
MODIFIED POLYESTER THERMOSETTING RESIN ...
20
M Europaisches Patentamt European Patent Office Office europaen des brevets (n) Publication number: 0 211 903 B1 EUROPEAN PATENT SPECIFICATION ® int. ci.5: C08G 81/00, C08G 63/91, C08L 67/06 @ Date of publication of patent specification : 11.09.91 Bulletin 91/37 Application number : 86901295.5 Date of filing : 11.02.86 (£§) International application number: PCT/AU86/00030 (87) International publication number: WO 86/04908 28.08.86 Gazette 86/19 (54) MODIFIED POLYESTER THERMOSETTING RESIN COMPOSITIONS. (73) Proprietor : BRIDGES CORPORATION PTY. LTD. 503 Grand Junction Road Wingfield, S.A. 5013 (AU) @) Priority : 13.02.85 AU 9263/85 (43) Date of publication of application : 04.03.87 Bulletin 87/10 (72) Inventor : STRUDWICK, Kenneth, Roy 503 Grand Junction Road Wingfield, S.A. 5013 (AU) (45) Publication of the grant of the patent : 11.09.91 Bulletin 91/37 (74) Representative : Jump, Timothy John Simon et al VENNER, SHIPLEY & CO. 368 City Road London EC1V 2QA (GB) (84) Designated Contracting States : AT CH DE FR GB IT LJ NL SE (56) References cited : CHEMICAL ABSTRACTS, vol. 82, no. 18, 5th May 1975, page 39, abstract no. 112736u, Col- umbus, Ohio, US CQ « o CM Note : Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. Notice of opposition shall be filed in a written reasoned statement. It shall not be deemed to have been filed until the opposition fee has been paid (Ait 99(1) European patent convention). Q. LU Jouve, 18, rue Saint-Denis, 75001 PARIS
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of MODIFIED POLYESTER THERMOSETTING RESIN ...
M Europaisches Patentamt
European Patent Office
Office europaen des brevets (n) Publication number: 0 211 9 0 3 B 1
EUROPEAN PATENT S P E C I F I C A T I O N
® int. ci.5: C08G 81/00, C08G 63 /91 , C08L 6 7 / 0 6
@ Date of publication of patent specification : 11.09.91 Bulletin 91/37
Application number : 86901295.5
Date of filing : 11.02.86
(£§) International application number: PCT/AU86/00030
(87) International publication number: WO 86/04908 28.08.86 Gazette 86/19
(54) MODIFIED POLYESTER THERMOSETTING RESIN COMPOSITIONS.
(73) Proprietor : BRIDGES CORPORATION PTY. LTD. 503 Grand Junction Road Wingfield, S.A. 5013 (AU)
@) Priority : 13.02.85 AU 9263/85
(43) Date of publication of application : 04.03.87 Bulletin 87/10
(72) Inventor : STRUDWICK, Kenneth, Roy 503 Grand Junction Road Wingfield, S.A. 5013 (AU)
(45) Publication of the grant of the patent : 11.09.91 Bulletin 91/37
(74) Representative : Jump, Timothy John Simon et al VENNER, SHIPLEY & CO. 368 City Road London EC1V 2QA (GB)
(84) Designated Contracting States : AT CH DE FR GB IT LJ NL SE
(56) References cited : CHEMICAL ABSTRACTS, vol. 82, no. 18, 5th May 1975, page 39, abstract no. 112736u, Col- umbus, Ohio, US
CQ « o
CM Note : Within nine months from the publication of the mention of the grant of the European patent, any person may give notice to the European Patent Office of opposition to the European patent granted. Notice of opposition shall be filed in a written reasoned statement. It shall not be deemed to have been filed until the opposition fee has been paid (Ait 99(1) European patent convention). Q.
LU
Jouve, 18, rue Saint-Denis, 75001 PARIS
EP 0 211 903 B1
Description
BACKGROUND OF THE INVENTION
5 This invention provides polyester thermosetting resin compositions and products obtained from formu- lations containing such compositions, in which the polyester is chemically modified by reaction with organo- silicone thermosetting compounds, in particular, organo-silicone thermosetting elastomers.
More particularly, the invention provides polyester thermosetting resin "dough" moulding compositions wherein a "dough" comprising the chemically modified polyester thermosetting resin composition, catalyst, fil-
10 lers and additives can be formed to shape in hot dies under high pressure, although in other embodiments the chemically modified polyester may include thermosetting resin compositions which are suitable for extruding, pultruding and hand lay-up processes and injection, compression and transfer moulding by appropriate changes therein.
In the past it has been suggested to add silicone prepolymers to certain thermoplastic materials and refer- 15 ence may be made to the publication "Plastics Technology", August 1 985, pp 57-61 . This publication describes
the interpenetrating polymer networks which develop when a silicone prepolymer is admixed with a thermop- lastic resin.
JP-A-74132184 discloses a polyester resin comprising an unsaturated polyester, a copolymerisabie mono- mer and a single organo polysiloxane, exemplified by polydimethyl siloxane.
20 No prior art is known which describes the incorporation of heat-curable thermosetting organo-silicone com- pounds, in particular, organo-silicone thermosetting elastomer materials, into unsaturated polyester resins to form heat-curable cross-linked polyester thermosetting resins. By "thermosetting" is meant a polymeric compo- sition capable of being cured or cross-linked so that it cannot be re-melted without destroying its chemical nat- ure. Thermosets are characterized by the presence of extensive primary covalent bonds between molecules,
25 in distinction to the weak secondary intermolecular forces characteristic of the re-meltable thermoplastic polym- ers.
SUMMARY OF THE INVENTION
30 In accordance with the present invention, there are provided new polyester thermosetting resins which can be used in moulding, extruding and pultruding processes, wherein organo-silicone thermosetting compounds, in particular, organo-silicone thermosetting elastomer compounds are reacted with an unsaturated polyester resin, optionally with additives, leading to a new type of cross-linked polyester silicone polymer having many improved properties in the final product.
35 Thus, in contrast to the prior art, in which only interpenetrating networks were considered, which do not involve primary chemical bonds between cross-linked networks of a particular type (ie polymer A cross-links with polymer A and polymer B cross-links with polymer B, but not polymer A with polymer B; polymers A and B cross-link to form an intertwining and inextricable mixture), the present invention provides new polyester/or- gano-silicone thermosetting resins, in particular, organo-silicone thermosetting elastomer resin compositions
40 in which the organo-silicone component actually cross-links by primary chemical bonds both within itself and with the polyester resin, forming a solid polyester/silicone chemically cross-linked network.
Formulations comprising a polyester thermosetting resin, in particular, organo-silicone thermosetting elas- tomer compounds, catalyst (generally tertiary butyl perbenzoate), cellulose acetate butyrate or other approp- riate low-profile or low-shrinkage additives, with fillers such as alumina trihydrate and fibre material, as well as
45 mould release agents such as zinc stearate in appropriate proportions, can be cured together under heat and pressure to give products which are superior in quality to that formed in the absence of the silicone elastomer. Variations in the formulation lead to a variety of desirable properties and material that can be injection moulded, transfer moulded, compression moulded, extruded or pultruded.
Thus, the heat-cured thermoset polyester resin/thermoset organo-silicone component, with or without the 50 benefit of a low-profile or low-shrinkage additive and/or fillers, provides a complex interpenetrating molecular
network containing primary chemical bonds, forming cross-links within the organo-silicone component and be- tween the organo-silicone component and the polyester resin, which achieves physical characteristics in the products fabricated therefrom that are superior to products fabricated from the polyester resin without the pre- sence of the organo-silicone component. The invention has, for instance, important applications in the produc-
55 tion of electrical insulating materials. Moulding formulations in accordance with the invention, used for the production of moulded electrical
insulating materials, have been found to provide general improvements in moulding operations and in the moul- ded products, for example: better mould release; improved water resistance; increased ultraviolet light protec-
EP 0 211 903 B1
tion; lower moulding, pressures; lowered dust retention; improved chemical resistance; smoother mouldings; better colour distribution of pigment; and improved electrical properties. The invention may also be applied to such things as cookware; roofing materials; building materials; vehicle coachwork, running gear and fittings; and machine components and bodies.
5 GENERAL DISCUSSION
Polyester Resin Component
10 Polyester resins which can be used in preparing the resin compositions of the present invention are unsatu- rated thermoset synthetic resins formed by condensation reaction of anhydrides or carfaoxylic acids with alcohols; generally anhydrides ordicarboxylic acids with dihydroxy alcohols are used. The bond resulting from the condensation reaction is an ester bond (RCO2R')- Generally the mixture is dissolved in an unsaturated monomer such as styrene, the unsaturated polyesters usually being cross-linked through their double bonds
15 in the presence of a suitable unsaturated monomer. In the presence of catalysts, and generally of heat, the resins will cure to form a hard thermoset.
Polyester resins are formed from a variety of materials including maleic acid or anhydride or fumaric acid, possibly in combination with phthalic acid or anhydride, or isophthalic acid, with alcohols such as ethylene glycol, propylene glycol, diethylene glycol and dipropylene glycol. The most common cross-linking agents are
20 styrene and diallyl phthalate. Peroxide catalysts such as benzoyl peroxide, methyl ethyl ketone peroxide, tertiary butyl perbenzoate and
cumene hydroperoxide are usually added to the polyester resin to effect curing. A number of other peroxide catalysts such as cyclohexanone peroxide, 2,4-dichlorobenzoyl peroxide, bis(para-bromobenzoyl)peroxide, and acetyl peroxide, are also used.
25 Polymerization inhibitors are added to polyester resins to prevent polymerization of the polyester resin at room temperature in the absence of catalysts. Some typically used inhibitors include hydroquinone, para-ter- tiary-butyl-catechol, phenolic resins, aromatic amines, pyrogallol, chloranil, picric acid and quinones.
General literature references relevant to polyester resins which may be used in preparing resin compo- sitions in accordance with the invention are The Condensed Chemical Dictionary (1 Oth Ed.), G D Hawley (Rev-
30 iser), Van Nostrand Reinhold (NY), 1981 , p 830, and Encyclopaedia of Polymer Science and Technology, H F Mark, N G Gaylord, and N M Bikales (Eds), John Wiley and Sons, NY, 1969, Vol 11, p 62-168.
Polyester resins without a "low-profile" or "low shrinkage" additive, referred to hereinafter as being known in the art to alleviate the shrinkage and warping stresses created particularly in a polyester resin during curing, may be used in preparing resin compositions in accordance with the invention, but surface appearance and
35 dimensional accuracy and mechanical strength may all be compromised to varying degrees. Hence it is pre- ferred to utilise polyester resins containing a "low-profile" or "low shrinkage" additive as referred to hereinafter.
Commercially available polyester resins suitable for preparing "dough" and sheet moulding resin compo- sitions in accordance with the invention are sold by Monsanto Australia Limited, Melbourne, Australia, a sub- sidiary of Monsanto Company, St Louis, Missouri, USA, for example under the trade designation
40 CRYSTIC®D3679. This material is specially formulated to give consistent thickening with the thickening agents commonly used in "dough" moulding, such as magnesium oxide or hydroxide, and is frequently used without a "low profile" additive. When optimum surface finish is required, the material can be used with a "low profile" additive such as that sold by Monsanto Australia Limited under the trade designation LUSTREX®5300A. Atypi- cal formulation includes tertiary butyl perbenzoate, cellulose acetate butyrate, titanium pigment and alumina
45 trihydrate, with glass or synthetic fibre being added for strength. Other sources of suitable polyester resin are A C Hatrick Chemicals Pty Ltd, of Botany, New South Wales,
Australia, who sells a moulding polyester resin underthe trade designation POLYLITE®, and Ashland Chemical Co, of Columbus, Ohio, USA, who sells an approximately equivalent resin under the trade designation AROPOL®7030.
so Still other supplies of suitable polyester resin products which function satisfactorily within this invention are available, the invention described below being satisfactorily workable with the polyester resins so identified and available from the specified suppliers.
Organo-Silicone Component 55
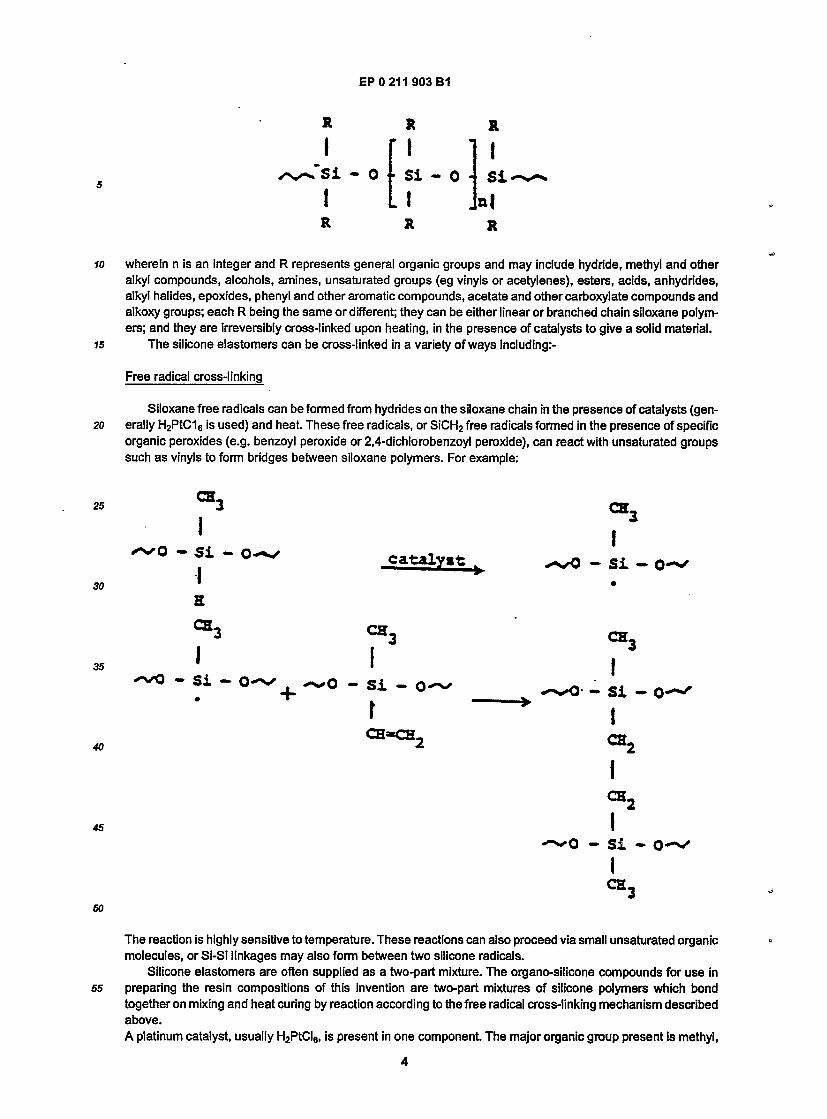
Thermosetting organo-silicone components which can be used in preparing the resin compositions of the present invention preferably are two part thermosetting organo-silicone elastomer materials each based on a siloxane backbone containing organic functional groups:
EP 0 211 903 B1
* R R I f I I I
S i - 0 • Si - 0 - S i I L I J n |
R R R
10 wherein n is an integer and R represents general organic groups and may include hydride, methyl and other alkyl compounds, alcohols, amines, unsaturated groups (eg vinyls or acetylenes), esters, acids, anhydrides, alkyl halides, epoxides, phenyl and other aromatic compounds, acetate and other carboxylate compounds and alkoxy groups; each R being the same or different; they can be either linear or branched chain siloxane polym- ers; and they are irreversibly cross-linked upon heating, in the presence of catalysts to give a solid material.
is The silicone elastomers can be cross-linked in a variety of ways including:-
Free radical cross-linking
Siloxane free radicals can be formed from hydrides on the siloxane chain in the presence of catalysts (gen- 20 erally H2PtC1 6 is used) and heat. These free rad icals, or SiCH2 free radicals formed in the presence of specific
organic peroxides (e.g. benzoyl peroxide or 2,4-dichlorobenzoyl peroxide), can react with unsaturated groups such as vinyls to form bridges between siloxane polymers. For example:
= 3
I
""•'O - S i - O - * * ' I
a
< a 3
I
• ^ 0 - Si - O-~v . ^ , 0 -
CH. 25
_ c a t a l y « t ^ • O - S i — O - * ' 30
CH. CH3
I
*o- - s i - o - * - '
I
CH2
I
CH2
'O - Si - O - v I
C H ,
S i - O— ̂
f
CH-CBU
35
40
45
50
The reaction is highly sensitive to temperature. These reactions can also proceed via small unsaturated organic molecules, or Si-Si linkages may also form between two silicone radicals.
Silicone elastomers are often supplied as a two-part mixture. The organo-silicone compounds for use in preparing the resin compositions of this invention are two-part mixtures of silicone polymers which bond together on mixing and heat curing by reaction according to the free radical cross-linking mechanism described above. A platinum catalyst, usually H2PtCI6, is present in one component. The major organic group present is methyl,
55
EP 0 211 903 B1
but hydrides and terminal vinyls are also included. Fillers which may be used therein usually include silica, with other additives including inhibitors, pigments, and stabilisers, generally being present.
General literature references relevant to organo-silicone compounds which may be used in preparing resin compositions in accordance with the invention are Encyclopedia of Chemical Technology (3rd Ed), H F Mark,
5 D Othmer, C G Overberger, G T Seaborg, M Grayson and D Eckroth (Eds), John Wiley & Sons, NY, 1982, Vol 20, p 922-962, and Encyclopedia of Polymer Science and Technology, H F Mark, N G Gaylord, N M Bikales, (Eds), John Wiley & Sons, NY, 1970, Vol 12, p 464-569.
Commercially available thermosetting organo-silicone compounds suitable for use in preparing resin compositions in accordance with the invention are sold by General Electric Co, of USA, who manufacture a
10 number of two-part heat-curing silicone elastomers under the trade designation LIM®, one of which, the pre- ferred material SLE5600, is primarily intended for use in injection moulding apparatus. Another source is the Dow Corning Co of Midlands, Michigan, USA, who sell a generally equivalent silicone under the trade desig- nation SILASTIC® 591 . Yet another source is Wacker-Chemie, of Munich, Western Germany, who sell a com- parable silicone material under the trade designation VP-R® 3003/50.
15 Silicone fluids, which are most commonly methyl substituted siloxanes, are not suitable for use in preparing resin compositions in accordance with the invention because: silicone fluids do not enter into reaction with the polyester resin; silicone fluids do not confer flexibility on moulded products; and silicone fluids largely migrate to the surface of the mould in producing moulded products.
20 Cross-Linking Reactions
Siiicone polymers form primary chemical bonds with non-silicone species present in the reaction mixture when the appropriate functional groups and conditions are present. These functional groups include vinyl, sili- con hydride
25
( - S 1 - H ) , i
30 and silicon methyl
(-Si-Me) , i 35
on the silicone polymer; and vinyl and other unsaturated groups on other species, in the present case, the polyester resin molecules. The conditions necessary for bonds to form include heat and the presence of approp- riate catalysts such as H2PtCI6 or tertiary butyl perbenzoate.
The chemistry of the interactions of the organo-silicone polymer component with the polyester component 40 is diverse and complex. Many functional groups are present which can interact with each other and lead to the
formation of primary bonds between the organo-silicone component and the polyester resin present. The interaction of the organo-silicone component with the polyester resin molecule is of most importance to polyes- ter "dough" moulding applications, with other beneficial interactions possibly also taking place between the sili- cone functional groups and non-resin ingredients.
45 Some of the principal interactions which are likely to take place are as follows:
(i) Activated species with unsaturated bond
Free radicals and other activated species are readily formed in the reaction mixtures and conditions des- 50 cribed above in the presence of suitable catalysts (eg H2PtCl6 and tertiary butyl perbenzoate are common catal-
ysts in the silicone/polyester mixtures herein). The free radicals formed (eg
- S i C H , ' , - S i *
or RO- might be expected in a silicone/polyester mixture) may interact with an unsaturated bond (eg RCH=CH2, RCH=CHR' or RC=CH may be present - where R and R' represent some organic species) to form a new free
EP 0 211 903 B1
radical species. This free radical species may interact with other unsaturated bonds, possibly undergoing a chain reaction. One of the free radical species formed may extract hydrogen (H) from a donor molecule. By the reactions described, primary bonds are formed which can act as bridges between the silicone polymer and the polyester molecules in the mixture.
5 A possible bridge between a silicone molecule and a polyester resin molecule may be of the form
-S i -CH2-CH2-O-R,
10 wherein R represents the polyester resin material, and
\ - S i
15 «
represents a silicon atom from an organo-silicone compound,
(ii) Free radical with free radical 20
Some of the free radical species described in (i) above, or other free radical species present in the reaction mixture, may interact with each other to form a primary bond between them. By this means, a bridge may form between the silicone polymer and the polyester resin material. The reaction type is shown by the general equation.
25 I I
-S i* + R X - S i - R t ^ •
30 whilst a bridge between a silicone free radical molecule and other radicals present in the polyester resin may be of the form:
- S i - CH- - GH - CH_ - CH - O - R \ I Ph Ph
wherein R represents the polyester resin material, and 40
I - S i
45 represents a silicon atom from the organo-silicone component. In this invention, the mechanism of cross-linking does not involve a condensation reaction such as:
ROH + HO-Si- — ̂ RO-Si - + H . 0
or RCOOH + HO-Si- — =r RCOO-Si- + H - 0
or ROH + R ' O - S i - — ̂ RO-Si- + R'OH. i t
55 Polyester/Silicone Cross-Linked Thermoset Resin
The polyester/silicone cross-linked resin compositions of the present invention contain adequate amounts
6
EP 0 211 903 B1
of multi-functional units between which the cohesive forces are insufficient to prevent flow, the addition of curing agents and application of heat causing irreversible hardening of the compositions into thermoset solids, through cross-linking chemical bonds being formed so that flow is no longer possible.
These characteristics are consistent with the definition of thermoset resins according to literature refer- 5 ences such as Encyclopaedia of Chemical Technology (3rd Edition), H F Mark, D F Othmer, C G Overberger,
G T Seaborg, M Grayson and D Eckroth (Eds), John Wiley and Sons, NY, 1979, Vol 8, p 885, ibid, 1980, Vol 9 p 133; The Condensed Chemical Dictionary (10th Edition), G G Hawley (reviser), Van Nostrand Reinhold, NY, 1981, p 1016; and Plastics Engineering Handbook, (4th Edition) J Frados (Ed), Van Nostrand Reinhold, NY, 1976, p 204-205.
10 The curing polymerization is generally dependent on time and temperature but the nature of the curing agent is also an important consideration. The formulations become more liquid initially and then set hard when polymerization is complete. If moulding is carried out under pressure, the resulting material is a dense solid.
Various degrees of rigidity and flexibility can be achieved in the end products by modifying the polyester/or- gano-silicone thermosetting resin formulations of the invention. These materials can be adjusted to provide pro-
fs ducts having flexibilities close to those of elastomeric materials. The inclusion of a wide range of filler materials assist in achieving such variations, suitable filler materials including alumina, woodflour, cement, macerated rag, glass, natural or synthetic fibres, mica and other minerals.
Low Profile Additive 20
Low profile additives are polymers which can be added to uncured thermoset material to fill any surface imperfections resulting from shrinkage of the resin material during the curing and moulding process. Low profile additives are chosen to be incompatible with the cured product and are designed not to cross-link with the prep- olymer. Thus, powdered polyethylene is added as a low profile additive to polyester resins to fill surface imper-
25 fections resulting from shrinkage. General literature references relevant to low profile additives which may be used in the resin compositions
of the present invention are Encyclopedia of Polymer Science and Engineering (2nd Edition), H F Mark, N M Bikales, C G Overberger, G Menges, J I Kroschwitz (Eds), J Wiley & Sons, NY, 1985, Vol 1 , p 474, and Encyc- lopedia of Chemical Processing and Design, J J McKetta and W A Cunningham (Eds), Marcel Dekker (NY),
30 1977, Vol 2, p 109. Commercially available low profile additives which may be so used, can be detailed as follows:
S u p p l i e r T r a d e D e s i g n a t i o n B a s i s 35
M o n s a n t o LUSTREX® 5300A p o l y s t y r e n e Rohm & Haas PARAPLEX® PI 9 a c r y l i c
w U n i o n C a r b i d e L P - 4 O A , L P - 1 0 O / L P - 3 0 p o l y v i n y l -
L P - 8 5 , L P - 9 0 a c e t a t e
U n i o n C a r b i d e L P - 6 0 , LPS-60 p o l y c a p r o l a c t o n e U n i o n C a r b i d e LP-80# LPS-80 p o l y s t y r e n e
45 U n i o n C a r b i d e LP-33 v i n y l a c e t a t e /
v i n y l c h l o r i d e
c o p o l y m e r
gj, E a s t m a n - Kodak - c e l l u l o s e a c e t a t e
b u t y r a t e L a b f i n a FINAPRENE* s t y r e n e b u t a d i e n e
e l a s t o m e r 55 A l l i e d C h e m i c a l AC POLYMIST* p o l y e t h y l e n e
Low profile additives are considered to have a functionally different role from that of the organo-silicone
7
EP 0 211 903 B1
compound whose role is to cross-link with the polyester informing a thermoset resin of the invention. Sometimes a low profile additive may contain functional groups which will react with the organo-silicone compound and cause it to cross-link therewith, however, this would be an unusual event, as low profile additives are chosen generally so as to be unreactive.
5 PREFERRED EMBODIMENTS OF THE INVENTION
A cured "dough" moulding formulation embodying the polyester/silicone cross-linked polymers in accord- ance with the foregoing, which polymers can be thermoset, constitute a preferred embodiment of the invention.
w Thermosets are useful as insulators in electric/electronic applications due to their ability to resist heat and environmental conditions. Some of the distinctive properties of thermosets include dimensional stability, low- to-zero creep, low water absorption, maximum physical strength, good electrical properties, high heat deflection temperatures, high heat resistance, minimal values of coefficient of thermal expansion, and low heat transfer.
A cured "dough" moulding formulation is an aggregate material consisting of a glass-like resin matrix 15 heavily filled with reinforcing powders and fibres whose material properties are complementary to those of the
resin. The resultant heterogenous composition may thus be usefully formulated so that it has properties superior to any of its parts. Fibre reinforcement principally contributes to the development of tensile strength, and the prevention of brittle fracture propagation. Powder fillers are typically chosen to decrease flammability, brittle- ness and cost
20 Cured "dough" moulding formulations embodying the polyester/silicone cross-linked resins in accordance with the invention, fulfill many of the criteria required of insulating material to be used by the electrical industry, with respect to ultraviolet resistance, weathering resistance, resistance to water absorption, resistance to deg- radation by heat, and resistance to corrosive weathering (whose breakdown products result in "tracking" cur- rents occurring across the insulator), and high edge-to-edge breakdown voltage characteristics.
25 Preferred moulding formulations according to the invention contain the organo-silicone component in the range on total formulae weight of from about 0. 1 % to about 30%, the preferred range for "dough" moulding for- mulations being about 0.5% to about 15% (expressed as a percentage of the total mixture by weight). Most preferred formulations contain mixtures of organo-silicone component: polyester resin in the ratio of about 3:10, respectively, based on the weight of the components.
30 Ranges of other materials in the formulations may be as follows: polyester resin 5-95% wt; low profile addi- tive 0-30% wt; catalyst 0.01-2% wt; filler 0-70% wt; release agent 0-1 0% wt; pigment 0-70% wt; and fibres 0-80% wt. Preferred ranges of such other materials in the "dough" moulding compound are as follows: polyester resin 21-28% wt; low profile additive 3-14% wt; catalyst 0.30-0.42% wt; filler 41-58% wt; pigment 1-12% wt; release agent 0.1-1 .5% wt; and fibres 10-26% wt (expressed as a percentage by weight of the total mixture).
35 Preferred polyester resins for use in the resin compositions of the invention are Monsanto D3679, or Ash- lands 7030, or AC Hatrick P0LYLITEO61 .020 or 07512. Preferred low profile additives for use with organo- silicone compounds used in the compositions of the invention are thermoplastic vinyl acetates, acrylics, and cellulose acetate butyrates, whilst the least preferred are thermoplastic rubbers, polystyrene, polyethylene or polypropylene.
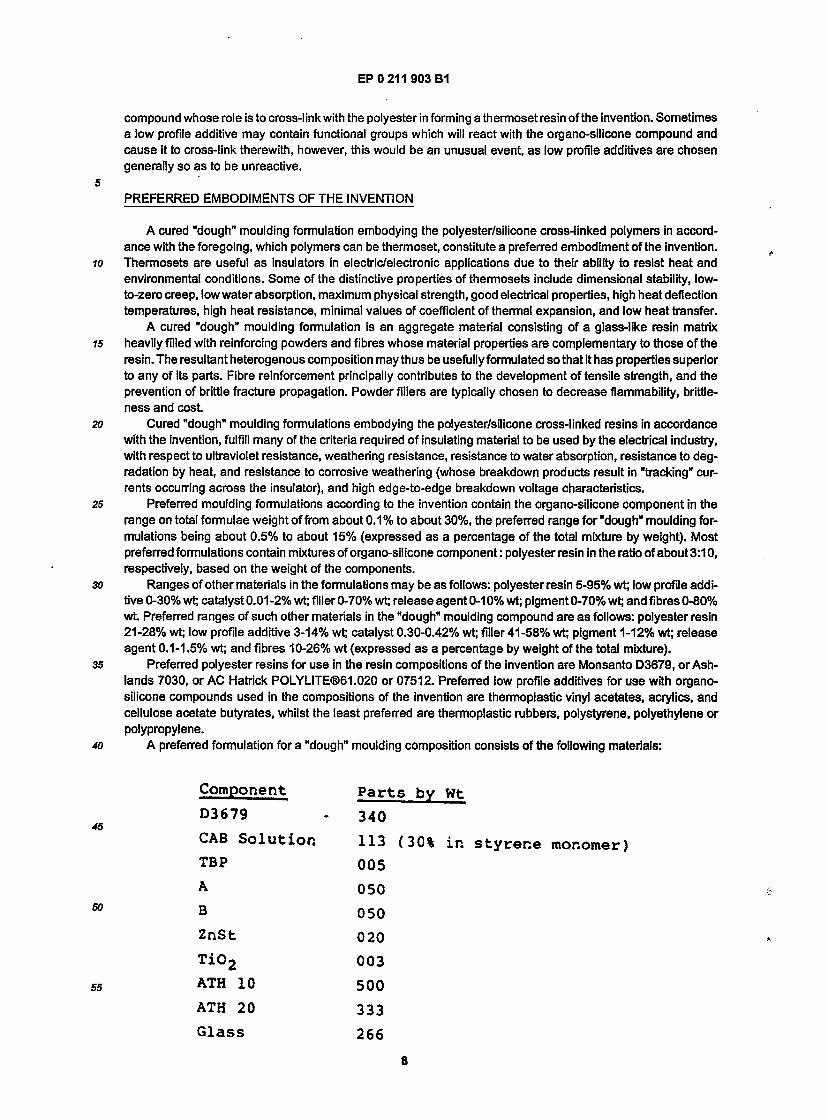
40 A preferred formulation for a "dough" moulding composition consists of the following materials:
C o m p o n e n t P a r t s by Wt D3679 - 3 4 0 CAB S o l u t i o n 113 (30% in s t y r e n e m o n o m e r ) TBP 0 0 5 A 0 5 0 B 0 5 0 ZnSt 0 2 0
TiO2 0 0 3 ATH 10 5 0 0
ATH 20 3 3 3 G l a s s 2 6 6
8
45
50
55
EP 0 211 903 B1
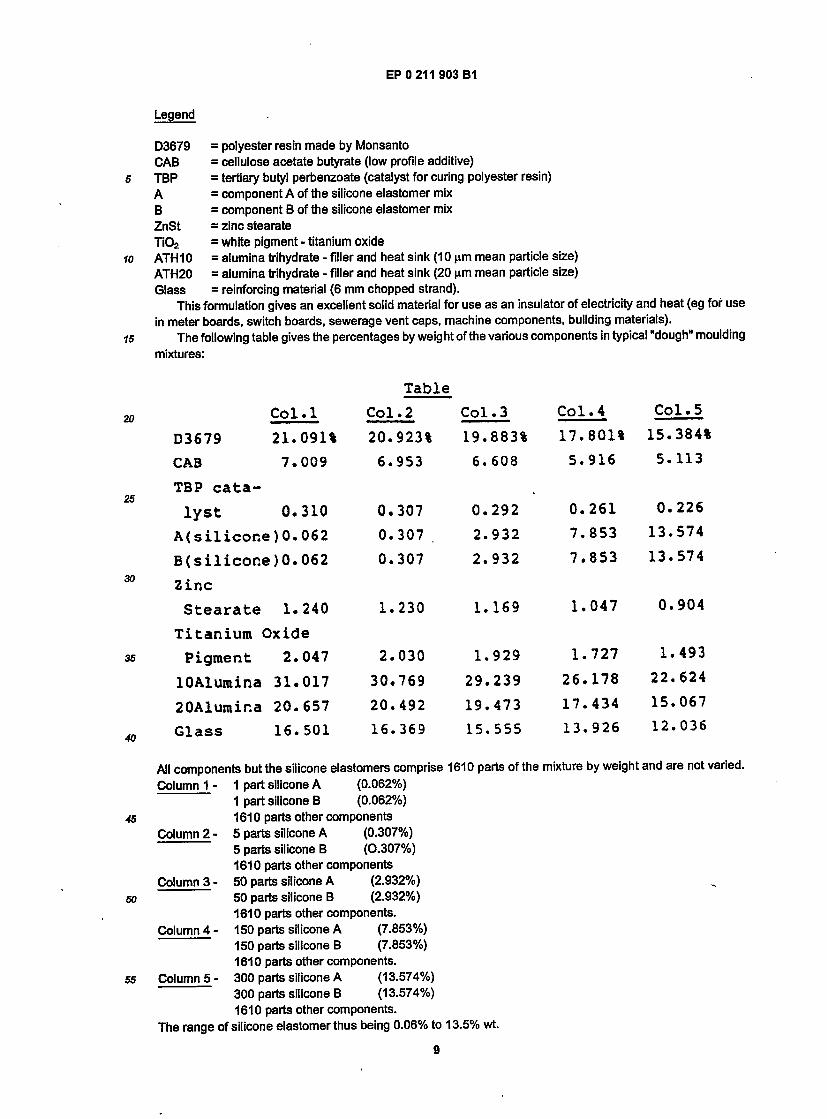
D3679 = polyester resin made by Monsanto CAB = cellulose acetate butyrate (low profile additive) TBP = tertiary butyl perbenzoate (catalyst for curing polyester resin) A = component A of the silicone elastomer mix B = component B of the silicone elastomer mix ZnSt = zinc stearate TiO2 = white pigment - titanium oxide ATH1 0 = alumina trihydrate - filler and heat sink (1 0 |im mean particle size) ATH20 = alumina trihydrate - filler and heat sink (20 \im mean particle size) Glass = reinforcing material (6 mm chopped strand).
This formulation gives an excellent solid material for use as an insulator of electricity and heat (eg for use in meter boards, switch boards, sewerage vent caps, machine components, building materials).
The following table gives the percentages by weight of the various components in typical "dough" moulding mixtures:
10
15
T a b l e
C o l . 2 C o l . 3 C o l . 4 C o l . 5
20 .923% 19 .883% 1 7 . 8 0 1 % 1 5 . 3 8 4 %
6 . 9 5 3 6 . 6 0 8 5 . 9 1 6 5 . 1 1 3
0 . 3 0 7 0 . 2 9 2 0 . 2 6 1 0 . 2 2 6
0 . 3 0 7 2 . 9 3 2 7 . 8 5 3 1 3 . 5 7 4
0 . 3 0 7 2 . 9 3 2 7 . 8 5 3 1 3 . 5 7 4
C o l . l
D3679 2 1 . 0 9 1 %
CAB 7 . 0 0 9
TBP c a t a -
l y s t 0 . 3 1 0
A ( s i l i c o n e ) 0 . 0 6 2
B ( s i l i c o n e ) 0 . 0 6 2
Z i n c
S t e a r a t e 1 . 2 4 0
T i t a n i u m O x i d e
P i g m e n t 2 . 0 4 7
l O A l u m i n a 3 1 . 0 1 7
2 0 A l u m i r . a 2 0 . 6 5 7
G l a s s 1 6 . 5 0 1
20
25
30
0 . 9 0 4 1 . 0 4 7 1 . 1 6 9 1 . 2 3 0
2 . 0 3 0 1 . 9 2 9 1 . 7 2 7 1 . 4 9 3
3 0 . 7 6 9 2 9 . 2 3 9 2 6 . 1 7 8 2 2 . 6 2 4
2 0 . 4 9 2 1 9 . 4 7 3 1 7 . 4 3 4 1 5 . 0 6 7
1 6 . 3 6 9 1 5 . 5 5 5 1 3 . 9 2 6 1 2 . 0 3 6
35
40
All components but the silicone elastomers comprise 1610 parts of the mixture by weight and are not varied. Column 1 - 1 part silicone A (0.062%)
1 part silicone B (0.062%) 45 1 61 0 parts other components
Column 2 - 5 parts silicone A (0.307%) 5 parts silicone B (0.307%) 1610 parts other components
Column 3 - 50 parts silicone A (2.932%) 50 50 parts silicone B (2.932%)
1610 parts other components. Column 4 - 150 parts silicone A (7.853%)
150 parts silicone B (7.853%) 1610 parts other components.
55 Column 5 - 300 parts siiicone A (13.574%) 300 parts silicone B (13.574%) 1610 parts other components.
The range of silicone elastomer thus being 0.06% to 13.5% wt.
9
EP 0 211 903 B1
A "dough" moulding composition in accordance with the invention may be prepared by carrying out the fol- lowing steps:
(1) polyester resin (51 kg) is placed in a double blade mixer and all other materials are mixed in order as follows:
5 (2) low profile resin (1 6.95 kg) is mixed in for 5 mins; (3) silicone A (7.5 kg) and silicone B (7.5 kg) are mixed in for 10 mins with TBP catalyst (0.25 kg); then (4) release agent (3 kg), TiO2 (4.95 kg), and colour as required are mixed in for 3 mins; then (5) alumina ATH10 (75 kg) and ATH20 (49.95 kg) are mixed in for 5 mins; then (6) glass (3.99 kg) is mixed in for 3 mins. The above mixture is then discharged into containers and is ready
10 for moulding. Hot compression moulding may be carried out as follows: (A) the "dough" is placed in a mould which is heated 120-160°C; (B) the mould is closed and pressure applied from 1 700-7000 Pa for 20 sec/1 mm of moulded part thickness; and
15 (C) upon completion of the cure, the moulded part is removed from the mould. Inclusion of the organo-sili- cone component in the moulding composition aids in release of the moulded part from the mould, whilst upon cooling the organo-silicone component helps to minimise warpage of the moulded part. Injection moulding may be carried out as follows: (A) the "dough" is placed in the plunger;
20 (B) the "dough" is forced into the cavity of the injection moulding die which is heated at 120-160°C, the injection pressure being 4800-1 1 ,700 Pa, clamp pressure 400 tons; (C) the mould is cured for 20 sec/1 mm of part thickness; and (D) upon completion of the cure, the moulded part is removed from the mould.
25 PRACTICAL EXAMPLES
Example 1
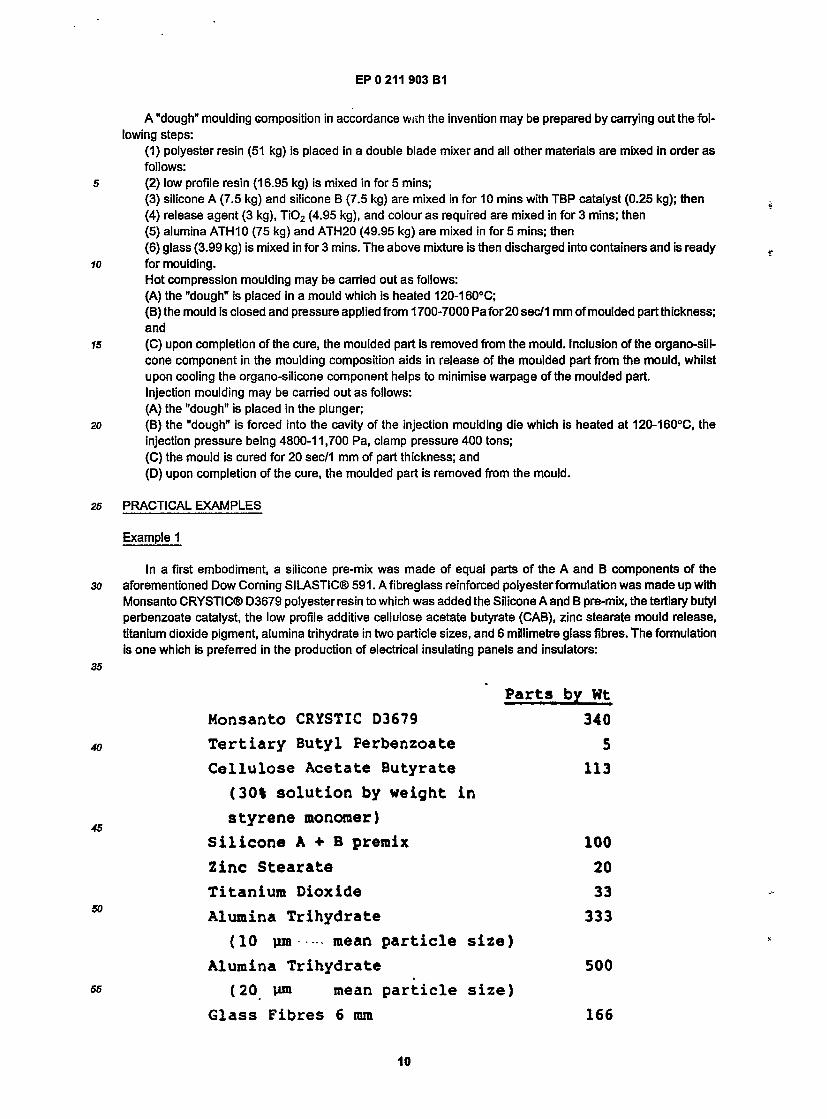
In a first embodiment, a silicone pre-mix was made of equal parts of the A and B components of the 30 aforementioned Dow Corning SILASTiC® 591 . A fibreglass reinforced polyester formulation was made up with
Monsanto CRYSTIC® D3679 polyester resin to which was added the Siiicone A and B pre-mix, the tertiary butyl perbenzoate catalyst, the low profile additive cellulose acetate butyrate (CAB), zinc stearate mould release, titanium dioxide pigment, alumina trihydrate in two particle sizes, and 6 millimetre glass fibres. The formulation is one which is preferred in the production of electrical insulating panels and insulators:
35
P a r t s by Wt
M o n s a n t o CRYSTIC D3679 3 4 0
40 T e r t i a r y B u t y l P e r b e n z o a t e 5
C e l l u l o s e A c e t a t e B u t y r a t e 1 1 3
(30% s o l u t i o n by w e i g h t i n
s t y r e n e m o n o m e r )
S i l i c o n e A + B p r e m i x 1 0 0
Z i n c S t e a r a t e 2 0
T i t a n i u m D i o x i d e 3 3 50 A l u m i n a T r i h y d r a t e 3 3 3
(10 um mean p a r t i c l e s i z e )
A l u m i n a T r i h y d r a t e 5 0 0
ss (20 um mean p a r t i c l e s i z e )
G l a s s F i b r e s 6 mm 1 6 6
10
EP 0 211 903 B1
After maturation for several days, the above material has thickened sufficiently to allow easy handling and good moulding. The "dough" moulding material can be placed in a cavity die heated to 90-1 60°C (preferred 145°C) for about 90 seconds (for 6 mm part thickness). The product is then ejected from the mould and con- tinues to cure for a short period of time.
5 Tests have established that a number of desirable properties of the moulded material are upgraded by the addition of the organo-silicone material to the polyester material as follows:
(i) resistance to ultraviolet radiation is improved; (ii) resistance to weathering and water absorption is improved; (iii) charring and discolouration with heat is improved, for example, in a glow-wire penetration test;
10 (iv) electrical insulation is improved, as indicated by an electrical flashover test; (v) impact strength is improved; (vi) dirt pickup and surface current tracking is reduced, even in corrosive environments, such as those specified under IEC publication 1 12 as a Taber index test; (vii) the surface finish is found to be much improved, probably because the glass fibre reinforcement
15 appears not to be clumped at the surface; (viii) surface gloss is improved; (ix) the surface is rich in silicone and consequently has a low coefficient of friction and improved wearing properties; (x) the addition of the silicone renders the polyester material of Example 1 above, almost completely insoi-
20 uble in strong alkaline solutions such as sodium hydroxide; (xi) there is greatly improved pigmentation in the "dough" mouldings with deeper colours possible without the pronounced mottling typical of "dough" mouldings modified with low profile additive but no additional silicone; (xii) the moulded part shows less tendency to warp than a moulded part without the silicone;
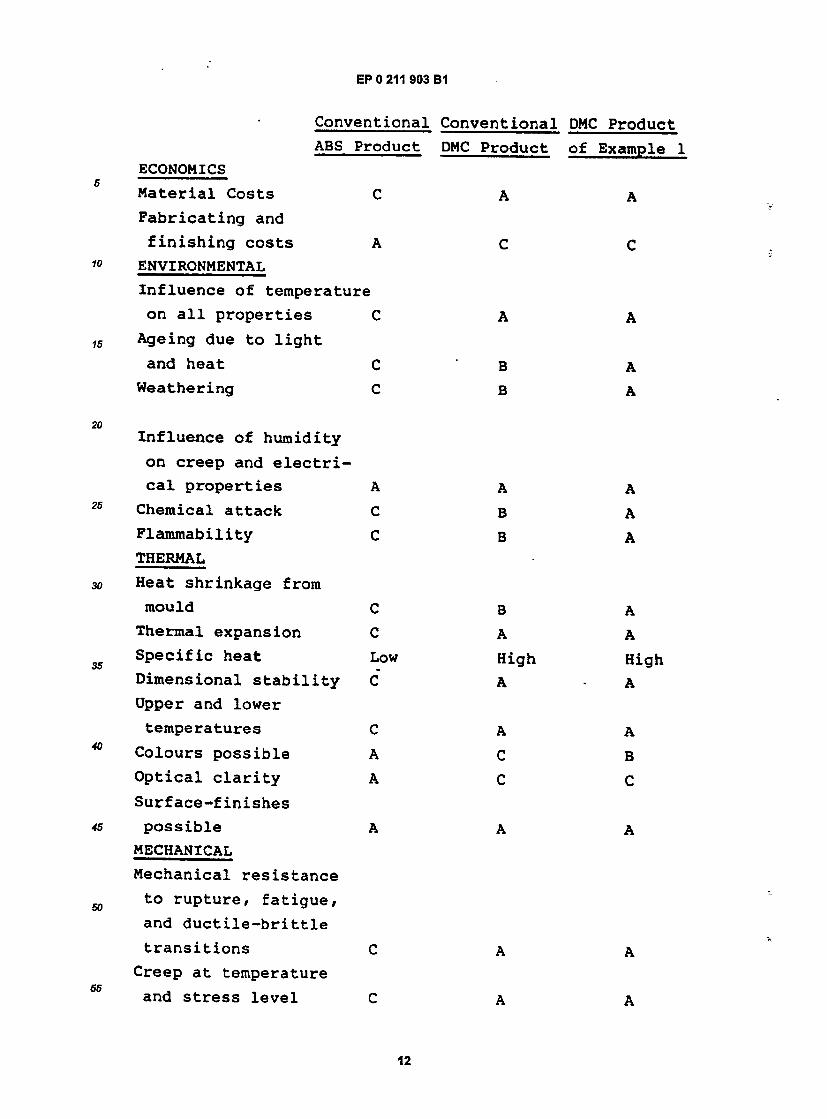
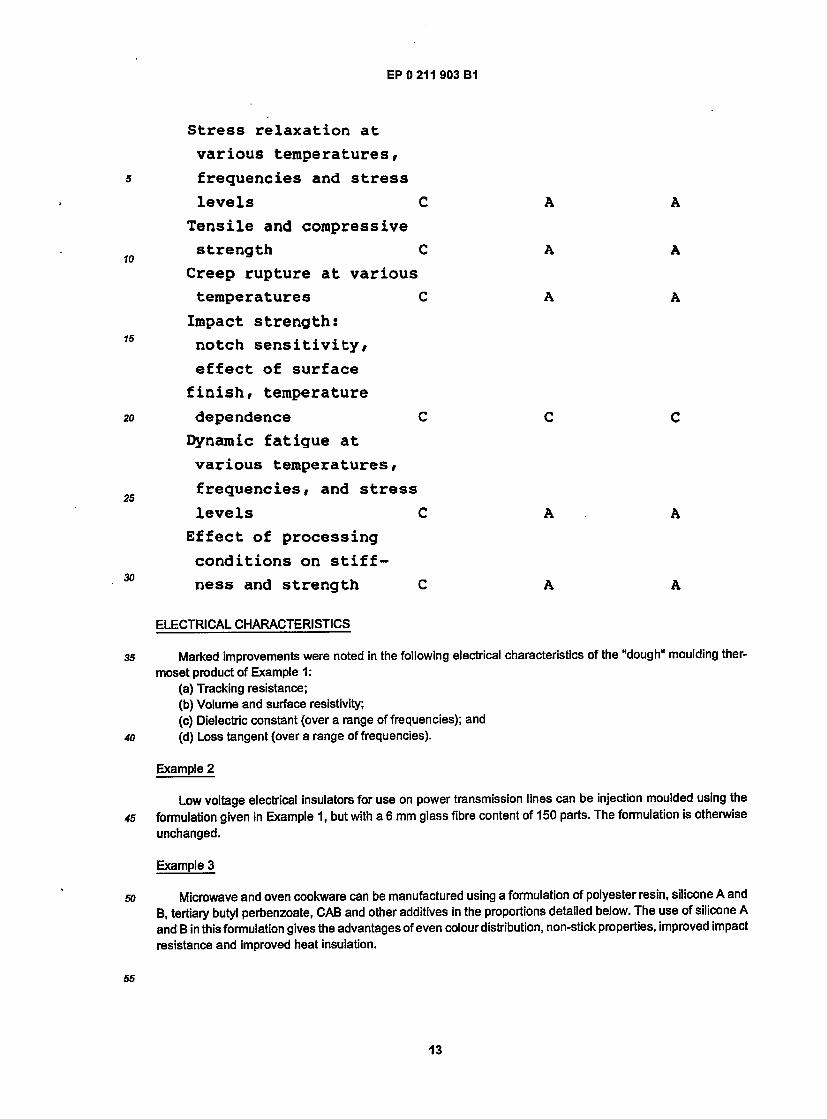
25 (xiii) demoulding (separation from the mould) is easier because there is less adhesion to the die; (xiv) lower moulding pressures are required, so that die and press wear may be expected to be reduced; and (xv) improved flow properties when moulding. Listed below are the results of a comparison, in which A = best and C = worst, that has been made between:
30 a conventional ABS (acrylonitrile-butadiene-styrene copolymer) thermoplastic product; a conventional "dough" moulding (DMS) thermoset product; and the "dough" moulding (DMC) product obtained in accordance with Example 1 , with respect to economics, environmental effects, thermal effects, mechanical properties, and elec- trical characteristics:
35
40
45
50
55
11
EP 0 211 903 B1
C o n v e n t i o n a l C o n v e n t i o n a l PMC P r o d u c t ABS P r o d u c t PMC P r o d u c t of E x a m p l e 1
ECONOMICS 5 "
M a t e r i a l C o s t s C A A
F a b r i c a t i n g a n d
f i n i s h i n g c o s t s A C C 10 ENVIRONMENTAL
I n f l u e n c e of t e m p e r a t u r e
on a l l p r o p e r t i e s C A A
1S A g e i n g due to l i g h t
and h e a t C B a W e a t h e r i n g C B A
20 I n f l u e n c e of h u m i d i t y
on c r e e p and e l e c t r i -
c a l p r o p e r t i e s A a A 25 C h e m i c a l a t t a c k C B A
F l a m m a b i l i t y C b a THERMAL
30 H e a t s h r i n k a g e f r o m
m o u l d C B A T h e r m a l e x p a n s i o n C A A
w S p e c i f i c h e a t Low H i g h H i g h P i m e n s i o n a l s t a b i l i t y C A • A U p p e r and l o w e r
t e m p e r a t u r e s C a a 40 C o l o u r s p o s s i b l e A c B
O p t i c a l c l a r i t y A C C
S u r f a c e - f i n i s h e s
45 p o s s i b l e A a A MECHANICAL
M e c h a n i c a l r e s i s t a n c e
w to r u p t u r e , f a t i g u e , and d u c t i l e - b r i t t l e
t r a n s i t i o n s C a a C r e e p a t t e m p e r a t u r e
55 and s t r e s s l e v e l C a a
12
EP 0 211 903 B1
S t r e s s r e l a x a t i o n a t
v a r i o u s t e m p e r a t u r e s , 5 f r e q u e n c i e s and s t r e s s
l e v e l s C A A
T e n s i l e and c o m p r e s s i v e
s t r e n g t h C A A
C r e e p r u p t u r e a t v a r i o u s
t e m p e r a t u r e s C A A
I m p a c t s t r e n g t h : 15 n o t c h s e n s i t i v i t y ^
e f f e c t of s u r f a c e
f i n i s h r t e m p e r a t u r e
20 d e p e n d e n c e C C C
D y n a m i c f a t i g u e a t
v a r i o u s t e m p e r a t u r e s , f r e q u e n c i e s , and s t r e s s
25 l e v e l s C A A
E f f e c t of p r o c e s s i n g
c o n d i t i o n s on s t i f f - 30 n e s s and s t r e n g t h C A A
ELECTRICAL CHARACTERISTICS
35 Marked improvements were noted in the following electrical characteristics of the "dough" moulding ther- moset product of Example 1:
(a) Tracking resistance; (b) Volume and surface resistivity; (c) Dielectric constant (over a range of frequencies); and
40 (d) Loss tangent (over a range of frequencies).
Example 2
Low voltage electrical insulators for use on power transmission lines can be injection moulded using the 45 formulation given in Example 1 , but with a 6 mm glass fibre content of 1 50 parts. The formulation is otherwise
unchanged.
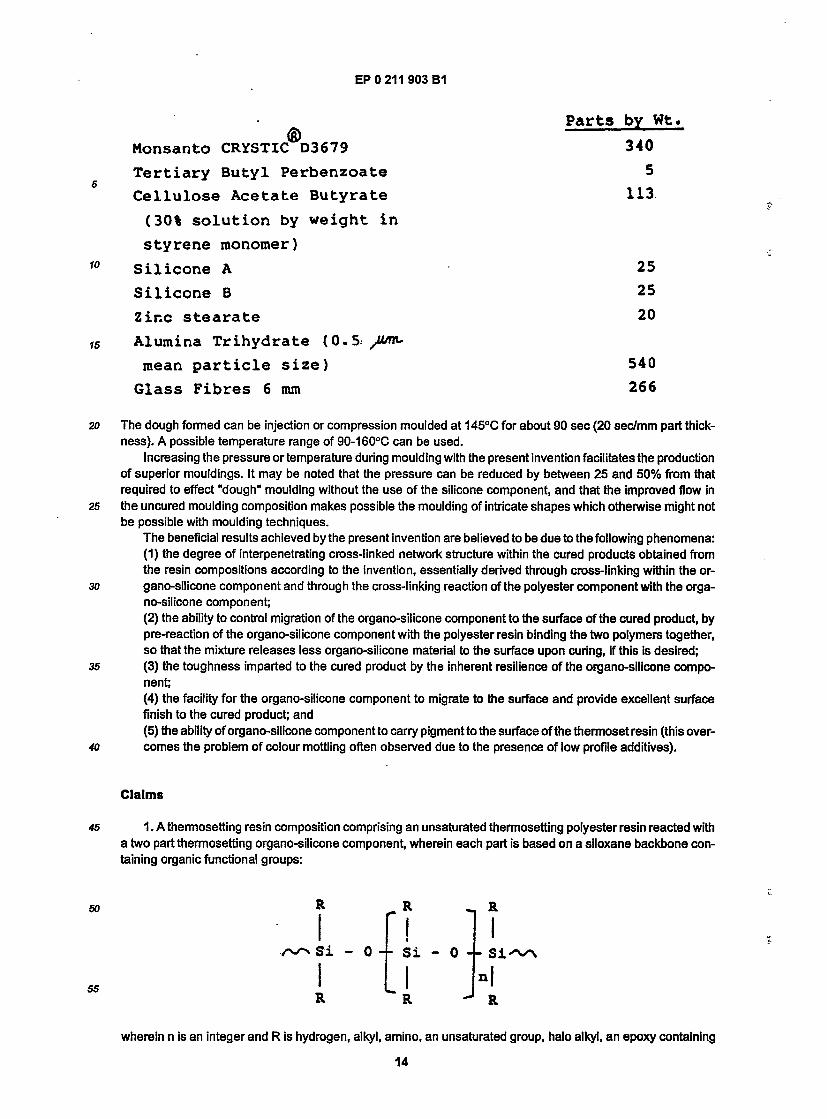
Example 3
50 Microwave and oven cookware can be manufactured using a formulation of polyester resin, silicone A and B, tertiary butyl perbenzoate, CAB and other additives in the proportions detailed below. The use of silicone A and B in this formulation gives the advantages of even colour distribution, non-stick properties, improved impact resistance and improved heat insulation.
55
13
EP 0 211 903 B1
P a r t s by Wt«
M o n s a n t o CRYSTIC D3679 3 4 0
T e r t i a r y B u t y l P e r b e n z o a t e 5
C e l l u l o s e A c e t a t e B u t y r a t e 113 .
(30% s o l u t i o n by w e i g h t i n
s t y r e n e m o n o m e r ) 10 S i l i c o n e A 2 5
S i l i c o n e B 25
Z i n c s t e a r a t e 20
1S A l u m i n a T r i h y d r a t e ( 0 . 5 : /n/nu
mean p a r t i c l e s i z e ) 5 4 0
G l a s s F i b r e s 6 mm 2 6 6
20 The dough formed can be injection or compression moulded at 145°C for about 90 sec (20 sec/mm part thick- ness). A possible temperature range of 90-1 60°C can be used.
Increasing the pressure or temperature during moulding with the present invention facilitates the production of superior mouldings. It may be noted that the pressure can be reduced by between 25 and 50% from that required to effect "dough" moulding without the use of the silicone component, and that the improved flow in
25 the uncured moulding composition makes possible the moulding of intricate shapes which otherwise might not be possible with moulding techniques.
The beneficial results achieved by the present invention are believed to be due to the following phenomena: (1) the degree of interpenetrating cross-linked network structure within the cured products obtained from the resin compositions according to the invention, essentially derived through cross-linking within the or-
30 gano-silicone component and through the cross-linking reaction of the polyester component with the orga- no-silicone component; (2) the ability to control migration of the organo-silicone component to the surface of the cured product, by pre-reaction of the organo-silicone component with the polyester resin binding the two polymers together, so that the mixture releases less organo-silicone material to the surface upon curing, if this is desired;
35 (3) the toughness imparted to the cured product by the inherent resilience of the organo-silicone compo- nent; (4) the facility for the organo-silicone component to migrate to the surface and provide excellent surface finish to the cured product; and (5) the ability of organo-silicone component to carry pigment to the surface of the thermoset resin (this over-
40 comes the problem of colour mottling often observed due to the presence of low profile additives).
Claims
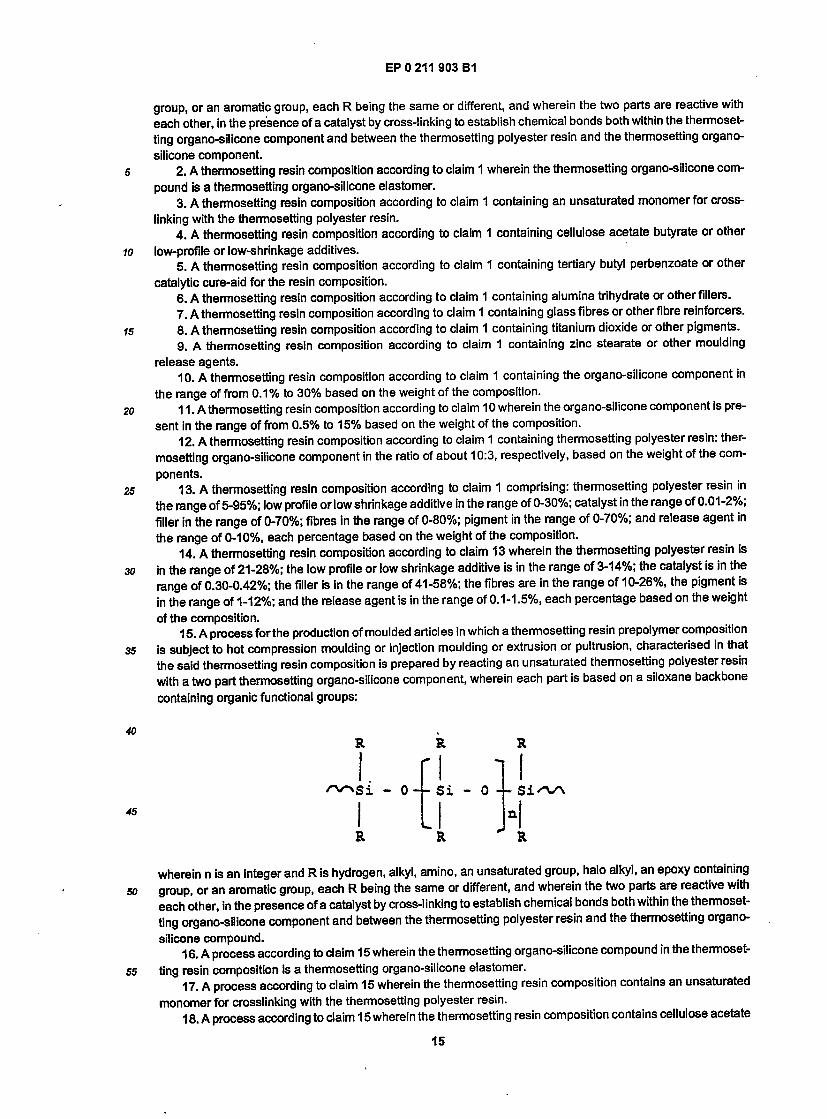
45 1 . A thermosetting resin composition comprising an unsaturated thermosetting polyester resin reacted with a two part thermosetting organo-silicone component, wherein each part is based on a siloxane backbone con- taining organic functional groups:
so R R •, R I f l 1 I
■r*s\ s i - 0 - - S i - 0 - - S I ^ n ^ n I | » l R R -1 R
wherein n is an integer and R is hydrogen, alkyl, amino, an unsaturated group, halo alkyl, an epoxy containing
14
EP 0 211 903 B1
group, or an aromatic group, each R being the same or different, and wherein the two parts are reactive with each other, in the presence of a catalyst by cross-linking to establish chemical bonds both within the thermoset- ting organo-silicone component and between the thermosetting polyester resin and the thermosetting organo- silicone component.
5 2. A thermosetting resin composition according to claim 1 wherein the thermosetting organo-silicone com- pound is a thermosetting organo-silicone elastomer.
3. A thermosetting resin composition according to claim 1 containing an unsaturated monomer for cross- linking with the thermosetting polyester resin.
4. A thermosetting resin composition according to claim 1 containing cellulose acetate butyrate or other 10 low-profile or low-shrinkage additives.
5. A thermosetting resin composition according to claim 1 containing tertiary butyl perbenzoate or other catalytic cure-aid for the resin composition.
6. A thermosetting resin composition according to claim 1 containing alumina trihydrate or other fillers. 7. A thermosetting resin composition according to claim 1 containing glass fibres or other fibre reinforcers.
15 8. A thermosetting resin composition according to claim 1 containing titanium dioxide or other pigments. 9. A thermosetting resin composition according to claim 1 containing zinc stearate or other moulding
release agents. 10. A thermosetting resin composition according to claim 1 containing the organo-silicone component in
the range of from 0.1% to 30% based on the weight of the composition. 20 1 1. A thermosetting resin composition according to claim 10 wherein the organo-silicone component is pre-
sent in the range of from 0.5% to 15% based on the weight of the composition. 12. A thermosetting resin composition according to claim 1 containing thermosetting polyester resin: ther-
mosetting organo-siiicone component in the ratio of about 1 0:3, respectively, based on the weight of the com- ponents.
25 13. A thermosetting resin composition according to claim 1 comprising: thermosetting polyester resin in the range of 5-95%; low profile or low shrinkage additive in the range of 0-30%; catalyst in the range of 0.01-2%; filler in the range of 0-70%; fibres in the range of 0-80%; pigment in the range of 0-70%; and release agent in the range of 0-10%, each percentage based on the weight of the composition.
14. A thermosetting resin composition according to claim 13 wherein the thermosetting polyester resin is
30 in the range of 21-28%; the low profile or low shrinkage additive is in the range of 3-14%; the catalyst is in the
range of 0.30-0.42%; the filler is in the range of 41-58%; the fibres are in the range of 10-26%, the pigment is in the range of 1-12%; and the release agent is in the range of 0.1-1 .5%, each percentage based on the weight of the composition.
1 5. A process forthe production of moulded articles in which a thermosetting resin prepolymer composition 35 is subject to hot compression moulding or injection moulding or extrusion or pultrusion, characterised in that
the said thermosetting resin composition is prepared by reacting an unsaturated thermosetting polyester resin with a two part thermosetting organo-silicone component, wherein each part is based on a siloxane backbone
containing organic functional groups:
40 R R R
S i ' ' ^ r ^ r s s i - 0 - - Si - 0 45
wherein n is an integer and R is hydrogen, alkyl, amino, an unsaturated group, halo alky!, an epoxy containing
so group, or an aromatic group, each R being the same or different, and wherein the two parts are reactive with
each other, in the presence of a catalyst by cross-linking to establish chemical bonds both within the thermoset-
ting organo-silicone component and between the thermosetting polyester resin and the thermosetting organo- silicone compound.
1 6. A process according to claim 1 5 wherein the thermosetting organo-silicone compound in the thermoset-
55 ting resin composition is a thermosetting organo-silicone elastomer. 17. A process according to claim 15 wherein the thermosetting resin composition contains an unsaturated
monomer for crosslinking with the thermosetting polyester resin. 1 8. A process according to claim 1 5 wherein the thermosetting resin composition contains cellulose acetate
15
EP 0 211 903 B1
butyrate or other low-profile or low-shrinkage additive. 19. A process according to claim 15 wherein the thermosetting resin composition contains tertiary butyl
perbenzoate or other catalytic cure-aid for the resin composition. 20. A process according to claim 15 wherein the thermosetting resin composition contains alumina trihy-
5 drate or other fillers. 21. A process according to claim 15 wherein the thermosetting resin composition contains glass fibres or
other fibre reinforcers. 22. A process according to claim 15 wherein the thermosetting resin composition contains titanium dioxide
or other pigments. w 23. A process according to claim 15 wherein the thermosetting resin composition contains zinc stearate
or other release agents. 24. A process according to claim 15 wherein the thermosetting resin composition contains the organo-sili-
cone component in the range of from 0.1% to 30% based on the weight of the composition. 25. A process according to claim 24 wherein the organo-silicone component is present in the range of from
15 0.5% to 15.0% based on the weight of the composition. 26. A process according to claim 15 wherein the thermosetting resin composition contains thermosetting
polyester resin: thermosetting organo-silicone component in the ratio of about 10:3, respectively, based on the weight of the components.
27. A process according to claim 15 wherein the thermosetting resin composition comprises: 20 thermosetting polyester resin in the range of 5-95%; low profile or low shrinkage additive in the range of 0-30%;
catalyst in the range of 0.01-2%; filler in the range of 0-70%; fibres in the range of 0-80%; pigment in the range of 0-70%; and release agent in the range of 0-1 0%, each percentage based on the weight of the composition.
28. A process according to claim 27 wherein the thermosetting polyester resin is in the range of 21-28%; the low profile or low shrinkage additive is in the range of 3-14%; the catalyst is in the range of 0.30-0.42%;
25 the filler is in the range of 41-58%; the fibres are in the range of 1 0-26%; the pigment is in the range of 1-12%; and the release agent is in the range of 0.1-1 .5%, each percentage based on the weight of the composition.
29. Articles obtained by the process of claim 1 5.
30 Patentanspriiche
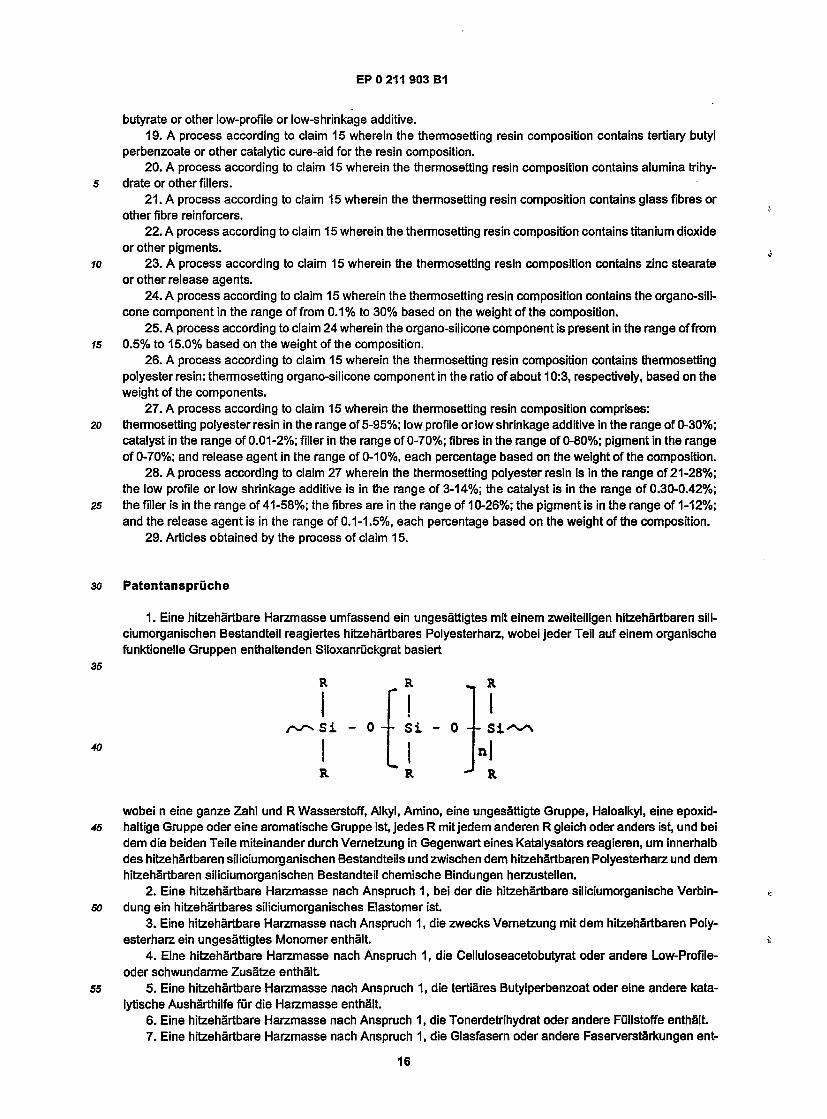
1 . Eine hitzehartbare Harzmasse umfassend ein ungesattigtes mit einem zweiteiligen hitzehartbaren sili- ciumorganischen Bestandteil reagiertes hitzehartbares Polyesterharz, wobei jeder Teil auf einem organische funktionelle Gruppen enthaltenden Siloxanruckgrat basiert
35 R R ^ R I f i l l
r~r*>Sl - 0 - - Si - 0 - - S i ^ - ' N
I U » i
R R J R
40
wobei n eine ganze Zahl und R Wasserstoff, Alkyl, Amino, eine ungesattigte Gruppe, Haloalkyl, eine epoxid- 45 haltige Gruppe oder eine aromatische Gruppe ist, jedes R mit jedem anderen R gleich oder anders ist, und bei
dem die beiden Teile miteinander durch Vernetzung in Gegenwart eines Katalysators reagieren, um innerhalb des hitzehartbaren siliciumorganischen Bestandteils und zwischen dem hitzehartbaren Polyesterharz und dem hitzehartbaren siliciumorganischen Bestandteil chemische Bindungen herzustellen.
2. Eine hitzehartbare Harzmasse nach Anspruch 1, bei derdie hitzehartbare siliciumorganische Verbin- 50 dung ein hitzehartbares siliciumorganisches Elastomer ist.
3. Eine hitzehartbare Harzmasse nach Anspruch 1, die zwecks Vernetzung mit dem hitzehartbaren Poly- esterharz ein ungesattigtes Monomer enthalt.
4. Eine hitzehartbare Harzmasse nach Anspruch 1, die Celluloseacetobutyrat oder andere Low-Profile- oder schwundarme Zusatze enthalt.
55 5. Eine hitzehartbare Harzmasse nach Anspruch 1, die tertiares Butylperbenzoat oder eine andere kata- lytische Ausharthilfe fur die Harzmasse enthalt.
6. Eine hitzehartbare Harzmasse nach Anspruch 1, die Tonerdetrihydrat oder andere Fullstoffe enthalt. 7. Eine hitzehartbare Harzmasse nach Anspruch 1, die Glasfasern oder andere Faserverstarkungen ent-
16
EP 0 211 903 B1
halt. 8. Eine hitzehartbare Harzmasse nach Anspruch 1, die Titandioxid Oder andere Pigmente enthalt. 9. Eine hitzehartbare Harzmasse nach Anspruch 1 , die Zinkstearat oder andere Formtrennmittel enthalt. 10. Eine hitzehartbare Harzmasse nach Anspruch 1, bei der der siliciumorganische Bestandteil nach
5 Gewicht der Masse 0,1 % bis 30% betragt. 11. Eine hitzehartbare Harzmasse nach Anspruch 10, bei der der siliciumorganische Bestandteil nach
Gewicht von 0,5% bis 15% betragt. 12. Eine hitzehartbare Harzmasse nach Anspruch 1, bei der das respektive Verhalten hitzehartbares Poly-
esterharz : hitzehartbarer siliciumorganischer Bestandteil nach dem Gewicht der Bestandteile etwa 1 0 : 3 10 betr§gt.
13. Eine hitzehartbare Harzmasse nach Anspruch 1, umfassend: hitzehartbares Polyesterharz innerhalb der Spanne 5-95%; Low-Profile- oder schwundarmen Zusatz innerhalb der Spanne 0-30%; Katalysator inner- halb derSpanne 0,01-2%; FCillstoff innerhalb der Spanne 0-70%; Fasern innerhalb der Spanne 0-80%; Pigment innerhalb der Spanne 0-70%; und Trennmittel innerhalb der Spanne 0-10%, wobei die einzelnen Prozentsatze
15 auf dem Gewicht der Masse basieren. 14. Eine hitzehartbare Harzmasse nach Anspruch 13, bei derdie einzelnen Bestandteile innerhalb derfol-
genden Spannen sind: hitzehartbares Polyesterharz 21-28%; Low-Profile- oder schwundarmer Zusatz 3-14%; Katalysator 0,30-0,42%; Fullstoff 41-48%; Fasern 10-26%; Pigment 1-12% und Trennmittel 0,1-1,5%, wobei die einzelnen Prozentsatze auf dem Gewicht der Masse basieren.
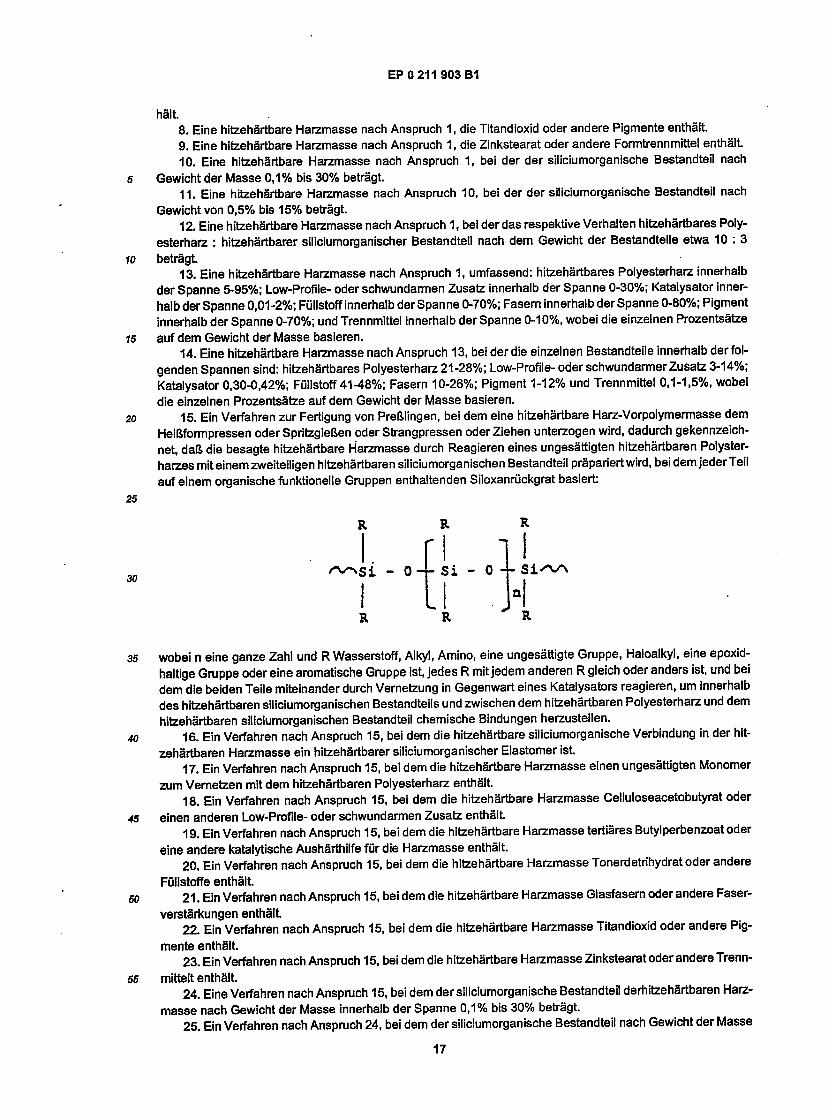
20 15. Ein Verfahren zur Fertigung von PreRlingen, bei dem eine hitzehartbare Harz-Vorpolymermasse dem HeiUformpressen oder Spritzgielien oder Strangpressen oder Ziehen unterzogen wird, dadurch gekennzeich- net, da& die besagte hitzehartbare Harzmasse durch Reagieren eines ungesattigten hitzehartbaren Poiyster- harzes mit einem zweiteiligen hitzehartbaren siliciumorganischen Bestandteil prapariert wird, bei dem jeder Teil auf einem organische funktionelle Gruppen enthaltenden Siloxanriickgrat basiert:
25
• v * s i - o - - s i - o - - s i y v \
R R R
35 wobei n eine ganze Zahl und R Wasserstoff, Alkyl, Amino, eine ungesattigte Gruppe, Haloalkyl, eine epoxid- haltige Gruppe oder eine aromatische Gruppe ist, jedes R mit jedem anderen R gleich oder anders ist, und bei dem die beiden Teile miteinander durch Vernetzung in Gegenwart eines Katalysators reagieren, urn innerhalb des hitzehartbaren siliciumorganischen Bestandteils und zwischen dem hitzehartbaren Polyesterharz und dem hitzehartbaren siliciumorganischen Bestandteil chemische Bindungen herzustellen.
40 16. Ein Verfahren nach Anspruch 15, bei dem die hitzehartbare siliciumorganische Verbindung in der hit- zehartbaren Harzmasse ein hitzehartbarer siliciumorganischer Elastomer ist.
17. Ein Verfahren nach Anspruch 15, bei dem die hitzehartbare Harzmasse einen ungesattigten Monomer
zum Vernetzen mit dem hitzehartbaren Polyesterharz enthalt. 18. Ein Verfahren nach Anspruch 15, bei dem die hitzehartbare Harzmasse Celluloseacetobutyrat oder
45 einen anderen Low-Profile- oder schwundarmen Zusatz enthalt. 19. Ein Verfahren nach Anspruch 15, bei dem die hitzehartbare Harzmasse tertiares Butyl perbenzoat oder
eine andere katalytische Ausharthilfe fur die Harzmasse enthalt. 20. Ein Verfahren nach Anspruch 15, bei dem die hitzehartbare Harzmasse Tonerdetrihydrat oder andere
Fullstoffe enthalt. 50 21 . Ein Verfahren nach Anspruch 1 5, bei dem die hitzehartbare Harzmasse Glasfasem oder andere Faser-
verstarkungen enthalt 22. Ein Verfahren nach Anspruch 15, bei dem die hitzehartbare Harzmasse Titandioxid oder andere Pig-
mente enthalt. 23. Ein Verfahren nach Anspruch 1 5, bei dem die hitzehartbare Harzmasse Zinkstearat oder andere Trenn-
55 mittelt enthalt. 24. Eine Verfahren nach Anspruch 15, bei dem der siliciumorganische Bestandteil derhitzehirtbaren Harz-
masse nach Gewicht der Masse innerhalb der Spanne 0,1% bis 30% betragt. 25. Ein Verfahren nach Anspruch 24, bei dem der siliciumorganische Bestandteil nach Gewicht der Masse
17
EP 0 211 903 B1
innerhalb derSpanne 0,5% bis 15,0% ist. 26. Ein Verfahren nach Anspruch 15, bei dem das hitzehartbare Polyesterharz der hitzehartbaren Harz-
masse im Verhaltnis zu dem hitzehartbaren siliciumorganischen Bestandteil nach dem Gewicht der Bestand- teile 10:3 betragt.
5 27. Ein Verfahren nach Anspruch 15, bei dem die hitzehartbare Harzmasse die folgenden Stoffe umfaSt: hitzehartbares Polysterharz innerhalb der Spanne 5-95%; Low-Profile- Oder schwundarmen Zusatz innerhalb der Spanne 0-30%, Katalysator innerhalb der Spanne 0,01-2%; Fullstoff innerhalb der Spanne 0-70%; Fasern innerhalb der Spanne 0-80%; Pigment innerhalb der Spanne 0-70%; und Trennmittel innerhalb der Spanne 0- 10%, wobei die einzelnen Prozentsatze auf dem Gewicht der Masse basieren.
10 28. Ein Verfahren nach Anspruch 27, bei dem die Spannen der einzelnen Bestandteile wie folgt sind: Poly- sterharz 21-28%; Low-Profile- oder schwundarmer Zusatz 3-14%; Katalysator 0,30-0,42%; Fullstoff 41-58%; Fasem 10-26%; Pigment 1-12%; und Trennmittel 0,1-1 ,5%, wobei die einzelnen Prozentsatze auf dem Gewicht der Masse basieren.
29. Nach dem in Anspruch 15 definierten Verfahren gewonnene Produkte. 15
Revendications
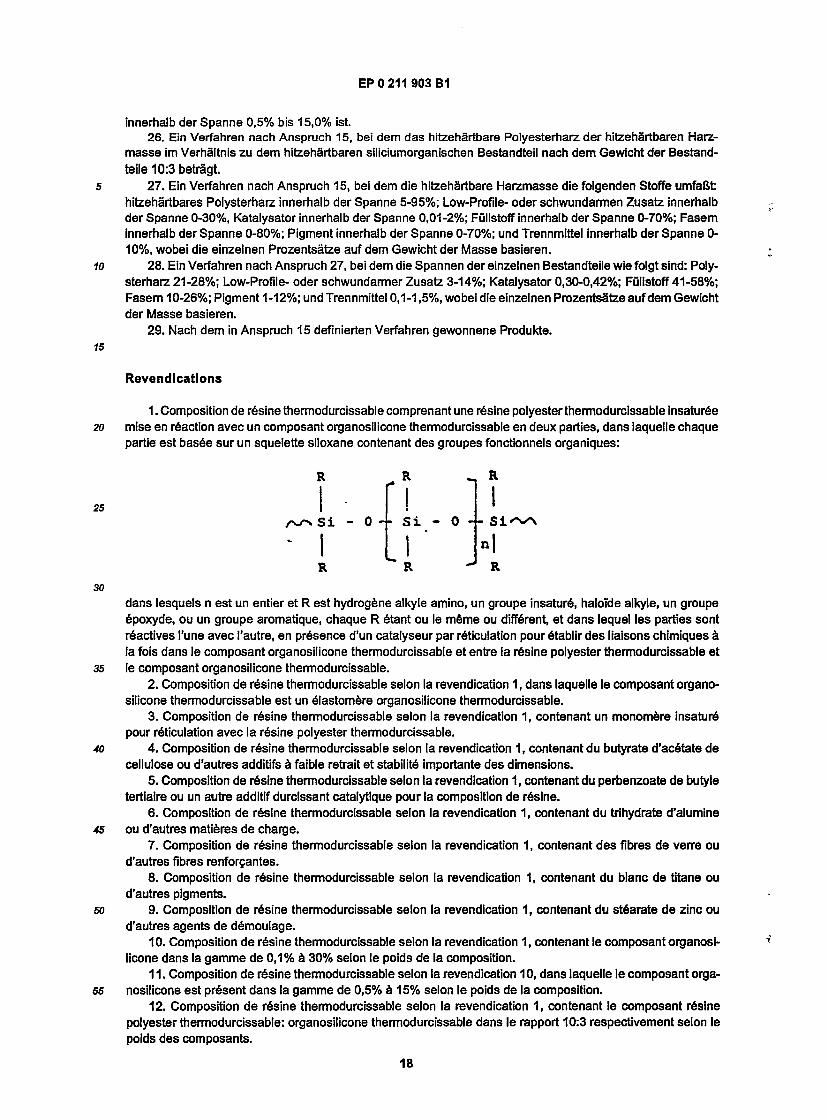
1 . Composition de resine thermodurcissable comprenant une resine polyester thermodurcissable insaturee 20 mise en reaction avec un composant organosilicone thermodurcissable en deux parties, dans laquelle chaque
partie est basee sur un squelette siloxane contenant des groupes fonctionnels organiques:
R R w R
I f ! l l
/ vy^S i - 0 - - S 1 - 0 - - S l ^ ^ \ - i L i
' n l
R R ~* R
25
30 dans lesquels n est un entier et R est hydrogene alkyle amino, un groupe insature, haloTde alkyle, un groupe epoxyde, ou un groupe aromatique, chaque R etant ou le meme ou different, et dans lequel les parties sont reactives I'une avec I'autre, en presence d'un catalyseur par reticulation pour etablir des liaisons chimiques a la fois dans le composant organosilicone thermodurcissable et entre la resine polyester thermodurcissable et
35 le composant organosilicone thermodurcissable. 2. Composition de resine thermodurcissable selon la revendication 1 , dans laquelle le composant organo-
silicone thermodurcissable est un elastomere organosilicone thermodurcissable. 3. Composition de resine thermodurcissable selon la revendication 1 , contenant un monomere insature
pour reticulation avec la resine polyester thermodurcissable. 40 4. Composition de resine thermodurcissable selon la revendication 1, contenant du butyrate d'acetate de
cellulose ou d'autres additifs a faible retrait et stabilite importante des dimensions. 5. Composition de resine thermodurcissable selon la revendication 1, contenant du perbenzoate de butyle
tertiaire ou un autre additif durcissant catalytique pour la composition de resine. 6. Composition de resine thermodurcissable selon la revendication 1, contenant du trihydrate d'alumine
45 ou d'autres matieres de charge. 7. Composition de resine thermodurcissable selon la revendication 1, contenant des fibres de verre ou
d'autres fibres renforcantes. 8. Composition de resine thermodurcissable selon la revendication 1, contenant du blanc de titane ou
d'autres pigments. so 9. Composition de resine thermodurcissable selon la revendication 1, contenant du stearate de zinc ou
d'autres agents de demoulage. 10. Composition de resine thermodurcissable selon la revendication 1, contenant le composant organosi-
licone dans la gamme de 0,1% a 30% selon le poids de la composition. 11. Composition de resine thermodurcissable selon la revendication 10, dans laquelle le composant orga-
55 nosilicone est present dans la gamme de 0,5% a 15% selon le poids de la composition. 12. Composition de resine thermodurcissable selon la revendication 1, contenant le composant resine
polyester thermodurcissable: organosilicone thermodurcissable dans le rapport 10:3 respectivement selon le poids des composants.
18
EP 0 211 903 B1
13. Composition.de resine thermodurcissable selon la revendication 1, comprenant: resine polyester ther- modurcissable dans la gamme de 5-95%; additif a faible retrait ou a importante stability des dimensions dans la gamme de 0-30%; catalyseurdans la gamme de 0,01 -2%; matiere de charge dans la gamme de 0-70%; fibres dans la gamme de 0-80%; pigment dans ia gamme de 0-70% et agent de demoulage dans la gamme de 0-1 0%,
5 chaque pourcentage etant base sur le poids de la composition. 14. Composition de resine thermodurcissable selon la revendication 13 dans laquelle la resine polyester
thermodurcissable est dans la gamme de 21-28%, I'additif a faible retrait ou a importante stability des dimen- sions est dans la gamme de 3-14%, le catalyseur est dans la gamme de 0,30-0,42%, ia matiere de charge est dans la gamme de 41-58%, les fibres sont dans la gamme de 10-26%, le pigment est dans la gamme de 1-12%
10 et I'agent de demoulage est dans la gamme de 0,1-1 ,5%, chaque pourcentage etant base sur le poids de la composition.
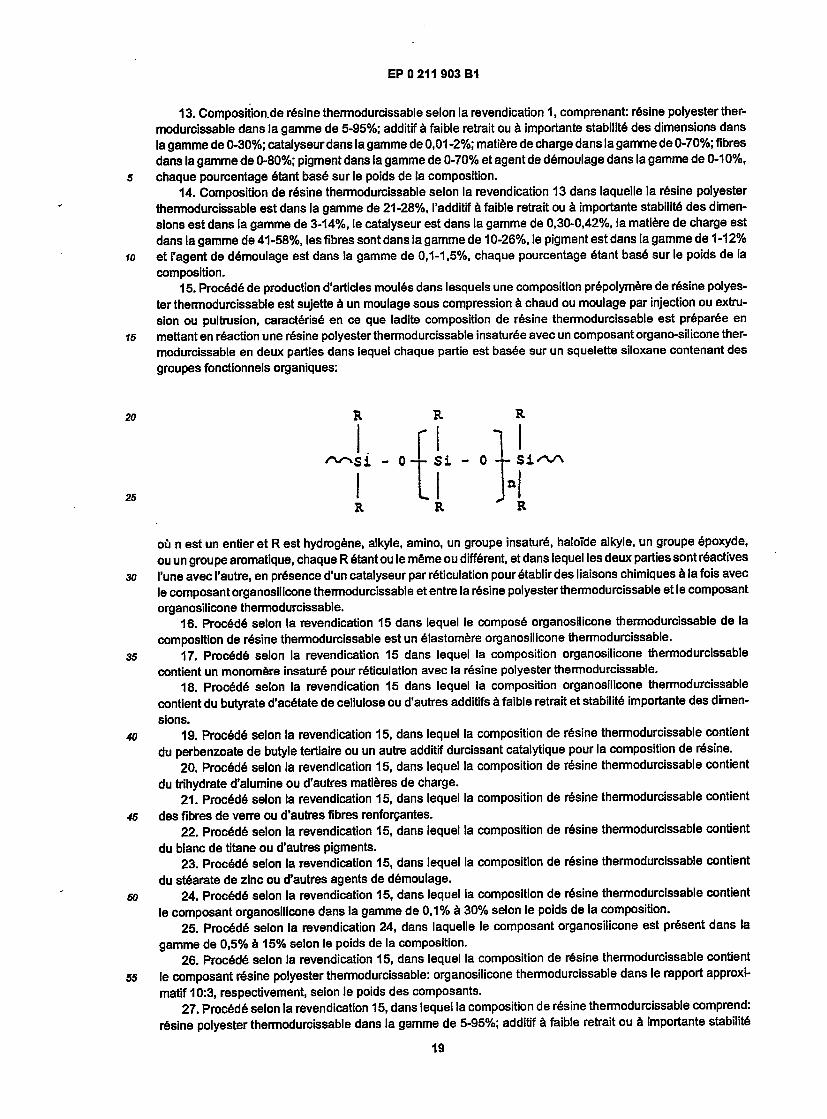
15. Procede de production d'articles moules dans lesquels une composition prepolymere de resine polyes- ter thermodurcissable est sujette a un moulage sous compression a chaud ou moulage par injection ou extru- sion ou pultrusion, caracterise en ce que ladite composition de resine thermodurcissable est preparee en
15 mettant en reaction une resine polyester thermodurcissable insaturee avec un composant organo-silicone ther- modurcissable en deux parties dans lequel chaque partie est basee sur un squelette siloxane contenant des groupes fonctionnels organiques:
20
/ v ^ s i - 0 - - S i - 0 - - S i ' " ^
25 ' *- I J • R R R
ou n est un entier et R est hydrogene, alkyle, amino, un groupe insature, haloTde alkyle, un groupe epoxyde, ou un groupe aromatique, chaque R etant ou le mSme ou different, et dans lequel les deux parties sont r6actives
30 I'une avec I'autre, en presence d'un catalyseur par reticulation pour etablir des liaisons chimiques a la fois avec le composant organosilicone thermodurcissable et entre la resine polyester thermodurcissable et le composant organosilicone thermodurcissable.
16. Procede selon la revendication 15 dans lequel le compose organosilicone thermodurcissable de la composition de resine thermodurcissable est un elastomere organosilicone thermodurcissable.
35 17. Procede selon la revendication 15 dans lequel la composition organosilicone thermodurcissable contient un monomere insature pour reticulation avec la resine polyester thermodurcissable.
18. Procede selon la revendication 15 dans lequel la composition organosilicone thermodurcissable contient du butyrate d'acetate de cellulose ou d'autres additifs a faible retrait et stabilite importante des dimen- sions.
40 19. Proc§d6 selon la revendication 15, dans lequel la composition de resine thermodurcissable contient du perbenzoate de butyle tertiaire ou un autre additif durcissant catalytique pour la composition de resine.
20. Procede selon ia revendication 15, dans lequel la composition de r6sine thermodurcissable contient du trihydrate d'aiumine ou d'autres matieres de charge.
21. Procede selon la revendication 15, dans lequel la composition de resine thermodurcissable contient 45 des fibres de verre ou d'autres fibres renforcantes.
22. Procede selon la revendication 15, dans lequel la composition de resine thermodurcissable contient du blanc de titane ou d'autres pigments.
23. Proc6de selon la revendication 15, dans lequel la composition de resine thermodurcissable contient du stearate de zinc ou d'autres agents de demoulage.
so 24. Procede selon la revendication 15, dans iequel la composition de resine thermodurcissable contient le composant organosilicone dans la gamme de 0,1% a 30% selon le poids de la composition.
25. Proced6 selon la revendication 24, dans laquelle le composant organosilicone est present dans la
gamme de 0,5% a 15% selon le poids de la composition. 26. Procede selon la revendication 15, dans lequel ia composition de resine thermodurcissable contient
55 le composant resine polyester thermodurcissable: organosilicone thermodurcissable dans le rapport approxi- matif 10:3, respectivement, selon le poids des composants.
27. Procede selon la revendication 15, dans lequel la composition de resine thermodurcissable comprend: resine polyester thermodurcissabie dans la gamme de 5-95%; additif a faible retrait ou a importante stabilite
19
EP 0 211 903 B1
des dimensions dans la gamme de 0-30%; catalyseur dans la gamme de 0,01-2%; matiere de charge dans la gamme de 0-70%; fibres dans la gamme de 0-80%; pigment dans la gamme de 0-70% et agent de demoulage dans la gamme de 0-10%, chaque pourcentage etant base sur le poids de la composition.
28. Procede selon la revendication 27, dans lequel la resine polyester thermodurcissable est dans la 5 gamme de 21-28%, I'additif a faible retrait ou a importante stabilite des dimensions est dans la gamme de 3-
14%, le catalyseur est dans la gamme de 0,30-0,42%, la matiere de charge est dans la gamme de 41-58%, les fibres sont dans la gamme de 10-26%, le pigment est dans la gamme de 1-12% et I'agent de demoulage est dans la gamme de 0,1-1,5%, chaque pourcentage etant base sur le poids de la composition.
29. Articles obtenus par le procede de la revendication 15. 10
15
20
25
30
35
40
45
50
55
20




















