks resulting in less reworksand eliminating NVAA (Billesbach 1994; Cox andChicksand 2005).
However, lean requires considerable adaptation dur-ing process industry implementation, especially at theoperational level (Jimenez et al. 2011). For example,
578 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Melton (2005) proposed a conceptual model to identifythe typical wastes in a process industry. Roy and Guin(1999) proposed a mathematical model to separate theraw materials in JIT and non-JIT parts and applied theconcept of JIT in purchasing.
Moreover, operational performance improvementthrough lean manufacturing also depends on operationalstrategy (Berry, Hill, and Klompmaker 1999). Bruce,Daly, and Towers (2004) and Guisinger and Ghorashi(2004) question the suitability of lean manufacturing if themanufacturing strategy is to deliver a high variety of prod-ucts at a swift pace. Through the study of Nordic papermills, Hamalainen and Tapaninen (2008) claim that hugeinventories are needed to balance the market demand, andJIT supplies (in small batches) often do not prove to becost effective for the whole supply chain. However, litera-ture suggests that even in make-to-stock environmentwhere JIT deliveries is not feasible, some of the other leaninitiatives like kaizen, TPM, work standardisation, SPC,VSM and waste elimination can be implemented.
Therefore, we believe that lean implementation canbe useful for process industries whether it is imple-mented for shop floor management or for the wholesupply chains even though lean as a strategy at the enter-prise level is not well documented. One possible reasonof this is that the concept of lean is relatively new forprocess industries.
We believe that multi-dimensional efforts arerequired to motivate practitioners for widespread applica-tions of lean in process industries. This multi-dimen-sional approach is a combination of survey studies, casestudies from different subtypes of process industries andmathematical modelling. Survey studies will be helpfulto further develop general understanding and awarenessabout lean implementation issues in this new environ-ment. Simultaneously, case studies from different processindustries have helped to identify the complexities andproblems of lean implementation at the micro level.Increasing such studies from process sector will posi-tively affect the holistic adoption of lean concepts.
4.2. Applicability of lean tools or techniques in processindustries
This review has highlighted that lean practices which arenot industry specific are fairly popular in the processindustries. Literature provides strong evidence that VSM,5S, work standardisation, flexible and cross-functionalteams and team-based problem-solving are being usedextensively in process industries. Visual control, TPMand quality management are also fairly useful in processindustries. In a survey of 29 continuous process indus-tries in India, Mahapatra and Mohanty (2007) also foundthat lean practices such as TPM, 5S and VSM are widelyused in process industries.
However, this literature review suggests that leanpractices which have been used the least in processindustries are mistake proofing, zero defects, bottleneck/constraint removal, takt time, production levelling, cellu-lar manufacturing, focused factory, job rotation, selfdirected work teams, supplier development activities andJIT deliveries. Lyons et al. (2011) also observed in a sur-vey of 79 process industries in UK that lean practicessuch as pull production, production levelling and takttime are rarely used in process industries.
Disagreement among researchers about implementa-tion of certain lean constituents in process industries isalso evident in the literature. Tools like JIT and Kanbanhave been proposed by some researchers to be useful inprocess industry set-up (Billesbach 1994; Jonsson andMattsson 2006), whereas others have denied their appli-cation in process industries (Bonavia and Marin 2006;Abdulmalek and Rajgopal 2007). A closer investigationreveals that these tools are applicable in process indus-tries only after the stage when product becomes discrete(Billesbach 1994; Jeanes 1995; Mukhopadhyay andShanker 2005).Therefore, these tools can be viewed asalmost inapplicable in continuous process industrieswhere the product does not take discrete shape at all, asin the petroleum industry. However, these tools are par-tially applicable in process industries where productbecomes discrete in intermediate stages (Jimenez et al.2011). Literature suggests that cellular manufacturingand ‘stopping the line’ are inapplicable in process indus-tries (Billesbach 1994; Abdullah 2003; Lee and Allwood2003; Oliveira and Pinto 2008; Jimenez et al. 2012).Large process industries possess heavy and large equip-ment which are difficult to move, making it tedious totransform layouts according to cellular manufacturing(Jimenez et al. 2012; Abdullah 2003). Furthermore,Billesbach (1994) asserts that stopping the line in pro-cess industry production usually means restarting, whichcan be extremely expensive, and can have adverseeffects on product consistency and quality.
It is also evident that while implementing lean inprocess industries, the major focus remains on ‘elimina-tion of wastes’ and ‘quality management’. Lean prac-tices related to these principles are consistently used inprocess industries. Interestingly, there is not enough evi-dence in the literature citing ‘involvement of suppliers’such as long-term relationships with suppliers and sup-plier development in process industries (Lyons et al.2011; Wagner 2006). According to Wagner (2006)many firms in the process industries do not considersupplier management to be an important aspect of busi-ness. They still rely on short-term casual relationshipswith suppliers to just facilitate competitive bidding andspot-market transactions. Purchasing is perceived moreas a clerical function instead of a strategically importanttask.
Production Planning & Control 579
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

4.3. Guidelines for lean implementation
Our review of extant lean literature revealed that the leanimplementation models for discrete industries are diffi-cult to implement in process industries because of vary-ing nature of manufacturing process (Jain and Lyons2009). For example, these models assume that the prod-uct is discrete from beginning. However, process charac-teristics vary in process industries. On the other hand,lean practices related to employee involvement, qualitymanagement and supplier involvement can be imple-mented in all types of process industries irrespective ofthe process characteristics. The reason is that these leanpractices do not depend on process characteristics. Leanpractices related to ‘aligning production with demand’(for example, production levelling and pull production)are more applicable in process industries where the prod-uct becomes discrete in early stages.
The waste elimination practices in lean manufactur-ing are divided in two classes. The first class of leanpractices (also described in this paper as waste elimina-tion I) represent the ones that are not dependent on pro-cess characteristics. Such lean practices include VSM,5S, TPM and visual control. Whereas, the second classof lean practices related to waste elimination (known aswaste elimination II) need a process environment similarto discrete industries. Examples of waste elimination IIinclude set-up reduction and lot size reduction. Whilethe lean practices related to ‘waste elimination I’ can beuniversally applied at any stage of manufacturing pro-cess, those related to ‘waste elimination II’ are moreapplicable after the stage when the product becomes dis-crete. In other words, the lean tools related to aligningproduction with demand and waste elimination II aremore applicable in process industries where raw materialinventory, work-in-process inventory and finished inven-tory are high and the process is not continuous.
In what follows, we present a sequential implementa-tion process of lean practices for successful adoption oflean thinking in process industries.
Step 1: Like any other change management projects,implementation of lean also depends on creative involve-ment of employees at every stage of implementation pro-cess. Therefore, we believe that employee involvementpractices should be the first step. These practices notonly facilitate essential training and understanding aboutlean but also help to make the environment conducivefor implementation by removing cultural barriers andany scepticism about the applicability of the proposedchanges.
Step 2: It should be followed by systematic imple-mentation of quality management practices such as SPC,work standardisation and other quality management pro-grammes. Literature suggests that these practices gener-ally exist in process industries. Therefore, after involving
employees in the lean initiation, it makes sense tosystematically organise and consistently follow thealready existing performance improvement techniques.
Step 3: After systematic organisation of quality man-agement tools, ‘waste elimination practices I’ should beintroduced including VSM, VC, TPM and 5S. Thesepractices can be viewed as core practices to identify andremove wastes specific to process industry. VC, TPMand 5S help to increase overall equipment effectiveness,which is vital for process industries and reduce otherwastes such as piling up of inventories and rejectionsdue to poor quality.
All the lean practices mentioned above can beapplied in any process industries. Implementation ofthese practices does not depend on process characteris-tics. Furthermore, process industries, which have contin-uous flow, very late stage of product discretisation, fixrouting and highly inflexible equipment, can also imple-ment lean practices related to employee involvement,quality management and waste elimination I. However,in such industries, application of lean practices related to‘aligning production with demand’ and ‘waste elimina-tion II’ is minimal.
Step 4: Process industries, which involve early stageof product discretisation, batch production, flexible rout-ing and flexible equipment, will have higher applicabilityof lean practices related to principles of ‘aligning pro-duction with demand’ and ‘waste elimination II’. Suchprocess industries should make efforts to implementthese lean practices after implementing practices relatedto employee involvement, quality management and wasteelimination I. Such process industries, in many ways,resemble discrete manufacturing. Therefore, lean prac-tices such as set-up reduction, lot size reduction, pullproduction and production levelling can be applied insuch process industries in the same way as in discreteindustries.
Step 5: Finally, in order to become a lean enterpriseand to propagate lean thinking to the entire supply chain,adoption of supplier involvement practices is required.Supplier involvement practices can again be imple-mented in all types of process industries. These practicesare even more important for process industries due to thefact that quality and yield of product highly rely on rawmaterials quality. Therefore, to maintain high quality ofraw materials, to minimise transportation wastes and toincrease supply chain efficiency, supplier involvementare certainly important for process industries.
Lastly, while above-mentioned guidelines discussmany fundamental lean practices, this is by no means anexhaustive list. There may be more practices that can beadded depending upon the process characteristics andtype of performance improvement objectives of acompany.
580 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

4.4. Performance improvement through leanimplementation
The literature clearly demonstrates the application of leanprinciples in achieving performance improvement in pro-cess industry in the form of reduction of wastes,improvement in quality, reduction in lead times, reduc-tion in costs, efficient supply chain management andabove all, high customer satisfaction (Abdulmalek andRajgopal 2007; Upadhye, Deshmukh, and Garg 2010;Chowdary and George 2012; Gupta, Acharya, andPatwardhan 2013). In fact, magnitude of performanceimprovement through adoption of lean is much higher inprocess industry than in other industries (Taj andMorosan 2011). Furthermore, adoption of lean not onlyoffers operational advantages (Simons and Zokaei 2005;Pool, Wijngaard, and van der Zee 2011) but also pro-vides with strategic advantages for process industry(Perez et al. 2010).
Several published case studies highlight advantagesof lean implementation in process industry (Roy andGuin 1999; Dhandapani, Potter, and Naim 2004;Upadhye, Deshmukh, and Garg 2010; Cook andRogowski 1996). However, the results are obviously casespecific and, hence, cannot be generalised. Literaturelacks in empirical studies producing generalised findingsregarding performance improvements through lean inprocess industries.
4.5. Future research
Although our review confirms that lean has become animportant choice for process industries to deal with inef-ficiencies and to increase competitiveness, we believe,many issues still exist that need further investigation asdescribed below:
(1) Lean models for process industry: For discretemanufacturing industries, several lean imple-mentation frameworks and models are available(Karlsson and Åhlström 1996; Womack andJones 1996). However, Jain and Lyons (2009)found that a lean model which is applicable indiscrete manufacturing would not be suitablefor process industry environment. Therefore, alean implementation model, specifically forprocess industry is required. Abdulmalek andRajgopal (2007) have proposed a lean imple-mentation model for process industries, but itonly lists seven lean practices. Literatureclearly indicates that many more lean practicescan be successfully implemented in processindustries. Therefore, a comprehensive frame-work comprised of a wide range of applicablelean practices is required to implement lean inprocess industries.
(2) Key performance indicators: Secondly, theliterature clearly indicated a plethora of perfor-mance improvement measures through imple-mentation of lean in process industry, however,literature to measure degree of leanness of pro-cess industries is scarce. Furthermore, processindustries are relatively new customers of leanmanufacturing. Hence, on the shop floor, the tra-ditional key performance indicators exist whichare more likely related to capacity utilisation,output and quality control. Whereas, in a leanenvironment, a new group of key performanceindicators are needed, which not only target theabove goals but also provide support in achiev-ing other objectives of implementing lean. Forexample, level of wastes, employees’ sugges-tions, level of inventories and amount of short-ages or backorders. Therefore, a potential areafor further research would be to develop analyti-cal models to quantify the leanness of processindustries based on key characteristics of aprocess manufacturing company.
(3) Supplier involvement: There is lack of informa-tion in the literature on ‘supplier involvement’in process industries (Wagner 2006). Therefore,this issue needs further research.
(4) Best practices in lean management of processindustries: Most of the activities in an industryare interdependent. Likewise, the effects ofimprovements are also interdependent. It istherefore quite difficult to assess the effect of anindividual lean practice on an independentactivity. In other words, it is hard to assessexactly which lean practice has resulted in whatimprovement (Bonavia and Marin 2006; Pool,Wijngaard, and van der Zee 2011). We believethat further research is required to systematicallyexplore the affect of lean implementation in pro-cess industries to find out exactly which leanpractice/tool or technique has resulted in whatbenefit. Such research will help increaseacceptance of lean in process industries.
(5) Overcoming capacity constraints for continuousflow process industries: In order to successfullyimplement the lean in process industry, priorresearch on managing and overcoming the con-straints of capacity utilisation and continuousflow is still inadequate. For example, Pool,Wijngaard, and van der Zee (2011) and Powell,Alfnes, and Semini (2010) describe productionlevelling as the solution, although, this worksbetter in make-to-stock environment and for theprocess industries where products becomediscrete in early stages of processing. However,in continuous process industries where product
Production Planning & Control 581
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

gets discrete shape in last stages of processing(at packaging or dispatching), how capacity util-isation can be made efficient while keeping thesystem lean, has not been thoroughly studied inthe prior literature. As a result, it is imperativeto investigate the characteristics of such processindustries and means to implement lean tools insuch environments in the form of a framework,model or methodology.
(6) More empirical studies: Finally, the literature onlean implementation in process industries isdominated by case studies. Most results of acase study are case specific and, hence, cannotbe generalised. On the contrary, empirical stud-ies such as surveys regarding lean implementa-tion issues with a focus on process industriesare scarce. We believe that this study has madea considerable contribution to enhancing knowl-edge about lean adoption issues in the processindustry. However, for the generalisation andconfirmation of findings in this study, furtherempirical studies are required. In addition,because of the very nature of process industry,contribution of external factors such as socio-economic, political (like government regulationrelated to public safety) and environmentalfactors on the successful adoption of lean shouldbe explored as well.
5. Conclusions
This paper has presented a comprehensive literaturereview to examine the applicability of lean concept inprocess industries. The review has demonstrated thepotential application of lean in process industries includ-ing some challenges identified by prior researchers.
Analysis of the literature further suggested thatuntil now lean philosophy has been primarily used forwaste elimination and quality management in processindustries. On the other hand, there are some leanprinciples/tools that have not been given as muchattention while implementing the lean in a processindustry. Such principles include aligning productionwith demand, supplier involvement and workforceinvolvement. Literature also provided numerous suc-cessful examples from all the business areas in processindustries confirming that lean can be implemented inall facets of supply chain of a process industry includ-ing, procurement, delivery, manufacturing or even fora whole supply chain.
Most importantly, compared to discrete manufactur-ing, not all lean principles were used in process manu-facturing. Our observation was that the use of some leantools or techniques to deal with system inefficiencies
was entirely case contextual. Therefore, a classificationof lean tools according to their applicability in processindustries has been proposed in this paper. We hope thatthe proposed classification would remove the ambiguityabout the extent of application of various lean practicesin process industries. The review suggested that some ofthe lean tools which did not depend on the process char-acteristics such as 5S, TPM, quality management pro-grammes, VSM, work standardisation, team-basedproblem-solving and continuous improvements were lar-gely applicable in process industries. On the other hand,lean techniques like stopping the line, cellular manufac-turing and focused factory were either requiredcustomisation or could not be used in process industry.Most importantly, in process industries where the producteither does not take a discrete shape or becomes discretein its very late stages of processing, lean practices relatedto continuous flow such as JIT, small batch production,pull production, Kanban and production levellingcould only have a limited use. Therefore, these tools arepartially applicable until there is a further researchdone to customise (or modify) them for processindustries.
Our review also found that the inflexibility of equip-ment, compulsion to utilise full capacity for cost effec-tiveness, quality dependency on time and temperature,high variations in demand, strict environmental consider-ations and other such typical process characteristicscould cause for successful implementation of lean in pro-cess industries. Considering the fact that lean thinking isdynamic in nature, it acquires a new form whenever it istried in an environment different from Japanese automo-bile manufacturing.
Finally in our view, lean is equally beneficial for anyother sector provided that it is carefully adapted in thenew environment according to the process, supply chain,market characteristics and other contingency factors.However, the conclusions of this review are limited towhat was presented in the reviewed papers. Therefore,we believe this work can be extended in multiple waysas mentioned earlier in Section ***4.5. For instance, theextant literature does not provide a clear guideline toovercome the challenges of process industries to imple-ment lean due to process characteristics, supply chaincharacteristics and current market characteristics. Furtherresearch is needed to determine whether the characteris-tics of process industries such as continuous flow, mini-mum WIP inventory and dedicated equipment areenough to make process production systems lean. Lastly,more empirical studies need to be conducted to identifyif there are other external factors (such as cultural, socio-economic, political and environmental) that also contrib-ute to the successful adoption of lean manufacturingprinciples in process industry.
582 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Notes on contributors
Avinash Panwar is senior lecturer inMechanical Engineering Department atGovernment R.C. Khaitan PolytechnicCollege, Jaipur, India. His research areasinclude, benchmarking, automation and leanmanufacturing. He is pursuing his doctoralwork regarding lean implementation inIndian process industries. He has authoredsix research articles. He is member of IIIE
and joint secretary of Jaipur chapter of IIIE.
Bimal P. Nepal is Corrie and Jim FurberFaculty fellow and assistant professor ofIndustrial Distribution at Texas A&M Uni-versity, USA. He received his BS inMechanical Engineering from MalaviyaNational Institute of Technology, Jaipur(India), MS in Industrial Engineering fromAsian Institute of Technology (Thailand),and PhD in Industrial Engineering from
Wayne State University (USA). His research areas include dis-tribution and supply chain management, transportation, manu-facturing, quality and reliability, and optimization. He hasauthored over seventy research articles in refereed journals andpeer-reviewed proceedings in these areas. He is a recipient ofthe Outstanding Alumni Award from Wayne State University’sIndustrial and Systems Engineering Department, Dwight LookCollege of Engineering Faculty Fellow Award and numerousother prestigious teaching and research awards at Texas A&MUniversity. He is a member of Institute for OperationsResearch and Management Sciences, American Society ofEngineering Education, and a senior member of Institute ofIndustrial Engineers.
Rakesh Jain is professor and head ofDepartment in Mechanical EngineeringDepartment at Malviya National Institute ofTechnology, Jaipur, India. His researchareas include supply chain management,lean manufacturing, new product develop-ment, strategic management and total qual-ity management. He has authored over 25research articles in these areas. He is a life
member of ISTE. He is member of IIIE and chairman of Jaipurchapter of IIIE.
Ajay Pal Singh Rathore is professor inDepartment in Mechanical Engineering,Malviya National Institute of Technology,Jaipur, India. His research areas includesupply chain management, lean manufactur-ing, new product development, operationsmanagement, benchmarking and total qual-ity management. He has authored over 60research articles in these areas. He is a
member of ISTE and IIIE.
References
Abdullah, F. 2003. “Lean Manufacturing Tools and Techniquesin the Process Industry with a Focus on Steel.” Doctoraldiss., University of Pittsburgh.
Abdulmalek, F. A., and J. Rajgopal. 2007. “Analyzing theBenefits of Lean Manufacturing and Value Stream Mappingvia Simulation: A Process Sector Case Study.” InternationalJournal of Production Economics 107 (1): 223–236.
Ahmad, M., N. Dhafr, R. Benson, and B. Burgess. 2005.“Model for Establishing Theoretical Targets at the ShopFloor Level in Specialty Chemicals Manufacturing Organiza-tions.” Robotics and Computer-Integrated Manufacturing21 (4–5): 291–400.
Amoako-Gyampah, K., and V. Gargeya. 2001. “Just-in-TimeManufacturing in Ghana.” Industrial Management & DataSystems 101 (3): 106–113.
Anand, G., and R. Kodali. 2009. “Development of a Frame-work for Lean Manufacturing Systems.” International Jour-nal of Services and Operations Management 5 (5): 687–716.
Andersson, S., A. Armstrong, A. Björe, S. Bowker, S.Chapman, R. Davies, Craig Donald, et al. 2009. “MakingMedicinal Chemistry More Effective – Application of LeanSigma to Improve Processes, Speed and Quality.” DrugDiscovery Today 14: 598–604.
Arlbjørn, J. S., and P. V. Freytag. 2013. “Evidence of Lean: AReview of International Peer-reviewed Journal Articles.”European Business Review 25 (2): 174–205.
Arlbjørn, J. S., P. V. Freytag, and T. Damgaard. 2008. “TheBeauty of Measurements.” European Business Review 20 (2):112–127.
Ashayeri, J., A. Teelen, and W. Selen. 1996. “A Productionand Maintenance Planning Model for the Process Industry.”International Journal of Production Research 34:3311–3326.
Berggren, C. 1993. “Lean Production – The End of History?”Work, Employment and Society 7 (2): 163–188.
Berry, W. L., and M. C. Cooper. 1999. “Manufacturing Flexi-bility: Methods for Measuring the Impact of Product Varietyon Performance in Process Industries.” Journal of Opera-tions Management 17 (2): 163–178.
Berry, W. L., T. Hill, and J. E. Klompmaker. 1999. “AligningMarketing and Manufacturing Strategies with the Market.”International Journal of Production Research 37 (16):3599–3618.
Bessant, J., R. Kaplinsky, and R. Lamming. 2003. “PuttingSupply Chain Learning into Practice.” International Journalof Operations & Production Management 23 (2): 167–184.
Billesbach, J. T. 1994. “Applying Lean Production Principlesto a Process Facility.” Production and Inventory Manage-ment Journal 3rd Quarter: 40–44.
Bonavia, T., and J. A. Marin. 2006. “An Empirical Study ofLean Production in the Ceramic Tile Industry in Spain.”International Journal of Operations & Production Manage-ment 26 (5): 505–531.
Production Planning & Control 583
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Bruce, M., L. Daly, and N. Towers. 2004. “Lean or Agile: ASolution for Supply Chain Management in the Textiles andClothing Industry?” International Journal of Operations &Production Management 24 (2): 151–170.
Burgess, T., B. Hwarng, N. Shaw, and C. D. De Mattos. 2002.“Enhancing Value Stream Agility.” European ManagementJournal 20 (2): 199–212.
Chowdary, B. V., and D. George. 2012. “Improvement ofManufacturing Operations at a Pharmaceutical Company: ALean Manufacturing Approach.” Journal of ManufacturingTechnology Management 23 (1): 56–75.
Cigolini, R., and F. Turco. 1997. “Total Productive Mainte-nance Practices: A Survey in Italy.” Journal of Quality inMaintenance Engineering 3: 259–272.
Cook, R. C., and R. A. Rogowski. 1996. “Applying JIT Princi-ples to Continuous Process Manufacturing Supply Chains.”Production and Inventory Management Journal 37 (1): 12–16.
Cooke, F. L. 2000. “Implementing TPM in Plant Maintenance:Some Organisational Barriers.” International Journal ofQuality & Reliability Management 17 (9): 1003–1016.
Cox, A., and D. Chicksand. 2005. “The Limits of Lean Man-agement Thinking.” European Management Journal 23 (6):648–662.
Crain, D. W., and S. Abraham. 2008. “Using Value-ChainAnalysis to Discover Customers’ Strategic Needs.” Strategy& Leadership 36 (4): 29–39.
Crama, Y., Y. Pochet, and Y. Wera. 2001. A Discussion of Pro-duction Planning Approaches in the Process Industry. Corediscussion paper, 01/42, UCL, Belgium.
Dennis, D., and J. Meredith. 2000. “An Analysis of ProcessIndustry Production and Inventory Management Systems.”Journal of Operations Management 18: 683–699.
Dhandapani, V., A. Potter, and M. Naim. 2004. “ApplyingLean Thinking: A Case Study of an Indian Steel Plant.”International Journal of Logistics 7 (3): 239–250.
Dora, M., M. Kumar, D. Van Goubergen, A. Molnar, and X.Gellynck. 2013. “Operational Performance and CriticalSuccess Factors of Lean Manufacturing in European FoodProcessing SMEs.” Trends in Food Science and Technology31 (2): 156–164.
Dov, M. 1992. “A Manufacturing Process with a Different Fla-vour: JIT and the Ice Cream Industry.” Industrial Manage-ment 34 (2): 10–13.
Dunlop, P., and S. D. Smith. 2004. “Planning, Estimation andProductivity in the Lean Concrete Pour.” Engineering, Con-struction and Architectural Management 11 (1): 55–64.
Dunstan, K., B. Lavin, and R. Sanford. 2006. “The Applicationof Lean Manufacturing in a Mining Environment.” In Pro-ceedings of the International Mine Management Conference,145–157, Melbourne, Australia.
Ezingeard, J. N., and P. Race. 1995. “Spreadsheet Simulationto Aid Capacity Management of Batch Chemical ProcessingUsing JIT Pull Control.” International Journal of Operations& Production Management 15 (10): 82–88.
Ferrari, E., A. Pareschi, A. Regattieri, and A. Persona. 2002.“TPM: Situation and Procedure for a Soft Introduction inItalian Factories.” The TQM Magazine 14 (6): 350–358.
Fisher, M. L. 1997. “What is the Right Supply Chain for YourProduct?” Harvard Business Review 75 (2): 105–116.
Francis, M. Application of the Food Value Chain AnalysisMethod in the UK Red Meat Industry. 9th InternationalSymposium on Logistics, Bangalore, India, 2004.
Francis, M., D. Simons, and M. Bourlakis. 2008. “Value ChainAnalysis in the UK Beef Foodservice Sector.” Supply ChainManagement: An International Journal 13 (1): 83–91.
Fransoo, J. C., and W. G. M. M. Rutten. 1994. “A Typology ofProduction Control Situations in Process Industries.” Interna-tional Journal of Operations & Production Management14 (12): 47–57.
Fullerton, R. R. 2003. “Performance Measurement and RewardSystems in JIT and Non-JIT Firms.” Journal of CostManagement 17 (6): 40–48.
Gebauer, H., M. Kickuth, and T. Friedli. 2009. “Lean Manage-ment Practices in the Pharmaceutical Industry.” InternationalJournal of Services and Operations Management 5 (4):463–481.
Ghosh, M. 2013. “Lean Manufacturing Performance in IndianManufacturing Plants.” Journal of Manufacturing TechnologyManagement 24 (1): 113–122.
Gilmore, M., and D. J. Smith. 1996. “Set-up Reduction inPharmaceutical Manufacturing: An Action Research Study.”International Journal of Operations & Production Manage-ment 16 (3): 4–17.
Goforth, K. A. 2007. Adapting Lean Manufacturing Principlesto the Textile Industry, unpublished Master’s thesis, NorthCarolina State University, Raleigh, NC, Accessed April 25.www.lib.ncsu.edu/theses/available/etd-03212007-230809/
Guisinger, A., and B. Ghorashi. 2004. “Agile ManufacturingPractices in the Specialty Chemical Industry: An Overviewof the Trends and Results of a Specific Case Study.” Interna-tional Journal of Operations & Production Management24 (6): 625–635.
Gunasekaran, A. 1998. “Agile Manufacturing: Enablers and anImplementation Framework.” International Journal of Pro-duction Research 36 (5): 1223–1247.
Gupta, V., P. Acharya, and M. Patwardhan. 2013. “A Strategicand Operational Approach to Assess the Lean Performancein Radial Tyre Manufacturing in India: A Case BasedStudy.” International Journal of Productivity and Perfor-mance Management 62 (6): 634–651.
Hamalainen, E., and U. Tapaninen. 2008. “Spatial Characteris-tics of the Transports in the Paper Mill’s Supply Chain.”Fennia 186: 83–93.
He, X., and J. C. Hayya. 2002. “The Impact of Just-in-Time Pro-duction on Food Quality.” Total Quality Management 13 (5):651–670.
Higgins, A. J., G. Antony, G. Sandell, I. Davies, D. B.Prestwidge, and B. Andrew. 2004. “A Framework for Inte-grating a Complex Harvesting and Transport System forSugar Production.” Agricultural Systems 82: 99–115.
Higgins, A. J., and L. A. Laredo. 2005. “Improving Harvestingand Transport Planning within a Sugar Value Chain.” Jour-nal of the Operational Research Society 57: 367–376.
Higgins, A., P. Thorburn, A. Archer, and E. Jakku. 2007.“Opportunities for Value Chain Research in Sugar Indus-tries.” Agricultural Systems 94: 611–621.
Hines, P., M. Holweg, and N. Rich. 2004. “Learning to Evolve:A Review of Contemporary Lean Thinking.” International
584 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Journal of Operations & Production Management 24 (10):994–1011.
Hodge, G. L., K. R. Goforth Ross, J. A. Joines, and K.Thoney. 2011. “Adapting Lean Manufacturing Principles tothe Textile Industry.” Production Planning & Control 22 (3):237–247.
Hokoma, R. A., M. K. Khan, and K. Hussain. 2008. “Investiga-tion into the Implementation Stages of Manufacturing andQuality Techniques and Philosophies within the LibyanCement Industry.” Journal of Manufacturing TechnologyManagement 19 (7): 893–907.
Hokoma, R. A., M. K. Khan, and K. Hussain. 2010. “ThePresent Status of Quality and Manufacturing ManagementTechniques and Philosophies within the Libyan Iron andSteel Industry.” The TQM Journal 22 (2): 209–221.
Holweg, M. 2007. “The Genealogy of Lean Production.” Jour-nal of Operations Management 25 (2): 420–437.
Houghton, E., and V. Portougal. 1995. “A Planning Model forJust-in-Time Batch Manufacturing.” International Journal ofOperations & Production Management 15: 9–25.
Iijima, M., S. Komatsu, and S. Katoh. 1996. “Hybrid Just-in-TimeLogistics Systems and Information Networks for Effective Man-agement in Perishable Food Industries.” International Journalof Production Economics 44 (1–2): 97–103.
Jaiganesh, V., and J. C. Sudhahar. 2013. “Sketching out theHidden Lean Management Principles in the PharmaceuticalManufacturing.” International Journal of Scientific andResearch Publications 3 (2): 1–12.
Jain, R., and A. C. Lyons. 2009. “The Implementation of LeanManufacturing in the UK Food and Drink Industry.” Interna-tional Journal of Services and Operations Management 5 (4):548–573.
Jeanes, C. F. 1995. “Achieving and Exceeding Customer Satis-faction at Milliken.” Managing Service Quality 5 (4): 6–11.
Jha, S., J. Michela, and H. Noori. 1999. “Within the CanadianBoundaries: A Close Look at Canadian Industries Implement-ing Continuous Improvement.” The TQM Magazine 11 (3):188–197.
Jimenez, E., A. Tejeda, M. Perez, J. Blanco, and E. Martinez.2011. “Applicability of Lean Production with VSM to theRioja Wine Sector.” International Journal of ProductionResearch 50 (7): 1890–1904.
Jimenez, E., A. Tejeda, M. Perez, J. Blanco, and E. Martínez.2012. “Applicability of Lean Production with VSM to theRioja Wine Sector.” International Journal of ProductionResearch 50 (7): 1890–1904.
Jones, D. T., P. Hines, and N. Rich. 1997. “Lean Logistics.” In-ternational Journal of Physical Distribution & LogisticsManagement 27 (3): 153–173.
Jonsson, P., and S. Mattsson. 2006. “A Longitudinal Study ofMaterial Planning Applications in Manufacturing Compa-nies.” International Journal of Operations & ProductionManagement 26 (9): 971–995.
Jørgensen, B., and S. Emmitt. 2008. “Lost in Transition: TheTransfer of Lean Manufacturing to Construction.” Engineering,Construction and Architectural Management 15 (4): 383–398.
Kamakura, Y. 2006. Corporate Structural Change and SocialDialogue in the Chemical Industry. Geneva: InternationalLabour Organization.
Karlsson, C., and P. Åhlström. 1996. “Assessing Changestowards Lean Production.” International Journal of Opera-tions & Production Management 16 (2): 24–41.
Katz, J. P., and M. Boland. 2000. “A New Value-added Strat-egy for the US Beef Industry: The Case of US PremiumBeef Ltd.” Supply Chain Management: An InternationalJournal 5 (2): 99–110.
Keller, A. Z., and A. Kazazi. 1993. “Just-in-Time Manufactur-ing Systems: A Literature Review.” Industrial Managementand Data Systems 93 (7): 14–17.
Koumanakos, D. P. 2008. “The Effect of Inventory Manage-ment on Firm Performance.” International Journal of Pro-ductivity and Performance Management 57 (5): 355–369.
Lasa, I. S., C. O. Laburu, and R. de C. Vila. 2008. “An Eval-uation of the Value Stream Mapping Tool.” Business ProcessManagement Journal 14 (1): 39–52.
Lee, C. Y. 2011. “Transferability of JIT/TQM to the IndianTextile Industry: Issues and Suggestions Based on CulturalAnalysis.” Journal of International Management Studies 6 (1):106–114.
Lee, W. L., and J. M. Allwood. 2003. “Lean Manufacturing inTemperature Dependent Processes with Interruptions.” In-ternational Journal of Operations & Production Manage-ment 23 (11): 1377–1400.
Lehtinen, U., and M. Torkko. 2005. “The Lean Concept in theFood Industry: A Case Study of a Contract Manufacturer.”Journal of Food Distribution Research 36 (3): 57–67.
Lehtonen, J. M., and J. Holmström. 1998. “Is Just-in-TimeApplicable in Paper Industry Logistics?” Supply Chain Man-agement: An International Journal 3 (1): 21–32.
Liker, J. K. 1997. Becoming Lean: Inside Stories of US Manu-facturers. Portland, ME: Productivity Press.
Lyons, A. C., K. Vidamour, R. Jain, and M. Sutherland. 2011.“Developing an Understanding of Lean Thinking in ProcessIndustries.” Production Planning and Control 24 (6):475–494.
Mady, M. T. 1991. “The Effect of Type of Industry on InventoryInvestments and Structure: The Egyptian Case.” InternationalJournal of Operations & Production Management 11 (6):55–65.
Mahapatra, S. S., and S. R. Mohanty. 2007. “Lean Manufactur-ing in Continuous Process Industry: An Empirical Study.”Journal of Scientific and Industrial Research 66: 19–27.
McLeod, J. R. 2008. “World Class Manufacturing – A Balanc-ing Act.” Master Brewers Association of the America 45 (1):24–31.
Melton, T. 2005. “The Benefits of Lean Manufacturing.”Chemical Engineering Research and Design 83 (6):662–673.
Melvin, A., and D. Baglee. 2008. “Value Stream Mapping: ADairy Industry Prospective.” Paper Presented at the IEEEEMC EUROPE International Engineering Management Con-ference, Managing Engineering, Technology and Innovationfor Growth, Estoril, Portugal.
Mileham, A. R., S. J. Culley, G. W. Owen, and R. I. McIntosh.1999. “Rapid Changeover – A Pre-requisite for ResponsiveManufacture.” International Journal of Operations & Pro-duction Management 19 (8): 785–796.
Production Planning & Control 585
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Moxham, C., and R. Greatbanks. 2001. “Prerequisites for theImplementation of the SMED Methodology: A Study in aTextile Processing Environment.” International Journal ofQuality & Reliability Management 18 (4): 404–414.
Mukhopadhyay, S. K., and S. Shanker. 2005. “Kanban Imple-mentation at a Tyre Manufacturing Plant: A Case Study.”Production Planning & Control 16 (5): 488–499.
Netland, T. H., Alfnes, E., and Heskestad, I. 2008. “IntegratedManufacturing Planning in Agri-food Supply Chains-towardsEnd-to-End Integration in a Norwegian Meat Company.” In-ternational Conference on Management in Agri-Food Chainsand Networks, Ede.
Ohno, T. 1988. Toyota Production System – Beyond LargeScale Production. Cambridge, MA: Productivity Press.
Oliveira, C. S. D., and E. B. Pinto. 2008. “Lean ManufacturingParadigm in the Foundry Industry.” Estudos Tecnológicos4 (3): 218–230.
Oliver, N., R. Delbridge, and J. Lowe. 1996. “Lean ProductionPractices: International Comparisons in the Auto Compo-nents Industry.” British Journal of Management 7 (SpecialIssue): S29–S44.
Ollila, A., and M. Malmipuro. 1999. “Maintenance Has a Rolein Quality.” The TQM Magazine 11 (1): 17–21.
Orr, S. 1999. “The Role of Technology in ManufacturingStrategy: Experiences from the Australian Wine Industry.”Integrated Manufacturing Systems 10 (1): 45–55.
Pacciarelli, D., and M. Pranzo. 2004. “Production Schedulingin a Steelmaking-continuous Casting Plant.” Computers &Chemical Engineering 28: 2823–2835.
Pandey, D., M. S. Kulkarni, and P. Vrat. 2011. “A Methodol-ogy for Joint Optimization for Maintenance Planning, Pro-cess Quality and Production Scheduling.” Computers &Industrial Engineering 61 (4): 1098–1106.
Partovi, F. Y. 2007. “An Analytical Model of Process Choicein the Chemical Industry.” International Journal of Produc-tion Economics 105: 213–227.
Perez, C., R. De Castro, and Maria Font i Furnols. 2009. “ThePork Industry: A Supply Chain Perspective.” British FoodJournal 111 (3): 257–274.
Perez, C., R. Castro, D. Simons, and G. Gimenez. 2010.“Development of Lean Supply Chains: A Case Study of theCatalan Pork Sector.” Supply Chain Management: AnInternational Journal 15 (1): 55–68.
Pettersen, J. 2009. “Defining Lean Production: Some Concep-tual and Practical Issues.” The TQM Journal 21 (2):127–142.
Pool, A., J. Wijngaard, and D. J. van der Zee. 2011. “LeanPlanning in the Semi-process Industry, a Case Study.”International Journal of Production Economics 131 (1):194–203.
Powell, D., E. Alfnes, and M. Semini. 2010. “The Applicationof Lean Production Control Methods within a Process-typeIndustry: The Case of Hydro Automotive Structures.”Advances in Production Management Systems 338:243–250.
Radnor, Z. 2000. “Changing to a Lean Organisation: The Caseof a Chemicals Company.” International Journal of Manu-facturing Technology and Management 1 (4/5): 444–454.
Radnor, Z. 2011. “Implementing Lean in Health Care: Makingthe Link between the Approach, Readiness and Sustainability.”International Journal of Industrial Engineering andManagement 2 (1): 1–12.
Radnor, Z., P. Walley, A. Stephens, and G. Bucci. 2006. Eval-uation of the Lean Approach to Business Management andIts Use in the Public Sector. Full Report (Scottish Executive,Edinburgh).
Ranta, J., M. Ollus, and A. Leppänen. 1992. “InformationTechnology and Structural Change in the Paper and PulpIndustry.” Computers in Industry 20: 255–269.
Richmond, L. E., and J. H. Blackstone Jr. 1988. “Just-in-Timein the Plastics Processing Industry.” International Journal ofProduction Research 26 (1): 27–34.
Robertson, M., and C. Jones. 1999. “Application of Lean Pro-duction and Agile Manufacturing Concepts in a Telecommu-nications Environment.” International Journal of AgileManagement Systems 1 (1): 14–17.
Roy, R. N., and K. K. Guin. 1999. “A Proposed Model of JITPurchasing in an Integrated Steel Plant.” International Jour-nal of Production Economics 59 (1–3): 179–187.
Saleeshya, P. G., P. Raghuram, and N. Vamsi. 2012. “LeanManufacturing Practices in Textile Industries – A Case Study.”International Journal of Collaborative Enterprise 3 (1): 18–37.
Scott, B. S., A. E. Wilcock, and V. Kanetkar. 2009. “A Surveyof Structured Continuous Improvement Programs in theCanadian Food Sector.” Food Control 20: 209–217.
Seth, D., N. Seth, and D. Goel. 2008. “Application of ValueStream Mapping (VSM) for Minimization of Wastes in theProcessing Side of Supply Chain of Cottonseed Oil Industryin Indian Context.” Journal of Manufacturing TechnologyManagement 19 (4): 529–550.
Sewing, A., T. Winchester, and P. Carnell. 2008. “HelpingScience to Succeed: Improving Processes in R&D.” DrugDiscovery Today 13 (5–6): 227–233.
Shah, N. 2005. “Process Industry Supply Chains: Advancesand Challenges.” Computers & Chemical Engineering 29:1225–1236.
Shah, R., and P. T. Ward. 2003. “Lean Manufacturing: Context,Practice Bundles, and Performance.” Journal of OperationsManagement 21: 129–149.
Shah, R., and P. T. Ward. 2007. “Defining and DevelopingMeasures of Lean Production.” Journal of Operations Man-agement 25 (4): 785–805.
Sharma, R. K., D. Kumar, and P. Kumar. 2005. “FLM to SelectSuitable Maintenance Strategy in Process Industries UsingMISO Model.” Journal of Quality in Maintenance Engineer-ing 11 (4): 359–374.
Simons, D., M. Francis, M. Bourlakis, and A. Fearne. 2003.“Identifying the Determinants of Value in the UK Red MeatIndustry: A Value Chain Analysis Approach.” Journal onChain and Network Science 3 (2): 109–121.
Simons, D., and D. Taylor. 2007. “Lean Thinking in the UKRed Meat Industry: A Systems and Contingency Approach.”International Journal of Production Economics 106: 70–81.
Simons, D., and K. Zokaei. 2005. “Application of LeanParadigm in Red Meat Processing.” British Food Journal107 (4): 192–211.
586 A. Panwar et al.
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5

Smeds, R. 1994. “Managing Change towards Lean Enter-prises.” International Journal of Operations & ProductionManagement 14 (3): 66–82.
Sohal, A. S. 1996. “Developing a Lean Production Organiza-tion: An Australian Case Study.” International Journal ofOperations & Production Management 16 (2): 91–102.
Soriano-Meier, H., and P. L. Forrester. 2002. “A Model forEvaluating the Degree of Leanness of Manufacturing Firms.”Integrated Manufacturing Systems 13 (2): 104–109.
Stone, K. B. 2012. “Four Decades of Lean: A SystematicLiterature Review.” International Journal of Lean Six Sigma3 (2): 112–132.
Storch, R. L. 1999. “Improving Flow to Achieve Lean Manu-facturing in Shipbuilding.” Production Planning & Control10 (2): 127–137.
Storck J., and B. Lindberg. 2007a. “A Lean Production Strat-egy for Hot Charge Operation of a Steel Mill.” Proceedingsof the IET International Conference on Agile Manufacturing,Durham, UK, 158–167.
Storck, J., and B. Lindberg. 2007b. “A Cost Model for theEffect of Setup Time Reduction in Stainless Steel StripProduction.” Proceedings of the 1st Swedish ProductionSymposium, Chalmers University of Technology, Göteborg.
Taj, S. 2008. “Lean Manufacturing Performance in China:Assessment of 65 Manufacturing Plants.” Journal ofManufacturing Technology Management 19 (2): 217–234.
Taj, S., and C. Morosan. 2011. “The Impact of Lean Operationson the Chinese Manufacturing Performance.” Journal ofManufacturing Technology Management 22 (2): 223–240.
Tang, L. X., J. Y. Liu, A. Y. Rong, and Z. H. Yang. 2000. “AMathematical Programming Model for Scheduling Steelmak-ing-continuous Casting Production.” European Journal ofOperational Research 120: 423–435.
Taylor, D. H. 2005. “Value Chain Analysis: An Approach toSupply Chain Improvement in Agri-food Chains.” Interna-tional Journal of Physical Distribution & Logistics Manage-ment 35 (10): 744–761.
Taylor, D. H. 2006. “Demand Management in Agri-food Sup-ply Chains: An Analysis of the Characteristics and Problemsand a Framework for Improvement.” The International Jour-nal of Logistics Management 17 (2): 163–186.
Taylor, D. H., and A. Fearne. 2006. “Towards a Framework forImprovement in the Management of Demand in Agri-foodSupply Chains.” Supply Chain Management: An Interna-tional Journal 11 (5): 379–384.
Taylor, D. H., and A. Fearne. 2009. “Demand Management inFresh Food Value Chains: A Framework for Analysis andImprovement.” Supply Chain Management: An InternationalJournal 14: 379–392.
Thomas, H. 2005. Transforming the Pharma Industry: LeanThinking Applied to the Pharmaceutical Manufacturing.World Congress of Chemical Engineering, Glasgow, UK,July.
Ullman, F., and R. Boutellier. 2008. “A Case Study of LeanDrug Discovery: From Project Driven Research to Innova-tion Studios and Process Factories.” Drug Discovery Today13 (11–12): 543–550.
Upadhye, N., S. G. Deshmukh, and S. Garg. 2010. “LeanManufacturing in Biscuit Manufacturing Plant: A Case.”International Journal of Advanced Operations Management2 (1/2): 108–139.
Upton, D. 1998. “Just-in-Time and Performance MeasurementSystems.” International Journal of Operations & ProductionManagement 18 (11): 1101–1110.
Vachon, S., A. Halley, and M. Beaulieu. 2009. “AligningCompetitive Priorities in the Supply Chain: The Role ofInteractions with Suppliers.” International Journal of Opera-tions & Production Management 29 (4): 322–340.
Venkatesh, J. 2007. “An Introduction to Total ProductiveMaintenance (TPM).” The Plant Maintenance ResourceCenter 3–20.
van der Vorst, J. G. A. J., S. J. van Dijk, and A. J. M. Beulens.2001. “Supply Chain Design in the Food Industry.” TheInternational Journal of Logistics Management 12 (2): 73–86.
Voss, C. A. 2005. “Paradigms of Manufacturing Strategy Re-visited.” International Journal of Operations & ProductionManagement 25 (12): 1223–1227.
Wagner, S. M. 2006. “Supplier Development Practices: AnExploratory Study.” European Journal of Marketing 40 (5/6):554–571.
Welgama, P. S., and R. G. S. Mills. 1995. “Use of Simulationin the Design of a JIT System.” International Journal ofOperations & Production Management 15 (9): 245–260.
White, R. E., and V. Prybutok. 2001. “The Relationshipbetween JIT Practices and Type of Production System.”Omega 29 (2): 113–124.
Womack, J. P., and D. T. Jones. 1996. Lean Thinking: BanishWaste and Create Wealth in Your Corporation. New York:Simon and Schuster.
Womack, J. P., D. T. Jones, and D. Roos. 1990. The MachineThat Changed the World. New York: Rawson Associates.
Xiong, G., and T. R. Nyberg. 2000. “Push/Pull Production Planand Schedule Used in Modern Refinery CIMS.” Robotics &Computer Integrated Manufacturing 16 (6): 397–410.
Zanoni, S., and L. Zavanella. 2005. “Model and Analysis ofIntegrated Production–Inventory System: The Case of SteelProduction.” International Journal of Production Economics93–94: 197–205.
Zhang, Q., J. Abbas, X. Zhu, and M. Shah. 2012. “CriticalSuccess Factors for Successful Lean Six Sigma Implementa-tion in Pakistan.” Interdisciplinary Journal of ContemporaryResearch in Business 4 (1): 117–124.
Zokaei, A. K., and D. W. Simons. 2006. “PerformanceImprovements through Implementation of Lean Practices: AStudy of the UK Red Meat Industry.” International Foodand Agribusiness Management Review 9 (2): 30–53.
Production Planning & Control 587
Dow
nloa
ded
by [
avin
ash
panw
ar]
at 0
2:24
16
June
201
5