Fonte à la cire perdue
11
Fonte du bronze à la cire perdue Par Deruos fondeur de bronze arverne en pays bigouden http://bronzedelatorche.over-blog.com/
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Fonte à la cire perdue
Fonte du bronzeà la cire perdue
Par Deruos fondeur de bronze arverne en pays bigouden
http://bronzedelatorche.over-blog.com/

Fondre du bronze comme au 1er siècle avant J.C.
Rappel historique
La découverte de la fonte des métaux cuivreux, il y a quelques milliers d’années, a représenté un important bouleversement technologique pour les sociétés du Chalcolithique puis de l’Age du Bronze. La métallurgie du cuivre va permettre la fabrication de poignards, de haches et de parures mais le cuivre est un métal assez mou. Une découverte essentielle va être faite par les premiers métallos : l’ajout de l’étain au cuivre qui va donner un alliage beaucoup plus dur, plus résistant et plus facile à couler : le bronze.
En effet le bronze n’existe pas à l’état naturel. C’est un alliage inventé par l’homme. Il est composé de deux métaux : le cuivre et l’étain. Le cuivre, métal rouge, malléable et assez mou fond à 1084°. L’étain, métal blanc très mou comme le plomb , fond à 240°. L’alliage de ces deux métaux donne le bronze, métal beaucoup plus dur qui fond vers 1100°. Selon la proportion d’étain ajouté au cuivre on obtiendra un bronze rosé pour 8% d’étain, un bronze doré pour 10% d’étain et un bronze blanc dur et cassant au-delà de 12% d’étain.
La diffusion de la métallurgie du bronze va se faire très rapidement du Moyen-Orient vers l’Occident. Le silex qui sert à fabriquer armes et outils va être rapidement remplacé par leur équivalent en bronze : poignards, épées, haches, hallebardes, mais aussi objets de parure bracelets, fibules, colliers, épingles, rasoirs. A partir de feuilles de bronze martelées des cuirasses et des casques en tôle de bronze vont équiper les guerriers de l’Age du Bronze. Le bronze présente aussi cet avantage de pouvoir être refondu à l’infini, ce qui permet de recycler les objets brisés et d’en fabriquer de nouveaux avec le métal récupéré. Les métallos de l’antiquité furent donc des écolos sans le savoir ! Les différents procédés utilisés pour la fonte du bronze
Le métal en fusion peut être coulé dans des moules en pierre, des moules en terre ou même en bronze. Ces différentes méthodes ont été utilisées successivement ou pour certaines simultanément.
Il semble que les moules en pierre aient été utilisés en premier. Dans la pierre (un grès à grain très fin et poreux, la stéatite ou même la craie)) on grave et on sculpte en creux la forme de l’objet que l’on souhaite reproduire en bronze. Pour les objets simples et plats comme les premières haches en bronze on n’utilisait qu’un moule à une valve mais pour les haches à ailerons, poignards, épées en bronze on utilisait un moule bivalve symétrique reproduisant chaque face de l’objet.
Pour les haches à douille ou les pointes de lance dont la hampe est creuse, un noyau en terre, était placé à l’entrée du moule bivalve, empêchant ainsi le métal de remplir la partie creuse. Au démoulage de la pièce, le noyau pouvait être retiré et réutilisé pour la fabrication de la pièce suivante. Ces méthodes sont parfaites pour des pièces simples et symétriques mais pour des objets plus complexes présentant des contre-dépouilles, les moules bivalves ne pouvaient pas être utlisés.
Fonte à la cire perdue
Il a donc fallu inventer une autre méthode : la fonte du bronze à la cire perdue qui comporte 7 étapes.
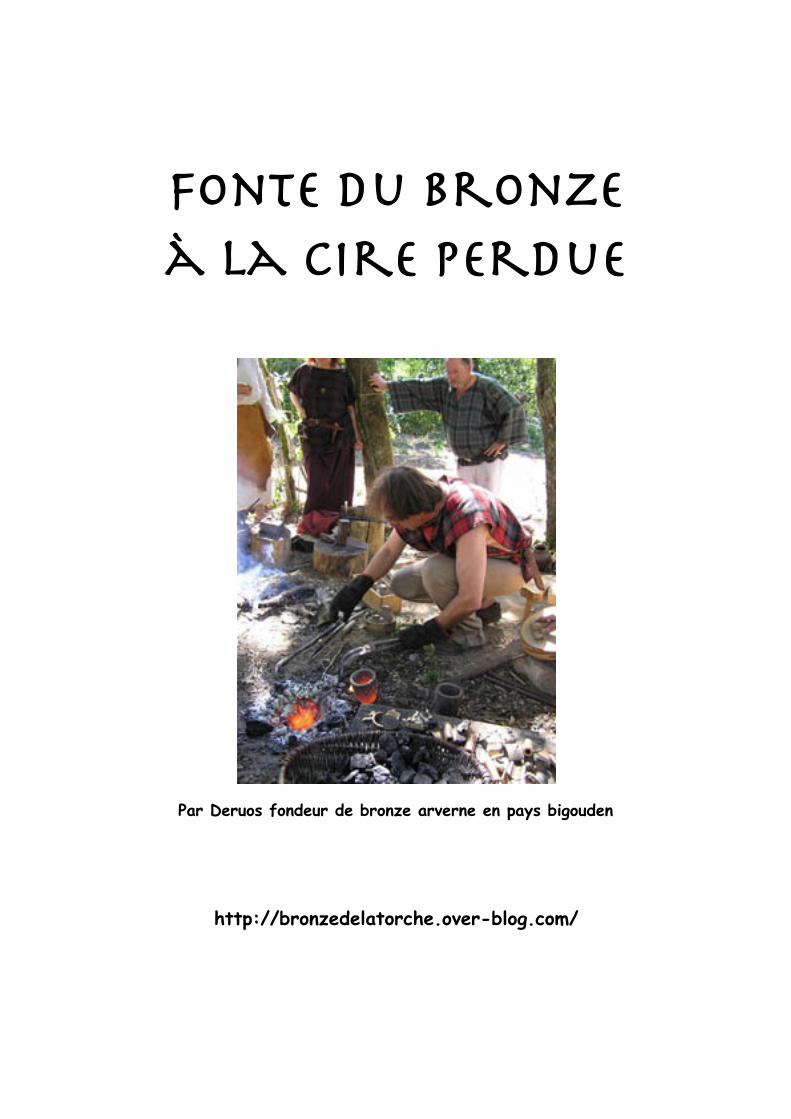
Etape 1 On fabrique un modèle en cire. La cire peut être modelée ou sculptée suivant sa dureté. Un cône de cire est soudé à ce modèle. Il permettra l’alimentation correcte de la pièce par le métal en fusion.
Modèles en cire avec leur cône de coulée
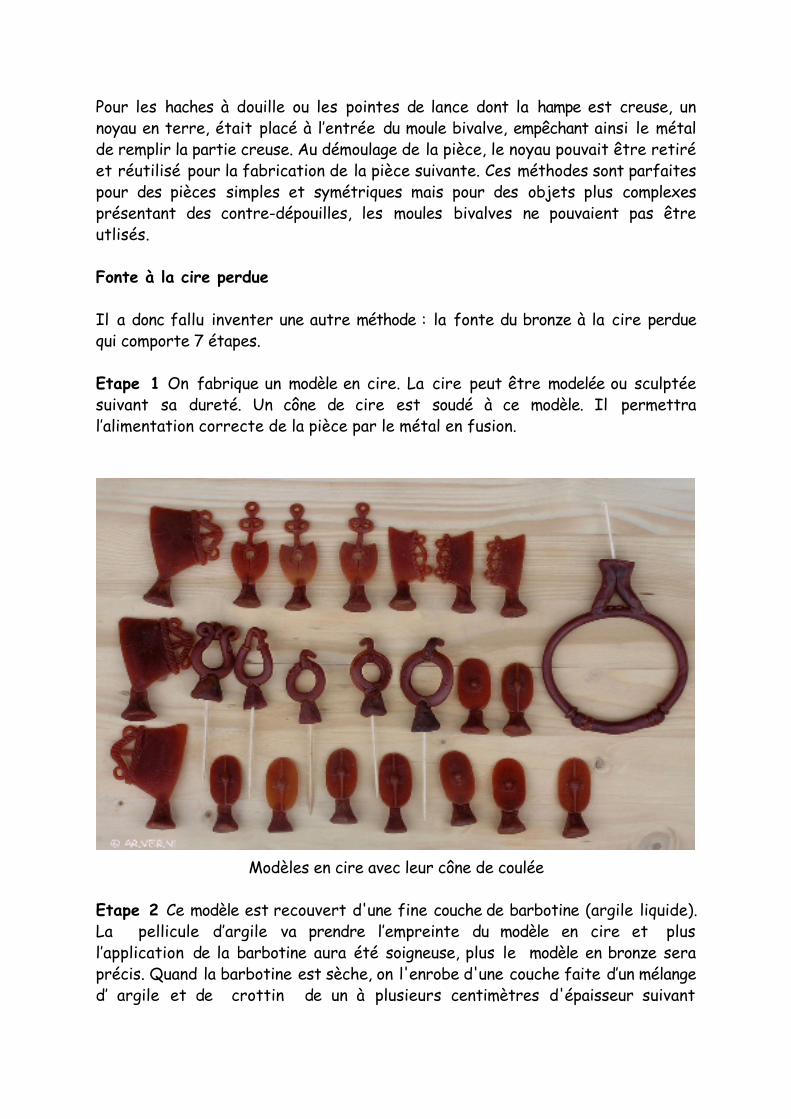
Etape 2 Ce modèle est recouvert d'une fine couche de barbotine (argile liquide). La pellicule d’argile va prendre l’empreinte du modèle en cire et plus l’application de la barbotine aura été soigneuse, plus le modèle en bronze sera précis. Quand la barbotine est sèche, on l'enrobe d'une couche faite d’un mélange d’ argile et de crottin de un à plusieurs centimètres d'épaisseur suivant
l’importance de la pièce. L’ajout de crottin, de bouse de vache ou de fibre végétale à l’argile a une double fonction ; 1- armer la terre pour éviter qu’elle se fendille pendant le séchage et la cuisson dans le feu, 2- lui donner une meilleure porosité car les fibres très fines, en brûlant pendant la cuisson des moules, créent des milliers de pores minuscules qui permettront à l’air emprisonné dans le moule de s’échapper au moment de la coulée du bronze.On laisse sécher les moules au soleil (24 à 48 h) .
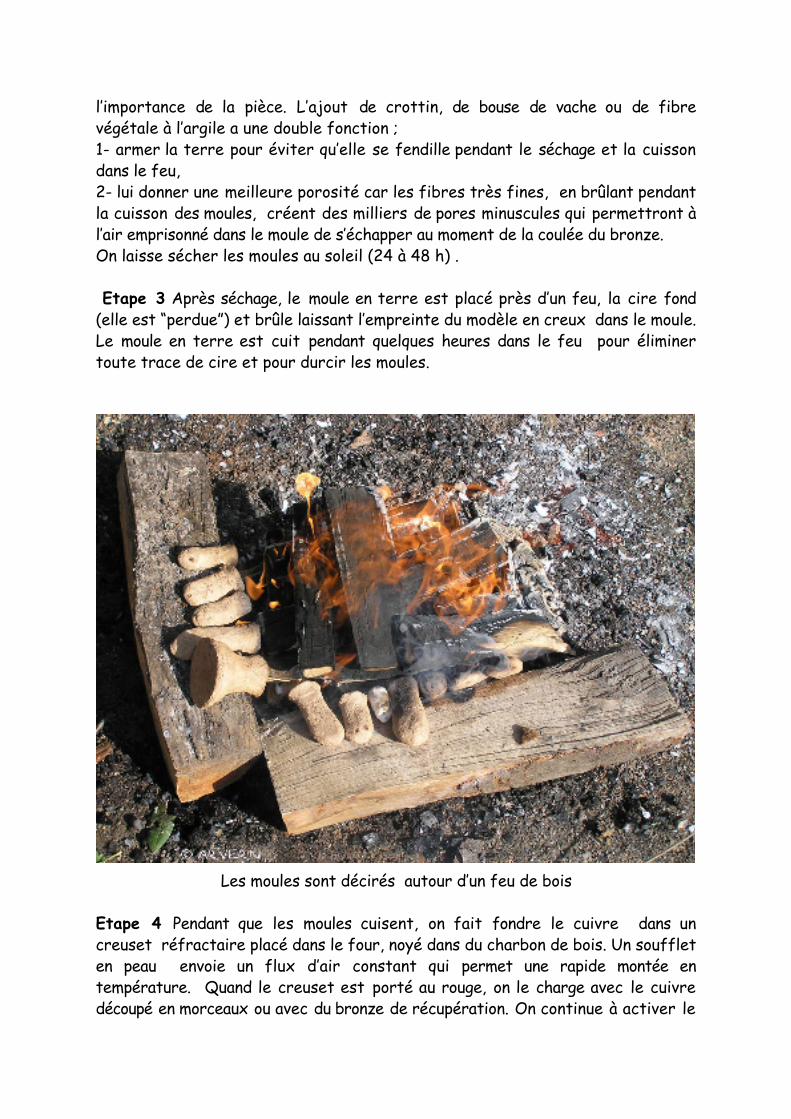
Etape 3 Après séchage, le moule en terre est placé près d’un feu, la cire fond (elle est “perdue”) et brûle laissant l’empreinte du modèle en creux dans le moule. Le moule en terre est cuit pendant quelques heures dans le feu pour éliminer toute trace de cire et pour durcir les moules.
Les moules sont décirés autour d’un feu de bois
Etape 4 Pendant que les moules cuisent, on fait fondre le cuivre dans un creuset réfractaire placé dans le four, noyé dans du charbon de bois. Un soufflet en peau envoie un flux d’air constant qui permet une rapide montée en température. Quand le creuset est porté au rouge, on le charge avec le cuivre découpé en morceaux ou avec du bronze de récupération. On continue à activer le
soufflet pour atteindre la température de fusion du métal. Quand le cuivre commence à fondre on y ajoute la quantité d’étain nécessaire et on mélange l’alliage pour qu’il soit bien homogène. On continue la montée en température jusqu’à ce que le métal soit aussi liquide que de l’eau. Si des impuretés remontent à la surface, on décrasse le creuset avec une raclette ou une cuillère.
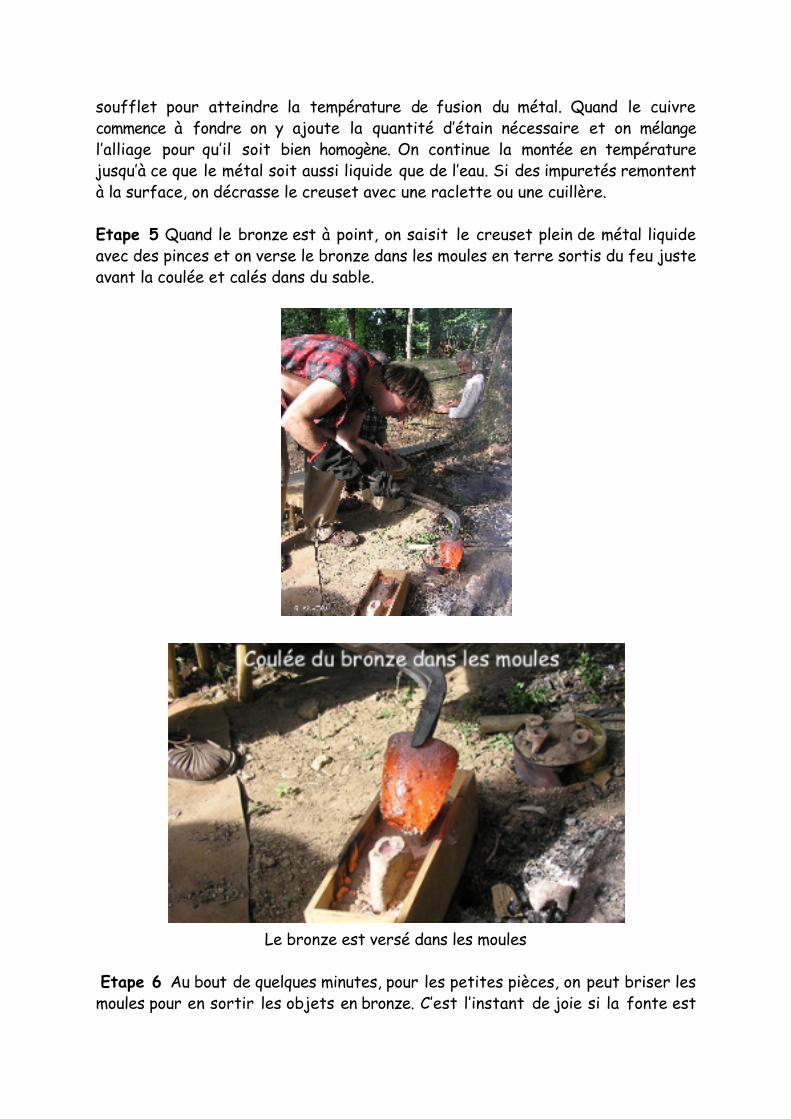
Etape 5 Quand le bronze est à point, on saisit le creuset plein de métal liquide avec des pinces et on verse le bronze dans les moules en terre sortis du feu juste avant la coulée et calés dans du sable.
Le bronze est versé dans les moules
Etape 6 Au bout de quelques minutes, pour les petites pièces, on peut briser les moules pour en sortir les objets en bronze. C’est l’instant de joie si la fonte est

réussie ou de déception si la pièce est incomplète à cause d’une bulle d’air malencontreuse, d’un bronze trop chaud, d’un cône de coulée mal positionné.
Pièces brutes de coulée après ouverture des moules
Etape 7 Il reste à scier le cône de coulée sans abîmer la pièce, à enlever au burin et au marteau les petites barbes et imperfections. Puis viennent le ponçage et le polissage qui peuvent demander plus ou moins de temps suivant la qualité de la fonte et les défauts éventuels de la pièce démoulée.

L’équipement standard du fondeur de bronze
Pour le travail de la cire : De la cire, des outils comme des couteaux, pointes emmanchées de différente grosseur , un petit brasero ( ou un fer à souder électrique plus confortable mais moins archéocompatible !)pour chauffer les lames et pointes afin de souder les éléments en cire entre eux.
Pour la fonte du métal : Un creuset réfractaire fait d’un mélange d’argile de sable et de crottinUne pince pour manipuler le creuset et verser le bronze dans les moulesUne tige de fer pour brasser le métal dans le creusetUne raclette ou une cuillère pour enlever les crasses Des gants en peau épaisse pour se protéger de la chaleur au moment de la fonteUn soufflet en peau
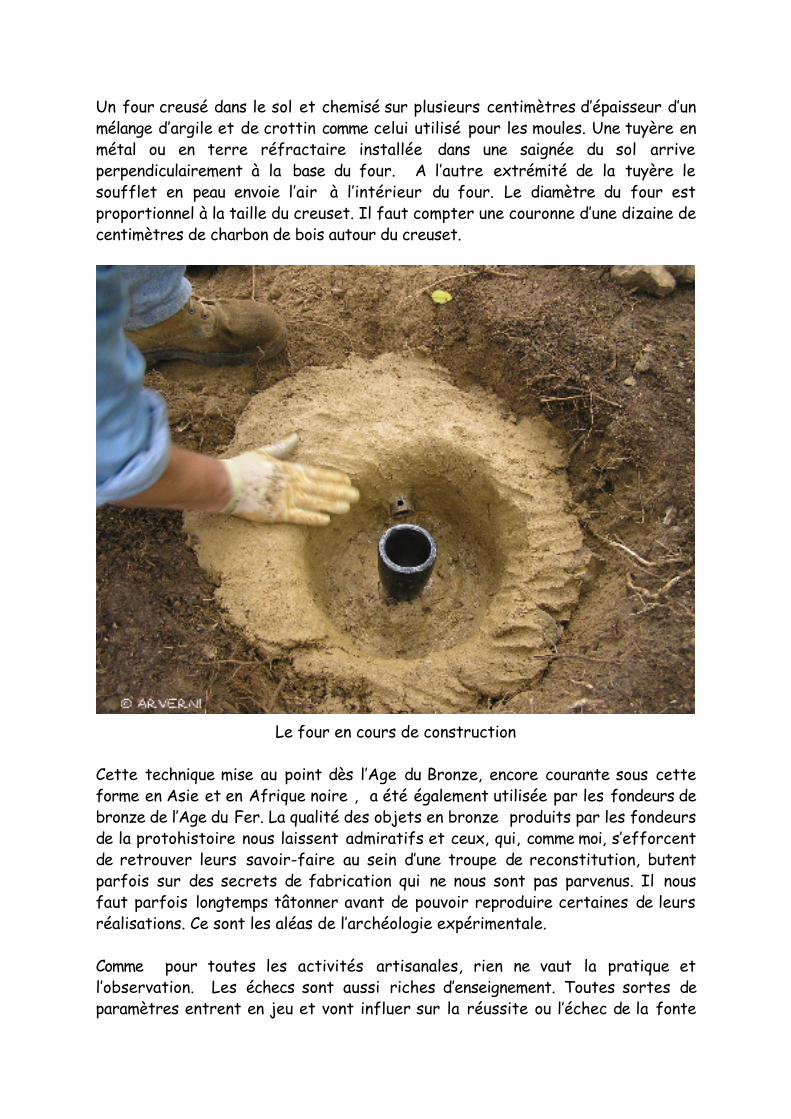
Un four creusé dans le sol et chemisé sur plusieurs centimètres d’épaisseur d’un mélange d’argile et de crottin comme celui utilisé pour les moules. Une tuyère en métal ou en terre réfractaire installée dans une saignée du sol arrive perpendiculairement à la base du four. A l’autre extrémité de la tuyère le soufflet en peau envoie l’air à l’intérieur du four. Le diamètre du four est proportionnel à la taille du creuset. Il faut compter une couronne d’une dizaine de centimètres de charbon de bois autour du creuset.
Le four en cours de construction
Cette technique mise au point dès l’Age du Bronze, encore courante sous cette forme en Asie et en Afrique noire , a été également utilisée par les fondeurs de bronze de l’Age du Fer. La qualité des objets en bronze produits par les fondeurs de la protohistoire nous laissent admiratifs et ceux, qui, comme moi, s’efforcent de retrouver leurs savoir-faire au sein d’une troupe de reconstitution, butent parfois sur des secrets de fabrication qui ne nous sont pas parvenus. Il nous faut parfois longtemps tâtonner avant de pouvoir reproduire certaines de leurs réalisations. Ce sont les aléas de l’archéologie expérimentale.
Comme pour toutes les activités artisanales, rien ne vaut la pratique et l’observation. Les échecs sont aussi riches d’enseignement. Toutes sortes de paramètres entrent en jeu et vont influer sur la réussite ou l’échec de la fonte

du bronze : soin apporté à confection des modèles en cire et des moules, qualité du métal utilisé ( la composition du métal récupéré chez un ferrailleur nous est inconnue et peut contenir certains éléments comme de l’aluminium qui risquent de poser des problèmes au moment de la coulée), météo et hygrométrie du jour choisi pour la coulée, forme physique et mentale du fondeur (la fonte demande une bonne forme physique et de l’attention pour éviter les risques d’accident). Mais l’émotion ressentie au moment où l’on casse les moules pour en sortir les pièces en bronze justifie à elle seule le temps passé, les efforts déployés et la sueur versée à actionner le soufflet et au-dessus du four. Et la splendeur des pièces polies aussi étincelantes que de l’or console des possibles petits déboires dûs à des ratées de coulée.
Torques
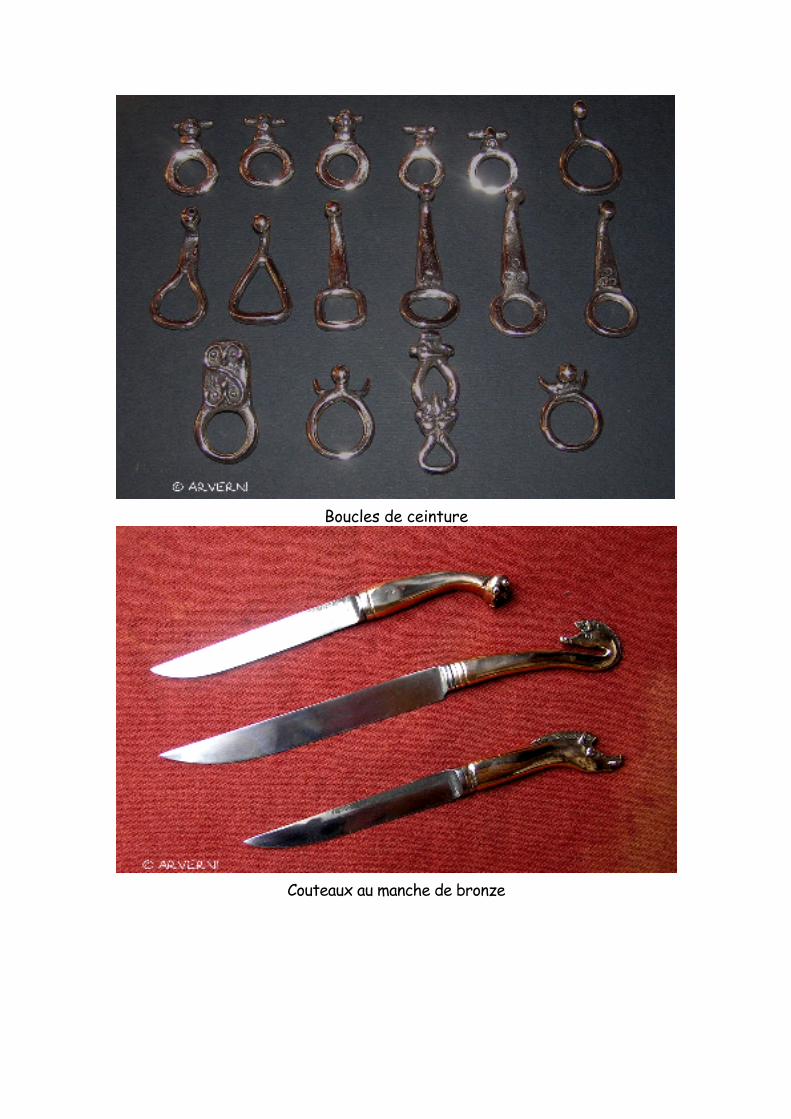
Boucles de ceinture
Couteaux au manche de bronze
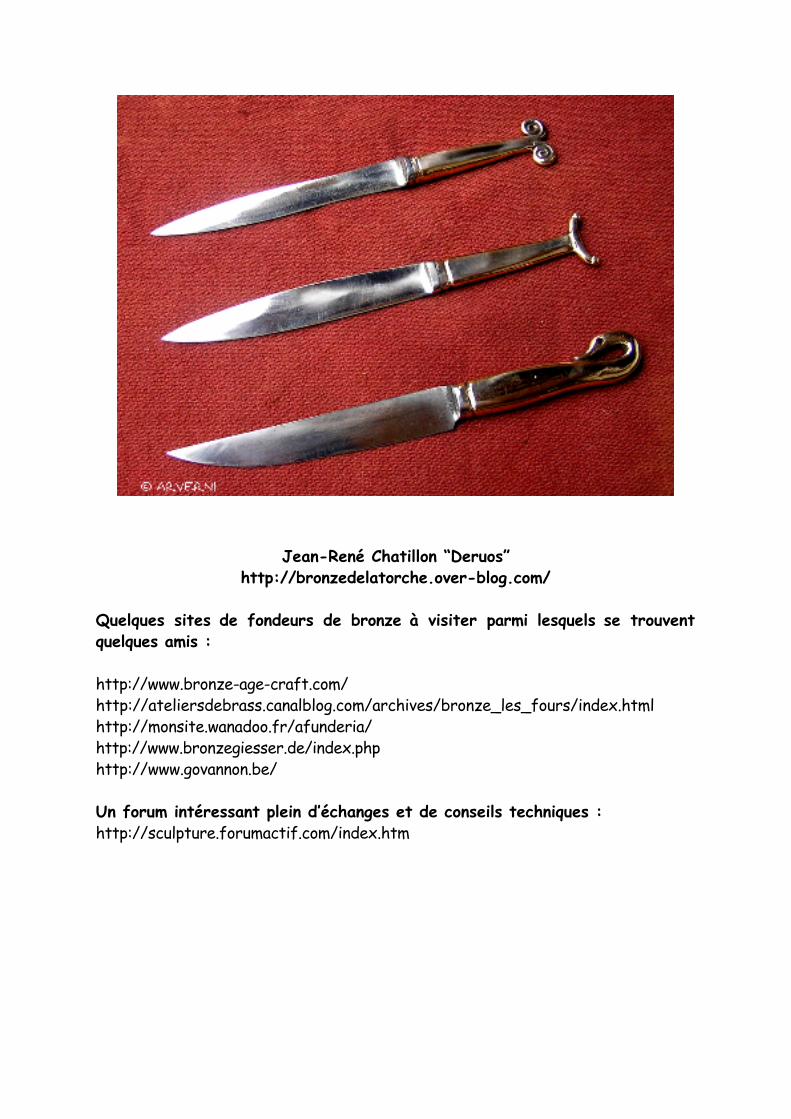
Jean-René Chatillon “Deruos” http://bronzedelatorche.over-blog.com/
Quelques sites de fondeurs de bronze à visiter parmi lesquels se trouvent quelques amis :
http://www.bronze-age-craft.com/http://ateliersdebrass.canalblog.com/archives/bronze_les_fours/index.htmlhttp://monsite.wanadoo.fr/afunderia/http://www.bronzegiesser.de/index.phphttp://www.govannon.be/
Un forum intéressant plein d’échanges et de conseils techniques :http://sculpture.forumactif.com/index.htm