MENADŽMENT MERENJIMA I MERNA NESIGURNOST ...
12
1) dr Miodrag Laziü, redovni profesor, Mašinski fakultet Kragujevac, Sestre Janji ü 6mail: [email protected] *) Rad je nastao kao rezultat istraživanja na projektu 035033 - Održivi razvoj tehnologija i opreme za reciklažu motornih vozila koga finansira Ministarstvo nauke Republike Srbije MENADŽMENT MERENJIMA I MERNA NESIGURNOST* MENAGEMENT MEASUREMENT AND MEASUREMENRT UNCERTAINTY dr Miodrag Laziü 1) Rezime: Standardima serije ISO 9000 se posebno insistira na þinjenicama kako bi se ocenio dostignuti nivo kvaliteta proizvoda i projektovali pravci unapreÿenja kvaliteta. Stvarne þinjenice je moguüe utvrditi samo merenjima karakteristika proizvoda i procesa. Zato je standard ISO 10012 - Sistem menadžmenta merenjem od posebnog znaþaja. Jedna od kljuþnih karakteristika procesa merenja je merna nesigurnost. To je karakteristika od koje zavisi kvalitet procesa merenja i ispravnost (pouzdanost) rezultata merenja. U radu je prikazana suština i znaþaj sistema menadžmenta merenjem i metodologija procene merne nesigurnosti procesa merenja. Naglasak je na prikazu pojma merne nesigurnosti i postupaka procene i proraþuna merne nesigurnosti. Ilustracija metodologije procene merne nesigurnosti, korišüenjem programskog paketa Statistica (Modula Opisna statistika), uraÿena je za primer merenja etalona pomiþnim merilom. Kljuþne reþi: Sistem menadžmenta merenjima, Merenja oprema, Merna nesigurnost Abstract: ISO 9000 standards especially insist on facts in order to evaluate achieved level of quality of product and to design directions for further improvement of quality. Real facts could only be determinate by measurement of characteristics of products and processes. That is the reason why standard ISO 10012 Measurement management systems has special importance. One of the key characteristics of measurement process is measurement uncertainty. It is a characteristic upon quality of measurement process as well as reliability of measured results depend. In this paper the essence and importance of measurement management system and methodology of estimation of measurement uncertainty of measurement process are presented. The emphasize is on measurement uncertainty using software Statistica (Module, Descriptive statistic), presented on one example. Key words: Measurement management systems, Measurement equipment, Measurement uncertainty 1. UVODNE NAPOMENE Prema meÿunarodnom standardu ISO 10012 (SRPS ISO 10012) efektivan i efikasan sistem menadžmenta merenjem obezbeÿuje spremnost opreme za merenje i procesa merenja za predviÿenu upotrebu sa ciljem dostizanja visokog novoa kvaliteta proizvoda i upravljanja rizikom od neispravnih rezultata merenja. Na taj naþin se upravlja rizikom pojave neusaglašenih rezultata merenja uslovljenih opremom za merenje i procesima merenja. Metode primenjene u sistemu menadžmenta merenjem kreüu se u dijapazonu od osnovnog overavanja opreme do primene statistiþkih tehnika za upravljanje procesima merenja. Prema standardu ISO 10012 sistem menadžmenta merenjem (taþ. 3.1) je „skup meÿusobno povezanih ili meÿusobno delujuüih elemenata koji je potreban da se postigne metrološko potvrÿivanje i neprekidno upravljanje procesima merenja”. Jedan od osnovnih principa menadžmenta sistema kvaliteta u standardima ISO 9000, koji se primenjuje i kod menadžmenta merenjem, je procesno orijentisan pristup (slika 1). To znaþi da procese merenja treba posmatrati kao specifiþne procese þiji je osnovni cilj podrška obezbeÿenju visokog nivoa kvaliteta proizvoda kompanije. 2þigledno je da se sistem menadžmenta merenjem zasniva na procesnom pristupu i ima sliþnu strukturu kao i standard ISO 9001 (1. - predmet i podruþje primene, 2. - normativne reference, 3.- termini i definicije, 4. - opšti zahtevi, 5. - menadžment odgovornošüu, 6. - menadžment resursima, 7. - metrološko potvr ÿivanje i realizovanje procesa merenja i 8. - analiza i poboljšanje sistema menadžmenta merenjem).
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of MENADŽMENT MERENJIMA I MERNA NESIGURNOST ...

1) dr Miodrag Lazi , redovni profesor, Mašinski fakultet Kragujevac, Sestre Janji 6mail: [email protected]*) Rad je nastao kao rezultat istraživanja na projektu 035033 - Održivi razvoj tehnologija i opreme za reciklažu motornih vozila koga finansira Ministarstvo nauke Republike Srbije
MENADŽMENT MERENJIMA I MERNA NESIGURNOST*
MENAGEMENT MEASUREMENT AND MEASUREMENRT UNCERTAINTY
dr Miodrag Lazi 1)
Rezime: Standardima serije ISO 9000 se posebno insistira na injenicama kako bi se oceniodostignuti nivo kvaliteta proizvoda i projektovali pravci unapre enja kvaliteta. Stvarne injeniceje mogu e utvrditi samo merenjima karakteristika proizvoda i procesa. Zato je standard ISO10012 - Sistem menadžmenta merenjem od posebnog zna aja. Jedna od klju nih karakteristikaprocesa merenja je merna nesigurnost. To je karakteristika od koje zavisi kvalitet procesa merenjai ispravnost (pouzdanost) rezultata merenja.U radu je prikazana suština i zna aj sistema menadžmenta merenjem i metodologija procenemerne nesigurnosti procesa merenja. Naglasak je na prikazu pojma merne nesigurnosti ipostupaka procene i prora una merne nesigurnosti. Ilustracija metodologije procene mernenesigurnosti, koriš enjem programskog paketa Statistica (Modula Opisna statistika), ura ena jeza primer merenja etalona pomi nim merilom.Klju ne re i: Sistem menadžmenta merenjima, Merenja oprema, Merna nesigurnost
Abstract: ISO 9000 standards especially insist on facts in order to evaluate achieved level ofquality of product and to design directions for further improvement of quality. Real facts couldonly be determinate by measurement of characteristics of products and processes. That is thereason why standard ISO 10012 Measurement management systems has special importance. Oneof the key characteristics of measurement process is measurement uncertainty. It is acharacteristic upon quality of measurement process as well as reliability of measured resultsdepend.In this paper the essence and importance of measurement management system and methodology ofestimation of measurement uncertainty of measurement process are presented. The emphasize ison measurement uncertainty using software Statistica (Module, Descriptive statistic), presented onone example.Key words: Measurement management systems, Measurement equipment, Measurementuncertainty
1. UVODNE NAPOMENEPrema me unarodnom standardu ISO 10012
(SRPS ISO 10012) efektivan i efikasan sistemmenadžmenta merenjem obezbe uje spremnostopreme za merenje i procesa merenja zapredvi enu upotrebu sa ciljem dostizanja visokognovoa kvaliteta proizvoda i upravljanja rizikomod neispravnih rezultata merenja. Na taj na in seupravlja rizikom pojave neusaglašenih rezultatamerenja uslovljenih opremom za merenje iprocesima merenja. Metode primenjene u sistemumenadžmenta merenjem kre u se u dijapazonuod osnovnog overavanja opreme do primenestatisti kih tehnika za upravljanje procesimamerenja. Prema standardu ISO 10012 sistemmenadžmenta merenjem (ta . 3.1) je „skupme usobno povezanih ili me usobno deluju ihelemenata koji je potreban da se postigne
metrološko potvr ivanje i neprekidno upravljanjeprocesima merenja”.
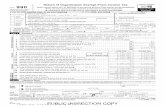
Jedan od osnovnih principa menadžmentasistema kvaliteta u standardima ISO 9000, koji seprimenjuje i kod menadžmenta merenjem, jeprocesno orijentisan pristup (slika 1). To zna i daprocese merenja treba posmatrati kao specifi neprocese iji je osnovni cilj podrška obezbe enjuvisokog nivoa kvaliteta proizvoda kompanije.
igledno je da se sistem menadžmenta merenjemzasniva na procesnom pristupu i ima sli nustrukturu kao i standard ISO 9001 (1. - predmet ipodru je primene, 2. - normativne reference, 3.-termini i definicije, 4. - opšti zahtevi, 5. -menadžment odgovornoš u, 6. - menadžmentresursima, 7. - metrološko potvr ivanje irealizovanje procesa merenja i 8. - analiza ipoboljšanje sistema menadžmenta merenjem).
A-304
Slika 1. Model sistema menadžmenta merenjem [11]
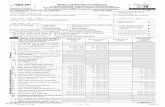
Slika 2. Proces metrološkog potvr ivanja opreme za merenja [11]
A-305
U standardu ISO 10012 termin „procesmerenja” se odnosi na aktivnosti merenja fizi kihveli ina pri projektovanju, ispitivanju, proizvodnjii kontrolisanju proizvoda i procesa. Zato se na ovajstandard poziva:
» korisnik, kada specificira zahteve zaproizvode,
» isporu ilac, kada specificira proizvodekoje nudi,
» zakonodavna tela ili organi uprave i» pri ocenjivanju i proveri sistema
menadžmenta merenjem.
2. PROCESI MERENJA I MERNA OPREMA
Prema standardu ISO 10012 proces merenja(ta . 3.2) - merni proces je „skup operacija zautvr ivanje vrednosti veli ine”, dok je oprema zamerenje (ta . 3.3) - merna oprema „instrument zamerenje/merilo, softver, etalon, referentnimaterijal ili pomo ni aparati, ili neka njihovakombinacija, neophodni da se realizuje procesmerenja”.
Sistem menadžmenta merenjem, u osnovi, sesastoji od upravljanja projektovanim procesommerenja i metrološkog potvr ivanja opreme zamerenje, kao i neophodnih procesa podrške.Metrološko potvr ivanje (slika 2) treba da jeprojektovano i primenjeno tako da osigura dametrološke karakteristike opreme za merenjezadovolje metrološke zahteve za proces merenja.Metrološko potvr ivanje sastoji se od etaloniranjai verifikovanja opreme za merenje.
Procesi merenja treba da su planirani,verifikovani, validovani, realizovani, dokumen-tovani i njima se mora upravljati. Uticajne veli inena procese merenja treba identifikovati i uzeti uobzir pri projektovanju svih procesa merenja.
Specifikacija svakog procesa merenja obuhvatautvr ivanje opreme za merenje, proceduraizvo enja merenja, softvera za merenje, uslovakoriš enja opreme, sposobnosti rukovaoca i sveostale faktore uticajne na pouzdanost rezultatamerenja. Upravljanje procesom merenja se obavljau skladu sa dokumentovanim procedurama. Procesi merenja se sastoje od:
» operacija merenja - na primer mernogzadatka i uslova okoline u kojoj semerenje obavlja,
» procedure meranja - na primer kako seizvršava merni zadatak,
» opreme za merenje ili merila - na primerkalibri, instrumenti, softveri itd. i
» personala (osoblja) za kvantitativno ikvalitetivno utvr ivanje merenihkarakteristika proizvoda i mernog sistema- na primer jedinice mere i procesirazvoja i održavanja merila.
Procesi merenja su definisani kada se utvrdimerni zadatak, obim merenja i postupakupore ivanja rezultata merenja sa zahtevimaspecifikacija. Ako merenje nije pogodno zadirektno upore ivanje izvodi se konverzija ili„pretvaranje” merne informacije u analogni mernisignal.
Svi merni zahtevi u pogledu kvantiteta ikvaliteta merenja se svode na zahteve visokesposobnosti merenja, posebno ta nosti,pouzdanosti i postojanosti - stabilnosti merenja.Faktore koji uti u na rezultate merenja trebaidentifikovati i projektovati proces merenja tako dase uzmu u obzir odstupanja uslovljena timfaktorima i rezultati oslobode odstupanja preutvr ivanja granica ostvarene ta nosti.
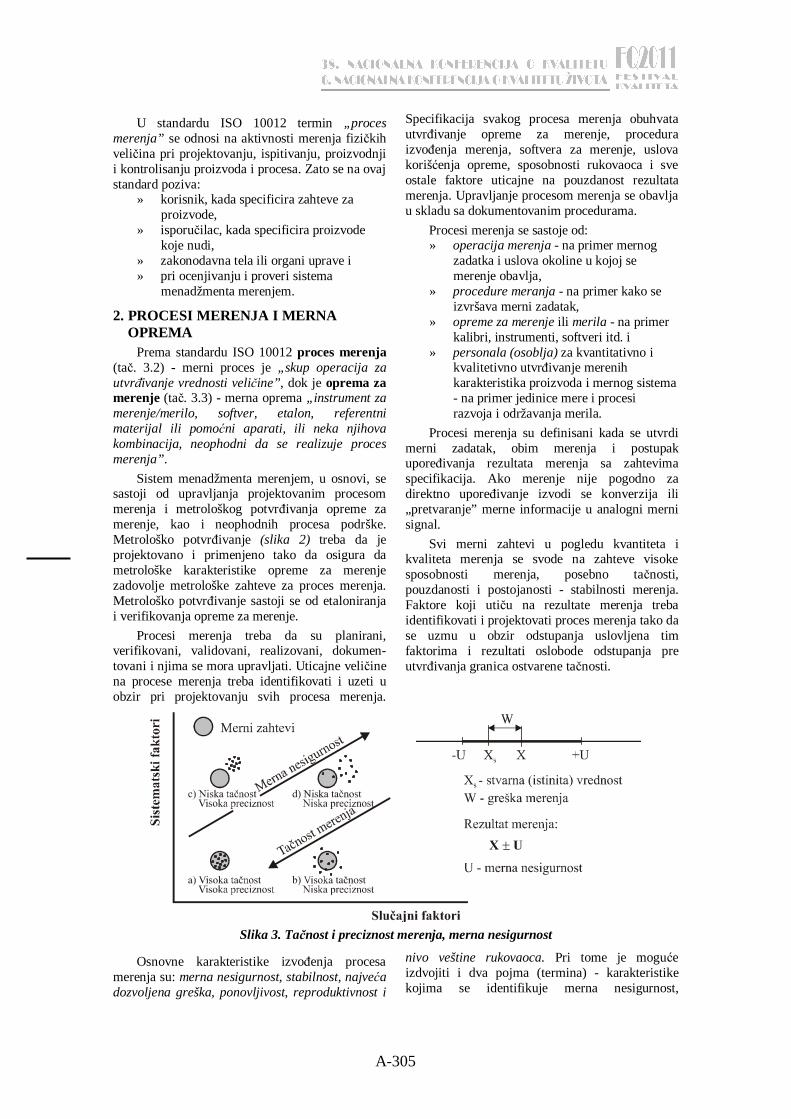
Slika 3. Ta nost i preciznost merenja, merna nesigurnost
Osnovne karakteristike izvo enja procesamerenja su: merna nesigurnost, stabilnost, najve adozvoljena greška, ponovljivost, reproduktivnost i
nivo veštine rukovaoca. Pri tome je mogu eizdvojiti i dva pojma (termina) - karakteristikekojima se identifikuje merna nesigurnost,
A-306
stabilnost, ponovljivost i reproduktivnost merenja.To su:
» Ta nost - sposobnost opreme za merenjeda pokazuje vrednosti bliske stvarnojvrednosti merene veli ine. Stvarnavrednost nije poznata pa se koristikonvencionalna ili dogovorena vrednost,naj eš e srednja aritmeti ka vrednostrezultata višestruko ponovljene proceduremerenja. S obzirom na koriš enjedogovorene vrednosti neophodno je pridefinisanju ta nosti identifikovati i greškumerenja odnosno neodre enost merenja(mernu nesigurnost).
» Preciznost - sposobnost opreme zamerenje da pokazuje me usobno bliskevrednosti merene veli ine. Osnovnipokazatelj preciznosti je standardnadevijacija rezultata višestruko ponovljeneprocedure merenja, što zna i da jestandardna devijacija statisti ka meraponovljivosti rezultata merenja.
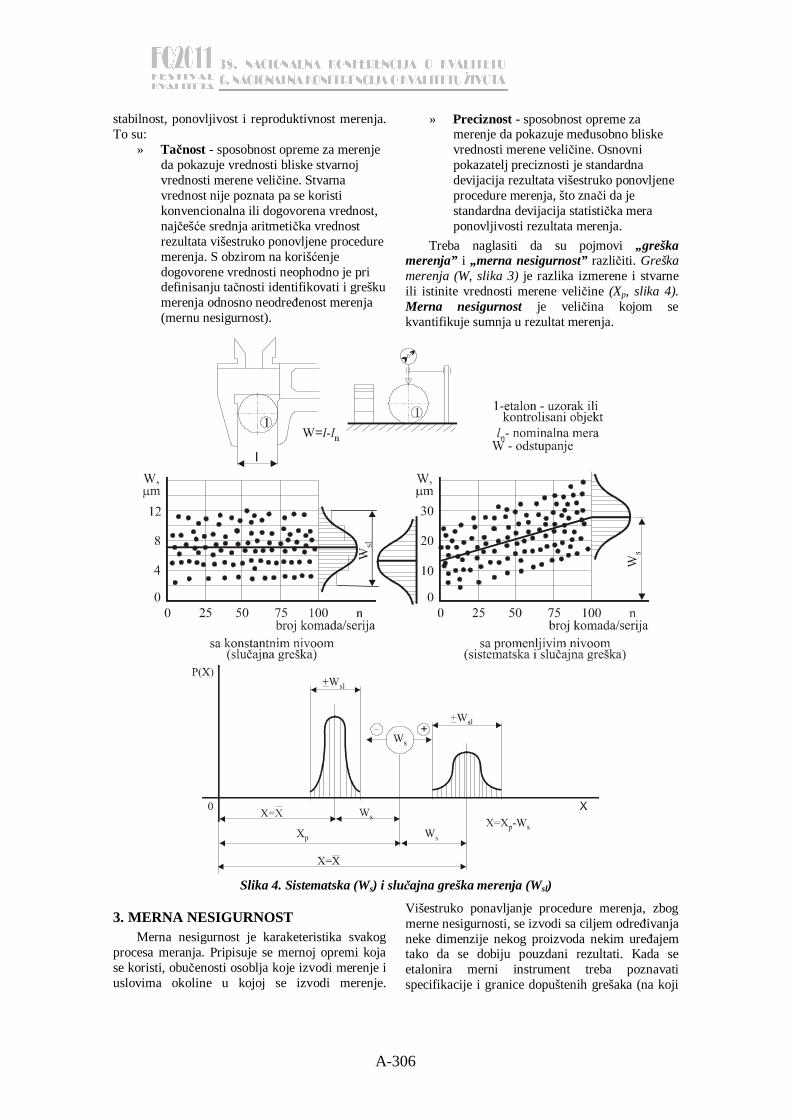
Treba naglasiti da su pojmovi „greškamerenja” i „merna nesigurnost” razli iti. Greškamerenja (W, slika 3) je razlika izmerene i stvarneili istinite vrednosti merene veli ine (Xp, slika 4).Merna nesigurnost je veli ina kojom sekvantifikuje sumnja u rezultat merenja.
Slika 4. Sistematska (Ws) i slu ajna greška merenja (Wsl)
3. MERNA NESIGURNOSTMerna nesigurnost je karaketeristika svakog
procesa meranja. Pripisuje se mernoj opremi kojase koristi, obu enosti osoblja koje izvodi merenje iuslovima okoline u kojoj se izvodi merenje.
Višestruko ponavljanje procedure merenja, zbogmerne nesigurnosti, se izvodi sa ciljem odre ivanjaneke dimenzije nekog proizvoda nekim ure ajemtako da se dobiju pouzdani rezultati. Kada seetalonira merni instrument treba poznavatispecifikacije i granice dopuštenih grešaka (na koji
A-307
na in i kako se vrednuje instrument). Ako semerenje izvodi u manje stabilnim uslovimaokoline moraju se uzeti u obzir i uslovi prietaloniranju ure aja kako se nebi prevazilšlegranice dozvoljenih grešaka. Stabilno stanjepostoji kada su sva odstupanja unutar granicastatisti ke kontrole. Ovakvo stanje važi samo zaopšte uzroke, ali ne i za pojedina ne specifi neuzroke. U suprotnom potrebno je procenitivrednost grešaka i utvrditi postupakidentifikovanja rezultata merenja.
Prema standardu ISO 10012 (ta . 7.3.1 -merna nesigurnost) za svaki proces merenja izsistema menadžmenta merenjem procenjuje semerna nesigurnost. Procene merne nesigurnosti
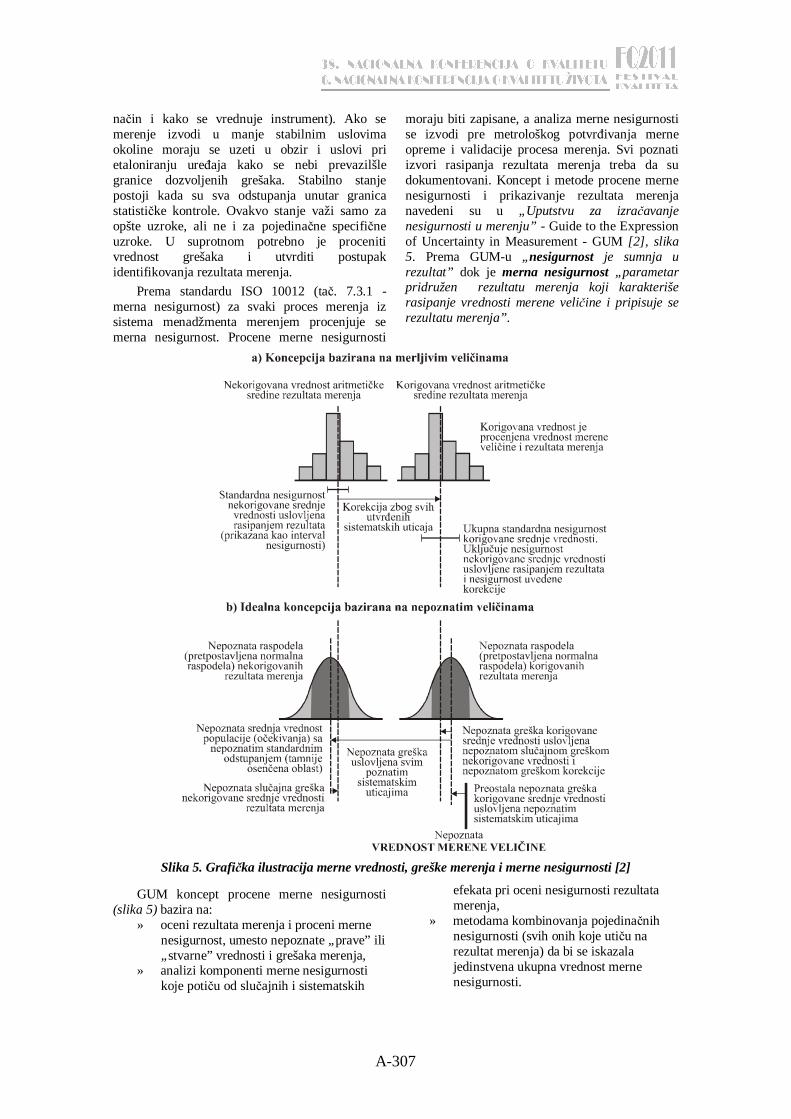
moraju biti zapisane, a analiza merne nesigurnostise izvodi pre metrološkog potvr ivanja merneopreme i validacije procesa merenja. Svi poznatiizvori rasipanja rezultata merenja treba da sudokumentovani. Koncept i metode procene mernenesigurnosti i prikazivanje rezultata merenjanavedeni su u „Uputstvu za izra avanjenesigurnosti u merenju” - Guide to the Expressionof Uncertainty in Measurement - GUM [2], slika5. Prema GUM-u „nesigurnost je sumnja urezultat” dok je merna nesigurnost „parametarpridružen rezultatu merenja koji karakterišerasipanje vrednosti merene veli ine i pripisuje serezultatu merenja”.
Slika 5. Grafi ka ilustracija merne vrednosti, greške merenja i merne nesigurnosti [2]
GUM koncept procene merne nesigurnosti(slika 5) bazira na:
» oceni rezultata merenja i proceni mernenesigurnost, umesto nepoznate „prave” ili„stvarne” vrednosti i grešaka merenja,
» analizi komponenti merne nesigurnostikoje poti u od slu ajnih i sistematskih
efekata pri oceni nesigurnosti rezultatamerenja,
» metodama kombinovanja pojedina nihnesigurnosti (svih onih koje uti u narezultat merenja) da bi se iskazalajedinstvena ukupna vrednost mernenesigurnosti.
A-308
Svrha koncepta je da se:» uspostave jedinstvena pravila za
izražavanje merne nesigurnosti,» jedinstveno izvode standardizacija i
akreditacija laboratorija,» obezbede potpune informacije o na inu na
koji je dobijena i iskazana mernanesigurnost,
» obezbede osnove za me unarodnoupore ivanje rezultata merenja.
Prema GUM priru niku osnovne komponentemerne nesigurnosti su:
a) Standardna nesigurnost tipa A (UA) -Komponenta koja se odre uju izstatisti ke raspodele rezultata merenja.Predstavlja standardnu devijacijurasipanja rezultata merenja i, u osnovi,odgovara slu ajnim greškama merenja uklasi noj terminologiji.
b) Standardna nesigurnost tipa B (UB) -Komponenta nesigurnosti nastala zbog
ekivanih doga aja (o ekivaneverovatno e rasipanja, na primernesigurnost o itavanja vrednosti i sl.).Odgovara sistematskim greškamamerenja u klasi noj terminologiji.
Odre uje se pojedina nom analizom merenja ine zavise od broja merenja.
Pored osnovnih komponenti mernenesigurnosti definišu se i:
Kombinovana standardna nesigurnost(UC):
22BAC UUU
i proširena merna nesigurnost (U):
CUkUgde je k faktor proširenja. Vrednost faktora se birau zavisnosti od nivoa poverenja (pouzdanosti)rezultata merenja. Promenom faktora proširenjauti e se na pouzdanost rezultata merenja, jer ve ibroj rezultata merenja pripada intervalu poverenjakoji se smatra pouzdanim (tabela 1). Na primer zak = 2, i normalnu raspodelu, 95,45 % rezultatamerenja se nalazi u intervalu ± 2 .
Kada se utvrdi vrednost merne nesigurnostirezultat merenja se prikazuje relacijom:
UXX , k = , P =
Tabela 1: Faktor proširenja (prema dodatku GUM priru nika [2])
Nivo poverenja P, % 68,27 90 95 95,45 99 99,73Faktor proširenja, k 1 1,645 1,960 2 2,576 3
Ukupna merna nesigurnost merenja može seodredititi samo ako su poznati svi klju ni faktorikoji uti u na proces merenja (slika 6). Me unajbitnijim faktorima, prisutnim u skoro svimprocesima merenja, iji se uticaj na mernunesigurnosti može proceniti spadaju:
1. Nepotpuno definisanje merne veli ine,2. Nesavršenstvo realizacije procesa
merenja,3. Nereprezentativni uzorak - mereni uzorak
ne odražava mernu veli inu,4. Neadekvatno poznavanje efekata uticaja
okoline na merenje ili nesavršenstvomerenja uslova okoline,
5. Subjektivna sistematska greška operatorapri o itavanju pokazivanja analognihpribora,
6. Sumnjiva sposobnost pribora ili pragosetljivosti,
7. Neta ne vrednosti, pripisane etalonima,standardnim uzorcima ili referentnimmaterijalima, koriš ene za merenje,
8. Nedovoljno poznavanje konstanti i drugihparametara, dobijenih iz spoljašnjihizvora (priru nika) i koriš enih u tokuobrade podataka,
9. Aproksimacije i pretpostavke koriš ene utoku merenja i mernoj procedure,
10. Višestruka merenja pri razli itimuslovima merenja.
igledno je da se svi faktori mogu razvrstatiu nekoliko grupa: osoblje, metode, uslovi okoline,oprema i na in postupanja sa predmetom merenja.
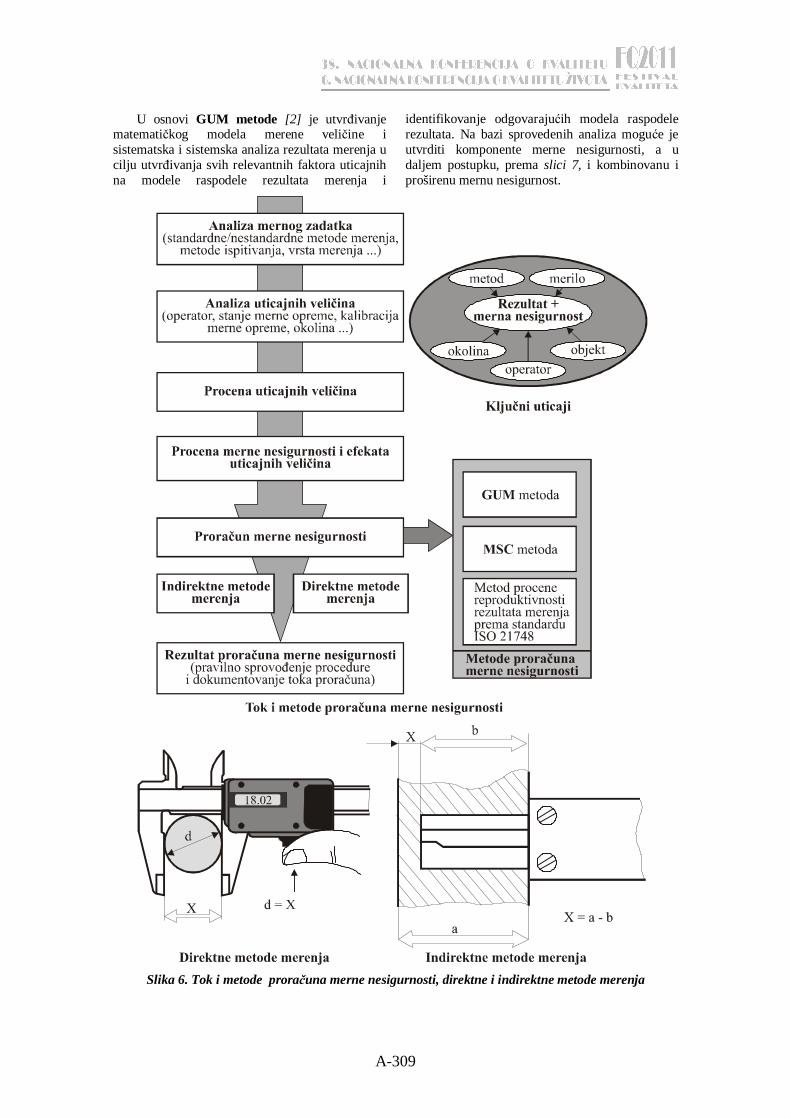
Za prora un i procenu merne nesigurnostinaj eš e se koriste tri metode (slika 6):
» GUM metoda,» MSC metoda i» Metod procene reproduktivnosti rezultata
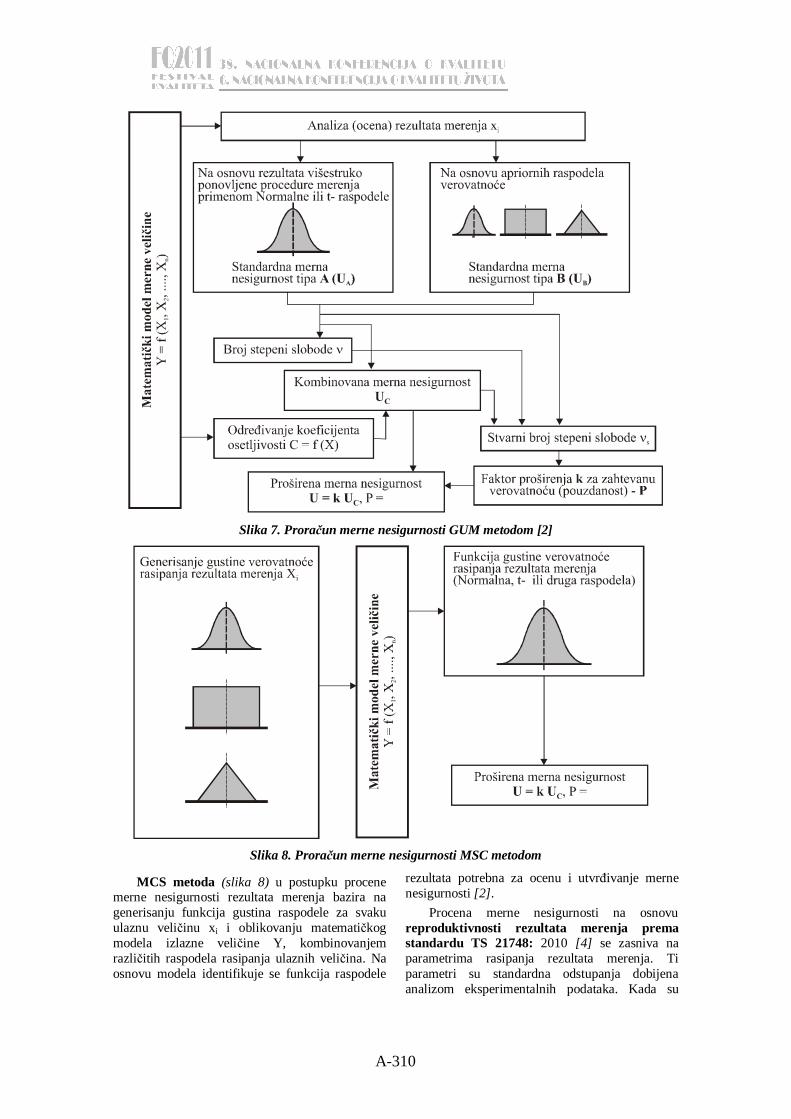
merenja prema standard ISO 21748.GUM metoda (slika 7) se zasniva na GUM
kocepciji i obuhvata nekoliko faza:» identifikovanje svih bitnih komponenti
merene nesigurnosti,» prora un standardne nesigurnosti svake
komponente merne nesigurnosti (mernenesigurnosti tipa A - UA i tipa B - UB),
» prora un kombinovane merenenesigurnosti (UC),
» prora un proširene merene nesigurnosti(U) i
» utvr ivanje rezultata merenja (X).
A-309
U osnovi GUM metode [2] je utvr ivanjematemati kog modela merene veli ine isistematska i sistemska analiza rezultata merenja ucilju utvr ivanja svih relevantnih faktora uticajnihna modele raspodele rezultata merenja i
identifikovanje odgovaraju ih modela raspodelerezultata. Na bazi sprovedenih analiza mogu e jeutvrditi komponente merne nesigurnosti, a udaljem postupku, prema slici 7, i kombinovanu iproširenu mernu nesigurnost.
Slika 6. Tok i metode prora una merne nesigurnosti, direktne i indirektne metode merenja
A-310
Slika 7. Prora un merne nesigurnosti GUM metodom [2]
Slika 8. Prora un merne nesigurnosti MSC metodom
MCS metoda (slika 8) u postupku procenemerne nesigurnosti rezultata merenja bazira nagenerisanju funkcija gustina raspodele za svakuulaznu veli inu xi i oblikovanju matemati kogmodela izlazne veli ine Y, kombinovanjemrazli itih raspodela rasipanja ulaznih veli ina. Naosnovu modela identifikuje se funkcija raspodele
rezultata potrebna za ocenu i utvr ivanje mernenesigurnosti [2].
Procena merne nesigurnosti na osnovureproduktivnosti rezultata merenja premastandardu TS 21748: 2010 [4] se zasniva naparametrima rasipanja rezultata merenja. Tiparametri su standardna odstupanja dobijenaanalizom eksperimentalnih podataka. Kada su
A-311
eksperimenti dizajnirani tako da su uzeti u obzirsvi uticajni faktori na mernu sigurnost procenamerne nesigurnosti je pouzdanija i nije potrebnokoristiti GUM metodu.
4. MERENA NESIGURNOST DIREKTNIH MERENJA
Kod direktnih merenja, kada se vrednostmerene veli ine o itava na indikatorskoj jedinicimerila, prora un i ocena merne nesigurnosti jejednostavnija. Prema standardu ISO 21748 semogu identifikovati procedure prora unakomponenti merne nesigurnosti, kombinovane iproširene merne nesigurnosti.
Standardna merna nesigurnost tipa A seocenjuje na bazi statisti ke analize rezultatavišestuko ponovljene procedure merenja. Najboljaocena matemati kog o ekivanja ili o ekivanevrednosti merene veli ine X, koja se slu ajnomenja (slu ajna promenljiva), i za koju je dobijenon nezavisnih rezultata Xi, u jednakim uslovimamerenja, je srednje aritmeti ka vrednost ili srednjavrednost:
n
iiX
nX
1
1
pri emu je standardna devijacija rezultatamerenja:
n
ii )XX(
n 1
21
Na osnovu srednje kvadratne greške:n
ii )XX(
nnnS
1
2
11
1
utvr uje se merna nesigurnost tipa A:
n
iiA )XX(
nSU
1
2
11
Standardna merna nesigurnost tipa B sezasniva na analizi klju nih podataka kao što su:
» podaci preliminarnih merenja veli inakoje ine jedna ine merenja,
» dokazi o obliku rasipanja rezultata,» podaci eksperimentalnih ispitivanja ili
opšta znanja o ponašanju i osobinamaodgovaraju ih pribora i materijala,
» podaci proizvo a merila,» nesigurnost konstanti i literaturnih
podataka,» podaci provere, kalibracije, dokazi izrade
pribora itd.Nesigurnost ovih podataka obi no se prikazuje
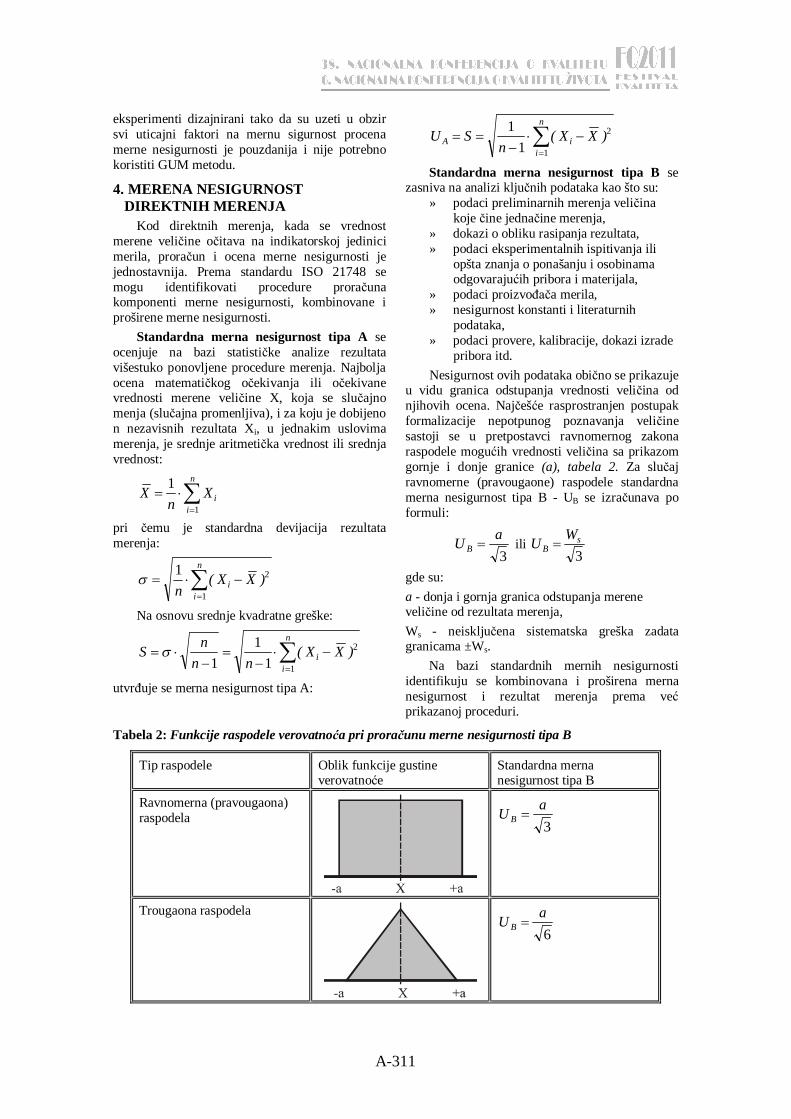
u vidu granica odstupanja vrednosti veli ina odnjihovih ocena. Naj eš e rasprostranjen postupakformalizacije nepotpunog poznavanja veli inesastoji se u pretpostavci ravnomernog zakonaraspodele mogu ih vrednosti veli ina sa prikazomgornje i donje granice (a), tabela 2. Za slu ajravnomerne (pravougaone) raspodele standardnamerna nesigurnost tipa B - UB se izra unava poformuli:
3aU B ili
3s
BWU
gde su:a - donja i gornja granica odstupanja mereneveli ine od rezultata merenja,Ws - neisklju ena sistematska greška zadatagranicama ±Ws.
Na bazi standardnih mernih nesigurnostiidentifikuju se kombinovana i proširena mernanesigurnost i rezultat merenja prema veprikazanoj proceduri.
Tabela 2: Funkcije raspodele verovatno a pri prora unu merne nesigurnosti tipa B
Tip raspodele Oblik funkcije gustineverovatno e
Standardna mernanesigurnost tipa B
Ravnomerna (pravougaona)raspodela 3
aU B
Trougaona raspodela
6aU B
A-312
Tabela 2: Funkcije raspodele verovatno a pri prora unu merne nesigurnosti tipa B - nastavak
Trapezoidna raspodela 221 16aaU B
aaaa
1
21
U - raspodela
2aU B
Normalna raspodela SU B
Tabela 3: Rezultati merenja dimenzija etalona (34, ± 0,002, mm)
r.br. vrednost r.br. vrednost r.br. vrednost r.br. vrednost1. 34,001 8. 33,999 15. 33,999 22. 34,0002. 33,999 9. 34,001 16. 34,001 23. 34,0023. 34,001 10. 33,999 17. 34,001 24. 33,9994. 34,000 11. 34,000 18. 33,999 25. 34,0015. 33,998 12. 34,002 19. 34,0016. 34,001 13. 34,001 20. 33,9987. 33,998 14. 33,999 21. 34,002
Slika 9. Izgled ekrana programskog paketa Statistica - modul Opisna statistika
A-313
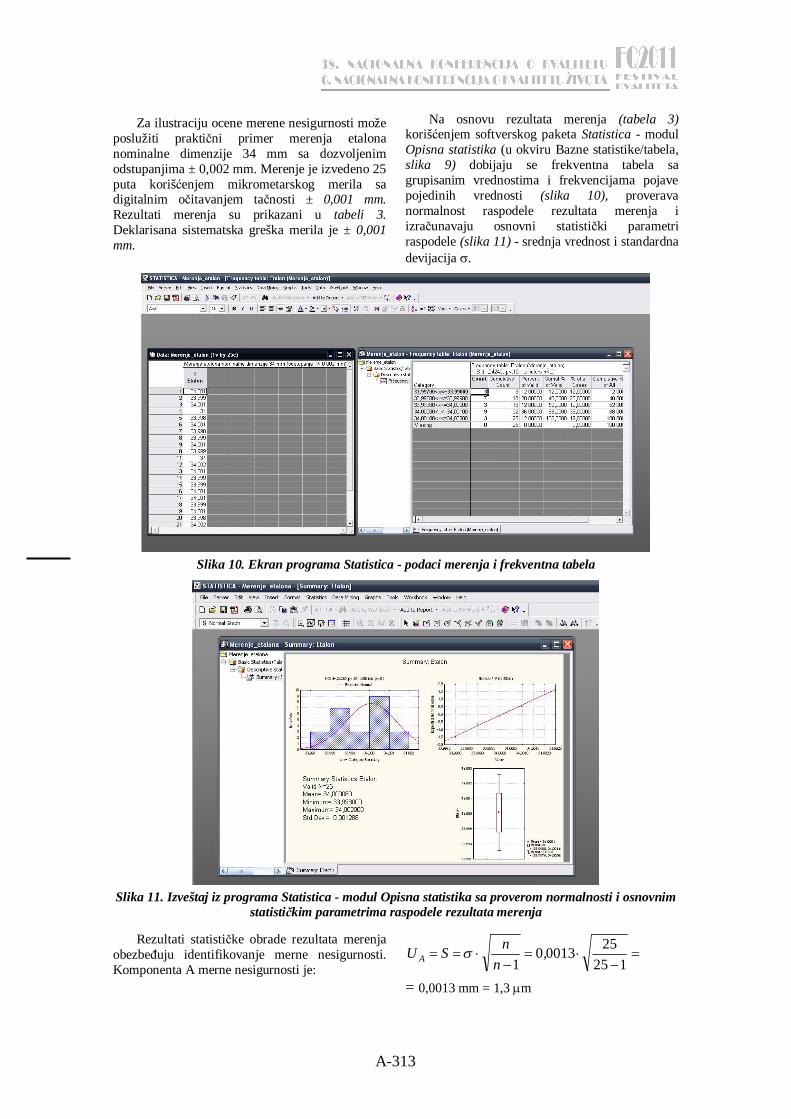
Za ilustraciju ocene merene nesigurnosti možeposlužiti prakti ni primer merenja etalonanominalne dimenzije 34 mm sa dozvoljenimodstupanjima ± 0,002 mm. Merenje je izvedeno 25puta koriš enjem mikrometarskog merila sadigitalnim o itavanjem ta nosti ± 0,001 mm.Rezultati merenja su prikazani u tabeli 3.Deklarisana sistematska greška merila je ± 0,001mm.
Na osnovu rezultata merenja (tabela 3)koriš enjem softverskog paketa Statistica - modulOpisna statistika (u okviru Bazne statistike/tabela,slika 9) dobijaju se frekventna tabela sagrupisanim vrednostima i frekvencijama pojavepojedinih vrednosti (slika 10), proveravanormalnost raspodele rezultata merenja iizra unavaju osnovni statisti ki parametriraspodele (slika 11) - srednja vrednost i standardnadevijacija .
Slika 10. Ekran programa Statistica - podaci merenja i frekventna tabela
Slika 11. Izveštaj iz programa Statistica - modul Opisna statistika sa proverom normalnosti i osnovnimstatisti kim parametrima raspodele rezultata merenja
Rezultati statisti ke obrade rezultata merenjaobezbe uju identifikovanje merne nesigurnosti.Komponenta A merne nesigurnosti je: 125
25001301
,n
nSU A
= 0,0013 mm = 1,3 m

A-314
dok se komponenta B merne nesigurnosti možeorijentaciono proceniti na osnovu metrološkihkarakteristika (deklarisane greške) merila:
30010
3,WU s
B = 0,00058 mm = 0,58 m
Kombinovana merna nesigurnost iznosi:2222 58031 ,,UUU BAC 1,42 m
a proširena merna nesigurnost:U = k·UC = 2·1,42 = 2,84 m = 0,00284 mm
za koeficijent proširenja k = 2 i nivo poverenja(pouzdanosti merenja) P = 95,45 %. To zna i da se rezultat merenja može zapisatiu obliku:
UXX = 34,00008 ± 0,00284 mm,k = 2, P = 95,45 % Treba naglasiti da se prikazana metodologijaidentifikovanja merne nesigurnosti može primenitisamo na procese direktnih merenja. Za utvr ivanjemerne nesigurnosti merila i indirektnih merenjaprocedura je znatno složenija i kompleksnija [2-4].
5. ZAKLJU CIZa visok nivo kvaliteta i pouzdanosti merenja
od posebnog zna aja je poštovanje pravila ipropisa utvr enih standardima, posebnostandardom SRPS ISO 10012 - Sistemmenadžmenta merenjem. Time se obezbe uje ivisok nivo poverenja i zadovoljstva korisnika(kupaca proizvoda), jer se stvarne injenice i nivodostignutog kvaliteta mogu utvrditi samomerenjima.
Merna nesigurnost je karaketeristika svihprocesa meranja. Pripisuje se mernoj opremi kojase koristi, obu enosti osoblja koje izvodi merenje iuslovima okoline u kojoj se izvodi merenje.Višestruko ponavljanje procedure merenja, zbogmerne nesigurnosti, se izvodi sa ciljem odre ivanjaneke dimenzije nekog proizvoda nekim ure ajemtako da se dobiju pouzdani rezultati. Upravoprora un i procena merne nesigurnosti supretpostavka za sticanje poverenja postoje ihkorisnika i zadobijanje poverenja novih korisnikaproizvoda. Osnovu prora una ini GUM metod ikocept utvr ivanja merene nesigurnosti. IakoGUM uputstvo obezbe uje okvir za procenu mernenesigurnosti ono ne može zameniti kriti korazmišljanje, intelektualno poštenje i profesionalnoznanje. Procena merne nesigurnosti nije rutinskiposao i ista matematika, ve potpuna kreativnosti
i detaljno poznavanje merene veli ine i procesamerenja.
Programski paket Statistica je idealan zaprora un merne nesigurnosti jer obezbe ujeutvr ivanje modela raspodele rezultata merenja iidentifikovanje statisti kih parametara raspodelepreko modula Opisna statistika.
6. LITERATURA[1] Arsovski S., Lazi M., Vodi za inženjere
kvaliteta, Centar za kvalitet Mašinskogfakulteta u Kragujevcu, Kragujevac, 2008.
[2] BIMP/IEC/IFCC/ISO/IUPAP/OIML, GUM -Guide to the Expression of Uncertainty inMeasurements, International Organisation forStandardisation, Geneva, Switzerland, 1995.
[3] Evropska organizacija za akreditaciju, EA-4/02, Expression of theUncertainty ofMeasurement in Calibration, PublicationReference, 1999.
[4] ISO 21748, Guidance for the use ofrepeatability, reproducibility and truenessestimates in measurement uncertaintyestimation, ISO copyright office, 2010.
[5] Lazi M., Osnovi metrologije, univerzitetskiudžbenik, Mašinski fakultet, Kragujevac,1987.
[6] Lazi M., Mitrovi R., Mitrovi M.,Tehnologija kontrole, priru nik, Društvoalatni ara, ak, 1988.
[7] Lazi M., Mili evi R., Merenje i kontrola,udžbenik, Viša tehni ka škola mašinske isaobra ajne struke, Kragujevac, 2000.
[8] Lazi M., Alati, metode i tehnike unapre enjakvaliteta, univerzitetski udžbenik, Mašinskifakultet, Kragujevac, 2006.
[9] Lazi M., Ispitivanje, analiza i ocenasposobnosti procesa - pretpostavkaunapre enja kvaliteta?, Zbornik radova ISBN86-80581-86-0, Festival kvaliteta 2006.,Kragujevac, 2006.
[10]Lazi M., QMS vodi br. 8: Merenja, analize ipoboljšanja, Centar za kvalitet Mašinskogfakulteta u Kragujevcu, Kragujevac, 2008.
[11]SRPS ISO 10012, Sistem menadžmentamerenjem - Zahtevi za procese merenja iopremu za merenje, Institut zastandardizaciju Srbije, 2007.