In Plant Training Project Report
44
In-Plant Training Project Report 2015.03.26 BRANDIX COLLEGE OF CLOTHING TECHNOLOGY COLLEGE DIPLOMA IN FASHION MERCHANDISING Nishadha Senadheera ID: 932990075V
-
Upload
independent -
Category
Documents
-
view
4 -
download
0
Transcript of In Plant Training Project Report

In-Plant TrainingProject Report
2015.03.26
BRANDIX COLLEGE OF CLOTHING TECHNOLOGY
COLLEGE DIPLOMA IN FASHION MERCHANDISING
Nishadha Senadheera
ID: 932990075V


PREFACE
This project report is prepared from details that we gained from the in-plant training that was for 12 weeks. 6 weeks in Brandix Casualware – Rathmalana and 6 weeks in Brandix Center of Inspiration – Ekala.
The aim of this training was to familiarize trainees with the export oriented clothing industry and I see this training was a grate opportunity for the students who is doing the course; CollageDiploma in Fashion Merchandising.
I like to thank you,
Dr. R.U. Kuruppu
Miss. Sajani Abeygoonaratne
For giving this opportunity and everyone who helped and taughtme during the in-plant training.
Nishadha Senadheera

Departments in Brandix Casualware – Rathmalana
Human resource department Administrative department Planning department Work study department Production department Stores department Quality department Fabric Inspection department Training department Cutting department Mechanical department Finishing department Packing and finishing department Technical department
Departments in Brandix Center of inspiration – Ekala
Merchandising department Sample Room

Production Departments in Brandix Casualware - Rathmalana
Human resource department
This department is responsible for financial and non-financial well-being of workers in the factory. Maintaining absenteeism rate andLabour turnover rate with keeping their mentality in a good positionby motivating and counseling the workers is their responsibility.
Administrative department
This department has the responsibility to keep transportation, food,cleaning, hostel facilities for the workers to have a good workingenvironment.
Planning department
This department keeps responsible for the plans for the futureproduction of the factory. This department mainly calculates andplans the Plan Cut Date (PCD), Order Quantity, Sample, Oder breakup.The planning department is also responsible for the timely input ofthe raw materials to the production floor.
Work study department
This department is responsible to time study workers and helps themto increase the speed of machine operating to finish the garments inthe quality that requires. Mainly comprehensive layout creating, MOtraining, FMEA (Failure Mode Effect Analysis) meetings are done bythis department.
Production department
This department handles the sawing lines in the factory. Theproduction department is in Rathmalana factory and there is three

production floors named BCR1, BCR2, and BCR3. There are supervisorsfor each sawing lines and they have to guide the operators to theirbest skill levels to produce quality garments.
Stores department
Mainly there are two types of stores as Fabric stores and Trimsstores. Fabric and trims that is going to be used in samples orproduction is stored there. This department is responsible to storethem safely and issue them right.
Quality department
This department is responsible to highlight and correct the defectsof garments to maintain the quality standards to the shipment givenby the buyer. They make sure that the fault will not repeat with theresponsible department.
Fabric Inspection department
This department ensures to minimize the rejection of cut panels orrejected garments due to fabric defects by identifying defect rate,fabric weight, shrinkage, end to end or edge to edge shading,colours, hand feel, length, width, print defects and appearances.
Training department
This department trains the new machine operators to handle basicoperations within a short time period. They will normally learn howto stitch in a single needle, double needle sawing machine and

overlock machine. They will join production as their skill levels andperformance.
Cutting department
This department makes the marker according to the pattern makersdetails and then lays the fabrics to cut. When cutting is donenumbering and bundling will be done to input to the productionfloor. They are responsible to input proper patterns and sizeratios on time.
Mechanical department
This department is responsible for sawing machines and other machinesin the factory. They hire required machines if needed and repair themto keep them functioning properly.
Finishing department
This department is mainly there for wash the garments as buyer’srequirement, to improve hand feel levels, to check colorfastnessproperties and also various testing is done here before and afterproduction.
Packing and finishing department
This department is responsible to prepare the finished garments toshipment on time. They will follow the shipment details there is inthe shipping plan. Thread cutting, Stain removal, Seam ironing etc.is also done to the garments before packing them.

Technical department
This department is responsible to provide solutions to all kind oftechnical problems. Mainly the sawing problems that come up aresolved by this department. Style modification team and patternmakers also gets involved to this department.
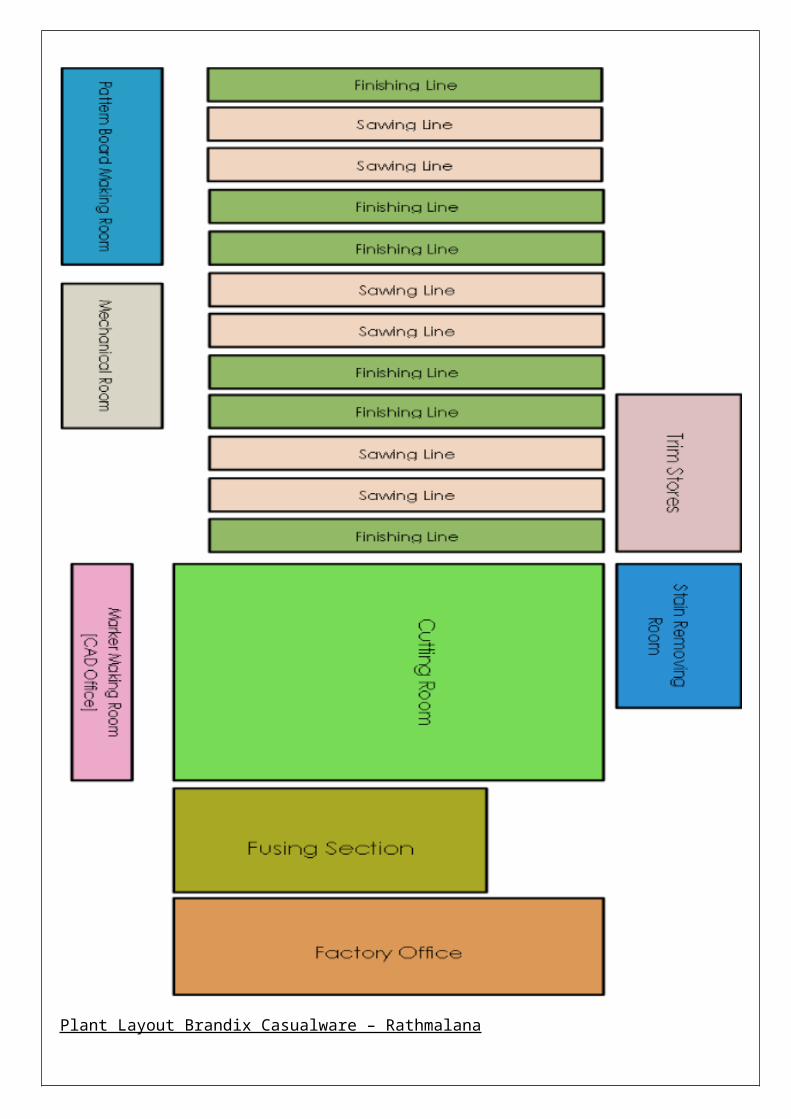
Plant Layout Brandix Casualware – Rathmalana
BCR plant 1
Plant Layout Brandix Casualware – Rathmalana

BCR plant 2

Plant Layout Brandix Casualware – Rathmalana
BCR plant 3

Organizational Chart Of BCR

General Information
Number of Employees (BCR) 2750(BCI) 781
Job Categories in,
Brandix Casualware – Rathmalana
Senior Manager Operations Assistant Manager HR Manager Quality Assurance Manager Industrial Engineering Manager Work study Officer Garment Technician Fabric Technologist Assistant Fabric Technologist Accounts Assistant Admin Executive Office Assistant ICT Assistant Chief Mechanic Planner Quality Checker Electrician Mechanic Admin Helper Store helper Cutter Gerber Operator Iron operator Machine Operator Recorders Planning Coordinator Peon

Brandix Center of Inspiration – Ekala
Merchandising Manager Senior Merchandiser Development Merchandiser Bulk Merchandiser Fabric Sourcing Assistant Fabric Technologist Work Study Executive Pattern maker Lay Planer CAD/CAM Operator Data Entry Supervisor Fashion Designer Garment Technician Vendor Key Representative (VKR) Quality Checker Iron operator Machine Operator Peon
Number of sawing machines 1880
Markets they Export Europe, Japan, Canada, USA
Number of pieces exported last year 350000 per month × 12= 4200000
Main Buyers GAP, BR, Old Navy,Express
New Markets Developed Chaps

Absenteeism Rate (BCR) Forecast 6% Actual 4.9%
(BCI) Forecast 6% Actual 5%
Labour Turnover Rate (BCR) Forecast 4.5% Actual 6%
(BCI) Forecast 6% Actual 5%
Fabric Inspection
1. Getting the packing list and invoice.
2. Tacking samples as it covers all the fabric rolls. (10% or as
in the Buyers fabric manual)
3. Before starting fabric inspection, approved shade, face side
and hand feel should be checked.
4. Starting Fabric Inspection.
a. Shading and Skewing/ Bowing test For width wise shading take one yard from where the shade
begins and stitch it and test shading.
For Skewing and Bowing take one yard from fabric roll.
(Maximum % and minimum %)
For length wise shading take 6 inch full width fabric sample
from each 10 yards.
From the end of the roll take a 6 inch full width fabric
sample and check length wise shading with the previous sample.

For width wise / length wise shading and Skewing/ Bowing
should be checked again after wash.
b. Defect Inspection ( 4P System ) Mark the defects in the fabric rolls and add the points in the
fabric inspection report.
Take two samples as it covers all defects. (should take
samples as the fabric technologist inform if fabric roll is
rejected)
Defects that cannot be decided before wash should take samples
and inspect them after wash. (e.g. Stain, Crease mark, Shade)
In every inspection once in a while should turn on the front
and back light to identify defects. (specially for white color
fabric)
4 Point System
Less than 3 inch defect 01 point
3 to 6 inch defect 02 point
6 to 9 inch defect 03 point
More than 9 inch defect 04 point
For a Hole 04 point
c. Fabric length and width inspection First set the count meter to zero and write down the ticket
length in the report.
Mark down the cut table width from the start, middle and end
of the fabric roll.
AveragePointCount=TotalPoint
InspectedYardage× 36width
×100

When the actual width is less than the invoice cut table width
take a sample from the minimum width fabric roll.
After Inspection mark down the yards from the count meter and
compare it with Ticket length and Actual length.
d. Check Fabric Inspection For check fabric additionally should take Repeat Variation
Report. (Side / center/ Side and Start/ Middle/ End should be
covered)
e. Printed Fabric Inspection For printed fabric additionally should take Repeat Variation
Report if needed.
Consider all the above information and prepare the Final
Fabric inspection Report and to get the approval from fabric
technologist should hand over below documents,
Final Fabric inspection Report Defect Swatch Card Skewing/ Bowing (After Wash Sample)
Shading Mockup (Before Wash / After Wash)
Shade Band/ Shrinkage Process
A.Shade Band Making
1.Sort the after wash mats for shade segregation.
2.Group the shade mats under buyers approved lightsource.
3.Sort shade lots into shade groups.
i. Sort from light to dark if toner variation is not
available and mark lot numbers.
ii. Divide into tones and set them light to dark if toner
variation available.
4.Select before wash and after wash mats to make theshade band as it represent all segregated lots.
5.Fill the information in the shade band card.
6.Make copies as buyer’s requirement.
7.Prepare the shade segregation report according to shadegroups and check roll numbers and yardage with the
delivery packing list.
B.Shrinkage Measure
1. Fabric mats should be relaxed before measure shrinkage.
(Stretch fabric should be relaxed at least 6 hours)
2. Take correct warp and weft measurements using the shrinkage
ruler and mark shrinkage groups in the report.
C. Additional tests
OBA test under UV light (Optical Brightening Agent).
Light Sensitive test.
Hand feel test in after wash mats.

Types of Fabric Defects
Coarse Pick
Coarse End
Broken Pick
Broken End
Missing End
Filling Bar/ Off Pattern
Hole
Shade/ Fold Bar
Stop Mark/ Weft Band
Stains
Foreign Yarn
Knots (Loose Construction)
Slubs
Miss Pick
Shine Mark
Seam Mark
Chafe Mark
Fold Mark
Smash
Dye Patch
Joints

StoresFabric Stores
Fabrics are stored GRN wisely and it’s easy to access fabricfrom the store because this method. In Brandix Casualware –Rathmalana there is normally 600000 yards of fabric in house.A4 size swatches are cut from all the fabric rolls in thebulk. Those swatches are sent for inspection and 27 x 27inches swatch from washed fabric for inspection.
Trim Stores
Buttons, Labels, Elastic, Stickers, Poly Bags and threads arenormally stored in the Trim stores. These goods are arrangedstyle wisely and it has separated racks for each Buyer. 10% ofquantity is sent for inspection.
Quality checking area will be in the trims stores and theywill check the quality and the quantities. Trims won’t beissued until the QC is done.
Documents used in stores
Goods Received Note (GRN)
GRN is used to record the information of goods that has beenarrived to the stores. Warehouse details, Invoice number,Supplier name, Date, Item, Colour, Style, PO number,Quantity, Unit of measure, Price, Value etc. will be includedin this document. GRN is compared with the PO and if onlythese tally the finance department will pay the amount.
Delivery Advice Note (DAN)
DAN is used when goods are transferred from Brandix toBrandix Factory. Style number, Item category, UOM, Quantity

details and Approval from Head of Department will be in thisdocument.
Gate Passes
Gate passes are issued for security purposes. DAN is used asa duplicate gate pass. It contains details like Vehiclenumber, Gate pass number, Date, from which department towhere, Item category and approvals.
Return Replacement Note
This document is used to replace the rejected goods that havebeen rejected from the factory. This will be sent to thesupplier.
Invoice
Invoice is sent by the supplier with information such asInvoice number, Payment terms, Shipment type, Flight date,Destination, Description of goods, Quantity, Unit price,Banker, etc. The payments will be done after checking theinvoice with the PO.
Goods Issuing System
Fabric Issuing
Fabric issue note will be raised in the M3 system bycutting department mentioning the required fabric for thecut ship. Issue note number, Style number, Fabric type,Colour, GRN will be checked before issuing fabric.
Fabric inspection report will be also checked beforeapproval. Roll Request will be sent from the cuttingdepartment to get the fabric in one batch, so that therewon’t be colourshadness between fabric rolls.
Trims Issuing
Trims issue note will be sent from the required departmentwith information such as GRN number, Style number, Quantityand Size etc. According to that they will issue the trims.
Sample Room
A. Sample Types
Proto Sample Proto sample is developed at very initial stage andnormally it’s done in a base size with available rawmaterial and trims. Then it will be checked on the dressform to see the feasibility of the garment.The buyer may send comments for necessary changes thereshould be in the style.
Fit Sample Fit sample is prepared to obtain the perfect fit to peoplemeasurements.Actual fabrics & trims are used in producing this and ifthe buyer is not satisfied with the sample, the company hasto submit 1st fit, 2nd fit, 3rd fit and so on until the

buyer gives the approval. The garment will be fit on livemodels and the comments will be sent with pictures.
Salesman Sample Salesman sample is made to collect orders from retailers.This will be made in a size ratio given by the buyer.Actual fabrics and trims are used and look, hand feel isimportant.
PP Sample It has to be made in original fabric and trims and if thereis any Washing, embroidery and printing they should matchto actual. PP Sample is the standard for production andbulk production garments should be identical to PP sample.The factory can start the production of bulk garment onlyafter the approval of pre-production sample.
TOP Sample The top of production is sent to the buyer as soon initialpieces are come out of sewing line. In TOP sample Buyertries to evaluate the actual manufacturing of the style.Buyer check whether bulk production is as per submittedsample or not.
Sample types that is done in M&S
Test sample – This is done for styles that is withcomplicated sawing methods.
Shrinkage Sample – This is done to check theshrinkages in seems, hems, waist bands, fabric etc.

Colour Sample – To check colour fastness levels andto see whether it’s beyond the approved level forthe colour.
Fit Sample – To fit to peoples measurements.
Contact Seal Sample - 7 samples are made to checkthe durability + shrinkage
Rack Sample – This will be the final sample thatgoes to buyer for his final approval. This sample isfinished as it will be in a show room with all thetags, tickets and sent in packing method that isrequired from the buyer.
Sample Making and Approval Procedure
Merchandiser gets the tech pack with the Bill of Material(BOM) or only the sketch.
Hand off is sent to the sample room by the merchandiserwith details about style, sketch, measurements.
Take place the Risk Analysis (RA) meeting withMerchandiser, Technical, and Work study officer.
Discuss about trims, required machines, stitches andcritical operations.
If there is any adjustments contact the buyer and discussit.
Pattern makers draw the pattern and updated it to the OTTserver.
Marker makers make a marker according to the pattern andcalculate the YY (Yields per Yard) per garment.
Cutting room lay fabric and cut the garment pieces andnumbers them.

Skilled machine operators stitch the garment. (indifferent machines if needed)
Work study officer calculate the SMV (standard MinuteValue).
Quality checker checks the quality and the measurements. Dispatch to the buyer for approval. Buyer checks whether it meets their requirements and send
comments how it should be changed if there’s any errors. Get the approval to proceed further.
Sample Costing
Sample costing is done by the development merchandiser. After getting fit sample approvals the merchandiser do
the initial costing for the garment. Direct and indirect material, labour and expenses will be
estimated. These costs will be added together with overhead as well
as buying office commission costs. Costing elements are,
Fabric YY SMV Trims YY Fabric price Trims price Factory efficiency Fabric width
Two cost sheets are made out by the merchandiser asinternal cost sheet and buyers cost sheet.
Buyer cost sheet is made for sent to the buyer. Internal cost sheet is made to see the profit of the
factory. All the wastages are added to the cost sheet.

Cutting RoomFunctions of the Cutting Room
Planning Drawing marker (Manual or Machine) Spreading (Manual or Machine) Cutting (Manual or Machine) Preparation for sewing (Numbering and Bundling)
Equipment Installed in Cutting Room
Gerber Plotter Gerber Spreader Hand Cutter Gerber Cutter End Cutter Band Knife Numbering Machine Fusing machine
Marker Making
Marker is a set of patterns that is well organized on aparticular length and width of a fabric to minimize thewastage.
For a style the pattern makers make the patterns usingTUKA computer aided designing system and update them tothe OTT server.
Marker makers get the pattern information from the OTTand plan the most efficient combination of sizes andshades for each order and to produce the best fabricyield and equipment utilization.
The Marker is designed by TUKA Mark software.
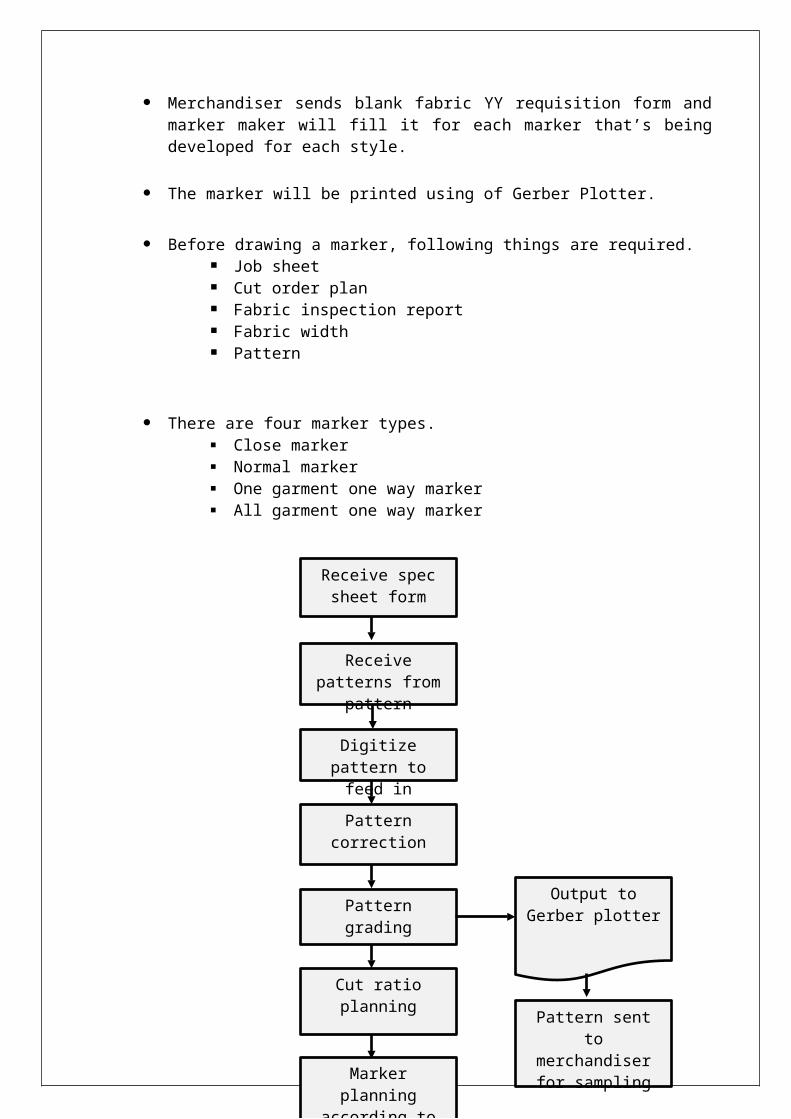
Merchandiser sends blank fabric YY requisition form andmarker maker will fill it for each marker that’s beingdeveloped for each style.
The marker will be printed using of Gerber Plotter.
Before drawing a marker, following things are required. Job sheet Cut order plan Fabric inspection report Fabric width Pattern
There are four marker types. Close marker Normal marker One garment one way marker All garment one way marker
Receive patterns from
pattern
Digitize pattern to feed inPattern
correction
Pattern grading
Cut ratio planning
Marker planning
according to the cut plan
ratio
Output to Gerber plotter
Pattern sent to
merchandiser for sampling
Receive spec sheet form

Information that requires drawing the marker
Pattern Fabric width size ratio shrinkage level Marker type
Marker Efficiency
Marker efficiency can be improved by,
The time given to the software Cutting Direction Size Ratio Cuttable width Marker type Design on the fabric (Design Repeat Length)
MarkerEfficiency=AreaofPatterns∈theMarkerPlan
TotalAreaoftheMarkerPlan×100
Marker planning
according to the cut plan
ratio
Output mini marker to printer
Output marker to plotter
Send to cutting room for cutting
Send to merchandiser for costing
Benefits of having a Computer Assisted Marker makingand grading machine
Time saving Accurate Cost effective Can be modified Easy to use No overlapping Less labour needed
How the cut plan is worked out
As it is in the daily requirement plan that cuttingdepartment issues, the supervisors will look into it andthe production plan to decide which style number shouldbe cut.
Roll request forms will be given to the stores on theday before if the fabric should be relaxed.
Relaxed fabric will be taken from the stores to thecutting area for the style that has been decided to cut.
Supervisor will check for the marker and its efficiency.
Layers will get the Lay sheet.
According to that the layers will layup the fabric oncut tables.

Cutting will be done.
How they lay up fabric
Layers get the Lay sheet and it contains details such asstyle number, Marker number, width, length, piles,fabric colour, TUKA name, Size ratio, Roll numbers and apiece from the fabric will be attached to it.
There is information for each fabric roll such as Rollnumber, Shade lot, how many piles from the each shadelot, Shrinkage etc.
Fabric layers will go through this and start layingfabric.
It can be done manually or using the GERBER spreader.
They should consider about the ply tension and damagesand Joints will be marked with a pink color paper.
Sorting and Numbering
If the fabric is white wearing gloves is a must. Check the job number, colour, and size according to the
job number in the bundle record there is in the cut plan. Check the back, front and small part numbers in the
placement file for each style. Check the job number, size and bundle code in top paper
for each size.

Remove the rubber bands and check if there are any jointsand if so remove them.
Set the machines number range according to the size. Check where to number in the number placement file. (Face
side or Reverse side) Check the first and last number with the bundle ticket
after bundling. When all the parts are number for each size separate the
parts that should go to fusing.
Reasons for Sorting and Numbering
To prevent color shading between panels. To find out panels if mixed. Easy and accurate for production. Facilitating quality control.
How cut work is dispatched
Cut panels are numbered and bundled. Stored in the sub store with the packing list. If needed sent to embroidery, printing etc. Gate passes are a must if the panels are moving out from
the factory. After embellishments are done all the panels will be
counted and compared with the packing list. If any changers are there should be approved by the
responsible officers. If no embellishments check the bundle numbers. Sent to the sawing lines.
Cut Order Ratio

CutOderRatio=OrderQuantityCutQuantity
Cut Ship Ratio
CutShipRatio=ShipQuantityCutQuantity
Order Ship Ratio
OrderShipRatio=ShipQuantity¿derQuantity
Excess Fabric Yardage
ExcessFabricYardage=(GarmentYY×OderofCutting )−UsedFabric
Commercial Department

Letter Of Credit (LC)
This document is issued by a financial company such as a bankin international trade. This is the most acceptable way ofdoing the business between the buyer and the supplier. Letterof credit gives assurance that the buyer will make his paymentonce the goods are received and Buyer doesn’t have to pay thesupplier until he is certain that supplier has met therequirements given by him.
Purchase Order (PO)
A purchase order is a document that is issued by thecommercial department of the buyer. This document is sent tothe supplier including details such as Description of goods,UOM, Quantity, Agreed prices, Payment terms, Payment mode,Mode of shipping, Delivery date etc. This is a legal offersent by the buyer to the supplier to buy servicers orproducts. Once this is accepted both parties are legallybounded to do business.
Procedure Adopted by the Company to Import and ExportGoods
Import
Preparing the LC and getting the LC copy form thebank.
Obtaining Shipping Information by coordinating withthe freight or airline service.
Updating the financial department weekly about thepending shipment.
Arranging BOI verification officers to inspect cargowhen arrived
Updating the import register and maintain LCdocuments.
Obtaining the VAT statement and handing over tofinance to get the Credit Voucher from IRD (InlandRevenue Department)
Coordinate and obtaining the Commercial Invoice andarrange transportation to the factory.
Export
Obtaining the Export Purchase Order and Costing Sheetfrom Merchandising Department and confirming the datedelivery with Merchandising, Planning &PackingDepartments.
Timely booking of the cargo (Freight, Airline) Preparing Pre Shipment Notes. (Invoice, Shipping Note) Preparing Cargo Dispatch Note. Sending Cargo to the port for clearance. Weekly updating the Sales Schedule. Updating the Invoice Register weekly. Weekly update dispatches. Coordinating with the Freight/Airline. Preparing Export Documents. (For re-export of rejected) Checking all Freight, Clearance and shipping invoices.
How the company does negotiates with the bank to obtainmoney after work done
After exporting the goods the company will send the documentsthat required by the bank that they are dealing with in SriLanka and through the bank the documents will be passed to the

bank in the buyer’s country. The buyer will collect thedocuments after doing the payment of the invoice. The moneywill be transferred to the account in Sri Lanka.
Merchandising Department
Information you get when a Buyer Inquires about an Order
Techpack BOM (Bill of Material) Size Ratio Colour Break down CAD (If fabric should be printed) Oder Confirmation Date Quantity Wash details
How the Cost is Worked Out
Fabric Cost Trims Cost Factory efficiency C&M

Finance Cost Commission SMV
How do they confirm an Order to a Buyer
The buyer will receive the Cost Sheet, FOB and the T&Aplan from the merchandiser when confirming an order.
Cost sheet will contain the price for one garment and howthe costing is done.
FOB will contain details about the shipment date and howthe shipment is done.
T&A will contain details about all the dates with theoperation that have been plan to done.
Method of Purchasing Raw Material (In M&S)
Merchandiser gets the Techpack and the BOM from the buyer.
Merchandiser sends details to the fabric sourcing team.
Even if there are nominated buyers in the BOM fabricsourcing team will try to get fabric from the buyers they dobusiness.
The reason is the buyer knows the fabric prices and it’s notprofitable to the company buying fabric from nominatedbuyers.
The fabric sourcing will look in to the details such asWeave, Construction, Composition, GSM, Cuttable width, Dyeroute, Finishes etc.
The fabric sourcing team is very skilled and they know whichmill they should choose.
They will send a PO to the Weaving mills with all thedetails about the fabric and most of the time buyer sends afabric swatch with the tech pack. So the fabric sourcingteam will send a piece from the swatch too.
The mill will look into the fabric and they will say whetherthey can produce this kind of weave or not.
Then the colour matching is done using an internationalcolour book such as PANTERN book and the fabric sourcingwill send the PANTERN number to the mill after confirming itwith the buyer.
Supplier will weave the fabric in a special small weavingmachine send a Lab Dip with various shades.
If it should be printed fabric buyer will send the CAD sothe sourcing team will send that to the mill.
Fabric pieces will be sent to BFL to wash.
Before wash and after wash fabrics pieces will be attachedto a new lab dip in Brandix and send them to get approvalfrom the buyer.
Fabric sourcing team will be concerned about Lead Time, ETA(Expected Time Arrival), Days to Clearance, Days for GRN andFabric Inspection.
After confirming and if it’s going to the bulk the Orderwill be placed.
Piece dyed fabric will take at least 45 days and MOQ will be3000 yds.
Yarn dyed fabric will take at least 55 Days and MOQ will be3500 yds.
Printed Fabric will take at least 50 Days and MOQ will be5000 yds.
The Following Up Procedure in Case of Imported Goods

Merchandiser is very responsible to keep track on the T&Aso when it comes to imported goods he should be sure thatgoods will be there on time. He should follow up and keepcontact with the supplier and get updates about thegoods.
He should be aware of the time that takes the supplier tosend the goods to the harbor of their country, workingdays, shipment days, time taken for clearance, and makesure that they ship the goods that we ordered.
Once the goods are shipped from the harbor there will beshipment documents and have to get them as soon aspossible.
He should be responsible to get the correct goods on timeto the factory.
How an Accepted Order does is passed on to the SewingDepartment
The trim card and the trial cut feedback will be given tothe pilot run section in the production and they willstitch the pilot run sample there using skilled MOs’.
One sample will be sent to the buyer if needed.
After approval there will be a PP (Pre-Production)meeting with the Merchandiser, VKR, QA manager, Workstudy officer, Garment Technician, and Mechanic etc.discussing about problems they have and solving them.
After that there will be the FMEA (Failure Mode EffectAnalysis) meeting with PPZ (Pre-Production Zone) Manager,Work study officer, Garment Technician, Group leaders,Line Supervisor and Mechanic.
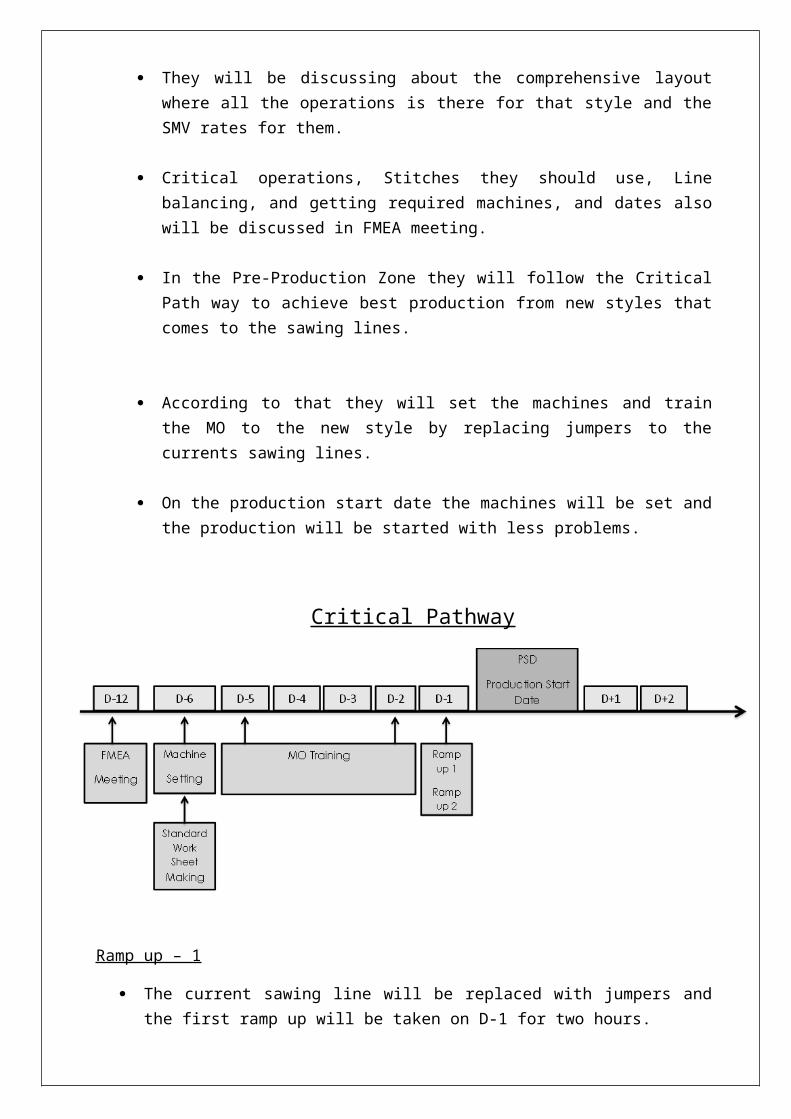
They will be discussing about the comprehensive layoutwhere all the operations is there for that style and theSMV rates for them.
Critical operations, Stitches they should use, Linebalancing, and getting required machines, and dates alsowill be discussed in FMEA meeting.
In the Pre-Production Zone they will follow the CriticalPath way to achieve best production from new styles thatcomes to the sawing lines.
According to that they will set the machines and trainthe MO to the new style by replacing jumpers to thecurrents sawing lines.
On the production start date the machines will be set andthe production will be started with less problems.
Critical Pathway
Ramp up – 1
The current sawing line will be replaced with jumpers andthe first ramp up will be taken on D-1 for two hours.
Here they will look into the problem that comes when theywork as a team and after the ramp up there will be theproblem solving for one hour.
Ramp up – 2
Ramp up 2 will be taken for two hours after the problemsolving and the problems that came up in first ramp upcannot be come up again.
After this there will be the second problem solving.


Textile Testing
Why Textile testing is done before raw material arrives.
Garments can be rejected due to defects. To keep the quality standards in garments. To increase durability of garments. To keep the right measurements. (Due to shrinkage)
Textile Tests carried out in the Factory
Tensile Strength Tearing Strength Seem Slippage Martine Dell Abrasion Stretch and Recovery (fabric with Spandex) Colour Fastness levels (Chlorine bleach, Non-Chlorine
bleach, Water, Light etc.) Fabric Weight (GSM) pH Levels Shrinkage Pilling Resistance