Microstructure and Mechanical Properties of an Advanced Nickel-Base Superalloy in the as-HIP Form.
11
Microstructure and Mechanical Properties of an Advanced Nickel-Base Superalloy in the as-HIP Form. J.R. May 1 , M.C. Hardy 2 , M.R. Bache 1 , D.D. Kaylor 3 1 Materials Research Centre, School of Engineering, Swansea University, Singleton Park, Swansea, SA2 8PP, UK 2 Rolls-Royce plc, PO Box 31, Derby, DE24 8BK, UK 3 ATI Powder Metals, 1001 Robb Hill Road, Oakdale, Pennsylvania 15071 This study evaluates the suitability of as-HIP RR1000 for non-critical applications in aero-engine components. RR1000 is an advanced powder nickel-base superalloy, developed for disc rotor components in aero-engines. For these critical applications, the consolidated alloy powder particles are extruded to break down carbide and oxide networks, known as prior particle boundaries (PPBs), and to refine the structure into a fine grain size for isothermal forging. In this study, hot isostatically pressed compacts, made from two different powder particle size fractions have been assessed following heat treatment below and above the gamma prime solvus temperature. A microstructural evaluation shows a greater degree of PPB decoration occurs in the finer powder particle size fraction. Following a super-solvus heat treatment, these PPBs pin grain boundaries of fine powder particle size compacts, while the reduction of PPB decoration in coarse powder particle compacts allows significant grain growth. Tensile test results show good ductility for all material conditions, and good yield and tensile strength properties, which are comparable with extruded and isothermal forged RR1000 disc material. Dwell crack propagation tests show that finer powder particle size compacts, which received a sub-solvus heat treatment, give the highest crack growth rates, while the remaining material conditions show markedly improved crack growth resistance. In conclusion this preliminary study of the microstructure and properties of as-HIP RR1000 demonstrates that it has the potential to be used in non-critical applications, from either powder particle size fractions used in the study when given the appropriate solution heat treatment. Introduction RR1000 is a third generation γ’ strengthened gas turbine nickel disc alloy, [1] designed to achieve the high levels of creep resistance and damage tolerance at the elevated temperatures required for modern civil jet engines [2] . The complex chemistry of RR1000 requires that the alloy to be manufactured via powder metallurgy production route to avoid macro segregation that can occur in billet manufactured via cast and wrought processes. However, it is well reported [3-8] that superalloys produced via a powder metallurgy production route can suffer from prior particle boundary (PPB) precipitate networks. In addition inclusions can be introduced from contact of the molten alloy with refractories such as those found in the vacuum induction melting (VIM) furnace, tundish and nozzle. For critical rotating components, prior particle boundary networks can be broken up through thermo-mechanical processing steps such as extrusion and forging operations, while large inclusions can be removed through sieving of raw powder before can filling, typically to 53μm for RR1000 when used in disc material [2,9] . The requirement to sieve powder for critical components creates surplus ‘oversize’ powder, which can be used in subsequent VIM heats. However, using powder metal alloys in the hot isostatically pressed (HIP) form can provide cost reductions for superalloy components presently manufactured from more traditional cast and wrought techniques. This is due to the fewer processing steps required for as-HIP manufacture and reductions in material input from use of net or near net shape manufacture. This study evaluates the suitability of using as-HIP RR1000 for non-critical aerospace components, which may reduce component cost, and increase powder yields in manufacture.
-
Upload
independent -
Category
Documents
-
view
4 -
download
0
Transcript of Microstructure and Mechanical Properties of an Advanced Nickel-Base Superalloy in the as-HIP Form.

Microstructure and Mechanical Properties of an Advanced Nickel-Base Superalloy in the as-HIP Form.
J.R. May1, M.C. Hardy2, M.R. Bache1, D.D. Kaylor3
1 Materials Research Centre, School of Engineering, Swansea University, Singleton Park, Swansea, SA2 8PP, UK
2 Rolls-Royce plc, PO Box 31, Derby, DE24 8BK, UK 3 ATI Powder Metals, 1001 Robb Hill Road, Oakdale, Pennsylvania 15071
This study evaluates the suitability of as-HIP RR1000 for non-critical applications in aero-engine components. RR1000 is an advanced powder nickel-base superalloy, developed for disc rotor components in aero-engines. For these critical applications, the consolidated alloy powder particles are extruded to break down carbide and oxide networks, known as prior particle boundaries (PPBs), and to refine the structure into a fine grain size for isothermal forging. In this study, hot isostatically pressed compacts, made from two different powder particle size fractions have been assessed following heat treatment below and above the gamma prime solvus temperature. A microstructural evaluation shows a greater degree of PPB decoration occurs in the finer powder particle size fraction. Following a super-solvus heat treatment, these PPBs pin grain boundaries of fine powder particle size compacts, while the reduction of PPB decoration in coarse powder particle compacts allows significant grain growth. Tensile test results show good ductility for all material conditions, and good yield and tensile strength properties, which are comparable with extruded and isothermal forged RR1000 disc material. Dwell crack propagation tests show that finer powder particle size compacts, which received a sub-solvus heat treatment, give the highest crack growth rates, while the remaining material conditions show markedly improved crack growth resistance. In conclusion this preliminary study of the microstructure and properties of as-HIP RR1000 demonstrates that it has the potential to be used in non-critical applications, from either powder particle size fractions used in the study when given the appropriate solution heat treatment. Introduction RR1000 is a third generation γ’ strengthened gas turbine nickel disc alloy,[1] designed to achieve the high levels of creep resistance and damage tolerance at the elevated temperatures required for modern civil jet engines[2]. The complex chemistry of RR1000 requires that the alloy to be manufactured via powder metallurgy production route to avoid macro segregation that can occur in billet manufactured via cast and wrought processes. However, it is well reported[3-8] that superalloys produced via a powder metallurgy production route can suffer from prior particle boundary (PPB) precipitate networks. In addition inclusions can be introduced from contact of the molten alloy with refractories such as those found in the vacuum induction melting (VIM) furnace, tundish and nozzle. For critical rotating components, prior particle boundary networks can be broken up through thermo-mechanical processing steps such as extrusion and forging operations, while large inclusions can be removed through sieving of raw powder before can filling, typically to 53µm for RR1000 when used in disc material[2,9]. The requirement to sieve powder for critical components creates surplus ‘oversize’ powder, which can be used in subsequent VIM heats. However, using powder metal alloys in the hot isostatically pressed (HIP) form can provide cost reductions for superalloy components presently manufactured from more traditional cast and wrought techniques. This is due to the fewer processing steps required for as-HIP manufacture and reductions in material input from use of net or near net shape manufacture. This study evaluates the suitability of using as-HIP RR1000 for non-critical aerospace components, which may reduce component cost, and increase powder yields in manufacture.
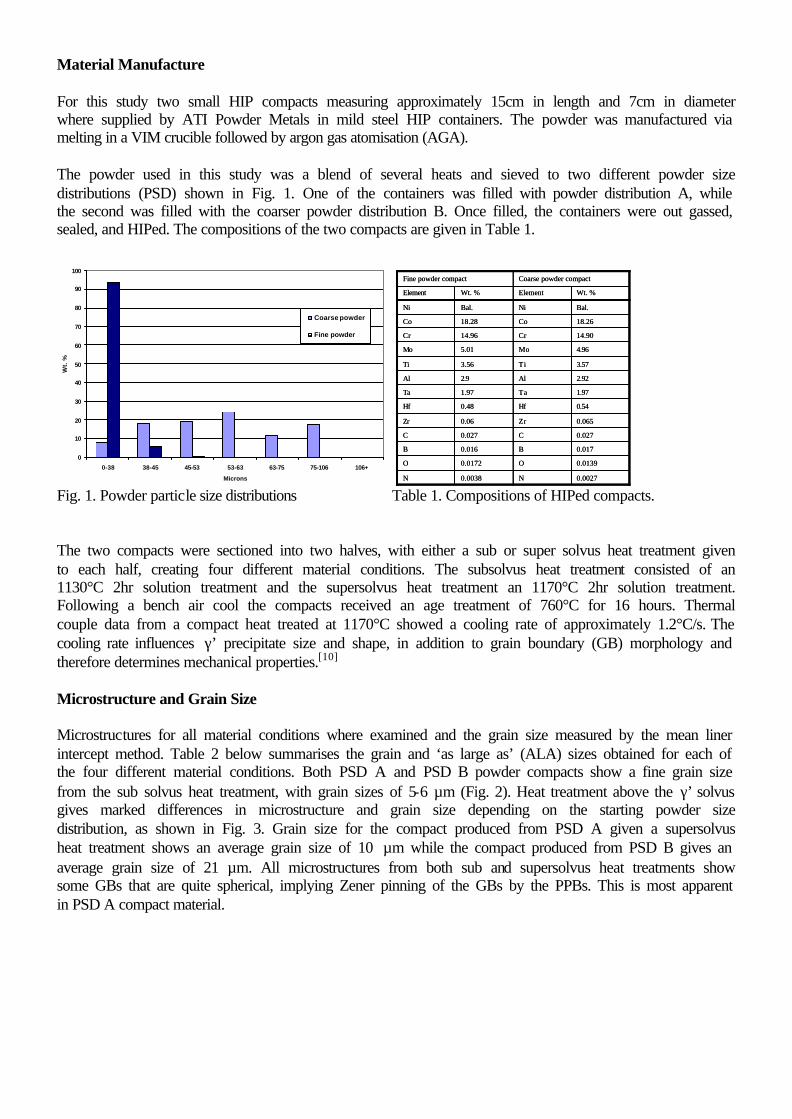
Material Manufacture For this study two small HIP compacts measuring approximately 15cm in length and 7cm in diameter where supplied by ATI Powder Metals in mild steel HIP containers. The powder was manufactured via melting in a VIM crucible followed by argon gas atomisation (AGA). The powder used in this study was a blend of several heats and sieved to two different powder size distributions (PSD) shown in Fig. 1. One of the containers was filled with powder distribution A, while the second was filled with the coarser powder distribution B. Once filled, the containers were out gassed, sealed, and HIPed. The compositions of the two compacts are given in Table 1.
0
10
20
30
40
50
60
70
80
90
100
0-38 38-45 45-53 53-63 63-75 75-106 106+
Microns
Wt.
%
Coarse powder
Fine powder
0.0027
0.0139
0.017
0.027
0.065
0.54
1.97
2.92
3.57
4.96
14.90
18.26
Bal.
Wt. %
N
O
B
C
Zr
Hf
Ta
Al
Ti
Mo
Cr
Co
Ni
Element
Coarse powder compact
0.0038N
0.0172O
0.016B
0.027C
0.06Zr
0.48Hf
1.97Ta
2.9Al
3.56Ti
5.01Mo
14.96Cr
18.28Co
Bal.Ni
Wt. %Element
Fine powder compact
0.0027
0.0139
0.017
0.027
0.065
0.54
1.97
2.92
3.57
4.96
14.90
18.26
Bal.
Wt. %
N
O
B
C
Zr
Hf
Ta
Al
Ti
Mo
Cr
Co
Ni
Element
Coarse powder compact
0.0038N
0.0172O
0.016B
0.027C
0.06Zr
0.48Hf
1.97Ta
2.9Al
3.56Ti
5.01Mo
14.96Cr
18.28Co
Bal.Ni
Wt. %Element
Fine powder compact
Fig. 1. Powder particle size distributions Table 1. Compositions of HIPed compacts. The two compacts were sectioned into two halves, with either a sub or super solvus heat treatment given to each half, creating four different material conditions. The subsolvus heat treatment consisted of an 1130°C 2hr solution treatment and the supersolvus heat treatment an 1170°C 2hr solution treatment. Following a bench air cool the compacts received an age treatment of 760°C for 16 hours. Thermal couple data from a compact heat treated at 1170°C showed a cooling rate of approximately 1.2°C/s. The cooling rate influences γ’ precipitate size and shape, in addition to grain boundary (GB) morphology and therefore determines mechanical properties.[10] Microstructure and Grain Size Microstructures for all material conditions where examined and the grain size measured by the mean liner intercept method. Table 2 below summarises the grain and ‘as large as’ (ALA) sizes obtained for each of the four different material conditions. Both PSD A and PSD B powder compacts show a fine grain size from the sub solvus heat treatment, with grain sizes of 5-6 µm (Fig. 2). Heat treatment above the γ’ solvus gives marked differences in microstructure and grain size depending on the starting powder size distribution, as shown in Fig. 3. Grain size for the compact produced from PSD A given a supersolvus heat treatment shows an average grain size of 10 µm while the compact produced from PSD B gives an average grain size of 21 µm. All microstructures from both sub and supersolvus heat treatments show some GBs that are quite spherical, implying Zener pinning of the GBs by the PPBs. This is most apparent in PSD A compact material.

PSD A PSD B Solution Temperature
(°C) Grain Size (µm)
ALA (µm)
Grain Size (µm)
ALA (µm)
1130 5 20 6 24 1170 10 67 21 80
Table 2. Variation in grain size with solution temperature and powder fraction.
(a) (b) Fig. 2. Optical microscopy image showing similarity of microstructures between PSD A (a) and PSD B (b) powder compacts when exposed to a subsolvus heat treatment. Swab etched in modified Kallings. Zener pinning of GBs by PPB precipitates has been found by other authors[ref]. The PPBs found in as-HIP superalloys can occur from contamination of powder particle surfaces and the pick up of oxygen, in addition to segregation of elements to the powder surfaces. During HIPing further carbides can precipitate at prior particle sites, where oxides can act as nuclei for there formation. It follows that PPBs are commonly made up of oxides, carbides and oxy-carbides. The oxides and carbides can often consist of the heavier alloying elements such as Hf oxides, and Ta MC type carbides. The heavy elements in the PPB precipitates make PPBs easily seen under an SEM using backscattered electrons. Typical examples of the PPB networks are shown in Fig. 4, showing PSD A and PSD B compact microstructures in the as HIP form, prior to heat treatment. From these images it appears that the coarser powdered PSD B compact material shows a less continuous prior particle boundary network, where PPB precipitates are less continuous in nature, with greater distance between individual particles. The larger surface area per unit volume of the finer powder used in the PSD A compact material means that a greater surface area is available for the pick up of oxygen on powder particle surfaces.[11] This higher oxygen content compared with PSD B compact material can be seen in Table 1. An increase in PPB precipitates per unit volume as a result of the smaller starting powder size fraction, and the more continuous nature of the PPBs as seen in Fig. 4 is surmised to cause a greater degree of GB pinning, and therefore a smaller grain size compared with the coarser powdered PSD B compact when given a supersolvus heat treatment. While in compacts solution heat treated at subsolvus temperatures this marked difference in grain size and morphology is not seen due to GB pinning by primary γ’ precipitates in both compacts.
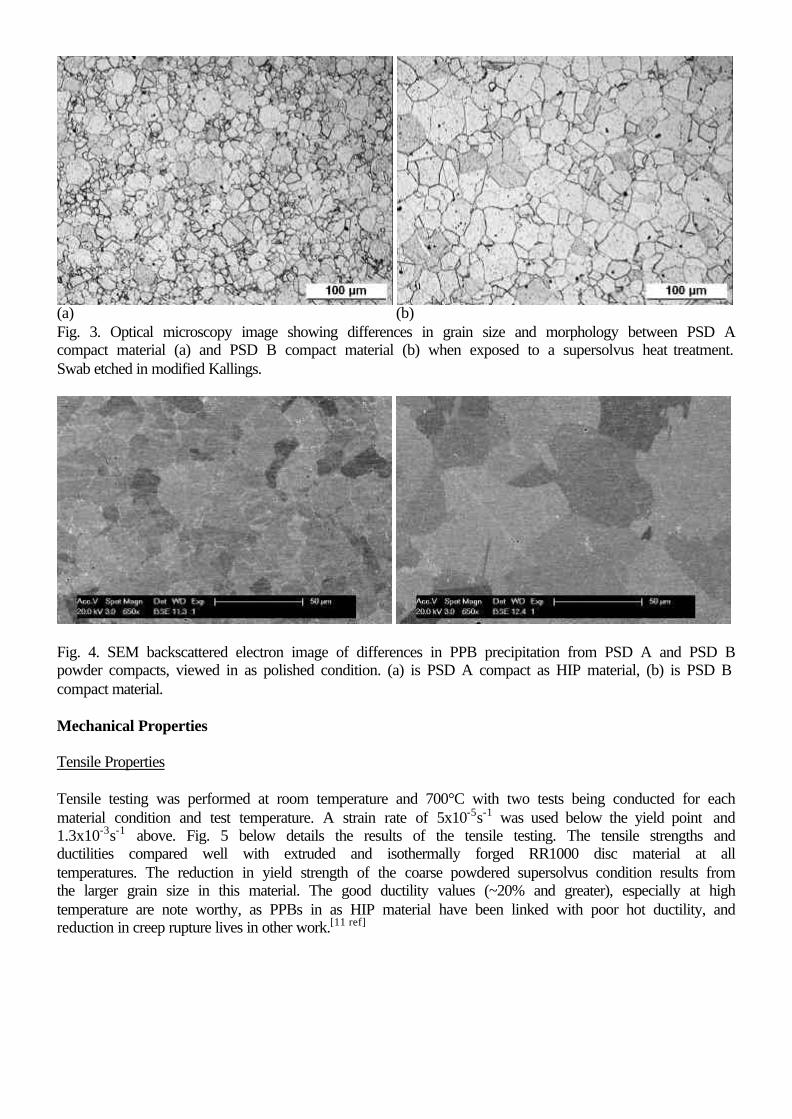
(a) (b) Fig. 3. Optical microscopy image showing differences in grain size and morphology between PSD A compact material (a) and PSD B compact material (b) when exposed to a supersolvus heat treatment. Swab etched in modified Kallings.
Fig. 4. SEM backscattered electron image of differences in PPB precipitation from PSD A and PSD B powder compacts, viewed in as polished condition. (a) is PSD A compact as HIP material, (b) is PSD B compact material. Mechanical Properties Tensile Properties Tensile testing was performed at room temperature and 700°C with two tests being conducted for each material condition and test temperature. A strain rate of 5x10-5s-1 was used below the yield point and 1.3x10-3s-1 above. Fig. 5 below details the results of the tensile testing. The tensile strengths and ductilities compared well with extruded and isothermally forged RR1000 disc material at all temperatures. The reduction in yield strength of the coarse powdered supersolvus condition results from the larger grain size in this material. The good ductility values (~20% and greater), especially at high temperature are note worthy, as PPBs in as HIP material have been linked with poor hot ductility, and reduction in creep rupture lives in other work.[11 ref]

600
800
1000
1200
1400
1600
1800
PSD A compact1130°C Sol. HT
PSD A compact1170°C Sol. HT
PSD B compact1130°C Sol. HT
PSD B compact1170°C Sol. HT
Str
ess
(MP
a)
20°C YS700°C YS20°C UTS700°C UTS
0
5
10
15
20
25
30
PSD A compact1130°C Sol. HT
PSD A compact1170°C Sol. HT
PSD B compact1130°C Sol. HT
PSD B compact1170°C Sol. HT
% e
long
atio
n
700°C20°C
Fig. 5. Tensile test results at room temperature and 700°C for the different powder fractions and solution heat treatments, (a) shows yield strength and ultimate tensile strength, (b) the ductility values. The fracture surfaces for the PSD A and PSD B powder compact tensile specimens are shown in Fig. 6 and 7 for both sub and supersolvus heat treatment conditions respectively. Both PSD A and PSD B powder compacts show frequent ‘socket and ball’ features which are common in as-HIP superalloy tensile fracture surfaces[refs], these features occur where failure has occurred along prior particles boundaries. Ductile voids on socket and ball features have been nucleated by the oxide and carbide PPB precipitates, shown in Fig. 8. It is proposed that coalescence of these voids during tensile straining has caused fracture along the PPBs. The fracture mode is mixed mode, but appears to be predominantly intergranular with occasional transgranular cleavage facets for both PSD A and B when given the subsolvus heat treatment. Fracture surfaces between PSD A compact material and PSD B compact material differ when given a supersolvus heat treatment. While the finer powdered PSD A compact material show fracture surfaces similar to the subsolvus material, while the coarser powdered PSD B compact material often has transgranular quasi-cleavage facets, with the faceted cleavage features becoming more prominent at the higher test temperature. This is deduced to be a result of the larger grain size in the coarse powder compacts, where a reduction in the number of GBs reduces the number of obstructions for transgranular slip to occur.[ref] The reduction in yield strengths for the larger grain sized material is also attributed to the reduction in GBs and is consistent with yield strength reductions seen in supersolvus heat-treated RR1000 disc material.[1]
Although both PSD A and PSD B compacts show the socket and ball features, they appear more numerously in the PSD A compacts. While the PSD B compact tensile fracture surfaces are characterised by less numerous, but larger socket and ball features. It is probable that the reduction in PPB decoration for the coarse powder compacts has reduced pinning of grain boundaries at PPB locations; therefore the frequency of grain boundary and PPB intersection is reduced. As a consequence the intergranular failure is less often characterised by a socket and ball feature.
(a) (b)
(c) (d)
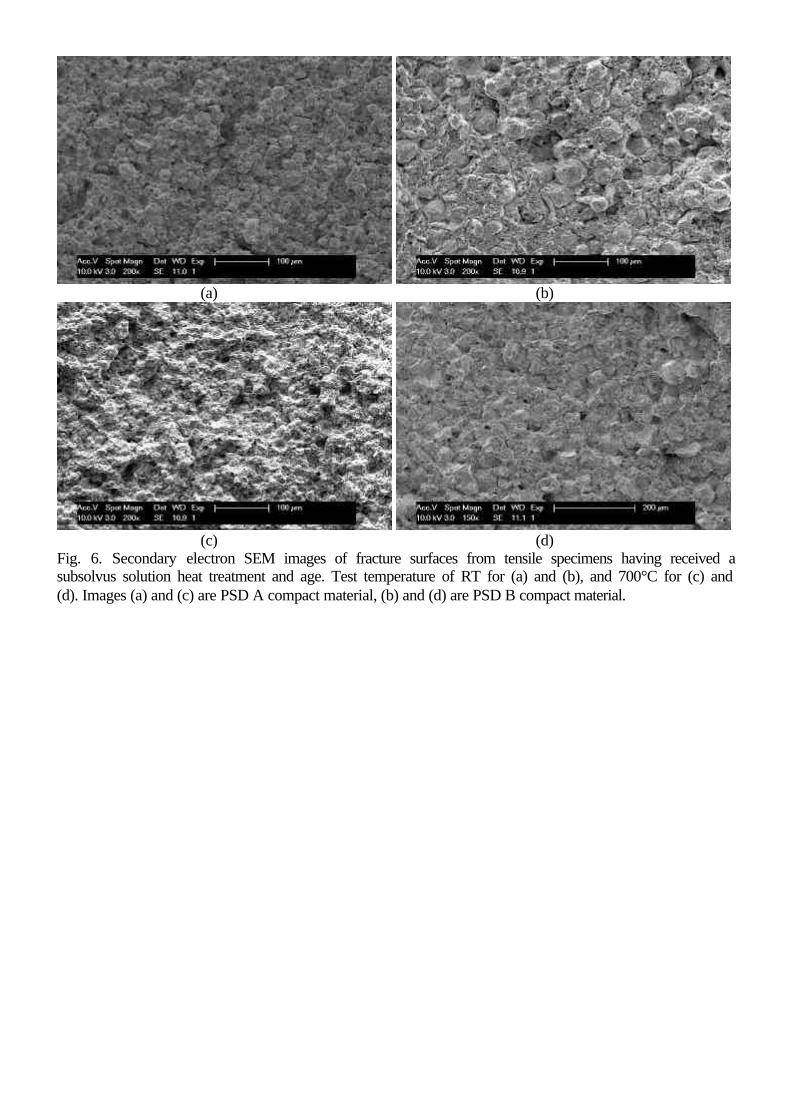
Fig. 6. Secondary electron SEM images of fracture surfaces from tensile specimens having received a subsolvus solution heat treatment and age. Test temperature of RT for (a) and (b), and 700°C for (c) and (d). Images (a) and (c) are PSD A compact material, (b) and (d) are PSD B compact material.
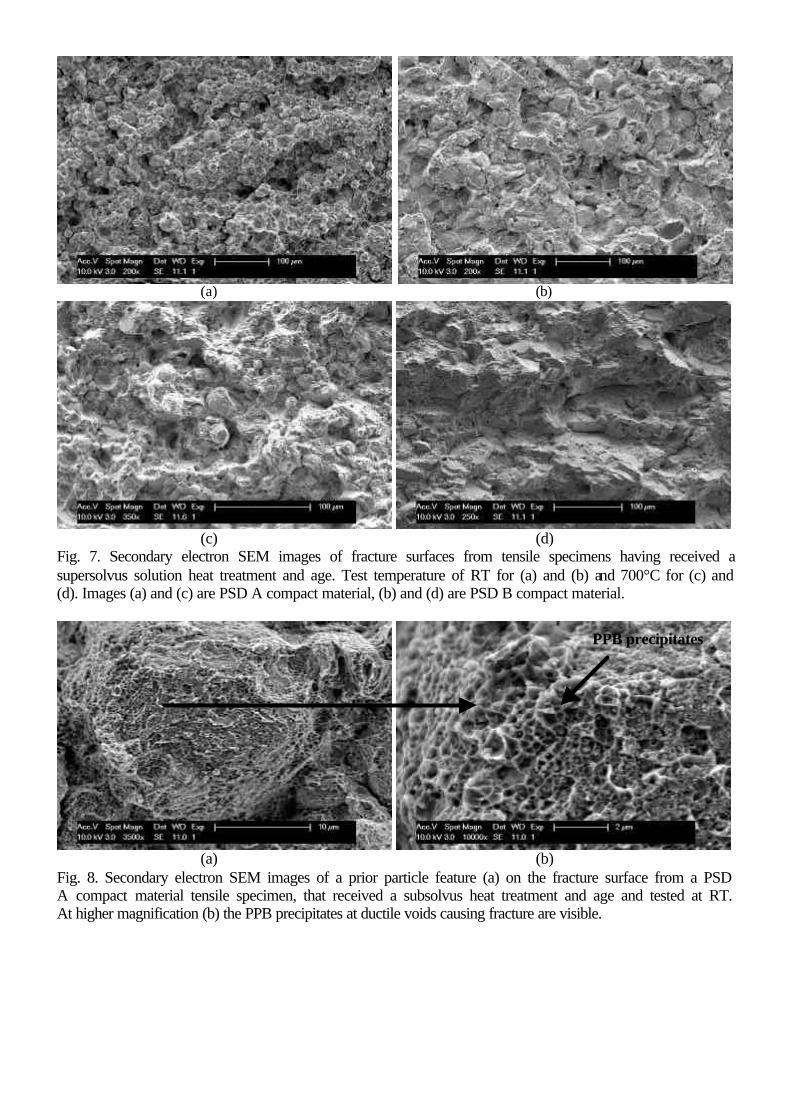
(a) (b)
(c) (d) Fig. 7. Secondary electron SEM images of fracture surfaces from tensile specimens having received a supersolvus solution heat treatment and age. Test temperature of RT for (a) and (b) and 700°C for (c) and (d). Images (a) and (c) are PSD A compact material, (b) and (d) are PSD B compact material.
(a) (b) Fig. 8. Secondary electron SEM images of a prior particle feature (a) on the fracture surface from a PSD A compact material tensile specimen, that received a subsolvus heat treatment and age and tested at RT. At higher magnification (b) the PPB precipitates at ductile voids causing fracture are visible.
PPB precipitates
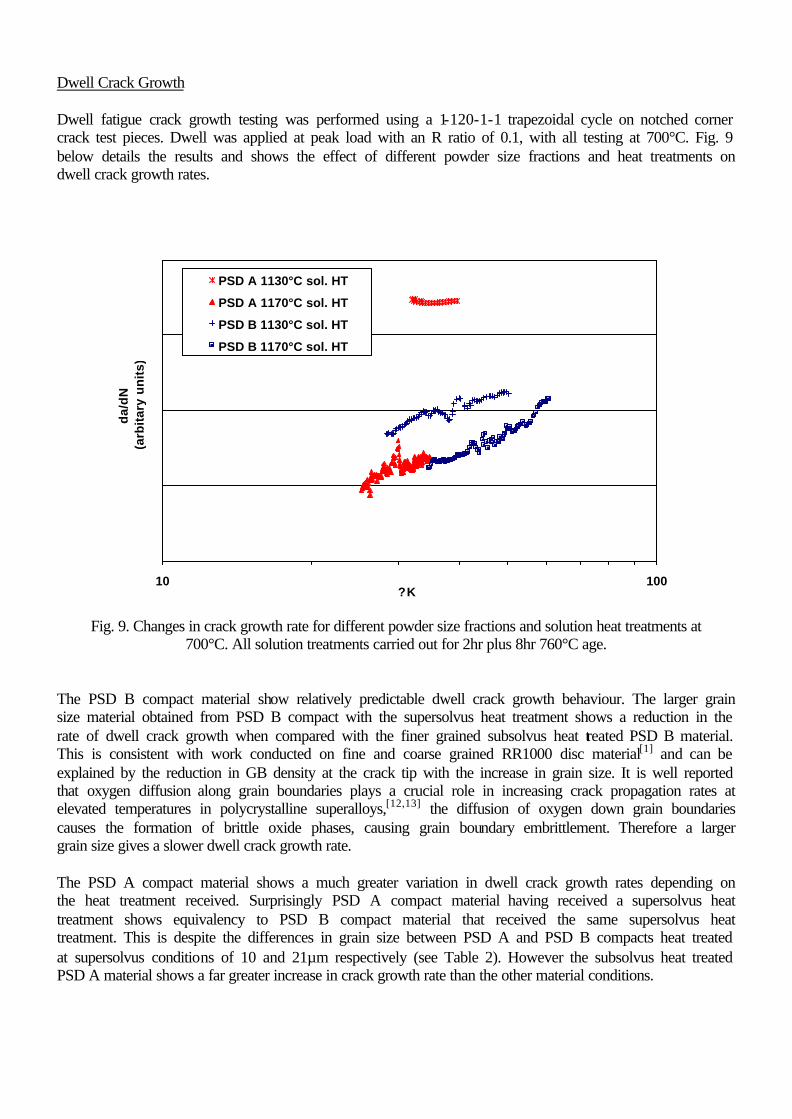
Dwell Crack Growth Dwell fatigue crack growth testing was performed using a 1-120-1-1 trapezoidal cycle on notched corner crack test pieces. Dwell was applied at peak load with an R ratio of 0.1, with all testing at 700°C. Fig. 9 below details the results and shows the effect of different powder size fractions and heat treatments on dwell crack growth rates.
0.00001
0.0001
0.001
0.01
0.1
10 100?K
da/
dN
(arb
itar
y u
nit
s)
PSD A 1130°C sol. HT
PSD A 1170°C sol. HT
PSD B 1130°C sol. HT
PSD B 1170°C sol. HT
Fig. 9. Changes in crack growth rate for different powder size fractions and solution heat treatments at
700°C. All solution treatments carried out for 2hr plus 8hr 760°C age. The PSD B compact material show relatively predictable dwell crack growth behaviour. The larger grain size material obtained from PSD B compact with the supersolvus heat treatment shows a reduction in the rate of dwell crack growth when compared with the finer grained subsolvus heat treated PSD B material. This is consistent with work conducted on fine and coarse grained RR1000 disc material[1] and can be explained by the reduction in GB density at the crack tip with the increase in grain size. It is well reported that oxygen diffusion along grain boundaries plays a crucial role in increasing crack propagation rates at elevated temperatures in polycrystalline superalloys,[12,13] the diffusion of oxygen down grain boundaries causes the formation of brittle oxide phases, causing grain boundary embrittlement. Therefore a larger grain size gives a slower dwell crack growth rate. The PSD A compact material shows a much greater variation in dwell crack growth rates depending on the heat treatment received. Surprisingly PSD A compact material having received a supersolvus heat treatment shows equivalency to PSD B compact material that received the same supersolvus heat treatment. This is despite the differences in grain size between PSD A and PSD B compacts heat treated at supersolvus conditions of 10 and 21µm respectively (see Table 2). However the subsolvus heat treated PSD A material shows a far greater increase in crack growth rate than the other material conditions.

Fig. 10 below shows the different dwell crack growth fracture surfaces obtained for the four material conditions. The surfaces are heavily oxidised, however, it is noted that the PSD A material that received a subsolvus solution heat treatment shows a fracture surface most comparable to the socket and ball features seen in the tensile tests, while the other material conditions show more angular intergranular failure mechanisms.
(a) (b)
(c) (d) Fig. 10. Secondary electron SEM images of fracture surfaces from dwell crack growth specimens at 700°C. (a) and (b) show PSD A compact material having received a sub and super solvus solution heat treatment and age respectively. (c) and (d) show PSD B compact material having received a super and sub solvus solution heat treatment and age respectively. Arrows indicates direction of crack growth. Fig. 11 shows the crack path through the dwell zone of PSD A in profile. Here it is clear that the crack tip frequently follows PPB precipitates. One of the mechanisms for the embrittlement of grain boundaries via oxygen diffusion is the decomposition of carbides along grain boundaries, which in the presence of oxygen decompose to form CO2 gas(14) creating voids and aiding crack growth. Therefore PSD A compact material having received a subsolvus heat treatment has a number of factors which are thought to explain the increase in dwell crack growth rate seen for this material condition. Firstly a fine grain size provides an increase in GB density at the crack tip for which oxygen to diffuse and embrittle the grain boundaries. Furthermore the finer powder fraction from which PSD A compact was made will increase the density of PPB precipitates at the crack tip. Moreover, the subsolvus heat treatment does not cause significant grain boundary migration, consequently many of the grain boundaries delineate PPB precipitates. This increases the number of carbides present along GBs, and consequently this is proposed to increase crack growth rates via the mechanism described above.
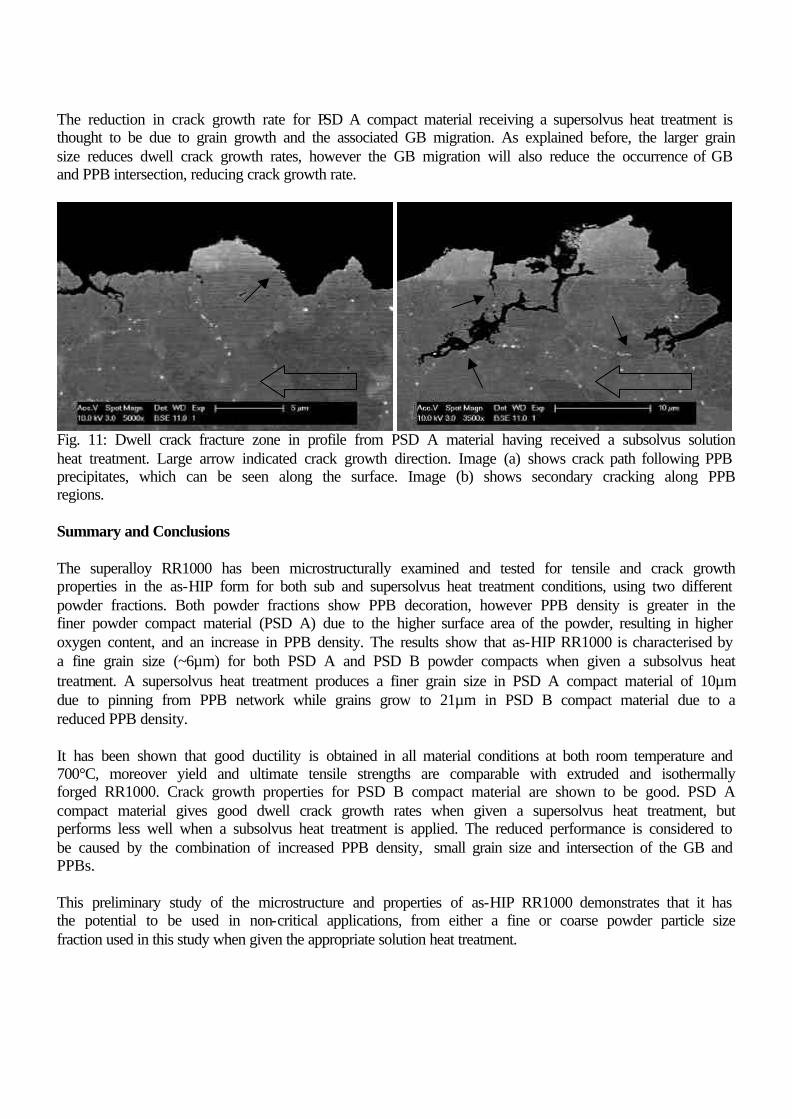
The reduction in crack growth rate for PSD A compact material receiving a supersolvus heat treatment is thought to be due to grain growth and the associated GB migration. As explained before, the larger grain size reduces dwell crack growth rates, however the GB migration will also reduce the occurrence of GB and PPB intersection, reducing crack growth rate.
Fig. 11: Dwell crack fracture zone in profile from PSD A material having received a subsolvus solution heat treatment. Large arrow indicated crack growth direction. Image (a) shows crack path following PPB precipitates, which can be seen along the surface. Image (b) shows secondary cracking along PPB regions. Summary and Conclusions The superalloy RR1000 has been microstructurally examined and tested for tensile and crack growth properties in the as-HIP form for both sub and supersolvus heat treatment conditions, using two different powder fractions. Both powder fractions show PPB decoration, however PPB density is greater in the finer powder compact material (PSD A) due to the higher surface area of the powder, resulting in higher oxygen content, and an increase in PPB density. The results show that as-HIP RR1000 is characterised by a fine grain size (~6µm) for both PSD A and PSD B powder compacts when given a subsolvus heat treatment. A supersolvus heat treatment produces a finer grain size in PSD A compact material of 10µm due to pinning from PPB network while grains grow to 21µm in PSD B compact material due to a reduced PPB density. It has been shown that good ductility is obtained in all material conditions at both room temperature and 700°C, moreover yield and ultimate tensile strengths are comparable with extruded and isothermally forged RR1000. Crack growth properties for PSD B compact material are shown to be good. PSD A compact material gives good dwell crack growth rates when given a supersolvus heat treatment, but performs less well when a subsolvus heat treatment is applied. The reduced performance is considered to be caused by the combination of increased PPB density, small grain size and intersection of the GB and PPBs. This preliminary study of the microstructure and properties of as-HIP RR1000 demonstrates that it has the potential to be used in non-critical applications, from either a fine or coarse powder particle size fraction used in this study when given the appropriate solution heat treatment.

Acknowledgements Thanks to Rolls-Royce plc for permission to publish and financial support. Thanks also to the UK Engineering and Physical Sciences Research Council (EPSRC) for funding, and also to ATI Powder Metals for provision of material and permission to publish. Finally, the support given by the Armourers and Brasiers’ Company for presentation of this work is gratefully acknowledged. References
1. R.J. Mitchell, J.A. Lemsky, R. Ramanathan, H.Y. Li, K.M. Perkins, L.D. Connor, “Process development & microstructures & mechanical property evaluation of a dual microstructure heat treated advanced nickel disc alloy” pp347-356, TMS Superalloys 2008.
2. M.C. Hardy, B. Zirbel, G. Shen, R. Shankar, “Developing damage tolerance and creep resistance in a high strength nickel alloy for disc applications” pp83-90, TMS Superalloys 2004.
3. R. Thamburaj, A.K. Koul, W. Wallace, M.C. de Malherbe, “Prior particle boundary precipitation in P/M superalloys” pp635-673, Modern Developments in Powder Metallurgy, 16, 1985
4. G. Appa Rao, M. Kumar, M. Srinivas, D.S. Sarma, “Effect of standard heat treatment on the microstructure and mechanical properties of hot isostatically pressed superalloy inconel 718” pp114-125, Mater. Sci. & Eng. A, 2003.
5. C. Marquz, G. L’Esperance, A.K. Koul, “Prior particle boundary precipitation in Ni-base superalloys” pp301-308, The International Journal of Powder Metallurgy, 25, No.4, 1989
6. Y. Wanhong, M. Jian, W. Wuxiang, Z. Jinwen, Z. Ruifa, “Effects of heat treatment on prior particle boundary precipitation in a powder metallurgy nickel base superalloy” pp269-279, Advanced Performance Materials, 2, 1995
7. J. Grison, L. Remy, “Fatigue failure probability in a powder metallurgy Ni-base superalloy” pp41-55, Engineering Fracture Mechanics, 57, No.1, 1997
8. P. Kantos, P. Bonacuse, J. Telesman, T. Gabb, R. Barrie, A. Banik “Effect of powder cleanliness on the fatigue behaviour of powder metallurgy Ni-disk alloy udimet 720” pp409-417, TMS Superalloys 2004.
9. M. Oktay Alniak, F. Bedir “Change in grain size and flow strength in P/M Rene 95 under isothermal forging conditions” pp254-263, Mater. Sci. & Eng. B, 130, 2006.
10. R. J. Mitchell, M.C. Hardy, M. Preuss, S. Tin “Development of γ’ morphology in P/M rotor disc alloys during heat treatment” pp361-370, TMS superalloys 2004.
11. G. Appa Rao, M. Srinivas, D.S. Sarma “Effect of oxygen content of powder on microstructure and mechanical properties of hot isostatically pressed superalloy Inconel 718” pp84-99, Mater. Sci. & Eng. A, 2006.
12. S. Everitt, M.J. Starnik, P.A.S. Reed “Temperature and dwell dependence of fatigue crack propagation in various heat treated turbine disc alloys” pp741-750, TMS superalloys 2008.
13. R. Molins, G. Hochstetter, J.C. Chassaigne, E. Andrieu “Oxidation effects on the fatigue crack growth behaviour of alloy 718 at high temperature” pp663-674, Acta. Mater. 45, No.2, 1997.
14. D. A. Woodford, “Gas phase embrittlement and time dependent cracking of nickel based superalloys” pp.59-79, Energy Materials: Materials Science and Engineering for Energy Systems, Vol. 1, No. 1, 2006.