development of polymer resin-based wet friction sheet
147
DEVELOPMENT OF POLYMER RESIN-BASED WET FRICTION SHEET MATERIALS AND UNDERSTANDING THEIR INTERACTIONS WITH AUTOMATIC TRANSMISSION FLUIDS A Dissertation Presented to The Graduate Faculty of The University of Akron In Partial Fulfillment of the Requirements for the Degree Doctor of Philosophy Murat Bakan August, 2015
-
Upload
khangminh22 -
Category
Documents
-
view
3 -
download
0
Transcript of development of polymer resin-based wet friction sheet

DEVELOPMENT OF POLYMER RESIN-BASED WET FRICTION SHEET
MATERIALS AND UNDERSTANDING THEIR INTERACTIONS WITH
AUTOMATIC TRANSMISSION FLUIDS
A Dissertation
Presented to
The Graduate Faculty of The University of Akron
In Partial Fulfillment
of the Requirements for the Degree
Doctor of Philosophy
Murat Bakan
August, 2015

ii
DEVELOPMENT OF POLYMER RESIN-BASED WET FRICTION SHEET
MATERIALS AND UNDERSTANDING THEIR INTERACTIONS WITH
AUTOMATIC TRANSMISSION FLUIDS
Murat Bakan
Dissertation
Approved: Accepted:
______________________________ ______________________________
Advisor Department Chair
Dr. Erol Sancaktar Dr. Sadhan C. Jana
______________________________ ______________________________
Committee Member Dean of the College
Dr. Robert A. Weiss Dr. Eric J. Amis
______________________________ ______________________________
Committee Member Interim Dean of the Graduate School
Dr. Younjin Min Dr. Chand Midha
______________________________ ______________________________
Committee Member Date
Dr. Chrys Wesdemiotis
______________________________
Committee Member
Dr. Gary L. Doll
______________________________
Committee Member
Dr. Rashid Farahati

iii
ABSTRACT
As a very important component of automatic transmissions, torque converters are
one of the most complicated parts in vehicles. Wet friction materials which are present in
torque converter clutches attract attention because improvements made on these
composite materials lead to better fuel efficiency and driving comfort. It is important to
understand the possible interactions between wet friction materials and automatic
transmission fluid (ATF) as the efficiency of the system highly depends on them.
In the first part of this study, we report a novel method to measure the adsorption
energy between a liquid adsorbate, ATF, and a solid adsorbent, wet friction material,
using differential scanning calorimetry. Studies involving different adsorbents i.e. a wet
friction material and its individual ingredients and different adsorbates i.e. a commercial
ATF, base oil, and custom made oils were used for the development of the method.
Besides, the measurements were useful for understanding possible types of
intermolecular interactions occurring during adsorption.
Secondly, excimer laser treatment was performed on the wet friction material
together with its fiber components. It was shown that the adsorption energies of each
adsorbent increased as a result of the treatment. Adsorption energy measurements were
also performed on some minerals/clays which could be used as fillers in wet friction
materials. Friction performances of some of these fillers, which were tested using an
SAE#2 tester, showed a correlation with their adsorption energies.

iv
In order to provide better understanding for the performance of wet friction
materials, different friction modifiers were used to study the friction performance and
surface energies after adsorption. In case of both the friction modifier concentration and
structure, the friction performances of the materials were found to correlate with their
contact angles, contact angle hysteresis, and surface energies.
In the last part of the study, polymer resin-based, paper-type wet friction materials
were made using different fiber/filler ratios with the most commonly used ingredients in
the industry. The effect of these ratios on the mechanical properties and porosities of the
materials were characterized using different techniques. Once the tribological
performances of these materials were evaluated, it was noted that the material consisting
of 50/50 fiber/filler had the optimum composition considering the mechanical and
tribological performance of the materials.

v
ACKNOWLEDGEMENTS
I owe my deepest gratitude to my academic advisor Dr. Erol Sancaktar for the
opportunity he created for me to finish my Ph.D. degree. Besides, his support,
encouragement, and guidance throughout this study are very valuable for me.
I also owe my sincere gratitude to Dr. Rashid Farahati for giving me the chance to
work on my dissertation at LuK USA LLC, enlightening me with his knowledge and
experience, and spending countless hours to discuss about the projects we work on.
In addition, I would like to express my sincere thanks to Dr. Robert A. Weiss for
the support and guidance he showed me during my Ph.D. life and for being in my
dissertation committee.
I also would like to appreciate to my other committee members, Dr. Younjin Min,
Dr. Chrys Wesdemiotis, and Dr. Gary L. Doll.
This journey wouldn’t come to an end without the support of others. My brother
Dr. Ahmet Bakan and my friend Dr. Emre Unsal were always with me when needed. I
am also grateful to my sister, my parents, and other friends for the love and
understanding they showed to me.
I am thankful to LuK USA LLC and The Lubrizol Corporation for their financial
support on the project.

vi
TABLE OF CONTENTS
Page
LIST OF TABLES .............................................................................................................. x
LIST OF FIGURES ........................................................................................................... xi
INTRODUCTION ........................................................................................................ 1
1.1. Tribology................................................................................................................. 1
1.1.1. History of Tribology ................................................................................... 1
1.1.2. Stribeck Curve ............................................................................................ 2
1.1.3. Friction under Sliding Conditions ............................................................... 6
1.2. Wet Friction Materials ............................................................................................ 8
1.2.1. History of Wet Friction Materials ............................................................... 8
1.2.2. Wet Friction Materials .............................................................................. 10
1.2.3. Wet Friction Material Ingredients ............................................................. 11
1.2.4. Porosity ..................................................................................................... 13
1.2.5. Visco-Elasticity ......................................................................................... 15
1.3. Automatic Transmission Fluid .............................................................................. 16
1.3.1. History of Automatic Transmission Fluid ................................................ 16
1.3.2. Automatic Transmission Fluid .................................................................. 17
1.3.3. ATF Additives .......................................................................................... 18
1.3.3.1. Friction Modifiers ............................................................................ 18
1.3.3.2. Detergents ........................................................................................ 19
1.3.3.3. Dispersants ....................................................................................... 19
1.3.3.4. Viscosity Modifiers .......................................................................... 20
1.3.3.5. Antiwear (AW) - Extreme pressure (EP) agents .............................. 20

vii
1.3.3.6. Corrosion Inhibitors ......................................................................... 21
1.3.3.7. Antifoaming Agents ......................................................................... 21
1.3.3.8. Pour-point depressants ..................................................................... 22
1.3.3.9. Antioxidants ..................................................................................... 22
1.4. Adsorption............................................................................................................. 22
1.4.1. Adsorption of ATF on Wet Friction Materials ......................................... 23
1.5. Research Objectives .............................................................................................. 26
MEASUREMENT OF THE ADSORPTION ENERGY BETWEEN A SOLID
ADSORBENT AND A LIQUID ADSORBATE USING DIFFERENTIAL SCANNING
CALORIMETRY .............................................................................................................. 28
2.1. Introduction ........................................................................................................... 29
2.2. Experimental ......................................................................................................... 32
2.2.1. Materials ................................................................................................... 32
2.2.2. Characterization Techniques ..................................................................... 33
2.2.3. Procedure .................................................................................................. 33
2.3. Results and Discussion ......................................................................................... 35
2.3.1. Thermogravimetric Analysis .................................................................... 36
2.3.2. Differential Scanning Calorimetry ............................................................ 39
2.3.3. Adsorption Energy Measurements ............................................................ 39
2.4. Conclusions ........................................................................................................... 46
IMPROVING THE ADSORPTION CAPACITY OF PAPER-BASED WET
FRICTION MATERIALS USING EXCIMER LASER .................................................. 48
3.1. Introduction ........................................................................................................... 48
3.2. Experimental ......................................................................................................... 51
3.2.1. Materials ................................................................................................... 51
3.2.2. Methods..................................................................................................... 51
3.3. Results and Discussion ......................................................................................... 52

viii
3.4. Conclusions ........................................................................................................... 58
CORRELATION BETWEEN THE ADSORPTION ENERGIES AND FRICTION
PERFORMANCES OF VARIOUS FILLERS USED IN WET FRICTION
MATERIALS. ................................................................................................................... 59
4.1. Introduction ........................................................................................................... 59
4.2. Experimental ......................................................................................................... 61
4.2.1. Materials ................................................................................................... 61
4.2.2. Methods..................................................................................................... 61
4.3. Results and Discussion ......................................................................................... 62
4.4. Conclusions ........................................................................................................... 71
EFFECT OF MONOLAYER DENSITY AND STRUCTURE OF FRICTION
MODIFIERS ON WET FRICTION PERFORMANCE................................................... 72
5.1. Introduction ........................................................................................................... 72
5.2. Experimental ......................................................................................................... 75
5.2.1. Materials ................................................................................................... 75
5.2.2. Surface Treatment of Steel Plates and Friction Material .......................... 76
5.2.3. Contact Angle Measurements ................................................................... 76
5.2.4. SAE#2 Test ............................................................................................... 76
5.2.5. Fourier Transform Infrared (FT-IR) Spectroscopy ................................... 77
5.3. Results and Discussion ......................................................................................... 77
5.3.1. Effect of Friction Modifier Concentration ................................................ 77
5.3.2. Effect of Friction Modifier Structure ........................................................ 88
5.4. Conclusions ........................................................................................................... 95
EFFECT OF FIBER TYPE AND FIBER/FILLER RATIO ON THE
CHARACTERISTICS OF WET FRICTION MATERIALS ........................................... 97
6.1. Introduction ........................................................................................................... 98
6.2. Experimental ......................................................................................................... 99

ix
6.2.1. Handsheet Preparation ............................................................................ 100
6.2.2. Characterization Methods ....................................................................... 101
6.3. Results and Discussion ....................................................................................... 102
6.4. Conclusions ......................................................................................................... 116
CONCLUSIONS ................................................................................................... 118
BIBLIOGRAPHY ........................................................................................................... 121
APPENDIX ..................................................................................................................... 133

x
LIST OF TABLES
Table Page
1-1. Different types of wet friction materials. 37 ............................................................... 10
1-2. Examples of ingredients used in wet friction material production. 34,40 .................... 12
2-1. Adsorption energies for friction paper and its ingredients. ....................................... 42
2-2. Properties of the friction paper ingredients. .............................................................. 44
3-1. Adsorption energy results for the friction material, synthetic fibers, and organic
fibers. ................................................................................................................................ 57
4-1. Adsorption energies and particle size values for the fillers ....................................... 69
5-1. Contact angle and hysteresis results for neat and stearic acid treated friction materials
........................................................................................................................................... 80
5-2. Contact angle, contact angle hysteresis and surface free energies for steel samples
with different surface treatments using water. .................................................................. 89
6-1. Burst strength measured by Mullen tester, air permeability measured by Gurley
tester, water contact angles, and oxygen atom concentration of different handsheets. .. 104
6-2. Tensile and shear properties of raw and saturated (sat.) handsheets. ...................... 107

xi
LIST OF FIGURES
Figure Page
1-1. Stribeck curve showing different lubrication regimes. 1- Boundary lubrication, 2-
Mixed region, 3- Hydrodynamic friction. 10 ....................................................................... 3
1-2. Coefficient of friction vs. velocity curves for friction materials and automatic
transmission fluid. ............................................................................................................... 5
1-3. Representation of a SAE#2 clutch engagement curves. .............................................. 6
1-4. Development history of materials used in wet friction applications. 34....................... 9
1-5. Viscosity vs. temperature curves for two lubricants with different viscosity index
(VI) .................................................................................................................................... 20
1-6. Monolayers of friction modifiers (stearic acid) adsorbed on a surface and base oil
molecules fill the spaces between the friction modifiers. ................................................. 25
2-1. Adsorption energy contributions of ATF components based on theoretical
calculations. ...................................................................................................................... 32
2-2. DSC cell configuration before starting the adsorption energy measurements. ATF is
placed on the sample platform on the right side, and the friction paper is placed on the
reference platform on the left side. ................................................................................... 34
2-3. Mixing of adsorbate and adsorbent at -140 °C. ......................................................... 35
2-4. TGA curves of a) ATF and b) friction paper and its components. ............................ 37
2-5. DSC thermograms of a) ATF, where two different measurements show the identical
melting range, and b) friction paper and its ingredients. .................................................. 38
2-6. Adsorption energy for wet friction paper. ................................................................. 40
2-7. Adsorption energies for a) diatomaceous earth, b) synthetic fiber, c) organic fiber,
and d) resin binder. ........................................................................................................... 42

xii
2-8. Adsorption energies for friction material with different adsorbates (I would like to
thank to Sayali Satam for obtaining some of this data). ................................................... 46
3-1. Adsorption energy measurements for neat and laser treated wet friction materials.
The area between the 1st and 2nd curve corresponds to the adsorption energy between
ATF and the friction material. .......................................................................................... 53
3-2. Adsorption energy measurements for neat and laser treated synthetic fiber sheets.
The area between the 1st and 2nd curve corresponds to the adsorption energy between
ATF and the synthetic fiber. ............................................................................................. 55
3-3. Adsorption energy measurements for neat and laser treated organic fiber sheets. The
area between the 1st and 2nd curve corresponds to the adsorption energy between ATF
and the organic fibers. ....................................................................................................... 57
4-1. DSC thermograms for filler 1 showing the energy of adsorption between the first and
second heating ramps. ....................................................................................................... 62
4-2. DSC thermograms for filler 2 showing the energy of adsorption between the first and
second heating ramps. ....................................................................................................... 63
4-3. DSC thermograms for filler 3 showing the energy of adsorption between the first and
second heating ramps. ....................................................................................................... 64
4-4. DSC thermograms for filler 4 showing the energy of adsorption between the first and
second heating ramps. ....................................................................................................... 65
4-5. DSC thermograms for filler 5 showing the energy of adsorption between the first and
second heating ramps. ....................................................................................................... 66
4-6. DSC thermograms for filler 6 showing the energy of adsorption between the first and
second heating ramps. ....................................................................................................... 67
4-7. Coefficient of friction vs. sliding speed curves for filler 2 and filler 6 at 0.4 and 3
MPa surface pressure and 40 °C fluid temperature. ......................................................... 70
4-8. Coefficient of friction vs. sliding speed curves for filler 2 and filler 6 at 0.4 and 3
MPa surface pressure and 90 °C fluid temperature. ......................................................... 70
5-1. Contact angle images for friction material a) at 0°, and b) at 90° (tilted stage), and
friction material treated with high concentration stearic acid c) at 0°, and d) at 90° (tilted
stage). ................................................................................................................................ 79
5-2. Infrared spectroscopy of neat and stearic acid treated friction materials. ................. 80

xiii
5-3. Contact angle and hysteresis results for steel samples. ............................................. 82
5-4. Contact angle and contact angle hysteresis results for heat treated steel samples. ... 83
5-5. Friction coefficient (μ) vs. sliding speed curves for 0.3 wt.% stearic acid in base oil
at different temperatures: A) 40 °C, B) 90 °C, and C) 120 °C. ........................................ 86
5-6. Friction coefficient (μ) vs. sliding speed curves for 0.5 wt. % stearic acid in base oil
at different temperatures: A) 40 °C, B) 90 °C, and C) 120 °C. ........................................ 87
5-7. The ratio of coefficient of friction at 1 rpm to 40 rpm for different lubricants at
different temperatures and pressures. ............................................................................... 88
5-8. Friction coefficient (μ) vs. sliding speed curves for neat base oil at different
temperatures: A) 40 °C, B) 90 °C, and C) 120 °C. ........................................................... 91
5-9. Friction coefficient (μ) vs. sliding speed curves for 0.5 wt.% oleic acid in base oil at
different temperatures: A) 40 °C, B) 90 °C, and C) 120 °C. ............................................ 92
5-10. Friction coefficient (μ) vs. sliding speed curves for 0.5 wt.% linoleic acid in base oil
at different temperatures: A) 40 °C, B) 90 °C, and C) 120 °C. ........................................ 93
5-11. Suggested intermolecular interactions between a) steel and friction material and b)
friction modifier adsorbed steel and friction material surfaces. ....................................... 95
6-1. Burst strength measured by Mullen tester and air permeability measured by Gurley
tester for handsheets consisting of cellulose fibers. ........................................................ 104
6-2. Tensile strength for raw and saturated handsheets consisting of cellulose fibers. .. 108
6-3. Tensile Modulus for raw and saturated handsheets consisting of cellulose fibers. 108
6-4. Water contact angle values of resin-saturated handsheets. ...................................... 112
6-5. SEM images of A) 100 % aramid fibers, B) 50 % aramid, 50 % diatomaceous earth,
C) 100 % cellulose, D) 50 % cellulose, 50 % diatomaceous earth, E) 40 % cellulose, 60
% diatomaceous earth, and F) 20 % cellulose, 80 % diatomaceous earth handsheets in
raw form (no resin saturation)......................................................................................... 114
6-6. Coefficient of friction vs. sliding speed for handsheets before break-in at 90 °C
temperature and 2960 kPa surface pressure. ................................................................... 115
6-7. Coefficient of friction vs. sliding speed for handsheets after break-in at 90 °C
temperature and 2960 kPa surface pressure. ................................................................... 115
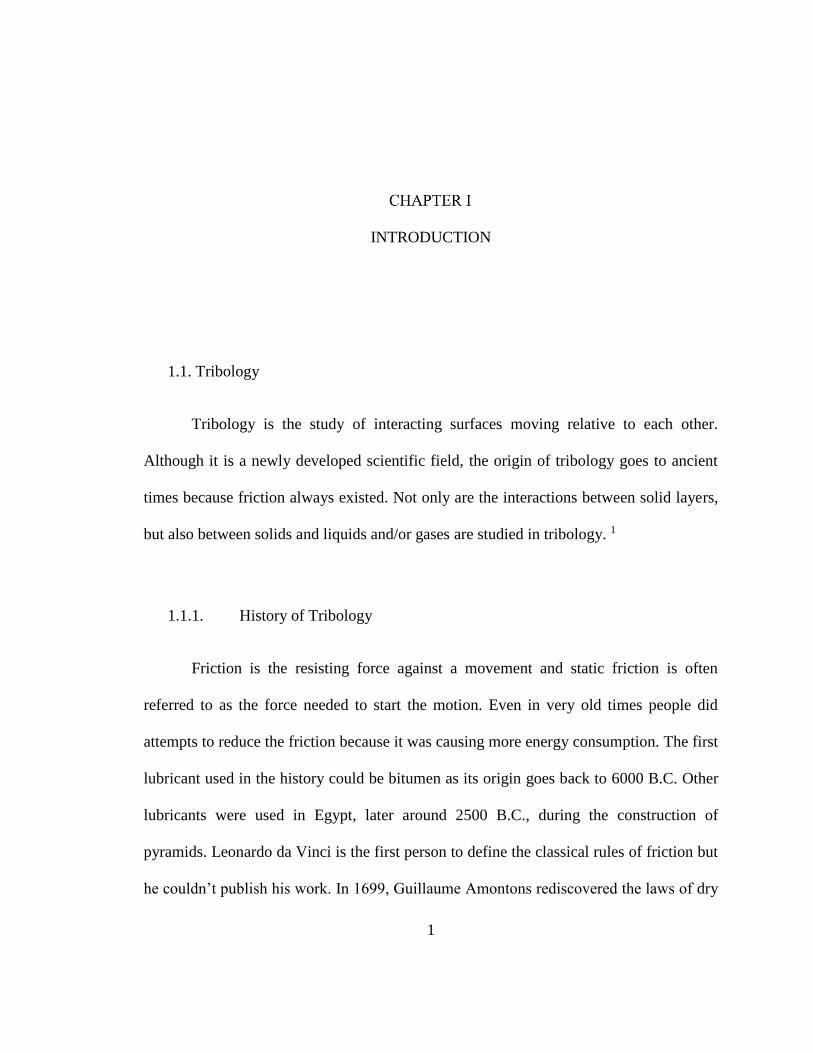
1
INTRODUCTION
1.1. Tribology
Tribology is the study of interacting surfaces moving relative to each other.
Although it is a newly developed scientific field, the origin of tribology goes to ancient
times because friction always existed. Not only are the interactions between solid layers,
but also between solids and liquids and/or gases are studied in tribology. 1
1.1.1. History of Tribology
Friction is the resisting force against a movement and static friction is often
referred to as the force needed to start the motion. Even in very old times people did
attempts to reduce the friction because it was causing more energy consumption. The first
lubricant used in the history could be bitumen as its origin goes back to 6000 B.C. Other
lubricants were used in Egypt, later around 2500 B.C., during the construction of
pyramids. Leonardo da Vinci is the first person to define the classical rules of friction but
he couldn’t publish his work. In 1699, Guillaume Amontons rediscovered the laws of dry

2
friction confirming that friction force is directly proportional to the applied load and is
independent of the contact area. Leonhard Euler identified the difference in static and
kinetic friction forces in 1750. Charles Augustin de Coulomb later reported that kinetic
friction is independent of sliding velocity. 2,3,4
1.1.2. Stribeck Curve
Friction on lubricated surfaces differs from dry friction in the sense that
coefficient of friction is no longer independent of the load nor the speed. The
characteristics of friction materials are mainly discussed in terms of ηV/P values, where η
is the viscosity, V is the sliding speed, and P is the pressure. This product is usually
referred to as Sommerfield number. 5 Plots of μ vs. ηV/P are called Stribeck Curves
(Figure 1-1). The first region in the Stribeck curve is the boundary lubrication regime
where there is a direct contact between the asperities of each surface with the average
lubricant film thickness being less than the average surface roughness in this regime.
Therefore, the coefficient of friction is high in boundary lubrication and the oil viscosity
doesn’t play an important role. 6,7 Chemically or physically reactive components of the
lubricants interact with the contacting surfaces to form a highly resistant films which
supports the load and prevent major wear. The formation of this type of boundary film
depends strongly on its capacity to be adsorbed on friction surfaces. 8 As the surfaces
separate from each other (mixed region), friction coefficient starts to drop because the
fluid film thickness increases and provides more effective lubrication. In the third region,
there is a full fluid film on the surfaces and no surface contact. The friction is mostly

3
determined by the internal fluid friction in which fluid viscosity plays a significant role.
In hydrodynamic lubrication regime, friction increases with increasing speed because of
the fluid drag. Besides, lower friction coefficient can be obtained with a lubricant with
lower viscosity. 9
Figure 1-1. Stribeck curve showing different lubrication regimes. 1- Boundary
lubrication, 2- Mixed region, 3- Hydrodynamic friction. 10
Although Stribeck curve is commonly used for the study of friction in lubricated
surfaces, it may not be completely applicable to paper-based wet friction materials. In
Stribeck curve, it is commonly considered that boundary lubrication occurs at low sliding
speeds and the friction coefficient either decreases or remains constant with increasing
speed in boundary lubrication regime. 11 Because of the high porosity of wet friction
materials, boundary lubrication regime dominates the friction characteristics because a
fluid film cannot develop easily to protect surfaces from contact. Moreover, the drop of

4
friction coefficient with increasing speed is not desired and usually not observed for wet
friction materials. It is always preferred to have dynamic friction higher than static
friction in order to have good friction characteristics. 12 Therefore, the graph given in
Figure 1-2 is more commonly used for the investigation of wet friction materials. We can
split this graph into two regions as low speed region (might also be referred to as static
friction) and high speed region (might also be referred to as dynamic friction). The red
curve given with a negative slope is generally obtained by non-polar lubricants such as
base oil. The green curve given with a positive slope is due to the presence of polar
additives such as fatty acids, fatty amines, or other types of surfactants in the lubricant.
13,14 According to Figure 1-2, the chemistry of the lubricant or additive molecules mostly
affects the low speed region. However, use of different types of lubricants doesn’t affect
the dynamic friction coefficient as significantly as the static friction. Therefore, it is
important to have amphiphilic molecules in the lubricant to have low static friction. In
order to modify the dynamic friction coefficient, however, it is more important to change
the material porosity as it is already proven that fluid permeability has the most
significant effect on dynamic friction of wet friction materials. 15

5
Figure 1-2. Coefficient of friction vs. velocity curves for friction materials and automatic
transmission fluid.
The coefficient of friction obtained from wet clutch tests is calculated according
to the following formula:
𝜇 =
𝑇
𝑃𝑅𝐴𝑁
(1)
in which μ is the coefficient of friction, T is the torque, P is the surface pressure, R is the
radius of the clutch plate, A is the friction surface area, and N is the number of friction
surfaces. 16 The relative changes of some these parameters during clutch engagement are
shown in Figure 1-3. The engagement starts after the application of pressure on to the
clutch at a relatively high sliding speed. Transition occurs initially from hydrostatic to
hydrodynamic, and then to boundary lubrication regime during the engagement. For a
smooth engagement, there should not be a torque spike at the end of the torque curve,
which is often referred to as hunting or rooster tail (shown with the purple color). 17,18
When rooster tail is observed, it is often felt as shudder during the engagement. Shudder

6
is the increase of friction coefficient with decreasing sliding speed and it causes
vibrations and noise in the system. It may be caused by either the friction material or the
automatic transmission fluid. 19,20,21,22
Figure 1-3. Representation of a SAE#2 clutch engagement curves.
1.1.3. Friction under Sliding Conditions
Surface interactions, elastic contacts, and viscous drag are the factors affecting the
friction at very low loads (i.e., high Sommerfield numbers, ηV/P). Plastic deformation
will occur after the load is increased. Therefore, at low Sommerfield numbers, friction
will be determined in terms of the energy needed to deform the asperities.
Based on a general overview of the Stribeck curve, it is known that the lubricating
film thickness decreases significantly at very low speeds (boundary lubrication). As
transition occurs from boundary lubrication to mixed region, friction coefficient drops
significantly. 23,24 This region is never of interest for the wet friction material
Fri
ctio
n
Time
Sliding Speed Applied Pressure Torque High μ0

7
manufacturers, because it may be considered a failure to have friction at mixed region for
a wet friction material. Boundary lubrication regime is the main focus of the
manufacturers.
An interesting phenomenon associated with the wet friction materials is the
increase of the friction coefficient with increasing speed. This situation is opposite of
what is seen in any other systems or in nature. However, it is also observed only with the
presence of friction modifiers in a lubricant for wet friction materials. Researchers have
proposed mechanisms to explain this situation, as summarized below.
Previously it was believed that there was a balance between the construction and
destruction of monolayers of friction modifiers during boundary lubrication regime.
However, destruction rate increases at higher sliding speeds, so the friction increases. The
experiments done with limited amount of friction modifiers showed that the theory was
insufficient to explain the mechanism associated with such observations. 25,26 There were
also other theories regarding additional speed dependent drag forces which become more
effective at higher speeds or some mathematical descriptions which relate friction to the
interfacial shear stress. 27,28 However, the true mechanism is based on the change of
molecular conformations of hydrocarbon parts of the friction modifiers. The ordered
tightly packed monolayers at the surface are subjected to conformational defects due to
shear forces. The terminal gauche defects of the chain ends cause higher energy
requirements. The increasing repulsive forces at higher speeds cause molecules to have
more serious rotational, vibrational, and translational defects, so that friction increases.
28,29,30,31,32 Molecular dynamics studies with stearic acid and oleic acid revealed the

8
conformations of the molecules on a surface under sliding conditions. While the tightly
packed stearic acid monolayer conformation fits well with the explained theory, low
density of stearic acid or oleic acid shows high intermolecular interactions under static
conditions. Therefore, even if conformational defects occur during sliding, the
interactions under static condition are not low due to interdigitation of the chains, so that
friction doesn’t increase with sliding speed. In conclusion, stearic acid, when used as a
friction modifier, gives higher difference between the static and dynamic friction forces
when compared to oleic acid. 33
1.2. Wet Friction Materials
Wet friction materials, which are present in the clutch part of torque converters,
play an important role during the engagement of the clutch. Characteristics of these
materials are important for fuel efficiency and driving comfort.
1.2.1. History of Wet Friction Materials
Wet friction materials were first used in 1938 by General Motors in automatic
transmission. The sintered bronze, which was used as the friction material, was later
replaced by semi-metallic materials due to the increasing demand for better materials
during World War II. Binding of asbestos, graphite, and metal powders together with a
resin formed the semi-metallic friction materials which had low friction coefficients.
Cork as a more flexible material was used to get higher friction coefficients but it had low

9
durability. Therefore, studies led to the discovery of phenolic resin and materials with
high coefficients of friction, high strength and durability were produced subsequently. 34
Paper-based wet friction materials were first produced in 1957 using asbestos,
cellulose, various fillers, and phenolic resin binder. High friction with low static/dynamic
ratio, good heat resistance and chemical strength of these materials made them favorable.
35 After asbestos was found to be carcinogenic, it was eliminated from wet friction
materials by using other materials in combination because none of the individual
materials could replace its superior properties. Improvements on resin technology and
introduction of new synthetic fibers, i.e. aramid fibers, into the wet friction materials
were the key steps to produce materials with high performance, durability and strength. 34
The timeline on the development of wet friction materials is shown in Figure 1-4.
Asbestos Molded
Sintered Materials
Aramid Fibers
Semi-Metallic
and Cork
Materials
Other
Synthetic
Fibers
Papers with
Asbestos
Papers Without Asbestos Fillers
Bakelite
Phenolic Resin
Graphitic Papers
Papers with Synthetic
Fibers
Surface Applied
Particles to Paper and
Non-Papers
Non - Papers
1930 1940 1950 1960 1970 1980 1990 2000 2000+
Figure 1-4. Development history of materials used in wet friction applications. 34

10
1.2.2. Wet Friction Materials
After 1980 automatic transmission became more popular (as of 2015 the annual
sale of automatic transmission exceeded the annual sale of manual transmissions
worldwide 36), but it brought more stringent requirements for the manufacturers. The shift
quality, fuel efficiency, and life-time of the transmissions turned out to be the most
important criteria for the designers as well as the friction performance of the materials i.e.
positive slopes for the coefficient of friction vs. sliding speed (μ-V) curves and high
coefficients of friction. 34 Characteristics of different types of wet friction materials are
listed in Table 1-1. Not only because of their high dynamic friction coefficient, but also
because of low static/dynamic friction ratio, paper-based friction materials are superior in
terms of providing good shifting quality. However, low thermal and mechanical
resistance of these materials should be noted.
Table 1-1. Different types of wet friction materials. 37
Material type Characteristics
Paper High porosity, high dynamic friction coefficient (0.10 – 0.15), low
compressive strength and thermal resistance
Sintered Low porosity, low dynamic friction coefficient (0.05 – 0.07), high
compressive strength and thermal resistance
Fabric High porosity, medium dynamic friction coefficient (0.09 – 0.11),
medium compressive strength and thermal resistance
The lifetime of wet friction materials has to be the same as the lifetime of the
transmission because it is not practical to replace them. In general, we can focus on two

11
different time ranges considering the performance and durability of friction materials.
The short term performance is mainly determined by the porosity and surface structure
(high activity towards adsorption of friction modifiers). It is possible that drivers
experience shudder short time after driving a brand new car. This is mainly due to the bad
surface structure of the material such as high surface roughness or low surface activity
which might be due to resin rich top layer of the material. However, the material may
start to perform better after wearing off the very top layer if the existing problem is only
at the top layer of the material. The long term friction stability or durability of material
depends on the porosity and the presence of high temperature ingredients. 16 If the
problem with the friction material emerges during this period, it will be more serious and
most probably will need an action to solve the problem.
1.2.3. Wet Friction Material Ingredients
Wet friction materials are typically made of fibers, fillers, and binder. Cellulose is
a type of organic fibers that is commonly used to get desirable friction characteristics.
Although it provides high friction coefficient and low static/dynamic friction ratio, it has
lack of temperature stability. Cellulose starts decomposing around 350 °C, so that the
formation of hot spots on the friction materials will most likely degrade cellulose fibers
immediately. Therefore, the desirable characteristics and the integrity of the material will
be lost. 34 This drawback of the cellulose fibers can be eliminated by the addition of
synthetic fibers i.e. aramid fibers or carbon components such as graphite or carbon fibers.
38 Addition of too much graphite may decrease the friction coefficient because graphite is

12
considered a solid lubricant. Besides, static/dynamic friction ratio may also increase
because the shapes of the μ-V curves are mainly provided by good interactions
(adsorption) between friction materials and additives of automatic transmission fluid
(ATF). The non-polar surface of the graphite will not attract the polar parts of the
amphiphilic additives. Instead of having a well-packed monolayer of friction modifiers,
there will be molecules aligned parallel to the surface. 39 Therefore, the positive slope of
the μ-V curves will tend to decrease. Another way to improve the heat resistance of the
friction materials is by varying the pore size and overall porosity of the material. Table
1-2 presents the common ingredients used in wet friction materials. Chemicals or solid
lubricants listed last in the table are added in low concentrations because higher amounts
will take away some of the desirable characteristics of the friction materials because they
have lack of porosity and have either too high or too low Mohs’ hardness.
Table 1-2. Examples of ingredients used in wet friction material production. 34,40
Fibers Cellulose, aramid, mineral, carbon, glass
Fillers Diatomaceous earth, cashew dust, carbon, mica, calcium
carbonate, clays, activated carbon
Chemicals/Solid
lubricants
Graphite, molybdenum disulfide, acrylic rubber, alumina,
chromium oxide, zirconia
Resin Phenolic resin, silicone resin, modified-phenolic resin
The performance of the friction materials can be improved by making
multilayered materials in which the surface will consists of friction fillers which have

13
high activity towards the friction modifiers. The bottom layer may consist of mainly
fibers or high temperature ingredients. 41
Abrasive particles are also used in friction materials to increase friction.
Additionally, they may contribute in removal of the glaze on the material surface by
disturbing them. Hard particles of silicon carbide, silica, zirconia, or alumina may show
different sensitivity towards the pressure or sliding speed and must be added judiciously
depending on the application. 42
1.2.4. Porosity
Friction characteristics and temperature resistance of friction materials highly
depend on their porous structure. The higher the porosity, the more ATF flows inside the
material matrix. Therefore, better cooling is provided through the circulation of ATF.
Another advantage of higher porosity is the maintenance of desirable friction
characteristics such as high dynamic friction coefficient and low static/dynamic friction
ratio. In other words, porosity provides higher friction coefficient, but the effect is much
smaller at lower sliding speeds. These are mainly provided by the quick drainage of ATF
through the porous channels during engagement; so that asperity contact is carried by the
additives of ATF adsorbed on the surface. Therefore, having the load carried by the
friction modifiers during sliding at boundary lubrication regime will provide the desired
friction characteristics. 5,43,44,45,46
Porosity of the wet friction materials may change from 20 % to 80 % and the pore
sizes may be as big as hundreds of micron. The type of ingredients and their composition,

14
the amount of resin and the degree of curing, compression rate during paper making,
bonding temperature, and final thickness of material are the important factors which
affect porosities in friction materials. 45,47,48
Fibrillation of the fibers, which is the fluffiness of the fibers as a result of
refinement process, is another important factor influencing the material porosity. While
fibers with low fibrillation provide high porosity, increasing fibrillation decreases the
amount of voids inside the friction material thus decreasing its capacity to absorb ATF. 45
Surface geometry of the friction materials can be designed depending on the
application. Grooves on the friction materials will improve the thermal resistance of the
friction materials as they will act similar to highly porous materials, but they will also
change the friction characteristics of the materials. The coefficients of friction of grooved
samples are higher as compared to the non-grooved samples, especially at high
Sommerfield numbers, where hydrodynamic friction dominates. Therefore, having higher
friction coefficient is a similar characteristic for high porosity or grooved materials. 5,45
The wear rate of the friction materials may not be directly related to their
porosities. Even though the amount of wear decreased with increasing porosity according
to one study 45, another study showed that the wear rate increased with increasing
porosity. 49 Therefore, the wear rate may depend on other material characteristics or
application conditions as well.
Glazing of friction materials is a serious problem in relation to their permeability
or porous structure. New materials generally have good permeability but after
decomposition of the additives of ATF coupled with mechanical degradation (adhesive

15
wear) or thermal degradation (carbonization) on the friction material surface, the pores
are blocked. Therefore, negatively sloped μ-V curves are obtained because the fluid
cannot be withdrawn easily from the clutch. 50,51
There are various techniques to measure the porosity of friction materials.
Mercury porosimeter is used to measure the diameter, its distribution, and porosity
percentage in friction materials. The volume of the mercury is measured with respect to
the applied pressure and the porosity percentage is thus determined. 45 Laser thermal
investigation is another non-destructive method for measuring porosity in friction
materials. This method is based on the irradiation of the sample and measurement of the
heat produced which provides information about the presence of voids inside the
material. 43 Oil drop penetration time is also another simple method to measure the
porosity of the friction materials. While it takes only several seconds for the penetration
of oils into a highly porous material, it may take more than several minutes in the
presence of glazing. 16
1.2.5. Visco-Elasticity
Together with the porosity, visco-elasticity is an important factor affecting the
friction characteristics of wet friction materials. Changing the compression ratio during
manufacturing or the composition of the ingredients (especially resin) changes the
elasticity of the friction materials. Increasing the material density increases the
compressive strength of the materials more as compared to the shear strength. For a
material with higher porosity, compressive visco-elastic deformation increases. The

16
lower is the longitudinal modulus, the higher is the coefficient of friction for the same
material with different density. Therefore, in order to have a material with higher friction
coefficient, it is important to have softer materials. 21,44
1.3. Automatic Transmission Fluid
The lubricants used in automatic transmissions are called as automatic
transmission fluid (ATF). They have mainly red color to be distinguished from other
fluids in vehicles such as engine oil.
1.3.1. History of Automatic Transmission Fluid
When the automatic-transmission cars were introduced in late 1930s, the
transmissions were lubricated using engine oils. However, it didn’t take a long time to
understand the incompatibility in using engine oils because the operational requirements
for the transmission were different than the requirements for the internal combustion
engine. After about a decade, the first automatic transmission fluid (Type A) was
produced by General Motors (GM) in 1949. Ford, GM, and Chrysler put a lot of efforts to
improve the deficiencies of the ATFs they produced. Initially oxidation resistance and
then wear and friction performance of ATFs improved as these deficiencies were noticed
during service. 52

17
1.3.2. Automatic Transmission Fluid
In order to optimize the tribological performance of materials, it is important to
understand the lubricant as well as the surfaces to be lubricated. There is a lack of
knowledge in understanding the interactions of lubricants and their additives with
advanced material surfaces. 53 Interactions happening only in a few nanometers scale
determines the friction characteristics of the whole system. Some of the additives, i.e.
friction modifiers, adsorb on the surfaces of the friction materials and steel clutch plate to
form a monolayer of protective film. Monolayers of friction modifiers are close-packed
films which dissipate the forces during motion. The polar functionality, molecular
structure, orientation, and strength of adsorption are important factors in determining
friction characteristics. 54
ATF is one of the most complex lubricants. It consists of approximately 80 %
base oil with additives making up the rest. 55 ATF has to provide high friction coefficient
during clutch engagement and low viscous drag during free-wheeling in order to improve
fuel economy. 56 In addition to provide lubrication and protection in the transmission,
ATF also transmits the torque in wet clutches and provides cooling. 57 It should have a
satisfactory viscosity at elevated temperatures (might be up to 180 °C) and fluidity at low
temperatures (down to – 40 °C). ATF is also expected to resists oxidation, prevent
corrosion, and provide the required friction characteristics. 52,58
Another important function of ATF is to prevent delamination of friction
materials. Studies showed that degradation of cellulose highly depends on the condition
of ATF. Presence of over-based calcium detergents can prevent the degradation of

18
cellulose. High temperature detergency is also important to prevent glazing in order to
extend the service life of friction materials. 15
1.3.3. ATF Additives
ATF contains over 10 different types of additives. All of these additives are able
to do their function without being affected by the presence of others. For example, the
purpose of adding friction modifiers into ATF is to have positive friction gradient over
the speed, but the overall friction is also reduced at the same time. Therefore, the total
torque capacity of the clutch decreases unless the number or the radii of friction plates are
increased because the holding capacity of the clutch decreases as a result of the low
coefficient of friction. 59 However, by using the friction modifiers together with other
additives which are already known to increase the friction coefficient without changing
the shape of the μ-V curve significantly, it is possible to obtain positive gradient without
lowering the coefficient of friction. Here, we will list the main additives of ATF and their
important characteristics. 57
1.3.3.1. Friction Modifiers
Friction modifiers may be referred to as the performance additives for the ATF,
along with detergents and dispersants, because all three of these additives have
significant effect on the friction characteristics. Because of the structural similarity, rust
inhibitors, anti-wear and extreme pressure agents are also considered in the performance

19
package for ATF. All of these molecules have adsorption capability on to surfaces as they
consist of hydrocarbon chain and a polar head. Friction modifiers may contain amine,
carboxylic acid, ester, alcohol, or amide functionality. They mainly provide the positive
gradient in μ-V curves for clutches. 52,60
1.3.3.2. Detergents
Detergent molecules in ATF are commonly over-based calcium or magnesium
sulfonates or phenates. 61,62 They contain up to 40% calcium carbonates which neutralize
the acidic products of oxidation. 63 Presence of detergents in the ATF increases the
friction coefficient to a higher level without affecting the shape of the μ-V curve
significantly. Molecular weight distribution of the detergent molecules may also cause
different effects on friction. For instance, natural sulfonates with lower molecular weight
distribution provide higher friction than the synthetic ones. 64
1.3.3.3. Dispersants
Dispersants are mainly nitrogen containing compounds. They adsorb on to oil
insoluble sludge or soot particles and prevent their agglomeration. Increasing
hydrocarbon chain length may increase the dispersancy, but it will reduce the weight
percentage of the functional groups. 63 Similar to detergents, presence of dispersants in
the ATF also increases the friction coefficient to a higher level without affecting the
shape of the curve significantly.

20
1.3.3.4. Viscosity Modifiers
Viscosity modifiers are high molecular weight polymers which improve the
viscosity index of the ATF. At low temperatures, the polymers collapse and have low
radius of gyration, so they do not contribute much to the viscosity of the lubricant.
However, at high temperatures, the polymer chains relax and increase the viscosity of the
oil. Therefore, the change in viscosity with decreasing temperature is reduced in the
presence of viscosity modifiers. Figure 1-5 shows the viscosity index of two different
lubricants.
Figure 1-5. Viscosity vs. temperature curves for two lubricants with different viscosity
index (VI)
1.3.3.5. Antiwear (AW) - Extreme pressure (EP) agents
EP agents react with metal surfaces under extreme conditions such as high load or
temperature and make a protective layer on the surface. AW agents act similarly under
Vis
cosi
ty
Temperature
High VI
Low VI

21
milder conditions. Zinc dialkyldithiophosphate (ZDDP) has been a commonly used anti-
wear agent in various lubrication systems. ZDDP films are formed as a result of thermal
degradation, oxidation, hydrolysis, and adsorption. 65 Studies showed that presence of
AW and EP agents in ATF increases the friction coefficient without depending on the
presence of viscosity modifiers in the oil. They also provide less negative friction
coefficient gradient with respect to sliding speed compared to base oil alone. 66,67
1.3.3.6. Corrosion Inhibitors
As most of the components of the transmission are made of metals, corrosion is
inevitable unless the surfaces are protected well. In some cases corrosion inhibitors make
a layer of chemical film on surfaces to prevent any oxidative reaction on the ferrous
metal surfaces. The same function may be accomplished by friction modifiers on the steel
reaction plate of the clutch as it is crucial to have layer of friction modifiers for desired
friction characteristics.
1.3.3.7. Antifoaming Agents
Foaming of ATF is not desired because it may increase the oxidation to a higher
level and may cause undesirable mechanical failure in the system. Foam inhibitors reduce
the tendency of oil to foam and prevent fluid volume growth and fluid ejection from
transmission. 52

22
1.3.3.8. Pour-point depressants
It is important for ATF to flow at very low temperatures, so the crystallization of
the additives should be prevented. The main purpose of the pour-point depressants is to
disturb the organized structures and provide fluidity at low temperatures.
1.3.3.9. Antioxidants
Both the base oil and the ATF additives are susceptible to oxidation during
service either due to elevated temperatures or other reasons. The presence of antioxidants
in the ATF prevents the oxidation and formation of acidic molecules. Synthetic base oils
have better stability against oxidation but the solubility problem associated with them
may make them unfavorable in some cases.
1.4. Adsorption
Adsorption is the change of the concentration of a compound (liquid or gas) at the
interphase as compared to the neighboring phases. Adsorption may occur by physical
interactions (physisorption) via van der Waals interactions i.e. ion-dipole, dipole-dipole,
dipole-quadripole, and hydrogen bonding or by chemical interactions (chemisorption) via
covalent or ionic bonding. Physisorption is rapid, reversible and non-specific. However,
chemisorption, which is a stronger interaction than physisorption, has selectivity and
occurs only as monolayers. As a result of adsorption, free energy and entropy of the
system decreases. Therefore, the process is mostly exothermic because of the heat

23
released to the environment. 13,68 However, there might be exceptions where adsorption is
endothermic, in case the energy required for breaking the existing bonds is higher than
the energy released after the interactions. 69
Adsorption can be used in industry for various purposes such as purification of liquid
or gas mixtures, drying of gases or liquids, removing impurities from solid and liquids,
ion-exchange resin systems, and applications involving protein adsorption. Some of the
basic industrial types of adsorbents include activated carbon, fullerenes, silica gels, metal
oxides, zeolites, clay minerals, and synthetic polymers. 68,70,71,72,73,74
Adsorption of surfactants on a material surface can be characterized by neutron
reflection, ellipsometry, fluorescence spectroscopy, atomic force microscopy, quartz
crystal microbalance 75,76, UV spectroscopy 77, temperature modulated differential
scanning calorimetry 78, FTIR spectroscopy in case of hydrogen bonding formation 79,
and titration in case of having acidic functional groups 80. 39
1.4.1. Adsorption of ATF on Wet Friction Materials
Adsorption of friction modifiers on to the surfaces of wet friction materials and
steel is very important to obtain the desired friction characteristics. 81 Adsorption of
surfactant molecules occur on to polar surfaces as a monolayer of the molecules. In order
to have effective lubrication, the surfactant molecules should have at least 12 carbon
atoms in length. 23,82 It is also important to have good pair of surface functional groups
and friction modifiers as some of the molecules may not interact strongly, so the
monolayers of the friction modifiers will not stand under shear and pressure. 83

24
So far, we discussed different ATF additives used for different purposes but they
have similar chemical structures. For example, all of the performance additives have a
hydrocarbon chain and a polar functional group. Therefore, we cannot stop thinking how
these molecules do their function perfectly well. According to our adsorption studies,
adsorption occurs between different ATF additives and friction materials. Besides, the
molecular interactions involved are quite similar to each other in each case. Therefore,
for a fully formulated ATF, there is a competition between the additives of ATF for
adsorption on to the surface of friction materials. There are many proofs for the
adsorption of different additives simultaneously adsorbed on to the friction material
surfaces. Ingram et al. 27 showed that the use of friction modifiers with different chain
lengths together did not provide good friction characteristics as compared to the
individual molecules due to the variations in dangling chain ends at the material surface.
Chains with different lengths are not able to form solid monolayer films that can carry the
load and provide positive gradient under sliding conditions. 28 Some of our studies also
support this idea. Base oil and friction modifier mixtures always provide lower friction
coefficient and lower static/dynamic ratio as compared to a fully formulated ATF. Again,
the main reason for this observation is the lower surface area provided for adhesive
interactions during sliding by the formation of the solid monolayer from only one type of
molecule. Another supportive observation is the improved strength of the adsorbed
monolayer by the use of base oil molecules and friction modifiers with similar molecular
length. It was shown that the base oil molecules fill the gaps between the friction
modifiers with cohesive interactions of the hydrocarbon chains of the friction modifiers

25
as shown in Figure 1-6. Although these interactions are weaker as compared to the
surface adsorption interactions, they are able to make the monolayer stronger. 84
Figure 1-6. Monolayers of friction modifiers (stearic acid) adsorbed on a surface and base
oil molecules fill the spaces between the friction modifiers.
Although there is a competition for adsorption, there might also be selectivity that
plays an important role on the adsorption of certain molecules. Having different
functional groups or presence of ions on these functional groups might play an important
role in being adsorbed by the surface. However, this selectivity is not only related to
having stronger interactions, but also related to the solubility of the molecules. For
example, stearic acid is not soluble in water but sodium stearate is. Replacement of
hydrogen atom with sodium changes the solubility of the molecule completely. There are

26
such differences between some molecules in ATF as friction modifiers are mostly non-
ionic whereas detergents are ionic molecules. Therefore, the molecule with lower
solubility may tend to be adsorbed by the surface first. Another situation is related to the
solubility provided by the length or saturation degree of the hydrocarbons. For the
adsorption of alkanes, it was shown that the length of the molecule makes a difference. 85
Similarly, it is known that unsaturated molecules are known to have better solubility in
base oil compared to the saturated ones. Therefore, the choice of the right molecular
structure for certain functions is important for the adsorption of the correct molecules.
Still, adsorption of different molecules together is inevitable. One last effect on the
adsorption might be the temperature as it is suggested that some molecules are only
activated at elevated temperatures. Therefore, one of the reasons for getting different
friction performance at different temperatures might be related to the temperature effect.
86 The effect of temperature will be investigated in more details in the following chapters.
1.5. Research Objectives
Both wet friction materials and ATFs have very high complexity as they consist
of so many different types of components in order to serve different functions in the
transmission. Therefore, the developments in the automotive industry are mainly based
on trial-error methods because of the lack of knowledge in the understanding of typical
interactions between wet friction materials and ATFs. In this study, our objective is to
provide better understanding to such interactions using experimental techniques which
are not commonly employed in this industry. Moreover, the experimental techniques used

27
can also be employed as cost effective methods for the developments as they require
much less amounts of samples to run as compared to the friction test rigs. We also
provide effective methods to improve the performance and durability of the wet friction
materials.

28
MEASUREMENT OF THE ADSORPTION ENERGY BETWEEN A SOLID
ADSORBENT AND A LIQUID ADSORBATE USING DIFFERENTIAL SCANNING
CALORIMETRY
We report on a novel method involving the use of differential scanning
calorimetry (DSC) in evaluation of adsorption energy between a liquid adsorbate and a
solid adsorbent. This is accomplished by measuring the exothermic heat release due to
the adsorption of automotive transmission fluid (ATF), the adsorbate, onto a paper-based
friction material used in torque converters, the adsorbent. The novelty of the
measurement technique involves initial freezing of the liquid adsorbate so that the
initiation of the adsorption process can be identified. Our experimental results and
theoretical calculations reveal that the adsorption energy of the friction paper and the
summation of adsorption energies of each friction paper ingredient are in good
agreement.

29
2.1. Introduction
Friction materials have long been used in automotive industry together with
automotive transmission fluid (ATF). However, the complexity of the interactions
between each of the components led to developments that are based on a trial-and-error
method. 87
ATF is a special fluid that consists of approximately 80% of a type of base oil.
The remaining 20% of the fluid consists of viscosity modifiers, pour point depressants,
foam inhibitors and performance additives which are mainly friction modifiers,
detergents, dispersants etc. Performance additives are amphiphilic molecules in which
nonpolar tails provide oil solubility and polar heads provide interaction with the surfaces
due to their high activity. Another advantage of performance additives is the alignment of
hydrocarbon tails perpendicular to the sliding surfaces during boundary lubrication
regime which provides effective lubrication.
Previously, it was found that adsorption of ATF additives on friction material and
steel surface in a torque converter clutch (TCC) improves the performance of an
automatic transmission while preventing shudder. 88 The desired friction versus velocity
(μ-v) curve with a positive slope for a TCC can be obtained by creating a well-developed
monolayer film of friction modifiers on the surfaces. It is provided by the smooth
transition from static to dynamic conditions. Therefore, the adsorption of ATF additives
on the sliding surfaces of a clutch plate is very important. 59 These additives prevent the
direct contact of the asperities during the boundary lubrication regime even after the
depletion of the lubricant molecules due to various clutch engagement conditions.

30
Adsorption can be classified into two groups as physisorption in which the energy
release is relatively low due to van der Waals interactions and chemisorption in which
higher energy is released due to formation of chemical bonds. Because of the presence of
so many different chemical functionalities together with possible interaction of these
functionalities with externally applied physical parameters such as temperature, pressure,
and speed, it is difficult to predict the exact adsorption mechanism between ATF and the
surfaces. Friction modifiers with carboxylic acid functionality can be chemisorbed on to
metal surfaces; whereas, a friction material surface with hydroxyl and siloxane
functionality will more likely lead to physisorption.84-89
Adsorption studies of molecules similar to ATF performance additives and
possible friction material components have been performed by various researchers using
different techniques. Ellipsometry 90, quartz crystal microbalance (QCM) study of fatty
acid adsorption from alkane solution 75, scanning tunneling microscope (STM) imaging
of fatty acids on graphite 91, titration measurements of stearic acid onto kaolinite 92, or
Celtek clay 93, adsorption energies of ATF additives onto various friction material
ingredients by flow micro calorimetry measurements 88 are some of the techniques
employed previously. Although these studies provided some information about
adsorption properties, the techniques employed are not suitable to provide an insight to
the complex medium of a wet friction material because of the simplified and limited
capabilities.
In our studies, differential scanning calorimetry was used to measure the
exothermic heat release due to the adsorption of an ATF, the adsorbate, onto a wet

31
friction paper used in torque converters, the adsorbent. A commercial ATF was procured
to be used for the adsorption measurements. The ATF used in the experiments contained
over 85 % base oil. It also contained a methacrylate polymer which is a viscosity
modifier, succinimides which are dispersants, and dialkyldithiophospates which are
antiwear agents, in the percentages presented in Figure 2-1. First, theoretical estimates on
the limits of total adsorption energies possible were calculated considering the maximum
and minimum amounts of additives in ATF. For these calculations, average molecular
weight values were used for the specific molecules involved and listed in Figure 2-1. 94
The adsorption of base oil was assumed to be due to dipole-induced dipole interactions
(2 kJ/mol) and adsorption of ATF additives was assumed to be due to either dipole-dipole
interactions or hydrogen bonding (8 - 42 kJ/mol). 95 Based on these calculations and for
cases in which the amount of ATF would be the limiting factor in the adsorption process,
depending on the amounts of the adsorbate and the adsorbent involved, the energy
measurements are expected to be in between 4 and 7 kJ/g approximately, as shown in
Figure 2-1.

32
Figure 2-1. Adsorption energy contributions of ATF components based on theoretical
calculations.
2.2. Experimental
Detailed information about the materials, equipment and experimental procedures
are as follows.
2.2.1. Materials
A paper-based friction material (friction paper) consisting of synthetic fibers,
organic fibers, cured resin, and diatomaceous earth were provided by LuK LLC USA in
both composite and individual component forms. The wet friction papers were tested in
two different forms as 3 mm-diameter solid discs and in pulverized form. The cured resin
was ground into micron size particles using a blender while all the other adsorbents were
used as received, in their natural state.

33
In addition to the commercial ATF that is used as an adsorbate, a group III base
oil (hydrocracked) and base oil with friction modifier having different concentrations
were provided by The Lubrizol Corporation. 2 wt.% stearic acid was added into the
commercial ATF for limited number of adsorption measurements.
2.2.2. Characterization Techniques
Thermogravimetric analysis (TGA) (TA-Instrument Q50) was used to determine
the operational temperatures of each component and to choose the temperature range to
be used in differential scanning calorimetry.
A TA-Instrument Q2000 with an attached liquid nitrogen system which allows
cooling down to –180 °C was used for differential scanning calorimetry (DSC).
2.2.3. Procedure
It is not possible to measure the adsorption energy between a liquid adsorbate
(ATF) and a solid adsorbent (wet friction paper or its ingredients) using DSC at room
temperature because the adsorption occurs as soon as the materials are brought into
contact with each other, with adsorption occurring spontaneously and immediately.
Therefore, by the time the DSC instrument starts the measurement, the adsorption had
already occurred. In order to eliminate this problem, the ATF was frozen separately from
the adsorbents before bringing the adsorbent into contact with ATF at –140 °C in the
DSC pan. The adsorbate was placed into the DSC sample pan while the adsorbent

34
(friction paper) was placed into the lid which was set upside-down. The sample pan was
placed onto the sample platform and the lid was placed on top of the reference pan and
lid. The temperature of the sample was increased to 120 °C followed by 10 minutes of
isothermal heating to remove the moisture. Then, the sample was cooled down to –140
°C and the adsorbent was transferred onto the frozen adsorbate. The sample was covered
with the lid before starting the energy measurements.
Figure 2-2. DSC cell configuration before starting the adsorption energy measurements.
ATF is placed on the sample platform on the right side, and the friction paper is placed on
the reference platform on the left side.

35
Figure 2-3. Mixing of adsorbate and adsorbent at -140 °C.
After 5 minutes of isothermal cooling to –140 °C, the first heating ramp to 20 °C
was performed at a rate of 3 °C / min. This rather slow heating rate was chosen so that
details in the heat flow output charts would not be obscured. Then the sample was cooled
down again to –140 °C and a second heating ramp was performed at the same heating
rate. The adsorption occurred only in the first heating ramp, and thus the second ramp can
be used as a baseline. The energy differences between the two curves allowed us to
calculate the energy of adsorption.
The ratio of adsorbate to adsorbent was 2 to 1 by weight for all measurements at
this stage of experimentation.
2.3. Results and Discussion
The results of the experiments are discussed in this part separately as in the
following sections.
Reference
Pan and Lid
Sample Pan
and Lid

36
2.3.1. Thermogravimetric Analysis
TGA was performed in order to identify the decomposition temperatures and
moisture absorption capabilities of each component. All of the components tested are
already commercially used so that they are known to be thermally stable within the
experimental conditions used for adsorption energy measurements. As we see from
Figure 2-4a, ATF does not absorb any water and it is stable up to 200 °C. Starting from
~200 °C, the low molecular weight components and polar heads of the ATF additives
decompose. Then the higher molecular weight hydrocarbons continue to decompose at
higher temperatures. 96–98 Based on this consideration, we can conclude that the thermal
stability of ATF will not interfere with the adsorption energy measurements within the
temperature range used in our experiments.
Figure 2-4b shows TGA curves for the friction paper and its components.
Although all of the components are thermally more stable than ATF, they tend to absorb
moisture in different quantities as indicated by weight loss around 100 °C (Figure 2-5).
Therefore, the samples were heated up to 120 °C before the adsorption energy
measurements to make sure that there is no contribution to the adsorption energy due to
water during the measurements.

37
Figure 2-4. TGA curves of a) ATF and b) friction paper and its components.

38
Figure 2-5. DSC thermograms of a) ATF, where two different measurements show the
identical melting range, and b) friction paper and its ingredients.

39
2.3.2. Differential Scanning Calorimetry
Typical DSC thermograms for the ATF are given in Figure 2-5a. The broad
endotherm in the graph shows that melting of ATF occurs from – 90 °C to -10 °C. This is
also the region where adsorption takes place when the ATF and the friction paper are
mixed at temperatures below -130 °C in solid state. Repeated measurements resulted in
identical melting ranges. DSC thermograms for the friction paper and its components are
given in Figure 2-5b. There is no thermal transition for any material in the temperature
range used for adsorption energy measurement. One noticeable transition is the melting
and evaporation of water in some of the components. However, the first heating cycle
removes it, thus, it does not interfere with the adsorption measurements.
2.3.3. Adsorption Energy Measurements
Adsorption exotherm examples for friction paper and its components,
diatomaceous earth, synthetic fiber, organic fiber, and resin binder are given in Figure 2-6
and Figure 2-7. Experimentally, it was determined that the most appropriate ratio of
adsorbate to adsorbent was 2 to 1 because it provided a complete wetting of the adsorbent
sample. A third heating cycle was also used in limited number of experiments to make
sure that no adsorption occurs after the first heating cycle. The third heating ramp curve
was always identical to the second one. Therefore, no transition occurred in the second
heating ramp and we can conclude that adsorption takes place only at the initial heating
ramp.

40
For the adsorption energy calculations, the end points were selected outside the
melting range of ATF where the first and the second heating curves overlap. The end
points are commonly located around -95°C and -10°C. The adsorption energy (the
exotherm in the second heating curve) was then calculated from the difference in the
melting endotherms of the both curves. The integrations, where the regions were defined
by the red lines, were performed by TA Universal Analysis software.
Figure 2-6. Adsorption energy for wet friction paper.
At least three adsorption measurements were performed for each material and the
results are summarized in Table 2-1. Adsorption energy was 6.62 ± 0.57 J/g for the
friction paper, 8.75 ± 0.77 J/g for diatomaceous earth, 3.90 ± 0.21 J/g for synthetic fiber
3.70 ± 0.54 J/g for organic fiber, and 2.00 ± 0.23 J/g for resin binder. Thus, the

41
summation of the adsorption energies for the friction paper ingredients, which was
calculated using their proportions in the friction paper, was 5.30 ± 0.61 J/g. There is a
1.32 J/g difference between the adsorption energy of the friction paper and the
summation of the adsorption energy of its components. This difference is attributed to
other components used during manufacturing of the friction paper, such as coagulants
and/or flocculants and to other kinetic/boundary condition effects, such as size and shape
of the ingredients in particulate form in comparison to the friction paper specimens in
monolithic disc form. There are also other treatments involved during the manufacture of
the friction paper, which may have an effect on the chemistry of the components, such as
thermal treatments or change of pH during manufacturing.99 Additionally, the friction
paper is a very porous material that allows the ATF to penetrate and flow through its
structure and thus forming the layer of fluid needed to have a boundary lubrication
regime in a wet clutch. The porosity of the material is provided by the combination of
fibers and fillers which breaks the cohesive forces between the ingredients. Therefore,
possible interactions between the ingredients may also increase the active surface area of
the friction paper and thus yielding higher adsorption energy as compared to the
summation of the adsorption energies of the individual ingredients.

42
Table 2-1. Adsorption energies for friction paper and its ingredients.
Material Adsorption
Energy [J/g]
Total Adsorption
Energy [J/g]
Wet Friction Paper 6.62 ± 0.57 6.62 ± 0.57
Ingredients for the Friction Paper
Diatomaceous Earth 8.75 ± 0.77
5.30 ± 0.61 Synthetic Fiber 3.90 ± 0.21
Organic Fiber 3.70 ± 0.54
Resin Binder 2.00 ± 0.23
Figure 2-7. Adsorption energies for a) diatomaceous earth, b) synthetic fiber, c) organic
fiber, and d) resin binder.

43
Details on the adsorbent materials are given in Table 2-2. All of the materials
have polar groups, and thus, they are able to interact mainly with the ATF additives.
Diatomaceous earth has the largest adsorption energy due to its smaller particle size and
larger surface of all of the components. If we compare synthetic and organic fibers, we
see that synthetic fibers have slightly higher adsorption energy. Although it is difficult to
compare their chemistries and density of their functional groups, we may expect higher
adsorption energy for the synthetic fibers due to their smaller fiber diameter, which again
leads to higher surface area. Based on our microscopic analyses, we know that the
synthetic fibers possess more fibrillated structure as compared to the organic fibers. As
for the resin, it loses most of its functional groups after curing, and thus, expected to
generate the lowest adsorption energy.
One interesting finding is related to the effects of porosity of some of the
ingredients which can be seen in the shape of the adsorption exotherms. Figure 2-7
shows that diatomaceous earth has two sharp adsorption exotherms. The second exotherm
which occurs at higher temperature is due to the inner pores of the material which are
more difficult to access. Second adsorption exotherms are also noticeable for the fibers
although they are not as intense as for diatomaceous earth. Cured and ground resin, that
has no inner pores, has no sharp adsorption peak like the other ingredients. Adsorption
exotherms for the friction paper show one less obvious peak. This could be due to the
strong adhesive interactions between the fillers and the fibers, which made the inner
pores mostly inaccessible for ATF.

44
Table 2-2. Properties of the friction paper ingredients.
Material Particle Size or Fiber
Diameter (μm) Molecular Structure
Diatomaceous
Earth 5 - 50
Siloxane (Si-O-Si) and
silanol (Si-OH) groups
Synthetic Fiber 10 - 50 Benzene rings and amide
groups
Organic Fiber ≈ 20 Alcohol (-OH) and ether
(C-O-C) groups
Resin Binder up to 200 Benzene rings and phenol
(Ar-OH) groups
In the second part of the study, different adsorbates were used to support the
theoretical calculations made and the adsorption measurements performed in the first
part. The friction modifiers are the most important additives present in ATF to be
adsorbed by the wet friction paper. Therefore, the friction paper should be selective to the
specific functionalities of such molecules. For this reason, 2 wt.% stearic acid, which was
previously shown to be a very effective friction modifier for the lubrication of wet
friction materials by. Kugimiya et. al. 100, was added into the ATF and the adsorption
measurements were repeated only for the wet friction paper. The adsorption energy for
the friction paper increased from 6.62 ± 0.57 J/g to 7.28 ± 0.39 J/g. The improvement
provided by the addition of stearic acid shows the selectivity of the material towards the
friction modifier in the oil.
In order to see the effect of friction modifiers more clearly, neat base oil and base
oil consisting of a type of friction modifier with three different concentrations were used.

45
Increasing the concentration of the friction modifier didn’t affect the adsorption energy
because the surface of the friction paper is already saturated with the lowest
concentration. Therefore, all of the results are summarized together for the base oil
consisting of friction modifiers (Figure 2-8) (I would like to thank to Sayali Satam for
obtaining some of this data). The adsorption energy for the base oil is 5.02 ± 0.69 J/g and
for the base oil with friction modifier, it is 8.96 ± 1.99 J/g. The change of the adsorption
energy is a good indicator for the capability of the experimental technique we are
reporting.
The adsorption energies we obtained for different adsorbates have met our
expectations. The lowest energy is expected for the base oil because it is made of
hydrocarbons, so that it can only interact by dipole-induced dipole forces which have
relatively lower energy compared to polar molecules. ATF should have higher adsorption
energy than the base oil due to the intermolecular interactions provided by the polar
additives. However, the competition by different additives may make the surface
inaccessible for the friction modifiers. Especially, high molecular weight molecules such
as viscosity modifiers may cover large portion of the material surface. The addition of
stearic acid increased the adsorption energy of the ATF as expected because the
concentration of the molecule was well above the suggested concentration of friction
modifiers. Besides, it has a good capability of making highly dense monolayer at the
surface. Finally, the base oil consisting of the friction modifier provided the highest
energy because the adsorption of the friction modifier occurred without competing with
other molecules.

46
Figure 2-8. Adsorption energies for friction material with different adsorbates (I would
like to thank to Sayali Satam for obtaining some of this data).
2.4. Conclusions
A new technique was developed for measuring the adsorption energy of ATF and
friction paper used in torque converters, or with any other adsorbate/adsorbent
combinations, using the DSC instrument. The adsorption energy of the friction paper and
the summation of adsorption energies of each ingredient are in good agreement. We can
summarize our findings as follows:
TGA shows that friction material is more resistant to elevated temperatures than
ATF, so ATF is more susceptible to thermal degradation first in a wet clutch.
0 2 4 6 8 10 12
Base Oil
Base Oil + Friction Modifier
ATF
ATF + Stearic Acid
Adsorption Energy (J/g)

47
Adsorption energy measurements show that diatomaceous earth which is the
main filler used in friction materials has the highest adsorption capability
among the friction paper ingredients.
More fibrillated or thinner fibers attract more ATF additives.
Based on the shapes of the adsorption exotherms, inner pores of diatomaceous
earth in a friction paper is less accessible by ATF probably due to the formation
of strong adhesive interactions with the fibers or resin during paper making.
According to our theoretical calculations, adsorption energy increases with
increasing amount of performance additives in ATF.
Friction modifiers are shown to have a good selectivity on the friction material
surface and they provide higher adsorption energy.
The use of different adsorbates showed that the experimental technique we are
reporting is able to distinguish the different types of molecular interactions
provided by different types of molecules

48
IMPROVING THE ADSORPTION CAPACITY OF PAPER-BASED WET FRICTION
MATERIALS USING EXCIMER LASER
Adsorption of the performance additives of automatic transmission fluid (ATF) on
to wet friction material surfaces in torque converters is essential for obtaining the desired
friction characteristics. Moreover, stronger intermolecular interactions and higher
monolayer density on the material surface is preferred for positively sloped friction-speed
curves. We performed KrF excimer laser treatment on a wet friction material, a synthetic
fiber, and an organic fiber in order to improve their adsorptive capacity for wet friction
materials, specifically for their fiber components. Adsorption energies of a commercial
ATF on each adsorbent were quantified using differential scanning calorimetry. While
the synthetic and the organic fibers showed more than 100 % increase on the adsorption
energies, the wet friction material showed 26 % improvement after laser treatment.
3.1. Introduction
As described earlier, paper-based wet friction materials are mainly composed of
cellulose, aramid, carbon, and glass fibers; fillers as diatomaceous earth, graphite, cashew

49
dust, and activated carbon; and binders as phenolic and epoxy resins. 40 The performance
of these materials in TCC depends on their interaction with the automatic transmission
fluid (ATF) which is used as a lubricant and a coolant. Mainly, friction modifiers that are
present in ATF have to adsorb on to friction material surface to provide good sliding and
engagement characteristics of torque converters. 81,88
Surface treatment of polymeric materials is very important because most of these
materials have inert surfaces which exhibit lack of adhesion during the preparation of
composite materials. In addition to chemical treatment of polymers, there are many
physical methods available such as UV irradiation, plasma treatment, corona discharge,
and flame treatment in order to improve their surface energies. For porous materials like
wet friction materials, the chemical treatments may have an advantage over the physical
treatments because the solution is able to penetrate throughout the material. Thus, instead
of modifying only the top layer, deeper layers of the material can be modified. However,
the requirement of large amount of solvents and their disposal and high energy
requirement for drying and curing make chemical methods less preferable for industrial
materials. 101,102
Ingram et. al. studied the effect of plasma treatment on wet friction materials. He
suggested that the oxidation provided by oxygen plasma may remove the phenolic resin
from the top layer and more hydrophilic cellulose layer is then exposed at the surface.
Therefore, the adsorption capability of the friction material, which is essential for good
friction performance, is improved. Water droplets, which had over 90° contact angle
before the plasma treatment, penetrated into the friction material immediately after the

50
treatment. However, subsequent friction studies did not show much improvement. 18 One
of the reasons for this is the ageing of the surfaces quickly after plasma treatment.
Because of the higher polymer chain mobility at the material surface, it is suggested that
neat surface properties are recovered by the reorientation of the chains or diffusion of
smaller molecules. 103 A study on poly(dimethylsiloxane) (PDMS) samples showed that
the effect of plasma treatment diminished significantly after 3 hours of plasma treatment
and the surface recovered its hydrophobicity. 104
Excimer laser is one of the physical techniques that are used to change the
chemical structure, morphology, and wetting characteristics of surfaces. It can provide
extremely high energy densities because the laser can be focused on micron-size, and
even smaller dimensions. The photon energy that is provided by laser ablation is
comparable to the bonding energies of polymers. Therefore, excimer laser radiation
provides clean ablation without having thermal problems. 105
In our previous study, we reported a method to measure the adsorption energy
between automatic transmission fluid (ATF) and solid adsorbents using differential
scanning calorimetry. We are now reporting on the improvement of the adsorption
energies after laser treatment using the same experimental technique. In addition to the
wet friction material, we also performed the same study for synthetic and organic fibers
which are the typical ingredients used in paper-based friction materials.

51
3.2. Experimental
Detailed information about the materials, equipment and experimental procedures
are as follows.
3.2.1. Materials
A commercial ATF was procured to be used for the adsorption measurements. A
paper-based wet friction material was provided together with its individual components,
synthetic fibers and organic fibers by LuK USA LLC. The synthetic and organic fibers,
which were in the sheet form, were dried in a vacuum oven overnight before using. No
further treatment was performed to any material.
3.2.2. Methods
A multi-gas excimer laser (Lambda Physik LPX 240I, Gottingen, Germany) was
employed using krypton fluoride (KrF) gas to modify the surfaces of the friction material,
the synthetic fiber, and the organic fiber. 300 laser pulses (20 ns duration each) were
applied with 300 mJ/cm2 laser fluence and at a repetition rate of 1 Hz.
Adsorption energies between the ATF and the adsorbents were measured
according to a previously described method using TA-Instrument Q2000 differential
scanning calorimetry (DSC). Briefly, the liquid adsorbate, ATF, was frozen inside the
DSC cell before bringing the adsorbent into contact. After mixing both components in
solid form inside the chamber, two consecutive heating ramps were run and the

52
adsorption energy was measured from the exothermic heat release which occurred within
the broad melting range of ATF in the first heating ramp.
3.3. Results and Discussion
Adsorption of friction modifiers that are present in ATF is very important for
obtaining the desired friction – speed (μ-v) characteristics in torque converters. Friction
modifiers are amphiphilic molecules where the hydrocarbon tail provides oil solubility
and the polar head provides adsorption to the surfaces of wet friction materials or steel
reaction plates. Monolayers of friction modifiers adsorbed on these surfaces provide
positively sloped μ-v curve which is essential for preventing shudder and for having
smooth clutch engagement characteristics. The type of functional group on the friction
modifiers and the concentration of the friction modifiers dissolved in the ATF are
important because the strength of the interaction and the density of the monolayers
depend on these characteristics. Studies with friction modifiers having different
functionalities such as amine, amide, alcohol, or carboxylic acids showed very different
friction characteristics. The selectivity of specific functionalities in the lubricant and the
strength of their intermolecular interactions with the surface led to negatively or
positively slope μ-v curves. 100

53
Figure 3-1. Adsorption energy measurements for neat and laser treated wet friction
materials. The area between the 1st and 2nd curve corresponds to the adsorption energy
between ATF and the friction material.
One way to increase the adhesive forces between the friction modifiers and wet
friction materials is to modify the surface of the friction material. We performed KrF
laser treatment on friction materials to improve their surface energies. We applied three
different laser fluences of 100, 200, and 300 mJ/cm2, using 100, 200, and 300 pulses for
each of these fluences. As a result of nine different conditions, we only observed changes
on the morphology of the friction material at 300 mJ/cm2 and 300 pulses by using an
optical microscope. Concentration of synthetic and organic fibers on the top layer
decreased significantly after the treatment. However, this situation shouldn’t create any

54
problem with the durability of the friction material because the strength of the material
mainly comes from the phenolic resin as it is shown in the following chapters. According
to the optical microscope images, we decided to employ a laser fluence of 300 mJ/cm2
delivered by each of 300 pulses for the adsorption study.
We used 2/1 ATF/adsorbent weight ratio for the adsorption measurements as we
experimentally determined that it was the best ratio for wetting the samples completely.
Besides, the higher ratios were difficult to deal with considering the DSC pan size. The
adsorption energies were calculated from the difference in the first and the second
heating ramps. ATF melts over a very broad temperature range which is from -90 °C to -
10 °C as seen in the DSC thermograms. After the frozen ATF and the solid adsorbent
were brought into contact, adsorption took place over a range of temperature depending
on the characteristics of the adsorbent inside the melting range of ATF in the first heating
ramp. The second heating ramp and any other temperature range didn’t indicate any type
of transition as we performed some of the experiments more than two cycles and at a
broader temperature range. Figure 3-1 - Figure 3-3 present the adsorption graphs for the
wet friction material, the synthetic fiber, and the organic fiber, respectively. Each graph
shows one result for the neat material and one result for the laser treated material. There
is an easily noticeable difference between the adsorption exotherms of the laser treated
samples in comparison to the neat ones. The adsorption energy increased for all three
adsorbents used in the experiments after the laser treatment. DSC thermograms showed
that the interactions between the melting ATF and the friction material took longer time
after laser treatment because of the higher surface polarity and possibly its higher extent

55
over the surface after the laser treatment. (Figure 3-1). Similar results can also be seen for
the synthetic and the organic fibers in Figure 3-2 and Figure 3-3, respectively.
Figure 3-2. Adsorption energy measurements for neat and laser treated synthetic fiber
sheets. The area between the 1st and 2nd curve corresponds to the adsorption energy
between ATF and the synthetic fiber.
Table 3-1 summarizes the adsorption energy data for all three adsorbents. The
adsorption energy increased from 6.62 J/g to 8.33 J/g for the wet friction material, from
3.90 J/g to 8.32 J/g for the synthetic fiber, and from 3.70 J/g to 7.57 J/g for the organic
fiber after the laser treatment. The percentages of the changes are 25.83 %, 113.33 %, and
104.59 % for the wet friction material, the synthetic fiber, and the organic fiber,
respectively. Although both fibers types showed over 100 % improvement after laser

56
treatment, the reflection of this improvement to the friction material is around 26 %. Even
though the friction material consists approximately 26 wt.% of synthetic and organic
fibers, the presence of phenolic resin binder in the friction material should also be
considered as an energy scavenger during laser irradiation. It was previously reported that
phenol formaldehyde resin is used to obtain polyacenic semiconductive films by excimer
laser ablation instead of pyrolytic treatment. Brown and/or dark brown films were
obtained after the treatment. 106 Although, we do not know about the electrical
conductivity of our materials, the same color change we observed might be an indicator
for the change in the structure of the phenolic resin. Therefore, the synthetic and the
organic fibers in the friction material are probably contributing a lower percentage of the
total adsorption energy, compared to their individual forms, for the overall friction paper,
when all the other ingredients are considered.
Another important characteristic of the laser treatment performed for the three
types of adsorbents is the resistance to ageing. Adsorption measurements were repeated
with the laser treated samples 1 year after the treatment. The improvement on the
adsorption energies were maintained at a similar level. Therefore, samples treated with
excimer laser can safely be stored at ambient conditions for a long time.

57
Figure 3-3. Adsorption energy measurements for neat and laser treated organic fiber
sheets. The area between the 1st and 2nd curve corresponds to the adsorption energy
between ATF and the organic fibers.
Table 3-1. Adsorption energy results for the friction material, synthetic fibers, and
organic fibers.
Adsorption energy
without any
treatment (J/g)
Adsorption energy
after laser
treatment (J/g)
% Change
after
treatment
Friction Material 6.62 ± 0.57 8.33 ± 0.35 25.83 %
Synthetic Fiber 3.90 ± 0.21 8.32 ± 0.32 113.33 %
Organic Fiber 3.70 ± 0.54 7.57 ± 0.86 104.59 %

58
3.4. Conclusions
We performed KrF excimer laser treatment on a wet friction material and its
components, synthetic fibers and organic fibers. 9 different conditions were used during
the laser treatment by varying the laser fluence as 100, 200, and 300 mJ/cm2 and the
number of pulses as 100, 200, and 300. We observed decrease in the amount of fiber
density on the friction material surface only at 300 pulses and 300 mJ/cm2. Therefore,
adsorption studies concentrated on these parameters.
The adsorption energies of the synthetic and organic fibers increased over 100 %
after the laser treatment. The friction material showed around 26 % improvement under
the same conditions. DSC thermograms showed that the interactions between the melting
ATF and the friction material took longer time after laser treatment because of the higher
surface polarity and possibly its higher extent over the surface due to laser treatment.
According to the results we obtained from the adsorption measurements, we believe that
application of excimer laser on wet friction materials will improve their friction
characteristics.

59
CORRELATION BETWEEN THE ADSORPTION ENERGIES AND FRICTION
PERFORMANCES OF VARIOUS FILLERS USED IN WET FRICTION MATERIALS
Paper-based wet friction materials used in torque converters are composed of
fibers, fillers, and binders. Fillers have significant effect on the characteristics of the
materials as well as other ingredients. Various types of fillers are used for different
purposes such as improving heat stability, increasing friction level or providing positive
friction-speed gradient. As a primary or secondary purpose, all of the fillers have
interactions with automatic transmission fluid (ATF). Therefore, the friction – sliding
speed (μ-v) characteristics of the system are determined accordingly. In this study, we
measured the adsorption energy of various fillers and ATF. Adsorption energies of two of
these fillers, which have similar physical properties, showed good correlation with their
μ-v performances.
4.1. Introduction
W. Hardy who is the discoverer of boundary lubrication phenomenon expressed
that the chemical nature of the sliding surfaces is as important as the characteristics of the

60
lubricant for friction. The thin lubricating film layers obtained on the surfaces are stable
at pressures up to 10 GPa. The strength of this boundary layer film changes depending on
the type of the lubricant. While paraffinic oils provide high coefficient of friction, much
lower friction coefficients are obtained with amphiphilic molecules. The decrease in the
friction coefficient is due to the adsorption of molecules through their polar groups and
their orientation on the surface. 107 Therefore, the chemistry of the material surfaces is
important to provide strong adhesive forces for the formation of a good boundary layer.
Fillers are used for filling the spaces between the fibers in wet friction materials.
Using different types of fillers will change the properties of the friction materials.
Diatomaceous earth, graphite, clays, silicone particles, cashew dust, alumina, chromium
oxide, and activated carbon are some of the fillers used in friction materials. 38,40
Incorporation of each of these fillers into friction materials imparts some unique
properties. Silica which is a relatively hard mineral provides high static friction
coefficient and alumina as a hard particle increases the friction in initial engagement
conditions. Use of disc-shaped diatomaceous earth improves the heat resistance and
provides positive gradient for μ-v curves. 108 Barium sulfates and calcium carbonates are
known as particles to improve the heat stability of the friction materials. 37 Graphite,
which is often referred to as a solid lubricant, removes the unwanted friction fluctuations
with changing speed. 109 Abrasive particles with Mohs hardnesses over 9, such as
alumina, zirconia, chromium oxide, and titanium oxide increase the coefficient of
friction. These inorganic fillers also increase the strength of the fibers after the friction
material is saturated with resin. 87

61
In this study we investigated the adsorption energy capabilities of different fillers
used in friction materials. The total adsorption energy of the fillers and the shape of
adsorption exotherms seem to correlate well with their friction performance behaviors.
4.2. Experimental
Detailed information about the materials, equipment and experimental procedures
are as follows.
4.2.1. Materials
A commercial ATF was procured to be used for the adsorption measurements.
Different fillers were provided by LuK USA LLC. All the materials were used as
received. The names of the filler types are given in Table 4-1.
Friction materials to be used for SAE#2 tests were prepared at LuK, Wooster
using conventional paper making procedures. The details of the SAE#2 test machine and
the test procedure is given in Appendix.
4.2.2. Methods
Adsorption energies between the ATF and the fillers were measured according to
a previously described experimental technique. TA-Instrument Q2000 differential
scanning calorimetry (DSC) attached with a liquid nitrogen cooling system was used for
the adsorption energy measurements.

62
SAE#2 testing equipment was used to obtain coefficient of friction vs. sliding
speed curves for the specific materials using a commercial ATF.
4.3. Results and Discussion
Adsorption between wet friction materials and ATF additives is essential for
obtaining the desired friction characteristics for a wet clutch. In our previous study, we
investigated the effect of using different ingredients and different lubricating oils on the
adsorption energy using DSC while we were building the experimental technique. After
we proved that the method works with a good accuracy, our focus now is on different
types of fillers.
Figure 4-1. DSC thermograms for filler 1 showing the energy of adsorption between the
first and second heating ramps.

63
Figure 4-2. DSC thermograms for filler 2 showing the energy of adsorption between the
first and second heating ramps.
After the ATF and the fillers were mixed in DSC cell at –140 °C while both
compounds were solid, two consecutive heating ramps were applied and the energy of
adsorption was calculated from the area between two heating thermograms. Figure 4-1 -
Figure 4-6 present the DSC graphs for all six fillers. As seen in the thermograms, the
mixtures have very broad endotherms from –90 °C to –10 °C which correspond to
melting of ATF. The exotherm in the first heating ramp inside this melting range is due to
adsorption and is used for the calculation of adsorption energy. This exotherm also
provides valuable information about the physical characteristics of the adsorbents.
Particles or materials which do not have pores generally have an exotherm without sharp
changes in the heat flow. Those, which have pores, have at least a peak that causes a

64
sharp change on the heat flow. Depending on the size variation of the pores, a second
exotherm peak may be observed due to the formation of capillary bridges on the smaller
pores and delayed wetting of inside of the pores.
Figure 4-3. DSC thermograms for filler 3 showing the energy of adsorption between the
first and second heating ramps.
According to Figure 4-1, filler 1 is not expected contain many pores due to the
absence of a sharp peak and the adsorption occurs with a fairly constant gradient. Filler 2
is expected to be a very porous material based on Figure 4-2, because it has two sharp
peaks. It takes longer time for melting ATF to penetrate inside the particles since the peak
is at the very end of the melting point. On the other hand, although filler 3 has a sharp
peak (Figure 4-3), it is not a porous material. The reason for the exotherm peak is the

65
relatively low density of the particle which results in longer time for the particles to sink
into the melting ATF. Once it sinks fully, adsorption occurs on the surface resulting in
the observed peak. Filler 4 is also not a porous particle and its adsorption exotherm is
similar to that of filler 1 (Figure 4-4). Filler 5 and filler 6, adsorption behaviors shown in
Figure 4-5 and Figure 4-6, respectively, also suggest porous particles due to the presence
of two peaks. However, the smaller size of the second peaks for both probably indicates
lack of smaller pores.
Figure 4-4. DSC thermograms for filler 4 showing the energy of adsorption between the
first and second heating ramps.
Adsorption energy results are summarized in Table 4-1 together with the particle
size and filler type information. According to the data, there is no direct correlation
between the particle size and the adsorption energy. Although the particle size may

66
contribute to the total surface area of the compounds, presence of inner pores is more
important factor affecting the total adsorption energy. The other very important factor is
the surface chemistry. Presence of more polar groups on the surface will lead to higher
number of interactions which will increase the energy of adsorption. Therefore, we think
that two particles with similar physical properties but different adsorption energies should
give different friction performance in a wet clutch. The 6 particles used for the adsorption
measurements have different physical characteristics, i.e. hardness, total surface area and
particle size, except for filler 2 and filler 6. Filler 2 and 6 have similar particle size
(around 10 μm), hardness (both of them are soft particles with Mohs hardness around 1-
2), surface area, and porous structure according to DSC thermograms.
Figure 4-5. DSC thermograms for filler 5 showing the energy of adsorption between the
first and second heating ramps.

67
Figure 4-6. DSC thermograms for filler 6 showing the energy of adsorption between the
first and second heating ramps.
Friction materials, which were prepared with extreme amounts of filler 2 and
filler 6, were used to compare the friction performances of the fillers using SAE#2 test
equipment. Figure 4-7 and Figure 4-8 shows the results at 40 °C and 90 °C, respectively.
If the small fluctuations are ignored, filler 2 doesn’t have any negative gradient at 40 °C
and the increase of pressure decreases the dynamic friction coefficient (sliding speed
above 0.25 m/s) (Figure 4-7). However, filler 6 shows negative gradient at the same
temperature. Still, the effect of pressure is similar for this compound. We observe the
same trend at 90 °C (Figure 4-8). Therefore, regardless of the temperature, we observe

68
similar trend for both types of fillers. The static friction coefficient (very low sliding
speed) seems to be affected only by the surface pressure. At 0.4 MPa, both filler 2 and
filler 6 have static friction coefficient slightly above 0.16 at both 40 °C and 90 °C. At 3
MPa, the static coefficient for both fillers at both temperatures moves to 0.15. However,
the positive or negative friction gradient depends on the filler under dynamic conditions.
We can explain the negative friction gradient with two approaches. First one is
related to the material porosity. Although glazing will not be a common issue for fresh
friction materials, the negative gradient might still be due to the lack of pores on the
material surface. After the pressure is applied, ATF has to be able to drain through the
friction material in order to lead to smooth engagement where we do not observe rooster
tail (negative friction gradient). 110 This might be the case for filler 2 and filler 6 as we
related the adsorption exotherm peak around –20 °C to the porosity of the particles.
Because we observed a bigger peak for filler 2, the μ-v performance of this filler is better.
The second approach is related to the conformation defects that are happening under
sliding conditions. Studies showed that increasing disorder of the structures of molecules
that are adsorbed on the surface results in increasing friction. Kinks or gauche
deformations are the main defects happening during sliding which requires higher energy,
so that the friction increases. 31,111 Since the characteristics of the friction modifiers such
as packing density or strength of the interactions also depend on the surface it is
adsorbed, the surface chemistry will play an important role for determining the
coefficient of friction. Under the static conditions the monolayers of friction modifier are
almost free of gauche defects in case of a high packing density. With sliding, more

69
energy is needed to be imparted into the system to overcome the energy barriers due to
rotational, vibrational, and translational motions of the molecules. However, if defects are
already present on the monolayer during static conditions, higher energy may not be
required to overcome the energy barriers under dynamic conditions because the
molecular interdigitation at static condition will absorb relatively high energy. Moreover,
the molecular interactions will decrease under dynamic conditions which will decrease
the friction. 29,30,112 Therefore, the higher adsorption energy for the two fillers with
similar physical properties may mean that the monolayer of the friction modifier has
stronger interactions with the surface or it is more densely packed. Because the
adsorption energy is higher for filler 2, it maintains higher dynamic friction coefficient
compared to its static friction coefficient.
Table 4-1. Adsorption energies and particle size values for the fillers
Adsorption Energy (J/g) Particle Size Mineral/Clay
Filler 1 2.52 1 – 10 μm Alumina
Filler 2 5.86 ≈ 10 μm Boron nitride
Filler 3 0.82 5 – 30 μm Cashew dust
Filler 4 4.77 10 – 100 μm Graphite
Filler 5 3.41 ≤ 2 μm Clay Type-1
Filler 6 2.78 5 – 20 μm Talc clay

70
Figure 4-7. Coefficient of friction vs. sliding speed curves for filler 2 and filler 6 at 0.4
and 3 MPa surface pressure and 40 °C fluid temperature.
Figure 4-8. Coefficient of friction vs. sliding speed curves for filler 2 and filler 6 at 0.4
and 3 MPa surface pressure and 90 °C fluid temperature.
0.1
0.12
0.14
0.16
0.18
0 0.5 1 1.5 2
Co
eff
icie
nt
of
Fric
tio
n (μ
)
Sliding Speed (m/s)
Filler 2, 0.4 Mpa
Filler 2, 3 Mpa
Filler 6, 0.4 Mpa
Filler 6, 3 Mpa
0.1
0.12
0.14
0.16
0.18
0 0.5 1 1.5 2
Co
eff
icie
nt
of
Fric
tio
n (μ
)
Sliding Speed (m/s)
Filler 2, 0.4 Mpa
Filler 2, 3 Mpa
Filler 6, 0.4 Mpa
Filler 6, 3 Mpa

71
4.4. Conclusions
We measured the adsorption energy of six different fillers and ATF. According to
adsorption exotherms in the DSC thermograms, we get information about the porous
structures of the particles. Moreover, the total adsorption energy of the fillers is an
important consideration in choosing fillers to be used in wet friction materials in order to
improve the performance of the clutch. The μ-v performance of two fillers and their
adsorption energies seem like closely related to each other. The more porous filler with
higher total adsorption energy provided better μ-v performance according to the SAE#2
test.

72
EFFECT OF MONOLAYER DENSITY AND STRUCTURE OF FRICTION
MODIFIERS ON WET FRICTION PERFORMANCE
Wet friction materials and automatic transmission fluids have been used for
decades. However, developments are still based on a trial and error method as of today.
Therefore, there is a need for practical solutions to reduce the time and money spent on
the development of each component. Besides, it is also desirable to provide an insight
into to the complex interactions between friction materials and automatic transmission
fluid. For this reason, we make a correlation between the contact angle, contact angle
hysteresis, and the tribological performances of different fatty acids with different
concentrations.
5.1. Introduction
Boundary lubrication regime has long been studied to understand the mechanisms
of friction and factors affecting it. Although, parameters such as temperature, pressure,
viscosity, chemistry of lubricating oil and opposing surfaces are considered to have a
direct effect on friction, most of the time these factors are correlated with each other.

73
Wet friction materials are used in torque converters for the transfer of engine
power to transmission. The main difference of torque converters in automatic
transmissions from the manual systems is the presence of automatic transmission fluid
(ATF) which provides lubrication, cooling and the desired shifting conditions.
Application of pressure to the clutch rings forms boundary lubrication regime owing to
the porous nature of the friction materials. The lubricant drains through the friction
materials but the performance additives present in ATF adsorb on both the friction
material and steel reaction plate. Adsorption of these molecules prevents direct contact of
the asperities. The most important performance additives are friction modifiers which
have the most significant effect on the coefficient of friction vs. sliding speed (μ-v) curve.
Friction modifiers are amphiphilic molecules having a polar head i.e. acid, amine, ester,
amide, alcohol or urea functionality and a hydrophobic carbon tail.
There are many studies involving the friction modifiers reported in literature.
Kugimiya et al. studied the effect of friction modifiers on the μ-v characteristics using
SAE#2 friction tester. 100 Friction modifiers having an acid or amide functionality
showed positive μ-v gradient while amine and alcohol functional modifiers had negative
slope. Although these characteristics are specific for the materials that were used in the
experiment, it shows us the importance of integrated development for friction material
and ATF pairs. Studt found that aromatic compounds are better in terms of load carrying
capabilities but straight chain molecules provide lower friction coefficient. Increasing
chain length and having the functional group of the molecule at the end of the chain are
important for providing better lubrication due to increased cohesive forces between the

74
tail groups of the friction modifiers. 113 Improvement of adhesive and cohesive
interactions between the friction surfaces and friction modifiers for the purpose of
providing better lubrication was studied by Jahanmir et al. 114 They found that stearic acid
yields lower friction coefficient than oleic and elaidic acids because of the higher packing
density of the molecules on the surface. Trans- configuration is also shown to be more
effective than cis- configuration.
Slough et al. studied the effect of friction modifiers on paper-type friction
material using a scanning force microscopy and concluded that friction reduces with the
addition of friction modifiers into the base oil and the reduction is more effective at lower
sliding speeds. Therefore, friction modifiers provide a more positive gradient for the μ-v
curves. 115
In our study we focus on the friction performance of stearic with two different
concentration, oleic, and linoleic acids as well as base oil with no friction modifier using
SAE#2 friction tester. Different types of test methods can be used with SAE#2 for the
evaluation of the performance of the system. The most common method is the
construction of μ-v curve from discrete data points. The positive slope of the curve is
then related with the desired performance which is mainly attributed with a good
interaction between the surface and the friction modifiers. Lack of friction modifiers will
cause a negative slope which is highly susceptible to shuddering. Performance of the
system can also be interpreted from a torque vs. time curve with respect to an applied
pressure. Absence of a torque spike which is often referred to as rooster tail during an

75
engagement is generally indicator of a good performance. This evaluation is based on a
continuous slipping of the clutch disc.
We carried out contact angle measurements with both the friction material and
steel plate. Besides, three friction modifiers those were used in the SAE#2 tests in order
to correlate their tribological performances with the water contact angles, contact angle
hysteresis, and the surface free energies.
5.2. Experimental
Detailed information about the materials, equipment and experimental procedures
are as follows.
5.2.1. Materials
Triple pressed stearic acid tallow flakes (Acme Hardesty, Pennsylvania, USA),
lab grade oleic acid (Fisher Science Education, Pennsylvania, USA), and linoleic acid,
60% technical grade (Acros Organics, New Jersey, USA) were procured to be used as
friction modifiers. All the fatty acids were used as received. A group III base oil
according to American Petroleum Institute (API) standards were used as the main
lubricant. 1015 carbon steel and a type of paper-based friction material produced in-
house were used in the experiments.

76
5.2.2. Surface Treatment of Steel Plates and Friction Material
Friction material discs with 5 mm diameter were punched prior to surface
treatment with stearic acid. Stearic acid was dissolved in acetone with different
concentrations. The discs were immersed in stearic acid solution for 30 minutes. After the
treatment, they were washed with acetone multiple times to get rid of the excess stearic
acid. Then, they were dried in vacuum oven at room temperature.
Surface treatments for the steel samples were performed similarly using solutions
of stearic acid, oleic acid, and linoleic acid. Some of the steel samples were heat treated
to discern the effect of carbonitriding.
5.2.3. Contact Angle Measurements
A Rame-hart (New Jersey, USA) model 500 advanced goniometer equipped with
a rotating stage was used for the contact angle measurements. Advancing and receding
contact angles were measured by using the tilting base method. 3 to 5 measurements were
taken using 3 μL liquid depending on the reproducibility of the results.
5.2.4. SAE#2 Test
Different lubricating oils were prepared by dissolving 0.5 wt. % stearic, oleic,
linoleic acid, or 0.3 wt. % stearic acid in the mineral base oil. SAE#2 test machine was
used to evaluate the friction performances of the different oils on the same type of paper-
based friction material. The coefficient of friction - sliding speed (µ-v) curves were built

77
as a result of consecutive engagements that were done at a certain fluid temperature,
surface pressure, and sliding speed. Therefore, the µ-v curves were constructed using
discrete data points.
5.2.5. Fourier Transform Infrared (FT-IR) Spectroscopy
Attenuated total reflectance (ATR) mode of a Nicolet (Thermo Scientific, USA)
380 FT-IR spectrometer was used to analyze the surface structures of the friction
materials. 1 cm-1 resolution and 256 scans were used to obtain the spectra for each
sample.
5.3. Results and Discussion
Effects of friction modifier concentration and structure on the characteristics of
wet friction material are discussed separately as follows.
5.3.1. Effect of Friction Modifier Concentration
Almost 60% of friction materials are made of voids, so that they are not
commonly used for contact angle studies because of their high surface roughness.
Furthermore, the presence of air gaps under the liquid droplets makes the measurements
less reproducible. However, due to the hydrophobic nature of friction materials, it is
possible to get contact angle readings using water as the liquid. Water droplets are able to
maintain their shapes by resisting absorption. Figure 5-1 shows the water contact angle

78
images for a neat and a surface treated friction material at 0 and 90° tilted stage. Even at
90° tilted stage water stays on the friction material with a higher contact angle hysteresis
on the neat friction material, and a lower hysteresis on the surface treated friction
material. In our study for understanding the effect of friction modifier concentration,
friction materials were treated using stearic acid solutions with three different (low,
medium, and high) concentrations, noting that the low concentration has lack of
molecules to cover the surface completely considering a surface coverage of ~ 20 Å2 per
molecule. 116 Medium concentration has molecules barely enough to make a complete
monolayer and high concentration is able to make a perfect monolayer. The contact angle
and contact angle hysteresis results are given in Table 5-1. 91.0° water contact angle for
the neat friction material increased to 101.3°, 103.8°, and 108.3° after surface
modification with low, medium, and high concentrated stearic acid, respectively. The
more concentrated solution ended up with a higher angle because of the higher density of
the stearic acid molecules on the surface. The contact angle hysteresis for the friction
material decreased from 23.8° to 21.7°, 16.8°, and 17.3° after surface modification with
low, medium, and high concentrated solutions, respectively. Contact angle hysteresis was
previously related to the adhesion hysteresis, which is the difference in the energy
dissipated for bringing surfaces together and energy required for taking apart the
surfaces, and accordingly to the friction by various researchers. 117,118 Therefore, we are
expecting to correlate the contact angle hysteresis values we obtained for the different
surfaces with the wet friction performances of the lubricants having such molecules.

79
In order to get additional information about the density of the adsorbed molecules,
infrared spectroscopy was performed. Asymmetric and symmetric CH2 stretches for a
tightly packed monolayer are positioned at 2919 cm-1 and 2850 cm-1, respectively. 119 The
peak positions shift to higher wavenumbers in case of lower density monolayers because
the chains become more liquid-like. We observed the peak locations at 2925 cm-1 and
2854 cm-1 for the material treated with high concentration and 2928 cm-1 and 2857 cm-1
for the material treated with low concentration stearic acid (Figure 5-2). Although in
good agreement with the literature, these values suggest us that even the high
concentration solution didn’t provide a well-packed monolayer depending on the
wavenumber differences. 119 This might be due to the low concentration of functional
sites on the friction material which attracts the stearic acid for adsorption.
Figure 5-1. Contact angle images for friction material a) at 0°, and b) at 90° (tilted stage),
and friction material treated with high concentration stearic acid c) at 0°, and d) at 90°
(tilted stage).

80
Table 5-1. Contact angle and hysteresis results for neat and stearic acid treated friction
materials
Friction
Material (FM)
FM + Stearic
Acid
Low Conc.
FM + Stearic
Acid
Medium
Conc.
FM + Stearic
Acid
High Conc.
Water Contact
Angle (°) 91.0 ± 7.8 101.3 ± 13.1 103.8 ± 7.9 108.3 ± 4.9
Water Contact
Angle
Hysteresis (°)
23.7 ± 6.8 21.7 ± 1.2 16.8 ± 1.6 17.3 ± 1.9
Figure 5-2. Infrared spectroscopy of neat and stearic acid treated friction materials.
Contact angle studies on steel plates are also important because it is the main
component of the clutch reaction plate. Adsorption of friction modifiers occur similarly

81
on steel surfaces as well as on friction material surfaces. For this reason, we also
investigated the effect of concentration on steel surfaces.
We used two different stearic acid solutions as low concentration (LC) which has
lack of molecules to form a complete monolayer and high concentration (HC) in which
the concentration is well above the amount of monomers needed for a monolayer.
Besides, some of the steel samples treated with HC stearic acid were used in the
experiment without washing the excess molecules. We have compared the results for
steel and heat treated (HT) steel which are the two different cases that might be used as a
reaction plate. Figure 5-3 shows the results for steel samples. Increases in contact angle
from 72° to 87° and 102° with LC and HC stearic acid, respectively indicate the
formation of a higher density monolayer film on the surface with increasing
concentration. 94° for the non-washed samples show the presence of excess stearic acid
molecules on top of the monolayer. Interaction of the polar head of these molecules with
water causes a drop in the contact angle. Contact angle hysteresis for both LC and HC
modified steel are measured around 16°, while they are around 22° for a neat and non-
washed steel sample.

82
Figure 5-3. Contact angle and hysteresis results for steel samples.
Contact angle results for HT steel are shown in Figure 5-4. HT steel has 62° contact angle
which is lower than the neat steel. Formation of iron nitrides at the surface of a steel and
improvement on the tribological properties were previously reported. 120 9° decrease in
the contact angle and increase of the contact angle hysteresis from 22° to almost 40° due
to carbonitriding indicate higher surface energy for HT steel. Therefore, carbonitrided
steel would have a better lubricating film formed by friction modifier monolayer on its
surface because of the stronger intermolecular interactions. In our SAE#2 tests we
observed better performance with carbonitrided steel as a reaction plate. However, the
good performance was not durable for a long time which might be due to the depth of
modified layer that is only several microns thick. Thus, after a break in period the
effective layer is worn out. Surface treatment with LC and HC stearic acid increased the
contact angle to 85° and 72°, respectively and non-washed samples have 69° contact
0
20
40
60
80
100
120
Steel Steel LC Steel HC Steel NW
Co
nta
ct
An
gle
/ H
yst
eres
is
Contact Angle
Contact Angle
Hysteresis

83
angle. It is surprising to obtain hydrophilic water contact angles because the interaction of
stearic acid and carbonitrided steel is expected to be stronger considering the better
tribological performance obtained. The lower angles may suggest us the disorderly
alignment of the molecules on the surface. Our investigations on this subject are
continuing.
Figure 5-4. Contact angle and contact angle hysteresis results for heat treated steel
samples.
Coefficients of friction vs. sliding speed curves for base oil with stearic acid
having two different concentrations are shown in Figure 5-5 and Figure 5-6. The
following equation was used to calculate the friction coefficients:
𝜇 =𝑇
𝑃𝑅𝐴𝑁 (2)
0
10
20
30
40
50
60
70
80
90
100
HT Steel HT Steel LC HT Steel HC HT Steel NW
Con
tact
An
gle
/ H
yst
eres
is
Contact Angle
Contact Angle
Hysteresis

84
where μ is the coefficient of friction, T is the torque, P is the surface pressure, R is the
radius of the clutch plate, A is the friction surface area, and N is the number of friction
surfaces. The first point which has the lowest sliding speed is considered as the static
coefficient and the rest of the curve is considered as the dynamic coefficient of friction.
The shape of the complete curve is very important for different reasons. If the static
friction coefficient is too high, the excessive torque may cause transmission failure in
case of a slippage of the clutch. If the static friction coefficient is too low, there is going
to be extreme heat generation as a result of slippages which occurs because of the lack of
holding capability of the clutch. 121 A positive gradient for the overall curve is also
important in order to prevent shudder in case of engagement of the clutch.
For the analysis of μ-v graphs, μ1 (friction coefficient at 1 rpm) and μ50 (friction
coefficient at 50 rpm) were used by several authors. μ1 is used as an indicator for the
maximum torque capacity and μ50 is considered as the dynamic friction coefficient. A
value of lower than 1 for the μ1/ μ50 ratio is important in order to avoid shudder. 2 In our
study we replaced μ40 with μ50 because the discrete data point was gathered
accordingly. μ1/ μ40 results for Figure 5-5 and Figure 5-6 are given in Figure 5-7.
Lubricating oil with 0.3 wt.% stearic acid has higher μ1/ μ40 values than the lubricating
oil with 0.5 wt.% stearic acid; while both are being lower than 1 for all the pressures and
temperatures. Therefore, the higher concentration of stearic acid makes the slope of the μ-
v curve more positive, but it decreases the maximum torque capacity of the clutch.
0.3 and 0.5 wt.% for a friction modifier is a typical amount used in ATF. 94 One
may expect to see well-packed monolayers of friction modifiers with such concentrations

85
considering the very long service times of the ATF’s. Therefore, it wouldn’t be typical
for a fresh lubricant to cause a significant difference on the μ-v curves. However, as we
observed differences on the contact angles and infrared studies of the friction modifiers,
we see the effect of concentration on the μ-v graphs. We notice a difference of about 0.2
on the friction coefficient, especially at higher temperatures and pressures for both the
static and dynamic coefficients of friction.
One interesting observation from the μ-v graphs in Figure 5-5 and Figure 5-6 is
having a lower friction coefficient with a higher pressure. According to Chung, based on
his study with friction of nanodots, friction at higher loads depends on only shear forces
but there is a contribution from adhesion forces at lower loads. Therefore, friction is
higher at lower pressures. 122 In our study we obtained higher contact angle hysteresis for
non-washed steel plates than washed steel plates. This shows us that any residual
molecules on top of the monolayer create more adhesion forces. Therefore, it is possible
to consider that higher pressure helps to form a perfect monolayer by draining extra
molecules through the pores of friction material during an engagement in the SAE#2
tests.

86
Figure 5-5. Friction coefficient (μ) vs. sliding speed curves for 0.3 wt.% stearic acid in
base oil at different temperatures: A) 40 °C, B) 90 °C, and C) 120 °C.
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
A 40°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
B 90°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
C 120°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa

87
Figure 5-6. Friction coefficient (μ) vs. sliding speed curves for 0.5 wt. % stearic acid in
base oil at different temperatures: A) 40 °C, B) 90 °C, and C) 120 °C.
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
A 40°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
B 90°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
C 120°C FLUID TEMPERATURE
415 kPa 775 kPa 1940 kPa 2960 kPa

88
Figure 5-7. The ratio of coefficient of friction at 1 rpm to 40 rpm for different lubricants
at different temperatures and pressures.
5.3.2. Effect of Friction Modifier Structure
In the second part, different fatty acids were used to modify the surfaces of steel
plates because of the higher reproducibility of the results as compared to the friction
material. Stearic acid (saturated), oleic acid (monounsaturated), and linoleic acid (di-
unsaturated) are the molecules that are used for surface treatments. According to the
water contact angle results that are given in Table 5-2, the surface becomes more
hydrophobic with a higher degree of saturation for the fatty acid used for surface
modification. This is caused by better packing of the molecules on the surface. Because
of the cis isomerism for the unsaturated molecules, the distance between the tail groups
increase and this decreases the density of the molecules on the surface which leads to less
surface hydrophobicity. The effective monolayer coverage can also be seen from the
0.00
0.50
1.00
1.50
2.00
2.50
μ1
/ μ
40
Base Oil Stearic Acid Oleic Acid Linoleic Acid Stearic Acid LC
40 °C 120 °C90 °C
415 - 775 - 1940 - 2960
kPa
415 - 775 - 1940 - 2960
kPa
415 - 775 - 1940 - 2960kPa

89
calculated surface free energy results. The following equation was used for the
calculation of surface free energies: 123,124
𝛾𝑠 = 𝛾𝑙(𝑐𝑜𝑠𝜃𝑟 − 𝑐𝑜𝑠𝜃𝑟){ (1 + 𝑐𝑜𝑠𝜃𝑎)2/[(1 + 𝑐𝑜𝑠𝜃𝑟)2 − (1 + 𝑐𝑜𝑠𝜃𝑎)2]} (3)
where γl is the surface energy of the liquid used, θr is the receding angle and θa is the
advancing angle. Although this is a recently developed method for the calculation of
surface free energy and suggested to be a liquid dependent approach, our calculations are
quite in agreement with similar surfaces tested in the literature. 125,126 The use of other
polar solvents such as dimethylformaldehyde or non-polar solvents such as hexane or
base oil had very high dispersion on the surface and they did not provide good data.
Contact angle hysteresis results were obtained with smaller errors as compared to
the contact angle results similar to the first part of this study. 22.8° contact angle
hysteresis for untreated steel decreased to 18.3°, 17.2°, and 12.8° after linoleic acid, oleic
acid, and stearic acid treatment, respectively. Therefore, we expect to observe a better
tribological performance with increasing degree of saturation.
Table 5-2. Contact angle, contact angle hysteresis and surface free energies for steel
samples with different surface treatments using water.
Stearic acid
treated Steel
Oleic acid
treated steel
Linoleic acid
treated steel Steel
Water Contact Angle (°) 102.2 ± 4.8 91.0 ± 3.2 87.7 ± 3.1 72.1 ± 3.9
Water Contact Angle
Hysteresis (°) 12.8 ± 2.2 17.2 ± 0.7 18.3 ± 1.0 22.8 ± 0.6
Surface Free Energy
(dyn/cm) 25.5 ± 4.4 30.6 ± 2.2 32.7 ± 3.9 41.0 ± 3.8

90
The SAE#2 test results for neat base oil and base oil having oleic acid, and
linoleic acid are given in Figure 5-8 - Figure 5-10, respectively. In Figure 5-8, negative
slope of the μ-v curves for base oil for all of the different pressures and temperatures are
seen. This system is susceptible to shudder for all the conditions because of the absence
of the friction modifiers. Oleic acid maintains a zero slope at low temperature but it has a
positive slope at higher temperatures. At 40 °C, μ-v curves for linoleic acid is very
similar to the base oil except the coefficient of friction is slightly lower. However,
linoleic acid has less negative slope at higher temperature. The reason for the
performance which gets better at higher temperatures was explained by the higher
reactivity of molecules at elevated temperatures. 2
μ1/μ40 ratios of all different types of lubricants are given in Figure 5-7Figure 5-7.
The ratio of coefficient of friction at 1 rpm to 40 rpm for different lubricants at different
temperatures and pressures. Base oil under all conditions and linoleic acid at 40 °C and
90 °C are very susceptible to shudder. Stearic acid and oleic acid have values well below
1 which makes them better candidate to be used as a friction modifier in an ATF. These
results are consistent with previous studies but show some variations because of the
presence of porous friction material on one side of the sliding surfaces. Fox et al.
investigated the boundary lubrication performance of same fatty acids using a ball on
plate reciprocating wear test where neither surface had porosity. They didn’t observe any
difference in friction at 50 °C nor at 100 °C. 127
In a study with adsorbed film structures of fatty acids by Lundgren et al., it was
shown that stearic and oleic acids form monolayers having adsorbed solvent molecules

91
oriented in between the fatty acid chains in an upright position. However, linoleic acid
forms a bent structure where the two sliding surfaces are more susceptible to
interdigitation like with base oil molecules. 128 This study provides a good explanation to
our system.
Figure 5-8. Friction coefficient (μ) vs. sliding speed curves for neat base oil at different
temperatures: A) 40 °C, B) 90 °C, and C) 120 °C.
0.10
0.12
0.14
0.16
0.18
0.20
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
A 40°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.10
0.12
0.14
0.16
0.18
0.20
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
B 90°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.10
0.12
0.14
0.16
0.18
0.20
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
C 120°C FLUID TEMPERATURE
415 kPa 775 kPa 1940 kPa 2960 kPa

92
Figure 5-9. Friction coefficient (μ) vs. sliding speed curves for 0.5 wt.% oleic acid in base
oil at different temperatures: A) 40 °C, B) 90 °C, and C) 120 °C.
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
A 40°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
B 90°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
C 120°C FLUID TEMPERATURE
415 kPa 775 kPa 1940 kPa 2960 kPa

93
Figure 5-10. Friction coefficient (μ) vs. sliding speed curves for 0.5 wt.% linoleic acid in
base oil at different temperatures: A) 40 °C, B) 90 °C, and C) 120 °C.
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
A 40°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
B 90°C FLUID TEMPERATURE
415 kPa 775 kPa
1940 kPa 2960 kPa
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.00 0.25 0.50 0.75 1.00 1.25 1.50 1.75
FR
ICT
ION
CO
EF
FIC
IEN
T (
µ)
SPEED (m/s)
C 120°C FLUID TEMPERATURE
415 kPa 775 kPa 1940 kPa 2960 kPa

94
It was suggested that coefficient of friction decreases at higher temperatures
because the penetration of opposing monolayers increases at higher temperatures. 27
However, we believe that change in viscosity of the oil has significant contribution on the
change of coefficient of friction. The presence of friction modifiers in the base oil
provides less energetic adhesive forces between steel and friction material surfaces
because they adsorb on both surfaces (Figure 5-11b). The strong ionic-dipole interactions
turn to weaker London dispersion forces after the adsorption. Therefore, the higher
viscosity oil will cause more chain interdigitation which will end up with more adhesive
friction forces. In this study, there was no viscosity modifier additive in the base oil, so
the viscosity index (VI) of the oil is lower as compared to the commercial ATF’s.
Therefore, the effect of temperature on friction at a given pressure is significant. We do
not observe such changes in studies involving commercial ATFs in house testings. In the
other case where there is no friction modifier in the oil (Figure 5-11a), the interaction
between the opposing surfaces is strong i.e. ionic-dipole interaction or hydrogen bonding.
Therefore, better separation of these surfaces with the oil cause lower friction coefficient.
This effect can be seen in Figure 5-8 where the higher temperature provides higher
coefficient of friction especially with the lower sliding speed. This theory is also
supported by the studies of Kalin et al. 129,130 They investigated the tribological behavior
of steel/steel and diamond like carbon (DLC)/DLC contacts using oils with different
viscosity and no additives. Under dry conditions, there is a strong interaction between
two steel surfaces. Therefore, having a more effective surface separation provides lower
friction. According to this, they obtained lower friction using higher viscosity oils

95
because the strong adhesive interactions were prevented more effectively. However, the
situation is opposite for the DLC surfaces because they already have weak intermolecular
interactions under dry conditions. Therefore, the presence of oil with higher viscosity
causes additional shear forces, so they obtained higher friction.
Figure 5-11. Suggested intermolecular interactions between a) steel and friction material
and b) friction modifier adsorbed steel and friction material surfaces.
5.4. Conclusions
Stearic acid was used to investigate the effect of solution concentration on the
monolayer density which affects the contact angle behaviors and wet friction
performance. Higher concentration of stearic acid provided lower contact angle hysteresis
for both friction material and steel, as well as higher positive slope for the μ-v curves.
However, it causes a drop on the static friction coefficient which is considered as the
maximum torque capacity of the clutch.

96
One interesting observation is to have a lower coefficient friction at higher
pressure. This is attributed to the absence of adhesion forces at higher loads which might
be due to the absence of additional stearic acid molecules that bring extra adhesive
forces. The load is supposed to be supported only by the tail groups of the friction
modifiers to have a better performance.
In the second part of the paper, the effect of chain saturation on the contact angle
behaviors and wet friction performances were investigated. Contact angle hysteresis
increases as the fatty acid molecules have more double bonds. Accordingly, linoleic acid
which has two double bonds has the highest hysteresis and the worst performance due to
shudder susceptibility. Both stearic acid and oleic acid, having μ1/μ40 values lower than
1, showed good performance. However, maximum torque capacity for the stearic acid is
lower. Therefore, considering the better solubility of unsaturated molecules, oleic acid (or
monounsaturated molecules) might be a better candidate to be used in ATF. There are
more than 20 different types of additives in ATF, so the solubility of each compound is
important.
One observation from this portion of our research was to see a better performance
at higher temperature. Although activation of friction modifiers at higher temperatures
has a contribution to this effect, the viscous effects also play a significant role.

97
EFFECT OF FIBER TYPE AND FIBER/FILLER RATIO ON THE
CHARACTERISTICS OF WET FRICTION MATERIALS
Paper-based wet friction materials are important component of torque converters
for automatic transmissions. Performance and durability of these materials are critical for
automotive industry. Wet friction materials are composed of fibers, fillers, and binders.
All of these ingredients have significant effect on the strength, performance, and
durability of the paper-based wet friction materials. Therefore, it is very important to
choose the correct ingredients and use them in proper proportions.
In this study, we investigated the effect of cellulose and aramid fibers on the
strength and the performance of wet friction materials. Mechanical tests showed that
although cellulose fibers are stronger than aramid fibers as a raw material, aramid fibers
become stronger after resin saturation due to the fiber fibrillation. Air permeability of
cellulose papers improved with the addition of diatomaceous earth, while aramid papers
showed the reversed effect might be due to the larger bulk volume of aramid fibers. The
friction performances of the materials also improved with the addition of diatomaceous
earth. We observed that, the higher the oxygen atom concentration on the surface of the

98
material or the higher is the water contact angle of the friction material, the better is the
friction performance.
6.1. Introduction
Paper-based friction materials have been used in torque converters for decades.
Researches on these composite materials have mostly focused on the effects of different
fluids or test conditions and they provided important information for the improvement of
performance, durability, and reliability of the systems. 131
Wet friction materials are composed of cellulose fibers, synthetic fibers, binders,
and various fillers such as diatomaceous earth, graphite, activated carbon etc. Each of
these ingredients has effect on the friction characteristics of the material because in
addition to having different physical characteristics such as porosity and resiliency, they
have different chemical interactions with automatic transmission fluid (ATF) which is
used as the lubricant and the coolant. Therefore, any change in the structure or the
composition of these materials lead to a significant change in frictional characteristics.
5,45,132 There are also specific purposes for using each of these ingredients; for example,
cellulose fibers impart strength and provide voids for resin saturation and fluid
permeability, aramid fibers provide heat resistance, diatomaceous earth promote fluid
flow through the friction material, and phenolic resins impart mechanical and cohesive
strength. 37
Depending on the demands, new solutions were found in the history of wet
friction materials. After asbestos found to be carcinogenic, it was replaced with cellulose

99
fibers. However, cellulose fibers as organic fibers are not heat resistant. Besides, they
were found to be not as chemical resistant as synthetic fibers. Then, aramid fibers were
used as synthetic fibers because of their high temperature resistance and mechanical
fatigue strength. In the absence of graphite, addition of synthetic fibers provided good
heat resistance. 37,38
Paper-based friction materials are known to have low static to dynamic friction
coefficient ratios to provide smooth engagement of the clutch with no feeling of vibration
or jerkiness which is often referred as shudder. The main reason for shudder is having a
negatively sloped torque vs. sliding speed curve or equivalently a negatively sloped
coefficient of friction vs. sliding speed curve. Therefore, the use of paper-based friction
materials provides comfort to the driver as well as some other benefits such as fuel
economy. 133 One of the concerns with the wet friction materials might be the low torque
capacity of the clutch because of the low static friction coefficient. However, it is
possible to increase the level of friction either by using different ingredients or by
changing the physical characteristics of the same friction material. Higher coefficient of
friction is obtained with the materials that have higher porosity. They are also thermally
more stable in durability tests because in case of a lower porosity the surface
temperatures are increased during engagement due to less lubricant movement. 45
6.2. Experimental
Detailed information about the materials, equipment and experimental procedures
are as follows.

100
6.2.1. Handsheet Preparation
Cotton sheets were torn to smaller pieces and soaked in a beaker of water at least
15 minutes prior to use in order to disperse them better. Then, the wet cotton pieces were
dispersed completely using a blender. The mixture was transferred into a pulper to mix
with other ingredients. After stirring cotton fibers 10 more minutes, diatomaceous earth
was added into the pulper. Latex and coagulant were added into the mixture and stirred
for a few more seconds. After the addition of the coagulant, the mixture seems more like
a complete structure because the neutralized particles are able to come closer in water.
Then, the mixture was transferred into sheet mold. Flocculant was added inside and
stirred gently until the water becomes clear. After the drainage of water, the extra water
inside the handsheet was absorbed by additional cotton sheets using a roller. The desired
thickness was given using a compression press and then the handsheet was place into
sheet drier to remove the water completely from the raw paper. Papers containing aramid
fibers instead of cellulose were prepared similarly except using a blender for chopping
the fibers.
A resol type of phenolic resin was used for the saturation of raw handsheets. After
the saturation, handsheets were dried overnight at room temperature to remove the
solvent. Then, they were cured under same conditions.

101
6.2.2. Characterization Methods
A Gurley densometer (New York, USA) was used to measure the air permeability
of the raw papers in the z- (thickness) direction. Flow of 300 mL air was measured
through the papers using a timer manually.
A Mullen tester (Massachusetts, USA) was used to measure the burst strength of
the raw papers. The raw paper was squeezed between two clamps on top of a rubber
membrane which can inflate using hydraulic pressure. The pressure at the time of the
sample rupture was noted as the burst strength of the paper.
An Instron (Massachusetts, USA) tensile tester was used to measure the tensile
properties of raw and saturated papers and shear properties of saturated papers. For the
tensile test, rectangular strips of the handsheets were used. The sample failures occurred
in between the grips. For the shear test, friction materials were bonded on steel coupons
using an adhesive. Then, lap-shear measurements were performed as described by Chen
et al. 134
A Rame-hart model 500 (New Jersey, USA) advanced goniometer was used for
the contact angle measurements. 3 to 5 measurements were done using 3 μL deionized
water depending on the reproducibility of the results.
Aspex Explorer from FEI (Oregon, USA) was used to obtain scanning electron
microscopic images of the handsheets. Energy dispersive X-ray spectroscopy (EDS) was
used to measure presence and concentration of different elements on the surfaces of the
samples tested.

102
SAE#2 test machine was used to evaluate the friction performances of different
handsheets using a commercial ATF. The coefficient of friction - sliding speed (µ-v)
curves were constructed using discrete data points as a result of consecutive engagements
that were done at a certain fluid temperature, surface pressure, and sliding speed.
6.3. Results and Discussion
Five different formulations consisting of cellulose fibers and two different
formulations consisting of aramid fibers were prepared. The raw handsheets were tested
with Gurley and Mullen testers before resin saturation. Although rupture is not a common
mechanism of failure for wet friction materials, burst strength of the handsheets provides
good information to select the correct fiber type and ratio. Gurley tester measures air
permeability through the z-direction. ATF actually flows through the radial direction to
cool the sliding surfaces during the application, but z-direction is important for draining
the fluid in case of an engagement of the clutch. Therefore, permeability of the paper is
essential for having good boundary lubrication characteristics. Besides, it is also critical
for long term friction stability because glazing will be minimized in case of having a
paper with high porosity. 16 Otherwise, the pores of the friction material will be blocked
by the ATF additives and the friction material will not have the desired performance. 110
The results of the Gurley and Mullen tests are given in Table 6-1 for all the formulations.
Figure 6-1 shows the results for the handsheets consisting of cellulose fibers. As the
cellulose content of the handsheets decreases from 100% to 20%, the burst strength
decreases from 25 psi to 3 psi and the permeability improves from 20.5 sec / 300 mL air

103
to 6.3 sec / 300 mL air. For a wet friction material it is desirable to have higher porosity
for better friction performance, as well as for thermal durability and higher strength for
mechanical durability. 45,48 According to this information, the indicated region in Figure
6-1 is the most suitable fiber composition where we can obtain combination of both
above-mentioned properties. Based on these results, we think that incorporation of
diatomaceous earth into the wet friction material helps to disperse the tightly packed
cellulose fibers, so that the composite material has more air voids inside the friction
material matrix. However, the associated decrease in fiber concentration results in a
weaker material. Changing the aramid fiber concentration in the handsheets does not
affect the burst strength of the papers and the permeability shows a reversed effect
compared to cellulose fibers (Table 6-1). Besides, comparison of aramid and cellulose
fibers shows that handsheets with 100% and 50% cellulose fibers are stronger than their
counterparts. The main physical difference between the aramid fibers and the cellulose
fibers is the higher degree of fibrillation. Therefore, the overall weakness of aramids
compared to cellulose is probably due to the failure at the fibrillated domains. Addition of
diatomaceous earth with aramid fibers increased air permeability unlike the case for the
cellulose handsheets. This might be again related to physical structures of the fibers.

104
Table 6-1. Burst strength measured by Mullen tester, air permeability measured by
Gurley tester, water contact angles, and oxygen atom concentration of different
handsheets.
Cellulose/Diatomaceous earth
Aramid/
Diatomaceous
earth
100/0 50/50 40/60 30/70 20/80 100/0 50/50
Burst Strength (psi) 25 16 12 4 3 8 8
Air Permeability (sec) 20.5 5.4 7.3 5.0 6.3 6.7 12.2
Water Contact Angle (°) 107.6 110.6 115.0 117.9 - - 104.9
Oxygen Atom
Concentration (%) 47.8 52.7 52.6 - 54.6 14.5 34.8
Figure 6-1. Burst strength measured by Mullen tester and air permeability measured by
Gurley tester for handsheets consisting of cellulose fibers.
0
5
10
15
20
25
30
0 20 40 60 80 100 120
Cellulose %
Burst Strength (psi) Air Permeability (sec)

105
Strength of the wet friction materials is important because the life of the friction
material is supposed to be same as the life time of an automotive transmission. They are
subjected to compression and shear forces during this time. Therefore, in order to
understand more about the strength of the material we performed tensile and shear tests
for both raw and saturated materials. The data for the tensile strength of the raw and
saturated handsheets is presented in Figure 6-2. 100% cellulose paper has 3.5 MPa tensile
strength and it decreases to 0.1 MPa as the fiber concentration decreases. Tensile strength
of the resin-saturated handsheets changes from 18.5 MPa to 6.1 MPa with decreasing
fiber concentration. The increase in tensile strength after saturation clearly indicates that
the main strength of the friction materials come from the phenolic resin which is used as
a binder. One of the main reasons for having tensile strength values much less in the case
of neat cellulose fibers in comparison to resin-saturated fibers is the absence of fiber
orientation. The handsheets were made without flow, thus the fibers were distributed
randomly. Tensile modulus results which are given in Figure 6-3 have the same trend, i.e.
higher fiber concentration results in higher tensile modulus. Therefore, the strength and
stiffness of the materials are closely related to each other.
Tensile data for aramid fibers can be found in Table 6-2. The data for raw
handsheets suggest that strength of the papers with 100% or 50% aramid fibers are not
really affected with the total fiber content similar to the burst strength results. Besides,
aramid papers are weaker than the corresponding cellulose papers. However, the
handsheets with 50 % aramid fibers become stronger than the handsheets with 50%
cellulose after saturation. This has to be due to the fibrillation of aramid fibers which

106
provides more surface area for binding with phenolic resin (Fibrillation of the fibers are
not specific for aramid fibers. It just depends on the refining process. The aramid fibers
we used have fibrils and cellulose fibers have smoother surface). Therefore, the phenolic
resin is able to make more crosslinking with the fibers which provide higher strength and
stiffness. The trend we obtained for cellulose and aramid fibers is in agreement with the
literature. 100% cellulose has 255 MPa, 60% cellulose + 40 % diatomaceous earth has
206 MPa, and 30 % cellulose + 40 % diatomaceous earth + 30% synthetic fibers has 157
MPa tensile strength. The large differences in the scales might also be due to the different
percentage or type of resin used. 38 The smaller resin percentage in the material may
create domains with lack of crosslinking sites which will lead to failure under smaller
forces.
Shear strength data is only available for saturated papers because the handsheets
are needed to be bonded to steel coupons for testing. The raw handsheets are not suitable
for the sample preparation. 3 formulations that are consisting of cellulose fibers in Table
6-2 have shear strength and modulus values very close to each other and these values are
lower than the tensile strength results. This is due to the lower concentration of phenolic
resin at the middle layer of the friction material according to shear direction. Handsheets
are immersed into resin solution during saturation and they are supposed to intake the
resin homogenously through the material. However, resin migrates to outer layers during
the curing because of the release of water as a byproduct which is formed as a vapor.
Therefore, failure of the shear samples always occurs at the very middle layer. Having the
failure through the paper shows us the successful bonding of the papers to the steel plates

107
because of not getting delamination or de-bonding. Besides, we are able to compare
materials with different formulations. Since we know that the main strength of the
friction material comes from the phenolic resin, we can conclude that different fiber
concentrations do not have significant difference on the shear strength and modulus.
Table 6-2. Tensile and shear properties of raw and saturated (sat.) handsheets.
Cellulose/Diatomaceous Earth
(D.E.)
Aramid/
D.E.
100/0 50/50 40/60 30/70 20/80 100/0 50/50
Tensile Strength (Raw) (MPa) 3.5 1.0 0.4 0.1 0.3 0.2 0.3
Tensile Modulus (Raw) (MPa) 635 200 115 80 62 112 72
Tensile Strength (Sat.) (MPa) 18.5 9.5 8.1 6.1 - - 12.4
Tensile Modulus (Sat.) (MPa) 2328 1628 1525 1389 - - 1932
Shear Strength (Sat.) (MPa) - 3.7 3.9 - 3.9 - -
Shear Modulus (Sat.) (MPa) - 13.8 13.8 - 11.8 - -

108
Figure 6-2. Tensile strength for raw and saturated handsheets consisting of cellulose
fibers.
Figure 6-3. Tensile Modulus for raw and saturated handsheets consisting of cellulose
fibers.
0
5
10
15
20
0 20 40 60 80 100 120
MP
a
Cellulose %
Tensile Strength (Raw) Tensile Strength (Saturated)
0
500
1000
1500
2000
2500
0 20 40 60 80 100 120
MP
a
Cellulose %
Tensile Modulus (Raw) Tensile Modulus (Saturated)

109
Water contact angle measurements were performed on saturated handsheets to
make a correlation with the wet friction performance of the materials. The raw
handsheets have high surface roughness and also tend to absorb the water droplets, so
that the reproducibility of the results decreases. However, resin-saturated handsheets give
more accurate results. The data for the contact angles are presented in Figure 6-4. 100%
cellulose paper has 107.6° angle and it increases up to 117.9° with the addition of more
diatomaceous earth into the paper. Both cellulose fibers and diatomaceous earth were
found to be hydrophilic according to water contact angle measurements in the literature.
135,136 Therefore, it is surprising for us to get hydrophobic angles since the friction
material is able to make interactions with the polar head of the amphiphilic friction
modifiers. The phenolic resin which is cured alone has 73° water contact angle, so it
doesn’t cause an increase in the contact angle. Most probably, addition of chemicals such
as latex, coagulant, or flocculants during paper making changes the surface chemistry of
the friction material. However, these chemicals do not remain on the surface of friction
material during application. The heat treatment step during or after bonding decomposes
the organic molecules which even includes the cellulose fibers on the surface of the
friction materials. The application of heat on cotton fibers turns them to activated carbon
by thermally decomposing them. 137,138 Therefore, the surface ends up with higher energy
because there are so many free radicals, lone pair electrons, and oxygen containing
functional groups in the chemical structure of activated carbon which forms as a result of
oxidation and decomposition. 139 For this reason, we used EDS on saturated papers to get
more information about the surface chemistry. We analyzed the concentration of the

110
polar atom, which is oxygen, in case of cellulose and diatomaceous earth as the main
components. According to oxygen atom concentrations given in Table 6-1, it increases
with the increasing amount of diatomaceous earth. This is an expected result considering
the general chemical formula of each ingredient. Cellulose has (C6H10O5)n formula, so the
concentration of oxygen is about 45% if we ignore H atoms. Diatomaceous earth is
mostly made of SiO2, so the concentration of oxygen is about 67%. In our measurements
oxygen concentration ranged from 47.8% to 54.8% for 100% cellulose handsheets and
20/80 cellulose/diatomaceous earth handsheets, respectively. Therefore, the higher
oxygen atom concentration on the friction material attracted more of the chemicals, such
as latex or coagulant, used during the paper making process. Consequently, the contact
angle increases because of the hydrophobic part of these chemicals remaining on the
surface. According to the contact angle and EDS results, we expect to have better wet
friction performance with higher water contact angle or higher oxygen concentration on
the surface of the handsheets. EDS results of aramid fibers may not be directly
comparable with the cellulose fibers because there is also nitrogen atom. However, the
lower contact angle for 50/50 aramid/diatomaceous earth handsheet suggests worse wet
friction performance than the corresponding cellulose handsheet.
SEM images of the raw handsheets are given in Figure 6-5. Only 100X
magnification is presented to give a larger picture of the surface. Completely random
distribution of the fibers is seen in the images. Aramid fibers exhibit fibrillation in Figure
6-5a while there is no fibrillation for cellulose fibers in Figure 6-5c. Comparison of
Figure 6-5b and Figure 6-5d shows that there is more diatomaceous earth distributed on

111
the surface of cellulose paper than aramid paper. This might be related to the specific
interactions between the fibers and fillers because both of the fibers showed different
response for the addition of diatomaceous earth filler in to the handsheets. The addition
of fillers into cellulose paper improved the air permeability, so that the interactions
between the fibers and the filler are favored. Therefore, the cellulose fibers are able to
hold more filler on the surface as we see on the images. Moreover, diatomaceous earth
formed more compact structure with aramid fibers, so it has less distribution on the
surface. This difference might be due to the different functional groups of two fibers, i.e.
higher number of hydroxyl or ether functionality as compared to the amide groups in
aramid fibers. 40/60 and 50/50 cellulose/diatomaceous earth papers do not show
significant difference in terms of particle distribution which can also be noticed from the
EDS results (Table 6-1). Very high concentration of diatomaceous earth on the surface of
the handsheet is seen for 20/80 cellulose/diatomaceous earth paper in Figure 6-5f.
Wet friction performances of the handsheets were tested using SAE#2 tester. The
handsheet with 100% cellulose couldn’t be tested because the material completely burned
during bonding. Coefficient of friction vs. sliding speed data for the rest of the
handsheets are given in Figure 6-6 and Figure 6-7. Figure 6-6 presents the data that is
gathered before break in of the friction material at 90 °C and 2960 kPa. Static friction
coefficient is almost same for all materials. However, the handsheets that are made of
aramid fibers show negative slope over the dynamic friction coefficient range. The
handsheet with 100% aramid fibers is very susceptible to shudder because of sharp drop
on the friction coefficient with increasing sliding speed. Addition of 50% diatomaceous

112
earth could recover the dynamic friction to a higher level because it was previously
shown that diatomaceous earth has very high adsorption capacity among the possible
filler that can be used in wet friction materials. 81 Handsheets with cellulose fibers have
positive slope at almost all sliding speeds. Considering that the higher slope or higher
friction coefficient is important for higher torque capacity, we can order the papers as
50/50, 40/60, 30/70, and 20/80 cellulose/diatomaceous earth from good to bad. During
the break in, the SAE#2 test clutch was slipped for 30 minutes to wear out the original
surface of the friction material. The fresh surface that appears after break in shows
different characteristics than the original surface. The main change was shown by Ingram
et al. as the increase of the real contact area as a result of break in period. 40 Therefore,
the mean contact pressure is much higher before break in. The period before the break in
is only a very short time in service and the period after break in represents the
performance of the material for much longer time.
Figure 6-4. Water contact angle values of resin-saturated handsheets.
104
108
112
116
120
0 20 40 60 80 100 120
Con
tact
An
gle
(°)
Fiber %
Cellulose / Diatomaceous Earth
Aramid / Diatomaceous Earth

113
Figure 6-7 shows the data after break in period. There are slight changes
compared to before break in period. Handsheets with aramid fibers show slightly better
performance, but they still have negative slope. Among the formulations consisting of
cellulose fibers, 30/70 cellulose/diatomaceous earth shows the best performance after
break in. Still, all of them show pretty much the same performance except there is a
negative slope for the handsheet with 20/80 cellulose/diatomaceous earth. There is a
similar study done earlier to patent the use of diatomaceous earth with a unique shape. 140
They used 10%, 30%, and 50% disc-shaped diatomaceous earth with aramid fibers and
obtained better performance and higher coefficient of friction with the diatomaceous
earth composition higher than 30%.
According to the SAE#2 test results, we can conclude that friction materials
consisting of cellulose fiber shows better performance compared to those with aramid
fibers. However, the handsheets with aramid fibers show better performance after break
in unlike those with cellulose fibers. The superior performance of cellulose papers with
highly positive friction coefficient gradient before break in is due to the presence of
activated carbons on the surface which formed as a result of thermal decomposition of
cotton fibers. Nevertheless, the thickness of the activated layer is not very deep. The
average thickness loss after the SAE#2 test is around 50 μm, probably enough to wear out
most of the more activated surface.
We performed more SAE#2 tests under different temperatures and different
surface pressures. However, the results are not much different that the results presented,
and thus will not be shown here.

114
Figure 6-5. SEM images of A) 100 % aramid fibers, B) 50 % aramid, 50 % diatomaceous
earth, C) 100 % cellulose, D) 50 % cellulose, 50 % diatomaceous earth, E) 40 %
cellulose, 60 % diatomaceous earth, and F) 20 % cellulose, 80 % diatomaceous earth
handsheets in raw form (no resin saturation).

115
Figure 6-6. Coefficient of friction vs. sliding speed for handsheets before break-in at 90
°C temperature and 2960 kPa surface pressure.
Figure 6-7. Coefficient of friction vs. sliding speed for handsheets after break-in at 90 °C
temperature and 2960 kPa surface pressure.
0.10
0.11
0.12
0.13
0.14
0.15
0.16
0 0.5 1 1.5 2
Co
eff
icie
nt
of
Fric
tio
n
Sliding Speed (m/s)
PreBI, 90 °C, 2960 kPa 100 % Aramid
50 % Aramid 50 %
Diatomaceous Earth
50 % Cellulose 50 %
Diatomaceous Earth
40 % Cellulose 60 %
Diatomaceous Earth
30 % Cellulose 70 %
Diatomaceous Earth
20 % Cellulose 80 %
Diatomaceous Earth
0.10
0.11
0.12
0.13
0.14
0.15
0.16
0 0.5 1 1.5 2
Co
eff
icie
nt
of
Fric
tio
n
Sliding Speed (m/s)
PostBI, 90 °C, 2960 kPa 100 % Aramid
50 % Aramid 50 %
Diatomaceous Earth
50 % Cellulose 50 %
Diatomaceous Earth
40 % Cellulose 60 %
Diatomaceous Earth
30 % Cellulose 70 %
Diatomaceous Earth
20 % Cellulose 80 %
Diatomaceous Earth

116
6.4. Conclusions
We investigated the effect of two different fibers, cellulose and aramid, and their
concentration on paper-based friction materials used in torque converters. According to
the burst strength, tensile and shear test results, we found that cellulose fibers are stronger
than aramid fibers mainly because of high degree of the fibrillation of aramid fibers. The
mechanical strength of the wet friction materials mainly comes from the phenolic resin
which is used as the binder. Although aramid fibers are weaker than cellulose fibers in
raw handsheets, resin saturated handsheets of aramid fibers are stronger than those with
cellulose fibers because the high fibrillation density provides more crosslink sites to the
resin.
Incorporation of diatomaceous earth into cellulose handsheets improves their air
permeability, but it decreases the permeability for aramid handsheets. However, the wet
friction performance evaluated by SAE#2 tester showed improvements for both fiber
types with the addition of the diatomaceous earth. The main reason for this is the increase
of surface polarity which is supported by the EDS data. Not only because of surface
polarity, but also due to the formation of activated surface as a result of thermal
decomposition, cellulose fibers provided better performance for handsheets compared to
aramid fibers. The μ-v performances of handsheets are also correlated with their water
contact angles. The higher the contact angle, the better μ-v performance we observed.
The fiber/filler ratio did not cause a significant difference for the performances of 50/50,
40/60, and 30/70 cellulose/diatomaceous earth handsheets. However, 20/80
cellulose/diatomaceous earth handsheet showed worse performance possibly due to the

117
poor mechanical properties of the handsheet. To sum up our findings about the
tribological properties of the handsheets, we can say that rather than increasing the
amount of filler, which provides good friction properties, in a friction material, it is more
important to concentrate on the surface of the material. Having an activated surface and
an optimized amount of friction filler will give the best performance. 41

118
CONCLUSIONS
This research provides better understanding of the intermolecular interactions
between wet friction materials and automatic transmission fluid (ATF). The
characterization techniques used in this study can be employed for the development of
new generation materials and lubricants.
In the first part of the study, we developed a technique to measure the adsorption
energy between a liquid adsorbate and a solid adsorbent using differential scanning
calorimetry. Measurements done with a paper-based wet friction material and its
ingredients provided us good information about the possible interactions occurring with
ATF. The summation of the adsorption energies of ingredients with respect to their
compositions in the friction material was in agreement with the adsorption energy of the
friction material. Diatomaceous earth which is mainly used as a filler in friction materials
has the highest adsorption capability with ATF. Organic and synthetic fibers also have
reasonably high adsorption capability, but the presence of phenolic resin binder decreases
their possible interactions with ATF. In order to support the technique we performed
other measurements using the same friction material and changing the adsorbate. The

119
highest adsorption energy was obtained with base oil containing only a type of friction
modifier and the lowest adsorption energy was obtained with only base oil that doesn’t
contain any additives. ATF and ATF with extra friction modifier have adsorption energy
in between the first two cases because of the competition of additives for adsorption.
Moreover, these different measurements revealed that either the surface has more
selectivity towards friction modifiers or has stronger interactions with the friction
modifiers.
In the second part of the study we performed laser treatment on wet friction
material and organic and synthetic fibers to improve their adsorption capabilities.
Although the presence of phenolic resin decreases the amount of surface activation, the
adsorption capabilities of both the fibers and the friction material improved with KrF
excimer laser ablation.
In the third part, adsorption energy measurements were performed with various
fillers which can be used during the preparation of wet friction materials. Depending on
the physical and chemical characteristics of the fillers they provided different adsorption
energies with the same ATF. Two different fillers with similar physical properties were
used to prepare wet friction materials to be tested with SAE#2 tester to evaluate their
friction performances. Adsorption energies and the tribological performances of the two
fibers showed correlation potential due to their chemical differences.
In the fourth part, the effect of friction modifier concentration and structure on the
surface polarity and frictional performances of friction materials were studied. Lower

120
surface energy (as a result of higher degree of adsorption) was obtained for the friction
materials when using higher surface coverage with a friction modifier according to
contact angle measurements. Therefore, lower friction coefficients with lower
static/dynamic friction ratios were obtained. Saturated fatty acid is also found to be better
in terms of decreasing the surface polarity and the friction coefficient of the friction
materials as compared to mono-unsaturated and di-unsaturated fatty acids.
In the last part, different wet friction materials were made using cellulose or
aramid fibers with or without diatomaceous earth at different compositions. Cellulose
containing materials were found to be stronger in case of raw handsheets, but after
saturating with phenolic resin aramid fibers give better mechanical properties. Addition
of more diatomaceous earth increases the permeability of the handsheets in case of both
fiber types. While the handsheets made with cellulose fibers give reasonable performance
independent of the concentration, the handsheets consisting of aramid fibers failed to give
good performance because of the lack of attractive forces towards the adsorption of
friction modifiers. The combination of both mechanical and tribological properties
suggests that the best formulations are obtained with 50/50 fiber/filler ratios mainly with
cellulose fibers.

121
BIBLIOGRAPHY
(1) Kovarikova, I.; Szewczykova, B.; Blaskovits, P.; Hodulova, E.; Lechovi, E. Study
and Characteristic of Abrasive Wear Mechanisms. 2012, 1–9.
(2) Maki, R. Wet clutch tribology: friction characteristics in limited slip differentials,
Lulea University of Technology, 2005.
(3) Hsu, S. M. Fundamental Mechanisms of Friction and Lubrication of Materials.
Langmuir 1996, 12 (2), 4482–4485 DOI: 10.1021/la9508856.
(4) Tambe, N. S.; Bhushan, B. Friction model for the velocity dependence of
nanoscale friction. Nanotechnology 2005, 16 (10), 2309–2324 DOI: 10.1088/0957-
4484/16/10/054.
(5) Matsumoto, T. A Study of the Influence of Porosity and Resiliency of a Paper-
Based Friction Material on the Friction Characteristics and Heat Resistance of the
Material. SAE Pap. 1993, 932924.
(6) Hsu, S. M. Molecular basis of lubrication. Tribol. Int. 2004, 37 (7), 553–559 DOI:
10.1016/j.triboint.2003.12.004.
(7) Hsu, S. Boundary lubrication: current understanding. Tribol. Lett. 1997, 3, 1–11
DOI: 10.1023/A:1019152331970.
(8) Bosman, R.; Schipper, D. J. Microscopic Mild Wear in the Boundary Lubrication
regime; Enschede, 2007.
(9) Hironaka, S. Boundary Lubrication and Lubricants. Three Bond Tech. News 1984,
1–8.
(10) http://en.wikipedia.org/wiki/Tribology.
(11) Li, Y.; Rojas, O. J.; Hinestroza, J. P. Boundary lubrication of PEO-PPO-PEO
triblock copolymer physisorbed on polypropylene, polyethylene, and cellulose
surfaces. Ind. Eng. Chem. Res. 2012, 51 (7), 2931–2940 DOI: 10.1021/ie202292r.

122
(12) Eguchi, M.; Yamamoto, T. Shear characteristics of a boundary film for a paper-
based wet friction material: Friction and real contact area measurement. Tribol. Int.
2005, 38 (3), 327–335 DOI: 10.1016/j.triboint.2004.08.015.
(13) Kutz, M.; Hamrock, B. J. Boundary Lubrication. In Lubrication of Machine
Elements; John Wiley & Sons, Inc: Hoboken, NJ, USA, 2006; Vol. 1.
(14) Berglund, K.; Marklund, P.; Larsson, R.; Olsson, R. Predicting Boundary Friction
of Aging Limited Slip Differentials. J. Tribol. 2014, 137 (1), 012101 DOI:
10.1115/1.4028403.
(15) Maeda, M. Testing Method and Effect of ATF Performance on Degradation of
Wet Friction Materials. SAE Int. 2003, 20030342 DOI: 10.4271/2003-01-1982.
(16) Chen, Y.; Newcomb, T.; Lam, R. C. Friction Material/Oil Interface For Slipping
Clutch Applications. SAE Tech. Pap. Ser. 2001, 2001-01-11 DOI: 10.4271/2001-
01-1153.
(17) Kimura, Y.; Otani, C. Contact and wear of paper-based friction materials for oil-
immersed clutches - Wear model for composite materials. Tribol. Int. 2005, 38
(11-12 SPEC. ISS.), 943–950 DOI: 10.1016/j.triboint.2005.07.033.
(18) Ingram, M. P. The Mechanisms of Wet Clutch Friction Behaviour, Imperial
College London, 2010.
(19) Guan, J. J.; Willermet, P. A.; Carter, R. O.; Melotik, D. J. Interaction between
ATFs and friction material for modulated torque converter clutches. SAE Pap.
1998, 981098.
(20) Fatima, N.; Marklund, P.; Mathew, A. P.; Larsson, R. Study on the wet clutch
friction interfaces for humid lubrication condition.
(21) Milayzaki, T.; Matsumoto, T.; Yamamoto, T. Effect of Visco-Elastic Property on
Friction Characteristics of Paper-Based Friction Materials for Oil Immersed
Clutches. J. Tribol. 1998, 120 (2), 393 DOI: 10.1115/1.2834439.
(22) Sprague, S. R.; Cunningham, R. G. Frictional Characteristics of Lubricants. 1959,
51 (9), 1047–1050.
(23) Ratoi, M.; Anghel, V.; Bovington, C.; Spikes, H. a. Mechanisms of oiliness
additives. 2000, 33, 241–247 DOI: 10.1016/S0301-679X(00)00037-2.
(24) Carolina, S. Adsorption and boundary friction on polymer surfaces. J. Phys. Chem.
1962, 211, 1136–1143.

123
(25) Albertson, C. E. The mechanism of anti-squawk additive behavior in automatic
transmission fluids. ASLE Trans. 1963, 300–315.
(26) Briscoe, B. J.; Evans, D. C. B. The shear properties of Langmuir-Blodgett layers.
Proc. R. Soc. Lond. A 1982, 380, 389–407.
(27) Campen, S.; Green, J.; Lamb, G.; Atkinson, D.; Spikes, H. On the increase in
boundary friction with sliding speed. Tribol. Lett. 2012, 48 (2), 237–248 DOI:
10.1007/s11249-012-0019-4.
(28) Ingram, M.; Noles, J.; Watts, R.; Harris, S.; Spikes, H. a. Frictional Properties of
Automatic Transmission Fluids: Part II—Origins of Friction–Sliding Speed
Behavior. Tribol. Trans. 2010, 54 (1), 154–167 DOI:
10.1080/10402004.2010.531889.
(29) Mikulski, P. T.; Harrison, J. a. Packing-Density Effects on the Friction of n -
Alkane Monolayers. 2001, No. 30, 6873–6881.
(30) Cheng, H.; Hu, Y. Influence of chain ordering on frictional properties of self-
assembled monolayers (SAMs) in nano-lubrication. Adv. Colloid Interface Sci.
2012, 171-172, 53–65 DOI: 10.1016/j.cis.2012.01.003.
(31) Kim, H. I.; Koini, T.; Lee, T. R.; Perry, S. S. Systematic Studies of the Frictional
Properties of Fluorinated Monolayers with Atomic Force Microscopy: Comparison
of CF 3 - and CH 3 -Terminated Films. Langmuir 1997, 13 (26), 7192–7196 DOI:
10.1021/la970539j.
(32) Tutein, A. B.; Stuart, S. J.; Harrison, J. a. Role of defects in compression and
friction of anchored hydrocarbon chains on diamond. Langmuir 2000, 16 (2), 291–
296 DOI: 10.1021/la991225u.
(33) Doig, M.; Warrens, C. P.; Camp, P. J. Structure and friction of stearic acid and
oleic acid films adsorbed on iron oxide surfaces in squalane. Langmuir 2014, 30
(1), 186–195 DOI: 10.1021/la404024v.
(34) Committee, S. T. and D. Design Practices: Passenger Car Automatic
Transmissions, 4th ed.; Society of Automotive Engineers, 2012.
(35) Lloyd, F. A.; DiPino, M. A. Advances in Wet Friction Materials - 75 Years of
Progress. SAE Pap. No. 800977.
(36) Ompusunggu, A. P.; Sas, P.; Van Brussel, H. Modeling and simulation of the
engagement dynamics of a wet friction clutch system subjected to degradation: An

124
application to condition monitoring and prognostics. Mechatronics 2013, 23 (6),
700–712 DOI: 10.1016/j.mechatronics.2013.07.007.
(37) Chan, D.; Stachowiak, G. W. Review of automotive brake friction materials. Proc.
Inst. Mech. Eng. Part D J. Automob. Eng. 2005, 218 (9), 953–966 DOI:
10.1243/0954407041856773.
(38) Ito, K.; Barker, K. A.; Kubota, M.; Yoshida, S. Designing paper type wet friction
material for high strenght and durability. SAE Pap. 1998, 982034.
(39) Tiberg, F.; Brinck, J.; Grant, L. Adsorption and surface-induced self-assembly of
surfactants at the solid-aqueous interface. Curr. Opin. Colloid Interface Sci. 1999,
4 (6), 411–419 DOI: 10.1016/S1359-0294(00)00016-9.
(40) Ingram, M.; Spikes, H.; Noles, J.; Watts, R. Contact properties of a wet clutch
friction material. Tribol. Int. 2010, 43 (4), 815–821 DOI:
10.1016/j.triboint.2009.11.008.
(41) Maruo, K.; Matsumoto, H.; Fujii, T. High energy slipping fiction material for
torque converter clutch. SAE Int. 2006, 2006-01-01.
(42) Satapathy, B. K.; Bijwe, J. Wear data analysis of friction materials to investigate
the simultaneous influence of operating parameters and compositions. Wear 2004,
256 (7-8), 797–804 DOI: 10.1016/S0043-1648(03)00520-9.
(43) Wagner, D. Laser thermal investigation on wet friction material - a new method of
non-destructive porosity determination. SAE Int. 1993, 930913.
(44) Matsumoto, T. Influence of paper-based friction material visco-elasticity on the
performance of a wet clutch. SAE Int. 1997, 970977.
(45) Matsumoto, T. A Study of the Durability of a Paper-Based Friction Material
Influenced by Porosity. J. Tribol. 1995, 117 (2), 272 DOI: 10.1115/1.2831242.
(46) Ito, H.; Fujimoto, K.; Eguchi, M.; Yamamoto, T. Friction Characteristics of a
Paper-Based Facing for a Wet Clutch Under a Variety of Sliding Conditions.
Tribology Transactions. 1993, pp 134–138.
(47) Kitahara, S.; Matsumoto, T. The Relationship Between Porosity and Mechanical
Strength in Paper-Based Friction Materials. SAE Pap. 1996, 960982 DOI:
10.4271/960982.
(48) Matsumoto, T. The influence of paper-based friction material porosity on the
performance of a wet clutch. SAE Tech. Pap. Ser. 1994.

125
(49) He-Jun, L.; Jie, F.; Ye-Wei, F.; Xin-Tao, L.; Peng-Yun, W. Effect of Porosity
Percentage on the Friction and Wear Performance of Carbon Fiber Reinforced
Paper-based Friction Materials. J. Inorg. Mater. 2007, 22, 1159–1164.
(50) Gao, H.; Barber, G. C. Engagement of a Rough, Lubricated and Grooved Disk
Clutch ith a Porous Deformable Paper-Based Friction Material. Tribol. Trans.
2002, 45 (4), 464–470 DOI: 10.1080/10402000208982575.
(51) Ompusunggu, A. P.; Janssens, T.; Al-bender, F.; Sas, P.; Brussel, H. Van;
Vandenplas, S. Contact Stiffness Characteristics of a Paper-Based Wet Clutch at
Different Degradation Levels. Int. Colloq. Tribol. 2010 Solving Frict. Wear Probl.
Ed. 17 2010, 1–14.
(52) Newcomb, T.; Tipton, C.; Jao, T.-C. Automatic Transmission and Driveline
Fluids. SAE Tech. Pap. Ser. 2007, 2007-01-39.
(53) Neville, A.; Kollia-Rafailidi, V. A comparison of boundary wear film formation on
steel and a thermal sprayed Co/Cr/Mo coating under sliding conditions. Wear
2002, 252 (3-4), 227–239 DOI: 10.1016/S0043-1648(01)00863-8.
(54) McFadden, C.; Soto, C.; Spencer, N. D. Adsorption and surface chemistry in
tribology. Tribol. Int. 1997, 30 (12), 881–888 DOI: 10.1016/S0301-
679X(97)00075-3.
(55) Abdul, A. S.; Gibson, T. L.; Rai, D. N. Selection of Surfactants for the Removal of
Petroleum Products from Shallow Sandy Aquifers. Ground Water 1990, 28 (6),
920–926.
(56) Çavdar, B.; Lam, R. C. Wet Clutch Performance in a Mineral-Based and in a
Partial-Synthetic-Based Automatic Transmission Fluid. Tribol. Trans. 1998, 41
(1), 160–169 DOI: 10.1080/10402009808983736.
(57) Zhu, Y.; Ohtani, H.; Greenfield, M. L.; Ruths, M.; Granick, S. Modification of
boundary lubrication by oil-soluble friction modifier additives. Tribol. Lett. 2003,
15 (2), 127–134 DOI: 10.1023/A:1024405115736.
(58) Newcomb, T. P.; Spurr, R. T. The Interaction between Friction Materials and
Lubricants. Wear 1973, 24, 69–76.
(59) Nakada, T.; Nomura, T. A Study of Additive Effects on ATF Frictional Properties
Using New Test Methods. SAE Tech. Pap. Ser. 1990, 1–12.
(60) Derevjanik, T. S. Detergent and friction modifier effects on metal-metal and clutch
material-metal frictional performance. SAE Tech. Pap. Ser. 2001, 2001-01-19.

126
(61) Kubo, T.; Fujiwara, S.; Nanao, H.; Minami, I.; Mori, S. Boundary film formation
from overbased calcium sulfonate additives during running-in process of steel-
DLC contact. Wear 2008, 265 (3-4), 461–467 DOI: 10.1016/j.wear.2007.11.027.
(62) Liu, D.; Zhang, M.; Zhao, G.; Wang, X. Tribological behavior of amorphous and
crystalline overbased calcium sulfonate as additives in lithium complex grease.
Tribol. Lett. 2012, 45 (2), 265–273 DOI: 10.1007/s11249-011-9884-5.
(63) Mang, T.; Dresel, W. Lubricants and Lubrication; John Wiley & Sons, Inc, 2007.
(64) Kasai, M.; Ishikawa, M.; Miyaji, T. Effect of Engine Oil Additives on Motorcycle
Clutch System. SAE Int. 2003, 2003-01-19.
(65) Greenall, A.; Neville, A.; Morina, A.; Sutton, M. Investigation of the interactions
between an ovel, organic anti-wear additive, ZDDP and overbased calcium
sulphonate. Tribol. Int. 2012, 46 (1), 52–61 DOI: 10.1016/j.triboint.2011.06.016.
(66) Scott, W.; Suntiwattana, P. Effect of oil additives on the performance of a wet
friction clutch material. Wear 1995, 181-183, 850–855 DOI: 10.1016/0043-
1648(95)90206-6.
(67) Coppin, L. Investigation of the Torque Capacity of Automatic Transmission Fluids
with Various Oil Additives. J. Synth. Lubr. 2004, 21 (2), 119–127.
(68) Dabrowski, A. Adsorption - from theory to practice. Adv. Colloid Interface Sci.
2001, 93, 135–224.
(69) Ilgen, O. Adsorption of oleic acid from sunflower oil on Amberlyst A26 (OH).
Fuel Process. Technol. 2014, 118, 69–74 DOI: 10.1016/j.fuproc.2013.08.012.
(70) Maddikeri, G. L.; Pandit, A. B.; Gogate, P. R. Adsorptive Removal of Saturated
and Unsaturated Fatty Acids Using Ion-Exchange Resins. 2012.
(71) Hedges, J. I.; Hare, P. E. Amino acid adsorption by clay minerals in distilled
water. Geochim. Cosmochim. Acta 1987, 51 (2), 255–259 DOI: 10.1016/0016-
7037(87)90237-7.
(72) Yu, J.; Li, X.; Xu, Z.; Xiao, W. NaOH-modified ceramic honeycomb with
enhanced formaldehyde adsorption and removal performance. Environ. Sci.
Technol. 2013, 47 (17), 9928–9933 DOI: 10.1021/es4019892.
(73) Xiong, R.; Sandler, S. I.; Vlachos, D. G. Alcohol adsorption onto silicalite from
aqueous solution. J. Phys. Chem. C 2011, 115 (38), 18659–18669 DOI:
10.1021/jp205312k.

127
(74) Welzel, P. B. Investigation of adsorption-induced structural changes of proteins at
solid / liquid interfaces by differential scanning calorimetry. 2002, 382, 175–188.
(75) Lundgren, S. M.; Persson, K.; Kronberg, B.; Claesson, P. M. Adsorption of fatty
acids from alkane solution studied with quartz crystal microbalance. Tribol. Lett.
2006, 22 (1), 15–20 DOI: 10.1007/s11249-005-9000-9.
(76) Garg, A.; Heflin, J. R.; Gibson, H. W.; Davis, R. M. Study of film structure and
adsorption kinetics of polyelectrolyte multilayer films: effect of pH and polymer
concentration. Langmuir 2008, 24 (19), 10887–10894 DOI: 10.1021/la8005053.
(77) Soria-Sánchez, M.; Maroto-Valiente, a.; Guerrero-Ruiz, a.; Nevskaia, D. M.
Adsorption of non-ionic surfactants on hydrophobic and hydrophilic carbon
surfaces. J. Colloid Interface Sci. 2010, 343 (1), 194–199 DOI:
10.1016/j.jcis.2009.10.082.
(78) Zhang, B.; Blum, F. D. Modulated Differential Scanning Calorimetry of Ultrathin
Adsorbed PS- r -PMMA Copolymers on Silica. Macromolecules 2003, 36, 8522–
8527.
(79) Curthoys, G.; Davydov, V. Y.; Kiselev, a. .; Kiselev, S. .; Kuznetsov, B. .
Hydrogen bonding in adsorption on silica. J. Colloid Interface Sci. 1974, 48 (1),
58–72 DOI: 10.1016/0021-9797(74)90328-2.
(80) Kipling, B. J. J.; Wright, E. H. M. The Adsorption of Stearic Acid from Solution
by Oxide Adsorbents. Ind. Eng. Chem. Res. 1950, 42, 3535–3540.
(81) Lam, R. C.; Chen, Y.-F. Friction Material for Continuous Slip Torque Converter
Applications: Anti-Shudder Considerations. SAE Int. 1994, 941031 DOI:
10.4271/941031.
(82) Ren, S. L.; Yang, S. R.; Wang, J. Q.; Liu, W. M.; Zhao, Y. P. Preparation and
Tribological Studies of Stearic Acid Self-Assembled Monolayers on Polymer-
Coated Silicon Surface. Chem. Mater. 2004, 16 (3), 428–434 DOI:
10.1021/cm0345669.
(83) Sagiv, J. Organized Monolayer by Adsorption. 1. Formation and Stcuture of
Oleophobic Mixed Monolayers on Solid Surfaces. J. Am. Chem. Soc. 1980, 399
(1976), 92–98.
(84) Papay, A. G. Oil Soluble Friction Reducers Theory & Applications. J. Am. Soc.
Lubr. Eng. 1983, 39 (7), 419–426.

128
(85) Arnold, T.; Parker, J. E.; MacDonald, P. Investigation of the adsorption of alkanes
on hexagonal boron nitride from their liquids and binary mixtures. J. Phys. Chem.
C 2012, 116 (19), 10599–10606 DOI: 10.1021/jp300649a.
(86) Helmetag, K. Lubrication Formulation: Developing a Simple Model. Tribol Lubr
Technol. 2004, pp 20–25.
(87) Lu, Y. A combinatorial approach for automotive friction materials: Effects of
ingredients on friction performance. Compos. Sci. Technol. 2006, 66 (3-4), 591–
598 DOI: 10.1016/j.compscitech.2005.05.032.
(88) Kamada, Y.; Wang, N.; Kotanigawa, T.; Kawabata, J.; Araki, M.; Mukaida, K.
Wet friction materials for continuous slip torque converter clutch - Fuel economy
improvement of passenger cars equipped with automatic transmission. Tribol.
Energy Conserv. 1998, 34, 527–533.
(89) Biresaw, G.; Mittal, K. L. Surfactants in Tribology. In; CRC Press: Boca Raton,
FL, USA, 2008; pp 407–408.
(90) Felhofer, J. L.; Caranto, J. D.; Garcia, C. D. Adsorption kinetics of catalase to thin
films of carbon nanotubes. Langmuir 2010, 26 (22), 17178–17183 DOI:
10.1021/la103035n.
(91) Hibino, M.; Sumi, A.; Hatta, I. Molecular Arrangements of Fatty Acids and
Cholesterol at Liquid/Graphite Interface Observed by Scanning Tunneling
Microscopy. Jpn. J. Appl. Phys. 1995, 34, 3354–3359 DOI:
10.1143/JJAP.34.3354.
(92) Sari, A.; Isildak, O. Adsorption Properties of Stearic Acid Onto Untreated
Kaolinite. Bull. Chem. Soc. Ethiop. 2006, 20 (2), 259–267.
(93) Sari, A.; Soylak, M. Equilibrium and thermodynamic studies of stearic acid
adsorption on Celtek clay. J. Serbian Chem. Soc. 2007, 72 (5), 485–494 DOI:
10.2298/JSC0705485S.
(94) Ohtani, H.; Hartley, Rolfe, J. Friction Modifier Compositions and Their Use.
US5344579, 1994.
(95) Luanphaisarnnont, T. Intermolecular Forces : Van der Waals Interaction.; 2009.
(96) Gamlin, C. .; Dutta, N. .; Roy Choudhury, N.; Kehoe, D.; Matisons, J. Evaluation
of kinetic parameters of thermal and oxidative decomposition of base oils by
conventional, isothermal and modulated TGA, and pressure DSC. Thermochim.
Acta 2002, 392-393, 357–369 DOI: 10.1016/S0040-6031(02)00121-1.

129
(97) Carlos, J.; Santos, O.; Sobrinho, E. V.; Souza, A. G. De; Maria, I.; Santos, G.;
Maria, M. THERMAL , SPECTROSCOPIC AND RHEOLOGICAL STUDY OF
MINERAL BASE LUBRICATING OILS. 2005, No. 3.
(98) Lee, H. J.; Park, K. Y.; Moon, S.-S.; Lee, J.-G. Thermal Decomposition of Waste
Linear Alkylbenzene Sulfonate. Ind. Eng. Chem. Res. 2008, 47 (21), 8412–8415
DOI: 10.1021/ie800382n.
(99) Soong, G. The Handsheet Making Manual; 2012.
(100) Kugimiya, T.; Yoshimura, N. Tribology of automatic transmission fluid. Tribol.
Lett. 1998, 5, 49–56.
(101) Watanabe, H.; Takata, T. Surface modification of synthetic fibers by excimer laser
irradiation. Die Angew. Makromol. Chemie 1996, 235 (4086), 95–110.
(102) Watanabe, H.; Furukawa, M.; Takata, T.; Yamamoto, M. Surface Improvements of
Aramid Fibers by Physical Treatments. Macromol. Symp. 2000, 159, 131–141.
(103) Chan, C.-M.; Ko, T.-M.; Hiraoka, H. Polymer surface modification by plasmas
and photons. Surf. Sci. Rep. 1996, 24 (1-2), 1–54 DOI: 10.1016/0167-
5729(96)80003-3.
(104) Ginn, B. T.; Steinbock, O. Polymer Surface Modification Using Microwave-Oven-
Generated Plasma. Langmuir 2003, 19, 8117–8118.
(105) Pham, D. T.; Dimov, S. S.; Petkov, P. V.; Petkov, S. P. Laser milling. Proc. Inst.
Mech. Eng. Part B J. Eng. Manuf. 2002, 216, 657–667 DOI:
10.1243/0954405021520265.
(106) Nishio, S.; Kato, S.; Matsuzaki, A.; Sato, H.; Kinoshita, H.; Yata, S.; Tanaka, K.;
Yamabe, T. Preparation of polyacenic semiconductive thin films by excimer laser
ablation. Synth. Met. 1996, 83 (1), 67–71 DOI: 10.1016/S0379-6779(97)80054-9.
(107) Buyanovskii, I. A. Boundary lubrication by an adsorption layer. J. Frict. Wear
2010, 31 (1), 33–47 DOI: 10.3103/S1068366610010046.
(108) Kawabata, M.; Suzuki, A.; Tatewaki, H.; Takezawa, K. Wet Type Friction
Material. US7326742, 2008.
(109) Kolluri, D. K.; Ghosh, a. K.; Bijwe, J. Performance Evaluation of Composite
Friction Materials: Influence of Nature and Particle Size of Graphite. J. Reinf.
Plast. Compos. 2010, 29 (18), 2842–2854 DOI: 10.1177/0731684410363180.

130
(110) Newcomb, T.; Sparrow, M.; Ciupak, B.; Hadad, Y.; Hassert, J. The effect of lower
viscosity automatic transmission fluid on glaze chemistry. SAE Pap. 2008, 2008-
01-23.
(111) Tsukruk, V. V. Molecular lubricants and glues for micro- and nanodevices. Adv.
Mater. 2001, 13 (2), 95–108 DOI: 10.1002/1521-4095(200101)13:2<95::AID-
ADMA95>3.0.CO;2-J.
(112) Heinz, H. Clay minerals for nanocomposites and biotechnology: surface
modification, dynamics and responses to stimuli. Clay Miner. 2012, 47 (2), 205–
230 DOI: 10.1180/claymin.2012.047.2.05.
(113) Studt, P. Boundary lubrication : adsorption of oil additives on steel and ceramic
surfaces and its influence on friction and wear. Tribol. Int. 1989, 22.
(114) Jahanmir, S.; Beltzer, M. Effect of Additive Molecular Structure on Friction
Coefficient and Adsorption. J. Tribol. 1986, 108 (1), 109 DOI:
10.1115/1.3261129.
(115) Slough, C. G.; Ohtani, H.; Everson, M. P.; Melotik, D. J. The Effect of Friction
Modifiers on the Low-Speed Friction Characteristics of Automatic Transmission
Fluids Observed with Scanning Force Microscopy.pdf. Society of Automotive
Engineers 1998, pp 253–258.
(116) Kim, H. I.; Graupe, M.; Oloba, O.; Koini, T.; Imaduddin, S.; Lee, T. R.; Perry, S.
S. Molecularly Specific Studies of the Frictional Properties of Monolayer Films :
A Systematic Comparison of CF 3 - , ( CH 3 ) 2 CH- , and CH 3 -Terminated
Films. Langmuir 1999, No. 18, 3179–3185 DOI: 10.1021/la981497h.
(117) Chen, Y. L.; Helm, C. a; Israelachvili, J. N. Molecular Mechanisms Associated
with Adhesion and Contact-Angle Hysteresis of Monolayer Surfaces. J. Phys.
Chem. 1991, 95 (26), 10736–10747 DOI: Doi 10.1021/J100179a041.
(118) Chen, N.; Maeda, N.; Tirrell, M.; Israelachvili, J. Adhesion and Friction of
Polymer Surfaces: The Effect of Chain Ends. Macromolecules 2005, 38, 3491–
3503.
(119) Chaudhury, M. K.; Owen, M. J. Correlation between Adhesion Hysteresis and
Phase State of Monolayer Films. J. Phys. Chem. 1993, 97 (21), 5722–5726 DOI:
10.1021/j100123a043.
(120) El-Hossary, F. M.; Negm, N. Z.; Khalil, S. M.; Abd Elrahman, A. M. Formation
and properties of a carbonitrided layer in 304 stainless steel using different radio

131
frequency plasma powers. Thin Solid Films 2002, 405 (1-2), 179–185 DOI:
10.1016/S0040-6090(01)01729-1.
(121) Herscovici, S. Determining the static and dynamic coefficient of friction and its
causes for variation. SEA Pap. 1969 DOI: 10.4271/690570.
(122) Chung, Y. W. Micro- and Nanoscale Phenomena in Tribology; CRC Press, 2012.
(123) Żenkiewicz, M. Methods for the calculation of surface free energy of solids. J.
Achiev. Mater. Manuf. Eng. 2007, 24 (1), 137–145.
(124) Chibowski, E. Surface free energy of a solid from contact angle hysteresis. Adv.
Colloid Interface Sci. 2003, 103 (2), 149–172 DOI: 10.1016/S0001-
8686(02)00093-3.
(125) Lawrence, J.; Li, L. Carbon steel wettability characteristics enhancement for
improved enamelling using a 1.2 kW high power diode laser. Opt. Lasers Eng.
1999, 32 (4), 353–365 DOI: 10.1016/S0143-8166(00)00007-5.
(126) Yang, Y.-C.; Jeong, S.-B.; Yang, S.-Y.; Chae, Y.-B.; Kim, H.-S. The Changes in
Surface Properties of the Calcite Powder with Stearic Acid Treatment. Mater.
Trans. 2009, 50 (3), 695–701 DOI: 10.2320/matertrans.MER2008388.
(127) Fox, N.; Tyrer, B.; Stachowiak, G. Boundary lubrication performance of free fatty
acids in sunflower oil. Tribol. Lett. 2004, 16 (4), 275–281 DOI:
10.1023/B:TRIL.0000015203.08570.82.
(128) Lundgren, S. M.; Ruths, M.; Danerlöv, K.; Persson, K. Effects of unsaturation on
film structure and friction of fatty acids in a model base oil. J. Colloid Interface
Sci. 2008, 326 (2), 530–536 DOI: 10.1016/j.jcis.2008.05.068.
(129) Velkavrh, I.; Kalin, M. Comparison of the effects of the lubricant-molecule chain
length and the viscosity on the friction and wear of diamond-like-carbon coatings
and steel. Tribol. Int. 2012, 50, 57–65 DOI: 10.1016/j.triboint.2012.01.008.
(130) Kalin, M.; Velkavrh, I. Non-conventional inverse-Stribeck-curve behaviour and
other characteristics of DLC coatings in all lubrication regimes. Wear 2013, 297
(1-2), 911–918 DOI: 10.1016/j.wear.2012.11.010.
(131) Anderson, A. E. Friction and wear of paper type wet friction elements. SAE Pap.
1972, 720521.
(132) Evans, E. M.; Whittle, J. Friction in wet clutches. Proc. Inst. Mech. Eng. Conf.
Proc. 1967, 182 (314), 132–138 DOI: 10.1243/PIME_CONF_1967_182_415_02.

132
(133) Slough, C. G.; Everson, M. P.; Jaklevic, R. C.; Melotik, D. J.; Shen, W. Clutch
Shudder Correlated to ATF Degradation through Local Friction vs. Velocity
Measurements by a Scanning Force Microscope. Tribol. Trans. 1996, 39 (3), 609–
614 DOI: 10.1080/10402009608983573.
(134) Chen, Y.; Lam, R. C. The Shear Strength of Wet Friction Materials: Its
Determination and Effect on the Life of Friction Materials. SAE Tech. Pap. Ser.
2008, 932923 DOI: 10.4271/932923.
(135) Pasquini, D.; Belgacem, M. N.; Gandini, A.; Curvelo, A. A. D. S. Surface
esterification of cellulose fibers: Characterization by DRIFT and contact angle
measurements. J. Colloid Interface Sci. 2006, 295 (1), 79–83 DOI:
10.1016/j.jcis.2005.07.074.
(136) Michen, B.; Diatta, A.; Fritsch, J.; Aneziris, C.; Graule, T. Removal of colloidal
particles in ceramic depth filters based on diatomaceous earth. Sep. Purif. Technol.
2011, 81 (1), 77–87 DOI: 10.1016/j.seppur.2011.07.006.
(137) Zheng, J.; Zhao, Q.; Ye, Z. Preparation and characterization of activated carbon
fiber (ACF) from cotton woven waste. Appl. Surf. Sci. 2014, 299, 86–91 DOI:
10.1016/j.apsusc.2014.01.190.
(138) Sun, Y.; Yue, Q.; Gao, B.; Li, Q.; Huang, L.; Yao, F.; Xu, X. Preparation of
activated carbon derived from cotton linter fibers by fused NaOH activation and its
application for oxytetracycline (OTC) adsorption. J. Colloid Interface Sci. 2012,
368 (1), 521–527 DOI: 10.1016/j.jcis.2011.10.067.
(139) Mochida, I.; Yoon, S. H.; Qiao, W. Catalysts in syntheses of carbon and carbon
precursors. J. Braz. Chem. Soc. 2006, 17 (6), 1059–1073 DOI: 10.1590/S0103-
50532006000600002.
(140) Suzuki, M.; Mori, M.; Tatewaki, H.; Kawai, S.; Yagi, H. Wet Friction Material.
6586373, 2003.

133
APPENDIX
SAE#2 test machine is used to study engagement characteristics of a shifting
clutch. It is useful for evaluating the characteristics of both automatic transmission fluid
and wet friction materials. A representation of an SAE#2 test machine is given in Figure
1. As the pressure is applied through the clutch pack inside the test head, the flywheel
decelerates. Three different friction values are measured during the engagement
(deceleration of flywheel) of the clutch. μi, is the initial friction value where the sliding
speed (the speed difference of friction and steel plates) starts reducing after the
application of the air pressure. μd is the dynamic friction which is often recorded at the
half of the sliding speed. μ0 is the end friction which is taken at almost zero sliding speed.
1 Representation of three different friction values is shown in Figure 2.
Figure 1. Schematic representation of an SAE#2 test machine. 2

134
Figure 2. Representation of the torque response during en SAE#2 clutch engagement.
The data represented in Figure 2 is obtained as a result of a continuous slipping in
which the engagement takes only a few seconds. However, the data of the μ-V graphs
presented in this dissertation was obtained as a result of discrete engagements. In such
engagements profiles, the friction coefficients were calculated from the torque responses
at certain sliding speeds to build the curves represented in Figure 1-2. During the test, the
clutch pack was slipped for about 3 seconds at each speed and the average coefficient of
friction in that time frame was used to make the μ-V plots. In the μ-V curves we use,
static friction coefficient corresponds to μ0 and dynamic friction coefficient corresponds
to μd.
1. Ingram, M. P. The Mechanisms of Wet Clutch Friction Behaviour, Imperial
College London, 2010.
2. Kugimiya, T.; Yoshimura, N. Tribology of automatic transmission fluid. Tribol.
Lett. 1998, 5, 49–56.
μi
μdμ0