
HACCP CHORIZO TIPO RIOJA
63
ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL, PARA EL PROCESO DE UN PRODUCTO CÁRNICO SEMIMADURADO CHORIZO RIOJANO EN UNA EMPRESA TIF EN TEPOTZOTLÁN, ESTADO DE MÉXICO. Oranday Muñoz Gabriela Galicia Hernández Mónica Gloria Rosales Dávila Giovanni
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of HACCP CHORIZO TIPO RIOJA

ANÁLISIS DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL, PARA EL PROCESO DE UN PRODUCTO CÁRNICO SEMIMADURADO CHORIZO RIOJANO EN UNA EMPRESA TIF EN TEPOTZOTLÁN, ESTADO DE MÉXICO.
Oranday Muñoz Gabriela Galicia Hernández Mónica Gloria
Rosales Dávila Giovanni

Empresa 100% mexicana que procesa carne de cerdo para elaborar sus productos crudos semi-madurados y madurados. Cuenta con la Certificación Tipo Inspección Federal y con esto tiene el compromiso de sacar al mercado mexicano productos que responden a normas de calidad sanitaria así como con una adecuada relación de precio calidad-servicio.
Los productos se distribuyen a diferentes lugares como: Tiendas de autoservicio y restaurantes del D.F., diferentes ciudades como Pachuca-Hidalgo, Cuernavaca, Toluca y Puebla.
EL
El cerdito feliz

DESCRIPCIÓN DEL PRODUCTO Y SU USO ESPERADO PARA EL CONSUMIDOR.
1. Nombre común: chorizo rioja.
2. Instrucciones de uso: Consumase bien cocido.
3. Vida media de almacén: 6 meses en refrigeración de 2 a 4 grados centígrados.
4. ¿En donde se venderá el producto?: En tiendas de autoservicio, restaurantes, almacenes minoristas.
5. ¿A que grupo de consumidores va dirigido? : El producto puede ser consumido por el publico en general incluyendo grupos de alto riesgo( niños y ancianos).
6. Instrucciones de etiqueta: Manténgase en refrigeración de 2 a 4 grados centígrados. Consumase bien cocido.

INGREDIENTES.
–Carne magra de cerdo. -Sal común. -Pimiento dulce. -Tripa de cerdo. -Sal fina. -Ajo en polvo. -Sal nitrificante. -Ascorbato sódico.
PROPIEDADES FISICO-QUIMICAS.
Humedad entre el 20%
y el 40%. .
Grasa sobre extracto
seco: Máximo 57%.
Proteína sobre
extracto seco: Mínimo
30%
pH entre 4,8 - 5,6.
ELEL CERDITO FELIZ
Bolsa de plástica hermética cerrada al alto vacío en presentación de 500 g. Almacenadas en cajas con 20 piezas y 35 cajas en tarima.

PRERREQUISITOS
Programa de mantenimiento de instalaciones y
equipos:
Emplazamientos
Diseño de la planta de elaboración
Diseño de la cámara frigorífica
Diseño y construcción de los equipos
Plan de contingencia por fallos eléctricos

Programa de control de las operaciones:
Procedimientos del retiro del mercado
Programa de trazabilidad
Establecimiento: Mantenimiento y saneamiento:
Régimen de mantenimiento
Programa de control de calidad del agua
Programa de capacitación del personal (prácticas de
manipulación y seguridad alimentaria)

Programa de limpieza y desinfección en cámara
frigorífica
Programa de control de plagas
Programa de control de la cadena de fría
Programa de identificación de los productos
producidos y/o comercializados
Programa de control de proveedores
Programa de proceso del producto
Buenas prácticas de manufactura

Programa de eliminación de desechos
Programa de documentación y registros
Programa de procedimientos documentados de
mantenimiento y calibración de equipos de medición
Programa de control para el almacenamiento y uso
de productos químicos para limpieza y desinfección

Requisitos para cumplir con los Reglamentos de la FDA relacionados con el Plan de Operación de Sanidad Estándar 21 CFR parte 123
SSOP1- Seguridad del agua SSOP2- Limpieza de las superficies de contacto con el alimento.
SSOP3- Prevención contra la contaminación cruzada. SSOP4- Higiene de los empleados. SSOP5- Protección del Alimento. SSOP6- Compuestos/agentes tóxicos SSOP7- Salud de los empleados SSOP8- Control de plagas

• Constitución Política de los Estados Unidos Mexicanos
• Norma Mexicana NMX-F-CC-22000-NORMEX-IMNC-2007. Sistema de gestión de la inocuidad de los alimentos. Requisitos para cualquier organización de la industria alimentaria.
• Ley General de Salud.
• Reglamento de control sanitario de productos y servicios.
• Ley Federal de Sanidad Animal.
• NOM-034-SSA1-1993. Bienes y servicios. Productos de la carne. Carne molida y carne molida moldeada. Envasadas. Especificaciones sanitarias
• Ley Aduanera
• Ley Federal de Protección al Consumidor
NORMATIVIDAD INHERENTE A LA ELABORACIÓN DE CHORIZO RIOJANO

• NOM-004–ZOO-1994.- Control de residuos tóxicos en carne, grasa, hígado y riñón de bovinos, equinos, porcinos y ovinos
• Modificación a la NOM-008–ZOO-1994.- Especificaciones zoosanitarias para la construcción y equipamiento de establecimientos para el sacrificio de animales y los dedicados a la industrialización de productos cárnicos.
• NOM–009–ZOO–1994.- Proceso sanitario de la carne.• NOM-194-SSA-2004- Especificaciones sanitarias en los rastros municipales.• NOM–023–ZOO–1995.- Identificación de especie animal en músculo de bovino,
ovino, equino, porcino y aves. • NOM–024–ZOO–1995.- Especificaciones y características zoosanitarias para el
transporte de animales, sus productos, subproductos, productos químicos, farmaceúticos, biológicos y alimenticios para uso en animales o consumo por éstos.
• NOM–033–ZOO–1995.- Sacrificio humanitario de los animales domésticos y silvestres.
• NOM-145-SSA1-1995.- Productos cárnicos troceados y curados.• Modificación a la NOM-201-SSA1-2002.- Agua y hielo para consumo humano,
envasado y a granel.

• NOM-092-SSA1-1994.- Bienes y servicios, método para la cuenta bacterias aerobias en placa.
• NOM-111-SSA-1994.-. Bienes y servicios, método para la cuenta de mohos y levaduras en alimentos
• NOM-112-SSA-1994.- Bienes y servicios, determinación de bacterias coliformes, técnica del método mas probable.
• NOM-114-SSAI-1994; Bienes y servicios. Método para la determinación de salmonella en alimentos.
• NOM-115-SSAI-1994.-. Bienes y servicios. Método para la determinación de Staphylococus aureus en alimentos
• Modificación Nom-127- ssa1-1994.- Salud ambiental. Agua para uso humano límites permisibles de calidad y tratamientos a que debe someterse para su potabilización.
• NOM- 001-STPS-1993.- Relativa a las condiciones de seguridad e higiene en los edificios, locales , instalaciones y centros de trabajo.
• NORMA Oficial Mexicana NOM-180-SSA1-1998, Salud ambiental. Agua para uso y consumo humano. Equipos de tratamiento de tipo doméstico. Requisitos sanitarios.
• NORMA Oficial Mexicana NOM-179-SSA1-1998, Vigilancia y Evaluación del Control de Calidad del Agua para Uso y Consumo Humano, distribuida por sistemas de abastecimiento público

• NOM- 006-STPS-1993.- Relativa a las condiciones de seguridad e higiene para estiba y desestiba de los materiales en los centros de trabajo.
• NOM- 011-STPS-1993.- Relativa a las condiciones de seguridad e higiene en los centros de trabajo donde se genere ruido.
• NOM- 016-STPS-1993.- Relativa a las condiciones de seguridad e higiene en los centros de trabajo referente a ventilación.
• NOM- 025-STPS-1993.- Relativa a los niveles y condiciones de iluminación que deben tener los centros de trabajo.
• NOM- 028-STPS-1993.- Relativa a la seguridad de colores para la identificación de fluidos conducidos en tuberías.
• NOM- 001-ECOL-1996.- Que establece los límites máximos permisibles contaminantes en las descargas de agua en aguas y bienes nacionales.

NMX-F-320-S-1978 Determinación de Fosfatos en Embutidos.NMX-F-321-S-1978 Determinación de Fécula por hidrólisis ácida en embutidos.NMX-F-543-1992 Determinación de nitritos en productos cárnicos método de prueba.NMX-F-545-1992 Método de prueba para la determinación de extracto etéreo (método
soxhlet) en productos cárnicos.NOM-002-SCFI-1993 Productos preenvasados-Contenido neto-Tolerancias y métodos de
verificación.NOM-004-ZOO-1994 Grasa, hígado, musculo y riñón en aves, bovinos, caprinos,
cérvidos, equinos, ovinos y porcinos. Residuos tóxicos. Limites máximos
permisibles y procedimientos de muestreo.NOM-051-SCFI/SSA1-2010, Especificaciones generales de etiquetado para alimentos y
bebidas no alcohólicas preenvasados-Información comercial y sanitaria.

ACUERDO por el que se dan a conocer los Lineamientos Especificos de Operación del Proyecto Estratégico de Prioridad Nacional denominado Apoyo para impulsar la calidad e inocuidad de productos cárnicos.
ACUERDO que modifica al diverso que establece la clasificación y codificación de mercancías cuya importación está sujeta a regulación por parte de la SAGARPA a través del SENASICA.
ACUERDO por el que se exenta del certificado zoosanitario de movilización de bienes de origen animal procedentes de establecimientos TIF.
ACUERDO por el que se actualizan los montos de las operaciones y multas previstas en la Ley Federal de Protección al Consumidor para el año dos mil trece.
ACUERDO por el que se determinan los aditivos y coadyuvantes en alimentos, bebidas y suplementos alimenticios, su uso y disposiciones sanitarias.
ACUERDO por el que se modifica el diverso por el que se determinan los aditivos y coadyuvantes en alimentos, bebidas y suplementos alimenticios.
EL
El cerdito feliz
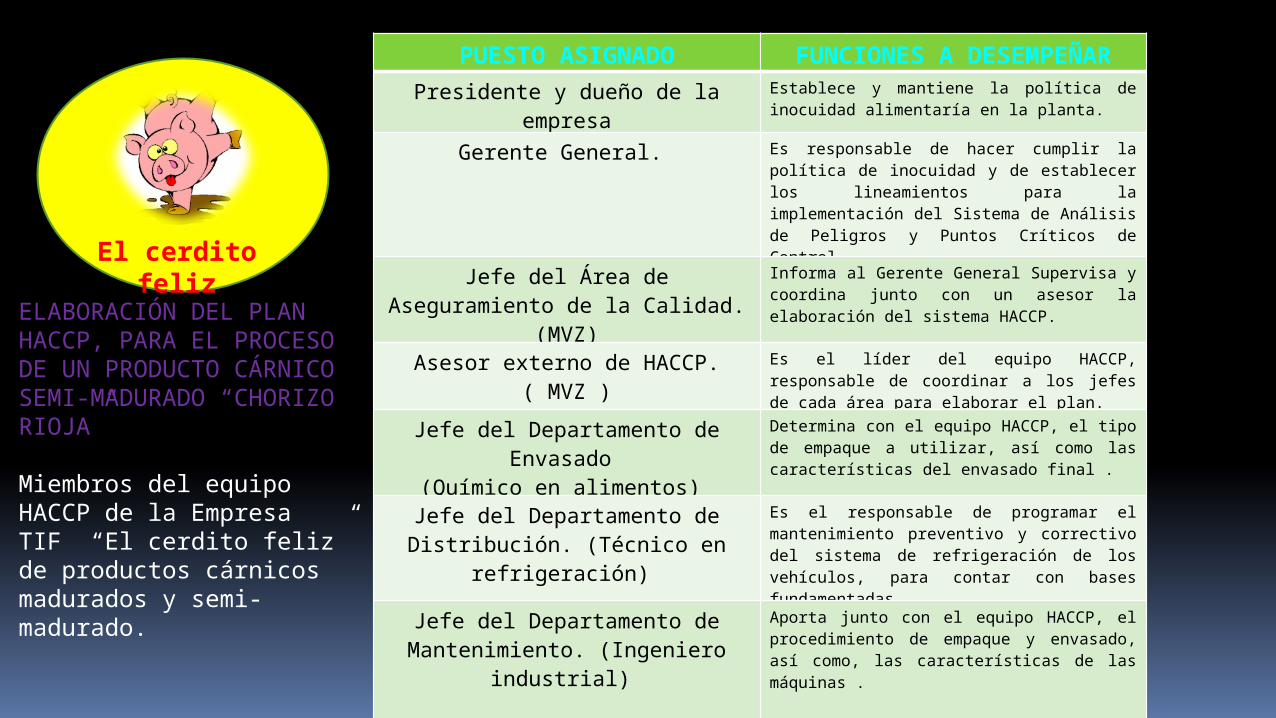
ELABORACIÓN DEL PLAN HACCP, PARA EL PROCESO DE UN PRODUCTO CÁRNICO SEMI-MADURADO “CHORIZO RIOJA”
Miembros del equipo HACCP de la Empresa TIF “El cerdito feliz” de productos cárnicos madurados y semi-madurado.
PUESTO ASIGNADO FUNCIONES A DESEMPEÑARPresidente y dueño de la
empresaEstablece y mantiene la política de inocuidad alimentaría en la planta.
Gerente General. Es responsable de hacer cumplir la política de inocuidad y de establecer los lineamientos para la implementación del Sistema de Análisis de Peligros y Puntos Críticos de Control.
Jefe del Área de Aseguramiento de la Calidad.
(MVZ)
Informa al Gerente General Supervisa y coordina junto con un asesor la elaboración del sistema HACCP.
Asesor externo de HACCP.( MVZ )
Es el líder del equipo HACCP, responsable de coordinar a los jefes de cada área para elaborar el plan.
Jefe del Departamento de Envasado
(Químico en alimentos)
Determina con el equipo HACCP, el tipo de empaque a utilizar, así como las características del envasado final .
Jefe del Departamento de Distribución. (Técnico en
refrigeración)
Es el responsable de programar el mantenimiento preventivo y correctivo del sistema de refrigeración de los vehículos, para contar con bases fundamentadas .
Jefe del Departamento de Mantenimiento. (Ingeniero
industrial)
Aporta junto con el equipo HACCP, el procedimiento de empaque y envasado, así como, las características de las máquinas .
Supervisor de los técnicos operarios.
( Ejecutivo operario con experiencia)
Coordina y distribuye el trabajo e los operarios Supervisa la correcta aplicación de los puntos desarrollados en el plan HACCP.

DIAGRAMA DE FLUJOPROCESO DE CHORIZO RIOJANO
RECHAZO ( A
unidad de origen)
INICIO
1. RECEPCIÓN DE MATERIA PRIMA
INSPECCIÓN MP
(0—4°C)
NO
2. ALMACENAMIENTO DE MATERIA PRIMA (0—4°C)
3. MOLIDO
c
SI
NO
4. RECEPCIÓN DE CONDIMENTOS Y
ADITIVOS
c
INSPECCIÓN 25°C
5. ALMACENAMIENTO 25°C
SI
ARETIRO DE EMPAQUES

REVISIÓN FORMULACIÓ
N
7.MEZCLADO 15°C
NO
6. PESAJE
8.RECEPCIÓN TRIPA NATURAL
c
INSPECCIÓN <7°C
9. ALMACENAMIENTO <7°C
SI
10. ÁREA DE PROCESO
RECHAZO ( A unidad de origen)
NO
INSPECCIÓN (sin
perforaciones, <7°C)
SINO
SI
REVISIÓN HOMOGENEIDA
D
11.EMBUTIDO 15°C
SI
NO
A
B

NO
12. MADURACIÓN (3-4 días)
FIN
14. EMPACADO
13. ALMACENAMIENTO SECADERO NATURAL
15. DISTRIBUCIÓN
Humedad, color, olor, sabor <16°C
Color, olor, sabor <20°C
NO
SI
SI
B

ETAPA DEL PROCESO DESCRIPCIÓN1. RECEPCIÓN:
• INSPECCIÓN DE UNIDAD DE TRANSPORTE
• INSPECCIÓN DE LA MATERIA PRIMA:
Entrada de transporte de carne babilla de cerdo sin hueso.
Superficies limpias , checar fleje y placa que concuerde con aviso de movilización. Verificación termoking. Temperatura mínima en pantalla de 0 a 4 °C . Si no cumple con ello se regresa a planta de origen.
Carne babilla de cerdo: magra en condiciones inocuas a <4 °C sin congelar, madura, acidificada un pH < 6.3 y sin humedad.
2. ALMACENAMIENTO DE CARNE: Carne magra en condiciones inocuas y dentro de 0 a 4 °C de temperatura.
3. MOLIDO: Troceado de la babilla y molido con disco de 8”
4. RECEPCIÓN DE CONDIMENTOS Y
ADITIVOS:
Condimentos (pimentón dulce, ajo en polvo, sal fina, sal común) y Aditivos: sal nitrificante,ascorbato sódico: con fecha vigente de caducidad, a temperatura ambiente sin luz ni humedad.
5. ALMACÉN DE CONDIMENTOS Y
ADITIVOS:
En paquetes individuales, en almacén fresco con poca luz y seco.

ETAPA DEL PROCESO DESCRIPCIÓN6. PESAJE: Por porción de 500 gramos:
450 gr de babilla de cerdo 2 gr sal fina 0.15 gr sal nitrificante 4 gr sal común 8 gr pimiento dulce 3 gr ajo en polvo 0.25 gr ascorbato sódico
7. MEZCLADO: Adición de condimentos y aditivos a la carne por diez
minutos
8. RECEPCIÓN DE TRIPA DE CERDO NATURAL
• INSPECCIÓN DE UNIDAD DE TRANSPORTE
• INSPECCIÓN DE LA MATERIA PRIMA:
Entrada a la planta de unidad de transporte con tripa de
cerdo.
Superficies limpias , checar fleje y placa que concuerde
con aviso de movilización. Verificación termoking.
Temperatura mínima en pantalla de 0 a 4 °C . Si no cumple
con ello se regresa a planta de origen.
Sin perforaciones, con fecha de caducidad vigente y a
temperatura <7°C sin congelar.
9. ALMACEN DE TRIPA NATURAL:. A temperatura <7°C sin congelar máximo de 5 días.

ETAPA DEL PROCESO DESCRIPCIÓN10. ÁREA DE PROCESO TRIPA NATURAL DE
CERDO:
• Preparación e hidratación de
tripas:
- Lavar las tripas con agua y sumergirlas para hidratarlas.
- A través de bandejas con agua a temperatura ambiente y posteriormente a < 7ºC en cámara fría
11. EMBUTIDO: Introducción de la pasta en tripa natural de cerdo calibre 28:35
12. MADURACIÓN: El tiempo que actúan las enzimas sobre las miofibrillas hará la carne más blanda. Se realizará dejando los embutidos colgados en locales ventilados con condiciones de temperatura <16ºC y humedad relativa y aireación adecuada para que el producto vaya perdiendo humedad y adquiriendo la consistencia, aroma, color y sabor característico
ETAPA DEL PROCESO DESCRIPCIÓN
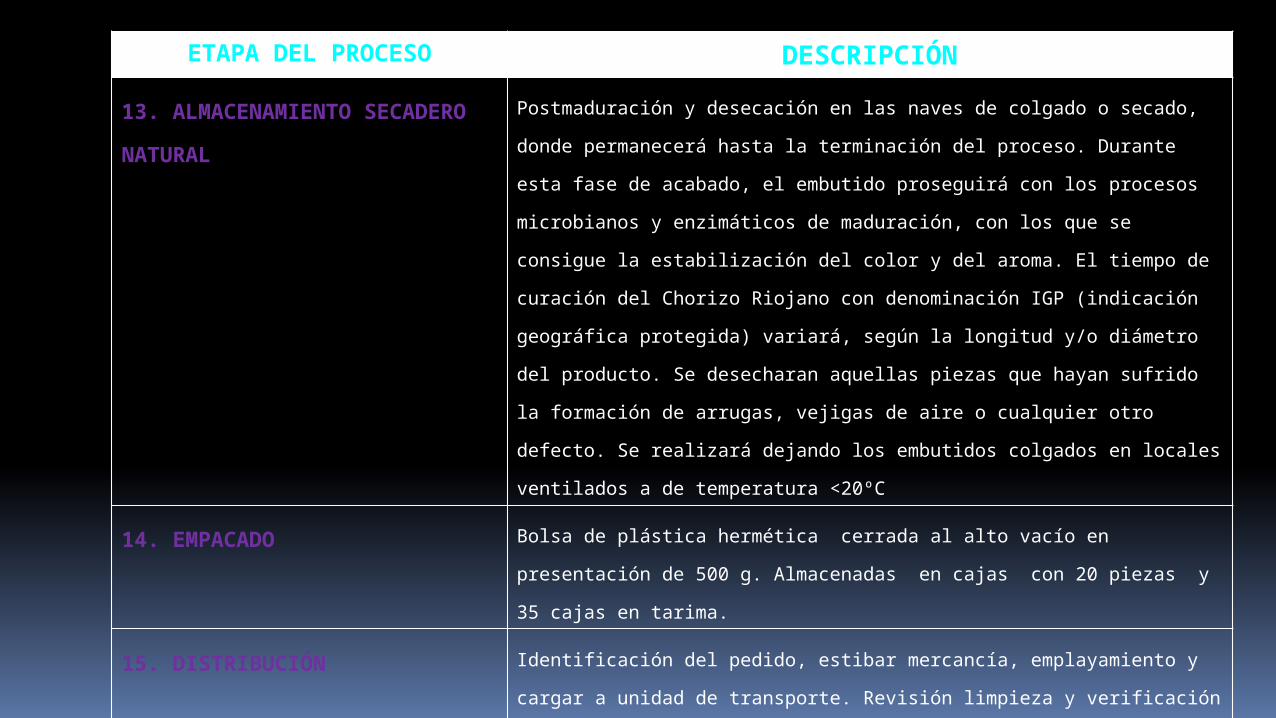
13. ALMACENAMIENTO SECADERO
NATURAL
Postmaduración y desecación en las naves de colgado o secado,
donde permanecerá hasta la terminación del proceso. Durante
esta fase de acabado, el embutido proseguirá con los procesos
microbianos y enzimáticos de maduración, con los que se
consigue la estabilización del color y del aroma. El tiempo de
curación del Chorizo Riojano con denominación IGP (indicación
geográfica protegida) variará, según la longitud y/o diámetro
del producto. Se desecharan aquellas piezas que hayan sufrido
la formación de arrugas, vejigas de aire o cualquier otro
defecto. Se realizará dejando los embutidos colgados en locales
ventilados a de temperatura <20ºC
14. EMPACADO Bolsa de plástica hermética cerrada al alto vacío en
presentación de 500 g. Almacenadas en cajas con 20 piezas y
35 cajas en tarima.
15. DISTRIBUCIÓN Identificación del pedido, estibar mercancía, emplayamiento y
cargar a unidad de transporte. Revisión limpieza y verificación
de temperatura en pantalla del termoking de unidad de
transporte . Toma de temperatura del producto 2-4 °C.
Este proceso no debe de ser mayor a 20 minutos
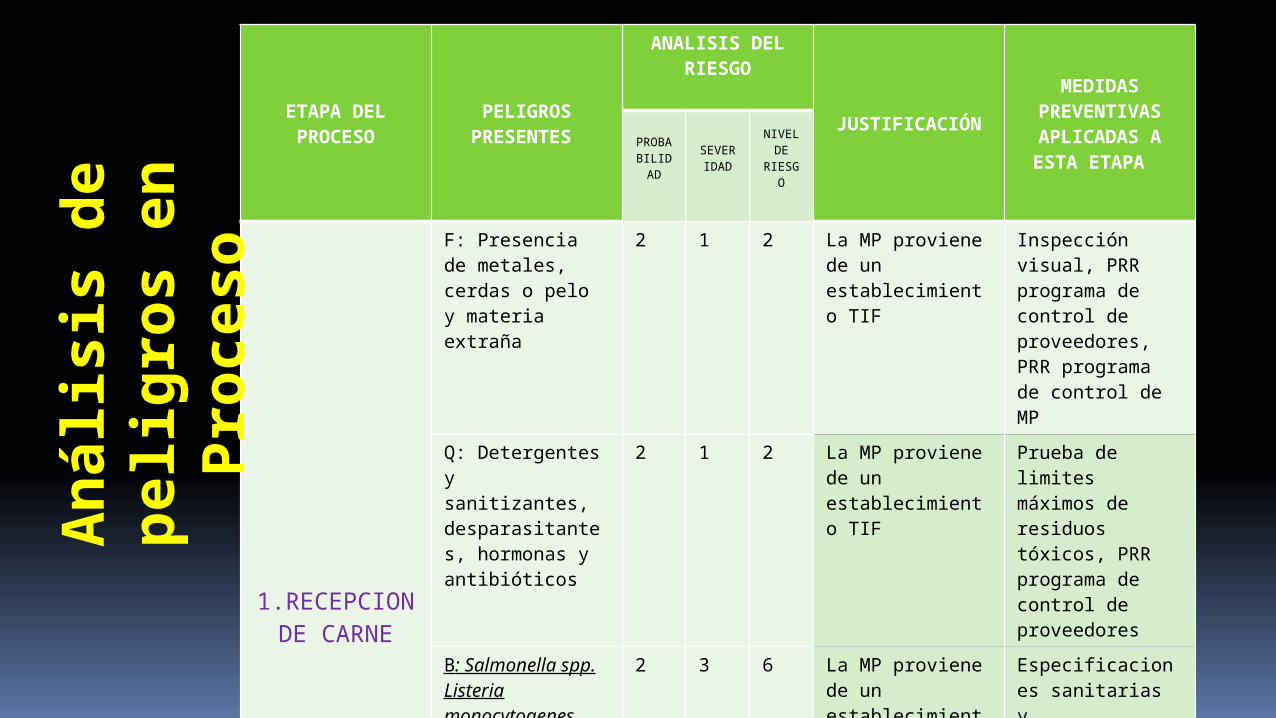
ETAPA DEL PROCESO
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE
RIESGO
1.RECEPCION DE CARNE
F: Presencia de metales, cerdas o pelo y materia extraña
2 1 2 La MP proviene de un establecimiento TIF
Inspección visual, PRR programa de control de proveedores, PRR programa de control de MP
La MP proviene de un establecimiento TIF
Prueba de limites máximos de residuos tóxicos, PRR programa de control de proveedores
Q: Detergentes y sanitizantes, desparasitantes, hormonas y antibióticos
2 1 2
La MP proviene de un establecimiento TIF
Especificaciones sanitarias y microbiológicas, PRR de control de MP, PRR de evaluación de proveedores, cortina de aire
B: Salmonella spp. Listeria monocytogenes, Trichinella spiralis, cisticerco Taenia Solium, Stafilococcus spp. E.coli.Hongos y levaduras
2 3 6
Anál
isis d
e peli
gros e
n Pr
oceso

ETAPA DEL PROCESO. PELIGROS PRESENTES
ANÁLISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS
APLICADAS A ESTA ETAPA PROBABI
LIDADSEVERID
AD
NIVEL DE
RIESGO
2.ALMACENAMIENTO DE CARNE
F: Fauna nociva 1 4 4 F: La presencia de fauna como roedores puede propiciar la aparición de enfermedades como leptospirosis
PRR de control de fauna nociva
Q: Detergentes y Sanitizantes
1 2 2 Q: Falla en el procedimiento de limpieza de las cámaras refrigerantes
BPM de limpieza
B: Salmonella spp, Listeria monocytogenes, Staphilococcus aureus, Streptococcus spp.
1 4 4 B: Proliferación de bacterias patógenas o contaminación por falla en el control de la temperatura e higiene del personal
PRR de capacitación de personal, PRR de mantenimiento de equipos

ETAPA DEL PROCESO. PELIGROS PRESENTES
ANÁLISIS DEL RIESGO
JUSTIFICACIÓN MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE
RIESGO
3.MOLIDO
F: Partículas de metal
1 4 4 El desgaste de los molinos puede causar desprendimiento de partículas de metal.
PRR de mantenimiento e implementar un proceso de detección de metales
Q: micotoxinas, sangre,
1 4 4 Pueden quedar residuos de moliendas anteriores provocando la aparición de micotoxinas y sangre.
PRR de capacitación y BPM de limpieza
B: Microorganismos patógenos. Staphilococcus aureus, Streptococcus spp, Salmonella spp, E. coli, Clostridium perfringens Listeria monocytogenes Hongos productores de micotoxinas
1 4 4 Pueden quedar residuos de moliendas anteriores provocando la aparición microorganismos patógenos.
PRR de capacitación y BPM de limpieza

ETAPA DEL PROCESO.
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS
APLICADAS A ESTA ETAPA PROBAB
ILIDADSEVERIDAD
NIVEL DE
RIESGO
4. RECEPCION DE
CONDIMENTOS
F: - - - - - -
Q: micotoxinas 1 3 3 Falla en el mantenimiento de la unidad de origen y movilización
PRR de proveedores
B: Hongos productores de micotoxinas
1 3 3 Falla en el mantenimiento de la unidad de origen y movilización
PRR de proveedores

ETAPA DEL PROCESO.
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS
APLICADAS A ESTA ETAPA PROBAB
ILIDADSEVERIDAD
NIVEL DE
RIESGO
5. ALMACÉN DE CONDIMENTOS
F: - - - - - -
Q: Micotoxinas 1 3 3 Falla en el mantenimiento de las instalaciones de almacenaje. ( Goteras en techo).
PRR de mantenimiento de instalaciones
B: Hongos productores de micotoxinas
1 3 3 Falla en el mantenimiento de las instalaciones de almacenaje
PRR de mantenimiento de en instalaciones

ETAPA DEL PROCESO.
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS
APLICADAS A ESTA ETAPA PROBAB
ILIDADSEVERIDAD
NIVEL DE
RIESGO
6. PESAJE
F: Fauna nociva, partículas de polvo, y cabellos etc.
1 1 1 Falla en el control de fauna nociva y capacitación de personal
PRR de capacitación de personal y PRR de control de fauna nociva
Q: Detergentes y sanitizantes, residuos de materia orgánica
1 3 3 Falla en la limpieza de los equipos de pesaje
PRR de capacitación de personal
B: Hongos productores de micotoxinas Microorganismos patógenos. Bacillus cereus. Hongos productores de micotoxinas
1 4 4 La falla en la limpieza de los equipos puede producir la formación de algunos hongos patógenos y micotoxinas
PRR de capacitación de personal

ETAPA DEL PROCESO.
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE
RIESGO
7. MEZCLADO.
F: partículas de metal
1 4 4 Mala calibración del equipo y falta de mantenimiento
PRR de mantenimiento y limpieza
Q: Detergentes y Sanitizantes
1 2 2 Malas prácticas de higiene del equipo de mezclado
PRR de mantenimiento y limpieza
B: Contaminación de Staphylococcus aureus, Streptococcus spp, E. Coli, Campylobacter yeyuni, Salmonella spp, Listeria monocitogenes.
1 4 4 Contaminación por residuos de mezclas anteriores pueden provocar a proliferación de estos patógeno
PRR de mantenimiento y limpieza

ETAPA DEL PROCESO PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS
APLICADAS A ESTA ETAPA PROBAB
ILIDADSEVERIDAD
NIVEL DE
RIESGO
8.RECEPCION DE TRIPA NATURAL
F: Presencia de cerdas, pelo, materia extraña.
1 1 1 F: La tripa proviene de un establecimiento TIF
PRR de control de proveedores, inspección visual
Q: Detergentes y sanitizantes
1 1 1 Q: Sanitizantes por fallas en la limpieza de la unidad de origen o contaminación en la propia unidad por malas practicas de limpieza.
PRR de control de proveedores, capacitación del personal, BPM de limpieza
B: Salmonella spp. Listeria monocytogenes, Trichinella spiralis, cisticerco Taenia Solium, stafilococcus sp. E.coli, Hongos y levaduras
1 4 4 B: La tripa proviene de un establecimiento TIF
PRR de control de proveedores

ETAPA DEL PROCESO
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE
RIESGO
9. ALMACEN DE TRIPA NATURAL
F: Contaminación con fauna nociva, partículas de polvo.
1 1 1 F: Falla en el control de fauna nociva y control del personal.
PRR de control de fauna nociva, BPM de limpieza.
Q: Detergentes y sanitizantes.
1 3 3 Q: Sanitizantes por fallas en el procedimiento de limpieza del almacén.
BPM de limpieza.
B: Salmonella spp. Listeria monocytogenes, stafilococcus sp. E.coli, Hongos y levaduras
1 4 4 B: Contaminación por mala limpieza en el almacén y alta temperatura.
BPM de limpieza, capacitación del personal y PRR de mantenimiento.

ETAPA DEL PROCESO. PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓNMEDIDAS PREVENTIVAS APLICADAS A ESTA
ETAPA PROBABILIDAD SEVERIDAD
NIVEL DE
RIESGO
10. ÁREA DE PROCESO
(Lavado de tripa)
F: Ninguno. - - - -
Q: Detergentes y/o sanitizantes. 1 2 2
Q:Puede producirse contaminación cruzada por residuos higienizantes y sanitizantes por una mala aplicación de los POES.
PRR de limpieza.BPM, POES, Capacitación de personal del área de proceso.
B: Microorganismos patógenos.Salmonella spp. Listeria monocytogenes, Staphylococcus aureus, Streptococcus spp., E. Coli (enterotoxigénica, enteroinvasivas, enterohemorrágicas).
2 3 6
B: Puede producirse la contaminación por personal enfermo que opera en esta área.
PRR de control de personal. BPM, POES, Capacitación de personal del área de proceso.

ETAPA DEL PROCESO.
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA PROBA
BILIDAD
SEVERIDAD
NIVEL DE
RIESGO
11. EMBUTIDO
F: Ninguno. - - - - -
Q: Residuos de jabón o sanitizantes. Y detergentes
2 2 4 Q: puede producirse contaminación por un mal procedimiento de limpieza de los equipos
Programa de capacitación de personal, PRR de limpieza
B: Staphilococcus aureus, Streptococcus sppSalmonella spp, E. coli, Clostridium perfringens, Listeria monocytogenes
2 3 6 B: Contaminación por malas practicas de higiene y personal enfermo
Programa de capacitación de personal, control de personal
ETAPA DEL PROCESO.
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS
APLICADAS A ESTA ETAPA PROBAB
ILIDADSEVERIDAD
NIVEL DE
RIESGO
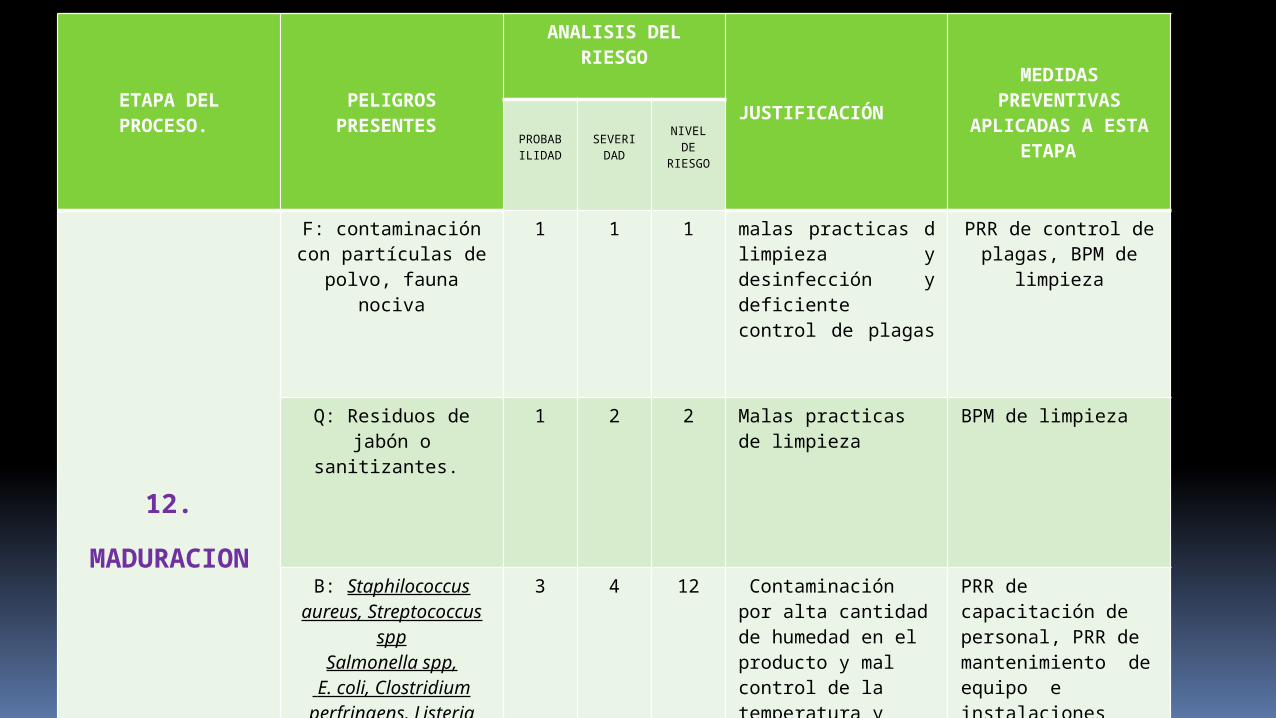
12.
MADURACION
F: contaminación con partículas de
polvo, fauna nociva
1 1 1 malas practicas d limpieza y desinfección y deficiente control de plagas
PRR de control de plagas, BPM de
limpieza
Q: Residuos de jabón o
sanitizantes.
1 2 2 Malas practicas de limpieza
BPM de limpieza
B: Staphilococcus aureus, Streptococcus
sppSalmonella spp,
E. coli, Clostridium perfringens, Listeria
monocytogenes
3 4 12 Contaminación por alta cantidad de humedad en el producto y mal control de la temperatura y aireación del lugar
PRR de capacitación de personal, PRR de mantenimiento de equipo e instalaciones

ETAPA DEL PROCESO. PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓNMEDIDAS PREVENTIVAS APLICADAS A ESTA
ETAPA PROBABILIDAD
SEVERIDAD
NIVEL DE
RIESGO
13. ALMACENAMIENTO
SECADERO NATURAL
F: contaminación con partículas de polvo, fauna nociva
1 1 1 F: malas practicas de limpieza y desinfección y deficiente control de plagas.
PRR de control de plagas, BPM de
limpieza.
Q: Residuos de jabón o
sanitizantes.
1 2 2 Malas practicas de limpieza.
BPM de limpieza.
B: Staphilococcus aureus, Streptococcus spp
Salmonella spp, E. coli, Clostridium perfringens, Listeria
monocytogenes
3 4 12 Contaminación por alta cantidad de humedad en el producto y mal control de la temperatura y aireación del lugar.
PRR de capacitación de personal, PRR de mantenimiento de equipo e instalaciones.

ETAPA DEL PROCESO.
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE
RIESGO
14. EMPACADO.
F: Ninguno. - - - - -
Q: Ninguno. - - - - -
B: Staphilococcus aureus, Streptococcus sppSalmonella spp, E. coli, Clostridium perfringens, Listeria monocytogenes
1 4 4 B: Crecimiento y contaminación con bacterias patógenas a causa de malas prácticas de higiene y sanidad durante el envasado del producto terminado
PRR de control de personal y capacitación

ETAPA DEL PROCESO PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS
APLICADAS A ESTA ETAPA PROBAB
ILIDADSEVERIDAD
NIVEL DE
RIESGO
15. DISTRIBUCIÓN
F:- - - --
-
El producto proviene de un establecimiento TIF
Prueba de limites máximos de residuos tóxicos, PRR de control de transporte y distribución.
Q: Detergentes y sanitizantes.
2 1 2
Alteración de la temperatura por falla del termoking de la unidad de transporte.
PRR programa de control de transporte y distribución.
B: Salmonella spp. Listeria monocytogenes, Stafilococcus spp. E.coli.Hongos y levaduras
1 4 4

MATERIA PRIMA PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE
RIESGO
CARNE MAGRA DE CERDO
F: presencia de metales,
cerdas o pelo, hueso y materia extraña
1 4 4 La carne proviene de un establecimient
o TIF
PRR de control de proveedores
Q: Detergentes y
sanitizantes, desparasitantes, hormonas y antibióticos
1 2 2 La carne proviene de un establecimient
o TIF
PRR de control de proveedores
B: Salmonella spp. Listeria monocytogenes, Trichinella spiralis, cisticerco
Taenia Solium, stafilococcus sp. E.coli, Hongos y levaduras
1 4 4 La carne proviene de un establecimient
o TIF
PRR de control de proveedores
Anál
isis d
e peli
gros e
n Ma
teri
a Prim
a.

MATERIA PRIMA
PELIGROS PRESENTES
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE RIESGO
SAL COMUN
F: Ninguno - - - - -
Q: Ninguno. - - - - -
B: Ninguno - - - - -

MATERIA PRIMA PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE RIESGO
PIMIENTO DULCE
F: Ninguno. - - - - -
Q: contaminación con sustancias toxicas usadas en el crecimiento, cosecha y proceso del pimiento
1 3 3 Dependiendo del proveedor que se tenga podrían aparecer sustancias toxicas
PRR de control de proveedores
B: Ninguno. - - - - -

MATERIA PRIMA PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA PROBAB
ILIDADSEVERIDAD
NIVEL DE
RIESGO
TRIPA DE CERDO
F: Presencia de cerdas o pelo
1 1 1 F: La carne proviene de un establecimiento TIF.
PRR de control de proveedores, inspección visual.
Q: Detergentes y sanitizantes
1 1 1 La carne proviene de un establecimiento TIF
PRR de control de proveedores, capacitación del personal, BPM de limpieza.
B: Salmonella spp. Listeria monocytogenes, Stafilococcus spp. E.coli.Hongos y levaduras.
1 4 4 B: la carne proviene de un establecimiento TIF.
PRR de control de proveedores.

MATERIA PRIMA
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE RIESGO
AJO EN POLVO
F: Ninguno - - - - -Q: Ninguno. B: Ninguno.
--
--
--
--
--
B: presencia de hongos y micotoxinas.
1 4 4 A causa de un mal almacenamiento en la unidad de origen y una humidificación del producto.
PRR control de proveedores.
CONDIMENTOS

MATERIA PRIMA PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE
RIESGO
SAL NITRIFICANTE
F: Ninguno - - - - -Q:Exceso de aditivo.
1 4 4 Errores en el pesado de aditivos pueden resultar tóxico para el consumidor. Mala manipulación.
BPM.
B: Ninguno - - - - -
CONDIMENTOS

MATERIA PRIMA
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE RIESGO
ASCORBATO DE SODIO
F: Ninguno
- - - - -
Q: Ninguno.
- - - - -
B: Ninguno
- - - - -

MATERIAL DE EMPAQUE
PELIGROS PRESENTES
ANALISIS DEL RIESGO
JUSTIFICACIÓN
MEDIDAS PREVENTIVAS APLICADAS A ESTA ETAPA
PROBABILIDAD
SEVERIDAD
NIVEL DE RIESGO
BOLSA PLASTICA Y CARTÓN.
F: Rupturas, distorsión en forma de la envoltura, polvo, humedad.
1 1 1 Mala distribución y estiba de material.Manipulación inadecuada durante el transporte.Temperatura inadecuada de almacenamiento. Error en calidad del fabricante.
PRR. Programa de proveedores de material de envase.
Garantía de material de empaque por parte del proveedor.
Verificación del material de empaque y embalaje.
Q: Ninguno. - - - - -
B: Ninguno - - - - -
Anál
isis d
e peli
gros e
n Ma
teri
al de
Empa
que.

PASO DEL PROCESO PELIGRO (B) (Q) (F)
¿EXISTEN MEDIDAS DE
CONTROL PARA EL PELIGRO
IDENTIFICADO?
¿ESTE PASO ELIMINA O REDUCE
LA PROBABLE OCURRENCIA DE UN PELIGRO HASTA UN NIVEL ACEPTABLE?
¿PUEDE LA CONTAMINACIÓN
CON LOS PELIGROS IDENTIFICADOS OCURRIR EN
EXCESO DE LOS NIVELES
ACEPTABLES O INCREMENTARSE HASTA NIVELES INCEPTABLES?
¿PUEDE UN PASO POSTERIOR ELIMINAR O REDUCIR LOS PELIGROS
IDENTIFICADOS HASTA UN NIVEL
ACEPTABLE?
NO. PCC
7.MEZCLADO
F: --B: Staphilococcus aureus, Streptococcus spp, Salmonella spp , E. coli, Clostridium perfringens, Listeria monocytogenes.Q: Detergentes y/o sanitizantes
SI SI -- -- 1
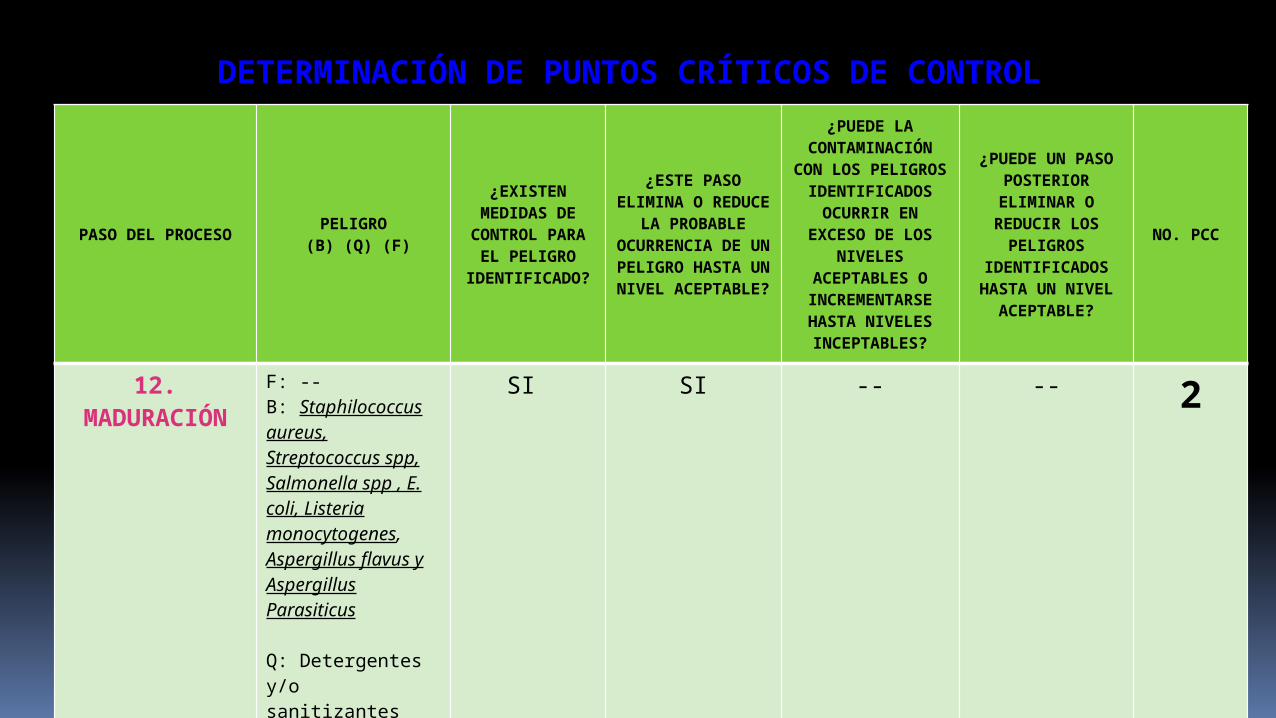
DETERMINACIÓN DE PUNTOS CRÍTICOS DE CONTROL
PASO DEL PROCESO PELIGRO (B) (Q) (F)
¿EXISTEN MEDIDAS DE
CONTROL PARA EL PELIGRO
IDENTIFICADO?
¿ESTE PASO ELIMINA O REDUCE
LA PROBABLE OCURRENCIA DE UN PELIGRO HASTA UN NIVEL ACEPTABLE?
¿PUEDE LA CONTAMINACIÓN
CON LOS PELIGROS IDENTIFICADOS OCURRIR EN
EXCESO DE LOS NIVELES
ACEPTABLES O INCREMENTARSE HASTA NIVELES INCEPTABLES?
¿PUEDE UN PASO POSTERIOR ELIMINAR O REDUCIR LOS PELIGROS
IDENTIFICADOS HASTA UN NIVEL
ACEPTABLE?
NO. PCC
12.MADURACIÓN
F: --B: Staphilococcus aureus, Streptococcus spp, Salmonella spp , E. coli, Listeria monocytogenes, Aspergillus flavus y AspergillusParasiticus
Q: Detergentes y/o sanitizantes
SI SI -- -- 2
DETERMINACIÓN DE PUNTOS CRÍTICOS DE CONTROL

PASO DEL PROCESO PELIGRO (B) (Q) (F)
¿EXISTEN MEDIDAS
DE CONTROL PARA EL PELIGRO
IDENTIFICADO?
¿ESTE PASO ELIMINA O REDUCE LA PROBABLE
OCURRENCIA DE UN PELIGRO
HASTA UN NIVEL ACEPTABLE?
¿PUEDE LA CONTAMINACIÓN
CON LOS PELIGROS
IDENTIFICADOS OCURRIR EN
EXCESO DE LOS NIVELES
ACEPTABLES O INCREMENTARSE HASTA NIVELES INCEPTABLES?
¿PUEDE UN PASO POSTERIOR ELIMINAR O REDUCIR LOS PELIGROS IDENTIFICADOS HASTA UN NIVEL ACEPTABLE?
NO. PCC
13ALMACENAMIENTO DE PRODUCTO TERMINADO.
A una temperatura de 0 a 7ºC
F: Ninguno.
Q: Ninguno
B: Staphilococcus aureus,
Streptococcus spp, Salmonella spp, E. coli, Clostridium
perfringens, Listeria
monocytogenes,Aspergillus flavus y AspergillusParasiticus
SI NO SI NO 3

DETERMINACION DE LIMITES CRITICOSETAPA DE PROCESO PELIGRO PUNTO CRÍTICO
DE CONTROLLÍMITES CRÍTICOS
7MEZCLADO
Staphilococcus aureus,
Streptococcus spp, Salmonella spp , E.
coli, Clostridium perfringens, Listeria
monocytogenes.
ADICIÓN DE ASCORBATO
SÓDICO Y SAL NITRIFICANTE
Ascorbato sódico: 50 mg por cada 100 gramos de
producto, Sal nitrificante:
200 mg/kg en total, de nitrito, expresados en
nitrito sódico
12.MADURACIÓN
B:Aspergillus flavus y AspergillusParasiticus
CONTROL DE TEMPERATURA Y
HUMEDAD
Temperatura 10°- 12°c y humedad relativa 60 - 70% . Aw 0.70 a 25ºc
13ALMACENAMIENTO DE PRODUCTO TERMINADO.
B:Aspergillus flavus y AspergillusParasiticus
CONTROL DE TEMPERATURA, pH
Y HUMEDAD
Temperatura de la camara de producto terminado 0°
- 4°c. pH : 5
Humedad: 50% REPORT OF THE 36th SESSION OF THE CODEX COMMITTEE ON FOOD ADDITIVES AND CONTAMINANTS Rotterdam, The Netherlands 22 -
26 March 2004
ETAPA DEL
PROCESO
PUNTO CRÍTICO DE CONTRO
L
LÍMITES CRÍTICOS
PROCEDIMIENTO DEL MONITOREO
MEDIDAS CORRECTIVAS
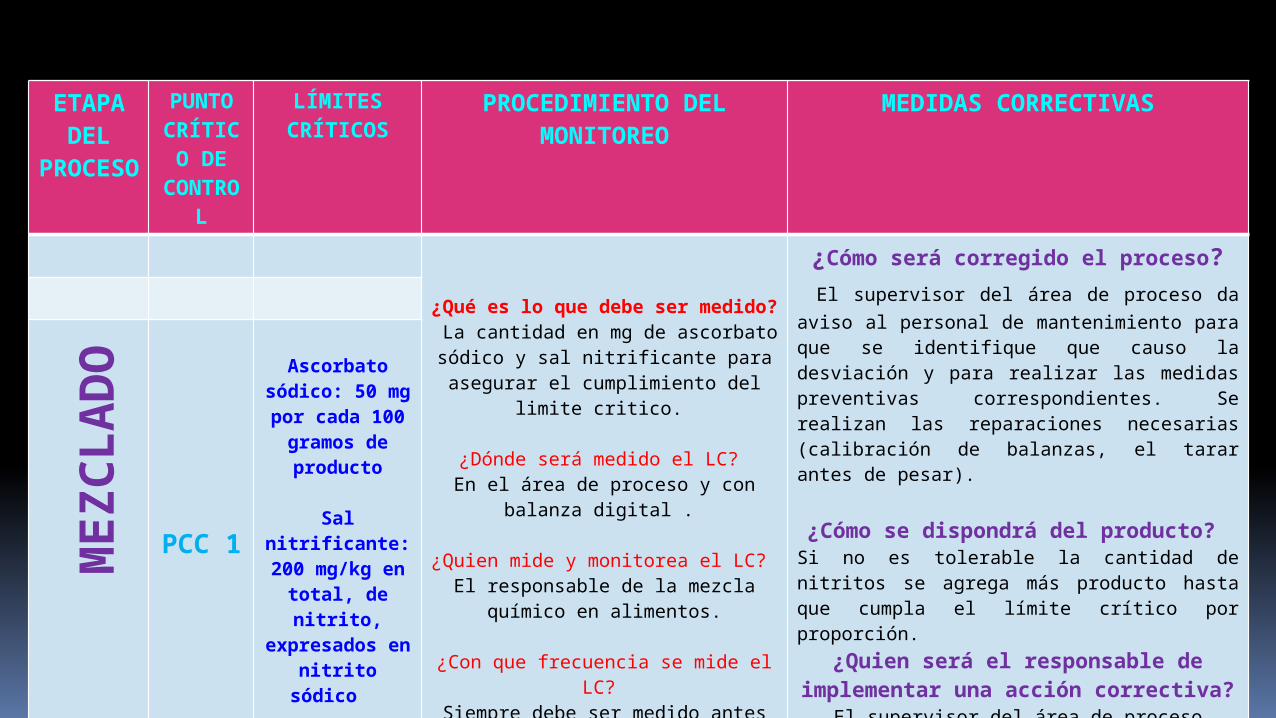
¿Qué es lo que debe ser medido? La cantidad en mg de ascorbato sódico y sal nitrificante para asegurar el cumplimiento del
limite critico.
¿Dónde será medido el LC? En el área de proceso y con
balanza digital .
¿Quien mide y monitorea el LC? El responsable de la mezcla
químico en alimentos.
¿Con que frecuencia se mide el LC?
Siempre debe ser medido antes de pasar a la embutidora
¿Cómo será corregido el proceso? El supervisor del área de proceso da aviso al personal de mantenimiento para que se identifique que causo la desviación y para realizar las medidas preventivas correspondientes. Se realizan las reparaciones necesarias (calibración de balanzas, el tarar antes de pesar).
¿Cómo se dispondrá del producto? Si no es tolerable la cantidad de nitritos se agrega más producto hasta que cumpla el límite crítico por proporción.
¿Quien será el responsable de implementar una acción correctiva?
El supervisor del área de proceso
PCC 1
Ascorbato sódico: 50 mg por cada 100 gramos de producto
Sal nitrificante:200 mg/kg en total, de nitrito,
expresados en nitrito sódico
MEZCLADO

ETAPA DEL
PROCESO
PUNTO CRÍTICO DE CONTRO
L
LÍMITES CRÍTICOS
PROCEDIMIENTO DEL MONITOREO
MEDIDAS CORRECTIVAS
¿Qué es lo que debe ser medido? La temperatura del secadero y el % de humedad relativa para la correcta maduración del
producto y asegurar el cumplimiento del limite
critico.
¿Dónde será medido el LC? En la cámara del secadero y con termómetros digitales que se encuentran ubicados fuera
del secadero .
¿Quien mide y monitorea el LC? El responsable de los
secaderos.
¿Con que frecuencia se mide el LC?
El responsable de el área de proceso tiene la obligación de medir la temperatura: 3 veces al día, cada 3 horas +/- 10 minutos durante el periodo de maduración o proceso de secado.
(3 días).
¿Cómo será corregido el proceso? El supervisor del área de proceso da aviso al personal de mantenimiento para que se identifique que causo la desviación y para realizar las medidas preventivas correspondientes. Se realizan las reparaciones necesarias (calibración de termómetros etc.) Posteriormente se verifica que la temperatura del secadero sea la adecuada..
¿Cómo se dispondrá del producto? Si no es posible ajustar la temperatura del secadero, el producto se enviara al secadero 2 para cumplir la temperatura del LC.
¿Quien será el responsable de implementar una acción correctiva?
El supervisor del área de proceso
PCC 2
TEMPERATURA DEL SECADERO 10°- 12°C Y HUMEDAD RELATIVA
60 - 70% .
MADU
RACIÓN

ETAPA DEL
PROCESO
PUNTO CRÍTICO DE CONTRO
L
LÍMITES CRÍTICOS
PROCEDIMIENTO DEL MONITOREO
MEDIDAS CORRECTIVAS
¿Qué es lo que debe ser medido? La temperatura de refrigeración de la cámara de almacenamiento de producto terminado y se vigilara que el producto no
permanezca por mas de 24 horas en almacenamiento
.¿Dónde será medido el LC?
En la cámara de refrigeración por medio de los termómetros ubicados fuera del área de almacenamiento de producto
terminado.
¿Quien mide y monitorea el LC? El responsable de las cámaras de
refrigeración.
¿Con que frecuencia se mide el LC?
Se registra 3 veces al día, cada 2 horas y media +/- 10 minutos en los registros de temperatura
del almacén de producto terminado.
¿Cómo será corregido el proceso? El responsable de las cámaras de refrigeración dará aviso a los encargados de mantenimiento y al personal de control de calidad que van a ser los encargados de identificar la causa de la desviación de los limites críticos donde también será el encargado de prevenir que esto no vuelva a ocurrir, mientras que el personal de mantenimiento revisara el funcionamiento de la cámara de almacenamiento de la materia prima y harán las reparaciones correspondientes.
¿Cómo se dispondrá del producto? Cuando no sea posible ajustar la temperatura de la cámara de refrigeración, el producto se llevara a otra cámara que cumpla con la temperatura del LC.
¿Quien será el responsable de implementar una acción correctiva?
El responsable de las cámaras de refrigeración.
PCC 3
TEMPERATURA DE LA CAMARA DE PRODUCTO TERMINADO 0°
- 4°C.
ALMACENAMIENTO
DE PRODUCTO TERMINADO.

PROCEDIMIENTOS DE VIGILANCIA, VERIFICACIÓN Y REGISTROSNUMERO DE PCC/ETAPA DEL PROCESO
PASOS DE VERIFICACIÓN TIPOS DE REGISTRO
PCC1 MEZCLADO
Previo al mezclado es preciso, que el químico de alimentos siempre realice el pesaje de los aditivos cumpliendo con los límites críticos permitidos, mediante el uso de una balanza digital
Registro de pesaje de aditivos en cantidad y proporción
Registro de fechas de mantenimiento de las balanzas digitales
PCC2 MADURACIÓN
Antes de que el chorizo entre al secadero, el encargado de las cámaras de refrigeración realizara la lectura de la temperatura para comprobar que esta se encuentra dentro de los limites, esto lo realizara cada 3 horas +/- 10 minutos ayudado de un termómetro infrarrojo. Certificados de calibración del termómetro y del higrómetro de la cámara.
Registros de temperatura del secadero .
Registros de acciones correctivas.
Registro de disposición del producto.
Registros de calibración de termómetro e higrómetro.
PCC3 ALMACENAMIENTO DE PRODUCTO TERMINADO
El encargado de las cámaras de refrigeración verifica la temperatura de la cámara de almacén de producto terminado ayudado de un termómetro infrarrojo cada 2 horas y media +/- 10 minutos. Certificados de calibración del termómetro de la cámara.
Registros de temperatura de almacenamiento de producto terminado.
Registro de acciones correctivas.
Registro de disposición del producto.
Registros de calibración de termómetro e higrómetro.

REGISTROS

PUNTO CRITICO
DE CONTROL
DESVIACIÓN DEL
PROBLEMA
PROCEDIMIENTOS
PARA LA ACCION
CORRECTIVA
DISPOSICIÓN DEL
PRODUCTO
PERSONA RESPONSABLE
HORA
REGISTRO DE ACCIONES CORRECTIVAS PRODUCTO_________________________
No. DE LOTE:_________________________ FECHA:___________________
FECHA HORA TEMPERATURA DE LA CARNE.
REALIZADO POR
VERIFICADO POR
ACCION CORRECTIV
A
REGISTRO DE ALMACENAMIENTO DE MATERIA PRIMA

FECHA HORA TEMPERATURA
REGISTRADA
REALIZADO POR
VERIFICADO POR
ACCION CORRECTIV
A
REGISTRO DE ALMACENAMIENTO DE PRODUCTO TERMINADO.

FECHA HORA TEMPERATURA
REGISTRADA
REALIZADO POR
VERIFICADO POR
ACCION CORRECTIV
A
REGISTRO DE ALMACENAMIENTO DEL SECADERO.

TEMPERATURA HORA DESVIACIÓN DEL LIMITE CRITICO?MARQUE SI
ES AFIRMATIVO.
SI ES AFIRMATIVO, ¿ACCION?
VIGILADO POR: NOMBRE Y FIRMA.
VERIFICADO POR: NOMBRE Y FIRMA.
REGISTRO DE LA TEMPERATURA EN EL AREA DE ALMACENAMIENTO DE LA MATERIA PRIMA.
FECHA: __________________

FECHA HORA DESVIACIÓN DEL LIMITE CRITICO?
MARQUE SI ES AFIRMATIVO.
SI ES AFIRMATIVO, ¿ACCION?
VIGILADO POR: NOMBRE Y FIRMA.
VERIFICADO POR: NOMBRE Y FIRMA.
REGISTRO DE PRUEBAS MICROBIOLOGICAS EN EL AREA DE RECEPCIÓN.

PLAN HACCPPCC DESCRIPCIÓN DEL
PELIGRO LC MONITOREO
QUÉ, QUIÉN, CUÁNDO,CON QUE, CÓMO
ACCIONES CORRECTIVAS VERIFICACIÓN REGISTROS.
PCC No. 1MEZCLADO
Staphilococcus aureus,
Streptococcus spp, Salmonella spp , E. coli, Clostridium perfringens, Listeria
monocytogenes.
Ascorbato sódico: 50 mg por cada 100 gramos de
producto, Sal nitrificante:200 mg/kg en total, de nitrito,
expresados en nitrito sódico
La cantidad en mg de la sal nitrificante y el ascorbato
sódico, el químico de alimentos previo al
mezclado es preciso siempre realice el pesaje de los
aditivos cumpliendo con los límites críticos
permitidos, mediante el uso de una balanza digital
El supervisor del área de proceso da aviso al personal de mantenimiento para que se identifique que causo la desviación y para realizar las medidas preventivas correspondientes. Se realizan las reparaciones necesarias (calibración de balanzas, el tarar antes de pesar).
Previo al mezclado es preciso, que el químico de alimentos siempre realice el pesaje de los aditivos cumpliendo con los límites críticos permitidos, mediante el uso de una balanza digital
Registro de pesaje de aditivos en cantidad y proporciónRegistro de fechas de mantenimiento de las balanzas digitales
PCC No.2 MADURADO
B:Salmonella spp.,Listeria monocytogenes, Escherichia coli, Staphylococcus aureus, Clostridium perfringensAspergillus flavus y AspergillusParasiticus.
Q:Detergentes y/o sanitizantes.
Temperatura del secad10- 12°C y
humedad relativa de
60-70%.
La temperatura del secadero y el % de humedad relativa para la correcta maduración del producto y asegurar el cumplimiento del límite crítico. El responsable de los secaderos. Será medido en la cámara del secadero , con termómetros digitales que se encuentran ubicados fuera del secadero . El responsable del área de proceso tiene la obligación de medir la temperatura: 3 veces al día, cada 3 horas +/- 10 minutos durante el periodo de maduración o proceso de secado (3 días).
El supervisor del área de proceso da aviso al personal de mantenimiento para que se identifique qué causó la desviación y para realizar las medidas preventivas correspondientes. Se realizan las reparaciones necesarias (calibración de termómetros etc.)Posteriormente se verifica que la temperatura del secadero sea la adecuada. Si no es posible ajustar la temperatura del secadero, el producto se enviará al secadero 2 para cumplir la temperatura del LC. El supervisor del área de proceso será el responsable de implementar una acción correctiva.
Antes de que el chorizo entre al secadero, el encargado de las cámaras de refrigeración realizara la lectura de la temperatura para comprobar que esta se encuentra dentro de los límites, esto lo realizará cada 3 horas +/- 10 minutos ayudado de un termómetro infrarrojo. Certificados de calibración del termómetro y del higrómetro de la cámara.
Registros de temperatura del secadero 1. Registros de acciones correctivas. Registros de disposición del producto. Registros de calibración del termómetro e higrómetro.
PCC. No. 3
ALMACENAMIENTO DE PRODUCTO TERMINADO
.
B:Salmonella spp.,Listeria monocytogenes, Escherichia coli, Staphylococcus aureus, Clostridium perfringensAspergillus flavus y AspergillusParasiticus.
Temperatura de la cámara de almacenamiento de producto terminado 0-4ºC
La temperatura de refrigeración de la cámara de almacenamiento de producto terminado y se vigilará que el producto no permanezca por mas de 24 horas en almacenamiento. El responsable de las cámaras de refrigeración medirá y monitoreará el LC. Se registra 3 veces al día cada 2 horas y media +/- 10 minutos en los registros de temperatura del almacén de producto terminado. Será medido en la cámara de refrigeración por medio de los termómetros ubicados fuera del área de almacenamiento de producto terminado.
El responsable de las cámaras de refrigeración dará aviso a los encargados de mantenimiento y al personal de control de calidad que van a ser los encargados de identificar la causa de la desviación de los límites críticos donde también será el encargado de prevenir que esto no vuelva a ocurrir, mientras que el personal de mantenimiento revisará el funcionamiento de la cámara de almacenamiento de producto terminado y hará las reparaciones correspondientes. Cuando no sea posible ajustar la temperatura de la cámara de refrigeración, el producto se llevará a otra cámara que cumpla con la temperatura del LC.
El encargado de las cámaras de refrigeración verifica la temperatura de almacenamiento de producto terminado ayudado de un termómetro infrarrojo cada 2 horas y media +/- 10 minutos. Certificados de calibración del termómetro de la cámara.
Registros de temperatura de almacenamiento de producto terminado. Registro de acciones correctivas. Registro de disposición del producto. Registro de calibración de termómetro e higrómetro.






![A Imagem[tipo]gráfica](https://static.fdokumen.com/doc/165x107/631d6c5ea72aa43de501a8be/a-imagemtipografica.jpg)













