
Investigation of thermoelectric properties of magnesium-based ...
Upload
independentCategory
view
2download
0
Microstructure, crystallographic texture and mechanical propertiesof the magnesium alloy AZ31B after different routes ofthermo-mechanical processing
Sebastian Seipp a,!, Martin F.-X. Wagner a, Kristin Hockauf a, Ines Schneider b,Lothar W. Meyer c, Matthias Hockauf aaChemnitz University of Technology, Institute of Materials Science and Engineering, Erfenschlager Str. 73, 09125 Chemnitz, GermanybWehrwissenschaftliches Institut für Werk- und Betriebsstoffe, Institutsweg 1, 85435 Erding, GermanycNordmetall Research and Consulting GmbH, Hauptstraße 16, 09221 Adorf (Neukirchen), Germany
a r t i c l e i n f o
Article history:Received 7 July 2011Received in final revised form 20 February2012Available online 16 March 2012
Keywords:Anisotropic materialDuctilityEqual-channel angular pressing/extrusion(ECAP/ECAE)Grain refinementRolling
a b s t r a c t
In this study the hexagonal close packed magnesium alloy AZ31 is deformed plastically byequal-channel angular pressing (ECAP) at 523 K, bi-directional rolling (BR) at 573 K, and bycombinations of these processes. The evolution of microstructures, crystallographic tex-tures and of the mechanical properties is investigated systematically as a function of theprocessing method, the amount of accumulated strain or the ECAP processing route (strainpath). Both BR and ECAP enforce a crystallographic reorientation, with an alignment of(0002) basal planes parallel to the direction of shear deformation. This results in significantchanges of the strongly texture-dependent mechanical properties. In combined processing,ECAP is applied as a method to increase texture-induced softening and ductility, whereasBR followed by water quenching is used as a method to induce strengthening by workhardening. The aim of tailoring materials and microstructures that are strong, but still duc-tile, and that can consume a moderate amount of plastic work during deformation, is bestmet by a combination of ECAP and subsequent BR. The corresponding yield strength of345 MPa and elongation to failure of 13.9% demonstrate the considerable potential ofthe novel processing routes presented here for the first time.
! 2012 Elsevier Ltd. All rights reserved.
1. Introduction
Magnesium alloys are the lightest metallic materials relevant for structural applications. Because of their high specificstrength, they are widely used in automotive and aircraft industries. However, magnesium alloys show limited ductilityat room temperature, which is directly related to their hexagonal close packed (hcp) crystal structure (Agnew et al.,2004). Several recent studies focus on sheets (Fernández et al., 2011; Hantzsche et al., 2010; Khan et al., 2011; Kim et al.,2011; Proust et al., 2009) and the improvement of mechanical properties by various thermo-mechanical processing methods.Equal-channel angular pressing (ECAP) is of a certain interest since this technique introduces a large shear deformation intobulk billets (Iwahashi et al., 1996; Segal et al., 1981). In metals with a cubic crystal structure, multiple ECAP passes at cold-working conditions result in a significant increase in strength (Valiev and Langdon, 2006). A substantial body of research hasestablished that this is related to work hardening (accumulation of a high defect density) and strain-induced grain refine-ment. In contrast, ECAP for magnesium alloys has been reported to cause softening. For results on the most frequently used
0749-6419/$ - see front matter ! 2012 Elsevier Ltd. All rights reserved.http://dx.doi.org/10.1016/j.ijplas.2012.03.007
! Corresponding author. Tel.: +49 371 531 38962; fax: +49 371 531 800237.E-mail address: [email protected] (S. Seipp).
International Journal of Plasticity 35 (2012) 155–166
Contents lists available at SciVerse ScienceDirect
International Journal of Plasticity
journal homepage: www.elsevier .com/locate / i jp las

magnesium alloy AZ31 see references (Agnew et al., 2004; Jin et al., 2005; Kang et al., 2009; Kim and Kim, 2004; Mukai et al.,2001). Texture studies revealed that this effect is closely related to the alignment of the dominant (0002) basal planes withthe shear plane of the ECAP die. During subsequent tensile or compressive loading along the direction of processing (i.e.,along the longitudinal axis of the billet), the Schmid factor for basal slip is therefore maximized. This promotes early yieldingat low stresses and a considerably increased ductility. Due to the low workability of AZ31 at room temperature, ECAP is usu-ally conducted at temperatures above 453 K, promoting dynamic recrystallization and grain growth, and typically resultingin a final grain size of a few microns. It should be noted that, in contrast to metals with cubic crystal structure, the texture ofhcp metals remains almost unchanged during recrystallization (Agnew et al., 2004). Accordingly, the favourable effect of tex-ture on ductility is maintained even at increased processing temperatures. However, the effect of work hardening is elimi-nated by dynamic recrystallization.
In order to suppress dynamic recrystallization (and its contribution to softening), some groups recently focused on multi-temperature ECAP, where the material’s texture is initially tailored for high ductility at conventional processing tempera-tures. In subsequent passes, the temperature is decreased in steps (Biswas et al., 2010; Ding et al., 2008; Foley et al.,2011; Jin et al., 2005). The most notable result for AZ31 was presented by Ding et al. (2008) who achieved a remarkably smallgrain size of 370 nm by a complex multi-temperature hybrid route. They reported a tensile yield strength of 372 MPa com-bined with a moderate elongation to failure of 8.6% after 12 passes of ECAP. Another approach for increasing the strength wasrecently presented by Mukai et al. (2010). They used multi-directional rolling consisting of up to 18 multiple passes in a tem-perature range of 473–433 K on a commercial AZ31 alloy. The imposed total equivalent strain of !3.1 (95% nominal reduc-tion in area) led to a grain size of !1.5 lm. Moreover, the repetitive change of the compressive direction between eachrolling pass produced a randomized basal texture that decreases the difference between the compressive and tensile yieldstrengths. This combination of weakened texture and grain refinement resulted in a tensile yield strength of !400 MPa andto a noteworthy elongation to failure of !9.5%.
Although the beneficial effects of multi-pass-, multi-temperature ECAP and multidirectional rolling have been clearlydemonstrated in these pioneering studies, a detailed analysis of the gradual evolution of texture and mechanical propertiesduring repetitive processing is still missing. Moreover, only little is known about the effect of different ECAP processingroutes, as the majority of previous investigations were limited to the application of the so-called route Bc (Agnew et al.,2004; Jin et al., 2005; Kang et al., 2009; Kim and Kim, 2004; Mukai et al., 2001). In the present study, we address those openpoints by investigating the effects of ECAP strain accumulation and of different ECAP strain paths on the evolution of micro-structures, crystallographic textures and mechanical properties of AZ31B. It has been shown that ECAP at elevated temper-atures can be used as a method for tailoring the ductility of magnesium alloys, whereas multi-pass rolling is most effectivefor strengthening (Mukai et al., 2010). We therefore also study the combination of those processing methods, focusing on bi-directional rolling (BR). We demonstrate that the strain paths associated with these new, previously unexplored processingroutes allow the processing of materials with favorable combinations of elevated strength and/or increased ductility becausethey provide a unique opportunity to combine the effects of enhanced ductility generated through ECAP with strengtheningproduced by rolling. Since it consists of only a moderate number of processing steps, this approach represents an efficientalternative to classical processing that typically requires a large number of cycles to combine high strength and ductility.
2. Experimental
A bar extruded AZ31B material (22 " 22 " 1000 mm3; composition Mg-2.80Al-0.92Zn-0.22Mn–wt.%) was obtained fromMagnesium Elektron. Billets of 15 " 15 " 130 mm3 were machined from the bars for ECAP processing. ECAP was performedin a heated die (with an internal angle of 90") at 523 K. This process results in an equivalent plastic strain of u = 1.1 in asingle pass (Iwahashi et al., 1996). Several billets were subjected to various numbers of ECAP passes and ECAP routes (seeTable 1). The pressing speed was 5 mm/min and the billets were subsequently cooled to room temperature in air. Furtherinformation on the ECA-processing is presented elsewhere (Meyer et al., 2009).
Table 1Conditions of AZ31B (worked by ECAP, BR, or combinations of both techniques) with their respective thermo-mechanical processing parameters. ECAP routesare described using the conventional notation; see e.g. (Barber et al., 2004).
Condition Processing
as-extruded – (as received)2C 2 passes ECAP route C, at 523 K4C 4 passes ECAP route C, at 523 K8C 8 passes ECAP route C, at 523 K4Bc 4 passes ECAP route Bc, at 523 K4E 4 passes ECAP route E, at 523 KBRwq 8 passes of bi-directional rolling at 573 K up to an accumulated plastic strain of u = 1.1; a 10 min recrystallization annealing
(573 K) was conducted after every two passes; water-quenching (wq) after the last rolling pass2C-BRwq 2 passes ECAP route C, at 523 K, followed by bi-directional rolling at 523 K as in condition BRwqBRrec 8 passes of bi-directional rolling at 573 K up to an accumulated plastic strain of u = 1.1; a 10 min recrystallization (rec) annealing
(573 K) was conducted after every two passes; and after the last rolling passBRrec-2C Bi-directional rolling as in BRrec, followed by 2 passes ECAP route C, at 523 K
156 S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166

BR experiments were conducted in a laboratory mill with flat rollers (not heated). The roll diameter and the circumfer-ential roll speed were 162 mm and 145 mm/s, respectively. The billets were pre-heated in a convection furnace to 573 K(temperature held constant for 10 min) and subsequently rolled in two passes. Motivated by the results of Mukai et al.(2010), the billets were rotated by 90" around their longitudinal axis between the passes in order to introduce strainingby varying increments in different directions. The temperature profile during rolling was measured by a thermocouple atthe centre of a dummy billet. The temperature was decreased to !530 K after two passes; during rolling, the plastic workconverted into heat raised the temperature temporarily for !10 K. The billets were then re-heated for !30 s in the furnace.This procedure was repeated up to 16 passes in order to achieve an accumulated plastic strain of 1.1, nominally similar toone ECAP pass (see Eq. (1) with n = 16 – number of passes, h0 and h1 – heights before and after each rolling pass,respectively).
u #Pn
i#0$ln%h1=h0&'i %1&
Two different cooling conditions after the last two rolling passes were selected, either to allow complete recrystallization byre-heating for 10 min in the furnace, or to conserve a remnant cold working effect by direct water-quenching. Finally, tostudy combined thermo-mechanical treatments, ECAP processing of the billets was combined either with pre- or withpost-rolling deformation. Table 1 summarizes the investigated material conditions with their respective thermo-mechanicalprocessing parameters.
Microstructural characterization (including texture analysis) was performed parallel to the longitudinal axis of the billetsin the flow plane as defined by Foley et al. (2011). Samples were ground and polished for optical microscopy. Final polishingwith anhydrous alumina was in some cases followed by etching in 1% nitric acid. The line interception method was appliedfor a quantitative analysis of the grain size (diameter of a circle with an equivalent area; twin boundaries were treated likeconventional grain boundaries). At least 1000 grains were analyzed for each condition; the standard deviations of averagegrain sizes for all investigated conditions were below 0.5 lm. Moreover, scanning electron microscopy (SEM) was performedon a LEO 1455VP microscope from ZEISS. Crystallographic textures were analyzed by X-ray diffraction (XRD) using a SiemensD5000 diffractometer operating at 40 kV and 20 mA (Cu-Ka radiation). The data was evaluated with the Diffracplus Texevalsoftware package (Bruker Axs).
For mechanical characterization of strength and ductility, tensile samples with a gauge diameter of 3.5 mm and a gaugelength of 10.5 mm (aspect ratio: 3) were machined from the billets, parallel to their longitudinal axis. Quasi-static tensiletests were performed at room temperature in a conventional, screw-driven machine from Zwick–Roell at a constant cross-head speed corresponding to an initial strain rate of 10(3 s(1. The strain was measured at the gauge length using a macro-scale extensometer. For all results discussed in this paper, representative stress–strain curves from at least three identicalmeasurements were selected for evaluation. The plastic work consumed by the samples during tensile testing was calculatedby integration of the force–displacement curves.
3. Results and discussion
A large variety of initial microstructures (as-cast, rolled plate, as-extruded materials) and processing parameters (differ-ent routes, channel geometries, amounts of backpressure) have been used for ECAP of AZ31 by different groups (Agnew et al.,2004; Ding et al., 2008; Foley et al., 2011; Jin et al., 2005; Kang et al., 2009; Kim and Kim, 2004; Koike et al., 2003; Meyeret al., 2009; Mukai et al., 2001, 2010). The resulting variations of final microstructures and mechanical properties show thatthe material behaviour is strongly influenced by these parameters. We furthermore highlight that size effects, which increasethe tensile ductility for short, non-standardised samples (Zhao et al., 2008), have often not been considered. It is thus difficultto directly compare the mechanical data presented in these studies. To overcome these issues, we first consider the effects ofECAP strain accumulation and strain path on microstructure and mechanical properties in Sections 3.1 and 3.2, respectively.These observations also yield information on the gradual evolution of textures and on the effect of processing routes thathave not been addressed in the literature so far. Moreover, they represent a consistent reference that is necessary for analysisof the combined processing techniques, which we discuss in detail in Section 3.3.
3.1. Effect of ECAP strain accumulation
In order to characterize the effect of strain accumulation on microstructural evolution and mechanical behavior of theAZ31B alloy, we first compare the as-extruded condition with specimens after two (2C), four (4C) and eight passes (8C) ofECAP. ECAP route C was selected because it represents a highly redundant strain path using the same shear plane orientationwith alternating forth- and reverse-shear that results in a net strain of 0 after every even pass (Furukawa et al., 2002). Fig. 1presents the tensile (engineering) stress–strain curves. An increasing number of ECAP passes results in a continuous increasein ductility and in decreasing strengths: The yield strength of the as-extruded condition (200 MPa) is strongly decreased byabout 16 MPa per pass. This results in a yield strength of 72 MPa after 8 passes. The elongation to failure increases from10.8% (as-extruded) to 35.2% (8C). The most significant improvement of ductility can be observed after the first two passes(an elongation to failure of 28.8% is reached for 2C). Since the corresponding yield strength is only slightly decreased
S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166 157

(166 MPa) compared to the as-extruded condition, this combination of good ductility and relatively high (remnant) strengthis also associated with the highest amount of consumed plastic work (7.8 J). A summary of the mechanical properties is givenin Table 2.
The optical micrographs in Fig. 2 show that the average grain size of the as-extruded material (11 lm) is somewhat largerthan those of the conditions after ECAP (6 lm, 6 lm and 5.5 lm after 2, 4 and 8 passes, respectively). There is no microstruc-tural evidence for twinning. Since no remnant work hardening is observed in the mechanical data (Fig. 1), the materials wereclearly fully recrystallised or even exhibited some grain growth. Despite the slight decrease in grain size, the yield strength ofthe ECAP-processed materials is considerably decreased. This behavior clearly is not in line with the Hall–Petch relationshipthat is commonly observed for ultrafine-grained or nano-crystalline fcc and bcc metals (Meyers et al., 2006; Weertman,1993). However, our observations agree with previous reports (Agnew et al., 2004; Jin et al., 2005; Kim and Kim, 2004; Mukaiet al., 2001) on hcp magnesium alloys, where the softening effect has been related to changes of crystallographic texture,which we present as pole figures on the right hand-side of Fig. 2.
The pole figures show that, with increasing number of passes, the typical extrusion (fibre) texture of the as-extrudedmaterial, with the (0002) basal planes oriented along the extrusion axis, is gradually replaced by an orientation of basalplanes that are preferentially inclined by about 45" to the longitudinal axis. This orientation coincides with the one of theECAP shear plane. The change in texture results in an enhanced basal slip activity that leads to the softening effect, to thebeneficial increase of ductility and pronounced work hardening. Previous studies (Agnew et al., 2003; Koike et al., 2003) have
Fig. 1. Engineering stress-strain curves of the as-extruded reference (as-extruded) and after processing by ECAP (route C at 523 K) for 2 (2C), 4 (4C) and 8passes (8C).
Table 2Effect of ECAP strain accumulation on mechanical properties of AZ31B.
Sample YS (MPa) UTS (MPa) Elongation (%) Plastic work (J)
as-extruded1 203 277 11.3 3.22 199 268 10.8 2.93 200 271 10.4 2.8Average 201 272 10.8 3.0
2C1 171 277 29.5 8.02 167 273 28.1 7.63 160 272 28.7 7.8Average 166 274 28.8 7.8
4C1 130 261 28.4 7.42 147 265 29.3 7.73 129 248 30.3 7.6Average 135 258 29.3 7.6
8C1 67 228 34.9 6.92 69 226 36.9 7.23 81 244 33.7 7.1Average 72 233 35.2 7.1
158 S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166

Fig. 2. Optical micrographs and (0002) pole figures obtained by XRD of the as-extruded reference and after processing by ECAP (route C at 523 K) for 2 (2C),4 (4C) and 8 passes (8C).
S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166 159
shown that the ECAP-induced basal slip can in principle be combined with the contribution of non-basal slip, which is re-tained from the original as-extruded texture and corresponds to higher strength. The superposition of both the remnantextrusion texture (contributing to elevated strength) and the newly introduced shear texture (contributing to elevated duc-tility) can be seen in the pole figure after two passes of ECAP (2C). Our results demonstrate that a small number of ECAPpasses (as e.g. for 2C) on the extruded AZ31B material allow the adjustment of good strength and elevated ductility.
3.2. Effect of ECAP strain path
A rotation of the ECAP billets along their longitudinal axes between passes changes the orientation of the shear planewithin the billets, and hence enables the introduction of different strain paths. To evaluate the influence of different rotationpatterns, we now discuss how the ECAP routes Bc, E and C affect microstructure and mechanical properties of AZ31B. RouteBc includes a 90" clockwise rotation around the longitudinal axis after each pass (Furukawa et al., 2002). Two orthogonalshear planes are activated, so that the net strains of the first and second pass are restored in the third and fourth pass, respec-tively. Route E represents a processing schedule that consists of two passes of route C (180" rotation), followed by a 90"(clockwise) rotation and a second set of two passes of route C (Barber et al., 2004). In contrast to route Bc, the net strainis restored directly in the second pass, before cross-loading of the second orthogonal plane is activated in a successive forth-and reverse-shear in the third and fourth passes.
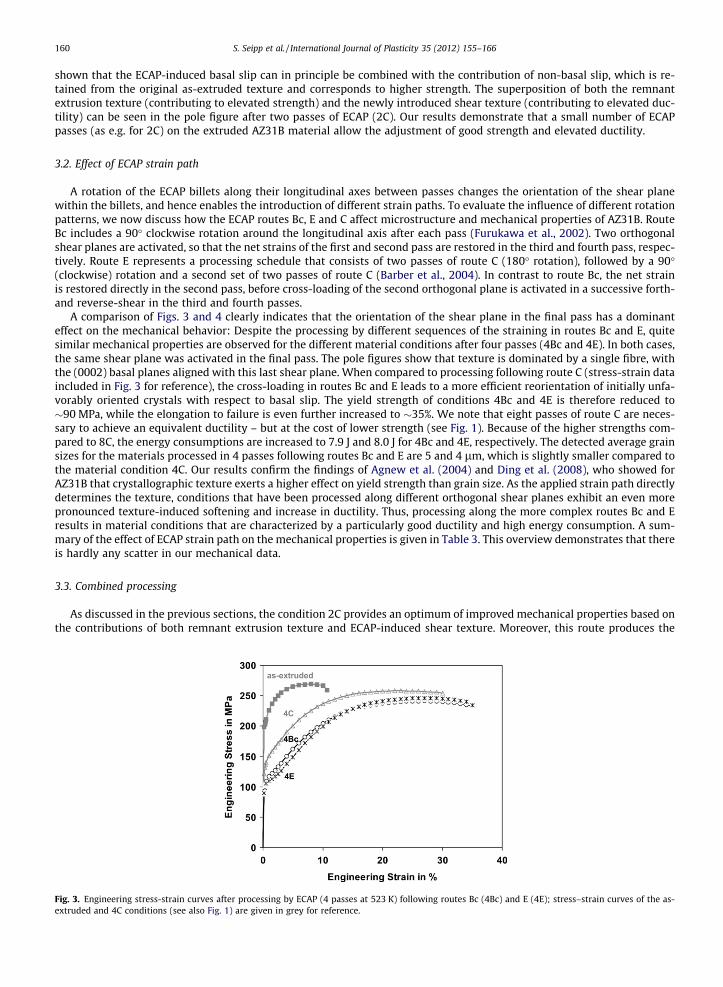
A comparison of Figs. 3 and 4 clearly indicates that the orientation of the shear plane in the final pass has a dominanteffect on the mechanical behavior: Despite the processing by different sequences of the straining in routes Bc and E, quitesimilar mechanical properties are observed for the different material conditions after four passes (4Bc and 4E). In both cases,the same shear plane was activated in the final pass. The pole figures show that texture is dominated by a single fibre, withthe (0002) basal planes aligned with this last shear plane. When compared to processing following route C (stress-strain dataincluded in Fig. 3 for reference), the cross-loading in routes Bc and E leads to a more efficient reorientation of initially unfa-vorably oriented crystals with respect to basal slip. The yield strength of conditions 4Bc and 4E is therefore reduced to!90 MPa, while the elongation to failure is even further increased to !35%. We note that eight passes of route C are neces-sary to achieve an equivalent ductility – but at the cost of lower strength (see Fig. 1). Because of the higher strengths com-pared to 8C, the energy consumptions are increased to 7.9 J and 8.0 J for 4Bc and 4E, respectively. The detected average grainsizes for the materials processed in 4 passes following routes Bc and E are 5 and 4 lm, which is slightly smaller compared tothe material condition 4C. Our results confirm the findings of Agnew et al. (2004) and Ding et al. (2008), who showed forAZ31B that crystallographic texture exerts a higher effect on yield strength than grain size. As the applied strain path directlydetermines the texture, conditions that have been processed along different orthogonal shear planes exhibit an even morepronounced texture-induced softening and increase in ductility. Thus, processing along the more complex routes Bc and Eresults in material conditions that are characterized by a particularly good ductility and high energy consumption. A sum-mary of the effect of ECAP strain path on the mechanical properties is given in Table 3. This overview demonstrates that thereis hardly any scatter in our mechanical data.
3.3. Combined processing
As discussed in the previous sections, the condition 2C provides an optimum of improved mechanical properties based onthe contributions of both remnant extrusion texture and ECAP-induced shear texture. Moreover, this route produces the
Fig. 3. Engineering stress-strain curves after processing by ECAP (4 passes at 523 K) following routes Bc (4Bc) and E (4E); stress–strain curves of the as-extruded and 4C conditions (see also Fig. 1) are given in grey for reference.
160 S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166

largest fraction of fully worked material volume (Barber et al., 2004). This condition was therefore selected as a basis for theinvestigation of combined processing methods.
In Fig. 5, we compare the effect of the different combined processing routes (see also Table 1) with the materials workedby BR (BRwq and BRrec) and with the as-extruded and 2C material conditions. The BRwq material exhibits the effect of pro-cessing via BR with intermediate recrystallization – but due to the final water-quenching, recovery and recrystallization aresuppressed after the last two rolling passes. Thus, the work hardening introduced in these two passes is maintained, whichleads to an increased yield strength of 280 MPa and an elongation to failure of 13.8 %. The microstructure of BRwq contains anetwork of deformation bands, which contain a high number of ultrafine grains and twins; regions of larger grains presum-ably represent remnants of the original microstructure that were less intensively involved in the final deformation process,Fig. 6. Such a bimodal character of the microstructure has been observed before by Kang et al. (2009) and Foley et al. (2011)
Fig. 4. Optical micrographs and (0002) pole figures after processing by ECAP (4 passes at 523 K) following routes Bc (4Bc) and E (4E).
Table 3Effect of ECAP strain path on mechanical properties of AZ31B.
Sample YS (MPa) UTS (MPa) Elongation (%) Plastic work (J)
4Bc1 92 241 35.1 7.92 91 248 34.8 7.93 96 244 35.9 8.1Average 93 244 35.3 8.0
4E1 99 250 33.5 7.72 93 242 36.0 8.13 94 248 35.1 7.9Average 95 247 34.9 7.9
S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166 161

in an extruded AZ31 alloy processed by ECAP at low temperature and/or with backpressure. Twins and distorted boundariesto the deformation bands are characteristic features of these areas. In these grains, the accumulated amount of strain is lo-cally decreased, quite likely because of their less favorable crystallographic orientation with respect to the direction of defor-mation. In contrast, the microstructure of condition 2C-BRwq (ECAP processing followed by BR and water-quenching) showsa mono-modal grain size distribution with more than 90% of grains in the range between 1 and 3 lm (3 lm is the averagegrain size). A closer investigation by SEM reveals a high fraction of homogeneously distributed twins and ultrafine grains thatboth effectively reduce the grain size, Fig. 7. This shows that the previously introduced ECAP shear texture ensures a homog-enous straining, and thus provides excellent formability for the material during subsequent bi-directional rolling. The yieldstrength and the ultimate tensile strength reach remarkable values of 345 and 388 MPa, respectively. As a consequence ofthe retained work hardening, this strengthening is accompanied by a relatively small uniform elongation (only !3.5%). How-ever, we highlight that the strain to failure of 13.9% is even somewhat larger than that of the as-extruded referencecondition.
The pole figures of conditions BRwq and 2C-BRwq exhibit very similar features that are typical for forgings or rolledsquare-bars (Mukai et al., 2010) – independent from their textures prior to the final rolling passes (fibre texture for BRwqand ECAP-shear for 2C-BRwq). Due to the incremental bi-directional loading, the (0002) basal planes become aligned withthe direction of deformation and form an x-shape in the plane perpendicular to the direction of rolling. Accordingly, there aretwo textural basal fibres evident in the flow plane. Their intensities are shifted by about 45" from the center to the upper andlower normal direction. The texture data emphasizes once more the dependence of the accommodating texture on only themost recent increments of the strain path. When rolling is followed by reheating, the microstructure recrystallizes, as ob-served for BRrec. The yield strength of this condition is comparable to that of the extruded reference, but strain to failure,as well as the corresponding energy consumption, is more than doubled. The tensile axis lies within the basal plane forthe majority of grains, which is a situation quite similar to tensile loading of the as-extruded reference condition. As dis-cussed by Agnew et al. (2003) such oriented grains are forced to deform by either non-basal cross-glide of basal dislocationsor by pyramidal slip of large Burgers vector hc) ai dislocations in order to accommodate the axial elongation. As the acti-vation of such hard deformation modes requires high critical resolved shear stresses, a yield strength of the order of the ex-truded reference material is reached. The increased ductility is assumed to result from the retained BR structure as well. Asshown experimentally in Somekawa and Mukai (2005) for tensile loading, and discussed theoretically in Fernández et al.(2011) for compressive loading, sample failure in AZ31 may be directly related to a strong contribution of basal slip. There-fore, our material conditions with limited basal slip activity may well benefit from this effect in terms of increased ductility.We emphasize, however, that further experimental work, for instance by transmission electron microscopy, is required tofully characterize the contribution of different deformation mechanisms that contribute to longitudinal and transversestraining.
A combined route of rolling followed by ECAP is represented by condition BRrec-2C. The corresponding recrystallizedmicrostructure shows a slightly bimodal character with an average grain size of 6 lm. Compared to its preceding referencecondition (prior to ECAP: BRrec), the yield strength is slightly reduced to 146 MPa. Uniform elongation and elongation to fail-ure are, however, significantly increased to impressive 19.8% and 32.1%, respectively. It is evident from the pole figure of theBRrec-2C condition that the intensities of the preceding shear- and extrusion-textures generally broaden and rotate towardsthe shear plane, due to final processing by ECAP. Clearly, this mixed texture is associated with a combination of both mod-erate strength (due to the contribution of hard deformation modes) and high ductility (due to the direct contribution of dis-
Fig. 5. Engineering stress-strain curves for material conditions after processing by ECAP and BR (2C-BRwq; ECAP route C, 2 passes at 523 K followed by BRat 573 K and water-quenching), BR (BRwq; BR at 573 K followed by water-quenching), BR and reheating (BRrec; BR at 573 K followed by reheating at 573 Kfor 10 min) and BR and ECAP (BRrec-2C; BR at 573 K followed by ECAP route C, 2 passes at 523 K). Stress–strain curves of as-extruded and 2C conditions (seealso Fig. 1) are given in grey for reference.
162 S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166
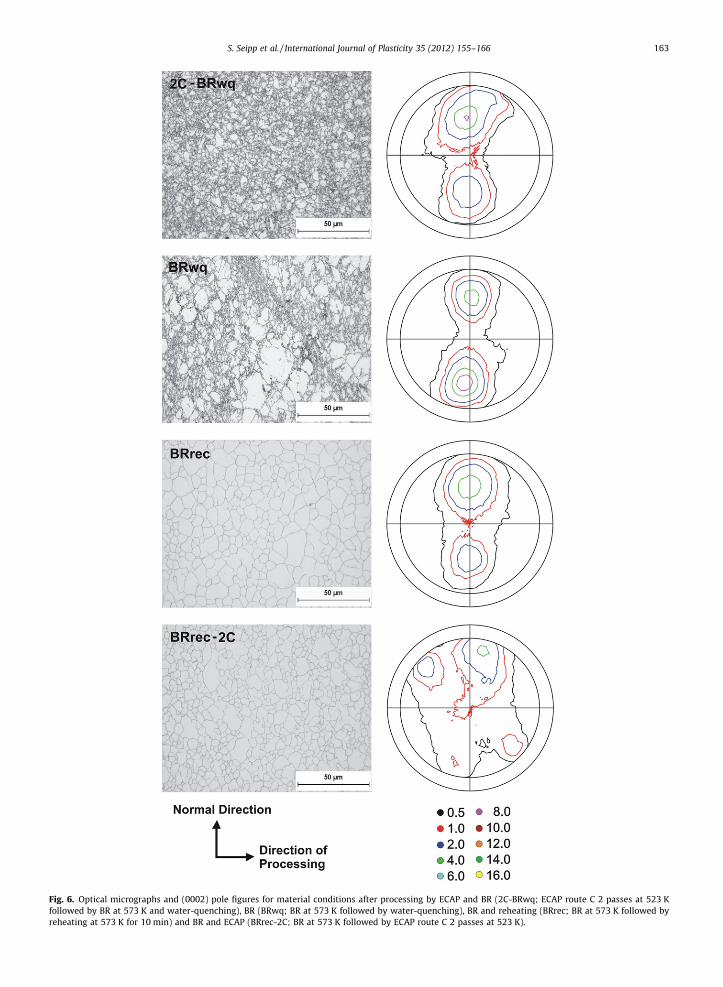
Fig. 6. Optical micrographs and (0002) pole figures for material conditions after processing by ECAP and BR (2C-BRwq; ECAP route C 2 passes at 523 Kfollowed by BR at 573 K and water-quenching), BR (BRwq; BR at 573 K followed by water-quenching), BR and reheating (BRrec; BR at 573 K followed byreheating at 573 K for 10 min) and BR and ECAP (BRrec-2C; BR at 573 K followed by ECAP route C 2 passes at 523 K).
S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166 163

location glide on (0002) basal planes). This combination enables a large consumption of plastic work (8.7 J) – roughly threetimes the value of the as-extruded reference material and even significantly higher than the purely ECAP processed 2C mate-rial. Table 4 summarizes the mechanical properties of the investigated material AZ31B after combined processing. Because ofthe eminent effect of texture, the mechanical behavior strongly depends on the sample orientation within the processed bil-let. Loading in other directions is expected to result in a significant change in the observed mechanical properties for thishighly anisotropic material (Agnew et al., 2004).
To characterize a potential effect of twins on fracture behavior and ductility, we conducted a fractography study on themost relevant conditions: as-extruded, 2C, 4Bc, and 2C-BRwq. In all cases, fracture surfaces (not shown here for brevity)exhibited similar features, which can be summarized as follows: Generally, cracks were initiated at large Al–Mn intermetal-lic particles, and then propagated in an intergranular mode. All fracture surfaces have a primarily ductile appearance withdimples. No features indicating cleavage at fractures twins were found – not even for the water-quenched conditions (show-ing highest strength) that contained twins even before tensile testing. Clearly, these findings further support one of our coreconclusions, namely that texture plays a much bigger role than microstructural changes after ECAP of the material conditionsstudied here. To explain the strength differences observed in our study, we note in closing that the different material con-ditions exhibit grain sizes in the range of 3 to 6 lm after ECAP or ECAP/BR, compared to 11 lm before processing. Thestrengthening effect by grain boundaries in such a small range of grain sizes is almost negligible when compared to the effectof texture, see references (Mukai et al., 2001; Agnew et al., 2004, or Ding et al., 2008). Fig. 6 shows that the deformation tex-
Fig. 7. SEM micrograph of the microstructure after combined processing by ECAP and BR (condition 2C-BRwq; ECAP route C 2 passes at 523 K followed byBR at 573 K and water-quenching). Examples for twins, which are distributed homogeneously throughout the microstructure, are highlighted by whitearrows.
Table 4Effect of combined processing on mechanical properties of the investigated material AZ31B.
Sample YS (MPa) UTS (MPa) Elongation (%) Plastic work (J)
2C-BRwq1 344 386 14.1 5.62 335 391 13.3 5.43 355 387 14.4 5.7Average 345 388 13.9 5.6
BRwq1 286 337 14.6 5.42 279 330 12.9 5.03 276 328 13.9 5.2Average 280 332 13.8 5.2
BRrec1 204 280 26.6 7.12 198 277 23.9 6.73 193 275 25.8 7.0Average 198 277 25.4 6.9
BRrec-2C1 144 266 31.1 8.52 140 262 32.2 8.63 155 268 33.1 8.9Average 146 265 32.1 8.7
164 S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166

ture is almost fully retained during recrystallization (compare conditions BRwq and BRrec). This suggests that retained workhardening is the main driver for the elevated strength of conditions 2C-BRwq and BRwq.
4. Summary and conclusions
We have performed a series of equal-channel angular pressing (ECAP) and bi-directional rolling (BR) experiments, as wellas combinations of these processes, on an as-extruded, hexagonal close-packed AZ31B magnesium alloy characterized by atypical fibre texture. In a systematic study, we investigated the evolution of microstructure, crystallographic texture andmechanical properties for variations of the accumulated strain in ECAP, the ECAP route (strain path) and combined(ECAP + BR) processing. Both ECAP and BR enforce a crystallographic reorientation with an alignment of the dominant(0002) basal planes with the direction of macroscopic shear deformation. After ECAP, the (0002) basal planes are alignedwith the ECAP shear plane that was activated during the last pass. Those changes of texture are related to mechanical soft-ening, which scales with the amount of accumulated ECAP strain (i.e., with the number of passes) and which is more pro-nounced when more complex routes (Bc and E) are applied and the material is processed along different orthogonal shearplanes, rather than one (as for route C). Moreover, ductility is significantly increased, even after a low number of ECAP passes.During BR (and subsequent recrystallization), the basal planes are rotated to form an x-shape in the plane perpendicular tothe rolling direction. This texture increases ductility compared to the as-extruded condition, while the yield strength ismaintained. Water-quenching after BR leads to significantly higher strength, combined with reduced ductility (comparedto ECAP), as retained work hardening contributes to the material’s strength.
Motivated by these findings, combined processing of ECAP and BR was conducted in order to analyze novel strain paths,with the aim of tailoring microstructures that are strong, yet ductile, and that can consume a high amount of plastic workduring deformation. ECAP processing was applied as a method to increase texture-induced softening and ductility, whereasBR followed by water-quenching was identified as a method to induce strengthening by work hardening. The aim in terms ofmechanical properties was met best by BR and subsequent ECAP processing (material condition BRrec-2C). This material ischaracterized by a yield strength of 146 MPa and an elongation to failure of 32.1%. We further highlight that a certain in-crease in strength in combination with a moderate ductility can be achieved by ECAP with subsequent BR and water-quench-ing. The corresponding material condition (2C-BRwq) exhibits a remarkable yield strength of 345 MPa and an elongation tofailure of 13.9%; the deformation-induced change in grain size does not have a significant influence on strength. Simple pro-cessing by ECAP for two passes clearly represents a very efficient way of significantly enhancing ductility with only minorlosses in strength.
Our results demonstrate that the combination of different thermo-mechanical processing techniques can be used for tai-loring the mechanical properties of magnesium alloys in a wide range of strengths and ductilities. For the investigated re-gime of grain sizes, texture and remnant work hardening appear to be considerably more important in determining themechanical properties than grain size itself.
Acknowledgements
The authors gratefully acknowledge the German Research Foundation (Deutsche Forschungsgemeinschaft, DFG) for sup-porting this work (Ho 4443/1-1 and Wa 2602/1-1). We thank G. Fritsche and D. Weißbach for their help with the XRD mea-surements, and C. Gläser and K. Muhr for their support with the metallographic preparation and analysis.
References
Agnew, S.R., Horton, J.A., Lillo, T.M., Brown, D.W., 2004. Enhanced ductility in strongly textured magnesium produced by equal channel angular processing.Scripta Materialia 50, 377–381.
Agnew, S.R., Tomé, C.N., Brown, D.W., Holden, T.M., Vogel, S.C., 2003. Study of slip mechanisms in a magnesium alloy by neutron diffraction and modeling.Scripta Materialia 48, 1003–1008.
Barber, R.E., Dudo, T., Yasskin, P.B., Hartwig, K.T., 2004. Product yield for ECAE processing. Scripta Materialia 51, 373–377.Biswas, S., Singh Dhinwal, S., Suwas, S., 2010. Room-temperature equal channel angular extrusion of pure magnesium. Acta Materialia 58, 3247–3261.Ding, S.X., Lee, W.T., Chang, C.P., Chang, L.W., Kao, P.W., 2008. Improvement of strength of magnesium alloy processed by equal channel angular extrusion.
Scripta Materialia 59, 1006–1009.Fernández, A., Pérez Prado, M.T., Wei, Y., Jérusalem, A., 2011. Continuum modeling of the response of a Mg alloy AZ31 rolled sheet during uniaxial
deformation. International Journal of Plasticity 27, 1739–1757.Foley, D.C., Al-Maharbi, M., Hartwig, K.T., Karaman, I., Kecskes, L.J., Mathaudhu, S.N., 2011. Grain refinement vs. crystallographic texture: Mechanical
anisotropy in a magnesium alloy. Scripta Materialia 64, 193–196.Furukawa, M., Horita, Z., Langdon, T.G., 2002. Factors influencing the shearing patterns in equal-channel angular pressing. Materials Science and Engineering
A 332, 97–109.Hantzsche, K., Bohlen, J., Wendt, J., Kainer, K.U., Yi, S.B., Letzig, D., 2010. Effect of rare earth additions on microstructure and texture development of
magnesium alloy sheets. Scripta Materialia 63, 725–730.Iwahashi, Y., Wang, J.T., Horita, Z., Nemoto, M., Langdon, T.G., 1996. Principle of equal-channel angular pressing for the processing of ultra-fine grained
materials. Scripta Materialia 35, 143–146.Jin, L., Lin, D., Mao, D., Zeng, X., Ding, W., 2005. Mechanical properties and microstructure of AZ31 Mg alloy processed by two-step equal channel angular
extrusion. Materials Letters 59, 2267–2270.Kang, F., Liu, J.Q., Wang, J.T., Zhao, X., 2009. The effect of hydrostatic pressure on the activation of non-basal slip in a magnesium alloy. Scripta Materialia 61,
844–847.
S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166 165

Khan, A.S., Pandey, A., Gnäupel-Herold, T., Mishra, R.K., 2011. Mechanical response and texture evolution of AZ31 alloy at large strains for different strainrates and temperatures. International Journal of Plasticity 27, 688–706.
Kim, H.K., Kim, W.J., 2004. Microstructural instability and strength of an AZ31 Mg alloy after severe plastic deformation. Materials Science and EngineeringA 385, 300–308.
Kim, W.J., Lee, H.W., Yoo, S.J., Park, Y.B., 2011. Texture and mechanical properties of ultrafine-grained Mg-3Al-1Zn alloy sheets prepared by high-ratiodifferential speed rolling. Materials Science and Engineering: A 528, 874–879.
Koike, J., Kobayashi, T., Mukai, T., Watanabe, H., Suzuki, M., Maruyama, K., Higashi, K., 2003. The activity of non-basal slip systems and dynamic recovery atroom temperature in fine-grained AZ31B magnesium alloys. Acta Materialia 51, 2055–2065.
Meyer, L.W., Hockauf, M., Zillmann, B., Schneider, I., 2009. Strength, ductility and impact toughness of the magnesium alloy AZ31B after equal-channelangular pressing. International Journal of Material Forming 2, 61–64.
Meyers, M.A., Mishra, A., Benson, D.J., 2006. Mechanical properties of nanocrystalline materials. Progress in Materials Science 51, 427–556.Mukai, T., Somekawa, H., Inoue, T., Singh, A., 2010. Strengthening Mg–Al–Zn alloy by repetitive oblique shear strain with caliber roll. Scripta Materialia 62,
113–116.Mukai, T., Yamanoi, M., Watanabe, H., Higashi, K., 2001. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure. Scripta
Materialia 45, 89–94.Proust, G., Tomé, C.N., Jain, A., Agnew, S.R., 2009. Modeling the effect of twinning and detwinning during strain-path changes of magnesium alloy AZ31.
International Journal of Plasticity 25, 861–880.Segal, V.M., Reznikov, A.E., Drobyshevskiy, A.E., Kopylov, V.I., 1981. Plastic working of metals by simple shear. Russian Metallurgy 7.Somekawa, H., Mukai, T., 2005. Effect of texture on fracture toughness in extruded AZ31 magnesium alloy. Scripta Materialia 53, 541–545.Valiev, R.Z., Langdon, T.G., 2006. Principles of equal-channel angular pressing as a processing tool for grain refinement. Progress in Materials Science 51,
881–981.Weertman, J.R., 1993. Hall–Petch strengthening in nanocrystalline metals. Materials Science and Engineering: A 166, 161–167.Zhao, Y.H., Guo, Y.Z., Wei, Q., Dangelewicz, A.M., Xu, C., Zhu, Y.T., Langdon, T.G., Zhou, Y.Z., Lavernia, E.J., 2008. Influence of specimen dimensions on the
tensile behavior of ultrafine-grained Cu. Scripta Materialia 59, 627–630.
166 S. Seipp et al. / International Journal of Plasticity 35 (2012) 155–166
Copyright © 2022 FDOKUMEN




















