IMECE2019-10318 - ECCC - Energy Conversion and ...
16
1 2019 ASME Proceedings of the ASME 2019 International Mechanical Engineering Congress and Exposition IMECE2019 November 8-14, Salt Lake City, UT, USA IMECE2019-10318 INVESTIGATION OF FLASHING FLOW IN A SIPHON TO EXTRACT CONDENSATE IN PAPER DRYER APPLICATION Hamed Abdul Majeed and Ting Wang Energy Conversion and Conservation Center University of New Orleans New Orleans, Louisiana, USA ABSTRACT The paper industry uses steam to dry paper web through cylinder dryers. As steam condenses inside the cylinder dryer, the condensate is removed by means of either a stationary or a rotary siphon. However, during the siphoning process for transporting the condensate, flashing of the condensate occurs, which could cause backflow or discontinuity in the siphoning process. To resolve this flashing issue, two approaches have been employed: (a) increasing the amount of steam supplied to the cylinder to "blow-through" the stalled condensate-steam mixture and (b) reducing the back pressure by inducing "suction" through a thermocompressor from downstream. This practice of employing push from the upstream and suction from the downstream requires excessively large amounts of high-grade steam, resulting in an estimated 10 to 15 %, 15 to 25%, and 40 to 90 % of blow-through steam for stationary siphons, rotary siphons, and Yankee dryers respectively. The objective of this study is to investigate and improve understanding of the flashing phenomena during condensate transport through the siphon and piping system in order to develop means to reduce this excessive steam consumption during the paper drying process. A computational fluid dynamics (CFD) simulation is performed that uses the Eulerian-Eulerian multiphase method. The steady-state case is first solved to obtain the flow field without flashing. Then the transient method is initiated by employing flashing and condensation models. The results show that reduction of local pressure triggers flashing, however, flashing in turn reduces local temperature, and subsequently induces condensation, resulting in an alternating flashing and condensation behavior. To maintain continuity of the siphon flow, the inlet pressure fluctuates corresponding to the variation of total vapor volume ratio inside the siphon. The results will be used to modify the current siphon system design and operating practices to reduce steam consumption. Keywords: Two-phase flows, flashing, paper dryers, siphons. NOMENCLATURE D Droplet size, (m) h Convective heat transfer coefficient, (W/m 2 K) H Enthalpy, (J) Nu Nusselt number (hL/k) P Pressure, (Pa) Re Reynolds number (u D/ν) Mass flow rate (kg/s) Greek Letters μ Dynamic viscosity, (Pa-s) or microns, (10 -6 meter) ν Kinematic viscosity, (m 2 /s) ρ Density, (kg/m 3 ) τ Particulate relaxation time (s) τ Strain tensor α Volume fraction Subscripts p p th phase q q th phase l liquid v vapor b bubble sat saturation i interface 1. INTRODUCTION 1.1 Paper Drying in Paper Industry Paper industry typically uses contact drying with multicylinder paper dryers as the primary means for drying [1]. In multicylinder drying, slightly superheated steam is fed inside the paper dryers. As steam condenses, it heats the cylinder walls, which dries the paper web in contact with the outer surface of the dryer [2]. The current Steam and Condensate (S & C) system uses the push-pull method to control the drying process. As steam enters the dryers it condenses to saturated liquid water, which needs to be removed from the cylinder. Typically, a "push and pull" approach is practiced by using the blow-through steam to "push" the condensate in the front end and thermocompressors (or vacuum pumps) down the line in the back end to create a suction or low-pressure region to pull the condensate out. Since the condensate is at the saturated liquid state, it quickly flashes if the local pressure reduces even slightly below the saturated pressure during the transportation process, for example, due to climbing upward in the piping system. Therefore, two-phase flow occurs in the siphon pipe
-
Upload
khangminh22 -
Category
Documents
-
view
4 -
download
0
Transcript of IMECE2019-10318 - ECCC - Energy Conversion and ...

1 2019 ASME
Proceedings of the ASME 2019 International Mechanical Engineering Congress and Exposition
IMECE2019 November 8-14, Salt Lake City, UT, USA
IMECE2019-10318
INVESTIGATION OF FLASHING FLOW IN A SIPHON TO EXTRACT CONDENSATE IN PAPER DRYER APPLICATION
Hamed Abdul Majeed and Ting Wang
Energy Conversion and Conservation Center University of New Orleans
New Orleans, Louisiana, USA
ABSTRACT The paper industry uses steam to dry paper web through
cylinder dryers. As steam condenses inside the cylinder dryer,
the condensate is removed by means of either a stationary or a
rotary siphon. However, during the siphoning process for
transporting the condensate, flashing of the condensate occurs,
which could cause backflow or discontinuity in the siphoning
process. To resolve this flashing issue, two approaches have
been employed: (a) increasing the amount of steam supplied to
the cylinder to "blow-through" the stalled condensate-steam
mixture and (b) reducing the back pressure by inducing
"suction" through a thermocompressor from downstream. This
practice of employing push from the upstream and suction
from the downstream requires excessively large amounts of
high-grade steam, resulting in an estimated 10 to 15 %, 15 to
25%, and 40 to 90 % of blow-through steam for stationary
siphons, rotary siphons, and Yankee dryers respectively. The
objective of this study is to investigate and improve
understanding of the flashing phenomena during condensate
transport through the siphon and piping system in order to
develop means to reduce this excessive steam consumption
during the paper drying process. A computational fluid
dynamics (CFD) simulation is performed that uses the
Eulerian-Eulerian multiphase method. The steady-state case is
first solved to obtain the flow field without flashing. Then the
transient method is initiated by employing flashing and
condensation models. The results show that reduction of local
pressure triggers flashing, however, flashing in turn reduces
local temperature, and subsequently induces condensation,
resulting in an alternating flashing and condensation behavior.
To maintain continuity of the siphon flow, the inlet pressure
fluctuates corresponding to the variation of total vapor volume
ratio inside the siphon. The results will be used to modify the
current siphon system design and operating practices to reduce
steam consumption.
Keywords: Two-phase flows, flashing, paper dryers,
siphons.
NOMENCLATURE D Droplet size, (m)
h Convective heat transfer coefficient, (W/m2K)
H Enthalpy, (J)
Nu Nusselt number (hL/k)
P Pressure, (Pa)
Re Reynolds number (u D/ν)
𝑚 Mass flow rate (kg/s)
Greek Letters μ Dynamic viscosity, (Pa-s) or microns, (10
-6 meter)
ν Kinematic viscosity, (m2/s)
ρ Density, (kg/m3)
τ Particulate relaxation time (s)
τ Strain tensor
α Volume fraction
Subscripts p p
th phase
q qth
phase
l liquid
v vapor
b bubble
sat saturation
i interface
1. INTRODUCTION
1.1 Paper Drying in Paper Industry Paper industry typically uses contact drying with
multicylinder paper dryers as the primary means for drying [1].
In multicylinder drying, slightly superheated steam is fed
inside the paper dryers. As steam condenses, it heats the
cylinder walls, which dries the paper web in contact with the
outer surface of the dryer [2].
The current Steam and Condensate (S & C) system uses
the push-pull method to control the drying process. As steam
enters the dryers it condenses to saturated liquid water, which
needs to be removed from the cylinder. Typically, a "push
and pull" approach is practiced by using the blow-through
steam to "push" the condensate in the front end and
thermocompressors (or vacuum pumps) down the line in the
back end to create a suction or low-pressure region to pull the
condensate out. Since the condensate is at the saturated liquid
state, it quickly flashes if the local pressure reduces even
slightly below the saturated pressure during the transportation
process, for example, due to climbing upward in the piping
system. Therefore, two-phase flow occurs in the siphon pipe
2 2019 ASME
consisting of the blow-through steam, the condensate, the flash
steam, and non-condensable gases.
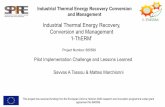
Condensate removal in paper dryers is done either through
rotary siphons or stationary siphons (see Fig. 1). Rotary siphon
rotates with the dyer and is fixed inside the dryer and bolted by
springs to the dryer shell. Rotary siphon requires higher
differential pressure to operate and could lead to dryer flooding
if the higher differential is not maintained. Stationary siphon is
stationary as the dryer rotates and require better mechanical
support to avoid failure, typically due to collision between the
siphon tip and the dryer's wall. As the condensate has an inlet
velocity with respect to the stationary siphon the kinetic energy
plays a favorable role in removing condensate, thus, stationary
siphons have a lower differential pressure requirement.
Additionally, dryer flooding is not an issue in case of
stationary siphon as it maintains its contact with the
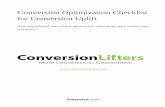
condensate throughout the dryer operation. Figure 2 shows a
close-up view of entrainment of condensate by blow-through
steam and condensate removal through a two-phase flow
mixture.
Rotary
Siphon Stationary
Siphon
Dryer
Two-
phase
flow
Two-
phase
flow
Figure 1 Paper cylinder dryer showing stationary and rotary siphons for condensate removal
In siphoning of the condensate, no prior research has been
done to investigate in detail the transient behavior of
condensate flashing and re-condensing phenomenon in
siphons. When the saturated condensate moves against the
gravity or centrifugal force in the siphon, local pressure
reduces, leading to flashing; on the other hand, when the
gravity and centrifugal force aid in moving the flow, the local
pressure recovers or increases, re-condensation occurs.
Flashing of the condensate can cause backflow or discontinuity
in the siphoning process. To resolve the discontinuity of
condensate removal due to flashing issue, two approaches have
been employed: (a) increasing the pressure and amount of
steam supplied to the cylinder to "blow-through" the stalled
condensate-steam mixture and (b) reducing the back pressure
by inducing "suction" through a thermocompressor from
downstream. This practice of employing push from the
upstream and suction from the downstream requires
excessively large amounts of high-grade steam, resulting in
waste of energy. In practice, the paper industry has
accumulated abundant experimental data and operating
experience to provide recommendations for dryer differential
pressures and the amount of blow-through steam in stationary
and rotary siphons for efficient condensate removal [3]. In
order to control the fluctuation of condensation removal, the
steam needs to be superheated to provide sufficient operating
pressure range and is then regulated by control valves.
However, increase and decrease of the steam pressure in the
dryer thorough the control valves will affect the condensation
temperature, and subsequently the uniformity and steadiness of
heat transfer to the paper web will be affected, resulting in a
negative impact on the paper quality. If the pressure
differential is adjusted by increasing vacuum from the
downstream, more condensate will evaporate and more
upstream blow-through will need to balance the increased
flashing of condensate. Although the paper industry has
developed experienced and smart technology to control the
operation of blow-off steam, it is widely recognized that 10−15
% [3], 15−25% [3], and 40−90% [4] of blow-through steam
have been typically employed for stationary siphons, rotary
siphons, and Yankee dryers respectively. Furthermore, flashing
and cavitation can cause structural damage in pipes and control
valves [5], thus, it can adversely affect the life of a siphon in
the paper dryer.
Rotation of Dryer
Condensate Entrainment
Rimming
Condensate
Blow-through
Steam
Figure 2 Entrainment of condensate by blow-through steam and its removal as a two-phase flow mixture through a siphon
1.2 Motivation and Objective Based on the aforementioned background introduction, the
study is motivated to look for means to minimize the blow-
through steam to reduce the fuel cost as well as the operation
and maintenance cost. The authors believe that any
breakthrough of this well-established paper drying technology
must start from gaining understanding of fundamental physics.
Therefore, the objective of this study is to employ a
computational fluid dynamics (CFD) scheme to fully
understand the transient flashing and condensation phenomena
during the condensate removal process through siphons. This
knowledge is expected to be useful for improving the design
and operation of real-world condensate removal process
through siphons.
1.3 Flashing, Evaporation, Boiling, and Cavitation Phenomena
To help analyze the CFD results of this current study, it is
worthwhile to review the fundamental physics of flashing,
evaporation, boiling and cavitation and their differences.

3 2019 ASME
Flashing Flashing is the vaporization of liquid into vapor due to
reduced pressure. Depressurization can occur due to total
pressure losses, pressure release, or flow acceleration.
Examples of depressurizing of liquid are liquid flow in a
convergent divergent nozzle, sudden opening of a valve for a
pressurized liquid, flashing in an atomizer, or moving against
gravity or centrifugal force. Evaporation, boiling, and
condensation all involve change of liquid phase to vapor
phase. However, they are different in some aspects, as
explained below.
Evaporation Evaporation is also the vaporization of liquid into vapor
phase but only occurs at the air- (or gas-) liquid interface. A
cup full of water at 25oC left exposed to atmosphere in a room
will eventually evaporate and becomes empty even though the
boiling temperature (99.97oC at 1 atm) has not been reached.
From the steam table at atmospheric pressure the saturation
temperature is 99.97oC. Thus, there should not be any phase
change according to the steam table, thus, the cup full of water
should remain full. But the actual experience tells us that the
water in the cup will eventually dry out. The quick answer
could be: because the air is not saturated and the relative
humidity in the air is not 100%; but why?
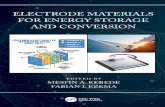
Our understanding of evaporation needs to be refined to
give accurate answer. In this situation evaporation occurs only
at the surface of the fluid where the molecules of the fluid are
exposed to atmospheric air molecules, but it is only affected by
the molecules of its own kind, i.e. water molecules. In the
steam table, the saturation pressure and saturation temperature
represent the pressure and temperature of liquid and vapor
water, as a simple substance with a molecular structure of H2O.
Other components in the air, such as O2, N2, and CO2 will not
affect the water evaporation process so that the atmospheric
pressure 1 atm will not affect the water vapor evaporation on
the air-water interface, such as Point A in Fig. 3. Thus, it is not
correct to say that the water in the cup will not evaporate until
the water temperature reaches 99.97oC because, evaporation of
water at Point A in Fig. 3 should be based on the partial
pressure of its own kind, i.e., water molecules, in the air on top
of the water rather than on the total pressure (1 atm) of the
atmosphere air. Therefore, the water at the air-water interface
will evaporate layer-by-layer at any temperature as long as the
water partial pressure in the air is not saturated. However, for
the water at any point below the surface, such as at point B in
Fig.3, evaporation depends on the water pressure surrounding
it (i.e., the pressure of its own kind), which happens to be the
atmospheric pressure (Patm) plus the hydrostatic head (gh). In
this case, the atmospheric pressure will affect the evaporation
process because it is imposed on top of the water and uses
water molecules (of its own kind) to control the water's
evaporation. In this condition, evaporation will occur
everywhere when the water body reaches 99.97oC (assuming
there are plenty of nucleates or nucleation sites around) and
this process is typically called boiling. Understanding the
physics of evaporation at the interface provides base for
modeling interphase heat and mass transfers across the liquid
and vapor bubbles later in this study.
h
PB = Patm+ρgh
PA = Patm
Water
Air A
B
Figure 3 Pressure at different levels in a cup of water
Boiling vs. Flashing Boling typically originates by heat transfer from the
surface or surrounding walls through a diffusion and/or
convective process; whereas, flashing is often a fast
volumetric phase change phenomena caused by reduction of
pressure below the saturation pressure. Pool boiling is usually
not a volumetric phenomenon because boiling occurs at the
location when the boiling temperature is achieved, and it
typically depends on heat transferring from the boundaries to
the interior of the domain with the help of nucleation sites at
the walls for boiling to occur. However, flashing is typical a
volumetric phase change process that occurs in the full body of
the liquid because when the pressure reduces to below the
saturated pressure, a large body of liquid will experience this
pressure reduction instantaneously while the temperature of the
surrounding water body is all becoming superheated and ready
to give energy to vaporize the liquid. The flashing
phenomenon could be explosive if the pressure reduction is
quick and extensive, and the surrounding fluid temperature is
near saturation (not deeply subcooled). Often volumetric
reduction of pressure is easier and faster than volumetric
increase of temperature. Thus, usually flashing occurs much
faster than boiling because during boiling heat needs to be
provided through the boundary to the water body.
Flashing vs. Cavitation Flashing and cavitation both occur due to depressurization
of a liquid. In the piping and valve industry, the difference
between cavitation and flashing is characterized by whether the
vapor bubbles will collapse (called cavitation) or not (called
flashing) depending on whether or not the downstream flow
pressure will be recovered above the saturated pressure [5].In
the pump and propeller industry, only the term "cavitation" is
used irrespective of whether or not the bubbles eventually
collapse or not. One common ground they all have is that none
of them is concerned about the effects of thermal or heat
transfer. However, for the current study, the thermal and heat
transfer effects are important. Therefore, for the purpose of
analyzing the results of current study, the difference between
cavitation and flashing is characterized by the fact that
cavitation is a special case of flashing when the thermal and
heat transfer effects are negligible, and the fluid maintains at
isothermal condition, typically a deeply subcooled condition.
For example, considering the cavitation bubbles generated
from the tip of a fast-rotating ship propeller, they are generated
in a localized low-pressure region surrounding by deeply
subcooled liquid with a subcooled temperature typically about
75oC or more. The surrounding fluid temperature theoretically

4 2019 ASME
will reduce to provide vaporization energy for cavitation, but
its effect is negligible. However, if the change in the liquid due
to depressurization causes considerable changes in the
temperature surrounding the vapor, this process is flashing.
Cavitation bubble sizes are mainly controlled by
mechanical non-equilibrium i.e. due to pressure difference
across the interface with negligible thermal effects. Cavitation
also occurs at relatively lower saturation conditions as in this
case the superheat level is not high enough which results in
low vapor density and quicker collapse of vapor bubbles
(localized formation of bubbles). In contrast, flashing is
characterized by high thermal non-equilibrium (temperature
difference across the interface). The bubble growth in flashing
is dictated by the interface heat transfer rate and not by the
pressure difference at the interface. Flashing has vapor forming
and due to considerable thermal effect than pressure effect
retain downstream of the flow. In flashing steam flow, vapor
bubbles can "recondense" and shrink due to cooling in contrast
to abrupt "collapse" of vapor bubbles in a cavitation flow with
pressure recovering in a deeply subcooled fluid. Thus, for
modeling flashing and cavitation processes the physics of the
bubble formation and growth are controlled by the thermal or
mechanical effects, respectively [6].
2. MODELING OF FLASHING FLOWS IN COMPUTATIONAL FLUID DYNAMICS (CFD)
Flashing flows have been extensively studied using
computational simulation with phase-change models [7]. In
most of the published work, the vapor phase is treated as
discrete spherical bubbles dispersed in a liquid domain. The
bubble sizes in most of the research are considered constant i.e.
mono-dispersed analysis is performed. The CFD work in
modeling flashing can also be distinguished on the basis of
whether the simulation has nucleation model in use [8]. A brief
literature review of CFD used to model flashing is presented in
this section.
Giese and Laurien [9−11] and Laurien [12] simulated
flashing flow in pipelines by considering both vaporization and
condensation. They used the Eulerian-Eulerian 5-equation
model with two continuity equations, two momentum
equations, and one energy equation for the two-phase flow.
The heat transfer in the vapor phase was neglected by
considering vapor fixed at saturation temperature. The
commercial code ANSYS CFX was used in this study. Drag
force was considered for the interphase momentum transfer. In
Laurien’s later work [12], a constant bubble number density
was considered instead of the constant bubble size. This
allowed the bubble size to grow, which better explains the
physics of the flow. Their study neglected nucleation process
and was limited by the absence of bubble coalescence and
breakout model and only valid for narrow nucleation zones.
The simulation of Eulerian-Eulerian two-fluid model for
flashing flows in pipes and nozzles was performed by Maksic
and Mewes [13] in ANSYS CFX. The bubble number density
was solved using a scalar transport equation with wall
nucleation defined as a source term. The model had conduction
dominated interfacial heat transfer, which is a drawback for
flows with dominant convection heat transfer effect. It was
shown that in most flashing expansion cases the convective
contribution due to relative motion of bubbles dominated the
heat transfer. The nucleation rate was determined by the Jones
model [14]. Inter-phase mass, momentum, and energy transfer
due to nucleation was ignored in their study.
Frank [15] performed CFD simulations for the Edwards’
blow-down test. In this study the bubble size was assumed to
be Db = 1mm which was fixed through the simulation. The
model was based similar to the work performed by Laurien
and coworkers [8−11]. The bubbles were assumed to be at
saturation conditions corresponding to the saturation pressure;
this assumption is typically valid for low values of
depressurization rates. The nucleation process was ignored in
the simulation. In this study ANSYS CFX was used to model
the problem and the Eulerian-Eulerian model was used.
Marshand O’Mahony [16] used ANSYS Fluent for the
three-dimensional study of industrial flashing flows. They used
the Eulerian-Eulerian six-equation model: two continuity
equations, two momentum equations, and two energy
equations, which had one energy equation than Laurien's five-
equation model [12]. The interphase mass and momentum
transfer resulting from nucleation and phase change were both
considered in this study. However, only drag force was
considered for the momentum interphase transfer. A transport
equation was used to track the bubbles with source terms used
for heterogeneous nucleation. In this simulation, the nucleation
model used was a modification of the Blander and Katz
nucleation model [17]. Moreover, a transport equation was
used for the bubbles with a source term to account for
heterogeneous nucleation.
Mimouni et al. [18] simulated cavitation using the
Eulerian-Eulerian six-equation model in commercial code
NEPTUNE CFD. The bubble temperature was assumed to be
close to saturation temperature and a heat transfer coefficient,
was assumed to make the vapor temperature close to the
saturation temperature. The nucleation of vapor in the domain
is considered and modeled using a modified Jones model [14]
for nucleation. The interphase momentum transfer is
contributed through drag, lift, and the virtual mass forces. The
―virtual mass effect‖ occurs when a secondary phase
accelerates relative to the primary phase. The inertia of the
primary-phase mass encountered by the accelerating particles
(or droplets or bubbles) exerts a ―virtual mass force‖ on the
particles. The bubble size was considered a constant value. The
simulation results were compared to experimental results for
benchmarking of the solution.
A CFD study in ANSYS Fluent v 12.0 was performed by
Yazdani [19]. The method of "mixture model" was used to
model the two-phase flow where a single momentum equation
was used for the two phases and a velocity slip was
considered. The simulation was performed for a convergent
divergent nozzle and compared to experimental results. The
nucleation model was ignored in this study.
Liao et al. [20] simulated flashing of water in a vertical
pipe flow using Eulerian-Eulerian model in ANSYS CFX. In
the experiment the vertical pipe had a blow-off valve that
opened to release the high-pressure liquid and caused flashing.
In the simulation the bubble size was considered constant and
nucleation was neglected in this study. The interphase
momentum contribution of drag, lift, wall lubrication, virtual
mass effect, and turbulence dispersion forces were considered.
The mass transfer at the interface between the two phases was

5 2019 ASME
based on the interfacial heat transfer; this represents the
flashing phenomenon which is based on thermal effects. An
important conclusion of their research was that the bubble size
should be carefully selected based on experimental evaluation
otherwise it would lead to large deviations. For variable bubble
sizes, poly-dispersed simulation employing the
inhomogeneous multiple size group (IMUSIG) model [21] was
used which had improved the accuracy of the simulation.
Janet et al. [22] studied flashing in a convergent-divergent
nozzle using ANSYS CFX. They suggested using Jones' model
[14] for nucleation as it was more accurate compared to
Rensselaer Polytechnic Institute (RPI) [23] and Riznic models
[24]. Eulerian-Eulerian 5-equation model was used with vapor
temperature fixed to saturation temperature. A similar study
was performed by Liao and Lucas [25] for the similar
convergent-divergent geometry. The results showed the
comparison of axial and radial volume fraction and pressures.
The cross-section averaged axial profiles of vapor volume
fraction and pressure showed good agreement with the
experimental results. A comparison of different nucleation
models was also presented in this study. Their work concluded
that the Blinkov nucleation model [26] and RPI nucleation
model gave good agreement of axial pressure data with the
experiment. Moreover, the Riznic nucleation model did not
provide close agreement with the experiment results. Liao and
Lucas [8] reviewed the limitations of CFD modeling of
flashing flows. In their study of flashing due to
depressurization in a vertical pipe is considered with bubble
dynamics using the model presented by Liao et al. [27].
Pelletingeas [28] studied the flashing with nucleation
using the commercial software STAR-CD. In this study the
bubble growth is governed by the Rayleigh-Plessent equation
[29]. The surface tension between the phases was also
considered in this study. The mixture model was used for
modeling the two phases and the phase change was based on
pressure. The literature review presented above focuses on
study of flashing in applications, such as convergent-divergent
nozzle and pipe blowdown, using either Eulerian-Eulerian
model or mixture model.
In this present study the simulation of flashing in a siphon
is performed. As fluid flows upward in a vertical siphon the
region of low static pressure is created wherein if pressure
reduces to below the saturation pressure, flashing will occur. If
no phase change occurs inside the siphon, the gravitational
force created by the elevation difference between the inlet and
outlet of a stationary siphon will keep the liquid fluid moving
forever. However, if flashing occurs inside the siphon, the flow
could be interrupted, and additional pressure needs to be
provided at the inlet to push through the flow. Hence, one of
the objectives is to monitor the variation of the required inlet
pressure to sustain the siphon flow when flashing and re-
condensation occur inside the siphon. The detailed model
formulation, assumptions, sub-models, boundary conditions,
and computational methodologies are described below.
3. NUMERICAL SIMULATION This study simulates flashing as saturated liquid enters the
siphon. The two phases, liquid water and water vapor, are
modeled using the Eulerian-Eulerian model. The simulation
consists of two-phase flows with mono-dispersed vapor
bubbles, i.e. the bubble diameter is fixed in the domain. The
interphase drag force between the phases is modeled using the
Schiller-Naumann correlation for drag coefficient [30]. The
interphase heat transfer between vapor bubbles and liquid is
based on designed heat transfer coefficients on both sides of
the interface. The heat transfer coefficients are based on
Nusselt numbers calculated from the Ranz-Marshall
correlation [31]. The interfacial area density is based on an
algebraic relation considering the effect of volume fraction
from both the phases. The turbulence is modeled using the
realizable k-ε turbulent model with scalable wall functions. In
this study we are simulating flashing, so the interphase mass
transfer is based on thermal non-equilibrium between the two
phases. The nucleation and bubble dynamics (bubble growth,
coalescence, and breakups) are not considered in this study.
The CFD simulation is performed in ANSYS Fluent V. 19.0 in
a transient state. A description of the fundamental governing
and closure equations is presented below.
3.1 Fundamental Transport Equations The fundamental transport equations represent the
Eulerian-Eulerian formulation. It is also known as the two-
fluid model or the six-equation model for two-phase flow
simulation.
Continuity Equation The volume fraction of each phase (p or q) is calculated
from the continuity equation. For example, vapor can be
assigned to phase p and liquid to phase q. For phase q the
continuity equation is given by,
1
𝜌𝑟𝑞 𝜕
𝜕𝑡 𝛼𝑞𝜌𝑞 + ∇ ⋅ 𝛼𝑞𝜌𝑞𝑣 𝑞 = 𝑚 𝑝𝑞 −𝑚 𝑞𝑝
𝑛
𝑝=1 (1)
𝜌𝑟𝑞 = Reference density of phase q or volume average of
density of phase q.
𝑣 𝑞 = Velocity of the phase q.
𝑚 𝑝𝑞= Mass transfer from the pth
to qth
phase.
𝑚 𝑞𝑝= Mass transfer from the qth
to pth
phase.
Momentum conservation equation The momentum for phase q is governed by, 𝜕
𝜕𝑡 𝛼𝑞𝜌𝑞𝑣 𝑞 + ∇ ⋅ 𝛼𝑞𝜌𝑞𝑣 𝑞𝑣 𝑞
(2) = −𝛼𝑞∇𝑝 + ∇ ⋅ 𝜏 𝑞 + 𝛼𝑞𝜌𝑞𝑔 + 𝐾𝑝𝑞 𝑣 𝑝 − 𝑣 𝑞 𝑛
𝑝=1
+𝑚 𝑝𝑞𝑣 𝑝𝑞 −𝑚 𝑞𝑝𝑣 𝑞𝑝 + 𝐹 𝑞 + 𝐹 𝑙𝑖𝑓𝑡 ,𝑞 + 𝐹 𝑤𝑙 ,𝑞 + 𝐹 𝑣𝑚 ,𝑞 + 𝐹 𝑡𝑑 ,𝑞
where,
𝑝 = Pressure. All phases share same pressure.
𝜏 𝑞 = qth
phase stress-strain tensor.
𝑔 = Acceleration due to gravity.
𝐾𝑝𝑞= Interphase momentum exchange coefficient.
𝐹 𝑞 = Body force on phase q such as buoyancy.
𝐹 𝑙𝑖𝑓𝑡 ,𝑞 = Lift force on phase q.
𝐹 𝑤𝑙 ,𝑞 = Wall lubrication force on phase q.
𝐹 𝑣𝑚 ,𝑞 = Virtual mass force on phase q.
𝐹 𝑡𝑑 ,𝑞 = Turbulence dispersion force on phase q.
𝑣 𝑝𝑞 = Interphasevelocity.

6 2019 ASME
The interphase velocity 𝑣 𝑝𝑞 will be equal to 𝑣 𝑝 if mass is
transferred from phase p to phase q, likewise, if mass is
transferred from phase q to phase p then the interface velocity
will be equal to 𝑣 𝑞 .
The qth
phase stress strain tensor 𝜏𝑞 is given by,
𝜏 𝑞 = 𝛼𝑞𝜇𝑞 ∇𝑣 𝑞 + ∇𝑣 𝑞𝑇 + 𝛼𝑞 𝜆𝑞 −
2
3𝜇𝑞 ∇ ⋅ 𝑣 𝑞𝐼 (3)
where,
𝜇𝑞 = Molecular viscosity of phase q.
𝜆𝑞= Bulk viscosity of phase q.
Conservation of energy equation In the two-fluid model, the enthalpy equation can be
written for each phase. Thus, for phase q,
𝜕
𝜕𝑡 𝛼𝑞𝜌𝑞𝑞 + 𝛻 ⋅ 𝛼𝑞𝜌𝑞𝑢 𝑞𝑞 = 𝛼𝑞
𝑑𝑝𝑞
𝑑𝑡+ 𝜏 𝑞 :𝛻𝑢 𝑞 − 𝛻 ⋅ 𝑞 𝑞
(4) + 𝑄𝑞𝑝 +𝑚 𝑝𝑞𝑝𝑞 −𝑚 𝑞𝑝𝑞𝑝
𝑛
𝑝=1
where,
𝑞= Specific enthalpy of qth
phase.
𝑞 𝑞 = Heat flux of qth
phase.
𝑄𝑞𝑝 = Intensity of heat exchange between pth
and qth
phase.
𝑝𝑞 = Interphase enthalpy.
In case of evaporation, hpq is the enthalpy of vapor at the
temperature of liquid droplets, where, p is the liquid phase and
q is the vapor phase.
3.2 Closure Models The closure models provide additional equations needed to
solve the governing equations.
Interphase mass transfer The interphase mass transfer between the phases is
modeled using Thermal Phase Change Model. The model is
based on calculation of the volumetric heat transfer for
evaporation and condensation. The mass transfer is calculated
from the ratio of heat transferring to the phase from the
interface over the latent heat (Hv-Hl). The mass transfer is
given below for the cases of evaporation or condensation.
If 𝑚 𝑙𝑣 ≥ 0 (evaporation, where liquid is the outgoing phase):
𝑚 𝑙𝑣 = −𝑙𝐴𝑖 𝑇𝑠𝑎𝑡 − 𝑇𝑙 + 𝑣𝐴𝑖 𝑇𝑠𝑎𝑡 − 𝑇𝑣
𝐻𝑣 𝑇𝑠𝑎𝑡 − 𝐻𝑙(𝑇𝑙) (5)
Here, Tsat is the saturation temperature based on the local
pressure, which is the liquid pressure as well as the vapor
pressure because the pressure equilibrium model is assumed
between the vapor and liquid phrases. Tv is the vapor
temperature.
If 𝑚 𝑙𝑣 < 0 (condensation, where liquid is the incoming phase):
𝑚 𝑙𝑣 = −𝑙𝐴𝑖 𝑇𝑠𝑎𝑡 − 𝑇𝑙 + 𝑣𝐴𝑖 𝑇𝑠𝑎𝑡 − 𝑇𝑣
𝐻𝑣 𝑇𝑣 − 𝐻𝑙(𝑇𝑠𝑎𝑡 ) (6)
Interfacial area density The interfacial area density is defined as the ratio of
surface area of the bubble to the volume of the bubble. In this
case we assume the water vapor phase (secondary phase) as
bubbles of constant diameter dispersed in the liquid water
phase (primary phase). The interfacial area considering the
volume fraction of both phases is given by:
𝐴𝑖 =6𝛼𝑝𝛼𝑞
𝑑𝑏 (7)
Interphase heat transfer In this study the two-resistance heat transfer model is used
to model the interphase heat transfer. In this method the heat
transfer coefficients for either side of the interface are
considered. This is a more general approach than using the
overall heat transfer coefficient method. The interphase heat
transfer is given by,
𝑄𝑞 = −𝑄𝑝 = 𝑝𝑞𝐴𝑖 𝑇𝑝 − 𝑇𝑞 (8)
1
𝑝𝑞=1
𝑝+1
𝑞 (9)
In the current study, the interface heat transfer coefficient
for each phase is determined form the –Nusselt number (h =
Nukd) calculated from the Ranz-Marshall correlation [31] for
Nusselt number (for pth
phase) given by,
𝑁𝑢𝑝 = 2.0 + 0.6𝑅𝑒𝑝1/2
𝑃𝑟1/3 (10)
where, Rep is the relative Reynolds number for pth
phase based
on diameter of the phase p, relative velocity 𝑣𝑝 − 𝑣𝑞 , and
molecular viscosity 𝜇𝑝 . Prandtl number for the qth
phase is
given by,
𝑃𝑟 = 𝑐𝑝𝑞𝜇𝑝/𝜅𝑞 (11)
where, 𝑐𝑝𝑞 is the specific heat capacity, 𝜇𝑞 is the molecular
viscosity, and 𝜅𝑞 is the thermal conductivity for phase q.
Equations 8 and 9 provide a means to limit the amount of
flashing or condensation through Eqs. 5 and 6. This implies
that even though the local pressure reduces below the
saturation pressure, flashing can only occur when there is
sufficient heat transfer to bring the thermal energy to the
bubble sites to feed the latent heat.
Nucleation model In this study the nucleation model was not used. Instead,
an initial value of volume fraction for the vapor phase is
provided at the inlet of the computational domain. Both 5%
and 10% are used to study its effect on the simulation results
Turbulence model Realizable k-ε model with scalable wall functions are
applied for the mixture. The scalable wall functions use the log
law in conjunction with the standard wall functions and give
good results for y+<11 compared to the standard wall
functions.
7 2019 ASME
Interphase momentum transfer The momentum exchange between the phases is based on
the value of fluid-fluid exchange coefficient 𝐾𝑝𝑞 . All
interphase exchange coefficients are empirically based. In this
flow modeling, the interphase momentum transfer coefficient
is given by:
𝐾𝑝𝑞 =𝜌𝑝𝑓
6𝜏𝑝𝑑𝑝𝐴𝑖 (12)
where,
𝐴𝑖 = Interfacial area density.
𝑓 = Drag function, it includes a drag coefficient (CD) and
relative Reynolds number (Re). It can be modeled using
various drag coefficient models.
𝑑𝑝 = Diameter of the bubbles or droplets of phase p.
𝜏𝑝 = Particulate relaxation time. It is defined as:
𝜏𝑝 =𝜌𝑝𝑑𝑝
2
18𝜇𝑞 (13)
In the present study Schiller and Naumann model is used to
determine the drag coefficient [31]. The following empirical
relation is used:
𝑓 =𝐶𝐷𝑅𝑒
24 (14)
𝐶𝐷 = 24 1 + 0.15𝑅𝑒0.687
𝑅𝑒,𝑅𝑒 ≤ 1000
0.44 ,𝑅𝑒 > 1000
(15)
The relative Reynolds number for primary phase p and
secondary phase q is given by:
𝑅𝑒 =𝜌𝑞 𝑣𝑝 − 𝑣𝑞 𝑑𝑝
𝜇𝑞 (16)
3.3 Computational Domain and Methodology
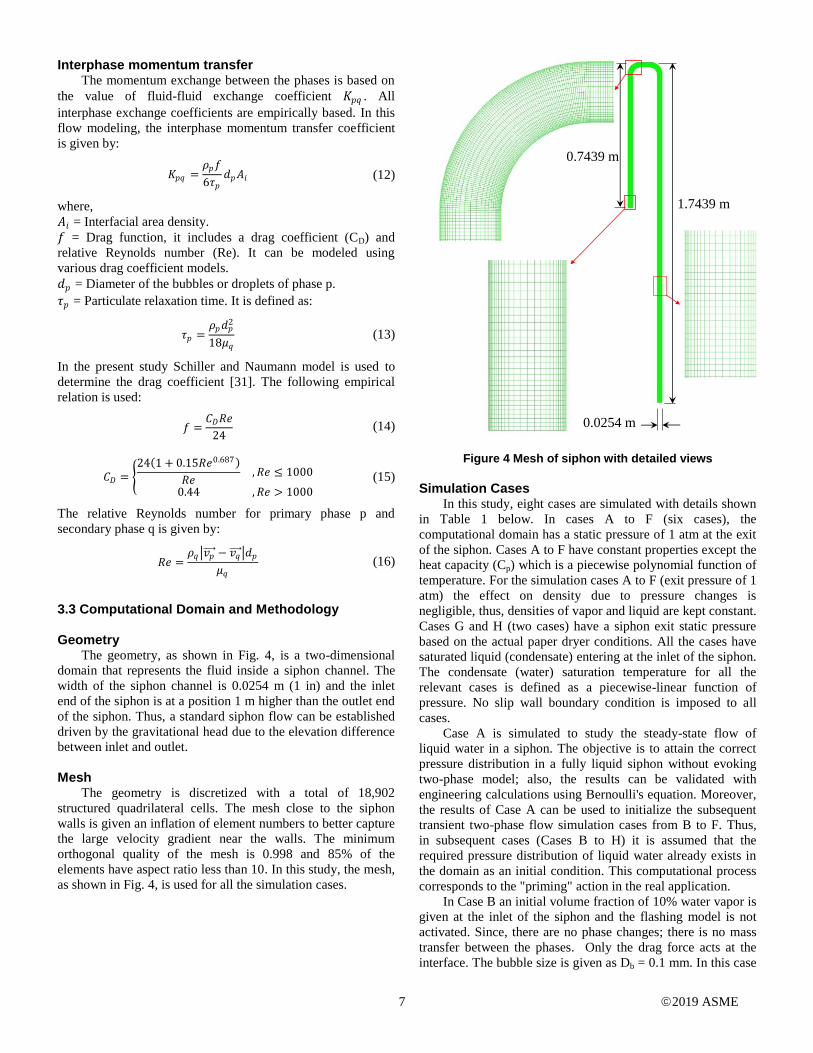
Geometry The geometry, as shown in Fig. 4, is a two-dimensional
domain that represents the fluid inside a siphon channel. The
width of the siphon channel is 0.0254 m (1 in) and the inlet
end of the siphon is at a position 1 m higher than the outlet end
of the siphon. Thus, a standard siphon flow can be established
driven by the gravitational head due to the elevation difference
between inlet and outlet.
Mesh The geometry is discretized with a total of 18,902
structured quadrilateral cells. The mesh close to the siphon
walls is given an inflation of element numbers to better capture
the large velocity gradient near the walls. The minimum
orthogonal quality of the mesh is 0.998 and 85% of the
elements have aspect ratio less than 10. In this study, the mesh,
as shown in Fig. 4, is used for all the simulation cases.
0.0254 m
0.7439 m
1.7439 m
Figure 4 Mesh of siphon with detailed views
Simulation Cases In this study, eight cases are simulated with details shown
in Table 1 below. In cases A to F (six cases), the
computational domain has a static pressure of 1 atm at the exit
of the siphon. Cases A to F have constant properties except the
heat capacity (Cp) which is a piecewise polynomial function of
temperature. For the simulation cases A to F (exit pressure of 1
atm) the effect on density due to pressure changes is
negligible, thus, densities of vapor and liquid are kept constant.
Cases G and H (two cases) have a siphon exit static pressure
based on the actual paper dryer conditions. All the cases have
saturated liquid (condensate) entering at the inlet of the siphon.
The condensate (water) saturation temperature for all the
relevant cases is defined as a piecewise-linear function of
pressure. No slip wall boundary condition is imposed to all
cases.
Case A is simulated to study the steady-state flow of
liquid water in a siphon. The objective is to attain the correct
pressure distribution in a fully liquid siphon without evoking
two-phase model; also, the results can be validated with
engineering calculations using Bernoulli's equation. Moreover,
the results of Case A can be used to initialize the subsequent
transient two-phase flow simulation cases from B to F. Thus,
in subsequent cases (Cases B to H) it is assumed that the
required pressure distribution of liquid water already exists in
the domain as an initial condition. This computational process
corresponds to the "priming" action in the real application.
In Case B an initial volume fraction of 10% water vapor is
given at the inlet of the siphon and the flashing model is not
activated. Since, there are no phase changes; there is no mass
transfer between the phases. Only the drag force acts at the
interface. The bubble size is given as Db = 0.1 mm. In this case
8 2019 ASME
an adiabatic wall (qwall = 0) is used. The temperature of the
water and water vapor entering the domain is 369.41 K which
is the saturation temperature corresponding to the pressure
expected at the inlet, which is obtained from Bernoulli’s
equation by assigning the outlet pressure at 1 atm. The purpose
of this case is to verify if the complex Eulerian-Eulerian
method is appropriately set up and can correctly do the
calculations without activating the phase change model. As
expected in Case B the energy equation has no contribution to
the flow physics.
Case C is the baseline case for two-phase flashing flow
and its results can be used for comparison of subsequent cases.
The initial volume fraction of water vapor at the inlet is 0.1
with a constant bubble size of Db = 0.1 mm, same as in Case B.
In this case flashing of the water liquid is considered and the
mass transfer is based on the thermal non-equilibrium between
the two phases. The saturation temperature is defined as linear-
piecewise function of pressure. The temperature of water
liquid and water vapor at the inlet is 369.41 K. The walls are
considered adiabatic (qwall = 0) to obtain a clear view of
thermal field and heat transfer behavior inside the siphon
without interference of heat transfer through the siphon walls.
Case D is simulated with the volume fraction of water
vapor at the inlet of the siphon as 0.05. All other parameters
for Case D are like Case C. Thus, Case C and D can be
compared to see the effect of inlet volume fraction of water
vapor. Case E is simulated with a bubble diameter Db = 1 mm
with all other parameters same as Case D. Thus, Cases D and
E are compared to highlight the effects of bubble size on
flashing in a siphon. In Case F the wall temperature is set as
the saturation temperature, 369.41 K which equals the
condensate temperature at the inlet of siphon. A comparison of
Case C and F is performed to study the effect of adiabatic and
heated siphon walls on flashing result.
In cases G and H, the pressure of actual paper dryer is
considered to simulate real world situations. In Case G, the
pressure at the exit of the siphon is 634,190 Pa; this is based on
the actual paper dryer conditions. Case G is simulated with
water vapor volume fraction at the inlet as0.05 and water vapor
bubble diameter Db = 0.1 mm. The heat transfer through the
siphon wall is zero i.e. qwall = 0. The temperature at the inlet of
the siphon is 433.605 K, which is the saturation temperature
based on the pressure at the inlet estimated from Bernoulli’s
equation. Case H is simulated with similar settings as Case G,
however, the temperature of the siphon wall is fixed at 433.605
K. In real world, the siphon is placed inside the paper dryer,
thus, Case H represents the actual saturation conditions at the
siphon wall when outside steam condenses on the siphon
external walls.
Table 1 Details of siphon simulation cases
Cases Details (Inlet velocity = 0.276m for all cases)
Case A Liquid water (single-phase).
Steady-state analysis.
No flashing: Evaporation-condensation model is off.
Exit pressure = 101,325 Pa (1 atm).
Temperature at the inlet of the siphon is 369.41 K.
Adiabatic walls: qwall = 0.
Case B Two-phase flow (Water vapor and liquid water).
Transient analysis.
The flow field is initialized with the results of steady-state
case of Case A.
No flashing: Evaporation-condensation model is off.
Water vapor (secondary phase) bubble diameter = 0.1
mm.
Volume fraction of water vapor (secondary phase) at inlet
= 0.1.
Temperature at the inlet of the siphon is Twall = 369.41 K
(96.26oC). Exit pressure = 101,325 Pa (1 atm).
Adiabatic walls: qwall = 0.
Case C Two-phase flow (Water vapor and liquid water).
Transient analysis.
The flow field is initialized with a steady-state case of
Case A.
Flashing is simulated: Evaporation-condensation model is
turned on.
Water vapor (secondary phase) bubble diameter = 0.1
mm.
Volume fraction of water vapor (secondary phase) at inlet
= 0.1.
Temperature at the inlet of the siphon is 369.41 K
(96.26oC). Exit pressure = 101,325 Pa (1 atm).
Adiabatic walls: qwall = 0.
Saturation temperature (Tsat) is defined as a piecewise-
linear function of pressure.
Case D Same as Case C, except the vapor volume fraction
(secondary phase) at the inlet of the siphon = 0.05.
Case E
Same as Case D, except the water vapor (secondary
phase) bubble diameter Db = 1mm.
Case F Same as Case C, except the wall is not insulated by
maintaining at saturation temperature: Twall = 369.41 K
(based on the steady-state inlet pressure condition).
Case G Two-phase flow (Water vapor and liquid water).
Transient analysis.
Flow and temperature fields are initialized with the
results of a steady-state case of liquid water at
temperature of 433.605 K (160.455 oC).
Flashing is simulated: Evaporation-condensation model is
turned on.
Water vapor (secondary phase) diameter = 0.1 mm.
Volume fraction of water vapor (secondary phase) at inlet
= 0.05.
Exit pressure = 634,190 Pa (6.26 atm)
Temperature at the inlet of the siphon is 433.605 K
(160.455 oC).
Adiabatic walls: qwall = 0.
Saturation temperature (Tsat) is defined as a piecewise-
linear function of pressure.
Case H Same as Case G, except the wall is not insulated by
maintaining at saturation temperature: Twall = 433.605 K
(based on the steady-state inlet pressure condition).
Boundary Conditions The computational domain boundaries consist of an inlet,
outlet, and the walls. The walls have no-slip boundary
condition and are defined as adiabatic i.e. heat flux through the
walls is zero (qwall = 0) for the Cases A to E and G. However,
for Case F, temperature at the wall is specified with a constant
value of 369.41 K (96.26oC) to allow heat transfer through the
wall. Similarly, for Case H a temperature of 433.605 K
(160.455oC) is specified at the wall, to supply energy for
flashing. At the inlet of the domain, a velocity of 0.276 m/s
(with a mass flow rate of 6.7 kg/s) is specified for the liquid
water and water vapor. Based on engineering calculations in
the siphon geometry the static pressure is also specified at the
9 2019 ASME
inlet of the domain as an initial value. The inlet static pressure
will be replaced with the calculated pressures that are needed
to push the flow through the siphon at various flashing
conditions. This simulates the situation when additional
pressure is needed to push the two-phase flow through the
siphon. The turbulence parameters are defined at the inlet in
terms of turbulence intensity (1%) and hydraulic diameter
(0.0254 m). The value of liquid water and water vapor
temperature is specified at the inlet of the domain. At the outlet
of the domain the static pressure of 101,325 Pa (1atm) is
specified for Cases A to F, while for Cases G and H, the static
pressure is 634,190 Pa; which is based on actual dryer
conditions. In two-phase simulation cases the volume fraction
of water vapor (secondary phase) is defined at the inlet as
shown in Table 1. The volume fraction of vapor at the inlet
represents the actual dryer conditions: (a) where steam entrains
the condensate and (b) where a suction pressure presents which
will make the condensate to flash, resulting in a two-phase
phase mixture entering the siphon.
Computational Methodology In the simulation pressure-velocity coupling is performed
using a ―coupled scheme‖ which solves the momentum and
pressure-based continuity equation together. The momentum,
turbulent kinetic energy, and energy terms are discretized
spatially as 2nd
order upwind scheme. The volume fraction
equation is discretized using QUICK scheme [32]. The
pressure is interpolated using PRESTO (PREssure STaggering
Option) scheme [33]. For temporal discretization the 1st order
implicit scheme is used. The flow Courant number is 0.25. The
Courant number is defined as Courant uΔt/Δx, where u is the
characteristic flow speed of the system, Δt is the time-step of
the numerical process, and Δx is the characteristic size of the
numerical cell.
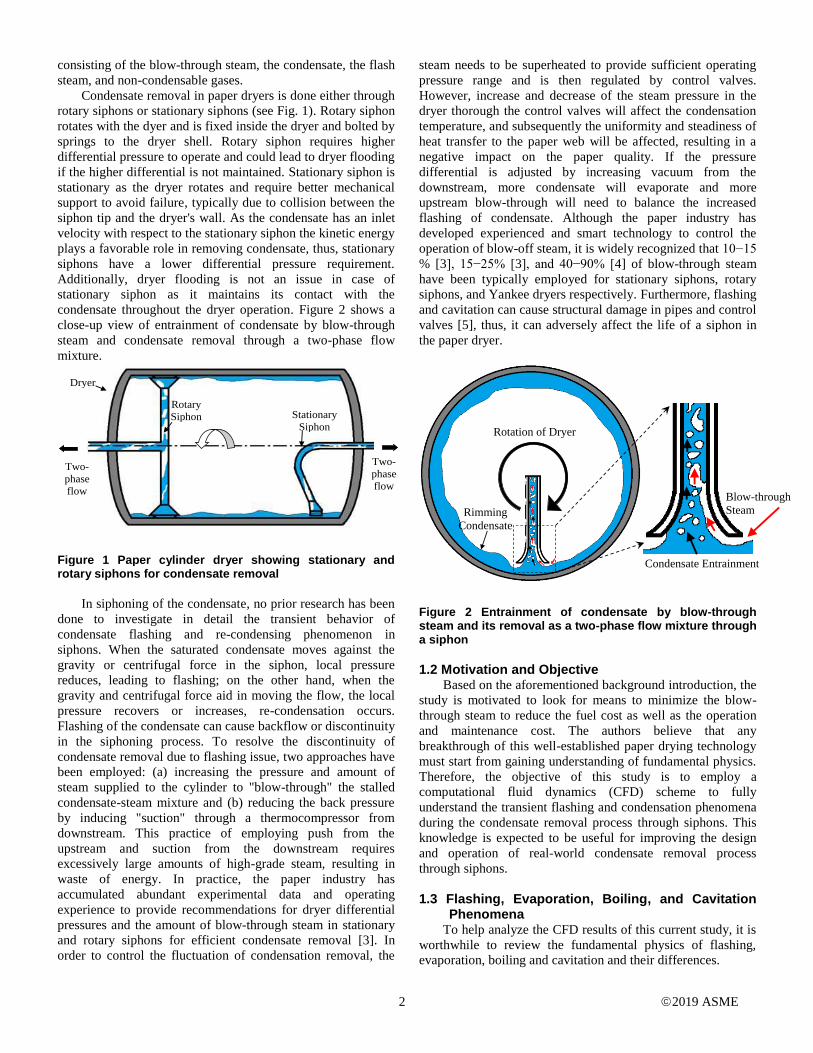
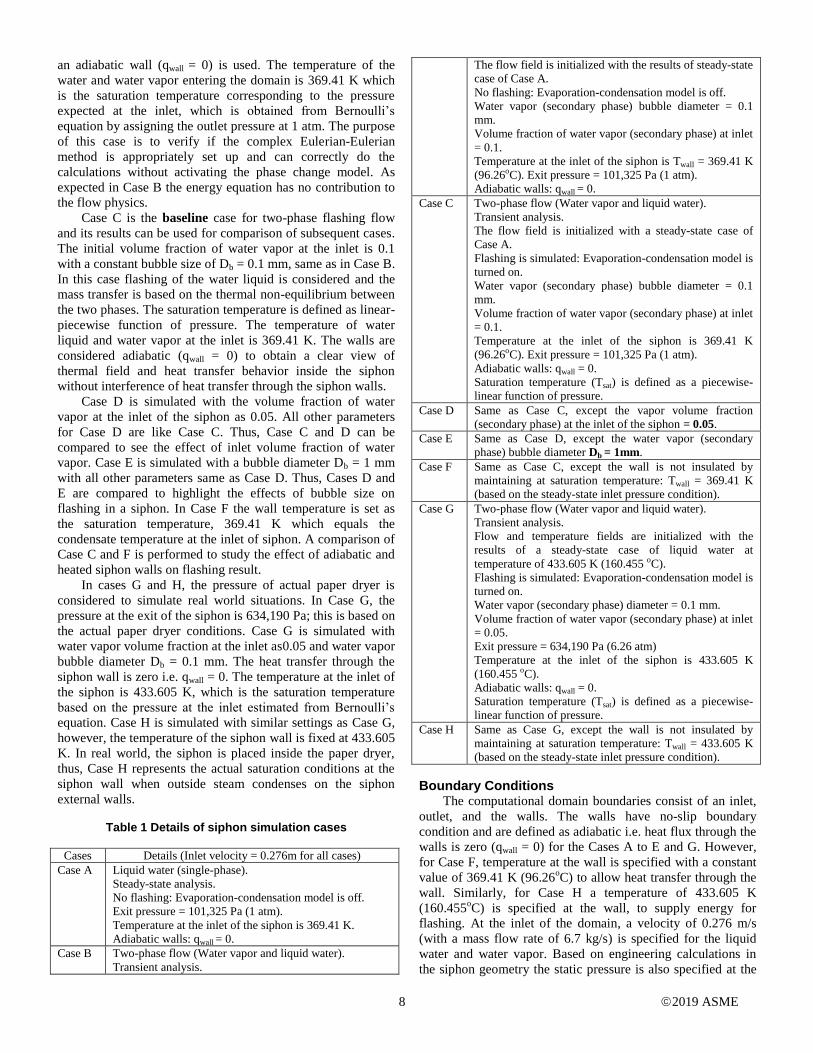
Grid sensitivity study The grid sensitivity study for Case C is presented for three
grid sizes of 4,700 (Grid 1), 18,902 (Grid 2), and 38,000 (Grid
3) elements with the results presented in Fig. 5. The detail
conditions for Case C are shown in Table 1. At the end of 5
seconds, the inlet pressure difference between Grid 1 and Grid
2 is 0.76 % and between Grid 2 and Grid 3 is 1.3 %. The
difference of overall vapor volume fraction, averaged over the
siphon domain, at the end of 5 seconds is 1.3% between Grid 1
and Grid 2, and 5% between Grid 2 and Grid 3. The length of
the simulation time is an important factor affecting the
selection of the grid mesh numbers. In this study, Grid 3 of
Case C with 38,000 elements takes a physical time of 504
hours (3 weeks) to complete the simulation, while Grid 2 of
Case C, with 18,902 mesh elements, requires a physical time
of approximately 144 hours (6 days) to complete the
simulation in a workstation with a 4-core Xeon processer (E5-
1607) and 64GB RAM. Thus, considering the length of the
computation time and the fact that the nature of this study is
not to pursue precision of the results but observe overall
physical phenomenon of the process, Grid 2 with 18,902
elements is selected for further study.
1.3 %
0.76 %
1.35 %
5 %
Figure 5 Grid sensitivity test for Case C Grid 1, 2, and 3
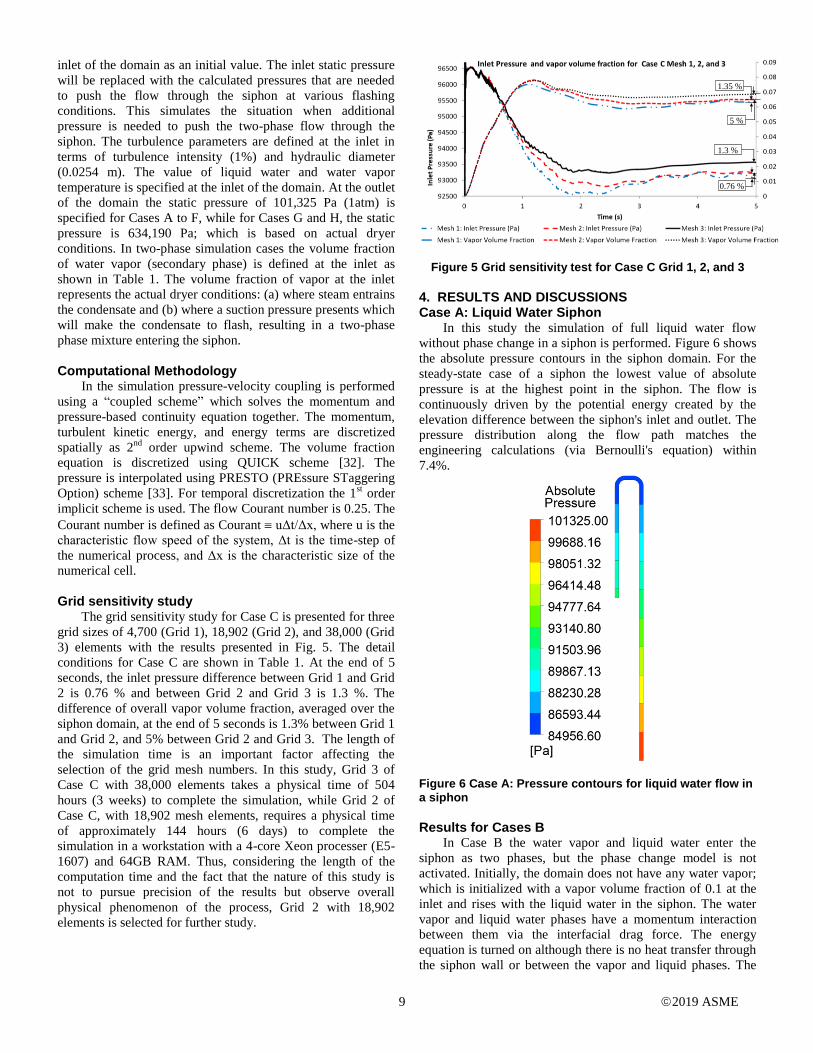
4. RESULTS AND DISCUSSIONS Case A: Liquid Water Siphon
In this study the simulation of full liquid water flow
without phase change in a siphon is performed. Figure 6 shows
the absolute pressure contours in the siphon domain. For the
steady-state case of a siphon the lowest value of absolute
pressure is at the highest point in the siphon. The flow is
continuously driven by the potential energy created by the
elevation difference between the siphon's inlet and outlet. The
pressure distribution along the flow path matches the
engineering calculations (via Bernoulli's equation) within
7.4%.
Figure 6 Case A: Pressure contours for liquid water flow in a siphon
Results for Cases B In Case B the water vapor and liquid water enter the
siphon as two phases, but the phase change model is not
activated. Initially, the domain does not have any water vapor;
which is initialized with a vapor volume fraction of 0.1 at the
inlet and rises with the liquid water in the siphon. The water
vapor and liquid water phases have a momentum interaction
between them via the interfacial drag force. The energy
equation is turned on although there is no heat transfer through
the siphon wall or between the vapor and liquid phases. The
10 2019 ASME
purpose of this case is to observe the effects of momentum and
drag interactions between the vapor and liquid phases on slip
velocity and buoyancies between two phases.
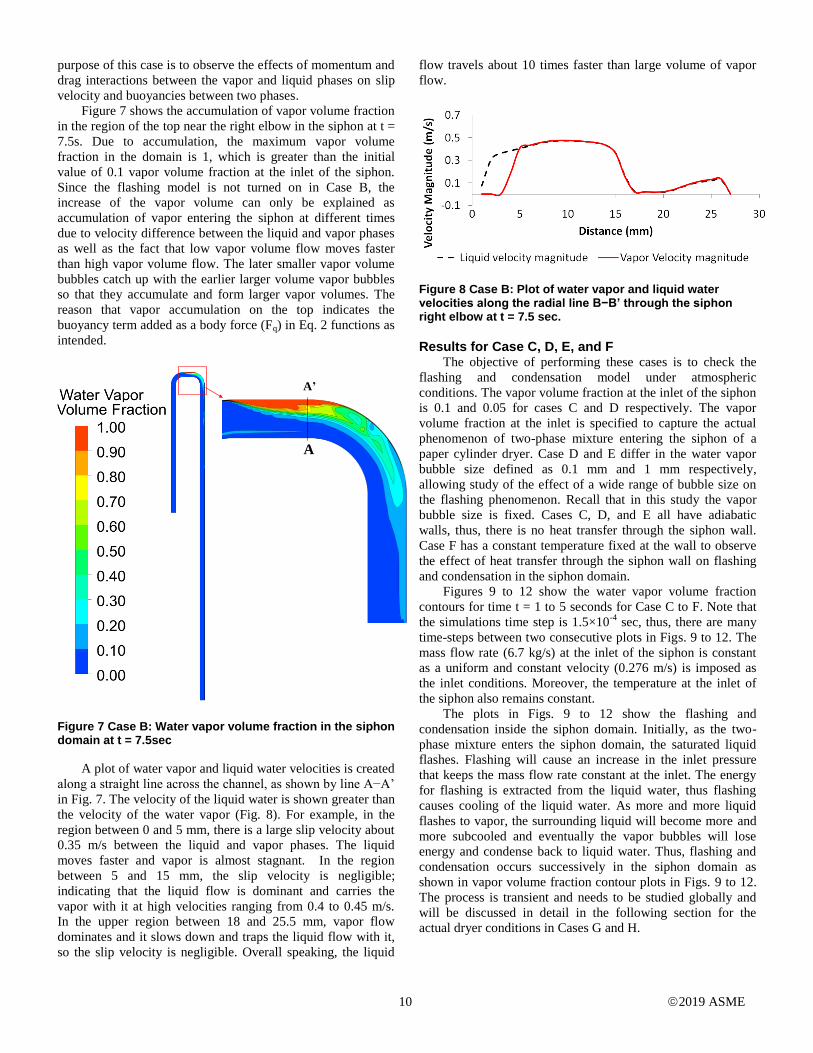
Figure 7 shows the accumulation of vapor volume fraction
in the region of the top near the right elbow in the siphon at t =
7.5s. Due to accumulation, the maximum vapor volume
fraction in the domain is 1, which is greater than the initial
value of 0.1 vapor volume fraction at the inlet of the siphon.
Since the flashing model is not turned on in Case B, the
increase of the vapor volume can only be explained as
accumulation of vapor entering the siphon at different times
due to velocity difference between the liquid and vapor phases
as well as the fact that low vapor volume flow moves faster
than high vapor volume flow. The later smaller vapor volume
bubbles catch up with the earlier larger volume vapor bubbles
so that they accumulate and form larger vapor volumes. The
reason that vapor accumulation on the top indicates the
buoyancy term added as a body force (Fq) in Eq. 2 functions as
intended.
A
A’
Figure 7 Case B: Water vapor volume fraction in the siphon domain at t = 7.5sec
A plot of water vapor and liquid water velocities is created
along a straight line across the channel, as shown by line A−A’
in Fig. 7. The velocity of the liquid water is shown greater than
the velocity of the water vapor (Fig. 8). For example, in the
region between 0 and 5 mm, there is a large slip velocity about
0.35 m/s between the liquid and vapor phases. The liquid
moves faster and vapor is almost stagnant. In the region
between 5 and 15 mm, the slip velocity is negligible;
indicating that the liquid flow is dominant and carries the
vapor with it at high velocities ranging from 0.4 to 0.45 m/s.
In the upper region between 18 and 25.5 mm, vapor flow
dominates and it slows down and traps the liquid flow with it,
so the slip velocity is negligible. Overall speaking, the liquid
flow travels about 10 times faster than large volume of vapor
flow.
Figure 8 Case B: Plot of water vapor and liquid water velocities along the radial line B−B’ through the siphon right elbow at t = 7.5 sec.
Results for Case C, D, E, and F The objective of performing these cases is to check the
flashing and condensation model under atmospheric
conditions. The vapor volume fraction at the inlet of the siphon
is 0.1 and 0.05 for cases C and D respectively. The vapor
volume fraction at the inlet is specified to capture the actual
phenomenon of two-phase mixture entering the siphon of a
paper cylinder dryer. Case D and E differ in the water vapor
bubble size defined as 0.1 mm and 1 mm respectively,
allowing study of the effect of a wide range of bubble size on
the flashing phenomenon. Recall that in this study the vapor
bubble size is fixed. Cases C, D, and E all have adiabatic
walls, thus, there is no heat transfer through the siphon wall.
Case F has a constant temperature fixed at the wall to observe
the effect of heat transfer through the siphon wall on flashing
and condensation in the siphon domain.
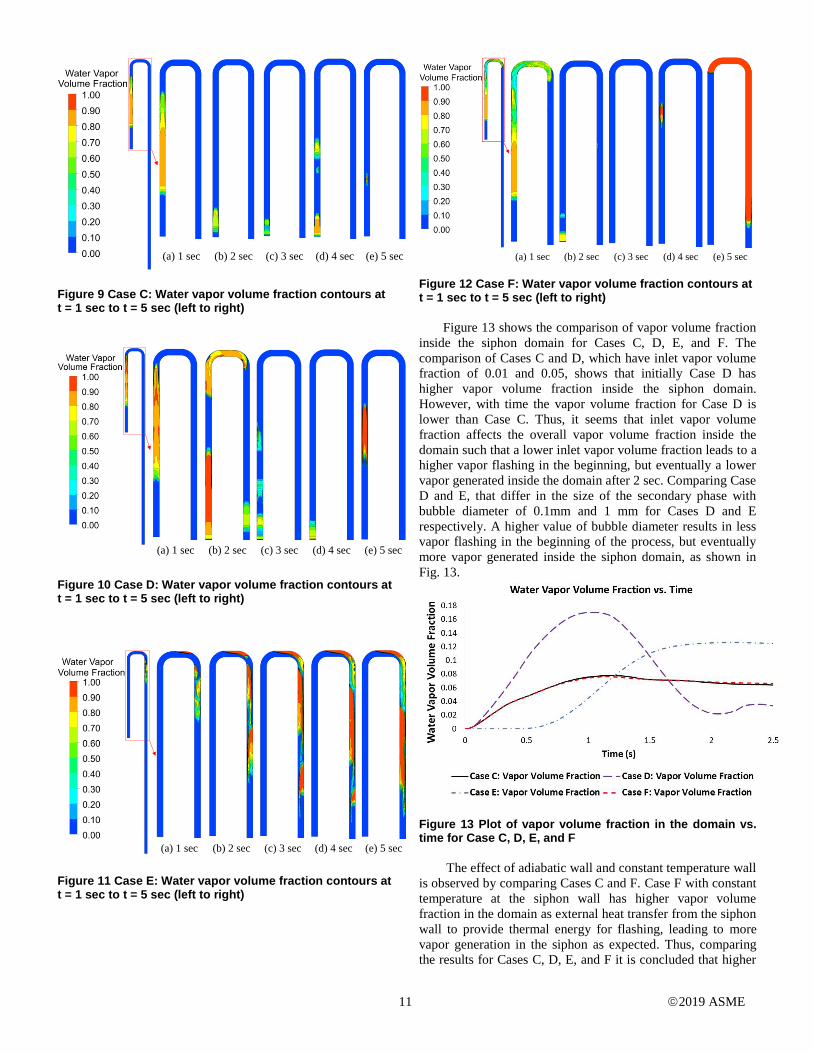
Figures 9 to 12 show the water vapor volume fraction
contours for time t = 1 to 5 seconds for Case C to F. Note that
the simulations time step is 1.5×10-4
sec, thus, there are many
time-steps between two consecutive plots in Figs. 9 to 12. The
mass flow rate (6.7 kg/s) at the inlet of the siphon is constant
as a uniform and constant velocity (0.276 m/s) is imposed as
the inlet conditions. Moreover, the temperature at the inlet of
the siphon also remains constant.
The plots in Figs. 9 to 12 show the flashing and
condensation inside the siphon domain. Initially, as the two-
phase mixture enters the siphon domain, the saturated liquid
flashes. Flashing will cause an increase in the inlet pressure
that keeps the mass flow rate constant at the inlet. The energy
for flashing is extracted from the liquid water, thus flashing
causes cooling of the liquid water. As more and more liquid
flashes to vapor, the surrounding liquid will become more and
more subcooled and eventually the vapor bubbles will lose
energy and condense back to liquid water. Thus, flashing and
condensation occurs successively in the siphon domain as
shown in vapor volume fraction contour plots in Figs. 9 to 12.
The process is transient and needs to be studied globally and
will be discussed in detail in the following section for the
actual dryer conditions in Cases G and H.
11 2019 ASME
(a) 1 sec (b) 2 sec (c) 3 sec (d) 4 sec (e) 5 sec
Figure 9 Case C: Water vapor volume fraction contours at t = 1 sec to t = 5 sec (left to right)
(a) 1 sec (b) 2 sec (c) 3 sec (d) 4 sec (e) 5 sec
Figure 10 Case D: Water vapor volume fraction contours at t = 1 sec to t = 5 sec (left to right)
(a) 1 sec (b) 2 sec (c) 3 sec (d) 4 sec (e) 5 sec
Figure 11 Case E: Water vapor volume fraction contours at t = 1 sec to t = 5 sec (left to right)
(a) 1 sec (b) 2 sec (c) 3 sec (d) 4 sec (e) 5 sec
Figure 12 Case F: Water vapor volume fraction contours at t = 1 sec to t = 5 sec (left to right)
Figure 13 shows the comparison of vapor volume fraction
inside the siphon domain for Cases C, D, E, and F. The
comparison of Cases C and D, which have inlet vapor volume
fraction of 0.01 and 0.05, shows that initially Case D has
higher vapor volume fraction inside the siphon domain.
However, with time the vapor volume fraction for Case D is
lower than Case C. Thus, it seems that inlet vapor volume
fraction affects the overall vapor volume fraction inside the
domain such that a lower inlet vapor volume fraction leads to a
higher vapor flashing in the beginning, but eventually a lower
vapor generated inside the domain after 2 sec. Comparing Case
D and E, that differ in the size of the secondary phase with
bubble diameter of 0.1mm and 1 mm for Cases D and E
respectively. A higher value of bubble diameter results in less
vapor flashing in the beginning of the process, but eventually
more vapor generated inside the siphon domain, as shown in
Fig. 13.
Figure 13 Plot of vapor volume fraction in the domain vs. time for Case C, D, E, and F
The effect of adiabatic wall and constant temperature wall
is observed by comparing Cases C and F. Case F with constant
temperature at the siphon wall has higher vapor volume
fraction in the domain as external heat transfer from the siphon
wall to provide thermal energy for flashing, leading to more
vapor generation in the siphon as expected. Thus, comparing
the results for Cases C, D, E, and F it is concluded that higher
12 2019 ASME
water vapor inlet quantity, large bubble diameter, and heat
transfer from the siphon wall leads to more vapor volume
fraction inside the siphon domain.
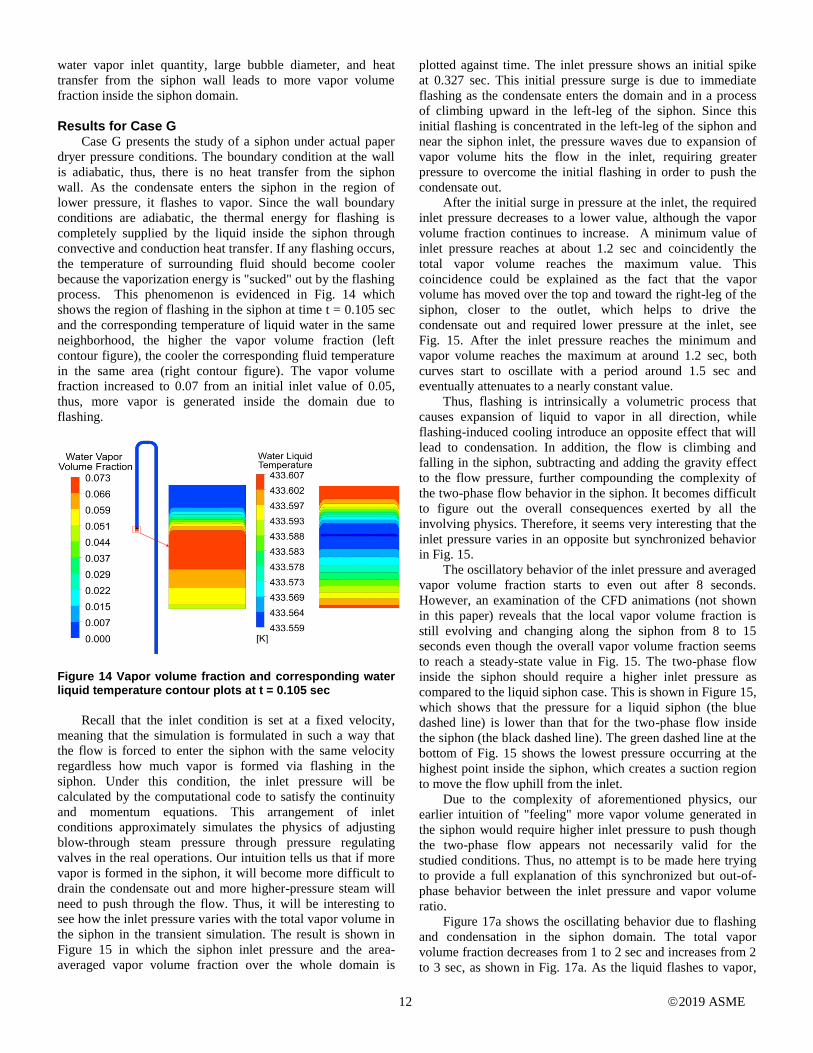
Results for Case G Case G presents the study of a siphon under actual paper
dryer pressure conditions. The boundary condition at the wall
is adiabatic, thus, there is no heat transfer from the siphon
wall. As the condensate enters the siphon in the region of
lower pressure, it flashes to vapor. Since the wall boundary
conditions are adiabatic, the thermal energy for flashing is
completely supplied by the liquid inside the siphon through
convective and conduction heat transfer. If any flashing occurs,
the temperature of surrounding fluid should become cooler
because the vaporization energy is "sucked" out by the flashing
process. This phenomenon is evidenced in Fig. 14 which
shows the region of flashing in the siphon at time t = 0.105 sec
and the corresponding temperature of liquid water in the same
neighborhood, the higher the vapor volume fraction (left
contour figure), the cooler the corresponding fluid temperature
in the same area (right contour figure). The vapor volume
fraction increased to 0.07 from an initial inlet value of 0.05,
thus, more vapor is generated inside the domain due to
flashing.
Figure 14 Vapor volume fraction and corresponding water liquid temperature contour plots at t = 0.105 sec Recall that the inlet condition is set at a fixed velocity,
meaning that the simulation is formulated in such a way that
the flow is forced to enter the siphon with the same velocity
regardless how much vapor is formed via flashing in the
siphon. Under this condition, the inlet pressure will be
calculated by the computational code to satisfy the continuity
and momentum equations. This arrangement of inlet
conditions approximately simulates the physics of adjusting
blow-through steam pressure through pressure regulating
valves in the real operations. Our intuition tells us that if more
vapor is formed in the siphon, it will become more difficult to
drain the condensate out and more higher-pressure steam will
need to push through the flow. Thus, it will be interesting to
see how the inlet pressure varies with the total vapor volume in
the siphon in the transient simulation. The result is shown in
Figure 15 in which the siphon inlet pressure and the area-
averaged vapor volume fraction over the whole domain is
plotted against time. The inlet pressure shows an initial spike
at 0.327 sec. This initial pressure surge is due to immediate
flashing as the condensate enters the domain and in a process
of climbing upward in the left-leg of the siphon. Since this
initial flashing is concentrated in the left-leg of the siphon and
near the siphon inlet, the pressure waves due to expansion of
vapor volume hits the flow in the inlet, requiring greater
pressure to overcome the initial flashing in order to push the
condensate out.
After the initial surge in pressure at the inlet, the required
inlet pressure decreases to a lower value, although the vapor
volume fraction continues to increase. A minimum value of
inlet pressure reaches at about 1.2 sec and coincidently the
total vapor volume reaches the maximum value. This
coincidence could be explained as the fact that the vapor
volume has moved over the top and toward the right-leg of the
siphon, closer to the outlet, which helps to drive the
condensate out and required lower pressure at the inlet, see
Fig. 15. After the inlet pressure reaches the minimum and
vapor volume reaches the maximum at around 1.2 sec, both
curves start to oscillate with a period around 1.5 sec and
eventually attenuates to a nearly constant value.
Thus, flashing is intrinsically a volumetric process that
causes expansion of liquid to vapor in all direction, while
flashing-induced cooling introduce an opposite effect that will
lead to condensation. In addition, the flow is climbing and
falling in the siphon, subtracting and adding the gravity effect
to the flow pressure, further compounding the complexity of
the two-phase flow behavior in the siphon. It becomes difficult
to figure out the overall consequences exerted by all the
involving physics. Therefore, it seems very interesting that the
inlet pressure varies in an opposite but synchronized behavior
in Fig. 15.
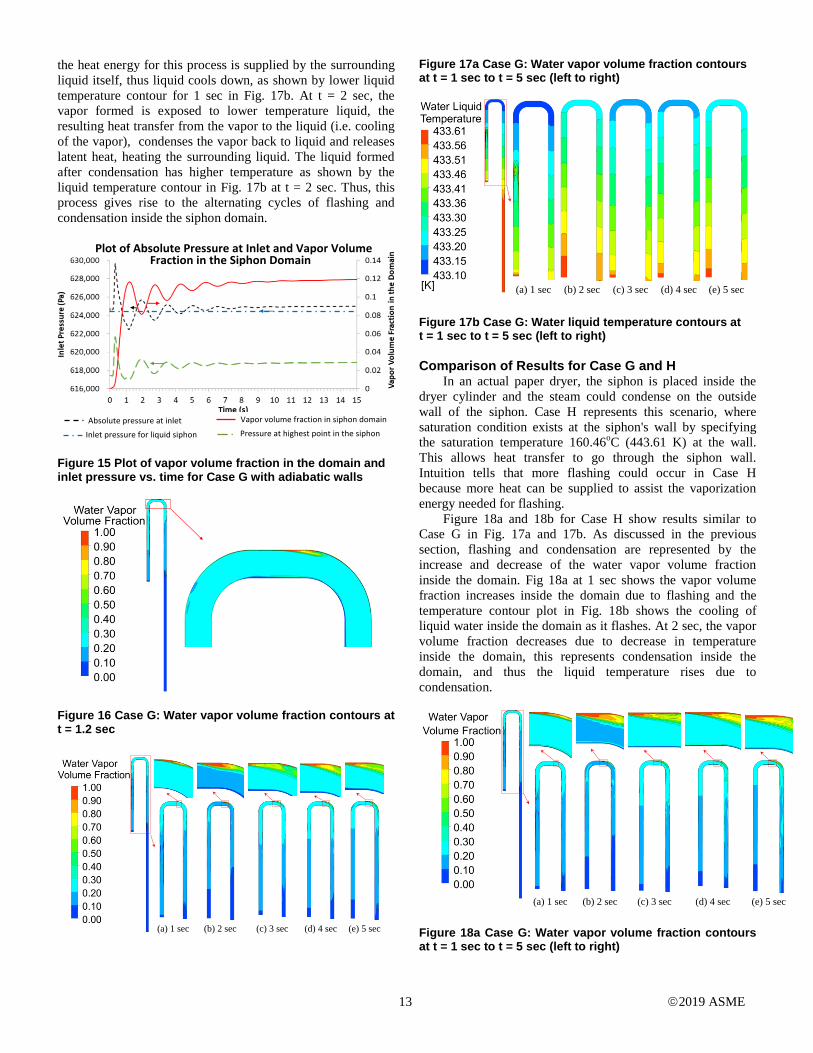
The oscillatory behavior of the inlet pressure and averaged
vapor volume fraction starts to even out after 8 seconds.
However, an examination of the CFD animations (not shown
in this paper) reveals that the local vapor volume fraction is
still evolving and changing along the siphon from 8 to 15
seconds even though the overall vapor volume fraction seems
to reach a steady-state value in Fig. 15. The two-phase flow
inside the siphon should require a higher inlet pressure as
compared to the liquid siphon case. This is shown in Figure 15,
which shows that the pressure for a liquid siphon (the blue
dashed line) is lower than that for the two-phase flow inside
the siphon (the black dashed line). The green dashed line at the
bottom of Fig. 15 shows the lowest pressure occurring at the
highest point inside the siphon, which creates a suction region
to move the flow uphill from the inlet.
Due to the complexity of aforementioned physics, our
earlier intuition of "feeling" more vapor volume generated in
the siphon would require higher inlet pressure to push though
the two-phase flow appears not necessarily valid for the
studied conditions. Thus, no attempt is to be made here trying
to provide a full explanation of this synchronized but out-of-
phase behavior between the inlet pressure and vapor volume
ratio.
Figure 17a shows the oscillating behavior due to flashing
and condensation in the siphon domain. The total vapor
volume fraction decreases from 1 to 2 sec and increases from 2
to 3 sec, as shown in Fig. 17a. As the liquid flashes to vapor,
13 2019 ASME
the heat energy for this process is supplied by the surrounding
liquid itself, thus liquid cools down, as shown by lower liquid
temperature contour for 1 sec in Fig. 17b. At t = 2 sec, the
vapor formed is exposed to lower temperature liquid, the
resulting heat transfer from the vapor to the liquid (i.e. cooling
of the vapor), condenses the vapor back to liquid and releases
latent heat, heating the surrounding liquid. The liquid formed
after condensation has higher temperature as shown by the
liquid temperature contour in Fig. 17b at t = 2 sec. Thus, this
process gives rise to the alternating cycles of flashing and
condensation inside the siphon domain.
Inlet pressure for liquid siphon Pressure at highest point in the siphon
Absolute pressure at inlet Vapor volume fraction in siphon domain
Fraction in the Siphon Domain Plot of Absolute Pressure at Inlet and Vapor Volume
Figure 15 Plot of vapor volume fraction in the domain and inlet pressure vs. time for Case G with adiabatic walls
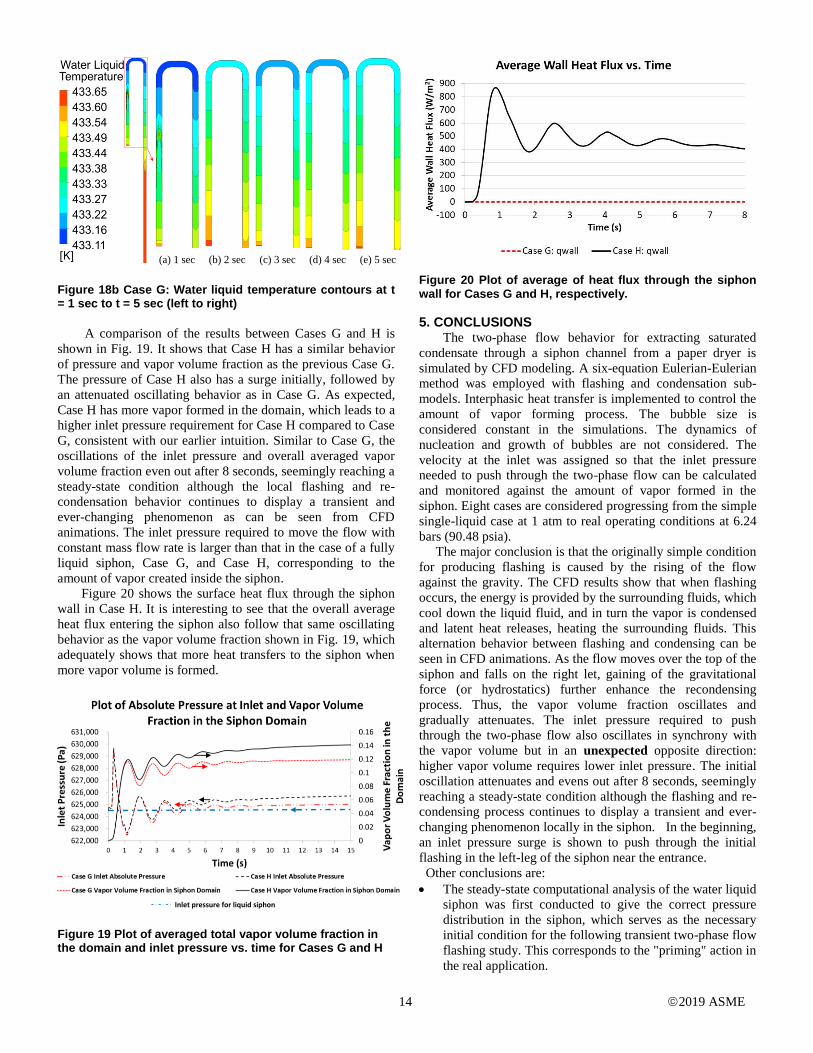
Figure 16 Case G: Water vapor volume fraction contours at t = 1.2 sec
(a) 1 sec (b) 2 sec (c) 3 sec (d) 4 sec (e) 5 sec
Figure 17a Case G: Water vapor volume fraction contours at t = 1 sec to t = 5 sec (left to right)
(a) 1 sec (b) 2 sec (c) 3 sec (d) 4 sec (e) 5 sec
Figure 17b Case G: Water liquid temperature contours at t = 1 sec to t = 5 sec (left to right)
Comparison of Results for Case G and H In an actual paper dryer, the siphon is placed inside the
dryer cylinder and the steam could condense on the outside
wall of the siphon. Case H represents this scenario, where
saturation condition exists at the siphon's wall by specifying
the saturation temperature 160.46oC (443.61 K) at the wall.
This allows heat transfer to go through the siphon wall.
Intuition tells that more flashing could occur in Case H
because more heat can be supplied to assist the vaporization
energy needed for flashing.
Figure 18a and 18b for Case H show results similar to
Case G in Fig. 17a and 17b. As discussed in the previous
section, flashing and condensation are represented by the
increase and decrease of the water vapor volume fraction
inside the domain. Fig 18a at 1 sec shows the vapor volume
fraction increases inside the domain due to flashing and the
temperature contour plot in Fig. 18b shows the cooling of
liquid water inside the domain as it flashes. At 2 sec, the vapor
volume fraction decreases due to decrease in temperature
inside the domain, this represents condensation inside the
domain, and thus the liquid temperature rises due to
condensation.
(a) 1 sec (b) 2 sec (c) 3 sec (d) 4 sec (e) 5 sec
Figure 18a Case G: Water vapor volume fraction contours at t = 1 sec to t = 5 sec (left to right)
14 2019 ASME
(a) 1 sec (b) 2 sec (c) 3 sec (d) 4 sec (e) 5 sec
Figure 18b Case G: Water liquid temperature contours at t = 1 sec to t = 5 sec (left to right)
A comparison of the results between Cases G and H is
shown in Fig. 19. It shows that Case H has a similar behavior
of pressure and vapor volume fraction as the previous Case G.
The pressure of Case H also has a surge initially, followed by
an attenuated oscillating behavior as in Case G. As expected,
Case H has more vapor formed in the domain, which leads to a
higher inlet pressure requirement for Case H compared to Case
G, consistent with our earlier intuition. Similar to Case G, the
oscillations of the inlet pressure and overall averaged vapor
volume fraction even out after 8 seconds, seemingly reaching a
steady-state condition although the local flashing and re-
condensation behavior continues to display a transient and
ever-changing phenomenon as can be seen from CFD
animations. The inlet pressure required to move the flow with
constant mass flow rate is larger than that in the case of a fully
liquid siphon, Case G, and Case H, corresponding to the
amount of vapor created inside the siphon.
Figure 20 shows the surface heat flux through the siphon
wall in Case H. It is interesting to see that the overall average
heat flux entering the siphon also follow that same oscillating
behavior as the vapor volume fraction shown in Fig. 19, which
adequately shows that more heat transfers to the siphon when
more vapor volume is formed.
Inlet pressure for liquid siphon
Figure 19 Plot of averaged total vapor volume fraction in the domain and inlet pressure vs. time for Cases G and H
Figure 20 Plot of average of heat flux through the siphon wall for Cases G and H, respectively.
5. CONCLUSIONS The two-phase flow behavior for extracting saturated
condensate through a siphon channel from a paper dryer is
simulated by CFD modeling. A six-equation Eulerian-Eulerian
method was employed with flashing and condensation sub-
models. Interphasic heat transfer is implemented to control the
amount of vapor forming process. The bubble size is
considered constant in the simulations. The dynamics of
nucleation and growth of bubbles are not considered. The
velocity at the inlet was assigned so that the inlet pressure
needed to push through the two-phase flow can be calculated
and monitored against the amount of vapor formed in the
siphon. Eight cases are considered progressing from the simple
single-liquid case at 1 atm to real operating conditions at 6.24
bars (90.48 psia).
The major conclusion is that the originally simple condition
for producing flashing is caused by the rising of the flow
against the gravity. The CFD results show that when flashing
occurs, the energy is provided by the surrounding fluids, which
cool down the liquid fluid, and in turn the vapor is condensed
and latent heat releases, heating the surrounding fluids. This
alternation behavior between flashing and condensing can be
seen in CFD animations. As the flow moves over the top of the
siphon and falls on the right let, gaining of the gravitational
force (or hydrostatics) further enhance the recondensing
process. Thus, the vapor volume fraction oscillates and
gradually attenuates. The inlet pressure required to push
through the two-phase flow also oscillates in synchrony with
the vapor volume but in an unexpected opposite direction:
higher vapor volume requires lower inlet pressure. The initial
oscillation attenuates and evens out after 8 seconds, seemingly
reaching a steady-state condition although the flashing and re-
condensing process continues to display a transient and ever-
changing phenomenon locally in the siphon. In the beginning,
an inlet pressure surge is shown to push through the initial
flashing in the left-leg of the siphon near the entrance.
Other conclusions are:
The steady-state computational analysis of the water liquid
siphon was first conducted to give the correct pressure
distribution in the siphon, which serves as the necessary
initial condition for the following transient two-phase flow
flashing study. This corresponds to the "priming" action in
the real application.
15 2019 ASME
The study of two-phase flow in the siphon without
considering flashing shows that the initially given water
vapor will accumulate in the pipe bend near the highest
point of the siphon due to slower vapor velocity in
comparison with the liquid and the effect of buoyancy.
The production of vapor is sensitive to the initial condition
of vapor volume at the inlet. Less vapor volume given at
the inlet will generate more flashing vapor in the first 1.5
seconds, but eventually will lead to lower overall vapor
after 2 seconds.
Similarly, the production of vapor is sensitive to the initial
condition of vapor bubble size at the inlet. Smaller vapor
bubble size given at the inlet will generate more flashing
vapor in the first 1.5 seconds, but eventually will lead to
lower overall vapor after 2 seconds.
The result of this CFD study has helped gain more
fundamental understanding of the flashing and
condensation behavior in the saturated condensate
removal process through the siphon, which will be used to
design a more energy efficient process to extract the
condensate.
ACKNOWLEDGEMENT This study is mainly supported by the Industrial Ties
Research Subprogram (ITRS) managed by Louisiana Board of
Regents and partially supported by Louisiana Steam
Equipment (LSE) Company. The authors would like to express
their sincere gratitude to Mr. Joseph V. D’Amico (President
and CEO, LSE) for his advice and useful insights, and Mr.
Chris Kononchek (LSE) for his technical help.
REFERENCES
[1] Karlson, M., 2000, Papermaking Part 2-Drying, Fapet
Oy, Helsinki.
[2] Krumenacker, R. and Deutsch, P., 1999, Paper Machine
Steam and Condensate Systems, 5th ed., TAPPI Press,
Atlanta, GA.
[3] Reese, J., Chaloux, J., Kormano, P., Reese, D., and Wedel,
G., 2016, ―Recommended Dryer Differential Pressures,‖
TIP 0404-31, TAPPI.
[4] Soucy, M., 2018, ―Yankee Steam System Optimization,‖
Yankee Operations Workshop, Tissue World, Miami.
[5] Pinhasi, G. A., Ullman, A. and Dayan, A., 2005,
―Modeling of Flashing Two-Phase Flow,‖ Reviews in
Chemical Engineering, 21(3-4), pp. 133-264.
[6] Liao, Y., and Lucas, D., 2017, ―Computational Modeling
of Flash Boiling Flows: A Literature Survey,‖
International Journal of Heat and Mass Transfer, 111, pp.
246-265.
[7] Liao, Y., and Lucas, D., 2017, ―Possibilities and
Limitations of CFD Simulation for Flashing Flow
Scenarios in Nuclear Applications,‖ Energies, 10(139).
[8] Le, Q. D., Mereu, R., Besagni, G., Dossena, V., and
Inzoli, F., 2018, ―Computational Fluid Dynamics
Modeling of Flashing Flow in Convergent-Divergent
Nozzle,‖ ASME Journal of Fluids Engineering,
140(10):101102-101102-22..
[9] Giese, T., and Laurien, E., 2001, ―A Thermal Based
Model for Cavitation in Saturated Liquids,‖ Zeitschrift für
Angewandte Mathematik und Mechanik, 81, pp. 957-958.
[10] Giese, T., and Laurien, E., 2002, ―Experimental and
Numerical Investigation of Gravity Driven Pipe Flow with
Cavitation,‖ 10th International Conference on Nuclear
Engineering (ICONE10), Arlington, VA.
[11] Laurine, E., and Giese, T., 2003, ―Exploration of the Two-
Fluid Model of Two-Phase Flow towards Boiling,
Cavitation And Stratification,‖ The 3rd International
Conference on Computational Heat and Mass Transfer,
Banff, Canada.
[12] Laurien, E., 2004, ―Influence of the Model Bubble
Diameter on Three-Dimensional Numerical Simulations of
Thermal Cavitation in Pipe Elbows,‖ 3rd International
Symposium on Two-phase Flow Modelling and
Experimentation, Pisa, Italy.
[13] Maksic, S. and Mewes, D., 2002, ―CFD Calculation of the
Flashing Flow in Pipes and Nozzles,‖ ASME 2002 Joint
U.S.-European Fluids Engineering Division Conference,
Montreal, Quebec, Canada.
[14] Shin, T. S. and Jones, O. C., 1993, ―Nucleation and
Flashing in Nozzles—1, A Distributed Nucleation
Model,‖ International Journal of Multiphase Flow, 19(6),
pp. 943-964.
[15] Frank, T., 2007, ―Simulation of Flashing and Steam
Condensation in Subcooled Liquid using ANSYS CFX,‖
5th Joint FZR & ANSYS Workshop: Multiphase Flows:
Simulation, Experiment and Application, Dresden,
Germany.
[16] Marsh, C. A. and O'Mahony, A. P., 2009, ―Three-
Dimensional Modelling of Industrial Flashing Flows,‖
Progress in Computational Fluid Dynamics, 9(6/7),
Trondheim, Norway.
[17] Blander, M., and Katz, L. J., 1975, ―Bubble Nucleation in
Liquids,‖ AIChE Journal, 21, pp. 833-848.
[18] Mimouni, S., Boucker, M., Lavi´eville, J., Guelfi, A., and
Bestion, D., 2008, ―Modelling and Computation of
Cavitation and Boiling Bubbly Flows with the NEPTUNE
CFD Code,‖ Nuclear Engineering and Design, 238, pp.
680-692.
[19] Yazdani, M., Alahyari, A. A., and Radcliff, D. T., 2014,
―Numerical Modeling and Validation of Supersonic Two-
Phase Flow of CO2 in Converging-Diverging Nozzles,‖
ASME Journal of Fluids Engineering, 136(1):014503-
014503-6.
[20] Liao, Y., Lucas, D., Krepper, E., and Rzehak, R., 2013,
―Flashing Evaporation Under Different Pressure Levels,‖
Nuclear Engineering and Design, 265, pp. 801-813.
[21] Lucas, D., Frank, T., Lifante, C., Zwart, P., and Burns, A.,
2011, ―Extension of the Inhomogeneous MUSIG Model
for Bubble Condensation,‖ Nuclear Engineering and
Design, 241, pp. 4359–4367.
[22] Liao, Y. and Lucas, D., 2015, ―3D CFD Simulation of
Flashing Flows in a Converging-Diverging Nozzle,‖
Nuclear Engineering and Design, 292, pp. 149-163.
[23] Kurul, N., and Podowski, M. Z., 1991, "On the Modeling
of Multidimensional Effects in Boiling Channels," In
Proceedings of the 27th National Heat Transfer
Conference, Minneapolis, Minnesota, USA.
16 2019 ASME
[24] Riznic, J., and Ishii, M., 1989, ―Bubble Number Density
in Vapor Generation and Flashing Flow,‖ International
Journal of Heat and Mass Transfer, 32, pp. 1821–1833.
[25] Janet, J. P., Liao, Y., and Lucas, D., 2015, ―Heterogeneous
Nucleation in CFD Simulation of Flashing Flows in
Converging–Diverging Nozzles,‖ International Journal of
Multiphase Flow, 74, pp.106-117.
[26] Blinkov, V. N., Jones, O. C., and Nigmatulin, B. I., 1993,
―Nucleation and Flashing in Nozzles—2,‖ International
Journal of Multiphase Flow, 19, pp. 965–986.
[27] Liao, Y., Rzehak, R., Lucas, D. and Krepper, E., 2015,
―Baseline Closure Model for Dispersed Bubbly Flow:
Bubble Coalescence and Breakup,‖ Chemical Engineering
Science, 122, pp. 336-49.
[28] Pelletingeas, A., Dufresne, L. and Seers, P., 2016,
―Characterization of Flow Structures in a Diesel Injector
for Different Needle Lifts and a Fluctuating Injection
Pressure,‖ ASME Journal of Fluid Engineering,
138(8):081105-081105-11.
[29] Rayleigh, L., 1917, "On the Pressure Developed in a
Liquid During the Collapse of a Spherical Cavity,‖ Phil.
Mag. 34 (200), pp. 94–98
[30] Schiller, L., and Naumann, A., 1935, ―A Drag Coefficient
Correlation,‖ Zeitschrift des Vereins Deutscher
Ingenieure, 77, pp. 318–320.
[31] Ranz, W. E., and Marshall, W. R. Jr., 1952, "Evaporation
from Drops, Part I,‖ Chemical Engineering Progress,
48(3), pp. 141–146.
[32] Leonard, B. P., and Mokhtari, S., 1990, "ULTRA-SHARP
Non-oscillatory Convection Schemes for High-Speed
Steady Multidimensional Flow" NASA TM1-2568
(ICOMP-90-12), NASA Lewis Research Center.
[33] Patankar, S. V., 1980, Numerical Heat Transfer and Fluid
Flow, 1st Edition, CRC Press, Washington, DC.