INSTITUTO TECNOLOGICO SUPERIOR DE COATZACOALCOS FACULTAD DE INGENIERIA QUIMICA
89
INSTITUTO TECNOLOGICO SUPERIOR DE COATZACOALCOS FACULTAD DE INGENIERIA QUIMICA INDUSTRIAS DERIVADAS DEL ETILENO S.A. DE C.V. PROYECTO Estudio sobre estado y funcionamiento de un sistema de trampeo (Trampas de Vapor). ALUMNO César Augusto Escandón González. Coatzacoalcos Veracruz México 1
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of INSTITUTO TECNOLOGICO SUPERIOR DE COATZACOALCOS FACULTAD DE INGENIERIA QUIMICA
INSTITUTO TECNOLOGICO SUPERIOR DE COATZACOALCOS
FACULTAD DE INGENIERIA QUIMICA
INDUSTRIAS DERIVADAS DEL ETILENO S.A. DE C.V.
PROYECTO
Estudio sobre estado y funcionamiento de un sistema de
trampeo
(Trampas de Vapor).
ALUMNO
César Augusto Escandón González.
Coatzacoalcos Veracruz México
1
ÍndiceINTRODUCCION 3
PROYECTO TÉCNICO 4
Objetivo General: 4
Objetivos Específicos: 4
CAPITULO 1 5
ESTUDIO DE LA ORGANIZACIÓN. 5
UBICACIÓN FÍSICA DENTRO DE LA CIUDAD (CROQUIS): 6
JUSTIFICACION DEL PROYECTO 13CAPITULO 2 14FUNDAMENTOS TEÓRICOS. 14
Eliminación del Condensado 14
TRAMPAS MECANICAS 15
Trampa de Vapor de Balde Invertido 15
Trampa de Vapor de tipo Termodinámico 17
Trampa de Vapor Mecánica tipo Boya 20
Trampa de vapor mecánica de tipo flotador libre 23
CAPITULO 3 25
SELECCIÓN DEL TAMAÑO DE TRAMPAS DE VAPOR. 25
CAPITULO 4 28
DIAGNÓSTICO Y REPARACIÓN DE LAS TRAMPAS DE VAPOR 28
CAPITULO 5 32
ANÁLISIS DE RESULTADOS 32
Evaluación de imagen termográfica de una trampa de vapor con funcionamiento correcto. 34
Evaluación de imagen termográfica de una trampa de vapor que ha fallado. 35
Conclusiones y Recomendaciones 42
CAPITULO 6 43
2

FICHAS DE INSPECCION DE SISTEMA DE TRAMPEO 43
ANEXO 1 45
NORMAS GENERALES DE INSTALACIÓN Y MANTENIMIENTO DE TRAMPAS DE VAPOR. 45
ANEXO 2 51
CAMARA TERMOGRAFICA FLUKE Ti400 51
ANEXO 3 59
ARREGLOS DE TUBERÍA Y TRAMPEO PARA DRENADO DE CONDENSADO 59
BIBLIOGRAFIA 67
INTRODUCCIONEl proyecto descrito a continuación fue realizado con fines
de presentación para IDESA (Industrias Derivadas del
Etileno). El formato de residencias profesionales establece
que debe realizarse un proyecto técnico la cual es el último
requisito en el plan de estudios de Ingeniería Química, en el
grado de Licenciatura.
El proyecto técnico consiste en un estudio sobre las trampas
de vapor que existen dentro de la Unidad Industrial, buscando
cuantificar problemas de desperdicio y proponer soluciones a
los problemas técnicos del sistema existente de vapor.
3
PROYECTO TÉCNICO
Objetivo General:
Determinar las fugas existentes, estado y funcionamiento
dentro de las trampas de vapor, con el fin de calcular la
perdida de energía y la determinación de la cantidad de
condensado al calentar los diferentes compuestos que llegan a
UIC.
Objetivos Específicos:
4
Evaluar el estado actual de las trampas de vapor.
Estimar la magnitud económica del desperdicio en las
líneas de vapor.
Proponer las mejoras necesarias para corregir el
problema de desperdicio.
Diseño de una ficha de inspección y su periodicidad,
para el mantenimiento preventivo de las trampas de
vapor.
5
CAPITULO 1
ESTUDIO DE LA ORGANIZACIÓN.
INDUSTRIAS DERIVADOS DEL ETILENO S.A. (IDESA): Uno de los
mayores grupos empresariales de México, ofrece desde hace más
de 50 años productos y servicios que forman parte de nuestra
vida diaria. Está integrado por cuatro áreas de negocio —
Petroquímica, Distribución, Logística y Negocios de
Aplicación— con amplia presencia en la República Mexicana y
alcance internacional.
GIRO DE LA EMPRESA:
Es una empresa de clase mundial que ofrece productos
petroquímicos selectos y de alta calidad, la cual mantiene un
estricto control de su producción para satisfacer las
necesidades de sus clientes, es por eso que esta empresa es
muy competitiva en el giro “Petroquímica”, porque se dedica a
la producción de etilenglicoles; son derivados del óxido de
etileno, estas son usadas en diversas aplicaciones a nivel
industrial, principalmente como materia prima en la
manufactura de fibras poliésteres, resina de
polietilentereftalato (PET), líquidos automotrices y otros
productos químicos. También se dedica a la producción de las
etanolaminas, que también son derivados del óxido de etileno
y amoníaco. Pueden ser usadas en diferentes aplicaciones como
surfactantes, agroquímicos, aditivos para concreto, en la
6
purificación de gas natural, así como inhibidores de
corrosión y control de PH, entre otras.
DIRECCIÓN DE LA EMPRESA:
Industrias Derivadas del Etileno S.A. de C.V. es una de las
unidades industriales situadas en la Ciudad de Coatzacoalcos
del Estado de Veracruz, se encuentra en el km. 4.2. Blvd. a
Rabón Grande S/N parque industrial Petroquímica Morelos, C.P.
96400, como se muestra en la figura 1 y 2.
7
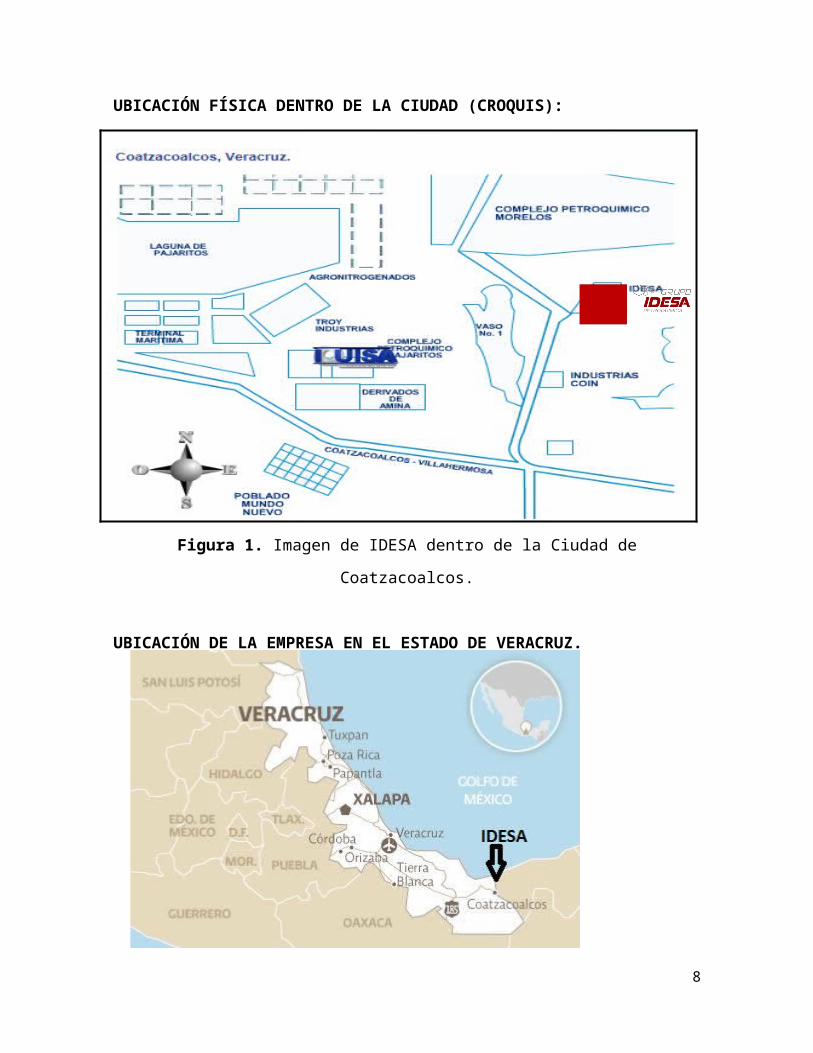
UBICACIÓN FÍSICA DENTRO DE LA CIUDAD (CROQUIS):
Figura 1. Imagen de IDESA dentro de la Ciudad de
Coatzacoalcos.
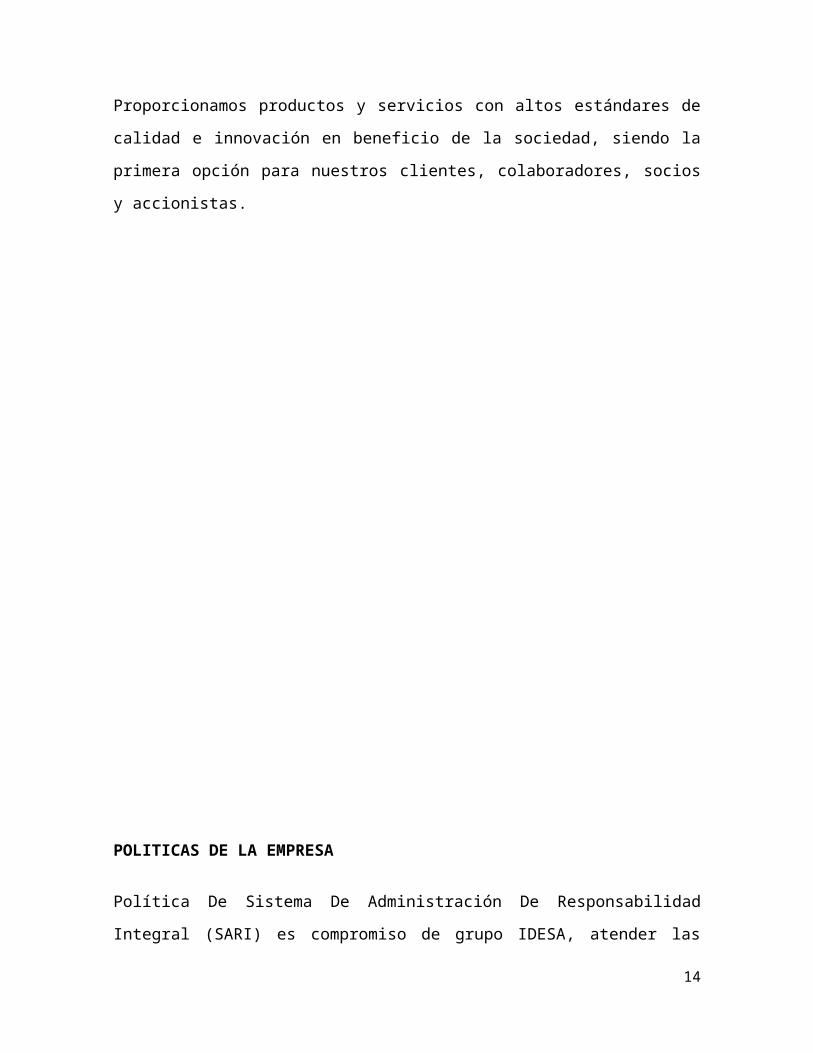
UBICACIÓN DE LA EMPRESA EN EL ESTADO DE VERACRUZ.
8

Figura 2. Ubicación de IDESA en el Estado de Veracruz.
ANTECEDENTES DE LA EMPRESA
GRUPO IDESA surgió de la visión de un grupo de inversionistas
cuyo objetivo fue el establecer una empresa acorde con las
necesidades del país y así fortalecer la industria
petroquímica. Durante más de medio siglo ha sido uno de los
pioneros en este sector clave para el desarrollo del país.
Con los años, ha sabido diversificarse para extender su
alcance y robustecer su presencia en el mercado.
En 1956 nace Grupo IDESA S.A. de C.V. con la fundación de
Síntesis Orgánicas, S.A. de C.V. (SOSA), estableciéndose una
planta de transformación en Tlalnepantla (inmediaciones de la
Ciudad de México) para la producción de Anhídrido Ftálico.
En 1963, de acuerdo al propósito manifiesto de abastecer
nuevos productos petroquímicos básicos, se constituye
Industrias Derivadas del Etileno, S.A. de C.V. (IDESA).
En 1966 se funda la tercera empresa: Derivados Maléicos, S.A.
de C.V. (DMSA) para producir Anhídrido Maléico.
Con el fin de sustituir importaciones y abastecer el mercado
doméstico, Síntesis Orgánicas muda sus operaciones
productivas a nuevas instalaciones cercanas a la ciudad de
Puebla, formando el primer complejo industrial de Grupo
IDESA.
9

En 1969 IDESA arranca Industrias Derivadas del Etileno en
Puebla, para producir etanolaminas, glicoles etilénicos y
glicoles propilénicos.
En el año de 1972, se pone en Marcha Derivados Maleicos en la
Unidad Industrial de Puebla para la producción de anhídrido
Maleico
En 1974 se anuncia la creación de una nueva compañía,
Glicoles Mexicanos, S.A. de C.V. (GLIMEX), en sociedad con el
gobierno mexicano a través de Nafinsa y Somex.
En 1975 inicia la construcción de las plantas de Glimex y
POLIDESA.
En 1979 comienza actividades el complejo petroquímico ubicado
en Apizaco, Tlaxcala, conocido como Unidad Industrial
Tlaxcala. GLIMEX arranca su producción de glicoles etilénicos
en las instalaciones del estado de Tlaxcala, marcando el
inicio de una nueva etapa en la compañía con la adaptación y
desarrollo de tecnología por los propios expertos del Grupo,
siendo aplicadas en la producción y en la construcción de
nuevas plantas.
Se pone en marcha, también en la Unidad Industrial Tlaxcala,
Poliestireno y Derivados S.A. de C.V. (POLIDESA), empresa
creada como resultado de una coinversión con el gobierno
federal para la producción de poliestireno.
En el año de 1980, como consecuencia de la investigación y
desarrollo tecnológico propios, IDESA amplía la capacidad
10

instalada de la planta de Etanolaminas en la Unidad
Industrial Puebla.
En 1981 se formaliza como necesidad estratégica y
administrativa la creación de Grupo IDESA, S.A. de C.V.,
compañía tenedora de acciones (Holding), cuyo propósito
consiste en coordinar, consolidar e integrar funciones
financieras, fiscales y de planeación estratégica de las
empresas, así como promover nuevas inversiones.
En 1983 se crea Desarrollo Corporativo IDESA, S.A. de C.V.
(DECORPI) con oficinas generales ubicadas en el Distrito
federal, para fortalecer e integrar los recursos humanos del
Grupo.
En 1986,con una visión exportadora Síntesis Orgánicas S.A.
de C.V- (SOSA) inaugura una nueva planta para la producción
de anhídrido ftálico en la Unidad Industrial d Tlaxcala
En 1987, Grupo IDESA adquiere del gobierno la totalidad de la
participación accionaria de POLIDESA y Glimex.
En 1988 POLIDESA duplica su capacidad gracias al desarrollo
de tecnología propia.
En el año de 1995, POLIDESA inicia en Tlaxcala la producción
de poliestireno expansible (EPS).
En 1997 inician operaciones de IDESA en la unidad industrial
Coatzacoalcos, con la producción de etilenglicoles y
etanolaminas.
En 1999, se lleva a cabo la fusión de GLIMEX e IDESA.
11

En el 2005 se crea NOVIDESA, S.A. de C.V., como resultado de
una coinversión entre GRUPO IDESA y NOVA
ChemicalsCorporation, con el objetivo de incursionar en el
mercado mexicano del Poliestireno Expansible (EPS), mejorar
la tecnología existente, dar un alto valor agregado en
aplicaciones para la construcción empaque, así como para
fortalecer el mercado de resinas de poliestireno en México.
En el año 2006 se crea el Centro de Desarrollo Tecnológico
IDESA, S.A. de C.V. (CDTI) con objetivo de centralizar el
conocimiento de todas las Unidades Industriales del Grupo,
así como coordinar y llevar a cabo la investigación y
desarrollo de nuevos productos y procesos para fortalecer el
desarrollo de tecnología.
En año 2007 inicia la incursión en la distribución de
productos químicos, por lo cual adquiere Negociación Alvi,
empresa de gran prestigio en ese sector.
En el año 2010 Egon Meyer, distribuidora de productos
químicos y fabricante de plastificantes, solventes, resinal,
pinturas arquitectónicas, tintas y esmaltes, se integra al
Grupo para fortalecer las actividades de distribución.
Braskem e IDESA firman un contrato de largo plazo con
Petróleos Mexicanos (PEMEX) para llevar a cabo el proyecto de
Etileno XXI.
En el año 2011, para continuar con el fortalecimiento de la
división de distribución se crea ALVEG Distribución Química
S.A. de C.V. resultado de la fusión de Negociación Alvi y
12

Egon Meyer, ALVEG consolida y fortalece así su relación con
clientes y proveedores, además de incrementar su catálogo de
productos.
Se adquiere Petramin S.A. de C.V., empresa dedicada ala
producción de alquilaminas desde 1983, con el objetivo de
fortalecer al Grupo mediante la cobertura del mercado de
especialidades.
Se reorganiza el Grupo en cuatro divisiones: Petroquímica,
Distribución, Logística y Negocios de aplicación, más la
participación en el proyecto Etileno XXI.
Y en el año 2012 Excellence Sea and Landlogistics (ESLL)
inaugura instalaciones marítimas en Veracruz habilitadas para
el almacenaje y maniobra de fluidos.
MISION
Proporcionar soluciones innovadoras para el desarrollo de la
industria en beneficio de la sociedad.
VISION
Somos un Grupo Mexicano sustentable y diversificado con
presencia internacional.
13
Proporcionamos productos y servicios con altos estándares de
calidad e innovación en beneficio de la sociedad, siendo la
primera opción para nuestros clientes, colaboradores, socios
y accionistas.
POLITICAS DE LA EMPRESA
Política De Sistema De Administración De Responsabilidad
Integral (SARI) es compromiso de grupo IDESA, atender las
14
necesidades de sus empleados y trabajadores para garantizar
un ambiente laboral sano, seguro y eficiente, así como
contribuir con la seguridad de la sociedad cercana a nuestras
instalaciones y el cuidado del medio ambiente, suscribiendo
acuerdos voluntarios al cumplimiento de la normatividad para
alcanzar la convivencia en armonía entre todas las partes
involucradas.
Por lo mismo, nos interesa trascender directamente a través
de nuestra empresa, de la seguridad en nuestros procesos y de
los productos que fabricamos, con la participación de
nuestros clientes y proveedores y con nuestras acciones
mediante esquemas de prevención, contribuyendo a la sociedad
y la conservación del medio ambiente.
Política De Calidad En El Servicio Al Cliente La Orientación
al cliente es uno de los valores de Grupo IDESA, siendo
nuestra prioridad atender sus necesidades o requisitos y
trabajar conjuntamente con ellos para desarrollar mejores
productos, eficientar procesos y disminuir costos,
implementando soluciones innovadoras con un enfoque hacia la
mejora continua. Con lo anterior GRUPO IDESA asegura la
constante calidad, disponibilidad y entrega oportuna de sus
productos, ofreciendo un mayor valor agregado.
15

Caracterización del área en que participo.
El área en que participo dentro de la empresa, es el
departamento de Mantenimiento Centrado en Confiabilidad
(MCC), que se encuentra ubicado en el área de oficinas
generales.
Esta es la oficina central es donde se lleva a cabo la
planificación de todos los trabajos de mantenimiento a los
diferentes equipos que están en la planta de proceso, es
decir, están encargados cada uno de los especialistas de
diferentes áreas del mantenimiento como la parte mecánica,
eléctrica e instrumentación y también el encargo de la parte
de producción, todos ellos supervisados por el jefe de
departamento de MCC.
Organigrama
En la figura 3 se muestra el organigrama de jerarquización de
cómo se encuentra constituida la empresa Industrias Derivadas
del Etileno S.A. de C.V., Unidad Industrial Coatzacoalcos.
Unidad industrial Coatzacoalcos.
16
Gerente de Planta

Figura 3. Organigrama de la empresa.
JUSTIFICACION DEL PROYECTO
Este proyecto nace de la necesidad de cuantificar sus
problemas de desperdicio de vapor y de proponer una solución
técnica a esa ineficiencia. Dicho proyecto debe realizarse al
margen de ciertos parámetros, los cuales se explican a
continuación.
A) Los equipos que están siendo objeto de estudio no pueden
ser detenidos con el fin de realizar mediciones de
ningún tipo. Cualquier dato que se requiera deberá
tomarse con el equipo funcionando. O en dado caso17
JefeServicios
Jefe Controlde Calidad
Supervisorde Recursos
Jefe deSeguridad
Superintendente
Secretar
Superintendente de
Superintendente deMantenimient
Supervisorde Sistemas

esperar al paro de planta anual que se realiza en la
empresa en los meses de Julio-Septiembre.
B) En la medida de lo posible, la solución planteada deberá
utilizar únicamente los recursos existentes en la
empresa.
C) La solución planteada debe ir orientada a que el sistema
sea automatizado, es decir, tratar de evitar algún
diseño que requiera presencia de personal adicional al
que ya se encuentra en el plantel.
D) Las calderas, los tanques, los intercambiadores de
calor, el aislante, y las tuberías ya se encuentran
seleccionados y operando, por lo que cualquier solución
debe amoldarse a los sistemas existentes.
Con base en las premisas anteriores, se desempeñó el proyecto
técnico.
CAPITULO 2
18

FUNDAMENTOS TEÓRICOS.
Eliminación del Condensado
Para la eliminación del condensado se emplean las trampas de
vapor. Básicamente, una trampa de vapor es un dispositivo que
retiene el vapor pero separa el agua condensada así como el
aire y otros gases.
La trampa de vapor es una válvula que realiza las siguientes
funciones:
A) Drenar el condensado formado.
B) Eliminar el aire y los gases incondensables.
C) Eliminar cualquier suciedad presente en el vapor y/o los
condensados.
D) No permitir el escape de vapor.
Las hay de tres tipos principalmente:
A) Trampas Mecánicas
B) Trampas Termostáticas
C) Trampas Termodinámicas
Las trampas mecánicas son aquéllas que funcionan detectando
las diferencias de densidad que existen entre el vapor y el
condensado. Entre ellas, se pueden señalar las trampas
combinadas de flotador termostáticas y las trampas de cubeta
invertida. Las trampas termostáticas son aquéllas que
funcionan detectando la diferencia de temperatura entre el
19

vapor y los condensados que se han enfriado. Son de tipo
bimetálico. Las trampas termodinámicas son en realidad unas
válvulas cíclicas.
El tipo y tamaño de la trampa de vapor es vital para la
eliminación eficiente y adecuada del condensado. Se
recomienda consultar las guías de selección de trampas para
la obtención de la correcta información antes de proceder a
la adquisición de estos componentes.
La mayoría de los problemas en los sistemas de vapor, se
originan por fallas en el sistema de drenaje. Las fallas más
comunes son:
No usar trampas de vapor.
Usar una trampa de tamaño inadecuado.
Usar un tipo de trampa no adecuado.
No utilizar un sistema de distribución de vapor
adecuado. (Anexo N° 1).
TRAMPAS MECANICAS
Trampa de Vapor de Balde Invertido
La trampa de vapor con balde invertido y sumergido es una
trampa mecánica que opera basada en la diferencia de
densidades entre el vapor y el agua. El vapor que entra al
balde invertido y sumergido causa que éste flote y que cierre
la válvula de descarga. El condensado que entra a la trampa,
paulatinamente comienza a llenar de líquido el cuerpo de la
trampa, lo que ocasiona que no exista vapor que mantenga el
20
balde a flote, por lo que éste se hunde y así se abre la
válvula de descarga para dejar salir al condensado. A
diferencia de otras trampas mecánicas, la de balde invertido
también ventea continuamente el aire y el bióxido de carbono,
a la temperatura del vapor.
En la figura 4 se ilustra el funcionamiento de la trampa de
vapor de balde invertido. En (i) el balde invertido cuelga,
por acción de la gravedad, y hace que la válvula baje,
separándola de su asiento, por lo que queda abierta. El
condensado fluye desde la parte inferior del balde llenando
el cuerpo de la trampa, hasta que llega a salir por la salida
de la trampa. En (ii) la llegada de vapor provoca que el
balde comience a flotar, lo que causa que se eleve y coloque
la válvula de nuevo en su asiento, lo que hace que se cierre
el orificio de salida.
En (ii) el aire que llega a la trampa cuando comienza a
funcionar el sistema (arranque de la caldera), también
ocasiona que el balde flote y cierre la válvula. El orifico
de purga es esencial para permitir que el aire escape hacia
la parte superior de la válvula para una eventual descarga, a
través de la válvula. El orificio y la presión diferencial
son pequeños, por lo que la trampa es relativamente lenta
para evacuar aire. Al mismo tiempo, cierta cantidad de vapor
debe ser usado (y por tanto desperdiciado) para que la trampa
pueda funcionar una vez que el aire ha sido evacuado.
21
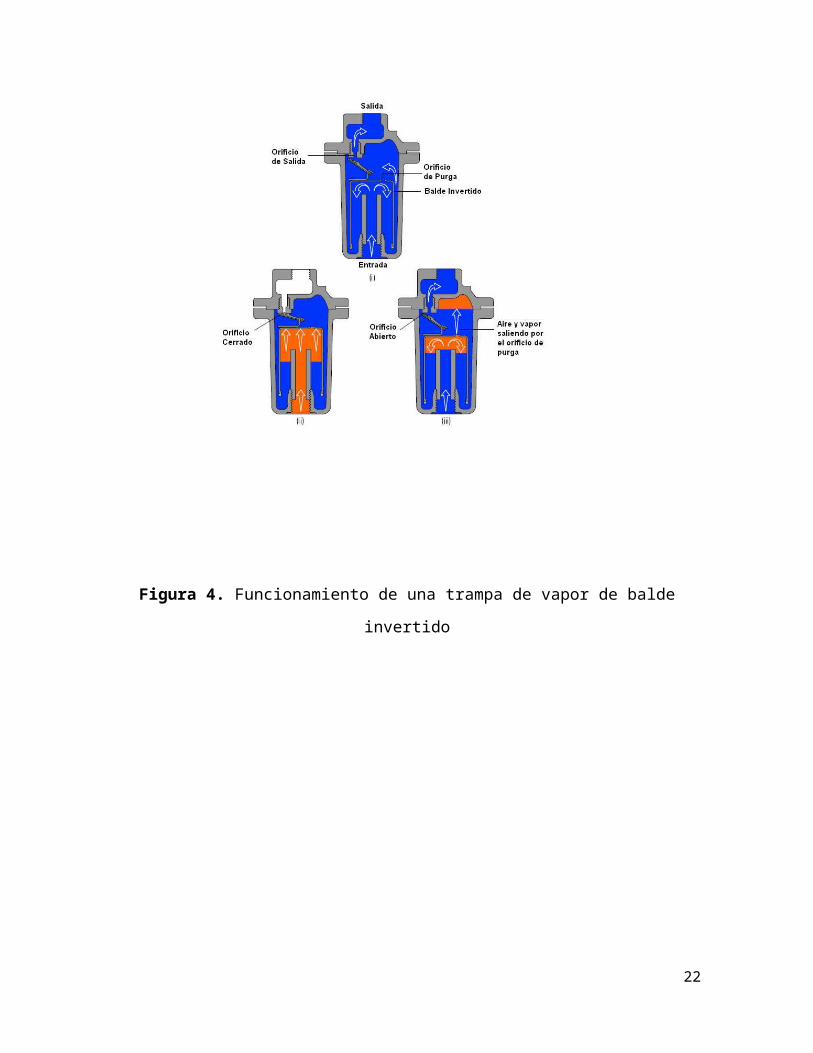
Figura 4. Funcionamiento de una trampa de vapor de balde
invertido
22
Trampa de Vapor de tipo Termodinámico
La trampa de vapor termodinámica es una trampa muy robusta,
que tiene un modo de operación muy sencillo. Su rango de
aplicación es muy amplio, y comúnmente su valor económico es
inferior al de otras trampas para aplicaciones semejantes.
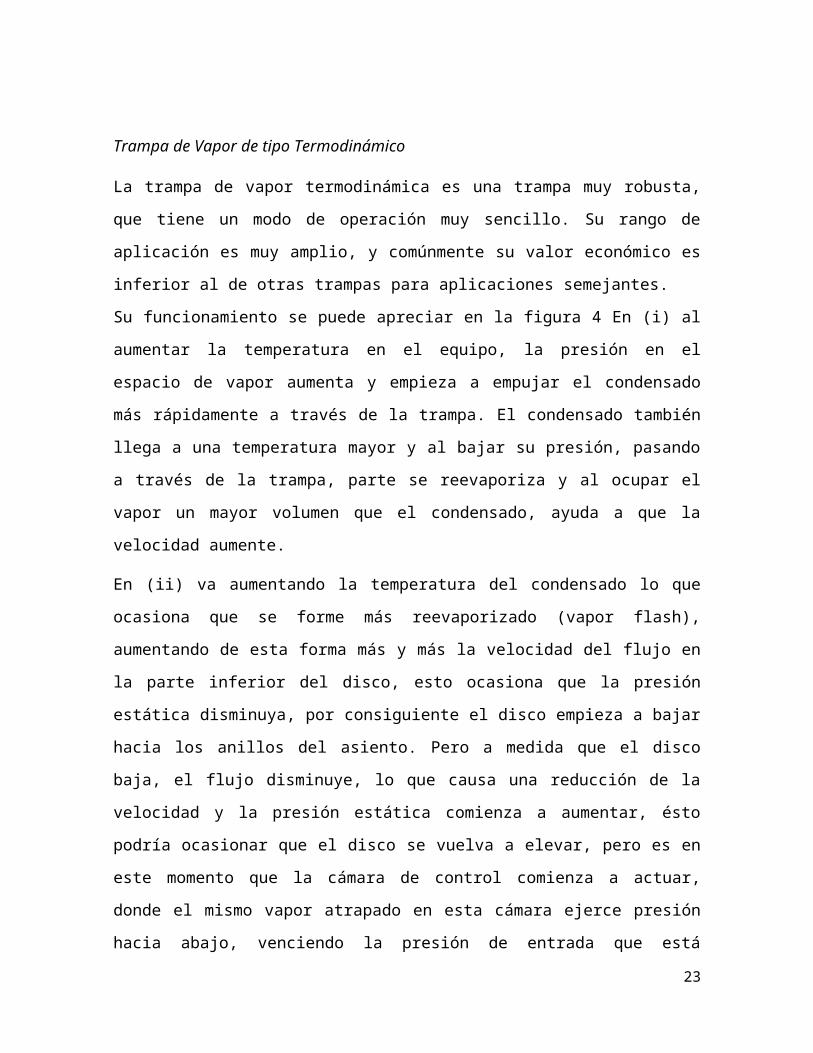
Su funcionamiento se puede apreciar en la figura 4 En (i) al
aumentar la temperatura en el equipo, la presión en el
espacio de vapor aumenta y empieza a empujar el condensado
más rápidamente a través de la trampa. El condensado también
llega a una temperatura mayor y al bajar su presión, pasando
a través de la trampa, parte se reevaporiza y al ocupar el
vapor un mayor volumen que el condensado, ayuda a que la
velocidad aumente.
En (ii) va aumentando la temperatura del condensado lo que
ocasiona que se forme más reevaporizado (vapor flash),
aumentando de esta forma más y más la velocidad del flujo en
la parte inferior del disco, esto ocasiona que la presión
estática disminuya, por consiguiente el disco empieza a bajar
hacia los anillos del asiento. Pero a medida que el disco
baja, el flujo disminuye, lo que causa una reducción de la
velocidad y la presión estática comienza a aumentar, ésto
podría ocasionar que el disco se vuelva a elevar, pero es en
este momento que la cámara de control comienza a actuar,
donde el mismo vapor atrapado en esta cámara ejerce presión
hacia abajo, venciendo la presión de entrada que está
23
actuando en un área muy pequeña en el centro del disco
(diferencia de área entre el anillo interno y el externo) y
obliga a éste a bajar sobre su asiento.
En (iii), al enfriarse el vapor que se encuentra en la cámara
de control, la presión que actúa en la parte superior del
disco disminuye hasta que ya no es lo suficientemente fuerte
como para mantener el disco presionado hacia abajo, y en (iv)
el disco se levanta y la trampa vuelve a descargar condensado
nuevamente.
La trampa se abre debido a las pérdidas térmicas del casquete
superior y se cierra debido a la acción dinámica del vapor
reevaporizado. Es por esta razón que su nombre es trampa
termodinámica.
24
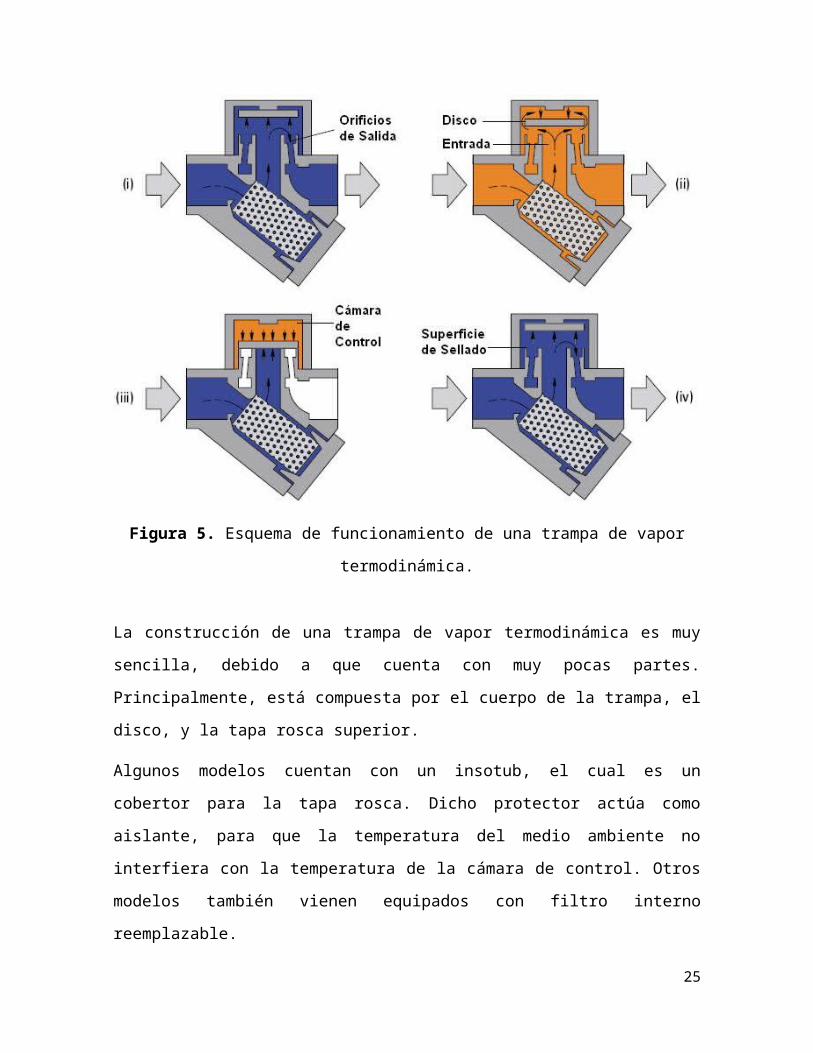
Figura 5. Esquema de funcionamiento de una trampa de vapor
termodinámica.
La construcción de una trampa de vapor termodinámica es muy
sencilla, debido a que cuenta con muy pocas partes.
Principalmente, está compuesta por el cuerpo de la trampa, el
disco, y la tapa rosca superior.
Algunos modelos cuentan con un insotub, el cual es un
cobertor para la tapa rosca. Dicho protector actúa como
aislante, para que la temperatura del medio ambiente no
interfiera con la temperatura de la cámara de control. Otros
modelos también vienen equipados con filtro interno
reemplazable.
25
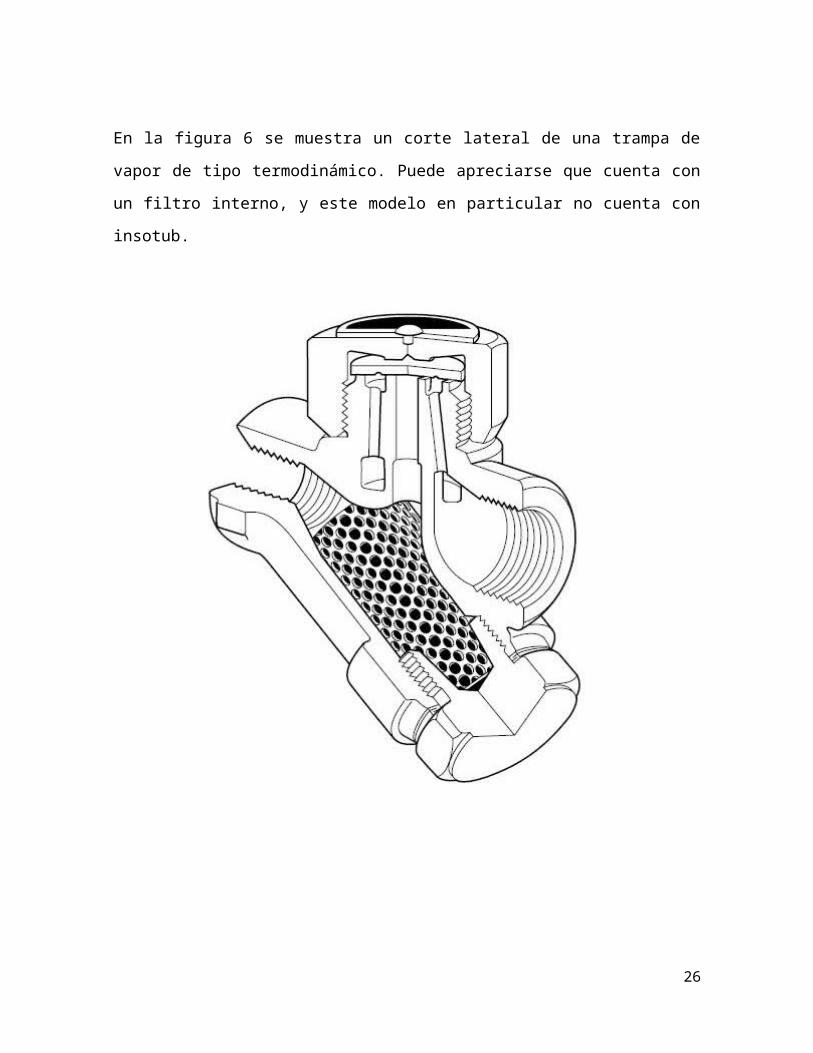
En la figura 6 se muestra un corte lateral de una trampa de
vapor de tipo termodinámico. Puede apreciarse que cuenta con
un filtro interno, y este modelo en particular no cuenta con
insotub.
26

Figura 6. Corte lateral de una trampa de vapor termodinámica.
Trampa de Vapor Mecánica tipo Boya
La trampa de vapor mecánica de tipo boya opera bajo el
principio de diferencia de densidad que existe entre el
condensado y el vapor. En este tipo de trampas, la válvula
siempre se encuentra inundada, así que ni el vapor ni el aire
pueden ser evacuados. Ésta era la razón por la cual en las
primeras trampas de este tipo, se instalaron venteadores de
aire manuales en la parte superior de la trampa. Las trampas
modernas usan un sistema termostático para remover el aire de
la trampa. Esto le permite a la trampa sacar el aire que se
encuentra al principio del ciclo, mientras sigue manejando el
condensado. Una vez evacuado el aire inicial, se mantiene
cerrado hasta que aire, u otros gases no condensables se
27

acumulen en la trampa, lo que causa que se abra de nuevo,
debido a la diferencia de temperatura que hay entre estos
gases y el vapor. La ventila de aire termostática ofrece un
gran beneficio al incrementar significativamente la capacidad
de purga de condensado al inicio del ciclo de vapor.
Figura 7. Al arranque, la baja presión en elsistema forza al aire a salir por el venteador
termostático. Después del venteo del aire,usualmente se tiene una gran cantidad de condensadoque eleva al flotador y abre la válvula principal.El aire sigue siendo descargado por el venteador.
Figura 8. Cuando el vapor llega a la trampa, el venteadortermostático se cierra al responder a la temperatura másalta. El condensado sigue fluyendo a través de la válvulaprincipal, la cual se abre deacuerdo a la posición delflotador. La abertura de la válvula es suficiente paradescargar el condensado con la misma rapidez que llega.
28
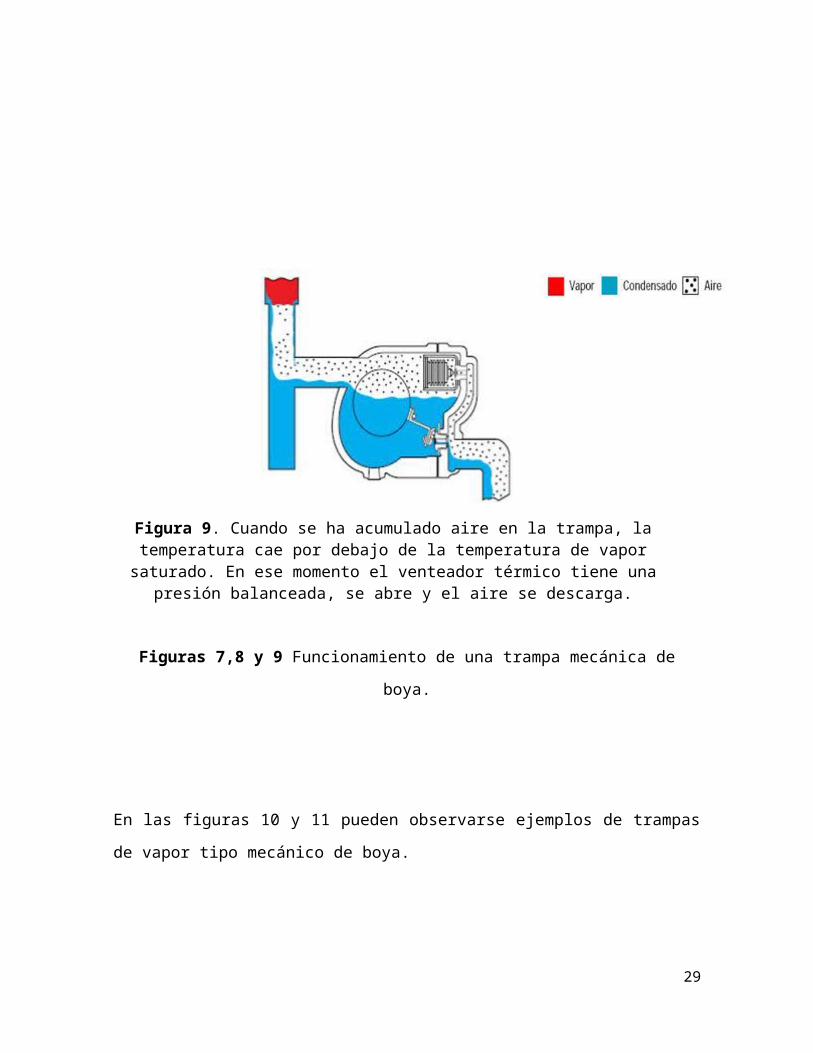
Figura 9. Cuando se ha acumulado aire en la trampa, latemperatura cae por debajo de la temperatura de vapor
saturado. En ese momento el venteador térmico tiene unapresión balanceada, se abre y el aire se descarga.
Figuras 7,8 y 9 Funcionamiento de una trampa mecánica de
boya.
En las figuras 10 y 11 pueden observarse ejemplos de trampas
de vapor tipo mecánico de boya.
29
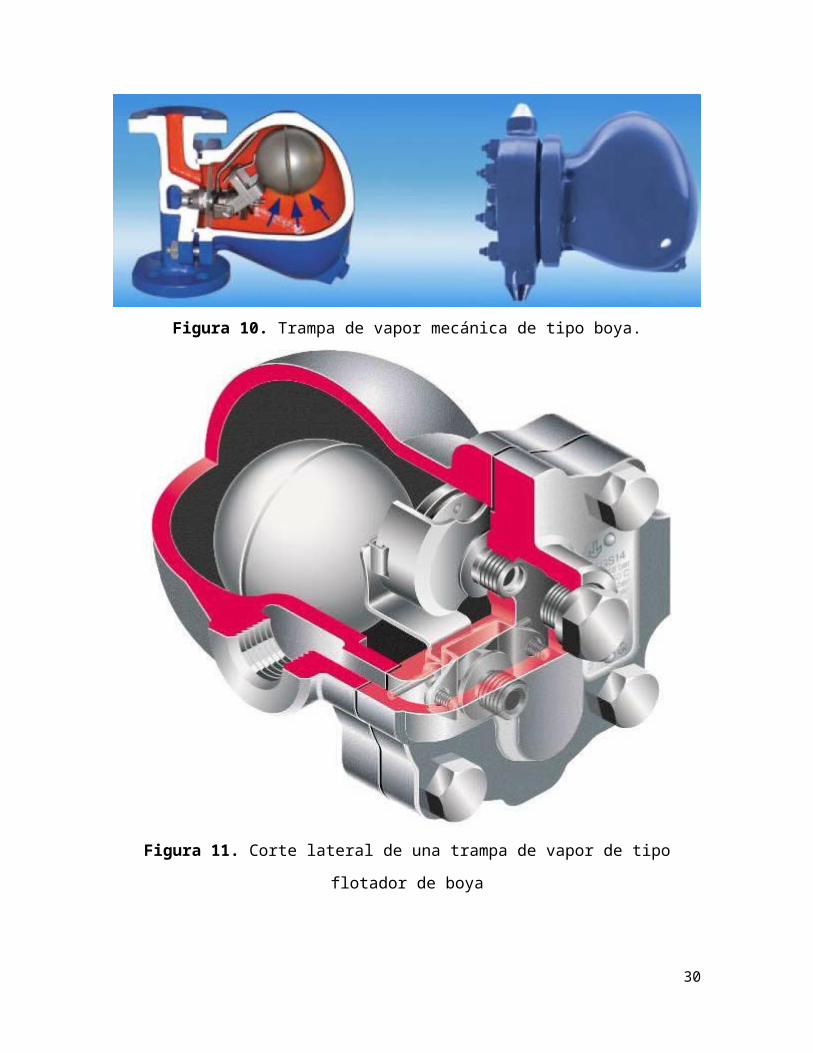
Figura 10. Trampa de vapor mecánica de tipo boya.
Figura 11. Corte lateral de una trampa de vapor de tipo
flotador de boya
30

Trampa de vapor mecánica de tipo flotador libre
Este tipo de trampa es similar a la de flotador con palanca
(boya), sin embargo a diferencia de ella no existe nada que
sujete el flotador y por tanto la única parte en movimiento
es el flotador. El asiento del flotador (orificio) debe ser
tratado térmicamente, lo que incrementa su dureza.
Adicionalmente se elabora en acero inoxidable. En la figura
12 se muestra un esquema de funcionamiento de una trampa de
vapor tipo mecánica de flotador libre. Como puede apreciarse,
no dispone de una palanca que regule el movimiento de la
boya, sino que ésta se mueve libremente con el condensado.
Figura 12. Trampa de vapor mecánica de tipo flotador libre.
31

Cuando el sistema de vapor empieza a funcionar, el aire es
introducido en la trampa, la cual gracias al elemento
termostático o venteo de aire permite expulsarlo libremente a
la atmósfera. Luego llega el condensado frío ocasionando que
el flotador se suspenda y logre desalojarlo igualmente. En la
figura 13 se puede apreciar una fotografía de una trampa de
vapor de flotador libre.
32
Figura 13. Trampa de vapor de tipo balde invertido.
CAPITULO 3
SELECCIÓN DEL TAMAÑO DE TRAMPAS DE VAPOR.
El tamaño necesario de una trampa de vapor para una
aplicación dada, puede ser determinado en tres etapas.
Primera etapa: Obtener la información necesaria.
A) Calcule o estime la carga máxima de condensado en libras
por hora. Si el equipo opera con diferentes presiones de
vapor, debe tomarse en cuenta la carga máxima de
condensado a la presión mínima del vapor.
B) Presión a la entrada de la trampa. Esta puede ser mucho
menor que la presión en las tuberías principales de
33
vapor, ya que se tienen de por medio reguladores de
temperatura, reductores de presión, filtros, y equipo de
transferencia de vapor. (Sistema de distribución de
vapor, Anexo 3)
C) Contra-presión, contra la cual debe operar la trampa.
Esta contra-presión también incluye la carga
hidrostática de los condensados ejercida en el sentido
contrario.
Segunda etapa: Aplique un factor de seguridad.
La relación entre la capacidad de descarga máxima de la
trampa de vapor y la carga de condensado esperada debe
manejarse con un factor de seguridad. El factor de seguridad
es influenciado por:
A) Características de operación de la trampa.
B) Exactitud de la carga de condensado estimada o
calculada.
C) Condiciones de presión a la entrada y salida de la
trampa.
Si la carga de condensado y las condiciones de presión pueden
ser determinadas con precisión el factor de seguridad puede
ser contenido a un mínimo y evitar el sobre-dimensionamiento
de las trampas.
34
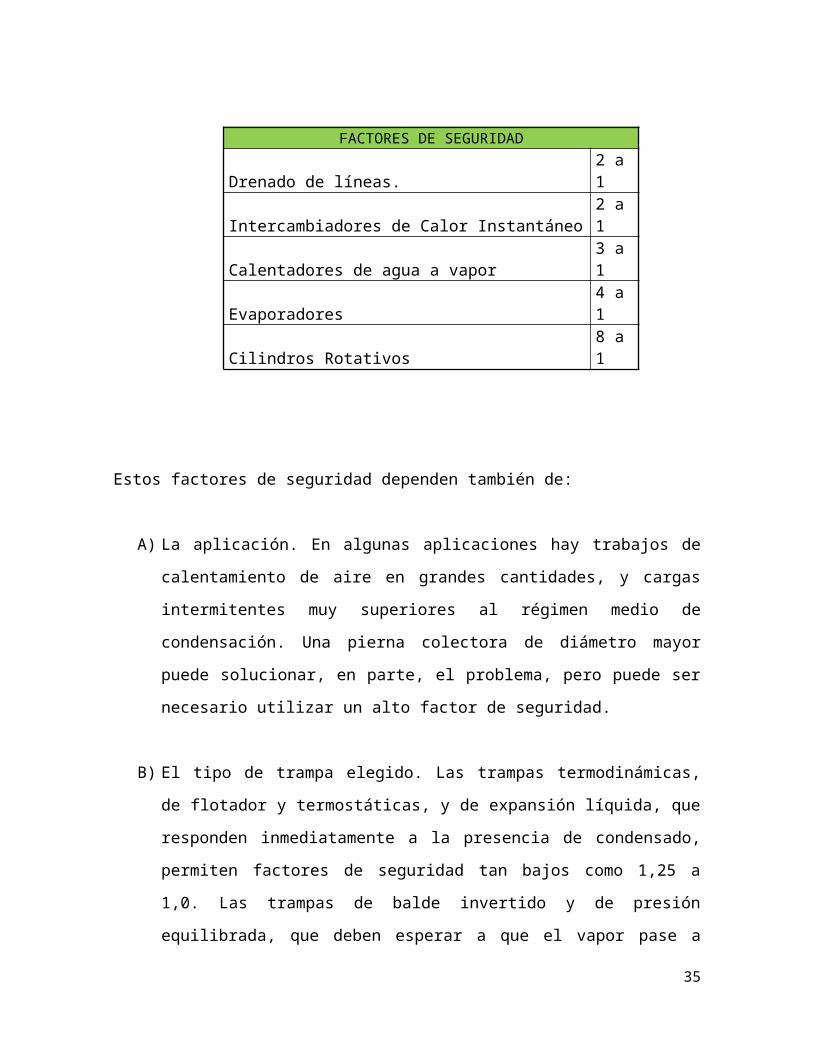
FACTORES DE SEGURIDAD
Drenado de líneas.2 a 1
Intercambiadores de Calor Instantáneo2 a 1
Calentadores de agua a vapor3 a 1
Evaporadores4 a 1
Cilindros Rotativos8 a 1
Estos factores de seguridad dependen también de:
A) La aplicación. En algunas aplicaciones hay trabajos de
calentamiento de aire en grandes cantidades, y cargas
intermitentes muy superiores al régimen medio de
condensación. Una pierna colectora de diámetro mayor
puede solucionar, en parte, el problema, pero puede ser
necesario utilizar un alto factor de seguridad.
B) El tipo de trampa elegido. Las trampas termodinámicas,
de flotador y termostáticas, y de expansión líquida, que
responden inmediatamente a la presencia de condensado,
permiten factores de seguridad tan bajos como 1,25 a
1,0. Las trampas de balde invertido y de presión
equilibrada, que deben esperar a que el vapor pase a
35

través de un pequeño orificio en un balde o que el
condensado se enfríe, requieren un mayor factor de
seguridad.
Tercera etapa: Seleccionar el tipo de trampa.
La selección del tipo adecuado de trampa para una aplicación
dada es muy importante. Utilice las tablas de capacidad de
los fabricantes para elegir el tamaño de la trampa.
Asegúrese que las tablas de capacidad estén basadas en
condiciones reales de operación con condensado caliente y no
con agua fría. Es importante respetar el factor de seguridad,
pero no sobredimensionar las trampas de vapor. Las trampas de
vapor son, ocasionalmente, sub-capacitadas, pero más a menudo
son sobre-dimensionadas. En algunas plantas, la capacidad
combinada de las trampas, debido al sobre-dimensionamiento,
es de 10 a 15 veces el consumo total de vapor de la planta.
Dejando a un lado la inversión inútil en la compra, las
trampas sobre-dimensionadas pueden ser una fuente de
dificultades. Al seleccionar trampas de vapor, debe tenerse
en cuenta lo siguiente:
A) Algunas trampas, tales como la cubeta invertida y las
termostáticas de presión equilibrada darán una menor
eficiencia térmica.
B) Las trampas que tienen una descarga intermitente, pueden
descargar simultáneamente con otras trampas regímenes de
36
flujo extremadamente altos, produciendo contrapresiones
anormales.
C) Las trampas sobre-dimensionadas con descarga
intermitente pueden producir regímenes de flujo
repentinos que contribuirán a golpes de ariete.
37
CAPITULO 4
DIAGNÓSTICO Y REPARACIÓN DE LAS TRAMPAS DE VAPORBásicamente, una trampa que falla deja soplar vapor o no
permite descargar condensado. Si el inconveniente radica en
un soplo de vapor, hay que asegurarse que es realmente un
chorro de vapor y no revaporizado. Esto puede ser bastante
difícil de reconocer en aplicaciones de alta presión, en las
que se produce una gran cantidad de revaporizado (vapor
flash). Hay que tener presente que el revaporizado tiende a
estar presente en cantidad proporcional al condensado que
está pasando, o sea que cuando haya sólo un goteo de
condensado habrá poco vapor y cuando haya una gran cantidad
de condensado, vendrá acompañado de una cantidad proporcional
de vapor flash, suponiendo que por ningún motivo el
condensado sea sub-enfriado.
Un soplo de vapor genuino tiende a ser mucho más evidente a
medida que disminuye la cantidad de condensado. Si se está en
la duda, debe realizarse un ensayo cuidadoso soplando el
condensado y el vapor dentro de una cantidad grande de agua
fría, a una temperatura medida, tomando nota del aumento del
peso y la temperatura. Pero teniendo en cuenta que este
proceso es bastante complicado y no muy cómodo de realizar
durante el trabajo diario de mantenimiento, cuando hay alguna
duda es generalmente más rápido desarmar la parte operativa
de la trampa para examinarla. La causa más común de soplo de
vapor es la obstrucción de la válvula por suciedad.
38
Si el problema radica en que no pasa condensado, antes que
nada controle que no haya ninguna válvula cerrada, ningún
filtro bloqueado y que haya condensado presente. También es
necesario cerciorarse de que las trampas estén colocadas en
la posición correcta.
El material en esta sección es bastante útil para localizar y
corregir casi cualquier problema en las trampas de vapor.
Varios de los problemas que se mencionan son problemas en el
sistema, en vez de problemas con las trampas.
Siempre que falle una trampa, y no exista una razón aparente
para esa falla, se debe observar cuidadosamente la descarga
de la trampa. Esta es una tarea sencilla si es que la trampa
se ha instalado con una salida para pruebas; si éste no es el
caso entonces será necesario desconectar la tubería de salida
para observar la descarga.
Trampa Fría y Sin Descarga
Si la trampa no está descargando ningún condensado, entonces:
A) La presión puede ser demasiado alta.
Se especificó la presión incorrecta para su elección.39

La presión se elevó sin haber instalado un orificio
más pequeño.
La válvula reguladora no funciona correctamente.
Lectura baja en el manómetro para la presión de la
caldera.
El orificio se ha hecho más grande debido al desgaste
normal.
B) No llega condensado o vapor a la trampa.
El filtro ubicado antes de la trampa está tapado.
Fugas en la tubería de entrada a la trampa.
Tubería o codos tapados.
Mecanismo desgastado o defectuoso. Se debe de reparar
o reemplazar lo que sea necesario.
Cuerpo de la trampa está lleno de suciedad. Se debe
de instalar un filtro, o se debe de remover la
suciedad en donde se está generando.
Trampa Caliente y Sin Descarga.
A) No está llegando condensado a la trampa.
B) La trampa se instaló más arriba que una válvula bypass
con fuga.
C) El tubo del drenaje por sifón en un tanque está roto o
dañado.
D) Vacío en el serpentín del calentador de agua evita el
drenaje. Debe instalarse un rompedor de vacío entre el
intercambiador de calor y la trampa.
40
Pérdida de Vapor.
Si la trampa está dejando escapar vapor vivo, se puede deber
a cualquiera de los siguientes problemas:
A) Válvula no cierra en su asiento.
Pedazo de óxido incrustado en el orificio.
Partes desgastadas.
B) Trampas de Balde Invertido pierden su ciclo.
Si la trampa está descargando vapor vivo, ciérrese la
válvula de entrada por unos minutos. Vuélvase a abrir
gradualmente. Si la trampa recupera su ciclo de
operación entonces muy probablemente la trampa no
tiene ningún problema.
Típicamente la pérdida del ciclo en una trampa se
debe a cambios frecuentes y repentinos en la presión
de vapor. En estos casos se recomienda la instalación
de una válvula check. Cuando sea posible se debe
instalar la trampa muy por debajo del punto de
drenado.
Para trampas de tipo flotador y termostático, los
elementos termostáticos pueden tener problemas al
cerrar.
Flujo Continuo. Si una trampa de Balde Invertido (BI) o una de disco está
descargando continuamente, o si una trampa de flotador o
termostática descarga a su máxima capacidad, se debe revisar
lo siguiente:
41

A) Trampa demasiado pequeña.
Una trampa más grande, o adicionales, se pueden
instalar en paralelo.
Trampas para altas presiones se pueden estar
utilizando en aplicaciones a baja presión. Instálese
un mecanismo interno del tamaño adecuado.
B) Agua en condiciones anormales. La caldera, al estar formando espuma
o al estar sobrecargada, lanza grandes cantidades de agua en las
tuberías del vapor. Se debe instalar un separador o se deben corregir las
condiciones del agua de alimentación a la caldera.
Calentamiento Lento
Cuando la trampa está operando de manera correcta pero la
unidad no calienta de forma adecuada, entonces:
A) Las trampas pueden ser demasiado pequeñas para la aplicación dada, aun
cuando parezca que están descargando el condensado de manera eficiente.
Se deben de probar trampas de un tamaño más grande.
B) La trampa tiene capacidad insuficiente para lidiar con el aire presente, o el
aire puede no estar llegando hasta la trampa. En ambos casos se debe usar
un venteador de aire adicional.
Problemas Misteriosos o Imaginarios.
Si la trampa está funcionando de manera satisfactoria cuando
descarga a la atmósfera, pero se tienen problemas cuando su
42
descarga se conecta a una tubería de retorno, se debe revisar
lo siguiente:
La contrapresión puede estar disminuyendo la capacidad de la
trampa.
A) La tubería de retorno es demasiado pequeña (Trampa Caliente).
B) Otras trampas están descargando vapor (Trampa Caliente).
C) El venteador atmosférico en el receptor del condensado está tapado
(Trampa fría o caliente).
D) La tubería de retorno está obstruida (Trampa Caliente).
E) Vacío excesivo en la tubería de retorno (Trampa Fría).
Si se tiene la impresión de que se está escapando vapor cada
vez que la trampa descarga, recuerde que el condensado
caliente genera vapor flash al ser descargado a una presión
menor, pero generalmente se condensa más rápido en la tubería
de retorno.
CAPITULO 5
ANÁLISIS DE RESULTADOS
Para asegurarse de que se cuenta con un sistema de vapor
eficiente, es necesario conocer el estado de las trampas de
vapor. Esta labor se puede volver muy tediosa, ya que en una
instalación de vapor grande, como la existente en IDESA, hay
muchas trampas de vapor, de diferentes tipos y tamaños.
Para efectuar un estudio que pueda proveer la magnitud exacta
del desperdicio de vapor, se requiere conocer el costo
económico que se necesita para producir el vapor que se usa
43

en el plantel. El costo del vapor en IDESA es de $8,000 por
cada Lb de vapor.
PérdidadeVapor=(Áreadelorificio,pulg2 )❑(Presión,psia).3600
70
Para la determinación de las pérdidas económicas, producto de
orificios abiertos de trampas, se tomará para el estudio del
costo en trampas termodinámicas un orifico de 0.17” y para
las trampas de balde invertido un orificio de ½”. La presión
promedio a la que están sometidas las trampas es de 9.5 bares
(137,75 psig) y una presión atmosférica de 0,887 bares (12,86
psi).
PerdidadeVapor=(0.172 )
2
.π.pulg2.150.61 libpulg2
.3600
70 =175.81lb/hr
PerdidadeVapor=(0.52 )
2
π×pulg2×150.61 libpulg2 ×3600
70=1,520.85lb/hr
El costo económico por concepto de fuga de vapor por orificio
abierto en trampas es de:
44
Costo 0,17” = 175,81 lb / hr * $8,000 pesos / lb = $1,406,480 pesos / hr Costo ½” = 1,520.85 lb / hr * $8,000 pesos / lb = 12, 166,878pesos / hr
Los valores encontrados anteriormente representan el gasto de
vapor que se fuga por cada trampa que trabaja de forma
incorrecta.
Resultados gráficos mediante la intervención de una cámara
termográfica.
Para poder determinar si una trampa de vapor está funcionando
correctamente, pueden emplearse dos métodos principalmente:
la medición de temperatura, y el uso de equipos de
ultrasonido. En el caso de IDESA se utilizó el primer método,
mediante una cámara termográfica.
Como regla general, se puede afirmar que la temperatura en la
entrada de la trampa no puede ser igual a la temperatura de
la salida de la trampa. Existen condiciones en donde la
temperatura de entrada y salida puede llegar a ser muy
parecida, pero en las condiciones en que opera el sistema de
vapor en IDESA, esa situación no es probable que suceda. Este
sencillo sistema de detección de fallas permite que sea muy
fácil determinar el estado de las trampas de vapor.
Para obtener las fotos termográficas, se usa una cámara
Ti300. Dicha cámara puede apreciarse en la figura 14. (ANEXO
2, DATOS DE LA CAMARA TERMOGRAFICA: FLUKE)
45

Figura 14.- Cámara termográfica fluke.
Evaluación de imagen termográfica de una trampa de vapor confuncionamiento correcto.En la figura 15 se puede apreciar una trampa termodinámica
que funciona correctamente. A la izquierda de la imagen
térmica se puede apreciar la escala que identifica la
temperatura de cada color de la fotografía.
Puede apreciarse que existe una diferencia de temperatura
grande entre la tubería de entrada de vapor (color rojo) y la
tubería de salida (color verde). Existen aproximadamente 50
grados Celsius de diferencia entre el vapor vivo y el
condensado.
Esta fotografía puede tomarse como referencia para el estudio
del funcionamiento de las trampas de vapor.
46
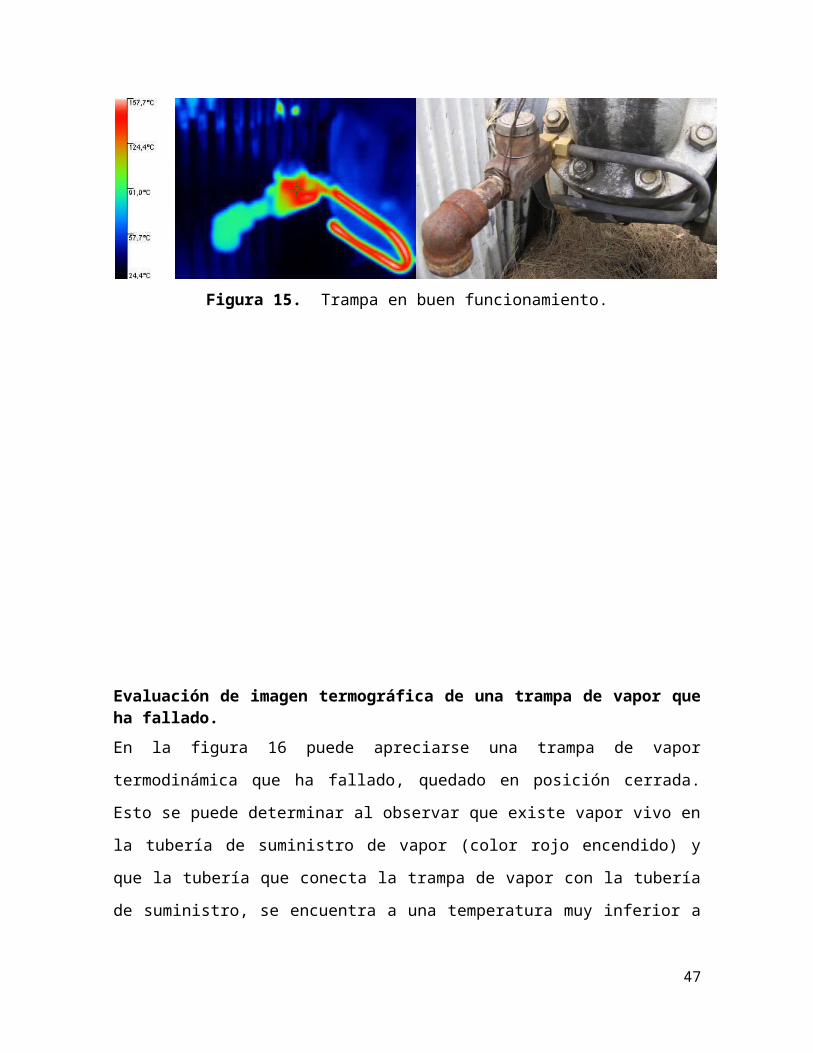
Figura 15. Trampa en buen funcionamiento.
Evaluación de imagen termográfica de una trampa de vapor queha fallado.En la figura 16 puede apreciarse una trampa de vapor
termodinámica que ha fallado, quedado en posición cerrada.
Esto se puede determinar al observar que existe vapor vivo en
la tubería de suministro de vapor (color rojo encendido) y
que la tubería que conecta la trampa de vapor con la tubería
de suministro, se encuentra a una temperatura muy inferior a
47

la de la tubería de suministro, cuando deberían estar a la
misma temperatura (mismo color).
Esto quiere decir que esa tubería se encuentra saturada con
condensado, ya que la trampa (señalada con una línea punteada
de color rojo) no lo puede evacuar.Cuando la trampa de vapor
falla de esta forma, entorpece la eficiencia del sistema al
cual está conectada. Por lo que con frecuencia puede
apreciarse que se requiere más vapor para efectuar el mismo
trabajo.
Figura 16. Trampa de Vapor que ha fallado quedando enposición abierta.
48
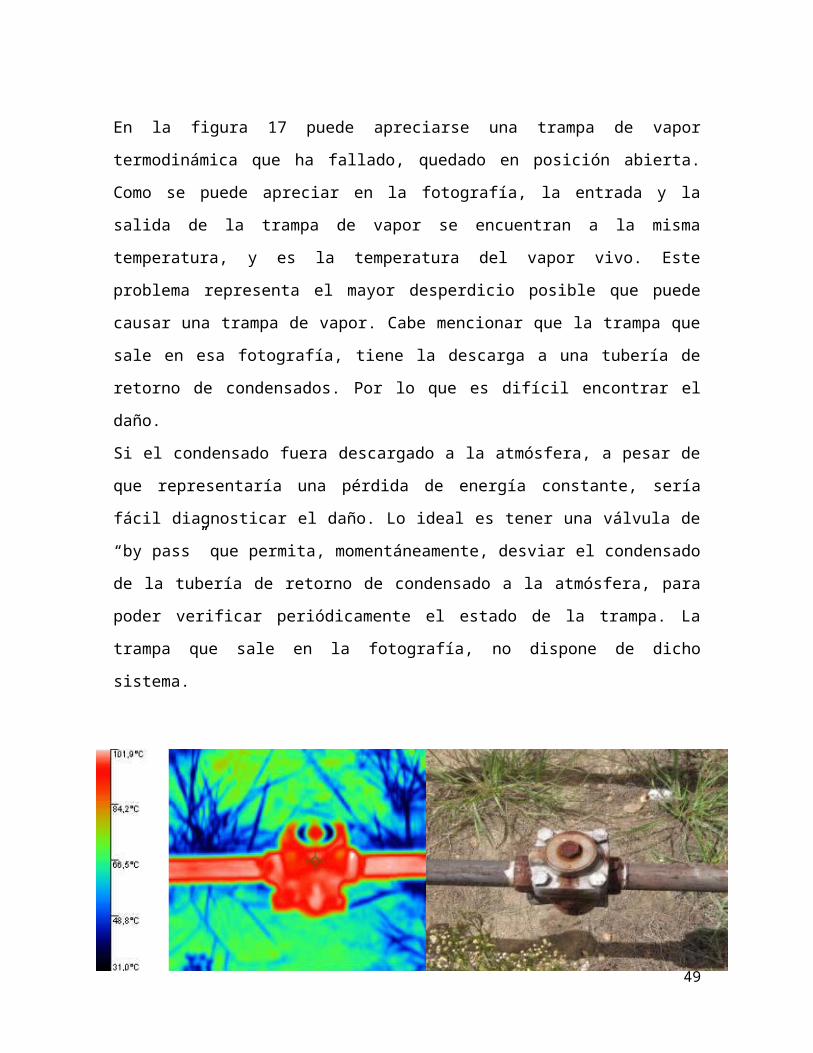
En la figura 17 puede apreciarse una trampa de vapor
termodinámica que ha fallado, quedado en posición abierta.
Como se puede apreciar en la fotografía, la entrada y la
salida de la trampa de vapor se encuentran a la misma
temperatura, y es la temperatura del vapor vivo. Este
problema representa el mayor desperdicio posible que puede
causar una trampa de vapor. Cabe mencionar que la trampa que
sale en esa fotografía, tiene la descarga a una tubería de
retorno de condensados. Por lo que es difícil encontrar el
daño.
Si el condensado fuera descargado a la atmósfera, a pesar de
que representaría una pérdida de energía constante, sería
fácil diagnosticar el daño. Lo ideal es tener una válvula de
“by pass” que permita, momentáneamente, desviar el condensado
de la tubería de retorno de condensado a la atmósfera, para
poder verificar periódicamente el estado de la trampa. La
trampa que sale en la fotografía, no dispone de dicho
sistema.
49
Figura 17. Trampa de flotador libre, bloqueada en posiciónabierta.
Además de las anomalías anteriores, existen problemas
adicionales, los cuales afortunadamente pueden evitarse.
Es necesario poner ciertos accesorios para asegurar que la
transferencia de calor al proceso de calentamiento (tanques)
sea lo más eficiente posible. Debe implementarse una pierna
colectora de condensado antes de que el vapor entre a cada
tanque. Esto con el fin de que el vapor entre lo más seco
posible a los intercambiadores de calor que se encuentran en
el interior de los tanques. También es necesario instalar un
sistema que se encargue de remover el aire de la tubería. Las
trampas de vapor de tipo balde invertido pueden evacuar aire
de la tubería, pero si el aire es mucho, no es una manera
eficiente de evacuar dicho gas.
Es necesario poner un desaireador a la entrada de vapor al
tanque, debido a que el aire tiene efectos negativos
drásticos en la transferencia de calor, y por consiguiente en50

la eficiencia y el costo global del proceso. Es forzoso
recalcar que el costo de un proceso que utilice vapor está
irrevocablemente ligado a la manera cómo el calor se
transfiere desde el vapor hasta la sustancia a calentar.
Lo que suceda en esta transmisión afecta al rendimientoglobal más que cualquier otro factor. La parte central de la figura 16 es la superficie calefactora
que impide que el vapor entre en contacto directo con el
material a calentar. A su derecha se encuentra una capa de
suciedad o de producto quemado pegado a la superficie de
transmisión. Más a la derecha se puede encontrar una parte de
producto quieta que no facilita la transmisión. Por esto es
interesante agitar siempre que se pueda para minimizar o
eliminar esta capa. La de suciedad se puede eliminar mediante
limpieza mecánica siempre que sea necesario.
51
Figura 18. Capas de diferentes materiales que interfieren en
la transferencia de calor.
A continuación, entre el vapor y la superficie divisoria hay
otras dos películas. Una es de agua, mala conductora del
calor y la otra de aire, aún peor. De hecho es el gran
enemigo de la transmisión correcta de calor. Estas dos
películas deben eliminarse tan rápida y completamente como
sea posible. Si no se hace así, el rendimiento será siempre
pobre.
Para dar una idea exacta de lo que sucede en el proceso de
calentamiento, la película de agua es entre 60 y 70 veces más
resistente a la transferencia de calor que la pared de hierro
o de acero y entre 500 y 600 veces más resistente que el
cobre.
El efecto de la película de aire es aún más drástico. De
hecho, el aire es más de 1500 veces más resistente a la
transmisión térmica que el hierro o el acero y no menos de
13.000 veces más resistente que el cobre. Esto significa que
una película de aire de sólo 0,025 mm de espesor ofrece la
misma resistencia a la transferencia de calor que una placa
de cobre de 33 cm de espesor.
52
Al hablar de la red de distribución ya se ha insistido en la
necesidad de eliminar el aire. Ahora bien; no puede
conseguirse una eliminación al 100%, y además en el propio
proceso se pueden producir entradas de aire y el vapor puede
llevar incondensables disueltos que se liberan al condensar.
El aire está presente en las tuberías de suministro de vapor
y en los equipos que lo usan, desde la puesta en marcha,
debido a que al enfriar la instalación se produce vacío y
entrada de aire. Igualmente aunque el sistema hubiese sido
llenado con vapor puro la última vez que se utilizó, el vapor
condensa en la parada, y el aire entra al formarse el vacío.
El aire también entra en el sistema disuelto con el agua de
alimentación. El agua a 80 ºC puede disolver alrededor del
0,6% de su volumen de aire. La solubilidad del oxígeno es
prácticamente el doble que la del nitrógeno, por tanto el
"aire" que se disuelve en agua contiene aproximadamente una
parte de oxígeno por dos de nitrógeno, en vez de la parte por
cuatro del aire atmosférico. El dióxido de carbono es
altamente soluble, aproximadamente 30 veces superior al
oxígeno.
El agua de alimentación y los condensados expuestos a la
atmósfera pueden absorber estos gases.
Cuando el agua es calentada en la caldera, los gases se
mezclan con el vapor y son transportados al sistema de
distribución.
53

A menos que el agua sea totalmente desmineralizada y
desgasificada, también contiene carbonato sódico disuelto, a
veces procedente de la reacción de carbonato cálcico con las
zeolitas sódicas que se usan para evitar la formación de
incrustaciones en la caldera. El carbonato sódico puede
disociarse en la caldera con desprendimientos de dióxido de
carbono.
En calderas de alta presión, el agua de alimentación pasa por
un desaireador antes de ser bombeada a la caldera. Los
mejores desaireadores pueden reducir el nivel de oxígeno a
0,003 cm3 por litro de agua (una cantidad muy pequeña) y este
oxígeno residual puede ser eliminado con tratamientos
químicos.
No obstante, tal cantidad de oxígeno puede ser acompañada de
0,006 cm3 de nitrógeno, que el tratamiento químico ignora.
El mejor de los tratamientos físicos y químicos no impedirá
que trazos de gas incondensables salgan de la caldera con el
vapor.
La entalpía disponible para transferencia de calor en la
mezcla procede totalmente del vapor puesto que el aire no
contribuye en absoluto.
Cuando una unidad calentada con vapor se pone en servicio, el
espacio destinado a vapor está lleno de aire. Al entrar el
vapor, conduce aire hacia el punto de drenaje o hacia la zona
opuesta a la entrada. Una parte del mismo llegará también a
la superficie de transferencia donde permanecerá como una
54
película cuando se vaya produciendo condensado. Esta película
de aire es una barrera importante de transmisión de calor
desde el vapor a la superficie de calefacción del equipo. Una
película de aire de sólo un 1 mm de espesor puede ofrecer la
misma resistencia al flujo de calor que una película de agua
de 25 mm de espesor.
No todo el aire que llega a los puntos de drenaje es
descargado inmediatamente por los purgadores. Incluso en el
caso de que sean de un tipo que pueda eliminar aire
fácilmente, éste necesita un cierto tiempo para salir, y debe
encontrar facilidades para alcanzar el punto de descarga.
Parte del aire puede quedar retenido formando bolsas que, por
el efecto aislante antes mencionado, representan puntos fríos
en el proceso.
Además del aire presente en el equipo antes de su arranque,
sigue entrando más en el aparato junto con el vapor y se
mezcla con él. Cuando el vapor condensa, el aire permanece y
se deposita en las superficies de condensación. Puesto que el
vapor fluye naturalmente hacia el punto más alejado de la
entrada de vapor, es razonable esperar una concentración
apreciable de aire en este extremo.
Este efecto es importante puesto que el aire no sólo aísla
sino que al no distribuirse uniformemente provoca puntos
fríos.
Sin embargo, cuando el vapor fluye a lo largo de una tubería
o por la superficie de intercambio de un calefactor de
55
cualquier tipo, las turbulencias que se producen provocan una
mezcla del vapor y el aire presente. Así pues, el vapor y el
aire en movimiento tienden a mezclarse; pero en condiciones
estáticas, como las que se producen en recipientes cerrados
de gran volumen, la condensación del vapor dejará libre el
aire que tenderá a caer hacia la parte baja del espacio
considerado. El aire es más pesado que el vapor en las mismas
condiciones de temperatura y presión y, por tanto, una mezcla
de aire y vapor es más pesada que el vapor solo.
Con base en lo anterior se deduce que los puntos finales de
las líneas de vapor deben ser drenados de aire, con el fin de
que éste no llegue a los equipos de la planta. Además, en
estos equipos se debe eliminar el aire en los "puntos
remotos" es decir, en los puntos más alejados del de entrada
de vapor. Donde se pueda elegir, el drenaje de aire se
situará en la parte baja de la zona expuesta a la entrada de
vapor, especialmente en los casos en que los purgadores no
tengan gran capacidad de eliminación de aire.
Trampas de vapor defectuosas
En este apartado cabe mencionar que en la instalación de
vapor, existe una gran cantidad de trampas redundantes, y
trampas que no están en operación. Esto provoca que se puedan
presentar muchas fallas ocultas.
De manera adicional, cabe resaltar que actualmente no existe
ningún control sobre el mantenimiento de las trampas de
56
vapor, por lo que las trampas defectuosas que fueron
detectadas en el proyecto, puede que estén funcionando
apropiadamente para el momento en que se vaya a poner en
ejecución el presente proyecto, debido a que actualmente las
trampas se reemplazan sin llevar registro alguno.
También existe la posibilidad de que la cantidad de trampas
de vapor que están operando mal, aumente, una vez que se
reanude el vapor en todas las tuberías.
La manera de cuantificar el desperdicio de vapor en las
trampas, es diferente para cada trampa, debido a que es raro
encontrarse con una trampa que quedó bloqueada en posición
totalmente abierta, ya que es fácil detectar su mal
funcionamiento; pero en contraste, puede que las trampas
presenten fugas de vapor considerables, pero no se cambien
porque se subestima el problema o la magnitud económica de
esa falla.
57

Conclusiones y RecomendacionesComo fruto del análisis de la situación de las trampas de
vapor, se ha llegado a las siguientes conclusiones y
recomendaciones:
A) Es necesario disminuir la presión de vapor cuando
ingresa a los tanques de, de 9,5 a 5 bar. Esto con la
finalidad de que las trampas actuales puedan seguirse
usando.
B) Se recomienda poner piernas colectoras de condensado
antes de que el vapor entre al proceso de calentamiento.
C) Se recomienda poner desaireadores antes de las trampas
de vapor, con el fin de evacuar el aire lo más
rápidamente posible.
D) Es necesario poner filtros antes de toda trampa de
vapor, con el fin de evitar daños y desperdicios de
vapor.
E) Hay que poner medidores de presión en la tubería de
retorno de condensados, para verificar si los valores de
cambio de presión (diferencia entre la presión de
entrada y la salida de la trampa) se encuentran en los
intervalos establecidos por el fabricante.
F) Es necesario cuantificar la cantidad de condensado que
retorna a la caldera, con la finalidad de monitorear
periódicamente el estado global de las trampas.
58
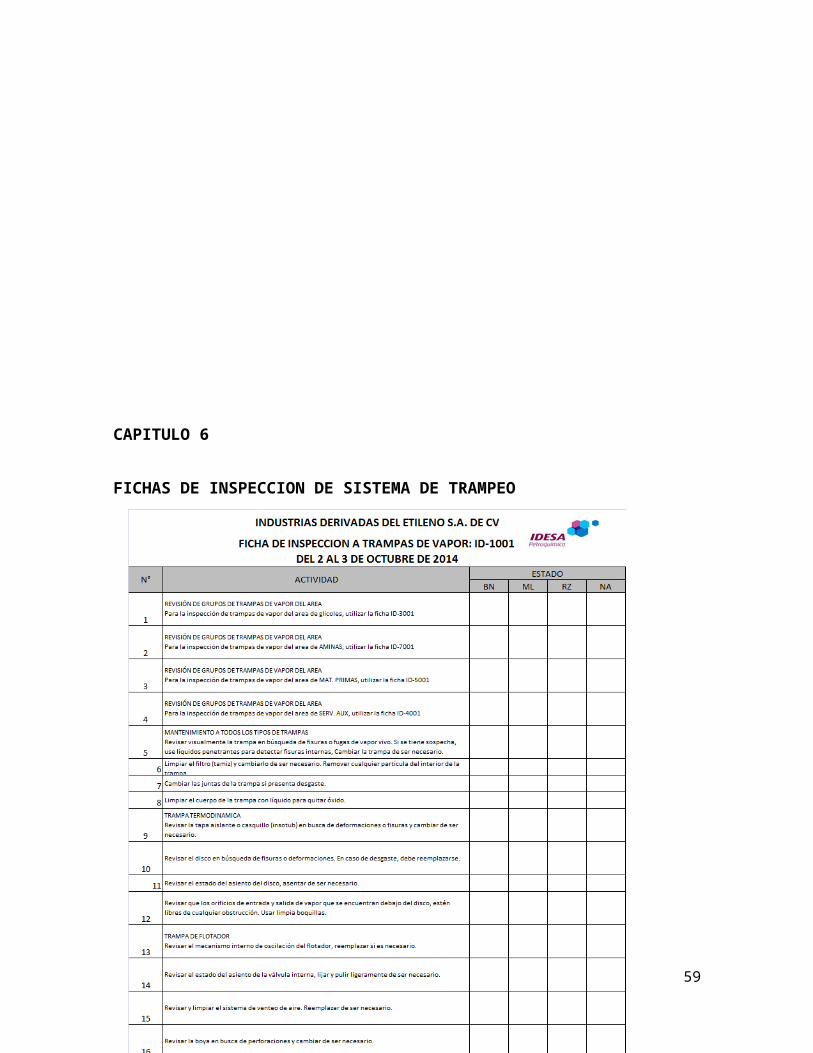
CAPITULO 6
FICHAS DE INSPECCION DE SISTEMA DE TRAMPEO
59

60
ANEXO 1
NORMAS GENERALES DE INSTALACIÓN Y MANTENIMIENTO DE TRAMPAS DEVAPOR.
Instalación
61
A) Se deberá instalar un filtro aguas arriba de toda trampa
de vapor, para proteger el obturador y asiento de
suciedad e incrustaciones. Instalar válvulas de
aislamiento de paso total aguas arriba y aguas abajo de
la trampa para facilitar el mantenimiento. La trampa
debe instalarse por debajo del punto que se desea drenar
con el cuerpo en vertical de modo que el balde suba y
baje verticalmente. En aplicaciones de vapor recalentado
se debe instalar una válvula de retención en la entrada
de la trampa.
B) El purgador debe instalarse con el flotador y palanca en
un plano horizontal respecto al flujo tal como indica la
flecha del cuerpo. Nota: Se puede comprobar si el
purgador está orientado correctamente leyendo la
escritura del cuerpo, tapa y placa de características.
C) El purgador debe montarse por debajo de la salida del
sistema de vapor, precedido de un codo. Si no se puede
colocar un codo, existe la posibilidad (en condiciones
de poca carga) de que el vapor fluya por encima del
condensado en el fondo de la tubería y alcance al
purgador.
D) Los purgadores de boya cerrada deberán montarse lo más
cerca de la salida del equipo que se ha de drenar, sino
existe la posibilidad que se produzca un bloqueo por
vapor. El bloqueo por vapor ocurre cuando la tubería
entre la salida de condensado y el purgador se llena de
62

vapor e impide que el condensado llegue al purgador. Es
muy parecido al bloqueo por aire en sistemas de agua. La
aplicación más común donde existe el riesgo de bloqueo
por vapor son los cilindros rotativos y otras
aplicaciones en las que el condensado se elimina por
medio de un tubo o sifón. El bloqueo por vapor se puede
evitar fácilmente montando el purgador con una
combinación de eliminador de aire termostático y un
dispositivo antibloqueo por vapor (SLR).
E) Establezca la situación correcta de la instalación y la
dirección de flujo.
F) El ajuste de una trampa con SLR montado se consigue
girando el tornillo en sentido contrario a las agujas
del reloj para aumentar el flujo, y en sentido de las
agujas del reloj para reducir el flujo.
G) Cuando se trata de drenar una aplicación de cilindro de
alta velocidad, se necesita una gran cantidad de vapor
soplado para asistir a la salida de condensado del
cilindro por el tubo sifón.
H) En estos casos el SLR no puede manejar estas cantidades
tan grandes y se necesitará un bypass externo con una
válvula ajustable de aguja.
I) Montar siempre una válvula de retención aguas abajo de
cualquier purgador que descargue a líneas de retorno de
condensado con una contrapresión. Generalmente no lo
causa una elevación en la línea de condensado. La
63
válvula de retención evitará que se inunde el espacio
vapor cuando disminuya la presión de entrada o se corte
el suministro de vapor.
J) Compruebe los materiales, valores máximos de presión y
temperatura. Si el límite operativo máximo del producto
es inferior al del sistema en el que se va a instalar,
asegure que se incluya un dispositivo de seguridad en el
sistema para evitar una sobre-presión.
K) Asegurarse de dejar el espacio necesario para retirar la
tapa del cuerpo para el mantenimiento.
L) Si la escritura se ve o está legible entonces el
purgador está instalado correctamente.
M) Si el purgador descarga a la atmósfera, que sea a un
lugar seguro, el fluido de descarga puede estar a una
temperatura de 100 °C (212 °F).
Mantenimiento general
Antes de efectuar cualquier mantenimiento de la trampa, se
deberá aislar (usando válvulas de aislamiento independientes)
y dejar que la presión se normalice y dejar enfriar antes de
abrir. Al volver a montar asegurar que las caras de unión
están limpias.
64

TRAMPA TERMODINÁMICA
Para sustituir el disco:
Desenroscar la tapa usando una llave fija, no usar llaves que
pueden deformar la tapa. Si las caras de asiento del disco y
del cuerpo están sólo ligeramente desgastadas, pueden
rectificarse puliéndolas individualmente sobre una superficie
plana tal como una placa para probar superficies planas. Un
movimiento en figura de ocho y aplicando un poco de compuesto
para esmerilar dan los mejores resultados. Si el desgaste es
demasiado grande para ser rectificado por simple pulido, las
caras de asentamiento del cuerpo pueden ser esmeriladas y
pulidas y el disco sustituido por uno nuevo. La cantidad
total de metal eliminado no debe ser mayor de 0,25 mm
(0,01"). Al montar, colocar el disco con la cara ranurada en
contacto con el asiento del cuerpo. Roscar la tapa lubricando
la rosca con Disulfuro de Molibdeno. En la figura 3.6 se
puede apreciar un despiece de la trampa de vapor
termodinámica.
65
1Cuerpo de la trampa
2Casquete superior
3 Disco4 Filtro
5Tapón del filtro
6 Empaque7 Insotub

Figura 19. Despiece de trampa termodinámica equipada confiltro interno.
TRAMPA BALDE INVERTIDO En caso de inspección o recambio del balde o mecanismo:
A) Sacar la cubeta de la palanca, quitar el pasador y sacarel conjunto.
B) Desenroscar los dos tornillos de la válvula y sacar elpivote palanca. Sacar el asiento.
C) Asegurarse de que las caras del asiento estén limpias,montar la junta de asiento y apriete.
D) Montar el soporte pivote palanca y ensamblar la nuevapalanca.
66
1 Cuerpo de la trampa2 Tuercas3 Tapa de filtro4 Empaque5 Filtro6 Empaque7 Balde invertido
8 Sello de la válvula y mecanismo de acople con el balde
9 Asiento de la válvula interna.
10 Tornillos de sujeción de la válvula interna
11 Mecanismo de oscilación de la válvula interna.
12 Tornillos de ensamble de la trama.13 Tapa de la válvula
14 Tapón de limpieza del mecanismo de la válvula interna

Figura 20. Despiece de trampa de vapor de Balde Invertido confiltro interno.
Figura 21. Cortelongitudinal de una trampa devapor de tipo baldeinvertido equipada confiltro interno
67
1 Tapa de la trampa2 Tornillos.3 Cuerpo de la trampa4 Balde invertido.
5 Eje de oscilación de la Válvula interna.
6 Empaque7 Asiento de la válvula interna.
8 Acople del balde invertido con la válvula interna.
9 Tapón superior.10 Filtro,11 Tapón del filtro.
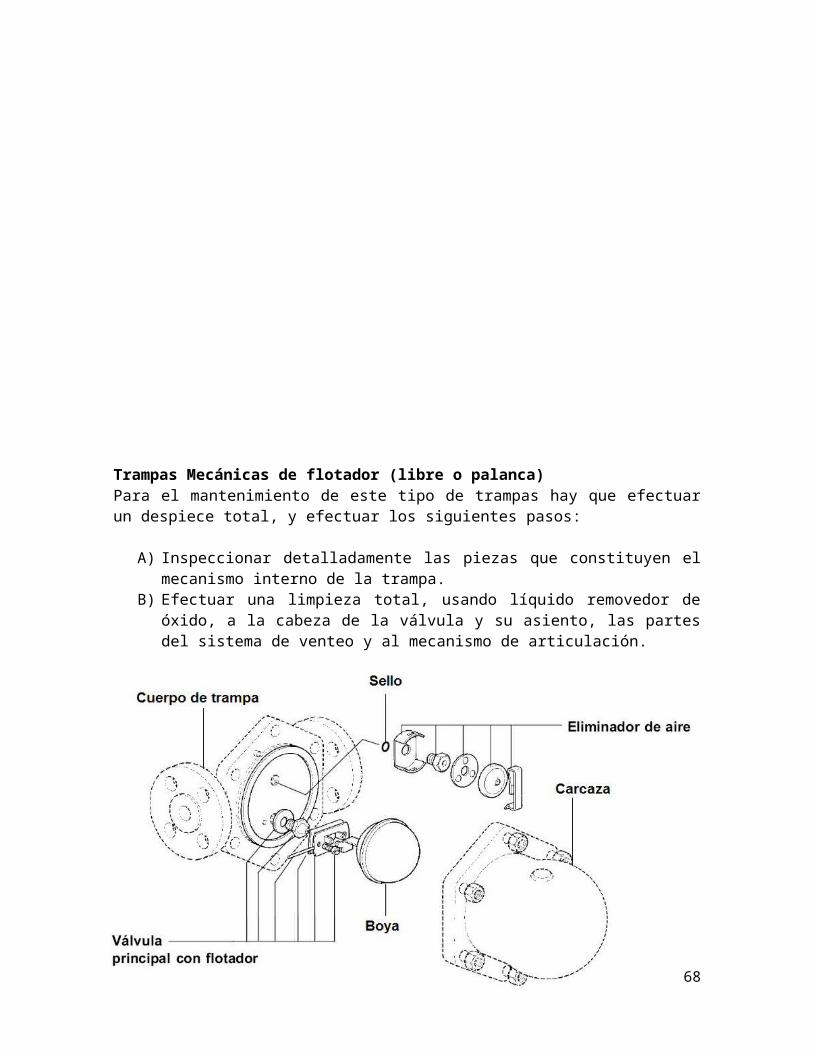
Trampas Mecánicas de flotador (libre o palanca) Para el mantenimiento de este tipo de trampas hay que efectuarun despiece total, y efectuar los siguientes pasos:
A) Inspeccionar detalladamente las piezas que constituyen elmecanismo interno de la trampa.
B) Efectuar una limpieza total, usando líquido removedor deóxido, a la cabeza de la válvula y su asiento, las partesdel sistema de venteo y al mecanismo de articulación.
68
Figura 22. Despiece de una trampa de vapor mecánica tipoboya.
ANEXO 2
CAMARA TERMOGRAFICA FLUKE Ti400
Características.
Detecte los problemas y comuníquelos con más rapidez conla tecnología IR-Fusion® de Fluke con modo AutoBlend™
Comunicación más rápida con transferencia inalámbrica deimágenes directamente a su PC, Apple® iPhone® o iPad®
69

Aplicación Fluke Connect™. Véala. Guárdela. Compártala. Todos los datos, en el terreno
Interfaz sencilla de manejo con una sola mano Pantalla táctil capacitiva de alta resolución, de
640x480 reforzada para navegación rápida por menú Capture imágenes digitales adicionales para mostrar la
ubicación u otros detalles del sitio con el sistema de anotación IR-PhotoNotes™
Opciones más avanzadas de visualización de resultados para obtener la información pormenorizada por medio de la transmisión de vídeo hacia la computadora o monitor de alta definición (USB y HDMI)
La grabación y anotación de voz proporciona información adicional almacenada junto con el archivo de imagen
Lentes intercambiables opcionales para obtener una mayorflexibilidad en otras aplicaciones
Baterías recargables inteligentes y extraíbles con pantalla LED para mostrar los niveles de carga y ofreceruna flexibilidad de uso excepcional
Cámara digital de prestaciones industriales de 5 megapíxeles para ofrecer una calidad de imagen de alta definición
Incluye software de análisis e informes para aplicaciones SmartView® y SmartView Mobile
Especificaciones.
Especificaciones detalladasTemperaturaRango de medida de temperatura (no calibrada por debajo de-10 °C)
-20 °C a +1.200 °C (-4 °F a +2.192 °F)
Precisión de medida de temperatura
± 2 °C o 2 % (a 25 °C nominales, la mayor de ambas)
Corrección de emisividad en pantalla
Sí (por número y tabla)
70
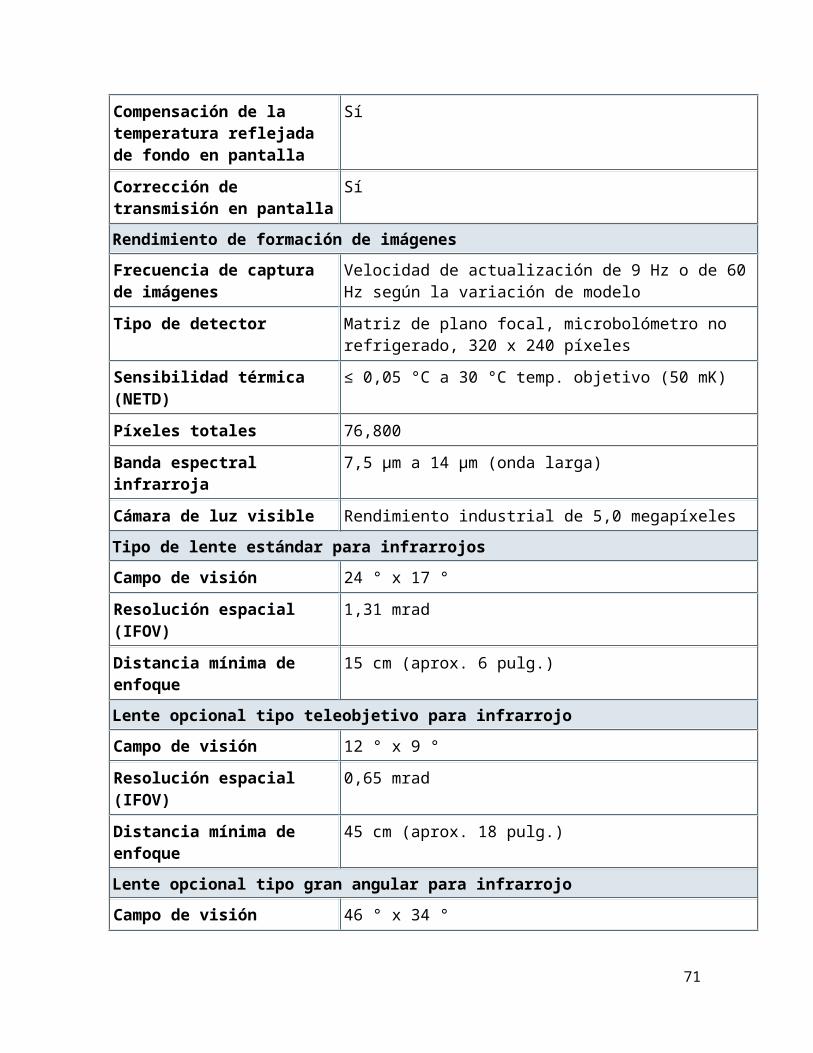
Compensación de la temperatura reflejada de fondo en pantalla
Sí
Corrección de transmisión en pantalla
Sí
Rendimiento de formación de imágenesFrecuencia de captura de imágenes
Velocidad de actualización de 9 Hz o de 60Hz según la variación de modelo
Tipo de detector Matriz de plano focal, microbolómetro no refrigerado, 320 x 240 píxeles
Sensibilidad térmica (NETD)
≤ 0,05 °C a 30 °C temp. objetivo (50 mK)
Píxeles totales 76,800Banda espectral infrarroja
7,5 μm a 14 μm (onda larga)
Cámara de luz visible Rendimiento industrial de 5,0 megapíxelesTipo de lente estándar para infrarrojosCampo de visión 24 ° x 17 °Resolución espacial (IFOV)
1,31 mrad
Distancia mínima de enfoque
15 cm (aprox. 6 pulg.)
Lente opcional tipo teleobjetivo para infrarrojoCampo de visión 12 ° x 9 °Resolución espacial (IFOV)
0,65 mrad
Distancia mínima de enfoque
45 cm (aprox. 18 pulg.)
Lente opcional tipo gran angular para infrarrojoCampo de visión 46 ° x 34 °
71

Resolución espacial (IFOV)
2,62 mrad
Distancia mínima de enfoque
15 cm (aprox. 6 pulg.)
Mecanismo de enfoqueSistema de enfoque automático LaserSharp™
Sí
Enfoque manual avanzado SíPresentación de la imagenPaletasEstándar Hierro, azul-rojo, alto contraste, ámbar,
ámbar invertido, metal caliente, escala degrises, escala de grises invertida
Ultra Contrast™ Hierro ultra, azul-rojo ultra, alto contraste ultra, ámbar ultra, ámbar invertido ultra, metal caliente ultra, escala de grises ultra, escala de grises invertida ultra
Nivel y amplitud Ajuste automático y ajuste manual del nivel y de la amplitud
Cambio automático rápido entre el modo manual y el automático
Sí
Reajuste rápido y automático de la amplitud en modo manual
Sí
Amplitud mínima (en modo manual)
2 °C (3,6 °F)
Amplitud mínima (en modo automático)
3,0 °C (5,4 °F)
Información sobre IR-Fusion®Recuadro (PIP) Sí
72
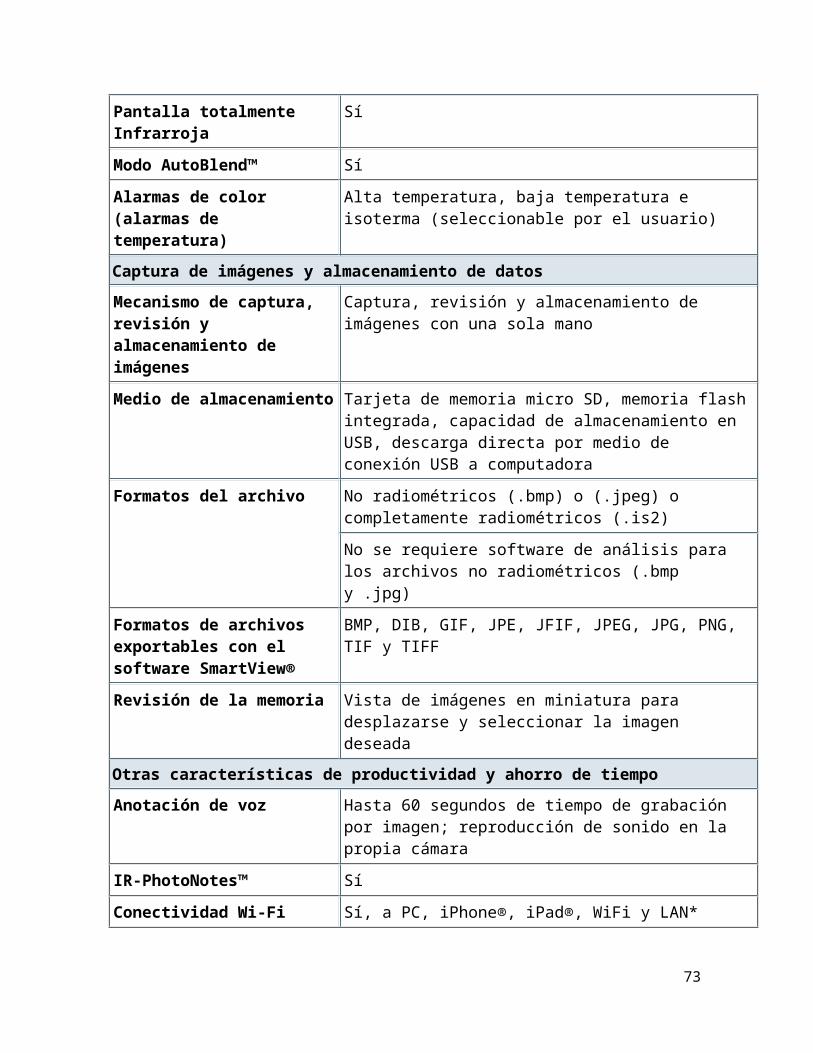
Pantalla totalmente Infrarroja
Sí
Modo AutoBlend™ SíAlarmas de color (alarmas de temperatura)
Alta temperatura, baja temperatura e isoterma (seleccionable por el usuario)
Captura de imágenes y almacenamiento de datosMecanismo de captura, revisión y almacenamiento de imágenes
Captura, revisión y almacenamiento de imágenes con una sola mano
Medio de almacenamiento Tarjeta de memoria micro SD, memoria flashintegrada, capacidad de almacenamiento en USB, descarga directa por medio de conexión USB a computadora
Formatos del archivo No radiométricos (.bmp) o (.jpeg) o completamente radiométricos (.is2)No se requiere software de análisis para los archivos no radiométricos (.bmp y .jpg)
Formatos de archivos exportables con el software SmartView®
BMP, DIB, GIF, JPE, JFIF, JPEG, JPG, PNG, TIF y TIFF
Revisión de la memoria Vista de imágenes en miniatura para desplazarse y seleccionar la imagen deseada
Otras características de productividad y ahorro de tiempoAnotación de voz Hasta 60 segundos de tiempo de grabación
por imagen; reproducción de sonido en la propia cámara
IR-PhotoNotes™ SíConectividad Wi-Fi Sí, a PC, iPhone®, iPad®, WiFi y LAN*
73
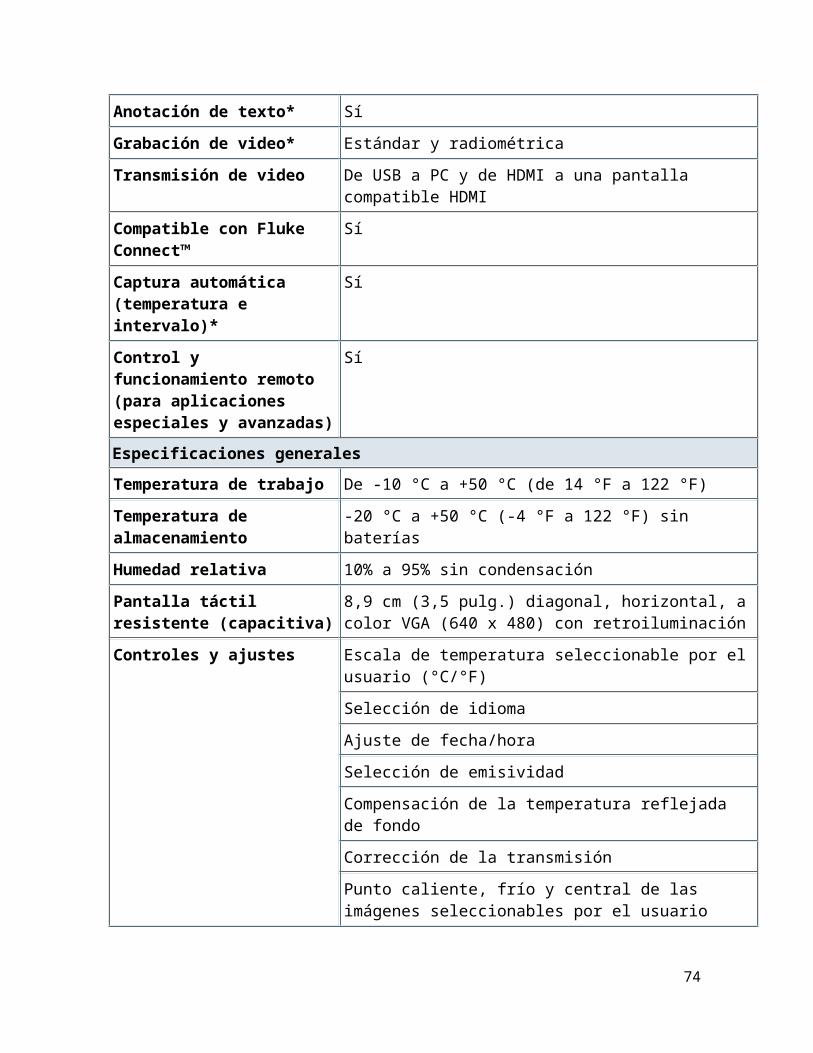
Anotación de texto* SíGrabación de video* Estándar y radiométricaTransmisión de video De USB a PC y de HDMI a una pantalla
compatible HDMICompatible con Fluke Connect™
Sí
Captura automática (temperatura e intervalo)*
Sí
Control y funcionamiento remoto (para aplicaciones especiales y avanzadas)
Sí
Especificaciones generalesTemperatura de trabajo De -10 °C a +50 °C (de 14 °F a 122 °F)Temperatura de almacenamiento
-20 °C a +50 °C (-4 °F a 122 °F) sin baterías
Humedad relativa 10% a 95% sin condensaciónPantalla táctil resistente (capacitiva)
8,9 cm (3,5 pulg.) diagonal, horizontal, acolor VGA (640 x 480) con retroiluminación
Controles y ajustes Escala de temperatura seleccionable por elusuario (°C/°F)Selección de idiomaAjuste de fecha/horaSelección de emisividadCompensación de la temperatura reflejada de fondoCorrección de la transmisiónPunto caliente, frío y central de las imágenes seleccionables por el usuario
74

Caja de medición expansible y contraíble con temperatura MÍN-PROM-MÁXAlarmas de colorAjuste de retroiluminación seleccionable por el usuario: información gráfica en pantalla seleccionable por el usuarioInformación gráfica en pantalla seleccionable por el usuario
Software Incluye software de análisis e informes completo para aplicaciones SmartView® y SmartView Mobile
Baterías Dos paquetes de baterías inteligentes recargables de iones de litio con pantallaLED de cinco segmentos que muestra el nivel de carga, todos los modelos
Duración de la batería Más de cuatro horas de uso ininterrumpido por paquete de batería (supone el 50 % delbrillo de la pantalla LCD y un uso promedio)
Tiempo de carga de las baterías
2,5 horas para carga completa
Carga de las baterías ala red de CA
Cargador CA para dos baterías (de 110 V CAa 220 V CA, 50/60 Hz) (incluido), o carga dentro de la cámara. Adaptador de alimentación CA incluido. Adaptador de carga de automoción de 12 V opcional. Todos los modelos
Funcionamiento con CA Funcionamiento CA con la fuente de alimentación incluida (de 110 V CA a 220 VCA, 50/60 Hz). Adaptador de alimentación CA incluido.
Ahorro de energía Modos de apagado e hibernación seleccionables por el usuario
Normativas de seguridad UL 61010-1:2012 CAN/CSA-C22.2 n.º 61010-1-
75

12 IEC 61010-1 3.ª edición (2010)Compatibilidad electromagnética
EN 61326-1:2006 IEC 61326-1:2005
C Tick IEC/EN 61326-1FCC de EE. UU. CFR 47, parte 15, subparte B, clase BVibraciones 0,03 g2/Hz (3,8 gramos), 2,5 g IEC 68-2-6Impactos 25 g, IEC 68-2-29Caída Diseñado para resistir caídas de 2 metros
(6,5 pies) con la lente estándarTamaño (L x An x Al) 27,7 x 12,2 x 16,7 cm (10,9 x 4,8 x 6,5
pulg.)Peso (batería incluida) 1,04 kg (2,3 lb)Grado de protección IP54 (protección contra polvo, entrada
limitada; protección contra salpicaduras de agua desde cualquier dirección)
Garantía Dos años (estándar), garantías ampliadas disponibles.
Ciclo de calibración recomendado
Dos años (suponiendo un funcionamiento y envejecimiento normales)
Idiomas admitidos Checo, holandés, inglés, finlandés, francés, alemán, húngaro, italiano, japonés, coreano, polaco, portugués, ruso,chino simplificado, español, sueco, chino tradicional y turco
Modelos, Accesorios y Precios.
76
77
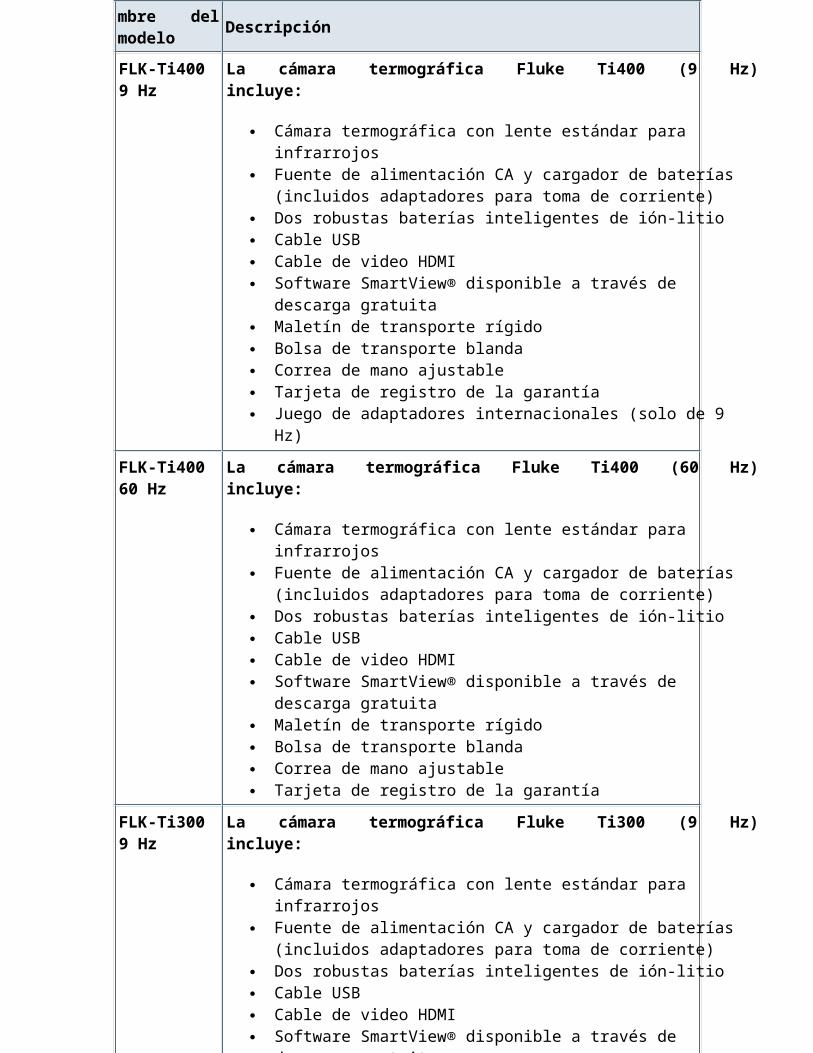
mbre delmodelo Descripción
FLK-Ti4009 Hz
La cámara termográfica Fluke Ti400 (9 Hz)incluye:
Cámara termográfica con lente estándar para infrarrojos
Fuente de alimentación CA y cargador de baterías (incluidos adaptadores para toma de corriente)
Dos robustas baterías inteligentes de ión-litio Cable USB Cable de video HDMI Software SmartView® disponible a través de
descarga gratuita Maletín de transporte rígido Bolsa de transporte blanda Correa de mano ajustable Tarjeta de registro de la garantía Juego de adaptadores internacionales (solo de 9
Hz)FLK-Ti40060 Hz
La cámara termográfica Fluke Ti400 (60 Hz)incluye:
Cámara termográfica con lente estándar para infrarrojos
Fuente de alimentación CA y cargador de baterías (incluidos adaptadores para toma de corriente)
Dos robustas baterías inteligentes de ión-litio Cable USB Cable de video HDMI Software SmartView® disponible a través de
descarga gratuita Maletín de transporte rígido Bolsa de transporte blanda Correa de mano ajustable Tarjeta de registro de la garantía
FLK-Ti3009 Hz
La cámara termográfica Fluke Ti300 (9 Hz)incluye:
Cámara termográfica con lente estándar para infrarrojos
Fuente de alimentación CA y cargador de baterías (incluidos adaptadores para toma de corriente)
Dos robustas baterías inteligentes de ión-litio Cable USB Cable de video HDMI Software SmartView® disponible a través de
descarga gratuita
ANEXO 3
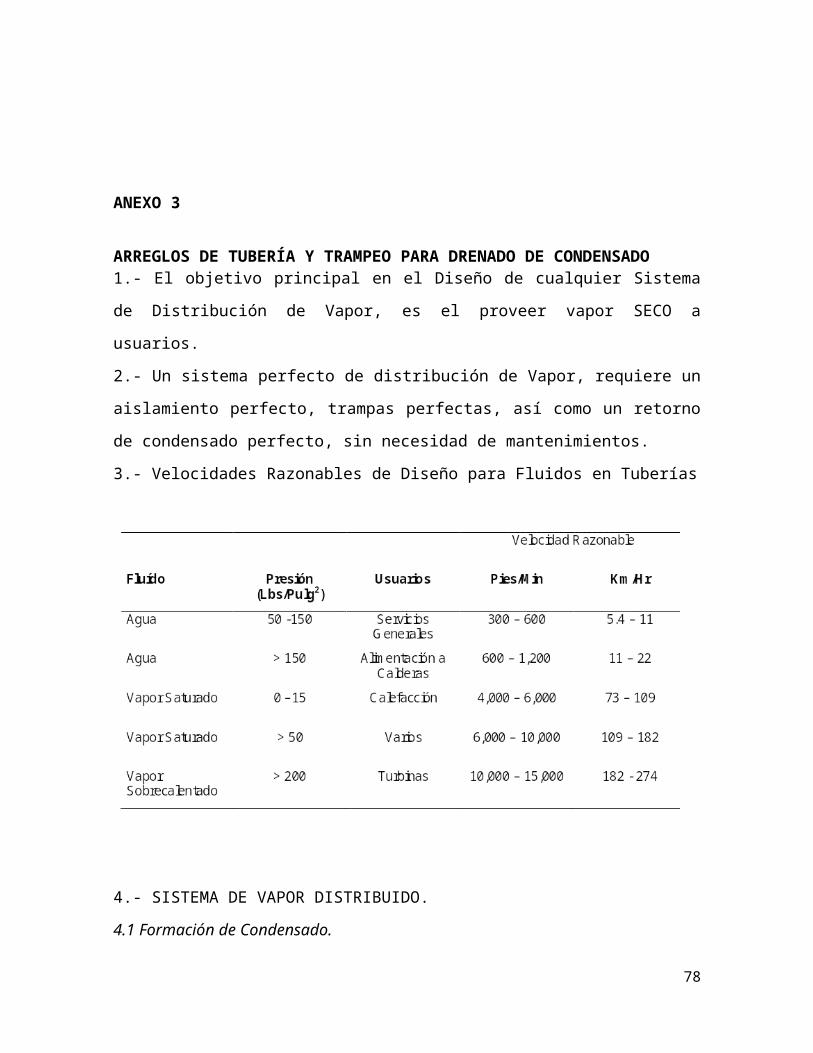
ARREGLOS DE TUBERÍA Y TRAMPEO PARA DRENADO DE CONDENSADO1.- El objetivo principal en el Diseño de cualquier Sistema
de Distribución de Vapor, es el proveer vapor SECO a
usuarios.
2.- Un sistema perfecto de distribución de Vapor, requiere un
aislamiento perfecto, trampas perfectas, así como un retorno
de condensado perfecto, sin necesidad de mantenimientos.
3.- Velocidades Razonables de Diseño para Fluidos en Tuberías
4.- SISTEMA DE VAPOR DISTRIBUIDO.
4.1 Formación de Condensado.
78
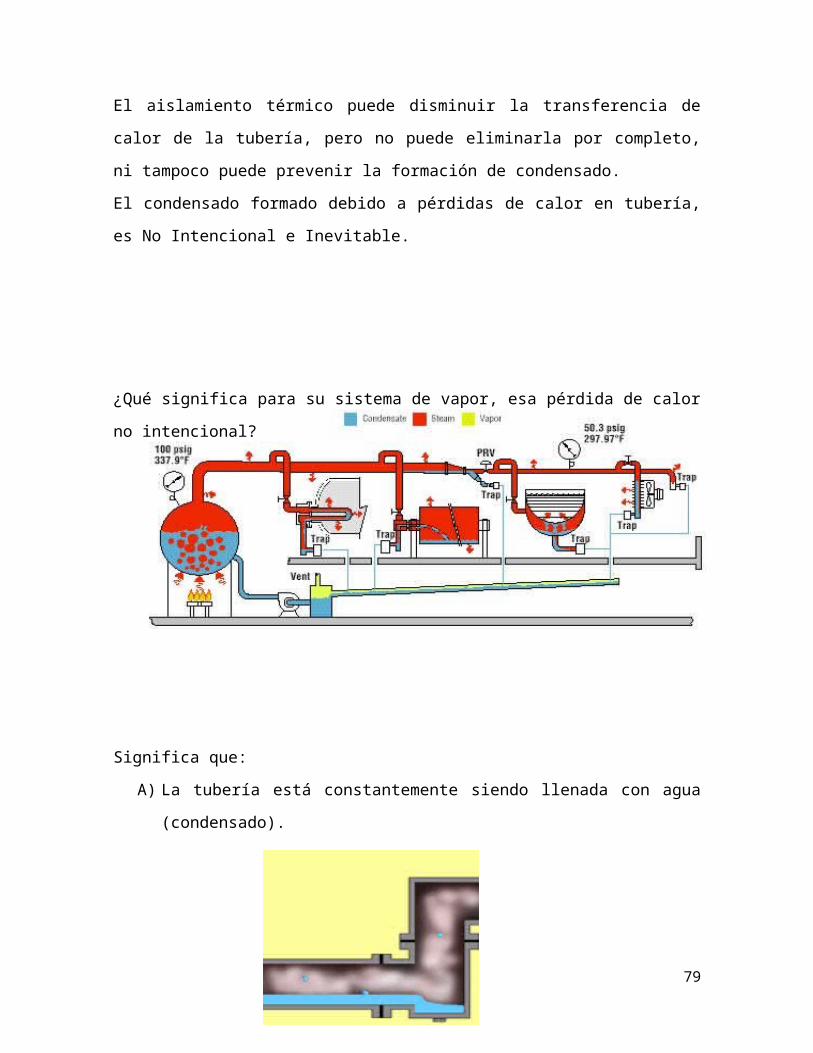
El aislamiento térmico puede disminuir la transferencia de
calor de la tubería, pero no puede eliminarla por completo,
ni tampoco puede prevenir la formación de condensado.
El condensado formado debido a pérdidas de calor en tubería,
es No Intencional e Inevitable.
¿Qué significa para su sistema de vapor, esa pérdida de calor
no intencional?
Significa que:
A) La tubería está constantemente siendo llenada con agua
(condensado).
79

( CO2 + H2O H2CO3 )
6,000 - 10,000 Pies/MinVapor Saturado
Aislamiento, Eficiencia Térmica < 75%
B) La Tubería está sujeta a Corrosión.
Condensado Sub-Enfriado + CO2 = Ácido Carbónico
C) La tubería está sujeta a golpe de ariete.
En conclusión:
80
Línea deVapor
De acuerdo con Sección I, Párrafo 118 (a) del Código
Americano Estándar para Tuberías a Presión....Se debe de
proveer puntos de drenado donde sea necesario para drenar el
condensado de todas las secciones de tubería y equipo donde
este se pueda juntar.
¿Cómo eliminamos condensado de las tuberías?
Instalando Piernas Colectoras y Trampas de Vapor
Dando Inclinación adecuada a la Tubería.
4.2 Dimensionamiento de piernas colectoras.
81
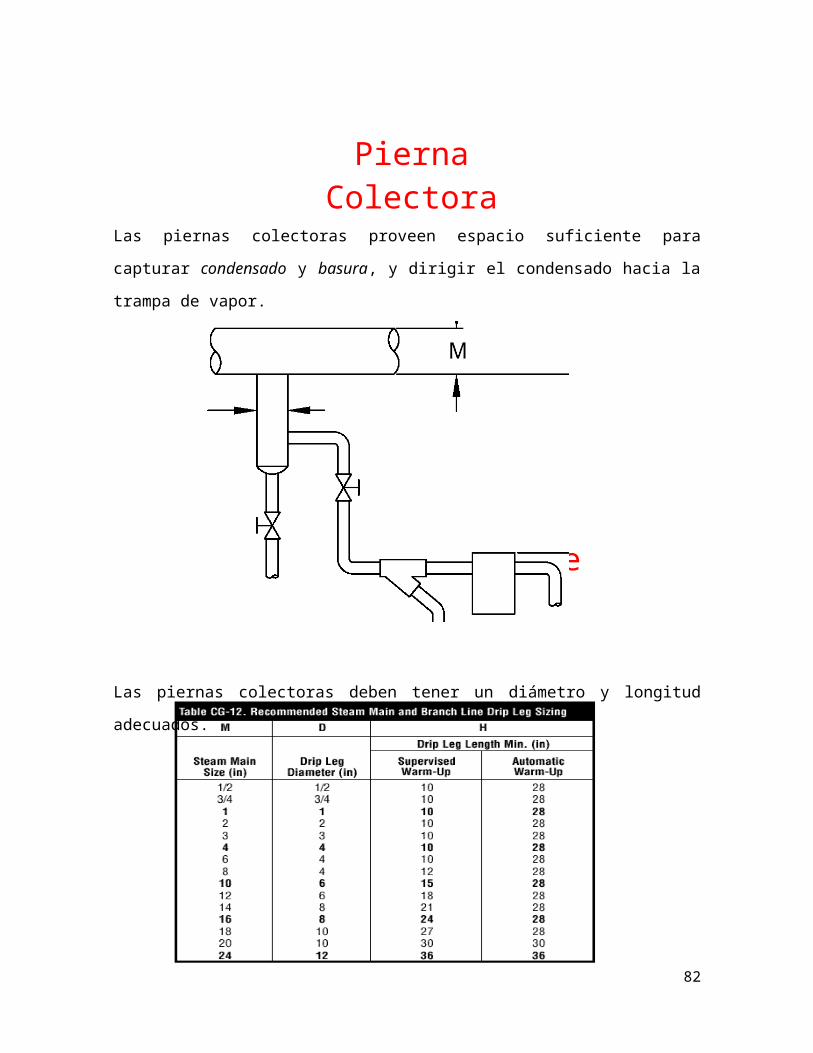
PiernaColectora
PiernaColectoraTrampa de
Vapor
Las piernas colectoras proveen espacio suficiente para
capturar condensado y basura, y dirigir el condensado hacia la
trampa de vapor.
Las piernas colectoras deben tener un diámetro y longitud
adecuados.
82
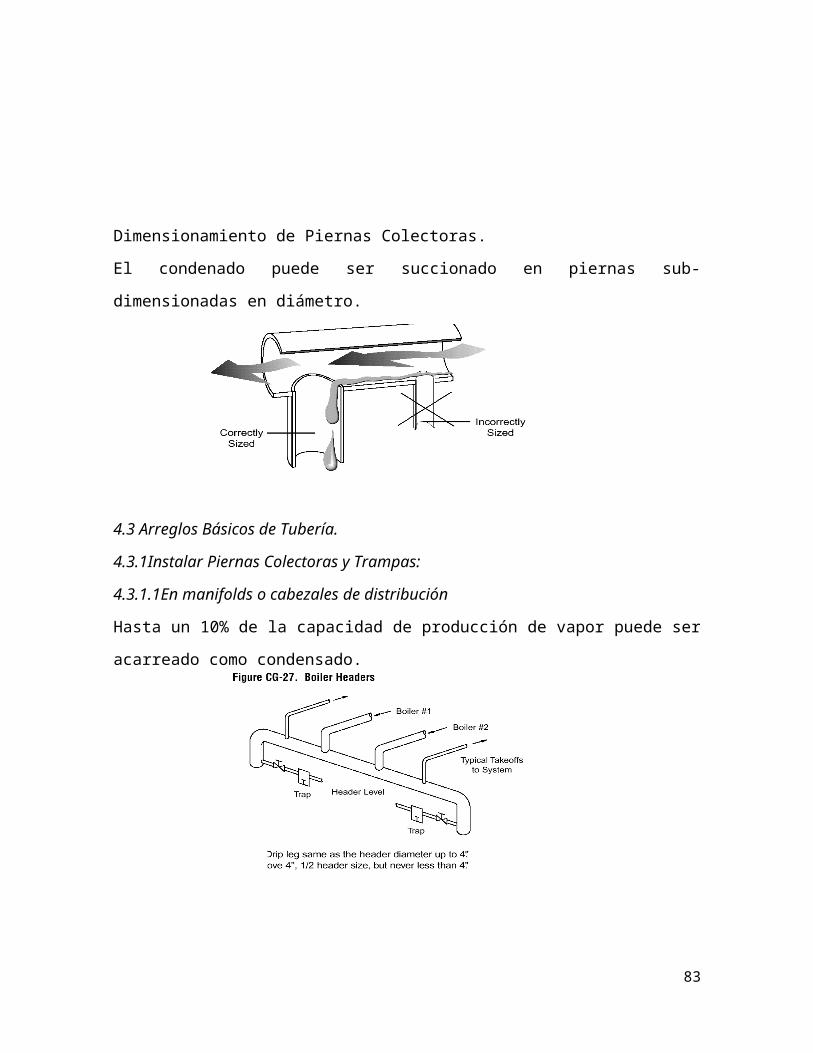
Dimensionamiento de Piernas Colectoras.
El condenado puede ser succionado en piernas sub-
dimensionadas en diámetro.
4.3 Arreglos Básicos de Tubería.
4.3.1Instalar Piernas Colectoras y Trampas:
4.3.1.1En manifolds o cabezales de distribución
Hasta un 10% de la capacidad de producción de vapor puede ser
acarreado como condensado.
83
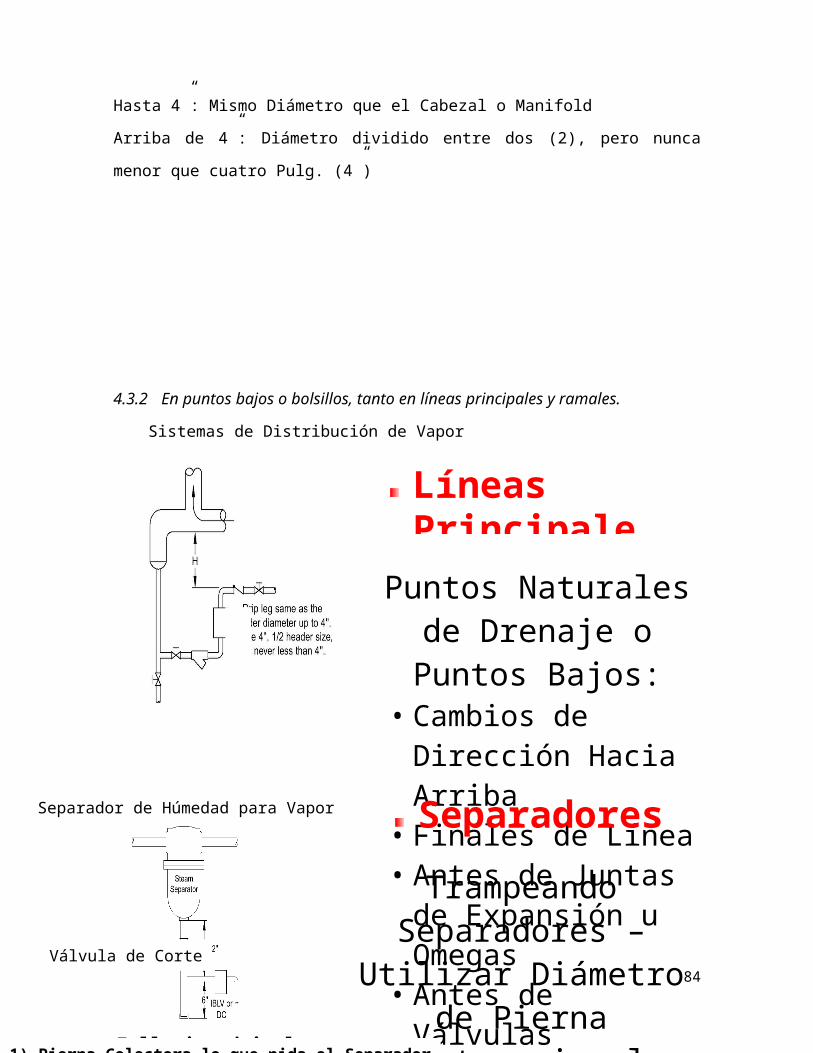
Líneas Principale
Puntos Naturalesde Drenaje o Puntos Bajos:
• Cambios de Dirección Hacia Arriba
• Finales de Línea• Antes de Juntas de Expansión u Omegas
• Antes de Válvulas
SeparadoresTrampeando
Separadores –Utilizar Diámetro
de PiernaColectora igual aFull-size drip leg
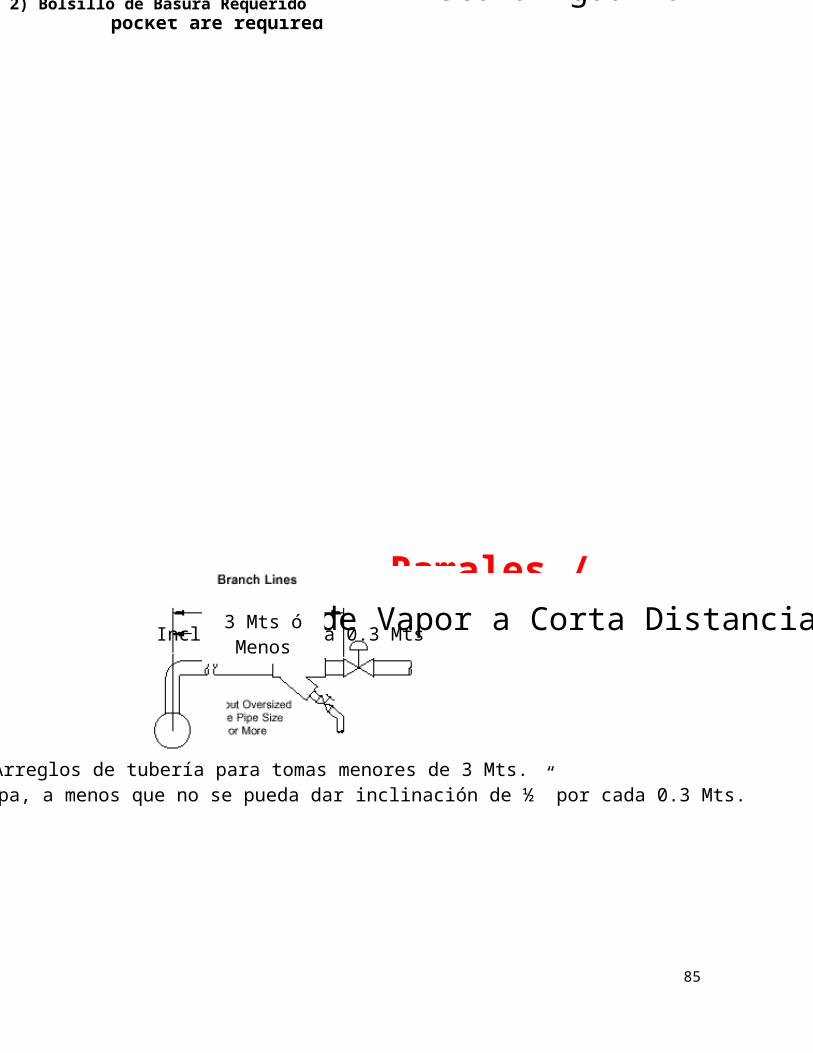
and dirt pocket are required
1) Pierna Colectora lo que pida el Separador2) Bolsillo de Basura Requerido
Válvula de Corte
Separador de Húmedad para Vapor
Hasta 4”: Mismo Diámetro que el Cabezal o Manifold
Arriba de 4”: Diámetro dividido entre dos (2), pero nunca
menor que cuatro Pulg. (4”)
4.3.2 En puntos bajos o bolsillos, tanto en líneas principales y ramales.
Sistemas de Distribución de Vapor
84
Puntos Naturalesde Drenaje o Puntos Bajos:
• Cambios de Dirección Hacia Arriba
• Finales de Línea• Antes de Juntas de Expansión u Omegas
• Antes de Válvulas
TrampeandoSeparadores –
Utilizar Diámetrode Pierna
Colectora igual a
Ramales /
Full-size drip leg and dirt
pocket are required
1) Pierna Colectora lo que pida el Separador2) Bolsillo de Basura Requerido
Tomas de Vapor a Corta DistanciaInclinar ½” cada 0.3 Mts3 Mts ó Menos
Arreglos de tubería para tomas menores de 3 Mts. No se requiere trampa, a menos que no se pueda dar inclinación de ½” por cada 0.3 Mts.
85

Cada 90 Mts.(Nunca más de150 Mts), aún si noexistiésenPuntos Naturalesde Drenado
Líneas Principales
SIEMPRE trampearantes deVálvulas o
Reductoras dePresión
Reductora
4.3.3. A lo largo de líneas principales, con o sin puntos naturales para drenado de
tuberías de bastante longitud.
Líneas
4.3.4. Siempre antes de válvulas de control, reductoras, reguladoras de
temperatura
86

SIEMPRE trampearantes deVálvulas o
Reductoras dePresión
5. Recomendaciones.
¡Recuerde lo básico!
-Dimensionar adecuadamente piernas colectoras.
-Trampear cabezales o manifolds.
-Trampear líneas principales y ramales en puntos naturales de
drenaje y puntos bajos.
-Trampear a lo largo de líneas principales, aún si no son
puntos naturales.
- Siempre antes de válvulas.
87

BIBLIOGRAFIA
http://www.tlv.com/global/LA/steam-theory/what-is-a-steam-trap.html
http://www.conuee.gob.mx/work/sites/CONAE/resources/LocalContent/3856/10/trampas_de_vapor_1_1.pdf
http://www.cisvamex.com/productos/trampas-de-vapor/trampas-de-vapor.html
http://www.armstronginternational.com/es/steam-traps-bimetallic
http://www.fluke.com/fluke/mxes/Termografia/Fluke-Ti400.htm?PID=77090
88

89