Libro diseño de aleaciones 8 - Métodos empíricos de diseño: el acero
60
Capítulo 8. Métodos empíricos de diseño. Aceros 8.1. Introducción Se han tenido nociones de los métodos ab initio y de los métodos semiempíricos para diseñar aleaciones, de sus posibilidades y de sus muchas limitaciones, que hacen que en la práctica se sigan utilizando –al menos por un tiempo– los métodos empíricos que empezaron con la Edad de Bronce. Sin embargo, esos métodos han sido sistematizados y eso es lo que se revisará en este capítulo y el siguiente. El diseñador de aleaciones normalmente empieza a resolver un problema que tiene un conjunto de restricciones debidas a las propiedades químicas, físicas y mecánicas que debe tener el material que desarrollará. Muchas veces las restricciones se refieren al valor de una propiedad, como que la resistencia debe ser mayor que X o la densidad debe ser menor que Y, pero a veces las restricciones incluyen propiedades que no son numéricas como la maquinabilidad o la apariencia superficial. Las especificaciones usualmente incluyen muchas propiedades y corresponden a materiales que todavía no existen. Esto es así porque el problema de diseño proviene de un cliente, o la corporación que quiere algo que supere las capacidades de lo que haya en el mercado. Así el problema puede tener demasiadas restricciones y puede que no haya un material que responda a tantas exigencias. Es difícil saber con antelación que problemas son imposibles de solucionar. El diseñador se espera que haga lo mejor que pueda y llegue a aproximarse lo más posible al objetivo buscado. Una vez que están especificadas las restricciones, los metalurgistas normalmente escogen una aleación inicial para empezar la búsqueda de una solución. Entonces el diseño incluirá el hallazgo de las alteraciones, a la aleación inicial, que cambien sus características en la dirección del objetivo.
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Libro diseño de aleaciones 8 - Métodos empíricos de diseño: el acero
Capítulo 8. Métodos empíricos de diseño.Aceros
8.1. Introducción
Se han tenido nociones de los métodos ab initio y de losmétodos semiempíricos para diseñar aleaciones, de susposibilidades y de sus muchas limitaciones, que hacen queen la práctica se sigan utilizando –al menos por un tiempo–los métodos empíricos que empezaron con la Edad de Bronce.Sin embargo, esos métodos han sido sistematizados y eso eslo que se revisará en este capítulo y el siguiente.
El diseñador de aleaciones normalmente empieza a resolverun problema que tiene un conjunto de restricciones debidasa las propiedades químicas, físicas y mecánicas que debetener el material que desarrollará. Muchas veces lasrestricciones se refieren al valor de una propiedad, comoque la resistencia debe ser mayor que X o la densidad debeser menor que Y, pero a veces las restricciones incluyenpropiedades que no son numéricas como la maquinabilidad ola apariencia superficial. Las especificaciones usualmenteincluyen muchas propiedades y corresponden a materiales quetodavía no existen. Esto es así porque el problema dediseño proviene de un cliente, o la corporación que quierealgo que supere las capacidades de lo que haya en elmercado. Así el problema puede tener demasiadasrestricciones y puede que no haya un material que respondaa tantas exigencias. Es difícil saber con antelación queproblemas son imposibles de solucionar.
El diseñador se espera que haga lo mejor que pueda y lleguea aproximarse lo más posible al objetivo buscado. Una vezque están especificadas las restricciones, losmetalurgistas normalmente escogen una aleación inicial paraempezar la búsqueda de una solución. Entonces el diseñoincluirá el hallazgo de las alteraciones, a la aleacióninicial, que cambien sus características en la direccióndel objetivo.
Hay varias estrategias diferentes que los metalurgistasusan para seleccionar la aleación inicial. Unos buscan unaaleación comercial que esté los más cercana posible a lasexigencias que se tienen, o usan la aleación experimentalde la más reciente iteración en el transcurso del diseño,que se está realizando. Otros empiezan con el metal básicoprácticamente puro y diseñan desde los principios básicos.Luego de que se tiene la aleación inicial los diseñadoresmiran los cambios que pueden hacérsele para mejorar laspropiedades. Las cosas que se pueden cambiar directamenteson:
Composición – los elementos que se añaden y sus cantidades.
Proceso – los pasos de fabricación utilizados, su secuencia y especificaciones como método, temperatura y tiempo.
Hay reglas que indican los efectos de esas escogencias sobre las propiedades. Algunos ejemplos son:
- Si se añade un elemento con bajo número atómico entonces la densidad disminuirá
- Si se añade cierto elemento la resistencia mecánica normalmente aumentará.
Sin embargo, las reglas más poderosas se basan en elrazonamiento sobre la microestructura de la aleación.Algunos ejemplos de esas reglas son:
Si, en una aleación endurecible por precipitación, el proceso de envejecimiento se hace por largo tiempo entonces se formarán precipitados de equilibrio.
Si hay precipitados de equilibrio entonces muy posiblemente serán incoherentes.
Si hay precipitados incoherentes entonces pueden formarse en los límites de grano
Si se forman precipitados en los límites de grano, y la resistencia es mediana o elevada, entonces el alargamiento y la tenacidad de fractura serán bajos.
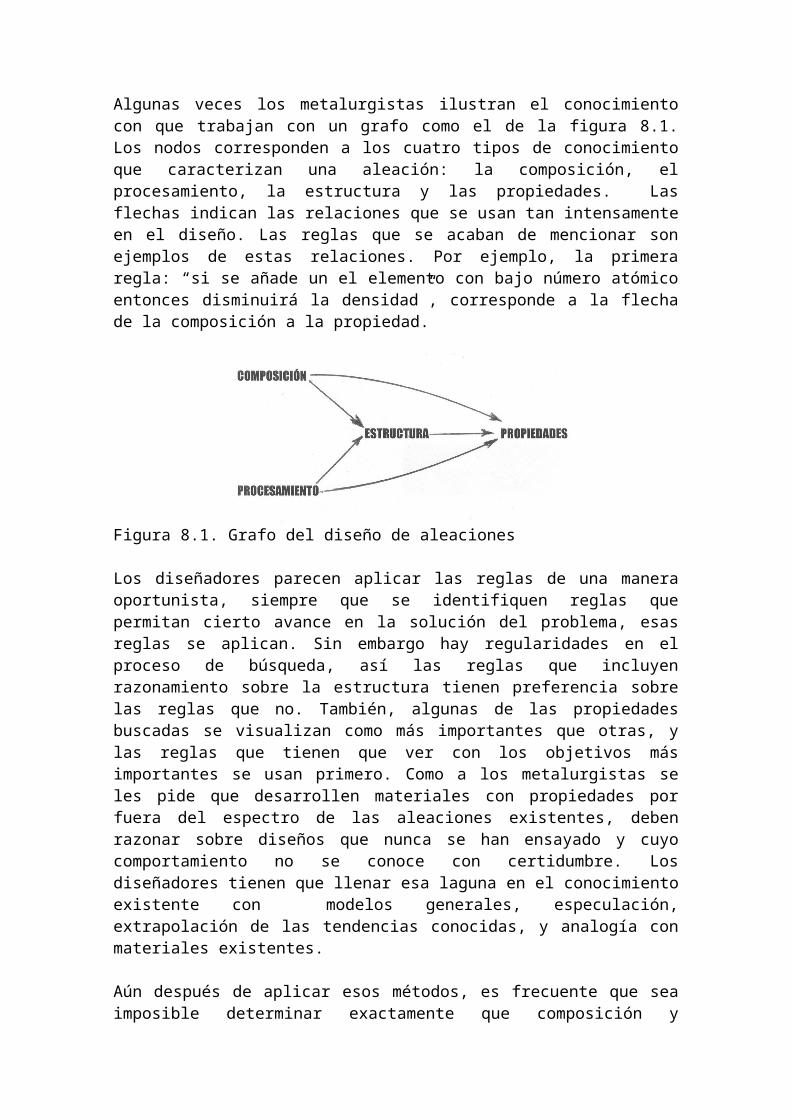
Algunas veces los metalurgistas ilustran el conocimientocon que trabajan con un grafo como el de la figura 8.1.Los nodos corresponden a los cuatro tipos de conocimientoque caracterizan una aleación: la composición, elprocesamiento, la estructura y las propiedades. Lasflechas indican las relaciones que se usan tan intensamenteen el diseño. Las reglas que se acaban de mencionar sonejemplos de estas relaciones. Por ejemplo, la primeraregla: “si se añade un el elemento con bajo número atómicoentonces disminuirá la densidad”, corresponde a la flechade la composición a la propiedad.
Figura 8.1. Grafo del diseño de aleaciones
Los diseñadores parecen aplicar las reglas de una maneraoportunista, siempre que se identifiquen reglas quepermitan cierto avance en la solución del problema, esasreglas se aplican. Sin embargo hay regularidades en elproceso de búsqueda, así las reglas que incluyenrazonamiento sobre la estructura tienen preferencia sobrelas reglas que no. También, algunas de las propiedadesbuscadas se visualizan como más importantes que otras, ylas reglas que tienen que ver con los objetivos másimportantes se usan primero. Como a los metalurgistas seles pide que desarrollen materiales con propiedades porfuera del espectro de las aleaciones existentes, debenrazonar sobre diseños que nunca se han ensayado y cuyocomportamiento no se conoce con certidumbre. Losdiseñadores tienen que llenar esa laguna en el conocimientoexistente con modelos generales, especulación,extrapolación de las tendencias conocidas, y analogía conmateriales existentes.
Aún después de aplicar esos métodos, es frecuente que seaimposible determinar exactamente que composición y
procesamiento lograrán los objetivos. El diseñadoridentifica una familia de aleaciones que podrían cumplircon las exigencias y las fabrica en el laboratorio y aveces un miembro de la familia tendrá las característicasdeseadas. Muchas veces todos los ensayos fallarán enalcanzar exactamente los propósitos buscados, pero elanálisis de los datos dará como resultado reglas másprecisas que pueden ser la base para un mejor conjunto deexperimentos en la próxima iteración.
En las grandes compañías productoras de aleaciones, eldiseño implica un equipo de expertos, cada uno de loscuales es muy conocedor de una determinada área técnica. Enlas empresas pequeñas una o dos personas reemplazan a todoese equipo. Es por ello que se desarrollan sistemascomputacionales, para sistematizar y preservar laexperticia de tales equipos en un sistema experto. La ideaes que fusionando las múltiples fuentes de conocimientoprovenientes de diferentes expertos, se desarrollará unsistema que exceda las capacidades individuales de cada unode ellos. Al mismo tiempo, la experticia se puede aplicarmás ampliamente a los problemas de diseño. También seespera que tal sistema acorte el ciclo de diseño, quegeneralmente es del orden de cinco años, desde laespecificación de las propiedades hasta que empieza laproducción comercial.
El diseño de aleaciones sigue siendo problemático porque elespacio de búsqueda inicial es combinatoriamente complejodebido al número y cantidad de elementos que entran en lacomposición de un determinado material y el número dealternativas de procesamiento. Además el conocimientodisponible para guiar la búsqueda es principalmenteheurístico, ganado en muchos años de experimentación,acoplado con ciertos modelos metalúrgicos.
Es por ello que en la actualidad no sólo se utilizan lossistemas expertos y redes neurales sino que se busca apoyoen los métodos semi empíricos y a veces ab initio. Estoúltimo todavía no ha llegado a la escala industrial. Pero,para superar el método empírico tradicional, heurístico ybasado en la repetición del ensayo y el error, se echa mano
del conocimiento preciso que existe en la actualidad de latermodinámica y la cinética de las transformaciones paraestablecer sistemas de diseño de aleaciones que usen menosretroalimentación empírica. De todas maneras el proceso dediseño es iterativo y cada paso lleva a una definición másrefinada de la aleación final, figura 8.2. La diferenciacon el método tradicional es que la mayoría del proceso serealiza teóricamente o por computador, y sólo es necesariohacer unas pocas coladas para verificar lo adecuado delmaterial producido. En el futuro este será el métodoestándar y es usual en algunos campos.
Sin embargo, en la actualidad a escala industrial, sesiguen utilizando los métodos eminentemente empíricos, peroeste capítulo se centrará en los métodos que echan mano dela información sistematizada, con énfasis en los acerosendurecibles, los aceros inoxidables, las aleaciones paratemperatura elevada, las anticorrosivas y las aleaciones dealuminio.
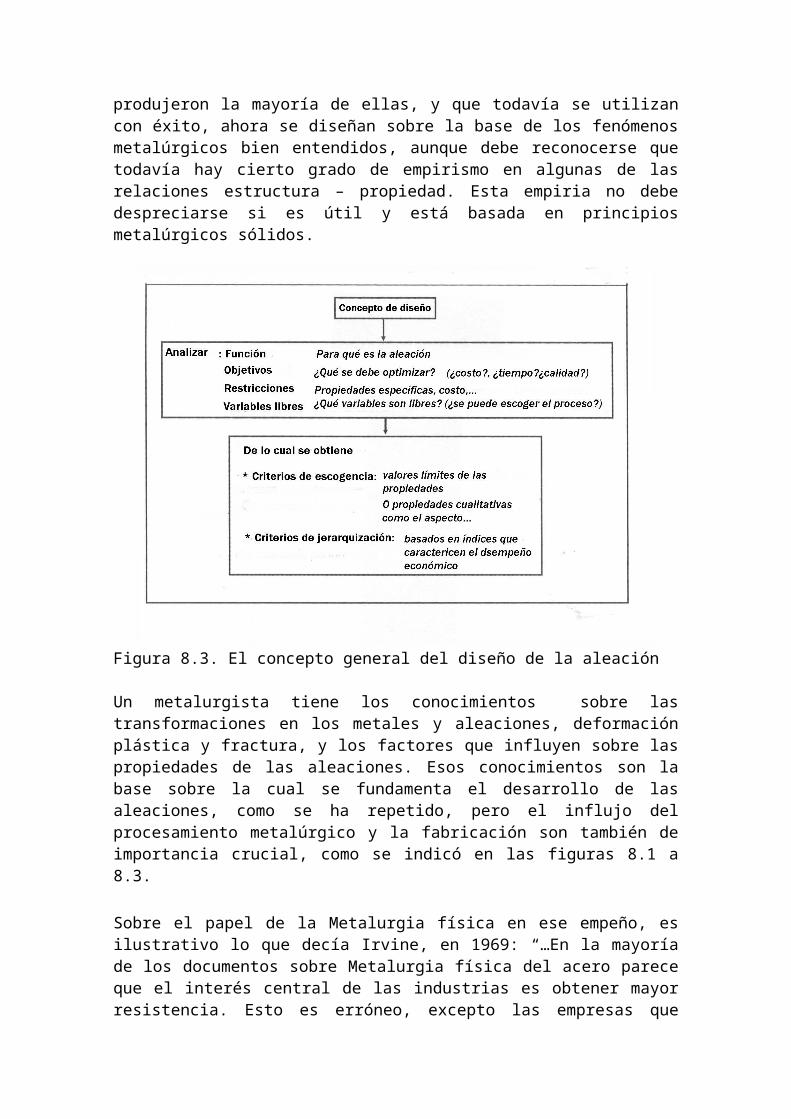
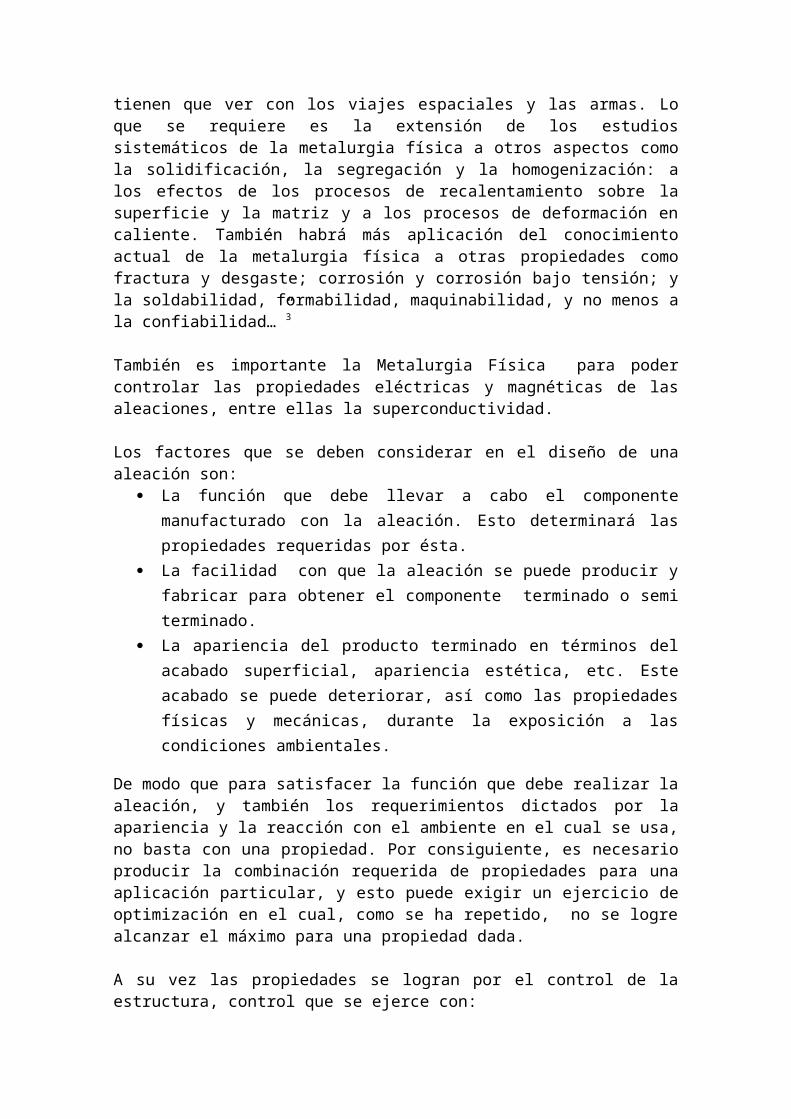
Debe tenerse en cuenta también, que además de lasrestricciones anotadas existen los imperativos económicos ytecnológicos que constriñen, aún más, las posibilidades enel desarrollo de una aleación, por ejemplo para altatemperatura lo ideal serían los metales refractarios, perosus costos y las posibilidades de fundirlos y darles formahacen que no puedan utilizarse a cabalidad todavía, figura8.3.
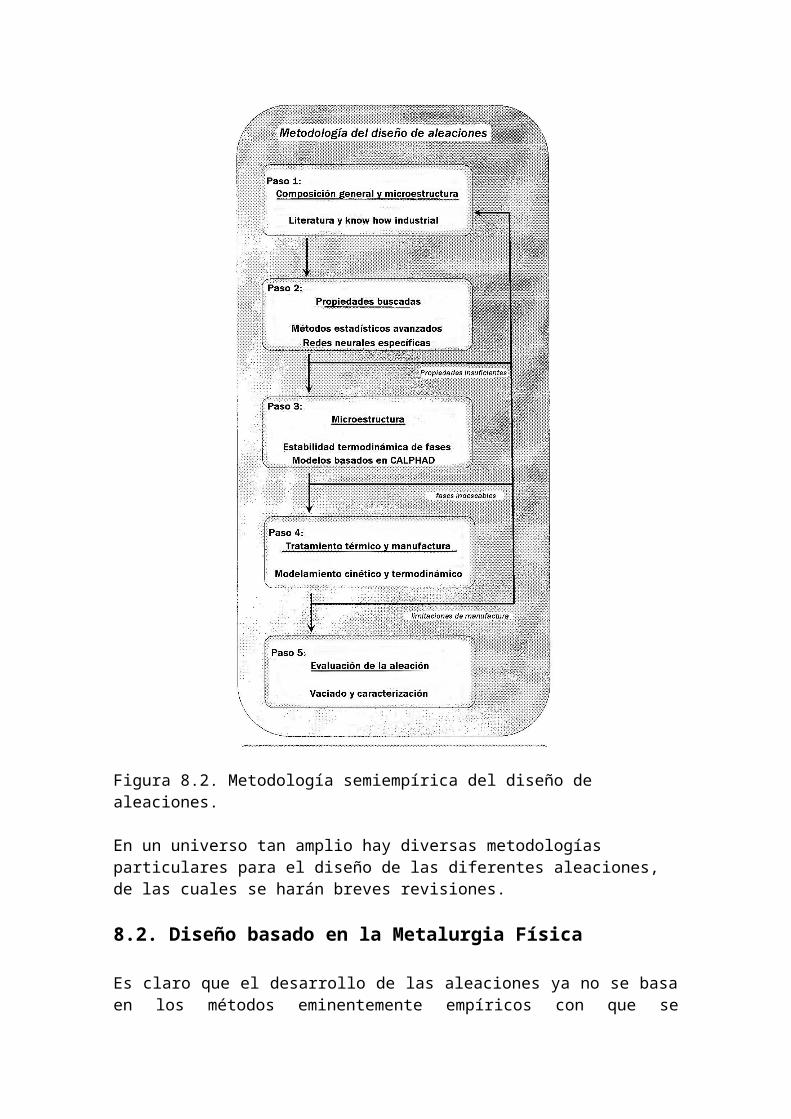
Figura 8.2. Metodología semiempírica del diseño de aleaciones.
En un universo tan amplio hay diversas metodologías particulares para el diseño de las diferentes aleaciones, de las cuales se harán breves revisiones.
8.2. Diseño basado en la Metalurgia Física
Es claro que el desarrollo de las aleaciones ya no se basaen los métodos eminentemente empíricos con que se
produjeron la mayoría de ellas, y que todavía se utilizancon éxito, ahora se diseñan sobre la base de los fenómenosmetalúrgicos bien entendidos, aunque debe reconocerse quetodavía hay cierto grado de empirismo en algunas de lasrelaciones estructura – propiedad. Esta empiria no debedespreciarse si es útil y está basada en principiosmetalúrgicos sólidos.
Figura 8.3. El concepto general del diseño de la aleación
Un metalurgista tiene los conocimientos sobre lastransformaciones en los metales y aleaciones, deformaciónplástica y fractura, y los factores que influyen sobre laspropiedades de las aleaciones. Esos conocimientos son labase sobre la cual se fundamenta el desarrollo de lasaleaciones, como se ha repetido, pero el influjo delprocesamiento metalúrgico y la fabricación son también deimportancia crucial, como se indicó en las figuras 8.1 a8.3.
Sobre el papel de la Metalurgia física en ese empeño, esilustrativo lo que decía Irvine, en 1969: “…En la mayoríade los documentos sobre Metalurgia física del acero pareceque el interés central de las industrias es obtener mayorresistencia. Esto es erróneo, excepto las empresas que
tienen que ver con los viajes espaciales y las armas. Loque se requiere es la extensión de los estudiossistemáticos de la metalurgia física a otros aspectos comola solidificación, la segregación y la homogenización: alos efectos de los procesos de recalentamiento sobre lasuperficie y la matriz y a los procesos de deformación encaliente. También habrá más aplicación del conocimientoactual de la metalurgia física a otras propiedades comofractura y desgaste; corrosión y corrosión bajo tensión; yla soldabilidad, formabilidad, maquinabilidad, y no menos ala confiabilidad…”3
También es importante la Metalurgia Física para podercontrolar las propiedades eléctricas y magnéticas de lasaleaciones, entre ellas la superconductividad.
Los factores que se deben considerar en el diseño de unaaleación son:
La función que debe llevar a cabo el componentemanufacturado con la aleación. Esto determinará laspropiedades requeridas por ésta.
La facilidad con que la aleación se puede producir yfabricar para obtener el componente terminado o semiterminado.
La apariencia del producto terminado en términos delacabado superficial, apariencia estética, etc. Esteacabado se puede deteriorar, así como las propiedadesfísicas y mecánicas, durante la exposición a lascondiciones ambientales.
De modo que para satisfacer la función que debe realizar laaleación, y también los requerimientos dictados por laapariencia y la reacción con el ambiente en el cual se usa,no basta con una propiedad. Por consiguiente, es necesarioproducir la combinación requerida de propiedades para unaaplicación particular, y esto puede exigir un ejercicio deoptimización en el cual, como se ha repetido, no se logrealcanzar el máximo para una propiedad dada.
A su vez las propiedades se logran por el control de laestructura, control que se ejerce con:
La composición – que controla las fases presentes y susproporciones y morfología por ejemplo mediante suscaracterísticas de transformación.
El tratamiento térmico – que también afecta la proporción,tamaño, y distribución de las fases, junto con eltamaño de grano, composición de las fases porpartición de equilibrio o no equilibrio estructura delas dislocaciones y los defectos.
La deformación caliente y en frío - que afecta todas si notodas las características anotadas previamente juntocon las texturas cristalográficas desarrolladas porlas fases en la estructura.
Ashby ha descrito muy bien la manera como las relacionespropiedades/desempeño se pueden usar para establecer laspropiedades cuantitativas objetivas de un material; en estemétodo una serie de parámetros de propiedades combinadas sesuperpone sobre gráficos de propiedades con el fin decomparar los materiales aptos para tal propósito, figura8.4.4, 5
Basados en todos estos procedimientos se diseñan en laactualidad los materiales y por ende los aceros.
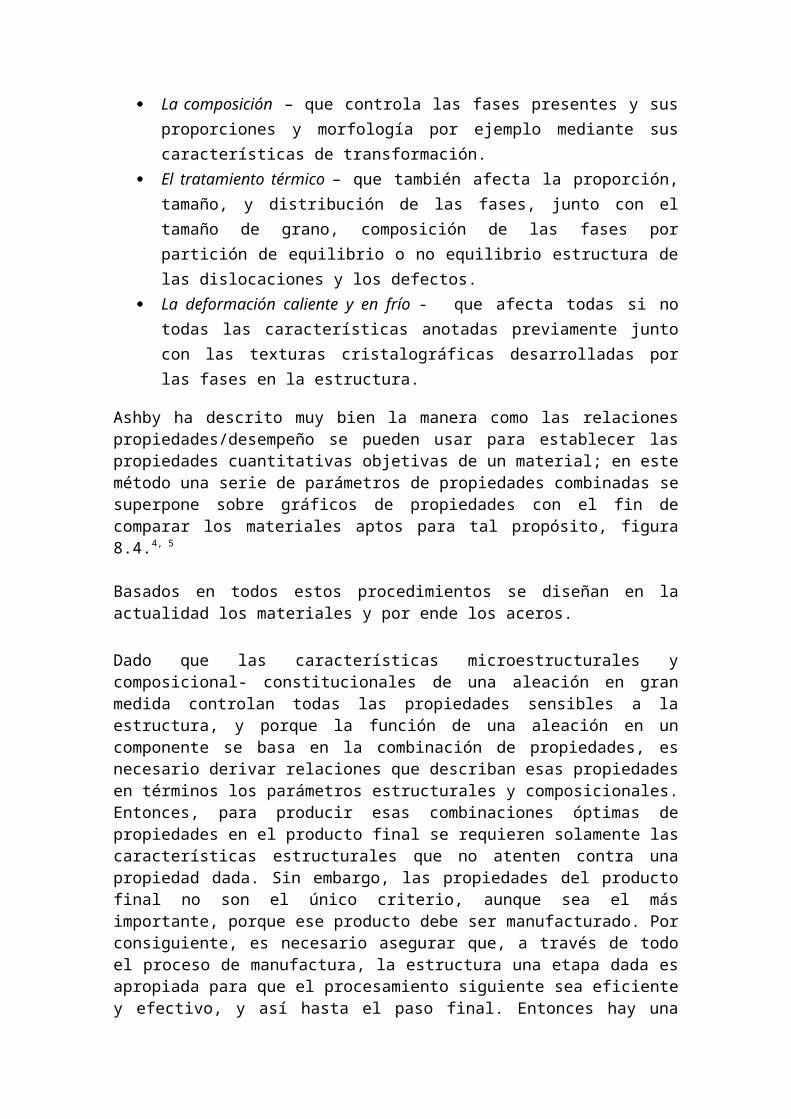
Dado que las características microestructurales ycomposicional- constitucionales de una aleación en granmedida controlan todas las propiedades sensibles a laestructura, y porque la función de una aleación en uncomponente se basa en la combinación de propiedades, esnecesario derivar relaciones que describan esas propiedadesen términos los parámetros estructurales y composicionales.Entonces, para producir esas combinaciones óptimas depropiedades en el producto final se requieren solamente lascaracterísticas estructurales que no atenten contra unapropiedad dada. Sin embargo, las propiedades del productofinal no son el único criterio, aunque sea el másimportante, porque ese producto debe ser manufacturado. Porconsiguiente, es necesario asegurar que, a través de todoel proceso de manufactura, la estructura una etapa dada esapropiada para que el procesamiento siguiente sea eficientey efectivo, y así hasta el paso final. Entonces hay una
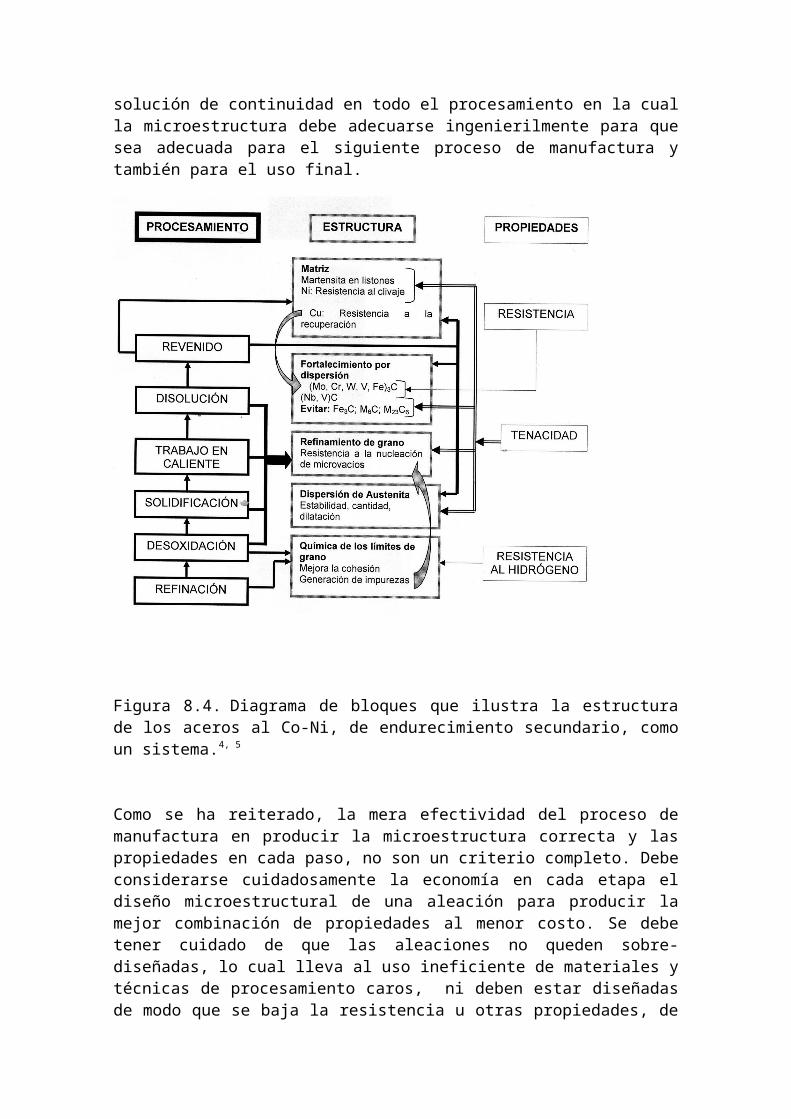
solución de continuidad en todo el procesamiento en la cualla microestructura debe adecuarse ingenierilmente para quesea adecuada para el siguiente proceso de manufactura ytambién para el uso final.
Figura 8.4. Diagrama de bloques que ilustra la estructurade los aceros al Co-Ni, de endurecimiento secundario, comoun sistema.4, 5
Como se ha reiterado, la mera efectividad del proceso demanufactura en producir la microestructura correcta y laspropiedades en cada paso, no son un criterio completo. Debeconsiderarse cuidadosamente la economía en cada etapa eldiseño microestructural de una aleación para producir lamejor combinación de propiedades al menor costo. Se debetener cuidado de que las aleaciones no queden sobre-diseñadas, lo cual lleva al uso ineficiente de materiales ytécnicas de procesamiento caros, ni deben estar diseñadasde modo que se baja la resistencia u otras propiedades, de
modo que no se pueda lograr el máximo servicio de la unidadde masa de la aleación. Hoy en día cuando las materiasprimas disminuyen y aumentan sus costos, el metalurgistadebe recordarlo en su trabajo. Es por ello que el diseñobasado en el control microestructural es el primer paso enlos muchos caminos que se han explorado para el diseño dealeaciones.
La metodología usada hasta el presente en el diseño dealeaciones con base en los principios metalúrgicos incluye:
Identificar las propiedades que sean de significaciónpara la aleación
Relacionar esas propiedades con los parámetros decomposición estructura relevantes, a veces usando unatécnica de regresión múltiple. Siempre que seaposible las funciones usadas para describir lasvariables serán aquellas derivadas de los modelosmetalúrgicos de los mecanismos por los cuales lasvariables influyen sobre las propiedades.
Establecer ciertos criterios de diseño, que puede seruna simple relación de los efectos de variosparámetros composicionales y microestructurales sobrelas propiedades relevantes.
Controlar el proceso y el tratamiento térmico de modoque se obtenga los parámetros microestructuralesóptimos.6
Esto se ha aplicado sobre todo en el diseño de aceros.
Todo lo que se ha señalado hasta acá ha sido ampliamenteutilizado en el diseño de los aceros de todo tipo, se hanusado regresiones de diversas formas, 7 – 10 se ha utilizadola relación de Hall – Petch, y una relación lineal similarentre la tenacidad y la temperatura de transición dúctil-frágil, además de otras que se han mostrado en loscapítulos 3, 4 y 5.
Un ejemplo de la manera como ciertas relaciones entre laspropiedades se pueden usar para optimizar el diseño
metalúrgico de aceros es el uso de los efectos, sea de lacomposición o la microestructura, sobre la resistencia a lacedencia y la temperatura de transición de aceros conestructura ferrítico- perlítica. Para una combinaciónóptima de resistencia y tenacidad se emplean parámetroscomposicionales o estructurales para los cuales lasiguiente relación tenga el mayor valor negativo
Cambio en la temperatura de transición dúctil frágil/Aumento en la resistenciaa la cedencia.
Con base en este criterio se han diseñado varios aceros.11
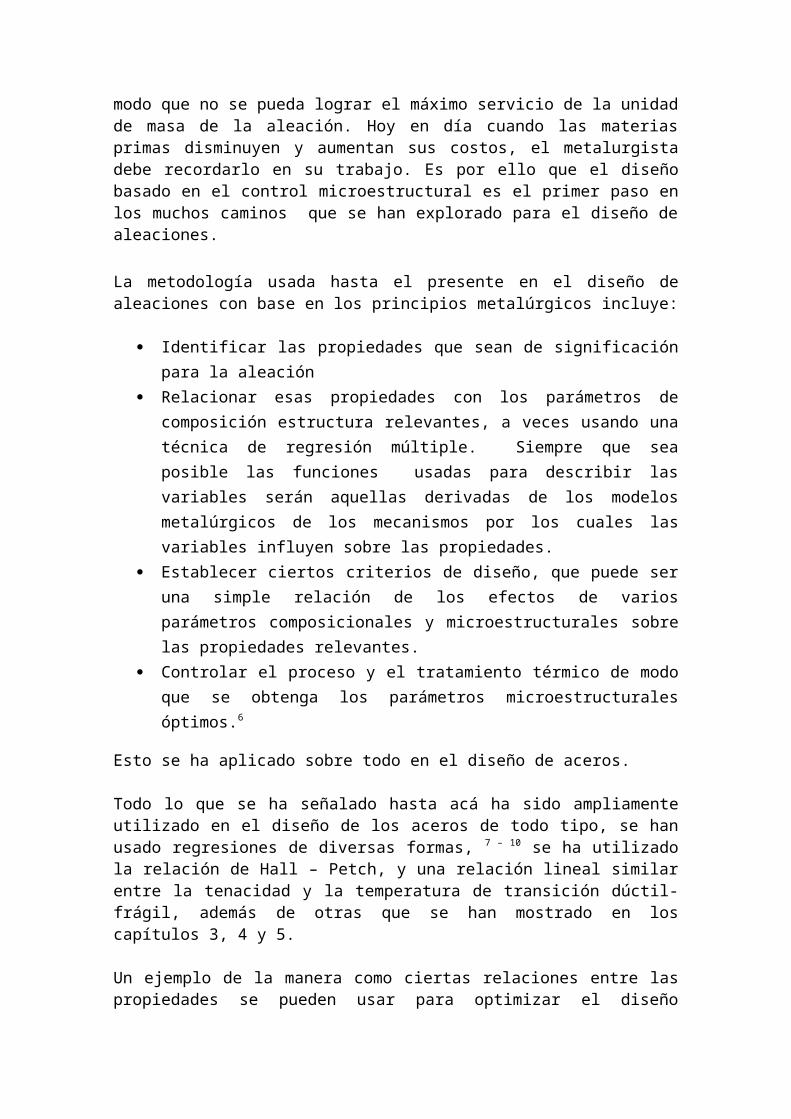
Una vez que se han establecido los efectos cuantitativos devarios parámetros microestructurales o mecanismos deendurecimiento, es posible mostrar como la acumulación deefectos da origen a la propiedad general observada en elacero, esto se puede hacer para un tipo de material,figuras 8.5 y 8.6, para aceros ferríticos y austeníticosrespectivamente.
Figura 8.5. Factores que contribuyen a la resistencia delos aceros al C – Mn.1
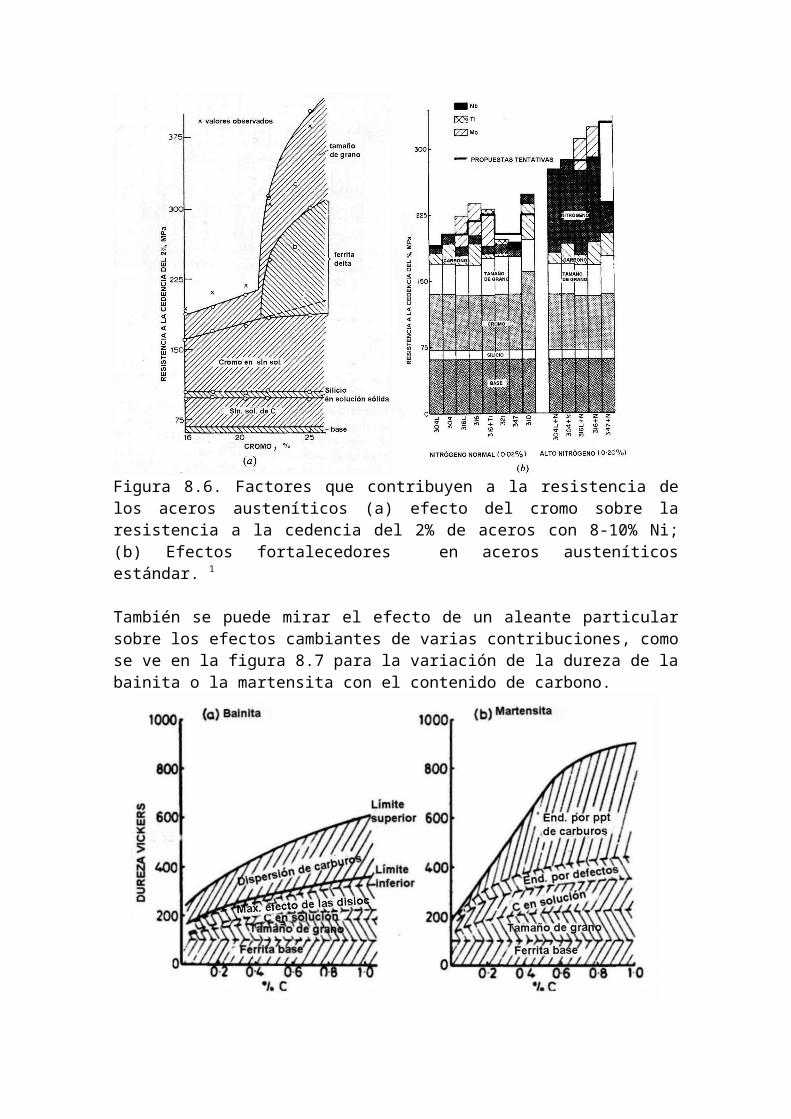
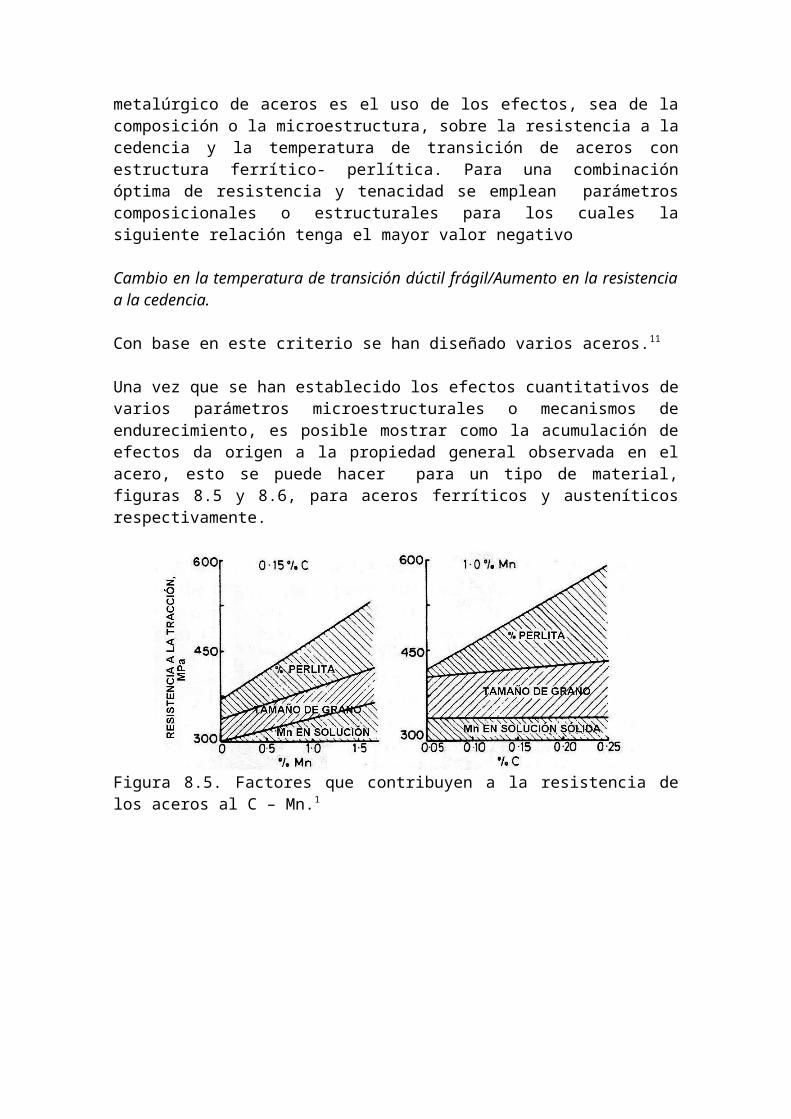
Figura 8.6. Factores que contribuyen a la resistencia delos aceros austeníticos (a) efecto del cromo sobre laresistencia a la cedencia del 2% de aceros con 8-10% Ni;(b) Efectos fortalecedores en aceros austeníticosestándar. 1
También se puede mirar el efecto de un aleante particularsobre los efectos cambiantes de varias contribuciones, comose ve en la figura 8.7 para la variación de la dureza de labainita o la martensita con el contenido de carbono.

Figura 8.7. Efectos fortalecedores del contenido de carbonosobre la bainita y la ferrita.1
Alternativamente, las propiedades de muchos diferentestipos se pueden comparar sobre la base de un soloparámetro microestructural, como el tamaño de grano, figura8.8. Como el tamaño de grano es único en el sentido de quecuanta menor mayor resistencia y mayor tenacidad, es claroque la combinación de esas dos propiedades se logramientras más cerca de la línea base esté el acero en lafigura 8.8.
Figura 8.8. Resistencia de un acero con 0.1% C como funcióndel tamaño de grano para diferentes condiciones detratamiento térmico: C. R – laminado en frío; C. W + A:trabajado en frío y recocido; M – martensita; B- bainita; T– revenido.1
En esta revisión inicial del diseño de aceros sepresentarán algunos casos específicos para ilustrar estasideas.
8.3. Diseño de un acero bainítico de altaresistencia
De acuerdo con Bhadeshia, los aceros bainíticos de altaresistencia, en la práctica no han sido tan exitosos comolos aceros templados y revenidos; sin embargo, se sabe quela precipitación de la cementita durante la transformaciónbainítica se puede suprimir aleando con cerca de 1.5% de

Si, que tiene muy poca solubilidad en la cementita yretarda fuertemente su crecimiento. De ese modo cuando seforma la bainita superior la microestructura consiste enplacas finas de ferrita bainítica separadas por regiones obloques de austenita enriquecida en carbono. Estamicroestructura es muy atractiva, pero no siempre da unabuena combinación de resistencia y tenacidad. Esto se debea que los bloques de austenita se transforman en martensitabajo el influjo de la tensión y eso fragiliza el acero.Esto está controlado por la curva de T0´ en el diagrama defases, la cual determina la composición de la austenita enel punto donde la reacción bainítica se detiene, figura8.9. Así, desplazando esta curva hacia contenidos máselevados de carbono, tanto la fracción de bainita que sepuede formar como el contenido de carbono de la austenitaresidual se pueden aumentar. Las modificaciones de la curvaT0´ se pueden lograr variando los aleantes. A estatemperatura las energías libres de la austenita y laferrita de igual composición son idénticas. Así cuando laaustenita se transforma en ferrita es:
ΔGγα = 0(8.1)
De acuerdo con Zener la diferencia en energía libre sepuede dividir en dos componentes, la magnética ∆GM
γα y la nomagnética, ∆GNM
γα:
∆Gγα=∆GMγα+∆GNM
γα
(8.2)
Figura 8.9. (a) La línea T0´corresponde a la formación debainita en presencia de
silicio. (b) Datos experimentales para el crecimiento de labainita, que se detiene cuando el carbono en la austenitaalcanza la curva T0.
12
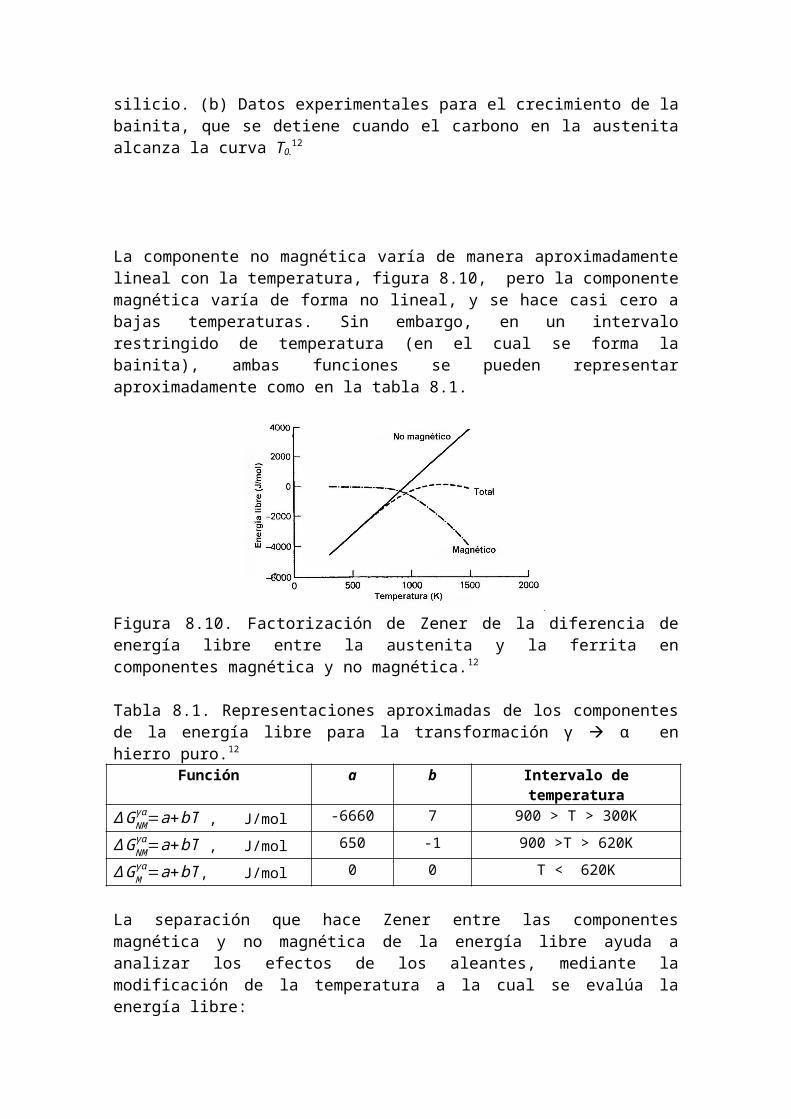
La componente no magnética varía de manera aproximadamentelineal con la temperatura, figura 8.10, pero la componentemagnética varía de forma no lineal, y se hace casi cero abajas temperaturas. Sin embargo, en un intervalorestringido de temperatura (en el cual se forma labainita), ambas funciones se pueden representaraproximadamente como en la tabla 8.1.
Figura 8.10. Factorización de Zener de la diferencia deenergía libre entre la austenita y la ferrita encomponentes magnética y no magnética.12
Tabla 8.1. Representaciones aproximadas de los componentesde la energía libre para la transformación γ α enhierro puro.12
Función a b Intervalo detemperatura
∆GNMγα=a+bT , J/mol -6660 7 900 > T > 300K
∆GNMγα=a+bT , J/mol 650 -1 900 >T > 620K
∆GMγα=a+bT, J/mol 0 0 T < 620K
La separación que hace Zener entre las componentesmagnética y no magnética de la energía libre ayuda aanalizar los efectos de los aleantes, mediante lamodificación de la temperatura a la cual se evalúa laenergía libre:

∆Gγα {T}=∆GMγα {T−x∆TM}+∆GNMγα {T−x∆TNM} (8.3)
ΔTM y ΔTNM son cambios de temperatura debidos a la unidad deconcentración (x) del soluto sustitucional, tabla 8.2. Portanto la temperatura T0 se calcula igualando ΔGγα a cero:
∆GMγα {T0−x∆TM }+∆GNMγα {T0−x∆TNM }=0
(8.4)
Tabla 8.2. Valores de ΔTM y ΔTNM para varios solutossustitucionales.13
Elemento de aleación ΔTM/K por % at. ΔTNM/K pot % at.Si -3 0Mn -37.5 -39.5Ni -6 -18Mo -26 -17Cr -19 -18V -44 -32Co 19.5 16Al 8 15Cu 4.5 -11.5
Y al substituir las expresiones de la tabla 8.1, se tiene:
aNM+bNMT0Fe+aMT0
Fe=0, para el hierro puro, y para la aleación:
aNM+bNM(T0FeX−x∆TNM )+aM+bM(T0
FeX−x∆TM ), por tanto, el cambio en latemperatura causado por la adición de un elementosustitucional está dado por la diferencia entre las dosecuaciones:
∆T0=x (bNM∆TNM+bM∆TM )
bNM+bM(8.5.)
Los efectos de varios aleantes se pueden aproximarasumiendo que son aditivos:

∆T0=∑ixi (bNM∆TNMi
+bM∆TMi)bNM+bM
(8.6)
Para calcular el desplazamiento de la temperatura T0´,simplemente se iguala ΔGγα a la energía almacenada (porejemplo 400J/mol para la bainita) en vez de cero. La curvareal de T0´ para una aleación, más que desplazarse ΔT0´ conrelación al hierro puro, se puede estimar notando que parauna aleación Fe – C, con 400 J/mol como energía almacenada:
T0´(K) ≅ 970 – 80xC
(8.7)
Donde xC es el porcentaje de carbono.
Una microestructura para un acero como el que se vieneconsiderando, por ejemplo Fe -3Mn – 2.02Si -0.43C % enpeso, tiene poca tenacidad debida a la presencia de laaustenita en bloques como ya se anotó, figura 8.11. Esnecesario aumentar la cantidad de ferrita bainítica en lamicroestructura así como la estabilidad de la austenita.Ambas cosas se pueden lograr cambiando las concentracionesde los solutos sustitucionales de modo que T0´se desplacehacia contenidos más elevados de carbono.
Figura 8.11. (a)temperatura de transiciónexperimental, que muestracomo mejora al reducir laaustenita en bloques. (b)
Curvas T0 calculadas para los aceros Fe-Mn-Si-C y Fe-Ni-Si-C.12
Con la ecuación (8.6) para la aleación 3Mn – 2.02Si -0.43C% en peso o sea (2.97 Mn% at., 3.87Si % at.):
∆T0=2.97[7 (−39.5 )+(−1)(−37.5)]
7−1+3.87 [7 (0)+(−1)(−3)]
7−1=116
ManganesoSilicio
Por tanto, para esta aleación la ecuación (8.7) es
T0´(K) ≅ 970 – 80xC -116(8.8)
El notable aumento en la tenacidad logrado así, sinsacrificar la resistencia se ve en la figura 8.11, juntocon las curvas de T0´calculadas.
Este modelo ayudó en la mejora de la tenacidad, el métodono es riguroso, porque realmente T0´no varía linealmentecon el contenido de carbono. Pero se puede mejorar ypermitió obtener mejoras sustanciales.14 -16
8.4. Modelamiento de la temperatura Ms para latransformación γ α´
Otro aspecto del diseño de los aceros ha sido la modelaciónde las temperaturas de transición, como ya se acaba dereseñar para un acero bainítico al silicio. En este caso
se trata de la temperatura a la cual empieza a formarse lamartensita (Ms). La base para este cálculo fue revisada,hace tiempo, por Kaufman y Cohen;17 es decir, la martensitase forma súbitamente cuando el cambio de energía libre parala transformación sin cambio de composición (ΔGγα´) alcanzaun valor crítico (∆GMs
γα´), la magnitud del cual estádeterminada por las energía almacenadas y los fenómenoscinéticos18, 19 El método se ha aplicado con éxito a latransformación γ → α′ 20 - 28 y forma la base de los programasde computador que usan los parámetros termodinámicos de lasfases madre y producto y dan como salida la temperaturaMs29. De esta manera, la incorporación de un elementoexcluido de Ms sólo requiere entender como dicho elementoaltera las estabilidades termodinámicas de las fases.
Para modelar esta temperatura Capdevilla et al. 30
desarrollaron una red neural. Sin embargo, hay una grancantidad de datos publicados que no se usaron en elentrenamiento de este modelo, por lo que su desempeño no esel mejor.31 Además, como señalan Sourmail y García Mateo,32
el modelo tiene la tendencia a hacer predicciones raras,pues algunos valores de Ms alcanzan miles de grados Kelvin,para composiciones muy comunes. Además estos últimosinvestigadores encontraron muchos errores en la base dedatos usada para el modelo de Capdevilla et al (que ellosllaman modelo A), algunos hasta de 273º K por conversionesincorrectas. Por esta razón Sourmail y García Mateoproponen otro modelo.
Las redes neurales, al contrario de los métodostradicionales de regresión lineal o polinomial, no imponenuna forma de función a los datos. La estructura de una redtípica de alimentación es como la que se ilustra en lafigura 8.12. Cada unidad escondida calcula una suma pesadade los impulsos y da como resultado su tangentehiperbólica. Estas salidas son combinadas por la neurona desalida. La función correspondiente a las 4 unidadesescondidas de la red mostrada en la figura 8.12 es:
y = ω1 tanh(w1x + h1) + ω2 tanh(w2x + h2) +ω3 tanh(w3x + h3) + ω4 tanh(w4x + h4) + θ (8.11)

donde w, ω y h son los parámetros de ajuste, a vecesllamados pesos y sesgos. Como se ve en la figura 8.12,simplemente variando los pesos de tal red se puedenrepresentar funciones muy diferentes.33
En este caso se usó un marco bayesiano. Una red neuraltradicionalmente se entrena optimizando sus parámetros conrespecto a una función error dada. Esto da como resultadoun conjunto óptimo de pesos que a su vez se utilizan parahacer predicciones. Sin embargo, en el enfoque bayesiano alos datos se les ajusta una distribución de probabilidad delos valores de los pesos. Cuando los datos son escasos, ladistribución será más amplia, lo que indica que variassoluciones tienen probabilidades similares. Si, por elcontrario, hay suficientes datos, la distribución para losparámetros se estrechará, lo cual indica que una soluciónes mucho más probable que otras. Esta incertidumbre sepuede trasladar a una “barra de error” en las predicciones,que indica la incertidumbre en el ajuste cuando se hace elcálculo, lo cual se ilustra en la figura 8.13.
Figura 8.12. Estructura de una neural con una entrada,cuatro unidades escondidas y una salida. Dos redes con lamisma estructura (4 unidades escondidas) pero diferentespesos pueden representar funcionas completamentedistintas.38

Figura 8.13. Ilustración de las posibilidades que ofreceuna red neural bayesiana: la predicción puede estaracompañada de una barra de error relacionada con laincertidumbre del ajuste. Cuando los datos son escasos, laincertidumbre en el ajuste es mayor que en la región consuficientes datos.32
De la literatura se recogieron cerca de 1200 entradas parala base de datos que se construyó, y entre los datos haymuchas composiciones, como se ve en la tabla 8.3.
Tabla 8.3. Mínimos y máximos para cada variable de entrada incluida en la base de datos.32
Elemento Min(% enpeso)
Max(% enpeso)
Elemento Min (% enpeso)
Max (% enpeso)
C 0.0 2.25 Co 0.0 30.0Mn 0.0 10.24 Al 0.0 3.01Si 0.0 3.8 W 0.0 18.59Cr 0.0 17.98 Cu 0.0. 3.04Ni 0.0 31.54 Nb 0.0 1.98Mo 0.0 8.0 Ti 0.0 2.52V 0.0 4.55 B 0.0 0.06
N 0.0 2.65
Como bien lo ha anotado Mackay,33 es importante asegurarque algún conocimiento que se tenga sobre el sistemaaparezca, de alguna manera en la base de datos . En estecaso se sabe que Ms debe estar entre 0 y 1000º K, un hechoque está presente en el enfoque termodinámico de Ghosh yOlson, 25, 26, 28 pero los modelos actuales de redes neuralesno están necesariamente acotados, aunque, como lo mostraron
Yescas et al.34 es posible formular la salida de tal maneraque tenga límites inferior y superior. Una manera deincorporar este conocimiento es entrenar el modelo usandouna función objetivo, que está naturalmente acotada en elintervalo deseado, para ese entrenamiento se usó laecuación
y = ln(−ln (Ms/1000)), y por consiguiente Ms = 1000 exp (−exp (y)) que está acotada entre 0 y 1000º K.
En una primera instancia, se seleccionaron aleatoriamente124 conjuntos de la base de datos para servir como ensayo,pero no fueron usados luego en el entrenamiento. Los datosrestantes se dividieron en dos conjuntos, tambiénaleatorios. El primero se usó para entrenar varios modelosy el segundo, para validar el entrenamiento y seleccionarun grupo óptimo de modelos, siguiendo un procedimiento queestá bien documentado.35
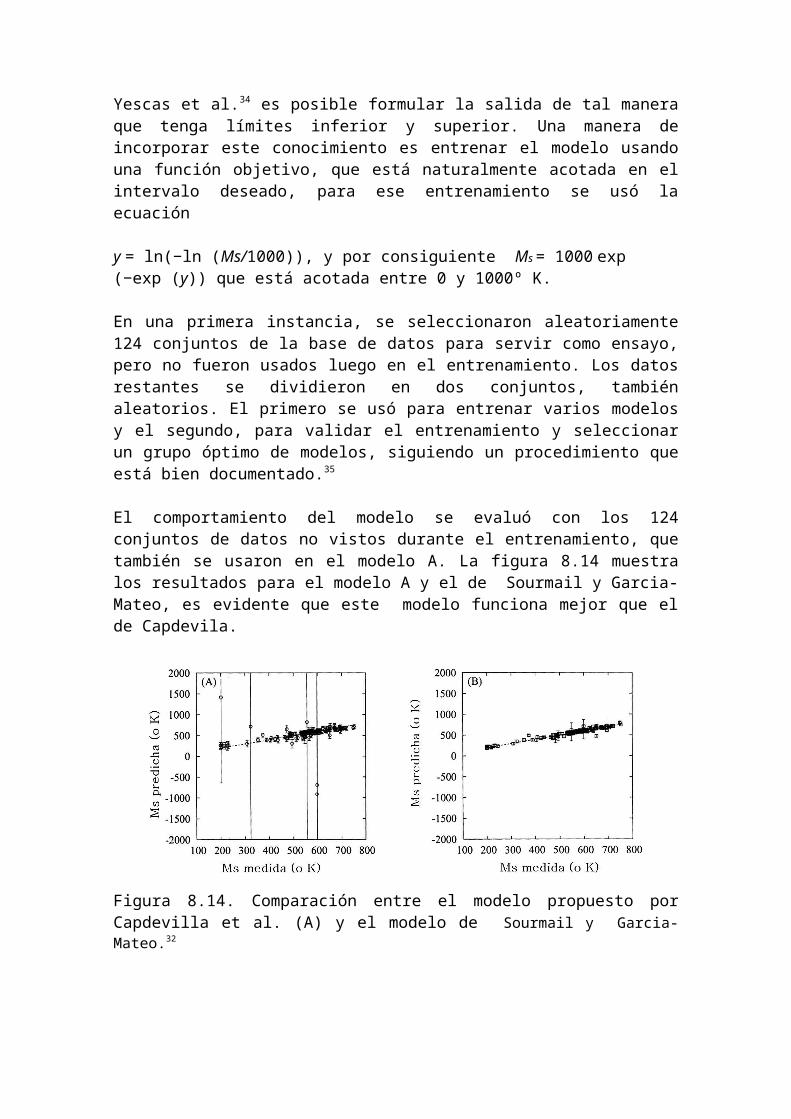
El comportamiento del modelo se evaluó con los 124conjuntos de datos no vistos durante el entrenamiento, quetambién se usaron en el modelo A. La figura 8.14 muestralos resultados para el modelo A y el de Sourmail y Garcia-Mateo, es evidente que este modelo funciona mejor que elde Capdevila.
Figura 8.14. Comparación entre el modelo propuesto porCapdevilla et al. (A) y el modelo de Sourmail y Garcia-Mateo.32
8.5. Modelamiento de la temperatura Ms para latransformación γ ε
La transformación γ ε es cada vez más importante enmuchos aceros de alta resistencia y es necesario calcularsu Ms en el diseño y optimización de estas aleaciones, almenos como función de la composición química.
Para calcular este parámetro Dogan y Ozer36 derivaron unaecuación empírica usando regresión lineal con 17 aleacionesde hierro que experimentan la transformación γ ε:
Ms (K) = 246 − 5.8Mn + 38.5Si − 61.5Cr − 5.1Ni + 138Ce − 146Ti − 396N (8.9)
Donde los símbolos representan su porcentaje en peso. Laecuación fue derivada para las concentraciones 13.0 –31.5Mn, 4.7 – 7.0Si, 0 – 11.6Cr, 0 – 6.8Ni; Ce, Ti y N estabanpresentes cada uno en una sola aleación con valores 0.3, 0.6 y0.3 % en peso respectivamente. Las desviaciones fueron menos de20◦C.
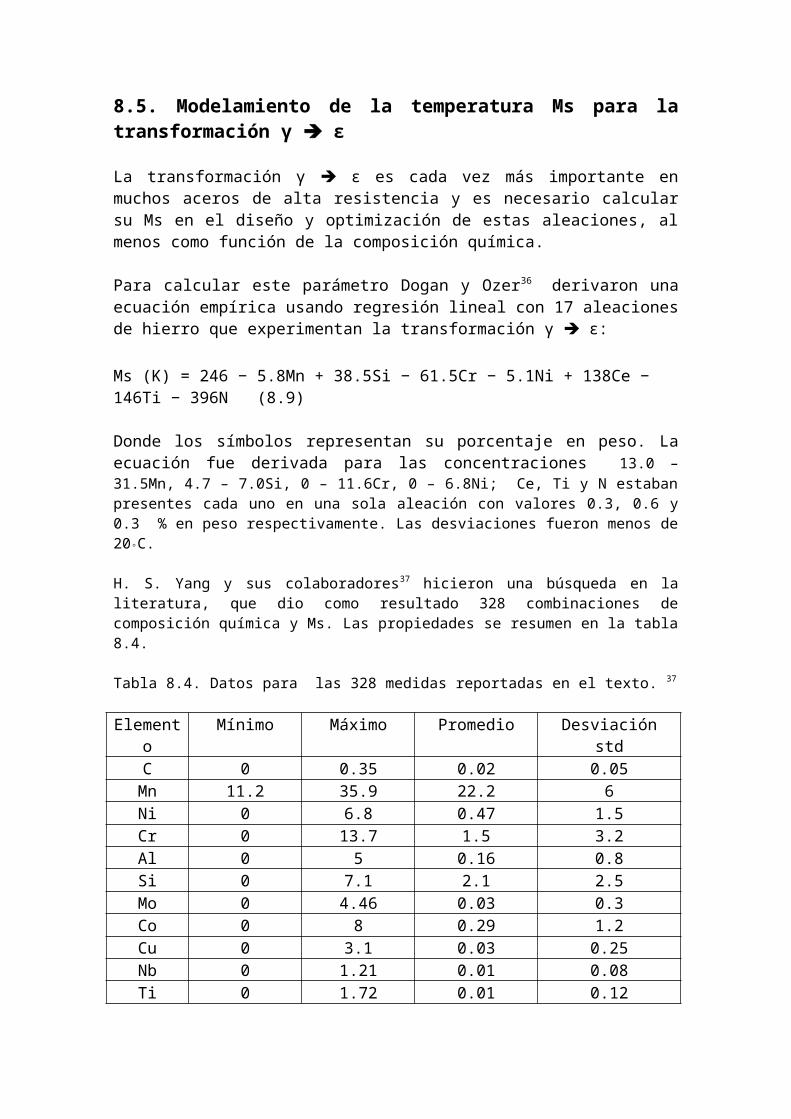
H. S. Yang y sus colaboradores37 hicieron una búsqueda en laliteratura, que dio como resultado 328 combinaciones decomposición química y Ms. Las propiedades se resumen en la tabla8.4.
Tabla 8.4. Datos para las 328 medidas reportadas en el texto. 37
Elemento
Mínimo Máximo Promedio Desviaciónstd
C 0 0.35 0.02 0.05Mn 11.2 35.9 22.2 6Ni 0 6.8 0.47 1.5Cr 0 13.7 1.5 3.2Al 0 5 0.16 0.8Si 0 7.1 2.1 2.5Mo 0 4.46 0.03 0.3Co 0 8 0.29 1.2Cu 0 3.1 0.03 0.25Nb 0 1.21 0.01 0.08Ti 0 1.72 0.01 0.12
V 0 2.2 0.01 0.15W 0 4.48 0.03 0.31
MS (oK) 167 467 352 60
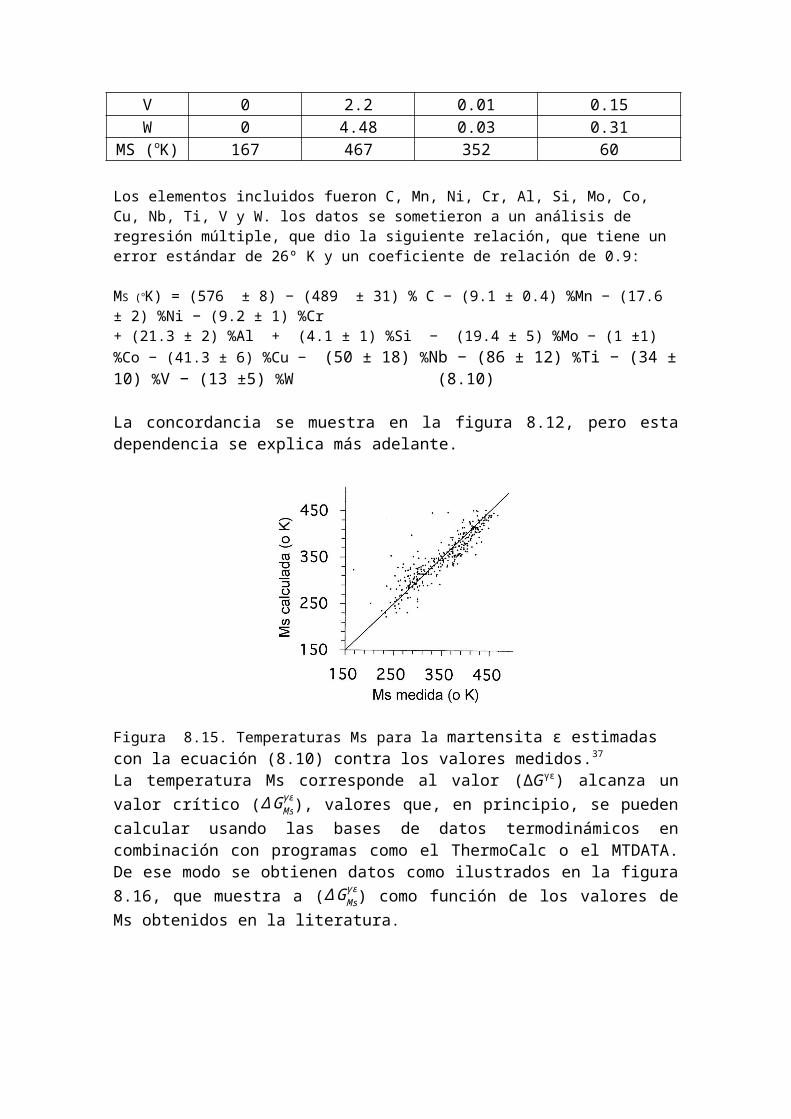
Los elementos incluidos fueron C, Mn, Ni, Cr, Al, Si, Mo, Co, Cu, Nb, Ti, V y W. los datos se sometieron a un análisis de regresión múltiple, que dio la siguiente relación, que tiene un error estándar de 26º K y un coeficiente de relación de 0.9:
MS (oK) = (576 ± 8) − (489 ± 31) % C − (9.1 ± 0.4) %Mn − (17.6 ± 2) %Ni − (9.2 ± 1) %Cr+ (21.3 ± 2) %Al + (4.1 ± � 1) %Si − (19.4 ± 5) %Mo − (1 ±1) %Co − (41.3 ± 6) %Cu − (50 ± 18) %Nb − (86 ± 12) %Ti − (34 ±10) %V − (13 ±� 5) %W (8.10)
La concordancia se muestra en la figura 8.12, pero estadependencia se explica más adelante.
Figura 8.15. Temperaturas Ms para la martensita ε estimadas con la ecuación (8.10) contra los valores medidos.37
La temperatura Ms corresponde al valor (ΔGγε) alcanza unvalor crítico (∆GMs
γε), valores que, en principio, se puedencalcular usando las bases de datos termodinámicos encombinación con programas como el ThermoCalc o el MTDATA.De ese modo se obtienen datos como ilustrados en la figura8.16, que muestra a (∆GMs
γε) como función de los valores deMs obtenidos en la literatura.
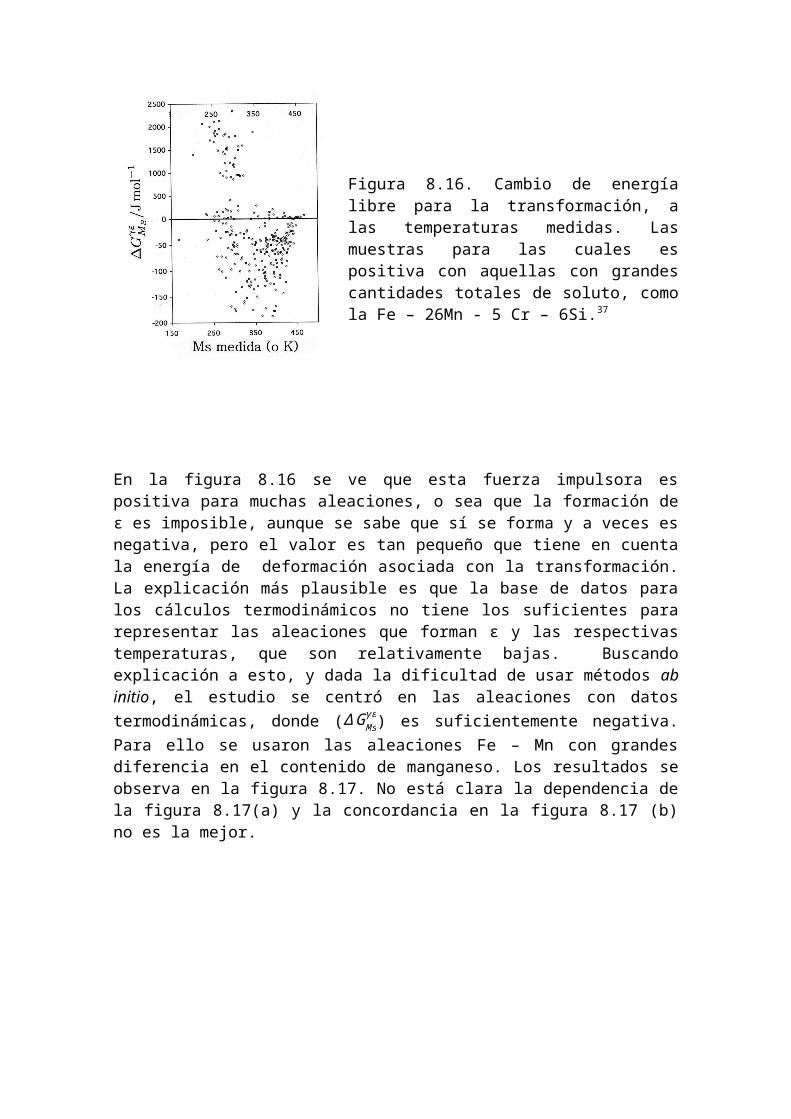
Figura 8.16. Cambio de energíalibre para la transformación, alas temperaturas medidas. Lasmuestras para las cuales espositiva con aquellas con grandescantidades totales de soluto, comola Fe – 26Mn - 5 Cr – 6Si.37
En la figura 8.16 se ve que esta fuerza impulsora espositiva para muchas aleaciones, o sea que la formación deε es imposible, aunque se sabe que sí se forma y a veces esnegativa, pero el valor es tan pequeño que tiene en cuentala energía de deformación asociada con la transformación.La explicación más plausible es que la base de datos paralos cálculos termodinámicos no tiene los suficientes pararepresentar las aleaciones que forman ε y las respectivastemperaturas, que son relativamente bajas. Buscandoexplicación a esto, y dada la dificultad de usar métodos abinitio, el estudio se centró en las aleaciones con datostermodinámicas, donde (∆GMs
γε) es suficientemente negativa.Para ello se usaron las aleaciones Fe – Mn con grandesdiferencia en el contenido de manganeso. Los resultados seobserva en la figura 8.17. No está clara la dependencia dela figura 8.17(a) y la concordancia en la figura 8.17 (b)no es la mejor.
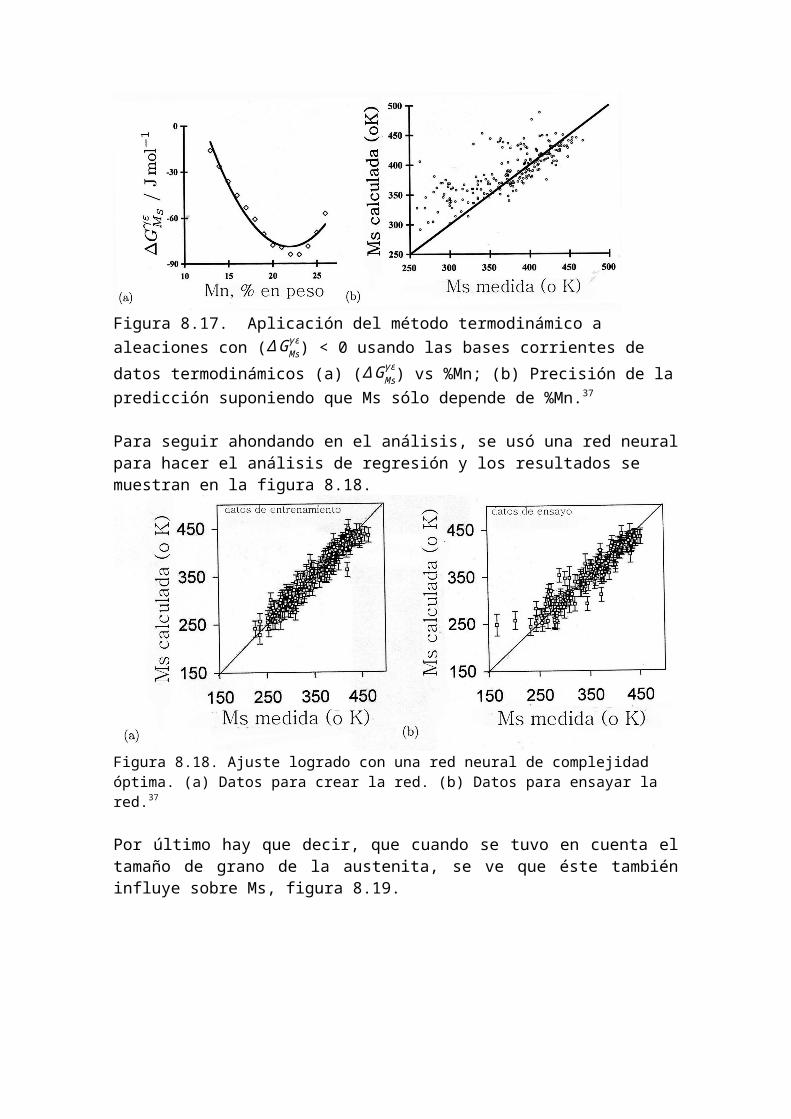
Figura 8.17. Aplicación del método termodinámico a aleaciones con (∆GMs
γε) < 0 usando las bases corrientes de datos termodinámicos (a) (∆GMs
γε) vs %Mn; (b) Precisión de lapredicción suponiendo que Ms sólo depende de %Mn.37
Para seguir ahondando en el análisis, se usó una red neuralpara hacer el análisis de regresión y los resultados se muestran en la figura 8.18.
Figura 8.18. Ajuste logrado con una red neural de complejidad óptima. (a) Datos para crear la red. (b) Datos para ensayar la red.37
Por último hay que decir, que cuando se tuvo en cuenta eltamaño de grano de la austenita, se ve que éste tambiéninfluye sobre Ms, figura 8.19.
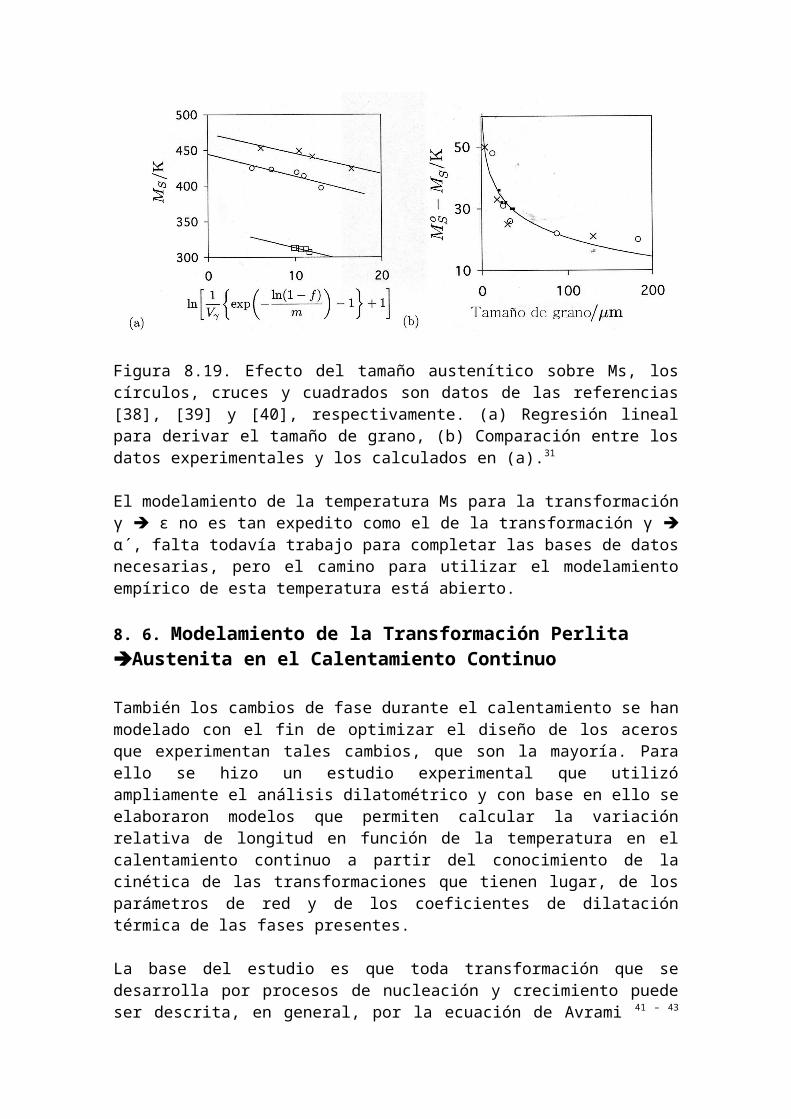
Figura 8.19. Efecto del tamaño austenítico sobre Ms, loscírculos, cruces y cuadrados son datos de las referencias[38], [39] y [40], respectivamente. (a) Regresión linealpara derivar el tamaño de grano, (b) Comparación entre losdatos experimentales y los calculados en (a).31
El modelamiento de la temperatura Ms para la transformaciónγ ε no es tan expedito como el de la transformación γ α´, falta todavía trabajo para completar las bases de datosnecesarias, pero el camino para utilizar el modelamientoempírico de esta temperatura está abierto.
8. 6. Modelamiento de la Transformación Perlita Austenita en el Calentamiento Continuo
También los cambios de fase durante el calentamiento se hanmodelado con el fin de optimizar el diseño de los acerosque experimentan tales cambios, que son la mayoría. Paraello se hizo un estudio experimental que utilizóampliamente el análisis dilatométrico y con base en ello seelaboraron modelos que permiten calcular la variaciónrelativa de longitud en función de la temperatura en elcalentamiento continuo a partir del conocimiento de lacinética de las transformaciones que tienen lugar, de losparámetros de red y de los coeficientes de dilatacióntérmica de las fases presentes.
La base del estudio es que toda transformación que sedesarrolla por procesos de nucleación y crecimiento puedeser descrita, en general, por la ecuación de Avrami 41 – 43

que, para la transformación de austenización, se expresacomo:
Vγ=1−e−Ktn
(8.11)
donde Vγ representa la fracción de volumen de austenita formada, K es una constanteque depende de la temperatura, t es el tiempo y n es unaconstante que caracteriza la cinética de la transformación.Los valores de K y n pueden ser obtenidos mediante unanálisis de regresión, usando la ecuación siguiente:
log[ln( 11−Vγ )]=logK+nlogt (8.12)
No obstante, considerar directamente un valor de n = 4significaría que la velocidad de nucleación, .N, y lavelocidad de crecimiento, G, se suponen constantes en eltiempo y funciones de la temperatura44 y que el proceso denucleación no alcanza la saturación.45 Esto daría lugar ala siguiente expresión de la fracción de volumen deaustenita transformada de:
Vγ=1−e−kt4
(8.13)
Donde:
K (T)=π3N (T )G3
(T) (8.14)
Roosz et al45 estudiaron la dependencia de N y G con latemperatura y la microestructura inicial para un aceropuramente perlítico, y propusieron una dependencia de latemperatura para N y G de la forma:
N=fNe−QN
k∆T (1/mm3s)(8.15)
G=fGeQG
k∆t (mm/s)(8.16)
donde QN y QG son las energías de activación para lanucleación y el crecimiento, respectivamente, k es laconstante de Boltzmann, y fN y fG son las funciones querepresentarían la influencia de la morfología de la perlitaen la velocidad de nucleación y de crecimiento,respectivamente.
Roosz et al.45 y también Hillert46 para la transformaciónaustenita perlita propusieron una función de la forma:
fG∝1σ02 (8.17)
Donde σ0 es el espaciamiento interlaminar en la perlita.
De esta forma, por procedimientos que no se detallan, sehan encontrado expresiones para N y G y por tanto para Vγ ya partir de ellas las expresiones
VP 1Vγ(8.18a)Vα0.88VP (8.18b)
V0.12VP (8.18c)
Que permiten calcular el volumen de todas las fasespresentes. Los resultados de tales modelaciones se muestranen la figura 8.20, donde están los resultados de lavalidación para el cálculo de la cinética de formación deaustenita para las tres morfologías y las tres velocidadesde calentamiento consideradas. Dado que el ajuste no es elmejor, se procedió a refinar las ecuaciones, pues elanálisis mostró que se estaba sobreestimando la cinéticade nucleación. Luego de los ajustes, que no se detallanacá, los resultados se resumen en la figura 8.21.
Todo esto permite concluir que el modelo propuesto para laaustenización en aceros perlíticos en un amplio rango deespaciados interlaminares de perlita y velocidades decalentamiento, permitió encontrar una función morfológica
para el cálculo de la velocidad de nucleación. Por otrolado, se pudo comprobar cómo el mecanismo que controla lacinética de crecimiento varía dependiendo de la velocidadde calentamiento. De esta forma para velocidades superioresa 0.5 K/s, el mecanismo que regula el crecimiento de laaustenita es la difusión en volumen de carbono en laaustenita en lugar de la difusión de los elementos aleantessustitucionales a lo largo de la intercara perlita-austenita.
Además, la diferenciación entre el proceso de disolución dela perlita y la transformación α γ permite determinarcon exactitud las temperaturas de disolución de la perlitaen este acero. La identificación exacta de la temperaturafinal de la disolución de la perlita, permitiríaseleccionar la temperatura del intercrítico más adecuadapara la obtención de una microestructura dual ferrita-martensita con las mejores propiedades mecánicas.
8.7. Modelamiento del crecimiento de granoaustenítico en aceros de baja aleación
En los tratamientos térmicos y por tanto en el diseño deaceros son importantes las aleaciones, las temperaturas detransformación y las fases, ejemplos que se han consideradohasta acá. Además el tamaño de grano austenítico (TGA)antes de templar influye decisivamente en lastransformaciones de fase difusivas y no difusivas, sobre laprecipitación, y las propiedades mecánicas. Es por ello quemuchos investigadores han buscado la manera de entendermejor y controlar el TGA durante los procesos deaustenización.48-55 Aún si el TGA es fino luego de latransformación reversa durante el calentamiento hasta laregión austenítica, puede ocurrir crecimiento fácilmente,especialmente en los aceros ordinarios al carbono parareducir la energía libre de los límites de grano porprocesos atómicos activados térmicamente. Los aleantesretardan ese crecimiento pues se segregan a los límites degrano.56, 57
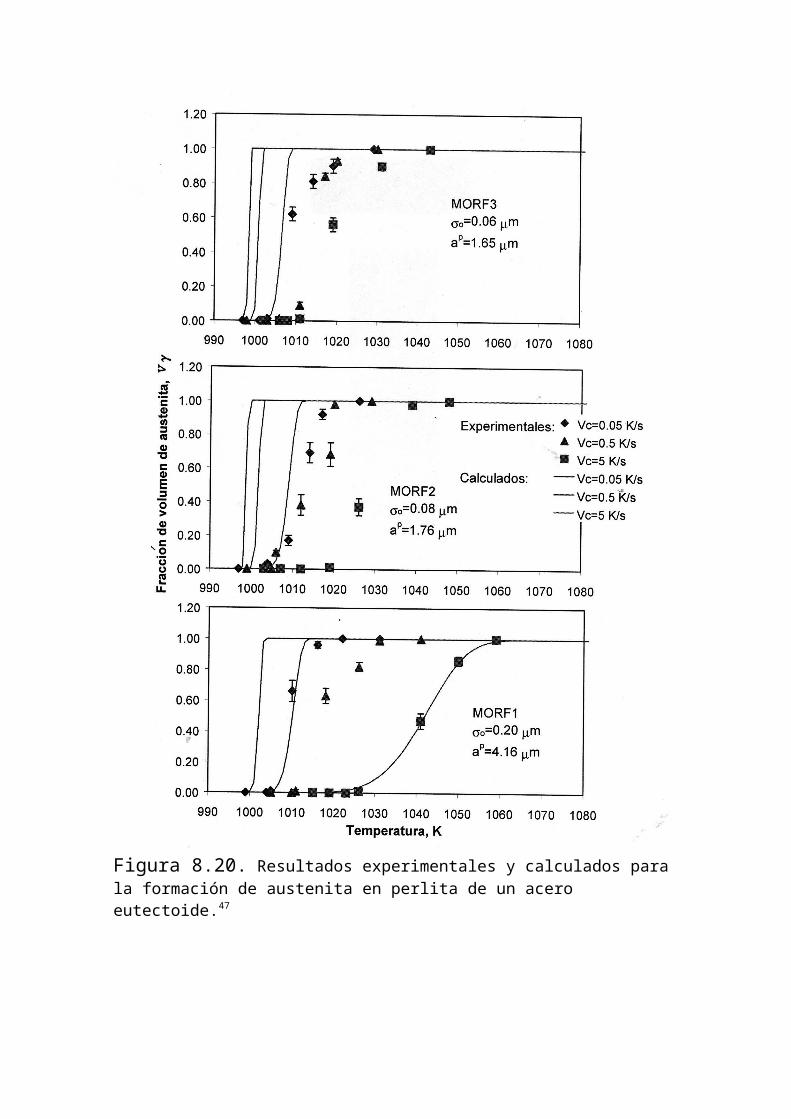
Figura 8.20. Resultados experimentales y calculados para la formación de austenita en perlita de un acero eutectoide.47
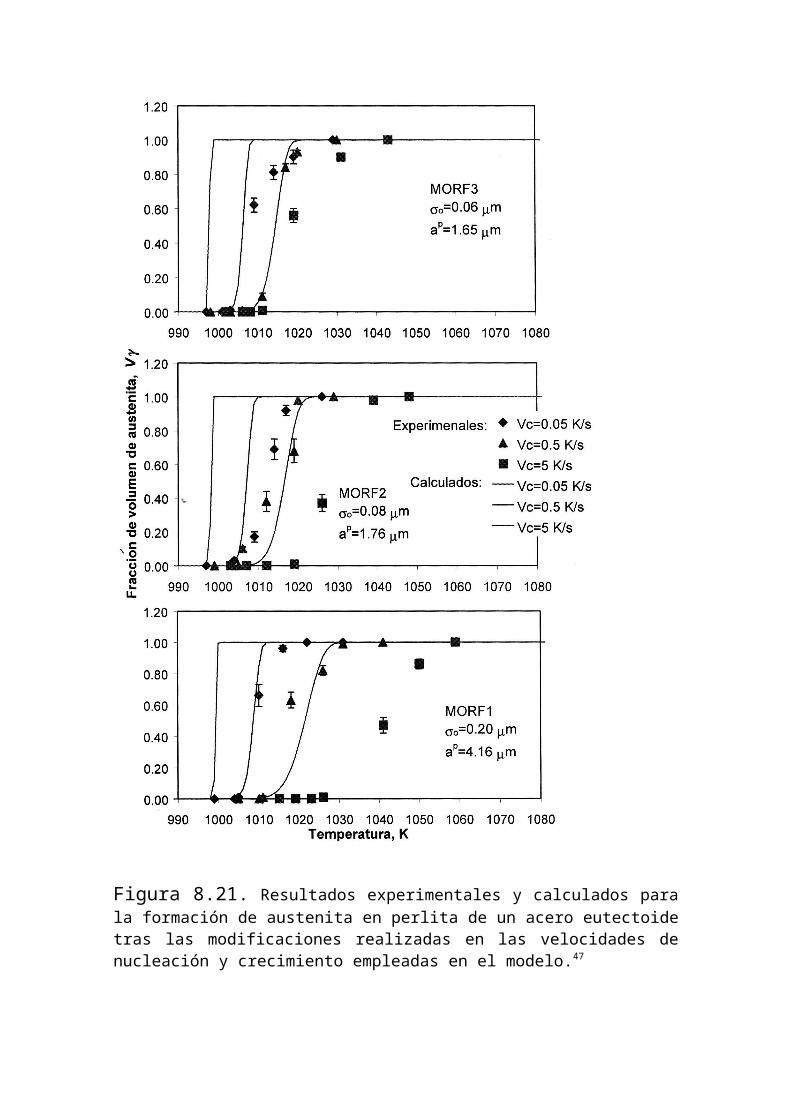
Figura 8.21. Resultados experimentales y calculados parala formación de austenita en perlita de un acero eutectoidetras las modificaciones realizadas en las velocidades denucleación y crecimiento empleadas en el modelo.47
Si todos los elementos aleantes se precipitaran como carburos o nitruros en la austenita, los precipitados también disminuyen la tasa de crecimiento de grano porque anclan los límites de grano.58, 59
Se han desarrollado varios modelos teóricos y semiempíricos para predecir el TGA durante la austenizaciónconsiderando los efectos de los aleantes48 -55 Los modelosteóricos contienen parámetros termodinámicos como laenergía de límite de grano y la energía de activación parala difusión por el límite de grano, las cuales no sonfáciles de obtener. Se han sugerido algunas ecuacionesempíricas simplemente como funciones de la temperatura ytiempo de austenización, 51, 52, 55 que no son adecuadas paralos aceros de baja aleación. Es por ello que S. J. Lee y Y.K. Lee, 60 han propuesto una ecuación empírica parapredecir el TGA de los aceros de baja aleación quecontienen Cr, Ni y Mo.
Para investigar los efectos del Ni, Cr, Mo y el C sobre elcrecimiento del grano austenítico se usaron 16 acerosdiferentes con composiciones comprendidas en los intervalosmostrados en la tabla 8.5.
Tabla 8.5. Composición química de los acerosexperimentales.60
C Mn Si Ni Cr MoMin. 0.15 0.73 0.20 0.0 0.0 0.0Max. 0.41 0.85 0.25 1.80 1.45 0.45
Las muestras se austenizaron en atmósfera de nitrógeno adiferentes temperaturas entre 800 y 1200º C por un máximode 3 horas y luego se templaron. El TGA se determinó pormetalografía óptica.
La relación entre el TGA y las condiciones deaustenización se ha explicado con una ecuación tipoArrhenius
d=Ae−( Q
RT)tn
(8.19)

Donde d es el tamaño de grano en micrometros, A es unaconstant, Q la energía de activación (J/mol) para elcrecimiento de grano, R es la constantes de los gases, T latemperatura de austenización en Kelvin y t el tiempo deaustenización en segundos y n el exponente del tiempo. Laenergía de activación se obtiene experimentalmente con ungráfico de Arrhenius. La ecuación para un carbono ordinarioes:
d=1.324∗105e−(94000RT )t0.194
(8.19a)
d=9.1∗106e−(12600RT )t0.18
(8.19b)
d=7.9∗104e−(69000RT )t0.19
(8.19c)
d=4.1∗107e−(141000RT )t0.12
(8.19d)
Pero estas ecuaciones no se pueden aplicar a los acerosaleados por los efectos ya señalados de los aleantes, demodo que los Lee usaron 89 datos medidos para generar unaecuación de este tipo:
Q=Q0+∑i=1
4 (∂Qi
∂Xi )Xi(8.20)
Donde Q0 es la energía de activación (J/mol) para elcrecimiento de la austenita de una aleación que contienecantidades casi constantes de Mn y Si, como se ve en latabla 8.5 y Qi es el incremento en la energía de activaciónal añadir otro elemento i como Ni, Cr, Mo y C y Xi es laconcentración del elemento i en porcentaje en peso. Laecuación empírica para predecir el TGA de los aceros debaja aleación durante la austenización se basó en una
ecuación tipo Arrhenius ajustando los datos medidos de TGAcomo funciones de los elementos de aleación, temperatura ytiempo:
d=76671e−(89098+3581C+1211∋+1443Cr+4032Mo
RT )t0.211
(8.21)
Los TGAs predichos usando las ecuaciones (8.19) y la (8.21)se muestran en la figura 8.22. Para la precisión de laecuación se usaron dos parámetros de comparación (D y E).El parámetro D es la distancia absoluta promedio entre lalínea en la mitad de la figura y los marcadores, en tantoque el parámetro E es el promedio de la distancia, con susigno, entre la línea en la mitad de la figura y losmarcadores.
D=
∑i=1
N | 1√2 (dcal−dexp)|N
(8.22)
E=
∑i=1
N
( 1√2 (dcal−dexp))N
(8.23)
Acá N es número de datos experimentales y tanto D como Etienen unidades de tamaño de grano ASTM. Los valoresmenores de D indican un mejor ajuste mientras que losvalores de E indican si una ecuación, en promedio, estáprediciendo valores que si son muy elevados, valorespositivos, o muy bajos, valores negativos austenítico. Elanálisis muestra el mejor ajuste de la ecuación (8.21), unaprueba más de la bondad de los métodos empíricos.
8.8. Desarrollo de un acero inoxidable de bajocontenido de níquel para aplicacionesestructurales
Un ejemplo distinto de aplicación en el diseño dealeaciones es el utilizado en este trabajo donde se diseña
un acero inoxidable con menos Ni y más N, para hacerlo másbarato y resistente mecánicamente, pero la situación deldiseño de la aleación es más compleja.
Los criterios que se establecieron para diseñar la aleaciónfueron:
El contenido de Ni ≤ 2% y % Cr < 18% (para reducir loscostos a la mitad del 304)
Debe tener ~ 5% de ferrita, tras solidificar, paraasegurar la sodablidad
Debe tener un resistencia a la cedencia ≥ 400 MPa enestado recocido o laminado en caliente.
De ser austenítico con buena tenacidad y soldabilidad Debe tener una austenita con una estabilidad similar a
la del 304, es decir no debe formarse martensitaatérmica ni por deformación.
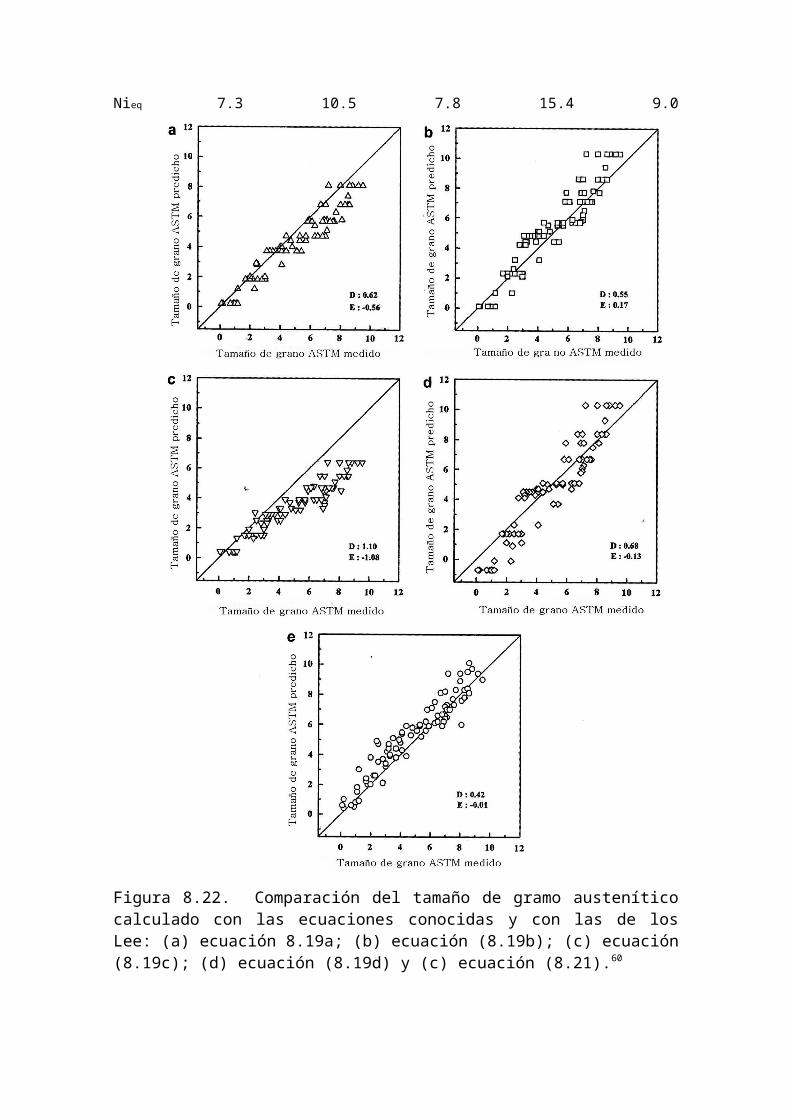
Nieq 7.3 10.5 7.8 15.4 9.0
Figura 8.22. Comparación del tamaño de gramo austeníticocalculado con las ecuaciones conocidas y con las de losLee: (a) ecuación 8.19a; (b) ecuación (8.19b); (c) ecuación(8.19c); (d) ecuación (8.19d) y (c) ecuación (8.21).60
Debe ser adecuado para las rutas normales demanufactura: laminación en caliente y recocido a lastemperaturas convencionales del 304.
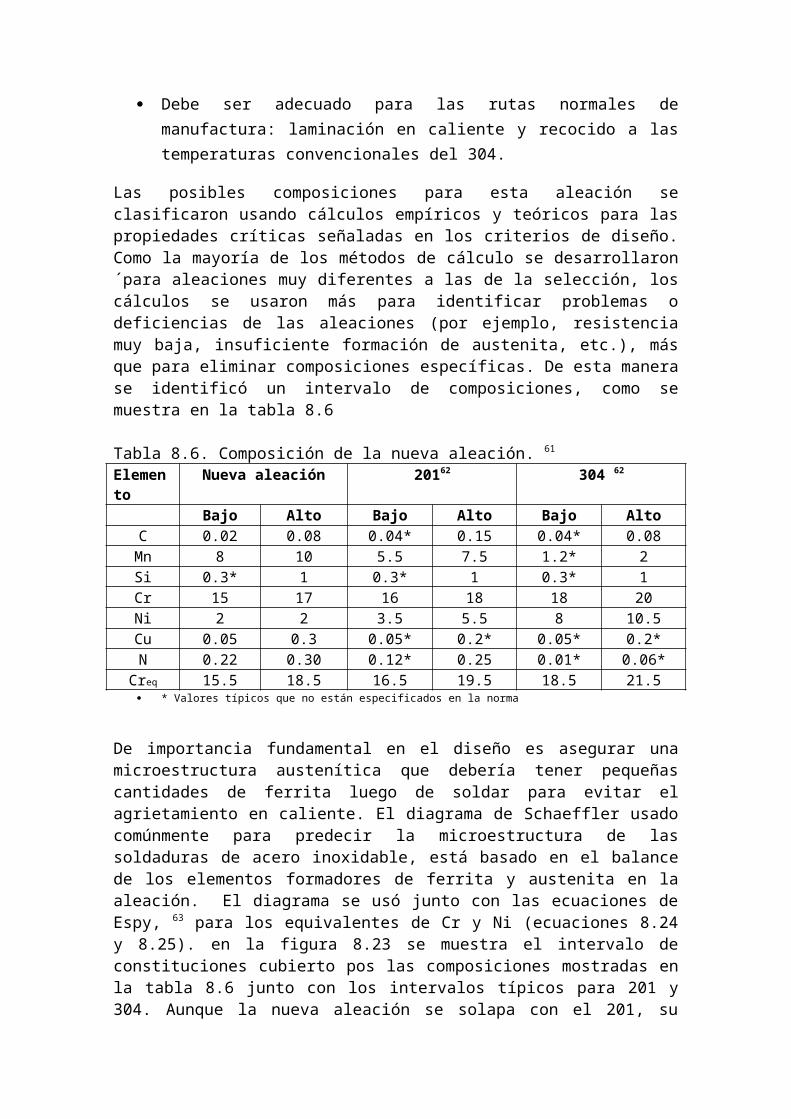
Las posibles composiciones para esta aleación seclasificaron usando cálculos empíricos y teóricos para laspropiedades críticas señaladas en los criterios de diseño.Como la mayoría de los métodos de cálculo se desarrollaron´para aleaciones muy diferentes a las de la selección, loscálculos se usaron más para identificar problemas odeficiencias de las aleaciones (por ejemplo, resistenciamuy baja, insuficiente formación de austenita, etc.), másque para eliminar composiciones específicas. De esta manerase identificó un intervalo de composiciones, como semuestra en la tabla 8.6
Tabla 8.6. Composición de la nueva aleación. 61
Elemento
Nueva aleación 20162 304 62
Bajo Alto Bajo Alto Bajo AltoC 0.02 0.08 0.04* 0.15 0.04* 0.08Mn 8 10 5.5 7.5 1.2* 2Si 0.3* 1 0.3* 1 0.3* 1Cr 15 17 16 18 18 20Ni 2 2 3.5 5.5 8 10.5Cu 0.05 0.3 0.05* 0.2* 0.05* 0.2*N 0.22 0.30 0.12* 0.25 0.01* 0.06*
Creq 15.5 18.5 16.5 19.5 18.5 21.5 * Valores típicos que no están especificados en la norma
De importancia fundamental en el diseño es asegurar unamicroestructura austenítica que debería tener pequeñascantidades de ferrita luego de soldar para evitar elagrietamiento en caliente. El diagrama de Schaeffler usadocomúnmente para predecir la microestructura de lassoldaduras de acero inoxidable, está basado en el balancede los elementos formadores de ferrita y austenita en laaleación. El diagrama se usó junto con las ecuaciones deEspy, 63 para los equivalentes de Cr y Ni (ecuaciones 8.24y 8.25). en la figura 8.23 se muestra el intervalo deconstituciones cubierto pos las composiciones mostradas enla tabla 8.6 junto con los intervalos típicos para 201 y304. Aunque la nueva aleación se solapa con el 201, su

composición es diferente, de modo que sus propiedades, queno deben ser peores que las del 201, se pueden lograr conla nueva aleación, pero con menores contenidos de Ni y deCr.
Figura 8.23. Diagrama de Schaeffler donde se ve el balancede austenita y ferrita de la nueva aleación.61
Creq = Cr + Mo + 1.5×Si + 0.5×Nb + 5× V + 2.2×Ti + 3× Al (8.24)Nieq = Ni + 0.87 + 30 ×C + Y × (N - 0.045) + 0.33 ×Cu (8.25)
donde Y = 30 para 0% < N < 0.2% Y = 22 para 0.21% < N < 0.25% Y = 20 parar 0.26% < N < 0.35%
La estabilidad de la austenita durante la deformación semodeló usando la correlación de Angel para la temperaturaMd30,
64 que es la temperatura a la cual 330% de deformacióninduce 50% de transformación de la austenita en martensita.Aunque la correlación se desarrolló con aceros 301 (16-18%Cr, 6-8% Ni, <0.15% C), los cálculos todavía jerarquizanlas aleaciones: a más baja la temperatura, más estable esla aleación. El cálculo de Md30 para las composiciones tipo304, da un interval de 0 a 70o C; sin embargo, esta aleación essuficientemente estable para laminarla hasta espesores delámina. La correlación de Angel es:
Md30 = 413 −13.7Cr - 9.5Ni - 8.1Mn - 9.2Si -18.5Mo − 462C− 462N (8.26)
Otras propiedades, como la Resistencia a la cedencia y laestabilidad del nitrógeno también se modelaron, para ellose usó una correlación desarrollada por Nordberg,65 la cualpredijo, para este acero, en estado laminado en caliente(con tamaño de grano 60μ), de 343 – 386 MPa. Esta resistenciano es suficiente por lo que deber ser necesario otro mecanismode endurecimiento. La correlación de Nodberg es:
Rp0.2 = 120 + 210 N + 0.02 + 2Mn + 2Cr + 14Mo + 10Cu + (6.15− 0.054δ)δ + (7 + 35(N + 0.02))d − 0.5 (8.27)
donde Rp0.2 = es la cedencia del 0.2% (MPa)δ = % en volumen de ferritad = tamaño de grano (mm)
La modelación de la aleación se validó haciendo un conjuntode aleaciones que cubrían el intervalo de composiciones deldiseño, y haciendo los ensayos. Se variaronsistemáticamente los niveles de C, Mn, Cr y N, los cuatroelementos críticos en el balance de fases austenita ferritay en la estabilidad de la austenita respecto a la formaciónde martensita. Se examinaron las microestructuras, se midióla fase magnética y la dureza y ocho elaciones sesometieron a ensayo de tracción.
La figura 8.24 muestra que el uso del análisis de Espy paraestas aleaciones en la condición de vaciado (as cast) haceuna baja predicción del contenido de ferrita, en un factorde 2.2, mientras que una vez se austeniza a 1050º C durante3.5 h, el factor cayó a 1.2, figura 8.25; pero esasdesviaciones también se pueden deber al pequeño tamaño dela muestra.
La resistencia a la cedencia estuvo entre 323 y 402 MPa, lafigura 8.25 muestra como se comparan estos resultados conlos predichos por la ecuación de Nordberg. La aleación quemostró mayor resistencia tiene un alto contenido de N.

Todos los demás parámetros también se consideraron y seevaluaron los costos, por lo que se puede decir que laaleación es viable, y esta es sólo la base a la que pequeñasadiciones de V aumentarían la resistencia por endurecimiento porprecipitación.
Figura 8.24. (a) Comparación del contenido de ferrita medido ascast y calculado, (b) comparación del contenido de ferrita medidoluego del recocido, y el calculado.61
Figura 8.26. Comparación de la resistencia a la cedenciamedida y la calculada.61
8.9. Diseño de un acero inoxidable de ultra altaresistencia
El diseño computacional vía algoritmos genéticos, basado enprincipios termodinámicos y cinéticos, es otro enfoque que
debe mencionarse en este repaso de los métodos empíricos dediseño de aceros.
Los aceros que combinan propiedades valiosas, como la ultraalta resistencia, buena ductilidad y resistencia a lacorrosión siempre tendrán demanda, pero esos materialescontienen una gran número de aleantes como C, Cr, Ni, Al,Ti, Mo, V, Mn, Nb, Co, Cu, W, Si, B y N en intervalosamplios, pero controlado, de composición. Se ha repetidoque estos aleantes juegan varios papeles desde el punto devista de la metalurgia, endurecimiento por solución sólida,mejora de la templabilidad, refinamiento de grano,promoción de la precipitación de varias especies yestabilizador de fases específicas. Debido a las complejasinteracciones entre los diferentes elementos aleantes, losmétodos convencionales de diseño no son suficientes en laactualidad. Es por ello que se usan varios tipos de diseñosguiados por la computación, como el diseño ayudado por latermodinámica, 66 - 69 las redes neurales,70, 71 –como ya se hareseñado– e incluso los métodos ab initio.
Xu et al. 71-74 han presentado un modelo para el diseño dealeaciones guiado por la teoría, para nuevos aceros deultra alta resistencia en el cual los parámetros decomposición y tratamiento térmico (temperaturas deaustenización y envejecimiento) se optimizansimultáneamente aplicando un algoritmo genético, paralograr los componentes microestructurales deseados y evitarla consideración de fases indeseables al considerar todo elproceso de tratamiento térmico. El modelo se aplicóexitosamente en el diseño de aceros de ultra altaresistencia usando uno o varios tipos de precipitados,carburos MC, apiñamientos de Cu y Ni3Ti/NiAl, comoprincipal factor de endurecimiento. La caracterización delas aleaciones prototipo basadas en las optimizaciones deese modelo confirmaron la presencia de los precipitadosrequeridos, así como resistencias elevadas, mecánica y a lacorrosión, comparables a los grados industriales con unalarga historia de optimización75, 76 Xu y S. van der Zwaaghan extendido el modelo para explorar los efectos de loscostos de la aleación; el primer paso fue investigar losefectos de los costos de cada elemento de las aleaciones
diseñadas previamente y el segundo introducir esteparámetro en el rediseño de la aleación.77
Este tipo de aceros generalmente se producen mediante unpretratamiento que lleva a una matriz completamentemartensítica, la cual proporciona el refinamientomicroestructural para obtener alta resistencia y elevadatenacidad durante el envejecimiento. Se sabe que serequiere una temperatura Ms superior a 423K para obtenerestructuras completamente constituidas por martensita entiras a temperatura ambiente.66
Para determinar la temperatura Ms en este tipo de aceros seusó la relación de Ishida.78
Ms (o K) = 818 – 3300C + 200Al + 700Co – 1400Cr – 1300Cu –2300Mn – 500Mo – 400 Nb – 1300Ni – 700Si + 300Ti + 400V(8.28)
De acuerdo con la naturaleza de los precipitados y sustamaño, y asumiendo una distribución de Friedel para elespaciamiento interpartículas,79 este se puede expresarcomo:
σpciz=( 3
4π )12 β
−12 k
32Mμb
−12 (fv.r )
12 (8.29)
σpsobrepas=(6π )
12Mμbfv
12 r−1=c2fv
12r−1 (8.29)
Para partículas cizalladas y sobrepasadas, respectivamente,
donde M es el factor de Taylor (que se define como M=∑ldγl
dε, donde es el incremento en el deslizamiento y ε es ladeformación aplicada), b es la longitud del vector deBurgers, μ es el módulo de cizalladura del precipitado, k yβ son constantes, fv es la fracción volumétrica delprecipitado y r es el radio promedio de la partícula.
Para asegurar la pasivación se debe usar un mínimo de 12%de cromo, por lo demás se consideraron aceros hasta con 13elementos: C, Cr, Ni, Ti, Mo, Al, Cu, Co, Nb, N, V, Mn ySi cuyas composiciones variaron en los intervalos mostrados
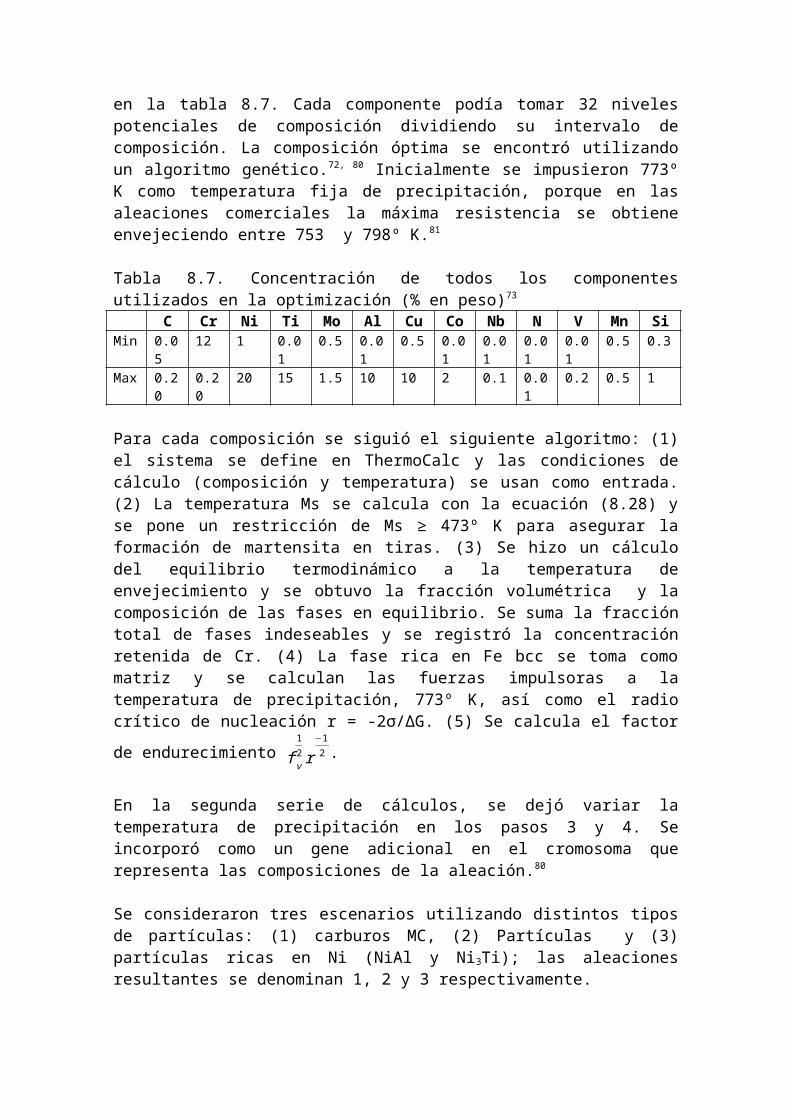
en la tabla 8.7. Cada componente podía tomar 32 nivelespotenciales de composición dividiendo su intervalo decomposición. La composición óptima se encontró utilizandoun algoritmo genético.72, 80 Inicialmente se impusieron 773ºK como temperatura fija de precipitación, porque en lasaleaciones comerciales la máxima resistencia se obtieneenvejeciendo entre 753 y 798º K.81
Tabla 8.7. Concentración de todos los componentesutilizados en la optimización (% en peso)73
C Cr Ni Ti Mo Al Cu Co Nb N V Mn SiMin 0.0
512 1 0.0
10.5 0.0
10.5 0.0
10.01
0.01
0.01
0.5 0.3
Max 0.20
0.20
20 15 1.5 10 10 2 0.1 0.01
0.2 0.5 1
Para cada composición se siguió el siguiente algoritmo: (1)el sistema se define en ThermoCalc y las condiciones decálculo (composición y temperatura) se usan como entrada.(2) La temperatura Ms se calcula con la ecuación (8.28) yse pone un restricción de Ms ≥ 473º K para asegurar laformación de martensita en tiras. (3) Se hizo un cálculodel equilibrio termodinámico a la temperatura deenvejecimiento y se obtuvo la fracción volumétrica y lacomposición de las fases en equilibrio. Se suma la fraccióntotal de fases indeseables y se registró la concentraciónretenida de Cr. (4) La fase rica en Fe bcc se toma comomatriz y se calculan las fuerzas impulsoras a latemperatura de precipitación, 773º K, así como el radiocrítico de nucleación r = -2σ/ΔG. (5) Se calcula el factorde endurecimiento fv
12r
−12 .
En la segunda serie de cálculos, se dejó variar latemperatura de precipitación en los pasos 3 y 4. Seincorporó como un gene adicional en el cromosoma querepresenta las composiciones de la aleación.80
Se consideraron tres escenarios utilizando distintos tiposde partículas: (1) carburos MC, (2) Partículas y (3)partículas ricas en Ni (NiAl y Ni3Ti); las aleacionesresultantes se denominan 1, 2 y 3 respectivamente.
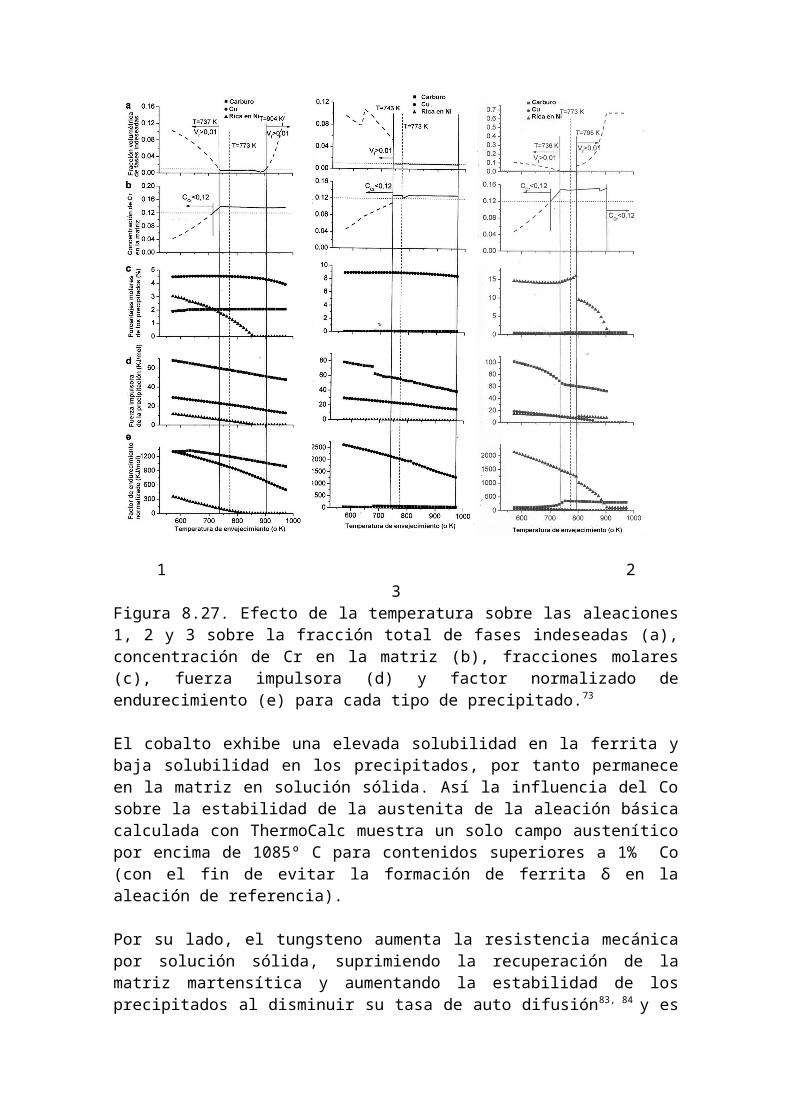
Para estudiar los efectos de la composición se tomó comobase la aleación 1 y se comparó con las 2 y 3. Los efectosdel envejecimiento también se estudiaron detalladamente,pero lo importante son los efectos combinados y en lafigura 8.27 se ven esos resultados y se observa que a menortemperatura se obtiene una mejor contribución alendurecimiento. En resumen, este método de diseñaraleaciones ha demostrado ser efectivo.
8.10. Diseño de un acero resistente al calor con 9– 12% de Cr
Como último ejemplo de los métodos empíricos para el diseñode aceros se considerará el caso de un acero resistente alcalor con 9 – 12% de Cr. El diseño de la aleación se basóen un trabajo previo de Sauthoff et al.82 En un primer pasose hicieron cálculos con el paquete ThermoCalc para unaaleación de referencia con composición 12%Cr, 0.2%Si,0.2%V, 0.1%C 7 0.05%N para determinar la influencia de losprincipales aleantes sobre la estabilidad de la austenita yla formación de fases de Laves. Intencionalmente se usaronaltos contenidos de Co para estabilizar el campoaustenítico como esta reportádo en la referencia 82.
1 23
Figura 8.27. Efecto de la temperatura sobre las aleaciones1, 2 y 3 sobre la fracción total de fases indeseadas (a),concentración de Cr en la matriz (b), fracciones molares(c), fuerza impulsora (d) y factor normalizado deendurecimiento (e) para cada tipo de precipitado.73
El cobalto exhibe una elevada solubilidad en la ferrita ybaja solubilidad en los precipitados, por tanto permaneceen la matriz en solución sólida. Así la influencia del Cosobre la estabilidad de la austenita de la aleación básicacalculada con ThermoCalc muestra un solo campo austeníticopor encima de 1085º C para contenidos superiores a 1% Co(con el fin de evitar la formación de ferrita δ en laaleación de referencia).
Por su lado, el tungsteno aumenta la resistencia mecánicapor solución sólida, suprimiendo la recuperación de lamatriz martensítica y aumentando la estabilidad de losprecipitados al disminuir su tasa de auto difusión83, 84 y es

el formador más potente de fases de Laves. Así la cantidadde W se restringe a 5.5% para obtener un campo austeníticopor encima de 1085º C, evitando la formación de ferrita δ.
Los cálculos predijeron una fase Z estable del tipo CrVN,la cual se esperaba debido al elevado contenido de cromo dela aleación.85, 86
Teniendo todo esto en cuenta y con base en los resultadosde ThermoCalc y las observaciones de Schneider e Inden87 sediseñó una aleación 12Cr4CoWTa con 5.5% W para afinar ladispersión de fase de Laves. Además se determinó uncontenido de carbono hasta de 0.06% y nitrógeno hasta de0.05%; de acuerdo con el trabajo de Sauthoff82 se usó 0.8%Ta para la precipitación de fases de Laves y supresión delos carburos M23C6. Como el B estabiliza la martensita,añadió 0.001%.88 De acuerdo con Abe el producto NB no sedebe formar con 0.06% N y 0.001%B.89
El diagrama obtenido con ThermoCalc muestra que estaaleación contiene ferrita, austenita, carbonitruros MX,fases de Laves, precipitados ricos en W- Cu y fase Z a latemperatura de revenido (780º C) y ferrita, MX, fase deLaves, fase Z y precipitados ricos en Cu sin precipitadosde M23C6 a la temperatura de interés (650º C).
En la tabla 8.8 se muestra la composición de la aleaciónque se produjo en horno de inducción al vacío en masas de 1kg.
Tabla 8.8. Composición de la aleación producida 90
Cr Mn Ta W V Cu C B N Si Co12.0±0.5
0.6±0.1
0.85±0.04
3.8±0.2
-- 1.0±0.2
0.06±0.01
0.001±0.001
0.05±0.01
0.5±0.05
4.3±0.10
La aleación se forjó a 1150º C con una reducción del 70% yse enfrió al aire, en la figura 8.28 se ve el tratamientotérmico realizado.91
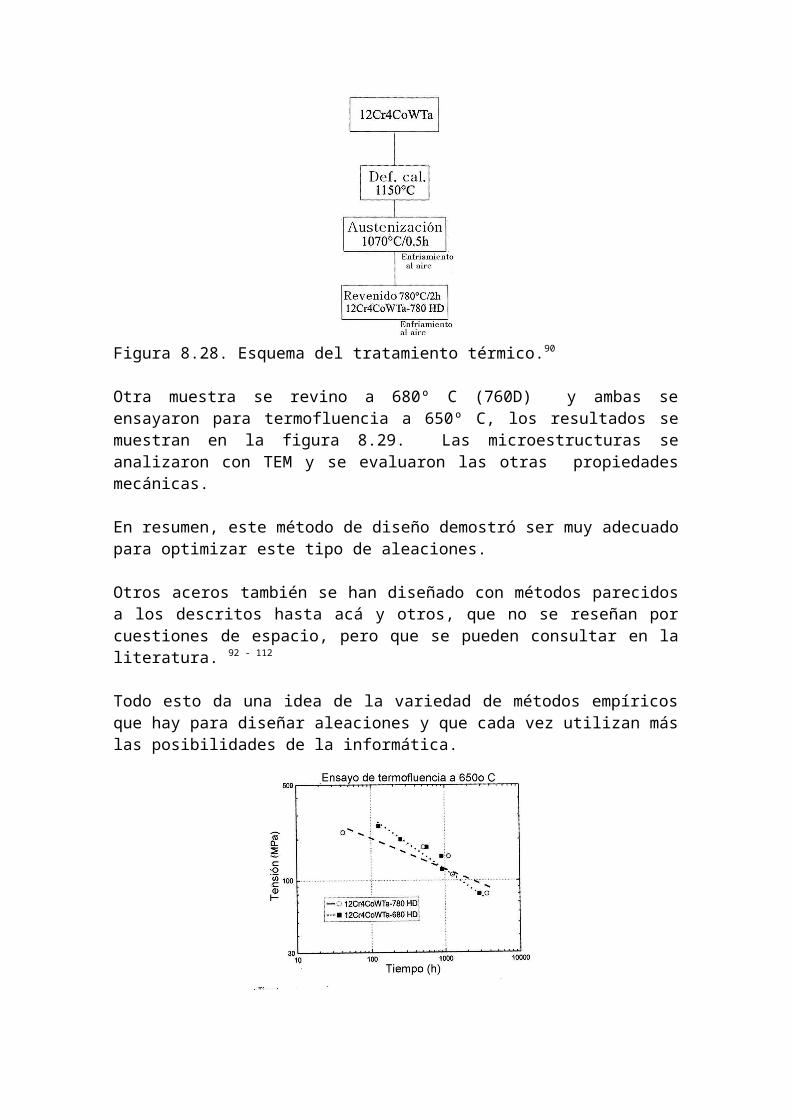
Figura 8.28. Esquema del tratamiento térmico.90
Otra muestra se revino a 680º C (760D) y ambas seensayaron para termofluencia a 650º C, los resultados semuestran en la figura 8.29. Las microestructuras seanalizaron con TEM y se evaluaron las otras propiedadesmecánicas.
En resumen, este método de diseño demostró ser muy adecuadopara optimizar este tipo de aleaciones.
Otros aceros también se han diseñado con métodos parecidosa los descritos hasta acá y otros, que no se reseñan porcuestiones de espacio, pero que se pueden consultar en laliteratura. 92 - 112
Todo esto da una idea de la variedad de métodos empíricosque hay para diseñar aleaciones y que cada vez utilizan máslas posibilidades de la informática.
Figura 8.29. Tiemo de ruptura como función de la tensiónaplicada para la aleación revenida a 780 y 680º C.90
Referencias
01. Pickering, F. P., Physical Metallurgy and the Design ofSteels, Applied Science Publishers, London, 1983, p. 1.
02. Nishizawa, T., Thermodynamics of Microstructures, ASMInternational, Materials Pak, 2008, p. 259.
03. Irvine, K. J., “The Physical Metallurgy ofSteel”, J. Iron and Steel Institute, June, 1969, p. 837.
04. Ashby, Michael F. “On the Engineering Propertiesof Materials”, Acta Metallurgica, Vol. 37, No. 5, 1989, p.1273.
05. Valencia G., A., “El diseño y modelamiento demateriales”, Dyna, Vol. 75, No. 156, Nov. 2008, p.151.
06. Pickering, F. B., Op. Cit., p. 2. 07. Prawoto, Y., “Designing steel microstructure
based on fracture mechanics approach”, Materials Scienceand Engineering: A, Vol. 507, 2009, p. 74.
08. Ezaki, H., M. Morinaga, N. Yukawa and H. Adachi,“Prediction of the Occurrence of the σ phase in Fe –Cr – Ni alloys”, Philosophical Magazine A, Vol. 53, 1986,p. 709.
09. Subramanian, S.V., H.O., Gekonde and G. J. G, J.Zhang, “Design of steels for high speed machiningsteels”, Ironmaking & Steelmaking, Vol. 26, 1999 , p. 333.
10. Koo, Y. K., “Metallurgical Design of Ultra-HighStrength Steels for Gas Pipelines”, Proceedings of TheThirteenth (2003) International Offshore and Polar EngineeringConference, Honolulu, Hawaii, USA, May 25–30, 2003, p.10.
11. Irvine, K. J. et al., “Grain Refined C-MnSteels”, J. Iron Steel Inst., vol. 205, 1967, p. 161.
12. Bhadeshia, H. K. D. H. and R. W. K. Honeycombe,Steels. Microstructure and Properties, ButterwoodsHeinemann, London, 2006, p. 312.
13. Aaronson, H. A. Domain and G. M. Pound,“Partitioning of alloying elements between austenite
and proeutectoid ferrite and bainite”, Trans. Metall. Soc.AIME, Vol. 236, 1966, p. 753.
14. Caballero, F. G. et al., “Diseño de nuevos acerosbainíticos”, Revista de Metalurgia, Vol. 38, 2002, p. 3.
15. García-Mateo, G. and F. G. Caballero, “Ultra highstrength bainitic steels”, ISIJ International, Vol. 45.,2005, p. 1736.
16. Bhowmik, N. et. al, “Low carbon high manganesebainitic steel”, Materials Science and Technology, Vol. 28,2012 , p. 282.
17. Kaufman, L. and M. Cohen, “Thermodynamics andKinetics of Martensitic Transformations”, Progress inMetal Physics, Vol. 7, 1958, p. 65.
18. Olson, G. B. and M. Cohen: “A general mechanism of martensitic nucleation, parts i - iii”, *MetallurgicalTransactions A, Vol. 7A, 1976, p. 1897.
19. Christian J. W., “Thermodynamics and kinetics ofmartensite”, International Conference on Martensitic Transformations ICOMAT ’79, G. B. Olson and M. Cohen (eds.), 1979, p. 220.
20. Kaufman, L., S. V. Radcliffe, M. Cohen, “Thermodynamics of the bainite reaction”, Decompositionof Austenite by Diffusional Processes, V. F. Zackay and H. I. Aaronson (eds.), Interscience, New York, 1962, p. 313.
21. Imai, Y., M. Izumiyama, M. Tsuchiya, “Thermodynamic study on the transformation of austenite into martensite in Fe–N and Fe–C systems.”, Scientific Reports: Research Institute of Tohoku University, Vol. A17,1965, p. 173.
22. Bell, T. and W. S. Owen: "The Thermodynamics ofthe. Martensite Transformation in iron –Carbon and Iron – Nitrogen”, Trans. Metall. Soc. AIME, Vol. 239, 1967, p. 1940.
23. Bhadeshia, H. K. D. H., “The driving force for martensitic transformation in steels”, Metal Science, Vol.15, 1981, p. 175.
24. Bhadeshia, H. K. D. H., “Thermodynamic extrapolation and the martensite-start temperature of
substitutionally alloyed steels”. Metal Science, Vol. 15,1981, p. 178.
25. Ghosh, G. and G. B. Olson, "Kinetics of FCC BCC Heterogeneous Martensitic Nucleation, Part I: The Critical Driving Force for Athermal Nucleation," Acta Metall. Mater, Vol.42, 1994, p. 3361.
26. Ghosh, G. and G. B. Olson,"Kinetics of FCCBCC Heterogeneous Martensitic Nucleation, Part II: Thermal Activation," Acta Metall. Mater. Vol. 42, 1994, p. 3371.
27. Chang, H. and T. Y. Hsu, “Thermodynamic prediction of MS and driving force for martensitic transformation in Fe –Mn-C alloys”, Acta Metallurgica, Vol.34,1986, p. 333.
28. Ghosh G., Olson G. B., “Computational thermodynamics and kinetics of martensitic transformation”, J. Phase Equil., Vol. 22, 2001, p. 199.
29. U. of Cambridge, NPL: Materials Algorithms Project; www.msm.cam.ac.uk/map/mapmain.html
30. Capdevilla, C., F. G. Caballero, C. G. de Andrées, “Determination of temperature in steels: A bayessian neural network model,” I.S.I.J., Vol. 42, 2002,p. 894.
31. Sourmail, T. and C. Garcia-Mateo, “Critical assessment of models for predicting the Ms temperatureof steels”, Comp. Mater. Sci., Vol. 34, 2005, p. 323.
32. Sourmail, T. and C. Garcia-Mateo, “A model for predicting the Ms temperatures of steels”, Comp. Mater. Sci., Vol. 34, 2005, p. 213.
33. Mackay, D. J. C., “A practical Bayesian frameworkfor backpropagation networks”, Neural Computation, Vol.4, 1992, p. 448.
34. Yescas-Gonzalez, M. A., H. K. D. H. Bhadeshia, "Model for the maximum fraction of retained austenite in austempered ductile cast iron", Mater. Sci. Eng. A, Vol.333, 2002, p. 60.
35. Bhadeshia, H. K. D. H., "Neural Networks in Materials Science", ISIJ Int., Vol 39, 1999, p. 966.
36. A. Dogan and T. Ozer, “Determination of Martensite Transformation Temperatures Associated withFe-Mn-Si-Cr-Ce-Ti- N Shape Memory Alloys”, Canadian Metallurgical Quarterly, Vol. 44, 2005, p. 555.
37. Yang, H. S. et al., “Critical Assessment: Martensite–Start Temperature for the γ → ε Transformation”, CALPHAD, Vol., 36, 2012, p. 16.
38. Jun, J. H. and C. S. Choi, “Influence of austenite grain size on γ → ε martensitic transformation temperature in Fe-Mn-Si-Cr alloys”, Materials Science & Engineering A, Vol. 257, 1998, p. 535.
39. Takaki, S., H. Nakatsu, T. Tokunaga, “Effect of austenite grain size on martensitic transformation in Fe-15mass%Mn alloy”, Materials Transactions JIM, Vol. 34, 1993, p. 489.
40. Jiang, B. H., X. Qi, W. Zhou, T. Y. Hsu: Commenton “influence of austenite grain size on γ → ε martensitic transformation temperature in Fe-Mn-Si-Cr alloys”, Scripta Materialia, Vol. 34, 1996, p. 771.
41. Avrami, M., “Kinetics of Phase Change’, ‘Part I:General Theory’”, J. Chem. Phys., Vol. 7, 1939, p. 1103.
42. Avrami, M., “Kinetics of Phase Change’, ‘Part II:Transformation Time Relations for Random Distribution of Nuclei’”, J. Chem. Phys., Vol. 8, 1940, p. 212.
43. Avrami, M., “Kinetics of Phase Change’ ‘Part III:Granulation, Phase Change and Microstructure’”, J. Chem.Phys., Vol. 9, 1941, p. 177.
44. Christian, J. W., The Theory of Transformations in Metals and Alloys, Pergamon Press, Oxford, 1965.
45. Roosz, A., Z. Gacsi and E.G. Fuchs, “Isothermal formation of austenite in eutectoid plain carbon steel”, Acta Metall., Vol. 31, 1983, p. 509.
46. Hillert, M., The Mechanism of Phase Transformation in Crystalline Solids, Institute of Metals, London, 1969, p. 231.

47. Caballero, F. G., Modelización de las transformaciones de fase en calentamiento continuo de aceros con microestructura inicial de ferrita, perlita y ferrita – perlita, Tesis doctoral, Universidad Complutense de Madrid, Madrid, 1999, p. 47.
48. Yoshie, A, et al, “Modelling of microstructural evolution and mechanical properties of steel plates produced by thermo-mechanical control process”, ISIJ Int,Vol. 32, 1992, p.395.
49. Saito, Y. and C. Shiga, “Computer simulation of microstructural evolution in thermomechanical processing of steel plates”, ISIJ Int, Vol. 32, 1992, p. 414.
50. Senuma, T, M. Suehiro and H. Yada, “Mathematical models for predicting microstructural evolution and mechanical properties of hot strips”, ISIJ Int, Vol. 32, 1992, p. 423.
51. Anelli, E., “Application of mathematical modelingto hot rolling and controlled cooling of wire rods andbars”, ISIJ Int, Vol. 32, 1992, p. 440.
52. Research Institute of Industrial Science and Technology (RIST), Model for controlling and predicting of the quality in C–Mn steels. Technical Report, 1988.
53. Giumelli, A. K., M. Militzer and E. B. Hawbolt, “Analysis of the austenite grain size distribution in plain carbon steels”, ISIJ Int, Vol. 39, 1999, p. 271.
54. Jiao, S. et al., “The modeling of the grain growth in a continuous reheating process of a low carbon Si–Mn bearing TRIP steel”, ISIJ Int, Vol. 40, 2000, p. 1035.
55. Reti, T. , Z. Fried and I. Felde, “Computer simulation of steel quenching process using amulti-phase transformation model”, Comput. Mater. Sci., Vol. 22,2001, p. 261.
56. Hong, S. C. et al., “Effects of Nb on strain induced ferrite transformation in C–Mn steel”, Mater SciEng A, Vol. 355A, 2003, p. 241.
57. Suehiro M, Z. K. Liu and J. Ågren, “ Effect of niobium on massive transformation in ultra low carbon steels: a solute drag treatment”, Acta Mater, Vol. 44, 1996, p. 4241.
58. Adamczyk J. et al., “Interaction of carbonitridesV(C,N) undissolved in austenite on the structure andmechanical properties of microalloyed V–N steels”, J. Mater Proc Tech., Vol. 53, 1995, p. 23.
59. Matsuo, S., T. Ando and N. J. Grant, “Grain refinement and stabilization in sprayformed AISI 1020 steel”, Mater Sci Eng A, Vol. 288A, 2000, p. 34.
60. Lee, S. J. and Y. K. Lee, “Prediction of austenite grain growth during austenitization of low alloy steels, Materials and Design, Vol. 29, 2008, p. 1840.
61. Kerr, J. and R. Patton, “Preliminary investigations of low nickel stainless steels for structural applications”, Proceedings: Tenth International Ferroalloys Congress; INFACON X: Transformation through Technology, Cape Town, South Africa, 2004, p. 757.
62. Atlas Steels, The Atlas Technical Handbook on Stainless Steels, Sidney, 2010.
63. Espy, R. H., “Weldability of nitrogen-strengthened stainless steels”, Welding Journal, Vol. 61,1982, p. 149.
64. Angel, T., “Formation of martensite in austeniticstainless steels”, Journal of the Iron and Steel Institute, Vol. 177, 1954, p. 165.
65. Nordberg, H., “Mechanical properties of austenitic and duplex stainless steels”, Innovation Stainless Steel, Florence Italy, 1993, Vol. 2, p. 2.217.
66. Campbell, C. E. and G. B. Olson, “Systems design of high performance stainless steels I. Conceptual and computational design”, J. Comput.-Aided Mater. Des., Vol. 7, 2000, p.145.
67. Trabadelo, V., S. Giménez, T. Gómez-Acebo and I. Iturriza “Critical assessment of computational thermodynamics in the alloy design of PM high speed steels”, Scr. Mater., Vol. 53, 2005, p. 287.
68. Brun, F. , T. Yoshida, J. D. Robson, V. Narayan,H. K. D. H. Bhadeshia and D. J. C. MacKay,
“Theoretical Design of Creep Resistant Steels”, Mater. Sci. Technol., Vol. 15, 1999, p. 547.
69. Howe, A. A. and D. C. J. Farrugia, “Alloy design:from composition to through process models”, Mater. Sci. Technol., Vol. 15, 1999, p. 15.
70. Matsuzaki, A. and H. K. D. H. Bhadeshia; "Neural Networks in Materials Science" ISIJ International, Vol. 39,1999, p. 966H.
71. Xu, W., P. E. J. Rivera-Diaz-del-Castillo and S.van der Zwaag, “Designing nanoprecipitation strengthened UHS stainless steels combining genetic algorithms and thermodynamics”, Comput. Mater. Sci., Vol. 44, 2008, p. 678.
72. Xu, W., P. E. J. Rivera-Diaz-Del-Castillo and S. Van Der Zwaag, “Genetic Alloy Design Base on Thermodynamics and Kinetics”, Philos. Mag., Vol. 88, 2008, p. 1825.
73. Xu, W., P. E. J. R. D. d. Castillo and S. v. d. Zwaag, “A Combined Optimization of Alloy Composition and Aging Temperature in Designing New UHS Precipitation Hardenable Stainless Steels”, Comput. Mater.Sci., Vol. 45, 2009, p. 467.
74. Xu, W., P. E. J. Rivera-Diaz-Del-Castillo and S. Van Der Zwaag, “Computational design of UHS maraging stainless steels incorporating composition as well as austenitisation and ageing temperatures as optimization parameters”, Philos.Mag., Vol. 89, 2009, p. 1647.
75. Xu, W, et al. “Genetic Design and Characterization of Novel Ultra High Strength Stainless Steels Strengthened by Ni3Ti Intermetallic Nanoprecipitates”, Acta Mater., Vol. 58, 2010, p. 3582.
76. Xu, W. et al. “A new ultrahigh-strength stainlesssteel strengthened by various coexisting nanoprecipitates”, Acta Mater., Vol. 58, 2010, p. 4067.
77. Xu, W. and S. van der Zwaag, “Property and Cost optimization of Novel UHS Stainless Steels via a
Genetic Alloy Design Approach”, ISIJ International, Vol. 51, 2011, p. 1005.
78. Ishida, K., “Calculation of the effect of alloying elements on the Ms temperature in steels”, Journal of Alloys and Compounds, Vol. 220, 1995, p. 126.
79. Deschmaps, A., F. Livet and Y. Bréchet, A. Deschamps, F. Livet, and Y. Brechet, "Influence of predeformation on ageing in an Al-Zn-Mg alloy--I. Microstructure evolution and mechanical properties", Acta Materialia, Vol. 47, 1998, p. 281.
80. Xu, W., P. E. J. Rivera Díaz del Castillo and S.van der Zwaag, “Designing nanoprecipitation strengthened UHS stainless steels combining genetic algorithms and thermodynamics”, Comput. Mater.Sci., Vol. 44, 2008, p. 678.
81. Davis, J. R., Alloy Digest source Book: StainlessSteels, ASM International, Materials Park, 2000.
82. Knezeviv, V. et al., “Design of martensitic ferritic heat-resisting steels for application at 650o
C with supporting thermodynamic modeling”, Mater. Sc. Eng.,Vol. A 477, 2008, p. 334.
83. Klotz, U. E., C. Solenthaler and P. Uggowitzer, “Martensitic – austenitic 9 – 12Cr % steels. Alloy design, microstructural stability and mechanical properties”, Mater. Sci. Eng., Vols. A 387 – 389, 2004, p. 465.
84. Abe, F., “Creep rates and strengthening mechanismin tungsten-strengthened 9Cr steels”, Mater. Sci. Eng., Vols. A 319 – 321, 2001, p. 770.
85. Danielsen, H. K. and J. Hald, “Behavior of Z phase in 9- 12% Cr steels”, Energy Materials, Vol. 1, 2006, p. 49.
86. Golpayergani, A. et al., “A study of Z phase nucleation in martensitic chromium steels”, Mater. Sci. Eng., Vol. A 489, 2008, p. 310.
87. Schneider, A. and G. Inden, “Simulation of the kinetics of precipitation reactios in ferritic steels”, Acta Mater., Vol. 53, 2005, p. 519.
88. Abe, F. , “Effect of boron on creep deformation behavior and microstructure evolution in advanced 9Cr steel at 650o C”, Int. J. Mat Res., Vol. 99, 2008, p. 387.
89. Sakuraya, K., H. Okada and F. Abe, “BN type inclusions formed in high Cr ferrite heat resisting steels”, Energy Materials, Vol. 1, 2006, p. 158.
90. Rojas J., David, 9-12%Cr resistant steels: alloy design, TEM characterization, of microstructure evolution and creep response at 650o C, Ph. D. Thesis, Rhur University, Bochum, 2011, p. 49.
91. Hald, J., “Microstucture and long-term creep properties of 9 -12% Cr steels”, Int. J. Pres. Ves.Pip., Vol. 85, 2008, p. 30.
92. Onodera, H., “Design of Titanium alloys, Intermetallic compounds and Heat Resisting Ferritic Steels”, Computational Materials Design, Springer, Berlin, 1999, p. 71.
93. Hsu, T.Y., et al., “Design of Structure, Composition and Heat Treatment Process for High Strength Steel”, Materials Science Forum, Vols. 561-565, 2007, p. 2283.
94. Zielinska – Lipec, A., T. Koziel and A. Czyrska-Filemonowicz, “ Quantitative characterisation of the microstructure high chromium steel with boron for advanced steam power plants”, JAMME, Vol. 43, 2010, p. 200.
95. Semba, H., F. Abe, “Alloy Design and Strength ofAdvanced 9%Cr USC Boiler Steels Containing High Boron”, Materials for Advanced Power Engineering 2006, Proceedings of the 8th Liege Conference, Energy Technology series, Volume II, Part II, 2006, p. 1041.
96. Abe, F., “ Metallurgy for Long-Term Stabilization of Ferritic Steels for Thick Section Boiler Components in USC Power Plant at 650ºC”, Materials for Advanced Power Engineering 2006, Proceedings of the 8th Liege Conference, Energy Technology series, Volume II, Part II, 2006, p. 1041.

97. Hättestrand, M. andH.O. Andrén, “Boron distribution in 9-12% Cr steels”, Materials Science and Engineering, Vol. A-270, 1999, p. 33.
98. Del Campo D., Carlos, Diseño y desarrollo de aceros inoxidables duplex con bajo contenido de níquel, Tesis doctoral, Universidad Politécnica de Madrid, Madrid, 2003, p. 68.
99. Gálvez F., Carlos J., Diseño de modelos empíricos para procesos industriales: refinamiento de acero inoxidable, Tesis doctoral, Universidad de Málaga, Málaga, 2007, p. 41.
100. Koo, J. Y. et al., Op. Cit., p. 12. 101. Chen, J. et al., “Complete Calculation of Steel
Microstructure for Strong Alloys”, Proceedings of the Conference on New development on metallurgy and applications of high strength steels, Bu enos Aires, 2008, p. 1.
102. Bhadeshia, H. K. D. H., “New bainitic steels by design”, Displacive Phase Transformations and their Applications in Materials Engineering, K. Inoue, K. Mukherjee, K. Otsuka and H. Chen (eds), The Minerals, Metals and Materials Society, Warrendale, Pennsylvania, U.S.A., 1998, p. 69.
103. Caballero, F.G. et al., “Phase Transformation Theory: A Powerful Tool for the Design of Advanced Steels”, JOM, Vol. 60, 2008, p. 16.
104. Kim, S. et al., “Development of a dual phase steel using orthogonal design method”, Materials and Design, Vol. 30, 2009, p. 1251.
105. Andersson, J. O. et al., “Thermo-Calc & DICTRAComputational tools for materials science”, CALPHAD,Vol. 26, 2001, p. 273.
106. Yamamoto, K. et al., “Design of Laves phasestrengthened ferritic heat resisting steels in the Fe–Cr–Nb(–Ni) system”, Materials Science and Engineering: A, Vols.329–331, 2002, p. 249.
107. Bouaziz, O. and J. D. Embury., “Microstructural design for advanced steels”, Mat. Sci Forum, Vols. 539 – 542, 2007, p. 42.
108. Matlock, D. K. and J. G. Speer, “Third Generationof AHSS: Microstructure Design Concepts”, Microstructure and Texture in Steels and Other Materials, A. Haldar, S. Suwas and D. Bhattacharjee (eds.), Springer, Jamsehpur, India, 2008, p. 185.
109. Maweja, K. and W. Stumf, “Design of advanced performance high –strength low carbon martensitic armour steel”, Mat. Sc. Eng., Vol. A 480, 2008, p. 160.
110. Ganguly, S. et al., “Designing the MultiphaseMicrostructure of Steel for Optimal TRIP Effect: AMultiobjective Genetic Algorithm Based Approach” ,Mat. Man. Process., Vol. 24, 2009, p. 31.
111. Li, J., C. Yang and H. Dong, “Computersimulations of phase transformation in steels”,Materials & Design, Vol. 22, 2001, p. 39.
112. Grucjic, M., “Design of precipitated austenitefor dispersed-phase transformation toughening in highstrength Co-Ni steels”, Materials Science and Engineering: A,Vol. 128, 1990, p. 201.