identificación de peligros y evaluación de riesgos en el área ...
134
IDENTIFICACIÓN DE PELIGROS Y EVALUACIÓN DE RIESGOS EN EL ÁREA DE MOLIENDA Y CONCENTRACIÓN Instituto Tecnológico de Colima Opción X Memoria de Residencia Profesional Que para obtener el título de Ingeniero Industrial Presenta: Iván Mejía Bejarano Asesor: Ing. Gerardo Ventura Rivera Villa de Álvarez, Col., Enero de 2013 Secretaría de Educación Pública SEP
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of identificación de peligros y evaluación de riesgos en el área ...

IDENTIFICACIÓN DE PELIGROS Y EVALUACIÓN DE RIESGOS EN EL ÁREA DE MOLIENDA Y CONCENTRACIÓN
Instituto Tecnológico de Colima
Opción X
Memoria de Residencia Profesional
Que para obtener el título de Ingeniero IndustrialPresenta:
Iván Mejía Bejarano
Asesor: Ing. Gerardo Ventura Rivera
Villa de Álvarez, Col., Enero de 2013
Secretaría de Educación Pública SEP



ÍNDICE
INTRODUCCIÓN .................................................................................................................................................... 1
CAPITULO 1. ANTECEDENTES GENERALES DE LA EMPRESA .............................................................. 2
1.1 BREVE HISTORIA ...................................................................................................................................... 2
1.2 RAZÓN SOCIAL Y GIRO COMERCIAL. ........................................................................................................ 3
1.3 PRODUCTOS Y SERVICIOS QUE OFRECE. ................................................................................................ 3
1.4 CLIENTES Y PROVEEDORES. .................................................................................................................... 4
1.5 PROCESO DE PRODUCCIÓN O DE SERVICIO. ........................................................................................... 4
1.5.1 Exploración ............................................................................................................................................ 4
1.5.2 Barrenación ........................................................................................................................................... 5
1.5.3 Tumbe .................................................................................................................................................... 5
1.5.4 Carga y acarreo .................................................................................................................................... 5
1.5.5 Trituración y preconcentración en seco ............................................................................................ 5
1.5.6 Molienda y concentración en húmedo .............................................................................................. 5
1.5.7 Proceso de obtención del mineral ..................................................................................................... 6
1.6 ORGANIZACIÓN. ....................................................................................................................................... 7
1.7 LOCALIZACIÓN. ......................................................................................................................................... 8
CAPITULO 2. DESCRIPCIÓN DEL PROYECTO O PROBLEMA. ................................................................. 9
2.1 PROBLEMÁTICA A RESOLVER .......................................................................................................................... 9
2.2 OBJETIVO GENERAL ........................................................................................................................................ 9
2.2.1 Objetivos específicos ........................................................................................................................... 9
2.3 JUSTIFICACIÓN ................................................................................................................................................ 9
2.4 CRONOGRAMA DE ACTIVIDADES ................................................................................................................... 10
2.5 ALCANCE ....................................................................................................................................................... 11
CAPITULO 3. MARCO TEÓRICO ...................................................................................................................... 12
3.1 DEFINICIÓN DE SEGURIDAD INDUSTRIAL ...................................................................................................... 12
3.1.1 Definición de Peligro .......................................................................................................................... 12
3.1.2 Definición de riesgo ............................................................................................................................ 13
3.2 BREVE RESEÑA HISTÓRICA DE LA SEGURIDAD INDUSTRIAL ......................................................................... 13
3.3 CAMPO DE ACCIÓN DE LA SEGURIDAD INDUSTRIAL. ..................................................................................... 16
3.4 VENTAJAS DE LA SEGURIDAD INDUSTRIAL ................................................................................................... 18
3.5 REPERCUSIONES NEGATIVAS DE LA FALTA DE SEGURIDAD E HIGIENE ........................................................ 19
3.6 ESTUDIO Y ANÁLISIS DE LA SEGURIDAD INDUSTRIAL .................................................................................... 20
3.6.1 Cadena del accidente. ....................................................................................................................... 20
3.6.2 Actos Inseguros .................................................................................................................................. 21
3.6.3 Condiciones inseguras ...................................................................................................................... 23
3.6.4 Clasificación del accidente. .............................................................................................................. 25
3.6.4.1 Clasificacion de los accidentes de trabajo según la forma del accidente .............................. 25
3.6.4.2 Clasificación de los accidentes de trabajo según el agente material. .................................... 26
3.6.4.3 Clasificación de los accidentes de trabajo según la ubicación de la lesión. ......................... 26
3.6.5 Prevención de accidentes ................................................................................................................. 26
3.6.6 Equipos de protección personal (EPP) ........................................................................................... 27
3.6.7 Motivación de los trabajadores para el uso de protección personal. ......................................... 28

3.6.8 Agentes contaminantes en la industria ........................................................................................... 29
3.7 TÉCNICAS DE IDENTIFICACIÓN DE PELIGROS ............................................................................................... 31
3.7.1 Análisis preliminar de peligros.......................................................................................................... 31
3.7.1.1 Ventajas ............................................................................................................................................ 31
3.7.1.2 Procedimiento .................................................................................................................................. 31
3.7.1.3 Preparación ...................................................................................................................................... 32
3.7.1.4 Consideraciones de análisis.......................................................................................................... 32
3.7.2 lista de verificaciones ......................................................................................................................... 34
3.7.2.1 Procedimiento de aplicación ......................................................................................................... 35
3.7.2.2 Consideraciones de análisis.......................................................................................................... 35
3.7.3 Análisis “what if?” ........................................................................................................................ 37
3.7.3.1 terminología usada en what if? ..................................................................................................... 38
3.7.3.2 preguntas típicas ............................................................................................................................. 38
3.7.3.3 como funciona “el what if?”............................................................................................................ 39
3.7.3.4 Consecuencias de interés ............................................................................................................. 40
3.7.3.5 tipos de recomendaciones de “un what if?” ................................................................................ 40
3.7.3.6 Formato para análisis “¿qué pasa si?” ........................................................................................ 40
3.7.3.7 Organización de un equipo “what if” ............................................................................................ 40
3.7.3.8 Responsabilidades de los miembros del equipo........................................................................ 41
3.7.4 ANÁLISIS HAZOP .............................................................................................................................. 41
3.7.4.1 “Hazard and Operability Studies” (Estudio de Peligros y Operatividad) ................................ 41
3.7.4.2 Objetivos de un estudio Hazop ..................................................................................................... 42
3.7.4.3 Objetivo de la metodología ............................................................................................................ 42
3.7.4.4 ¿Qué es un Hazop?........................................................................................................................ 42
3.7.4.5 terminología usada en Hazop ....................................................................................................... 42
3.7.4.6 Significado de palabras guía ......................................................................................................... 43
3.7.4.7 Etapas para realizar un estudio Hazop ....................................................................................... 43
3.7.4.8 Información requerida .................................................................................................................... 43
3.7.4.9 Pasos a seguir ................................................................................................................................. 43
3.7.4.10 Como funciona Hazop .................................................................................................................. 44
3.7.4.11 Formato para análisis Hazop ...................................................................................................... 45
3.7.4.12 consecuencias de interés ............................................................................................................ 45
3.7.4.13 tipos de recomendaciones de un Hazop ................................................................................... 45
3.7.4.14 organización de un equipo Hazop.............................................................................................. 45
3.7.4.15 responsabilidades de los miembros del equipo ....................................................................... 46
3.7.4.16 puntos a considerar en la planeación de un estudio hazop ................................................... 46
3.8 EVALUACIÓN DE RIESGOS............................................................................................................. 46
3.8.1 definición de análisis previo de riesgo (APR) ................................................................................ 47
3.8.2 Objetivo ................................................................................................................................................ 47
3.8.3 Alcance ................................................................................................................................................ 47
3.8.4 ¿En qué tareas debe hacerse un APR? ......................................................................................... 48
3.8.5 Responsabilidades ............................................................................................................................. 48
3.8.6 Instrucciones para elaboración de APR ......................................................................................... 49
3.8.7 Riesgos que contempla el APR ....................................................................................................... 49
3.8.8 Explicación de riesgos que contempla APR .................................................................................. 49
3.8.9 Matriz de grado de criticidad ............................................................................................................ 63

CAPITULO 4. DESARROLLO ............................................................................................................................ 65
4.1 PELIGROS Y SU CLASIFICACIÓN DENTRO DE LA PLANTA DE MOLIENDA Y CONCENTRACIÓN. ...................... 65
4.2 IDENTIFICACIÓN DE PELIGROS Y EVALUACIÓN DE RIESGOS EN EL ÁREA DE MOLIENDA Y CONCENTRACIÓN
............................................................................................................................................................................. 66
4.2.1 Zona de piso cero ............................................................................................................................... 66
4.2.2 Zona de piso de molinos. .................................................................................................................. 75
4.2.3 Zona de piso de separadores magnéticos. .................................................................................... 84
4.2.4 Zona de piso de distribuidores ......................................................................................................... 90
4.2.5 Zona de piso de cribas ...................................................................................................................... 95
4.2.6 Zona de piso de tanques ................................................................................................................... 99
CAPITULO 5. RESULTADOS. .......................................................................................................................... 104
5.1 PROCEDIMIENTO PARA LA IDENTIFICACIÓN DE PELIGROS Y EVALUACIÓN DE RIESGOS ............................ 104
5.1.1 Responsable del proceso o subproceso ...................................................................................... 104
5.1.2 Responsable de Tareas .................................................................................................................. 105
5.1.3 Encargado de seguridad higiene y protección. ........................................................................... 108
5.2 ZONIFICACIONES DE RUIDO ........................................................................................................................ 111
5.2.1 Zonificación de ruido en piso cero ................................................................................................. 111
5.2.2 Zonificación de ruido en piso de molinos .............................................................................. 112
5.2.3 Zonificación de ruido en piso de separadores ..................................................................... 114
5.2.4 Zonificación de ruido en piso de distribuidores .................................................................... 115
5.2.5 Zonificación de ruido en piso de cribas ................................................................................. 117
5.2.6 Zonificación de ruido en piso de tanques ..................................................................................... 118
5.3 ZONIFICACIÓN DE RADIACIÓN .............................................................................................................. 120
CAPITULO 6. CONCLUSIONES Y RECOMENDACIONES ........................................................................ 123
6.1 CONCLUSIONES .......................................................................................................................................... 123
6.2 RECOMENDACIONES ................................................................................................................................... 123
ANEXOS ............................................................................................................................................................... 124
REFERENCIAS BIBLIOGRÁFICAS. ............................................................................................................... 128
REFERENCIAS ELECTRÓNICAS ................................................................................................................... 128

1
INTRODUCCIÓN
Con el presente trabajo de investigación pretendo obtener el título de ingeniero
industrial por la opción X memoria de residencia profesional y que gracias al apoyo
de mis asesores tanto interno como externo y demás personas involucradas en la
empresa Consorcio Minero Peña Colorada y en mi institución educativa que es el
Instituto Tecnológico de Colima que hicieron posible realizar este trabajo con gran
satisfacción.
En este proyecto de residencia profesional hecho en las instalaciones del Consorcio
Minero Benito Juárez Peña Colorada, específicamente en el departamento de
Seguridad y Protección se desarrollo el tema titulado “identificación de peligros y
evaluación de riesgos en el área de molienda y concentración” el cual se propuso y
se le dio el visto bueno por el asesor tanto interno como externo, consistiendo
principalmente en identificar todos los actos y condiciones inseguras posibles dentro
de la planta de molienda haciendo esta identificación por las distintas áreas de la
planta y así poder hacer un estudio más minucioso, pudiendo con esto ayudar a
salvaguardar la integridad y salud física de los trabajadores que realizan sus
actividades laborales cotidianamente en dicho lugar, ya que todos estos actos y
condiciones inseguras están considerados como un peligro potencial que pone en
riesgo la vida de los trabajadores, cabe mencionar que se considero su evaluación
de riesgo pertinente, esto para poder ver qué factores de riesgo son los que podría
sufrir el personal en caso de que llegaran a sufrir algún accidente, buscando con esto
poder evitarlos con la eliminación o minimización de todos estos actos y condiciones
inseguras, dándonos como resultado un procedimiento para poder identificar todos
los peligros que conlleva el realizar una actividad, así como el riesgo que contrae
esta, además de una zonificación de las partes más peligrosas dentro de la planta
respecto al excesivo ruido y a las fuentes emisoras de radiación ionizante las cuales
fueron las condiciones inseguras más relevantes y de mayor riesgo hacia la salud del
personal.

2
CAPITULO 1. ANTECEDENTES GENERALES DE LA EMPRESA
1.1 Breve historia
En 1971 los yacimientos ferrosos situados en el Cerro de los Juanes y sus
alrededores en los linderos de Colima y Jalisco, los más importantes del País hasta
la actualidad, permanecieron inexplorados. El impulso a la industria Siderúrgica
durante el régimen del Lic. Luis Echeverría Álvarez, hizo que el proyecto de Peña
Colorada se llevara a cabo, al igual que la necesidad de mineral de hierro para
abastecer a la siderúrgicas nacionales integradas, fue el elemento que impulso la
creación el consorcio minero Benito Juárez Peña Colorada.
El proyecto consistió en la explotación a tajo abierto del yacimiento, con reservas
positivas iniciales de 110 millones de toneladas, una planta de trituración, molienda y
concentración en la que el mineral queda reducido a un polvo impalpable y una
planta peletizadora ubicada en el municipio de Manzanillo. Ambas plantas están
unidas por un ferroducto de 47.4 kilómetros que transportan en agua mineral de
fierro. Este ferroducto es el segundo revolucionado en el transporte de minerales por
su escaso costo y poco mantenimiento que requiere, el cual a su vez aprovecha la
fuerza de la gravedad para transportar el mineral de una manera constante y
efectiva.
Esta empresa nació como un ejemplo de la cooperación entre el sector oficial y la
iniciativa privada. Como representante del gobierno federal participo Altos Hornos de
México, S.A. (AHMSA) que era el accionista y cliente mayoritario y Fundidora de
Monterrey S.A. (FMSA) por parte de la iniciativa privada, en su calidad de socios y
clientes eran Hojalata y Lámina, S.A. (HYLSA) y Tubos de Acero de México, S.A.
(TAMSA).
Bajo este esquema opero con una capacidad instalada de 1.5 millones de toneladas
por año de 1975 a 1978, a partir de 1979, se expandió la empresa creando el modulo
B, incrementando así la capacidad de la mina a 3, 000,000 de toneladas de pellet por
año. Actualmente la producción asciende a 4, 000, 000 de toneladas de pellet
anualmente.

3
La obra de Peña Colorada significo la construcción de una carretera de Manzanillo a
Minatitlán, la introducción de energía eléctrica a este municipio y de otros servicios
como el teléfono y el telégrafo.
La inversión requerida por el proyecto fue de 711 millones de pesos y provino de
diferentes fuentes: 268 millones de pesos correspondieron al capital social y 443
millones de pesos fueron créditos tanto internos como el exterior.
Como toda organización, necesita orden por lo que en el año 1986 se contó con un
sistema de calidad, aterrizándolo completamente ya en el año de 1987.
En noviembre de 1991, de acuerdo al plan de privatización de la industria siderúrgica
paraestatal, Peña Colorada pasa a ser 100% empresa privada con una nueva
conformación accionaria integrada por Altos Hornos de México, S.A. (AHMSA) 30%,
ISPAT Mexicana, S.A. de C.V. 30%, HYLSA 30% y TAMSA 10%. Poco tiempo
después AHMSA primero y posteriormente TAMSA, vende su participación quedando
únicamente dos accionistas ISPAT Mexicana S.A. de C.V. 50% (actualmente su
razón social es Arcelor Mittal Lázaro Cárdenas, S.A. de C.V.) e HYLSA, S.A. de C.V.
(actualmente su razón social es Ternium, S.A. de C.V.).
1.2 Razón social y giro comercial.
La razón social de la empresa es “Consorcio Minero Benito Juárez Peña Colorada
S.A. de C.V.” y su giro comercial es el minero.
1.3 Productos y servicios que ofrece.
El producto final que ofrece la empresa es el pellet de mineral de fierro que sirve para
la fabricación de acero que usamos cada día, ya sea en tubos, vigas, laminas,
varillas, alambre, utensilios para la industria, el campo y el hogar.

4
1.4 Clientes y proveedores.
El Consorcio Minero Benito Juárez Peña Colorada S.A. de C.V., tiene como
principales consumidores o clientes y portadores de capital a las empresas de
Arcelor Mittal y Ternium, quienes cuentan con un 50%, de las acciones cada una.
Los proveedores principales con los cuales cuenta actualmente el CMBJ Peña
Colorada, son los que suministran y satisfacen los diferentes requerimientos en
equipo para el recurso humano y para el recurso material en las distintas áreas de la
empresa ya sea refacciones, herramientas, EPP, alimentos, equipo de computo,
lubricantes, combustibles, entre muchos otros.
1.5 Proceso de producción o de servicio.
El proceso de producción de la empresa se muestra en la figura 1 y enseguida se
explica cada una de las actividades:
Fig. 1 Diagrama de flujo del proceso de producción del CMBJ Peña Colorada.
1.5.1 Exploración: esta actividad se realiza a través de barrenación por medio de
diamante que, al introducir una tubería de 2” en la roca, da como producto un núcleo
que se analiza química y conjuntamente con la interpretación litológica y
EXPLORACIÓN BARRENACIÓN TUMBE
CARGA Y
ACARREO
TRITURACIÓN Y
PRECONCENTRACION
EN SECO
MOLIENDA Y
CONCENTRACIÓN
EN HÚMEDO
PROCESO DE
OBTENCIÓN DEL
MINERAL
INICIO
FIN

5
levantamientos geológicos estructurales en superficie, permite hacer una evaluación
del yacimiento para indicar la cantidad, características y ubicación del material,
hasta una profundidad de 300 A 400 metros.
1.5.2 Barrenación: con la información obtenida en la exploración, se alimenta una
computadora, la cual analiza los datos y proporciona un diagrama de barrenación y
este se entrega al personal de voladuras.
Utilizando 3 perforadoras rotarias, se efectúan barrenos de hasta 15.5 metros de
profundidad en los puntos determinados en el diagrama de barrenación emitido por la
computadora.
1.5.3 Tumbe: aquí se procede a llenar los barrenos con una mezcla en proporciones definidas, con contenido de diesel, nitrato de amonio y emulsión. Se colocan detonadores enlazados con mecha explosiva a todos los barrenos y se ejecuta una explosión que fragmenta la roca procurando que queden tamaños manejables por el equipo de carga.
1.5.4 Carga y acarreo: cuando ya se tiene fragmentada la roca, se delimitan las áreas de mineral y estéril y con 2 cargadores de 25 metros cúbicos de capacidad, dos cargadores de 32 metros cúbicos y una pala eléctrica con cucharón para 40 metros cúbicos se encarga de cargar los camiones de acarreo.
1.5.5 Trituración y preconcentración en seco: el mineral procedente de la mina alimenta a la trituradora giratoria del cono que tiene una velocidad promedio de trituración de 1500 t.p.h. (toneladas por hora). Teniendo el mineral triturado del tamaño de 6 a 8 pulgadas, pasa a una tolva de almacenamiento en donde se extrae por medio de alimentadores de oruga, para darle la primera concentración en seco con un electroimán en donde separa el mineral magnético y lo conduce a una tolva de almacenamiento; el material que no es atraído por el electroimán se le considera como ganga y se le manda al almacén de minerales para posteriormente con vehículos de carga terrestre ser depositado en el terreno.
1.5.6 Molienda y concentración en húmedo: el mineral procedente de la trituradora que es transportada en bandas se descarga directamente al molino autógeno con capacidad de molienda de 1050 t.p.h. y su alimentación es a través de la gamella de alimentación. En este punto también se le agrega agua para su molienda haciéndola así carga húmeda.

6
El material de descarga del molino es pasado por una criba vibratoria de
accionamiento horizontal, que cuenta con 2 cámaras de separación donde el mineral
se está lavando para eficientar su separación por tamaño.
El material con tamaño inferior a los 2 mm. Es almacenado en un colector con
capacidad de 486 metros cúbicos donde además se le agrega un 15% de agua para
hacer una mezcla fluida. De este colector se extrae el material que ahora se le llama
“pulpa”.
1.5.7 Proceso de obtención del mineral: la separación magnética consiste en separar el mineral que contenga magnetita del material estéril, esto se hace a través de tambores magnéticos y de acero inoxidable y la separación se basa en la recuperación de sólidos manejados en suspensión liquida, que por medio de su campo magnético, atrae las partículas de magnetita a que se adhieran a la superficie de acero inoxidable del tambor para que al estar girando salga del campo magnético.
El concentrado final con un contenido en hierro de más del 67% fluye directamente al
espesador del concentrado, en donde se aumente el contenido en sólidos. La pulpa
es descargada mediante la caja colectora y bombeada al sistema de almacenaje de
pulpa mediante bombas.
Este material como producto final del proceso del área de mina es la materia prima
para la fabricación del pellet y es enviado por gravedad a la planta peletizadora a
través de dos ferroductos de 9 y 11 pulgadas de diámetro y 44 kilómetros de longitud
y que se tienen identificados como los segundos más largos del mundo.

7
1.6 Organización.
En la figura 2 se muestra la estructura organizacional de la empresa como esta
constituida actualmente:
Fig. 2 Organigrama de la empresa.
Supcia. De Operación
y Embarques
Dirección
de
Recursos
Humanos
Dirección General
Dirección de
finanzas
Dirección de
Tecnología
Dirección de
Operaciones
Superintenden
cia de Calidad
Supcia. De
Abastecimientos
y Contratos
Supcia. De
Operación
Financiera
Coordinación de
Sistemas Supcia. De
Planeación
Minas
Supcia. De
Ingeniería de
Proceso
Supcia. De
Metalurgia
Coordinación de
Ingeniería
Ambiental
Coordinación de
Ingeniería
Industrial
Coordinación de
Geología
Supcia. Operación
Mina
Supcia. De Mantto.
Mecánico Equipo
Móvil
Supcia. De
Planeación de
Mantto. Equipo
Móvil
Supcia. De
Producción Molienda
y Concentración
Supcia. De Mantto.
Eléctrico e Ints. Mina
/ Peletizado
Supcia. De Mantto.
Mecánico Peletizado
Supcia. De Mantto.
Mec. Molienda y
Concentración
Supcia. De
Admón. De
Recursos
Humanos
Coordinación
de servicios y
prestaciones
Coordinación
General de
Proyectos
Supcia. De
Seguridad,
Higiene y
Protección

8
1.7 Localización.
La empresa Peña Colorada se localiza en el extremo noroccidental de la provincia
fisiográfica de la Sierra Madre del Sur, se ubica a 6 Km. Al poniente del poblado de
Minatitlán, a 45km., de la ciudad de Colima y a la altura media de 850 m.s.n.m., sus
coordenadas geográficas: 19° 37´21” Latitud Norte, 104° 09´45”Longitud Oeste, la
ubicación correspondiente se presenta en la figura 3.
Fig. 3 Localización geográfica de Peña Colorada.

9
CAPITULO 2. DESCRIPCIÓN DEL PROYECTO O PROBLEMA.
2.1 Problemática a resolver
Los accidentes e incidentes por parte del personal interno y externo que labora en el
área de molienda y concentración siempre han existido ya sea porque no se cumplen
con los lineamientos y reglas de seguridad establecidas o porque hay condiciones y
actos inseguros que los trabajadores no detectan y no saben cómo actuar y por
consecuente sufren algún accidente o incidente ya sea por falta de capacitación o
por actitudes inapropiadas de los trabajadores, con la ayuda de este proyecto se
pretende disminuir los incidentes y accidentes dando las recomendaciones de
seguridad pertinentes.
2.2 Objetivo general
Identificar los peligros del área de molienda y concentración, y hacer una evaluación
de riesgos en la misma, para proponer recomendaciones para la disminución de
accidentes del personal.
2.2.1 Objetivos específicos
Conocer y analizar los lineamientos de seguridad empleados por la empresa.
Identificar condiciones inseguras en el área de molienda y concentración que
pudieran ocasionar algún accidente.
Identificar actos inseguros por parte del personal que labora en esta área.
Analizar y evaluar los actos y condiciones inseguras identificadas en el área de
molienda.
Hacer una zonificación del área de molienda y concentración para poder
identificar las zonas con más riesgos.
2.3 Justificación
Como se menciona en el objetivo general, el motivo principal por el cual se decidió
hacer este proyecto es para poder identificar los posibles peligros que puedan surgir
o que surgen específicamente dentro del área de molienda y concentración siendo
actos o condiciones inseguras, esto porque es el departamento principal donde se

10
localiza la producción de la pulpa de mineral de hierro que es el producto final del
área mina de la empresa y por ende es donde más concentración de personal se
encuentra laborando y es el área donde podría surgir la mayor cantidad de
accidentes por los distintos niveles de riesgo que corren todos ellos dentro de la
planta es por eso que se hará una evaluación de riesgos para con esto dar las
recomendaciones y sugerencias de mejora en esta área para minimizar riesgos y
poder evitar algún incidente o en el peor caso un accidente.
2.4 Cronograma de actividades
A continuación en la figura 4 se muestra el cronograma de actividades que se llevó a
cabo durante las 19 semanas que duró mi residencia profesional en el Consorcio
Minero Benito Juárez Peña Colorada.
agosto septiembre octubre noviembre diciembre
Actividades 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4
1
Conocer el área de molienda y
concentración
2
Conocer y analizar los lineamientos de
seguridad empleados por la empresa.
3
Identificar los peligros y condiciones
inseguras en el área de molienda y
concentración que pudieran ocasionar
algún accidente
4
Identificar actos inseguros por parte
del personal que labora en esta área.
5
Analizar y evaluar los riesgos, actos y
condiciones inseguras identificadas en
el área de molienda.

11
6
Hacer las recomendaciones
pertinentes para que el personal
identifique y así halla una disminución
de accidentes.
7
Entregar proyecto a asesor y
presentarlo en empresa.
Fig. 4 Cronograma de actividades.
2.5 Alcance
Que todo el personal ya sea interno o externo conozca e identifique los riesgos y
peligros sustanciales que hay en el área de molienda y concentración para evitar
algún accidente, además de que vean que actos inseguros no deben de hacer y
como identificar las condiciones inseguras dentro de su área de trabajo.

12
CAPITULO 3. MARCO TEÓRICO
La seguridad industrial se ocupa de dar lineamientos generales para el manejo de
riesgos en la industria.
Las instalaciones industriales incluyen una gran variedad de operaciones de minería,
transporte, generación de energía, fabricación y eliminación de desperdicios, que
tienen peligros inherentes que requieren un manejo cuidadoso.
Tal como lo establecen las pautas generalmente aceptadas, existiría un riesgo
importante bajo las siguientes circunstancias: un escape de sustancias tóxicas, muy
reactivas, explosivas, o inflamables. Si existe un peligro importante en un proyecto
propuesto es muy aconsejable requerir una evaluación de los riesgos mayores.
La evaluación de los riesgos mayores debe ser parte integrante de la preparación del
proyecto. Es independiente de la evaluación del impacto ambiental y ésta se debe
mencionar.
3.1 Definición de Seguridad Industrial
Según Madrid Industrial (2010), la seguridad industrial es el conjunto de normas que
se desarrollan una serie de prescripciones técnicas a las instalaciones industriales y
energéticas que tienen como principal objetivo la seguridad de los usuarios, por lo
tanto se rigen por normas de seguridad industrial reglamentos de baja tensión, alta
tensión, calefacción, gas, protección contra incendios, aparatos a presión,
instalaciones petrolíferas, etc., que se instalen tanto en edificios de uso industrial
como de uso no industrial.
3.1.1 Definición de Peligro:
De acuerdo a Kletz Trevor (1999), peligro es la condición potencial de causar daño a
cosas que valoramos: la Salud (incluyendo en extremo la propia vida humana), la
propiedad, el ambiente, la calidad y/o la imagen de la empresa. Hay peligros que son
inherentes a las sustancias, independientemente de la condición de proceso, como la

13
toxicidad (por ejemplo cianuro de potasio), la posibilidad que forme mezclas
explosivas con el aire (gas Natural, propano), que pueda prenderse fuego (una estiba
de maderas), la condición de explosivo por sí mismo (pólvora, fertilizantes
nitrogenados) o la emisión de radiación.
Otros peligros, dependen de la condición operativa (mayoritariamente presión y
temperatura). El caso más evidente aquí es el del agua, cuya naturaleza no es
peligrosa, pero que como vapor sobrecalentado, presenta un doble peligro
(explosión, quemaduras). El aire comprimido es otro ejemplo de un peligro por
condición operativa.
3.1.2 Definición de riesgo:
Según Cabaleiro Víctor Manuel (2003), la ley de prevención de riesgos laborales
define riesgo laboral como toda posibilidad de que un trabajador sufra un
determinado daño a su salud, como consecuencia del trabajo realizado.
Cuando esta posibilidad se materialice en un futuro inmediato y suponga un daño
grave para la salud de los trabajadores, hablaremos de un riesgo grave e inminente.
Por lo tanto, es necesario desarrollar un conjunto de actividades y medidas a las que
llamaremos prevención, con el fin de evitar o disminuir los riesgos derivados del
trabajo.
La materialización del riesgo laboral puede derivar en un daño a la salud del
trabajador, que se puede manifestar mediante una enfermedad una patología o una
lesión.
3.2 Breve reseña histórica de la seguridad industrial
De acuerdo a Seguridad Industrial Apuntes Blogspot (2009), desde los albores de la
historia, el hombre ha hecho de su instinto de conservación, una plataforma de
defensa ante la lesión corporal, tal esfuerzo fue probable en un principio de carácter
personal, instintivo-defensivo. Así nació la seguridad industrial, reflejada en un simple
esfuerzo individual más que en un sistema organizado.

14
Ya en el año 400 A.C., Hipócrates recomendaba a los mineros el uso de baños
higiénicos a fin de evitar la saturación del plomo. También Platón y Aristóteles
estudiaron ciertas deformaciones físicas producidas por ciertas actividades
ocupacionales, planteando la necesidad de su prevención. Con la Revolución
Francesa se establecen corporaciones de seguridad destinadas a resguardar a los
artesanos, base económica de la época.
La revolución industrial marca el inicio de la seguridad industrial como consecuencia
de la aparición de la fuerza del vapor y la mecanización de la industria, lo que
produjo el incremento de accidentes y enfermedades laborales. No obstante, el
nacimiento de la fuerza industrial y el de la seguridad industrial no fueron
simultáneos, debido a la degradación y a las condiciones de trabajo y de vida
detestables. Es decir, en 1871 el cincuenta por ciento de los trabajadores moría
antes de los veinte años, debido a los accidentes y las pésimas condiciones de
trabajo.
En 1833 se realizaron las primeras inspecciones gubernamentales, pero hasta 1850
se verificaron ciertas mejoras como resultado de las recomendaciones hechas
entonces. La legislación acortó la jornada, estableció un mínimo de edad para los
niños trabajadores e hizo algunas mejoras en las condiciones de seguridad. Aunque
se tardó en legislar éstas mejoras ya que los legisladores no le daban el valor que se
merecía a las vidas humanas. No obstante, los legisladores tardaron demasiado en
legislar sobre el bien común del trabajador, pues los conceptos sobre el valor
humano y la capitalización del esfuerzo laboral no tenían sentido frente al lucro
indiscriminado de los empresarios. Sin embargo, suma a su haber el
desconocimiento de las pérdidas económicas que esto les suponía; y por otro lado el
desconocimiento de ciertas técnicas y adelantos que estaban en desarrollo, con las
cuales se habría evitado muchos accidentes y enfermedades laborales.
En la actualidad la OIT (Oficina Internacional del Trabajo), constituye el organismo
rector y guardián de post principios e inquietudes referentes a la seguridad del

15
trabajador en todos los aspectos y niveles. La OIT fue creada en 1919, como parte
del Tratado de Versalles que terminó con la Primera Guerra Mundial y reflejó la
convicción de que la justicia social es esencial para alcanzar una paz universal y
permanente. Su Constitución fue elaborada entre enero y abril de 1919 por una
Comisión del Trabajo establecida por la Conferencia de Paz, que se reunió por
primera vez en París y luego en Versalles. La Comisión, presidida por Samuel
Gompers, presidente de la Federación Estadounidense del Trabajo (AFL), estaba
compuesta por representantes de nueve países: Bélgica, Cuba, Checoslovaquia,
Francia, Italia, Japón, Polonia, Reino Unido y Estados Unidos. El resultado fue una
organización tripartita, la única en su género con representantes de gobiernos,
empleadores y trabajadores en sus órganos ejecutivos. La Constitución contenía
ideas ya experimentadas en la Asociación Internacional para la Protección
Internacional de los Trabajadores, fundada en Basilea en 1901. Las acciones en
favor de una organización internacional que enfrentará temas laborales se iniciaron
en el siglo XIX, y fueron lideradas por dos empresarios, Robert Owen (1771-1853) de
Gales y Daniel Legrand (1783-1859) de Francia.
Había un verdadero reconocimiento a la importancia de la justicia social para el logro
de la paz, en contraste con un pasado de explotación de los trabajadores en los
países industrializados de ese momento. Había también una comprensión cada vez
mayor de la interdependencia económica del mundo y de la necesidad de
cooperación para obtener igualdad en las condiciones de trabajo en los países que
competían por mercados. El Preámbulo, al reflejar estas ideas establecía:
Considerando que la paz universal y permanente sólo puede basarse en la justicia
social, considerando que existen condiciones de trabajo que entrañan tal grado de
injusticia, miseria y privaciones para gran número de seres humanos, que el
descontento causado constituye una amenaza para la paz y armonía universales; y
considerando que es urgente mejorar dichas condiciones, considerando que si
cualquier nación no adoptare un régimen de trabajo realmente humano, esta omisión
constituiría un obstáculo a los esfuerzos de otras naciones que deseen mejorar la
suerte de los trabajadores en sus propios países. Las áreas que podrían ser

16
mejoradas enumeradas en el Preámbulo continúan vigentes, por ejemplo:
Reglamentación de las horas de trabajo, incluyendo la duración máxima de la
jornada de trabajo y la semana; reglamentación de la contratación de mano de obra,
la prevención del desempleo y el suministro de un salario digno; protección del
trabajador contra enfermedades o accidentes como consecuencia de su trabajo;
protección de niños, jóvenes y mujeres. Pensión de vejez e invalidez, protección de
los intereses de los trabajadores ocupados en el extranjero; reconocimiento del
principio de igualdad de retribución en igualdad de condiciones; reconocimiento del
principio de libertad sindical; organización de la enseñanza profesional y técnica, y
otras medidas similares.
En 1970 se publica en E.U.A. “La ley de Seguridad e Higiene Ocupacional “cuyo
objetivo es asegurar en lo máximo posible que todo hombre y mujer que en esta
nación trabaje en lugares seguros y saludables, lo cual permitirá preservar nuestros
cuerpos. Esta ley es posiblemente el documento más importante que se ha emitido a
favor de la seguridad y la higiene, ya que cubre con sus reglamentos, requerimientos
con casi todas las ramas industriales, los cuales han sido tomados por muchos otros
países.
Como vemos, la seguridad e higiene aunque lentamente, a través de los años ha
logrado cimentarse como una parte muy importante de cualquier empresa y es que
principalmente se ha reconocido y entendido su importancia y utilidad para el buen
desempeño de las operaciones, por las tres partes directamente involucradas:
trabajadores, empresarios y gobierno.
3.3 Campo de acción de la seguridad industrial.
La Higiene y Seguridad Industrial, trata sobre los procedimientos para identificar,
evaluar y controlar los agentes nocivos y factores de riesgo, presentes en el medio
ambiente laboral y que, bajo ciertas circunstancias, son capaces de alterar la
integridad física y/o psíquica del ser humano; ya que estos procedimientos son
reglamentados legalmente y considerando que la ley protege al trabajador desde su

17
hogar para trasladarse a su centro de trabajo su acción recae en la vida cotidiana del
trabajador, pues también existen riesgos tanto en el hogar como en todos los
servicios público. Así, hace uso de:
-La medicina del trabajo, disciplina afín, cuya principal función es la de vigilar la salud
de los trabajadores, valiéndose de elementos clínicos y epidemiológicos.
- La Ergonomía, que se dedica a procurar la implementación de lugares de trabajo,
diseñadas de tal manera que se adapten a las características anatómicas,
fisiológicas y psicológicas de las personas que laboren en ese sitio.
- La psicología laboral, que se ocupa de lograr una optima adaptación del hombre a
su puesto de trabajo y a sí mismo la de estudiar las demandas psicológicas y cargas
mentales que el trabajo produce al trabajador.
- La ingeniería, la arquitectura, la física, la química, la biología, la medicina, la
psicología, que estudian los efectos negativos del trabajo sobre las personas y la
forma de evitarlos; tiene que ampliar su campo de acción con un tratamiento
ergonómico, del estudio del trabajo, de forma que no solo se intervenga para corregir
situaciones peligrosas, sino que además, se estudien nuevos métodos de trabajo que
favorezcan el desarrollo integral de los trabajadores en general.
- La psicología, que se encarga de prevenir los daños a la salud causados por tareas
monótonas y repetitivas, y por la propia organización del trabajo cuando ésta no toma
en cuenta al trabajador como humano que es.
- La Administración del trabajo, disciplina clave para el buen funcionamiento de
cualquier centro de trabajo, ya que son su responsabilidad las políticas generales y la
organización del trabajo.

18
Resumiendo, se puede decir que el campo de acción comprende entre otros, ámbitos
como: las condiciones materiales del ejercicio del trabajo, esfuerzo, fatiga,
temperatura, ventilación, presencia de agentes contaminantes, el interés de la propia
tarea, monotonía el carácter competitivo de la tarea, las estimulaciones, la tensión y
cargas mentales, las oportunidades de aprender algo nuevo y adquirir una
calificación mayor, ser promocionado, duración de la jornada; grado de exposición a
los agentes contaminantes, el rolar turnos, grado de flexibilidad y carácter de los
supervisores y todo lo que se pueda concebir que corresponda al ambiente laboral.
3.4 Ventajas de la seguridad industrial
La implementación de programas de Seguridad e Higiene en los centros de trabajo
se justifica por el solo hecho de prevenir los riesgos laborales que puedan causar
daños al trabajador, ya que de ninguna manera debe considerarse humano él querer
obtener una máxima producción a costa de lesiones o muertes, mientras más
peligrosa es una operación, mayor debe ser el cuidado y las precauciones que se
observen al efectuarla; prevención de accidentes y producción eficiente van de la
mano; la producción es mayor y de mejor calidad cuando los accidentes son
prevenidos; un optimo resultado en seguridad resultara de la misma administración
efectiva que produce artículos de calidad, dentro de los límites de tiempo
establecidos.
El implementar y llevar a efecto programas de Seguridad e Higiene para lograr un
ambiente seguro en el área de trabajo y que los trabajadores trabajen seguramente y
con tranquilidad, es parte integral de la responsabilidad total de todos, ya que
haciendo conciencia a todos acarrearía beneficios.
Algunos beneficios como la reducción de los riesgos laborales automáticamente
disminuirá los costos de operación y aumentaría las ganancias (pues la aplicación
efectiva de los programas, el objetivo primordial es el de obtener ganancias).

19
-Controlar las observaciones y las causas de pérdidas de tiempo relacionadas con la
interrupción del trabajo efectivo;
-Aumentar el tiempo disponible para producir, evitando la repetición del accidente y
-Reducir el costo de las lesiones, incendios, daños a la propiedad, crea un mejor
ambiente laboral.
3.5 Repercusiones negativas de la falta de seguridad e higiene
Dentro de los efectos negativos que el trabajo puede tener para la salud del
trabajador, los accidentes son los indicadores inmediatos y más evidentes de las
malas condiciones del lugar de trabajo, y dada su gravedad, la lucha contra ellos es
el primer paso de toda actividad preventiva; Los altos costos que genera, no son las
únicas consecuencias negativas; el Seguro Social, no resucita a los muertos; no
puede devolver los órganos perdidos que cause una incapacidad laboral
permanente. Además los sufrimientos físicos y morales que padece el trabajador y su
familia, los riesgos, reducen temporalmente o definitivamente la posibilidad de
trabajar, es un freno para el desarrollo personal del individuo como ser
transformador, ya que lo priva total o parcialmente de poderse realizar como
miembro activo de la sociedad.
Las pérdidas son generalmente los costos directos y que son fácilmente
cuantificables, ya que involucran el costo de los equipos, edificios y materiales;
además existen los costos como: pago de indemnización, perdida de la producción,
del mercado, entrenar a personal de reemplazo, etc. En forma más general de los
costos indirectos podemos ejemplificar: sanciones, partes de repuesto obsoletas,
recuperación, labores de rescate, acciones correctivas, perdida de eficiencia, primas
de seguro, desmoralización, perdida de mercado, pérdida de imagen y prestigio.

20
3.6 Estudio y análisis de la seguridad industrial
3.6.1 Cadena del accidente.
-Accidente de trabajo: es la lesión orgánica o perturbación funcional inmediata o
posterior, o la muerte producida repentinamente en ejercicio o con motivo del trabajo.
-Incidente de trabajo: no existe lesión orgánica o perturbación funcional.
Entre las causas que dan origen al accidente existen dos que conducen a la
producción del mismo:
I.- Directas o próximas: dependen del ambiente de trabajo donde se realizo el
accidente y de las condiciones biológicas intrínsecas del propio accidentado. Existen
dos formas:
-Condiciones inseguras: son las causas que se derivan del medio en que los
trabajadores realizan sus labores, tales como materiales, maquinaria, etc. Y que
presenta un gran peligro de accidente.
-Actos inseguros: son las causas que dependen de las acciones del propio trabajador
y que pueden dar como resultado un accidente.
Los factores principales que pueden dar origen al acto inseguro son:
-La falta de capacitación y adiestramiento para el puesto de trabajo.
-La confianza excesiva.
II. - Indirectas o remotas: como ejemplo podemos pensar cuando una persona estiba
cajas, mismas que le caen al obrero, él es víctima inocente del riesgo que sufre.

21
3.6.2 Actos Inseguros:
Es la causa humana que actualiza la situación de riesgo para que se produzca el
accidente. Esta acción lleva aparejado el incumplimiento de un método o norma de
seguridad, explícita o implícita, que provoca dicho accidente.
Los actos inseguros más frecuentes:
• Llevar a cabo operaciones sin previo adiestramiento.
• Operar equipos sin autorización.
• Ejecutar el trabajo a velocidad no indicada.
• Bloquear o quitar dispositivos de seguridad.
• Limpiar, engrasar o reparar maquinaria cuando se encuentra en movimiento.
• Viajar sin autorización en vehículos o mecanismos.
• Transitar por áreas peligrosas.
• Sobrecargar plataformas, carros, montacargas, etc.
• Usar herramientas inadecuadas.
• Trabajar sin protección en lugares peligrosos.
• No usar el equipo de protección indicado.
• Hacer bromas en el sitio de trabajo.
Ahora bien una supervisión, como una actividad planeada, sirve para conocer
oportunamente los riesgos a que están expuestos los servidores públicos, antes de
que ocurra un accidente o una enfermedad de trabajo, que pueda provocar una
lesión o la pérdida de la salud del trabajador.

22
La supervisión debe hacerse de acuerdo con las necesidades, en forma periódica
(diaria, semanal o por lo menos mensual) y siguiendo una guía que contenga los
puntos por comprobar.
Las acciones inseguras recaen totalmente sobre la persona, y se define como
cualquier acción o falta de acción que puede ocasionar un accidente.
Una acción insegura tiene una explicación. La cual se describe como los factores
personales que lleva a la persona a cometer esa acción insegura.
Estos factores son:
Falta de conocimiento o de habilidad: Es producido por falta de
conocimientos o no ha practicado lo suficiente.
Las actitudes indebidas: Se producen cuando la persona trata de ahorrar
tiempo, evitar esfuerzos, evitar incomodidades y, en resumen, cuando la
actitud hacia su propia seguridad y la de los demás no es adecuada.
La incapacidad física o mental: Es producido cuando la persona sufre una
enfermedad o trastorno el cual lo incapacita para hacer una tarea específica.
• Operar cualquier equipo de trabajo sin la debida autorización.
• No llamar la atención ante actos o condiciones inseguras al resto de compañeros.
• Realizar tareas a un ritmo inadecuado.
• Poner fuera de servicio los dispositivos de seguridad.
• Usar equipos de trabajo defectuosos.
• Usar equipos de manera incorrecta.
• No usar los equipos de protección personal.
• Cargar o movilizar incorrectamente los materiales.

23
• Levantar cargas manualmente de forma incorrecta.
• Adoptar una posición incorrecta en el puesto de trabajo.
• Efectuar el mantenimiento de equipos y maquinaria en funcionamiento.
• Hacer bromas en el lugar de trabajo con las máquinas y herramientas.
• Trabajar bajo los efectos del alcohol y otras drogas.
De a cuerdo a Seguridad e Higiene Wordpress (2008), los actos inseguros “Son las
fallas, olvidos, errores u omisiones que hacen las personas al realizar un trabajo,
tarea o actividad y que pudieran ponerlas en riesgo de sufrir un accidente”.
Los actos inseguros ocasionan el 96% de los accidentes, algunos ejemplos:
Trabajar sin equipo de protección personal.
Permitir a la gente trabajar sin el epp.
Conectar un número interminable de aparatos electrónicos a un multicontactos.
Lanzar objetos a los compañeros.
Pasarse un alto/hablar por teléfono cuando vamos manejando/no utilizar el
cinturón de seguridad.
Derramar materiales/aceites en el piso y no limpiar.
Jugar o hacer bromas durante actividades laborales-
Falta de Prevención.
3.6.3 Condiciones inseguras
El mantener la seguridad en el trabajo es responsabilidad compartida tanto de las
autoridades como de los servidores públicos.
Ahora bien, el orden y la limpieza en la prevención de los riesgos de trabajo, son de
gran importancia, ya que la falta de los mismos en los centros laborales son las
causas de un gran número de accidentes, especialmente en:

24
Incendios, explosiones, contacto con corriente eléctrica; golpes por caídas,
resbalones y sobreesfuerzos.
Además, con el orden, la limpieza y la prevención de riesgos de trabajo, se obtiene
un ambiente más agradable para el desarrollo de las actividades laborales.
Las condiciones inseguras más frecuentes, son:
Estructuras o instalaciones de los edificios y locales deteriorados,
impropiamente diseñadas, construidas o instaladas.
Falta de medidas de prevención y protección contra incendios.
Instalaciones en la maquinaria o equipo impropiamente diseñadas,
construidas, armadas o en mal estado de mantenimiento.
Protección inadecuada, deficiente o inexistente en la maquinaria, en el equipo
o en las instalaciones.
Herramientas manuales, eléctricas, neumáticas y portátiles, defectuosas o
inadecuadas.
Equipo de protección personal defectuoso, inadecuado o faltante.
Falta de orden y limpieza.
Avisos o señales de seguridad e higiene insuficientes, faltantes o
inadecuadas.
Falta de protecciones y resguardos en las máquinas e instalaciones.
Protecciones y resguardos inadecuados.
Falta de sistema de aviso, de alarma, o de llamada de atención.
Falta de orden y limpieza en los lugares de trabajo.
Escasez de espacio para trabajar y almacenar materiales.
Almacenamiento incorrecto de materiales, apilamientos desordenados, bultos
depositados en los pasillos, amontonamientos que obstruyen las salidas de
emergencia, etc.
Niveles de ruido excesivos.
Iluminación inadecuada (falta de luz, lámparas que deslumbran)
Falta de señalización de puntos o zonas de peligro.

25
Existencia de materiales combustibles o inflamables, cerca de focos de calor.
Huecos, pozos, zanjas, sin proteger ni señalizar, que presentan riesgo de
caída.
Pisos en mal estado; irregulares, resbaladizos, desconchados.
Falta de barandillas y rodapiés en las plataformas y andamios.
Las condiciones inseguras recaen sobre las empresas o industrias, y se define como
cualquier condición del ambiente que puede contribuir a un accidente.
Tal como en las acciones inseguras existían factores personales que las hacían
aparecer, en las condiciones inseguras existen causas que las hacen aparecer.
Estos son:
Desgaste normal de equipos y materiales, debido al uso y tiempo que estos
llevan.
Uso inadecuado de herramientas
Diseño inadecuado de las instalaciones o equipos.
Mantenimiento inadecuado de las instalaciones o equipos
Normas inadecuadas de trabajo
Para que la Prevención de los riegos sea efectiva referente a las acciones y
condiciones inseguras, es imprescindible que ataquemos estas causas.
3.6.4 Clasificación del accidente.
3.6.4.1 Clasificacion de los accidentes de trabajo según la forma del accidente:
* Caída de personas.
* Caída de objetos.
* Pisado de objetos.
* Aprisionamiento entre objetos.
* Esfuerzos excesivos.
* Exposición de temperaturas extremas.
* Exposición a la corriente eléctrica.

26
* Exposición a sustancias nocivas.
3.6.4.2 Clasificación de los accidentes de trabajo según el agente material.
* Máquinas.
* Medios de transporte y elevación.
* Otros aparatos y equipos.
* Materiales sustancias y radiaciones.
* Ambiente de trabajo.
3.6.4.3 Clasificación de los accidentes de trabajo según la ubicación de la
lesión.
* Cabeza y cuello
* Tronco
* Miembro superior e inferior
* Ubicaciones múltiples
* Lesiones generales
3.6.5 Prevención de accidentes Existe un mejor desempeño cuando las metas están definidas específicamente y no
cuando se ha quedado sin definir.
Con la capacitación se puede prevenir de sugerencias, del análisis de los accidentes
y de la revisión de riesgos de seguridad, al solicitar sugerencias sobre seguridad los
supervisores y empleados es posible reparar la eficiencia de los objetivos.
El adiestramiento de la seguridad supone dos fases:
1. El obrero debe aprender a comportarse y efectuar su trabajo de un modo más
seguro.
2. Debe ser estimulado a poner en práctica sus conocimientos.
Una técnica para fomentar la seguridad es:

27
- Realizar concursos basados en el espíritu de competencia.
- Entregar distinciones por haber cursado alguna materia de seguridad.
- Proponer metas de los días trabajados sin accidentes.
- Motivar a la participación de todas las personas.
- Informar de casos reales.
- Realizar ceremonias y festejos de seguridad en donde se haga resaltar la
importancia de seguridad.
3.6.6 Equipos de protección personal (EPP)
Entre el equipo protector necesario para disminuir los riesgos se encuentran en la fig.
5:
NOMBRE DEL EPP PARTE DEL CUERPO QUE
PROTEGE
IMAGEN
Casco de seguridad cabeza
Gafas de seguridad Parte del rostro y ojos
Tapones auditivos y/u
orejeras
Oídos

28
Mascarillas
convencionales y con
filtros
Vías respiratorias, nariz y
pulmones
Zapatos de seguridad Pies
Ropa de seguridad Brazos, tronco y piernas
Guantes de seguridad Manos
Fig. 5 Equipo de protección personal básico que recomienda la seguridad industrial.
3.6.7 Motivación de los trabajadores para el uso de protección personal.
Se debe llevar a cabo una campaña refiriéndose los beneficios del uso del equipo en
casos reales en los que su uso ha prevenido las lesiones. Si el equipo ha sido
seleccionado adecuadamente y su beneficio ha sido comunicado en forma clara al
personal, la etapa del rechazo será muy corta.

29
3.6.8 Agentes contaminantes en la industria
De acuerdo a la diversidad de propiedades, estos presentan una gran variedad de
posibles riesgos a la salud de los trabajadores, si entran en contacto directo con el
organismo.
Dependiendo del material de que se trate y su forma de entrada al organismo será el
daño que causen, pudiendo ser este de efecto inmediato o por varios años dando
como resultado daños irreversibles.
Para determinar el daño que se produce, se utilizan diferentes criterios.
* Tipo de agente.
* Vía de entrada.
* Tiempo de exposición.
* Grado de concentración de los agentes contaminantes.
Los agentes contaminantes se clasifican en:
Agentes físicos:
* Ruido.
* Radiaciones ionizantes (ultravioleta, infrarrojos, láser, radio, etc.)
* Vibraciones.
* Ventilación.
* Iluminación.
* Presión.
* Temperatura.
Agentes químicos.
* Nieblas.
* Humos.
* Vapores.

30
* Gases.
* Polvos.
Agentes biológicos:
* Bacterias
* Hongos
* Insectos
Agentes ergonómicos.
* Mal diseño
* Operaciones inadecuadas
* Condiciones inadecuadas
* Relaciones laborales inadecuadas
Vías de entrada del agente contaminante al organismo.
Auditividad: ruido alto y bajo, golpeteo, vibraciones.
Visual: poca iluminación, radiaciones, temperatura y brillantes.
Respiratoria: Polvos, gases, humos, vapores, neblinas.
Digestivas: cosas que se toman o beben antihigiénicas.
Cutáneas: Agentes que irritan la piel
Medidas de detección de agentes contaminantes
-En el medio ambiente laboral:
La medición y detección de los contaminantes, algunos fabricantes han puesto a
disposición del comercio instrumentos que permiten la detección y la evaluación de
concentraciones de algunos contaminantes. Estos instrumentos detectan en una
zona determinada cuando los agentes exceden los niveles de contaminación,
activando una alarma.
-En el organismo:

31
Lo más importante para la detección son los exámenes médicos físicos periódicos. Él
medico que los realiza trata de evaluar los antecedentes familiares que tenga el
trabajador. Por otro lado la medicina del trabajo o la higiene industrial deben
investigar el medio ambiente para poder detectar las enfermedades de trabajo.
3.7 Técnicas de identificación de peligros
3.7.1 Análisis preliminar de peligros
De acuerdo a Pérez Marín (2010), este análisis es una técnica analítica para la
identificación de peligros que toma como base las fuentes potenciales de eventos
peligrosos, tal como: hidrocarburos a alta presión, altas temperaturas, alta velocidad
de equipo rotatorio, explosividad, reactividad, toxicidad, inflamabilidad, etc.
Esta técnica tiene su potencial de uso en etapas tempranas de un proyecto, esto es,
en ingeniería conceptual, ya que no requiere de información detallada del diseño.
Permite identificar posibles peligros en la etapa inicial del diseño de un proceso
asistiendo de esta forma en la mejor selección de arreglo de instalaciones y equipo.
3.7.1.1 Ventajas:
Identificar peligros potenciales en una etapa en la que pueden corregirse a un
costo e interrupciones mínimas, de tal forma que los peligros pueden ser
eliminados, minimizados o controlados desde el principio.
Ayuda a identificar procedimientos operativos no evidentes, para una situación
en particular.
3.7.1.2 Procedimiento:
1. Seleccionar un subsistema o área del proceso
2. Identificar peligros potenciales
3. Evaluar las causas posibles

32
4. Describir los efectos potenciales asociados al peligro
5. Asignar una categoría de peligro para cada situación de accidente, basado en
sus causas y efectos.
6. Sugerir medidas de corrección o mitigación de peligros.
7. Continuar con la siguiente causa, paso 3
8. Continuar con el siguiente peligro, paso 2
9. Continuar con el siguiente subsistema, paso 1
3.7.1.3 Preparación:
La información necesaria para el desarrollo es:
-Diseño conceptual del sistema o proceso, descripción conceptual, materiales,
reacciones básicas, parámetros de proceso, equipo principal.
-Objetivos de producción y requerimientos de desempeño.
-Documentación de otros proceso similares o que contengan equipo y materiales
similares.
-Información de experiencias anteriores como pueden ser estudios de riesgo,
procedimientos y registros operativos de sistemas similares, listas de verificaciones
genéricas o específicas.
3.7.1.4 Consideraciones de análisis
Condiciones y materiales involucrados: combustibles, sustancias altamente reactivas,
tóxicas, explosivas, sistemas de alta presión, de temperaturas extremas.
-Interacción entre materiales, mecanismos de iniciación y propagación de fuego y
explosión, sistemas de prevención (ESD) y mitigación (F&G).

33
-Impacto de los factores ambientales, vibración, humedad, temperaturas extremas,
descargas electrostáticas, etc.
-Factores humanos, funciones operativas, accesibilidad y equipo de protección.
-Identificar líneas y equipos que manejen materiales peligrosos corrosivos, reactivos,
explosivos, tóxicos, inflamables o biológicos, así como condiciones que puedan crear
un peligro, ej. Temperatura superior a la de ignición.
-Evaluar los sistemas de control para las áreas de peligro identificadas.
-Ubicar los equipos que manejan materiales peligrosos para localizar zonas de riesgo
y en base a ello evaluar la distribución de equipo.
-Diferenciar rutas de los diferentes drenajes para definir y clasificar áreas de riesgo.
-Evaluar la clasificación de áreas en base a las propiedades de los materiales
manejados.
En la figura 6 se muestra el formato utilizado por este método de identificación de
peligros.
Fig. 6 Formato para el análisis preliminar de peligros.

34
3.7.2 lista de verificaciones
Según Pérez Marín (2010), Una Lista de Verificación emplea un listado de conceptos
o procedimientos secuenciales para identificar peligros potenciales y deficiencias en
el diseño que puedan conducir a accidentes potenciales. Su mejor aplicación es en la
evaluación de un diseño específico con el cual la industria tiene una mayor
experiencia o como complemento de alguna otra técnica de identificación como
What-If.
El uso de esta técnica asegura que un proceso cuente con la seguridad intrínseca
mínima establecida en los estándares y prácticas recomendadas e identifica
situaciones que requieren un análisis más detallado.
La aplicación única de esta técnica requiere el uso de listas de verificación diseñadas
específicamente para una compañía, proceso, sistema o equipo, por un grupo de
expertos en el tema.
Las Listas de Verificación surgen a partir de la extensa experiencia vertida en
estándares por parte de fabricantes, firmas de ingeniería, asociaciones y agencias.
Con base a estos estándares se originan las Listas de Verificación con el objetivo de
comparar lo que “es” contra lo que “debiera”, es decir, se analizan los materiales de
construcción, instalaciones, equipos, o sistemas, con los requerimientos de normas,
códigos, estándares o prácticas recomendadas establecidos por la experiencia
(ANSI, ASTM, NFPA, API, etc.)
En su ejecución se debe definir el estándar o tópico a cubrir para la instalación bajo
estudio. Su aplicación es óptima en procesos o sistemas bien conocidos, también se
emplean como complemento de otras técnicas de identificación como What-If?
Es útil en auditorias de seguridad de la ingeniería, construcción, pruebas, arranque,
sistemas de protección, mantenimiento e instalaciones de almacenamiento.

35
3.7.2.1 Procedimiento de aplicación
1. Selección del área de la planta a revisar
2. Selección de una Lista de Verificación
3. Solución a la lista de verificación
4. Revisión de resultados
5. Registro de las desviaciones y recomendaciones
6. Repetir 2 a 5 para todas las Listas de Verificación
7. Repetir 1 a 6 para todos los Equipos e Instalaciones del Área
8. Resumir todas las desviaciones identificadas y recomendaciones pertinentes
3.7.2.2 Consideraciones de análisis
En instalaciones existentes se deben hacer recorridos, inspecciones visuales y
entrevistas con el personal de las instalaciones para comparar los sistemas y
actividades operativas con las listas de verificación. En base a esta información y a la
documentación existente de las instalaciones se responde la lista de verificación,
registrando las deficiencias encontradas.
Se conjuntan los registros de todas las desviaciones identificadas de las cuales se
generará un reporte de recomendaciones con las explicaciones apropiadas, mismas
que servirán para generar el Plan de Acción correspondiente.
En el caso de proyectos nuevos el análisis consistirá en la revisión de la información
de ingeniería contra las listas de verificación, discusión de desviaciones y acciones
requeridas.
En la figura 7 se muestra un ejemplo de lista de verificación de un separador de
prueba.

36
Fig. 7 Ejemplo de lista de verificación.
En la figura 8 se muestra la lista de resultados obtenida del ejemplo de las listas de
verificación mostradas anteriormente.

37
Fig. 8 Lista de resultados.
3.7.3 Análisis “what if?” Análisis de un proceso para identificar y evaluar qué puede estar mal, mediante la
resolución a preguntas generadas por un grupo de expertos y por check list
apropiados. Identifica protecciones contra eventos, estima el riesgo contenido y
sugiere las mejoras que sean necesarias.

38
3.7.3.1 terminología usada en what if?
Intención del Diseño Propósito y función de la sección analizada
Preguntas Retos a la intención de diseño, formulados con la
frase “Que pasa si …”
Consecuencia Descripción de los efectos potenciales, asumiendo que las
salvaguardas fallan
Salvaguardas Medios o mecanismos existentes por los cuales las
consecuencias o las causas pudieran evitarse
Recomendaciones Sugerencias para añadir o mejorar salvaguardas
3.7.3.2 preguntas típicas
¿Qué pasa si Un componente específico falla en una
condición específica?
¿Qué pasa si Un parámetro de proceso específico (presión,
flujo, nivel) es anormal?
¿Qué pasa si Una acción específica de operación o
mantenimiento se efectúa incorrectamente?
¿Qué pasa si Un evento o condición externa ocurre?

39
3.7.3.3 como funciona “el what if?”
A continuación en la fig. 9 se muestra en forma de diagrama el funcionamiento del
método de identificación de peligros “what if?”.
SI
NO
Fig. 9 Diagrama de funcionamiento del método “what if?”.
SELECCIONAR UNA SECCIÓN DEL PROCESO
¿CUAL ES LA INTENCIÓN DE DISEÑO DE LA
SECCIÓN? REPETIR PARA TODAS LAS SECCIONES DE
INTERÉS
PROMOVER PREGUNTAS WHAT - IF
REPETIR PARA TODAS LAS POSIBLES
PREGUNTAS
COMPLEMENTAR PREGUNTAS WHAT-IF
MEDIANTE UN CHECK LIST ¿QUÉ DEBEMOS RECOMENDAR PARA REDUCIR
EL RIESGO?
¿EXISTEN CONSECUENCIAS DE INTERÉS? ¿CUÁLES SON ESTAS?
¿QUÉ EVITA QUE ESTO OCURRA O LO HACE
MENOS SEVERO?
¿LAS SALVAGUARDAS EXISTENTES SON
ADECUADAS Y SUFICIENTES?

40
3.7.3.4 Consecuencias de interés
Daños al personal
Impacto ambiental
Pérdida de producción
Daños a la instalación
3.7.3.5 tipos de recomendaciones de “un what if?”
-Adicionar nuevas salvaguardas
-Mejorar las salvaguardas existentes
-Documentar la necesidad de mayor información
-Evaluar el problema con más detalle
3.7.3.6 Formato para análisis “¿qué pasa si?”
En la fig. 10 se muestra el formato propuesto por el método “¿Qué pasa si?” para la
identificación de peligros.
Fig. 10 formato propuesto por el método “what if?”
3.7.3.7 Organización de un equipo “what if”
La organización de un equipo “que pasa si” debe de estar conformado de un líder, un
secretario y por los demás participantes que van a estar involucrados en la aplicación
de esta técnica de identificación de peligros, a continuación se menciona las
acciones que deben de hacer los participantes:

41
-Líder: Organiza y conduce las sesiones de Wh-If
-Secretario: Documentar las sesiones de Wh-If y ayuda al Líder
-Los demás miembros del equipo: Describir cómo funciona o debe funcionar el
sistema, Identificar consecuencias y salvaguardas, e Identificar debilidades y sugerir
mejoras.
3.7.3.8 Responsabilidades de los miembros del equipo
-Escuchar
-Discutir un tópico a la vez
-Contribuir con su experiencia
-No adivinar
-Respetar los puntos de vista de otros
3.7.4 ANÁLISIS HAZOP
De a cuerdo a Crawley (2008), la técnica Hazop tuvo sus comienzos en la división
“Mond de la Ici” en la década de los 60’s, se extendió por toda la Ici, luego se
esparció por otras partes de las industrias de proceso tanto en el Reino Unido como
europeas, en menor grado, por el resto del mundo industrializado.
3.7.4.1 “Hazard and Operability Studies” (Estudio de Peligros y Operatividad)
Es una metodología formal de análisis sistemático y crítico al proceso y a los
propósitos del diseño de las instalaciones nuevas o existentes, para valorar el
potencial de los peligros de mal funcionamiento o mala operación de los diferentes
equipos y de sus consecuencias a la planta.

42
3.7.4.2 Objetivos de un estudio Hazop
1. identificación de peligros: Identifica características de los materiales de la planta,
proceso, equipo o procedimientos, que puedan representar accidentes potenciales.
2. identificación de problemas de operatividad: Identifica problemas potenciales
operativos los cuales podrían ocasionar que se falle en alcanzar la productividad y
metas del diseño. Estos problemas de operatividad pueden o no ser peligrosos.
3.7.4.3 Objetivo de la metodología
Estimular la imaginación de un equipo multidisciplinario en forma sistemática para
encontrar “desviaciones” utilizando ciertas “palabras clave” que, al ser analizadas por
un grupo de trabajo, permiten una búsqueda sistemática de los peligros no evidentes
en los procesos.
3.7.4.4 ¿Qué es un Hazop?
-Análisis de un proceso para identificar y evaluar qué puede estar mal
-Identificación de protecciones contra estos eventos.
-Estimar el riesgo contenido.
-Sugerir las mejoras que sean necesarias.
3.7.4.5 terminología usada en Hazop
Intención del Diseño
Propósito y función de la sección analizada
Desviación Alejamiento de la intención de diseño
Consecuencia Resultado de la desviación
Causas Modos en que la desviación puede ocurrir
Salvaguardas Medios o mecanismos existentes por los cuales las consecuencias o las causas pudieran evitarse
Recomendaciones Sugerencias para añadir o mejorar salvaguardas

43
3.7.4.6 Significado de palabras guía
Mayor (Más, Alto) Incremento cuantitativo
Menor (Menos, Bajo) Decremento cuantitativo
No Negación de la intención de diseño
Así como también Incremento cualitativo
Parte de Decremento cualitativo
Inverso Opuesto a la intención
Otro Sustitución completa
3.7.4.7 Etapas para realizar un estudio Hazop
1.-Definición de Objetivos y Alcance.
2.-Selección del Grupo de Trabajo.
3.-Preparación Previa para el Análisis.
4.-Ejecución del Análisis.
5.-Registro de Resultados.
6.-Seguimiento.
3.7.4.8 Información requerida
1.-Diagrama de Flujo de Proceso.
2.-Balance de Materia y Energía.
3.-Diagrama de Tubería e Instrumentación.
4.-Plano de Localización General.
5.-Hojas de Datos de Equipo de Proceso.
6.-Manual de Operación.
7.-Procedimientos de Trabajo.
8.-Procedimientos de Seguridad.
3.7.4.9 Pasos a seguir
1er.paso: seleccionar un nodo de estudio.
2do.paso: describir la intención del diseño del proceso que incluye al nodo de
estudio.

44
3er.paso: determinar la posible desviación de la intención de diseño. Esto realizado
por medio de la combinación de “palabras guía” y de “parámetros”. Estos parámetros
incluyen condiciones de operación del proceso, actividades y substancias.
4to. Paso: determinar las causas de las desviaciones.
5to. Paso: determinar las consecuencias de las desviaciones.
6to. Paso: determinar la respuesta o salvaguarda del proceso que es esperada u
ocurrir si la desviación sucede.
7mo. Paso: determinar la “acción sugerida” o recomendación para ayudar a prevenir
una participación causa o mitigar una particular consecuencia.
3.7.4.10 Como funciona Hazop
En la fig. 11 se muestra el diagrama utilizado en el funcionamiento del método de
identificación de peligros Hazop.
Fig. 11 Diagrama de funcionamiento de la técnica Hazop.
SELECCIONAR UN NODO DE ANÁLISIS
¿CUAL ES LA INTENCIÓN DE DISEÑO DEL NODO?
REPETIR PARA TODAS LOS PARÁMETROS DE INTERÉS SELECCIONAR UN PARÁMETRO DE PROCESO
REPETIR PARA TODAS LAS POSIBLES PREGUNTAS ¿CUAL ES UNA POSIBLE DESVIACIÓN DE ESTE PARÁMETRO?
¿QUÉ DEBEMOS RECOMENDAR PARA REDUCIR EL RIESGO? ¿EXISTEN CONSECUENCIAS DE INTERÉS?
¿QUÉ EVITA QUE ESTO OCURRA O LO HACE MENOS SEVERO?
¿LAS SALVAGUARDAS EXISTENTES SON ADECUADAS Y SUFICIENTES? ¿CUALES SON LAS CAUSAS PARA QUE ESTO SUCEDA?
REPETIR PARA TODAS LOS NODOS DE ANÁLISIS

45
3.7.4.11 Formato para análisis Hazop
En la figura 12 se muestra el formato propuesto por el método de identificación de
peligros Hazop.
Fig. 12 Formato para el método Hazop
3.7.4.12 consecuencias de interés
-Daños al personal
-Impacto ambiental
-Pérdida de producción
-Daños a la instalación
3.7.4.13 tipos de recomendaciones de un Hazop
-Adicionar nuevas salvaguardas
-Mejorar las salvaguardas existentes
-Documentar la necesidad de mayor información
-Evaluar el problema con más detalle
3.7.4.14 organización de un equipo Hazop
-Líder: Organiza y conduce las sesiones de HAZOP.
-Secretario: Documentar las sesiones de HAZOP y ayuda al Líder.

46
-Los demás miembros del equipo: Describir cómo funciona o debe funcionar el
sistema, Identificar consecuencias, causas y salvaguardas e Identificar debilidades y
sugerir mejoras.
3.7.4.15 responsabilidades de los miembros del equipo
-Escuchar
-Discutir un tópico a la vez
-Contribuir con su experiencia
-No adivinar
-Respetar los puntos de vista de otros
3.7.4.16 puntos a considerar en la planeación de un estudio hazop
1.-Disponibilidad de tiempo
2.-Estimación adecuada del tiempo requerido para el estudio
3.-Disponibilidad de los participantes
4.-Compromiso de los directivos
5.-Disponibilidad de la información requerida
6.-Definición del tipo y estilo del reporte (hoja de trabajo)
7.-Seguimiento adecuado de las acciones anotadas
8.-Fecha requerida del reporte final
3.8 EVALUACIÓN DE RIESGOS Visto los métodos de identificación de peligros, ahora procederemos al tema de la
evaluación de riesgos, ya que este tema es de suma importancia en el presente
proyecto.
Para la evaluación de riesgos se utilizara el método de “análisis previo de riesgo
(APR)”, tomándolo como base para apoyo y conociéndolo a fondo para su aplicación
en este proyecto de “identificación de peligros y evaluación de riesgos en el área de
molienda y concentración” y veremos también que hay algunos riesgos que
dependiendo su grado de criticidad se utilizara el “análisis de seguridad de la tarea

47
(AST)” el cual nos servirá para ver más a fondo las actividades a realizar sus
respectivos riesgos y que medidas preventivas se deben de tomar.
3.8.1 definición de análisis previo de riesgo (APR)
Es una herramienta que permite identificar y evaluar los peligros, definir los riesgos y
las medidas de control de los mismos. Su elaboración es obligatoria y deberá
elaborarse en el lugar donde se van a realizar los trabajos.
Algunas abreviaturas que se utilizan son:
-APR: Análisis Previo de Riesgos.
-MOT: Método Operativo de Trabajo.
-OT: Orden de Trabajo.
-PE: Permiso de Estancia.
3.8.2 Objetivo
Establecer la metodología para la elaboración del Análisis Previo de Riesgos (APR)
3.8.3 Alcance
El APR deberá elaborarse previo al inicio de todos los trabajos a realizar por personal
de Peña Colorada y/o de Contratistas en los siguientes casos:
-Todos los trabajos no repetitivos.
-Los repetitivos que no tenga elaborado MOT u OT, ya sean de operación o de
mantenimiento.
-Si existe MOT u OT se elaborará APR cuando hayan cambiado las condiciones de
trabajos o haya interferencias con otros trabajos.

48
3.8.4 ¿En qué tareas debe hacerse un APR?
-El APR debe elaborarse en forma escrita en el formato oficial antes de iniciar
cualquier trabajo.
-En la elaboración del APR deben de participar todas las personas que intervienen
en el trabajo, ya sean de Peña Colorada o Contratistas.
-Todos los APR deberán estar firmados por:
• El responsable del trabajo.
• Personal que realizará el trabajo.
3.8.5 Responsabilidades
Del área solicitante del trabajo:
-Asegurar que se elabore el APR para cada trabajo.
-Suministrar los medios para la ejecución de las medidas preventivas que lo
requieran.
Del personal que realiza el trabajo:
-Elaborar el APR del mismo.
-Difundir y obtener las firmas de enterados del contenido del APR
-Mantener visible en el lugar de trabajo el APR elaborado.
-Cumplir las medidas de control definidas en el APR.
Del área de Seguridad e Higiene:
-Apoyar en la capacitación para la elaboración del APR
-Auditar el cumplimiento de este procedimiento
-Mantener actualizado este procedimiento.

49
3.8.6 Instrucciones para elaboración de APR
-Se deberán reunir todas las personas que ejecutarán el trabajo en el lugar donde se
realizara este para su llenado.
-Asegurar que todos los trabajadores conozcan a detalle el alcance de las
actividades a realizar y definir la secuencia lógica de la tarea a realizar.
-Leer atentamente cada punto y marcar en la celda Si o No según corresponda.
-Cada punto del APR hace referencia a un peligro. Si aplica, deberá escribir los
riesgos y las medidas de control.
3.8.7 Riesgos que contempla el APR
1 - Condiciones para la tarea.
2 - Riesgos del área.
3 - Condiciones meteorológicas.
4 - Accesos.
5 - Bloqueos.
6 - Interferencias y superposición.
7 - Atmosfera de trabajo.
8 - Incendio y explosión.
9 - Caída de objetos.
10 - Caída de personas.
11 - Riesgos eléctricos.
12 - Contacto con objetos.
13 - Sustancias peligrosas.
14 - Protecciones especiales.
15 - Elementos de protección personal.
16 - Otros riesgos.
3.8.8 Explicación de riesgos que contempla APR
A continuación se explicará punto a punto cada una de las cuestiones que contempla
el análisis previo de riesgo, esto para su correcta aplicación.

50
Condiciones para el trabajo ¿se cuenta con personal, recursos y área
adecuados para ejecutar el trabajo?
Si su respuesta es NO, indique porque:
Explicación: Por razones atribuibles a las personas o a la empresa puede que no
estén dadas las condiciones de seguridad para realizar el trabajo. Entre otros: La
falta de recursos, el desconocimiento de los alcances y detalles y personal no apto
para realizarlo, pueden no estar acorde a las necesidades del trabajo. Señale cuales
son estas razones y corríjalas antes de iniciar el trabajo.
Aspectos a considerar:
-Disponibilidad de higiénicos para necesidades básicas (baños, agua potable,
comedores, etc.).
-Suministro de materiales necesarios para el trabajo.
-Suministro de herramientas y equipos adecuados.
-Exámenes médicos en trabajos especiales: trabajos en altura, espacios confinados,
operadores de grúas, etc.
-Habilidades y destrezas para el trabajo.
-Certificación para trabajos especializados.
-Inducción del personal en los riesgos del trabajo.
-Acordonamiento y señalización.
-Asistencia técnica de Seguridad.
-Equipos de comunicación.
-Auxilio médico y de rescate.
-Existencia de Extintores.
-Acondicionamiento previo del área.
-Higiene Industrial: Iluminación, ruido, ventilación, temperaturas
Riesgos del área ¿Conoce los riesgos del lugar donde va a realizar el trabajo?
No confunda con los riesgos del trabajo a realizar Menciónelos.

51
Solicítele al responsable del área de molienda y concentración los riesgos del área
donde va a realizar el trabajo. Agregue aquellos adicionales que usted pueda
identificar. Los riesgos del área son independientes de los riesgos del trabajo y se
refieren a:
-Electricidad.
-Radiaciones.
-Vibraciones.
-Ruido.
-Calor.
-Polvos, gases y vapores
-Circulación de vehículos.
-Fosas, tanques, piletas, plataformas abiertas o sin protección.
-Superficie de tránsito resbaladiza o irregular.
-Cargas suspendidas.
-Equipos en movimiento.
-Proyección de partículas.
Condiciones meteorológicas ¿Existen condiciones que pudieran afectar la
realización del trabajo? (lluvia, viento, tormentas eléctricas etc.)
Observaciones / Medidas a tomar:
Las condiciones meteorológicas suelen ser determinantes al realizar el trabajo, sobre
todo si se efectúa a la intemperie. Tenga en cuenta que la lluvia, viento, tormentas
eléctricas, etc. En la figura 13 se pueden apreciar cuales pueden ser las condiciones
de riesgo para realizar algunos trabajos.

52
Condiciones meteorológicas
(Trabajos exteriores)
Medidas a tomar
Lluvia Toldos, techos, ropa impermeable,
herramientas eléctricas protegidas (evitar
trabajos estando mojado), cerramientos, evitar
trabajos en altura etc.
Viento Barreras, aseguramiento de andamios grúas,
personas, etc.
Tormenta eléctrica resguardarse
Relacionadas a la visibilidad Procurar medios de iluminación u otros para
atacar la fuente que impide la visibilidad.
Fig. 13 Condiciones meteorológicas y medidas a tomar.
Accesos ¿Tiene definido como y por donde llegar y salir al lugar del trabajo así
como el acceso a los equipos o instalaciones a intervenir?
Tenga en cuenta que debe transitar por las áreas y acceder a los equipos e
instalaciones por lugares seguros y señalizados. Mantenga despejados los accesos.
No transite por lugares no permitidos. Evite Atajos.
Si para acceder al lugar de trabajo no existen sendas o caminos normalizados y
debidamente señalizados, solicite al responsable por Ternium del trabajo asignado
que le indique cómo y por donde acceder. Dadas las particularidades del área, en el
APR no solo es importante señalar cómo y por donde acceder sino que a veces es
más importante señalar por donde no acceder.
En tareas de montaje y desmontaje procure instalar accesos seguros:
-Señalización de sendas y accesos.
-Señalización de pasos prohibidos.

53
-Señalizar rutas de evacuación.
Bloqueos de fuentes de energía ¿Están considerados todos los bloqueos de
fuentes de energía necesarios para realizar el trabajo?
Menciónelos, solicite y asegure su aplicación.
Indíquelo, identifíquelo con tarjeta de libranza y asegure su ejecución antes de
realizar el trabajo. Es muy importante asegurarse que el responsable del bloqueo por
eléctricos de Peña Colorada lo haya hecho y asegúrese de tener todos los talones de
las tarjetas de bloqueos señalados. (Por implementar Sistema de Bloqueo con tarjeta
de libranza con talón adjunto)
Bloqueo efectivo:
- Asegurar la posición de bloqueo deseado
- Colocar tarjeta de bloqueo
- Liberar energía o fluidos residuales
- Verificar ausencia de energía o fluido: Solicitar prueba de arranque, mediciones, y
la colocación de trabas mecánicas, candados o placa ciega.
Interferencias y superposiciones ¿Tiene Interferencia o superposición con
otros trabajos y/o equipos al mismo o distinto nivel? Mencioné cuales son y qué
Medidas de Control de Riesgos tomara.
La probabilidad de interferencias o superposición con otras tareas y/o equipos al
mismo o distinto nivel, es altamente probable si consideramos la diversidad de tareas
y complejidad de procesos operativos.

54
En este caso no solo hay que tener en cuenta las interferencias con las instalaciones
y equipos del Área, sino además con otros grupos de personas ejecutando otros
trabajos. Agregue aquellas interferencias que sea capaz de detectar y a continuación
indique que va a hacer al respecto para controlar el riesgo.
Ejemplo:
Riesgo: Interferencia con Grúa Puente. Medida de Control: No invadir campos de
acción sin el consentimiento del operador de la grúa, señalizar adecuadamente,
designar vigías, etc.
Interferencias/superposición
- Coordinar actividades con otros intervinientes
- Bloquear efectivamente
- Instalar barreras, vallas
- señalizar
- Colocar alarmas visuales, sonoras, etc.
- Designar vigías o personal que coordine seguridad en las actividades
- Colocar protecciones, techos en superposiciones de trabajos verticales
Atmosfera de trabajo ¿Hay riesgo de asfixia, intoxicación o explosión en el
área de trabajo?
Hay que recordar que NO se debe ingresar a Espacios Confinados sin una
Habilitación y Permiso previo, ni permanecer en áreas potencialmente tóxicas sin las
Medidas que garanticen que están dadas las condiciones seguras de trabajo.
Mencione las medidas de control de riesgos que tomará.

55
Se debe considerar la probabilidad que existe o pueden ser accidentalmente
liberados agentes tóxicos, asfixiantes o explosivos y que hay lugares confinados
como sótanos, cámaras subterráneas, etc. En las cuales el aire no es respirable.
Además el trabajo a realizar o alguno de los elementos que se utilicen pueden dar
lugar a este tipo de riesgos. Si no conoce los riesgos de la atmósfera de trabajo y/o
no es capaz de identificarlos solicítelos al responsable del trabajo de Ternium Hylsa.
Señale los riesgos e indique que va a hacer al respecto para controlarlos.
Aspectos a considerar:
- Identificar el agente de riesgo presente: Gases, vapores inflamables, deficiencia o
exceso de oxigeno (puede provocar perdida del conocimiento, dolor de cabeza,
mareos y riesgo de explosión), etc.
- Bloquear efectivamente el equipo donde va a intervenir.
- Ventilar, airear.
- Utilizar Elementos de Protección Personal específica.
- Solicitar medición antes de ingresar y/o medir permanentemente cuando sea
necesario.
- Limpiar profundamente eliminando materiales combustibles o que puedan
reaccionar por calor o mecánicamente. En espacios confinados considerar medios y
vías de escape y rescatistas.
Incendio y explosión ¿Puede el trabajo que va a realizar (soldar, oxicorte,
esmerilar, etc.) generar chispas u otras fuentes de ignición que originen el incendio o
explosión.

56
Mencioné que Medidas de Control de Riesgos tomara y RECUERDE que NO debe
realizar ninguna tarea en caliente sobre equipos o instalaciones sin habilitar
previamente el área (retirar material combustible, si no se puede, cubrirlo con mantas
o placas, etc.), y Permiso previo por escrito por el responsable del área.
Solo se podrán utilizar herramientas que puedan generar chispas (esmeril, impacto
con herramientas de acero), arco eléctrico (herramientas eléctricas), otras fuentes de
ignición presentes en equipos de medición y comunicación (celulares ), llama abierta
(soplete), si se implementan condiciones de seguridad que eviten riesgos de
explosión o incendio.
Cualquier intervención sobre equipos o instalaciones de gases o líquidos
comburentes, combustibles o explosivos, requieren de un Permiso, Habilitación
previa y el control de explosividad.
Aspectos a considerar:
-Asegurar que no haya materiales combustibles al alcance de cualquier fuente de
ignición (radio de 11 metros en tareas de soldadura).
- Asegurar existencia de extintores
- Si no se puede retirar dicho material, cubrirlo con mantas o placas ignífugas,
humedecerlo o mojarlo. Cuando se trate de chispas, partículas incandescentes o
sustancias corrosivas o irritantes, téngase en cuenta que sean contenidas por algún
elemento que además no sea atacado por la acción química o física.
- En atmósferas con riesgo de explosión, utilizar equipos antiexplosivos y
herramientas anti chispas.
Caída de objetos ¿Hay riesgo de caída de objetos por carga suspendida,
condición inestable, o proyección de objetos, etc.)? Mencioné que Medidas de
Control de Riesgos tomará.

57
Los objetos tales como herramientas, equipos, refacciones, u otros materiales
deberán asegurarse o estar contenidos para evitar que se caigan y de ser necesario
se debe delimitar el área de trabajo circundante con riesgo de caída.
Evite que la carga se caiga y que alguien esté expuesto:
- No deje herramientas o piezas inestables, mal apoyadas o mal aseguradas, de
modo tal que puedan caer en forma accidental sobre alguna persona desde alguna
plataforma elevada. Téngase en cuenta que algunos pisos de plataformas suelen
estar conformados por tramos de rejillas, por las cuales pueden caer herramientas o
piezas tales como tornillos, barrotes, varillas, barras, etc.
- Prevea la colocación de algún elemento que pueda ser capaz de contener la caída
de elementos.
- Solo utilice portaherramientas autorizados para el traslado de herramientas
- Cuando ingrese a lugares con movimiento de cargas suspendidas observe la
ubicación de las grúas y su movimiento. Nunca transite bajo cargas suspendidas y
respete el aviso que le haga el operador de la grúa. Asegúrese que el operador lo
haya visto si va a trabajar próximo a la operación de la grúa. Recuerde que usted es
responsable de su integridad física, no delegue en el operador su propia
responsabilidad.
- Antes de utilizar equipos de izaje de carga revise el perfecto estado y respete la
capacidad de cada elemento: cuadernal o malacate, eslingas, ganchos, seguro de
gancho, cables de izaje, etc.
- Las plataformas y andamios de trabajo deben tener rodapié para evitar la caída de
algún objeto o de lo contrario deberán estar valladas para evitar que alguien se
aproxime.
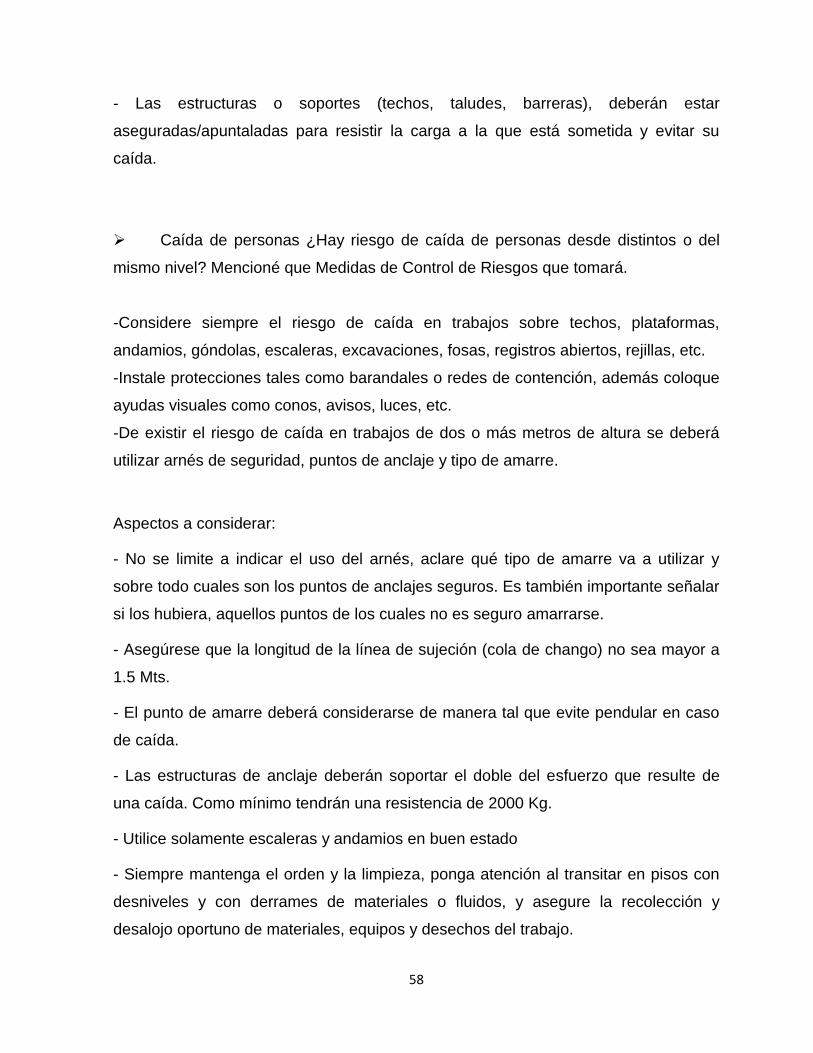
58
- Las estructuras o soportes (techos, taludes, barreras), deberán estar
aseguradas/apuntaladas para resistir la carga a la que está sometida y evitar su
caída.
Caída de personas ¿Hay riesgo de caída de personas desde distintos o del
mismo nivel? Mencioné que Medidas de Control de Riesgos que tomará.
-Considere siempre el riesgo de caída en trabajos sobre techos, plataformas,
andamios, góndolas, escaleras, excavaciones, fosas, registros abiertos, rejillas, etc.
-Instale protecciones tales como barandales o redes de contención, además coloque
ayudas visuales como conos, avisos, luces, etc.
-De existir el riesgo de caída en trabajos de dos o más metros de altura se deberá
utilizar arnés de seguridad, puntos de anclaje y tipo de amarre.
Aspectos a considerar:
- No se limite a indicar el uso del arnés, aclare qué tipo de amarre va a utilizar y
sobre todo cuales son los puntos de anclajes seguros. Es también importante señalar
si los hubiera, aquellos puntos de los cuales no es seguro amarrarse.
- Asegúrese que la longitud de la línea de sujeción (cola de chango) no sea mayor a
1.5 Mts.
- El punto de amarre deberá considerarse de manera tal que evite pendular en caso
de caída.
- Las estructuras de anclaje deberán soportar el doble del esfuerzo que resulte de
una caída. Como mínimo tendrán una resistencia de 2000 Kg.
- Utilice solamente escaleras y andamios en buen estado
- Siempre mantenga el orden y la limpieza, ponga atención al transitar en pisos con
desniveles y con derrames de materiales o fluidos, y asegure la recolección y
desalojo oportuno de materiales, equipos y desechos del trabajo.

59
Riesgos eléctricos ¿Hay riesgo de exposición a energía eléctrica? Mencioné
que Medidas de Control de Riesgos que tomará.
La electricidad es un riesgo que no percibimos con nuestros sentidos, por lo que se
hace necesario tener muy claro cuáles son las medidas preventivas que se ajustan a
su caso.
Por ejemplo tener en cuenta:
- Respete las señales y protecciones o cubiertas de las instalaciones o equipos
eléctricos.
- Antes de utilizar un aparato o instalación eléctrica, asegúrese de cuáles son las
instalaciones energizadas y coloque una barrera aislante o guarde suficiente
distancia.
- No manipule instalaciones o aparatos eléctricos mojados o húmedos o si tiene las
manos o pies mojados.
- En caso de fallas en artefactos o instalaciones de aviso al personal de
mantenimiento. No trate de hacer reparaciones por su cuenta.
- Ubíquese en una posición segura mientras trabaja para evitar caídas, tropiezos,
resbalones o movimientos que puedan hacerle tocar equipo o instalaciones
energizados.
- Evite los anillos, pulseras, cadenas y artículos metálicos que puedan entrar en
contacto con circuitos eléctricos.
- Descarte extensiones eléctricas y equipos con falta de conexión a tierra,
deficiencias en cables, tomas u otros elementos en mal estado. Siempre utilice cable
de uso rudo.
- Para conectarse a la red eléctrica use siempre enchufes normalizados. Para
desconectarse nunca se debe tironear/jalar del cable conductor.
- Cuando haya efectuado alguna reparación nunca deje cajas, registros y contactos
eléctricos abiertos. No opere equipos eléctricos donde falten las tapas o estas
presentes roturas o condiciones de riesgo.

60
- Tenga especial precaución con los arcos eléctricos no acercándose a las zonas
señalizadas con “Peligro Alto Voltaje”. Se pueden producir descargas por arco
eléctrico en la proximidad de instalaciones eléctricas, si no se respetan las distancias
de seguridad.
- Es posible que una herramienta funcione con un defecto o con un cortocircuito en el
cableado. La protección contra descargas eléctricas depende de la derivación a tierra
mediante un tercer conductor.
- El empleo de un cable a tierra protege al trabajador en cualquier situación y resulta
obligatorio para todas las herramientas eléctricas, excepto las que disponen de doble
aislamiento.
- Las plataformas aislantes y EPP adecuado proporcionan un factor adicional de
seguridad cuando se emplean herramientas eléctricas en lugares húmedos.
- Las linternas deberá ser con: tensión de seguridad (6, 12, 24, voltios) a través de
transformadores portátiles o a través de disyuntor diferencial o a través de
transformador 1 a 1 con neutro aislado de tierra, reduciendo así el riesgo de
electrocución en lugares húmedos, si el trabajador está húmedo por el sudor, o en
caso de rotura accidental de lámpara.
Contacto con objetos ¿Hay riesgo de atrapamiento, cortes, golpes,
quemaduras, sobre esfuerzo, posturas inadecuadas, etc.? Mencioné cuales son y las
Medidas de Control de Riesgos que tomará.
Es importante identificar cuáles son los peligros que las herramientas o materiales
pueden causar como son: cortes, golpes, quemaduras, cuando estas se manipulan
calientes, con rebaba, bordes filosos o elementos mecánicos que se mueven
violentamente. Evalúe sus riesgos y señale que medidas tomará al respecto.
Por lo general las medidas de control de este tipo de riesgos tienen que ver con la
metodología de trabajo. Prevea rotación de los trabajos cuando requieran
movimientos repetitivos o posturas no ergonómicas durante tiempos prolongados.

61
En los trabajos manuales es importante que haga hincapié en recomendaciones
enfocadas a corregir malos hábitos, falta de atención, actitudes inseguras, etc.
Verifique periódicamente que la tarea se está ejecutando en forma segura. Corrija
cualquier desviación.
Sustancias peligrosas ¿Hay riesgos de contacto con materiales o sustancias
peligrosas: ácidos, álcalis, materiales radiactivos, solventes u otras sustancias?
Mencioné cuales son y las Medidas de Control de Riesgos que tomará.
Se entiende por sustancias peligrosa al producto puro o a la mezcla de dos o más
elementos, líquidos, sólidos o gaseosos, que a través de sus acciones o interrelación
con otros, dan origen a subproductos que puedan provocar incendios, problemas de
salud o impactos al medio ambiente.
Cualquiera que sea el producto que vaya a manipular, identifique y describa:
- Cual es el peligro para la salud. Específicamente debe conocer si es: tóxico,
oxidante, radiactivo, corrosivo, etc.
- Si es inflamable o no.
- Cual es el riesgo que corre al manipularlo.
- Si puede reaccionar en forma violenta y en qué casos (mezclas incompatibles).
Lea atentamente la hoja de seguridad del producto. Si esta no estuviera disponible,
absténgase de manipularlo.
Protecciones especiales ¿Va a utilizar herramientas con características o
dispositivos especiales de Seguridad? Mencioné cuales son, asegúrese que se
encuentren en óptimas condiciones y que Medidas de Control de Riesgos tomará.
Pueden ser herramientas tales como:

62
-Todas las herramientas fabricadas bajo normas cumplen con los requisitos de ser
ergonómicas y seguras. Vale decir que si se usan, se mantienen y se guardan
correctamente, el riesgo de accidentarse es poco probable.
-Algunas herramientas son más complejas que otras y sus requerimientos de
seguridad para salvaguardar a las personas son aún más exigentes. Señale cuales
son estos dispositivos especiales y verifique que estén en perfectas condiciones.
Por ejemplo:
- El equipo de oxicorte requiere de válvulas de seguridad (arresta flama a la entrada
del soplete y anti retorno a la salida de los manómetros) para evitar retroceso de
llama y que el fuego se propague.
- Los equipos utilizados en las excavaciones requieren de puesta a tierra por si acaso
hubiera cables enterrados con tensión.
- El uso de las herramientas eléctricas en general requieren de protección con
disyuntor diferencial.
- El uso de herramientas y equipos anticipas o a prueba de explosión en atmósferas
peligrosas.
Equipo de protección personal (EPP)
Señale el EPP Básico teniendo en cuenta los Riesgos del área. Mencione el EPP
Específico para realizar el trabajo. Los riesgos del área pueden ser diferentes a los
riesgos al trabajo a realizar. Por lo que hay de considerar el EPP para ambos
riesgos.
Ejemplos:
-El EPP de un área donde hay riesgo de caída de elementos, proyección de
partículas, exposición a ruido, y exposición a polución, son: casco, zapato de

63
seguridad, lentes, protección auditiva, protección respiratoria. Estos son
independientes del trabajo a realizar.
-El EPP definidos para un trabajo de soldadura son: casco, zapatos de seguridad,
careta de soldador, polainas, guantes largos de carnaza, peto, etc.
Otros riesgos: Mencione los riesgos y las medidas de control que no se hayan
considerado en los puntos anteriores. Este espacio está abierto a que pueda señalar
peligros, evaluar riesgos y definir medidas de control que no haya considerado en los
ítems antes señalados. En el anexo numero 1 se muestra el formato de APR que se
utilizará para la evaluación de riesgos.
3.8.9 Matriz de grado de criticidad
En la figura 14 se muestra la matriz de grado de criticidad que dependiendo según su
probabilidad de ocurrencia y la gravedad de sus consecuencias se puede clasificar el
riesgo en alto (en color rojo), critico (en color naranja), medio (color amarillo) y bajo
(color verde) como vemos en la mencionada figura.

64
Fig. 14 Matriz de grado de criticidad.
En la figura 15 se explica la clasificación de los grados de criticidad que dependiendo
su grado de criticidad se dan las medidas de prevención pertinentes.
Fig. 15 Medidas de prevención en función del riesgo.

65
CAPITULO 4. DESARROLLO
4.1 Peligros y su clasificación dentro de la planta de molienda y
concentración.
Primeramente durante el desarrollo de este proyecto se hizo una clasificación de los
posibles peligros y de que clase son como los ergonómicos, mecánicos, locativos,
eléctricos, físicos, químicos, fisicoquímicos, biológicos y psicosociales como se
muestra en la figura 16, ya que estos son los que tienen más impacto en la planta de
molienda y concentración conforme a lo visto en los recorridos realizados.
Peligros y su Clasificación
CLASE: ERGONÓMICOS -Posturas inadecuadas. -Sobre esfuerzo físico. -Diseño del puesto de trabajo. -Controles inadecuados.
CLASE: MECÁNICOS (Atrapamientos, golpes, contacto con). -Mecanismos en movimiento. -Trabajo en alturas. -Proyección de partículas. -Manejo de herramientas manuales. -Equipos o elementos a presión. -Manipulación de materiales. -Transporte de vehículos.
CLASE: LOCATIVOS -Estructura, instalaciones inadecuadas. -Superficies de trabajo (húmedas, desnivel, mal estado, entre otros.) -Espacio de trabajo. -Sistemas de Almacenamiento. -Orden y aseo. -Los riesgos locativos se identifican para su corrección mediante las inspecciones locativas.
CLASE: ELÉCTRICOS -Alta tensión. -Baja Tensión. -Electricidad estática. -Redes, instalaciones inadecuadas.
CLASE: FÍSICOS -Ruido. -Iluminación. -Temperaturas altas. -Vibraciones. -Radiaciones ionizantes (p.ej: criptón 85, fotocopiadora). -Radiaciones no ionizantes (p. ej: soldadura).
CLASE: QUÍMICOS (Exposición o contacto con). -Material particulado. -Vapores (Percloro Etileno, entre otros). -Olores. -Gases (Oxigeno, Acetileno). -Humos metálicos (residuos esmerilados, entre otros). -Líquidos (combustibles, limpiadores, entre otros).

66
CLASE: FISICOQUIMICO -Incendio. -Explosiones.
CLASE: BIOLÓGICOS (Picaduras, mordeduras, contacto con). - Animal. -hongos. -mohos. - bacterias.
CLASE: PSICOSOCIALES -Trabajo Monótono. -Trabajo bajo nivel, en altura. -Jornada laboral extensa, exigencias del trabajo, sobrecarga laboral. -Organización del trabajo. -tensión.
Fig. 16 Peligros y su clasificación dentro de molienda y concentración.
4.2 Identificación de peligros y evaluación de riesgos en el área de
molienda y concentración
A continuación se muestran una serie de condiciones inseguras y actos inseguros
identificados en la planta de molienda y concentración, los cuales representan un
peligro para todo personal que transite por esas áreas mencionadas, cabe mencionar
que esta identificación se hizo por zonas y se hizo la evaluación de riesgos
correspondiente de cada peligro identificado.
4.2.1 Zona de piso cero
Se encontraron diversos encharcamientos en distintas partes del piso cero como se
muestra en la figura 17, pudiendo esto ocasionar resbalones, caídas y una condición
inapropiada para el correcto desempeño de las labores de los trabajadores que
transiten por estas zonas, además de llaves en malas condiciones y con fugas.
Figura 17. Diversos encharcamientos en piso cero.

67
También en diversas zonas del piso cero se encontraron demasiadas
concentraciones de lodo y pulpa como se muestra en la figura 18, pudiendo
ocasionar caídas por algún resbalón además de entorpecer el libre tránsito y no
poder hacer las actividades laborales de forma correcta.
Figura 18. Derrames de lodo y pulpa por diversos pasillos
Se identificó también diversos objetos obstruyendo el tránsito de personal como lo
son varillas, trabes de metal y distintos objetos como se observa en la figura 19,
siendo estos muy peligrosos al transitar por estos pasillos, ya que se puede tropezar
o caer y por ende golpearse fuertemente.
Figura 19. Diversos objetos obstruyendo el libre tránsito.

68
También se detectó mangueras con las cuales se lava el piso abandonadas en
pasillos como observamos en la figura 20, pudiendo ocasionar tropezones y caídas
en caso de alguna evacuación por emergencia o simplemente al momento de
desarrollar alguna actividad laboral.
Figura 20. Mangueras obstruyendo el paso.
Se identificó dos cajas de dispositivos eléctricos en malas condiciones y sin la tapa
protectora como se muestra en la figura 21, pudiendo ocasionar algún corto circuito y
en el peor caso algún electrocutamiento hacia alguna persona que transite por donde
se encuentran ubicados.
Figura 21. Cajas de circuitos en malas condiciones.

69
Se encontró en diversas áreas del piso cero a cables eléctricos en mal estado, ya
que se encontraban a la intemperie e incluso sin protección adhesiva, siendo esto
muy peligroso para los trabajadores que transitan por estas partes donde localizados.
Figura 22. Cables eléctricos en mal estado en piso cero.
También se identificó a varios objetos de metal con extremidades punzocortantes las
cuales son un peligro sustancial para el personal que transite por los pasillos donde
se encuentran estos objetos como se observa en la figura 23.
Figura 23. Objetos de metal punzocortantes expuestos en pasillos.

70
Se observó lámparas fundidas dificultando las maniobras al momento de hacerlas
por parte del personal que hace trabajos en esta zona dentro del piso cero como
vemos en la figura 24.
Figura 24. Lámparas fundidas en pasillos de piso cero.
Se identificó algunas partes del piso en esta área con baches y un registro a desnivel
como podemos ver en la figura 25, provocando esto tropezones y caídas al personal
que transiten por estos pasillos.
Figura 25. Piso en mal estado en pasillos de piso cero.

71
Se localizó debajo del molino AE-40 un derrame de aceite al igual que en el cuarto
de control de bombas como lo vemos en la figura 26, siendo esto muy riesgoso ya
que el piso está muy resbaloso y las personas que transiten por ahí se pueden caer y
sufrir algún golpe.
Figura 26. Piso resbaloso por derrame de aceite.
Se encontró a diversos tipos de objetos como se muestra en la figura 27, como lo
son rondanas, tornillos, pedacera de metal, tapas de tambos, mangueras, tubos,
entre otras cosas, obstruyendo el paso en pasillos de rejillas pudiendo provocar
tropezones, caídas y entorpecer el transito del personal en caso de alguna
emergencia.
Figura 27. Material obstruyendo pasillos de rejillas.
Se identificó a dos bandas transportadoras de material sin guarda protectora junto al
rodillo giratorio además de una banda de un motor con su guarda mal posicionada y
otra guarda en malas condiciones como lo vemos en la figura 28, siendo esto muy

72
peligroso para las personas que trabajan ahí haciendo limpieza de arena, gravilla y
lavado de pisos ya que pudiera causar atrapamientos o agarres de algún miembro
del cuerpo o de la misma ropa de trabajo.
Figura 28. Falta de guardas en motores y otras en malas condiciones en bandas.
Se identificaron instalaciones de cableado en mal estado por deterioro y cableado
dañado y colgando de estructuras como lo observamos en la figura 29, pudiendo
esto ocasionar algún corto circuito y por ende algún incendio al igual que algún
accidente por alguna descarga eléctrica en algún empleado, siendo esto muy
peligroso para los trabajadores que trabajan en esta zona.

73
Figura 29. Instalaciones de cableado y cable en mal estado.
Se identificó estructuras de metal en techo de piso cero en mal estado ya que están
oxidadas por la gran humedad que hay, además de objetos sostenidos
improvisadamente siendo esto muy peligroso para el personal que transita por ahí,
ya que le pudiera caer algún objeto en la cabeza u hombros, como lo observamos en
la figura 30.
Figura 30. Estructuras de metal en techo de piso cero en mal estado.

74
Se identificó caída de arena y gravilla de tamaño considerable como lo observamos
en la figura 31, lo cual es peligroso para el personal que transite por ahí ya que
alguna piedra los puede golpear y además hay obstrucción del paso pudiendo
ocasionando caídas y tropezones.
Figura 31. Caída de gravilla y arena en piso cero.
Se encontró una cuneta con exceso de agua y lodo y sin la rejilla que sirve de
cubierta y de piso para el personal que transita por esa zona como lo vemos en la
figura 32, pudiendo esto ocasionar golpes por caídas y tropezones.
Figura 32. Cuneta sin cubierta y rejilla obstruyendo.

75
Se identificó en el cuarto de bombas del piso cero que no hay equipo extintor de
fuego, siendo esto muy peligroso al momento de que exista algún incendio, además
que en el cuarto de controles se encontró un señalamiento de extintor sin el extintor
como lo vemos en la figura 33, también siendo esto muy peligroso para el personal
que labora ahí al existir fuego en algún equipo.
Figura 33. Cuarto de controles y de bombas AE-26 y AE-25 sin extintor.
4.2.2 Zona de piso de molinos.
En lo correspondiente al piso de molinos se procedió a realizar la identificación de
peligros, encontrando e identificando en su mayoría condiciones inseguras para los
trabajadores que trabajan en esta área, a continuación se muestran y se mencionan
los peligros identificados.
Se identificaron algunas fisuras y hoyos en el piso de rejillas que están alrededor de
los molinos como se muestra en la figura 34, siendo esto una condición muy
peligrosa para las personas que transitan por ahí ya que podrían sufrir algún
tropezón o caída golpeándose seriamente.

76
Figura 34. Fisuras y hoyos en piso de rejillas en área de molinos.
Se encontró a diversos objetos de metal y otros materiales obstruyendo los pasillos
del piso de molinos como observamos en la figura 35, pudiendo esto ocasionar
caídas o tropezones y por ende algún golpe en algún trabajador que transite por ahí,
siendo esto muy peligroso para ellos.
Figura 35. Diversos objetos obstruyendo pasillos.

77
Se identificó que existe peligro al transitar por los pasillos del área de molinos ya que
se encontraron diversos cables colgando y otros en el piso, siendo esto muy riesgoso
ya que alguien se puede atorar y sufrir algún golpe por tropezón o en su caso algún
riesgo eléctrico ya que son conductores de energía eléctrica, como lo podemos
observar en la figura 36.
Figura 36. Cables eléctricos colgando en pasillos de piso de molinos.
Se encontró diverso equipo de soldadura abandonado en pasillos de piso de molinos
como lo podemos ver en la figura 37, siendo esto un peligro sustancial para el
personal que transita por esta área ya que podrían ocasionar golpes por obstrucción
o caídas.
Figura 37. Diverso equipo de soldadura abandonado en pasillos en área de molinos.

78
Se encontró una serie de objetos de metal con puntas punzocortantes en los pasillos
del piso de molinos, siendo esto muy riesgoso ya podría ocasionar golpes
rasgaduras, cortes o raspones al personal que transite por estas áreas y no se
percate de estas condiciones inseguras como lo observamos en la figura 38.
Figura 38. Objetos de metal con puntas punzocortantes.
Se identificaron a diversos cables conductores de energía eléctrica en mal estado
como vemos en la figura 39, siendo esto muy peligroso y riesgoso para todo personal
que transite cercas de donde se encuentran, ya que podría haber riesgo de
electrocutamiento.
Figura 39. Cable eléctrico en malas condiciones.

79
Se encontraron diversas cajas de circuitos y cables eléctricos en malas condiciones
como lo podemos observar en la figura 40, ya que todas ellas se encuentran sin
protección y están a la intemperie, siendo esto muy peligroso para quien este cercas
de estas cajas ya que se pueden electrocutar o sufrir algún accidente eléctrico.
Figura 40. Cajas de circuitos eléctricos en malas condiciones y sin protección.
Se identificó que existe peligro para el personal que transita por los pasillos donde se
encuentran las bandas transportadoras de material, ya que no cuentan con las
guardas de protección y es muy riesgoso para el personal ya que puede haber
atrapamiento por los rodillos o bandas que están en movimiento.
Figura 41. Bandas transportadoras sin guardas de protección.

80
Se identificó grandes emisiones de vapores en los molinos BE-40 y AE-40 como lo
observamos en la figura 42, además de mucha humedad en el ambiente, siendo esto
muy peligroso para el sistema respiratorio para el personal que trabaja cercas de
esta zona, ya que no esta señalizado que se utilice equipo de protección respiratoria.
Figura 42. Emisión de vapores en molinos BE-40 y AE-40.
Se encontraron diversas mangueras abandonadas obstruyendo el libre tránsito en
pasillos del piso de molinos como lo vemos en la figura 43, siendo esto muy riesgoso
para el personal que transita por esta área ya que pueden sufrir golpes por caídas o
tropezones.
Figura 43. Mangueras obstruyendo el libre tránsito en piso de molinos.

81
Se encontraron diversos derrames de aceite en molinos CE-10, AE-40 Y BE-40 como
lo vemos en la figura 44, siendo esto peligroso para el equipo ya que se podría dañar
y para el personal ya que podrían sufrir golpes a causa de resbalones.
Figura 44. Derrames de aceite en CE-10, BE-40 y AE-40.
Se identificaron a varios barandales en mal estado y otros incompletos en diversas
áreas del piso de molinos como lo vemos en la figura 45, siendo esto muy peligroso
para el personal ya que pueden sufrir de caídas y golpes muy fuertes.
Figura 45. Barandales en mal estado y falta de ellos en piso de molinos.
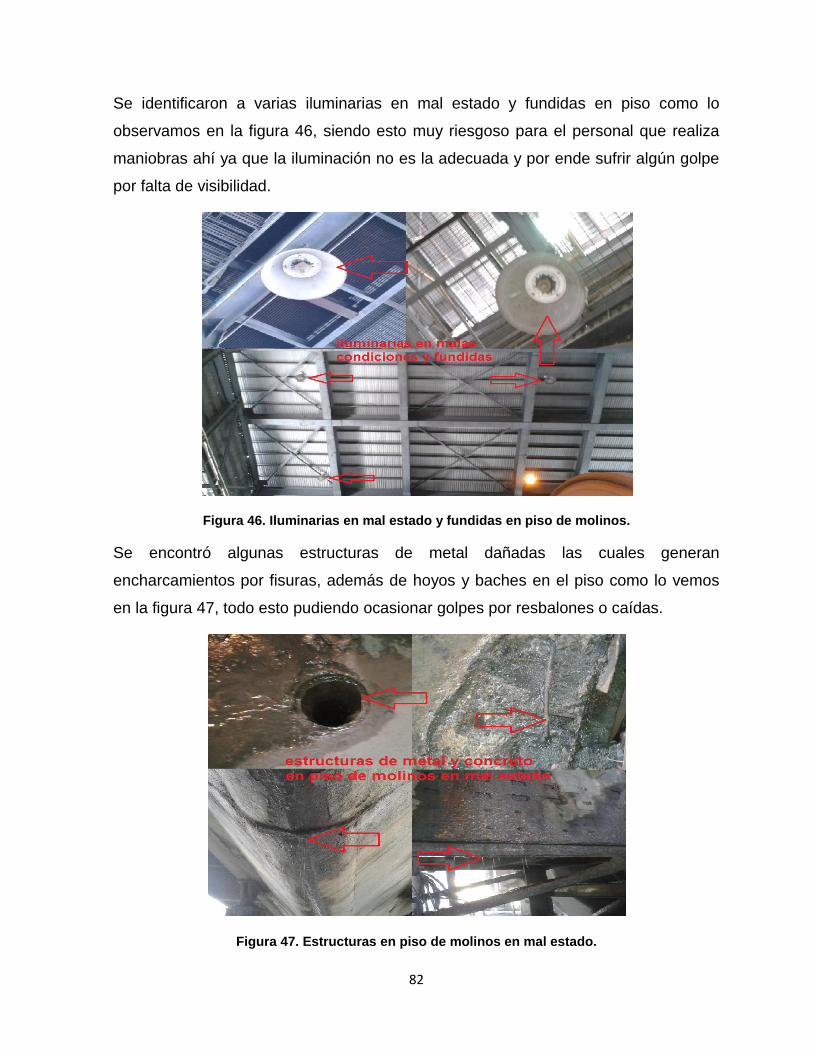
82
Se identificaron a varias iluminarias en mal estado y fundidas en piso como lo
observamos en la figura 46, siendo esto muy riesgoso para el personal que realiza
maniobras ahí ya que la iluminación no es la adecuada y por ende sufrir algún golpe
por falta de visibilidad.
Figura 46. Iluminarias en mal estado y fundidas en piso de molinos.
Se encontró algunas estructuras de metal dañadas las cuales generan
encharcamientos por fisuras, además de hoyos y baches en el piso como lo vemos
en la figura 47, todo esto pudiendo ocasionar golpes por resbalones o caídas.
Figura 47. Estructuras en piso de molinos en mal estado.
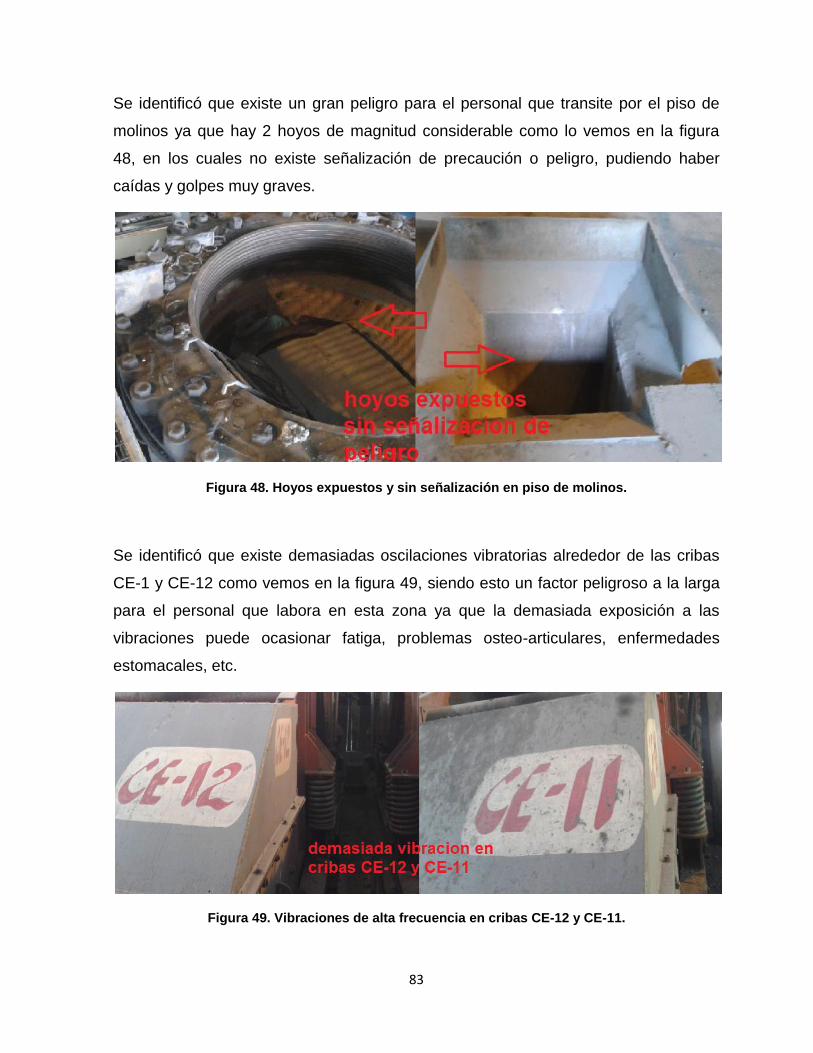
83
Se identificó que existe un gran peligro para el personal que transite por el piso de
molinos ya que hay 2 hoyos de magnitud considerable como lo vemos en la figura
48, en los cuales no existe señalización de precaución o peligro, pudiendo haber
caídas y golpes muy graves.
Figura 48. Hoyos expuestos y sin señalización en piso de molinos.
Se identificó que existe demasiadas oscilaciones vibratorias alrededor de las cribas
CE-1 y CE-12 como vemos en la figura 49, siendo esto un factor peligroso a la larga
para el personal que labora en esta zona ya que la demasiada exposición a las
vibraciones puede ocasionar fatiga, problemas osteo-articulares, enfermedades
estomacales, etc.
Figura 49. Vibraciones de alta frecuencia en cribas CE-12 y CE-11.

84
Se encontró dos áreas donde se expide radiación ionizante como lo vemos en la
figura 50, siendo esto muy peligroso para el personal que labora cercas de esta área
ya que la exposición a altas dosis de radiación ionizante puede causar quemaduras
de la piel, caída del cabello, náuseas y enfermedades como el cáncer, claro esto
dependiendo del nivel de radiación emitida y del tiempo expuesto.
Figura 50. Fuentes emisoras de radiación ionizante fuera del cuarto de control.
4.2.3 Zona de piso de separadores magnéticos.
En lo correspondiente al piso de separadores magnéticos se procedió a la
identificación de peligros conforme a condiciones y actos inseguros encontrados, a
continuación se muestran los peligros encontrados y su evaluación de riesgos
correspondiente.
Se encontró una placa de metal en muy mal estado y colgando sobre el techo de
separadores magnéticos como podemos observar en la figura 51, siendo esta
condición insegura muy peligrosa para cualquier persona que pase debajo de este
objeto suspendido, ya que depende de un solo tornillo y le podría ocasionar un golpe
muy fuerte e incluso una cortadura ya que tiene extremos punzocortantes.

85
Figura 51. Placa de metal suspendida y en mal estado sobre techo de separadores magnéticos.
Se identificó en este piso a diversas mangueras obstruyendo en pasillos como
podemos ver en la figura 52, siendo esto peligroso y riesgoso para el personal que
trabaja y hace maniobras en estas áreas pudiéndose golpear por tropezones o
caídas.
Figura 52. Mangueras obstruyendo el libre tránsito en pasillos de separadores magnéticos.

86
Se identificó que existe peligro para el personal que transita por los pasillos del piso
de separadores ya que como observamos en la figura 53 hay una caja de circuitos en
muy mal estado y sin cubierta y cables a la intemperie y en mal estado, pudiendo
esto ocasionar algún corto circuito o electrocutamiento a algún trabajador siendo esto
muy riesgoso.
Figura 53. Caja de circuitos y cables en mal estado.
Equipo de tuberías de agua en malas condiciones e instalaciones dañadas como lo
vemos en la figura 54, siendo esto muy peligroso ya que hay demasiadas fugas de
agua lo cual ocasiona encharcamientos y por consecuencia golpes fuertes por
resbalones o caídas.
Figura 54. Equipo e instalaciones en malas condiciones en piso de separadores.

87
Se observo que constantemente se generan encharcamientos de lodo y agua en los
pasillos de separadores magnéticos como lo vemos en la figura 55, siendo estas
condiciones muy riesgosas para el personal que transita por estas áreas ya que al
momento de realizar sus actividades o maniobras laborales se pueden resbalar y
sufrir algún golpe fuerte en diversas partes del cuerpo.
Figura 55. Encharcamientos de lodo y agua en pasillos de separadores magnéticos.
Se encontraron diversas máquinas de soldar en pasillos de separadores como
vemos en la figura 56, siendo esto peligroso ya que existe la posibilidad de que haya
alguna emergencia y como vemos los pasillos están bloqueados pudiéndose tropezar
y caer algún trabajador además de que interfieren en las maniobras de estos.
Figura 56. Máquinas de soldar obstruyendo en pasillos de separadores.

88
Se encontraron diversas escaleras obstruyendo en pasillos de separadores como
observamos en la figura 57, pudiendo ocasionar algún golpe ya que existe el riesgo
de alguna emergencia y el personal no podrá salir rápidamente por esta obstrucción
y por ende se podrán lastimar al golpearse por alguna caída.
Figura 57. Diversas escaleras obstruyendo pasillos en piso de separadores.
Se encontró equipo de protección personal como caretas de soldar, arnés de
seguridad y herramientas como martillos abandonados en pasillos de separadores
como vemos en la figura 58, siendo esto peligroso ya que al transitar por estas áreas
se puede sufrir algún golpe por tropezones o caídas ocasionadas por estos actos
inseguros.
Figura 58. Herramienta y EPP abandonados en pasillos de separadores.

89
Se identificaron diversos hoyos en pasillos de separadores como lo podemos ver en
la figura 59, siendo esto muy peligroso ya que existe el riesgo de que algún
trabajador se le introduzca un pie y por ende se tuerza el tobillo o se golpee
fuertemente en el pie.
Figura 59. Diversos hoyos en pasillos de separadores.
Se encontró derrame de aceite hecho por algún trabajador como lo podemos
observar en la figura 60, pudiendo ocasionar resbalones y por ende golpes fuertes
contra el piso a algún trabajador que pase por ahí y no se percate del derrame.
Figura 60. Derrame de aceite provocado por un trabajador en pasillos de separadores.

90
4.2.4 Zona de piso de distribuidores
A continuación se mostrará todas las condiciones y actos inseguros identificados en
esta zona, los cuales representan peligros y riesgos importantes para la salud e
integridad de todo el personal que labora en estas áreas.
Se identificó que existe un peligro sustancial en diversas áreas donde se expide o
hay emisiones de radiación ionizante como lo vemos en la figura 61, siendo esto muy
dañino para la salud el personal que labora y hace maniobras cercas de estas áreas,
ya que la exposición frecuente y las emisiones altas de radiación ionizante puede
causar quemaduras de la piel, caída del cabello, náuseas y enfermedades graves
como el cáncer, y en los peores casos la muerte, claro esto dependiendo del nivel
de radiación emitida y del tiempo de exposición como ya se menciono anteriormente.
Figura 61. Áreas con emisión de radiación ionizante en pasillos del piso de distribuidores.

91
Se encontraron diversos objetos y equipos abandonados en pasillos del piso de
distribuidores como lo vemos en la figura 62, pudiendo esto ocasionar accidentes
como lo son caídas o tropezones provocando golpes fuertes contra el piso.
Figura 62. Objetos y equipo de soldadura abandonados en pasillos de distribuidores.
Se encontraron en diversas áreas del piso de distribuidores encharcamientos y
excesos de lodo como vemos en la figura 63, pudiendo esto ocasionar resbalones y
por ende golpes fuertes en diversas partes del cuerpo.
Figura 63. Diversas zonas con encharcamientos y con exceso de lodo en pasillos.

92
Se encontraron en malas condiciones algunas válvulas de agua y llaves además del
deterioro del metal en instalaciones como lo vemos en la figura 64, siendo esto muy
peligroso primeramente porque las válvulas y llaves generan encharcamientos y
puede alguien sufrir golpes por resbalones y caídas y en segunda alguien puede
cortarse o sufrir alguna herida por las malas condiciones del metal.
Figura 64. Válvula, llave e instalaciones de metal en malas condiciones.
Se identificó que existe gran peligro en los pasillos de distribuidores como vemos en
la figura 65, siendo muy riesgoso ya que este es el tercer piso y una caída desde
este piso puede ser fatal.
Figura 65. Falta de protecciones en pasillos del piso de distribuidores.

93
Se encontró cableado en diversas áreas del piso de distribuidores en malas
condiciones como lo vemos en la figura 66, poniendo en riesgo a todo el personal
que transite cercas de estas áreas ya que puede haber el riesgo de un corto circuito
o de electrocutamiento poniéndolos en peligro.
Figura 66. Diversos cables en malas condiciones en piso de distribuidores.
Se identificó que hay un gran peligro en diversas cajas de circuitos eléctricos en el
piso de distribuidores como vemos en la figura 67 ya que no tienen protección y
están muy sucias, poniendo en riesgo la integridad de los trabajadores ya que se
pueden electrocutar o puede ocurrir algún incendio por algún corto circuito.
Figura 67. Cajas de circuitos eléctricos sin protección y en malas condiciones.

94
Se encontraron mangueras que utilizan empleados para limpieza abandonadas en
pasillos del piso de distribuidores como vemos en la figura 68, pudiendo esto
ocasionar golpes fuertes contra el piso a causa de tropezones y caídas.
Figura 68. Mangueras de limpieza obstruyendo en pasillos de distribuidores.
Se identificó cable de tierra de una máquina de soldar en piso de distribuidores en
malas condiciones como podemos apreciar en la figura 69, siendo esto muy
riesgoso ya que al hacer contacto con el agua podría ocasionar un fuerte corto
circuito y por ende electrocutamiento en alguna persona que este cercas de esta
máquina.
Figura 69. Cables de tierra de máquina de soldar en malas condiciones.

95
4.2.5 Zona de piso de cribas
En este último piso de la planta cabe mencionar que el personal que realiza
actividades en esta zona es muy poco, pero se identificaron condiciones inseguras
que pueden ser peligrosas y riesgosas para el personal que realiza actividades y
maniobras ahí.
Se encontraron una gran cantidad de objetos como equipo de oxicorte, distintos
objetos de metal, cubetas, mangueras, entre otros materiales como lo vemos en la
figura 70, los cuales están obstruyendo los pasillos del piso de cribas y pueden
ocasionar golpes por caídas y tropezones en distintas partes del cuerpo.
Figura 70. Diversos objetos abandonados y obstruyendo el paso en pasillos.

96
Se identificó que hay riesgo de caídas y tropezones en pasillos del piso de cribas ya
que como vemos en la figura 71 las rejillas están en malas condiciones y las cuales
pueden ocasionar algún golpe o fractura por causa de un tropezón o caída.
Figura 71. Pasillos de rejillas en piso de cribas en mal estado.
Diferentes iluminarias en el techo del piso de cribas se encuentran fundidas y otra no
tiene la lámpara como lo vemos en la figura 72, siendo esto riesgoso al momento de
realizar maniobras u otras actividades ya que se necesita cierta iluminación para
poder realizarlas correctamente ya que se podrían accidentar o lastimar con el
equipo o herramienta por la falta de visión.
Figura 72. Iluminarias del techo de piso de cribas en mal estado.

97
Diferentes barandales dentro de los pasillos del piso de cribas en mal estado como lo
vemos en la figura 73 ya sea que le falta la continuación del barandal o está roto,
siendo estas condición muy riesgosa ya que alguien que transite por estos pasillos
podría caer y sería un golpe muy grave ya que es el ultimo y cuarto piso de la planta.
Figura 73. Barandales en malas condiciones en pasillos de cribas.
Se encontraron objetos de metal con extremidades punzocortantes como lo podemos
observar en la figura 74, pudiendo esto ocasionar rasgaduras o cortes en la piel de
algún trabajador el cual realice alguna actividad laboral ahí o maniobras.
Figura 74. Objetos de metal con extremidades punzocortantes.

98
Se identificaron cables de corriente eléctrica en malas condiciones como lo podemos
observar en la figura 75, pudiendo ocasionar estas condiciones algún corto circuito y
por ende algún incendio o por otro lado electrocutamiento o descargas eléctricas a
algún trabajador que labore cercas de estos cables.
Figura 75. Cables de conducción eléctrica en mal estado.
Se encontraron interruptores de cribas sin señalización de “on/off” como lo podemos
observar en la figura 76, siendo esta condición muy riesgosa en caso de paro de
emergencia de alguna de las cribas ya que alguien puede estar en peligro y no se
podrá parar oportunamente por la falta de la señalización.
Figura 76. Interruptores de cribas sin señalización de “on/off”.

99
4.2.6 Zona de piso de tanques
Por último veremos la identificación de peligros y evaluación de riesgos
correspondiente al piso de tanques, cabe mencionar que esta zona está al aire libre
lo cual tiene sus ventajas y desventajas ya que al momento de una tormenta eléctrica
el personal está expuesto y es una zona no segura, por el contrario la contaminación
auditiva disminuye considerablemente por lo mismo que es un área libre, a
continuación veremos una serie de peligros con su evaluación pertinente.
Como observamos en la figura 77 parte del rotor de unas bombas en el piso de
tanques están expuestas y sin protección siendo esto peligroso para el personal que
circula cercas ya que existe el riesgo de atrapamiento ocasionando fuertes lesiones
principalmente en manos y brazos.
Figura 77. Bomba sin protección en la parte del rotor en piso de tanques.
Se encontró una conexión de tubería de agua en mal estado ya que los sellos están
muy deteriorados y por consecuente existe fuga de agua como lo vemos en la figura

100
78, siendo esto un peligro hacia el personal ya que existe el riesgo de resbalones y
caídas a causa de esta condición insegura.
Figura 78. Conexión de tubería de agua en malas condiciones.
Infraestructura en malas condiciones en diversas zonas del piso de tanques, como lo
son hoyos en el piso, partes de metal punzocortantes, varillas con puntas expuestas
como lo observamos en la figura 79, siendo esto muy peligroso para todo trabajador
que realice maniobras o actividades laborales cercas de estos lugares ya que les
pueden ocasionar rasgaduras o cortes en la piel, tropezones o caídas y por ende
fuertes golpes, entre otros riesgos.
Figura 79. Infraestructura de piso de tanques en mal estado por deterioro.

101
Se identificaron diversos cables eléctricos en mal estado y expuestos además de una
caja de circuitos eléctricos sin tapa de protección como lo podemos observar en la
figura 80, siendo estoy un gran riesgo para quienes trabajan cercas de estas
condiciones inseguras ya que pueden sufrir de algún contacto eléctrico o descarga
eléctrica y e incluso electrocutamientos ocasionándoles quemaduras serias y en el
peor de los casos la muerte.
Figura 80. Cables eléctricos y caja de circuitos eléctricos en malas condiciones.
Se encontraron diversas fuentes emisoras de radiación ionizante en piso de tanques
como vemos en la figura 81, ocasionando esto diversos riesgos hacia la salud de los
trabajadores como ya se ha mencionado anteriormente.
Figura 81. Diversas fuentes emisoras de radiación ionizante en piso de tanques.

102
Se encontró un derrame de aceite en pasillos del piso de tanques, provocado por el
mal estado de un motor como lo podemos observar en la figura 82, poniendo en
riesgo la integridad de los trabajadores que transiten por esta área ya que pueden
sufrir resbalones o caídas y por ende golpes fuertes contra el piso.
Figura 82. Derrame de aceite en pasillo del piso de tanques.
Se identificó en esta área del piso de tanques que no se cuenta con extintor como lo
vemos en la figura 83, siendo esto muy peligroso al momento de que suceda algún
conato de incendio o algún corto circuito en el equipo que esta alrededor ya que
estarán en riesgo y expuestos los trabajadores que laboran en este lugar.
Figura 83. Falta de extintor en piso de tanques.

103
Cabe mencionar dentro de este desarrollo del proyecto y al estar dando los
recorridos para la identificación de peligros en las diferentes zonas de la planta, uno
de los factores que más impacto y el cual se notó que tiene más repercusión en la
salud de los trabajadores son el excesivo ruido ya que los niveles emitidos en
muchas zonas superan los 80 dB y la otra es que hay áreas con emisiones de
radiación ionizante la cual es emitida por el equipo instalado y encargado de
transformar el mineral de hierro en la materia prima que es la pulpa en el área de
molienda y concentración en sus diferentes zonas de operación, es por estas
razones que se tomaron medidas preventivas para poder minimizar en lo más posible
los riesgos a los que están expuestos todos los trabajadores, mostrando estos en los
resultados del presente proyecto.
104
CAPITULO 5. RESULTADOS.
Con base a el desarrollo del presente proyecto de residencia profesional como uno
de los resultados fue la creación de un procedimiento para la identificación de
peligros y evaluación de riesgos, el cual es totalmente necesario llevarlo a cabo
antes de realizar cualquier maniobra o actividad laboral dentro del área de trabajo,
esto más que nada para cuidar la integridad del personal no importando que sea
interno o externo a la empresa, otro de los resultados que se mostrará es la
zonificación respecto a emisiones de ruido dentro de la planta y de las emisiones de
radiación ionizante.
5.1 Procedimiento para la identificación de peligros y evaluación de
riesgos
A continuación se mostrará el procedimiento propuesto que se empleará para la
identificación de peligros y evaluación de riesgos dentro de la planta de molienda y
concentración, cabe recalcar que este procedimiento está enfocado y aplicado solo al
departamento de molienda y concentración ya que sus requerimientos y necesidades
en aspectos de seguridad y protección son diferentes a la de los demás por los
peligros identificados y mostrados dentro del desarrollo del presente proyecto.
5.1.1 Responsable del proceso o subproceso
Identifica y registra en el formato de listado de todas las tareas del proceso u
operaciones (ver anexo # 1) bajo su responsabilidad, incluyendo las rutinarias, no
rutinarias, frecuentes, poco frecuentes, las que pueden ocasionar incidentes
derivados de peligros generados en la proximidad del lugar donde se realiza la
actividad y las de emergencia que se realizan en el área, considerando en su análisis
las tareas, procesos y/u operaciones ejecutados por personal externo.

105
Envía el listado de las tareas del proceso a los responsables de subproceso o
tareas; este paso se debe dar hasta que el listado contenga solamente tareas en la
columna “subprocesos o tareas”.
Recibe del responsable de la tarea los formatos de análisis seguro de trabajo
(ver anexo # 2) debidamente llenados para su autorización de cada una de las
tareas.
Remite al Encargado de Seguridad Higiene y Protección, los formatos
autorizados del listado de tareas del proceso y el análisis seguro de trabajo.
5.1.2 Responsable de Tareas
Identificar peligros y evaluar riesgos mediante el llenado del análisis seguro de
trabajo “AST” (ver anexo # 2):
a) Secuencia de las actividades de la tarea: Describir de forma secuencial las
actividades necesarias para realizar la tarea según se vaya observando.
Numerar las actividades en forma secuencial (1, 2, 3, etc.); utilizando descripciones
concisas que permitan apreciar claramente la acción que se realiza sin entrar en
detalles innecesarios.
b) Riesgos o peligros de cada actividad: describir los peligros relacionados con todos
los pasos para la realización de la tarea, hacer una descripción concisa pero con
suficiente detalle para identificar claramente las características del peligro, se
analizará paso por paso buscando los peligros que estén presentes o se puedan
generar en cada uno según las condiciones de la realización de la tarea. Para ello se
debe tomar en cuenta:

106
i. El peligro que tienen implícito de por sí – por la naturaleza del caso.
ii. El peligro que pueden generar al efectuarse considerando el comportamiento, las
capacidades y demás factores de quienes realizarán la operación, trabajo o tarea.
iii. El peligro que pudiesen representar para terceros.
iv. Aquellos peligros que puedan originarse fuera del lugar de trabajo (por actos
naturales, por vecinos o elementos en tránsito, entre otros).
v. Infraestructura, equipo y materiales en el lugar de trabajo, ya sean provistos por
Peña Colorada o por otros
vi. Los cambios en el departamento, sus actividades o materiales.
vii. El diseño de las áreas de trabajo, procesos, instalaciones, maquinarias, equipo,
procedimientos operativos, organización del trabajo, incluyendo la adaptación a las
capacidades humanas.
c) Peligro derivado de cada actividad de la tarea: colocar en el formato de “AST” la
clave del peligro correspondiente de acuerdo a la clasificación de peligros y
consecuencias (ver anexo # 3).
d) Consecuencia del peligro de cada actividad de la tarea: colocar en el formato de
“AST” la consecuencia correspondiente de acuerdo a la clasificación de peligros y
consecuencias.
e) Calcular la severidad del riesgo (SR) de cada actividad de la tarea, utilizando la
tabla de Severidad / Consecuencia (ver anexo # 4), obtener el valor de la severidad
del riesgo.

107
f) Calcular la frecuencia del riesgo (FR) de cada actividad de la tarea, utilizando la
tabla del Factor de frecuencia (ver anexo # 5), obtener el valor de la frecuencia del
riesgo.
g) Calcular la posibilidad del riesgo (PR) de cada actividad de la tarea utilizando la
tabla de Factor de posibilidad (ver anexo # 6), obtener el valor de la probabilidad del
riesgo.
h) Calcular el grado de criticidad (Cr) de cada actividad de la tarea mediante la
siguiente ecuación, calcular el grado de criticidad (Cr= (FR + PR)*SR).
i) En la celda o campo correspondiente a grado de criticidad de la tarea, se llenará
con la criticidad del riesgo evaluado más alto de todas las actividades de la tarea.
j) Medidas preventivas: Definir acciones con los peligros y riesgos identificados en
cada actividad de la tarea, analizar cada uno de ellos para determinar cómo eliminar
ó controlar los mismos; éstas deben hacerse siguiendo los siguientes principios de
jerarquía:
• Eliminar el peligro. Lo primero que vamos a buscar siempre es eliminar el peligro
y/o el riesgo identificado.
• Controlar el peligro. Si no es posible eliminar el peligro y/o el riesgo, lo siguiente a
buscar será controlar el peligro y/o el riesgo desde su fuente. Para ello se utilizarán
controles de ingeniería, adecuaciones, modificaciones, etc.
• Minimizar el peligro y/o el riesgo. Si controlar el peligro y/o el riesgo no es
suficiente, se deberá minimizar la exposición/emisión del mismo. Para ello se
utilizarán controles administrativos, como minimización de personal expuesto al
peligro y/o el riesgo, cambios de turno de operación, capacitación, etc.

108
• Uso de EPP. Si controlar y minimizar el peligro y/o el riesgo no son suficientes,
entonces, y solo entonces se utilizará Equipo de Protección Personal adecuado para
el peligro y/o el riesgo identificado.
• Monitoreo médico. Si fue necesario utilizar equipo de protección personal, y/o si
aún esto no garantiza el control del peligro y/o el riesgo, es necesario definir
monitoreo médico y su frecuencia para proteger al personal.
Es muy importante que la definición de estas acciones sea lo más detalladamente
posible, y debe contener especificaciones y condiciones necesarias para su
realización; tenemos que identificar y establecer los controles necesarios de
ingeniería o administrativos para eliminar, minimizar o controlar los peligros y riesgos
que representa. Estos controles pueden ser:
• Procedimientos de seguridad.
• Procedimientos o instructivos operativos.
• Listas de verificación.
• Protecciones.
• Equipo de protección personal, etc.
Ejecutar este procedimiento cada vez que suceda un incidente, cambio de
proceso, herramienta, equipo, tareas o actividades nuevas.
5.1.3 Encargado de seguridad higiene y protección.
Proveer apoyo a los responsables de de tarea durante la ejecución de este
procedimiento.
Llevar un registro, de cada tarea o actividad laboral, cuando se debe realizar
este procedimiento.

109
Informar al responsable del proceso cuando es necesario que se lleve a cabo
este procedimiento.
Recibe del responsable de proceso, los formatos del listado de tareas y el
análisis seguro de trabajo.
Envía a los responsables del proceso el condensado de identificación de
peligros y evaluación de riesgos (ver anexo # 7), en donde se especifica la
responsabilidad para el manejo y control de la identificación de peligros y evaluación
de riesgos y otros requisitos.
En la figura 83 se muestra el diagrama de flujo el cual se debe de llevar a cabo para
la identificación de peligros y evaluación de riesgos en el área de molienda y
concentración, así como los nombres de los formatos correspondientes que se deben
de hacer al momento de realizar alguna actividad o subproceso dentro de la planta,
enseguida del diagrama de flujo se mostrará paso a paso las actividades a realizar
dentro del procedimiento.

110
NO
SI
SI
NO
SI
SI
NO
NO
Figura 83. Diagrama de flujo a seguir para el procedimiento de identificación de peligros y
evaluación de riesgos.
¿Existen
subprocesos?
Identifica y registra en el
listado de todas las tareas
procesos y/u operaciones
Envía el listado a los responsables de
subproceso o tareas
Recibe el responsable de la tarea los
formatos de “AST” para su autorización
de cada una de las tareas
Envía al encargado de seguridad
higiene y protección los formatos
autorizados del listado de tareas y
análisis seguro de trabajo.
Valora las tareas sin incidencias
peligrosas
¿Valores
mayores a 9?
Determina la reducción a niveles
aceptables tomando medidas
preventivas adecuadas.
Responsable de la tarea
Recibe del responsable del
proceso el listado de tareas
peligrosas
Describe las actividades de la tarea
Calcula el grado de criticidad
del riesgo de cada peligro
Calcula la tolerancia del tipo de riesgo
Determina los controles
necesarios para que el riesgo
sea aceptable
Sigue los procedimientos
requeridos para hacer los
riesgos aceptables
Remite al responsable del proceso
los formatos del listado de tareas
y análisis seguro de trabajo.
¿Existen
cambios?
Archiva originales de los
formatos del listado de
tareas y AST.
FIN
INICIO
Responsable del proceso o
subproceso Encargado de seguridad
higiene y protección
Provee apoyo al
responsable del proceso y
al responsable de la tarea
Lleva registros de las
tareas evaluadas
¿Existen
cambios?
Recibe del responsable del
proceso los formatos del
listado de tareas y el AST.
Envía a los responsables
del proceso el condensado
de identificación de
peligros y evaluación de
riesgos, en el formato
SYPSR 4.3.1-03
Notifica al responsable del
proceso

111
También como otro de los resultados del presente proyecto de la identificación de
peligros y evaluación de riesgos se procedió a realizar una zonificación enmarcando
los peligros que tienen más repercusión sobre la salud de los empleados, siendo los
factores del ruido y la radiación los más relevantes como ya se había mencionado
anteriormente. Primeramente nos enfocaremos a mostrar la zonificación relativa al
ruido y enseguida se mostrará la zonificación de radiación ionizante.
5.2 Zonificaciones de ruido
De acuerdo a la NOM 011 (2001), toda empresa debe de Contar con el
reconocimiento y evaluación de todas las áreas del centro de trabajo donde haya
trabajadores y cuyo nivel sonoro sea igual o superior a 80 dB, es por eso que se
procedió a realizar la siguiente zonificación de las áreas de la planta con la ayuda de
un sonómetro facilitado por el departamento esto para que los trabajadores se den
cuenta del nivel de ruido que existe y por ende permanezcan ahí el menor tiempo
posible o no permanecer en ese lugar innecesariamente, ya que la exposición al
ruido con niveles arriba de 80 dB, pueden afectar seriamente la salud del personal en
el sentido auditivo, las zonificaciones se hicieron por pisos de la planta.
5.2.1 Zonificación de ruido en piso cero
Figura 84. Zonificación de niveles de ruido en piso cero.

112
Como observamos en la figura 84, los niveles de ruido que más predominan en esta
zona son de igual o menor a 100 dB y de igual o menor a 90 dB, siendo estos niveles
de ruido muy perjudiciales para el personal que labora en este mencionado lugar,
cabe mencionar que es obligatorio usar su equipo de protección auditiva por lo que
esta medida minimiza sustancialmente el riesgo a la salud de los empleados, de igual
manera en la figura 85 se muestra el registro de las mediciones tomadas en 6 puntos
diferentes del piso cero.
Registro de mediciones Área: Piso Cero
Punto 1 Punto 2 Punto 3 Punto 4 Punto 5 Punto 6
90.2 92.6 99.4 94.5 97.2 94.9
91.5 91.7 100.3 94.5 97.3 94.1
91 91.4 100.1 94.3 96.9 94.1
91.2 92.2 99 94.4 96.8 94.7
91.4 91.6 99.3 94.2 97.2 94.1
91.7 91.9 99.2 94 96.9 94.6
91.7 91.1 99.3 94.1 97.1 94.9
91.2 91.7 99.7 94.1 96.8 94.8
91.4 91.8 99.2 93.9 96.6 94.7
91.2 91.2 99.4 94.2 96.8 94.1
90.5 91.1 99.7 94.1 97.1 94.2
90.5 91.5 99.3 94.1 96.5 94.7
90.9 90.7 99.4 94 96.8 94.4
91.3 90.9 99.7 94.2 96.4 94.2
91.1 91.1 100.1 94.5 96.6 94.9
91.5 90.8 99.7 94.6 96.8 94.2
91.4 91.5 99.4 94.1 96.1 94
91.6 91.4 99.5 94.4 97.1 94
90.9 91.4 99.2 94.3 96.5 94.1
92 90.4 99.7 94.2 97.1 94.8
Figura 85. Registro de mediciones en piso cero.
5.2.2 Zonificación de ruido en piso de molinos
En la figura 86 se muestra la zonificación de niveles de ruido emitidos en el piso de
molinos siendo este piso el cual emite una mayor cantidad de ruido ya que en este se
encuentran los molinos de grandes magnitudes como lo es el CE-10, AE-40 y BE-40
que son los que más ruido generan por el trabajo que hacen.

113
Figura 87. Zonificación de niveles de ruido en piso de molinos.
En la figura 88 se muestran los registros de las mediciones hechas con el sonómetro
en 12 distintos puntos del piso de molinos, siendo en esta área del piso cero la que
registro los niveles de ruido más elevados.
REGISTRO DE MEDICIONES Área: Piso de Molinos
Punto 1
Punto 2
Punto 3
Punto 4
Punto 5
Punto 6
Punto 7
punto 8
Punto 9
Punto 10
Punto 11
Punto 12
97.6 97.6 102.2 98.7 93.4 94.5 91.3 90.9 92.4 90.1 92.1 88.5
97.6 97.9 103.6 99.2 93.3 94.6 91.6 90.6 92.2 89.3 92.2 89.8
97.7 98.2 103.7 99.4 93.8 94.4 91.4 90.8 92.6 89.5 92.4 88.6
97.2 97.5 103.8 99.9 93.2 94.7 91.2 90.9 93.4 89.2 92.1 90.3
97.2 98.1 102.1 99.7 93.3 94.4 91.3 90.8 93.8 89.4 92.2 90.2
97.3 97.9 101.8 99.7 94.6 94.6 91.1 90.9 92.1 89.7 92.4 88.4
97.1 97.6 101.9 99.8 93.7 94.5 91.4 90.9 92.6 89.8 92.3 88.6
97.9 97.4 102.2 99.3 93.7 94.7 91.2 90.6 92.7 90.2 92.4 90.3
97.4 97.7 102.4 99.7 93.1 94.7 91.2 91.2 92.2 89.3 92.23 88.4

114
97.9 97.7 102.6 99.3 93.6 94.3 92.5 91.1 91.8 89.8 91.9 88.7
97.2 97 101.5 99.5 93.5 94.2 91.3 90.7 93.9 91.5 92.9 88.3
97.7 97.2 101.8 99.2 93.2 94.5 91 90.4 92.6 90.4 93.9 88.7
97.2 97.2 101.4 99.7 93.2 94.6 90.9 90.6 92.4 90.2 93.2 88.9
97.9 97.2 101.6 99.9 93.8 94.5 91.1 90.3 93.3 90.1 93.3 88.2
97.7 97.1 101.9 99.8 94.2 94.5 91 90.5 92.6 89.5 93.5 88.5
98.3 97.4 101.3 99.7 93.6 94.4 91.4 90.4 93.2 89.3 93.6 89.3
97 97.7 101.6 99.8 93.8 94.3 91.2 90.2 92.7 89.2 92.8 88.4
97.5 97.5 101.5 99.1 94.1 94.5 91.2 90.4 92.8 89.3 92.8 89.2
97.6 96.7 101.7 99.7 95.1 94.6 91 90.8 91.7 89.3 93 88.6
97.1 97.4 102.3 99.5 94.2 94.4 91.5 90.7 93.4 89.8 92.8 90.1
Figura 88. Registros de mediciones hechos en piso de molinos.
5.2.3 Zonificación de ruido en piso de separadores
A continuación en la figura 89 se muestra la zonificación del piso de separadores
magnéticos, observando que el nivel de ruido que mas predomina es el igual o menor
a 90 dB, siendo este nivel por la norma mexicana potencialmente peligroso para la
salud de los trabajadores al personal expuesto en esta zona ya que rebasan los 80
dB, cabe mencionar que la señalización de protección auditiva es la adecuada y todo
el personal usa su equipo de protección personal.
Figura 89. Zonificación de niveles de ruido en piso de separadores.

115
En la figura 90 se muestra el registro de las mediciones que se hicieron el piso de
separadores magnéticos siendo 8 puntos diferentes e los cuales se tomaron las
mediciones.
REGISTRO DE MEDICIONES Área: Separadores Magnéticos
Punto 1 Punto 2 Punto 3 Punto 4 Punto 5 Punto 6 Punto 7 Punto 8
93.1 87.2 88.9 87.3 86.6 86.8 83.2 82.7
92.4 86.9 88.4 87.7 86.7 86.8 83.7 81.4
92.6 87.2 88.6 87.3 86.5 86.8 83.5 81.2
93.3 86.8 88.4 87.6 86.6 86.5 83.8 81.4
93.1 87.2 88.2 87.3 86.7 86.5 83.6 81.5
92.5 86.8 88.8 87.5 86.4 86.4 83.4 81.5
92.5 87.1 88.8 87.4 87 86.5 83.5 81.2
92.6 87.1 88.6 87.3 86.6 87 83.5 81.4
92.3 87.3 88.5 87.6 86.5 86.7 83.9 81.5
92.6 86.8 88.5 87.2 86.2 87.1 84.2 81.3
92.2 86.4 89.6 88.2 86.8 86.9 84.1 81.7
92.3 86.6 90.1 88.2 87.2 86.6 83.8 81.2
92.8 86.8 89.7 88.3 86.5 87.2 83.5 81.5
92.8 86.5 89.7 88.9 86.3 86.9 83.1 81.4
92.4 86.9 86.8 88.2 87.1 87.1 83.6 81.5
92.1 86.7 89.9 88.4 86.7 87.2 83.5 83.4
92.1 86.4 89.6 88.5 86.8 86.6 83.8 84.6
92.4 87.2 89.7 88.3 86.9 87.2 83.8 83.2
91.9 86.8 89.9 88.2 86.9 87.5 83.7 81.1
92.3 87.1 89.8 88.2 87.2 87.1 83.4 81.1
Figura 90. Registro de mediciones en piso de separadores.
5.2.4 Zonificación de ruido en piso de distribuidores
En la figura 91 se muestra la zonificación del piso de distribuidores, siendo la emisión
de ruido que predomina la de igual o menor a 90 dB y en segundo lugar la de igual o
menor a 80 dB, lo cual podemos darnos cuenta que ya los niveles de ruido
disminuyeron un poco, esto a que este piso es el tercero y se encuentra alejado del
piso de molinos el cual es el mayor generador de emisiones de ruido.

116
Figura 91. Zonificación de de emisiones de ruido de piso de distribuidores.
En la figura 92 se muestra el registro de las mediciones realizadas en el piso de
distribuidores, tomando mediciones en 4 diferentes puntos de esta área como vemos
a continuación.
REGISTRO MEDICIONES Área: Piso de Distribuidores
Punto 1 Punto 2 Punto 3 Punto 4
83.4 86.2 89.7 90.8
82.8 85.9 88.6 91.2
83.4 85.7 88.4 90.8
83.3 85.7 88.9 91.3
83.5 85.5 88.6 90.8
83.6 86.2 88.6 91.5
83.4 86.3 88.8 91.1
82.8 85.8 88.7 91.2
83.1 85.7 88.8 91.3
83.4 85.8 88.9 91.5
83.3 85.4 88.7 91.3
83.5 85.4 88.8 91.5
83.3 85.5 88.8 91.7
83.4 86.3 89.1 91.2
83.4 85.4 88.4 90.6
83.6 81.1 88.4 91.2

117
83.7 85.7 89.1 91.4
83.5 85.6 88.8 91.4
83.3 85.4 89.4 91.3
83.2 85.4 88.4 90.9
Figura 92. Registro de mediciones de emisiones de ruido en piso de distribuidores.
5.2.5 Zonificación de ruido en piso de cribas
A continuación en la figura 93 se muestra la zonificación de niveles de ruido en el
piso de cribas, siendo en nivel predominante el de igual o menor a 90 dB y en una
minoría al nivel de igual o menor a 100 dB, siendo esta área un lugar donde se emite
ruido a un nivel menor que el área anterior, pero de igual manera se encuentra la
señalización adecuada de uso de equipo de protección auditiva.
Figura 93. Zonificación de emisiones de ruido en piso de cribas.
En la figura 94 se muestran los registros de las mediciones efectuadas en el piso de
cribas tomadas en 6 diferentes puntos.

118
REGISTRO DE MEDICIONES Área: Piso de Cribas
Punto 1 Punto 2 Punto 3 Punto 4 Punto 5 Punto 6
88.8 88.3 88.3 88.7 91 88
88.9 88.8 89 88.6 93.5 88.6
88.3 88.4 88.3 88.6 92 88.7
88.7 88.4 87.6 88.2 92.3 88.5
88.8 88.3 87.8 87.9 93.1 88
88.4 88.4 88.9 88.3 92.3 88.7
91.4 88.6 87.7 88.7 92.3 88.4
88.2 88.2 88 88.4 93.3 88.8
88.5 88.3 88.2 88.4 92.1 88.1
88.4 88.3 88.5 88.7 92.1 88.2
89.2 88.1 88.7 88.5 92.5 88
88.8 88.3 88.7 88.1 92.6 87.7
88.5 88.5 88.4 88.3 92.1 87.4
88.7 88.4 88.6 87.4 92.2 87.9
89.1 88.8 88.6 88.7 92.2 88.2
88.7 88.6 88.4 89.1 92.6 88.1
88.8 88 88.5 89 92.5 87.7
88.3 88.1 88.2 88.4 92.1 87.7
88.5 88.6 88.4 87.9 92.3 88.4
88.6 88.7 88.5 88.3 92.5 87.6
Figura 94. Registro de mediciones de emisiones de ruido en piso de cribas.
5.2.6 Zonificación de ruido en piso de tanques
Por último se hizo la zonificación en el piso de tanques, el cual registro las emisiones
de ruido más bajas, ya que se encuentra en un área totalmente abierta y tampoco
hay equipo el cual genere mucho ruido, pero de igual manera no hay que darle
menos importancia ya que tiene zonas con importantes emisiones de ruido.
En la figura 95 se muestra la zonificación del piso de tanques y que como
observamos el nivel que mas predomino en esta área fue el de igual o menor a 80
dB, siendo esta mencionada área la menos perjudicial para la salud de los
empleados y por ende pueden estar trabajando aquí por más tiempo, claro usando
su equipo de protección auditiva.

119
Figura 95. Zonificación de emisiones de ruido en el piso de tanques.
En la figura 96 se muestra el registro de las mediciones hechas en el piso de
tanques, cabe recalcar que fueron los registros más bajos de emisiones de ruido y
por lo cual hay menor grado de riesgos hacia la salud auditiva de los empleados.
REGISTRO DE MEDICIONES Área: Piso de Tanques
Punto 1 Punto 2 Punto 3 Punto 4 Punto 5 Punto 6
80.8 80.4 77.3 83.9 80.4 81.8
80.6 80.5 77.3 83.4 80.1 82.2
80.8 81.1 76.7 83.5 80.4 82.6
81.2 80.9 76.5 84.4 80.6 82.7
81.1 80.7 76.8 83.6 80.8 82.1
81.4 80.8 76.8 83.4 88.9 92.8
80.8 80.3 76.9 83.9 89 80.8
81.3 80.8 76.9 84.3 89.4 80.4
81.2 80.8 76.9 83.3 89.2 80.2
80.8 80.5 76.8 83.3 88.9 79.8
82.2 80.4 76.5 83.4 80.1 81.3

120
81.5 80.6 76.5 83.6 82.2 80.9
81.6 80.7 76.8 83.1 81.3 81.4
81.7 80.3 76.7 83.4 80.4 81.4
81.8 80.2 76.4 83.6 80 81.8
81.1 80.4 76.5 83.5 80 81.5
81.3 80.3 76.7 83.7 80.5 81.3
80.8 80.4 76.8 83.6 80. 82.1
82.1 80.2 76.3 83.5 80.2 82.4
81.3 80.9 76.3 83.4 82.6 82.7
Figura 96. Registro de mediciones de emisiones de ruido en piso de tanques.
5.3 Zonificación de radiación
De acuerdo a la Nom-012 (1999), el personal ocupacionalmente expuesto tiene el
derecho a una protección y vigilancia médica eficaz en materia de
seguridad radiológica y salud en el trabajo, en función de los riesgos inherentes a la
exposición ocupacional a la radiación ionizante. Es por esto que se procedió a
realizar una zonificación de los lugares que emiten radiación ionizante en la planta de
molienda y concentración, ya que la exposición a altas dosis de radiación ionizante
puede causar quemaduras de la piel, caída del cabello, náuseas, enfermedades e
incluso a la muerte. Los efectos dependerán de la cantidad de radiación ionizante
recibida y de la duración de la irradiación, y de factores personales tales como el
sexo, edad a la que se expuso, y del estado de salud y nutrición.
El área en la cual se identifico que hay más peligro hacia la salud de los trabajadores
ya que se identificaron mayor numero de emisores de radiación ionizante fue en el
piso de distribuidores como lo podemos observar en la figura 97, ya que es en este
lugar donde hay más equipo que utiliza la radiación para medir la densidad del flujo
del material que se procesa en la planta y el cual es necesario para poder realizar los
procesos dentro de la planta.

121
Figura 97. Zonificación de emisores de radiación en piso de distribuidores.
Otra de las áreas donde se encontraron algunas fuentes emisoras de radiación
ionizante fue en el piso de tanques como lo vemos en la figura 98, lo cual se
recomienda no permanecer en estas zonas innecesariamente.
Figura 98. Zonificación de fuentes de emisión de radiación ionizante en piso de tanques.

122
Por último el piso el cual se encontraron fuentes emisoras de radiación ionizante fue
en el piso de molinos como lo podemos observar en la figura 99, haciendo la misma
recomendación de no permanecer cercas de estas zonas innecesariamente.
Figura 99. Zonificación de fuentes emisoras de radiación ionizante en piso de molinos.

123
CAPITULO 6. CONCLUSIONES Y RECOMENDACIONES
6.1 Conclusiones
Con base a los resultados obtenidos en el presente proyecto de identificación de
peligros y evaluación de riesgos dentro de la planta de molienda y concentración, se
concluye que hay una gran cantidad de actos y condiciones inseguras, siendo estas
últimas las que más tienen presencia, las cuales son un gran riesgo para todo el
personal que labora dentro de la planta y por lo tanto se procedió a realizar un
procedimiento para poder identificar los peligros de las actividades laborales a
realizar y hacer una evaluación de riesgos pertinente, también se llegó a la
conclusión de que los factores con más peligro sobre los trabajadores son el
excesivo ruido el cual rebasa los 80 decibeles que es el nivel máximo al cual puede
estar expuesto los trabajadores de acuerdo a la NOM-011-STPS-2001 y el otro factor
son las emisiones de radiación ionizante de las distintas fuentes emisoras que tiene y
necesita el sistema de producción de la planta y también tiene un gran riesgo hacia la
salud del personal de acuerdo a la NOM-012-1999, para lo cual se hizo una
zonificación donde se encuentra señalizado las áreas de mayor riesgo de estos 2
factores.
6.2 Recomendaciones
Las recomendaciones más pertinentes para que en este proyecto de investigación
surjan efectos positivos y se logre cumplir el objetivo general es que se lleve a cabo y
al pie de la letra el procedimiento propuesto dentro de los resultados esto más que
nada para disminuir los peligros y minimizar la severidad de los accidentes si llegaran
a ocurrir dentro de la planta y de igual manera que también se haga caso a la
zonificación de los factores con mayor riesgo hacia la salud del personal para lo cual
se recomienda no permanecer innecesariamente cercas de estos lugares y si van a
estar haciendo actividades laborales cercas utilizar el equipo de protección personal
adecuado.

124
ANEXOS
Anexo # 1. Listado de tareas del proceso.
Anexo # 2. Análisis seguro de trabajo (AST).

125
Anexo # 3. Tabla de clasificación de peligros y consecuencias.

126
Anexo # 4. Tabla de Severidad / Consecuencia.
Anexo # 5. Tabla del Factor de frecuencia.
Anexo # 6. La tabla de Factor de posibilidad.

127
Anexo # 7. Condensado de identificación de peligros y evaluación de riesgos.

128
Referencias Bibliográficas.
* Kletz Trevor – HAZOP and HAZAN – Identifying and assessing process industry
Hazards – 4th Edition – Taylor & Francis – Londres – 1999
* Cabaleiro Portela Víctor Manuel. Prevención de riesgos laborales, Ideaspropias
editorial s.l. España, 2010 244 p.
* Pérez Marín Mario, Técnicas de identificación de peligros. IMP (Instituto Mexicano
del Petróleo). 2010.
* Crawley Frank. HAZOP: Guide to Best Practice. Ed. ICHEME. 2da. Edición. 2008
* NORMA Oficial Mexicana NOM-011-STPS-2001, Condiciones de seguridad e
higiene en los centros de trabajo donde se genere ruido.
* Norma Oficial Mexicana NOM-012-STPS-1999, Condiciones de seguridad e
Higiene en los centros de trabajo donde se produzcan, usen, manejen, almacenen o
transporten fuentes de radiaciones ionizantes.
Referencias electrónicas:
http://www.madridindustrial.es/Interior.aspx?tipoElemento=5&idElemento=81546&tOp
=5&iOp=81546
http://seguridadindustrialapuntes.blogspot.mx/2009/02/los-antecedentes-de-la
seguridad.html
http://www.cnh.gob.mx/_docs/transparencia/Taller_tecnicas_de_identificacion_peligro
s.pdf
http://seguridadhigiene.wordpress.com/2008/03/26/condiciones-inseguras/