PLAN HACCP lacteos
122
Ing. Rodolfo Tello Saavedra TEMA: Plan HACCP para productos lácteos Universidad Nacional del Centro del Perú 1
Transcript of PLAN HACCP lacteos

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
1
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
INDICE
I. INTRODUCCIÓN1
II. MARCO TEÓRICO 2
2.1 DISEÑO DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HCCP)2
2.1.1 Origen del HACCP: 2.1.2 Términos de referencia2.1.3 Ventajas e inconvenientes del sistema HACCP
a. Ventajas b. Inconvenientes
2.2ETAPAS ANTERIORES A LA IMPLEMENTACIÓN EL SISTEMA HACCP5
2.2.1 Armar el equipo HACCP2.2.2 Describir el producto2.2.3 Describir el uso propuesto los probables consumidores
del alimento2.2.4 Elaborar un flujograma (diagrama de flujo) del
proceso2.2.5 Verificar el flujograma
2.3EL SISTEMA HACCP 72.3.1 Los siete principios del HACCP
Principio 1: Realizar un análisis de peligros eidentificar las medidas preventivas respectivas.
Principio 2: Determinar los puntos críticos de control. Principio 3: Establecer límites críticos. Principio 4: Establecer un sistema de control para
monitorear el PCC. Principio 5: Establecer las acciones correctivas a ser
tomadas, cuando el monitoreo indique que un determinadoPCC no está bajo control.
Principio 6: Establecer procedimientos de verificaciónpara confirmar si el sistema HACCP está funcionando demanera eficaz.
Principio 7: Establecer documentación para todos losprocedimientos y registros apropiados a esos principiosy su aplicación.
2.3.2 Directrices para aplicación del sistema HACCPIII. PLAN HACCP DE PRODUCTOS LÁCTEOS
15
2

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú III.1. OBJETIVOS
15III.2. FORMACIÓN DEL EQUIPO HACCP
15
3.2.1 INTEGRANTES Y ORGANIGRAMA DEL EQUIPO HACCP3.2.2 RESPONSABILIDADES Y FUNCIONES DEL EQUIPO HACCP
Jefe del Equipo HACCP Jefe de planta Jefe de aseguramiento de la calidad Jefe de almacén Jefe de mantenimiento Operarios
III.3. DISEÑO DE PLANTA19
III.4. APLICACIÓN DE LOS 7 PRINCIPIOS DEL SISTEMA HACCP ATRES PRODUCTOS LÁCTEOS DE CONCELAC20
1. Yogurt 20I.1. Descripción del producto
20I.2. Tabla de clasificación de defectos
22I.3. Diagrama de flujo de procesamiento del yogurt
23I.4. Descripción del proceso productivo del yogurt
23I.5. Reporte del análisis de peligros
26I.6. Decisiones sobre los puntos críticos de control
28I.7. Reporte de puntos críticos de control
30I.8. Formato del plan HACCP
322. Manjar blanco 342.1 Descripción del producto y establecimiento del uso
previsto 34
3

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú 2.2 Determinación del uso previsto del alimento
342.3 Diagrama de flujo
342.4 Análisis de peligros
352.5 Puntos críticos de control
372.6 Limites críticos para cada PCC (Principio 3)
382.7 Sistema de vigilancia de los PCC (Principio 4)
382.8 Medidas correctoras (Principio 5)
402.9 Sistema de verificación (Principio 6)
422.10 Formato del plan HACCP
433. Queso andino 442.9. Modo de empleo del queso andino
442.10. Ficha técnica del producto: queso andino
442.11. Descripción del proceso productivo del queso
andino 452.12. Diagrama de flujo para la elaboración de queso
andino 492.13. Análisis de peligros (Principio 1)
502.14. Puntos críticos de control
522.15. Limites críticos para cada PCC (Principio 3)
552.16. Sistema de vigilancia de los PCC (Principio 4)
552.17. Medidas correctoras (Principio 5)
582.18. Sistema de verificación (Principio 6)
592.19. Formato del plan HACCP
594. Leche fresca pasteurizada
60
4.1 Uso previsto de la leche pasteurizada enriquecidaendulzada 60
4

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú 4.2 Ficha técnica del producto: leche pasteurizadaenriquecida endulzada 614.3. Descripción del proceso productivo de la lechepasteurizada enriquecida endulzada
624.4 diagrama de flujo para la elaboración de lechepasteurizada enriquecida endulzada.
634.5 Análisis de peligros y matriz de decisión del envaseempleados en el proceso productivo de la lechepasteurizada
644.6 Análisis de peligros y matriz de decisión del procesoproductivo de la leche pasteurizada
644.7 Control del sistema HACCP de la leche pasteurizada
654.8 diagrama de puntos críticos para la leche
pasteurizada 66
5

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú ConclusionesRECOMENDACIONESANEXOSControl de recepción de lecheControl de tratamiento térmicoControl de proceso de yogurtControl de proceso de queso frescoControl de proceso de manjar blancoControl de proceso de leche pasteurizada
6

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
I. INTRODUCCIÓN
En la actualidad la inspección tradicional se ha
complementado con el uso de sistemas de control de
procesos basado en enfoques sistemáticos y científicos,
como son los Sistemas de Aseguramiento de Calidad.
Siendo coherente con el principio que no existe una
solución tecnológica simple a los problemas de calidad,
sanidad e higiene alimentaria, este informe pretende
señalar actividades de vigilancia, monitoreo y
verificación, que permitan reducir los peligros de
contaminación de la leche y los productos lácteos,
durante su procesamiento.
Para cumplir con los propósitos señalados, se ha
considerado como herramienta de trabajo base el Manual
Operativo para Validar los Sistemas de Aseguramiento de
Calidad de Productos Pecuarios y el Manual Genérico de
Sistemas de Aseguramiento de Calidad.
El Análisis de Peligros y Puntos de Control Críticos
conocido como HACCP es un método sistemático,
preventivo, dirigido a la identificación, evaluación y
control de los peligros asociados con las materias
primas, ingredientes, procesos, comercialización y su
uso por el consumidor, a fin de garantizar la inocuidad
del alimento.
7

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú La metodología empleada para la elaboración de un plan
HACCP está basada en la aplicación de los siete
principios del HACCP.
El objetivo de este estudio fue elaborar un plan HACCP
para la implementación en el proceso de elaboración de
leche pasteurizada enriquecida endulzada, yogurt
bebible, queso fresco y manjar blanco,
II. Revisión bibliográfica
2.1DISEÑO DE PELIGROS Y PUNTOS CRÍTICOS DE CONTROL (HACCP)
2.1.1 Origen del HACCP:
El HACCP fue desarrollado inicial en Estados Unidos con un
fin claro, asegurar la calidad nutritiva sanitaria y la
seguridad microbiológica de los alimentos utilizados en los
primeros programas espaciales de la NASA. Hace más de
cuarenta años los sistemas de calidad de las industrias
alimentarias se basaban en el estudio del producto final, de
forma que era imposible garantizar la seguridad total del
alimento. En su lugar se buscaba un sistema preventivo que
ofreciera un alto nivel de confianza. El sistema fue diseñado
por la Compañía Pillsbury, la NASA y los laboratorios del
8

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú ejército de los Estados Unidos en Natick y tuvo como base el
conocido sistema de Análisis de Fallos, Modos y Efectos
(AFME), que analiza en cada etapa del proceso los fallos
potenciales relativos a la seguridad de los alimentos. En la
década siguiente, la Administración lo aplico como medida
para producir alimentos inocuos en conservas de baja acidez.
(Cargua, 2004).
2.1.2 Términos de referencia
Según Cargua (2004), El sistema HACCP es necesario
familiarizarse con una serie de términos de referencia que
mencionara a continuación:
HACCP: Sistema que identifica los peligros específicos y
las medidas preventivas para su control.
Control: condición obtenida por cumplimiento de los
procedimientos y de los criterios marcados.
Controlar: Adoptar todas las medidas necesarias para
asegurar y mantener el cumplimiento de los criterios
establecidos en el plan de HACCP.
Desviación: Situación existente cuando un límite critico es
incumplido
Equipo HACCP: Grupo multidisciplinar de profesionales que
lleva a cabo el estudio HACCP.
Fase: Cualquier etapa en la obtención, elaboración o
fabricación de alimentos, desde la recepción hasta la
expedición.
Diagrama de flujo: Secuencia detallada de las etapas o
fases del proceso en estudio, desde la recepción de las
materias primas hasta su distribución.
Peligro: potencial capaz de causar un daño. Los peligros
se dividen en tres grupos: biológicos, físicos y químicos.
9

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Análisis de peligro: se conoce también como análisis de
riesgos y engloba el proceso de recepción e interpretación
de la información para evaluar el riesgo y la gravedad de
un peligro potencial.
Gravedad: Trascendencia de un peligro.
Riesgo: Estimación de la probabilidad de que ocurra un
peligro. Podemos encontrarlo bajo los términos probabilidad
o probabilidad de presentación.
Medidas preventivas: Aquellas acciones y actividades que
pueden ser utilizadas para eliminar un peligro o reducir
su impacto a niveles aceptables.
Limite crítico: un valor que separa lo aceptable o seguro
de lo inaceptable o no seguro. Términos relacionados con
este son niveles objetivo y tolerancia
Punto crítico de control (PCC): Un punto, paso o
procedimiento que sé que se puede controlar y en el que un
peligro para la seguridad de los alimentos puede ser
prevenido, eliminado o reducido a niveles aceptables.
Árbol de decisiones: secuencia de preguntas aplicadas a
cada peligro es un PCC para el mismo.
Vigilancia: comprobación de que un procedimiento o proceso
está bajo control. Se trata de una secuencia planificada de
medidas o de observaciones al objeto de evaluar si un PCC
se encuentra bajo control.
Acción correctora: acción a tomar en el caso de que la
vigilancia de un PCC indique una pérdida de control; esto
sucede cuando el parámetro a vigilar supera el límite.
establecido.
Verificación: Las pruebas y procedimientos suplementarios
para confirmar que el sistema HACCP está funcionando
eficazmente.
10

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Sistema HACCP: el resultado de la puesta a punto de un plan
HACCP.
2.1.3 Ventajas e inconvenientes del sistema HACCP
Según Cargua (2004), menciona que la aplicación del HACCP
ofrece beneficios considerables: una mayor inocuidad de los
alimentos, una mejor utilización de los recursos y una
respuesta inmediata a los problemas de la industria
alimentaria, sin embargo no está exento de algunos
inconvenientes que, del mismo modo, trataremos de analizar.
c.Ventajas
Resulta más económico controlas el proceso que el
producto final. Para ello se han de establecer medidas
preventivas frente a los controles tradicionales de
inspección y análisis del producto final.
Cede la responsabilidad a la propia empresa, implicando
de manera directa ene l control de la seguridad
alimentaria, frente al protagonismo tradicional de los
servicios oficiales administrativos.
Los alimentos presentan un mayor nivel sanitario.
Es sistemático, es decir, identifica los peligros y
concentra los recursos sobre los p untos críticos (PCCs)
que permiten controlar esos peligros.
Contribuye a consolidar la imagen y credibilidad de la
empresa frente a los consumidores y aumenta la
competitividad tanto en el mercado interno como en el
externo.
Se utilizan variables sencillas de medir que garantizan
la calidad organoléptica, nutricional y funcional del
alimento.
11

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Los controles, al realizarse de forma directa durante el
proceso, permiten respuestas inmediatas cuando son
necesarias, esto es, la adopción de medidas correctoras
en los casos necesarios.
Facilita la comunicación de las empresas con las
autoridades sanitarias dado que se resuelven premisas
básicas como el cumplimiento de las buenas prácticas
sanitarias y el control del proceso que garantice esta
operación. Se concibe como la forma más sencilla de
llegar a un punto de entendimiento entre el empresario y
las autoridades para proteger la salud del consumidor.
Optimiza la autoestima e importancia del trabajo en
equipo (personal de la línea de producción, gerencia,
técnicos) ya que se gana auto confianza al tener la
seguridad de que la producción de alimentos se realiza
con un alto nivel de precaución. Indudablemente, todos
los trabajadores deben implicarse en su correcto
funcionamiento.
Facilita la inspección oficial de la administración, ya
que el inspector puede hacer valoraciones prospectivas y
estudios retrospectivos de los controles sanitarios
llevados a cabo en la empresa.
d.Inconvenientes
Problemas para su implantación debido a la falta de
personal calificado para diseñarlo e implementarlo
adecuadamente. Es fundamental que los elaboradores del
plan HACCP cuenten con los conocimientos adecuados para
realizar un trabajo impecable.
La historia personal de cada empresa. En algunos casos
las creencias arraigadas de los empresarios
12

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú constituyentes una barrera que dificulta la
implantación del sistema.
La posibilidad de que prime ene el empresario el temor a
nuevos gastos (mantenimientos del sistema, formación
personal) frente a la obtención de resultados.
2.2 ETAPAS ANTERIORES A LA IMPLEMENTACIÓN DEL SISTEMA HACCP
2.2.1 Armar el equipo HACCP
Cargua (2004), la primera tarea en la elaboración de un
plan HACCP es montar el equipo, con personas que tengan
experiencia y conocimientos específicos sobre el producto
y el proceso. El equipo debe ser multidisciplinario e
incluir a diferentes profesionales como: ingenieros,
veterinarios, bioquímicos, licenciados, etc. Debe también
contar con personas conocedoras de las operaciones, pues
están familiarizadas con sus variabilidades y
limitaciones.
Se recomienda que la Dirección General de la empresa
indique un coordinador para el equipo, para que sea
evidente su compromiso con la implantación del Sistema
HACCP. El coordinador deberá formar parte del organigrama
de la empresa, y estar directamente relacionado con la
Dirección General.
Debido a la naturaleza técnica de las informaciones, se
recomienda que especialistas en procesamiento de
alimentos participen del análisis de peligros y de la
elaboración del plan HACCP, o verifiquen si están
completos. Los especialistas deben tener conocimiento y
experiencia para:
13

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú a) Realizar el análisis de peligros;
b) Identificar los peligros potenciales;
c) Identificar los peligros que necesitan ser
controlados;
d) Recomendar controles, límites críticos y
procedimientos de
monitoreo y verificación;
e) Recomendar las acciones correctivas adecuadas,
cuando ocurra un
desvío.
f) Recomendar estudios relacionadas con el plan
HACCP, cuando perciban falta de conocimiento sobre
informaciones importantes
g) Validar el plan HACCP.
2.2.2 Describir el producto
Cargua (2004), el equipo HACCP debe hacer una descripción
general del alimento, de los ingredientes y métodos de
procesamiento.
La descripción del producto debe ser por escrito, y debe
incluir informaciones relevantes para la inocuidad, como
componentes, estructura y características físicas y
químicas del producto final (incluyendo aw, pH, etc.),
tipo de embalaje (incluyendo hermetismo), validez,
condiciones de almacenaje, y métodos de distribución
(congelado, refrigerado o a temperatura ambiente).
2.2.3 Describir el uso propuesto los probables
consumidores del alimento
Describir el uso normal propuesto o el grupo específico
de consumidores del alimento. Los probables consumidores
14

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú pueden ser el público en general o un segmento específico
de la población, como bebés, ancianos, pacientes
inmunodeprimidos, etc. Es importante caracterizar si el
uso/consumo final incluye tratamientos importantes para
la inocuidad del producto, como selección, lavado,
desinfección y cocción.
2.2.4 Elaborar un flujograma (diagrama de flujo) del
proceso
Cargua (2004), el flujograma debe incluir todas las
etapas del proceso bajo control directo del
establecimiento. Además, puede incluir las etapas de la
cadena productiva que ocurren antes y después del proceso
en el establecimiento. Un flujograma no necesita ser
complejo, el de bloques es suficiente para describir el
proceso, así como una ilustración esquemática de las
instalaciones ayuda a comprender y evaluar el flujo del
producto y del proceso. Es importante observar que el
diagrama de flujo para el HACCP no es necesariamente
idéntico al flujograma de Control Operacional de las BPM.
2.2.5 Verificar el flujograma
Cargua (2004), el equipo HACCP debe hacer una revisión en
el lugar de la operación para verificar la exactitud del
flujograma, incluyendo la observación de desempeño de
todos los turnos de trabajo involucrados en la producción
y las posibles diferencias en la conducción del proceso.
Para evaluar estas diferencias, el verificador deberá
estar presente antes del comienzo del procesamiento, para
evaluar las condiciones de inocuidad relacionadas con el
inicio de las actividades (por ejemplo, la retirada por
15

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú tiempo relativamente prolongado de ingredientes
conservados congelados para ser incorporados al
producto).
Si es necesario, debe alterarse el flujograma y
documentar las modificaciones. Después de realizar esas
etapas preliminares, se aplican los siete principios
HACCP.
2.3EL SISTEMA HACCP
FAO (2000), el sistema HACCP se diferencia de otros tipos
de control por estar basado en la ciencia y ser de carácter
sistemático. Su aplicación posibilita identificar peligros
específicos y desarrollar medidas de control apropiadas
para controlarlos, garantizando, de ese modo, la inocuidad
de los alimentos.
HACCP es una herramienta para identificar peligros y
establecer sistemas de control enfocados en la prevención,
en vez de concentrarse en el análisis del producto final.
Cualquier sistema HACCP bien elaborado debe ser capaz de
acomodar cambios como sustitución de equipamiento,
evolución tecnológica en el proceso, etc.
2.3.1 Los siete principios del HACCP
Principio 1: Realizar un análisis de peligros e
identificar las medidas preventivas respectivas.
FAO (2000), debe examinarse todo el proceso de
fabricación del alimento para identificar los peligros
potenciales que pueden ocurrir durante las etapas de
producción o del uso de un determinado alimento; o de
16

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú cómo esas etapas o uso interfieren con los peligros
presentes. Es también necesario considerar las materias
primas y los ingredientes, tanto como la clase y duración
del almacenaje, los métodos de distribución y el uso
esperado del producto final por el consumidor.
Los peligros deben ser seleccionados en función de la
frecuencia o posibilidad de ocurrencia en concentraciones
que ofrezcan riesgos significativos al consumidor.
Para simplificar, se dividió en cinco etapas el
procedimiento de análisis de peligro. Aplicarlo de manera
lógica, en secuencia, ayuda a evitar cualquier omisión.
El equipo HACCP tendrá una lista extensa de los peligros
potenciales significativos Cumpliendo esas cinco etapas y
son:
a) Revisar el material recibido
b) Evaluar los peligros en cada operación (etapa) de
procesamiento
c) Observar prácticas operacionales reales
d) Tomar medidas o analizar condiciones de la etapa
e) Analizar las medidas
Principio 2: Determinar los puntos críticos de control.
FAO (2000), el Codex define un punto crítico de control
(PCC) como "una etapa donde se puede aplicar un control y
que sea esencial para evitar o eliminar un peligro a la
inocuidad del alimento o para reducirlo a un nivel
aceptable".
Si se identifica un peligro y no hay ninguna medida de
control para esa etapa o en cualquier otra, entonces el
producto o el proceso debe ser modificado en dicha etapa, o
17

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú en una etapa anterior o posterior, para que se pueda
incluir una medida de control para ese peligro.
La determinación de un PCC en el sistema HACCP puede ser
facilitada por la aplicación de un árbol de decisiones,
como aquella incluida en las Directrices para la Aplicación
del Sistema de Análisis de Peligros y Puntos Críticos de
Control - HACCP, del Codex, que hace un abordaje de
razonamiento lógico. La aplicación del árbol de decisiones
debe ser flexible, según el tipo de operación (producción,
abate, procesamiento, almacenaje, distribución u otro). Ver
Figura número 1.
18
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Figura 1. Árbol de decisiones
El árbol de decisiones consiste en una serie sistemática de
cuatro preguntas elaboradas para evaluar objetivamente si
es necesario un PCC, para controlar el peligro identificado
en una operación específica del proceso como son:
Pregunta 1: ¿Hay medidas de control?
Pregunta 2: ¿La etapa está planificada específicamente para
eliminar la posibilidad de ocurrencia del peligro o
reducirla a un nivel aceptable?
Pregunta 3: ¿La contaminación con el peligro identificado
podría ocurrir por encima de los niveles aceptables o
podría aumentar hasta niveles inaceptables?
Pregunta 4: ¿Una etapa posterior eliminará el peligro
identificado o reducirá la posible ocurrencia a un nivel
aceptable?
19

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Un PCC puede ser identificado según su categoría el próximo
paso es registrarlo y documentar los parámetros que serán
monitoreados para controlar.
Principio 3: Establecer límites críticos.
Deben establecerse los límites críticos que aseguren el
control del peligro para cada punto crítico de control
(PCC) especificado, y que estos se definan como el criterio
usado para diferenciar lo aceptable de lo no aceptable. Un
límite crítico representa los límites usados para juzgar si
se trata de un producto inocuo o no (Cargua, 2004).
Los límites críticos pueden obtenerse consultando las
exigencias establecidas por reglamentos oficiales y/o en
modelos establecidos por la propia empresa o sus clientes
y/o datos científicos o, todavía, de experimentación de
laboratorio que indique la eficacia del límite crítico para
el control del peligro en cuestión.
Es esencial que el responsable de establecer los límites
críticos conozca el proceso y las pautas legales y
comerciales exigidas para el producto. Las fuentes de
información para los límites críticos incluyen:
• Datos de publicaciones/investigaciones científicas
• Exigencias reglamentarias
Consulta a especialistas (por ejemplo, estudiosos en
procesamiento térmico, ingenieros, veterinarios,
bioquímicos etc.). Larrañaga, (1999).
Principio 4: Establecer un sistema de control para
monitorear el PCC.
Cargua (2004), las Directrices para Aplicación del Sistema
de Análisis de Peligros y Puntos Críticos de Control
20

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú (HACCP) del Codex definen monitoreo como "el acto de
realizar una secuencia planificada de observaciones o
medidas de parámetros de control para evaluar si un PCC
está bajo control". La secuencia planificada debe, de
preferencia, resultar en procedimientos específicos para el
monitoreo en cuestión.
Los objetivos del monitoreo incluyen:
a.Medir el nivel de desempeño de la operación del sistema
en el PCC (Análisis de tendencias).
b.Determinar cuándo el nivel de desempeño de los sistemas
lleva a la pérdida de control del PCC (por ejemplo,
cuando hay desvío de un límite crítico).
c.Establecer registros que reflejen el nivel de desempeño
de la operación y control del PCC para cumplir el plan
HACCP.
El monitoreo es el principio que garantiza y confirma si se
está siguiendo el plan HACCP. El productor, cuando sea
necesario, tendrá medios para demostrar si las condiciones
de producción cumplen con el plan HACCP. El monitoreo ideal
debe dar información a tiempo para permitir cualquier
ajuste en el proceso, evitándose así, perder el control y
sobrepasar los límites críticos. Larrañaga, (1999).
Principio 5: Establecer las acciones correctivas a ser
tomadas, cuando el monitoreo indique que un determinado PCC
no está bajo control.
FAO (2000), las Directrices para Aplicación del Sistema de
Análisis de Peligros y Puntos Críticos de Control (HACCP)
del Codex definen acción correctora como "cualquier acción
21

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú a ser tomada, cuando los resultados del monitoreo del PCC
indiquen una pérdida de control".
La pérdida de control es considerada un desvío del límite
crítico de un PCC. Los procedimientos frente a un desvío
son un conjunto documentado y predeterminado de acciones
que deben implementarse en caso de pérdida de control.
Todos los desvíos deben ser considerados, tomándose medidas
para controlar el producto fallado y corregir la causa de
la no conformidad.
También debe hacerse un ajuste en el proceso, cuando los
resultados del monitoreo indiquen una tendencia a la
pérdida de control de un PCC. Entonces se debe tomar una
medida para que dicho proceso vuelva a los límites
operacionales, antes que ocurra un desvío. Los
procedimientos deben ser debidamente registrados.
Principio 6: Establecer procedimientos de verificación para
confirmar si el sistema HACCP está funcionando de manera
eficaz.
Cargua (2004), menciona que las directrices del Codex
definen verificación como "la aplicación de métodos,
procedimientos, pruebas y otras evaluaciones, además de
monitoreo, para determinar el cumplimiento del plan HACCP".
Pueden usarse métodos de auditoría, procedimientos y
pruebas, incluso muestras aleatorias y análisis, para
determinar si el sistema HACCP está trabajando
correctamente.
22

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú La preparación cuidadosa del plan HACCP, con la definición
clara de todos los puntos necesarios, no garantiza su
eficiencia. Los procedimientos de verificación son
necesarios para evaluar la eficiencia del plan y confirmar
si el sistema HACCP atiende al plan. La verificación
permite que el productor desafíe las medidas de control y
asegure que hay control suficiente para todas las
posibilidades.
La verificación debe hacerse en la conclusión del estudio,
por personas calificadas, capaces de detectar, las
deficiencias en el plan o en su implementación, en caso de
haberlas:
• Cambio de producto, ingrediente, proceso, etc.
• Desvío
• Peligros recientemente identificados
• Intervalos predeterminados regulares.
Cada plan HACCP debe incluir procedimientos de verificación
para cada PCC y para el plan como un todo. La verificación
periódica ayuda a mejorar el plan, exponiendo y
fortaleciendo los puntos débiles del sistema y eliminando
las medidas de control innecesarias o ineficaces. Las
actividades de verificación incluyen:
• Validación del plan HACCP
• Auditorías del sistema HACCP
• Calibrado del equipamiento
• Colecta y análisis de muestras
23

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Principio 7: Establecer documentación para todos los
procedimientos y registros apropiados a esos principios y
su aplicación.
Cargua (2004), menciona que los registros son pruebas, por
escrito, que documentan un acto o hecho. Son esenciales
para revisar la adecuación del plan HACCP y la adhesión del
sistema HACCP al plan.
Un registro muestra el histórico del proceso, el monitoreo,
los desvíos y las acciones correctivas (incluso descarte de
productos) aplicadas al PCC identificado. Los registros
pueden presentarse en varios formatos, como cuadros de
procesamiento, registros escritos o electrónicos. No puede
subestimarse la importancia de los registros para el
sistema HACCP. Es imprescindible que el productor mantenga
registros completos, actualizados, correctamente archivados
y precisos.
Deben mantenerse cuatro tipos de registros como parte del
plan HACCP:
• Documentación de apoyo para el desarrollo del plan
HACCP
• Registros generados por la aplicación del plan HACCP
• Documentación de métodos y procedimientos usados
• Registros de programas de entrenamiento de los
funcionarios
24

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Las revisiones de registros deben realizarse en la empresa
por personal calificado o por autoridades externas, como
consultores, para asegurar el cumplimiento rígido de los
criterios establecidos para los PCC. La revisión cuidadosa
de los documentos y registros guardados es una herramienta
inestimable para indicar posibles problemas, permitiendo
que se tomen medidas correctivas, antes de que ocurra un
problema de salud pública.
Los registros bien archivados son pruebas irrefutables de
que los procedimientos y procesos se están cumpliendo,
según las exigencias del plan HACCP. La mejor garantía de
inocuidad del producto es el cumplimiento de los límites
críticos específicos establecidos para cada PCC. La
documentación resulta en registros permanentes sobre la
inocuidad del producto.
Para garantizar la inocuidad del producto y documentar los
procesos y procedimientos, los registros deben contener las
siguientes informaciones:
• Título y fecha del registro
• Identificación del producto (código, incluso día y
hora)
• Productos y equipamiento usados
• Operaciones realizadas
• Criterios y límites críticos
• Acción correctiva tomada y por quién
• Identificación del operador
• Datos (presentados de forma ordenada)
• La rúbrica del revisor y la fecha de revisión
25

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú 2.3.2 Directrices para aplicación del sistema HACCP
Aquí se presentan los procedimientos para aplicar el
Sistema HACCP en un establecimiento. Las
recomendaciones para las etapas anteriores, como
formación del equipo HACCP, descripción del producto,
y elaboración de un flujograma para el proceso de
producción, se abordarán en otra parte de este libro.
Una secuencia lógica para la aplicación del Plan
HACCP (12 pasos) sería:
1 - Formar el equipo HACCP
2 - Describir el producto
3 - Identificar su uso esperado
4 - Describir el proceso y construir el flujograma de
producción
5 - Verificar el flujograma en el lugar
6 -Relacionar todos los peligros potenciales asociados
a cada etapa del proceso, hasta el consumo del
alimento.
Evaluar todos los peligros potenciales Conducir un
análisis de esos peligros y determinar la necesidad de
acciones para controlarlos, cerciorándose de que los
peligros relevantes pueden evitarse, eliminarse o
reducirse a un nivel de riesgo aceptable (Principio 1).
7 - Determinar los PCC (Principio 2)
8 - Establecer los límites críticos para cada PCC
(Principio 3)
9 - Establecer un sistema de monitoreo para cada PCC
(Principio 4)
26

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú 10 -Establecer acciones correctivas para los desvíos
que ocurran (Principio 5)
11 - Establecer los procedimientos de verificación
(Principio 6)
12- Establecer registro y documentación apropiados
(Principio 7)
El equipo HACCP debe tener conocimiento y experiencia
específicos sobre la producción de alimentos,
esenciales para el desarrollo del plan HACCP. Es
necesario tener un equipo multidisciplinario, pues el
gerenciamiento de la inocuidad de los alimentos
incorpora aspectos toxicológicos, microbiológicos,
epidemiológicos y de tecnología de los alimentos,
entre otros. La aplicación adecuada del plan HACCP
requiere especialistas con un alto grado de
conocimiento y experiencia científicos. Además de los
conocimientos técnicos, la capacidad de pensar con
criterio y sistemáticamente es esencial para la
aplicación de los elementos de gerenciamiento de modo
inteligente y eficaz.
III.PLAN HACCP de productos lácteos
III.1. OBJETIVOS
Establecer en la empresa un sistema proactivo que
permita prevenir y controlar los peligros que amenacen
la inocuidad en el proceso productivo de leche
pasteurizada enriquecida endulzada, yogurt bebible,
queso fresco y manjar blanco.
27

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú III.2. FORMACIÓN DEL EQUIPO HACCP
III.2.1. INTEGRANTES Y ORGANIGRAMA DEL EQUIPO HACCP
El equipo HACCP está integrado de la siguiente manera:
Jefe del equipo HACCP. Martínez Salvador Marco
……………….
Jefe de planta Escobar BendezúMiguel
……………….
Jefe de Aseg. De calidad. Mercado Galarza Rocío
………………..
Jefe de Almacén León Robladillo Martha
……………….
Operarios. Neyra Sedano Melina
………..………
De la Mata
Cóndor Katherine ……..………
Acosta Sarapura María
Julia ………..………
28

Ing. Rodolfo Tello Saavedra
JEFE DEL EQUIPO HACCP
JEFE DE PLANTA
JEFE DE ASEGURAMIENTO DE
CALIDAD
OPERARIOS
JEFE DE ALMACÉN
JEFE DE MANTENIMIENTO
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Figura 2. Organigrama del equipo HACCP
III.2.2. RESPONSABILIDADES Y FUNCIONES DEL EQUIPO HACCP
a) Jefe del Equipo HACCP:
Responsabilidades.- Proveer los recursos necesarios
para la implementación del sistema, supervisar y
dirigir el plan HACCP.
Funciones:
Presidir las reuniones el equipo HACCP, para la
revisión del funcionamiento del plan y motivar la
mejora continua del sistema.
Promover la capacitaron continua del equipo HACCP
mediante cursos especializados en el tema
Supervisar periódicamente las áreas involucradas
en el proceso productivo así como también
verificar la documentación del sistema.
29

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
b) Jefe de planta:
Responsabilidades.- Coordinar, supervisar y efectuar
las actividades del plan HACCP en el proceso
productivo.
Funciones:
Informar en forma oportuna a la gerencia sobre los
requerimientos de recursos para la correcta
ejecución del Plan HACCP.
Muestrear y analizar la materia prima.
Inspección permanente de los parámetros del
proceso en cada una de las etapas. Supervisar y
capacitar a los operarios en el control de
peligros identificados en los puntos críticos de
control.
Verificación diaria del cumplimiento del plan
HACCP por medio de la revisión de registros.
Inspeccionar y verificar la aplicación de las
medidas correctivas de los puntos críticos.
Mantener adecuadamente la documentación de la
planta.
Verificar que el producto a ser despachado se
encuentre en buenas condiciones de almacenamiento.
c) Jefe de aseguramiento de la calidad
Responsabilidades: Controla todo el proceso
productivo de los productos que se industrializan.
30

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Funciones:
Verifica el cumplimiento del plan de limpieza y
saneamiento de tal manera que se asegure la
sanidad de todos los equipos y ambiente de la
misma.
Elabora el plan de muestreo para la inspección
durante la recepción, procesamiento y producto
final.
Verifica constantemente el cumplimiento del
sistema HACCP a través de la revisión de registros
de monitoreo de procesos.
Registrar el control de los puntos críticos en el
proceso productivo
Supervisar el comportamiento del personal en BPM.
Registrar las reuniones del equipo HACCP
Coordinar con la jefatura de planta las acciones a
tomar ante cualquier incidente.
d) Jefe de almacén
Responsabilidades: Controla suministro de materia
prima e insumos, así como la correcta distribución,
con el estricto cumplimiento de los PEPS.
Funciones:
Previene la existencia de materia prima e insumos
suficientes para todos los procesos productivos.
Planifica la correcta distribución de los
productos terminados en las cantidades y fechas
correspondientes.
31

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Verifica constantemente el cumplimiento de los
PEPS (los primeros que entran son los primeros que
salen)
Hace de conocimiento de los clientes la correcta
manipulación de los productos.
e) Jefe de mantenimiento
Responsabilidades: Garantizar el correcto
funcionamiento de todas las maquinarias y equipos.
Funciones:
Realizar el mantenimiento preventivo de todos los
equipos de la planta.
Reparar con prontitud los equipos que por diversas
razones pudieran tener alteraciones en su
funcionamiento.
Adiestrar al personal responsable de cada área la
correcta manipulación de los equipos.
f) Operarios
Responsabilidades: Ejecutar las labores de producción
acorde a los lineamientos de las buenas prácticas de
manufactura, plan de higiene y saneamiento y Plan
HACCP.
Funciones:
Informa oportunamente de algún problema surgido en
32

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú el proceso productivo
Realizar las operaciones de limpieza y
desinfección de ambientes, maquinarias, equipos y
utensilios utilizados en todo el proceso
productivo de los distintos productos de la marca
DeCadaDia.
Operar las maquinarias y equipos según las
Instrucciones del fabricante y normativas de la
empresa.
III.3. DISEÑO DE PLANTA
La planta de CONCELAC S.R.L. se cuenta con una
infraestructura de material adecuado para el proceso de
productos lácteos y divididos en las siguientes áreas:
OFICINA
VESTIDORES VARONES Y MUJERES
ÁREA DE SERVICIOS HIGIÉNICOS
ALMACÉN DE PRODUCTOS QUÍMICOS
ALMACÉN DE INSUMOS
ALMACÉN DE ENVASES
RECEPCIÓN DE MATERIA PRIMA
LABORATORIO
ÁREA DE PASTEURIZACIÓN
ÁREA DE EMBOLSADO
ÁREA DE MADURACIÓN DE QUESOS
ALMACÉN DE UTENSILIOS
ALMACÉN DE PRODUCTO FINAL
33

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Figura 3. Diseño de la Planta Concelac.
34

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú III.4. ACCIÓN DE LOS 7 PRINCIPIOS DEL SISTEMA HACCP EN LA
LÍNEA DE CUATRO PRODUCTOS EN LA INDUSTRIA LÁCTEA -
CONCELAC:
1. Yogurt1.1 Descripción del producto
NOMBRE YOGURT
Descripción Producto lácteo fermentado bebible de baja
viscosidad (ligero) elaborado a base de leche, con
adición de saborizantes, colorantes, de acuerdo al
producto final que se desea obtener (fresa,
durazno, guanábana, piña, vainilla). Obtenido por
fermentación láctica mediante la acción de
Lactobacillusbulgaricus y Streptococcusthermophilus.
Composición Producto que tiene como materia prima leche entera
cruda e insumos como: azúcar, cultivo láctico,
leche en polvo, colorantes, saborizantes y
conservador.
Características:
Sensoriales Color, sabor y olor: Característico de la
fruta que se quiera.
Textura: Viscosa Físico
químicas
Acidez: 0.8 – 1.0% (expresados es ácido láctico)
Sólidos totales no grasos de la leche: 8.2% mínimo
pH : 4.2 – 4.6
Grasa : mínimo 2.5%
Microbiológi
cas
Cat Clase n c
m M
Numeración de coliformesufc/g 5 3
35

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
5 2 10 102
Numeración de hongos ufc/g 5 3
5 2 10 102
Numeración de levaduras ufc/g 5 3
5 2 10 102
Formas de uso y
consumidores
potenciales
El producto está destinado para el público en
general, donde su consumo es diverso, como:
Consumo directo.
Acompañado de pan, galletas, productos expandidos,
frutas, etc.
Como ingrediente de ensaladas y otros alimentos.
Congelados, en chupetes.
Empaque,
y presentaciones En sachet y en botellas de polietileno
(PET).
Las presentaciones de 60 y 100 ml y en
botellas blancas de polietileno de 90 ml,
250 ml, 500 ml, 900 ml, 946 ml, 1000 ml de
capacidad.Contenido de
etiqueta Nombre y marca del producto:
Sabor del producto:
Contenido neto en volumen:
Lista de ingredientes:
Elaborado por. dirección y teléfono:
Fecha de vencimiento, lote:
Registro sanitario:
Información nutricional:
Advertencia: “Manténgase refrigerado”,
“Agítese antes de usar”
36

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Vida útil
esperada
60 días a temperatura de refrigeración (mantenidas
a temperaturas menores de 8°C)
Controles
durante la
distribución y
comercialización
Monitoreo continuo de la temperatura
(termoking, mantener la cadena de frio)
Control de circulación del producto en el
mercadoFuentes: Norma Técnica Peruana 202.092–INDECOPI y R.M. 591-
2008/MINSA
1.2 Diagrama de flujo de procesamiento del yogurt
37

Ing. Rodolfo Tello Saavedra
FILTRADO
RECEPCIÓN
ESTANDARIZADO
PASTEURIZADO
MEZCLADO 1
CALENTAMIENTO
ENFRIADO 1
INOCULACIÓN
INCUBACIÓN
ENFRIADO 2
MEZCLADO 2
BATIDO
ENVASADO
ALMACENAMIENTO
DISTRIBUCIÓN
2.5 % de M.G. mínimo
55 a 60 °C
Azúcar 10%
82ºC x 30 min85°C x 15 min
De 42 a 45 °C
De 42 a45 °C por 4 a 6 horas
De 42 a45 °C
<15 °C
SaborizanteColorantePreservante
10 minutos
De 0 a8 °C
Cultivo
ESTERILIZADO
RECEPCIÓN DE ENVASES
> 5 minutos
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
1.3 Descripción del proceso productivo del yogurt
Recepción: Previamente a la recepción la leche es
analizada determinándose sus características
organolépticas (color, olor y sabor); fisicoquímicas
38

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú (Densidad, ºBrix y acidez) y la temperatura. Una vez que
los análisis resulten óptimos se procede a recepcionar la
leche en la marmita de recepción de acero inoxidable, caso
contrario la leche no será aceptada para su recepción.
Filtrado: La leche recepcionada es pasada por un filtro
externo para eliminar cualquier tipo de materia extraña
(pelos, tierra, etc.) que pudiera contener. Para lo cual
se utiliza un filtro de material sintético, este filtro
será inspeccionado cada vez que se realiza el lavado del
mismo, es decir todos los días de producción.
Estandarizado: En esta etapa se estandariza la composición
de la leche para cumplir las especificaciones establecidas
por la empresa y las normas técnicas respectivas en cuanto
a la cantidad de materia grasa (2.5% a más).
Calentamiento.: Se realiza este calentamiento de 55 a60°C
para que haya una correcta disolución del azúcar.
Mezclado1: En esta etapa es donde se añade el azúcar
(10%), se realiza aquí para evitar la contaminación por
adición de estos insumos, ya que luego toda la mezcla será
pasteurizada.
Pasteurizado: La mezcla se somete a un tratamiento térmico
de pasteurización a temperatura entre 82 a85°C por 30 a 15
minutos respectivamente, en esta etapa la agitación debe
ser constante para evitar el quemado de las proteínas
lácteas.
39

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Enfriado 1: Una vez finalizada la pasteurización, la leche
debe enfriarse hasta la temperatura de incubación que
varía entre 42 a45°C, temperatura en la que actuará el
cultivo láctico.
Inoculación: Una vez que la leche se encuentra en el
tanque de incubación a una temperatura entre 42 a45°C, se
adiciona el cultivo de yogurt dosificado de forma directa
y se procede a agitar hasta tener una mezcla homogénea,
sin la presencia de grupos provenientes del cultivo en
mención.
Incubación: Esta etapa tiene por objeto proporcionar las
condiciones de temperatura y tiempo para que se desarrolle
óptimamente el cultivo adicionado, responsable de la
fermentación láctica y la consecuente aparición de la
consistencia y formación de compuestos responsables del
sabor y aroma del yogur. La acidez final del yogur debe
encontrarse entre 0,8 a 1,0 % expresada en ácido láctico y
un pH entre 4,2 a 4,6. El periodo de incubación es de 4 a
6 horas a la temperatura acondicionada de 42 - 45° C.
Enfriado 2: En esta etapa se corta la incubación
descendiendo la temperatura a niveles inferiores a los
15°C, esto con el objeto de cortar el desarrollo de los
microorganismos, este enfriado se realiza por un tiempo de
5 a 6 horas.
Mezclado 2: En esta etapa se adiciona los aditivos
(colorante, saborizante y conservante) con el objeto de
40

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú otorgarle las características organolépticas finales
(color y sabor) y la conservación en el almacenamiento.
Batido: Se bate por un lapso aproximado de 10 minutos.
Envasado: El yogur es envasado en botellas blancas de
material de polietileno de alta densidad y en sachets son
de polietileno de alta densidad coextruido, los envases en
las distintas presentaciones son esterilizadas con
desinfectante ecoxin al 0.2% o hipoclorito de sodio al
7.5% en concentración de 0.1%, los envases son sumergidos
por un tiempo mínimo de 5 minutos en abundante solución
desinfectante.
Almacenamiento: Los envases se colocan en jabas plásticas
y son transportadas a la cámara de refrigeración, donde el
almacenamiento del producto mantiene a temperaturas de 0
a8°C, las jabas se apilan hasta un máximo de cinco.
Distribución: La distribución se realiza de acuerdo al
cronograma salida de producto (PEPS). Se distribuyen en
jabas plásticas que contienen los envases, los cuales son
colocados en camionetas y autos. El producto se debe
transportar manteniendo la cadena de frío entre 2 a 8°C.
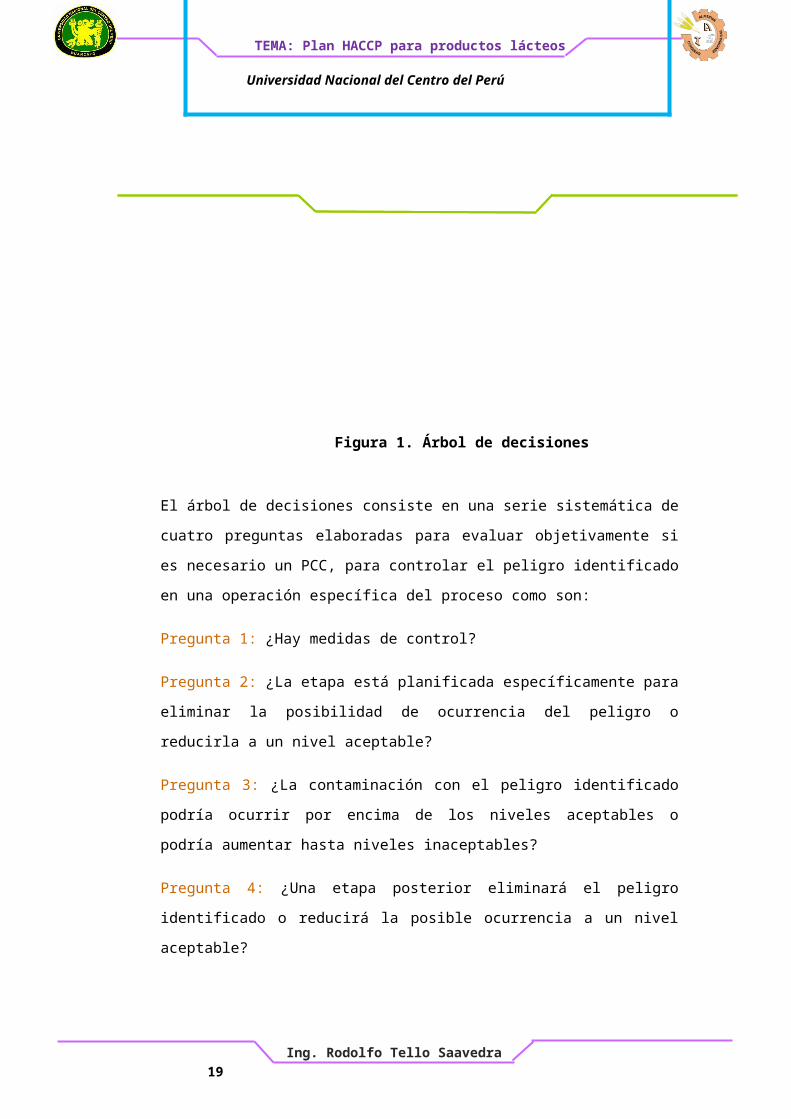
1.4 Reporte del análisis de peligros
41

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
ETAPA PELIGRO CAUSA MEDIDA PREVENTIVA
RECEPCIÓN DELECHE
Biológico:Presencia de
Aerobios mesófilos,coliformes.
Inadecuadoshábitos de
higiene antes ydespués del
ordeño
Capacitación enBuenas Prácticas de
ordeño a lostrabajadores de losestablos y en BPM alos trabajadores de
planta
Certificado delimpieza ydesinfección
Físico: Presenciamateriales extrañosa la leche (pelos,paja, insectos),
Descuido einadecuadoshábitos de
higiene antes ydespués del
ordeño
Realizarcapacitaciones alProveedor de BPM.
Certificado delimpieza ydesinfección
Químico: presenciade antibióticos.
Contacto conmaterialescontaminados
conantibióticos.
Vacas contratamientoveterinario
Empleo de materialesy recipientesespecíficos y
realizar capacitaciónen este tema a
personal de planta yganaderos.
Analizar la leche,con la prueba de
análisis deantibiótico, pararechazar la leche.
ESTANDARIZADO
Biológico:Contaminación
cruzada con E Coliy Staphylococcus
aureus
Malos hábitosde higiene ymanipulaciónpersonal
Capacitación en BPMal personal de planta
Físico: Presenciade materiasextrañas.
Descuido einadecuadoshábitos de
higiene antes ydespués del
Verificar que elproveedor sea de
garantía.
42

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
ordeño
FILTRADO Físico: Que pasenresiduos o materias
extrañas a lasiguiente operación
Filtro en malestado
Inadecuadafiltración
Revisión periódicadel filtro.
Capacitación yentrenamiento del
proceso
Biológico:Contaminación
cruzada con E, Coliy
Staphylococcusaureus
Malos hábitosde higiene ymanipulacióndel personal
Limpiezainadecuada deutensilios yequipos.
Cumplimiento de losprocedimientos dehigiene personal ybuenas prácticas demanufactura en el
proceso.
Limpieza ydesinfección adecuadade los utensilios y
equipos.
Calentamiento Biológico:Contaminación
cruzada con E Coliy Staphylococcus
aureus.
Malos hábitosde higiene ymanipulacióndel personal
Cumplimiento de lasbuenas prácticas demanufactura en el
proceso.
Mezclado 1
Biológico:Contaminación
cruzada con E Coliy
Staphylococcusaureus
Malos hábitosde higiene ymanipulacióndel personal.
Cumplimiento de lasbuenas prácticas demanufactura en el
proceso.
Físico: Presenciade materiasextrañas
Presencia deimpurezas en el
azúcar
Verificaciónconstante de los
insumosrecepcionados.
Filtrado
Pasteurizado Biológico:Supervivencia demicroorganismos
patógenosColiformes,Salmonella yListeria
Monocvtoqenes
Mal control detemperatura ytiempos depasteurizado
Controlareficientemente la
temperatura (82-85°C)por 30 a 15 minutos.
Revisión termoregistrador y válvula
de retorno;calibración del
43
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
sensor de T°
Calibración ymantenimiento del
equipo
Enfriado 1 Biológico:Contaminación
cruzada con E Coliy
Staphylococcusaureus
Malos hábitosde higiene ymanipulacióndel personal
Cumplimiento de lasbuenas prácticas demanufactura en el
proceso.
Disminución rápida dela temperatura hastaque la temperaturasea la adecuada parael desarrollo delcultivo láctico.
Inoculación Biológico:Contaminación
cruzada con E Coliy
Staphylococcusaureus
Malos hábitosde higiene ymanipulacióndel personal
Cumplimiento de lasbuenas prácticas demanufactura en elproceso productivo.
Incubación Químico:Acidificación de la
leche
Cantidadinadecuada de
cultivo
Realizar buenoscálculos para la
adición del cultivoláctico
Buena calibración dela balanza
Enfriado 2 Químico: Desarrollode acidez excesiva
Actividad delcultivo lácticoa temperaturasmenores de
42°C.
Enfriamiento rápidopor debajo de 10°C .
Mezclado 2 Biológico:Contaminación
cruzada con E Coliy
Staphylococcusaureus
Malos hábitosde higiene del
personal
Cumplimiento de lasbuenas prácticas demanufactura en elproceso productivo.
Quimico:Saborizante,colorantes,conservantesadulterados
Excesivo uso desaborizante,colorantes y/oconservante.
Capacitar al personalcon el uso adecuadoen la cantidad usada
de conservante,colorante ysaborizante.
44

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Selección deproveedores de
insumos
Batido
Biológico:Contaminación
cruzada con E Coliy
Staphylococcusaureus
Malos hábitosde higiene ymanipulaciondel personal
Cumplimiento de lasbuenas prácticas demanufactura en elproceso productivo.
Envasado Físico: Defectosfísicos en los
envases o presenciade partículas
extrañas
Inadecuadocontrol de
calidad de losproveedores de
envases
Controlar la calidadde envases
recepcionados.
Biológico:Presencia de
microorganismospatógenosColiformes.
Envases noesterilizados.
Exposición de losenvases a Luz
Ultravioleta por 5minutos
Embalaje Ningunoidentificado
- -
Almacenamiento
Biológico:incremento de carga
microbiana porrompimiento de lacadena de frío.
Malas prácticasde
almacenamiento
Falta decontrol de
temperaturas derefrigeración
Capacitación delpersonal de planta enbuenas prácticas de
almacenamientoMantener la
temperatura de lacámara de
refrigeración menor a7°C.
Físicos: Golpes Deterioro delalimento
Adecuadoalmacenamiento
1.5 Decisiones sobre los puntos críticos de control
ETAPA PELIGRO P1 P2
P3 P4 P5 PCC
BASE DE LADESICIÓN
Biológico: Presencia de Aerobios
SI SI
SI - - SI Porque en estaetapa estádiseñada
45

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Recepción deleche
mesófilos, coliformes.
eliminar oreducir laprobabilidadde ocurrenciadel peligro.
Físico: Presencia materiales extraños a la leche (pelos, paja, insectos).
SI SI
NO SI SI NO Porque unaetapa
posterioreliminara oreducirá laprobable
ocurrencia delpeligro.
Químico: presencia de antibióticos.
SI SI
NO NO NO Porque unaetapa
posterioreliminara oreducirá laprobable
ocurrencia delpeligro.
Estandarizado
Biológico: Contaminación cruzada con E Coli y Staphylococcus aureus
SI SI
NO SI SI NO Porque unaetapa
posterioreliminara oreducirá laprobable
ocurrencia delpeligro.
Físico:Presencia demateriasextrañas.
SI SI
NO SI SI NO Porque unaetapa
posterioreliminara oreducirá laprobable
ocurrencia delpeligro.
Filtrado
Físico: Que pasen residuos omaterias extrañas a la siguiente operación
SI SI
SI NO - SI Porque en estaetapa estádiseñadaeliminar oreducir laprobabilidadde ocurrenciadel peligro.
Biológico: Contaminación cruzada con E, Coli y Staphylococcusau
SI SI
NO SI SI NO Porque unaetapa
posterioreliminara oreducirá la
46

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú reus probable
ocurrencia delpeligro.
Calentamiento
Biológico: Contaminación cruzada con E Coli y Staphylococcus aureus.
SI SI
NO NO - NO Porque unaetapa
posterioreliminara oreducirá laprobable
ocurrencia delpeligro.
Mezclado 1Biológico: Contaminación cruzada con E Coli y Staphylococcusaureus
SI SI
NO NO - NOPorque una
etapaposterioreliminara oreducirá laprobable
ocurrencia delpeligro.
Físico: Presencia de materias extrañas
SI SI
NO NO - NO Porque unaetapa
posterioreliminara oreducirá laprobable
ocurrencia delpeligro.
Pasteurizado Biológico:Supervivencia demicroorganismos
patógenosColiformes,Salmonella yListeria
Monocvtoqenes
SI SI
SI - - SI Porque en estaetapa estádiseñadaeliminar oreducir laprobabilidadde ocurrenciadel peligro.
Enfriado 1 Biológico:Contaminacióncruzada con E
Coli yStaphylococcusau
reus
SI SI
SI - - SIPorque en estaetapa estádiseñadaeliminar oreducir laprobabilidadde ocurrenciadel peligro.
Inoculación Biológico:Contaminacióncruzada con E
Coli y
SI SI
NO SI NO SILa contaminación no se incrementará
47

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Staphylococcusau
reushasta niveles inaceptablesControl de peso del inoculo
Incubación Químico:Acidificación de
la leche
SI SI
NO SI NO SI Control de temperatura durante la incubación.
Enfriado 2 Químico:Desarrollo deacidez excesiva
SI SI
SI - - SI Porque en estaetapa estádiseñadaeliminar oreducir laprobabilidadde ocurrenciadel peligro.
Mezclado 2 Biológico:Contaminacióncruzada con E
Coli yStaphylococcusau
reus
SI SI
NO SI NO SILa contaminación no se incrementará hasta niveles inaceptablesControl de peso del inoculo
Quimico:Saborizante,colorantes,conservantesadulterados
SI SI
NO SI NO SI La contaminación no se incrementará hasta niveles inaceptablesControl de peso del inoculo
BatidoBiológico:
Contaminacióncruzada con E
Coli yStaphylococcusau
reus
SI SI
NO SI NO SIControl de
temperatura ypH
Envasado
Físico: Defectosfísicos en los
envases opresencia departículasextrañas
SI
SI
NO SI
NO SI La contaminación no se incrementará hasta niveles inaceptablesEsterilización
48

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú de envases queva en contactocon el producto.
Biológico:Presencia de
microorganismospatógenosColiformes.
SI SI
NO SI
NO SI
Embalaje Ningunoidentificado
. - . - - -
Almacenamiento
Biológico:incremento de
carga microbianapor rompimientode la cadena de
frío.
SI SI
SI - - SIVa a depender de la temperatura dealmacenamientopara que el producto llegue en buenas condiciones alconsumidor.
Físicos: Golpes SI SI
SI - - SI
1.6 Reporte de puntos críticos de controlETAPA TIPO
DEPCC
PELIGROS A CONTROLAR ENESTE PCC
INDICADORES UTILIZABLESCOMO VARIBLES DE CONTROL
Recepción de leche
1
Biológico: Presencia de Aerobios mesófilos, coliformes.
Control: Visual y Perceptivo delProducto Analítico Proveedor temperatura/ tiempotransporte yalmacenamiento. Programa (Limpiezadesinfección ymantenimiento).
Físico: Presencia materiales extraños a laleche (pelos, paja, insectos).Químico: presencia de antibióticos.
Pasteurizado1
Biológico: Supervivenciade microorganismos patógenos Coliformes, Salmonella y Listeria Monocvtoqenes.
Control :Registro continuoTemperatura y tiempo.Programa (Limpiezadesinfección y
49

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú manipulación)
Enfriado 1 1 Biológico: Contaminacióncruzada con E Coli yStaphylococcusaureus
Control :Registro continuoTemperatura y tiempo.
Inoculación2
Biológico: Contaminacióncruzada con E Coli y Staphylococcusaureus.
Control:Peso adecuado del cultivo láctico.
Incubación2
Químico: Acidificación de la leche
Temperatura de incubaciónAcidez al final de la incubaciónpH al final de la incubacióntiempo que dura la incubación
Enfriado 22
Químico: Desarrollo de acidez excesiva
Control: temperatura y pH
Envasado 1
Físico: Defectos físicosen los envases o presencia de partículas extrañas.
Control: temperatura / tiempos pH Microbiológico Prácticas demanipulación Programa (Limpiezadesinfección ymanipulación)
Biológico: Presencia de microorganismos patógenos Coliformes.
Embalaje Ninguno identificado -Almacenamiento
1
Biológico: incremento decarga microbiana por rompimiento de la cadenade frío.
Control: Locales Prácticas demanipulación Registro continuo detemperaturaPrograma (Limpieza desinfección y manipulación)
Físicos: Golpes
PCC1: QUE ASEGURA EL CONTROL DE UN RIESGO O PELIGRO AL
CONSUMIDOR
PCC2: QUE REDUCIRA AL MINIMO, EL PELIGRO AL PRODUCTO
50

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
51

Ing. Rodolfo Tello Saavedra
TEMA: plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
1.7 Formato del plan HACCP(1)
PUNTOSCRITICOS DECONTROL
(2)PELIGRO
SIGNIFICATIVO
(3)LIMITESCRÍTICOSMEDIDA
PREVENTIVA
MONITOREO (8)ACCIONESCORRECTIV
AS
(9)REGISTROS
(10)VERIFICAC
ION(4)¿QUÉ?
(5)¿CÓMO?
(6)FRECUENC
IA
(7)¿QUIEN?
Recepción demateria primaPCC1
Biológico.-Presencia deColiformes,aerobiosmesófilos
Acidezentre 14 y18 gradosDornicPH: 6.3-6.6Grasa: 3%ÍndiceCrioscópico: -0.5°CMicrobiológico
pH,acidez,porcentaje degrasa,índicecrioscópico,prueba dereductasa,recuentomicrobiológico
pHmetro,butirometro,termómetro,lactodensímetro,equipomicrobiológico
Cadalote arecepcionar.
Responsable deaseguramiento decalidad.
Fuera dellímitecriticoserechazael lote.
RegistroN° 1: pH,acidez, %grasa,reductasa,recuentomicrobiológico dela leche.
Cada día
Físico: Presencia materiales extraños a la leche (pelos, paja, insectos).
Recuento microbiologico
Cantidaddemicroorganismos
Recuentomicroniologico conpetrifilm
Cadalote arecepcionar.
Responsable deaseguramiento decalidad.
Fuera dellímitecriticoserechazael lote
RegistroN° 1:recuentomicrobiológico dela leche.
Cada día

Ing. Rodolfo Tello Saavedra
TEMA: plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
PasteurizaciónPCC1
Biológico:Supervivencia demicroorganismospatógenosColiformes,aerobiosmesófilos
82 a85ºC x30 a 15 min respectivamen-te
Temperatura ytiempo depasteurización
Inspección deltermómetro
Alinicio,cada 15minutosy alfinal delapasteurización
Responsable delproceso
Alcanzartemperatura ytiempo depasteurizado
RegistroN° 2:Tiempo ytemperatura
Cada día
Enfriado 1PCC1
Biológico:Contaminación cruzadacon E Coli yStaphylococcusaureus
Temperatura de incubaciónde 42 – 45°C
Temperatura
termómetro
Cadamomento
Responsable delproceso
Alcanzarlatemperatura deincubación
RegistroN° 2:Temperatura deincubación
Cada dia
INOCULACION PCC2
Biológico: Contaminación cruzada con E Coli y Staphylococcusaureus.
2g – 3g/100 litros
Peso Balanza Cadalote aprocesar
Responsable deaseguramiento decalidad
Cantidaddecultivolácticoque seagrega enfunciónalvolumende lecheaproducir.
RegistroN°2: pesodecultivoláctico
Cada día
INCUBACION Quimico 5 – 6 Tiempo Cronometr Cada Responsa Alcanzar Registro Cada día

Ing. Rodolfo Tello Saavedra
TEMA: plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
PCC2 HorasT° 42 – 45°CAcidez: 0.8- 1.0 %pH: 4.2- 4.6
AcidezpHtemperatura
o,pHmetro,termómetro
lote aprocesar
ble delproceso
pH yacidezadecuados
N°2:tiempo deincubación
ENFRIAMIENTOPCC2
Biológico 5 – 6HorasT° menor a15°C
Tiempo,temperatura,acidez
Cronometro,termómetro ypHmetro
Cadalote aprocesar
Responsable delproceso
Mantenerla acidezalcanzadadurantelaincubación
RegistroN°2:tiempo deenfriamiento
Cada día
ENVASADO PCC2
FísicoQuímico
Tiempo de vida útil aproximadamente 60 días
pH,acidez yrecuentomicrobiológico
pHmetro,equipomicrobiológico
Cadalote aprocesado
Responsable deaseguramiento decalidad
Alcanzartiempo devida útilesperada
RegistroN° 3:tiempo ytemperatura deesterilización delosenvases
Recuentomicrobiológico, pHy acidezcadasemana.
Biológico:Presencia demicroorganismospatógenosColiformes.
ALMACENAMIEN Biológico Temperatur Temperatu Termómetr Cada Responsa Alcanzar Registro Recuento

Ing. Rodolfo Tello Saavedra
TEMA: plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
TO PCC2 a menor o igual a 5°CEvitando
ra o loteprocesado
ble deaseguramiento decalidad
temperatura derefrigeración enalmacenamiento.
N°4:Temperatura dealmacenamiento
microbiológico, pHy acidezcadasemana.Temperatura dealmacenamiento.
Físico golpes roturas Observando
Cadaenvase
Responsable delproceso
Tenercuidadocon elenvasado
RegistroN°4:Conformidad delenvase
Cada dia

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
2. Manjar blanco2.11 Descripción del producto y establecimiento del uso
previsto:
NOMBRE DULCE DE LECHE O MANJAR BLANCO
Descripción Es el producto obtenido por concentración mediante
el calor a presión normal, con el agregado de
azúcares y eventualmente otros ingredientes y
aditivos permitidos.
Composición Leche entera cruda e insumos como: azúcar,
bicarbonato de sodio, saborizante y conservador.
Características
sensoriales
De color blanco, textura suave, sabor a leche fresa
y dulce.
Características
:
Fisico
químicas
Humedad: máx. 34.5%
Azúcares totales, expresados
como azúcar invertido: máx. 50%
Proteína (factor 6.38): min 10%
Acidez (expresados es ácido
láctico): máx. 0.3%
Sólidos totales no grasos de la
leche: min 8.2%
Reacción de yodo: negativa
Grasa : min 3%
microbiologi
cos
Mohos y
levadur
as
osmófil
as
Ca
t.
2
Clas
e
3
N
5
c
2
m
1
0
M
102
Forma de uso Para untar pan, galletas y en la industria
panadera-pastelera, chocolatera.
consumidores
potenciales
Niños , jóvenes y adultos
Empaque y Se emplean envases de polietileno transparentes,

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú presentacion etiquetado de papel y conteniendo 100g, 250g, 500g,
1Kg, 5Kg, 10Kg, 20Kg
Vida útil
esperada
3 meses
Contenido de
etiqueta Nombre y marca del producto:
Sabor del producto:
Contenido neto en volumen:
Lista de ingredientes:
Elaborado por. dirección y teléfono:
Fecha de vencimiento,
lote:
Registro sanitario:
Información nutricional:
Advertencia: “Manténgase refrigerado”
Controles
durenate la
distribución y
comercializacio
n
Mantenerse en lugar freso y secos.(4-6 °C) hasta el
momento de comercialización y consumo

ESTANDARIZADO
RECEPCIÓN
FILTRADO 1
COCCION
NEUTRALIZADO
CALENTAMIENTO
FILTRADO 2
MEZCLADO
ENVASADO
ALMACENAMIENTO
DISTRIBUCIÓN
1.5 % de M.G. mínimo
35 a 40 °C
Azúcar 20%
SaborizantePreservante Por 5 minutos
Bicarbonato de sodio
Hasta los 94 – 95ºC
De 14 a 18ºD
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
2.12 Diagrama de flujo :

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
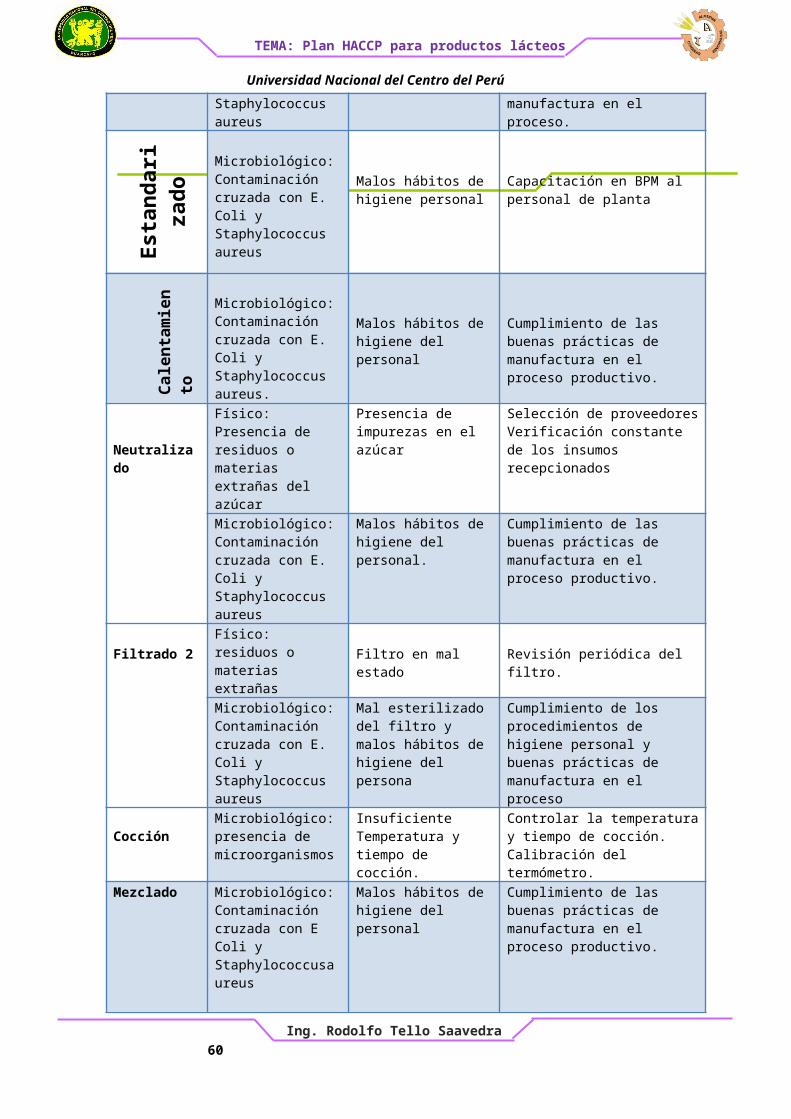
2.13 Análisis de peligro:
PROCESO PELIGRO FACTORES DE RIEGOS
MEDIDA PREVENTIVARe
cepc
ión
de
lech
e
Biológico:Presencia deAerobiosmesófilos,coliformes.
Inadecuadoshábitos dehigiene antes ydespués delordeño
Capacitación enBuenas Prácticas deordeño a lostrabajadores de losestablos y en BPM alos trabajadores deplanta
Físico: Presencia materiales extraños a la leche (pelos, paja, insectos), concarga microbiana
Descuido e inadecuados hábitos de higiene antes ydespués del ordeño
Inspección visual de impurezas macroscópicas al recepcionar la leche.
Químico:presencia deproductosantibióticos.
Contacto sonmaterialesadheridos deproductosantibióticos.Leche de vacasque hayanrecibidodosificación.
Empleo de materialesy recipientesespecíficos ycapacitación en estetema a personal deplanta y ganaderos.Análisis deantibióticos(eductasa)Selección deproveedores
Filtrado 1
Físico: Presencia materiales extraños a la leche (pelos, paja, insectos), concarga microbiana
Filtro en mal estado
Revisión periódica de materiales e instrumentos
Microbiológico:Contaminación cruzada con E. Coli y
Malos hábitos de higiene del personal
Cumplimiento de los procedimientos de higiene personal y buenas prácticas de
59
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Staphylococcus aureus
manufactura en el proceso.
Esta
ndar
izado
Microbiológico:Contaminación cruzada con E. Coli y Staphylococcus aureus
Malos hábitos de higiene personal
Capacitación en BPM al personal de planta
Cale
ntam
ien
to
Microbiológico:Contaminación cruzada con E. Coli y Staphylococcus aureus.
Malos hábitos de higiene del personal
Cumplimiento de las buenas prácticas de manufactura en el proceso productivo.
Neutralizado
Físico: Presencia de residuos o materias extrañas del azúcar
Presencia de impurezas en el azúcar
Selección de proveedoresVerificación constante de los insumos recepcionados
Microbiológico:Contaminación cruzada con E. Coli y Staphylococcus aureus
Malos hábitos de higiene del personal.
Cumplimiento de las buenas prácticas de manufactura en el proceso productivo.
Filtrado 2Físico: residuos o materias extrañas
Filtro en mal estado
Revisión periódica del filtro.
Microbiológico:Contaminación cruzada con E. Coli y Staphylococcus aureus
Mal esterilizado del filtro y malos hábitos de higiene del persona
Cumplimiento de los procedimientos de higiene personal y buenas prácticas de manufactura en el proceso
CocciónMicrobiológico:presencia de microorganismos
Insuficiente Temperatura y tiempo de cocción.
Controlar la temperaturay tiempo de cocción.Calibración del termómetro.
Mezclado Microbiológico:Contaminación cruzada con E Coli y Staphylococcusaureus
Malos hábitos de higiene del personal
Cumplimiento de las buenas prácticas de manufactura en el proceso productivo.
60

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Química: Aditivos
adulteradosRevisar las fechas de vencimiento y registro sanitario de cada aditivo alimentario
Envasado
Físico: rupturade los envases o deformación, caída de ca
falta de control de calidad de envases
Controlar la calidad de envases Selección de proveedores
Microbiológico:Contaminación cruzada con E Coli y Staphylococcusaureus
Envases no esterilizados.Malos hábitos de higiene del personal.
Exposición de los envases a Luz Ultravioleta por 5 minutos.Capacitación constante al personalBPM
Almacenamiento
Microbiológico:incremento de carga microbiana por rompimiento de la cadena de frío.
Malas prácticas de almacenamiento. Contaminación por roedores y polvos de almacen
Capacitación del personal de planta en buenas prácticas de almacenamiento. Inspección higiénico sanitario del almacénControl de PEPS
61

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
2.14 Puntos críticos de control:
ETAPA PELIGRO P1 P2 P3 P4 P5 PCC BASE DE LA DESICIÓN
Recepción deleche
Biológico:Presencia deAerobiosmesófilos,coliformes.
SI SI NO NO - NO En una etapa posterior se eliminara la presencia de estos peligros(biológico y físico)Físico:
Presencia materiales extraños a la leche (pelos, paja, insectos),con carga microbiana
SI SI NO NO - NO
Químico:presencia deproductosantibióticos.
SI SI NO SI NO SI En esta etapa está diseñada para el análisis de la materia prima.
Filtrado 1
Físico: Presencia materiales extraños a la leche (pelos, paja, insectos),con carga microbiana
SI SI NO NO - NO La contaminación no se incrementará hasta niveles inaceptables.
Microbiológico: Contaminación
SI SI NO NO - NO El peligro se eliminara en
62

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú cruzada con E. Coli y Staphylococcus aureus
la etapa de cocción.
Estandarizado
Microbiológico: Contaminación cruzada con E. Coli y Staphylococcus aureus
SI SI NO NO - NO El peligro se eliminara en la etapa de cocción.
Calentamiento
Microbiológico: Contaminación cruzada con E. Coli y Staphylococcus aureus.
SI SI NO NO - NO La contaminación no se incrementará hasta niveles inaceptablesEl peligro se eliminara en la etapa de cocción.
Neutralizado
Físico: Presenciade residuos o materias extrañasdel azúcar
SI SI NO NO- NO La
contaminación no se incrementará hasta niveles inaceptables
Microbiológico: Contaminación cruzada con E. Coli y Staphylococcus aureus
SI SI NO NO - NOLa contaminación no se incrementará hasta niveles inaceptables
Filtrado 2
Físico: residuos o materias extrañas
SI SI NO SI NO SIPorque en estadiseñada para eliminar los residuos físicos
Microbiológico: Contaminación cruzada con E. Coli y Staphylococcus aureus
SI SI NO NO - NOLa contaminación no se incrementará hasta niveles inaceptablesEl peligro se eliminara en la etapa de cocción
CocciónMicrobiológico: presencia de microorganismos
SI SI NO SI SI SIEs una etapa diseñada para reducir la
63

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú cantidad de microorganismos
MezcladoMicrobiológico: Contaminación cruzada con E Coli y Staphylococcusaureus
SI SI NO NO NO La contaminación no se incrementará hasta niveles inaceptables
Química: SI SI NO NO - NO Inspección de aditivos
Envasado
Físico: ruptura de los envases o deformaciónCaídas de cabello
SI SI NO NO - NO Control de envases.
Microbiológico: Contaminación cruzada con E Coli y Staphylococcusaureus
SI SI NO SI NO SI No existe un paso siguienteque eliminara o reducirá el peligro.
Almacenamiento
Microbiológico: incremento de carga microbiana
SI SI NO SI SI NO El peligro no afectara en lacalidad del procuccto.
2.15 Limites críticos para cada PCC (Principio 3):
64

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
65
PUNTOS CRITICOSDE
CONTROL
PELIGROSIGNIFICATIVO
LIMITESCRÍTICOS
Recepción demateria primaPCC1
Químico: presencia deproductos antibióticos.
Acidez entre 14y 18 grados Dornic
Filtrado 2PCC 3
Físico: residuos o materias extrañas
No debe de existir de sustancia o materia ajena alos insumos.
CocciónPCC2
Microbiológico: Supervivencia de microorganismos patógenos Coliformes, aerobios mesófilos
De 94°C a 95°C
EnvasadoPCC 4
Microbiológico: Contaminación cruzadacon E Coli y Staphylococcusaureus
Buen envasado ysellado

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
2.16 Medidas correctivas de los PCC (Principio 4)
PUNTOS DECONTROLCRITICO(PCC)
PELIGROS SIGNIFICATIVOS ACCIONES CORRECTIVAS
Recepción de
materia prima
PCC1
Químico: presencia de productos antibióticos.
Análisis deantibióticos(reductasa) ymicrobiológicos
Cambiar de proveedor auno comprometido con elmanejo de la materiaprima.
Filtrado 2
PCC2
Físico: residuos o materias extrañas.
- Inspección ymantenimiento de losequipos de filtración.
Cocción
PCC3
Microbiológico: Supervivencia de microorganismos patógenos Coliformes, aerobios
- Control del tiempo ytemperatura de cocciónAlcanzar 110°C y los
66

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú mesófilos 67° Brix y evitar la
cristalización.
Calibración deltermómetro.
Envasado
PCC4
Microbiológico: Contaminación cruzada con E Coli y Staphylococcusaureus
- Buen funcionamientode máquinas envasadorasy selladoras.
Prácticas demanipulación
Programa (Limpiezadesinfección ymanipulación)
67

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
2.17 SISTEMA DE VIGILANCIA (Principio 5): PUNTOS
CRITICOS DECONTROL
PELIGROSIGNIFICATIVO
LIMITESCRÍTICOS
MONITOREO¿QUÉ? ¿CÓMO? FRECUENCIA ¿QUIEN? ¿DONDE?
Recepción demateria primaPCC1
Químico: presencia de productos antibióticos.
Acidez entre 14 y 18 grados Dornic, pH
pH,acidez,T°, ,prueba dereductasa,
Titulacióncon NaOH al1/10N, pHmetro,centrifuga.
Cada lote arecepcionardiario
Responsable decontrol decalidad.
Laboratorio
Filtrado 2PCC2
Físico: residuos o materias extrañas
No debe de existir de sustancia o materia ajena alos insumos.
Laausenciadesustanciasextrañas
Inspecciónvisual
Cada bach deproducción
Responsable decontrol decalidad.
En el área deprocesamiento
CocciónPCC3
Microbiológico:Supervivencia de microorganismospatógenos Coliformes, aerobios mesófilos
De 94°C a 95°C Temperatura finaldecoccion
Inspeccióndeltermómetro
Cada 10minutos en lamarmita decocción
Responsable decontrol decalidad
área de producción
EnvasadoPCC4
Microbiológico:Contaminación cruzada con E Coli y Staphylococcusaureus
No debe existir grietas ni hendiduras en el envasado y sellado
Laausenciadegrietas yhendiduras
Inspecciónvisual
Cada bach deproducción( durante elproceso deenvasado)
Responsable decontrol decalidad.
En el área deenvasado y sellado
68

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú 2.18 SISTEMA DE VERIFICACION (Principio )
SISTEMAS DE VERIFICACIÓN O COMPROBACIÓN PARA EL
PUNTOS CRÍTICOS DECONTROL (PCC) PELIGROS
SIGNIFICATIVOS
VERIFICACIÓN
Recepción de
materia prima
PCC1
Químico: presenciade productos antibióticos.
Recuentomicrobiológicocada 15 días.
-Análisis deantibióticos cadainterfirió.
Filtrado 2
PCC2
Físico: residuos omaterias extrañas.
-Inspecciónvisual de laleche filtrada
Cocción
PCC3
Microbiológico: Supervivencia de microorganismos patógenos Coliformes, aerobios mesófilos
Calibración determómetros.
-Análisis visualde operaciones.
Envasado
PCC4
Microbiológico: Contaminación cruzada con E Coliy Staphylococcusaureus
Verificación delos envases encada Batchdurante elenvasado ysellado.
69

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
3. Queso andino3.1. DESCRIPCIÓN DEL PRODUCTO: QUESO ANDINO
NOMBRE QUESO MADURADO
Definición Producto elaborado de leche fresca
pasteurizada Es un queso madurado de pasta
blanda y mantecosa, de color blanco
amarillento, con textura firme, consistente y
fácil de cortar, sin ojos, de corteza delgada
y firme pero no dura. Normalmente tiene un
periodo de maduración de por lo menos 14 días.
Producto pasteurizado.
Composición Ingredientes: leche fresca, cuajo, cloruro de
calcio y sal.
Característica
s sensoriales
La leche es de un color blanco amarillento,
con un sabor característico, ligeramente
salado y de textura semidura.
Característica
s:
Fisico
químicas
Grasa en extracto seco (mínimo)
45%
Humedad (máximo)
57%
Característica
s:
Microbiológ
icas
Cat
.
Clas
e
n c m M
Coliformes
Estafilococos aureus
Listeria
monocytogenes
Salmonella sp
5
8
10
10
3
3
2
2
5
5
5
5
2
1
0
0
2x102
10
Ausen
cia/
25g
Ausen
cia/
103
102
--
-
70
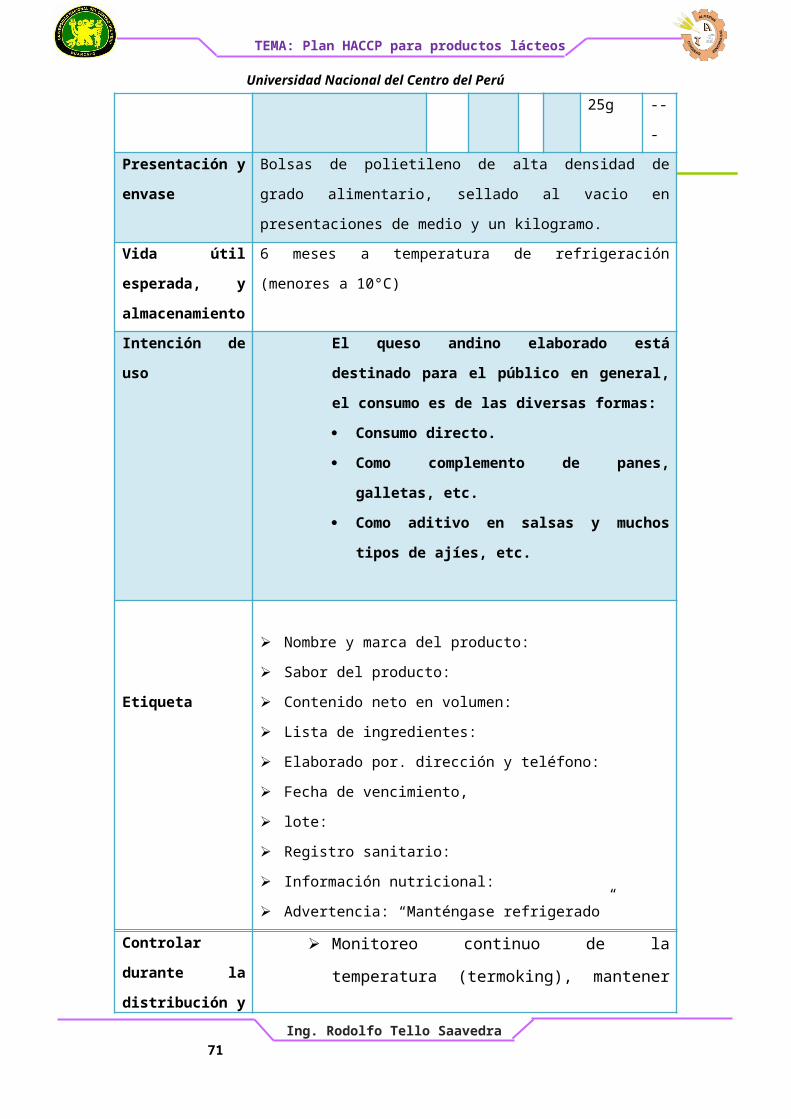
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
25g --
-
Presentación y
envase
Bolsas de polietileno de alta densidad de
grado alimentario, sellado al vacio en
presentaciones de medio y un kilogramo.
Vida útil
esperada, y
almacenamiento
6 meses a temperatura de refrigeración
(menores a 10°C)
Intención de
uso
El queso andino elaborado está
destinado para el público en general,
el consumo es de las diversas formas:
Consumo directo.
Como complemento de panes,
galletas, etc.
Como aditivo en salsas y muchos
tipos de ajíes, etc.
Etiqueta
Nombre y marca del producto:
Sabor del producto:
Contenido neto en volumen:
Lista de ingredientes:
Elaborado por. dirección y teléfono:
Fecha de vencimiento,
lote:
Registro sanitario:
Información nutricional:
Advertencia: “Manténgase refrigerado”
Controlar
durante la
distribución y
Monitoreo continuo de la
temperatura (termoking), mantener
71
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
comercializaci
ónla cadena de frio.
Control de retirado del producto
del mercado.FUENTE: NTP 202.194: 2004. INDECOPI y R.M. Nº
591-2008/MINSA
3.2. DIAGRAMA DE FLUJO PARA LA ELABORACIÓN DE QUESO ANDINO
72

Ing. Rodolfo Tello Saavedra
FILTRADO
RECEPCIÓN
ESTANDARIZADO 3.0 % de M.G. mínimo
PASTEURIZADO 60 a63 °C por 30 minutos
INOCULACIÓN
ENFRIADO
PRE MADURACIÓN
38 a40 ºC
Cultivo láctico
Cloruro de calcio: 0.02%Cuajo 0.0015%
Por 30 min
CORTE
CUAJADO
AGITADO
ESCALDADO
DESUERADO 1
DESUERADO 2
A 37-40ºC por 30 min aprox
MOLDEADO
PRENSADO
OREADO
DESMOLDADO
SALAZÓN
ENVASADO
MADURACIÓN
ALMACENADO
COMERCIALIZADO
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
3.3. DESCRIPCIÓN DEL PROCESO PRODUCTIVO DEL QUESO ANDINO
73

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Recepción: Es en esta etapa donde se verifica la
calidad de materia prima que ingresa a planta, la
leche contenida en porongos es recepcionada en la
plataforma de recepción de leche ubicada a la entrada
de la sala de proceso, se verifica y registra la
cantidad de leche por proveedor, tomándose una
muestra de cada uno para establecer la calidad de
cada lote de leche, primero se realiza un control
rápido y sencillo de las características sensoriales
de olor y apariencia (presencia de impurezas), luego
se toma la temperatura, se mide la densidad y la
acidez titulable para decidir la conformidad e
ingresar la leche a la sala de proceso.
Estandarizado: Esta operación consiste en adecuar el
contenido de los componentes de la leche e insumos a
los establecidos según la norma técnica y disolverlas
completamente para pasarlos al pasteurizador, en esta
operación se estandariza el contenido graso a mínimo
3.0 %.
Filtrado: La leche recepcionada es pasada por un
filtro para eliminar cualquier tipo de materia
extraña (pelos, tierra, paja, etc.) que pudiera
contener. Para lo cual se utiliza un filtro de
material sintético, este filtro será inspeccionado
cada vez que se realiza el lavado del mismo, es decir
todos los días de producción.
Pasteurizado: La mezcla se somete a un tratamiento
térmico de pasteurización a temperatura entre 60 a
74

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú 63°C por un tiempo de 30 minutos respectivamente, en
esta etapa la agitación debe ser constante para
evitar la desnaturalización de las proteínas de la
leche.
Enfriado: Una vez finalizada la pasteurización, la
leche debe enfriarse hasta la temperatura de
coagulación que comprende el rango de 37 a 40°C,
temperatura en la que actuarán los microorganismos
presentes en el cuajo.
Inoculación: En esta etapa se añade el cultivo
láctico correspondiente para este tipo de queso en
cantidades que viene establecido por el fabricante
del cultivo, se disuelve completamente con un agitado
constante no menor de 2 minutos.
Pre maduración: Consiste en dejar reposar la mezcla
por 30 minutos, esto se realiza con el objetivo de
activar los microorganismos presentes en el cultivo
láctico.
Cuajado: Esta etapa consiste en adicionar el cuajo y
el cloruro de calcio para que actúe óptimamente el
cuajo en este proceso de cuajado, es aquí donde se
generan las características fisicoquímicas y
organolépticas del queso. Esta etapa consiste en
dejar reposar por 30 minutos aproximadamente la
mezcla a temperaturas entre 37 y 40°C.
75

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Corte de la cuajada: Esta etapa consiste en realizar
cortes verticales y horizontales a la cuajada, para
ello se hace uso de liras respectivas, la intención
de esta etapa es obtener cubos de cuajada de 1.0 cm
de arista aproximadamente.
Agitado: Este agitado se realiza de forma suave y
lenta, el objeto del agitado es endurecer los cubos
de cuajada que se obtuvo en el proceso anterior, esto
se realiza por un tiempo aproximado de 10 minutos.
Desuerado 1:Consiste en la separación del suero
generado por la acción del agitado, se separa un 30%
aproximadamente de suero.
Escaldado: En esta etapa se adiciona agua caliente a
65-70ºC el agitado se realiza con mayor velocidad y
fuerza, ya que se tiene los cubos de cuajada más
duros y son más resistentes al impacto, la cantidad
de agua caliente depende de la temperatura de la
mezcla ya que se agregará hasta que llegue a la
temperatura de 40°C, este proceso se realiza por un
tiempo de 7 minutos aproximadamente.
Desuerado 2:Al igual que el primer desuerado se
separa el suero generado por la acción del agitado,
se separa un 60% aproximadamente de suero.
Moldeado: Inmediatamente se traspasa a moldes
apropiados para quesos con las dimensiones apropiadas
para cada unidad de queso.
76

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Prensado: Consiste en someter a un prensado a todos
los moldes con queso, esta etapa dura un tiempo de 12
a 16 horas.
Desmoldado: Este proceso consiste en separar el queso
de sus respectivos moldes separando inmediatamente
las partes sobresalientes y antiestéticas del queso.
Oreado: Se mantiene en la cámara de maduración por 3
días.
Salazón: Este proceso consiste en sumergir en una
solución saturada de cloruro de sodio previamente
preparada en cantidad suficiente para que lleguen a
sumergirse todos los quesos, por un tiempo de 24
horas.
Maduración: Se sacan los quesos de la solución donde
se encontraban sumergidas, para proceder a colocar
ordenadamente es la cámara de maduración que
permanecerá por 15 días,
Envasado: El producto es envasado al vacío en bolsas
especiales para queso madurado de polietileno de alta
densidad y es inmediatamente etiquetado.
Almacenado: El producto es almacenado correctamente
en el almacén refrigerado a temperatura de 4 ºCpor el
tiempo necesario.
Comercializado: La distribución se realiza de acuerdo
77

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú al cronograma salida de producto (PEPS). Se
distribuyen en jabas plásticas. El producto se debe
transportar manteniendo la cadena de frío entre 2 a
8°C.
78

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú 1er PRINCIPIO:
Efectuar un análisis de peligros e identificar las respectivas
medidas preventivas.
Proceso PELIGRO JUSTIFICACIÓN MEDIDAPREVENTIVA
Recepción deleche
Biológico: Presenciade Aerobiosmesófilos,coliformes.
Inadecuadoshábitos dehigiene antes ydespués delordeño
Capacitación enBuenasPrácticas deordeño a lostrabajadores delos establos yen BPM a lostrabajadores deplanta
Físico: Presenciamateriales extrañosa la leche (pelos,paja, insectos).
Descuido einadecuadoshábitos dehigiene antes ydespués delordeño
Capacitar enBPA y BPM alpersonalrespectivo.
Químico: presenciade antibióticos.
- Contacto sonmaterialesadheridos deproductosantibióticos.- Vacas enestado dedosificación.
- Realizar unanálisis deantibióticos.- Restringir elingreso de laleche de vacasdosificadas.
Estandarizado
Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higienepersonal
- Capacitaciónen BPM alpersonal deplanta.- Realizar unlavado de manoscada vez quesea necesario.
Filtrado Físico: Que pasenresiduos o materiasextrañas a lasiguiente operación
Inadecuadofiltrado de lamateria prima
Inspecciónconstante delmaterial pasael filtrado.
Biológico:Contaminación
Malos hábitosde higiene del
Cumplimiento delos
79

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
cruzada con E, Coliy Staphylococcusaureus
persona procedimientosde higienepersonal ybuenasprácticas demanufactura.
Pasteurizado Biológico:Supervivencia demicroorganismospatógenosColiformes,Salmonella yListeriaMonocytogenes.
- Inadecuado eltratamientotérmico depasteurizado.- Fallas en elequipopasteurizador.
Controlar latemperatura(70-72°C) por20 segundos,ajuste delproceso:Revisión termoregistrador yválvula deretorno;calibración delsensor de T°
Enfriado Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal
Cumplimiento delas buenasprácticas demanufactura.
Inoculación Biológico:contaminacón cruzadacon E. Coli yStaphylococcusaureus
- Malos habitosde higiene delpersonal ymanipulación.
- Capacitaciónen BPM.
Premaduración
Biológico:contaminacón cruzadacon E. Coli yStaphylococcusaureus
- Al haberpresencia demicroorganismos, estos seproliferanconforme pasael tiempo.
Cumplimiento delas buenasprácticas demanufactura.
Cuajado Fisico: nocuagulación de laleche
- Cálculoserróneos parala adición decuajo.- Cuajoadulterado.
- Realizar uneficaz cálculopara losporcentajes deinsumos.- Inspecciónpara losproveedores deinsumos.
Corte Biológico: Malos hábitos Cumplimiento de
80

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Contaminacióncruzada con E Coli yStaphylococcusaureus
de higiene delpersonal ymanipulación.
las buenasprácticas demanufactura.
Agitado Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal ymanipulación.
- Capacitaciónen BPM.
Desuerado 1 Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal ymanipulación.
Cumplimiento delas buenasprácticas demanufactura enel procesoproductivo.
Escaldado Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal ymanipulación.
Capacitación enBPM:
Desuerado 2 Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal ymanipulación.
Cumplimiento delas buenasprácticas demanufactura.
Moldeado Físico: Presenciamateriales extraños(pelos, paja,insectos)
Deficientehigienizaciónde los moldes ymalos hábitosde higiene.
Cumplimiento delas buenasprácticas delavado ydesinfectadocorrecto de losmoldes.
Prensado Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal
Cumplimiento delas buenasprácticas demanufactura.
Desmoldado Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal
Cumplimiento delas buenasprácticas demanufactura enel procesoproductivo.
Oreo Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal
Cumplimiento delas buenasprácticas demanufactura enel proceso
81

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
productivo.
Salazón
Físico: Presenciamateriales extraños(pelos, paja,insectos)
Insumo de malacalidad
Control decalidad alrecepcionar elinsumo (sal).
Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal.
Cumplimiento delas buenasprácticas demanufactura.
Biológico: Presenciade Coliformes,Lysteriamonocitogenes S aureus,Lactobacillusspp
Insumo de malacalidad
Control decalidad alrecepcionar elinsumo.
Maduración Biológico:Contaminacióncruzada conmicroorganismoseerobios yStaphylococcusaureus
Malos hábitosde higiene delpersonal ymanipulación.
Cumplimiento delas buenasprácticas demanufactura..
Envasado Biológico:Contaminacióncruzada con E Coli yStaphylococcusaureus
Malos hábitosde higiene delpersonal.
Capacitación enBPM.
Almacenado ycomercialización
Biológico: presenciade hongos.Físico: golpes en elapilado.
- Pérdida de lacadena de frio- Inadecuadoapilamiento delos quesos enlas jabas.
- Inspeccionarel termoking dela cámara derefrigeración.- Inspeccionarlosapilamientoscon las jabasde los quesos.
2do PRINCIPIO:
Identificar los Puntos Críticos de Control (PCC)
ETAPA PELIGRO P1 P2
P3 P4 P5 PC?
BASE DE LADESICIÓN
Biológico: SI S NO SI SI NO Porque una
82

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Recepciónde leche
Presencia deAerobiosmesófilos,coliformes.
I etapaposterior seeliminara laprobableocurrenciadel peligro.
Físico:Presenciamaterialesextraños a laleche (pelos,paja, insectos),con cargamicrobiana
SI SI
NO SI SI NO Porque unaetapaposterior seeliminara laprobableocurrenciadel peligro.
Químico:presencia deproductosantibióticos.
SI SI
SI - - NO Esta etapaesta diseñadapara aceptaro rechazar lamateriaprima.
Estandarizado
Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO SI SI NO Porque unaetapaposterior seeliminara laprobableocurrenciadel peligro.
Filtrado
Físico: Quepasen residuos omateriasextrañas a lasiguienteoperación
SI SI
NO NO - NO Porque unaetapaposterior seeliminara laprobableocurrenciadel peligro.
Biológico:Contaminacióncruzada con E,Coli yStaphylococcusaureus
SI SI
NO SI SI NO Porque unaetapaposterior seeliminara laprobableocurrenciadel peligro.
Pasteurizado
Biológico:Supervivencia demicroorganismospatógenos
SI SI
SI - - SI La etapa estádiseñada parareducir elpeligro a un
83

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Coliformes,Salmonella yListeriaMonocvtoqenes.
nivelaceptable
Enfriado Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO NO- NO Porque una
etapaposterior seeliminara laprobableocurrenciadel peligro.
Inoculación
Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
- - - - - NO Porque unaetapaposterior seeliminara laprobableocurrenciadel peligro.
Premaduración
Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
- - - - - NO Porque unaetapaposterior seeliminara laprobableocurrenciadel peligro.
Cuajado Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
- - - - - NO Porque unaetapaposterior seeliminara laprobableocurrenciadel peligro.
CorteBiológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
SI - - NO Lacontaminaciónno seincrementaráhasta nivelesinaceptables
Agitado Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO NO- NO BASE DE LA
DESICIÓN
Desuerado Biológico: La leche
84

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
1 Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO NO - NO entra encontacto contuberías y eltanque derecepción
Escaldado Ningunoidentificado
- . - - . - Se eliminarael peligro enla etapa defiltrado,
Desuerado2
Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO NO- NO La
contaminaciónno seincrementaráhasta nivelesinaceptables
Moldeado
Físico:Presenciamaterialesextraños(pelos, paja,insectos)
SI SI
NO NO - NO El peligro seeliminara enla etapa depasterización
Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO NO - NOLacontaminaciónno seincrementaráhasta nivelesinaceptables
Prensado Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO NO - NOEl peligro seeliminara enla etapa depasteurización etapa.
Desmoldado Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO NO - NOLa etapa estádiseñada parareducir elpeligro a unnivelaceptable
Oreo Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO NO - NOLacontaminaciónno seincrementaráhasta nivelesinaceptables
85

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Salazón
Físico:Presenciamaterialesextraños (pelos,paja, insectos)
SI SI
NO NO - NO La salmueraes filtradapreviamente,por ello noseincrementaráhasta nivelesinaceptables
Biológico:Contaminacióncruzada con EColi yStaphylococcusaureus
SI SI
NO NO -NO La
contaminaciónno seincrementaráhasta nivelesinaceptables
Biológico:Presencia deColiformes,Lysteriamonocitogenes S aureus,Lactobacillusspp
SI SI
NO NO - NOLacontaminaciónno seincrementaráhasta nivelesinaceptables
Maduración Biológico:Contaminacióncruzada conmicroorganismoseerobios yStaphylococcusaureus
SI SI
NO NO -NO La
contaminaciónno seincrementaráhasta nivelesinaceptables
Envasado Físico:ContaminaciónAerobiosmesófilos,coliformes acausa de laruptura debolsas
SI SI
NO NO - NOLacontaminaciónno seincrementaráhasta nivelesinaceptables
Almacenado Biológico:incremento decarga microbianapor rompimientode la cadena defrío.
SI SI
SI - - SI Esta etapaesta diseñadapara eliminarel peligro.
3er PRINCIPIO:
86

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Establecer límites Críticos para las medidas preventivas
asociadas con cada PCC.
PUNTOS CRITICOS DECONTROL
PELIGROSIGNIFICATIVO
LIMITESCRÍTICOS
Recepción demateria primaPCC1
Biológico.- Presencia deColiformes, aerobios mesófilos.Químico: presencia deantibióticos.
Acidez entre 14y 18 gradosDornicAusencia deantibióticos.
PasteurizadoPCC2
Biológico: Supervivenciade microorganismospatógenos Coliformes,aerobios mesófilos
70- x 20segundos
AlmacenadoPCC3
Biológico: incremento decarga microbiana porrompimiento de la cadenade frío.
Temperaturamenor a 4ºC.
4to PRINCIPIO:
Controlar o monitorear los límites Críticos:
ETAPA PELIGRO FACTORES DERIESGO
SISTEMA DEVIGILANCIA
Recepciónde leche
Biológico:Presencia deAerobiosmesófilos,coliformes.
Inadecuadoshábitos dehigieneantes ydespués delordeño
Control: Visual yPerceptivo delProducto Analítico Proveedor Tº / tiempotransporte yalmacenamiento. Programa(Limpiezadesinfección y
Físico:Presenciamaterialesextraños a laleche (pelos,paja, insectos),
Descuido einadecuadoshábitos dehigieneantes ydespués del
87

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
con cargamicrobiana
ordeño mantenimiento).
Químico:presencia deproductosantibióticos.
Contacto sonmaterialesadheridos deproductosantibióticos.
Estandarizado
Biológico:Contaminacióncruzada con E ColiyStaphylococcusaureus
Maloshábitos dehigienepersonal
Control Visual yperceptivo delproducto Especificaciones de compra Analítico Proveedor Prácticas demanipulación Condicioneslocales Programa(Limpiezadesinfección ymanipulación)
Filtrado Físico: Quepasen residuos omateriasextrañas a lasiguienteoperación
Filtro enmal estado
Biológico:Contaminacióncruzada con E,Coli yStaphylococcusaureus
Maloshábitos dehigiene delpersona
Pasteurizado
Biológico:Supervivencia demicroorganismospatógenosColiformes,Salmonella y ListeriaMonocvtoqenes.
InsuficienteTemperaturay tiempos depasteurizado
Revisiónperiódica: Funcionalidadequipo Sistemadesvíoautomático- Control :Registrocontinuo Tº- Programa(Limpiezadesinfección ymanipulación)
Enfriado Biológico:Contaminacióncruzada con E Coliy
Maloshábitos dehigiene delpersonal
Prácticas demanipulación Programa(Limpieza
88

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Staphylococcusaureus
desinfección ymanipulación)
Inoculación Ningunoidentificado
- -
Premaduración
Ningunoidentificado
- -
Cuajado Ningunoidentificado
- -
Corte Biológico:Contaminacióncruzada con E ColiyStaphylococcusaureus
Maloshábitos dehigiene delpersonal
Prácticas demanipulación Programa(Limpiezadesinfección ymanipulación)
Agitado Biológico:Contaminacióncruzada con E ColiyStaphylococcusaureus
Maloshábitos dehigiene delpersonal
Desuerado 1 Biológico:Contaminacióncruzada con E ColiyStaphylococcusaureus
Maloshábitos dehigiene delpersonal
Escaldado Ningunoidentificado
- -
Desuerado 2 Biológico:Contaminacióncruzada con E ColiyStaphylococcusaureus
Maloshábitos dehigiene delpersonal
Prácticas demanipulación Programa(Limpiezadesinfección ymanipulación). Control: Tº / tiempos pH Microbiológico salmuera
Moldeado Físico:Presenciamaterialesextraños(pelos, paja,insectos)
Deficientehigienización de losmoldes
Biológico:Contaminacióncruzada con E Coliy
Maloshábitos dehigiene delpersonal
89

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Staphylococcusaureus
Prensado Biológico:Contaminacióncruzada con E ColiyStaphylococcusaureus
Maloshábitos dehigiene delpersonal
Desmoldado Biológico:Contaminacióncruzada con E ColiyStaphylococcusaureus
Maloshábitos dehigiene delpersonal
Oreo Biológico:Contaminacióncruzada con E ColiyStaphylococcusaureus
Maloshábitos dehigiene delpersonal
Salazón
Físico:Presenciamaterialesextraños (pelos,paja, insectos)
Insumo demala calidad
Proveedor Visual yPerceptivo delProducto Control: Tº / tiempos pH Microbiológico salmuera Prácticas demanipulación Programa(Limpiezadesinfección ymanipulación)
Biológico:Contaminacióncruzada con E ColiyStaphylococcusaureus
Maloshábitos dehigiene delpersonal
Biológico:Presencia deColiformes,Lysteriamonocitogenes S aureus,Lactobacillusspp
Insumo demala calidad
Maduración Biológico:Contaminacióncruzada conmicroorganismoseerobios yStaphylococcusaureus
Maloshábitos dehigiene delpersonal
Control: Tº / tiempos pH Microbiológicosalmuera Prácticas demanipulación ProgramaEnvasado Físico: Malos
90

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
ContaminaciónAerobiosmesófilos,coliformes acausa de laruptura debolsas
hábitos dehigiene delpersonal
(Limpiezadesinfección ymanipulación)
Almacenado Biológico:incremento decarga microbianapor rompimientode la cadena defrío.
Malasprácticas dealmacenamiento
Despacho Biológico:incremento decarga microbianapor rompimientode la cadena defrío.
Transporteinadecuado
Control: Locales Prácticas demanipulación Registrocontinuo de TºPrograma(Limpiezadesinfección ymanipulación)
5to PRINCIPIO:
Establecer acciones correctoras para el caso de desviación de
los límites críticos.
PUNTOS
CRITICOS
PELIGRO
SIGNIFICATIV
LIMITE
S
ACCIONES
CORRECTIVAS
REGISTROS VERIFICACION
91

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú DE
CONTROL
O CRÍTIC
OSRecepción
de
materia
prima
PCC1
Químico.-
Presencia de
antibióticos
.
Ausenc
ia de
antibi
oticos
.
Fuera del
límite
critico se
rechaza el
lote.
RegistroR-
HACCP C-
01(PCC1)
Control de
recepción
de leche
Validación de
muestras en
laboratorios
certificados
Pasteuriza
do
PCC2
Biológico:
Supervivenci
a de
microorganis
mos
patógenos
Coliformes,
aerobios
mesófilos
70-72
°C x
20
segund
os
En el
procedimien
to P HACCP
C04 (PCC2).
RegistroR-
HACCP C-
04a (PCC2)
Control de
tratamient
o térmico.
Análisis
microbiológic
os en
laboratorios
certificados.
Almacenado
PCC3
Biológico:
incremento
de carga
microbiana
por
rompimiento
de la cadena
de frío.
Tº <
4ºC
En el
procedimien
to P HACCP
C04 (PCC2).
RegistroR-
HACCP C-
04a (PCC2)
Control de
tratamient
o térmico.
Análisis
microbiológic
os en
laboratorios
certificados.
92

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
6to PRINCIPIO:
Establecer procedimientos de verificación.
PUNTOS
CRITICOS
DE
CONTROL
PELIGRO
SIGNIFICATIV
O
LIMITE
S
CRÍTIC
OS
ACCIONES
CORRECTIVAS
REGISTROS VERIFICACION
Recepció
n de
materia
prima
PCC1
Químico.-
Presencia de
antibióticos
.
Ausenc
ia de
antibi
oticos
.
Fuera del
límite
critico se
rechaza el
lote
Procedimien
to P HACCP
C01(PCC1).
RegistroR-
HACCP C-
01(PCC1)
Control de
recepción
de leche
Validación de
muestras en
laboratorios
certificados
Pasteuri
zado
PCC2
Biológico:
Supervivenci
a de
microorganis
mos
patógenos
Coliformes,
aerobios
mesófilos
70-72
°C x
20
segund
os
En el
procedimien
to P HACCP
C04 (PCC2).
RegistroR-
HACCP C-
04a (PCC2)
Control de
tratamient
o térmico.
Análisis
microbiológic
os en
laboratorios
certificados.
Almacena
do
PCC3
Biológico:
incremento
de carga
microbiana
Tº <
4ºC
En el
procedimien
to P HACCP
C04 (PCC2).
RegistroR-
HACCP C-
04a (PCC2)
Control de
Análisis
microbiológic
os en
laboratorios
93

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú por
rompimiento
de la cadena
de frío.
tratamient
o térmico.
certificados.
7mo PRINCIPIO: Establecer un sistema para registro de todos los
controles.
94

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú PUNTOSCRITICOSDECONTROL
PELIGROSIGNIFICATIVO
LIMITESCRÍTICOS
MONITOREO ACCIONESCORRECTIVAS
REGISTROS
VERIFICACION¿QUÉ
?¿CÓMO?
FRECUENCIA
¿QUIEN?
¿DÓNDE?
Recepción demateriaprimaPCC1
Químico.-Presencia deantibióticos.
Ausenciadeantibióticos.
Muestrasdemateriaprima,lechefresca
Titulacióncon
Cadalotearecepcionar.
Responsabledeaseguramiento decalidad.
Laboratorio
Fueradellímitecritico serechaza elloteProcedimiento PHACCPC01(PCC1).
RegistroR-HACCPC-01(PCC1)Controlderecepción deleche
Validacióndemuestras enlaboratorioscerificados
PasteurizadoPCC2
Biológico:Supervivencia demicroorganismospatógenosColiformes, aerobiosmesófilos
70-72°C x20segundos
Temperaturaytiempodepasteurización
InspeccióndelosvisoresdeT°ytiempo
Alinicio,cada15minutos yalfinalde lapasteurización
Responsabledeaseguramiento decalidad
Equipopasteurizador
En elprocedimiento PHACCPC04(PCC2).
Registro R-HACCPC-04a(PCC2)Controldetratamientotérmico.
Análisismicrobiológicos enlaboratorioscertificados.
AlmacenadoPCC3
Biológico:incremento decargamicrobiana porrompimiento delacadenade frío.
Tº <4ºC
Temperaturayadecuadolugar dealmacenamiento.
InspeccióndelosvisoresdeT°ytiempo
Supervisiónconstantedetemperatura.
Responsabledeaseguramiento dealmacen.
Congeladorasorefrigeradoras.
En elprocedimiento PHACCPC04(PCC2).
Registro R-HACCPC-04a(PCC2)Controldetratamientotérmico
Análisismicrobiológicos enlaboratorioscertificados.
95

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
4. Leche Fresca Pasteurizada Enriquecida Y
Endulzada
4.1 Descripción del producto
LECHE PASTEURIZADA ENRIQUECIDA ENDULZADA
DESCRIPCIÓN
La leche pasteurizada enriquecida y endulzadaes aquella leche fresca entera con agregadode productos y aditivos aprobados por elCODEX ALIMENTARIUS el cual es sometido a untratamiento térmico, a temperatura y duranteun periodo a temperatura y durante un periodode tiempo necesario para destruir losgérmenes patógenos que pueda contener.
PRESENTACIÓN
La ración diaria es de 250 gr. los lotes aser entregados en los centros educativos sonde sabores surtidos a excepción de sabor achocolate, teniendo que entregar como mínimodos sabores alternadamente.El producto deberá estar empacadodirectamente en bolsas de 250 gramos depolietileno opaco con barrera protector luz,así mismo deberá presentar abre fácilprotegido para. Su transporte con un envasesecundario de polietileno transparente dealta densidad de 3.5 milésimas de pulgada deespesor, que contenga 60 raciones a fin degarantizar la calidad del producto
CARACTERÍSTI Aspecto: Aspecto
96

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
CASSENSORIALES
fluido homogéneoColor: Blanco característicoOlor: CaracterísticoSabor: Característico
CARACTERISTICAS FISICOQUIMICAS
Proteína de leche (g/100g) Mínimo 2.7Materia grasa g/100g Mínimo 3.0Sólidos totales g/100g Mínimo 16pH 6.5 - 6.85Azúcar (sacarosa) Mínimo 4%Sabores permitidos Vainilla y naturalVitamina A4000 UI/Kg.(+/- 10%)Vitamina D400 UI/Kg. (+/- 10%)
FORMAS DECONSUMO
El producto está destinado para el público engeneral ,el consumo es de las diversas formas:
consumo directo , acompañado de pan, galletas, productos
expandidos, etc. Calentado y mezclado con avena, maca,
café, cocoa, etc. Congelados en chupetes, etc.
CARACTERSTI-CAS MICRO-BIOLÓGICOS
Agentesmicrobianos Cat. Clas
e n CLimite porUFC/ml
m MAerobiosmesófilos 3 3 5 1 2x104 5x104
Coliformes 5 3 5 2 1 10
VIDA ÚTILCONDICIONES
7 días a temperatura de refrigeración(mantenidas a temperaturas menores de 8°C)
97

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
DEALMACENAMIEN
TODISTRIBUCIÓN Distribuir en unidades móviles refrigeradas y
exclusivas para alimentos, de uso exclusivo.TRATAMIENTO
DECONSERVACIÓN
Pasteurización
ETIQUETA Nombre y marca del producto: Sabor del producto: Contenido neto en volumen: Lista de ingredientes: Elaborado por. dirección y teléfono: Fecha de producción: Fecha de vencimiento: Lote: Registro sanitario: Información nutricional:Advertencia: “Manténgase refrigerado”, “PROHIBIDA SU VENTA”
4.2 DIAGRAMA DE FLUJO PARA LA ELABORACIÓN DE
LECHE PASTEURIZADA ENRIQUECIDA ENDULZADA.
98

Ing. Rodolfo Tello Saavedra
FILTRADO
RECEPCIÓN DE LECHE
MEZCLADOFILTRADO
PASTEURIZADO
ENVASADO
ALMACENAMIENTO
EMBALAJE
SacarosaVitamina A y DSaborizante de vainilla.
De 75 a78°C por 20 s
Acidez de 14 a 18°D
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
4.3. DESCRIPCIÓN DEL PROCESO PRODUCTIVO DE
LA LECHE PASTEURIZADA ENRIQUECIDA ENDULZADA
a) Recepción de Materia prima.- Es en esta etapa donde se
verifica la calidad de materia prima que ingresa a planta, la
leche contenida en porongos es recepcionada en la plataforma
de recepción de leche ubicada a la entrada de la sala de
proceso, se verifica y registra la cantidad de leche por
proveedor, tomándose una muestra de cada uno para establecer
la calidad de cada lote de leche, primero se realiza un
control rápido y sencillo de las características sensoriales
de olor y apariencia (presencia de impurezas), luego se toma
la temperatura, se mide la densidad, la acidez titulable y/o
pH; para decidir la conformidad e ingresar la leche a la sala
de proceso, Adicionalmente se efectúa la prueba de reductasa.
b) Mezclado.- Esta operación consiste en adecuar el contenido de
los componentes de la leche e insumos a los establecidos según
99

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú la norma técnica y disolverlas completamente para pasarlos al
pasteurizador, en esta operación se estandariza el contenido
de sacarosa hasta tener como mínimo 4% y se adiciona el
saborizante de vainilla y las vitaminas A y D. Esta operación
se controlará con el formato R-HACCP C-16.
e) Filtrado.- Se realiza una depuración por medio de una tela
filtro de 0,8 mm. De abertura para eliminar cualquier
partícula o material extraño proveniente de la leche o del
azúcar.
d) Pasteurizado.- Se realiza con la finalidad de reducir a
límites aceptables los microorganismos patógenos que se
encuentran en la leche hasta niveles que no representen
riesgos para la salud, y por tanto prolongar el periodo de
conservación del producto, Esta operación se realiza en un
intercambiador de calor de tres en etapas que consiste en
pasar la leche por la zona de regeneración, para después pasar
a la zona de pasteurización llegando a una temperatura de 75 -
78 °C por 20 segundos y al final por la zona de enfriamiento
de donde sale la leche a temperatura de 4 a6°C, pasando de
forma continua al tanque pulmón isotérmico de la envasadora.
t) Envasado.- En esta operación la leche es contenida en envases
de polietileno tri-capa con barrera protector luz en
proporciones de 250g cada uno, la envasadora forma la bolsa,
dosifica y sella con una mandíbula horizontal y otra vertical
para obtener un producto debidamente sellado y protegido
contra el contacto del ambiente.
g) Embalaje.- Las bolsitas de 250 gramos se embalan manualmente
en un envase secundario de polietileno transparente de alta
densidad de 3.5 milésimas de pulgada de espesor que contendrá
100

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú 60 de estas bolsitas.
h) Almacenamiento.-Las bolsas correctamente embaladas son
apiladas en jabas plásticas del almacén apiladas en número de
5, de manera que permita la circularon de aire frío y no
interfiera el intercambio de temperatura entre el aire y el
producto, para este fin la distancia entre la ruma de apilado
y la pared debe ser de 0.15 metros, 0.50 metros con respecto
al techo y 0.10 metros del nivel inferior respecto al piso, el
almacén debe mantenerse a un rango de temperatura entre 2
a6°C.
i) Despacho.- El producto destinado al envío del día es sacado
de la cámara de almacenamiento y es colocado ordenadamente en
los carros de distribución, antes de la salida el producto es
revisado visualmente para confirmar su buen estado físico. El
producto se debe transportar manteniendo la cadena de frío
entre 2 a 8°C.
4.4 Efectuar un análisis de peligros e
identificar las respectivas medidas
preventivas.
Proceso PELIGRO FACTORES DERIEGO
MEDIDAPREVENTIVA
Recepción deleche
Biológico: Presenciade Aerobios mesófilos, coliformes.
Inadecuadoshábitos de
higiene antes ydespués del
ordeño
Capacitación enBuenas
Prácticas deordeño a los
trabajadores delos establos yen BPM a los
trabajadores deplanta
Físico: Presencia Descuido e Certificado de
101
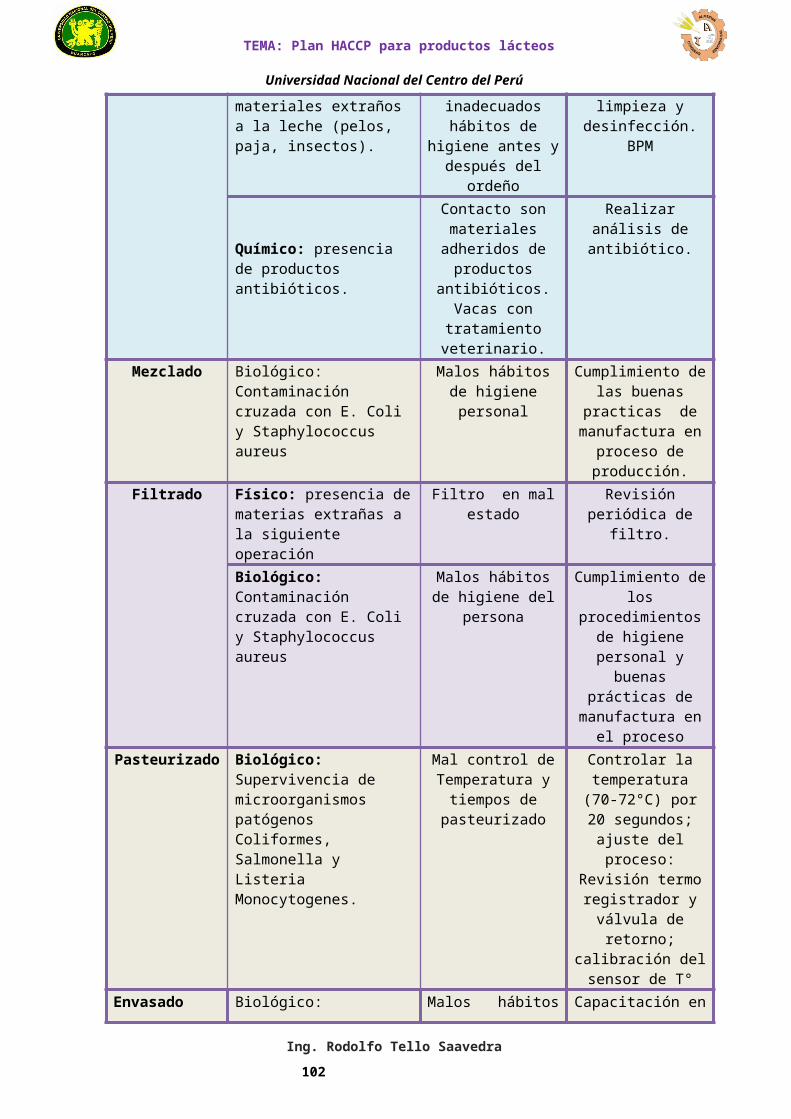
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
materiales extraños a la leche (pelos, paja, insectos).
inadecuadoshábitos de
higiene antes ydespués del
ordeño
limpieza ydesinfección.
BPM
Químico: presencia de productos antibióticos.
Contacto sonmateriales
adheridos deproductos
antibióticos.Vacas con
tratamientoveterinario.
Realizaranálisis deantibiótico.
Mezclado Biológico: Contaminación cruzada con E. Coli y Staphylococcus aureus
Malos hábitosde higienepersonal
Cumplimiento delas buenas
practicas demanufactura enproceso deproducción.
Filtrado Físico: presencia dematerias extrañas a la siguiente operación
Filtro en malestado
Revisiónperiódica de
filtro.
Biológico: Contaminación cruzada con E. Coli y Staphylococcus aureus
Malos hábitosde higiene del
persona
Cumplimiento delos
procedimientosde higienepersonal y
buenasprácticas de
manufactura enel proceso
Pasteurizado Biológico: Supervivencia de microorganismos patógenos Coliformes, Salmonella y Listeria Monocytogenes.
Mal control deTemperatura ytiempos de
pasteurizado
Controlar latemperatura
(70-72°C) por20 segundos;ajuste delproceso:
Revisión termoregistrador yválvula deretorno;
calibración delsensor de T°
Envasado Biológico: Malos hábitos Capacitación en
102

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Contaminacióncruzada con E Coli yStaphylococcusaureus
de higiene delpersonal.
BPM.
Almacenado Biológico: presenciade hongos.Físico: golpes en elapilado.
- Pérdida de lacadena de frio- Inadecuadoapilamiento delos quesos enlas jabas.
- Inspeccionarel termoking dela cámara de
refrigeración.- Inspeccionar
losapilamientoscon las jabasde los quesos.
4.5 Análisis de peligros y matriz dedecisión del proceso productivo de laleche pasteurizada
ETAPA PELIGROCAUSA MEDIDA
PREVENTIVA P1
P2
P3
P4
P5
¿PCC?
BASE DEDESICION
RECEPCIÓNDE
LECHE
Biológico:Presenciade Aerobiosmesófilos,coliformes.
Inadecuadoshábitosdehigieneantes ydespuésdelordeño
Capacitaciónen BuenasPrácticas deordeño a lostrabajadoresde losestablos yen BPM a lostrabajadoresde planta
SI
SI
NO
SI
SI NO
Porque enuna etapaposterioreliminara
laprobableocurrencia
delpeligro oniveles
aceptablesFísico:Presenciamaterialesextraños ala leche(pelos,paja,insectos),con cargamicrobiana
Descuido einadecuadoshábitosdehigieneantes ydespuésdelordeño
Análisis deimpurezasmacroscópicas alrecepcionarla leche.
SI
SI
NO
SI
SI
NO Porque unaetapa
posteriorse
eliminarao reducirá
laprobableocurrenciade peligro
103

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
ESTANDARIZA-CIÓN
Biológico:Contaminación cruzadacon E Coli yStaphylococcusaureus
Maloshábitosdehigienepersonal
Capacitaciónen BPM alpersonal deplanta S
ISI
NO
SI
SI NO
El peligrose
eliminaraen la
etapa depasterizac
ión
FILTRADO
Físico: Quepasenresiduos omateriasextrañas alasiguienteoperación
Filtromallaen malestado
Revisiónperiódica defiltro mallay del filtrode Nylon
SI
SI
SI - - SI
Pòrqueesta etapaseñalapara
eliminarla
ocurrenciade peligro
Biológico:Contaminación cruzadacon E, Coli yStaphylococcusaureus
Maloshábitosdehigienedelpersona
Cumplimientode losprocedimientos dehigienepersonal ybuenasprácticas demanufacturaen elproceso
SI
SI
NO
SI
SI NO
El peligrose
eliminaraen la
etapa depasteuriza
ciónetapa.
PASTEURIZACIÓN
Biológico:Supervivencia demicroorganismospatógenosColiformes,Salmonella yListeriaMonocvtoqenes
InsuficienteTemperatura ytiemposdepasteurizado
Controlar latemperatura(75-78°C)por 20segundos,ajuste delproceso:Revisióntermoregistradory válvula deretorno;calibracióndel sensorde T°Calibraciónymantenimiento del equipo
SI
SI
SI - - SI
La etapaestá
diseñadapara reducirel peligro a
un nivelaceptable
ENVASADO
Físico:Contaminación Aerobiosmesófilos,coliformes
Desgaste deteflónde lossellado
Revisión ylimpieza delos teflonesantes deponer en
SI
SI
NO
NO
- NO Lacontaminación no seincrementará hasta
104

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
a causa dela rupturade bolsas
resTemperatura deselladoalta
funcionamiento lamáquina.
nivelesinaceptabl
es
EMBALAJE
Ningunoidentificado
- - . - - . - .
ALMACENAMIENTO
Físico:Bolsasreventadasen elapilado
Malasprácticas dealmacenamiento
Capacitacióndel personalde planta enbuenasprácticas dealmacenamiento
SI
SI
NO
NO - NO
Lacontaminación no seincrementa
ra aniveles
inaceptables
4.6 Control del sistema HACCP de la lechepasteurizadaPUNTOSCRITICOS DECONTRO
L
PELIGROSIGNIFICATIVO
LIMITES
CRÍTICOS
MONITOREOACCIONES
CORRECTIVA
S
REGISTROS VERIFICA
CION¿QUÉ?
¿CÓMO?
FRECUENCIA
¿QUIEN?
Recepción demateria primaPCC1
Biológico:
Presencia de
Coliformes,
aerobiosmesófilos
Acidezentre14 y18gradosDornic
Muestrasdemateriaprima,lechefresca
TitulaciónconNaOHal1/10N
Cadalotea
recepcionar;
Responsable de aseguramiento de calidad.
Fueradel
límite
critico serechaza elloteProcedimiento PHACCPC01
RegistroR-HACCPC-
01(PCC1)
Control de
recepción deleche
Validación de
muestrasen
laboratorios
cerificados
105

Ing. Rodolfo Tello Saavedra
ESTANDARIZADO
RECEPCIÓN DE LECHE
PASTEURIZADO
ENVASADO
ALMACENAMIENTO
3. % de grasa
De 75°C a78°C por 20 seg
FILTRADO
PCC2
PCC1
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
(PCC1).
PasteurizaciónPCC2
Biológico:
Supervivenciade
microorganismo
spatógen
osColiforme
s,aerobiosmesófilos
75-78.C x 20 segundos
Temperaturaytiempodepasteurización
Inspeccióndelosvisores deT° ytiempo
Alinicio,cada15minutos yalfinalde lapasteurización
Responsable deaseguramientodecalidad
En elprocedimiento PHACCPC04
(PCC2).
Registro: R-HACCPC-04a(PCC2)Control de
tratamientotérmic
o.
Análisismicrobiológicos
enlaboratorios
certificados.
4. 7 DIAGRAMA DE PUNTOS CRÍTICOS PARA LA LECHE PASTEURIZADA
106

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
Conclusiones:
Se identificación todos los peligros significativosasociados con cada de inicio a fin de su procesoproductivo identificando los peligros y puntos críticospara cada proceso de elaboración de un producto diferentecomo el yogurt, Manjar y queso Andino.
Se elaboró una lista con dichos peligros y su importanciapara luego tomar medidas que contribuyan a controlar esospeligros.
Se determinaron los puntos críticos de los procesos, paraaplicar un control de tal manera que un peligro esprevenido, eliminado, o reducido hasta nivelesinofensivos.
107

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
RECOMENDACIONES
Para poder identificar adecuadamente un punto crítico de
control se debe analizar cuidadosamente todas las
posibles causas.
Para tener una adecuada implementación HACCP, todo el
personal debe estar comprometido a tomar las riendas de
la empresa.
La única recomendación es cumplir ordenadamente los
requerimientos y principios del PLAN HACCP, para obtener
productos inocuos.
Implementar el área de atención al cliente para
satisfacer las inquietudes de nuestros clientes, que, en
gran cantidad son turistas.
El principal problema de control es el de materia prima,
para mejorar este control es necesario adquirir de
equipos e instrumentos que faciliten el análisis de la
leche en menor tiempo y con más parámetros controlables.
108
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Continuar con la constante capacitación del personal para
lograr una mejora en el desarrollo de los productos,
optimizando procesos, empleando insumos actuales y
logrando mayor satisfacción de los clientes.
ANEXOSANEXO 1. Formatos de procedimientos de calidad
PROCEDIMIENTO
Control de leche fresca.
I. OBJETIVO
Establecer las actividades para asegurar que la leche que
ingresa a la sala de proceso se encuentre en condiciones de
calidad aceptable
II. ALCANCE
Aplicable a todos los lotes de leche que ingresaran a la sala de
proceso.
III. RESPONSABLE
El jefe de planta es el responsable de ejecutar las actividades
de este procedimiento, en directa coordinación con el jefe de
aseguramiento de calidad.
IV. FRECUENCIA
Diariamente cada lote a recepcionar.
109
Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú V. LÍMITE CRÍTICO
Acidez: 14 - 18°D (grados Dornic).
Además se realizará mediciones de impurezas macroscópicas,
densidad, temperatura, porcentaje de materia grasa, °Brix,
prueba de Alcohol, prueba de Reductasa, también se realiza la
prueba organoléptica del olor para identificar la normalidad
de esta característica, para el control adicional de la
materia prima.
VI DESCRIPCION
Al recepcionar los bidones de un mismo proveedor se tomará una
muestra de 200 ml de cada uno de ellos, a estas muestras se le
determina la acidez titulable por el método de Dornic.
Extraer con la pipeta 9 ml. de la muestra representativa y
verterla en un vaso transparente.
Agregar 2 a 3 gotas de fenolftaleína al 2% Titular la
muestra con una solución de NaOH al 0.1N hasta obtener un
cambio de color rojo grosella que permanezca por 5 seg.
Anotar el gasto respectivo e interpretar el resultado con
la siguiente equivalencia: 0,1 ml gasto de NaOH 0.1N =
1°D, °D = V X 10
Si el resultado de acidez del bidón de leche esta fuera
del límite crítico (13 - 17°D) se rechazara el mismo, el
control de calidad de leche que ingresa a la sala de
proceso se registrara en el formato R-HACCP C-01 (PCC1).
VII MEDIDAS CORRECTIVAS
Fuera del límite crítico se rechaza el bidón destinándolo a otro
proceso en el mejor de los casos o devolviendo a los establos
correspondientes y se registra en el formato.
110

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
CONTROL DE RECEPCIÓN DE LECHEFECHA: CANTIDAD: Analista:
N°
Proveedor
Imp% T°C
Olor
dC
g/cm3
°D
°Bx
M.G.(%)
OH(+/-)
Reduc-tasa(h)
Observaciones
AcciónCorrecti
va1234567891011121314151617232425
LÍMITES CRÍTICOS: Acidez: min. 14°D; max. 18°D
_________________________________________________________________________
JEFE DERESPONSABLE DE
PLANTAASEG. DE CALIDAD
111
JEFEHACCP

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú PROCEDIMIENTO
Control de tratamiento térmico.
I OBJETIVO
Establecer las actividades para asegurar la correcta
pasteurización o ebullición de la leche e insumos disueltos.
II. ALCANCE
Aplicable a la etapa de pasteurización y ebullición de la leche.
III. RESPONSABLE
El jefe de planta es el responsable de que se cumplan las
actividades de este procedimiento.
El jefe de aseguramiento de calidad es el encargado de registrar
el control respectivo
El o los operarios serán los encargados de ejecutar las
actividades de este procedimiento.
IV. FRECUENCIA
El control de la temperatura y tiempo de pasteurización se
realizaran al inicio cada 20 minutos y al final del
pasteurizado.
V. LÍMITES CRÍTICOS
Producto Temperatura TiempoLeche pasteurizada enriq.Endulz.YogurtQueso frescoManjar blancoHeladosLeche pasteurizada
75 a78°C82 a85°C70 a72°C94 a96°C62 a65°C75 a78°C70 a72°C
20 segundos20 segundos20 segundos-30 a 20minutos.20 segundos
112

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Queso andinoQueso tipo holandésQueso fundidoMantequillaLeche chocolatada.Queso andinoQueso tipo holandésLeche chocolatada.
70 a72°C110ºC60 a65°C75 a78°C70 a72°C70 a72°C75 a78°C
20 segundos20 segundos10 minutos30 a 15minutos20 segundos20 segundos20 segundos20 segundos
113

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
CONTROL DE TRATAMIENTO TÉRMICO.
Fecha
Producto. a
elaborar
Volumen (L)
VIGILANCIA Observaciones
AnalistaHora y temperatura de
vigilancia en el proceso
HoraT°HoraT°HoraT°HoraT°HoraT°HoraT°HoraT°HoraT°
LÍMITES CRÍTICOS:☼ Leche pasteurizada enriq.
endulz., 75 a78°C por 20segundos
☼ Yogurt 82 a85°C por 20segundos
☼ Quesofresco,andino, tipoholandês70a72°C por 20segundos
☼ Manjarblanco 94a96°Ctemperaturafinal.
☼ Helado 62 a65°C por30 a 20 minutosrespectivamente.
☼ Leche pasteurizada,chocolatada 75 a78°Cpor 20 segundos.
_________________________________________________________________________
114
JEFE DE PLANTA

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú JEFE HACCP
115
RESPONSABLE DEASEG. CALIDAD

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
CONTROL DE PROCESO DE YOGURTCÓDIGO:…………………… FECHA………../………../………..
A: LECHE: B: CULTIVOAcidez: Procedencia:°Brix: Código (s):Densidad: Marca (s):%MG: Fecha de venc.:Color: Observaciones / Acción correctiva:Olor:Observaciones / Acción correctiva:
C: CONTROL DE INSUMOS:Insumo Materia
primaAzúcar Sorbato
depotasio
Observaciones Acción correctiva
Marca --------------
Cantidad (Kg)D: CONTROL DE PROCESO:PASTERURIZACIÓN
T° (°C) Inicio de Past. Fin de Past. Observaciones Accióncorrectiva
E: INICIO DE INCUBACIÓN:...............................
F: T° DE INCUBACIÓN.................................°C
Vigilancia 1 2 3 4 5 6 7HoraTemperaturaAcidezObservaciones:Acción correctiva: Fin de
incubación:___________________________ Inicio de
enfriamiento:_______________________ T°f de
enfriamiento:_________________________ Fin de
enfriamiento:_________________________
Inicio de mezclado:__________________________
Fin de mezclado:____________________________
Inicio de envasado:__________________________
Término de envasado:_______________________
G: RENDIMIENTOPresentación
80 ml 100ml
180ml
200ml
250ml
1/2L 900ml
946ml
1L Granel
116

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú CantidadObservaciones:Acción correctiva:RANGOSAcidez inicial de la leche: de 14 a 18°DDensidad de la leche: 1.027 a 1.034 g/mlColor, olor y sabor de la leche: característico
Temperatura de pasteurización: de 82 °C a 85°C por 30a 15 minutos.Temperatura de incubación: de 42°C a 45°C.
_______________________ _________________________ _________________________ JEFE HACCP JEFE DERESPONSABLE DE PLANTA ASEG. DE CALIDAD
CONTROL DE PROCESO DE QUESOFRESCO
CÓDIGO:…………………… FECHA………../………../………..A: LECHE: B: CUAJO: SAL
Procedencia: Procedencia: Procedencia:Acidez: Marca: Marca:% M.G. Observaciones: Observaciones:Olor:Analista
D: CONTROL DE PROCESO:Insumo Materia
primaSal Cloruro de
calcioObservaciones
Cantidad (Kgo l)
INICIO DE CUAJADO:...............................
T° DE CUAJADO.................................°C
Vigilancia 1 2 3 4 .5 6HoraTemperatura
117

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Observaciones:
Fin de cuajado:____________________________
Inicio de corte:_____________________________
Inicio de moldeado:___________________________
Inicio de prensado :_________________________
Inicio de envasado:____________________________
Observaciones______________________________________________________________________________________________________________________________________________________________________________________________________________________________
Rendmiento: ………….KgObservaciones: _______________________________________________________________________________
RANGOSAcidez inicial de la leche: de 14 a 18°Dolor de la leche: característicoTemperatura de pasteurización: de 70 a72°C por 20 segundosTemperatura de coagulación de 35°C a 37°C.
_______________________ _________________________ _________________________ JEFE HACCP JEFE DERESPONSABLE DE PLANTA ASEG. DE CALIDAD
CONTROL DE PROCESO DE MANJAR BLANCO
CÓDIGO:…………………… FECHA………../………../………..A: LECHE: B: LPE C: AZÚCAR
118

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú Procedencia: Procedencia: Procedencia:°Brix Marca: Marca:Acidez: Olor: Olor: Olor:Densidad: Color: Color:Observaciones Observaciones: Observaciones:
D: CONTROL DE PROCESO:
Insumo Materia
prima
Azúcar
L.P.E Glucosa
Natamic.
Carrag Vainilla
Sorbato depotasi
oMarca ------
-------
Cantidad (Kg)
INICIO DE EBULLICIÓN:...............................Vigilancia
1 2 3 4 5 6 7
HoraConsistenciaTemperaturaObservaciones:
Fin de ebullición:____________________________
Inicio de mezclado:___________________________
Inicio de envasado:___________________________
Término de envasado:________________________
Inicio de enfriamiento:_______________________
Observaciones_______________________________________________________________________________________________________________
RANGOSAcidez inicial de la leche: de 14 a 18°DColor, olor y sabor de la leche: característicoFin de la concentración de la leche: determinado por el método del operario
_______________________ _________________________
119

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú _________________________ JEFE HACCP JEFE DERESPONSABLE DE PLANTA ASEG. DE CALIDAD
120

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
CONTROL DE PROCESO DE LECHEPASTEURIZADA
Fecha
Código
Cantidad
Materiaprima
Pasteurizado
Enfriado Envasado Observaciones
MG dc
°Bx
°D
T°
Inicio
Fin
Inicio
Fin T°
T°
°D
°Bx
d
LÍMITES CRÍTICOS:Acidez en todo el proceso de la leche: de 14 a 18°DColor, olor y sabor de la leche en todo el proceso: característicoTemperatura de pasteurización: de 75 °C a 78°C por 20 segundos.
SIMBOLOGÍA:T° : Temperatura en °Cd : Densidad en g/cc°D : Grados Dórnic,°Bx: Grados Brix,
_______________________ _________________________ _________________________ JEFE HACCP JEFE DERESPONSABLE DE PLANTA ASEG. DE CALIDAD
121

Ing. Rodolfo Tello Saavedra
TEMA: Plan HACCP para productos lácteos
Universidad Nacional del Centro del Perú
122