
Fabrication and characterization of ultra-thin magnetic films for biomedical applications
Upload
khangminh22Category
view
2download
0
Florida State University Libraries
Electronic Theses, Treatises and Dissertations The Graduate School
2004
Magnetic MEMS and Its ApplicationsPan Zheng
Follow this and additional works at the FSU Digital Library. For more information, please contact [email protected]

THE FLORIDA STATE UNIVERSITY
COLLEGE OF ENGINEERING
MAGNETIC MEMS AND ITS APPLICATIONS
By
PAN ZHENG
A Dissertation submitted to the Department of Mechanical Engineering
in partial fulfillment of the requirements for the degree of
Doctor of Philosophy
Degree Awarded: Summer Semester, 2004

ii
The members of the Committee approve the dissertation of Pan Zheng defended on July 6, 2004.
Ching-Jen Chen
Professor Co-Directing Dissertation
Yousef Haik Professor Co-Directing Dissertation Jim P. Zheng Outside Committee Member Namas Chandra Committee Member Peter Kalu Committee Member
Approved: Chiang Shih, Chair, Department of Mechanical Engineering
Ching-Jen Chen, Dean, College of Engineering
The Office of Graduate Studies has verified and approved the above named committee members.

iii
To My Parents

iv
ACKNOWLEDGEMENTS
I would like to express my gratitude to my advisors Dr. Ching-Jen Chen and Dr. Yousef
Haik, for their support, patience, and encouragement throughout my graduate studies.
Dr. Chen has not only provided the research advice that was essential to the completion
of this dissertation but also has inspired me with his broad and insightful visions on the
academic field and his optimism and enthusiasm towards life. Without his valuable
encouragement and suggestions, this work would not have been possible.
Dr. Haik has considerably helped me to accomplish the work with his perceptive outlook
of engineering, critical reviews and suggestions on my research project. His hardworking
attitude and creative ideas in research motivate me to pursue success in my research.
Thanks to Dr. Jim P. Zheng of the Department of Electrical and Computer Engineering
for allowing me to use his Pulsed Laser Deposition Apparatus and serving on my
dissertation committee. Thanks to Dr. Eric Lochner and Mr. Ian Winger of the FSU
Center for Material Research and Technology (MARTECH) for using their facilities.
I appreciate Dr. Namas Chandra and Dr. Peter Kalu for serving on my dissertation
committee.
I also like to extend my thanks to my colleagues and friends of the Center for
Nanomagnetics and Biotechnology. Their valuable discussions and suggestions have
broadened my interdisciplinary knowledge.
Lastly, I also deeply thank my parents for their faithful support and confidence in my
ability to complete this work.

v
TABLE OF CONTENTS List of Tables……………………………………………………………………………viii List of Figures ……………………………………………………………………………ix Abstract …………………………………………………………………………….……xii
CHAPTER 1
INTRODUCTION ...........................................................................................1
1.1 Objective of the Research ......................................................................................... 1 1.2 Historical Development of Micro Devices ............................................................... 1 1.3 Method of Actuation in MEMS ................................................................................ 3
1.3.1 Electrostatic Actuation....................................................................................... 3 1.3.2 Thermal Actuation ............................................................................................. 5 1.3.3 Shape Memory Alloy (SMA) Actuation............................................................ 7 1.3.4 Piezoelectric Actuation ...................................................................................... 7 1.3.5 Magnetic Actuation............................................................................................ 8
1.4 Motivation of Research........................................................................................... 11 1.5 Outline of the Dissertation ...................................................................................... 13
CHAPTER 2
MAGNETIC FILM DEPOSITION FOR MEMS .........................................14
2.1 General Remarks..................................................................................................... 14 2.2 Methods of Material Deposition ............................................................................. 15
2.2.1 Chemical Vapor Deposition............................................................................. 16 2.2.2 Evaporation and Sputtering.............................................................................. 18 2.2.3 Pulsed Laser Deposition .................................................................................. 18
2.3 Magnetic Material And Its Properties..................................................................... 21 2.3.1 Magnetic Units................................................................................................. 21 2.3.2 Magnetic Material............................................................................................ 23
2.4 Deposition of NdFeB Film...................................................................................... 27 2.4.1 Review of the Study of NdFeB film ................................................................ 27 2.4.2 Experiment Setting Up..................................................................................... 28 2.4.3 Measurement Methods..................................................................................... 32
2.5 Discussion of Film Magnetic Properties................................................................. 35 2.5.1 External Magnetic Effect On Film Magnetic Properties ................................. 35 2.5.2 Temperature Effect On Film’s Magnetic Properties........................................ 39
2.6 Summary ................................................................................................................. 41

vi
CHAPTER 3
MATHEMATICL PRINCIPLES AND SIMULATIONS
OF MAGNETIC COUPLING.......................................................................42
3.1 Magnetic Field Calculation..................................................................................... 42 3.2 Magnetic Coupling Force and Torque .................................................................... 45 3.3 Magnetic Force on Magnetic Particles ................................................................... 51 3.4 Numerical Element Method for Magnetic Field..................................................... 54 3.5 Numerical Simulations of Magnetic Coupling ....................................................... 57
3.5.1 Simulations Arrangements and Goals.............................................................. 57 3.5.2 Effecting Parameters for the Magnetic Coupling ............................................ 61 3.5.3 Conclusion of Simulations............................................................................... 70
3.6 Summary ................................................................................................................. 70
CHAPTER 4
MAGNETICALLY DRIVEN MINI SCREW PUMP ..................................71
4.1 Introduction of Screw Pump ................................................................................... 71 4.2 Magnetically Driven Screw Pumps Performance ................................................... 74
4.2.1 Two Different Mini Screw Pump Prototypes .................................................. 74 4.2.2 Experiment Procedures .................................................................................... 76 4.2.3 Experimental Results ....................................................................................... 77
4.3 Summary ................................................................................................................. 79
CHAPTER 5
MAGNETIC DRIVEN MICRO VISCOUS SPIRAL PUMP.......................80
5.1 Introduction............................................................................................................. 80 5.2 Magnetically Driven Pumps ................................................................................... 81 5.3 Microfabrication and Magnetic Deposition ............................................................ 83
5.3.1 Microfabrication and SUMMiT....................................................................... 84 5.3.2 Magnetic Material Deposition ......................................................................... 88 5.3.3 Two New Designs of Microgears for Film Deposition ................................... 90
5.4 Magnetic Micro Spiral Pump.................................................................................. 94 5.4.1 Introduction of Viscous Drag Spiral Pump...................................................... 94 5.4.2 Fabrication of Magnetic Micro Spiral Pump ................................................... 96
5.5 Magnetic Coupling Force and Torque of Micro Spiral Pump ................................ 98 5.6 Summary ............................................................................................................... 103

vii
CHAPTER 6
EXPERIMENTS OF SCALED UP MODELS OF MICROPUMP........... 104
6.1 Two Scaled-up Models for Micro Spiral Pumps .................................................. 104 6.2 Experimental Set-up.............................................................................................. 109 6.3 Experimental Results and Discussing................................................................... 111 6.4 Summary ............................................................................................................... 115
CHAPTER 7
NUMERICAL SIMULATION OF SCALED UP MODELS OF MICROPUMP ............................................................................................ 117
7.1 Introduction........................................................................................................... 117 7.2 Characteristics of Fluid Flow in Micro-scale Device ........................................... 118 7.3 Formulation of Problems ...................................................................................... 120
7.3.1 Governing Equations ..................................................................................... 120 7.3.2 Boundary Conditions for Governing Equations ............................................ 121
7.4 Numerical Simulation ........................................................................................... 125 7.4.1 Numerical Simulation of rotating spiral model ............................................. 125 7.4.2 Numerical Simulation of fixed spiral model.................................................. 130
7.5 Discussion of Numerical Simulation Results ....................................................... 133 7.6 Summary ............................................................................................................... 138
CHAPTER 8
CONCLUSIONS AND RECOMMENDATIONS..................................... 140
8.1 Summary of Magnetic-MEMS Research.............................................................. 140 8.1.1 Magnetic Material Deposition and Magnetic Coupling................................. 140 8.1.2 Magnetic MEMS and Micropumps ............................................................... 142
8.2 Future Prospects of the Relative Research............................................................ 144
REFERENCES ........................................................................................... 146
BIOGRAPHICAL SKETCH……………………………………………...155

viii
LIST OF TABLES
Table 1.1 W (J/m3) for Several Low Voltage Microactuators [27, 28] ............................ 10
Table 2.1 The Rrelationship Between Some Magnetic Parameters in cgs and S.I. Units 25 Table 2.2 Summary of Different Types of Magnetic Behavior ....................................... 25 Table 3.1 Summary of the Boundary Value Problems for Magnetostatics ...................... 55 Table 3.2 Verification of the Ampere Package................................................................. 59 Table 7.1 Knudson Number Regimes............................................................................. 119 Table 7.2 Boundary Conditions of Fixed-spiral Channel ............................................... 122 Table 7.3 Boundary Conditions of Rotating Spiral Channel .......................................... 122 Table 7.4 Spiral Geometry Parameters in Micro Pump Design...................................... 137

ix
LIST OF FIGURES Figure 1.1 Electrostatic Working Principle [12]................................................................. 4 Figure 1.2 (a): Comb Driver (Left) .................................................................................... 4 Figure 1.2 (b): Torsional Ratchet Actuator (TRA) (Right) [13]......................................... 4 Figure 1.3. Schematic Diagram of Micropump [14]........................................................... 5 Figure 1.4 Micromachined Thermal Actuator .................................................................... 6 Figure 1.5 Thermally Actuated Microvalve [16,17]........................................................... 7 Figure 1.6 SEM of Electromagnetic Core [25,26].............................................................. 9 Figure 1.7 Micromachined Toroidal Inductor [25,26]........................................................ 9 Figure 1.8 Magnetic Levitator .......................................................................................... 10 Figure 2.1 CVD Horizontal Reactor ................................................................................. 16 Figure 2.2 Evaporation Systems [38]................................................................................ 17 Figure 2.3 Sputtering Systems [38] ................................................................................. 17 Figure 2.4 Schematic Diagram of Pulsed Laser Deposition ............................................. 18 Figure 2.5 Pulsed Laser Deposition Apparatus................................................................. 20 Figure 2.6 (a) A Typical M versus H Hysteresis Curve. .................................................. 24 Figure 2.6 (b) The Corresponding B versus H.................................................................. 24 Figure 2.7 Soft and Hard Magnetic Properties. ................................................................ 24 Figure 2.8 B-H curve of Grade 30 Nd2Fe14B Compound................................................. 29 Figure 2.9 PLD Plume of Energetic Species of the Target Material ................................ 29 Figure 2.10 Illustration of the Experiment Setup.............................................................. 30 Figure 2.11 External Magnetic Field Distributions in the Substrate ................................ 31 Figure 2.12 The Thickness and Roughness of Film on Silicon Substrate ........................ 32 Figure 2.13 SEM and AFM of Film Surface .................................................................... 33 Figure 2.14 XRD Pattern of Target Nd2Fe14B.................................................................. 34
Figure 2.15 XRD Patterns of Film Deposited at 250°C ................................................... 35 Figure 2.16 Magnetization Hysteresis in the Perpendicular Direction with and without
External Fields .......................................................................................................... 36
Figure 2.17 XRD Patterns of Film Deposited at 500°C, 550°C ....................................... 37 Figure 2.18 Magnetization Hysteresis Loops In and Perpendicular to the Film Deposited
at 500°C. ................................................................................................................... 39 Figure 2.19 Magnetization Hysteresis Loop In and Perpendicular to the Film Deposited at
650°C. ....................................................................................................................... 40
Figure 2.20 XRD Pattern of the Film Deposited at 650°C ............................................... 40 Figure 3.1 Coordination of Permanent Magnet in the Problem........................................ 44 Figure 3.2 Superparamagnetic Hysteresis........................................................................ 52 Figure 3.3 Magnetically Driven Mini-screw Pump .......................................................... 57 Figure 3.4 Two Repulsive Magnets .................................................................................. 58 Figure 3.5 2-pole Magnetic Coupling............................................................................... 60 Figure 3.6 4-pole Magnetic Coupling............................................................................... 60 Figure 3.7 6-pole Magnetic Coupling............................................................................... 60

x
Figure 3.8 Magnetic Induction Distributions on the plane that is 0.5mm above the Load Magnets of 2-pole Set (a) Solid-contour (b) 3-D Profile ......................................... 62
Figure 3.9 The Magnetic Induction Distributions on the Plane that is 0.5mm above the Load Magnets of 4-pole set (a) Solid-contour (b) 3-D Profile ................................. 63
Figure 3.10 The Magnetic Induction Distribution on the Plane that is 0.5mm above the Load Magnets of 6-pole set (a) Solid-contour (b) 3-D Profile ................................. 64
Figure 3.11 B-field of 2,4,6-pole Magnetic Coupling with Separation of 30mm the Poles................................................................................................................................... 65
Figure 3.12 B-field of 2,4,6-pole Magnetic Coupling with Separation of 4mm .............. 65 Figure 3.13 Magnetic Force of Different Coupling Poles ................................................ 66 Figure 3.14 Magnetic Force versus Separation................................................................. 67 Figure 3.15 Magnetic Torque versus Separation .............................................................. 68 Figure 3.16 Torque of 2,4,6-pole Magnetic Coupling with Separation of 4mm at Different
Rotation Angle θ ....................................................................................................... 69 Figure 4.1 Schematic Diagram of a Magnetically Driven Screw Pump........................... 73 Figure 4.2 Model M1: Lateral Flow Configuration .......................................................... 75 Figure 4.3 Model M2: Combined Flow Configuration..................................................... 75 Figure 4.4 Experimental Setting of Magnetic Driven Screw Pump ................................. 76 Figure 4.4 Model 1 Pump Characteristics......................................................................... 77 Figure 4.5 Model 2 Pump Characteristics......................................................................... 78 Figure 5.1 Spiral Pump Driven by Electrostatic Comb Driver......................................... 81 Figure 5.2 Micro Spiral Pump Driven by TRA ............................................................... 82 Figure 5.3 Magnetically Driven Spiral Pump................................................................... 83 Figure 5.4 SUMMiT-5 Layer Description ........................................................................ 85 Figure 5.5 Standard Release Processes............................................................................. 87 Figure 5.6 (a) Before Deposition (b) Pattern Transfer by Mask (c, d) Gear Surface After
Deposition ................................................................................................................. 89 Figure 5.7 Illustration of the PLD Setting-up for Microgear............................................ 90 Figure 5.8 Released Holes in the Microgear Surface ....................................................... 90 Figure 5.9 New Design of the Gear with Releasing (etching) Holes Through the Substrate
................................................................................................................................... 92 Figure 5.10 A-A Cross-section View of the Dack Releasing ........................................... 92 Figure 5.11 Center Rectangle Release Cut of Microgear ................................................. 93 Figure 5.12 A-A Cross-section View of Rectangle Release Cut ...................................... 94 Figure 5.13 Schematic Illustration of Spiral Pump.......................................................... 96 Figure 5.14 A Cross Section Through the Spiral Disk Centerline.................................... 97 Figure 5.15 The Hysteresis Loop of Perpendicular Magnetization of NdFeB Film......... 98 Figure 5.16 The Normal Magnetic Induction Distribution on the Films Without Angular
Offset between the Driving Magnets and Driven Microgear.................................. 100 Figure 5.17 The Normal Magnetic Induction Distribution on the Films with 45 Degrees
Angular Offset between Driving Magnets and Driven Microgear ......................... 100 Figure 5.18 The Normal Magnetic Induction Distribution on the Films with 90 Degrees
Angular Offset between Driving Magnets and Driven Microgear ......................... 101 Figure 5.19 The Relation of the Magnetic Force and Angular Offset ............................ 101

xi
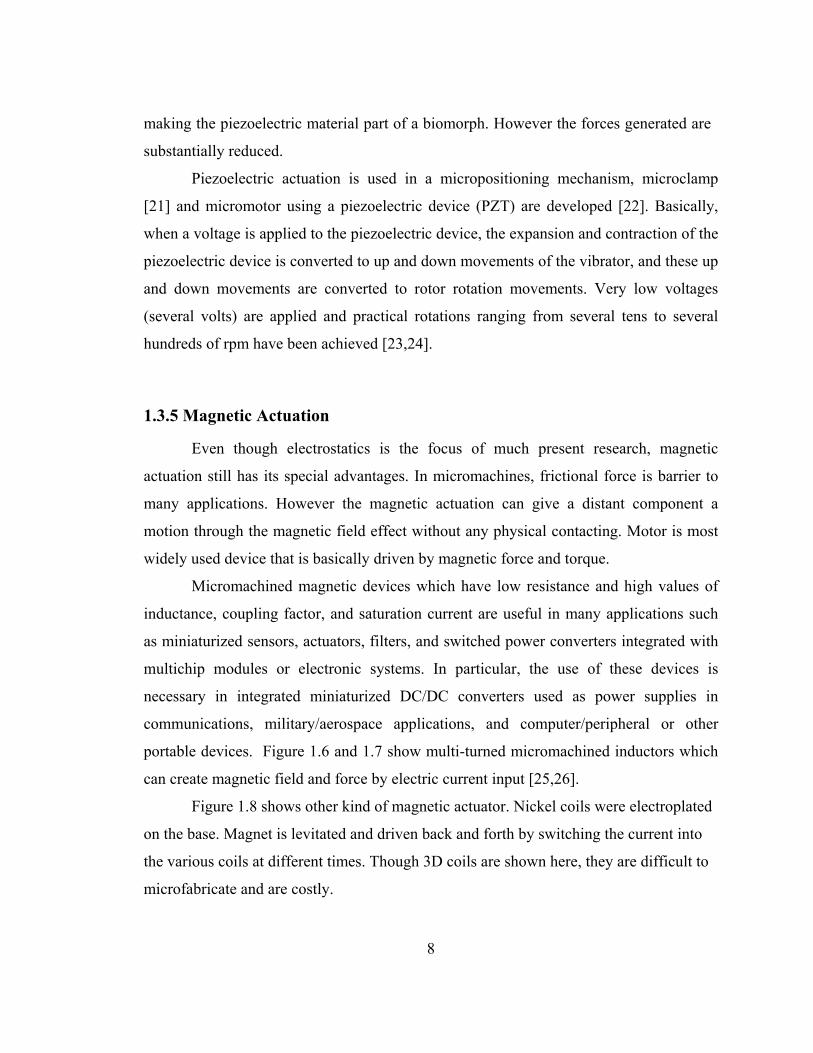
Figure 5.10 The Relation of the Magnetic Torque and Angular Offset.......................... 102 Figure 6.1 Scaled-up Pump for Rotating Spiral Disk Design......................................... 106 Figure 6.2 (a) Experimental Mounting of the Rotating Spiral Pump ............................. 107 Figure 6.2 (b) The Magnetic Coupling between the Motor and Pump........................... 107 Figure 6.3 The Perspective Drawing of the Rotating Part of Scaled-up Spiral Pump
Design ..................................................................................................................... 108 Figure 6.4 Scaled-up Pump Model for Fixed Spiral Design........................................... 109 Figure 6.5 Experimental Set up for Scaled-up Pump Model .......................................... 110 Figure 6.6 Rotation Direction of the Spiral Channel ...................................................... 111
Figure 6.7 Flow Rate versus Head Pressure of 2π Angular Span with the 0.1 mmGap. 112
Figure 6.8 Flow Rate versus Head Pressure of 2π Angular Span with the 0.4 mmGap. 112
Figure 6.9 Flow Rate versus Head Pressure of 8π Angular Span with the 0.1 mmGap. 113
Figure 6.10 Flow Rate versus Head Pressure of 8π Angular with the 0.4 mm Gap....... 114 Figure 6.11 The Highest Head Pressure the Pump Can Overcome (flow rate is 0 at this
point) with Counterclockwise Rotation Direction .................................................. 115 Figure 7.1 Outline of the Spiral Channel ........................................................................ 121 Figure 7.2 Illustration of the Inlet Situation of Experiment............................................ 123 Figure 7.3 3-D View of the Numerical Simulation Model ............................................. 125 Figure 7.4 Flow Grids of the Simulation Model............................................................. 126 Figure 7.5 Numerical Simulated Mass Flow Rates versus Different Spiral Rotation Speed
................................................................................................................................. 127 Figure 7.6 Velocity Contour on the Top of the Rotating Spiral Channel @1800 rpm... 129 Figure 7.7 Velocity Contour on the Bottom of the Rotating Spiral @1800 rpm............ 129 Figure 7.8 Velocity Contour in Rotating Spiral Channel Cross Section @1800 rpm .... 129 Figure 7.9 Pressure Distributions on the Middle of the Rotating Channel @1800 rpm. 130 Figure 7.10 Numerical Simulated Mass Flow Rates versus Different Top Disk Rotation
Speed....................................................................................................................... 131 Figure 7.11 Velocity Contour on the Top of the Spiral Channel @1800 rpm................ 132 Figure 7.12 Velocity Contour on the Plane 5% Below the Top Disk @1800 rpm......... 132 Figure 7.13 Velocity Contour in Fixed Spiral Channel Cross Section @1800 rpm....... 132 Figure 7.14 Pressure Distribution Below the Top Disk @1800 rpm.............................. 133 Figure 7.16 Outlet Position 1 of Rotating Spiral ............................................................ 134 Figure 7.17 Outlet Position 2 of Rotating Spiral ............................................................ 134

xii
ABSTRACT
This research is to investigate the performance of mini and micro devices driven
magnetically through simulations and experiments. Micro-Electro-Mechanical Systems
(MEMS) invoking magnetic coupling were designed and tested. Scaled up models and
numerical simulation of the micro spiral channel flow were also presented.
Magnetic devices can generate larger forces for larger distance than their
electrostatic counterparts; the energy density between the magnetic plates is usually
larger than that between the electric plates. Properly designed, magnetic actuators can be
made to hold high torques with no intervening wires. Magnetic actuation may be
considered a feasible method to drive the MEMS with advantages.
Pulsed laser deposition method is used for growing magnetic material to the
surface of micro device. Magnetic material properties are investigated. A permanent
magnet made of NdFeB is used as a target for pulsed laser deposition to produce the thin
film on a micro device which may induce magnetic coupling with external magnet
sources. The properties of the thin film formed at different substrate temperatures and
effects of external magnetic field to the thin magnetic film are presented.
A mini screw pump invoking the magnetic driven system is demonstrated and its
working performance is verified experimentally. The experiment on mini screw pump is
to demonstrate the advantages of magnetic coupling and to verify the feasibility of
magnetic coupling concept in a real device. The mathematical modeling and numerical
simulations for magnetic coupling are also carried out.
Further, the design and microfabrication technologies are introduced for a
magnetically driven micro gear and micro viscous pump. Through the study of several
experiments, improvements for designs are made.
Due to the challenge in testing the actual microdevices, scaled-up experiments for
magnetically driven viscous pumps are made. These studies simulate the performance of
the micro size counterpart. In addition, the analyses of flow in micro size channels are

xiii
made. Boundary conditions required for a proper simulation are discussed. Numerical
simulations required for a pump performance are given. The factors to affect the pump
performance are discussed based on the theoretical model, experiment and numerical
simulation results.

CHAPTER 1
INTRODUCTION
1.1 Objective of the Research
The present research is to investigate the performance of mini and micro devices.
The focus is on actuation of Micro-Electro-Mechanical Systems (MEMS) invoking
magnetic coupling between the micro device and the driving mechanism.
The objectives of this study are (1) to investigate the fundamentals of magnetic
driven system and its application to mini screw pump and micro spiral pump; (2) to
develop mathematical models and simulation for the magnetic couplings; (3) to
demonstrate the characteristics of the micro magnetic device; (4) to investigate the
method of deposition of magnetic materials to the micro devices; (5) to fabricate
magnetically driven micro gear system and (6) to conduct experiments in scaled up
magnetic driven viscous pumps that simulate the performance of the micro size
counterpart and to carry out the relative fluid analysis for macro and micro size channels .
1.2 Historical Development of Micro Devices
Nobel laureate physicist Richard P. Feynman in his 1961 lecture on
electromechanical miniaturization entitled “There is Plenty of Room at the Bottom” said :
“Small but movable machines may or may not be useful, but they surely would be fun to
1

2
make,” and, 23 years later, in his 1983 presentation “Infinitesimal Machinery”[1,2],
Feynman still said “There is no use for these machines, so I still don’t understand why I
am fascinated by the question of making small machines with movable and controllable
parts.”. However, in the past decades, those very small machines began to find increased
applications in a variety of industrial and medical fields. By the year of 2004, there was
estimated $82 billion in revenues for the microsystems and related products [3].
Accelerometers for automobile airbags [4], keyless entry systems, dense arrays of
micromirrors for high-definition optical displays [5], scanning electron microscope tips to
image single atoms, micro-heat-exchangers for cooling of electronic circuits, reactors for
separating biological cells, blood analyzers and pressure sensors for catheter tips are a
few in current use. In addition, microducts are used in infrared detectors, diode lasers,
miniature gas chromatographs and highfrequency fluidic control systems. Micropumps
are used for ink-jet printing, environmental testing and electronic cooling [6]. Potential
medical applications for small pumps include controlled delivery and monitoring of
minute amounts of medication or analysis of chemicals, and development of monitor for
diabetic patients [103, 104].
The research about those small machines was finally developed as an
interdisciplinary engineering field: Micro-Electro-Mechanical Systems (MEMS). It is
hard to make a unanimous definition about MEMS. Basically, MEMS are machines or
devices that integrate the micron size mechanical and electrical components to achieve
certain engineering function by electromechanical or electrochemical means of the
sensing, actuating, signal processing elements [7,8,9].
In the past decades, the successful applications of MEMS in many industries and
people’s common living stimulate the further relative research in material, packaging and
devices. MEMS promises to revolutionize nearly every product category by bringing
together silicon-based microelectronics with micromachining technology and makes it
possible to integrate the complete systems-on-a-chip. Sensing and actuating elements are
two basic components in MEMS. Today, additional technologies are being created in
microsensors and microactuators expanding the domain of possible designs and
applications.

1.3 Method of Actuation in MEMS
The actuator is a very important part of a microsystem that involves motion. It is
designed to deliver a desired motion when it is driven by a power source. The present
study focuses on the development of magnetically actuated micro devices that include
study of magnetic material and the interaction between MEMS and magnetic driving
systems. In addition to investigating actuation of micro device, it also needs to study
packaging and testing techniques. This chapter will give brief overview of major
actuation techniques used in MEMS.
1.3.1 Electrostatic Actuation
Electrostatic forces are often used as the driving forces for many actuators [10 11].
Accurate assessment of electrostatic forces is an essential part of the design of many
micromotors and microactuators. Electrostatic force F is defined as the electrical force of
repulsion or attraction induced by electric field.
Figures 1.1 a, b show the configuration for two plates. Electrostatic forces in
parallel plates are governed by the equation x
U
∂F
∂−= , Where F is the electrostatic force
generated between the plates of the actuator, U is the energy contained in the electrostatic
field, and the derivative is with respect to the motion of one of the actuators plates in the
x direction. The simplest model for the actuation is the parallel plate capacitor
approximation [12]. When one plate moves toward the x direction, the capacity between
two plates changes due to the area changes. Thereafter the energy associated with them
changes, the electrostatic force along the x direction and normal to the plate are generated.
3

4
Figure 1.1 Electrostatic Working Principle [12]
If the moving plates are put in the middle of two anchored plates such as figure
1.1 c, the force F along the d direction (normal to the plate) will balance by two plates. It
can generate a large amplitude displacement parallel to the capacitor plate (the x
direction) due to the electrostatic force along the x direction. The force is independent of
the displacement and is proportional to the square of voltages. The maximum
displacement is equal to the length of suspended, movable center electrode. These
electrostatic forces are often used as the prime driving forces of micromotors. The comb
driver and torsional ratchet actuator shown in the figure 1.2 a, b are operated based on the
above principle [13].
Figure 1.2 (a): Comb Driver (Left) Figure 1.2 (b): Torsional Ratchet Actuator (TRA) (Right) [13]
Zengerle[14] reported a micropump design using electrostatic actuation of a
diaphragm as in figure 1.3. The deformable silicon diaphragm forms one electrode of a

5
capacitor. It can be actuated and deformed toward the top electrode by applying a
voltage across the electrodes. The upward motion of the diaphragm increases the volume
of the pumping chamber and hence reduces the pressure in the chamber, then causes the
inlet valve opening to allow inflow fluid. The subsequent cutoff of the applied voltage to
the electrodes releases diaphragm to its initial position and push the fluid out of the
chamber through the outlet valve.
One drawback of the electrostatic actuation is that the force generated by this
method is low in magnitude though the input voltage is high.
Figure 1.3. Schematic Diagram of Micropump [14]
1.3.2 Thermal Actuation
The heat transport by conduction from a region to another depends on the
temperature gradient. In the micromechanical domain, the distances are generally quite
small and the temperature gradient is large. Hence, heat transport out of micro regions is
usually rapid. With proper design, a small region can be heated and cooled in
microseconds, As a result, actuators depending on temperature can have fast responses.
Thermal actuators have very low efficiency in terms of energy transfer. However, the
total energy consumption by a thermal actuator is many times lower than microcomputers

6
or many other drive electronics. Figure 1.4 shows a thermal actuator example. The
device consists of a surface micromachined thermal actuator (electro-thermal actuated
beam). The actuator consists of a blade connected to electrical contact pads by two thin
beams. A potential difference is applied to the electrical contact pads and current flows
through the thin beam & blade. The device is constructed from polysilicon which has a
finite, temperature dependent resistivity. The current flow produces Joule heating that in
turn imparts a large thermal stress on the device, concentrated in the long thin beam. The
thermal expansion of the thin beam causes the device to bend at the short thin beam. The
blade rotates in the plane of the substrate. The tip of the blade is typically connected to
pushrods that are used move gears and ratchet mechanisms (e.g. for mirror positioning)
[15].
Figure 1.4 Micromachined Thermal Actuator
Figure 1.5 shows a simple microvalve design which uses a thermal actuation
principle showed by Henning et al. [16, 17]. The cross-section of this type of valve is
shown in figure 1.5. The downward bending of the silicon membrane activated by
electric heaters regulates the amount of valve opening.

7
Figure 1.5 Thermally Actuated Microvalve [16,17]
1.3.3 Shape Memory Alloy (SMA) Actuation
Alloys are capable of regaining either fully or partially previous conformation
when heated above characteristic transition temperature (Shape memory effect).
Changing the temperature of an SMA material causes a reversible crystal phase
transformation. Below the transformation temperature, the material is in the martensite
phase, and it is weak and easily deformed. Above the transformation temperature, the
material changes to the austenite phase and becomes strong, exerting large forces in an
attempt to return to its memory state. This type of actuation has been used extensively in
micro rotary actuators, microjoints and robots [18], and microsprings [19]. Shape
memory actuators provide very large forces, but their linear deformation is limited to
about 8% [20].
1.3.4 Piezoelectric Actuation
Certain crystals, such as quartz, that exist in nature deform with the application of
an electric voltage. The reverse is also valid. An electric voltage can be generated across
the crystal when an applied force deforms the crystal. Piezoeletric actuators generally
produce very strong forces and very small motions. Larger motions can be obtained by
8
making the piezoelectric material part of a biomorph. However the forces generated are
substantially reduced.
Piezoelectric actuation is used in a micropositioning mechanism, microclamp
[21] and micromotor using a piezoelectric device (PZT) are developed [22]. Basically,
when a voltage is applied to the piezoelectric device, the expansion and contraction of the
piezoelectric device is converted to up and down movements of the vibrator, and these up
and down movements are converted to rotor rotation movements. Very low voltages
(several volts) are applied and practical rotations ranging from several tens to several
hundreds of rpm have been achieved [23,24].
1.3.5 Magnetic Actuation
Even though electrostatics is the focus of much present research, magnetic
actuation still has its special advantages. In micromachines, frictional force is barrier to
many applications. However the magnetic actuation can give a distant component a
motion through the magnetic field effect without any physical contacting. Motor is most
widely used device that is basically driven by magnetic force and torque.
Micromachined magnetic devices which have low resistance and high values of
inductance, coupling factor, and saturation current are useful in many applications such
as miniaturized sensors, actuators, filters, and switched power converters integrated with
multichip modules or electronic systems. In particular, the use of these devices is
necessary in integrated miniaturized DC/DC converters used as power supplies in
communications, military/aerospace applications, and computer/peripheral or other
portable devices. Figure 1.6 and 1.7 show multi-turned micromachined inductors which
can create magnetic field and force by electric current input [25,26].
Figure 1.8 shows other kind of magnetic actuator. Nickel coils were electroplated
on the base. Magnet is levitated and driven back and forth by switching the current into
the various coils at different times. Though 3D coils are shown here, they are difficult to
microfabricate and are costly.

9
Figure 1.6 SEM of Electromagnetic Core [25,26]
Figure 1.7 Micromachined Toroidal Inductor [25,26]

10
Figure 1.8 Magnetic Levitator
Another important magnetic actuation is using magnetic coupling to transfer force
and torque to micro component of MEMS by permanent-permanent or soft magnets, or
by electromagnet to hard magnet or ferromagnetic materials. This dissertation will focus
on actuation method by magnetic coupling and will show some applications such as
microfluidics. More details will be given later.
As a summary, it is interesting to compare the various microactuation methods for
their relative advantages and disadvantages, but detailed comparisons are only realistic
when performed in light of an application. Nevertheless, it is possible to outline some
general points. An important point of interest for a microactuation method is the amount
of force (or mechanical energy) that can be generated. One approach for general
comparison is to estimate the amount of energy, W, available per unit volume.
Table 1.1 W (J/m3) for Several Low Voltage Microactuators [27, 28]
Electrostatic comb
drive
Electrostatic parallel
plates
Magnetic Piezoelectric
102 10
3 10
4~10
6 10
5
Thermo Bimorph Thermo Pneumatic SMA
105 10
6 10
7
Other factors must also be considered in comparing different microactuation
methods. In general, thermal microactuator has a slow response time (e.g., on the order of

11
tens of milliseconds) and high power consumption (e.g., on the order of tens of
milliwatts). Comparatively, electromagnetic microactuators can be much faster (e.g.,
microsecond response time) and consume far less power, particularly electrostatic
microactuators. The construction of thermal microactuators often requires the final free-
standing part to be a laminate of layers with very different mechanical properties. This
often complicates device design as evidenced by the fact that reported bimetallic
actuators exhibit a preset deflection due to the residual stresses in the thin films.
Piezoelectric microactuators require deposition of additional films since silicon is
not piezoelectric. Furthermore, static operation of piezoelectric microactuators is limited
by charge leakage. Electrostatic microactuators can be fabricated using conducting and
insulating films which are common to microelectronics technology.
Static excitation of electrostatic microactuators requires voltages across insulating
gaps and nearly no loss. Magnetic microactuators require magnetic materials which are
not common in IC technology and often require some type of manual assembly. Static
excitation of magnetic microactuators requires current through windings and persistent
conduction losses.
1.4 Motivation of Research
The suitability of an actuator depends greatly on the application of MEMS.
Applications differ on the amount of power available, suitable voltages and currents,
temperature requirements, size constraints, and so on. Electromagnetic actuators tend to
use lower voltages, create more power, and be sensitive to the magnetic properties of
material used. Small electromagnets have difficulty to generate strong magnetic fields.
However as new magnetic materials are being developed, their magnetic properties
exhibit dramatic improvement. In some applications, permanent magnets are considered
to replace the electromagnets. In the existing micro actuators for MEMS, micro motors
based on electrostatic-drive principles are widely used. The comb driver (figure 1.2a) and

12
torsional ratcheting actuator (figure 1.2b) developed in Sandial National Laboratories
are examples for this kind of actuators. Magnetic components can generate larger forces
at a larger distance than their electrostatic counterparts; the energy density between the
magnetic plates is usually larger than that between the electric plates [29,30]. Properly
designed, magnetic actuators can be made to hold strong torques. Especially in
developing micro-mechanical systems, magnetic actuators may be a feasible driving
method to be considered.
Recently there has been much work done towards realizing practical magnetic-
based microactuators for a variety of applications [30]. These efforts have used hybrid
techniques either to place magnetic components into integrated planar coils [26], or to
introduce external magnetic fields into integrated high-permeability moving parts [31,32].
The limitations of applying magnetic material to micro device are from poor
scaling of magnetic field, difficulty to insert the non-standard material to current micro
fabrication procedures. However, magnetic actuation has some advantages in certain
applications. For example, magnetic actuation may be an attractive microactuation
method in cases such as dust-filled environment, operation in conducting fluids, and
operation in environments where high driving voltages are unacceptable or unattainable.
In addition, magnetic force and torque may be suitable in no-contacting wireless
actuation. Depending the magnetic materials used for magnetic actuators, magnetic
energy density are higher than electrostatic as the separation being larger than 2 to 5
micrometers [30].
In order to improve applications of microdevices, the present study proposes to
replace the electrostatic actuation by magnetic coupling. MEMS or micro device can be
driven by separate, wireless and remote powering system through the magnetic coupling
principle. The magnetic coupling may also provide the torque that is many-folds larger
than the present micro electronic motor to the micro actuator shaft system.
Magnetic coupling can also be used to drive and separate magnetic particles. Pai
[33] reported that the magnetized particles and bars with featured size of 1~10 µm
submerged in fluid were found to spin with the rotating magnetic field. These magnetized
particles and bars in the fluid spun as the result of the magnetic torque generated from the

13
remote rotating magnets. This phenomenon demonstrates the feasibility of magnetic
MEMS and microdevice for novel applications the biomedical area. Several patents of
cells separation by magnetic field with using magnetic particles tagging the blood cells
were already issued [34].
The magnetic coupling or magnetic actuations have their special advantages
compared with electrostatic or other actuating methods for the micro devices as they are
described in the above sections. Magnetic MEMS is a worthy area for the future research.
It is proposed to investigate magnetic material suitable for MEMS applications and
mathematical models for coupling and applications.
1.5 Outline of the Dissertation
In Chapter 2, basic principle of magnetic coupling and its application in MEMS
are introduced; magnetic materials and relative deposition methods that can be used in
magnetic actuation are also discussed. Mathematical principles and simulation of
magnetic couplings are given in Chapter 3. Chapter 4 presents a magnetically driven mini
screw pump. The experiments of the magnetically driven pump are to demonstrate the
advantages of magnetic coupling in applications and to verify the magnetic coupling
concept in a real device. Further, micro gear and micro viscous pump driven magnetically
are designed and fabricated in Chapter 5. Relative technologies such as micro fabrication,
design tools are introduced and discussed in the same chapter. Chapter 6 shows the
experiment and analysis of the scaled up magnetic driven model for micro spiral pump
and gives the experiment data. Chapter 7 provides the fluid flow analysis and numerical
simulation results for pump performance characteristics. Chapter 8 gives summary and
contribution of the current study. Suggestions of future study of the field and application
are also mentioned.

14
CHAPTER 2
MAGNETIC FILM DEPOSITION FOR MEMS
2.1 General Remarks
In this chapter, the magnetic film growth on silicon wafer is investigated invoking
the techniques of pulsed laser deposition. Permanent magnet made of NdFeB was used as
target for pulsed laser apparatus to produce the thin film on micro device which may
induce magnetic coupling with external magnet sources. The micro systems using
magnetic coupling or magnetic effects as its function principles are named Magnetic
MEMS.
Magnetic MEMS present a new class of micro devices with great potential and
applications. Using the same technology as for conventional MEMS and incorporating
magnetic materials as the sensing or actuating element offer new capabilities and open
new markets within the information technology, automotive, biomedical, space and
instrumentation. Magnetic MEMS are based on electromagnetic or magnetic interactions
between magnetic materials and active electromagnetic coils or passive magnetic field
sources such as permanent magnets. Magnetic materials can be deposited on micro
device, which can be remotely interaction by magnetic driving components. At the
micrometer scale, magnetic MEMS offer distinct advantages as compared with
electrostatic and piezoelectric actuators in strength, polarity and distance of actuation as
discussed in Chapter 1. However, at the micrometer scale, it also presents a great
fabrication challenge to produce magnetic micro device.

15
The magnetic coupling in MEMS generates high torques and forces on a micro
scale. Magnetic MEMS has an advantage over MEMS driven by electrostatic forces
when the operating gap is around 1 or 2 µm [30, 35] depending on different magnetic
material. One important process in the present research of magnetic MEMS is the
deposition of magnetic materials on micro components. One approach is to utilize the
techniques by magnetic recording industry on depositing high-quality ferromagnetic
materials reliably on magnetic storage media, so, magnetic materials can be incorporated
into MEMS with an extremely low cost due to the simplicity of the electroplating set up
[36, 37]. One significant advantage of using magnetic materials in MEMS is that
actuating can be realized remotely, avoiding reliability problems conventionally
encountered during MEMS packaging (e.g., mechanical failures during wire bonding,
electrical failures due to poor insulation and thermal failures due to the mismatch in
thermal expansion coefficients).
The techniques used for the fabrication of magnetic MEMS may be a combination
of conventional integrated circuits processes and compatible techniques for coil or
magnetic film deposition. As for the micromaching techniques for MEMS are
photolithography, silicon-surface micromaching, bulk micromaching, thermal oxidation,
dopant diffusion, ion implantation, low pressure chemical vapor deposition (LPCVD),
plasma enhanced chemical vapor deposition (PECVD), evaporation, sputtering, wet
etching, plasma etching, deep reactive ion etching (DRIE), Lithography Galvonoformung
Abformung (LIGA, lithography, electroplating, molding), ion milling, electrodepostion.
More processes methods will be surely developed in the future.
2.2 Methods of Material Deposition
For a number of MEMS applications, in particular surface micromachining,
additional thin films are required to make special micro structures such as pattern transfer,
to change the surface material properties such as electric conductivity, relative magnetic
susceptibility or just simply to avoid erosion. Some of these films can be produced in

16
standard IC processing, whereas others require the wafers to be removed from clean
room and processed elsewhere.
Generally, the methods of deposition are physical deposition and chemical
deposition. The chemical reactions are normally happened through the gaseous
compounds in chemical deposition technique. Different deposition methods are briefly
described in the section.
2.2.1 Chemical Vapor Deposition
Chemical vapor deposition (CVD) is a popular and preferred deposition method
for a wide range of materials. Figure 2.1 shows a typical set up for CVD. It is generally
used to grow polysilicon, insulator like SiO2 and Si2N4 and some metals (particularly
tungsten) films. In CVD, the components of the film are transported via reactants in the
form of gases. The reaction is driven in conventional CVD by elevated temperature. The
substrate is exposed to the flowing gas with diffused reactants. Resistance heaters either
surround the chamber or lie directly under the susceptor that holds the substrates as in
figure 2.1. A special case of CVD is epitaxy, the growth of single crystal films as an
extension of the underlying substrate [38].
Figure 2.1 CVD Horizontal Reactor

17
Figure 2.2 Evaporation Systems [38]
Figure 2.3 Sputtering Systems [38]

18
2.2.2 Evaporation and Sputtering
Figures 2.2 and 2.3 illustrate the evaporation and sputtering methods [38]. Both
methods are largely physical deposition processes, in contrast to CVD, which relies on
chemical reactions. In both types of processes the material to be deposited starts out as a
solid and is transported to the substrate where a film is slowly built up. In the evaporation
method, the transport takes places by thermally converting the solid into a vapor. In the
sputtering method, atoms or molecules of the desired materials are removed from the
target by energetic ions created in a glow discharge. Evaporation has been displaced by
sputtering in most silicon technologies for two reasons. One is that evaporated films have
very poor ability to cover the surface topology, Second is that evaporation is difficult to
produce well controlled alloys.
Figure 2.4 Schematic Diagram of Pulsed Laser Deposition
2.2.3 Pulsed Laser Deposition
Another method to create thin magnetic films is pulsed laser deposition (PLD)
[39]. PLD is a technique to deposit thin films of complex materials. Any material, from
pure elements to multicomponent compounds can be deposited by PLD techniques, the

19
stoichiometry of the charge material is faithfully reproduced in the film; it is simple and
the capital cost is low.
Conceptually and experimentally, PLD is relatively simple, probably the simplest
among all thin film growth techniques. Figure 2.4 shows a schematic diagram of an
experimental setup and figure 2.5 shows the experiment apparatus. It consists of a target
holder and a substrate holder housed in a vacuum chamber. A high-power laser is used as
an external energy source to vaporize materials and to deposit thin film on the surface on
the substrate. A set of optical lens is used to focus the laser beam over the target surface.
Pulsed-laser deposition (PLD) has gained a great deal of attention in the past few
years for its ease of use and success in depositing materials of complex stoichiometry.
Many materials that are normally difficult to deposit by other methods, especially multi-
element oxides, have been successfully deposited by PLD.
The main advantage of PLD derives from the laser material removal mechanism;
PLD relies on a photon interaction to create an ejected plume of material from any target.
The vapor (plume) is collected on a substrate placed a short distance from the target.
Though the actual physical processes of material removal are quite complex, one can
consider the ejection of material to occur due to rapid explosion of the target surface due
to superheating. When the laser radiation is absorbed by a solid surface, electromagnetic
energy is converted first to electronic excitation and then into thermal, chemical and even
mechanical energy to cause evaporation, ablation, excitation, plasma formation, and
exfoliation. Evaporants form a plume consisting of a mixture of energetic species
including atoms, molecules, electrons, ions, clusters, micron-sized solid particulates, and
molten globules. Unlike thermal evaporation, which produces a vapor composition
dependent on the vapor pressures of elements in the target material, the laser-induced
expulsion produces a plume of material with stoichiometry similar to the target. It is
generally easier to obtain the desired film stoichiometry for multi-element materials using
PLD than with other deposition technologies.

20
Figure 2.5 Pulsed Laser Deposition Apparatus
Another advantage of PLD is the ability to fabricate films in high partial pressures
of reactive gas, such as oxygen. It is crucial to maintain the proper oxygen content in the
film during deposition of many oxides. Also, the presence of reactive gas can help bind
volatile species to a substrate, preserving the film stoichiometry. A distinct advantage
over sputtering is that PLD does not require a constant glow discharge, which can limit
independent control of process parameters. Other advantages of PLD include its minimal
vacuum requirements, flexibility of targets and ability to deposit films of many different
materials in situ for multilayer structures. The main limitation of PLD at the present time
is that, as a relatively new process, some issues related to industrial scale-up have yet to
be addressed. In particular, deposition of films on large-area substrates may be difficult.
The pulsed laser deposition is adopted in the present study. Details of experimental setup
procedure will be described later.

21
2.3 Magnetic Material And Its Properties
For better understanding of the magnetic coupling and magnetic film preparation
in MEMS, magnetic properties are introduced and discussed in this section. The
permanent magnetic materials used in the experiment are also discussed.
2.3.1 Magnetic Units
In the study of magnetism there are two systems of units currently in use: the mks
(meters-kilograms-seconds) system, which has been adopted as the S.I. units and the cgs
(centimeters-grams-seconds) system, which is also known as the Gaussian system. The
cgs system is used by many magnets experts due to the numerical equivalence of the
magnetic induction (B) and the applied field (H) [58, 59].
When a magnetic field is applied to a magnetic material it responds by producing
a magnetic field, the magnetization (M). This magnetization is a measure of the magnetic
moment per unit volume of material, but can also be expressed per unit mass, the specific
magnetization (s). The external magnetic field that is applied to the material is called the
applied field (H) and is the total field that would be present if the field were applied to a
vacuum. Another important parameter is the magnetic induction (B), which is the total
flux of magnetic field lines through a unit cross sectional area of the material, considering
both lines of force from the applied field and from the magnetization of the material. B, H
and M are related by equation 2.1a in S.I. units and by equation 2.1b in cgs units.
B = µo (H + M) (2.1 a)
B = H + 4π M (2.1 b)
In equation 2.1a, the constant µo is the permeability of free space (4π x 10-7 Hm-1),
which is the ratio of B/H measured in a vacuum. In cgs units the permeability of free
space is unity and so does not appear in equation 2.1b. The units of B, H and M for both
S.I. and cgs systems are given in table 2.1. Note that in the cgs system 4πM is usually
quoted as it has units of Gauss and is numerically equivalent to B and H.

22
Another equation to consider is that concerning the magnetic susceptibility χ, in
equation 2.2. This is the same for S.I. and cgs units. The magnetic susceptibility is a
parameter that demonstrates the type of magnetic material and the strength of that type of
magnetic effect.
H
M=χ (2.2)
Sometimes the mass susceptibility χ m is quoted and this has the units of m3kg-1
and can be calculated by dividing the susceptibility of the material by the density.
Another parameter that demonstrates the type of magnetic material and the
strength of that type of magnetic effect is the permeability µ of a material, this is defined
in equation 2.3 (the same for S.I. and cgs units).
H
B=µ (2.3)
In the S.I. system of units, the permeability is related to the susceptibility, as
shown in equation 2.4 and can be broken down into µo and the relative permeability (µ r),
as shown in equation 2.5.
1+= χµ r (2.4)
µ = µ o µ r (2.5)
Finally, an important parameter (in S.I. units) to know is the magnetic polarization
J, also referred to as the intensity of magnetization I. This value is effectively the
magnetization of a sample expressed in Tesla, and can be calculated as shown in equation
2.6.
J = µ o M (2.6)

23
Table 2.1 and table 2.2 show the magnetic properties unit relation and the
classification of magnetic material according to their susceptibility and magnetic moment
arrangement respectively.
2.3.2 Magnetic Material
The magnetization behavior of a ferromagnetic material are clearly described in
terms of M-H and B-H magnetization curves such as figure 2.6. In figures 2.6(a) and
2.6(b), H is the amplitude of the externally applied magnetic field Hv
, and B is the
amplitude of the total magnetic flux density Bv
presented within the material. When the
external field Hv
is zero, the flux density Bv
in the ferromagnetic material is not zero now.
This value of Bv
is called the residual flux density denoted by Br, and the value of Mv
this
time is called the remnant or residual magnetization denoted by Mr. The reverse external
field Hc that would demagnetize the material and make M zero, is called the coercivity or
coercive force. The B-H curve, or hysteresis loop, describes the cycling of a magnet in
closed circuit as it is brought to saturation, demagnetized, saturated in the opposite
direction, and then demagnetized again under the influence of an external magnetic field.
The second quadrant of the B-H curve, commonly referred as the “Demagnetization
Curve”, describes the conditions under which ferromagnetic materials are use in the
practice. The area enclosed by the hysteresis loop is the energy dissipated per unit
volume per cycle of applied field oscillation.

24
Figure 2.6 (a) A Typical M versus H Hysteresis Curve. Figure 2.6 (b) The Corresponding B versus H
Based on their B-H behavior, engineering materials are also typically classified
into soft and hard magnetic materials. Soft magnetic materials are easy to magnetize and
demagnetized, hence require relatively low magnetic field intensities. Their B-H loops
are narrow and a small area enclosed within the hysteresis loop. Soft magnetic materials
are typically suitable for application where repeated cycles of magnetization and
demagnetization are involved, as in electric motors, transformers, and inductors, where
magnetic field varies cyclically [40].
Figure 2.7 Soft and Hard Magnetic Properties.

25
Table 2.1 The Rrelationship Between Some Magnetic Parameters in cgs and S.I. Units
Quantity Gaussian
(cgs units) S.I. Units
Conversion factor
(cgs to S.I.)
Magnetic Induction (B) G T 10-4
Applied Field (H) Oe Am-1 10
3 / 4π
Magnetization (M) emu cm-3 Am-1
103
Magnetization (4πM) G - -
Magnetic Polarization (J) - T -
Specific Magnetization (s) emu g-1 JT-1kg-1
1
Permeability (µ) Dimensionless H m-1 4 π x 10
-7
Relative Permeability (µr) - Dimensionless -
Susceptibility (χ) emu cm-3
Oe-1 Dimensionless 4 π
Maximum Energy Product (BHmax) M G Oe k J m-3 10
2 / 4 π
(Where: G = Gauss, Oe = Oersted, T = Tesla)
Table 2.2 Summary of Different Types of Magnetic Behavior
Type of
Magnetism
Susceptibility
χ
Atomic / Magnetic Behaviour Example /
Susceptibility
Diamagnetism Small & negative.
Atoms have no magnetic
Moment
Au, Cu
-2.74x10-6
-0.77x10-6
Paramagnetism Small & positive. Atoms have randomly oriented magnetic moments
Pt, Mn, Fe2O3
21.04x10-6
66.10x10-6

26
Table 2.2 Continued
Ferromagnetism Large & positive, function of applied field, microstructure dependent. Atoms have parallel aligned magnetic moments
Fe,NdFeB,
Co
~100,000,
very large
Antiferromagnetism Small & positive Atoms have mixed parallel and anti-parallel aligned magnetic moments
Cr
3.6x10-6
Ferrimagnetism Large positive, function of applied field, microstructure dependent Atoms have anti-parallel aligned magnetic moments
MnZn,
Fe3O4
~2500
A permanent magnet (usually is hard magnetic material) is a passive device used
for generating a magnetic field, and is useful in a variety of situations where it is difficult
to provide electrical power or there are severe space restrictions where electromagnets are
not allowed. The energy needed to maintain the magnetic field has been stored previously
when the permanent magnet was magnetized and then left in a high state of remanent
magnetization. The important properties of permanent magnetic materials are coercivity
Hc and remanence Br. Samarium-cobalt is a permanent magnetic material used widely in

27
the 1960s. In the early 1980s, neodymium-iron-boron was developed as a low-cost high
performance permanent magnet. The presence of Nd2Fe14B, a very hard magnetic phase
with greater coercivity and energy product (H*B), is what leads to the superior magnetic
properties. Disadvantage of Nd-Fe-B magnets are their methods of fabrication (e.g.,
powder sintering developed by Sagawa et al. [41] and rapid quenching developed by
Croat et al. [42]) and their low Curie temperature (i.e., 300 to 500 °C). The fabrication
methods have limited the application of Nd-Fe-B in MEMS, although small permanent
magnets have been manually assembled with MEMS [43]. To integrate Nd-Fe-B with
MEMS, a few methods for depositing thin films has been developed in recent years [30,
44, 45].
High energy Nd-Fe-B compounds were found to provide a suitable magnetic
strength in film form and were able to be deposited on silicon wafers [46]. Much work
has been done on the film composed of Nd2Fe14B which has tetragonal crystalline. The
B-H product is ranging from 1.4 MGOe to 48 MGOe. Nd2Fe14B film has found wide
application in compact recording devices, magnetic sensors and other integrated
electromagnetic components.
2.4 Deposition of NdFeB Film
In this section, the deposition of Nd-Fe-B thin film on silicon substrate is
described. The properties of the thin film formed at different substrate temperatures and
effects of external magnetic field to the thin magnetic film are presented.
2.4.1 Review of the Study of NdFeB film
In order to achieve a NdFeB magnetic film for MEMS application, the effect of
substrate temperature on the magnetic properties of the film is studied. The effects of
external magnetic field around 1000 Gauss generated by a SmCo permanent magnet
placed in a perpendicular position to the substrate during a pulse laser deposition. on
films deposition are also tested and discussed in this section

28
Studies on the effects of substrate temperature, target composition, annealing
temperature, substrate material and buffer layers on the growth of Nd-Fe-B film were
reported in the past few years [47, 48]. These studies showed that heat annealing
treatment of film samples enhances the magnetic saturation strength and coercivity due to
change the crystallization such as grain size, orientation and element composition.
Yamashia showed the application of anisotropic Nd-Fe-B thin film for milli-size
motor [49]. Yang et al. [50] reported the feasibility of growing Nd-Fe-B film on a silicon
substrate using pulse laser ablation. They further reported that substrate temperature and
beam density play an important role in maximizing the films magnetic properties.
Yang and Park [51] showed that externally applied magnetic field during the heat
treatment of Nd-Fe-B induces uniform distribution of fine grains which induces a higher
coercivity compound. Piramanayagam [52] indicated that perpendicular magnetic
anisotropy of Nd-Fe-B film deposited on tantalum (Ta) substrate would vanish at larger
values of film thickness and the coercive force increases with decreasing thickness of the
film.
Earlier studies [51,53] reported that experiments with external magnetic field
applied during heat annealing process on Nd2Fe14B multilayer enhances the exchange
coupling between the hard and soft magnetic grains. Work on other rare earth magnetic
materials formed under magnetic field was also reported. A uniaxial anisotropy in the
SmCo film plane was formed with the easy magnetization direction parallel to the
direction of the field applied during deposition at the room temperature [54-56].
2.4.2 Experiment Setting Up
In the present investigation of PLD, KrF excimer pulse laser (λ=248 nm) (figure
2.5) is used on targets made of Nd2Fe14B to for a film on a Si (1 0 0) substrate. The
target’s residual induction Br is 11,400 G, coercive force Hc is 10,400 Oe, and intrinsic
coercive force Hci is 13,500 Oe (figure 2.8, Grade 30). The films are deposited in a
vacuum chamber with 3×10-5 torr at the beginning and with 9×10-5 torr at the end.
Vacuum environment is employed to minimize the film oxidation.

29
The laser beam output energy is 250 mJ at a pulsed rate of 20 Hz. The
separating distance between the target and substrate is 3cm. Figure 2.9 is an image taken
during the PLD deposition, the plume consists of a mixture of energetic species
(particles) of the target NdFeB (left in the figure). The substrate (right side of the plume)
temperatures are set to 25°C, 250°C, 500°C, 550°C and 650°C, respectively.
Figure 2.8 B-H curve of Grade 30 Nd2Fe14B Compound.
Figure 2.9 PLD Plume of Energetic Species of the Target Material

30
Figure 2.10 Illustration of the Experiment Setup
Figure 2.10 shows the experiment setting. Part of the silicon substrate is covered
with a plate. After the deposition the cover plate is removed to facilitate the
measurements of film thickness using a profilemeter. Permanent magnet made out of
samarium cobalt is used to provide the external magnetic field. Its Curie temperature is
820°C, and its maximum operation temperature is 350°C. When the substrate temperature
is set at 500°C, an aluminum strip with smooth surface is inserted in the gap between the
substrate and SmCo magnet, this strip reduces the heat transfer by radiation from the
silicon substrate to the SmCo surface. With this protection, SmCo can still work in its
temperature range. This permanent SmCo magnet is used to create external magnetic
field, which exerts magnetic field to the film on the silicon substrate during the
deposition. Later in the chapter, more discussions of the external field effects on the film
deposition are given. The purpose of this experiment is to produce a magnetic film with
more preferred magnetic properties such as high magnetic susceptibility or high magnetic
remanence.

31
In order to study the effects of the external magnetic field on the film deposition,
we first need to know the magnetic field distribution on the substrate. Figure 2.11 is a
numerical simulation of field created by external permanent magnets, which was carried
to estimate the field on the substrate due to the SmCo magnet. Figure 2.11 shows the
magnetic field distribution on the substrate by magnetic field vector (left one) and
magnitude contour (right one) respectively. The substrate temperatures in this case are
25°C and 250°C respectively. Since magnet SmCo Curie temperature is 820°C, and its
maximum operation temperature is 350°C. So it is still safe to use the room temperature
parameters to simulate the magnetic filed during film deposition at those two
temperatures.
Figure 2.11 External Magnetic Field Distributions in the Substrate
It is observed that the central part of the substrate has the strongest magnetic field
in the normal direction and its magnitude is around 1000 G. High temperature will
reduce the magnetization of permanent magnet. To keep the SmCo in its working
temperature, a reflective slip (aluminum foil) is inserting in the gap between the substrate
and the magnet. Hence, the heat radiation effect of high temperature of the substrate on
the SmCo magnet is reduced dramatically by this aluminum foil with smooth surface.

32
Through this protection way, SmCo may provide a relative strong external magnetic
field to the substrate.
2.4.3 Measurement Methods
Film thickness is measured by profilometry. The right flat line in the figure 2.12 is
the surface of the un-deposited silicon base. The left peaks shows that the film surface
structure is very rough. The height difference between left side and right side is due to the
thickness of the film. The average thickness of films are used in this study. In the figure
2.12, the average thickness of the film is 0.72 µm
Figure 2.12 The Thickness and Roughness of Film on Silicon Substrate
The film feature surface images gotten by Scanning Electron Microscopy (SEM)
and Atomic Force Microscopy (AFM) are shown in figure 2.13, which show that the film
surface is rough due to the PLD splashing. Average thickness of the film is used to
calculate the film volume. Error in magnetization data due to the inaccuracy of thickness
measurement could reach 10%. The magnetic properties of the film are obtained by
using a Superconducting Quantum Interference Device (SQUID) magnetometer. The
film structure is characterized by X-ray diffraction (XRD). The sample is a cut from the

33
center of substrate, which part has most effects of external magnetic field as shown in
figure 2.11. The magnetic field distribution of the central part is more uniform and larger
than other part.
Figure 2.13 SEM and AFM of Film Surface
X-ray diffraction (XRD) and Energy Dispersive Spectrometer (EDS)
measurements on the target were performed at room temperature. Chemical analysis
(microanalysis) in the scanning electron microscope (SEM) is performed by measuring
the energy or wavelength and intensity distribution of X-ray signal generated by a
focused electron beam on the specimen. With the attachment of the energy dispersive
spectrometer (EDS), the precise elemental composition of materials can be obtained with
high spatial resolution. X-ray diffraction takes a sample of the material and places a
powdered sample in a holder, then the sample is illuminated with x-rays of a fixed wave-
length and the intensity of the reflected radiation is recorded using a goniometer. This
data is then analyzed for the reflection angle to calculate the inter-atomic spacing (D
value in Angstrom units - 10-8 cm). The intensity (I) is measured to discriminate (using I
ratios) the various D spacing values and the results are to identify possible matches. The
X-ray diffraction is shown in figure 2.14. Reflecting planes of the target sample are

34
appearing in the figure. EDS measurements show the atomic ratio of Neodymium to
Iron is 1:11.30. The symbol (x y z) is used to denote a particular plane that is
perpendicular to the vector that points from the origin along [x y z] direction. They are
also called as miller indices of the plane. θ is the scattering angle. The peaks in the X-ray
diffraction pattern are directly related to material crystal atomic distances.
25 35 45 55 65 75
Inte
ns
ity
(115)
(008)
(116)
(105)
(214)
(004)
(218)
(006)
(208)
2θ
Figure 2.14 XRD Pattern of Target Nd2Fe14B

35
2.5 Discussion of Film Magnetic Properties
2.5.1 External Magnetic Effect On Film Magnetic Properties
Figure 2.15 shows XRD for the film deposited at 250oC with and without an
applied external magnetic field. Only the silicon peak is appearing. The amorphous film
magnetic properties were measured using a SQUID. The XRD and SQUID results for
the film deposited at room temperature are also got. Compared with film deposited at
250oC, the film deposited at room temperature seems to have no meaningful difference if
we consider the measurement error.
Si(
400)
25 50 75
2θ
Inte
ns
ity
Ts=250 oC
With external field
Ts=250 oC
Without external field
Figure 2.15 XRD Patterns of Film Deposited at 250°C

36
Ts=250°C
-5000
-3000
-1000
1000
3000
5000
-1000 -500 0 500 1000
Applied Field (Oe)
Ma
gn
etiza
tio
n
(G
au
ss)
Without external field
With external field
Figure 2.16 Magnetization Hysteresis in the Perpendicular Direction with and without External Fields
Figure 2.16 shows shows the perpendicular magnetization hysteresis loops with
demagnetization field correction of the thin film deposited on the silicon substrate at
250°C. The purpose of considering the demagnetization field correction is to reduce or
eliminate the shape (geometry) magnetic anisotropy effects. Hence the figure 2.16, 2.18,
2.19 shows the relations between the actual magnetic field inside the film specimen and
film magnetization without shape anisotropy effects. Film samples measured by SQUID
were cut from the center portion of the substrates. The external applied magnetic field
ranges from 900-1052 Oe in the normal direction to the substrate as shown in figure 2.11.
The remanence magnetization measured in perpendicular direction of film deposited with
the influence of external field is 2100 Gauss, almost 1.5 times larger than remanence
magnetization of the film without applying external field. The saturation magnetization
and the coercivity of film with external field are larger than those of the film without
external field. Though there is no crystalline phase found in the film deposited at 250°C,
it is possible that some submicron sized solid particulates ablated by laser from the source

37
Nd2Fe14B magnet keep their easy axis (the tetragonal axis) along the applied magnetic
field direction. When the atoms reach the substrate, they favor to grow domains parallel
to the applied field at the expense of the less favorable oriented domains. The parallel
magnetic properties between two samples have no obvious difference.
25 50 75
Inte
nsit
y
N
d2F
e14B(1
07)
Nd2F
e14B
(107)
Nd2F
e14B(0
06)
Nd2F
e14B(1
07)
Nd2F
e14B(0
06)
Nd2F
e14B(0
06)
Si(400)
Si(400)
Si(400)
Ts=500 °C
Ts=500 °C with
applied field
Ts=550 °C
2θ
Figure 2.17 XRD Patterns of Film Deposited at 500°C, 550°C

38
Figure 2.17 shows XRD patterns of the films deposited on substrates at Ts
=500°C with and without an applied external field, and at Ts =550°C without external
magnetic field. It can be seen that the films show three peaks. Peak (4 0 0) is from
silicon substrate. Peak (0 0 6) and peak (1 0 7) show that there has been some minor
Nd2Fe14B crystalline phase in the film. Compared XRD patterns of 500°C without
external field and 500°C with applied external field, they are almost the same. The
atomic ratio of Neodymium to Iron is about 1:3.41 in those films. The peak (0 0 6)
indicates that easy magnetization c-axis is perpendicular to the film plane; there should
be a perpendicular magnetic anisotropy in Nd-Fe-B film. However, there is not
perpendicular magnetization anisotropy showed in the figure 2.18 after demagnetization
factor correction. The first reason is that the amorphous phase dominates in the film
deposited at 500°C, the intensity peak of (0 0 6) is low. Secondly, the peak (0 0 6) of
Nd2Fe14B crystalline could be the peak (1 1 0) of α-Fe, and this could be reason why
there is not perpendicular magnetization anisotropy showed in the figure 2.18. Parallel
saturation magnetization Ms// and perpendicular saturation magnetization Ms⊥ of the film
are almost same. Similar magnetization hysteresis loops are found in the film deposited at
500°C with external magnetic field. When the substrate temperature increases from room
temperature to 500°C, the thermal energy exceeds dramatically the external magnetic
alignment energy to influence the film crystallographic alignment. Additionally with
such high temperature it is possible that the magnet has lost its magnetic field.

39
-8
-6
-4
-2
0
2
4
6
8
-15 -10 -5 0 5 10 15
Ma
gn
etiza
tio
n (
K G
au
ss)
Applied Field (K Oe)
Perpendicular
Parallel
Figure 2.18 Magnetization Hysteresis Loops In and Perpendicular to the Film Deposited
at 500°C.
2.5.2 Temperature Effect On Film’s Magnetic Properties
When the deposition was performed with substrate temperature at 650°C, the X-
ray pattern of the film in figure 2.20 shows (0 0 4) or (2 2 1) and (0 0 6) peaks of
Nd2Fe14B phase. The peaks at 33 degree and 61.72 degree are much sharp compared with
another two peaks. Hence, they maybe belong another phases. They could be the peaks of
iron oxide and neodymium oxide respectively. Another possibility is that these two peaks
might be due to the silicon base. Since CuKβ radiation is not 100% filtered out, the peak
at 61.72 degree could be the peak of Si (4 0 0) due to the CuKβ radiation. Though Nd-Fe-
B tetragonal crystalline structure exhibits c-axis of the grains as its energetically
favorable magnetization direction. The figure 2.19 illustrates there is no crystalline
anisotropy in the magnetic hysteresis loop. The reasons should be the same as explained

40
for the film deposited in 500 °C. Since the crystalline is not the major phase in the film,
the hysteresis loops present soft magnetic phase.
-6
-4
-2
0
2
4
6
-8 -6 -4 -2 0 2 4 6 8
Ma
gn
etiza
tio
n (
K G
au
ss)
Applied Field (K Oe)
Perpendicular
Parallel
Ts=650 °C
Figure 2.19 Magnetization Hysteresis Loop In and Perpendicular to the Film Deposited at
650°C.
25 50 75
Inte
nsi
ty (
Lo
g)
(00
6)
(00
4)
(22
1) N
dO
(31
1)
Fe
2O
3(1
04
)
Si(
40
0)
2θ
Figure 2.20 XRD Pattern of the Film Deposited at 650°C

41
2.6 Summary
This chapter presented the pulsed laser deposition (PLD) method used in the
research to grow magnetic film on the silicon substrate. Basic magnetic properties of
magnetic material and their relations are introduced. NdFeB is used as a target to grow
thin magnetic film which can be integrated to MEMS device due to its high B-H product.
Film thickness of around 1 µm is achieved.
External magnetic field and different deposition temperatures were set up in the
experiments to evaluate the effects on the thin film. When film deposited on the substrate
at temperature room temperature and 250°C, the applied external perpendicular magnetic
field can improve the amorphous film magnetization remanence at the same direction. As
temperature increases to 500°C, there has minor Nd2Fe14B crystalline phase showed in
the XRD patterns and the external magnetic field has negligible effect in the film
formation. When substrate temperature increases to 650oC, still have no major Nd2Fe14B
crystalline phase shows up, low intensity peaks of Nd2Fe14B crystalline phase indicate the
film magnetic properties still keep soft. No obvious magnetic crystalline anisotropy
showed after the correction of shape (geometry) anisotropy. Currently, PLD is a
convenient deposition method in the lab to add magnetic material to the micro device
surface.

42
CHAPTER 3
MATHEMATICL PRINCIPLES AND SIMULATIONS
OF MAGNETIC COUPLING
Magnetic force and torque for the magnetic driving mechanism are important
factors to judge whether the design of magnetically driven micro devices such as
microgear system or micropump satisfies the expectation. The magnetic coupling force
and torque between the driving part and driven part depend on several factors such as the
number of the interacting poles, the separation distance, the strength of the magnets or the
magnetic properties of the film in our case, and the angle offset between the magnetic
coupling setting [57]. From both fundamental and applied viewpoints, theoretical
computation study of the force and torque of a magnetic coupling or magnetic particles is
very useful for prediction and comparison purposes with the experimental results. In this
chapter, both basic analytic formula and finite element analysis of the magnetic related
parameter solutions were reported. The study is focused on static and steady magnetic
field.
3.1 Magnetic Field Calculation
In order to calculate the magnetic coupling force and torque, one should first know
the magnetic field distribution in the interested domain. Hence governing equations are

43
introduced for the purpose. Maxwell’s field equations (International System of Units)
form the base of the modern electromagnetism [58, 105]:
VD ρ=⋅∇v
(3.1a)
t
BE
∂∂
−=×∇v
v (3.1b)
0=⋅∇ Bv
(3.1c)
t
DJH
∂∂
+=×∇v
vv (3.1d)
Hv
, magnetic field (or magnetic intensity) [ampere⋅m-1];
Bv
, magnetic flux density (or magnetic induction) [tesla];
Dv
, electric flux density (or electric induction or displacement) [coulomb⋅m-2];
Ev
, electric field strength (or electric intensity) [volt⋅m-1];
Jv
, free current density (that is, the current density related to the transport of free electric
charges) [ampere⋅m-2];
vρ , volume density of free electric charges [coulomb⋅m-3];
∇ , nabla, vector differential operator, ;z
ky
jx
i∂∂
+∂∂
+∂∂ vvv
For steady magnetic field and the interest of the present research, there are no
electric flux density Dv
and electric field strength. Hence the Maxwell’s equations
become:
0=⋅∇ Bv
(3.1c)
JHvv
=×∇ (3.2)

44
In addition, there is no electric current input in the present study, Jv
is zero.
Consequently, a magnetic scalar potential MΦ may be introduced to satisfy equation
(3.2) as,
MH Φ−∇=v
(3.3)
The explicit constitutive relation of Bv
, Hv
and magnetization Mv
is:
)(0 MHBvvv
+= µ (3.4)
The constant µo is the permeability of free space (4π x 10-7 Hm-1), which is the ratio of
B/H measured in a vacuum. Thus, from the equations (3.1c), (3.3) and (3.4), we have
0))(( 0 =+⋅∇ MHvv
µ
MHvv
⋅−∇=⋅∇
MM
v⋅∇=Φ∇ 2 (3.5)
From the equation (3.5), the magnetic scalar potential of the observation point xv
due to the source point can be solved, provided that magnetizationx′v Mv
is given, as [59]:
Figure 3.1 Coordination of Permanent Magnet in the Problem

45
Vdxx
xMxM
′′−
′⋅∇′−= ∫ ||
)(
4
1)( vvΦ
vvv
π (3.6)
Vd ′ is a three dimensional volume element at x′v shown as in figure 3.1.
If a permanent magnet with volume V ′ and surface S ′ is used as the source to
maintain the magnetic field for application, one may specify )(x ′Mvv
inside the source
volume V and assume that it falls suddenly to zero at the surface of . Application of
the divergence theorem in equation (3.6),
′ S ′
Sdxx
xMnVd
xx
xMx
SVM
′′−′⋅′
−′′−
′⋅∇′−=Φ ∫∫ ||
)(
4
1
||
)(
4
1)( vv
vvv
vv
vvv
ππ (3.7)
Here is the outward unit normal to the source magnet surface . n′v S ′
Outside the source magnet, the magnetization Mv
vanishes; equation (3.4) can be
reduced to
HBvv
0µ= (3.8)
An integral expression of magnetic induction can be written as:
)||
))((
||
))(((
4)(
33
0 Sdxx
xxxMnVd
xx
xxxMxB
SV′
′−′−′⋅′
+′′−
′−′⋅∇′−= ∫∫ vv
vvvvv
vv
vvrvvv
πµ
(3.9)
3.2 Magnetic Coupling Force and Torque
Once the magnetic field distribution due to the source magnet is given in equation
(3.9) in the last section, the magnetic force and torque formula can be described in this
section.

46
In order to achieve these goals, one may assume the driven magnet as a
distribution of equivalent currents and then consider that the field is due to the other
magnet as the external field which is computed in the equation (3.9). The magnetization
maybe expressed in terms of volume and surface equivalent current densities MJv
and Mjv
respectively by [105]:
MJ M
vv×∇= (3.10)
nMjM
vvv×= (3.11)
We can thus treat the magnetic field generated from the driven magnet, as a equivalent
currents shown in equations (3.10) and (3.11). Therefore, the source magnet (driving
part) generates the external field Bv
, the force exerting on the driven part can be rewritten
as:
dVxBxJF )()(vvvvv
×= ∫ (3.12)
Considering equations (3.10), (3.11), the former formula can be rewritten as:
∫ ∫ ××+××∇=V S
dSBnMdVBMFvvvvvv
)()( (3.13)
Invoking that the divergence and curl of Bv
are zero, equation (3.13) can be reduced to:
∫ ∫ ⋅+⋅∇−=V S
dSBnMdVBMFvvvvvv
)()( (3.14)
We give the following definitions of the volume and surface charge densities:
MM
v⋅−∇=ρ (3.15)

47
MnM
vv ⋅−=σ (3.16)
Equation (3.14), using the notation of (3.15), (3.16), can be rewritten as:
∫∫ +=S
extMV
extM dSxBxdVxBxF )()()()(vvvvvvv
σρ (3.17)
The first term of the equation (3.17) is zero when the magnetization of the
permanent magnet is uniform. The integrations can be evaluated numerically by
dicretizing the volume V and surface S:
m
m
mextmmn
n
nextnM AxBxVxBxF ∆+∆= ∑∑ )()()()(vvvvvvv
σρ (3.18)
nV∆ and denote the indexed volume and area elements, respectively. mA∆
Similarly, equation (3.9) can be evaluated numerically as the same way, where
and denote the indexed volume and area elements of the source magnet volume
and surface respectively.
jV∆ kA∆
k
k ki
kikM
j
jji
jijM
i Axx
xxxV
xx
xxxxB ∆
−
−+∆
−
−= ∑∑ 3
0
3
0 ))((
4
))((
4)( vv
rrr
vv
rrrv σ
πµρ
πµ
(3.19)
Combination of equations (3.18) and (3.19), gives the force in terms of the
integration of two separate charge distribution:

48
m
m
k
kjm
jmkMmM
m
m
j
jjm
jmjMmM
n
n
k
kjn
jnjMnM
n
n
j
jjn
jnjMnM
AAxx
xxxx
AAxx
xxxx
VVxx
xxxx
VVxx
xxxxF
∆
∆−
−+
∆
∆−
−+
∆
∆−
−+
∆
∆−
−=
∑ ∑
∑ ∑
∑ ∑
∑ ∑
3
0
3
0
3
0
3
0
))(()(
4
))(()(
4
))(()(
4
))(()(
4
vv
rrrr
vv
rrrr
vv
rrrr
vv
rrrrv
σσπ
µ
ρσπ
µ
σρπ
µ
ρρπ
µ
(3.20)
where indices j and k label the discretization of one magnet while n and m label
that of the other.
The torque Tr
may be found from:
∫ ××=V
ext dVBJRT )(rrrr
(3.21)
Where Rv
is the vector from the origin of the coordinate system to the magnet or
magnetic material. One may write the integration formula for calculating the torque:
m
m
k
kjm
jmkMmM
m
m
m
j
jjm
jmjMmM
m
n
n
k
kjn
jnjMnM
n
n
n
j
jjn
jnjMnM
n
AAxx
xxxxr
AAxx
xxxxr
VVxx
xxxxr
VVxx
xxxxrT
∆
∆−
−+
∆
∆−
−+
∆
∆−
−⋅+
∆
∆−
−⋅=
∑ ∑
∑ ∑
∑ ∑
∑ ∑
3
0
3
0
3
0
3
0
))(()(
4
))(()(
4
))(()(
4
))(()(
4
vv
rrrrv
vv
rrrrv
vv
rrrrv
vv
rrrrvv
σσπ
µ
ρσπ
µ
σρπ
µ
ρρπ
µ
(3.22)

49
where mrv
and nrv
are the vector from the origin.
There is a need to define magnetization properties of the driven part material in
equations (3.15) and (3.16). Also we need to discuss the driven part magnetic properties
especially the magnetization Mv
in detail. However, it is necessary to evaluate the real
value of the magnetization for calculation. The magnetization of driving part is already
given. The magnetization Mv
of the driven part, which could be a thin magnetic film or
soft magnetic material besides permanent magnets, can be expressed:
rMHHMvvvv
+= )(χ (3.23)
Where rMv
is its remnant magnetization value (when Hv
=0) of the driven part, χ
is the material susceptibility which is a function of Hv
if the intrinsic characteristic is non-
linear as shown in figure 2.6.
))(( rMHHMvvvv
+⋅∇=⋅∇ χ (3.24)
When the material is homogenous and χ is a constant, then
rr
r
MMBH
MHHM
vvvv
vvvv
⋅∇=⋅∇+⋅∇=
⋅∇+⋅∇=⋅∇
0
)(
)(
µχ
χ
(3.25)
Since 0=⋅∇ Bv
is from equation (3.1).
Substitute equation (3.25) to the equation (3.14),
∫ ∫ ⋅+⋅+⋅∇−=V S
rr dSBnMnBH
dVBMFvvvvv
vvvv
))(
()(0µ
χ (3.26)
Here nv
is the outward unit normal to the driven part surface S.

50
If the material is a soft magnetic material or the practicable remanence is small,
the rMv
may be neglected, so we can reduce the equation (3.26) to a simple formation:
∫ ⋅=S
dSBnBH
Fvvv
vv
)()(
0µχ
(3.27)
Combining equations (3.9), equation (3.27), becomes:
dSSdxx
xxxVd
xx
xxx
nSdxx
xxxVd
xx
xxxHF
S
M
V
M
S S
M
V
M
)]||
))((
||
))(((
))||
))((
||
))((((
)4(
)([
33
332
0
′′−
′−′+′
′−′−′
×
⋅′′−
′−′+′
′−′−′
=
∫∫
∫ ∫∫
vv
vvv
vv
vvv
vvv
vvv
vv
vvvvv
σρ
σρπ
µχ
(3.28)
In another case, when the driven part is a permanent magnet, M is constant, which
will not be effected by outside applied magnetic field within the work strength range (so
χ =0),
0=⋅∇ rMv
(3.29)
Then the equation (3.26) may be written as:
∫ ⋅=S
r dSBnMFvvvv
)( (3.30)
The torque may be calculated from equation (3.21). As it was mentioned before, if
we assume that the driving magnet has permanent magnetization, that is,
MM
v⋅−∇=ρ =0, equations (3.20) is reduced to
m
m
k
kjm
jmkMmMAA
xx
xxxxF ∆
∆−
−= ∑ ∑ 3
0))(()(
4 vv
rrrrv σσ
πµ
(3.32)
Correspondingly, equation (3.28) becomes:

51
i
i
k
k ki
kikM
ik
k ki
kikM AAxx
xxxnA
xx
xxxF ∆
∆−
−•
∆−
−= ∑ ∑∑ 332
0 ))((*
))((
)4( vv
rrrv
vv
rrrv σσπ
χµ (3.33)
Where denotes the indexed elements of the source magnet volume (driving
magnet) and ∆ denotes the indexed elements of the destination magnet (driven part)
surface respectively.
kA∆
iA
If the driven part is a inhomogeneous and nolinear magnetic material, the material
susceptibility χ will be a function of ),( xHvv
χ . Then the force and torque calculation will
be very complicated. It is not practical to the measure the susceptibility of such material,
thus the above formulas are not applicable to this situation.
3.3 Magnetic Force on Magnetic Particles
In recent years, the use of high gradient magnetic fields for particles (e.g. cells)
separation and manipulation has become widespread in field of BioMEMS or biomedical
disciplines. Applications include cell sorting, cell separation, cell purification and
sequencing as well as cell isolation. This section introduces mathematical formulas to
calculate magnetic force exerted on the magnetic particles from an external field.
The basic concept of magnetic separation in biotechnologies, including lab-on-
chip systems, is to bind selective biomaterial of interest, such as a specific cell, protein or
DNA fragments, to a magnetic particle and then separate it from its surrounding media
using a magnetic field for manipulation or purification of biological cells or molecules.
Magnetic beads of iron oxide (F2O3 or F3O4) with diameters ranging from a few
nanometers to a few micrometers are typically used for such separations. These magnetic
particles (iron oxide) are called as superpapramagnetic particles. Superpapramagnetic
particles are attracted to a magnetic field but they cannot maintain any remament

52
magnetization after external magnetic field was removed. The magnetic property of
paramagnetic material is shown as figure 3.2.
Figure 3.2 Superparamagnetic Hysteresis
The hysteresis of superparamagnetic material indicates that superparamagnetic
particles will be attracted to a magnetic field but will lose all attraction for one another in
the absence of a magnetic field, allowing efficient separation and complete resuspension.
Magnetic force acting on a point-like magnetic dipole moment mv
is
described by the equation (3.34) [59,60]:
)()()()( BmBmBmBmFvvvvvvvvv
•∇=•∇−•∇=×∇×= (3.34)
For steady-state fields, ∇ 0=× Bv
, then the force on a particle can be expressed as:
BmFvvv
)( ∇•= (3.35)
where the geometrical interpretation of the expression ∇•mv
is differentiation with
respect to the direction of vector mv
multiplied by the magnitude of vector mv
. Thus, the

53
components of the magnetic force Fv
arise from differentiation components of vector Bv
along vector mv
, multiplied by the magnitude of vector mv
.
MVm
χ∆
Bv
Bv
mv
( )∇•
)∇•=
The total magnetic dipole moment mv
of a magnetic particle or magnetized cell is
the result of volume magnetization of the magnetic particles attached to the cell, Mv
:
mvv = (3.36)
Where V is the total volume of the magnetic material attached to the cell. The
magnetic label (particle) is free to rotate in space (together with the cell), and its
magnetization is induced by the external magnetic field of strength :
m
Hv
HMvr
= (3.37)
Where χ∆ is the effective magnetic susceptibility of the label or
superparamagnetic particle relative to the medium.
In an isotropic, weakly diamagnetic medium such as water, and for diluted cell
suspensions with no free magnetic label in the solution, the magnetic fields Hv
and
differ only by a constant magnetic permeability 0µ as shown in equation (3.4). There is
no magnetization in the media. Combining the above equations (3.35), (3.36) and (3.37),
one obtains:
BV
BHVBF m
m
vvvvv)(()
0
∇•∆
=•∆=∇=µ
χχ (3.38)
To simplify the above equation, one may take advantage of the following identity,
which applies to the special case of time-independent fields (magnetostatic fields,
0=×∇ Bv
) with no electric currents:
BBBBBBBBvvvvvvvv
)(2(2)(2)( ∇•=+×∇ו∇ (3.39)

54
Here, curl Bv
vanishes, because there are no sources of the field B in the carrier
medium or superparamagnetic particles due to neither time varying electric fields nor
electric currents existence. Since 22|| BBBB ==•vvv
, equation (3.38) can be rewritten as:
)(2
)( 2
00
BV
BBV
F mm ∇∆
=∇•∆
=µ
χµ
χ vvv (3.40)
From equation (3.40), magnetic force on a particle in a magnetic field is
proportional to the strength of the magnetic field and to the field gradient that the cell or
particle experiences. Equation (3.40) also indicate that increasing particle volume can
increase the magnetic force.
3.4 Numerical Element Method for Magnetic Field
In last couple of sections of this chapter, we showed that magnetic field
distribution can be solved by solving second-order partial differential scalar equation
(3.5). With discrete surfaces and volumes of the device, one may be able to find the field
solution analytically for regular and simple geometries. But this analytical method is far
too tedious or almost impossible to model the complex geometry shapes that are common
in the MEMS devices. Two distinct numerical approaches exist for the solution of
boundary value problems; they are domain-type and boundary type.
Domain-type formulation is the direct solution of the governing differential
equation for the potential such as equation (3.5). The finite difference and finite element
methods are the two most commonly used direct methods. In the finite difference
approach, the differential operator is discretized using a truncated Taylor series expansion
in each coordinate direction and applied at each point of a rectangular grid placed on the
problem region. The method usually involves an iterative process. With finite element
method, the field potential is approximated by a sequence of functions defined over the

55
entire domain of the problem. The domain is discretized into finite number of
subregions or elements. Then, derived governing equations for a typical element,
assembled of all elements in the solution region and solved the system of equations
obtained. Finite Element Method (FEM) is a versatile numerical technique for handling
problems involving complex geometries and inhomogeneous media. Both methods have
been researched extensively and are widely documented in literatures [61, 62, 63].
The second numerical approach is to solve the boundary value problem, which is
the method of boundary integral equation formulation. In the integral equation
formulation the potential (equation 3.3) is not solved for directly, but an equivalent
source, which would sustain the field, is found by forcing it to satisfy prescribed
boundary conditions under a function which relates the location and effect of the source
to any point on the boundary. This function, called the Green or influence function,
effectively eliminates the need of a finite element mesh or a finite difference grid. Once
the source is determined, the potential or derivatives of the potential can be calculated at
any point.
Table 3.1 Summary of the Boundary Value Problems for Magnetostatics
In magnetic quantities
In vector potential
Governing equations JHvv
=×∇
0=⋅∇ Bv
)(0 MHBvvv
+= µ
JAr
vv0)
1( νµ
=×∇×∇
Continuity conditions
0=− −+ AAvv
0=
×∇−
×∇⋅ −
−
+
+
µµAA
n
vvv
Boundary conditions
CONSTANTAn =×vv
0)( =×∇× Anvv
vvv0)( =−⋅ −+ BBn
0)( =−× −+ HHnvvv
0=⋅ Bnv v
0=× Hnv v

56
In equation (3.3), we introduce a scalar potential MΦ to help solving the field
equations. The advantage of using magnetic scalar potential MΦ is that the magnetic
field distribution can be solved by one differential equation instead of a system of three
simultaneous differential equations regarding the three components of the magnetic field
vector. Scalar potential Φ also provides a straightforward method of representation for
magnetizing force or flux density
M
Hv
. If there exists surface current Jv
, tangential
component of magnetizing field strength is discontinuous [64], which adds significant
complexity to the solution. Therefore, in FEA method, a vector potential Av
, is defined
as:
AB ×∇= (3.41)
Ampere’s law (equation 3.2) can be written as:
JBrr
µ=×∇ (3.42)
Where Jv
is electric current density.
Specifying ∇ , and substituting equation (3.42) to equation (3.41), leads to
the vector Poisson equation given by
0=⋅ Ar
JArr
µ−=∇ 2 (3.43)
Table 3.1 is a summary of boundary value problems for magnetostatics. We will
see that the vector potential Av
is continuous across a material interface, which is favored
in the finite element method [61-64].
In this section, a brief discussion about governing equations and their relative
boundary and continuity conditions for numerical element methods is presented. Solution
for magnetic force and torque of magnetic coupling depends the in situ problem’s details.
A little more details in analytical solution are given because they give us more physical

57
understanding of the magnetic field properties. The numerical element methods are
described very briefly in the introduction for solving the magnetic field problems. Most
of commercial software packages of the magnetic field solver are based on these
methods. The package we used is AMPERES [65] which is based on boundary element
method.
3.5 Numerical Simulations of Magnetic Coupling
3.5.1 Simulation Arrangements and Goals
This section gives the simulations of permanent magnets coupling. The
mathematical principles background of the magnetic force and torque simulatons are
already introduced in last several sections. Here simulations of three different magnetic
coupling arrangements were obtained numerically based on package AMPERES [65]. The
force and torque for the three arrangements were computed. The effect of the separation
gap between poles and the displacement angle on the force and torque is also presented.
These simulations together provide important design reference for a magnetically driven
mini screw pump shown in figure 3.3 that is discussed in chapter 4.
Figure 3.3 Magnetically Driven Mini-screw Pump

58
In order to calibrate the numerical code AMPERES, it is first verified by
comparing the experimental data of the force measured between two similar pole
opposing magnets shown in figure 3.4. Two rectangular NdFeB permanent magnets are
placed in a plastic cubic. Two magnets will repulse each other due to the same poles
opposing to each other. Weights could be put on the top magnet to reduce the gap
between two magnets. Hence we can derive a relation of magnetic repulsive force versus
gap distance. Using the Ampere, we can get the similar relation with same parameters as
shown in the table 3.2. The computed force was around the 10% experimental error of the
experimental results. The experiment reading error, the permanent H-B hysteresis used in
the Ampere package not being completely matching the real magnets used in the testing,
excluding effect of friction due to the wall and magnets during the testing, these three
reasons may generate the difference of the testing and Ampere computing. Additionally,
the computed results are in good agreement with the analytical results obtained by
Furlani [66] when the magnetization is assumed constant.
Figure 3.4 Two Repulsive Magnets

59
Table 3.2 Verification of the Ampere Package
Gap L (mm) 46 51 54 63 84
Force From test (N) 4.587 3.607 2.813 1.833 0.611
Force From Ampere (N) 4.057 3.064 2.611 1.671 0.687
The Magnetically driven mini-screw pump is illustrated in figure 3.3. The pump
consists of a single screw that rotates inside a close fitting barrell. The screw is rotated
by the effect of magnetic coupling between permanent magnets attached to the screw and
magnets attached to an outside rotor. The rotation of the screw moves the fluid forward
in the channel between the screw core and the barrel and increases its hydrostatic
pressure. The fluid enters at the feed port and exits at the discharge port due to the
continuous rotation of the screw. During the experiment, it was observed that a slip in the
magnetic couple would occur when the driving motor speed was increased rapidly and it
will cause a back flow in the pump. Thus, it becomes important to optimize the magnetic
coupling between the driving and driven magnets with numerical simulation in order to
know the magnetic coupling characteristics for the mini screw pump. Three simulation
setups for the magnetic coupling mechanism were computed. There are:
(a) Sets of two-pole magnets opposing each other with opposing poles (i.e. north
facing south), shown in figure 3.5.
(b) Sets of four-pole magnets opposing each other with opposing poles, shown in
figure 3.6.
(c) Sets of six-pole magnets opposing each other with opposing fields, shown in
figure 3.7.
Further, computations were conducted to
(i) Compare the magnetic force and torque for all three setups at different separation
gaps, L.
(ii) Compare the magnetic force and torque at different rotation angle, θ.
(iii) Effect of the magnetic property of the plates on the coupling force.

60
13mm
40mm
2mm
6mm
L
Figure 3.5 2-pole Magnetic Coupling
Figure 3.6 4-pole Magnetic Coupling
Figure 3.7 6-pole Magnetic Coupling

61
Figures 3.5, 3.6 and 3.7 show schematics for the two, four and six poles magnets
sets respectively. The magnets are NdFeB with residual induction Br=1.085 tesla,
coercive force Hc=767,922 A/m, intrinsic coercive force Hci=1,074,295 A/m. The
magnets dimensions are: diameter d=13 mm, height h=6 mm, shown in figure 3.3. The
plates are either made out of steel or plastic, the steel relative permeability rµ =2,000.
The diameter of the plate is 40mm and thickness is 2mm. L is the separation gap
between two opposite magnets nearest surface. Using Integrated Engineering Software’s
3D magnetic field solver [65], which is based on the boundary element method, the force
and torque were calculated with the source magnets rotating and the load magnets fixed
through a series of angular displacement values θ from 0° to 90°.
3.5.2 Effecting Parameters for the Magnetic Coupling
(A) Number of magnet poles
We first consider the effects of magnetic coupling between two, four and six
magnetic poles shown in figure 3.5, 3.6 and 3.7. Figure 3.8(a) shows the magnetic field
distribution on the plane between the two sets that is 0.5mm above the load (driven)
magnets for two poles magnetic coupling setup. The separation distance between the two
sets is L=4 mm. The plate is steel with magnetic permeability rµ of 2,000. The poles
are aligned as that the two opposing poles on the two sets are facing each other. The
angle of rotation in this case is set to zero. As shown in figure 3.8, the magnetic field is
strongest in the area where the two poles are coupling directly with each other. Some
cross coupling between magnets on the same set is also shown. Figure 3.8(b) shows the
field profile distribution drawn in three dimensions for the same plane as in figure 3.8(a).
Figures 3.9(a, b) and 3.10(a, b) show the magnetic field distribution for the four
and six poles magnets sets, respectively. As shown in the figures the closer the distance
between the magnets on the plate the more cross connect on the same plate. The nearer
of the neighbouring magnet the denser the magnetic loops produced between the two
magnets.

62
Figure 3.8 Magnetic Induction Distributions on the plane that is 0.5mm above the Load Magnets of 2-pole Set (a) Solid-contour (b) 3-D Profile

63
Figure 3.9 The Magnetic Induction Distributions on the Plane that is 0.5mm above the Load Magnets of 4-pole set (a) Solid-contour (b) 3-D Profile
The field magnitude across a diagonal line 0.5 mm above the poles (6.5 mm
above the plate) for the 2, 4 and 6 pole arrangements is shown in figure 3.11 when the
separation distance between the two opposing set is 30mm. As shown in the figure 3.11,
the magnetic field strength varies slightly on the surface of the magnets, however it
maintains at around the maximum value. The magnets on the same plate are separated
apart by the distance of 14mm(measuring from the axis of the magnets). The magnetic
field reaches a minimum at middle point between the magnets. The four and six poles
magnetic coupling sets show the lower minimum than the two pole magnetic coupling set
because of the cross connection on the same plate between the poles.

64
Figure 3.10 The Magnetic Induction Distribution on the Plane that is 0.5mm above the Load Magnets of 6-pole set (a) Solid-contour (b) 3-D Profile

65
Figure 3.11 B-field of 2,4,6-pole Magnetic Coupling with Separation of 30mm the Poles.
Figure 3.12 B-field of 2,4,6-pole Magnetic Coupling with Separation of 4mm
Figure 3.12 shows the field sterngth distribution on a diagonal line in a plane at a
distance 6.5 mm above the plate for the 2, 4 and 6 magnet sets when the two opposing
sets are 4 mm apart. As shown from the figure the maximum field magnitude of the 4-
pole setting is larger than that of the 6-pole setting, and the maximum field magnitude of
the 2-pole setting is samllest. This shows that increasing the pole number cannot assure
the increasing of the magnetic field instensity at certain point. As the number of poles
that are placed in alternating mode increases, the distance between similar poles

66
decreases, thus the magnetic field of that is induced by the same magnetization poles
will counteract by the field that induced by the different magnetization poles. As the
separtion distance between the two sets becomes closer, a higher concentration of the
field is obtained, thus causes a higher attraction force.
Figure 3.13 Magnetic Force of Different Coupling Poles
(B) Effect of the separation gap L
The effect of the gap between the two sets of magnets is investigated. Figure 3.13
shows the force as a function of the separation distance between the two opposing sets.
As shown in the figure, the 2 poles curves cross over the 6-pole curve at a separation
distance of 24 mm. The 2-pole magnetic coupling set has shown the smallest attraction
force for gaps less than 24mm. The 4-pole magnetic coupling set has shown a higher
magnetic force than the 6-pole and the 2-pole magnetic coupling sets in the investigated
separation range of the 4mm~30mm. The smaller the gap between the poles the higher
the coupling force.

67
Figure 3.14 Magnetic Force versus Separation
(C) Effect of plate material
The effect of the plate material type where the magnets are attached on the
driving and driven plates is also investigated. Figure 3.14 shows two curves for the force
as a function of the separation distance for the 2-pole magnetic coupling set. The
computations which made for two different cases that were (a) both plates are made of
steel with µr=2,000 and (b) one plate (driving) is made of steel and the other plate (driven)
is made of plastic. The second scenario is more practical for the magnetically driven
pump that is used to pump blood. As shown when the two plates are made out of steel, a
higher coupling force is produced. However the difference is less than 15% between
these two different plate settings.

68
Figure 3.15 Magnetic Torque versus Separation
(D) Driving angle θ
The driven (load) magnets will be lagging the driving (source) magnets that will
maintain a torque to overcome the friction and flow pressure in the screw pump. The lag
angle ∆θ should be no more than the angle θp at which the torque reaches its peak. The
torques is a function of the separation distance, the rotation angle and the number of
magnets. Figure 3.15 shows the torque as a function of the rotation angle with different
separation distance for the two poles magnetic coupling set. The angle θp decreases when
the separation decreases. For example, for separation of 4mm, the maximum torque is
obtained at angle θp=27.5° while the maximum torque is obtained at θp=35° when the
separation distance is 12 mm.
Figure 3.16 shows the magnetic torque distribution as a function of the rotation
angle for the 2, 4 and 6 poles magnetic coupling sets with a separation distance of 4mm.
The computation is made for the range 0<θ<90o. The torque is smallest for the two poles
magnetic coupling set, as the angle is over 90o, the repulsive force is increasing, as the
two magnets with same magnetization direction will be closer and this force can still
produce a driving torque for the rotation of screw pump. It will be an impeding torque

69
after the lag angle is over 180 o. For the four poles magnetic coupling setup, the two
same magnetization direction magnets will face each other at an angle of 90o. For the 6
poles set the similar magnets will face each other at an angle of 60o. When the lag angle
is over those degrees for different poles setting respectively, the torque will retard the
screw pump’s rotation. The torque is cross product of the force and the arm. When the
force and arm are parallel to each other as in θ=0 although the force is maximum but the
arm is parallel to the force, thus the torque in this situation is equal to zero.
Figure 3.16 Torque of 2,4,6-pole Magnetic Coupling with Separation of 4mm at Different
Rotation Angle θ
When ∆θ is larger than θp, the torque decreases and slippage may occur in the
operation of the magnetic pump. The torque varies periodically. To keep the screw
rotating stably with the same rate as motor, it is important to improve the coupling torque
and assure that the necessary torque to drive the pump is no more than the torque the
magnetic coupling can provide.

70
3.5.3 Conclusion of Simulations
The magnetic characteristics for the coupling force and torque were investigated
using a 3D solver that is base on boundary element method. Three different magnetic
configurations were studied. Based on the practical separation distance and the needed
torque to drive the pump and considered the force and dimension of the setting, it was
concluded that a four-pole configuration might be the optimal configuration compared to
two and six pole configuration. The closer the opposing poles to each other the better
coupling could be achieved, for practical setting up to 4 mm separation gap for a four
poles setting will be practically accepted.
3.6 Summary
In this chapter, theoretical computation and numerical simulation of the force and
torque of magnetic coupling and magnetic particles are presented. Mathematic formulas
for magnetic coupling force and torque were derived based on the introduction of
magnetic potential scalar Φ and equivalent electric current inversion of magnets. Finite
boundary element method with governing equations and their relative boundary and
continuity conditions were also brief discussed. Commercial package AMPERES based
on the boundary element method was used for numerical simulations. The force and
torque for the three arrangements were computed. The effect of the pole number,
separation gap between poles and the displacement angle on the force and torque was
also presented. These simulations provide important design reference for a magnetically
driven mini screw pump that is discussed in next chapter.

71
CHAPTER 4
MAGNETICALLY DRIVEN MINI SCREW PUMP
A magnetically driven mini screw pump was designed based the last chapter
simulation and fabricated for pumping biological fluids such as blood. The pump
characteristics were obtained experimentally. This application showed some advantages
of magnetic driven device.
4.1 Introduction of Screw Pump
This chapter investigates the performance of mini screw pump which is driven
from a detached magnetic system. The pumping of the flow is achieved with the rotating
screw enclosed in cylindrical case as shown in figure 4.1. The intent of the magnetically
driven screw pumps is for application of magnetically coupling in mini device, although
there are already many applications in large size where magnetic field through the
connection motor shaft to transfer the torque. In this chapter the mini screw pump were
designed and fabricated for pumping biological fluids. The pump characteristics were
obtained experimentally.
Pumping and transport of fluid is an important clinical operation [67]. Pumping
operations are required in heart surgery, life sustaining devices such as heart-lung
machines, left ventricular assist devices and total artificial hearts [68, 69, 70]. This
section is devoted to the analysis of mini screw pumps that have detached driving source.
For a pump to operate, it must have (a) a power mechanism by which power is
transmitted to the pump from an outside source (b) a fluid dynamics mechanism capable

72
of conveying the power to the fluid motion. As a pump is shown in figure 4.1, the power
is transmitted to the pump from an outside motor through magnetic coupling without
physical connection. Figure 4.1 illustrates the schematics of the magnetically driven
pump.
The advantage of a magnetically driven pump shown in figure 4.1 is that it is seal-
less and self-contained. The pump works without a shaft that crosses its housing. In
blood flow applications, this design eliminates the possibility of blood leakage through
the seals. The pump can be driven remotely by magnetic coupling shown on the left side
of the figure 4.1. Another advantage of this design is that it allows the pump to be
disposable and eliminates the possibility of bio-contamination from the more expensive
driving system.
From previous investigations of the blood pump, Akari et al. [71] investigated the
relationship between hemolysis and heat generation in six types of centrifugal blood
pumps. They found a strong correlation between hemolysis and heat generation due to
the heat is conducted from the driving motor to the blood. Friction between the shaft and
seal that generates heat locally also causes the hemolysis. In this study, the screw-type
pumps were found to offer certain advantages in terms of (a) design simplicity (b)
inexpensive disposable part (c) suitability for magnetic coupling and (d) possibility of
low hemolysis of blood cells. The application of screw pump mechanisms for blood
transport has been demonstrated by several investigators [72-75]. Owing to their
compactness and simplicity, screw pumps have received serious consideration in blood
transport applications and several new designs are being explored [76]. The term
magnetic pumps have existed for several years. Some of these pumps utilize magnetic
force to create a seal mechanism that is able to provide lubrication to the driving shaft
and a seal [77]. Other magnetic pumps use the magnetic clutch mechanism to provide a
coupling between the driving motor and the driven pumping mechanism.

73
Drive Magnets
Motor
Barrel
Screw Core
Channel
Flight
Discharge port Feed port
P
ϕ W
H
Figure 4.1 Schematic Diagram of a Magnetically Driven Screw Pump
In this study the pumping mechanism is a screw shaped shaft that is remotely
driven by magnets [78]. The pump consists of a single screw that rotates inside a close
fitting barrell. The screw is rotated by the effect of magnetic coupling between
permanent magnets attached to the screw and magnets attached to an outside motor. The
inside magnets couple and synchronize with the outside magnets. The rotation of the
screw moves the fluid forward in the channel between the screw core and the barrel and
increases its hydrostatic pressure [79]. The fluid enters at the feed port and exits at the
discharge port due to the continuous rotation of the screw. Because of the self-contained
seal, the interaction between the pump and the outside environment is minimized. So
leaking and contamination are eliminated. The mechanical friction is also minimized.
The conduction of heat from the driving motor to the inside fluid is eliminated.
In the following sections, the performance of the two different screw core pumps
were tested experimentally. The magnetic field distribution between the coupling
magnets, the magnetic force, magnetic torques and the effect of the separation distance
between the driving and driven magnets were discussed in last chapter.

74
4.2 Magnetically Driven Screw Pumps Performance
The pumps consist of a single screw that rotates inside a close fitting barrell. The
screw is rotated by the effect of magnetic coupling between permanent magnets attached
to the screw and magnets attached to an outside rotor. The rotation of the screw moves
the fluid forward in the channel between the screw core and the barrel and increases its
hydrostatic pressure. The fluid enters at the feed port and exits at the discharge port due
to the continuous rotation of the screw.
The fluid in the screw pump is contained in the channel between the screw and
inside surface of the barrel. The channel is bounded by the screw flights on its sides and
the screw core on the bottom. The top of the channel is the inner surface of the barrel.
Because of the rotation of the screw, the fluid is contained within a system that has both a
moving boundary (surfaces of the screw) and a stationary boundary (barrel surface).
With the necessary condition that the fluid has a certain viscosity, a drag flow is
established in the fluid. It is only because of the existence of this drag flow that a screw
pump is able to operate. The screw pump works without a shaft that crosses its housing,
this eliminates the possibility of blood leakage through the seals. Magnetic coupling can
drive it remotely. This design eliminates the possibility of bio-contamination.
4.2.1 Two Different Mini Screw Pump Prototypes
Two model prototypes as shown in the schematics figure 4.2 and figure 4.3 were
prepared to measure the flow rate – pressure head characteristics of screw pumps.
The difference between two models is that the exit of the first model is normal to
the axis of screw core. The exit of second model is parallel to the axis of the screw core.
Both models had a screw length of 10cm and a diameter of 1.9cm. The first prototype,
M1, (schematic figure 4.2) had a pitch of 0.64 cm (4 threads / inch) while the second
model, M2, (schematic figure 4.3) has a pitch of 1.3 cm (2 threads/inch). The flow rate –
pressure head characteristics for model M1 and M2 are shown in figure 3.2 (a) and (b),
respectively.

75
P: 0.25” H: 0.11" W: 0.115"
Figure 4.2 Model M1: Lateral Flow Configuration
P: 0.5"
H: 0.11"
W: 0.115"
Figure 4.3 Model M2: Combined Flow Configuration

76
4.2.2 Experiment Procedures
Figure 4.4 Experimental Setting of Magnetic Driven Screw Pump
Figure 4.4 shows the experimental setup used in testing the magnetically driven
screw pump prototypes. The pump is held in position on V-holders with its two magnets
facing magnets of opposite polarity attached to an electric motor. To increase the
magnetic coupling, the magnets on the motor are brought close to the thin wall cover at
the end of the pump without touching the cover. The magnets poles distance is 4mm. The
lag angle between the two couplings provides the torque for screw pump overcoming the
resistance. The magnets on the motor drive the magnets on the pump causing the screw to
rotate with a velocity equal to the motor velocity. Two flexible silicone tubes are fitted to
the input and discharge nozzle. The input tube is connected to a reservoir places at a
fixed height above the ground. The output tube is connected to a calibrated jar. The
height of the calibrated jar above the ground is allowed to vary.
The fluid used in the experiment is water with viscosity of 1×10-6 m2/s.
Experiments were conducted with a constant level liquid at the inlet. The rotation of

77
screw was generated by magnetic coupling as described. The rotation speeds were set
from 0 to 3,300 rpm.
4.2.3 Experimental Results
RPM
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
0.00 2.00 4.00 6.00 8.00
Flow Rate (ml/s)
He
ad
(m
m H
g)
3300
3200
2900
2600
2300
2000
1700
1400
Linear
P: 0.25�
H: 0.11"
W: 0.115"
Figure 4.4 Model 1 Pump Characteristics

78
Figure 4.5 Model 2 Pump Characteristics
0.00
10.00
20.00
30.00
40.00
50.00
60.00
70.00
80.00
90.00
100.00
0.00 0.50 1.00 1.50 2.00 2.50 3.00 3.50
Flow Rate (ml/s)
Head
(m
m H
g)
3200
2600
2400
2200
1800
1400
850
500
275
P: 0.5"
H: 0.11"
W: 0.115"
RPM
The experimental results are shown in figures 4.4 and 4.5. These figure show the
relation between the pressure head needed for the flow rate with the rotating speed as
parameters. The head pressure shows in the figure is the pressure between the inlet and
out.
It can be seen from figure 4.4 and figure 4.5 that in order to achieve the same flow
rate and pressure head, the model M2 need to rotate at a higher speed than M1. For
example, When the head pressure is maintained to 18 mmHg for both models, the
rotating rate of M2 needs 3200 rpm while that of M1 just needs 2300 rpm to keep the
same flow rate of 3 ml/second. This is mainly due to the difference of the helix angle(ϕ)
difference between the two models (refer to fig. 3.1(c)). Model with smaller helix angle
ϕ will produce larger viscous drag effect to act in the direction of the screw axis. The

79
model with small helix angle will contain more thread and hence more screw surface for
viscous drag. High helix angle ϕ may cause the screw to produce large viscous drag
effect on the direction normal to the screw axis and produces significant secondary flow.
Since the flow rate out the screw pump is determined by the axial velocity along the
screw channel. Therefore, decreasing the screw helix angle will result in a higher flow
rate for the same speed and head pressure.
In the separate experiments with human blood, the level of hemolysis during the
pumping is measured by the amount of free hemoglobin in plasma of the pumped blood.
The blood sample from model M2 was found to have much less of free hemoglobin than
that of model M1. This suggests that changes in exit port location may have a profound
effect on the hemolytic level of the screw pump.
4.3 Summary
Magnetically driven mini screw pumps were designed and tested in this chapter.
Two poles magnets coupling was used to transfer the torque from the outside motor to the
inside screw core remotely. This mini screw pump running smooth during experiment
and shows some obvious advantages over conventional pump due to the detached power
supplier system by magnetic coupling. From numerical simulations made in the Chapter
3, one may conclude that 2-pole coupling is not the optimized one to provide largest
torque. However the experiments conducted in this chapter show that the 2-poles
coupling provides sufficient torque for the designs in situ. For a heavier load work
condition, one can choose the 4 poles coupling even the 6 poles coupling to meet the
power requirement.

80
CHAPTER 5
MAGNETIC DRIVEN MICRO VISCOUS SPIRAL PUMP
5.1 Introduction
A particularly challenging task of micromachines development is to produce
actuators that can function in various environments. Scaling laws show that devices in
electrostatics, hydraulics and pneumatics may be miniaturized well to the applications in
micro domain. However the miniaturized devices are either too complicated or cannot
work well in the application environments due to their fabrication or packaging
technologies limitation [80]. Fabrication in micro-devices at the present are very much
limited in surface machining with lithography for complex geometry patterning. The
micro actuators are mostly relied on electrostatic or thermal means, though there are a
few other means (Chapter 1). In this study, wireless magnetic actuation is proposed.
Magnetic actuation has low mechanical impedance and may be fabricated and packaged
in micro devices.
Generally, there are two ways to generate magnetic actuations, one is
electromagnetic drive, and the other is permanent magnet drive. Micromachined planar
and wrapped electromagnetic coils were fabricated to integrate microactuators in past
decade [81-84]. Permanent magnet also was used to create external magnetic field that
can drive the micro magnetic parts [33,85]. The magnetized particles and bars with size
of 1~10 µm submerged in fluid were found to spin with the rotating magnetic field. These
magnetized particles and bars in the fluid spun as the result of the magnetic torque
generated from the remote rotating magnets. This phenomenon demonstrates the
feasibility of magnetic MEMS and microdevice for novel applications [33]. Similar idea
was applied to design the magnetic microstirrer for microflidic mixing, which uses a

81
rotating magnetic field to cause a single magnetic bar or an array of them to rotate
rapidly within a fluid environment to enhance the rate of fluid mixing [86].
5.2 Magnetically Driven Pumps
In this chapter, rotating magnets were used to couple with a micro gear coated
with magnetic material and make it rotate. This rotating micro gear can transfer torque to
other micro parts such as a micro spiral pump. The electrostatic actuators, which were
adopted to drive the micropump [87], are the electrostatic comb actuators and the
torsional ratcheting actuators (TRA) respectively shown in figure 5.1 and figure 5.2.
Figure 5.1 Spiral Pump Driven by Electrostatic Comb Driver
Electrostatic comb drives have been popular in MEMS applications requiring high
frequency, very low current, and well controlled force generation over several microns of

82
displacement. However, conventional comb drives typically only produce a few µN’s of
drive force, while often requiring non-resonant mode operating voltages on the order of
100 volts [88]. In addition, conventional comb drives consume significant space on the
wafer and can occupy more than a square millimeter of chip area, placing a fundamental
limit on the size and complexity of advanced microelectromechanical systems. TRA
(Torsional Ratcheting Actuator) can be operated with a single square wave, has minimal
rubbing surfaces, maximizes comb finger density, and can be used for open-loop position
control. However at voltages of 80 to 100 V, significant bending of the ratchet pawl of
TRA was observed and led to pawl failure. TRA actuator was observed to easy to stick
due to backlash when it drives the micropump. Once the TRA was stuck it
Figure 5.2 Micro Spiral Pump Driven by TRA
is likely that further sticking would be observed. These failures point to that TRA
actuators used is underpowered for this application. An actuator that delivers more torque
to the pump, which has less friction and backlash associated with its motion is required
for efficient and reliable pump operation.
In order to overcome above shortcomings of the Comb driver and TRA, in this
study a magnetic actuator shown in figure 5.3 is designed to drive the pump. Magnetic
components can generate larger forces at a reasonable separation distance comparable to

83
their electrostatic counterparts; the energy density between the magnetic plates is
usually larger than that between the electric plates [29,30].
As figure 5.3 illustrates, the driven micro parts is a micro spiral pump with
microgear meshed and is physically separated from the actuating part, a meso-size
rotating permanent magnets. The micropump and driven microgear is the only
micromachined parts on the silicon chip. Magnetic material NdFeB film was deposited
on the surface of microgear by method of pulsed laser sputtering which will be
introduced more detail later. Two remote permanent magnets are used to provide the
wireless power transmission to the microgear through magnetic coupling between the
driving magnets and the driven component. As the driving magnet rotates with the motor,
it transfers torque to the magnetic film and forces the micro device to rotate once the
magnetic coupling torque overcomes the loading drag and internal friction.
Driven by magnetic
Rotating permanent magnets
Deposited magnetic
Driven Gear
Spiral
Figure 5.3 Magnetically Driven Spiral Pump
5.3 Microfabrication and Magnetic Deposition

84
In this section we briefly describe the process of microfabrication and magnetic
masking. It should be remarked that microfabrication is normally done before the process
of magnetic masking (deposition) is made.
5.3.1 Microfabrication and SUMMiT
The micro gear and micro spiral pump is fabricated using Sandia’s National
Laboratory SUMMiT-5 surface micromachining process [13]. Sandia Ultraplanar
Multilevel MEMS Technology (SUMMiT) was developed to serve a general-purpose
polysilicon surface micromachining technology capable of supporting a wide variety of
MEMS design needs. SUMMiT has the general features of a standard surface
micromachining process, including the deposition and lithographic patterning of alternate
layers of polysilicon as the structural material, and silicon oxide as the sacrificial
material. SUMMiT-5 provides five independent layers of low-stress polysilicon and
offers chemical-mechanical planarization to eliminate inter-level interference. Further,
the process is designed to be as general as possible, and to be capable of supporting the
monolithic integration of microelectronics with micromechanical structures on a single
silicon wafer. Figure 5.4 describes the different polysilicon and oxide layers employed in
SUMMiT. The substrate is a 6-inch diameter, 675 µm-thick, <100> n-type silicon wafer.
The surface of the substrate is covered with a layer of 0.8 µm LPCVD silicon nitride
deposited over a layer of 0.63 µm-thick thermal SiO2. The nitride and oxide films serve
as an electric isolation blanket that isolate the electrically active parts of MEMS devices
to be built on top of the wafer. The process proceeds by depositing and patterning
alternate layers of polysilicon and silicon oxide films. The polysilicon layers are denoted
P0 (mmpoly0), P1(mmpoly1), P2(mmpoly2), P3(mmpoly3), and P4(mmpoly4). P0 is a
polysilicon layer used for electrical interconnect as a ground plane. P1 to P4 are
mechanical construction layers. The intervening sacrificial oxide layers are denoted
S1(sacox1), S2(sacox2), S3(sacox3), and S4(sacox4), where S1 resides between P0 and
P1, S2 between P1 and P2, and so on. All polysilicon films are deposited as n-type, fine-
grained polysilicon from silane in a low-pressure chemical vapor deposition (LPCVD)
furnace at ~ 580°C. Similarly, the intervening sacrificial oxide layers are typically

85
deposited in a LPCVD furnace from tetraethylorthosilicate (TEOS) at ~ 720°C. The
backfill oxide used prior to CMP (chemical mechanical polishing) planarization is
deposited using plasma enhanced chemical vapor deposition (PECVD).
Figure 5.4 SUMMiT-5 Layer Description
Each film in SUMMiT may be connected to the film in the level below it by one
or more anchor. Anchoring two films completely restrains their relative motion, a method
commonly used in building fixed or limited motion structures such as bridges, resonating
beams, and fluidic channels. Alternatively, SUMMiT provides the capability of creating
revolute joints between elements created in P1 and P2 levels. Revolute joints allow in-

86
plane rotational freedom while restraining other degrees of freedom. Revolute joints are
essential in the creation of continuously rotating structures such as gears, cranks and
rotational links. Such elements are needed in MEMS devices employing movable
microstructures including gear trains and rotational motors.
When creating movable microstructures, dimples need to be defined between
moving surfaces to reduce friction. Dimples also help reduce the sticking of the layers
during etch-release and are employed in many non-moving or limited motion structures
such resonating cantilever beams. Dimples may be defined on P1, P3 and P4 layers. More
details of the SUMMiT fabrication process are described these references [13,89, 90].
After the microfabrication, unreleased microgears were first etching released
before depositing the magnetic film on them. The diameter of gear is 1 mm. The
standard release process is shown as figure 5.5. The chip was put in the 1:1 HF:HCL
solution for 90 minutes. This etch does not affect polylayers. the solution selectivity to
nitride is twice as good as HF only. Followed two steps of rinsing, the freestanding
structure on the chip is dried by blowing with low-pressure nitrogen instead of
transferring chip to supercritical pressure vessel. The magnetic material deposition
process is discussed in the following section.

87
Transfer to supercritical pressure vessel
Soak in methanol
Displacement rinse with deionized water
Release etch parts in aqueous HF (or HF/HCl)
Figure 5.5 Standard Release Processes

88
5.3.2 Magnetic Material Deposition
In this section, an experiment procedure of depositing magnetic material to the
surface of the micro gear is listed. Relative experiment preparations such as pattern
transfer are discussed in detail.
SUMMiT was used to design the micro gear and which was fabricated in Sandia
Laboratory. Unreleased microgears were sent to us for next procedure. Before deposit
any materials to the micro gear, a standard etching release steps were taken to make
micro gear free to rotate.
To avoid the magnetic material to block the micro gear rotating axis, A mask is
needed to make sure the magnetic film will be developed in desired place. A mask pattern
made out of aluminum is produced by CNC lathe. The mask allows the magnetic material
to be deposited directly on the surface through the mask pattern. This direct deposition
procedure do not require photoresist and etching. The hollow circle diameter is 900µm.
The bar width is 300µm. Figure 5.6(a) shows the microgear of 1000µm, which is
patterned by the mask that has the hollow circle, separated by the rectangle bar as shown
in figure 5.6(b). The rectangle bar is used to prevent the magnetic material from covering
the gear’s rotating axis and to separate magnetic material into two sides of the gear.
Figure 5.6(c) shows gear surface after 2 hours of deposition. The dark parts on the two
sides of the microgear are deposited with magnetic film. The magnetic material didn’t
cover the bright middle part of the gear due to the mask protection. Figure 5.6(d) shows
the overview of the full size microgear after deposition.

89
Figure 5.6 (a) Before Deposition (b) Pattern Transfer by Mask (c, d) Gear Surface After Deposition
Figure 5.7 is an illustration of the pulse laser deposition (PLD) setup for growing
magnetic film on the surface of microgear. KrF excimer pulse laser (λ=248 nm) is used
on targets made of Nd2Fe14B to for depositing a film on driven gear (Poly3) surface. The
target’s residual induction Br is 11,400 G, coercive force Hc is 10,400 Oe, and intrinsic
coercive force Hci is 13,500 Oe. The film is deposited in a vacuum chamber with 3×10-5
torr at the beginning of the deposition and with 9×10-5 torr at the end of the deposition.
Vacuum environment is employed to minimize the film oxidation. The laser beam output
energy is 250 mJ at a pulsed rate of 20 Hz. The separating distance between the target
and substrate is 3cm. The chip with micro gear is mounted in the groove of an aluminum
holder. The mask was placed on top of the holder. The separating distance between the
target and micro gear is 3cm. The substrate (chip of micro gear) temperatures are set at
room temperature and the deposition had lasted for 2 hours. The film characteristics and

90
magnetic coupling between the magnetic films and outside magnetic driving part will be
discussed in later sections.
PlumePulsed laser
Mask
Micro Gear
Holder
NdFeBTarget
Figure 5.7 Illustration of the PLD Setting-up for Microgear
Figure 5.8 Released Holes in the Microgear Surface
5.3.3 Two New Designs of Microgears for Film Deposition
In this section, a microstructure defect of the above the micro gear will discuss
and alternative solutions are given.
From figure 5.8, it can be seen that there are many release holes in the microgear.
The holes can help etchant to reach the sacrificial layer under the gear and dissolve the
sacrificial layer between two polysiclicon layers. When the microgear surface is exposed
to pulsed laser deposition, the magnetic material ablated from the target will accumulate
underneath layer through the gear surface release holes. These magnetic materials then

91
cause the gear to stick to the underneath layer and block the rotational movement of the
freedom rotation of the micro gear.
To avoid this problem, the gear design will need to be modified to prevent the
magnetic particles from passing through the release holes in the microgear. Different
methods were applied to modify the gear fabrication process for this purpose. The first
method was to put the release holes through the substrate instead of gear from the top.
Figure 5.9 shows the plan view of the design. The A-A cross-section of this design is
shown as figure 5.10, the nitride cut was made firstly, and then followed with the
microgear fabrication process. Before release or etch the sacrificial oxide, flip the
substrate upward. The backside bore and back cuts were made to release the sacrificial
oxide layers and then release the microgear to free movement. The gear surface has no
any release holes. This design avoids to fabricate the holes through the gear and then
prevent the deposition from accumulating on the underneath layer through the holes of
the micro gear.
This 2mm diameter gear was connected to a torque-meter which was used to
measure the torque exerted on the gear under the magnetic coupling. But this toque-
meter will limit the free rotating of the gear. When outside drive rotating, the gear will
oscillate due to the lock of the toque-meter. When the coupling torque is large enough,
the link between the torque meter and gear will break, It then tell the coupling torque
merely exceed the torque meter maximum value.

92
2 mm gear
Torque meter
Back release hole
Figure 5.9 New Design of the Gear with Releasing (etching) Holes Through the Substrate
Figure 5.10 A-A Cross-section View of the Dack Releasing

93
Another design is shown in figure 5.11, two rectangle holes were fabricate in the
gear surface. These two releasing holes are big and close to the microgear pin joint. In
figure 5.6(b), the center part of gear will not be covered with magnetic material due to
protection of the mask. Figure 5.12 shows the cross-section view of this design. The two
rectangular holes replace the small holes which shown in figure 5.8. The releasing
efficient will be reduced because the etching solution is not so easy to reach all volume of
the sacrificial layer. The figure 5.12 shows the dimple gap is 0.4 um, which limits the
etching solution to come inside and vice versa.
Figure 5.11 Center Rectangle Release Cut of Microgear

94
Figure 5.12 A-A Cross-section View of Rectangle Release Cut
5.4 Magnetic Micro Spiral Pump
Fluids can transport chemicals, cells, suspended particles and many other
constituents. A pump is one of the devices to transfer fluids either gas or liquid.
Micropump plays an important role in micro flow systems. By using micropump, a very
small amount of fluid may be precisely controlled for application such as in drug delivery
systems or micro total analysis systems (µTAS). In this section, a viscous drag micro
spiral pump is introduced. Fabrication procedures for modifying the micro pump to be
magnetic driven is also included.
5.4.1 Introduction of Viscous Drag Spiral Pump
Micropump develops with microfabrication technologies. The upward motion of
the diaphragm of membrane micropump [14-17] increases the volume of the pumping
chamber and hence reduces the pressure in the chamber, then causes the inlet valve
opening to allow inflow fluid. Following release of diaphragm to its initial position will
push the fluid out of the chamber through the outlet valve. Electrostatic, thermal,
piezoelectric actuations were used to drive the membrane. Unlike membrane pump,
which usually need moving parts such as membranes, valves. Ion pump [91] use electric
field to drag charged ion from emitter (cathodes) to collector (anode), the movement of
ion transfer the momentum to fluid, hence make the fluid flow from one side to another

95
side. Similarly, Electroosmotic pump [92] use moementum of the moving charges to
drive electrically neutral fluids through channels of extremely small cross sections. Very
different from the above the pump working principles, the viscous drag pump use
dominantly viscous force between the moving part of the pump to drag fluid move
forward. The mini blood pump described in chapter 3 is one sample of using this driving
principle. The viscous drag force is also a dominant force in the micro spiral pump
discussed in this chapter.
The diameters of the spiral pump are fabricated ranging from 700 µm to 2000µm
for testing purpose. A schematic illustration of the viscous-type spiral pump concept is
shown in figure 5.13. A disk with a spiral protrusion rotates at a close proximity over a
stationary plate. Fluid is contained in the spiral channel created by the spiral protrusion
and is bounded by the stationary plate on the bottom and by the rotating disk on the top.
Due to non-slip conditions, a velocity profile develops in the channel with fluid velocity
increasing from zero at the stationary plate to the rotating plate velocity at the top.
Viscous stresses on the upper and lower surfaces of the channel generate a pressure
gradient along the channel and allow the fluid to be transported against an imposed
pressure difference. Two holes at either end of the spiral channel provide the required
inlet and outlet for the pumped fluid. The concept described is a mechanical concept that
takes advantage of the shallow channel heights of surface micromachined devices, where
viscous forces become dominant [87].
It does not rely on the electrical properties of the pumped fluid, and is therefore
capable of handling a wide variety of fluids of moderate to high viscosities. The pump
operates with no valves, which allows it to handle particle-laden fluids as well. Further,
this concept is easy to implement in surface micromachining and easy to make by five
levels of polysilicon using SUMMiT.

96
Figure
2 14 nergy
density (B-H product), and ability to be deposited to the silicon substrate [93, 94].
5.4.2 F
own on a polysilicon gear
which
t is
Poly3 and is covered by magnetic film. Outside magnets rotating will force driven gear to
Outlet Stationary plate
Rotating disk
Pin joint
Inlet
Spiral groove
5.13 Schematic Illustration of Spiral Pump
Pulse laser deposition is used to grow thin film of Nd-Fe-B on the silicon
component (microgear). Nd Fe B compound is chosen due to its high magnetic e
abrication of Magnetic Micro Spiral Pump
This section presents the fabrication procedures of magnetic drivable micro spiral
pump. Magnetic characteristics of a magnetic thin film was gr
is matched with rotating disk of the micro spiral pump.
Figure 5.14 shows a cross sectional view through the centerline of the spiral disk
to illustrate the layer layout. The rotating disk is defined in the upper polysilicon level
Poly3 and the stationary plate is in ground level Poly0. The spiral protrusion is defined in
intervening levels Poly1, Poly2 and is attached to the Poly3 rotating disk. A pin join
defined at the center of the upper disk to provide rotational freedom. Gear teeth on
perimeter of the rotating disk mesh with teeth of driven gear, which is defined in the

97
follow up, then provide the torque to the pump. The Bosch back-etch process is used to
produce the inlet and outlet holes are through the wafer.
Driven gear
Poly3
Poly4
Poly1
Poly0
Poly2
Pump Housing
Spiral protrusion
Rotating disk Pin joint
InletOutlet
Figure 5.14 A Cross Section Through the Spiral Disk Centerline
Figure 5.15 shows the magnetic hysteresis loop of the film. The results show that
the film is soft magnetic material, and its remanence is about 550 Gauss while the
coercive force is 650 Oesterds. The remanence and coercive force of target are 11400
Gauss, 10400 Oesterds, respectively. It is well known that the magnetic film magnetic
properties will be dramatically improved if the substrate is heated to a proper temperature
during the deposition or annealed after the deposition [50-53]. In these cases, highly
anisotropic magnetic films are expected. A hard magnetic thin film with perpendicular
magnetic coercivity up to 1.5T is reported by PLD with appropriate buffer, substrate
temperature and film thickness [95]. It will definitely helps microgear to get more
coupling magnetic torque from outside resource. However, our deposition process is
additional procedure after the micro gear and micropump were fabricated by Sandia
standard process. Appling high temperature afterwards to improve the film magnetic
properties of micro devices may cause micro moving structure failure. The film we got at
room temperature is amorphous without crystalline phase.

98
-7
-5
-3
-1
1
3
5
7
-20 -15 -10 -5 0 5 10 15 20
Applied Field(K Oe)
Magn
etiz
ati
on
(K G
au
ss)
Figure 5.15 The Hysteresis Loop of Perpendicular Magnetization of NdFeB Film
The gear thickness is 10µm, the thickness of the deposited film measured by a
profilometer is 1µm.
Till here, the magnetically driven micro spiral pump is fabricated and ready for
test.
5.5 Magnetic Coupling Force and Torque of Micro Spiral Pump
It exits practical difficulty to measure the in situ magnetic force and torque which
exerts to the micro spiral pump. So the numerical simulation method which was

discussed in chapter 3 is adopted here to get simulation results. The simulation results
are the estimations of the real experiment setup for microgear.
Numerical analysis is conducted to compare the magnetic force and torque at
different offset angles, θ, between the driving and driven components. The effects of the
separation distance between the driving and driven elements are also considered. The
source magnets (driving part) are made out of Nd2Fe14B grade 35 discs with 2.5mm in
diameter and 1.5mm in thickness. Its residual induction Br is 12.3 KG, coercive force Hc
is 11.3 KOe, and its intrinsic coercive force Hci is 14 KOe [96]. The magnetic field
distribution, force and torque are computed using Integrated Engineering Software’s 3D
magnetic field solver, which is based on boundary element method. The force and torque
are computed with the source magnets rotating and the microgear fixed through a series
of offset angles ranging from 0° to 90°. Two permanent magnet Nd2Fe14B disks are
attached on the plate that is mounted to a motor. The micro gear with film deposited on
the surface facing the driving magnets is set at a gap close to magnets.
Figures 5.16, 5.17 and 5.18 show the normal magnetic induction, B, distribution
on the surface of the films that are deposited on the microgear surface. It is noticed that
the magnetic induction magnitude is symmetrically distributed on both sides of the film’s
surface. Each side of surfaces is magnetized by the magnet on the driving part facing that
side. The magnets on the driving part are placed in alternating pole configuration. It is
clear that as the magnets are rotating the magnetic field induction on the surface fellows.
The magnetic films as shown in the figures 5.16, 5.17, 5.18 are easy to magnetize and
demagnetize, their M-H hysteresis loop is narrow as shown on the figure 5.15.
Figure 5.19 shows the attracting magnetic forces Fz with different offset angles.
The force is constant and does not depend on the offset angle. The magnitude of the
force is decided by taking the surface integral of the product of magnetic induction along
the normal direction of the inducted surface area with the magnitude of the magnetic
induction in that area. The magnetic field distribution is symmetric and does not have
obvious changes as shown in figure 5.16-5.18; the size of the microgear is very small
compared with source magnets. Thus the magnetic force along z-axis may not change in
large magnitude at different offset angles between the microgear and driving permanent
99

100
magnets. The effective torque Tz, which makes the driven part (microgear) rotate with
its axis z, depends the vector product of force and arm length according equation. Under
the simulation conditions the torque it reaches its peak when the angular offset is of
approximate 45° as shown in the figure 5.10.
Figure 5.16 The Normal Magnetic Induction Distribution on the Films Without Angular Offset between the Driving Magnets and Driven Microgear
Figure 5.17 The Normal Magnetic Induction Distribution on the Films with 45 Degrees Angular Offset between Driving Magnets and Driven Microgear

101
Figure 5.18 The Normal Magnetic Induction Distribution on the Films with 90 Degrees Angular Offset between Driving Magnets and Driven Microgear
0
8
16
24
32
40
0 20 40 60 80 1
Angular displacement(degree)
Fz (
mic
ro N
)
00
Figure 5.19 The Relation of the Magnetic Force and Angular Offset

102
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
0 20 40 60 80 10
Angular displacement (degree)
To
rqu
e (
mic
roN
*mm
)
0
Figure 5.10 The Relation of the Magnetic Torque and Angular Offset
The driven microgear lags the driving magnets by θ (offset angle) that will
maintain a torque to overcome the friction and load of the gear. The leading angle θ
should be no more than the angle θp at which the torque reaches its peak or slipping will
occur when excessive torque is applied. The maximum torque of the gear getting is
around 1.6 µN*mm when the separation distance is 1mm. For a gear of about 0.02 mg,
the torque is relative large. The torques is calculated by a formula composed of the
separation distance, the angle and the number of magnets. The magnetic torque changes
dramatically when the separation distance change. For example if the separation gap
between the magnets and microgear increases to 3mm, the maximum torque Tz will
dramatically decrease to 6% of the torque of 1 mm separation distance.

103
5.6 Summary
Magnetically driven micro gear was fabricated by growing a thin film of rare
earth magnetic material on a driving gear surface using pulse laser deposition. The
magnetic properties were measured using a SQUID magnetometer. The film is
amorphous with soft magnetic properties. The PLD preparation of magnetic film in situ is
not compatible with standard IC processes (currently Sandia MEMS fabrication
procedure), this limits us to get hard rare earth permanent magnet thick film. The design
of micro spiral viscous pump driven by magnetic coupling transmission is introduced and
real model is fabricated and demonstrated. Numerical analysis of the force and torque
between the driving and driven parts of the magnetic couple was carried out. The
magnetic interaction force was found to be independent of the offset angle. The magnetic
torque reaches a peak at 45° offset angle. The magnitude of the torque is found to be
relatively large at a separation distance between the driving and driven part of 1 mm.
The component structure of magnetic external actuation is simpler than electrostatic
comb actuators and torsional ratcheting actuators (TRA) and hence reduces the failure
factors. A rotating external magnetic field is found to be a promising actuation for
magnetic MEMS.
Magnetically driven micro gear and micro spiral pump have been designed and
fabricated. Magnetic coupling between an external applied magnetic dipole and an
induced magnetic dipole on magnetic thin film is used to actuate the micro spiral viscous
pump. Pulse laser deposition was used to grow magnetic film on the silicon structure at
room temperature, amorphous film with soft magnetic properties were obtained.
Numerical simulation results of the magnetic force and torque induced by the magnetic
coupling are discussed in conjunction with micro component.

104
CHAPTER 6
EXPERIMENTS OF SCALED UP MODELS OF
MICROPUMP
Advances in microfabrication technology enable us to create new designs of
micropumps. We have demonstrated the magnetically driven micro spiral pump in the
chapter 5. Although the micropump may pump the fluid, it is still challenging
experimentally to assess the pumping performance in micro scale. In this chapter, scaled-
up models were built to verify the spiral pump concept and to examine pumping
characteristics.
6.1 Two Scaled-up Models for Micro Spiral Pumps
In order to assess the pumping characteristics of micro spiral pumps, two
designs for the pumps are considered. Figure 5.13 shows the schematic configuration of
micro spiral pump. The first design is that the spiral protrusion is attached with rotating
top disk. The second design is to put the spiral protrusion on the stationary bottom. The
spiral pump operates by spinning the top disk. The spinning disk causes the fluid
contained in the spiral to be dragged along with the moving boundary. Two holes at
either end of the spiral channel provide the required inlet and outlet for the pumped fluid.
Due to non-slip conditions, a velocity profile develops in the channel with fluid velocity
increasing from zero at the stationary plate to the rotating plate velocity at the top, and
viscous stresses on the upper and lower surfaces of the channel allow the fluid to be

105
transported against an imposed pressure difference. The flow is then set up to push to
the outlet located in the end of the spiral channel.
Rotating disk Spiral groove
Stationary plate
Pin joint
Outlet
Inlet
Fig. 5.13 Schematic Illustration of the Spiral Pump
Figure 6.1 shows the scaled-up design that the spiral channel rotates. There are
two magnets in the back of the spiral disk. The magnets may be seen from figure 6.2
where the fully assemble setup is shown. The pump is completely sealed except the inlet
and outlet. Through the magnetic coupling as shown in figure 6.2, the torque can be
transferred to the spiral disk by the magnetic coupling without any physical contact. This
design invoking the magnetic coupling avoids the leakage problem; the good sealing in
the pump housing help to build up the pumping pressure.

106
Pump House Bottom
Outlet
Spiral Pump House Top
Inlet
Figure 6.1 Scaled-up Pump for Rotating Spiral Disk Design
The spiral disk is made of Derlin plastic disk. The pump house is made of Derlin
acetal disk. Due to the machining difficulty for a true spiral, the spiral groove is
approximately machined by connecting different radius arcs. As shown in figure 6.3, The
depth of the spiral channel (groove) is 0.125 inch, the width of the channel is 0.145 inch,
the thickness of the spiral wall is 0.03125 (1/32) inch. The diameter of the rotating spiral
disk is 1 inch. The total angular span of the centerline of spiral channel is close to 2π. The
hollow cylinders were made to put the magnets inside. The pump is mounted as figure
6.2 (a, b) showed.

Magnetic coupling
Pump Inlet tube
Outlet tubeMotor
Figure 6.2 (a) Experimental Mounting of the Rotating Spiral Pump
Magnets
Figure 6.2 (b) The Magnetic Coupling between the Motor and Pump
107
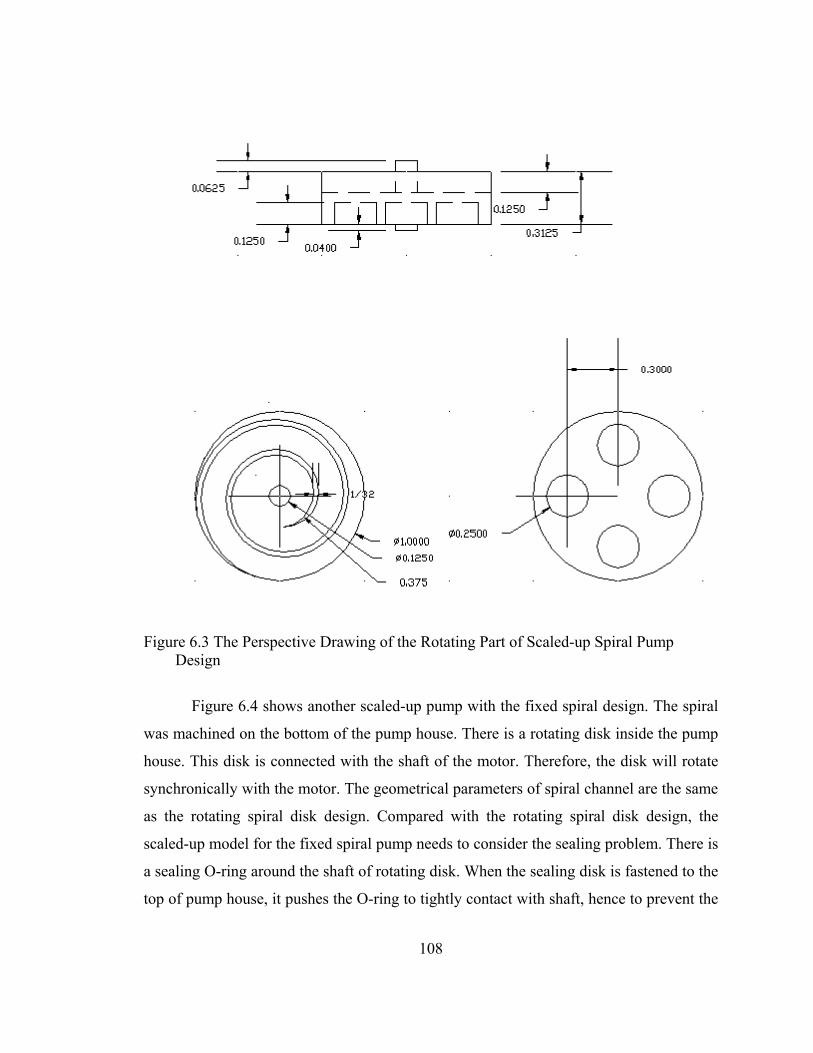
108
Figure 6.3 The Perspective Drawing of the Rotating Part of Scaled-up Spiral Pump Design
Figure 6.4 shows another scaled-up pump with the fixed spiral design. The spiral
was machined on the bottom of the pump house. There is a rotating disk inside the pump
house. This disk is connected with the shaft of the motor. Therefore, the disk will rotate
synchronically with the motor. The geometrical parameters of spiral channel are the same
as the rotating spiral disk design. Compared with the rotating spiral disk design, the
scaled-up model for the fixed spiral pump needs to consider the sealing problem. There is
a sealing O-ring around the shaft of rotating disk. When the sealing disk is fastened to the
top of pump house, it pushes the O-ring to tightly contact with shaft, hence to prevent the
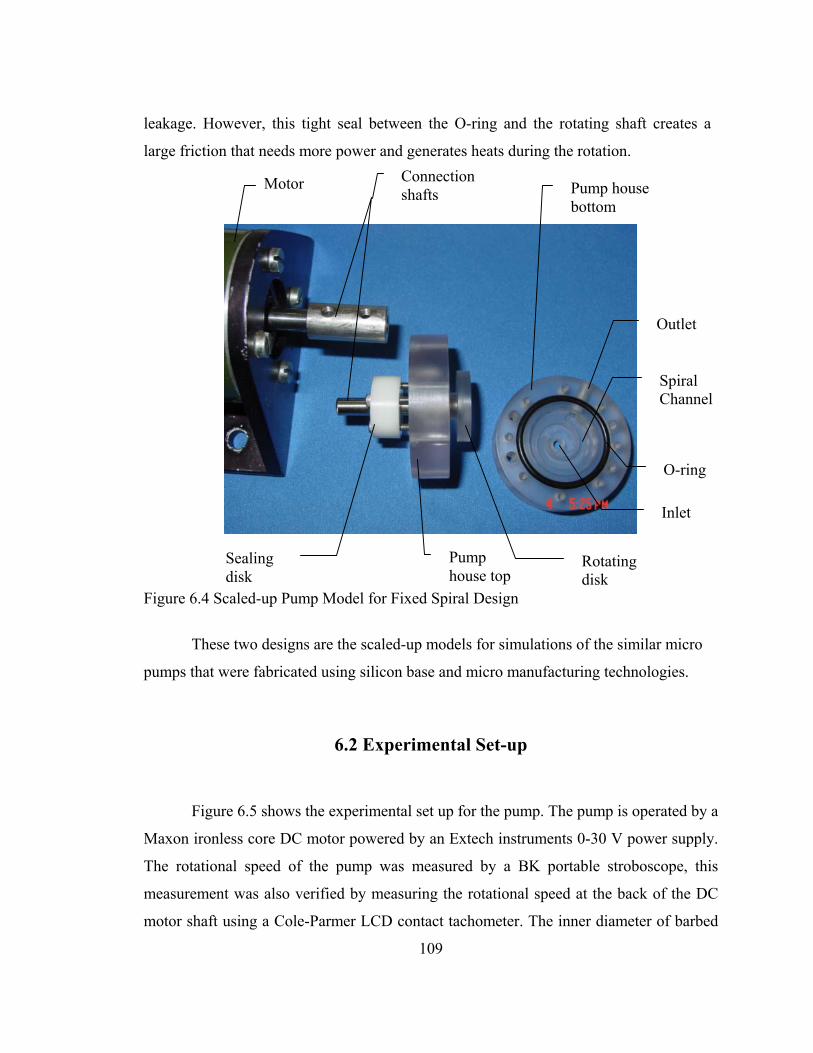
109
leakage. However, this tight seal between the O-ring and the rotating shaft creates a
large friction that needs more power and generates heats during the rotation.
Figure 6.4 Scaled-up Pump Model for Fixed Spiral Design
O-ring
Inlet
Spiral Channel
Outlet
Pump house bottom
Rotating disk
Pump house top
Sealing disk
Connection shafts
Motor
These two designs are the scaled-up models for simulations of the similar micro
pumps that were fabricated using silicon base and micro manufacturing technologies.
6.2 Experimental Set-up
Figure 6.5 shows the experimental set up for the pump. The pump is operated by a
Maxon ironless core DC motor powered by an Extech instruments 0-30 V power supply.
The rotational speed of the pump was measured by a BK portable stroboscope, this
measurement was also verified by measuring the rotational speed at the back of the DC
motor shaft using a Cole-Parmer LCD contact tachometer. The inner diameter of barbed
110
inlet and outlet tubing fitting adapters is 0.08 inch. The inner diameter of tube is 0.125
(1/8) inch. The outlet head pressure was changed by the outlet tube end relative height
compared with the height of reservoir.
During the experiment, the rotating speed is kept same but changing the head
pressure to create different flow rates. After that, the rotating speed was incremented to a
different value. In this way one may repeat measuring the flow rate with different head
pressure. The fluid was collected in the tube, when the fluid volume reaches certain
number, records the time spending for the collecting. Then the flow rate can be readily
calculated.
MotorPump Power supply
Inlet tube
Stroboscope
Reservoir
Outlet tube Tube container
Ruler
Figure 6.5 Experimental Set up for Scaled-up Pump Model

111
6.3 Experimental Results and Discussion
For the experiments of rotating spiral disk from the fist design, the gap distance h′
between the stationary disk (pump house top) and the top of wall of spiral protrusion is
0.1 mm. During the experiments, the spiral channel rotates clockwise as shown in figure
6.6. The stationary top cap is fastened to the pump house. The top cap presses the O-ring
so that the pump is sealed.
Figure 6.6 Rotation Direction of the Spiral Channel
When the spiral channel disk rotates clockwise, the fluid close to the top of the channel
sticks with the stationary top disk due to no slip boundary condition. The rest of fluid that
contacts with the other three sides of the channel was dragged forward in the direction of
the disk rotation. From the kinematics view, or from the viewpoint inside the channel,
the fluid in the top of the channel was dragged by the top disk to the outlet.
Figure 6.7 shows the relation of flow rate and pressure at different rotation
speeds. The adverse pressure is created by imposing a higher pressure at the outlet than

112
that at the inlet. Therefore, the result shows that the outlet the flow rate is almost linearly
decreasing function with the pressure head imposed. For example, the pump rotating at
at 3600 RPM under the adverse pressure of 6,000 pa with the set up shown in figure 6.7
will almost produce no net flow.
pressure vs flow rate
0
0.5
1
1.5
2
2.5
3
3.5
0 2000 4000 6000 8000 10000
pressure (pa)
flo
w r
ate
(m
l/s) 600 rpm
1200 rpm
1800 rpm
2400 rpm
3000 rpm
3600 rpm
4200 rpm
4500 rpm
Figure 6.7 Flow Rate versus Head Pressure of 2π Angular Span with the 0.1 mmGap
pressure vs flow rate
0
0.5
1
1.5
2
2.5
3
0 2000 4000 6000 8000
head pressure (Pa)
flo
w r
ate
(m
l/s)
600 rpm
1200 rpm
1800 rpm
2400 rpm
3000 rpm
3600 rpm
4200 rpm
4500 rpm
Figure 6.8 Flow Rate versus Head Pressure of 2π Angular Span with the 0.4 mmGap
When the distance h′ between the stationary disk (pump house top) and the top of
wall of spiral protrusion is increased from 0.1 mm to the 0.4 mm, the flow rate decreases

113
as shown in figure 6.8. This may be attributed to the cross flow in the gap between the
spiral and top cap. When this happens, the fluid in the top of the spiral channel does not
contact with the top stationary disk directly. The viscous force to drag the fluid along the
channel to the outlet is actually reduced. Hence, the viscous effect on the fluid in the
channel is diminished. The phenomenon is more pronounced when the gap distance
increases. The cross flow influence on the flow rate is exaggerated in higher pressures
from the comparison of figure 6.7 and figure 6.8.
When the total angular span of the centerline of spiral channel is close to 8π in the
same rotator with same channel depth and channel wall width, the flow rate versus the
pressure at different rotation speed are varied as figure 6.9 and figure 6.10 showed.
Head pressure vs flow rate
0
0.5
1
1.5
2
2.5
3
0 2000 4000 6000 8000 10000
Head pressure (Pa)
Flo
w r
ate
(m
l/s
) 600 rpm
1200 rpm
1800 rpm
2400 rpm
3000 rpm
3600 rpm
4200 rpm
4500 rpm
Figure 6.9 Flow Rate versus Head Pressure of 8π Angular Span with the 0.1 mmGap

114
Head pressure vs flow rate
0
0.5
1
1.5
2
2.5
0 2000 4000 6000 8000
head pressure (Pa)
flo
w r
ate
(m
l/s)
600 rpm
1200 rpm
1800 rpm
2400 rpm
3000 rpm
3600 rpm
4200 rpm
4500 rpm
Figure 6.10 Flow Rate versus Head Pressure of 8π Angular with the 0.4 mm Gap
The flow rate decreases for the setup with 8π angular span spiral channel when
compared with that of the 2π angular span spiral channel with the same head pressure and
same rotation speed. The reason is that the total fluid contained the channel decreases due
to the spiral channel wall occupying more volume of the pump house than that of the 2π
angular span spiral channel rotator. Less fluid is dragged in the 8π angular span spiral
channel per turn.
It is also interesting to investigate the influence of rotation direction on the spiral
pump flow rate. Experiments have been done when the spiral disk rotated with
counterclockwise direction instead of clockwise direction. The results are shown in figure
6.11. The pump used in the experiment has the 2π angular span spiral channel and the
gap distance h′ of 0.1 mm. The viscous drag from the stationary top disk to the fluid in
the spiral channel should have the negative effects to the flow rate. However, the
centrifugal force and the pump shape itself acting as the propeller dominates and the fluid
comes out of the outlet even with a relatively high head pressure.

115
Anti-RPM vs Highest head pressure
0
1000
2000
3000
4000
5000
6000
7000
8000
0 1000 2000 3000 4000 5000
Anti-RPM
Hig
he
st
he
ad
pre
ss
ure
Figure 6.11 The Highest Head Pressure the Pump Can Overcome (flow rate is 0 at this point) with Counterclockwise Rotation Direction
For the second spiral pump design, whose spiral channel was groove in the pump
house bottom as shown in figure 6.4, the testing results were quite different from the
rotating spiral channel design. The top disk rotates when the spiral channel keeps
stationary with the bottom. During the experiments, there is leakage problem through the
connecting shaft. Although there is O-ring with sealing disk to reduce the leakage, it is
difficult to provide the enough torque to the rotating disk when the O-ring was pressed
tight to the shaft. The flow rate is much lower than the rotating spiral channel disk design.
It also can barely overcome a very low head pressure.
6.4 Summary
This chapter discussed the performance of two fabricated scaled up pump
prototypes as simulations of micro spiral pumps’ performance. Through the comparison
of two designs, it is obvious that rotating spiral channel disk design have more
advantages. The different experiments showed that the spiral wall when rotated can help

116
to pump the fluid during pumping. The pump performance also depends on the
curvature ratio of the spiral, which will discuss in more detail in the next chapter.
Through the scaled up model experiments, the rotating spiral channel is recommended for
the fabrication in micro scale to the Sandia National Laboratories.

117
CHAPTER 7
NUMERICAL SIMULATION OF SCALED UP MODELS OF
MICROPUMP
7.1 Introduction
After the scaled up experiments for the micropumps, the numerical simulations for
the scaled-up and real micro models is performed in this chapter to improve and refine
the micropump designs and possibly to shorten the time required from the design to
fabrication of workable and marketable microdevices. The factors such as spiral
curvature ratio, pressure, fluid viscosity, tube geometry and package errors are studied
and discussed in the chapter based on the theoretical modeling and numerical simulation
results.
Before the numerical simulation of flow of the pump and the comparison with the
experimental results, it should be remarked fluid flow features in micro device may not
be the same as that in macro scale device. One may still predict the general fluid flow
from numerical simulations based on Navier-Stokes equations with non-slip-boundary
conditions at the wall provided that certain conditions are satisfied [3,97]. In this chapter,
the validity of the non-slip boundary conditions from microfluid flow simulation is
adopted and verified.

118
7.2 Characteristics of Fluid Flow in Micro-scale Device
One of important effect displacement by the fluid flow in the microdevice is
molecular effect that could induce slip flow at the wall. The traditional non-slip boundary
condition used in the continuum model may fail to provide accurate predictions for the
flow in the microdevices. If the traditional continuum model fails to regulate the liquid
fluid, then the more complicated molecular dynamic simulation seems to be the other
approach available to rationally characterize flow in microdevices. Such numerical
simulations are not yet well developed for realistic micro-scale flow. The microfluid
mechanics of liquids is much less developed than gases [97]. The molecular-based
models for gases were well developed. Liquid flow in micro device will be introduced
followed by introduction of some important concepts of the flow model for gases.
The continuum model is valid when mean free path λ in gas is much
smaller than a characteristic flow dimension L. The mean free path λ in a gas is the
average distance that molecules travel between the collisions with other molecules in the
gas. As a general guideline, macroscopic or continuum analysis cannot be applied to
situations that the characteristic length of the flow is of the same order as or lower than
the mean free path λ. λ is related to temperature T and pressure P as [3]:
(7.1)
where P is pressure, d is the molecular diameter and k is the Boltzmann constant
(1.38×10-23 J/K•molecule).
The ratio between the mean free and the characteristic length is known as
Knudsen number:
LKn
λ= (7.2)

119
If the Knudsen number is less than 10-3, Navier-Stokes equations with
non-slip boundary conditions are still valid for micro flow analysis. Table 7.1
summarizes the different Knudsen number regimes [3, 97].
Table 7.1 Knudson Number Regimes
Kn ~ 0 Kn < 10-3 10-3<Kn<10-1 10-1 <Kn<10 Kn ≥10
No molecular
diffusion;
Euler equations
Continuum
flow;
Navier-Stokes
equations with
non-slip
boundary
conditions
Slip-flow
regime;
Navier-Stokes
equations with
slip boundary
conditions
Transition
regime;
Moderately
rarefied
Free-molecule
flow;
Highly rarefied
The effects of molecular structure are quite different in gases and liquids. The
density of liquids is about 1000 times as the density of the gases; the spacing between
molecules in liquids is approximately ten times less than the spacing in gases. Liquid
molecules do not have a mean free path, but the lattice spacing, δ, may be used as a
similar measure. The lattice spacing δ is defined as [3]:
3/1
1~
AN
Vδ (7.3)
where 1V is the molar volume and N is Avogadro’s number. For water, this
spacing δ is 0.3 nm. For micro-spiral channel, the characteristic length L is the depth of
the channel. L is 5.8 µm that was designed in this study. The equivalent Knudsen number
is 5.17×10
A
-5. This number is well below 10-3. In this case, it is safe to assign the non-slip
boundary conditions for numerical simulation of the flow. Also, the scaled-up pump
model definitely has the macro-flow features including of the non-slip boundary
conditions.

120
Through the discussion of the boundary conditions situations in the micro
scale, it is clear that the liquid flow in micropump could be described adequately by
conventional continuum model from Navier-Stokes equations.
7.3 Formulation of Problems
7.3.1 Governing Equations
The numerical model may provide meaningful data for the performance of the
micropump which is difficult to quantitatively test in experiment. The data from scaled
up model experiment will be compared and verified with numerical simulation. The
numerical simulation after validated may provide the characteristic performance in the
same scale size of the micropump.
For the continuum model with constant viscosity, conventional Navier-Stoke
equations for incompressible flow in rectangular coordinates may be written as [98]:
∂∂
+∂∂
+∂∂
+∂∂
−=
∂∂
+∂∂
+∂∂
+∂∂
2
2
2
2
2
2
z
u
y
u
x
u
x
pg
z
uw
y
u
x
uu
t
ux µρυρ (7.4)
∂∂
+∂∂
+∂∂
+∂∂
−=
∂∂
+∂∂
+∂∂
+∂∂
2
2
2
2
2
2
z
v
y
v
x
v
y
pg
z
vw
y
v
x
vu
t
vy µρυρ (7.5)
∂∂
+∂∂
+∂∂
+∂∂
−=
∂∂
+∂∂
+∂∂
+∂∂
2
2
2
2
2
2
z
w
y
w
x
w
z
pg
z
ww
y
w
x
wu
t
wz µρυρ (7.6)
The continuum equation for incompressible fluid is written as:
0=∂∂
+∂∂
+∂∂
z
w
y
v
x
u (7.7)

121
There are four unknowns (p, u, v, w) in four equations. The velocity u, v and w
have second order differentiation with respect to x, y, z dimensions, and the pressure, p,
has a first order differentiation with respect to space. In each Navier-Stoke equation, the
velocity component has one order of differentiation with respect to time t. To solve these
equations for a unique solution, it is necessary to know seven boundary conditions and
one initial condition for each equations of (7.4)-(7.6).
7.3.2 Boundary Conditions for Governing Equations
Figure 7.1 shows the spiral pump control volume. To simpify the present
problem, the x-axis is assigned as the direction of channel width, the y-axis is assigned as
the direction of channel height, and the z-axis along the centerline the spiral channel. This
assumption of numerical simulation with Cartesian coordinates for Navier-Stokes
equtions is approximately valid if the channel width is small compared with the radius of
the channel curvature which is the case for the present study.
Figure 7.1 Outline of the Spiral Channel

122
The boundary conditions of the channel are listed as table 7.2 and table 7.3. As
the tables shown, there are totally 7 boundary conditions given in each equations.
Table 7.2 Boundary Conditions of Fixed-spiral Channel
X-Inner X-Outer Y-Bottom Y-Top Z-Inlet Z-Outlet
Non-slip
wall (u, v, w
=0)
Non-slip
wall (u, v,
w=0)
Non-slip
wall (u, v,
w=0)
Moving
wall(ω rad/s)
(u, w known,
v=0)
Total
pressure p1
Fixed
Pressure p2
Table 7.3 Boundary Conditions of Rotating Spiral Channel
X-Inner X-Outer Y-Bottom Y-Top Z-Inlet Z-Outlet
Moving
wall(ω rad/s)
Moving
wall(ω rad/s)
Moving
wall(ω rad/s)
Non-slip
wall
Total
pressure p1
Fixed
Pressure p2
we note that the velocity w, which is normal velocity to the channel cross section,
contribute to the net mass flow rate of the pump. Specify equation 7.6
∂∂
+∂∂
+∂∂
+∂∂
−=
∂∂
+∂∂
+∂∂
+∂∂
2
2
2
2
2
2
z
w
y
w
x
w
z
pg
z
ww
y
w
x
wu
t
wz µρυρ (7.6)
t
w
∂∂
may be neglected when it is steady. The boundary conditions for the fixed spiral
channel case are:
X at the spiral channel inner wall: w=0;
X at the spiral channel outer wall: w=0;
Y at the spiral channel bottom wall: w=0;
Y at the spiral channel top wall: w can be calculated from rotation speed ω, where ω is
the top disk rotation speed around the pump center axis;
Z at spiral channel inlet: either pressure P1, or inlet velocity w (z=0) is specified;

123
Z at spiral channel outlet: fixed pressure P2, or conservation of mass flow, or flow is
fully developed;
The boundary conditions for the rotating spiral channel case:
X at the spiral channel inner wall: w can be calculated from rotation ω;
X at the spiral channel outer wall: w can be calculated from rotation ω;
Y at the spiral channel bottom wall: w can be calculated from rotation ω;
Y at the spiral channel top wall: w =0;
Z at the spiral channel inlet: pressure P1, or inlet velocity;
Z at the spiral channel outlet: fixed pressure P2, or conservation of mass flow, or flow is
fully developed.
From figure 6.6, we notice that the surface area of the reservoir is much larger
than the cross area of the inlet tubing. Figure 7.2 gives the illustration of this situation,
where the inlet pressure P1is below the water surface level at P0.
Figure 7.2 Illustration of the Inlet Situation of Experiment
Considering the Bernoulli equation
1
2
110
2
00
22gz
WPgz
WP++=++
ρρ (7.8)
where W is approximately zero due to the relative large area of the reservoir compared
with that of inlet tube, the above equation could be rewritten as
0

124
)(2
100
2
11 zzgP
WP −+=+ ρ
ρ (7.9)
The left side of the equation (7.9) is defined as total pressure, which can be
calculated from the right side of the equation.
From this relation, we can rewrite equation (7.6) as
∂∂
+∂∂
+∂∂
+∂
+∂−=
∂∂
+∂∂
+∂∂
2
2
2
2
2
2
2
)2
(
z
w
y
w
x
w
z
wp
gy
w
x
wu
t
wz µ
ρ
ρυρ (7.10)
So, the total pressure may be considered as a specified known condition for
solving the equation (7.10). Now it is required to have 6 boundary conditions for each
unknown velocities to solve the governing equations (7.4-7.7). For specifying the
velocity w, the fixed pressure at the outlet is an equivalent boundary condition for the
velocity w in the z direction. There are four other boundary conditions for the velocity at
the x and y directions. The last boundary condition may be deduced from the continuity
equation: 0=∂∂
z
w.
The numerical simulation for the geometry shown in figure 7.3 is more
complicated than figure 7.1. However, both cases have similar boundary conditions.
Referring to figure 6.2 which shows the experiment model, the diameter of inlet and
outlet barbed tubing fitting adapters is 0.08 inch, the inner diameter of plastic tubes is
0.125 (1/8) inch. The tube connected to the inlet extends 20 inches long and the tube
connected to the outlet extends 40 inches long. Figure 7.3 shows the approximated
numerical simulation model invoking a hydraulic equivalent rectangular channel as its
outlet. The reason for this shape substitution of the outlet is only for the simplicity of the
grid generation in the numerical simulation. The flow media is water with density ρ of
997 kg/m3 and kinematic viscosity ν of 1.0× 10-6m2/s.

125
Figure 7.3 3-D View of the Numerical Simulation Model
7.4 Numerical Simulation
7.4.1 Numerical Simulation of rotating spiral model
As mentioned in the chapter 6, there are two different designs of micro spiral
pumps. In the first design, the spiral channel rotates, in another design, the top disk
rotates and the spiral channel with the substrate (the pump housing bottom for the scaled-
up model) is immobilized. In the first design, the fluid in the spiral channel moves with
when the pump runs. The upper side of the spiral channel is the stationary disk. The
viscous force between the static disk and fluid in channel drives the fluid to the outlet. At
the same time, the centrifugal force due to the rotating channel also contributes to push
the fluid to the outlet. In the second design, where the spiral channel is stationary, the
disk on the top of the spiral channel rotates. Hence, the viscous force between the disk
and fluid drags the fluid to the outlet. The centrifugal in this case will be small since the
spiral channel is stationary.

126
Spiral channel
Inlet
Outlet
Figure 7.4 Flow Grids of the Simulation Model
Figure 7.4 shows the grids for numerical calculation generated by CFDRC [100].
There are two group 3D grid data listed for verification purpose:
=====================================
Group 1: Summary of 3D Grid Data
=====================================
Total No. of nodes : 10280
No. of quad faces : 25330
Total No. of faces : 25330
No. of hexagon cells : 7629
Total No. of cells : 7629
=====================================
Group 2: Summary of 3D Grid Data
=====================================
Total No. of nodes : 27240
No. of quad faces : 73299

127
Total No. of faces : 73299
No. of hexagon cells : 23112
Total No. of cells : 23112
=====================================
Group 3: Summary of 3D Grid Data
=====================================
Total No. of nodes : 113502
No. of quad faces : 300868
Total No. of faces : 300868
No. of hexagon cells : 93985
Total No. of cells : 93985
The difference of flow rate results from group 1 and group 2 is less than 5%. The
difference of flow rate results from group 2 and group 3 is less than 3%. The third group
grid number is large enough to achieve the numerical results independent of grids. The
numerical simulation results (mass flow rate, gram/second) are shown as figure 7.5.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
0 1000 2000 3000 4000 5000
rpm
g/s
Figure 7.5 Numerical Simulated Mass Flow Rates versus Different Spiral Rotation Speed
128
From the mass flow rate, average flow velocity in the channel could be
calculated:
V =(mass flow rate)/(channel cross area).
When pump rotates at 1800 rpm without head pressure, which means the outlet
pressure and inlet total pressure are the same. The average Reynolds number in
simulation is:
νLV
=eR =(9.31×10-4 kg/s / (997 kg/ m3×11.7 mm2) × 3.175 mm)/1.0× 10-6m2/s=253
The depth of the spiral channel (groove) is 0.125 inch, the width of the channel is
0.145 inch, the cross area is 11.7 mm2, the density of water is 997 kg/ m3, the feature
length is the channel depth which is 3.175mm. The maximum velocity Vmax of the fluid
in the channel is at the boundary with the outset spiral wall with rotates with the spiral:
Vmax =ω×r=188.4 rad/s × 10.5 mm =1.978 m/s
If we use this velocity to estimate the maximum Reynolds number of the channel, it
is:
Re=1.978 m/s × 3.175 mm/1.0× 10-6m2/s =6280.
Figure 7.6, 7.7 and 7.8 present the velocity distribution at different position in the
channel when the spiral channel rotates at 1800 rpm clockwise.

129
Figure 7.6 Velocity Contour on the Top of the Rotating Spiral Channel @1800 rpm
Figure 7.7 Velocity Contour on the Bottom of the Rotating Spiral @1800 rpm
Figure 7.8 Velocity Contour in Rotating Spiral Channel Cross Section @1800 rpm

130
Figure 7.9 Pressure Distributions on the Middle of the Rotating Channel @1800 rpm
Fluids near the top of channel contacts with a static top disk while the other three
sides of the fluid are adjacent to the rotating wall of the spiral. Due to the no-slip
boundary conditions, the fluid adjacent to the top disk keeps static when the thin layer of
fluid adjacent to the other sides rotates with walls of the channel. In the figure 7.8, the left
side is the outside of the channel, so the fluid flow over there is larger than the flow close
to the inner side of the channel when the channel is rotating. Figure 7.9 gives the pressure
distribution in the channel. From the figure, the pressure decreases from the inlet along
the spiral to the end of the spiral.
7.4.2 Numerical Simulation of fixed spiral model
In the fixed spiral channel design, the spiral channel keeps stationary and the top
disk rotates. Hence, the viscous force between them could make the flow to outlet. Figure
6.5 shows the scaled-up model of fixed spiral for experiment. In the experiment, this

131
fixed spiral model pump barely works when the total pressure of inlet and fixed pressure
of outlet are the same. The pump can only hold about 2-3 inches water height higher than
reservoir water level. However, the numerical simulation still gives a result that is close
to the simulation result of the rotating spiral channel. Figure 7.10 plots the mass flow rate
versus different rotating speed of the top disk. The total pressure of inlet keeps the same
as the fixed pressure of the outlet.
0
0.2
0.4
0.6
0.8
1
1.2
1.4
1.6
1.8
0 1000 2000 3000 4000 5000
Rotating speed (rpm)
Mass f
low
rate
(g
/s)
Figure 7.10 Numerical Simulated Mass Flow Rates versus Different Top Disk Rotation Speed
Figure 7.11, 7.12 and 7.13 present the velocity distribution in the channel when
the top disk rotates at 1800 rpm in the counterclockwise direction. Compared with figure
7.11 and figure 7.12, we notice that the viscous effect due to top rotating disk to the fluid
in the channel decays very fast.

132
Figure 7.11 Velocity Contour on the Top of the Spiral Channel @1800 rpm
Figure 7.12 Velocity Contour on the Plane 5% Below the Top Disk @1800 rpm
Figure 7.13 Velocity Contour in Fixed Spiral Channel Cross Section @1800 rpm

133
Figure 7.14 Pressure Distribution Below the Top Disk @1800 rpm
Comparison of pressure distribution in figure 7.14 with that in figure 7.9, which
giving the pressure distribution of the rotating spiral shows that the scale of pressure in
the fixed spiral is less than the pressure in the rotating spiral pump. The reason is that the
rotating channel could create centrifugal force to press the fluid while the centrifugal
force in the fixed spiral channel design is negligible.
7.5 Discussion of Numerical Simulation Results
Though the moving parts are different in two designs, the mass flow rates
predicted from numerical simulation are close as figure 7.5 and figure 7.10 shown. As
mentioned before, the scaled up model experiment of fixed spiral channel pump do not
work well, while another design with rotating spiral channel can pump fluid much better
than the fixed spiral scaled up design, as shown in figure 7.15.
The fluid flow analytical simulations where the spiral channel does not rotate and
the top disk rotates, is given conditionally in kilani’s paper [100]. The numerical
simulation of mass flow rate by CFDRC matches well with his theoretical flow rate by
solving the Navier-Stoke equations under unfolding approximation in a straight-channel
model for the flow field in the spiral channel. As far as the rotating spiral channel

134
situation is concerned, the problem is more complicated than that of the stationary spiral
channel.
0
0.5
1
1.5
2
2.5
3
3.5
0 1000 2000 3000 4000 5000
rpm
g/s
Figure 7.15 Experimental Mass Flow Rates at Different Rotation Speed without Head Pressure
Figure 7.16 Outlet Position 1 of Rotating Spiral
Figure 7.17 Outlet Position 2 of Rotating Spiral
When the spiral channel is rotating, the stationary outlet position will appear to
changing from the rotating spiral viewpoint. Figure 7.16 shows outlet position at one time
and figure 7.17 shows outlet positions relative to the spiral when the spiral channel

135
rotation of 90 degree. The numerical simulation results give 25% difference of the mass
flow rates in two cases when the rotation is at 1800 rpm. This fact tells us that the
CFDRC numerical simulation could not predict effectively to the simulation due to the
moving outlet position, especially for the asymmetric geometry such as our spiral
channel. The numerical simulation results in figure 7.16 and figure 7.17 are achieved
without considering the actually outlet connected tubing length which is around 45
inches. If this factor is considered, the mass flow rate should decrease. For example, the
mass flow decreases from 0.93 g/s to 0.41 g/s when the rotating speed is 1800 rpm. The
actually mass flow rate in this situation measured in experiment is 1.04 g/s. This may be
attributed to the wall of the spiral channel acting as a propeller when it rotates and the
effect of centrifugal force.
It is valuable to set-up an analytic mathematical model for the flow in the channel to
study different effects. As the flow enters a curvature site such as spiral channel, the fluid
is being forced to change direction to follow the curve and hence a radial pressure
gradient develops between the outer and inner wall of curvature. The fluid is also
subjected to centrifugal force that is proportional to the square of the axial velocity. In the
case of inviscid flow, these two forces balance each other and hence the axial velocity
profile is skewed towards the inner wall of curvature and almost no secondary flow
develops. With viscous fluid, the two opposing forces do not balance each other because
the fluid near the flow axis which have a higher velocity due to a larger centrifugal force
than the slower particles near the walls. Hence a secondary flow develops. Dean number
determines the influence of curvature in the laminar case [98]:
r
RRV
r
RRD e υ
==2
1 (7.11)
Where R is the radius of the cross-section and r is the radius of curvature.
The resistance λ to flow caused by the curvature pipe compared with the
resistance λ0 in a straight pipe given by L.Prandtl [98]:

136
36.0
0
37.0 D=λλ
(7.12)
This equation gives good agreement with experimental results in the range:
0.36.1 10Re10 <<r
R (7.13)
For the scaled up model, the Re is 253, hence the Dean number is
r
RRV
r
RRD e υ
==2
1=0.5×253×(1.7 /10.5 )0.5=51
R is hydraulic diameter given by
PerimeterWetted
AreaSectionCrossR
_
__2×= =2×(0.125×0.145)/(2×(0.125+0.145))=0.134″ =1.7 mm
The sizes of 0.125″ and 0.145″ in the above formula are the depth and width of the
scalped-up rectangular spiral channel respectively.
The resistance λ to flow caused by this scaled-up model in the above case, which
Re is in the limit (equation 7.13) of application of equation 7.12, is compared with the
resistance λ0 in a unfolding straight channel:
36.0
0
37.0 D=λλ
=1.52
This analysis is very approximate and it is only to help to explain that the
unfolding straight channel is not approximate for the scaled-up model in the experiment
besides the large Reynolds number itself make a large leading-order error in the axial

137
velocity due to the unfolding approximation is proportional to the square of Reynolds
number [101]. The analytic solution for this case is difficult to achieve due to its
geometry. The numerical simulation based on finite element method may be suitable for
solving the problem.
The micro spiral pump geometry is listed in table 7.4. The centerline curve of the
spiral channel is designed in polar coordinates by:
θθθ ∆≤≤+= 0,0rkr (7.14)
Table 7.4 Spiral Geometry Parameters in Micro Pump Design
Parameter Value
Polar slope k 12 um
Starting radius r0 146 um
Angular span ∆θ 8π
Channel Height h 5.8 um
Channel width w 54 um
According equation 7.14, the maximum radius of the micro spiral pump is 287
um.
Re=Vh/ν=ωrh/ν=ω( 0rk +θ )/ν
ν is fluid (water) kinematic viscosity which is 1.0× 10-6m2/s here. ω is the top disk
rotation speed. r is the radius of spiral at certain angular span θ. For instance, when ω is
1800 rpm, Re number at spiral channel maximum radius is 0.5. This low Re number
indicates the viscous effects is dominated in the flow. As the rotation speed increases,
inertial effects increases to be comparable to the viscous effect in the micro channel. This
low Reynolds number is out of the limit of range which can use Prandtl model (equation
7.12) to predict the relative resistance to the flow compared with one in unfolding straight

138
channel case. In this micro spiral pump, the curvature ratio rw /=ε (w is the width of
channel and r is radius of curvature channel) and Re are very small. So the unfolding
approximation is valid, part of total flow rate due to viscous drag by the stationary
boundaries could be given by [100]:
pr
whwhrQ
a
a ∆∆
−=θµ
ω122
3
(7.15)
where 02
rkra +∆
=θ
, is pressure difference between the outlet and inlet of the spiral
channel.
p∆
The numerical simulation results of micro spiral channel pump meet the
theoretical expectation by equation (7.15) in the above conditions [106]. When the spiral
channel curvature changes, for example, the curvature ratio 0/ rw=ε increases to 0.56 as
the scaled up model, the unfolding assumption is not satisfied due to the large curvature
ratio. We still use CFD software package to simulate in this situation.
This section explains the difference between experimental and numerical
simulation results for the scaled up model. The comparison between scaled-up model
experiment results and numerical simulation results indicates that one could not only
focus on the flow in the pump channel. It also requires considering the effect of pump
rotational wall in the final flow rate out the outlet in the real working situation. In this
section, some useful analysis equations for analyzing the flow in the channel are also
given and discussed with the pump characteristics.
7.6 Summary
In this chapter, the continuity problem of the micro-scale channel is discussed.
The governing equation for the flow in the channel and relative boundary conditions are
given which help to set up the numerical simulation for the spiral pump. The numerical
simulations of two different scaled-up models for micro spiral pumps are given in the

139
chapter. Through the comparison and discussion between the experimental results and
numerical simulation results, we found that the effect of rotating asymmetric spiral wall
geometry may be an important factor to effect the final flow rate of in situ pumping
condition which we did not considered before the scaled-up experiment. The analytical
model for spiral pump based on unfold channel approximation is also discussed, the
analytical solution of micro spiral pump is verified by the numerical simulations.

140
CHAPTER 8
CONCLUSIONS AND RECOMMENDATIONS
8.1 Summary of Magnetic-MEMS Research
The present study investigates magnetic coupling in the MEMS and its
application in micropumps. Magnetic material deposition techniques and material
properties on micro devices were first studied. Then magnetic driven mini screw pumps
and magnetic driven gear systems were designed and discussed. The magnetic driven
gear system may be used to actuate the micro pump. The performance characteristics of
the microfluidics and micro spiral pump are investigated and evaluated by the scaled-up
experimental and numerical simulation methods.
8.1.1 Magnetic Material Deposition and Magnetic Coupling
The pulsed laser deposition (PLD) method was used in growing magnetic film on
silicon substrate. The study focused on achieving high magnetic susceptibility properties
for the magnetic film. Effects of (1) substrate temperature and (2) external magnetic field
on the magnetic material growing were considered in the depositing process. The
experiment showed that when the film was deposited on the substrate at the room
temperature or 250°C, the applied external perpendicular magnetic field could improve
the amorphous film magnetization remanence at the same direction. As temperature
increases to 500°C, some minor Nd2Fe14B crystalline phases showed in the X-ray
Diffraction patterns and the external magnetic field has negligible effect in the film
formation. When substrate temperature increases to 650oC, no major Nd2Fe14B crystalline

141
phase was formed. The low intensity peaks of Nd2Fe14B crystalline phase indicate the
film magnetic properties are soft. No obvious magnetic crystalline anisotropy showed
after the correction of shape (geometry) anisotropy. Along the external magnetic field, a
higher remanence film may be achieved comparing with the film deposited without
external field. However, This phenomenon will be weakened with the temperature
raising. PLD is a convenient lab method to implement as the addition step for magnetic
material deposition to the micro device surface. In the present study, the magnetic
material deposition is a post-microfabricature processing after the micro devices are
fabricated from Sandia National Laboratories standard micro fabrication procedures
(SUMMiT) which could not integrate with the magnetic material deposition process. This
two-step fabrication process also creates many challenges to make the magnetic micro
devices a popular MEMS applications.
There are certain advantages of the magnetic driven systems. For example, A
magnetically driven mini screw pump that was designed and fabricated for pumping
biological fluids such as blood. The magnetically driven pumps offer (1) remote coupling
of driving torque, (2) complete sealing of the pump housing except the inlet and outlet, (3)
contamination free pumping and (4) insulation of heat conduction from the pump shaft.
The performance characteristics of the magnetically driven pump were obtained
experimentally. The experiment demonstrates that mini-screw pump with a detached
magnetic driven system is able to pump the fluid with a rotating screw enclosed in
cylindrical in a cylindrical case. Two poles magnets couplings were used to transfer the
torque from outside motor to inside screw core remotely. This seal-less and self-
contained magnetic driven mini screw pump operates smoothly without a shaft crossing
its housing during the experiment. In blood flow applications, this design was shown to
eliminate the possibility of blood leakage through the seals. Another advantage of this
design is that it allows the pump to be designed as a disposable device eliminating the
possibility of bio-contamination from the more expensive driving system.
Magnetic force and torque for the magnetic driving mechanism are important
factors to judge whether the design of magnetically driven micro devices such as
microgear system or micropump satisfies the expectation. The magnetic coupling force

142
and torque between the driving part and driven part depend on several factors such as
the number of the interacting poles, the separation distance, the strength of the magnets or
the magnetic properties of the film, and the angle offset between the magnetic coupling
setting. From both fundamental and applied viewpoints, theoretical computation study of
the force and torque of a magnetic coupling or magnetic particles is very useful for
prediction and comparison purposes with the experimental results. Mathematically
analytic formulas for magnetic coupling force and torque and governing equations with
their relative boundary and continuity conditions for finite element analysis of the
magnetic related parameter solutions were presented in the dissertation. Commercial
package AMPERES based on boundary element method was used for numerical
simulations for magnetic coupling. The magnetic force and torque simulation results
provide important references for the magnetic coupling design.
8.1.2 Magnetic MEMS and Micropumps
Magnetic MEMS present a new class of micro devices with great potential and
applications. Improving the conventional MEMS by incorporating magnetic materials as
the sensing or actuating element offers new capabilities and open new markets for the
information technology, automotive industry, biomedical devices, space and
instrumentation. Magnetic MEMS are based on electromagnetic or magnetic interactions
between magnetic materials and active electromagnetic coils or passive magnetic field
sources such as permanent magnets. Magnetic materials can be deposited on micro
device that can be remotely manipulated by magnetic driving components. At the
micrometer scale, magnetic MEMS offer distinct advantages as compared with
electrostatic and piezoelectric actuators in strength, polarity and distance of actuation.
The first application is to replace the current electrostatic actuator in some situations.
Detail design and fabrication procedures were described in the dissertation. Magnetically
driven micro gear was fabricated by growing a thin film of rare earth magnetic material
on a driving gear surface using pulse laser deposition. From magnetic coupling with
outside magnets, the magnetized micro gear may transfer the torque to the micro moving
parts such as micro pump by gear trains.

143
Experimental study shows that micropump is able to pump the fluid. Due to the
lack of microfabrication and testing facilities, it is difficult to test experimentally in the
micro scale to acquire quantitative pumping performance. Scaled-up models were built to
verify the micro spiral pump concept and investigate relative pumping characteristics.
Numerical simulation of the flow in the pumps was also presented in the dissertation.
Numerical simulations for two designs of the micro-scale pumps were made. The first
design has a rotating top disk with spiral channel. In the second design, the spiral is
stationary with the substrate while the top disk rotates alone. The rotating parts in both
designs are driven by microengine such as electrostatic actuators or magnetic coupling.
The continuity problem of the micro-scale channel was also discussed. Before the
numerical simulation it was investigated the flow in the small scale at the micrometers
since it may have molecular effects such as wall slip which may be more important than
before and traditional continuum model may fail to provide accurate predictions for the
flow. From the analysis, the Knudsen number is a key reference to define the boundary
conditions for different flow regimes. Navier-Stoke equations with no-slip boundary
conditions are still valid for simulations of the channel flow in the micro-spiral pump.
Details of boundary conditions were given which were acquired for the numerical
simulation. The scaled up models used in the experiment provided the data. Through the
comparison and discussion between the experimental results and numerical simulation,
the role of rotating asymmetric spiral wall geometry is investigated and it may be a factor
to effect the final flow rate of in situ pumping condition. The rotation spiral pump design
is more efficient to pump fluid than the fixed spiral pump design is. The efficiency
difference will decrease when the spiral curvature rw /=ε (w is the width of channel and
r is radius of curvature channel) reduces.

144
8.2 Future Prospects of the Relative Research
1. To develop micro electromagnetic motors, one may arrange coils around a high
susceptibility magnetic pillar to produce appropriate magnetic flux for coupling the
magnetic thin film which was deposited on the surface on the micro rotation devices such
as gear or disk. There are some literatures [29,81,102] reporting the design of magnetic
MEMS. Whether the electromagnetic field strength is able to drive micro-size and to
mini-size device is still under investigation. However, the fabrication convenience and
cost of micro electromagnetic motor are important factors to be considered in the future
magnetic MEMS design.
2. The effect of the spiral geometry on the mass flow rate needs further
investigation by experiment and simulation. From the experiment investigation and
numerical simulation by varying the spiral channel’s geometry, an appropriate geometry
parameters for the spiral pump may be found to pump more efficiently than current
design.
3. In the dissertation, the magnetic coupling is used as driving principle to design
the microactuator. It should be remarked that recently application of micro or nano
magnetic particles becomes increasingly popular in cell sorting and separation. The
general approach involves the use of paramagnetic particles coated with antibodies
against the target cell surface. Then an external magnet or other magnetic source is
imposed to achieving the sorting or separation. This immunomagnetic separation
technology has been applied to removal harmful cells from blood or to make
immunomagnetic assays for clinical diagnostics. Since magnetic field can be used to
capture the micro or nano size magnetic particles the present research in magnetic driven
mechanism may apply to develop inexpensive single cell manipulating array, The
investigation for the magnetic force and torque on a single magnetic particle were already
included in the dissertation. These efforts may be extended to the design of cell sorting
or cell array devices.

145
4. Magnetic thin film was grown in the research. It is noted that there are many
studies made in this area. However, the effects of the external field on the magnetic films
properties during the PLD deposition process still requires further investigation. The
micro fabrication techniques to make micro-magnets are very important. There is great
potential usage of micro-magnets to sensors, telecommunications and biomedical
applications.
The present work only presents the preliminary study on the Magnetic-MEMS
and Micro-fluidics. The research in these two areas grows rapidly because the
applications of the magnetic MEMS and microfluidics are developed in life science and
nano science as well as in the electrical industry.

146
REFERENCES
[1] R. P Feynman, (1961), “There’s Plenty of Room at the Bottom,” Journal of Microelectromechanical Systems, vol. 1, no.1, March 1992, pp. 60-66.
[2] R. P. Feynman, (1983), “Infinitesimal Machinery”, Journal of
Microelectromechanical Systems”, vol.2, no.1, March 1993, pp. 4-44. [3] Mohamed Gad-el-Hak, “The MEMS Handbook”, CRC Press, 2001. [4] K. H. –L. Chau, et al., “An Integrated Force-balanced Capacitive Accelerometer
For Low-G Applications”, Proc. 8th Int. Conf. on Solid State Sensors and Actuators, Stockholm, Sweden, June 1995, pp 593-596.
[5] L. J. Horbeck, T. R. Howell, R. L. Knipe and M. A Mignardi, “Digital Micromirror
Device – Commercialization of a Massively Parallel MEMS Technology”, MEMS Symposium, ASME IMECE, November 1997, pp. 3-8.
[6] J. Darabi, M. M. Ohadi, and D. DeVoe, “An Electrohydrodynamic Polarization
Micropump for Electronic Cooling”, Journal of Microelectromechanical Systems, vol.10, no.1, March 2001, pp. 98-106.
[7] Committee on Advanced Materials and Fabrication Methods for
Microelectromechanical Systems, “Microelectromechanical Systems-Advanced Materials and Fabrication Methods”, National Academy Press, Washington, D.C. 1997.
[8] T. R. Hsu, “MEMS & Microsystems Design and Manufuacuture”, McGraw-Hill 1st
ed. 2002. [9] Nadim Maluf, “An Introduction to Microelectromechanical Systems Engineering”,
Artech House, 2000. [10] C. J. Kim, A. P. Pisano, and R. S. Muller, “Overhung Electrostatic Microgripper”,
Technical Digest, IEEE International Conference on Solid-State Sensors and Actuators, San Francisco, 1991, pp.610-613.

147
[11] E. J. Garcia, and J. J. Sniegowski, “Surface Micromachined Microengine as the Driver for Micromechanical Gears”, in Digest Int. Conf. on Solid-State Sensors and Actuators, June, Stockholm, Sweden, 1995, pp. 365–368.
[12] W. S. Trimmer, K. J. Gabriel, “Design Considerations for a Pratical Electrostatic
Micro Motor”, Sensors & Actuators, vol. 11, 1987, pp. 189-206. [13] Sandia National Laboratories, “ MEMS Short Courses”, 2000. [14] R. Zengerle, M. Richter, and H. Sandmaier, “A Micro Membrane Pump with
Electrostatic Actuation”, Proceedings of IEEE Micro Elctro Mechanical systems workshop, Travemunde, Germany, February 1992, pp 19-24.
[15] http://www.ansys.com/ansys/mems/mems_applications/app_thermal_actuator.htm [16] A. K. Henning, J. Fitch, etc.,”A thermopneumatically Actuated Microvalve for
Liquid Expansion and Proportional Control”, Proceedings, transducers’97, IEEE Conference on Sensors and Actuators, June 1997, pp.825-828.
[17] A. K. Henning, “Micorfluidic MEMS”, IEEE Aerospace Conference, Snowmass,
Colorado, March 25, 1998. [18] Clements, Ken, U.S. Patent No. 6,588,208, "Wireless Technique for
Microactivation"
[19] K. J Gabriel, W. S Trimmer, and J. A Walker, “A Micro Rotary Actuator Using Ahape Memory Alloys”, Sensors and Actuators, vol.15, no.1, 1988, pp.95-102.
[20] P. Krulevitch, A. P. Lee, P. B. Ramsey, J. C. Trevino, J. Hamilton, and M. A.
Northrup, “Thin Film Shape Memory Alloy Microactuators”, Journal of Microeletromechanical Systems, vol.5, 1996, pp. 270-281.
[21] T. Higuchi, U. Yamagata, K. Furutani and K. Kudoh, “ Precise Positioning
Mechanism Utilizing Rapid Deformations of Piezoelectric Elements”, Proceedings of IEEE, Micro Electro Mechanical Systems, February 1990, pp. 222-226.
[22] J. W. Judy, D. L. Polla and W. P. Robbins, “Experiemental Model And IC-Process
Design of a Nanometer Linear Piezoelectric Stepper Motor”, MicroStructures, Sensors and Actuators, DSC-vol. 19, November 1990, pp. 11-17.
[23] G.-A. Racine et al, “Hybrid Ultrasonic Micromachined Motors”, MEMS 1993
Proceedings, pp. 128-132 [24] Seiko Instruments Inc. “Micro Piezoelectric Motor”.

148
[25] J. Y. Park and M. G. Allen, "Development of Magnetic Materials and Processing
Techniques Applicable to Integrated Micromagnetic Devices", Journal of Micromechanics and Microengineering, vol. 8, May 1998, pp. 307-316.
[26] D. J. Sadler, T. M. Liakopoulos, and C. H. Ahn, "A Universal Electromagnetic
Microactuator Using Magnetic Interconnection Concepts", Journal of Microlectromechanical Systems, vol. 9, no. 4, 2000, pp.460-468.
[27] E. T. Carlen and C. H. Mastrangelo, “Simple, High Actuation Power, Thermally
Acitivated Paraffin Microactuator”, Transuducers’99 conference, Sendai, Japan, June 1999.
[28] S. F. Bart, T. A. Lober, R. T. Howe, J. H. Lang and M. F. Schlecht, “Design
considerations for micromachined electric actuators”, Sensors and Actuators, vol.14, July 1988, pp.269--292.
[29] M. Barbic, Magnetic wires in MEMS and bio-medical applications, Journal of
Magnestism and Magnetic Material, vol. 249, 2002, pp. 357-367. [30] D. Niarchos, “Magnetic MEMS: Key Issues and Some Applications”, Sensors and
actuators, A. 106, 2003, 255-262. [31] P. Zheng, Y. Haik and C. J. Chen, “The Application Of Magnetic Coupling In
Micro Devices ”, ASME 2003, Washington DC, November 2003. [32] Y. Haik, M. Kilani and C. J. Chen, “Development of Magnetic MEMS”, 3rd
International Conference on the Scientific and Medical Applications of Magnetic Carriers, Rostock, Germany, May 1-6, 2000.
[33] V.M. Pai, “Experimental and Theoretical Study of Biomagnetic Fluid Dynamics”,
Ph.D. dissertation, department of M.E., Florida state university, summer, 1997. [34] Y. Haik, V. Pai and C. J. Chen, “Development of Magnetic Device for Cell
Separation”, Journal of Magnetism and Magnetic Materials, vol. 194, no. 1-3, April 1999, pp. 254-261.
[35] J. W. Judy, “Batch-fabricated Ferromagnetic Microactuators with Silicon Flexures”,
PhD dissertation, University of California, Berkeley, 1996 [36] J. W. Judy and R. S. Muller, “Magnetically Actuated, Addressable Microstructures”,
Journal of Microelectromechanical Systems, vol. 6, no. 3, 1997, pp. 249-56.

149
[37] Finn Jorgensen, “The Complete Handbook of Magnetic Recording”, 4th edition, McGraw-Hill 1995.
[38] T. Fukuda and W. Menz, “Micro Mechanical Systems: Principles and
Technology”, Elsevier Science 1998. [39] D. B. Chrisey and Graham K. Hubler, “Pulsed Laser Deposition of Thin Films”,
John Willy &Sons, Inc. 1994. [40] S. O. Kasap, “Principles of Electrical Engineering Magnetials and Devices”,
McGraw-Hill Higher Education, 2000. [41] M. Sagawa and S. Hirosawa, “Magnetic Hardening Mechanism in Sintering R-Fe-B
Permanent Magnets,” Journal of Materials Research, vol. 3, no. 1, 1988, pp. 45-54. [42] J. J. Croat, J. F. Herbst, R. W. Lee, and F. E. Pinkerton, “High-energy product Nd-
Fe-B permanent magnets”, Applied Physics Letters, vol. 44, no. 1, 1984, pp. 148-151.
[43] B. Wagner, M. Kreutzer and W. Benecke, “Permanent Magnet Micromotors on
Silicon Subtrate”, Journal of MEMS, vol.2, no.1, March 1993, pp. 23-29. [44] H. H. Yang etc., “Ferromagnetic Micromechanical Magnetometer”, Sensors and
Actuators, A 97-98, 2002, pp. 88-97. [45] T. S. Chin, “Permanent Magnet Films for Applications in Microelectromechanical
Systems”, Journal of Magnetism and Magnetic Materials, vol. 209, no. 1-3, February 2000, pp. 75-79.
[46] A. S. Kim and F. E. Camp, “High Performance of NdFeB”, Journal of Applied
Physics, vol. 79(8), 1996, pp. 5035-5039. [47] K. D. Aylesworth, Z. R. Zhao, D. J. Sellmyer and G. C. Hadjipanayis, “Magnetic
and Structural Properties of Nd2Fe14B Permanent-magnet Films and Multilayers with Fe and Ag”, Journal of Applied Physics, vol. 64(10), 1988, pp. 5742-5744.
[48] H. Jiang, J. Evans, J. J. O’Shea and J. Du, “Hard Magnetic Properties of Rapidly
Annealed NdFeB Thin Films on Nb and V Buffer Layers”, Journal of Magnetism and Magnetic Materials, vol. 224, 2001, pp. 233-240.
[49] S. Yamashita and J. Yamasaki, “Anisotropic Nd-Fe-B Thin-film Magnets for Miliz-
size Motor”, Journal of Applied Physics, vol. 70, no.10, 1991, pp. 6627-6629.

150
[50] C. J. Yang, S. W. Kim and J. S. Kang, “Magnetic Properties of NdFeB Thin Films Grown by a Pulsed Laser Deposition”, Journal of Magnetism and Magnetic Materials, vol. 188, 2001, pp. 100-108.
[51] C. J. Yang, E. B. Park, “ The Effect of Magnetic Field Treatment on the Enhanced
Exchange Coupling of a Nd2Fe14B/Fe3B Magnet”, Journal of Magnetism and Magnetic Materials, vol. 166, 1997, pp. 243-248.
[52] S. N. Piramanayagam, M. Mastsumoto and A. Morisako, “Thickness Dependence
of Magnetic Properties of NdFeB Thin Film with Perpendicular Magnetic Anisotropy”, Journal of Magnetism and Magnetic Materials, vol. 212, 2000, pp. L12-L16.
[53] J. Douglas Adam, Handbook of thin film devices (volume 4), Magnetic Thin Film
Devices, Academic Press 2000. [54] K. Chen, H. Hegde, S. U. Jen and F. J. Cadieu, “Different types of anisotropy in
amorphous SmCo films”, Journal of Applied Physics, vol.73, no.10, 1993, pp. 5923-5925.
[55] K. Chen, H. Hegde, and F. J. Cadieu, “Induced anisotropy in amorphous Sm-Co
sputtered films”, Applied Physics Letter, vol. 61 no.15, 1992, pp. 1861-1863. [56] G. Suran, K. Ounadjela and F. Machizaud, “Evidence for Structure-Related Induced
Anisotropy in Amorphous CoTi Soft Ferromagnetic Thin Films”, Physical Review Letters, vol. 57, no. 24, December 1986, pp. 3109-3112.
[57] P. Zheng, Y. Haik, M. Kilani and C.J. Chen, “ Froce and Torque Characteristics for
Magnetically Driven Blood Pump”, Journal of Magnetism and Magnetic Materials, vol. 241, 2002, pp. 292-302.
[58] F. T. Ulbay, “Fundamentals of Applied ElectroMagnetics”, Prentice Hall, 1996. [59] J. D. Jackson, “Classical Electrodynamics”, Second edition, John Wiley&
Sons.1975 [60] M. Zborowski, L. Sun, L.R. Moore, P. S. Williams and J. J. Chalmers, “Continuous
cell separation using novel magnetic quadrupole flow sorter” Journal of Magnetism and Magnetic Materials, vol. 194, 1999, pp. 224-230.
[61] L. Huang, R. E. Mandeville, W. D. Rolph III, “ Magnetostatics and Coupled
Structural Finite element Analysis”, Computers and Structures, vol. 72, 1999, pp. 199-207.

151
[62] D. Kondrashov and D. Keefer, “ A Maxwell’s Equation Solver for 3-D MHD Calculations”, IEEE Transaction on Magnetics, vol. 33, no. 1, 1997, pp.254-259.
[63] M. N. O. Sadiku, “Numerical Techniques in Electromagnetics ”, CRC Press, 1992. [64] P. Campbell, “Permanent Magnet Materials and Their Applications”, Cambridge,
1994. [65] Integrated Engineering Software Inc., Amperes 3D Magnetic Field Solver V4.0.
[66] E. P. Furlani, “Formulas for the Force and Torque of Axial Couplings”, IEEE
Transactions on Magnetics, vol.29, no.5, 19993, pp. 2295-2301. [67] G. M. Pantalas, T. Lewis and T. Graham (Eds.), Mechanical Circulatory Support,
Edward Arnolds, 1995. [68] T. G. Hogness, M. VanAntwerp, (Eds.), The Artificial Heart, Prototypes, Policies
and Patients, Institute of Medicine, National Academy Press, 1991. [69] S. Ohtsubo, E. Tayama et al., “ Clinical Comparative Study of Cardiopulmonary
Bypass with Nikkiso and BioMedicus Centrifugal Pumps”, Artificical Organs, vol. 20, June 1996, pp. 715-720.
[70] S. Ohtsubo, K. Naito, M. Matsuura, et al., “Initial Clinical-Experience with the
Baylor-Nikkiso Centrifugal Pump”, Artificial Organs, vol.19, 1995, pp. 769-773. [71] K. Araki, Y. Taenaka, et al., Hemolysis and Heat-Generation in 6 Different Types
of Centrifugal Blood Pumps”, Artificial Organs, vol. 19, 1995, pp. 928-932. [72] R. Jarvik, S. Westaby, T. Katsumata T, et al., “LVAD Power Delivery: A
Percutaneous Approach to Avoid Infection”, Annals of Thoracic Surgery, vol. 65 ,1998, pp. 470-473.
[73] A.C. Wiebalck, P. F. Wouters, F. R. Waldenberger, and B. Akpinar, “Left-
Ventricular Assist with an Axial-Flow Pump (Hemopump) - Clinial-Application”, Annals of Thoracic Surgery, vol. 55, 1993, pp. 1141-1146.
[74] D. G. Wampler, J. C. Moise, O. H. Frazier and D. B. Olesn, “ In Vivo Evaluation of
a Peripheral Vascular Access Axial Flow Blood Pump”, ASAIO (Trans Am Soc Artif Intern Organs) Trans, vol. 34,1988, pp. 450-454.
[75] L. B. Loverett, J. D. Hellums, C. P. Alfrey, E. C. Lynch, “Red Blood Cell Damage
by Shear Stress”, Biophysical Journal, vol. 2, 1972, pp.257-273.

152
[76] M. E. Debakey, “A Miniature Implantable Axial Flow Ventricular Assist Device”, Annals of Thoracic Surgery, vol. 68, 1999, pp. 637-640.
[77] Y. Ohara and K. Makinouchi, “An Ultimate, Compact, Sealless Centrifugal
Ventricular Assist Device - Baylor C-Gyro Pump”, Artificial Organs, vol.18 1994, pp. 17-24.
[78] M.I. Kilani, S.Y. Jaw, Y. Haik and C.J. Chen, Proced. 14th Eng. Mechan. Conf.
ASCE, Austin-Texas, 2000. [79] R. T. Fenner, “Developments in Analysis of Steady Screw Extursion of Polymers”,
Polymer, vol. 8, 1977, pp. 617-635. [80] L Larry., Howell and Timothy W. Mclain, “A little push”, Mechanical engineering,
vol. 124, no.10, October 2002, pp.58-59. [81] W. Tang, R. Miller, A. Desai, V. Temesvary, S. Wu, W. Hsieh, Y. C. Tai and D. K.
Miu, “Silicon Micromachined Electromagnetic Microactuators for Rigid Disk Drives”, Proceedings, INTERMAG Conference, San Antonio, TX, Apr. 18-21 1995.
[82] C. Liu, Tom Tsao, Y. C. Tai and C. M. Ho, “Surface Micromachined Magnetic
Actuators”, Proceedings, 1994 IEEE Micro Electro Mechanical Systems Workshop (MEMS '94), Oiso, Japan, Jan. 25-28, 1994, pp. 57-62.
[83] C. H. Ahn and M. G. Allen, “A Fully Integrated Surface Micromachined Magnetic
Microactuator with a Multilevel Meander Magnetic Core”, Journal of Microelectromechanical Systems (MEMS), vol. 2, no. 1, 1993, pp. 15-22.
[84] B. Wagner, M. Kreutzer and W. Benecke, “Permanent Magnet Micromotors on
Silicon Substrates”, Journal of Microelectromechanical Systems (MEMS), vol. 2, no. 1, 1993, pp. 23-28.
[85] J. W. Judy, R. S. Muller, and H. H. Zappe, “Magnetic Microactuation of Polysilicon
Flexure Structures”, Journal of Microelectromechanical System, vol. 4, 1995, pp. 162–169.
[86] L-H Lu, K. Ryu, and C. Liu, “A Magnetic Microstirrer and Array for Microfluidic
Mixing”, IEEE Journal of Microelectromechanical Systems, vol. 11, no. 5, Oct. 2002, pp. 462-469.
[87] M. Kilani, “Development of A Surface Micromachined Sprial-Channel Viscous
Pump”, PhD. Dissertation of Mechanical Engieering at Florida State University, 2002.

153
[88] S. L. Miller, J. J. Sniegowski, G. LaVigne and P. J. McWhorter, “Friction in surface micromachined microengines”, Proc. SPIE Smart Electronics and MEMS, 2/28-29/96, San Diego, CA., 1996, pp. 197-204.
[89] J. J.Sniegowski and M. P. De Boer, “IC-compatible Polysilicon Surface
Micromachining”, Annual Review of Material Science, vol. 30, 2000, pp.229-333. [90] E. J.Garcia and J. J. Sniegowski, “Surface Micromachining Microengine”, Sensors
and Actuators, A: Physical, vol. 48, no. 3, May 1995, pp. 203-214. [91] G. T. A. Kovacs, Micromahined Transducers Sourcebook, McGraw-Hill, New York,
1998. [92] A. Manz, C.S. Effenhauser, N. Burggraf, D.J. Harrison, K. Seller and K. Fluri,
“Electroosmotic pumping and electrophoretic Separation for Miniaturized Chemical Analysis Systems”, Journal of Micromechanics and Micro Engineering, vol. 4, 1994, pp. 257-265.
[93] S. Yamashita and J. Yamasaki, Anistropic Nd-Fe-B thin-film magnets for milli-size
motor”, Journal of Applied Physics, vol. 70, no. 10, 1991, pp. 6627-6629. [94] T-S Chin, “Permanent Magnet Films for Applications in Microelectromechanical
Systems”, Journal of Magnentism and Magnetic Material, vol. 209, 2000, pp. 75-79. [95] U. Hannemann, S. Fähler, S. Oswald, B. Holzapfel and L. Schultz, “Effect of Cr and
Ta buffers on hard magnetic Nd2Fe14B films”, Journal of Magnetism and Magnetic Materials, vol. 242-245, Part 2, April 2002, pp.1294-1296.
[96] Catalog of magnet sales&manufacturing Inc. [97] N-T Nguyen and S. T. Werely, Fundamental and Applications of Microfluidics,
Artech House microelectromechanical system series, 2002. [98] H. Schlichting, “Boundary-layer Theory”, Sixth Edition, McGraw Hill Book
Company, 1968. [99] CRDRC Package, CFD Research Corporation, 2003. [100] M. I. Kilani, P. C. Galambos, Y. S. Haik and C-J Chen, “Design and Analysis of a
Surface Micromachined Spiral-Channel Viscous Pump”, Journal of Fluids Engineering, March 2003, pp. 339-344.
[101] L.G. Leal, “Laminar Flow and Convective Transport Processes: Scaling Principles
and Asymptotic analysis”, Butterworth-Heinemann, Boston, MA, 1992.

154
[102] L-S Fan, Y-C Tai and R. S. Muller, “IC-Processed Electrostatic Micro-Motors”,
IEEE International Electronic Devices Meeting. December 1988, pp. 666-669. [103] A. Poscia, M. Mascini, D. Moscone, etc., “A Microdialysis Technique for
Continuous Subcutaneous Glucose Monitoring in Diabetic Patients (part 1)”, Biosensors and Bioelectronics, vol. 18, 2003, pp. 891-898.
[104] R. S. Shawgo, A. C. R. Grayson, Y Li and M. J. Cima, “ BioMEMS for Drug
Delivery”, Current Opinion in Solid State and Materials Science, vol. 6, issue 4, August 2002, pp. 329-334.
[105] Heinz E., Knoepfel, “Magnetic Fields: A Comprehensive Theoretical Treatise for
Practical Use”, John Willy & Son Inc., 2000. [106] Jason Hendrix, “Design and Analysis of Mechanical Pumps”, Master Thesis of
Mechanical Engineering, Florida State University, 2004.

155
BIOGRAPHICAL SKETCH
Pan Zheng was born in 1971 in Zhejiang Province, China. He received a Bachelor
degree in Mechanical Engineering with the best graduate of Zhejiang province honor
from Zhejiang University of Technology in 1993, after which he received a Master
degree from Zhejiang University in the same major in 1996. He had worked as a
mechanical engineer for almost three years. In the fall of 1999, Mr. Zheng enrolled in the
doctoral program in Mechanical Engineering at Florida State University, where he
focused on the development of magnetic MEMS. This research was performed in
collaboration with the Intelligent Micromachine Department of Sandia National
Laboratories. He worked as teaching assistant for Machine design and Thermodynamics
and Heat transfer for four semesters. He also worked as research assistant for the Center
for Nanomagnetics and Biotechnology. His research interests include magnetic MEMS,
bio-magnetics, microfluidics and magnetic materials.
Copyright © 2022 FDOKUMEN




















