Knock on wood - Flickread
48
LAB & TEST EQUIPMENT • ANTIBACTERIAL COATINGS • WATERBORNE Inside: The Top 25 Paint Manufacturers in Asia Pacific Inside: Automotive Coatings Knock on wood Wood coatings take centre stage VOL 34 • NO 3 AUGUST 2021 PRIMARY JOURNAL FOR THE COATINGS MARKET IN ASIA & THE PACIFIC RIM
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Knock on wood - Flickread
LAB & TEST EQUIPMENT • ANTIBACTERIAL COATINGS • WATERBORNE
Inside: The Top 25 Paint Manufacturers in Asia Pacifi c
Inside: Automotive Coatings
Knock on woodWood coatings take centre stage
VOL 34 • NO 3AUGUST 2021
PRIMARY JOURNAL FOR THE COATINGS MARKET IN ASIA & THE PACIFIC RIM

CONTENTS
1 APCJ • August 2021www.coatings-group.com
VOL 34 No 3 August 2021
FEATURES
MARKET REPORT10 VIETNAMHow Vietnam's coatings industry has fared during COVID-19 and the factors driving it forward
THE TOP 2513 ASIA PACIFIC'S TOP 25 PAINT MANUFACTURERSOrr & Boss once again compile APCJ's comprehensive list of the Top 25 Paint Manufacturers headquartered in the Asia Pacific region
AUTOMOTIVE COATINGS19 AXALTA INTERVIEWAPCJ spoke to Hadi Awada, Senior Vice President of Axalta's newly reformed Mobility Coatings business, about the future of automotive coatings
21 CLEVER CHEMISTRYGraeme Barette, Zircotec, discusses how clever chemistry and coatings can combine to improve composite performance
WOOD COATINGS24 FORMULATING FOR WOOD COATINGSExperts from BASF discuss how to formulate water-based, stain resistant wood coatings, particularly focusing on the furniture sector
29 ANALYSIS OF AVAILABLE WOOD COATINGSResearch and analysis of 23 commercially available wood exterior coatings
LABORATORY & TEST EQUIPMENT37 NEWS ROUND-UPThe latest industry news, products and updates from laboratory and test equipment manufacturers catering to the coatings industry
ANTIBACTERIAL COATINGS39 SELF-SANITISING SOLUTIONSIGL Coatings discusses its self-sanitising solution made with titanium dioxide that can be used safely in public spaces
WATERBORNE COATINGS41 A NOVEL PATH TO WATERBORNE COATINGSExperts from Hexion Inc discuss the attractiveness of using OH-functional emulsions for high-performance 2K PU coatings and address some drawbacks of the current technology used to produce these emulsions
COVER IMAGE CREDIT: Image by shutterstock.com
3 EDITOR’S PAGEComment from the Editor
4 NEWSA digest of news from the global paint and coatings industries
8 REGULATIONS UPDATE & EVENTS DIARYA round up of the latest regulation developments in Asia Pacific
11 BUSINESS REPORTDr Terry Knowles gives an update on the TiO2 and PU industries in Asia Pacific
12 INDUSTRY OUTLOOKDr Terry Knowles looks at how Asia's two most prominent paint manufacturers fared during 2020
REGULARS


EDITORIAL COMMENT
3 APCJ • August 2021www.coatings-group.com
Competition and crowds
Competition seems to be everywhere this summer, including within the pages of APCJ, as our annual ‘Top
25 Paint Manufacturers in Asia Pacifi c’ returns with Nippon Paint once again dominating poll position. In second place is Kansai Paint, with almost exactly half the coatings sales of Nippon, demonstrating how Nippon’s strategy of acquisitions has paid dividends. Some of the sales gains for Nippon Paint were a result of its 2019 acquisition of Australia’s DuluxGroup; 2020 was the fi rst year of having it as part of Nippon Paint for the full 12 months of the year. In 2021, Nippon Paint also acquired the entire JV in Asia and Indonesian business from Wuthelam.
n SUMMER OF SPORT
It is fi tting that the top two manufacturers are Japanese companies, given that Japan is set to host the postponed Tokyo 2020 Olympics Games from July 21. At the time of going to press, the Games were still tipped to go ahead, despite host city Tokyo entering a new state of emergency less than two weeks before the Games were due to commence. Given the fresh wave of COVID-19 cases in the country, organisers have now announced that spectators will be banned from almost all of the 42 venues across Japan, with the sporting events taking place behind closed doors. Foreign spectators were already prevented from travelling to Japan for the Games and indeed, many of the athletes who would normally compete have also declined to travel. Public opinion polls show increasing concern amongst Japanese residents about the Games going ahead while the coronavirus pandemic still rages on and
Japan’s vaccination rate continues to be slower than desired.
Meanwhile in the UK, with most of the adult population vaccinated, the government has been able to take a different approach to spectators for the sports on offer this summer. Wimbledon once again returned with spectators, having been cancelled last year, with Djokovic retaining his title on the grass court and Ashleigh Barty winning the Women’s Singles title for the fi rst time at the event. The postoned 2020 UEFA Euro’s also took place in venues across Europe, with the fi nal match between England and tournament winners Italy taking place at Wembley in front of a crowd of around 60,000 fans. After a year of being locked up and kept away from people, it was strange to see so many people sat together but it was also pleasing – hopefully, it is a sign that with the proper precautions, normality is just around the corner.
Helping with that normality, is of course, the wonderful world of coatings. The amount of research and development that has gone into antiviral and antibacterial coatings for public spaces, aiming to limit or even totally prevent the transmission of germs from surfaces, will be a major asset in allowing us to return to a normal, safe way of life. Even when the majority of people in the world have been vaccinated, the desire for more hygienic public spaces will be here to stay. Looping back round to the ‘Top 25’, you will be able to read about the developments that Asia’s top manufacturers, such as Nippon, have developed in this fi eld over the past year and further on in the issue, we have an article from Malaysia’s IGL Coatings about how the addition of titanium dioxide has helped it develop self-sanitising coatings. I hope you enjoy the issue!
Sally GibsonEditor
EDITORIALSenior Editor: CHRISTINE MALTHOUSEEmail: [email protected]
Editor APCJ: SALLY GIBSONEmail: [email protected]
ADVERTISEMENT SALESEvent Director: PADDY O’NEILL Middle East (not including United Arab Emirates, North Africa, India)Tel: +971 4 445 3773Email: [email protected]
Senior Sales Manager: ANDY GATHERCOLEEurope (not including Italy, Russia & Spain), United Arab Emirates, The AmericasTel: +971 4 445 3712Email: [email protected]
KEZ CHENRegional Sales Director (Asia)China & Asia Pacifi cEmail: [email protected]
LUCA RICAGNIItaly, Russia & SpainTel: +39 333 282 9267Email: [email protected]
ADVERTISEMENT PRODUCTIONProduction Co-ordinator: SAFOORA SYEDAEmail: [email protected]
MARKETINGMarketing Manager: WINSTON PINTOTel: +971 4 445 3736Email: [email protected]
CORPORATEVice President: IAN FAUXEmail: [email protected]
SUBSCRIPTIONSEmail: [email protected]
Annual subscription rates: UK £142.00Outside UK £161.00. Single copies: £38.00
@CoatingsGroup
facebook.com/TheCoatingsGroup
Search ‘The Coatings Group’ in LinkedIn
ASIA PACIFIC COATINGS JOURNAL(ISSN 1468-1412) is published bydmg events LtdHeadquarters: Fifth Floor, The PalladiumCluster C, Jumeirah Lakes TowersP.O. Box 33817, Dubai, UAEWebsite: www.coatings-group.com
Printed by Pensord Press,Tram Road, Pontllanfraith, Blackwood,Gwent NP12 2YA, Wales© dmg events 2021

NEWS
4 APCJ • August 2021www.coatings-group.com
allnex sold to Bangkok’s PTT Global Chemical subsidiaryAdvent International, one of the largest and most experienced global private equity investors, has signed an agreement to sell allnex Holding GmbH to Netherlands-based PTTGC International (Netherlands) BV, a wholly owned subsidiary of Bangkok-based PTT Global Chemical Public Company Limited. The transaction values allnex at an Enterprise Value of approximately €4bn, which equates to about 12.2x LTM March 2021 EBITDA.
allnex is a leading global producer of industrial coating resins, offering a broad range of coating polymers and additives, including powder resins, industrial waterborne resins, energy curable resins, crosslinking resins and additives for use on all types of substrates, such as wood, metal and plastic. With about €2bn in revenue and around 4000 employees worldwide, allnex has leading positions in all key industrial coating segments, including industrial metal, automotive and packaging. allnex manages a global production network of 33 state-of-the-art manufacturing
sites and 23 research and technology facilities to support customers across the world. The company has been pioneering sustainable innovations for the coatings industry for more than 70 years and focuses on environmentally friendly technologies, such as waterborne industrial resins, powder resins, energy curable resins and high-solids technologies. The sale of allnex to PTTGC International (Netherlands) B.V. is expected to close in Q4 2021, subject to regulatory approvals.
NEWS IN BRIEFAkzoNobel powers aheadTwo major projects to install around 8000 solar panels are being finalised by AkzoNobel in China, helping the company to accelerate its ambition of cutting carbon emissions in half by 2030. Being installed at two Decorative Paints plants – more than 5000 at the Shanghai site and almost 3000 in Guangzhou – it represents further progress for the company’s greener manufacturing plans. The new solar systems will become the primary source of power at each location. Now almost fully completed, they will generate around 1.66MKWh in Shanghai and 1MKWh in Guangzhou.
PPG completes acquisition of TikkurilaPPG has completed its acquisition of all of the shares of Finland’s Tikkurila, tendered into PPG’s tender offer as of the expiration of the offer on June 4, 2021. Tikkurila shareholders received €34.00 in cash for each of the 38,711,646 shares of Tikkurila. Together with the shares it previously acquired, PPG now controls 97.1% of Tikkurila’s issued and outstanding shares. The remaining 2.9% will be acquired through a squeeze out process, which will be initiated promptly.
Madhavi Kanumoory appointed at Birla CarbonBirla Carbon has appointed Madhavi Kanumoory as Chief Digital & Information Officer. In this role, she will be responsible for all aspects of the company’s digital and information technology. Mrs Kanumoory will report to John Loudermilk, Chief Operating Officer and will be based at the Birla Carbon office in Mumbai.
PPG appoints Brian Williams as Acting ControllerPPG’s Vice President and Controller, Bill Schaupp has resigned, effective July 31, 2021, to accept a senior level finance position at a Fortune 75 company, which will be announced at a later date. Schaupp joined PPG as Manager, Financial Reporting in 2008, and progressed through a variety of financial and corporate development positions before being appointed to his current role in 2018.
Effective August 1, 2021, Brian Williams, currently Global Director, Finance for PPG’s automotive refinish business, will serve as acting
controller of the company until a permanent replacement is appointed. Williams joined PPG in 2005 as Manager, Financial Reporting. He served as Director, Financial Reporting, Coatings, from 2009 to 2011, and as Director, Finance Transformation, from 2011 to 2012. He was appointed Director, Financial Analysis, Silica, in 2012 and Director, Finance, Specialty Chemicals and Materials, in 2014. In 2016, Williams was named Director, Corporate Planning and Development and was promoted to Global Director of Finance, Automotive Refinish in 2018.
Teknos ties sustainability targets to €140M loanCoatings manufacturer Teknos has signed an €140M finance agreement with margin linked to its sustainability targets. The three-year loan with two one-year extension options consists of €55M term loan and €85M revolving credit facility.
For the first time, Teknos Group has linked sustainability targets to the loan margin, which is adjusted according to Teknos Group’s performance in set sustainability targets. With this, Teknos further strengthens its commitment to sustainability, and to growth that considers environmental, social and governance aspects.
“A loan linked to sustainability targets is a tangible action to tie sustainability to our finances. It supports excellently Teknos Group’s strategy, in which sustainability has a central role. The financial benefits gained from achieving the targets create an additional incentive for us to strive for sustainability and systematically measure our progress,” said Minna Alitalo, CFO of Teknos Group.
Teknos Group has chosen three indicators to measure its performance: Lost Time Incident Frequency Rate (LTIFR); share of volatile organic compounds (VOC) in total raw
material consumption; and an EcoVadis CSR assessment coverage of Teknos Group’s suppliers.
“These indicators measure Teknos Group’s sustainability work in a comprehensive manner. They measure the safety of our employees, the environmental improvement in our offerings and the sustainability of our supply chain. These are themes that we have identified to have great importance to our stakeholders as well. We are expanding our sustainability value chain by including a new partner to our sustainability work – banks,” Alitalo said.

NEWS
5 APCJ • August 2021www.coatings-group.com
Cross-industry CEO Alliance to cut carbon emissions by 55% by 2030The European CEO Alliance has issued policy recommendations supporting a progressive and ambitious push to achieve climate neutrality. Tackling climate change requires strong collaboration between the public sector and industry, the Alliance announced after its meeting in Paris.
The Alliance would welcome a review of the EU’s major regulatory instruments, in particular subsidies for technologies with high CO2 emissions. The CEOs’ proposals include sending a strong carbon pricing signal, accelerating measures to decarbonise mobility and transport, buildings and energy systems, speeding up the renewal of key industry sectors in the EU.
AkzoNobel CEO, Thierry Vanlancker, commented: “Collaboration is key to fighting climate change, building economic resilience and ensuring that the EU Green Deal is a success. Through the
European CEO Alliance, we’ll continue working together to accelerate the implementation of sustainable solutions and technologies within the buildings sector – one of several critical project areas. By transitioning towards carbon neutrality and helping to create more sustainable buildings, we can make a vital contribution and improve the places where we live and work. It’s not just about decarbonisation, though. It’s also about health and well-being. As a company, we’re progressing well with ongoing efforts to cut our own carbon emissions in half by 2030. Today we can announce, that we have accelerated and will have 100% renewable electricity in the EU already by 2022.”
IMCD expands in ChinaIMCD NV has acquired Shanghai Yuanhe Chemicals in China. Yuanhe, established since 2003, is a speciality coatings, textile and ink solution distributor for the Chinese market. It generated a revenue of €13.2M in 2020 and adds 20 employees to the IMCD China team. This enhances the portfolio of IMCD China, which serves the pharmaceutical, food and nutrition, plastics and personal care industries. The acquisition will boost IMCD China’s technical capabilities with the addition of a full-scale formulation lab in Shanghai, further strengthening IMCD’s global network of technical centres. “Combining forces with Yuanhe provides IMCD with a strategic move into the China coatings market and complements the sustainability ambition of our global Coatings & Construction Business Group with a strong focus on environmental-friendly coatings solutions,” said Frank Schneider, Business Group Director, Coatings & Construction.
NEWS IN BRIEFCovestro receives innovation awardCovestro is a winner of the JEC Innovation Award 2021 in the “Sustainability” category. With the award, the jury recognised the company’s polyurethane (PU) infusion resins for the efficient production of wind rotor blades and coatings for offshore wind turbines. For 25 years, the JEC Innovation Award has been a leading award for the development and application of composite materials.
AkzoNobel marks 50th anniversary of ResicoatAkzoNobel’s Resicoat functional powder coatings brand is celebrating its 50th anniversary. Over the years, the Resicoat range has built up an impressive track record on projects around the world – it’s used for electrical insulation and provides long-term corrosion protection for pipelines, valves, fittings and rebar. The versatility of the Resicoat range means it can be used across a variety of industries. In China, Resicoat R2 coatings are being supplied for the Pearl River Delta water resource allocation project – the largest investment in a water diversion project in the history of Guangdong Province. Resicoat products are also a dedicated portfolio of solutions that the company offers to manufacturers of electric vehicles and components.
Lanxess increases prices for inorganic pigmentsSpeciality chemical company Lanxess has raised its prices for inorganic pigments globally with immediate effect, subject to existing agreements. Quotations will be increased by €150/t minimum or the equivalent in local currency.
Asia Pacific Coatings Show postponed until March 2022 due to travel restrictionsAmid ongoing travel restrictions and consequences of the COVID-19 pandemic, the Coatings Group has postponed the Asia Pacific Coatings Show until March 30-April 1, 2022.
The event will take place at JI Expo, Jakarta, Indonesia.
Originally scheduled to take place this September, the organisers of the event have postponed the show to avoid a clash with the Middle East Coatings Show, which takes place in Dubai on September 27-29 this year, and to allow for a longer period of recovery from the COVID-19 pandemic in the country.
As it stands, non-residents are currently prohibited from entering into Indonesia, apart from in exceptional circumstances.
Paddy O’Neill, Event Director of the Coatings Group, said: “We are mindful that a significant number of our exhibitors and visitors travel from overseas. Our aim is to provide the best possible forum for business and the safety of our exhibitors and visitors is paramount to that. We believe the decision to postpone the show until 2022 may come as a relief to some with concerns and reservations regarding making travel arrangements to the region.”
The Asia Pacific Coatings Show is the leading event in South East Asia and the Pacific
Rim for the coatings industry. For three days, the exhibition offers the opportunity to meet new and existing customers from the region; gather insight on the latest technologies available in the market; and have meaningful, face-to-face business interactions.
The show regularly welcomes people from across the world, with more than 3000 people attending. This international mix is something the Coatings Group is keen to preserve and it is hoped that postponing the show until 2022 will give exhibitors and visitors the best opportunity to do business.
For more information on how to visit the show or book a stand, visit www.asiapacificcoatingsshow.com

NEWS
6 APCJ • August 2021www.coatings-group.com
ChinaCoat returns to ShanghaiThe 26th edition of ChinaCoat is returning to Shanghai from November 16–18, 2021 at the Shanghai New International Expo Centre (SNIEC), PR China. Occupying six exhibition halls (Halls E2, E3, E4, E5, E6 & E7), this year the organisers have planned a total gross exhibition area of about 69,000m2. More than 810 exhibitors from 20 countries/regions (as of June 28, 2021) will showcase their multifaceted strengths and expertise in five exhibit zones, including ‘China & International Raw Materials’; ‘China Machinery, Instrument & Services’; ‘International Machinery, Instrument & Services’; ‘Powder Coatings Technology’; and ‘UV/EB Technology & Products’.
ChinaCoat will be accompanied again by an Online Show this year for the global coatings industry, bringing exhibitors and visitors together both physically and virtually. One of the main features this year is that virtual exhibitors who join the premium package will be entitled to a free physical booth at the Shanghai exhibition, facilitating them to reach onsite visitors as well.
Technical Seminars & Webinars will be held in a hybrid format, allowing visitors to join the session(s) live and/or watch playback on the Online Show Platform. World-leading companies will share their advanced technologies, as well as practical solutions to allow visitors to keep abreast of latest market and technology trends. Two Technical Workshops will also be held, addressing the topics of ‘Waterborne Industrial Coatings Paving the Way to Low Carbon Emissions’ and ‘Water-Based Pigment Technologies – Requirements, Performances & Challenges’.
Philippines wins Future Policy Award for banning lead in all paintsA groundbreaking Chemical Control Order (CCO) promulgated by the Government of the Philippines banning lead in the manufacture of all paints to prevent children’s and workers’ exposure to this toxic chemical is one of the five winners of this year’s Future Policy Award (FPA), also known as the “Oscar on best policies.”
Other awardees are from Colombia, Kyrgyzstan, Sri Lanka and Sweden.
Department of Environment and Natural Resources (DENR) Secretary Roy Cimatu thanked the World Future Council for
the recognition: “This will inspire us to further strengthen the implementation of our chemical control policy and to develop other policies to protect human health and the environment,” he said. “Our drive to ensure safer lead-free paint products does not end with the issuance of this policy,” he emphasised, citing the government’s continuing efforts to, “strengthen monitoring to enhance environmental compliance among stakeholders and thereby, ensure a healthy and lead-free environment for our people.”
Cimatu likewise acknowledged partners from the public and private sectors, including the EcoWaste Coalition and the Philippine Association of Paint Manufacturers (PAPM), for their participation in the development and implementation of the trailblazing CCO. The CCO issued in 2013 imposes a total lead content limit of 90 parts per million (ppm) on all paints and provides for a two-stage phase-out of lead-containing paints, which culminated on December 31, 2019.
NEWS IN BRIEFI-Tech AB receives order from Chugoku MarineSwedish biotechnology company, I-Tech AB, developers of active antifouling agent Selektope®, has received a frame order from Japanese paint manufacturer, Chugoku Marine Paints. The SEK53M (US$6.4M) order comes a few months after CMP announced it was integrating Selektope into two new antifouling paint products designed for coastal vessels and in one new antifouling paint product developed specifically for the Japanese leisure boat market.
Nouryon completes spin-out of NobianNouryon has announced the completion of the spin-out of its base chemicals business, Nobian, into a separate company remaining under the ownership of Nouryon’s equity owners, The Carlyle Group and GIC. The transaction positions the two companies in their respective focus areas: Nouryon, as a global leader providing essential, solutions for manufacturing everyday products including paints and coatings; and Nobian, a European leader in the production of essential base chemicals for industries ranging from construction to pharmaceuticals.
Clariant to sell its Pigments businessThe Heubach Group, in partnership with SK Capital Partners, has reached a definitive agreement to acquire Clariant’s Pigments business. The combined business will operate under the Heubach name, creating a global pigments leader generating more than €900M in annual sales.
Axalta to acquire UK company U-POLAxalta Coating Systems has entered into definitive agreements to acquire U-POL Holdings Limited (“U-POL”) from Graphite Capital Management LLP and other holders for £428M (approximately US$590M) subject to certain adjustments set forth in the Sale and Purchase Agreements for the transaction.
Founded in 1948 and based in the United Kingdom, U-POL
is a leading manufacturer of repair and refinish products used primarily for automotive refinish and aftermarket protective applications. U-POL sells its products in more than 100 countries and is widely known for its leading brands, including Raptor®, Dolphin®, and Gold™.
Axalta will accelerate growth of U-POL’s products by expanding market access through Axalta’s existing sales
and distribution channels while leveraging U-POL’s distribution channels to extend the reach of its Refinish Coatings portfolio to new customers.
U-POL expects net sales of approximately US$145M and adjusted EBITDA of approximately US$38M for fiscal year 2021. The transaction is expected to close in the second half of 2021, subject to customary closing requirements.

NEWS
7 APCJ • August 2021www.coatings-group.com
BASF sells pigments lineDIC Corporation has acquired BASF’s global pigments business, known as BASF Colors & Effects (BCE). The acquisition brings together the complementary portfolio of technologies, products, manufacturing assets and supply chain of the two companies. The purchase will broaden Sun Chemical’s portfolio as a global manufacturer of pigments, including those for electronic displays, coatings, inks, plastics and speciality applications, by creating a world-class pigments supplier. Sun Chemical is a subsidiary of DIC.
With more than 30 pigment production facilities worldwide between DIC and BCE, the company’s pigment portfolio will offer broader product categories related to effect pigments, inorganic pigments, organic pigments, speciality dyes and pigment preparations.
NEWS IN BRIEFStrategic partnership for Hempel and GRI RenewableLeading manufacturer of towers and flanges for the wind sector, GRI Renewable Industries and world-leading supplier of coating solutions, Hempel, are teaming up in a strategic partnership to co-operate around innovative solutions to increase efficiency in processes and equipment for surface protection of wind turbines. The collaboration between GRI Renewable Industries and Hempel also includes the University of Sevilla. The strategic partnership is focused on sustainability and prolonging the lifetime of wind towers. The ambition is to reduce surface treatment cost by 10% and lower VOCs by up to 50%.
AkzoNobel to expand in Central and South AmericaAkzoNobel is to further expand its position in South and Central America after reaching an agreement to acquire Colombia-based paints and coatings company Grupo Orbis. Completion is subject to regulatory approvals and is expected by year end, or early 2022. Financial details were not disclosed. Present in 10 countries, Grupo Orbis has consolidated revenue of around COP$1.2bn (€260M). The transaction includes the Pintuco paints and coatings business, Andercol and Poliquim (resins) and Mundial (distribution and services).
Clariant increases additive priceEffective immediately, Clariant has increased the prices of its additives by up to 25%. The adjustments will be applied globally to all wax additives, performance polymers, halogen-free flame retardants, stabilisers and other performance additives.
Nouryon awarded Responsible Care Merit Award in ChinaNouryon received the 2021 Responsible Care® Merit Award from the Association of International Chemical Manufacturers (AICM) in recognition of Nouryon’s distinguished performance in the fields of sustainability and responsible care in China.
Four Nouryon employees also received 2020 Key Contributor Awards, honouring their contributions to industrial policy advocacy and hazardous chemical safety management.
As a signatory to the Responsible Care Global Charter, Nouryon is committed to nurturing a work culture that proactively supports safe chemicals management, protects people and the environment, engages business partners and stakeholders and contributes to sustainability through the development of innovative solutions.
To meet the Responsible Care Merit Award requirements, Nouryon’s eight manufacturing facilities in China conducted annual self-assessments supported by improvement plans and internal audits. In China and globally, Nouryon’s safety and environmental performance has demonstrated continuous growth and improvement in recent years.
The Nouryon employees honoured with 2020 Key Contributor Awards are:
• Dong Xie, Legal & Compliance Director Asia• Brooks Yu, Senior Product Safety &
Regulatory Affairs Advocacy Manager• Gary Gao, Health, Safety, Environment and
Security Manager Asia• Jing Ge, Communications Manager Emerging
Markets and ChinaResponsible Care is a global initiative by the
chemical industry to enhance and improve the industry’s environmental, health, safety and security performance. Nouryon also recently received 14 awards from the American Chemistry Council in recognition of its commitment to keeping employee health and safety at the forefront of its operations.
IMCD to exhibit at the Middle East Coatings ShowThe Middle East Coatings Show is looking forward to hosting the coatings industry this September 27-29 in Dubai – and IMCD has joined the growing number of international companies that are looking forward to doing business live and in-person at the event.
IMCD is a global leader in the distribution and formulation of speciality chemicals and ingredients, with a global footprint in more than 50 countries across six continents.
Paddy O’Neill, Event Director for the Coatings Group, said: “We are excited about welcoming the coatings industry back in person, at one of the only live events for the coatings industry this year.
“Having IMCD come on board is not only an indication of the importance of the show to the industry, but also of how the Middle East region itself is attracting attention from key, international players.”
Frank Schneider, IMCD Coatings & Construction Business Group Director, noted: “Already in the past decade we saw in the Middle East extraordinary growth rates in the coatings, construction, adhesives, textile and inks markets. The Middle East has established itself as an important region for all these markets. One year ago, IMCD started a greenfield operation in the Middle East and has since then gained a number of top-tier principals to represent in the region. We want to show our presence to the markets, in order to create customer attraction. And Middle East Coatings Show is THE marketplace to demonstrate our ambitions.”
The Middle East Coatings Show brings together leading manufacturers and raw material suppliers who cater to the coatings industry. Visit: www.middleeastcoatingsshow.com
DIARY | REGULATIONS
8 APCJ • August 2021www.coatings-group.com
REGULATORY ROUND UP — ASIA PACIFICTaiwan upgrades chemical safety controls By Jens Kastner, Raghavendra Verma, Poorna Rodrigo, Kathryn Wortley and Sara Nabila Harris, International News Services
DIARYAUGUST 6-8China Coatings Show SNIEC, Shanghai, PR Chinawww.coatshow.cn
SEPTEMBER 27-29Middle East Coatings ShowDubai World Trade Centre Dubai, UAEwww.middleeastcoatingsshow.com
NOVEMBER 16-18ChinaCoatSNIEC, Shanghai, PR Chinawww.chinacoat.net
DECEMBER 8-10Paint & Coating JapanMakuhari Messe, Tokyo, Japanwww.coating-japan.jp
MARCH 10-12, 2022PAINTINDIABombay Exhibition CentreMumbai, Indiawww.paintindia.in
MARCH 17-19, 2022Paintistanbul & TurkcoatIstanbul Expo Center, Turkeywww.turkcoat-paintistanbul.com
MARCH 29-31, 2022EurocoatPorte de Versailles, Paris, Francewww.eurocoat-expo.com
MARCH 30-APRIL 1, 2022Asia Pacific Coatings ShowJI Expo, Jakarta, Indonesiawww.asiapacificcoatingsshow.com
APRIL 05-07, 2022American Coatings ShowICC, Indianapolis, Indiana, USAwww.american-coatings-show.com
MAY 4-6, 2022Coatings For AfricaJohannesburg, South Africa www.coatingsforafrica.com
MAY 11-13, 2022Paint & Coating JapanINTEX Osaka, Japanwww.coating-japan.jp
JUNE 15-17, 2022Coatings Expo VietnamSECC, Ho Chi Minh City, Vietnamwww.coatings-vietnam.com
TAIWANTaiwan’s Environmental Protection Agency (EPA) has announced amendments to the island’s Registration Procedures for New Chemical Substances and Existing Chemical Substances. In addition to delaying a registration period for the standard registration of existing chemical substances in response to the COVID-19 pandemic, it has added a number of simplified administrative and convenient measures to optimise registration applications, review and reporting requirements. The amendments will uniformly extend the registration period of most companies to the end of 2023. See: https://enews.epa.gov.tw
CHINAThe China National Coatings Industry Association (CNCIA), a government-run body, has said it will actively help Chinese manufacturers prove compliance with China’s low volatile organic compound (VOC) standards. The CNCIA said it would co-operate with certifier Beijing Sinochem Joint Certification Co Ltd to carry out low-VOC paint product evaluation for paint manufacturers. It has acted because China’s ministry of ecology and environment is insisting that unless companies provide product inspection and testing reports, including confirmation of managers responsible for the sample, regulators will not confirm a product meets the low VOC content standard and hence, use this in marketing. See: www.chinacoatingnet.com/plus/view.php?aid=7680
THE PHILIPPINESFindings by the Philippines’ toxics watchdog group, the EcoWaste Coalition, suggest that the country’s ban on lead in paints is being undermined by rampant importation of non-compliant products. The EcoWaste Coalition this June (2021) announced it found 15 spray paint products sold in the country with a high lead content of up to 124,000 parts per million (ppm). Under the department of environment and natural resources (DENR) administrative order 2013-24, lead in architectural, decorative and household paints was phased out on January 1, 2017, while lead in industrial paints was phased out on January 1, 2020. See: http://chemical.emb.gov.ph/wp-content/uploads/2017/03/DAO-2013-24-CCO-Lead.pdf
SOUTH KOREASouth Korea’s Chemical Substance Information Communicative Organization (CICO) has advised paint and coatings companies and
their suppliers to ensure they have filed their first leading registrant dossier for registering substances under K-REACH, the national chemical control system. The deadline was June 30. CICO wants to ensure that companies hit their first K-REACH registration deadline of December 31, 2021, for the high-volume (greater than 1000t/yr) and CMR (carcinogenic, mutagenic and toxic against reproduction) substances. See: www.keco.or.kr/en/core/hazardous_Support/contentsid/3098/index.do
VIETNAMThe Vietnam branch of US-based safety certification company UL has told paint and coatings companies to be ready for the Vietnam ministry of industry and trade (MOIT) Circular No. 48/2020/TT-BCT, coming into force on January 1, 2022. The circular contains a national technical regulation on general safety requirements for the production, trade, usage, storage and transportation of industrial hazardous chemicals (QCVN 05A:2020/BCT). The requirement applies to all organisations and individuals handling industrial hazardous chemicals. Among the aspects covered are chemical facilities and storage; and the manufacture, trade, use and storage of explosive/toxic/corrosive substances. UL advised its clients to review the requirements and ensure appropriate compliance and fulfill any missing requirements within the transitional timeframe to avoid penalties. See: www.ul.com/news/vietnam-issues-regulation-safety-hazardous-chemicals; and https://thuvienphapluat.vn/van-ban/Thuong-mai/Thong-tu-48-2020-TT-BCT-Quy-chuan-ky-thuat-quoc-gia-an-toan-trong-san-xuat-hoa-chat-nguy-hiem-460802.aspx
INDIAThe Indian government has continued planning to expand the protection for the domestic industry making phthalic anhydride, a dye additive that is also used as a plasticiser and to make resins. Following earlier plans to levy an anti-dumping duty on Russian imports, the Indian Directorate General of Trade Remedies has recommended imposing such a duty on its imports from China, Indonesia, South Korea and Thailand. In a May report, the central government agency said that the product “has been exported at a price below normal value.” The recommended duties range from US$40.08/t for exports from China to US$134.91 for Thailand. See: www.dgtr.gov.in/sites/default/files/FFPANNCVEnglish.pdf
9 APCJ • August 2021www.coatings-group.com
DIARY | REGULATIONS
REGULATORY ROUND UP — ASIA PACIFIC
Zero barnacle growth after 63 monthsThe M/T Calypso has demonstrated zero barnacle growth after a 63-month operation thanks to proprietary antifouling technology, Selektope®, from biotechnology company I-Tech. In November 2015, the vertical sides and bottom of the hull of Team Tankers-operated tanker, M/T Calypso, were painted with a five-year Selektope-containing, copper-free antifouling product. The period tested the efficacy of the first 60-month paint system containing the active antifouling agent and saw the vessel operate through heavily impacted fouling areas known as ‘hotspots’ across global routes, formally completing its operations earlier this year.
During this period, M/T Calypso displayed an average weighted speed loss of only -0.5%. Analysis of the M/T Calypso’s performance was carried out using Molflow’s AI-ship modelling tool “Slipstream”, training multiple Neural Network models to describe the vessel’s behaviour at certain points in time and comparing their predictions for calm atmospheric and oceanic conditions.
This performance compares favourably to industry averages — separate data collected by coating manufacturer Jotun shows an average of 6% annual vessel speed loss, as a result of reduced hull optimisation created by fouling, based on data collected from sensors to enable performance-based monitoring based on standardised principles (ISO 19030). M/T Calypso laid at anchor for one month while waiting for dry dock, exposing the hull to a very high fouling risk. When the ship was taken to dry dock and inspected in February 2021, after 63 months of operation, the hull’s paint showed a normal amount of wear but no growth of barnacles. www.i-tech.se
Water-based inksSiegwerk, one of the leading global providers of printing inks and coatings for packaging applications and labels, is now offering a new generation of sustainable water-based inks for paper and board applications: UniNATURE. The new product range is formulated with renewable and natural components, providing an environmentally friendly alternative to conventional inks without impacting the recyclability of paper and board packaging, taking a step towards reducing the microplastics that can be found in inks.
Siegwerk’s new sustainable water-based ink range comes along with excellent ink performance and colour strengths offering similar levels of resistance as current water-based technologies. User tests have shown improved dot shape, comparable dot gain, high resolubility and easy cleaning on press, meaning it can be easily exchanged with current products without the need to change equipment, processes or colour matches.www.siegwerk.com
AUSTRALIAButanone and propane, widely used to make coatings and adhesives, are among chemicals listed in Australia’s latest evaluation of industrial chemicals for potential risks for human health and the environment. Public consultation for the evaluation closed on June 25 and the entire evaluation process is scheduled to be completed by December 31, 2021, according to the Australian Industrial Chemical Introduction Scheme under the department of health. These evaluations have been selected based on information collected from the department’s ‘evaluation selection analysis’ process. See: www.industrialchemicals.gov.au/news-and-notices/evaluations-notice-28-may-2021
JAPANThe Japan Paint Manufacturers Association has updated its list of paints certified under Japanese regulations as being fireproof materials. As of June 11, 2021, 322 products from 27 companies in Japan have been certified as either non-combustible, semi-incombustible or flame-retardant. They are further categorised into 11 varieties of paint product, including aluminium paints, synthetic resin emulsion and acrylic resin enamel. Anyone requiring
a copy of a fireproof material certificate for a paint product is asked to contact the respective manufacturer. See: www.toryo.or.jp/jp/anzen/fire-r/index.html and www.toryo.or.jp/jp/anzen/fire-r/fp-list.html
INDONESIAAn ASEAN-Japan Centre study on non-equity modes (NEMs) of trade in Indonesia has said that the country’s contract farming of natural rubber industries and its producers of rubber resins for coatings both offer opportunities to join international production networks. The paper from the intergovernmental organisation promoting exports from ASEAN to Japan foresees Indonesia NEMs, such as services, contract farming, licensing and franchising, potentially playing an expanding role within global value chains. The report claims they are critical for inclusive economic development, especially in the COVID-19 pandemic. See: www.asean.or.jp/en
MALAYSIAMalaysia’s upcoming 2022 government budget is expected to strengthen and widen sustainability-related financing to promote green construction, including the use of eco-friendly paints and coatings. Finance minister Tengku Datuk Seri Zafrul Abdul Aziz said that the government
is exploring the potential offered by sustainable infrastructure and cities in the post-COVID-19 pandemic environment. This includes optimising demand-management for energy, encouraging low-carbon mobility and promoting the construction of green buildings. Malaysia remains committed to ensuring adequate financing for programmes and projects related to its Sustainable Development Goals (SDGs). See: www.mof.gov.my/en
THAILANDThe closure of hundreds of construction sites under a new COVID-19 lockdown in Thailand is halting the use and purchase of significant quantities of paint and coatings. Starting July 1, 2021, the government ordered that orgainised construction teams remain in work camps for a month as the country fights its worst outbreak of the disease thus far. Many cases emerged in clusters within construction camps in the capital, Bangkok, which has 575 such sites, housing about 81,000 workers. Since May, 37 clusters have been found in Bangkok construction labour camps. The labour ministry will compensate developers for the costs of halting construction projects. See: www.mol.go.th/en/

MARKET REPORT
10 APCJ • August 2021www.coatings-group.com
VIETNAM
Michael Tatarski reports from Ho Chi Minh City on how Vietnam’s paint sector was hit hard by COVID-19 but is looking forward to medium-term green growth
Vietnam anticipates a comeback
COVID-19 made 2020 an incredibly disruptive year for the global manufacturing sector and Vietnam’s
paint and coatings sector did not escape the pandemic impact. This was despite the fact that this south east Asian country had an apparently low impact from the disease, with a reported 9565 cases (as of June 9, 2021) and a reported 55 deaths from a population of 98M, albeit with a rash of new cases in June 2021.
One result of this was that Vietnam was one of the few countries in the world to maintain overall economic growth in the face of the COVID-19 pandemic last year, with GDP growth at 2.9%. This, however, masked uneven performance, with government lockdowns knocking demand and the ability of projects to proceed through labour shortages and logistics challenges. The importance of the construction sector to Vietnam’s paints and coatings was a particular weak point, with this industry contracting.
According to the Vietnam Paint and Printing Ink Association (VPIA), the construction industry remained the primary driver of demand for paints and coatings in 2020, accounting for more than 54% of the market by volume. Sukriti Seth at India-based TechSci Research, estimated that demand for paints and coatings within Vietnam was worth just more than US$470M in 2020, a signifi cant drop from previous years. In 2017, for example, the market was worth US$620M.
The market had seen improvement by the end of 2020 thanks to successful virus containment efforts, leading to hope that 2021 would see a rebound but, given that Vietnam is currently experiencing its worst infection surge since the pandemic began, resulting lockdowns at industrial parks and movement restrictions in major cities have prompted renewed pessimism within the Vietnamese paint sector. This slump is expected to be corrected in the coming year and certainly by 2022, however the industry is anticipating signifi cant shifts going forward. Ms Seth noted: “Rising awareness regarding volatile organic compounds emissions in
Vietnam following increasing environmental pollution has resulted in restrictions being imposed on VOC-based products, driving the need for water-based paints in coming years. These water-based paints contain less VOCs and are less harmful to human beings compared to solvent-based paints.”
n DRIVING FACTORS
TechSci Research predicts that water-based paints will see exponential sales growth in Vietnam over the next fi ve years, refl ecting how the Asia Pacifi c region is the largest market for water-based coatings. It is likely that this increased demand for greener coatings will be met from Vietnamese production plants, as favourable government policies have made it easy for foreign paint companies, such as the 4 Oranges Paint Company of Thailand and Jotun Vietnam Co Ltd, to establish manufacturing facilities in Vietnam. This has been a long-standing liberal policy – 4 Oranges built a large production facility in Long An province abutting Ho Chi Minh City in 2004, while Jotun has been present since 1994 and operates expansive facilities in Binh Duong province, also near HCMC.
Domestic producers have had to be innovative to compete with the majors – one example is Long An province-based Nero Paint’s waterproof decorative paint, which costs up to 50% less than foreign products. However, according to a report from business publication VietNamNet, foreign companies still hold 65% of the Vietnam market. In terms of market segmentation, 35% of Vietnam’s paint market is considered high-end, including brands such as AkzoNobel and Jotun; 25% is upper-middle, including 4 Oranges, Toa (Thailand) and Malaysia’s Seamaster; the lower-middle segment accounts for 15% of sales; and the remaining 25% consists of paint and coatings from small, local production facilities.
“An inclination towards the utilisation of environmentally-friendly products is the new trend of the paint and coatings industry across Vietnam,” Ms Seth added. “Increasing concerns among customers
about product origin, safety of ingredients and sustainability has led the industry to focus on environmental concerns as well.” This focus could lead to challenges for smaller paint producers, as increasing costs and raw material shortages could come into play for low-VOC products, she said. Another knock-on impact of the pandemic has been increased demand for antimicrobial paints and coatings in line with growing awareness of cleanliness and hygiene, said Seth.
As for a shift in sales to online shopping, this trend has yet to fully impact the country’s domestic paints and coatings sector: “Online sales [of paints and coatings] witnessed slow growth in Vietnam due to physical limitations, as offl ine stores are unable to store many products and promote certain brands,” Seth said. “This is expected to change in coming years, while e-commerce websites are working towards broadening the supply chain distribution with better offerings.”
The Vietnamese government will be happy with such growth as it has been following a 2014 ‘Plan for Development of Vietnam’s Paint and Printing Industry to 2020 with a Vision to 2030’, which has targeted a 14% annual growth rate in production value until 2030. Certainly, the industry is attracting investment. A US$100M water-based and powder coatings factory being built by Jotun is expected to be completed in Ho Chi Minh City imminently. It will have a reported annual production capacity of 85Mlit of water-based paint and 10,000t of powder coatings. Last year, the company also launched Essence Easy Clean, an interior product in the mid-range category. Japan’s Nippon Paint, meanwhile, plans to build a resin factory in Hanoi, adding to its three operational factories in Hanoi, the northern Vinh Phúc province and Ðong Nai province, in the south.
All of this progress will be affected by the pandemic, at least in the shorter term – and in that regard, Vietnam’s sluggish vaccination campaign is of concern, with just more than 1.3 million doses administered by June. n
For more information, contact: Keith Nuthall, International News ServicesWebsite: www.internationalnewsservices.com

11 APCJ • August 2021www.coatings-group.com
MARKET REPORT
The global titanium dioxide (TiO2) market size was valued at US$16.98bn in 2020 and is expected
to grow at a CAGR of 8.3% from 2021 to 2028. Usage of the product as a pigment in paint and coatings formulations should fuel industry growth over the next few years. Developing countries have witnessed a growing demand for lightweight vehicles in the past few years. Furthermore, the automotive industry in developed regions is exhibiting a promising trend, owing to recovery from the pandemic downturn. Progress in the automotive industry, especially in lightweight automobiles, continues to drive coatings consumption and is anticipated to propel the demand for TiO2. The rapid growth of the automotive industry in China, India and Japan is expected to augment TiO2 demand over the forecast period.
Coatings formulated using TiO2 demonstrate excellent compatibility with polycarbonate. The rising demand for lightweight vehicles has resulted in an increased demand for polycarbonate in the automotive industry, thereby boosting product usage over the past few years.
The paint and coatings segment led the market, accounting for more than 57% of the global revenue share in 2020. This trend is expected to continue. The segment is anticipated to grow at a steady CAGR from 2021 to 2028 and will continue the established path currently being experienced by the growing construction and automotive sectors. Furthermore, increasing infrastructure investments in developing economies have been a dominant factor driving the demand for architectural coatings, which, in turn, is expected to have a positive impact on the market over the forecast period.
Asia Pacific is the largest regional market and accounted for more than 41% of TiO2 demand last year. The regional market will expand further at the fastest CAGR from 2021 to 2028. Rising construction activities in China, India and south east Asian countries have driven growth for paints and coatings in the region and will continue to augment product demand. Lightweight automotives will also do the same.
n POLYURETHANES IN ASIA
IAL Consultants has published Polyurethane Chemicals and Products in Asia Pacific. Total production of polyurethane products in this region was 13.1Mt in 2020. The COVID-19 pandemic meant that production declined by 4.3% compared to the previous year.
The polyurethane market was already in a period of slow growth in 2019, with a rise of just 1.1% overall and the fallout from the coronavirus tipped it into negativity. However, the recovery is expected to be swift, with the production in 2021 already reaching pre-COVID-19 levels. A CAGR of 4% is expected over the next five years, with the best growth in elastomers and the weakest in binders.
Elastomers represented the largest product group in 2020, accounting for 36% of the total APAC polyurethane output; this is due to the importance of the synthetic leather, footwear and spandex industries in the region. Elastomers were followed by rigid foam at 21% and flexible foam at 20%; the production of PU adhesives and sealants is relatively small, and the sector of PU binders is negligible. The detrimental effects of COVID-19 were felt most keenly in the flexible foam sector in 2020, with a decline in output of nearly 8%; this can be attributed to the focus of the segment on automotive and furniture production, both of which suffered greatly through the pandemic. Binder production decreased by more than 6%, from a very small base, due to the downturn in construction and furniture manufacturing. Coating and elastomer output declined by 5% and 4.7%, respectively.
The sector of adhesives and sealants performed rather better, decreasing by just 1.2%, mostly thanks to the positive performance of flexible packaging adhesives, which were boosted by demand for packaged food and medicines.
In 2020, the Asia Pacific region produced 2.1Mt of polyurethane coatings – a decline of 5% compared to the prior year. All countries witnessed a decline in output, although fortunes varied somewhat. The largest segment for PU coatings is
that of wood and furniture coatings. This is due to the importance of the region’s furniture industry, particularly in China and Vietnam. Among the other significant categories are architectural coatings, as well as roof, tank and deck coatings. The sectors that performed best in 2020 included commercial vehicle coatings and plastic coatings and plastic coatings are forecast to register the highest CAGR over the forecast period.
Investment in infrastructure in preparation for the 2022 Winter Olympics in Beijing, and Hangzhou Asian Games 2022 is still providing opportunities for polyurethane coatings in Japan and China, especially those used for maintenance and construction purposes.
The automotive industries of the region generally experienced a significant decline in output last year, which had a knock-on effect on production and demand for PU auto OEM coatings. A fairly swift recovery is anticipated as long as countries can control the pandemic and keep their factories open. The high-speed rail and aircraft sectors also offer growth opportunities for PU coatings as these require high-performance products. n
Dr Terry Knowles presents an outlook for the TiO2 and PU industries in Asia
Updates on TiO2 and polyurethanes
Author bio: Dr Terry Knowles has been writing and editing information for the paint, coatings and ink industries for 23 years and is now the editor of The Palette Newsletter – a brand-new monthly publication with a business slant, serving all parts of the coatings chain. For more information and a free trial, email Terry at [email protected] or contact/follow on Twitter: @newspal2 Email: [email protected]
Report details1. Titanium Dioxide Market Size, Share & Trends Analysis Report
By Application (Paints & Coatings, Plastics, Pulp & Paper, Cosmetics), By Region (APAC, North America, Europe), And Segment Forecasts, 2021 – 2028, was published by Grand View Research in May 2021. An individual licence costs US$5950. For more information see grandviewresearch.com
2. Polyurethane Chemicals and Products in Asia Pacific was published by IAL Consultants in April 2021 and is an eight-volume report. The coatings volume – Volume 4 – can be purchased singly for €3300. For more information see ialconsultants.com

12 APCJ • August 2021www.coatings-group.com
INDUSTRY OUTLOOK
Recently, Nippon Paint published a summary of its performance in the calendar year 2020. What it lacked in
prose was offset by useful facts and figures. The company’s acquisitions trail bumped up its annual sales by nearly 13%. The wider Asian region that encompasses the Chinese decorative sector and many other countries with strong automotive industries is naturally the largest sales destination at 46%. But with its native Japan contributing 20% of sales and coming second, a challenge for this position arises with Oceania representing 19% of sales as seen from Figure 1, this of course arising from its takeover of the DuluxGroup.
Collectively, Nippon Paint Holdings saw sales rise by 12.8% from ¥692bn in 2019 to ¥781bn in 2020. Operating profits rose by 11.3% from ¥78bn in 2019 to ¥86bn in 2020. The distribution of sales by segment is given in Figure 2.
n KANSAI PAINT
At Kansai Paint, results were recently announced for the company’s year ending with March 31, 2021. Net sales dropped by 10.4% from nearly ¥407bn in 2019/20 to almost ¥365bn. However, operating profits only fell marginally during the year, moving from ¥31.5bn to ¥31.2bn.
In Japan, sales in the automotive OEM segment decreased, although signs of recovery in automotive production were observed. Industrial coatings sales fell as paints for automotive components and construction machinery were negatively affected by production adjustments. However, the Japanese decorative sector benefited from growth in demand for DIY paints. The Japanese marine, refinish and protective sectors all posted declines due to sluggish conditions. Cumulatively, net sales and ordinary income in the segment respectively were ¥142,999M (down 7.8%) and ¥15,532M (down 14.4%).
In India, sales as a whole decreased. The automotive coatings sector showed signs of recovery in the second half of the year, but their sales fell on a yr-on-yr basis due to a sizeable drop in automotive production in the April-June period. The decorative coatings sector saw a decrease in sales due to the impact of lockdowns associated with the spread of COVID-19 at the beginning of the year, but the second half of the year demonstrated signs of recovery in the suburban markets. As a result of these factors, net sales and ordinary income in India amounted to ¥73,084M (down 10.5%) and ¥10,198M (down
0.7%) respectively. Across the rest of Asia, China experienced a slight decrease in sales compared with the previous year. In Indonesia, Thailand and Malaysia, automotive production decreased yr-on-yr due to the spread of COVID-19, resulting in an annual decrease in net sales despite signs of recovery in the second half of the year. Net sales across this region totalled ¥49,504M (down 17.7%). Ordinary income ended at ¥4638M (15.0% lower).
Through recent years Kansai has been pursuing business with M&A activity in the EMEA region – here are the results from that region:
In Turkey, the industrial coatings and automotive coatings sectors recorded an increase in lira-denominated sales and profits also grew, reflecting lower raw material prices. However, the translated result in terms of Japanese yen was negatively affected by the conversion. On the other hand, the decorative coatings sector saw an increase in equity in earnings of affiliates supported by the decrease in corporate tax due to privilege measures for capital expenditure in addition to robust demand.
In other European countries, where it enjoys a presence through its Helios-based hub in Slovenia, while the automotive refinish, decorative and protective coating sectors recorded a sales increase due to strong demand, industrial coatings sales fell. Consequently, European sales as a whole decreased. Notwithstanding that, profits increased reflecting stable raw material prices, cost reduction efforts and various support by governments. European sales (including Turkey) reached ¥66,002M (down 3.2%) while ordinary income including the amortization of goodwill finished up at ¥5220M (up 91.9%).
In the African continent, South Africa and its near neighbours presented sluggish economies in 2020/1, with net sales of the companies in the South African region significantly decreased yr-on-yr additionally, due to an economic stagnation caused by the implementation of lockdowns. In the companies in the East African region, the decorative coatings sector recorded growth of sales, reflecting robust demand. African sales as a whole fell yr-on-yr.
Reorganisation of unprofitable businesses and internal effort to reduce fixed costs in addition to a decline in raw material prices contributed to limiting losses, despite a significant decrease in net sales. Overall, net sales of the segment fell to ¥27,917M (down 21.9%) while ordinary loss including the amortization of goodwill ended at ¥858M. n
Dr Terry Knowles looks at performance results for 2020 from Asia’s two most prominent paint manufacturers
Taking it from the top with Nippon and Kansai
Author bio: Dr Terry Knowles has been writing and editing information for the paint, coatings and ink industries for 23 years and is now the editor of The Palette Newsletter – a brand-new monthly publication with a business slant, serving all parts of the coatings chain. For more information and a free trial, email Terry at [email protected] or contact/follow on Twitter: @newspal2 Email: [email protected]
Figure 1. Nippon’s paint sales by region (%) 2020
Figure 2. Nippon’s paint sales by sector (%) 2020

TOP25 2021
13 APCJ • August 2021www.coatings-group.com
Each company in the list of the Top 25 Paint Manufacturers in Asia Pacific was obviously going to be impacted by the
effects of COVID-19 over the past year, however, surprisingly little has changed in the rankings between June 2020 and August 2021. With each company facing similar restrictions on its workforce and output, as well as worldwide slowdowns affecting industries such as automotive, industrial and travel, the respective downturn in coatings demand appears to have resulted in a fairly level playing field.
In this article, experts from global consultanting firm Orr & Boss analysed the top 25 paint manufacturers headquartered in the Asia Pacific region.
Orr & Boss estimates that the entire Asia Pacific region coatings market was down about 2% in value in 2020. Its pre-pandemic growth rate was always in the 4-6% range with the Chinese and Indian markets growing faster, the Japanese and Korean markets growing a bit slower and the south east Asian markets coming somewhere inbetween these two. The pandemic upended the entire global coatings market. However, despite the up and down nature of 2020, the Top 25 coatings companies in Asia Pacific stayed relatively stable. Of the 25 companies on last year’s list, 24 have returned.
• The Top 25 paint companies had sales of US$23.95bn in 2020. This shows an increase of 2% from 2019 but if we exclude Nippon Paint, sales declined by 2.6% for the Top 25.
• Nippon Paint further solidified its hold as the number one paint company in Asia Pacific, growing its sales to US$6.88bn from US$5.968bn last year. Some of the sales gains for Nippon Paint were a result of its 2019 acquisition of Dulux; 2020 was the first year of having the Australian Dulux as part of Nippon Paint for the full 12 months of the year.
• Nine of the top 10 companies are the same as last year. Hunan Xiangjiang gained two spots, moving up from #12 to #10, while Dai Nippon Toryo dropped three spots.
• SK Shu continues to move up the list and is now the sixth largest paint company in Asia and the largest Chinese paint company.
• Kikusui Chemical Industries of Japan was the newcomer to the Top 25 this year. It is at the 25th spot.
• Hebei Chen Yang Industry and Trade Group, which was #15 on the 2020 list, has run into financial difficulties and has dropped off the list.
• Zuhai ZhanChen, which is #16 on this year’s list, did not provide updated financial information. The company believes that this information is sensitive and they decided not to disclose. We have, therefore, had to assume its sales were the same as in 2020.
• Given the rising demand for antiviral paint against COVID-19, many of the companies in this list have developed and are promoting antiviral paint and coatings.
• Kikusui and Fujikura Kasei have coatings sales that are very close to each other and so both were included as the 25th largest company. n
Compiled by Xilin Li, Douglas Bohn and Osamu Kirihara of Orr & Boss Consulting Incorporated
TOP25 Paint Manufacturers in Asia Pacific
Author: Orr & Boss is a management consulting firm that focuses on the global coatings markets. It offers clients strategic, market research and operations consulting services. Please contact Xilin Li at [email protected] or Douglas Bohn at [email protected] with any questions or comments about the articleWebsite: www.orrandboss.com

TOP25 2021
14 APCJ • August 2021www.coatings-group.com
The Top 25 companies: In detail2021 Rank
2020 Rank
Company Home country Home currency
Sales revenue (millions of home currency)
% Coatings revenue
Coating sales (millions of currency)
Exchange rates
Total coating sales (US$M)
1 1 Nippon Paint Holdings Co Ltd Japan JP¥ 781,146 94.0% 734,277 106.7 6880
2 2 Kansai Paint Co Ltd Japan JP¥ 364,600 100.0% 364,600 106.7 3416
3 3 Asian Paints Ltd India INR 217,128 98.0% 212,785 74.1 2873
4 4 Berger Paints India Ltd India INR 77,437 96.0% 74,340 74.1 1004
5 5 KCC Corporation South Korea KRW 5,083,000 23.0% 1,169,090 1.250 935
6 9 SK SHU Paint Co Ltd China CN¥ 8208 72.2% 5929 6.90 859
7 6 Chugoku Marine Paints Ltd Japan JP¥ 82,392 99.6% 82,072 107 769
8 7 SK Kaken Co Ltd Japan JP¥ 85,200 90.0% 76,680 106.7 718
9 8 Noroo Holdings Co Ltd South Korea KRW 848,000 95.0% 805,600 1.250 644
10 12 Hunan Xiangjiang Paint Group Co Ltd
China CN¥ 3921 100.0% 3921 6.90 568
11 11 TOA Paint (Thailand) Public Company Ltd
Thailand THB 16,438 99.1% 16,290 31.3 521
12 13 Carpoly Chemical Group China CN¥ 3515 99.0% 3480 6.90 504
13 10 Dai Nippon Toryo Co Ltd Japan JP¥ 62,475 85.0% 53,104 106.7 498
14 14 Samwha Paint Industries Co Ltd
South Korea KRW 551,720 97.0% 535,168 1250 428
15 20 Guangdong Maydos Building Materials Ltd Co
China CN¥ 2713 100.0% 2713 6.90 393
16 16 Zhuhai Zhanchen New Materials Co Ltd
China CN¥ 2609 96.8% 2525 6.90 366
17 17 Shanghai Huayi Group Corp Ltd
China CN¥ 4560 53.0% 2417 6.90 350
18 18 Guangdong Bardese Chemical Co Ltd
China CN¥ 2257 95.6% 2158 6.90 313
19 23 Le Hua Paint China CN¥ 1979 100.0% 1979 6.90 287
20 24 Yung Chi Paint & Varnish Mfg Taiwan TW$ 8374 95.5% 7997 29.4 272
21 21 Kangnam Jevisco Co Ltd South Korea KRW 340,810 98% 333,994 1250 267
22 19 Pacific Paint (Boysen) Philippines Inc
Phillippines US$ 265 100.0% 265 1.0 265
23 25 Rock Paint Co Ltd Japan JP¥ 23,374 98.0% 22,907 106.7 215
24 22 Taiho Paint Products Co Ltd China CN¥ 1465 99.0% 1450 6.90 210
25 NA Kikusui Chemical Industries Japan JP¥ 20,527 97.0% 19,911 106.7 187
25 25 Fujikura Kasei Co Ltd Japan JP¥ 49,498 37.9% 18,753 106.7 176
Total 23,916
1. NIPPON PAINT HOLDINGS COMPANY LTDCorporate headquarters: Osaka, JapanWebsite: www.nipponpaint-holdings.comOwnership: Publicly listedPeer group: Sherwin-Williams, AkzoNobel, Kansai Paint, Axalta, PPG and BASFKey figuresTotal revenue: JP¥781.1bn (US$7.32bn)Paint as a % of sales: 94%Coatings revenue: JP¥734.3bn (US$6.88bn)Coatings volume: NAGeographic sales: Asia exc Japan 53%, Japan 23%, North America 10%, Australia & New Zealand 8%, Others 6%Segment sales: Decorative 54%; Auto OEM 22%; General Industrial + Coil 11%,
Other Coatings (auto refinish, marine & others) 10%, and Fine Chemicals (surface treatment) 3%New developments:
• Nippon Paint acquired the entire JV in Asia and Indonesian business from Wuthelam. This activity closed on January 25, 2021.
• Nippon Paint has partnered with Tokyo University on several new innovation projects, including those related to antiviral paints and coatings.
• New antviral interior paint named “Protection VK-200DIY” was released.
• Nippon Paint announced a new medium-term plan. The concept of
the plant is “Extreme No. 1 in Asia X Deco”. The plan includes Nippon Paint holding 100% of the shares of all Asian Joint Ventures.
• Nippon Paint Automotive Coatings (NPAC) opened a new manufacturing plant in North America. This new operation was completed by January 1, 2021, and another new plant will be completed in Europe by July 2021.
• NPAC plans to open a new plant in Okayama prefecture in West Japan. This new plant will take over the function of the old Hiroshima plants. The new plant is scheduled to be completed by May 2022.

TOP25 2021
15 APCJ • August 2021www.coatings-group.com
2. KANSAI PAINT CO LTDCorporate headquarters: Osaka, JapanWebsite: www.kansai.co.jpOwnership: Publicly listedPeer group: Nippon Paint, AkzoNobel, PPG and BASFKey figuresTotal revenue: JP¥364.6bn (US$3.42bn)Paint as a % of sales: 100%Coatings revenue: JP¥364.6bn (US$3.42bn)Coatings volume: NAGeographic sales: Asia 73%, Europe 18%, Middle East & Africa 8% and Others 1%Segment sales: Automotive 30%, General Industrial 28%, Decorative 28%, Protective & Marine 6% and Others 8%New developments:
• In 2020, Kansai Paint jointly conducted a verification test of its plaster paint (slake lime paint) for SARS-CoV-2 with Prof Jiro Yasuda, a leading expert in the field of virus research in Japan. Kansai Paint has confirmed an inactivation effect of 99.9% or more within five minutes of contact with the surface in the laboratory.
• Kansai Paint announced this result on October 5, 2020 and afterwards started a new brand: “ANTIVIRUS TECHNOLOGY™”. Previously, its products were mainly for professional users but under this integrated brand, Kansai Paint has decided to introduce its antiviral products to consumers in a more consumer-friendly way.
• Kansai Paints continues to develop the products for pro-usage that can solve the problems at the job site. Kansai Paint has already developed and announced products like its anticorrosive paint, “Ultimo”, which can be applied directly to wet surfaces and exhibits high rust prevention function.
3. ASIAN PAINTS LTDCorporate headquarters: Mumbai, IndiaWebsite: www.asianpaints.comOwnership: Publicly listedPeer group: AkzoNobel, BASF, Berger Paints, Jotun, Kansai Nerolac, Nippon PaintKey figuresTotal revenue: INR217,128bn (US$2.93bn)Paint as a % of sales: 98%Coatings revenue: INR212,785bn (US$2.873bn)Coatings volume: NAGeographic sales: India 88.5%, Asia 5.3%, Middle East 3.1%, Africa 2.6%, South Pacific 0.5%.Segment sales: Asian Paints Decorative coatings in India 83.9%, Industrial Paints Joint Ventures in India 2.3% (includes only one Joint Venture – Asian Paints PPG),
International business 11.5%, and Home Improvement business in India: 2.3%.New developments:
• In 2020, Asian Paints introduced Lightings, Furnishings and Furniture.
• Also, the company produced sanitisers and surface disinfectants in 2020.
• It is likely that Asian Paints will be influenced by the course of the pandemic in India. If another major lockdown is needed, it will definitely impact sales.
4. BERGER PAINTS INDIA LTDCorporate headquarters: Kolkata, IndiaWebsite: www.bergerpaints.com Ownership: Publicly listedPeer group: Asian Paints, Kansai Nerolac, AkzoNobelKey figuresTotal revenue: INR77.7bn (US$1.045bn)Paint as a % of sales: 96%Coatings revenue: INR74.340bn (US$1.005bn)Coatings volume: NAGeographic sales: Asia Pacific 96%, Europe 4%Segment sales: Decorative 87.7%, Protective 6.5%, Auto OEM 2.4%, General Industrial 2.1%, Powder 1.2 %, and Auto Refinish 0.1%.New developments:
• Launched Silk Breathe Easy, luxury interior paint with a promise of safer walls and hygienic interiors. It is the only certified paint in India proven to be effective against COVID-19. It also has benefits of: Antibacterial (approved by IMA (Indian Medical Association); anti-pollution (reduces SOx, NOx); protects surfaces from viruses (including SARS-Cov-2).
• Remodelled its existing Express Painting Service (use of mechanised tools, trained applicators) to become Safe Express Painting, so as to cater to the heightened need for safe practices in post-COVID times.
• Introduced HomeShield Moisture Meter to provide standardised and prescription-based waterproofing solutions to customers, depending on the moisture content in their walls.
• Launched colour visualiser app for consumers for exploring colours, shades, textures, faux finishes, etc virtually and in 3D for both interior and exterior surfaces.
5. KCC CORPORATIONCorporate headquarters: SeoulSouth KoreaWebsite: www.kccworld.co.krOwnership: Publicly listedPeer group: AkzoNobel, Chokwang, Kansai, Noroo, PPG, Samwha
Key figuresTotal revenue: KRW5083bn (US$4.1bn)Paint as a % of sales: 23%Coatings revenue: KRW1169bn (US$935bn)Geographic sales: Asia 60%, EMEA 35%, Americas 4%, Others 1%Segment sales: 40% Paint (includes Building, Industrial, Protective & Marine, Powder, Auto OEM and Auto Refinish), 40% Building Materials, 20% Others.New developments:
• Clear type glass primer for polyurethane adhesive for Automotive applications.
• Wet on wet waterborne refinish basecoat.
• 1K modified sealant for Industrial interior/exterior applications (excluding train).
• High weatherability coating powder for Automotive exterior parts.
• Non-solvent epoxy coating for ship engine rooms.
• Hi-concealing waterborne paint for rollers (construction).
• Anti-yellowing, stain resistant epoxy lining for ASEAN local spec.
6. SK SHUCorporate headquarters: Putian, ChinaWebsite: www.skshu.com.cnOwnership: Publicly tradedPeer group: Nippon Paint, Sherwin-Williams and TaihoKey figuresTotal revenue: CN¥8.208bn (US$1.189bn)Paint as a % of sales: 72.2%Coatings revenue: CN¥5.929bn (US$859M)Geographic sales: Asia 99.88%, Middle East & Africa 0.12%Segment sales: Decorative 98.8% and Industrial Wood 1.2%.New Developments:
• In 2020, SK Shu developed 288 new products, optimised 414 products and completed an integrated 6-in-1, one-stop system of green construction materials and services, encompassing interior and exterior wall coatings, waterproofing products, insulation materials, auxiliary materials, floor coatings and construction. Meanwhile, the company continues to upgrade the “health +” product standard. The latest launched “health +” product reaches the standard of odour dissipation eight hours after application.
• In 2020, SK Shu officially became the exclusive supplier of coatings for the Beijiang 2022 Olympic Winter Games’ and Paralympic Winter Games.
• In 2021, the company will focus on three themes: “Innovation”, “culture” and “growth” to innovate and develop high-end products, continue to improve the

TOP25 2021
16 APCJ • August 2021www.coatings-group.com
multi-channel development, establish a sustainable new retail marketing model, build the capacity of quick service, provide people with an integrated solution for a better life and upgrade to the era of high-end brands.
• SK Shu will also continue to push forward the construction of production bases in Sichuan, Anhui, Hebei and Fujian, support the production and construction of the subsidiary Dayu, improve the “six in one” supply capacity, promote the continuous optimisation of production capacity distribution and improve supply chain services level.
7. CHUGOKU MARINE PAINTS LTDCorporate headquarters: Tokyo, JapanWebsite: www.cmp.co.jpOwnership: Publicly listedPeer group: Nippon Paint, Kansai Paint, AkzoNobel, Hempel, Jotun, KCC, PPGKey figuresTotal revenue: JP¥86.8bn (US$796.9M)Paint as a % of sales: 99.6%Coatings revenue: JP¥86.6bn (US$794M)Geographic sales: Asia Pacific 81.8%, Europe & Americas 18.2%Segment: Marine 83.3%, Protective 16.7%.New Developments:
• The marine repair business in Europe was active and led to total marine sales increase in all areas.
• License agreement partner, Berger Paints Bangladesh, started to manufacture marine and industrial products licensed by CMP.
• For industrial business, Chugoku secured a part of renovation work of Estadio Santiago Bernabeu, which is the new home stadium of Real Madrid C.F. in Madrid, Spain.
• In alliance with Imabari Shipbuilding Group, the largest shipbuilding company in Japan, Chugoku will accelerate developments for the resolution of environmental issues and other challenges in the shipbuilding and maritime transport industries.
8. SK KAKEN CO. LTDCorporate headquarters: Osaka, JapanWebsite: www.sk-kaken-co.jpOwnership: Publicly listedPeer group: Nippon Paint, Kansai Paint, Rock Paint, AkzoNobelKey figuresTotal revenue: JP¥85.2bn (US$798M)Paint as a % of sales: 90%Coatings revenue: JP¥76.68bn (US$718M)Geographic sales: Asia Pacific 100%Segment sales: Decorative 70%, Protective 25%, Others 5%.New Developments: SK Kaken will continue to focus on the decorative market
and plans to grow its share in Japan and Asia.
9. NOROO HOLDINGS CO LTDCorporate headquarters: Anyang-Si, South KoreaWebsite: www.norooholdings.comOwnership: Publicly listedPeer group: KCC, Kunsul, Samwha, Chokwang, Dongju and PPGKey figuresTotal revenue: KRW848bn (US$678M)Paint as a % of sales: 95%Coatings revenue: KRW805.6bn (US$644M)Geographic sales: Korea 80%, Other Asia 20%Segment sales: Decorative 40%, Auto OEM 20%, Coil 15%, General Industrial 15%, Auto Refinish 8%, Others 2%.New developments: Some new products developed and launched in 2020 include:
• Binder for anti-absorption acryl foam• Adhesive for battery repair tape • PAI for NEC cover lay• Acrylic emulsion resin for foam sheet
10. HUNAN XIANGJIANG PAINT GROUP CO LTDCorporate headquarters: Changsha, Hunan, ChinaWebsite: www.xjtlgroup.cnOwnership: Privately ownedPeer group: AkzoNobel, Axalta, BASF, Carpoly, Nippon Paint, PPG, YipsKey figuresTotal revenue: CN¥3.92bn (US$568M)Paint as a % of sales: 100%Coatings revenue: CN¥3.92bn (US$568M)Geographic sales: 100% AsiaSegment sales: Automotive OEM 66.9%, General Industrial 31.1%, Decorative 1.1% and Powder 0.9%.New developments:
• Hunan Xiangjiang has continued to increase its waterborne coatings, high solid coating and powder coatings product system R&D investment.
• The company’s commitment to R&D has led to a number of new products gradually launched into the market.
• In 2021, a new production plant in Kaifeng will be put into production.
11. TOA PAINT (THAILAND) PUBLIC CO LTDCorporate headquarters: Bang Sao Thong, Samut Prakan, ThailandWebsite: www.toagroup.comOwnership: Publicly tradedPeer group: AkzoNobel, Jotun, Nippon PaintKey figuresTotal revenue: THB16.44bn (US$525M)Paint as a % of sales: 99.3%Coatings revenue: THB16.29bn (US$521M)
Geographic sales: Asia 100%Segment sales: Decorative paint 66.1%, non-decorative paint and coating products 31.8% and other business products 2.1%.New developments:
• TOA Established paint production plants in Cambodia and Myanmar and commenced commercial operations in 2020.
• Launched new business models to achieve goals through its “MEGA PAINT Warehouse”, which aims to offer a one-stop service to synergise the whole product line of construction materials and total solution services, keeping pace with the digital transformation by offering a new standard of construction services from professional contractors through “WHO Service”, which is an all-in-one communication platform.
12. CARPOLY CHEMICAL GROUP CO LTDCorporate headquarters: Guangdong, ChinaWebsite: www.carpoly.comOwnership: PrivatePeer group: AkzoNobel, Nippon Paint, SK Shu, Sherwin-Williams, Zhanchen and TaihoKey figuresTotal revenue: CN¥3.515bn (US$509M)Paint as a % of sales: 99%Coatings revenue: CN¥3.480bn (US$504M)Geographic sales: Asia Pacific 99.2%, Europe 0.5%, South America 0.2% and North America 0.1%.Segment sales: Decorative 49%, General Industrial 33% and Industrial Wood/Furniture 18%.New Developments: Carpoly continues to expand. It has commissioned a new plant in Anhui. The Anhui Carpoly plant is equipped with an annual production capacity of 500,000t for mastic paint, emulsion paint, stone-like paint and powder paint. The total investment was RMB1.26bn. The new plant is estimated to be completed and put into production in 2021.
13. DAI NIPPON TORYO CO LTDCorporate headquarters: Osaka, JapanWebsite: www.dnt.co.jpPeer group: Nippon Paint, Kansai Paint, ChugokuKey figuresTotal revenue: JP¥62.475bn (US$585M)Paint as a % of sales: 85%Coatings revenue: JP¥53.10bn (US$498M)Geographic sales: Japan 69%, Asia excluding Japan 30%, North America 1%Segment sales: Protective 24%, General Industrial and Coil 22%, Decorative 13%, Other Transportation 9%, Auto OEM 6%, Others 26%.New developments:
17 APCJ • August 2021www.coatings-group.com
TOP25 2021
• Two technical centres started to operate in 2020 to increase domestic sales with environmental consideration for customers: CTC in Komaki (Aichi) for industrial coatings and PCTC in Nasu (Tochigi) for protective coatings.
• New protective paint named “KELBIN 2.5” was released in 2018 and received a technical award from the Color Material Society in Japan.
DNT has many growth initiatives including: • A sales & profit target for the fiscal year
ending March 2024 of JP¥75bn and JP¥6bn.
• A final target of March 2030 – the 100 year anniversary of DNT – of JP¥100,000 and JP¥10,000M.
• Strengthen overseas business, such as a new paint production plant which started in March 2021. This plant is in line with environmental regulations in China and will produce waterborne and powder paints with new R&D.
14. SAMWHA PAINT INDUSTRIES CO LTDCorporate headquarters: Seoul, South KoreaWebsite: www.spi.co.krOwnership: Publicly tradedPeer group: AkzoNobel, Chokwang, Jevisco, KCC and NorooKey figuresTotal revenue: KRW551.72bn (US$428M)Paint as a % of sales: 97%Coatings revenue: KRW535,168bn (US$445M)Geographic sales: Korea 81%, Asia ex Korea 18%, North America <1%, Europe <1%Segment sales: Decorative, General Industrial, Plastic, Automotive Refinish, Protective and Marine.New developments:
• MMA Resin for artificial marble• Conductive coating • MATT coating for exterior of food cans• Easy clean antiviral coating
15. GUANGDONG MAYDOS BUILDING MATERIALS LIMITED COMPANYCorporate headquarters: Zhongshan, ChinaWebsite: www.maydos.cnOwnership: PrivatePeer group: Nippon, Sherwin-Williams, Taiho, BARDESE, SK Shu, CarpolyKey figuresTotal revenue: CN¥2.71bn (US$393M)Paint as a % of sales: 100%Coatings revenue: CN¥2.71bn (US$393M)Geographic sales: Asia Pacific 91%, Middle East & Africa 5%, South America 2%, North America 1.5%, Europe 0.5% Segment sales: Decorative 71.3%, General Industrial 20%, and Furniture paint 8.7%.
New developments: In 2020, Maydos reacted to the COVID-19 pandemic in several ways:
• Sales and production of Q1 were affected by the COVID-19 pandemic but the company’s management committee adjusted its marketing strategies in time. The company took the measures of strengthening scientific and technological innovation, promoting management reforms, reducing costs and controlling expenditures, activating organisation and improving efficiency, recruiting more agents and supporting large and capable agents.
• The domestic market was expanded and the overseas market stabilised. Both production and sales throughout the year realised positive growth.
• Maydos will continue to uphold the principles of management reform, technological innovation and being people-oriented and try to keep an annual growth rate of more than 30% to become the leading company of the Chinese coatings industry. It strives to be listed on the A-share market of China within two years.
16. ZHUHAI ZHANCHEN NEW MATERIALS CO LTDCorporate headquarters: Zhuhai City, Guangdong province, ChinaWebsite: www.zhanchen.cnOwnership: PrivatePeer group: Nippon Paint, Sherwin-Williams, TaihoKey figuresTotal revenue: CN¥2.61bn (US$378M)Paint as a % of sales: 96.8%Coatings revenue: CN¥2.53bn (US$366M)Geographic sales: Asia Pacific 100%Segment sales: Furniture 70%, Decorative 20%, Industrial 10%.New developments: Zhanchen continues to look to improve. Though 2020 was a roller coaster ride, Zhanchen’s industrial plants performed well. Production continues to increase at all its plants including its international plant in Vietnam.
17. SHANGHAI HUAYI FINE CHEMICAL CO LTDCorporate headquarters: Shanghai, ChinaWebsite: www.shanghaicoatings.comOwnership: State ownedPeer group: PPG, Nippon Paint, Hempel, Chongqing, SanxiaKey figuresTotal revenue: CN¥4.56bn (US$661M)Paint as a % of sales: 53%Coatings revenue: CN¥2.42bn (US$340M)Geographic sales: Asia Pacific 90%, Europe 10%Segment sales: Auto OEM, General Industrial and Protective Coatings.New developments:
Shanghai HuaYi Fine Chemical (HYFC) coatings has realised overall improvements in its business and going forward, will focus on key products, clear market positioning and focus on improving its products and marketing approach.
18. GUANGDONG BARDESE CHEMICAL COMPANYCorporate headquarters: Zhongshan City, Guangdong Province, ChinaWebsite: www.bardese.comOwnership: PrivatePeer group: AkzoNobel, Sherwin-Williams, Carpoly, SK ShuKey figuresTotal revenue: CN¥2.26bn (US$327M)Paint as a % of sales: 95.6%Coatings revenue: CN¥2.158bn (US$313M)Geographic sales: Asia Pacific 100% Segment sales: Decorative 45.8%, Industrial Wood 40.6%, General Industrial 7%, Powder 6.6%.New developments: In June, the new exterior wall paint production plant expansion project in Bardese’s Chengdu factory was completed and started production. In 2021, Bardese Group will continue to invest in the research and development of new eco-friendly coating products and solutions, mainly focusing on new powder coating products on different wooden substrates, new waterborne paint products on different substrates etc. Additionally, Bardese Group will continue to expand its sales network and distribution channels with the support of its seven production factories throughout China. Furthermore, Bardese Group has invested in several new production plant expansion projects in its Zhongshan, Jinan and Shanghai factories, which are planning to start production in the second half of 2021 or early 2022.
19. LE HUA PAINTCorporate headquarters: Shandong, ChinaWebsite: www.lehua-china.comOwnership: PrivatePeer group: Baotashan, Jingling, LanlingKey figuresTotal revenue: CN¥1.98bn (US$287M)Paint as a % of sales: 100%Coatings revenue: CN¥1.98bn (US$287M)Geographic sales: China 100%Segment sales: General Industrial 89%, Decorative 10% and Furniture Paint 1%.New developments:
• Le Hua Paint will build a high-end coating plant with a 1Mt capacity in the Shandong Shouguang Marine Chemical Industrial Park from 2021 to 2023.
• The company will set up Lehua Marine Coatings Technology Research Institute
18 APCJ • August 2021www.coatings-group.com
TOP25 2021
in 3-5 years to develop environmentally-friendly industrial coatings and marine anticorrosive coatings.
20. YUNG CHI PAINT & VARNISH MFGCorporate headquarters: Kaohsiung City, TaiwanWebsite: www.rainbowpaint.com.twOwnership: PrivatePeer group: Hempel, Jotun, Nippon Paint, AkzoNobel and PPG Key figuresTotal revenue: NT$8.37bn (US$284M)Paint as a % of sales: 95.5%Coatings revenue: NT$8bn (US$272M)Geographic sales: Taiwan 73%, China 16%, Others 11% Segment sales: Decorative 60%, Protective 25%, Coil 10% and Others 5%.New developments:
• Yung Chi’s sales increased by 0.37% in 2020 and its operating profit increased by 7.65%.
• Yung Chi will still focus on improving the quality of products, supply capacity, cost performance and service to ensure stable sales. At the same time, Yung Chi also developed high value-added coatings and special functional coatings to differentiate. Eco-friendly coatings, such as waterborne products, will also be an important development direction for Yung Chi.
21. KANGNAM JEVISCO CO LTDCorporate headquarters: Busan, South KoreaWebsite: www.jevisco.comOwnership: Publicly tradedPeer group: AkzoNobel, Chokwang, KCC, Noroo and Samwha Key figuresTotal revenue: KRW340.8bn (US$273M)Paint as a % of sales: 98%Coatings revenue: KRW334bn (US$267M)Geographic sales: Asia 100% Segment sales: Paint 98% (Decorative, General Industrial, Powder, Packaging, Coil, Marine, Protective, Refinish), Other 2%.New developments:
• High moisture proof UV Coatings• Low toxicity (chrome free) etching
primer coating • Polyester resin for waterproof topcoat• BPA-NI OSS/ISS (3PC food can) • Adhesive primer for PP sheet (tack free) • Two hours refractory coating for pillars • Non-toxic coating for fence application
22. PACIFIC PAINT (BOYSEN) PHILIPPINES INCCorporate headquarters: Quezon City, PhilippinesWebsite: www.boysenpaints.comOwnership: Private
Peer group: Asian Coatings, Davies Paints, Roosevelt, United PaintsKey figuresTotal revenue: US$265MPaint as a % of sales: 100%Coatings revenue: US$265MGeographic sales: Asia Pacific 100% Segment sales: Decorative 100%.New developments: Pacific Paint (Boysen®) Philippines, Inc was founded in 1953 and focuses on the Filipino decorative coatings market. It continues to grow by developing new products and focusing on quality. It is the first Filipino paint company to be given by SPIK (ie, also known as the Chemical Industries Association of the Philippines) the privilege to use the Responsible Care logo. Boysen® Paints has also been the recipient of the Reader’s Digest Most Trusted Brand for a number of years.
23. ROCK PAINT CO LTDCorporate headquarters: Osaka, JapanWebsite: www.rockpaint.co.jpOwnership: PublicPeer group: Nippon Paint, Kansai Paint, SK KakenKey figuresTotal revenue: JP¥23.4bn (US$219M)Paint as a % of sales: 98%Coatings revenue: JP¥22.9bn (US$215M)Geographic sales: Asia 100% Segment sales: Auto Refinish 33%, General Industrial 29%, Decorative 24%, Others 14%.New developments:
• Rock Paint has developed new car refinish coatings.
• Also, Rock Paint has been developing new paints that are more environmentally friendly including waterborne products. Rock Paint has been developing products that are more robust and easier to colour match.
24. TAIHO PAINT PRODUCTS CO LTDCorporate headquarters: Dongguan, Guangdong Province, ChinaWebsite: www.taihopaint.comOwnership: 100% owned by Samoa Easy Joy International Co LtdPeer group: Nippon Paint, Zhanchen, Sherwin-Williams, SK ShuKey figuresTotal revenue: CN¥1.465bn (US$212M)Paint as a % of sales: 99%Coatings revenue: CN¥1.45bn (US$210M)Geographic sales: Asia 100%Segment sales: Industrial Wood 56.85%, Decorative 22.77%, General Industrial 14.6%, Auto OEM 5.04%, Other 0.74%.New developments:
• Rail traffic paint, which has not only passed the relevant national product technical testing but also passed the
enterprise standard of China Railway Corporation and the enterprise standard of CRRC Corporation. In April 2020, the company won the bidding for the fourth phase of the Shenzhen urban rail transit construction project and co-operated with CRRC Qingdao Sifang high speed railway.
• Taiho Paint has developed a low-grade latex product to be used in kitchen and bath applications.
• Aiming at the middle and high-end home market, Taiho has implemented a new colouring system to improve the appearance of wood furniture.
• With its customer, Ikea, Taiho has developed and implemented a new chemically resistant coating.
25. KIKUSUI CHEMICAL INDUSTRIES Corporate headquarters: Nagoya, JapanWebsite: www.kikusui-chem.co.jpOwnership: PublicPeer group: Nippon Paint, Kansai Paint, SK Kaken Key figuresTotal revenue: JP¥20.5bn (US$192M)Paint as a % of sales: 97%Coatings revenue: JP¥19.9bn (US$187M)Geographic sales: Asia 100% Segment sales: Decorative >99%.New developments:
• Kikusi is concentrating on the decorative coatings market as well as fluorinate coatings.
• Kikusi is in the fourth position of decorative coatings in Japan, (the order is: SKK; NP; KP; Kikusi – 4% share in Japan).
25. FUJIKURA KASEI CO LTDCorporate headquarters: Tokyo, JapanWebsite: www.fkkasei.co.jpOwnership: PrivatePeer group: AkzoNobel, Axalta, BASF, Cashew, Greve, Kansai, Nippon, PPG, Origin Electric, Musashi, Sherwin-Williams Key figuresTotal revenue: JP¥49.5bn (US$464M)Paint as a % of sales: 37.9%Coatings revenue: JP¥18.75bn (US$176M)Geographic sales: Asia 78%, North America 16% and Others 6% Segment sales: Plastic Coatings 42%, Decorative 22%, Synthetic Resins 24%, Chemical Products 7%, Electronic Materials 5%.New developments:Fujikura Kasei is planning to build a new plant in Fujikura Kasei Vietnam and is preparing for the start of operations in 2021. In Japan, Fujikura Kasei is renovating its main plant in Sano. As the first step, the new construction of warehouses has already been completed. n

AUTOMOTIVE COATINGS
19 APCJ • August 2021www.coatings-group.com
Q. What were the reasons for Axalta rebranding its Transportation Coatings Business to a Mobility Coatings segment and what benefits will it bring to Axalta’s customers?A. The OEM industry is at an inflection point. Our OEM customers are focused on adapting to, and preparing for, multiple megatrends with the pace of change at an unprecedented speed. These megatrends are shifting coatings from a passive addition that protects and beautifies to a more integrated and active component. For example, electric vehicle (EVs) coatings need to dissipate heat and provide electrical insulation for motor and battery components. With autonomous vehicles (AVs), the coating must facilitate the implantation of key sensors including LiDAR, radar and camera systems.
This disruption means traditional trailblazing OEMs will have to adjust – quickly and effectively – business operations to embrace the industry changes being driven by these megatrends. Established OEMs who are not early adopters may still transform their operations, but more cautiously and slowly. Lastly, there are the specialist EV and AV OEMs, who themselves are disruptors. They need the reliability and knowledge only an experienced coatings partner can bring and they will require one that can deliver with agility and a nimble mindset.
Each OEM, though at different stages of the journey, needs a partner for today and tomorrow who understands not only the coatings process but also the mobility landscape, and who is positioned to support them in adapting to that highly-dynamic environment. Axalta Mobility Coatings delivers all that, and more.
Q. What are the main trends influencing automotive coatings manufacturers at the moment?A. It is an exceptionally challenging time; multiple megatrends are happening simultaneously – sustainability, autonomous vehicles, customisation
and personalisation, shared mobility and Industry 4.0. Now more than ever, OEMs must have a coatings partner who can see where the future is going, is able to anticipate the OEM’s operational developments and is ready with customisable solutions.
Thanks to Axalta Mobility Coating’s deep understanding of the circular economy challenges OEMs are facing, and the associated interconnectedness of each of those, our customers can rely on us to bring innovative solutions that go beyond colour and protection to meet the unique functionality and requirements of future mobility.
Q. What are the main challenges for automotive coatings manufacturers and their customers posed by the growing demand for e-mobility? A. Without question, sustainability is driving the future of mobility. Consumer adoption of EVs is increasing; by 2022 there will be an estimated 500 EV models1 and by 2025, there will be approximately 10M BEV (battery electric vehicles)2. And this comes against the backdrop of increasingly stringent governmental and local regulations on tailpipe emissions and planned bans on internal combustion engines (ICEs) – in areas such as California, the UK, China and Germany.
OEMs must consider how to coat new components – the housing in which the large batteries are placed, for example – to avoid corrosion, as well as lowering the temperature during the curing process. One way that Axalta Mobility Coatings is supporting OEMs with EVs is with a new patented broad-bake electrocoat, which enables e-coating of the EV body-in-white, including the battery carriage, without slowing the line speed or additional costly capital expenditures.
Q. Do these challenges differ from those posed by, for example, trends such as shared transportation or autonomous driving? A. Shared mobility is rapidly evolving into Mobility as a Service (MaaS) with a shift from private vehicles to fleet owners. Forecasts estimate that ~16% of all miles on the road are expected to be via shared mobility by 20403, with urban areas seeing the greatest increases. Looking to the future, we will see FAVES (fleets of autonomous vehicles that are electric and shared) that complement mass transit.
The challenges for OEMs include the fact that shared mobility vehicles will simply be used more frequently and therefore, require more frequent cleaning inside and out. This puts more wear and tear on coatings, so durability is vital. Car-sharing fleets also demand a variety of colours and customisation. With Axalta Mobility
Following the launch of Axalta Mobility Coatings, Hadi Awada, Senior Vice President, Global Mobility Coatings, spoke to APCJ about the challenges and trends encountered in the automotive industry today and how Axalta is planning for the future
Axalta launches Mobility Coatings
“Without question, sustainability
is driving the future of mobility.
”

AUTOMOTIVE COATINGS
20 APCJ • August 2021www.coatings-group.com
Coatings’ Color On Demand, OEMs can maximise personalisation, enabling fleet and brand colours for shared mobility fleets. And we can also supply specialised coatings for interiors that are ideal for high-traffic, shared mobility fleets.
Autonomous vehicles (AVs) are another growing segment. It is estimated that by 2025, 60% of top OEMs will have AVs4, and US$29.9bn is being spent on AV sensors and advanced driver-assistance systems (ADAS) components5. The challenge remains for the vehicle to see and be seen to ensure driver safety while still maintaining exterior aesthetics. And while there is ongoing debate around the timing for Level 5 autonomy – that is, autonomy under any condition – the need for the sensors to provide safety and the coatings to accommodate those sensors exists now.
Axalta’s Edison award-winning ALGRS (Axalta LiDAR Gonio-Reflectometer System) patented technology enables our chemists and designers to create LiDAR-compatible coatings without compromising colour or appearance. This optical system measures the LiDAR reflectivity of vehicle coatings for ADAS or AVs. Similarly, our deep understanding of radar physics ensures radar systems can be hidden behind painted plastic parts without compromising vehicle safety.
ADAS, like emergency braking and collision avoidance, depends heavily on sensors including LiDAR and radar to improve vehicle safety and advance AVs.
Q. In terms of sustainability, what are the current main areas of focus for Axalta as an automotive coatings manufacturer? How is Axalta tackling these? A. For more than 150 years, Axalta has been at the forefront of technology in the coatings industry. Sustainability at Axalta touches every aspect of our business and we take a deliberate approach to improving the sustainability of our business and to meeting the expectations of our stakeholders. We look at our sustainability efforts through an environmental, social and governance (ESG) lens: from reducing the environmental impact of our operations and helping our customers to reduce energy and emissions in their operations by using our products, to maintaining safe operations and providing career opportunities for our employees and supporting our local communities, to acting with integrity and in compliance with all laws and regulations everywhere we work.
Our manufacturing sites around the world are making progress toward our
goals of reducing energy use, emissions, water use and waste from production. Our sustainability commitment also extends into our supply chain, where we continue to work with our suppliers to advance responsible sourcing practices and uphold human rights. Axalta’s sustainability strategy is to develop, to manufacture and to sell high performance coatings in a responsible manner.
Q. Currently, what would you estimate the percentage split is between powder and liquid coatings used in the automotive coatings industry – and do you think this will change in the next 10 years? A. Although powder coatings used in protecting and beautifying applications has decreased in recent years, it is being strongly considered for novel applications including those used in electric vehicle batteries and motors. However, it is difficult to predict whether the market will converge on powder technologies for these applications versus conventional application techniques.
Q. When you imagine cars of the future – say, 2050 – what are your predictions for models of ownership, colour palettes, sustainable credentials and functionality? Do you ever see a future where driving is totally autonomous? The single greatest factor impacting colour palettes and ownership models as we look toward 2050 is the advancement in autonomous vehicles – more specifically, when we’ll see Level 5 fully autonomous vehicles. Several sources are predicting some Level 5 vehicles by 2030, but this is a topic open for debate. As Level 4 and Level 5 vehicles become more common, this opens the door to different forms of ownership and the concept for mobility for all. Younger people and older people may no longer need a driver’s licence to gain mobility.
One possible outcome is broad classes of mobility, such as ride sharing platforms and personal ownership. With the advancement of ride sharing, there may be less importance placed on aesthetics and more placed on coating durability. Conversely, for those choosing to own their own vehicles, customisation – either through colour or design – is likely, thanks in part to the expected advancement of novel painting processes like digital printing.
Sustainability will continue to be a key driver, as well. Axalta anticipates the needs from this trend to increase. Technologies that help reduce Scope 1, 2 and 3 greenhouse gas emissions will continue
to gain importance and paint technologies that support electric vehicles certainly fall into this category.
Q. What effect did the COVID-19 pandemic have on the automotive industry and when do you think it will recover?A. Despite some supply chain challenges during the pandemic for the automotive industry, there is optimism for light vehicles and commercial vehicles industries. The generally accepted trends are anticipating a solid rebound, with the sectors increasing for the next four years.
Q. What do you think will be the main trends in the next 10 years, which will influence how vehicles are produced and coated?A. The same trends – sustainability, EVs, AVs, shared mobility and Industry 4.0 – will continue to be significant drivers. Over the next decade, we’ll see the advancement and adoption of EVs on a global scale that will bring them on par with ICEs. Paris has committed to banning non-electric vehicles by 2030, with a number of cities, states and countries committing to similar bans by 2035. So, in order to achieve that, coatings for electric motors and batteries will become incredibly important as OEMs rollout new vehicles. Industry 4.0 will continue to be a significant trend and as OEMs transform their paint shops, we’ll see new application technology for advanced coatings like digital paint, two tone and other types of customisation. And finally, all of the mobility trends we’re seeing will continue to advance towards autonomous driving and the associated advanced coatings functionality that will be required. n
Hadi Awada is Senior Vice President, Global Mobility Coatings at AxaltaWebsite: www.axalta.com
References1. Bloomberg NEF Electric Vehicle Outlook
Report, 2020.2. HIS Automotive, July 2019.3. BNEF EVO Report, July 2020.4. McKinsey, The future of mobility is at our
doorstep, Compendium 2019/2020.5. IBT, Dawn Geske: A look at investment in self-
driving cars.

AUTOMOTIVE COATINGS
21 APCJ • August 2021www.coatings-group.com
Composites have fantastic properties that are very well understood and the applications in a range of industries
are advanced. However, covering the surface with the right chemistry is increasing their use exponentially, enabling applications that the early developers could have only dreamed about.
Heat management and surface coatings specialist Zircotec is best known in the automotive and motorsport industry, where it is widely regarded as having led the way in the best performing thermal barrier coatings on engine and exhaust components for more than 25 years. For proof of this, you need only to look at the long list of celebrated team names they have worked with across F1, NASCAR, World Rally and Le Mans.
The company’s latest product, ZircoFlex Shield outperforms competing products in not only thermal performance but weight and space saving, too. Plasma-sprayed using Zircotec’s top of the range robotic system, it delivers quality and thermal barrier efficiency to exhaust manifold coatings, engine coatings, turbo charger housing coatings and exhaust header coatings.
At half the thickness of the next best heatshield, ZircoFlex® Shield achieves a 35% improvement in heat shielding with as much as a 125°C reduction in surface temperature in exhausts. It secures the same performance of the next best solution in almost half the volume and the weight of the shield is reduced by up to 40%. It balances the requirements of thermal performance against weight and space, enabling engines to run more efficiently and the cars to travel significantly faster.
ZircoFlex Shield is a development born out of years of research and development, averaging £1M (approx US$1.4M) investment per year and culminating in a £2.5M (approx US$3.47M) investment into much larger premises and new equipment in 2019.
To cement the launch of ZircoFlex Shield, Zircotec engaged in an extensive real-world
testing programme working in partnership with a leading engine manufacturer. Carried out on the engine of a four-cylinder British Touring car (350+bhp, 2L turbo), different exhaust pipes were fitted with several of the industry leading insulation materials, looking at varying levels of insulation.
The research and development programme examined both detachable and integral heat shields at different engine speeds and loads and simulated typical under-hood temperature conditions. The key area of interest was at high rpm and full load, where heat flux is the highest. Exhaust gas temperatures (from 660-730°C) were measured entering and exiting the exhaust pipe, along with surface temperatures (from 116-695°C).
If you can retain more heat within the exhaust gases of a turbocharged engine; if you can shield the driver from heat while the engine idles in traffic jams; and if you can lower the temperature under the bonnet at a given engine speed – well then, you are seriously increasing race performance. And though development with the motorsport application in mind, this efficiency can of course, also be applied and beneficial to on-road cars and off-highway commercial vehicles, such as in AgriTech.
The stringent emissions targets and heat management requirements to which Zircotec’s technology can provide a solution, without adding excessive weight, are key characteristics highly sought after in not just the automotive and motor sports industry.
This is where the technology has the ability to be diversified into a much wider array of surface engineering applications, spanning industries such as the electric vehicle sector, aerospace, oil and gas, marine and power generation. So, whilst Zircotec has a strong foothold in providing thermal barrier coatings to the automotive and motorsports sector, its expertise has for many years now been focused on developing an extension of its applications and benefits to other industries that deal particularly with composite materials.
Graeme Barette, Zircotec, discusses how clever chemistry and coatings achieve heat and radio frequency inteference shielding, dielectric insulation and flame protection for the automotive industry and beyond
Clever chemistry to improve composite performance

AUTOMOTIVE COATINGS
22 APCJ • August 2021www.coatings-group.com
It’s well known that composites are used for the benefits of light weighting and enabling high strength design that functions well in most industry applications. However, in almost all scenarios they require additional properties, such as extreme temperature resilience, flame proofing, dielectric capabilities, RFI shielding and anti-corrosion, which cannot be achieved without surface engineering and would otherwise limit design options to accommodate these material inadequacies.
The use of composite insulation systems is one that is now widely adopted by manufacturers around the world as a lightweight solution to enhance composite (and some plastic) materials in production, which previously wouldn’t have been possible. Surface coatings add a functional layer to a material without changing the structure of the component to improve performance.
Plasma applied ceramic surface coatings are extremely well adhered as they are mechanically bonded to the composite, making the coatings particularly robust. This provides additional benefits, which includes high resistance to vibration and mechanical damage and tolerance to significant flexing of the substrate. Coatings can be delivered in a number of guises that include flexible heat shielding material, carbon composite coatings, anti-wear coatings and aesthetic coatings finished in either ceramic or metal.
n WEAR RESISTANT COATINGS FOR CARBON COMPOSITES
Coatings provide physical protection to vulnerable surfaces and components to prolong their shelf life. Zircotec’s specialist plasma-sprayed ceramic products usually contain a combination of ceramic and metal to coat carbon composites (and some plastics). These can be multi-layered in order to offer a variety of solutions, such as helping to prevent wear and abrasion from, say, stone chips, provide heat and fire resistance and enabling increased longevity of parts particularly in demanding, high wear environments or applications, as well as acting as a Faraday cage. Examples include:
• Coated composite tips for defence rockets where rain droplets act to sandblast the rocket tip, so a coating can prevent premature wear and water ingress to ensure the rocket meets its destination. The time period that the coating needs to last is seconds.
• Drones or UAVs with carbon fibre cowlings on exhausts and fan blades coated to reduce heat and electromagnetic visibility.
• Coated composite tooling moulds to improve wear and finish and reduce the imprint on the part.
n CERAMIC AND DIELECTRIC BATTERY COATINGS
Composite electric and hybrid vehicle batteries are now increasingly common for their lightweight properties, however, they require a ceramic surface coating to isolate the battery from electromagnetic fields and achieve EMI or RFI (radio frequency interference) shielding. Historically, a composites inability to achieve this prevented the material from being used for this purpose. However, now manufacturers no longer need to use traditional heavy metal battery casings to act as a Faraday cage to absorb interference from the battery, with modern power management and electronic systems used in electric and hybrid vehicles.
Using plasma technology to deposit ceramic and metallic blended material in the form of a coating, or a mixture of coating layers on to the composite battery casing, Zircotec can provide RFI shielding with a weight saving of up to 4kg/m²
compared to aluminium. This provides a multitude of benefits, including dielectric and insulative properties to promote heat transfer and prevent electrical discharge used on batteries in general automotive and aerospace industries, too. These coatings are ideal for battery cooling plates and can also be used on inner components of battery assemblies.
Thermal protection is particularly important in electric vehicles, where batteries are very dependent on their environment. It is well documented that both high and low temperatures can reduce the battery life expectancy and journey distance before re-charging is needed. It is reported that anything outside the range of −20 °C ~ 60 °C will lead to deterioration and safety risks, such as fire or explosion. Therefore, this extended life enabled by the thermal coating keeps more of the heat within the car and thus, has obvious environmental and safety benefits, as well as driver comfort.
Moreover, Zircotec’s coatings have performed well in the standard test requirements around batteries and coatings to ensure they meet the UL94VO flame proofing standard to slow a thermal event. They can be incorporated into design to meet the IP67 waterproofing test to ensure there is no chance of water ingress.
The company’s expert plasma coating application method also ensures consistent and high-quality coverage that can meet customer cost requirements and reduce carbon footprint, as well as quick turnaround times, in days from placing the order if urgently needed.
There is a huge variety of metallics that can be blended with ceramics and used for coatings, depending on the characteristics or robustness required by the environment. Some of the most common industrial metals, such as copper, aluminium and titanium are deployed but also exotics, such as stabilised zirconia and molybdenum, which is best for a lubricious coating as it provides superb anti-wear for piston skirts, rods and wings. Coatings can be developed to achieve several properties. Some examples include:
• High matrix coatings for resilience in explosive environments.
• Flexible coatings to withstand strong lateral forces, including the Mandrel bend test that assesses the flexibility and adhesion of the coating at a submicron level.
• High pressure coatings for use on automotive carbon composite pistons.
Whilst there is no IP on the choice of metal or type of blend you choose, it is the technology with which it is used to coat the substrate that sets Zircotec’s patented
Turbo with detachable ZircoFlex® SHIELD
Carbon composite with yellow gold Zircotec ceramic coating
AUTOMOTIVE COATINGS
23 APCJ • August 2021www.coatings-group.com
plasma applied coatings technology apart for many of its customers, over other options in the market. Zircotec’s leading technical excellence and knowledge is a result of working with leading academic institutes to deliver world leading solutions.
When comparing Zircotec battery coatings to alternative battery coating options, we can evaluate this in several different ways. Using aluminium foil coating as an example to compare the performance against Zircotec’s alumina plasma applied coating, there are a number of clear differences that manufacturers may consider.
Firstly, several oil cooled battery boxes can be coated with aluminium foil (and adhesive) for example, but if the oil seeps in it loses its RFI shielding.
Secondly, there are benefits in terms of weight and thickness. Zircotec can apply its alumina coating directly on to carbon substrate in powder form to the same performance as aluminium foil coating but without the need to embed the composite or use an adhesive. Zircotec’s specialist powder particles are engineered to tight tolerances, so small that a coating can be as little as 20µm thickness whilst an
aluminium foil layer will come in at 25µm thickness plus adhesive and in addition will need machining to apply the aluminium.
Thirdly, when comparing the effective dielectric properties between a typical Zircotec alumina coating against an aluminium foil coating, we look at KV/mm, which alludes to the amount of electrical charge between two points and therefore, gives an indication of the efficiency of the battery and how well the insulator is performing. Studies have shown that a Zircotec alumina coated battery can achieve 17kV per 1mm, whilst an aluminium foil coated battery will achieve just 1 to 2kV per mm. Zircotec can also exceed this with additional layers and thickness of coating.
Lastly, within a battery box there are a lot of bonded parts in and out, which need a full conductive path. To achieve this with foil, you need an edge for the full conductive path but once broken, performance will be low due to a failed conductive path. This presents a health and safety risk. However, coating application is designed to ensure coverage and bonding in these areas where failure can occur. Automating this application also ensures repeatability.
Composites are widely used across the whole advanced engineering landscape, from planes, trains and automobiles to marine, power generation and oil and gas. The right coating not only enables materials to become more versatile but empowers designers to be less restricted by challenges of working with materials that have certain limitations, particularly where composites have struggled, such as function in high temperature environments or where RFI is needed. These design considerations can effectively be negated with the use of surface engineering and so it increases applications exponentially. So now we have coatings that will deliver these properties and more; the only thing limiting their use is our imagination and that’s our challenge to the whole advanced engineering industry. n
Author: Graeme Barette, Sales & Marketing Director, Zircotec, UKEmail: [email protected] Website: www.zircotec.com

WOOD COATINGS
24 APCJ • August 2021www.coatings-group.com
Wood coatings was one of the segments that first proposed the conversion to water-based and
sees huge resources invested in research and development. In recent years, coating manufacturers have worked with furniture manufacturers to develop process schemes with “solvent-based primer + water-based topcoat” and “UV primer + water-based topcoat.” It has promoted the replacement of solvent-based with water-based. However, the market share of water-based wood coatings is still less than 10% and the overall development is slow. Besides its inherent disadvantages, such as wood swelling or fibre raising subjected to water and slow drying, to address which coating process needs to be improved further, water-based wood coating still has room for improvement in aesthetic, physical performance and chemical resistance. In particular, there is a gap between the one-component acrylic water-based coating and the traditional two-component solvent-based PU, where breakthroughs are needed in the research and development of coating materials.
With the above ideas in mind, we visited customers and found that there are still challenges to wood finishes in terms of stain resistance in pigmented coating application to kitchen cabinets, dining tables and chairs, and children’s furniture, and the requirement for resistance specified in the Chinese national standard GB/T 23999-2009 stays in entry level. It is difficult to clean pigmented coating surfaces thoroughly, especially matte white finishes, once contaminated repeatedly by coffee, red wine, juice, condiments or other common stains. Therefore, high-efficiency stain resistance is a research topic for in-depth discussion.
n 2. EXPERIMENTS
2.1. Raw materials for experiments
2.1.1 Raw materials in the formula for coatingJoncryl® 9503ap, Joncryl® HPD 296, FoamStar® SI 2280, Rheovis® PU 1250, Dispex® X4231, Attagel® 50: BASF Applied Chemical Co, Ltd; Benchmark emulsions, Benchmark dispersants: products of other companies; ethylene glycol monobutylether, diethylene glycol monobutyl ether, ammonia, ethanol: Sinopharm Chemical Reagent Co, Ltd; Kronos® 2190, Kronos® 2300: Kronos; Ti-Pure® R-706: Ti-Pure® R-960; Chemours; Lomon® R- 996: Lomon Billions Group Co, Ltd; LUBA-print® 154/S: MÜNZING. All raw materials are industrial grade.
2.1.2 Stain-resistance test materialsLipton green tea in bags, Nescafe – instant coffee, French’s yellow mustard, McCormick ketchup, Zhenjiang aromatic vinegar (acidity 9) and red wine (Jacob’s Creek) are all food grade. Disney red, green and purple watercolour pens (in accordance with GB 21027); Hero black ink (in accordance with GB/T 2860-2007); TOYQI blue marker (in accordance with GB/T 2859-2007).
2.2. Test equipmentPortable glossmeter, pendulum hardness tester, wire rod-100μm: BYK-Gardner; pencil hardness tester: Shanghai Modern Environment Engineering Technology Co, Ltd.
2.3. Preparation of water-based coatingThe water-based white coating is prepared as follows: weigh the components of the
white slurry and put them into the container according to the formula in Table 7. Grind or disperse until the fineness reaches 20~30μm, add other raw materials in sequence according to the formula while stirring and finally disperse at a proper rotation speed according to the actual situation for 20 to 30min. Leave it to stand overnight for film preparation.
2.4. Preparation of dry filmCoating film: refer to GB/T 9271-1988 to prepare coating film test panels and apply the coating to a black and white paperboard and a glass plate with a wire rod (100μm); the thickness of the coating film dried is 25-30μm. After curing at room temperature for seven days, they are used for the testing of the gloss and hardness of the coating film, respectively. The film for the stain resistance test is prepared in the same way. Apply two strips on the veneer board coated with primer, which are to be cured and used.
2.5. Performance testAs shown in Table 1, identify the medium used for testing the stain resistance of the film (including water resistance, chemical resistance, daily stain resistance, graffiti resistance, etc) in accordance with the standard of the Kitchen Cabinet Manufacturer Association ANSI/KCMA A161.1-2012, IKEA’s standard ISO-MAT-0066-11-2017, and Chinese national standards GB/T 23999-2009 and GB/T 33394-2016, and evaluate the stain resistance and anti-graffiti grades according to GB/T 4893.1-2005 and Appendix B.5 to GB/T 33394-2016 (as shown in Table 2 and Table 3).
Measure the gloss of the film according to GB/T 9754-2007; measure the pencil
Jin Yaping, Chen Weilin & Cheng Futao, BASF Applied Chemical Co, detail the experiments carried out to find a water-based wood coating that resists stains
Formulation development of stain-resistant water-based wood coatings

WOOD COATINGS
25 APCJ • August 2021www.coatings-group.com
hardness of the film according to GB/T 6379-2006.
n 3. FORMULATION DESIGN AND DISCUSSION OF EXPERIMENT RESULTS
Before discussing the formulation design for stain resistance, an introduction can be made to stains first. We will briefly illustrate with coffee and yellow mustard, two common stubborn stains, as examples.
Coffee is made from green coffee beans, with about 35%-45% of polysaccharides. After roasting, most of the sugar will be converted into caramel, which makes the coffee brown. Caramel is a natural colouring agent and tends to remain on the film surface. It is stable to light and heat, so it is difficult to wipe off coffee stains, especially after a long time. Mustard is a spice and powerful colouring agent, comes from ground yellow mustard seeds and has a bright yellow colour. It contains curcumin,
which has a high tinting strength, a bright colour and stable properties but it tends to be oxidised and decomposed under light and heat, so as to fail to develop colour. Its loss rate of pigment is about 33% under direct sunlight for five hours. Therefore, yellow mustard has a high tinting strength and leaves obvious stains in the initial stage, although the colour will fade to a certain extent1 after the test.
The formulation design for the wood finishes is very critical to wipe off these
Test items Coated/covered substrates of wood, wood-based, plastic, glass materials and flat horizontal coated metal substrates
Kitchen and bathroom cabinet - Performance standards
Water-based wood coating for interior decoration
Water-based wood coating for children’s decorative rooms
The experiment adopts the test methods
IKEA ISO-MAT-0066-11-2017 KCMA A161.1-2012
GB/T 23999-2009
GB/T 33394-2016
P1 R0 R1 R2
Water resistance 24hr 24hr 24hr 24hr 24hr 24hr 24hr 24hr
Ethanol resistant (48%) 6hr 6hr 1hr 1hr 24hr1 1hr 1hr 1hr/6hr/24hr
Sta
in r
esis
tanc
e
Ketchup / / / / 24hr / / 24hr
Yellow mustard / / / / 1hr / / 1hr/6hr
Coffee (4%) 6hr 6hr 1hr 1hr 24hr2 / / 1hr/6hr/24hr
Red wine3 / / / / / / / 1hr/6hr
Green tea / / / / / 1hr 1hr 1hr/6hr
Sweat stains / / / / / / 2hr 2hr
Saliva / / / / / / 2hr 2hr
Ant
i-gra
ffiti
perf
orm
ance
Red watercolour pen
/ / / / / / 24hr 24hr
Green watercolour pen
/ / / / / / 24hr 24hr
Purple watercolor pen
/ / / / / / 24hr 24hr
Black ink / / / / / / 24hr 24hr
Blue marker / / / / / / 24hr 24hr
Notes: 1. The standard of Kitchen Cabinet Manufacturer Association ANSI/KCMA A161.1-2012 requires the ethanol concentration to be 100%. The ethanol solution with a mass concentration of 48% is used exclusively in this experiment.2. The standard of Kitchen Cabinet Manufacturer Association ANSI/KCMA A161.1-2012 requires the coffee concentration to be about 1%. The coffee solution with a mass concentration of 4% is used exclusively in this experiment.3. Although red wine stains are not included in the above test standard, they are common and sticky in daily life.
Table 1. Reference standards and experimental test schemes for chemical resistance and stain resistance of water-based wood coatings
Grade Description of stain resistance grade
1 No visible changes (no damage).
2 Only when the light is cast on the test surface or close to the mark and reflected in the eyes of the observer, there will be slight visible discolouration, gloss or discontinuous marks.
3 Light marks, visible in several observation directions, such as a nearly complete circle or circle mark.
4 Severe marks, yet with the surface structure not changed significantly.
5 Severe marks, with the surface structure changed, or the surface material is torn apart in whole or in part, or the paper stuck onto the test surface.
Grade Description of graffiti removal grade
1 It can be removed with water.
2 It can be removed with 1% (mass fraction) washing powder solution.
3 It can be removed with 75% (mass fraction) ethanol water.
4 None of the above three materials can clean the stain, or gloss lost, colour changed significantly, or any other damages from the coating after cleaning.
Table 2. Determination of stain resistance grades in GB 4893.1-2005Table 3. Determination of anti-graffiti grades
in GB/T 33394-2016

WOOD COATINGS
26 APCJ • August 2021www.coatings-group.com
stubborn stains efficiently. The film performance mainly depends on the emulsion itself as the main binder, so the emulsion screening is very important. On that basis, proper types of pigments and additives should be selected according to the actual application scenario, so as to deal with the disadvantages of the emulsion and develop a basic formulation. Then with the optimisation of details, a mature, stable and easy-to-operate formulation can be obtained.
3.1 Emulsion screeningIn order to find out about the generation of stains more clearly, we simulated the penetration of water-based stains with a fluorescent solution and observed the penetration through the longitudinal section of the coating with an electron microscope (as shown in Figure 1). The black part in the figure is the air, the grey area the coating layer and the white spot the fluorescent solution, which brightens up under the microscope for observation.
We found that the competitor emulsion known to be highly resistant to stains only forms a loose film from a microscopic view, and stains can easily penetrate through the surface into the fine pores of the film and show the whitish honeycomb structure on
the microscopic scale (on the left in Figure 1). Stains are trapped in the coating after drying, so obvious marks or even complete marks are left on the macroscopic scale. Joncryl® 9503 ap is a stain-resistant acrylic emulsion developed by BASF’s dispersions and resins operation division in Asia Pacific. Its coating film colours are basically consistent (on the right in Figure 1) and even when illuminated by a halogen lamp, no red continuous images are found. It can be seen that the coating interior is dense, and it is very difficult for stains to penetrate into the deep layer of the film, while only a small amount of stains stay on the film surface. So, it is highly applicable to the water-based wood coating that requires high stain resistance.
The solid content of Joncryl® 9503 ap is about 39%~40%, and the minimum film forming temperature is about 35°C. Given the high density of the film, it can effectively reduce the tintability from stains and swelling from solvents to the coating surface and help to improve the stain resistance of the coating, so as to keep the furniture looking new for a long time. Besides the commonly seen green tea, coffee and red wine, it is also highly resistant to yellow mustard. If the formulation is optimised properly, the resistance to yellow mustard can last up to six hours.
3.2 Dispersant screeningThe dispersant adsorbs on the pigment surface to produce a charge effect or steric hindrance effect, so that the pigment is in a stable state. The wetting agent can reduce the tension between the liquid and solid, enhance the lyophilic performance of the pigment and improve the efficiency of mechanical grinding. Commercially available wetting and dispersing agents are similar in structure to surfactants and also similar in effect to dispersing agents. It is often difficult to distinguish between the two, especially for the polymer dispersing agent that has both wetting and dispersing effects2.
For the dispersion of titanium dioxide, the experiment uses Joncryl® HPD 296-E water-based styrene-acrylic emulsion in comparison with the polymer-based dispersant, so as to investigate its impact on stain resistance (Table 4). The emulsion can be regarded as an aqueous grinding resin and has excellent wetting and dispersing effects on pigments. Without using the wetting and dispersing agents, it can serve as a proper vehicle for the mill base and is stable during storage. The competing dispersant is composed of polymers with block copolymerisation. It is excellent in stabilising pigments. The
Figure 1. Comparison of coating microstructures between competitor emulsion and Joncryl® 9503 ap
Table 4. Technical data of dispersing additives
Table 5. Comparison of the test results of resistance of dispersing additives
Table 6. Influence of titanium dioxide on stain resistance test results
Dispersant Competitor dispersant Joncryl® HPD 296-E
Type Block copolymer Styrene-acrylic emulsion
Solid content 40% 37%
Dosage (on pigment solid) 4.0% 2.0%
Note: The amount of Joncryl® HPD 296 and competing dispersant added is as recommended
Test items Competitor dispersant
Joncryl® HPD 296-E
Water 24hr 2 2
Ethanol (48%) 1hr 1 1
6hr 2 2
Coffee (4%) 1hr 1 1
6hr 3 2
Yellow mustard
1hr 2 1
6hr 3 3
Test items Kronos® 2190 Al2O3-ZrO2 modification
Kronos® 2300Al2O3 modification
Ti-Pure® R-706 Al2O3-SiO2 modification
Ti-Pure® R-960 Al2O3-SiO2 modification
LOMON® R-996 Al
2O3-ZrO2 modification
Water 24hr 2 2 4 4 2
Ethanol (48%) 1hr 2 2 2 2 2
24hr 4 3 4 4 5
Coffee (4%) 1hr 1 1 1 1 1
24hr 2 2 2 5 2
Yellow mustard
24hr 2 2 2 2 2
6hr 3 2 3 3 3
Note: The above tests of titanium dioxide for comparison are based on the pigmented formulation with Joncryl® 9503 ap as the main binder and the titanium dioxide accounts for 19% in weight
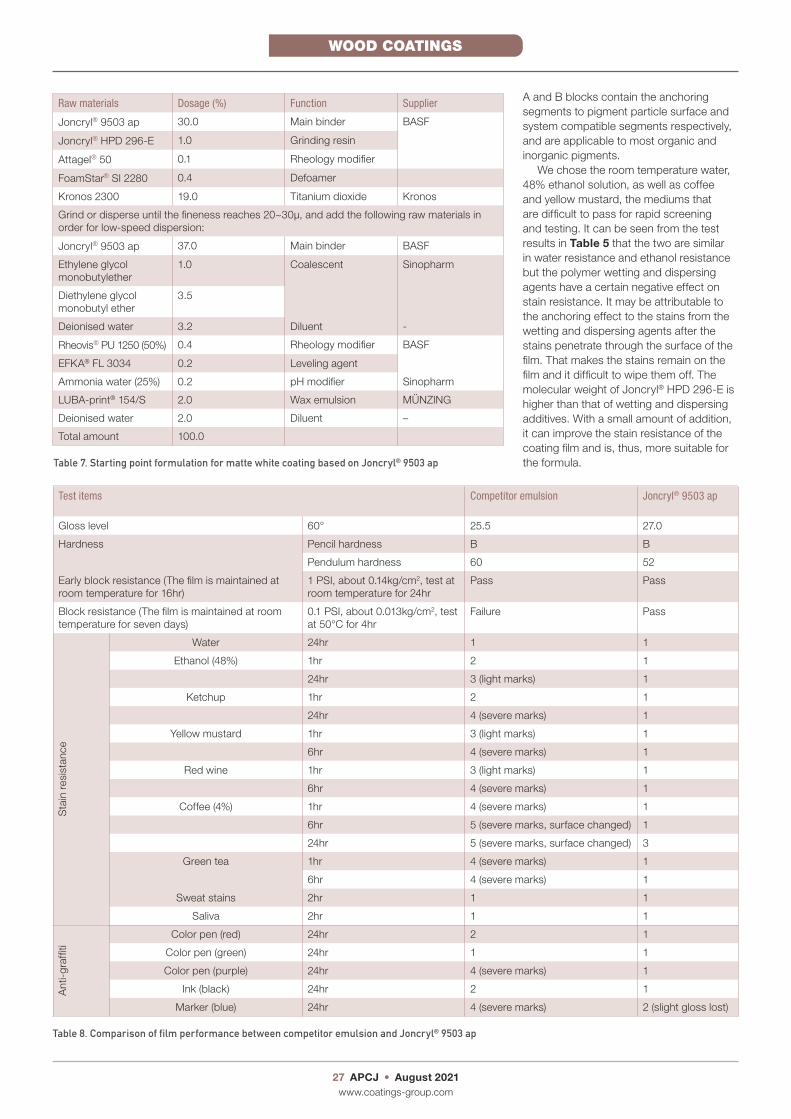
WOOD COATINGS
27 APCJ • August 2021www.coatings-group.com
A and B blocks contain the anchoring segments to pigment particle surface and system compatible segments respectively, and are applicable to most organic and inorganic pigments.
We chose the room temperature water, 48% ethanol solution, as well as coffee and yellow mustard, the mediums that are difficult to pass for rapid screening and testing. It can be seen from the test results in Table 5 that the two are similar in water resistance and ethanol resistance but the polymer wetting and dispersing agents have a certain negative effect on stain resistance. It may be attributable to the anchoring effect to the stains from the wetting and dispersing agents after the stains penetrate through the surface of the film. That makes the stains remain on the film and it difficult to wipe them off. The molecular weight of Joncryl® HPD 296-E is higher than that of wetting and dispersing additives. With a small amount of addition, it can improve the stain resistance of the coating film and is, thus, more suitable for the formula.
Raw materials Dosage (%) Function Supplier
Joncryl® 9503 ap 30.0 Main binder BASF
Joncryl® HPD 296-E 1.0 Grinding resin
Attagel® 50 0.1 Rheology modifier
FoamStar® SI 2280 0.4 Defoamer
Kronos 2300 19.0 Titanium dioxide Kronos
Grind or disperse until the fineness reaches 20~30μ, and add the following raw materials in order for low-speed dispersion:
Joncryl® 9503 ap 37.0 Main binder BASF
Ethylene glycol monobutylether
1.0 Coalescent Sinopharm
Diethylene glycol monobutyl ether
3.5
Deionised water 3.2 Diluent -
Rheovis® PU 1250 (50%) 0.4 Rheology modifier BASF
EFKA® FL 3034 0.2 Leveling agent
Ammonia water (25%) 0.2 pH modifier Sinopharm
LUBA-print® 154/S 2.0 Wax emulsion MÜNZING
Deionised water 2.0 Diluent –
Total amount 100.0
Table 7. Starting point formulation for matte white coating based on Joncryl® 9503 ap
Table 8. Comparison of film performance between competitor emulsion and Joncryl® 9503 ap
Test items Competitor emulsion Joncryl® 9503 ap
Gloss level 60° 25.5 27.0
Hardness Pencil hardness B B
Pendulum hardness 60 52
Early block resistance (The film is maintained at room temperature for 16hr)
1 PSI, about 0.14kg/cm2, test at room temperature for 24hr
Pass Pass
Block resistance (The film is maintained at room temperature for seven days)
0.1 PSI, about 0.013kg/cm2, test at 50°C for 4hr
Failure Pass
Sta
in r
esis
tanc
e
Water 24hr 1 1
Ethanol (48%) 1hr 2 1
24hr 3 (light marks) 1
Ketchup 1hr 2 1
24hr 4 (severe marks) 1
Yellow mustard 1hr 3 (light marks) 1
6hr 4 (severe marks) 1
Red wine 1hr 3 (light marks) 1
6hr 4 (severe marks) 1
Coffee (4%) 1hr 4 (severe marks) 1
6hr 5 (severe marks, surface changed) 1
24hr 5 (severe marks, surface changed) 3
Green tea 1hr 4 (severe marks) 1
6hr 4 (severe marks) 1
Sweat stains 2hr 1 1
Saliva 2hr 1 1
Ant
i-gra
ffiti
Color pen (red) 24hr 2 1
Color pen (green) 24hr 1 1
Color pen (purple) 24hr 4 (severe marks) 1
Ink (black) 24hr 2 1
Marker (blue) 24hr 4 (severe marks) 2 (slight gloss lost)

28 APCJ • August 2021www.coatings-group.com
WOOD COATINGS
3.3 Pigments and fillers screeningTitanium dioxide is a white pigment with excellent performance, high refractivity, ideal particle size distribution, high shielding and tinting strengths. In the post treatment process of titanium dioxide production, the inorganic coating is often carried out for modification and to form a barrier between the particle surface and the exterior medium, which can reduce its photocatalytic activity and enhance its performance, such as weather resistance, dispersibility and chalking resistance3.
We selected commercially available products with different surface modifications and compared the test results (as shown in Table 6). Titanium dioxide modified with SiO2 sees varying degrees of loss in water resistance, long-term alcohol resistance and stain resistance, while that modified with Al2O3 alone shows the best performance, followed by that modified with Al2O3-ZrO2. Therefore, to obtain the best stain resistance, the selection of titanium dioxide is also important.
Engineers familiar with formulation should know that the greatest challenge lies in a white matte finish for stain resistance test, so the selection of matting agents cannot be ignored. The commonly used SiO2 matting agent can effectively reduce the gloss of the coating but it is easy for the stains to penetrate irreversibly due to its multi pore structure acting on the film surface, so the wax powder or wax emulsion with a proper particle size is recommended as an alternative, so as to reduce gloss and improve scratch resistance at the same time.
Other additives can also affect the stain resistance performance, besides the key
raw materials mentioned above. Relatively hydrophobic additives or additional use of crosslinkers are beneficial to improve the ultimate effect of stain resistance. FoamStar® SI 2280 is a modified siloxane defoamer with excellent compatibility in the whole system.
It can be added at any stage of production and is safe to use and easy to operate. Rheovis® PU 1250, a modified hydrophobic PU type rheology modifier with middle shear rate, can effectively increase the viscosity for whole formulation. EFKA® FL 3034 is a modified polysiloxane with balance of substrate wetting and surface levelling. Attagel® 50 is an attapulgite with excellent anti-settling properties. We listed the starting point formula for the matte white coating based on Joncryl® 9503 ap (Table 7), and the corresponding performance comparison (Table 8), and directly presented the result image of stain resistance (Figure 2).
It can be seen from the above test results that Joncryl® 9503 ap can form a high density film with much better stain resistance than traditional emulsions. Used along with grinding resin Joncryl® HPD 296-E and proper types of pigments and fillers, its overall stain resistance can be further optimised to a high efficiency and durability level, especially in the stain resistance for red wine, coffee, yellow mustard and markers. It is also found from the experiment that different matching primers will have an impact on the stain resistance of the finishes and the stain resistance is promising when using UV primer or monocoat based on Joncryl® 9503 ap (applied to both primer and topcoat).
n 4. CONCLUSION
With rapid economic development and the improvement of people’s environmental awareness, water-based wood coatings are well developed and mature, together with other types of eco-friendly coatings. After nearly 20 years of development, water-based wood coatings have started to touch the hardcore of technology innovation. Research topics on low toxicity and no odour reservation, high film clarity and wood warmth effect, scratch resistance, water resistance and stain resistance, etc, will be brought to the fore, so as to develop products with more distinctive features, narrow the gap between water-based and two-component solvent-based PU, and meet the demand from the furniture industry for cost reduction and efficiency improvement. Water-based wood coatings have a rosy prospect in the near future, which requires the joint efforts of us all. n
Authors: Jin Yaping, Chen Weilin, Cheng Futao, BASF Applied Chemical Co, LtdWebsite: www.basf.com
References1. Xiang Bin, Gao Jianrong. Natural Pigments: A
Handbook of Natural Products for Practical Use [M]. Beijing: Chemical Industry Press, 2004: 52-76.
2. Geng Xing. A Handbook of Modern Water-based Additives for Industrial Use [M]. Beijing: China Petrochemical Press, 2007(06): 50-51.
3. Dong Xiongbo, Yang Chongqing, Sun Zhiming, Zheng Shuilin. ‘Status and Development Trend of Inorganic Coating of Titanium Dioxide for modification’ [J]. Inorganic Chemicals Industry, 2017, 49(05): 5-8.
Figure 2. Result image of stain resistance between competitor emulsion and Joncryl® 9503 ap
For more information, scan the QR code:
Competitor emulsion Joncryl® 9503 ap
WOOD COATINGS
29 APCJ • August 2021www.coatings-group.com
Engineered wood products are becoming an essential material in the construction of both residential
and commercial buildings. Wood is a complex biopolymer1–5 that needs to be protected by an effective coating when exposed to solar radiation, water, varying temperatures and oxygen5. Making durable wood coatings is essential in extending the service life of coated products and reducing maintenance5. The performance of a coating in exterior applications depends on many factors, such as wood species and their physical properties, coating types and properties, application procedures and exposure conditions6. In addition to accentuating the aesthetics of a natural substrate, an exterior coating is designed to protect the wood from moisture, ultraviolet (UV) radiation and mildew discoloration7,8.
Among these factors, UV degradation and moisture effects are the most influential factors on the performance of coated wood6. Photo-oxidation occurs rapidly when exposed wood in the presence of oxygen interacts with ultraviolet and visible light9. Photo-oxidation primarily affects the lignin component of wood and induces surface property modification, such as discolouration, increased water sensitivity followed by hydrolysis, checking, and
cracking10,11. These processes detrimentally deteriorate the wood’s appearance and structural properties. Changes in the moisture content of wood result in the swelling and shrinking of the material, leading to stresses and the checking of the wood. If the water stays in the wood, it will create suitable conditions for the growth of decay fungi inside the wood6. The repeated freezing and thawing of liquid water in wood cells results in additional stresses; small cracks will develop and these later expand if the wood remains exposed to outdoor conditions12,13. Wind and wind-driven particles erode the exposed surface, contributing to uneven wear in the earlywood and latewood. Unlike weathering, decay fungi and insects can ultimately deteriorate the wood and cause severe structural damage. Wood should be coated in a protective finish to inhibit the effect of weathering in outdoor exposure14.
The application of surface coatings on wood is an excellent method of protecting and maintaining the appearance and performance of wooden structures7. Coatings can reduce the water uptake, UV-degradation and checking of wood, which prolongs the service life of wooden products6. Coatings generally consist of four main components: (1) resins or binders;
(2) pigments; (3) solvents; and (4) other additives. Different coating formulations may not have all these four main components6. High-performance coatings formulated for wood should be able to provide excellent water repellency but also have good water vapor permeability to allow moisture to escape from the surface of the wood15,16. The degree of UV protection that any coating provides primarily depends on the pigment density of the formulation17,18. Transparent coatings on exterior wood require frequent reapplication (every one-to-two years) to ensure continued protection6. This requirement makes wood a high-maintenance product when compared to other building materials. Increasing the lifespan of coatings would reduce the required maintenance and encourage the more extensive use of wood as a building material.
Coatings have very complex formulations and their interactions with a natural material like wood makes predictions of their service life and performance challenging19. Coating performance and lifecycle are dependent on factors such as grain characteristics, surface texture, heartwood/sapwood ratio, knots, extractives, moisture content and density20–22. One of the most critical factors in determining coating performance is the wetting characteristics of the coating and wood constituents. The durability of any coating is strongly dependent on the adhesion of the protective coating layer to the substrate23. The characterisation of the wetting behaviour of a coating is essential in defining coating adhesion strength. The magnitude of the contact angle of a coating droplet on a substrate is widely used as a measure of the wettability of a coating-surface combination6,24.
A lower contact angle indicates better wetting and subsequent greater bond strength between a coating and substrate. In general, to have excellent wetting, a coating should have a significantly lower surface tension compared to the surface energy of its substrate25. The contact angle of early and latewood should be considered, as the contact angle is typically much higher
Michael J Gibbons1, Saeid Nikafshar2, Tina Saravi1, Katie Ohno3, Sanjeev Chandra1 and Mojgan Nejad2,4, present their research into 23 commercially available wood exterior coatings
Analysis of a wide range of commercial exterior wood coatings
Abstract: This study was focused on measuring the properties of 23 commercially available coatings formulated for exterior wood applications. The coatings were characterised by measuring their surface tension, solid content, viscosity, pH and glass transition temperatures (Tg). Additionally, the wetting properties of coating droplets on wood substrates were measured. The contact angle of solvent-based and water-based coatings were characterised on untreated southern yellow pine wood samples using high-resolution image analysis and the Young-Laplace solution. An innovative image processing technique for determining the average diameter of coating droplets on wood was developed and an iterative method to calculate the average contact angle using the Young-Laplace solution was applied. The water-resistance of the coated wood samples was evaluated during one week of water immersion tests. In general, solvent-based coatings had significantly lower contact angles and water uptake than water-based coatings. Water-based paint samples had the largest average contact angle (81°), and solvent-based transparent penetrating stains had the smallest contact angle (13.9°). A strong correlation was observed between the coating water uptake and their surface tension and solid content.Keywords: droplet spreading; wood coating; Young-Laplace solution; wettability; water uptake.

WOOD COATINGS
30 APCJ • August 2021www.coatings-group.com
on latewood than earlywood26. A traditional method of characterising the contact angle of a solid-liquid interface is conducted using a side-view method, which is shown in Figure 1. In this configuration, an optical camera is placed parallel to the substrate being investigated27–30.
The contact angle, in this approach, is determined by drawing a line from the contact line (solid-liquid-gas interface) tangential to the liquid-gas interface. An example of this is illustrated by the red lines drawn in Figure 2a,b. The angle of these lines relative to the substrate is the contact angle. This method is not suitable for use with natural substrates, as it relies on the assumption of an axisymmetric droplet. This is not correct for a coating droplet on wood due to the substrate’s anisotropic non-smooth nature and it can be inaccurate for low contact angles.
Coating wetting through contact angle characterisation on wood24,31–33 and other surfaces34, 35 has been previously studied. Kazayawoko et al24 outlined a top-down approach to determine a coating droplet contact angle on wood, as shown in Figure 1b. In this approach, an optical camera is placed perpendicular to the substrate and the average diameter of the droplet is determined. By knowing the droplet volume, surface tension and density, it is possible to iteratively solve the Young-Laplace equation to converge on an average contact angle solution. Kazayawoko et al24
detected the droplet base diameter on wood
by manually placing 15-20 points on the perimeter of each droplet. This technique is time-consuming, requires human input, which has an associated error, and is unable to analyse highly irregular shapes. Given current technology and image processing techniques that are now widely available, it is possible to automate this process, thus making it possible to efficiently characterise an extensive range of coating-substrate combinations.
Meijer et al32 calculated the Lifshitz-van der Waals, acid-base and total surface free energies of various wood species from contact angle measurements. Three distinct methods of contact angle measurement were employed: capillary rise based on the Washburn equation, dynamic contact angle measurements according to the Wilhelmy-plate principle and sessile drop measurements along and across the grain of the wood. The impact of substrate chemical heterogeneity, surface roughness and the adsorption of the test solvent was discussed. Shi and Gardner31 explored adhesive wettability on wood. They developed a wetting model to describe the dynamic contact angle during the adhesive wetting process on southern pine and Douglas fir. Baptista et al33 investigated contact angle characterisation utilising three cameras that were positioned orthogonally on anisotropic substrates, such as wood. They assumed that the droplet shape could be approximated by a spherical or ellipsoidal cap and required no fluid properties. The
authors noted that their approach was not able to accurately characterise droplets with non-elliptical shapes.
Erbil et al34 used images captured from a dual camera orientation (top-down and side-view) to study the evaporation rate of water droplets on poly(methyl methacrylate). The ellipsoidal cap droplet profile was mathematically derived from the base radius, droplet height, and contact angle. McHale et al35 examined the impact of drop flattening and substrate surface heterogeneity on the cross-sectional and planar shapes of droplets on solid surfaces. They employed a dual-camera system to capture views from two orthogonal points of view.
This paper measured the properties of 13 water-based and 10 solvent-based coatings (some of which are shown in Figure 3) on southern yellow pine wood samples. An innovative image processing technique for coating droplets on wood is presented and discussed regarding the determination of the average droplet diameter and the iterative method of calculating the average contact angle using the top-down approach and the Young-Laplace solution. Additionally, the ability of each coating on reducing water uptake and their water permeability was measured when applied on small cross-laminated timber (CLT) wood samples. The coated wood samples were submerged into water and their moisture contents were measured at different intervals for up to one week of submersion in water and then one week of airdrying.
n 2. MATERIALS AND METHODS
2.1 Wood propertiesFlat-grained southern yellow pine wood samples were cut from 6 different boards measuring 2cm × 12cm × 30cm with 8-10 average annual rings. The wood samples were conditioned in the lab at about 65% R.H. and 21°C for three months before use. A small piece from the middle section of each board was cut to measure its moisture content. The remaining boards were maintained in sealed enclosures to ensure that their moisture contents would not change before being used for contact angle measurements. The wood samples were sanded with 120 grit sandpaper and wiped clean before measuring the contact angle of the coating. The moisture content of a subset of wood samples was analysed
Figure 1. Experimental set-up schematic: (a) Side-view approach and (b) top-down approach
Figure 2. Droplet schematic and parameters: (a) hydrophobic droplet and (b) hydrophilic droplet
Figure 3. Some of the commercial coatings used in this study
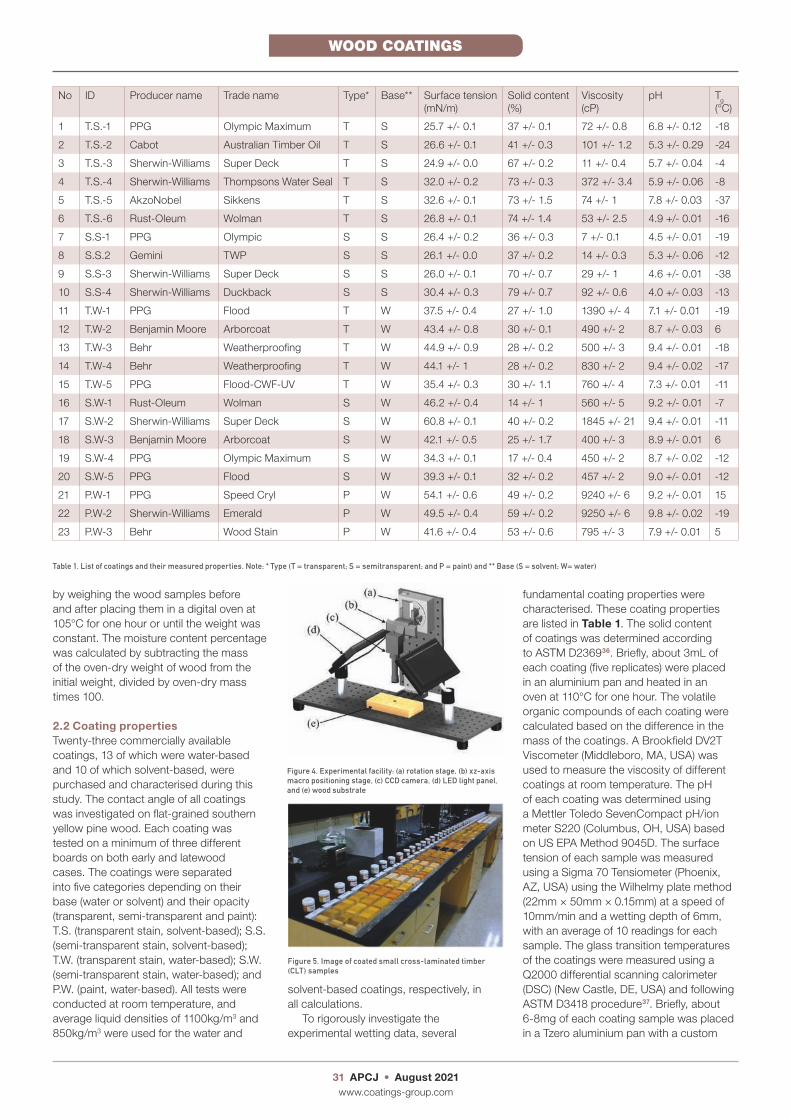
WOOD COATINGS
31 APCJ • August 2021www.coatings-group.com
by weighing the wood samples before and after placing them in a digital oven at 105°C for one hour or until the weight was constant. The moisture content percentage was calculated by subtracting the mass of the oven-dry weight of wood from the initial weight, divided by oven-dry mass times 100.
2.2 Coating propertiesTwenty-three commercially available coatings, 13 of which were water-based and 10 of which solvent-based, were purchased and characterised during this study. The contact angle of all coatings was investigated on flat-grained southern yellow pine wood. Each coating was tested on a minimum of three different boards on both early and latewood cases. The coatings were separated into five categories depending on their base (water or solvent) and their opacity (transparent, semi-transparent and paint): T.S. (transparent stain, solvent-based); S.S. (semi-transparent stain, solvent-based); T.W. (transparent stain, water-based); S.W. (semi-transparent stain, water-based); and P.W. (paint, water-based). All tests were conducted at room temperature, and average liquid densities of 1100kg/m3 and 850kg/m3 were used for the water and
solvent-based coatings, respectively, in all calculations.
To rigorously investigate the experimental wetting data, several
fundamental coating properties were characterised. These coating properties are listed in Table 1. The solid content of coatings was determined according to ASTM D236936. Briefly, about 3mL of each coating (five replicates) were placed in an aluminium pan and heated in an oven at 110°C for one hour. The volatile organic compounds of each coating were calculated based on the difference in the mass of the coatings. A Brookfield DV2T Viscometer (Middleboro, MA, USA) was used to measure the viscosity of different coatings at room temperature. The pH of each coating was determined using a Mettler Toledo SevenCompact pH/ion meter S220 (Columbus, OH, USA) based on US EPA Method 9045D. The surface tension of each sample was measured using a Sigma 70 Tensiometer (Phoenix, AZ, USA) using the Wilhelmy plate method (22mm × 50mm × 0.15mm) at a speed of 10mm/min and a wetting depth of 6mm, with an average of 10 readings for each sample. The glass transition temperatures of the coatings were measured using a Q2000 differential scanning calorimeter (DSC) (New Castle, DE, USA) and following ASTM D3418 procedure37. Briefly, about 6-8mg of each coating sample was placed in a Tzero aluminium pan with a custom
Table 1. List of coatings and their measured properties. Note: * Type (T = transparent; S = semitransparent; and P = paint) and ** Base (S = solvent; W= water)
No ID Producer name Trade name Type* Base** Surface tension (mN/m)
Solid content (%)
Viscosity (cP)
pH Tg (°C)
1 T.S.-1 PPG Olympic Maximum T S 25.7 +/- 0.1 37 +/- 0.1 72 +/- 0.8 6.8 +/- 0.12 -18
2 T.S.-2 Cabot Australian Timber Oil T S 26.6 +/- 0.1 41 +/- 0.3 101 +/- 1.2 5.3 +/- 0.29 -24
3 T.S.-3 Sherwin-Williams Super Deck T S 24.9 +/- 0.0 67 +/- 0.2 11 +/- 0.4 5.7 +/- 0.04 -4
4 T.S.-4 Sherwin-Williams Thompsons Water Seal T S 32.0 +/- 0.2 73 +/- 0.3 372 +/- 3.4 5.9 +/- 0.06 -8
5 T.S.-5 AkzoNobel Sikkens T S 32.6 +/- 0.1 73 +/- 1.5 74 +/- 1 7.8 +/- 0.03 -37
6 T.S.-6 Rust-Oleum Wolman T S 26.8 +/- 0.1 74 +/- 1.4 53 +/- 2.5 4.9 +/- 0.01 -16
7 S.S-1 PPG Olympic S S 26.4 +/- 0.2 36 +/- 0.3 7 +/- 0.1 4.5 +/- 0.01 -19
8 S.S.2 Gemini TWP S S 26.1 +/- 0.0 37 +/- 0.2 14 +/- 0.3 5.3 +/- 0.06 -12
9 S.S-3 Sherwin-Williams Super Deck S S 26.0 +/- 0.1 70 +/- 0.7 29 +/- 1 4.6 +/- 0.01 -38
10 S.S-4 Sherwin-Williams Duckback S S 30.4 +/- 0.3 79 +/- 0.7 92 +/- 0.6 4.0 +/- 0.03 -13
11 T.W-1 PPG Flood T W 37.5 +/- 0.4 27 +/- 1.0 1390 +/- 4 7.1 +/- 0.01 -19
12 T.W-2 Benjamin Moore Arborcoat T W 43.4 +/- 0.8 30 +/- 0.1 490 +/- 2 8.7 +/- 0.03 6
13 T.W-3 Behr Weatherproofing T W 44.9 +/- 0.9 28 +/- 0.2 500 +/- 3 9.4 +/- 0.01 -18
14 T.W-4 Behr Weatherproofing T W 44.1 +/- 1 28 +/- 0.2 830 +/- 2 9.4 +/- 0.02 -17
15 T.W-5 PPG Flood-CWF-UV T W 35.4 +/- 0.3 30 +/- 1.1 760 +/- 4 7.3 +/- 0.01 -11
16 S.W-1 Rust-Oleum Wolman S W 46.2 +/- 0.4 14 +/- 1 560 +/- 5 9.2 +/- 0.01 -7
17 S.W-2 Sherwin-Williams Super Deck S W 60.8 +/- 0.1 40 +/- 0.2 1845 +/- 21 9.4 +/- 0.01 -11
18 S.W-3 Benjamin Moore Arborcoat S W 42.1 +/- 0.5 25 +/- 1.7 400 +/- 3 8.9 +/- 0.01 6
19 S.W-4 PPG Olympic Maximum S W 34.3 +/- 0.1 17 +/- 0.4 450 +/- 2 8.7 +/- 0.02 -12
20 S.W-5 PPG Flood S W 39.3 +/- 0.1 32 +/- 0.2 457 +/- 2 9.0 +/- 0.01 -12
21 P.W-1 PPG Speed Cryl P W 54.1 +/- 0.6 49 +/- 0.2 9240 +/- 6 9.2 +/- 0.01 15
22 P.W-2 Sherwin-Williams Emerald P W 49.5 +/- 0.4 59 +/- 0.2 9250 +/- 6 9.8 +/- 0.02 -19
23 P.W-3 Behr Wood Stain P W 41.6 +/- 0.4 53 +/- 0.6 795 +/- 3 7.9 +/- 0.01 5
Figure 4. Experimental facility: (a) rotation stage, (b) xz-axis macro positioning stage, (c) CCD camera, (d) LED light panel, and (e) wood substrate
Figure 5. Image of coated small cross-laminated timber (CLT) samples

WOOD COATINGS
32 APCJ • August 2021www.coatings-group.com
heat/cool/heat cycle from −60 to 120°C with a temperature ramp of 10°C/min under nitrogen purge of 50mL/min. A second heating curve was used to calculate the Tg.
2.3 Experimental apparatus and data acquisitionA schematic and a model of the experimental apparatus are shown in Figures 1b & 4, respectively. In this study, the top-down configuration for determining the droplet contact angle was implemented.
2.4 Droplet imaging systemThe droplet imaging system consisted of a CCD camera (Point Grey, sensor: Sony IMX250, sensor size: 2/3”; pixels: 2448 × 2048; pixel depth: 12 bit; P/N: GS3-U3-51S5M-C) and a telecentric lens (Edmund Optics, magnification: 0.8×; working distance: 65mm; depth of field: 1.2mm; P/N: 63-742) (Figure 4c). The optical camera was vertically mounted to a 2-axis (x and z) macro positioning system (Cameron, P/N: 4638) (Figure 4b) that was connected to a rotation stage (Newport, P/N: 472) (Figure 4a). The wood sample was placed directly below the optical camera, perpendicular to the wood surface during testing. The wood substrate was illuminated by two LED panel arrays (IKAN, 7” × 4”, P/N: PL74) (Figure 4d) that were mounted to an aluminium baseplate (Edmund Optics, P/N: 03-639).
2.5 Contact Angle MeasurementExperiments were conducted in ambient surroundings at atmospheric pressure for a typical relative humidity of 31%. During testing, the wood samples were positioned directly below the optical camera (Figure 4e). A syringe pump (NE-1000, New Era, Buffalo, NY, USA), a 100 µL gastight syringe (Hamilton 1710, 81022, Hamilton, Reno, NV, USA), and 100µm inner diameter FEP tubing (1474-20, Wilmington, DE, USA) were used to dispense the droplet onto the wood surface. A coating droplet of varied volume (3–10µL) was dispensed at 60µL/min onto the natural substrate for each test point. The volume dispensed depended on the expected maximum spreading diameter of the drop. At the start of each test, the optical camera and syringe pump were triggered simultaneously. Images were acquired at 1s intervals over a 10min period.
2.6 Water immersion testFor the water immersion test, small samples of commercially prepared cross-laminated timber (CLT) were used measuring 106mm × 50mm × 10.8mm. The CLT, Douglas fir wood samples were sanded with 120 grit sandpaper and
cleaned before the application of coatings; 2.36g of water-based coatings and 1.82g of solvent-based coatings were applied to the CLT samples using a foam brush to achieve a consistent wet film thickness for all coating (152.4µm/6mils coating thickness). The amount of coatings needed was calculated based on the surface area of the wood sample and the average density of the water-based (1.1g/m3) and solvent-based (0.85g/m3) coatings. After one week of air drying (Figure 5), samples were immersed in DI water (five replicates for each coating; the only three replicates that could fit on the surface are shown in Figure 5).
All coated and control (uncoated) wood samples were immersed in deionised water at room temperature (22°C); their weights were measured before and after 2, 4, 8, 24, 48, 72 and 168hr. Each time, wood samples were taken out of the water (one set of five replicate samples at a time), and excess surface moisture was removed by a paper towel, the samples were weighed, and then they were immersed in the water again. After 168hr (seven days) of the water immersion test, all wood samples were removed from the water and placed on aluminium foil. Their weights were measured after the same time intervals of air drying to determine the efficacy of each coating on allowing the water vapour to escape from the coated-wood as a measure of water vapour permeability of each coating.
2.7 Data analysis and processingThe captured optical images were processed using custom-built code in MATLAB. Data processing was split into two sections: boundary detection and contact angle calculation.2.7.1. Boundary detectionTo calculate a droplet contact angle, the average droplet diameter must be determined. To achieve this, the edge of the droplet must be distinguished from the wood substrate. Once the boundary is found, the droplet base area and subsequent average droplet diameter can be determined. In this work, two different boundary techniques were used: Canny detection (water-based coatings) and calibration subtraction (solvent-based coatings).
The traditional boundary detection of droplets and bubbles is achieved using a thresholding technique in a side-view orientation (Figure 1a) with backlighting27,38. Every pixel of a captured image has an associated magnitude. In a grayscale image, the magnitude varies between 0 and 1, with each denoting black and white, respectively. In the case of a
side-view orientation (Figure 1a), an LED light behind the bubble or droplet occupies the entirety of the image background, thus giving a uniform field for contrast and simplifying the boundary detection process. Figure 6 shows the optical image processing methodology for the outlined approach. First, the raw image is converted to grayscale (Figure 6a). The image is then binarised using the Otsu method to threshold the image into two sections (Figure 6b). Then the image is filled, and the droplet is isolated by finding the largest area (Figure 6c). Once the droplet shape has been determined, the boundary is traced, and the pixel size is applied to scale the image correctly (Figure 6d).
For a coating droplet on a wood surface, the side-view approach is not feasible for two main factors. First, a coating droplet on a wood surface is generally non-axisymmetric due to the anisotropic nature of the substrate, and it typically spreads more along the direction of wood grain than across the grain. Thus, the implementation of a top-down optical configuration is required (Figure 1b). In this orientation, the wood substrate is the background and the illumination of the imaging area is from above. The sufficient lighting of the droplet and substrate is required to reduce image noise. The combination of the top-down configuration and the natural appearance and texture of the wood substrate can distort the boundary detection between the coating and the wood when using the traditional thresholding technique. The incorrect detection of the droplet boundary can occur when the droplet and the adjacent surface are close in pixel intensity, as shown in Figure 7. Figure 7 shows a coating droplet on a wood substrate at various stages of image processing when using the thresholding approach. First, the raw image is converted to grayscale (Figure 7a). The raw image is binarised using the Otsu method to threshold the image into two sections (Figure 7b). Then, the image is filled and the droplet is isolated by finding the largest area (Figure 7c). Finally, the boundary is traced and applied over the original image (Figure 7d).
Wood is a complex, non-homogeneous surface; the natural grain of the woods results in a non-uniform background with the potential to have lighter and darker components than the characterised droplet itself. Due to the similar intensity of the wood grain directly adjacent to the droplet-wood boundary, the initial detection with the Otsu method results in a distorted boundary, resulting in an inaccurate average droplet diameter and subsequently, calculated contact angle. This case can frequently occur due to the

33 APCJ • August 2021www.coatings-group.com
WOOD COATINGS
extensive possible combinations of coatings and woods.
In the present work, the Otsu thresholding method was replaced with the Canny edge detection method. The Canny edge detection method characterises the pixel intensity gradients across an image. For wood, due to its inherent non-homogeneous nature, there are rapidly changing gradients of pixel intensity across the surface, whereas for a droplet of sufficient opaqueness, the pixel field is comparatively uniform. This method utilises the natural gradients of the wood surface to distinguish it from the droplet. The Canny technique of edge detection is shown in Figure 8 and is the same droplet-wood combination as discussed in Figure 7. Again, the raw image was converted to grayscale (Figure 8a). The image was binarised using the Canny edge detection method to divide the image into two sections (Figure 8b). The image was filtered using morphological closing, the image was then inverted and then the droplet was isolated by finding the largest area (Figure 8c). The boundary was then traced and applied over the original image (Figure 8d). A droplet with sufficient opaqueness will have minimal gradients, allowing for a clear separation of the wood and droplet using this method. By comparing Figures 7d & 8d, the improved tracking of the droplet boundary when using the proposed method can be seen.
A second boundary detection method was required to process the solvent-based coatings characterised in this study. Solvent-based coatings typically spread to a thin transparent layer that disrupts the Canny detection method. An example of the droplet boundary detection using the calibration subtraction method is shown in Figure 9. This approach utilises an initial set of no drop calibration images that are averaged and then subtracted from the investigated image to distinguish the droplet from the wood background (Figure 9b). A vital component of this technique is to ensure that the camera and the substrate do not change position during droplet placement and data acquisition. The Canny method has the advantage of
requiring no set-up in distinguishing the droplet boundary.
2.7.2. Contact angle calculationThe local mechanical equilibrium between each point of the droplet liquid-gas interface can be expressed by the Young-Laplace equation. For a given volume (V), coating and base diameter (D) only one solution of the Young-Laplace equation exists. Accounting for only hydrostatic effects, this equation is given by39:
where l is the measured surface tension of the coating; rT is the apex radius of the droplet; g is gravity; r
i and r
u are the density
of the coating and ambient air surroundings, respectively; z0 is the reference height taken as the droplet height; z is the height of the point on the interface being evaluated; and C is the local curvature of the droplet, given by:
where r1 and r2 are the principal radii of the droplet at any point on the liquid–gas interface. The initial droplet height and apex radius are estimated as a spherical cap of the same base diameter. The Equation (1) evaluates the balance between the pressure difference across the interface and the stress in the interface expressed as the product of the surface tension and the curvature.
Knowing the base diameter and droplet volume, along with working fluid properties, such as density and surface tension, one can calculate the droplet shape according to the Young-Laplace equation. Similar to Gibbons et al27, an iterative method was employed to calculate the droplet interface profile. The resultant droplet volume of the calculated Young-Laplace curve was compared with that of the experimental data. The tip curvature and height were then adjusted based on this volume ratio, maintaining a fixed base diameter. This process continued until the Young-Laplace solution volume converged to that of the experimental data. A difference of <0.01µL was set as the threshold value. An example of the boundary calculated from the Young-Laplace equation is shown in Figure 2a, b. From the calculated boundary, a number of essential parameters, such as droplet height (H), contact angle (q), interfacial areas and the radii of curvature could be determined. These parameters are shown in Figure 2a, b.
Only one solution of the Young-Laplace equation exists for a given volume and calculated diameter. This method can also be used to solve droplets with q>90°. In this case, instead of inputting the base diameter, the maximal diameter of the droplet was used and the contact angle was calculated in a similar iterative manner as above.
This research was differentiated from previous work by Baptista et al33, Erbil et al34, and McHale et al35 in its more straightforward application in the real world case and the description of an intelligent boundary detection technique that utilised
Figure 6. Droplet side-view configuration optical image processing of a superhydrophobic droplet. (a) grayscale; (b) Otsu threshold; (c) binarised and filled; (d) boundary traced
Figure 7. Droplet image processing using the thresholding method at various steps: (a) grayscale, (b) Otsu threshold, (c) filtered and (d) boundary traced
Figure 9. Droplet image processing using the calibration subtraction method at various steps: (a) grayscale, (b) subtraction, (c) filtered and (d) boundary traced
Figure 10. Time evolution of S.W.-1 coating contact angle of on wood substrate
Figure 8. Droplet image processing using the thresholding method at various steps: (a) grayscale, (b) Canny detection, (c) filtered and (d) boundary traced

34 APCJ • August 2021www.coatings-group.com
WOOD COATINGS
the natural grain of the wood that also accounted for cases where the coating and wood substrate were similar in colour and appearance. The presented technique only requires one camera compared to the three of Baptista et al and two of Erbil et al and McHale et al The present approach can be employed in cases where comparable droplet geometric lengths and characteristic capillary lengths are observed where gravitational forces dominate over the surface tension effect, such as in solvents with low surface tension properties.
n 3. RESULTS AND DISCUSSION
3.1. Coating propertiesTable 1 shows all the measured coating properties. Overall, there was a strong correlation (r = 0.85) between the pH of coatings and their surface tensions, with water-based coatings having higher pH and surface tension values. Additionally, though not as strong as the pH correlation, higher viscosity coatings also showed higher surface tensions.
3.2. Contact angle dataFigure 10 shows the contact angle evolution with time of spreading S.W.-1 droplets on wood substrates for both early and latewood cases. In both wood type cases, the contact angle of the S.W.-1 droplet initially decreased before reaching a minimum contact angle between t = 1-1.5min. After that, the contact angle levelled off with a marginal increase as the droplets achieved equilibrium and began to solidify in ambient conditions. This trend was typical for all test cases. The experimental uncertainty for all parameters was examined using the methodology outlined by Kirkup and Frenkel40 to a 95% confidence level. An average percentage uncertainty of 18% was calculated for all contact angle measurements. This was determined by applying a combined uncertainty approach to Equation (1), accounting for the uncertainty in measuring the droplet diameter, surface tension and volume.
Figures 11–13 incorporate error bars to highlight the individual uncertainty associated with each coating measurement. Figure 11 plots the average contact angle for the solvent-based coatings for both early and latewood cases at t = 1min. Coatings are divided into the semi-transparent stain (Figure 11a) and transparent stain (Figure 11b). In general, a larger contact angle was observed on latewood in comparison to earlywood, and this was consistent with results previously published in the literature20. It should be noted that the difference between
the average contact angles of early and latewood cases were within the calculated experimental uncertainty.
Figure 12 plots the average contact angle of the water-based coatings for both early and latewood cases at t = 1min. Coatings are divided by their base constitution and density of their pigmentation: semi-transparent stain (Figure 12a), paint (Figure 12b), and transparent stain (Figure 12c). In agreement with previous literature and the solvent-based coatings, a larger contact angle was generally observed for latewood than earlywood.
Figure 13 compares the average contact angle of the water and solvent coatings for early and latewood cases. The largest average contact angles were observed for the water-based paints (P.W.) of 80° and 82° for the early and latewoods, respectively. The smallest contact angles were observed in the transparent solvent-based stain coating of 12° and 15° for the early and latewoods, respectively. By comparing the coatings across their base structure, it can be noted that the solvent-based coatings had a significantly lower contact angle than their water-based counterparts. This trend is further explored in Figure 14.
Figure 14 compares four coating properties with the average measured contact angle of the early and latewood cases. This approach was taken to investigate the pertinent fluid properties in coating wetting. Four properties were investigated: surface tension (Figure 14a); solid content (Figure 14b); viscosity (Figure 14c); and pH (Figure 14d). From the data, it can be noted that there was a strong correlation between the measured contact angle and surface tension (89%) and pH (84%) for all coatings (Figure
Figure 11. Average coating contact angle at t = 1 min: (a) S.S. (semi-transparent stain, solvent-based) and (b) T.S. (transparent stain, solvent-based)
Figure 12. Average coating contact angle at t = 1 min: (a) S.W. (semi-transparent stain, water-based), (b) P.W. (paint, water-based), and (c) T.W. (transparent stain, water-based)
Figure 13. Average coating contact angle for all coatings at t = 1 min
Figure 14. Contact angle dependency on various fluid properties: (a) surface tension, (b) solid content, (c) viscosity, and (d) pH. Dashed lines (—) are water-based coating trends, dotted lines ( . . . ) are for solvent-based coatings, and alternating dash–dot lines (; −;) are for combined water and solvent-based trends

35 APCJ • August 2021www.coatings-group.com
WOOD COATINGS
14a,d). The correlation of pH and contact angle can be attributed to the strong correlation of pH with the type of coatings (water or solvent-based). When the coatings were split by their solvent or water bases, 86% and 71% correlations were noted for contact angle and solid content (Figure 14b) for the water and solvent-based coatings, respectively. A 92% correlation was observed for the water-based coatings for contact angle and coating viscosity (Figure 14c). It is important to note that for the highest viscosities, a coating may take longer than the measurement period to reach equilibrium.
A lower contact angle indicates better wetting and subsequent greater bond strength and coating performance26. Focusing on the semi-transparent penetrating stains, the results showed that the average surface tensions (44mN/m) of the water-based formulations (five different coatings) were 61% higher than their solvent-based counterparts (27mN/m, four different coatings). In 2016, we also measured the properties of 14 commercially available exterior wood coatings in the North American market26. The average surface tension of those coatings showed that water-based formulations had, on average, much higher surface tension (32mN/m) than solvent-based coatings (25mN/m). The optimisation of water-based coating formulations has stagnated. Ideally, a formulated coating should have a significantly lower surface energy than that of the substrate to which it is applied23. In a previous study41, the present authors demonstrated that the addition of 0.1% of additives, such as defoamers (Surfynol MD20), surfactants (BYK-346, Twin 4100, and Dynol 960), and wetting agents (Hydropalat WE3322) could significantly reduce the surface tension of a water-based polyurethane resin from 44 to 20-29mN/m. These results, in tandem with the data presented in Figure 15, showed that coating formulators should incorporate proper additives to reduce the surface tension of water-based formulation and increase coating wetting and adhesion, thus extending their lifecycle.
3.3. Water immersion testingFigure 15 shows the moisture content changes of coated and uncoated wood samples after 2, 4, 8, 24, 72, and 168hr of water immersion and the same interval after placing at room temperature for air drying. All coatings showed a sharp increase in moisture content during the initial submersion period (t = 0-8hr), with a general increase observed until the samples were unsubmerged at t = 168hr (seven days). After that (t = 168-336hr), a decrease
in the moisture content was noted for all samples, with a decreasing rate of drying as the samples approach steady-state conditions. Sensibly, the most significant moisture content change was noted for the uncoated sample. A higher moisture uptake was seen for the water-based coatings in comparison with their solvent-based counterparts. Interestingly, the maximum achieved moisture content was observed to be proportional to the contact angle data discussed in Figure 15. The largest moisture content uptake was noted for the water-based paint coating, which had the largest average contact angle of 81°. In contrast, the smallest moisture content at t = 168hr was calculated for the transparent stain coating, which had the smallest average contact angle of 13.9°. Similar trends were noted for the drying section of the test, with the water-based paint coating moisture content decreasing at the most rapid rate and the solvent-based coatings drying slower than their water-based counterparts. Overall, all coated samples had significantly lower water uptakes than uncoated wood samples and an reached equilibrium moisture content (MC of around 5%) after 72hr of air drying, similar to uncoated wood samples, thus indicating an excellent water vapor permeability. Figure 16 shows the average moisture content changes of all coated samples after 2 and 168hr (seven days). Overall, the solvent-based coatings had a much lower water uptake than the water-based coatings. Surprisingly, transparent coatings, both water-based and solvent-based, had, on average, a lower water uptake (higher moisture
resistance) than the semi-transparent and paint samples. Though this was a lab test, it is a representation of how these coatings would perform when exposed to long term natural weathering in service. It is interesting to observe that solvent-based coatings available in the North American market for exterior wood coatings outperformed water-based coatings, possessing lower surface tension, lower contact angles and better water resistance. In ongoing research work by the present authors, the best six performing coatings (based on measured coating properties and lab performance) in this study have been selected to evaluate their efficacy in protecting cross-laminated timber (CLT) samples over five years of natural weathering in two sites in the United States (Mississippi and Wisconsin).
n CONCLUSIONS
The properties of 13 water-based and 10 solvent-based coatings, including their temporal wetting, were investigated. Across all characterised coatings, an 11% larger average contact angle was noted for latewood compared to earlywood. This was due to the higher density of latewood compared with earlywood in general, but it is more pronounced in southern yellow pine.
Investigating the relationship between the measured contact angle and a selection of coating properties revealed a strong correlation between the coating contact angle with surface tension and the pH of the coatings. When the coatings were split by their solvent and water bases, an increase in the solid content was also shown to increase the contact angle. In contrast, a 92% correlation was observed with the contact angle and viscosity of the water-based formulations.
The average contact angle (60°) and surface tension (44mN/m) of the water-based formulations were significantly higher than that of their solvent-based counterparts (14°, 28mN/m). The greater wetting of the solvent coatings in comparison to their water counterparts was due to the organic solvent, which inherently resulted in a reduced surface tension property. Additionally, 73% and 74% decreases in the measured contact angle were noted for the solvent-based coatings when comparing the semi-transparent stain and transparent stain with their water-based counterparts, respectively. These results suggested that surface tension could provide a good prediction for coating spreading.
To increase the application of water-based coatings and improve their performance, it is crucial to reduce their
Figure 15. Moisture content changes in coated and uncoated wood samples after 168hr (seven days) of water immersion and then after seven days of air-drying indication water permeability of samples
Figure 16. Average moisture content changes in coated and uncoated wood samples after 2 and 168hr (seven days) of water immersion. The control represents the uncoated samples and Solvent and Water denote the total average moisture content for the grouped solvent and water-based coatings, respectively
36 APCJ • August 2021www.coatings-group.com
WOOD COATINGS
surface tension and thus, their contact angle, which would enhance coating performance. A new innovative technique for characterising the wetting properties of coating droplets on wood surfaces was also demonstrated. The automated calculation of the coating contact angle, which is a direct predictor of coating bond strength, was shown when utilising the wood grain in determining the droplet–wood boundary. This methodology can be applied to an industrial setting to improve coating adhesion performance, reduce maintenance and extend the service of coated wood products. Water-based coatings demonstrated a higher average water uptake compared with their solvent-based counterparts. Conversely, they also showed a higher water-vapour permeability, enabling water-based coated wood samples to let absorbed water evaporate at a faster rate than solvent-based coated wood samples. It should be noted that the water uptake testing was lab-based and ongoing natural weathering testing will enable further insights into these results.
To increase the widespread use of water-based coatings, it is crucial to improve their wettability by reducing their surface tension. This can be achieved by augmenting coating formulations using suitable additives. n
References1. Wilson, J D; Hamilton, J K: Wood cellulose as a chemical feedstock for the cellulose esters industry. J.
Chem. Educ. 1986, 63, 49. [CrossRef]2. Janes, R L: The Chemistry of Wood and Fibers, 2nd ed.; McGraw-Hill Book Company: New York, NY,
USA, 1969.3. Carraher, C E.; Seymour, R.B: Polymer structure-organic aspects (definitions). J. Chem. Educ. 1988, 65,
314. [CrossRef]4. Britt, K W: Handbook of Pulp and Paper Technology, 2nd ed.; Reinhold Publishing Corp: New York, NY,
USA, 1970.5. Schaller, C; Rogez, D: New approaches in wood coating stabilization. J. Coat. Technol. Res. 2007, 4,
401–409. [CrossRef]6. Nejad, M; Cooper, P: Exterior wood coatings. Wood in Civil Engineering; Concu, G., Ed.; Intech: Rijeka,
Croaita, 2017; pp. 111–129.7. Nejad, M; Shafaghi, R; Pershin, L; Mostaghimi, J; Cooper, P: Thermal spray coating: A new way of
protecting wood. BioResources 2017, 12, 143–156.8. Feist, W C: Exterior wood finishes. Coat. Technol. Handb. 2006, 111, 1–12.9. Feist, W C; Hon, D N: Chemistry of weathering and protection. The Chemistry of Solid Wood; Rowell1,
R., Ed.; ACS Publications: Washington, DC, USA, 1984.10. Hon, D N; Shiraishi, N: Wood and Cellulosic Chemistry, Revised, and Expanded, 2nd ed.; CRC press:
Boca Raton, FL, USA, 2000.11. Agarwal, U P; Atalla, R H: Raman Spectroscopic Evidence for Coniferyl Alcohol Structures in Bleached
and Sulfonated Mechanical Pulps. Photochemistry of Lignocellulosic Materials; Rowell1, R., Ed.; ACS Publications: Washington, DC, USA, 1993.
12. Schniewind, A P: Mechanism of check formation. For. Prod. J. 1963, 13, 475–480.13. Simpson, W; TenWolde, A: Physical Properties and Moisture Relations of Wood; The United States
Department of Agriculture: Washington, DC, USA, 1999.14. Edward, J O D: Structural Integrity and Physical Properties of Ponderosa Pine over Time after Death
between Vectors of Mortality. Master’s Thesis, University of Montana, Missoula, MT, USA, 2017.15. Service, F; Feist, W C; Little, J K; Wennesheimer, J M: The Moisture-Excluding Effectiveness of
Finishes on Wood Surfaces; US Department of Agriculture, Forest Service, Forest Products Laboratory: Wisconsin, WI, USA, 1985.
16. Brito, V; Gonçalves, T D ; Faria, P: Coatings applied on damp building substrates: Performance and influence on moisture transport. J. Coat. Technol. Res. 2011, 8, 513–525. [CrossRef]
17. Feist, W C: Weathering and protection of wood. Proceedings of the seventy-ninth annual meeting of the American Wood-Preservers’ Association, Kansas City, MI, USA, 17–20 April 1983.
18. Ekstedt, J; Östberg, G: Liquid water permeability of exterior wood coatings-testing according to a proposed European standard method. J. Coat. Technol. 2001, 73, 53–59. [CrossRef]
19. Dickie, R A: Toward a unified strategy of service life prediction. J. Coat. Technol. 1992, 64, 61–64.20. Williams, R S.; Jourdain, C ; Daisey, G I ; Springate, R W: Wood properties affecting finish service life. J.
Coat. Technol. 2000, 72, 35–42. [CrossRef]21. Feist, W C: Wood properties and finish durability. J. Coat. Technol. 2002, 74, 71–76.22. Jourdain, C; Dwyer, J; Kersell, K; Mall, D; McClelland, K; Springate, R; Williams, S: Changing nature of
wood products — What does it mean for coatings and finish performance? J. Coat. Technol. 1999, 71, 61–66.
23. Weldon, D G: Failure Analysis of Paints and Coatings; John Wiley & Sons: Hoboken, NJ, USA, 2009.24. Kazayawoko, M; Neumann, A W; Balatinecz, J J: Estimating the wettability of wood by the Axisymmetric
Drop Shape Analysis-contact Diameter method. Wood Sci. Technol. 1997, 31, 87–95. [CrossRef]25. Packham, D E: Handbook of Adhesion Second Edition, 2nd ed.; John Wiley & Sons: West Sussex, UK,
2005.26. Nejad, M; Cooper, P: Exterior wood coatings. Part-2: Modeling correlation between coating properties
and their weathering performance. J. Coat. Technol. Res. 2011, 8, 459–467. [CrossRef]27. Gibbons, M J.; Di Marco, P; Robinson, A J: Local heat transfer to an evaporating superhydrophobic
droplet. Int. J. Heat Mass Transf. 2018, 121, 641–652. [CrossRef]28. Gibbons, M J; Di Marco, P; Robinson, A J: Heat flux distribution beneath evaporating hydrophilic and
superhydrophobic droplets. Int. J. Heat Mass Transf. 2020, 148, 119093. [CrossRef]29. Jordan, D L; Wellons, J D: Wettability of dipterocarp veneers. Wood Sci. 1977, 10, 22–27.30. Nguyen, T; Johns, W E: Polar and dispersion force contributions to the total surface free energy of
wood. Wood Sci. Technol. 1978, 12, 63–74.31. Shi, S Q; Gardner, D J: Dynamic adhesive wettability of wood. Wood Fiber Sci. 2001, 33, 58–68.32. De Meijer, M; Haemers, S; Cobben, W; Militz, H: Surface energy determinations of wood: Comparison
of methods and wood species. Langmuir 2000, 16, 9352–9359. [CrossRef]33. Baptista, D; Muszyn´ski, L; Gardner, D J; Atzema, E: An experimental method for three-dimensional
dynamic contact angle analysis. J. Adhes. Sci. Technol. 2012, 26, 2199–2215. [CrossRef]34. Erbil, H Y; Meric, R A: Evaporation of sessile drops on polymer surfaces: Ellipsoidal cap geometry. J.
Phys. Chem. B 1997, 101, 6867–6873. [CrossRef]35. McHale, G; Erbil, H Y; Newton, M I; Natterer, S: Analysis of shape distortions in sessile drops. Langmuir,
2001, 17, 6995–6998. [CrossRef]36. STM D2369-01 Standard Test Method for Volatile Content of Coatings; ASTM International: West
Conshohocken, PA, USA, 2001.37. ASTM D3418-15, Standard Test Method for Transition Temperatures and Enthalpies of Fusion
and Crystallization of Polymers by Differential Scanning Calorimetry; ASTM International: West Conshohocken, PA, USA, 2015.
38. Donoghue, D B; Albadawi, A; Delaure, Y M C; Robinson, A J; Murray, D B: Bubble impingement and the mechanisms of heat transfer. Int. J. Heat Mass Transf. 2014, 71, 439–450. [CrossRef]
39. Siedel, S; Cioulachtjian, S; Robinson, A J; Bonjour, J: Integral momentum balance on a growing bubble. Phys. Fluids. 2013, 25, 123301. [CrossRef]
40. Kirkup, L; Frenkel, R B: An Introduction to Uncertainty in Measurement: Using the GUM (Guide to the Expression of Uncertainty in Measurement); Cambridge University Press: Cambridge, UK, 2006.
41. Nejad, M; Arefmanesh, M; Henderson, K; Esmaeelpanah, J; Chandra, S; Mostaghimi, J: Waterborne Coating Caught on Camera. Eur. Coat. J. 2015, 10, 30–34.
Authors: 1 Centre for Advanced Coating Technologies, University of Toronto, Toronto, ON M5S 2E4, Canada; [email protected] (M.J.G.); [email protected] (T.S.); [email protected] (S.C.);2 Department of Forestry, Michigan State University, East Lansing, MI 48824, USA; [email protected];3 Forest Products Laboratory, Madison, WI 53726, USA; [email protected];4 Chemical Engineering and Material Science Department, Michigan State University,East Lansing, MI 48824, USA.* Correspondence: [email protected]: This research was funded by USDA Forest Products Laboratory and supported by the USDA National Institute of Food and Agriculture, McIntire Stennis, 1021850.Acknowledgments: The authors would like to thank Maryam Arefmanesh for her help with surface tension analysis and the United States Department of Agriculture, Forest Product Laboratory (Madison) for funding support.© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution. (CC BY) license (http://creativecommons.org/licenses/by/4.0/).

LABORATORY & TEST EQUIPMENT NEWS
37 APCJ • August 2021www.coatings-group.com
One mill – many possibilitiesThe Fritsch Variable Speed Rotor Mill Pulverisette 14 classic line is ideal for the comminution of difficult to grind samples like temperature-sensitive powder coatings and plastic samples, due to its very efficient air cooling and the cyclone separators.
The motor speed can be varied between 6000 and 20,000rpm in increments of 1000. An automatic speed compensation feature ensures an ideal adaptation of the grinding to the specific comminution behaviour of the sample. At the same time, the fast, effective grinding through the efficient air routing inside the Pulverisette 14 classic line significantly reduces the thermal strain on the sample.
Efficient coolingThe air routing of the Pulverisette 14 classic line ensures a constant airflow to cool the rotor, all motor components and the grinding material in the collecting vessel. At the same time, a large fan blows the cooling air into the instrument through a foam particle filter to create positive pressure that prevents the penetration of dirt particles from the ambient air.
Temperature-gentle fine grindingIn combination with the Fritsch Cyclone separators, the Pulverisette 14 classic line is used for ultra-fine grinding of temperature-sensitive materials. The compact Fritsch small volume Cyclone separator made of plastic can be completely dismounted and cleaned in a dishwasher. The comminuted sample is collected in a screwed-on sample glass. The small volume Cyclone separator can also be used with the supplied fine-dust filter 80-100µm for passive utilisation or combined with the exhaust system.
How it worksThe efficient air routing inside the Pulverisette 14 classic line and the powerful air vortex within the Fritsch Cyclone cools the sample during grinding, reduces the thermal load of the sample, minimises clogging of the sieve rings while simultaneously increasing the throughput significantly. Also, the cleaning of the mill itself is reduced to a minimum. The air flow inside the Fritsch Cyclone leads the ground sample directly into the collecting vessel. This
type of sample discharge is the most convenient, because the ground material is drawn directly into the glass bottle where it can be transported, stored and easily removed for analysis.
Comminution with liquid nitrogenExtremely difficult to grind or acutely temperature-sensitive samples like styrene, polyester, synthetic resins, foils, PVC, PP and PE can be embrittled by adding liquid nitrogen and afterwards ground with the Pulverisette 14 classic line.
Fritsch invites you to send them your most difficult sample, which they will individually grind – compare for yourself!www.fritsch-international.com/rotor-mills
High performance grindingBühler’s MicroMedia Invicta has the same compact footprint as its predecessor and provides remarkable wet grinding benefits. The MicroMedia Invicta delivers the same high-quality output as the best available alternatives using 25% less energy. Also, the improved bead separation technology combined with a new design of the processing unit, translate into up to a 50% increase in productivity. The new bead separation system reduces blockages and pressure build-up and allows faster recirculation speeds, improving overall flow rates by an average of 100%.www.buhlergroup.com
Rapid Ramp Heater abilityThe Q-FOG CRH cyclic corrosion test chambers from Q-Lab can perform traditional salt spray, prohesion and most cyclic automotive tests. They feature fully-adjustable relative humidity and precise control over ramp times.
With new Rapid Ramp Heater capabilities, the Q-FOG CRH tester can now meet specialised test conditions that call for exceptionally fast temperature ramping. The Rapid Ramp Heater also allows for improved corrosion test process variable control.www.q-lab.com
NEWS IN BRIEFHigh shear mixingThe High Shear Mixer Model HSM-100LCI-T is the most popular laboratory mixer from Charles Ross & Son. Handling a wide range of dispersions, emulsions and suspensions, the versatile HSM-100LCI-T comes with a standard 1HP motor and runs up to 10,000rpm. Interchangeable attachments, including batch and inline rotor/stators, high-speed dispersers and propeller blades make the HSM-100LCI-T a well-rounded workhorse in R&D labs around the world. The touchscreen interface, electronic lift and optional USB port for data acquisition offer a more effortless user experience. www.mixers.com
New Vice President and CIO at AmetekAmetek Inc has elected Stewart Douglas as Vice President and Chief Information Officer, following the retirement of Ken Weirman.“We are pleased to announce Stewart’s promotion to this important role, as he has been a valuable contributor to our IT organisation,” said David A Zapico, Ametek Chairman and Chief Executive Officer. “His extensive experience in IT solutions, in-depth knowledge of Ametek’s business systems and strong leadership qualities will add tremendous value for the company, particularly in the continued digital transformation of our business processes.” Mr Douglas joined AMETEK in 2007, serving as Division Vice President of Businesses Systems for the Aerospace & Defense and Power divisions.www.ametek.com
Variable Speed Rotor Mill Pulverisette 14 classic line

LABORATORY & TEST EQUIPMENT NEWS
38 APCJ • August 2021www.coatings-group.com
Precise colour measurementsDatacolor®, a global leader in colour management solutions, has released two new models of close-tolerance benchtop spectrophotometers designed for high efficiency and confidence in colour formulation and quality control in textiles, plastics, paint and coatings and more.
The economical Spectro 700V vertical configuration enables customers to measure a greater variety of samples.
The Spectro 1000X with its upward-facing aperture is ideal for liquid, paste, powder and granular samples. Both models allow users to enjoy greater confidence in their colour measurements, thanks to their ability to capture the temperature of samples measured. This is an essential new quality control feature for those who work with materials that need to be within certain temperature ranges to assure accurate colour measurement. When close tolerance is required, trust the Datacolor Spectro 1000 Spectrophotometers to specify, formulate and control your colours.
The Spectro 1000 series is available in four models:
• The standard Spectro 1000;• Two vertical versions, Spectro 1000V and
Spectro 1000X, for measuring unusual sample size or type, as well as for operations requiring high throughput;
• The Spectro 1050 for flexible measurement in either reflectance or transmittance mode.
Spectro 1000 Spectrophotometer features:• Built for global teams, with industry-leading
inter-instrument agreement;• Sample temperature measurement for
enhanced reliability;• Real-time communication of measurements;• Backward compatibility;• Accessibility for multiple users on a
single instrument;• Foolproof sample placement;• Internet-connected capabilities.
www.datacolor.com/spectro-1000
Sensory Analytics issues broad patent covering coating thickness measurementSensory Analytics, the fast-growing supplier of SpecMetrix® coating thickness and film layer measurement systems, has said that the United States Patent and Trademark Office (USPTO) has issued a new patent, U.S. Patent No.10928185, which further protects its proprietary product offerings. This important patent covers the methods and systems for Sensory’s exclusive ruggedised optical interference (ROI) technologies that power all SpecMetrix coating thickness measurement systems. Furthermore, this latest patent solidifies and significantly expands the company’s intellectual property portfolio related to the measurement of all applied coatings on to metal and other industrial substrates.
“The addition of this broad patent extends the strength and reach of our intellectual
property protection around the unique technical advantages of our SpecMetrix product lines. We look forward to rapidly expanding the use of our industry-leading SpecMetrix coating thickness measurement solutions within the global coated metal, flexible packaging, automotive, electronics, glass and other industrial manufacturing markets,” commented Greg Frisby, Global Industry Manager for SpecMetrix Systems at Sensory Analytics.
Most legacy methods for measuring coating thickness have not been effective for in-process coating use as they provide insufficient meaningful data for quality and process control improvements. The ability to continuously monitor and adjust the thickness of applied coatings more precisely prevents poor product quality due to under-application.
In-process measurement tools also help control coating uniformity during production to prevent over-application and reduce costs. Built upon the company’s expanding intellectual property portfolio, SpecMetrix measurement systems can immediately address these longstanding issues and provide Sensory customers and industry partners with more accurate, objective, and real-time coating measurement data. With the unique ability to measure a wide variety of clear and opaque coatings and materials, SpecMetrix systems are helping manufacturing customers in more than 50 countries to experience significant savings by optimising coating usage, increasing production throughput, reducing labour hours and avoiding expensive quality claims.www.specmetrix.com
SURVEY REPORTSurvey: scientists want to boost lab automationIn the era of big data and new analytical technologies, research laboratories are rapidly adopting new lab automation equipment and processes. While most labs are already using some type of automation in their workflows, many researchers would like to increase their use of these new technologies, according to results from a new ScienceBoard.net survey. In total, 74% of scientists reported that less than half of their lab operations are automated. Of those surveyed, 19% of respondents said that their labs are between 51% and 75% automated and only 6% reported an automation percentage of more than 76%. Respondents to the survey were members of ScienceBoard.net, with data collection completed on April 20, 2021. Of the 960 participants in the study, 66% were scientists, researchers, or investigators; 26% were pharmaceutical or biotech scientists; 15% were laboratory staff; and 9% were postdoctoral researchers. Most participants were associated with a university (41%) or a pharmaceutical (20%) or life science (15%) company. On a regional basis, 33% of participants were based in North America, 24% in Europe and 36% in Asia, while the remaining 7% were from various other locations around the world. Laboratory automation can be divided into two main categories: (1) hardware and equipment used to manually gather data and (2) software and informatics tools to manage data. For an indepth look at the survey results, visit: www.scienceboard.net

ANTIBACTERIAL COATINGS
39 APCJ • August 2021www.coatings-group.com
Humans, by default, are inherently social. Research shows that modern humans are one of the
most social species of all mammals, requiring constant interaction with other humans. Unfortunately, the desire for social interaction becomes strained as physical distancing protocols are encouraged during the pandemic. The increased awareness of hygiene and safety comes with the need for cleaner environments, especially keeping high traffic surfaces in public spaces safe. High-traffic surfaces are hotbeds of microbes, with a high probability of spreading infectious pathogens to the masses. Increased sanitisation of high-traffic means an increase in costs of personnel and consumables by both the public and private sectors.
IGL Coatings has created a self-sanitising solution to reduce resources and time spent in sanitising: a photocatalyst coating capable of de-activating bacteria on surfaces, Ecocoat Titan works actively to sanitise and disable pathogens on high touch-traffic areas. A clear coating with a titanium dioxide (TiO2) photocatalyst, Titan is used safely on metals, plastic, touch screen glass and even fabrics.
n TIO2 AND ITS EFFECTIVE USE AGAINST PATHOGENS
TiO2 is a naturally occurring oxide of titanium commonly found in consumer goods, such as sunscreen, paint and food colouring. Naturally occurring TiO2 comes in three main shapes – anatase, rutile and brookite. In the 1980s, scientists discovered that TiO2 is excellent in breaking down organic pollutants, with anatase being the most photoactive of the three shapes.
TiO2 is activated by sunlight, splitting water into highly reactive radical species which readily react with any organic pollutants on the surface of TiO2 film. This technology has been used on a variety of surfaces, both indoors and outdoors, and shows potential as a sanitising component. TiO2 works effectively against physical stains, unpleasant odours and even viruses
and bacteria. In recent studies, even the low intensity UV present in fluorescent lighting activated TiO2, expanding the limitless possibilities of the substance.
n BENEFITS
Less hazardous formulaThere are plenty of benefits of incorporating TiO2 into a surface coating. However without the proper method of use, the fine particles of free TiO2 exposed in air could be potentially hazardous. TiO2, when sprayed onto a surface without permanence, is able to transfer through the air or by touch. This increases hazardous exposure via inhalation and ingestion. Titan’s coating film is formulated to withstand touch and cleaning agents, making it permanent in nature. This ensures that no particles are released after application is completed.
A water-based system with no VOCsEcocoat Titan is water-based and formulated to have no VOCs. It
incorporates bound TiO2 into a stable silicone-based sol-gel system to reduce free TiO2
1. This is proven by surface analysis of the coating using field emission scanning electron microscopy and energy dispersive X-ray (FESEM-EDX) spectrometry (Figure 1).
Even distribution for better cleaning efficiencyFigure 2 shows the overlapping areas between silicone and titanium atoms being distributed evenly throughout the area. Uniform incorporation of nano sized TiO2 enhances the activity by having a larger surface area of the photocatalyst.
The even distribution ensures that all areas applied have the same effective rate in disabling pathogens. The successful deposition of TiO2 particles onto the surface ensures optimum selfsanitising performance.
The TiO2 photocatalyst cleans the surface by decomposing the outer membrane of the bacterial cell with the hydroxy radical generated after TiO2 is illuminated. This process exposes the cell to an extracellular environment and causes structural and functional disorder leading to cell death (Figures 3A & 3B).
Ability to work under a variety of lighting conditionsAntibacterial tests were conducted in three different conditions using Ecocoat Titan; (1) UV light illumination to simulate outdoor application; (2) indoor lighting; and (3) in the dark. As expected, the UV light performed
IGL Coatings has created a self-sanitising coating made with titanium dioxide that can be safely used on metals, plastic, touch screen glass and fabrics
Self-sanitising solutions for public spaces
Figure 1. FESEM images of the coated surface with 13k magnification. Speckles on surface = photocatalyst
Figure 2. EDX mapping of selected area on coated surface. The blue dots represent silicone atoms and the red dots represent titanium atoms present on selected area of coated surface

ANTIBACTERIAL COATINGS
40 APCJ • August 2021www.coatings-group.com
best, followed by normal lighting and then the dark.
Ecocoat Titan performs exceptionally well outdoors, with plenty of UV exposure making it perfect to be applied on outdoor petrol pumps and public transportation. It also shows very good activity in well-lit indoor areas, showcasing that it will work on vending machines, bank ATMs, door handles and lavatories which have exposure to artificial lighting. Titan’s effectiveness against a broad range of bacteria at varying degrees of exposures is very promising. Even the lower activity in normal light still shows more than 99.9999% bacterial reduction (Figures 4A and 4B).
Durable and long lastingTiO2 has been widely reported as having photocatalytic activity that does not decrease over time. The TiO2 employed in Titan is permanently deposited on the surface and will continue to be attached,
so long as the coating film is not damaged. We additionally subjected Ecocoat Titan to vigorous testing to withstand the strain of high-traffic surfaces. After more than 10,000 scrubs with soap and 1000 scrubs with alcohol-based disinfectant, the coating film integrity and function remains intact. The applied coating film is also resistant to many neutral household cleaners.
Versatile applications on a variety of surfacesThe clear coating of Titan and its low curing temperature naturally expands its utility and applicability on a variety of high-traffic surfaces, such as metal door handles/railings, glass surfaces, laminated wood tabletops and fabric face masks.
Reducing sanitation costs and maintenanceWith its high efficiency and durability, Titan significantly reduces the need to frequently sanitise high traffic surfaces as it actively cleans the surface. Titan keeps the surface clean for longer periods of time, reducing the need for constant sanitisation. This is especially important at high traffic locations that are difficult and inconvenient to sanitise frequently. Titan is able to significantly reduce the amount of time, manpower and products spent on sanitisation.
n THE FUTURE FOR SANITISATION SOLUTIONS
The potential application for a self-sanitising, self-cleaning, clear and durable coating is limitless. The ability to retroactively coat surfaces while maintaining the aesthetics of the surfaces is also an important feature with potential to be explored.
IGL Coatings further aims to improve Titan’s ability to withstand more extreme temperatures and environments. In addition, we are also looking into formulating a photocatalytic coating feature with improved hydro- and oleo-philicity for specialised applications, such as solar panel coating, amongst others. IGL Coatings prioritises sourcing sustainable materials and creating cost effective solutions in its formulations. Titan is no different as it is formulated to reduce the burden of ineffective cleaning and reduce the amount of materials used in sanitisation. n
Author: Fiona Chin, IGL Coatings Website: www.iglcoatings.com
References1. Sunada K; Watanabe T; Hashimoto K: Studies
on photokilling of bacteria on TiO2 thin film. Journal of Photochemistry and Photobiology A: Chemistry, 2003, 156, 227-233.
Figure 3A. Schematic illustration of the process of E.coli photokilling on TiO2 film
Figure 3B. Magnified view of cell envelope
Figure 4A. (A) The white dots represent the bacterial count upon application at 0hr; (B) Significant reduction of bacteria after 0.5hr (30min); (C) Further reduction of bacteria after 1hr; (D) Bacterial presence is almost eliminated after 1.5hr; (E) and (F) show trace amounts of bacteria after 2hr
Figure 4B: Gram-positive bacteria results after 24hr with Ecocoat Titan
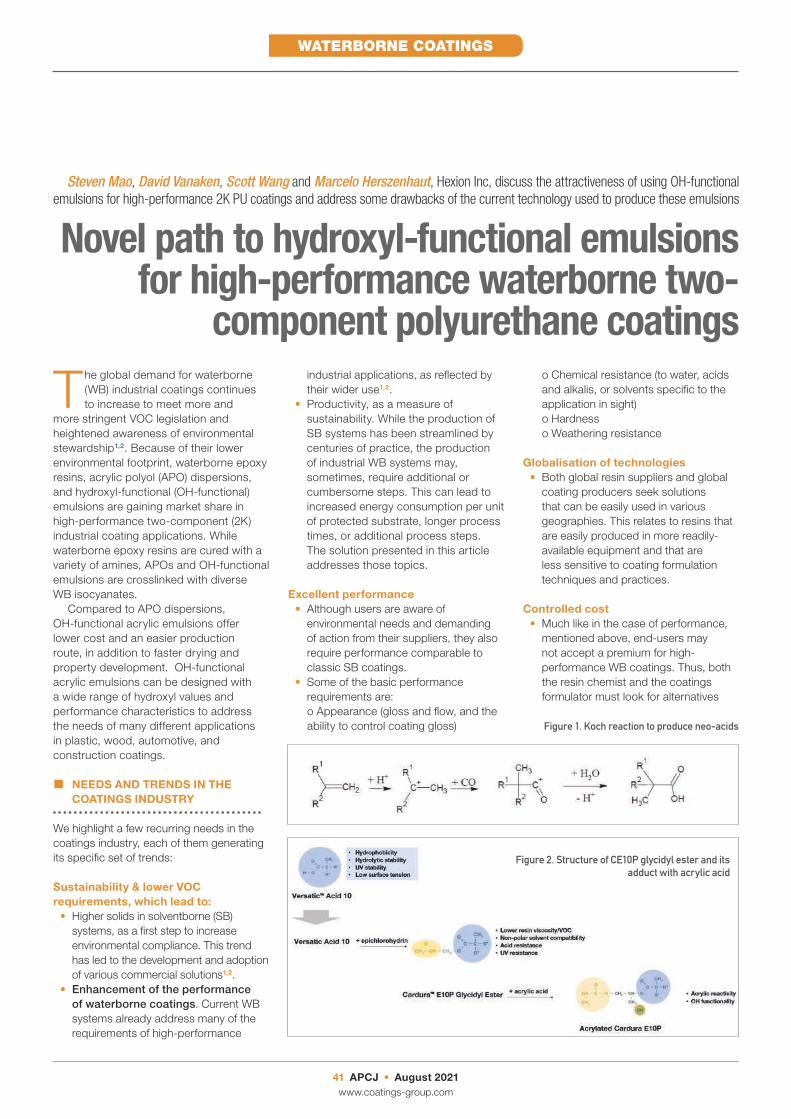
WATERBORNE COATINGS
41 APCJ • August 2021www.coatings-group.com
The global demand for waterborne (WB) industrial coatings continues to increase to meet more and
more stringent VOC legislation and heightened awareness of environmental stewardship1,2. Because of their lower environmental footprint, waterborne epoxy resins, acrylic polyol (APO) dispersions, and hydroxyl-functional (OH-functional) emulsions are gaining market share in high-performance two-component (2K) industrial coating applications. While waterborne epoxy resins are cured with a variety of amines, APOs and OH-functional emulsions are crosslinked with diverse WB isocyanates.
Compared to APO dispersions, OH-functional acrylic emulsions offer lower cost and an easier production route, in addition to faster drying and property development. OH-functional acrylic emulsions can be designed with a wide range of hydroxyl values and performance characteristics to address the needs of many different applications in plastic, wood, automotive, and construction coatings.
n NEEDS AND TRENDS IN THE COATINGS INDUSTRY
We highlight a few recurring needs in the coatings industry, each of them generating its specific set of trends:
Sustainability & lower VOC requirements, which lead to:
• Higher solids in solventborne (SB) systems, as a first step to increase environmental compliance. This trend has led to the development and adoption of various commercial solutions1,2.
• Enhancement of the performance of waterborne coatings. Current WB systems already address many of the requirements of high-performance
industrial applications, as reflected by their wider use1,2.
• Productivity, as a measure of sustainability. While the production of SB systems has been streamlined by centuries of practice, the production of industrial WB systems may, sometimes, require additional or cumbersome steps. This can lead to increased energy consumption per unit of protected substrate, longer process times, or additional process steps. The solution presented in this article addresses those topics.
Excellent performance• Although users are aware of
environmental needs and demanding of action from their suppliers, they also require performance comparable to classic SB coatings.
• Some of the basic performance requirements are:o Appearance (gloss and flow, and the ability to control coating gloss)
o Chemical resistance (to water, acids and alkalis, or solvents specific to the application in sight)o Hardnesso Weathering resistance
Globalisation of technologies• Both global resin suppliers and global
coating producers seek solutions that can be easily used in various geographies. This relates to resins that are easily produced in more readily-available equipment and that are less sensitive to coating formulation techniques and practices.
Controlled cost• Much like in the case of performance,
mentioned above, end-users may not accept a premium for high-performance WB coatings. Thus, both the resin chemist and the coatings formulator must look for alternatives
Steven Mao, David Vanaken, Scott Wang and Marcelo Herszenhaut, Hexion Inc, discuss the attractiveness of using OH-functional emulsions for high-performance 2K PU coatings and address some drawbacks of the current technology used to produce these emulsions
Novel path to hydroxyl-functional emulsions for high-performance waterborne two-
component polyurethane coatings
Figure 1. Koch reaction to produce neo-acids
Figure 2. Structure of CE10P glycidyl ester and its adduct with acrylic acid

WATERBORNE COATINGS
42 APCJ • August 2021www.coatings-group.com
that deliver lower environmental impact and better performance at a reasonable cost.
n TAKING ADVANTAGE OF A HIGHLY VERSATILE FAMILY OF BUILDING BLOCKS
In the 1950s, Dr Herbert Koch from the Max Plank Institute in Mülheim, Germany, found that olefins react with carbon monoxide and water under the influence of strong acids to form tertiary, highly branched neocarboxylic acids (Figure 1)3,4.
These neocarboxylic acids can be converted to their glycidyl esters by reaction with epichlorohydrin. Versatic™ Acid 10 (VA10), a neocarboxylic acid with 10 carbon atoms, is converted into Cardura™ E10P glycidyl ester (CE10P) via this route. In turn, the reaction of CE10P with acrylic acid generates Acrylated CE10P (ACE) (Figure 2).
ACE is a highly versatile molecule, containing an acrylic unsaturation, OH functionality (mostly primary) and a very hydrophobic and highly branched tertiary substituted structure. The acrylic functionality is used to incorporate ACE into polymers through reaction with other unsaturated monomers, the OH group can be used for crosslinking with isocyanates and the branched alkyl chain from VA10 imparts outstanding performance characteristics.
n BUILDING WB 2K PU SYSTEMS
WB 2K PU systems are based on (A) an OH-functional resin (the clear majority with an acrylic backbone) or a mixture of such resins and (B) an isocyanate or a mixture of isocyanates. We will address here the (A) component.
Figure 3 shows the logical evolution in the technologies developed to produce OH-functional WB APO resins to be crosslinked with isocyanates.
APO resin solutions are based on polymers with relatively short chains and high acid values. To deliver sufficiently low molecular weights, special equipment or larger quantities of chain-transfer agents
may be required. After the polymerisation step, the acid groups are neutralised with amines and the resin is dissolved in water. However, this technology still requires the use of high quantities of co-solvent to ensure full solubility of the resin in water. Furthermore, the high concentration of acids groups may negatively affect performance of the cured coating. Figure 4 displays the relative acid value ranges for the technologies shown in Figure 3.
Waterborne APOs are typically prepared via conventional radical polymerisation in solvent, much like their solventborne analogues (Figure 5). Waterborne APOs differ from solventborne APOs in that they contain a certain quantity of acid monomer, such as acrylic or methacrylic acid, to impart anionic character to the polymer. After the polymer is synthesised, these acid groups are neutralised with an amine to bring water dispersibility. One disadvantage of polyols prepared via the conventional process is their solvent content. A significant amount of solvent is required as a medium for the polymerisation process and without additional processing steps, this solvent remains in the polymer. To reduce the solvent content of the polymer to an acceptable level, an energy- and time-intensive distillation step is required.
When used as a reactive medium for APO synthesis, CE10P replaces the solvent that would otherwise be used for polymerisation. CE10P is gradually incorporated into the polymer backbone during the monomer feed step by the reaction of its epoxy functionality with acid groups contributed by acrylic or methacrylic acid present in the monomer feed. During this process, two
reactions occur simultaneously: radical polymerisation of the monomers and the epoxy-acid reaction which incorporates the CE10P in the acrylic polyol.
The use of CE10P in the synthesis of acrylic polyol resins, both SB and WB, has been extensively discussed in the literature5,6,7. This paper will focus on the use of the acrylated adduct.
n PRIMARY VS. SECONDARY DISPERSION
Figure 3 portrays OH-functional emulsions, a better form of WB APO technology. To address the question “why?”, we will compare the two types of resins, evaluating the production process and chemical properties.
ProcessAs described above, secondary dispersions involve:
(i) polymerisation (with orwithout solvent),(ii) neutralisation of carboxylic acid groups,(iii) dispersion of the neutralised resin in water.An additional fourth step, solvent
removal, may occur at different times, according to equipment and technology.While steps (i) and (ii) may be performed in the same vessel, step (iii) will require high-shear mixing to ensure formation of a stable dispersion. This implies at least two vessels, in addition to the solvent removal train.
Emulsion polymerisation is a simpler process, performed in a single vessel, itself with a rather simple design, does not require the use of solvents, rather using water as the polymerisation medium and can be performed at lower process temperatures than solventborne polymerisation.
ChemistrySecondary APOs dispersions are stabilised via neutralised acid groups distributed along the molecular chains. This relatively high concentration of carboxylic acid groups may lead to issues during cure (interference with the
Figure 4. Relative ranges of acid values for various WB APO technologies
Figure 3. Building resins for WB 2K PU systems Figure 5. Synthesis of conventional WB APOs

WATERBORNE COATINGS
43 APCJ • August 2021www.coatings-group.com
isocyanate crosslinkers) and to moisture sensitivity of the cured films. Furthermore, to produce stable dispersions, such chains cannot be too long and they usually have Mw values around 10,000 Da. Under similar cure conditions (catalyst and isocyanate concentration), these shorter chains exhibit slower cure response, because they fall short in properties from physical drying.
Emulsion polymerisation can be equated to a multitude of parallel bulk reactions performed in nanosized reactors (the polymer particles). Emulsions are stabilised with surfactants, and much higher Mw values are attained (upwards of 200,000 Da). Thus, once the emulsion-based coating has been applied and its film has coalesced, it will present physical properties before the onset of cure, solely because of the higher molecular weight. This will affect the apparent drying time and other characteristics, such as handling time. Figure 6 summarises these comparisons.
n NOVEL OH-FUNCTIONAL EMULSIONS FOR HIGH-PERFORMANCE WB 2K PU COATINGS
Having established the attractiveness of OH-functional emulsions for high-performance 2K PU coatings, we will now address some drawbacks of the
current technology used to produce these emulsions and some unmet process and performance needs.
Most often, the source of OH functionality in these emulsions is HydroxyEthyl MethAcrylate monomer (HEMA). HEMA is a small, very polar molecule and is readily miscible with water. HEMA’s solubility in water creates some process problems:
• HEMA-rich monomer pre-emulsions tend to be less stable than those based on less soluble monomers8,9
• Once fed into the polymerisation reactor, HEMA tends to more easily homopolymerise in the water phase (and not in the micelles) – this leads to emulsions with higher grit formation and reduced HEMA concentration in the polymer micelles (HEMA does polymerise, albeit “in the wrong place”)
The use of ACE (Acrylated CE10P) as another source of OH functionality addresses both issues above. Since the solubility of ACE in water is negligible, it readily migrates to the organic micelles, carrying HEMA along. In doing that, ACE helps stabilise the polymer pre-emulsion and reduce grit formation. Figures 7 and 8 illustrate these benefits for an emulsion with 4.2% OH on solids.
Figure 6. APO dispersions and APO emulsions – differences in synthesis and structure
Figure 7. Increased monomer pre-emulsion stability with ACE
Figure 9. Improved crosslink density and functional group distribution when ACE is used
Figure 8. Reduced grit formation with ACE pre-emulsion stability with ACE

WATERBORNE COATINGS
44 APCJ • August 2021www.coatings-group.com
In addition to addressing process concerns, the use of ACE as a comonomer improves the emulsion polymer performance. As mentioned above, HEMA is extremely hydrophilic. Therefore, HEMA tends to stay on the surface of the polymer particles, either on the polymer backbone or in oligomer form. An emulsion that relies solely on HEMA as the source of OH functionality will, thus, have particles that will mostly crosslink on their surface. On the other hand, when ACE is used as a comonomer, it helps distribute OH groups inside the micelles, which leads to polymers with a more homogenous distribution of reactive OH groups. Thus, crosslinking occurs both inside and outside the polymer particles. This effect is shown in Figure 9.
Finally, one additional advantage of using ACE as a comonomer relates to compatibility with isocyanate crosslinkers. To properly cure, the emulsified resins must be compatible with the crosslinkers. Waterborne isocyanates are too viscous as supplied, so they are usually diluted with hydrophobic solvents (eg PMA). The very non-polar Versatate groups in ACE increase the compatibility of emulsified polymers with non-polar (hydrophobic) solvents. This results in better mixing of the crosslinkers and polymers, which, in turn, leads to improved properties of the cured films.
Figure 10 compares the properties of clear films, made one with a regular HEMA-only emulsion and one with a 50/50 mole HEMA/ACE monomer blend. In both cases, the OH content is 4% on solids. In addition to process benefits, the use of ACE as comonomer brings clear benefits to coating performance. Hexion has developed a toolbox to tailor polymer composition to the required performance, including drying speed.
n CONCLUSION
The use of Acrylated Cardura E10P (ACE) as a comonomer with HEMA in the synthesis of OH-functional emulsions addresses issues observed when HEMA is used alone. Monomer pre-emulsions containing ACE will be more stable and the process will generate less grit, reducing polymer losses. In addition, the hydrophobic nature of ACE ensures that the OH groups in the final polymer are evenly distributed within the polymer particles, not only on their surface, leading to better crosslinking. Furthermore, the hydrophobic nature of ACE improves miscibility of the isocyanates used for 2K WB PU coatings, resulting in better coating performance. Finally, performance properties of the emulsions based on ACE are improved over those without this monomer. n
Authors: Steven Mao, David Vanaken, Scott Wang and Marcelo Herszenhaut, Hexion Inc.Email: [email protected]: www.hexion.com/versatic
References1. V Kumar and A Bhattacharya, Demand for Low-VOC Coatings Continues to
Rise, Paint & Coatings Industry, May 5, 2020.2. C Challener, Waterborne Industrial Coatings: Regulatory Changes Slowly
Driving Shift to Waterborne, CoatingsTech, Vol. 14, no 10, October 2017.3. H Koch, Production of carboxylic acids from olefins, US patent 2,831,877, filed
March 17, 1952.4. H Koch, Über neuere bei der Synthese verzweigter Carbonsäuren erzielte
Ergebnisse, Fette, Seifen, Anstrichmittel, Vol 59, no 7, 493-498, 1957.5. C Steinbrecher, C Le Fevere, D Heymans, Hybridized Acrylic and Polyester
Chemistries: High Performance Polyols for Solventborne and Waterborne Polyurethane Topcoats, conference “Automotive Coatings”, 2011, Berlin, Germany.
6. C Cavallin, Z Yan, D Vanaken, D Heymans, High Solids Acrylic and Polyester Polyols Made Easy: The Glycidyl Ester of Neodecanoic Acid Provides Performance and Competitiveness, ABRAFATI conference, 2015, São Paulo, Brazil.
7. C Cavallin, M Herszenhaut, The production of high-performance waterborne acrylic polyols made easy by the use of glycidyl neodecanoate technology, Coatings Trends and Technologies, 2016, Chicago, USA.
8. C Y Zhang, Z W Zhu, S L Gong, Synthesis of stable high hydroxyl content self-emulsifying waterborne polyacrylate emulsion, Journal of Applied Polymer Science, 2017, DOI: 10.1002/APP44844.
9. F Zhang, Y Wang, L Yuan, C Chai, Synthesis of Acrylic Emulsion Containing High Hydroxyl Content, Journal of Macromolecular Science, Part A, Volume 41, 2001, issue 1, 15-27.
Figure 10. Comparison of cured film properties with and without ACE as comonomer (emulsion with 4% OH content)