
Extrusion of mixtures of starch and d-limonene encapsulated with β-cyclodextrin: Flavour retention...
14
Extrusion of mixtures of starch and D-limonene encapsulated with b-cyclodextrin: Flavour retention and physical properties Sri Yuliani a , Peter J. Torley a , Bruce DÕArcy a , Timothy Nicholson b , Bhesh Bhandari a, * a Department of Food Science and Technology, School of Land and Food Sciences, The University of Queensland, Brisbane, Qld 4072, Australia b Division of Chemical Engineering, School of Engineering, The University of Queensland, Brisbane, Qld 4072, Australia Received 2 June 2005; accepted 10 August 2005 Abstract d-Limonene was encapsulated with b-cyclodextrin to improve its retention during pre-added flavour starch extrusion. The objective of this work was to determine the effect of processing condition on the flavour retention and extrudate properties. Corn starch containing five levels of b-cyclodextrin-d-limonene capsules (0–5%) were extruded at five different maximum barrel temperatures (133–167 °C) and screw speeds (158–242 rpm) using a twin screw extruder. The effect of these parameters on the flavour retention, expansion, texture, col- our difference (DE), Water Absorption Index, Water Solubility Index, and residence time distribution (RTD) were investigated. Barrel temperature and capsule level predominantly influenced flavour retention and extrudate properties, while screw speed primarily affected extruder performances such as torque, die pressure, specific mechanical energy and RTD. Ó 2005 Elsevier Ltd. All rights reserved. Keywords: Microencapsulation; b-Cyclodextrin; d-Limonene; Flavour retention; Extrusion; Expansion; Texture 1. Introduction Flavouring is still a crucial issue in the manufacturing of extruded snack food because of the high volatility of fla- vours and their instability under extrusion conditions. External application of flavour after extrusion, the most common method of flavouring, does not meet consumer preferences for low fat products because it requires oil addition onto the surface of the extrudates as a fixative agent for the flavours. Also, as the flavours are exposed to the atmosphere, oxidation can easily take places (Bhan- dari, DÕArcy, & Young, 2001). Incorporating flavours into feed materials prior to extrusion is a preferable method of flavouring because the flavour is more evenly distributed and has a better stability against oxidation. However, harsh condition during extrusion can cause the loss of a large proportion of flavour volatiles during the extrusion due to thermal degradation, oxidation, reaction with food components and flashing off at the die due to sudden pres- sure drop. Considerable effort to improve the retention of pre- added flavour have been reported, such as the use of precursor, pre-gelatinised starch, flavour injection and encapsulated flavours (Kollengode & Hanna, 1997; Sada- fian & Crouzet, 1988). Molecular encapsulation of flavours with b-cyclodextrin was reported can improve the retention of pre-added flavour during extrusion. Kollengode and Hanna (1997) reported a few studies, however, in their work, they used excessive amount of capsules (20%) and low extrusion temperature at which not a significant expan- sion could have occurred. b-Cyclodextrin is an enzymati- cally modified starch consisting of ring-structured seven glucopyranoses. It has a truncated cone shape with the hydrophobic interior, allowing the formation of an inclu- sion complex with flavours (Qi & Hedges, 1995). This pro- tects the flavours against harsh temperature and shear conditions during extrusion. However, if the capsules are incorporated into the feed prior to extrusion, it also receives 0963-9969/$ - see front matter Ó 2005 Elsevier Ltd. All rights reserved. doi:10.1016/j.foodres.2005.08.005 * Corresponding author. Tel.: +61 7334 69192; fax: +61 7336 51177. E-mail address: [email protected] (B. Bhandari). www.elsevier.com/locate/foodres Food Research International 39 (2006) 318–331
Transcript of Extrusion of mixtures of starch and d-limonene encapsulated with β-cyclodextrin: Flavour retention...

www.elsevier.com/locate/foodres
Food Research International 39 (2006) 318–331
Extrusion of mixtures of starch and D-limonene encapsulated withb-cyclodextrin: Flavour retention and physical properties
Sri Yuliani a, Peter J. Torley a, Bruce D�Arcy a, Timothy Nicholson b, Bhesh Bhandari a,*
a Department of Food Science and Technology, School of Land and Food Sciences, The University of Queensland, Brisbane, Qld 4072, Australiab Division of Chemical Engineering, School of Engineering, The University of Queensland, Brisbane, Qld 4072, Australia
Received 2 June 2005; accepted 10 August 2005
Abstract
d-Limonene was encapsulated with b-cyclodextrin to improve its retention during pre-added flavour starch extrusion. The objective ofthis work was to determine the effect of processing condition on the flavour retention and extrudate properties. Corn starch containingfive levels of b-cyclodextrin-d-limonene capsules (0–5%) were extruded at five different maximum barrel temperatures (133–167 �C) andscrew speeds (158–242 rpm) using a twin screw extruder. The effect of these parameters on the flavour retention, expansion, texture, col-our difference (DE), Water Absorption Index, Water Solubility Index, and residence time distribution (RTD) were investigated. Barreltemperature and capsule level predominantly influenced flavour retention and extrudate properties, while screw speed primarily affectedextruder performances such as torque, die pressure, specific mechanical energy and RTD.� 2005 Elsevier Ltd. All rights reserved.
Keywords: Microencapsulation; b-Cyclodextrin; d-Limonene; Flavour retention; Extrusion; Expansion; Texture
1. Introduction
Flavouring is still a crucial issue in the manufacturing ofextruded snack food because of the high volatility of fla-vours and their instability under extrusion conditions.External application of flavour after extrusion, the mostcommon method of flavouring, does not meet consumerpreferences for low fat products because it requires oiladdition onto the surface of the extrudates as a fixativeagent for the flavours. Also, as the flavours are exposedto the atmosphere, oxidation can easily take places (Bhan-dari, D�Arcy, & Young, 2001). Incorporating flavours intofeed materials prior to extrusion is a preferable method offlavouring because the flavour is more evenly distributedand has a better stability against oxidation. However,harsh condition during extrusion can cause the loss of alarge proportion of flavour volatiles during the extrusion
0963-9969/$ - see front matter � 2005 Elsevier Ltd. All rights reserved.
doi:10.1016/j.foodres.2005.08.005
* Corresponding author. Tel.: +61 7334 69192; fax: +61 7336 51177.E-mail address: [email protected] (B. Bhandari).
due to thermal degradation, oxidation, reaction with foodcomponents and flashing off at the die due to sudden pres-sure drop.
Considerable effort to improve the retention of pre-added flavour have been reported, such as the use ofprecursor, pre-gelatinised starch, flavour injection andencapsulated flavours (Kollengode & Hanna, 1997; Sada-fian & Crouzet, 1988). Molecular encapsulation of flavourswith b-cyclodextrin was reported can improve the retentionof pre-added flavour during extrusion. Kollengode andHanna (1997) reported a few studies, however, in theirwork, they used excessive amount of capsules (20%) andlow extrusion temperature at which not a significant expan-sion could have occurred. b-Cyclodextrin is an enzymati-cally modified starch consisting of ring-structured sevenglucopyranoses. It has a truncated cone shape with thehydrophobic interior, allowing the formation of an inclu-sion complex with flavours (Qi & Hedges, 1995). This pro-tects the flavours against harsh temperature and shearconditions during extrusion. However, if the capsules areincorporated into the feed prior to extrusion, it also receives

S. Yuliani et al. / Food Research International 39 (2006) 318–331 319
the same mixing, heating and shearing as the rest of thefeed material during the extrusion process, and their pres-ence may influence the rheological properties of the meltand in turn affect the extrudate properties (Seker, Sadiko-glu, Ozdemir, & Hanna, 2003; Sun & Muthukumarappan,2002).
Extrusion conditions such as temperature and screwspeed can also significantly affect the product qualityparameters such as expansion, bulk density, and texture,as well as affecting the development, retention, and degra-dation of flavour components. The interaction amongthose input variables, together with the presence of the cap-sules in the feed materials can determine the final productproperties. This study investigated the effect of maximumextruder barrel temperature, screw speed and level of b-cyclodextrin capsules in the feed on the flavour retentionand physical properties of the extrudate.
2. Materials and methods
2.1. Materials
b-Cyclodextrin (Ringdex-B, Japan Food and ChemicalPty. Ltd., Tokyo, Japan), d-limonene (Orange Terpen07231 TT, Quest International, Smithfield, NSW, Austra-lia) and distilled water were the materials for microencap-sulation. Unmodified corn starch (3401C, PenfordAustralia, Nortfield, 0.4% protein) was used as a food ma-trix for extrusion experiment. The solvent for simultaneousdistillation extraction (SDE) was dichloromethane (99.8%purity, Lab-Scan Co. Ltd., Analytical Sci, Bangkok). All-ura red dye (dye content 80%, Aldrich Chemical CompanyInc., Milaukee, WI, USA) was used as a tracer for Resi-dence Time Distribution determination. Paraffin wax usedfor density measurement has 65–71 �C congealing point(BDH Laboratory Supplies, Poole, England).
2.2. Microencapsulation
The procedure used to microencapsulate d-limonene inb-cyclodextrin was adapted from (Bhandari, D�Arcy, &Padukka, 1999). b-Cyclodextrin (1000 g) was manually
Table 1Temperature profile of the extruder barrel
Extruder zone Barrel temperature (�C)
Condition 1 Condition 2
1 50 502 55 553 75 754 95 955 100 1036 110 1107 120 1308 133 1409 133 140
10 (die) 133 140
mixed with distilled water (700 g) to form a paste, andthen d-limonene (120.8 g) was added. After gentle mixing,the paste was immediately transferred into a Z-arm mixer(Morton Machine, Wishaw, Scotland), and kneaded for30 min at the minimum speed of the mixer. The paste ob-tained was suspended in distilled water (9000 g) to make athin slurry (�18% solids), then spray dried (APV Labspray drier, 50 g water evaporation/min capacity, Copen-hagen, Denmark) using inlet and outlet air temperaturesof 160 and 60 �C, respectively. The total and surface oilcontent of the capsules was 8.92% and 0.16%,respectively.
2.3. Dry feed preparation
The corn starch was blended with the microcapsules (0–5%) in a Hobart planetary mixer (Hobart D-300, HobartCo., Troy, OH, USA), at the lowest speed (82 rpm innerrotation and 36 rpm outer rotation) for 15 min.
2.4. Extrusion
Extrusion experiments were carried out using a PrismEurolab KX16 co-rotating twin screw extruder (ThermoPrism, Staffordshire, UK). The barrel diameter was16 mm with L/D ratio of 40:1. The die had two openingseach 2 mm in diameter. Melt pressure was measured witha pressure transducer fitted to the die block (Terwin, Not-tinghamshire, UK). Motor torque, screw speed, powderfeed rate, barrel temperatures and melt pressure were mon-itored with Prismdde software (Sysmac-SCS version 2.2,Omron Corporation, UK). Liquid feed rate and melt tem-perature were recorded manually. Dry feed was fedthrough a single screw volumetric feeder (KX16 Powderfeeder, Brabender Technologie, Duisburg, Germany).Water was injected through a port 150 mm from the startof the barrel using a peristaltic pump (L/S 7523) with a Ty-gon Lab tubing 13 (0.8 mm internal diameter, Masterflex,Cole-Parmer Instrument Company, IL, USA). The dryfeed rate was 16 g/min and the water feed rate was 4g/min. Five sets of barrel temperature with the highest tem-perature ranging from 133 to 167 �C were used (Table 1)
Condition 3 Condition 4 Condition 5
50 50 5055 55 5575 80 8098 100 100105 110 120120 130 140140 150 160150 160 167150 160 167150 160 167

320 S. Yuliani et al. / Food Research International 39 (2006) 318–331
with the screw speed of 158–242 rpm to produce an ex-panded product.
Samples were collected at a steady state, which was indi-cated by a stable torque and pressure. The samples for fla-vour quantification were immediately transferred intoCryovac plastic bags (co-extruded high barrier pouches,Holmes Packaging, New Zealand) 5 min after collection,sealed and kept at �20 �C. The samples for expansion, tex-ture, Water Absorption Index, Water Solubility Index,RTD and colour difference analysis were dried at 60 �C un-der vacuum for 24 h, then sealed into the plastic bags andkept at room temperature.
3. Analysis
3.1. Specific mechanical energy (SME)
SME is a measure of the work done on the feed materialby the extruder. It was calculated using the followingequation:
SME ¼ Mechanical energy input
Mass flow rate
¼ N act
Nmax
� T act
Tmax
� Kw
Q; ð1Þ
where Nact is the actual screw speed (rpm), Nmax is the max-imum screw speed (rpm), Tact is the actual torque (N m),Tmax is the maximum torque (N m), Kw is the motor power(kW), Q is the output (kg/h).
3.2. Flavour extraction and quantification
A simultaneous steam distillation-solvent extraction(SDE) method modified from Likens and Nickerson(1964) was used to extract the volatiles retained in theextrudate. The extrudate sample (70 g) was boiled with dis-tilled water (700 mL) for 3 h and the vapour of the distilledproduct was simultaneously extracted by the vapour ofdichloromethane (100 mL). The dichloromethane extractobtained was concentrated using a rotary vacuum evapora-tor, and the remaining solvent was evaporated under astream of nitrogen. Flavour retention was calculated as de-scribed in the following equation:
Flavour retention
¼ Oil recovered by extraction
Initial oil in the starch and capsule mixture� 100%.
ð2ÞThe initial oil in the starch and capsule mixture was 900.92,2230.00, 3559.08 and 4460.00 ppm at 1.01%, 2.50%, 3.99%and 5.00% capsule levels, respectively.
3.3. Expansion properties
Extrudate expansion was expressed as density and radialexpansion ratios. Density was determined using the waterdisplacement method. Ten samples of (50 mm long) were
weighed. The sample surface was covered by dipping theminto a molten paraffin wax and cooled down to room tem-perature. The covered segments were also weighed then im-mersed into a measuring cylinder containing water, and thewater volume displaced was recorded as the covered extru-date volume. The weight and volume of a piece of paraffinwax (about the same size with the extrudate) was also mea-sured to determine its density, by dividing its weight to itsvolume. After eliminating the wax volume from the cov-ered extrudate volume, the extrudate density was calcu-lated as the sample weight divided by its volume (g/mL).
Radial expansion was determined by measuring theextrudate diameter using digital callipers. Expansion ratiowas calculated as diameter of the extrudate divided bythe diameter of the die. A total of twenty readings wasrecorded for each sample.
3.4. Water absorption index (WAI) and water solubility
index (WSI)
WAI and WSI were determined as described by Ander-son, Conway, Pfeifer, and Griffin (1969). Extrudate wasground using a coffee grinder (Breville CG-2, HoldingsPty Ltd., New South Wales) to pass through a 250 lmsieve. The ground sample (25 g) was suspended in distilledwater (30 mL at 30 �C) in a tared 60 mL centrifuge tube.The suspension was stirred with a glass rod to break upany lumps, mixed for 30 min with a Vortex mixer (RatekInstruments Pty. Ltd., Boronia, Victoria), and centrifugedat 3000g for 10 min (Sorvall RC-5, Dupont Instruments,Newton, Connecticut). The supernatant was carefullypoured into a tared evaporating dish and dried at 110 �Cfor 24 h. The weight of gel remaining in the centrifuge tubewas measured. Two replicate measurements were recorded.The WSI and WAI were calculated by:
WSI ¼ Solid weight
Dry sample weight; ð3Þ
WAI ¼ Gel weight
Dry sample weight. ð4Þ
3.5. Total colour difference (DE)
The colour of ground extrudate (<250 lm) was mea-sured using a Minolta Chroma Meter CR-400 (KonicaMinolta Sensory, Inc., Japan) using the light source ofpulsed xenon lamp and illuminant D65. A Hunter Lab col-our space was used to measure the lightness (L, whereL = 0 for black; L = 100 for white), the red/green (+a forred and �a for green), and the yellow/blue (+b for yellowand �b for blue). A white tile standard (L = 96.33;a = +0.09; b = +1.98) was used as a reference (standard)colour. Ten measurements were done for each sample.The total colour difference (DE) was calculated using thefollowing equation:
DE ¼ ½ðDLÞ2 þ ðDaÞ2 þ ðDbÞ2�1=2; ð5Þ

S. Yuliani et al. / Food Research International 39 (2006) 318–331 321
where DL = Lstd � Lsample, Da = astd � asample, Db = bstd� bsample.
3.6. Texture
The texture of the extrudate was measured with a three-point bend test. A HDP/3P point bend rig was fitted to atexture analyser (TA-XT2, Stable Micro Systems, UK) con-trolled by Texture Expert for Windows (version 1.0, StableMicro Systems, UK). Dried extrudate was cut into 50 mmlengths and a single piece was placed perpendicular to thetwo support bars, 45 mm from their end. The two supportbars have a 5 mm thick semi-circular cross section at thetop and8.7 mm thick rectangular cross section at the bottom,and were 9.5 mm apart, 90 mm long, and 30 mm height. Theprobe was lowered onto the extrudate at a pre test speed of5.0 mm/s, test speed of 0.1 mm/s and a rupture test distanceof 1.0 mm. The maximum force (N) required to break thesamples was recorded, with 20 readings for each treatmentsample. The hardness of the extrudates was calculated asthe maximum force divided by the sample cross section area.
3.7. Residence time distribution (RTD)
RTD was determined using a stimulus-response method.A tracer (allura red dye) was preblended with starch (5%concentration), and formed into pellet using a sample press(90 �C, 5 N/m2 for 4 min). When the extruder was at steadystate, a 0.1 g pellet was dropped into the feed port of theextruder at time zero. Samples were collected every 30 sfor the first 120 s (four samples), every 15 s for the next90 s (5–10th samples), and every 30 s after the 11th sampleuntil the red colour in the extrudate disappeared. The sam-ples collected were then dried at 60 �C under vacuum for
Table 2The structure of experimental design
Coded variables Uncoded indep
X1 X2 X3 Barrel tempera
�1 �1 �1 140�1 �1 +1 140�1 +1 �1 140�1 +1 +1 140+1 �1 �1 160+1 �1 +1 160+1 +1 �1 160+1 +1 +1 160�1.682 0 0 133+1.682 0 0 1670 �1.682 0 1500 +1.682 0 1500 0 �1.682 1500 0 +1.682 1500 0 0 1500 0 0 1500 0 0 1500 0 0 1500 0 0 1500 0 0 150
24 h, and ground to pass through a 1 mm sieve. The tracerconcentration was determined by measuring the redness (a)of the extrudate by a Minolta Chroma Meter (Konica Min-olta Sensory, Japan) using a Hunter Lab colour space. TheResidence Time Distributions were calculated according toLevenspiel (1972), as described in the following equations:
Exit age (distribution function):
EðtÞ ¼ CðtÞR10
CðtÞdtffi CðtÞP1
0 CðtÞDt; ð6Þ
Mean residence time:
�t ¼Z 1
0
tEðtÞdt ¼P1
0 tCDtP10 CDt
; ð7Þ
Variance:
r2 ¼P1
0 ðt ��tÞ2CDtP10 CDt
¼P1
0 t2CDtP1
0 CDt��t2; ð8Þ
where E(t) is the exit age distribution function, C(t) is thetracer concentration (a) at time t, Dt is the time interval be-tween successive sampling, �t is the mean residence time, r2
is the variance.
3.8. Experimental design and statistical analysis
A response surface methodology (RSM) was applied toconstruct mathematical expressions, allowing the qualita-tive relationship, interpretation, and prediction of productcharacteristics as a function of processing parameters. Asecond order central composite, uniform precision design(Gardiner & Gettinby, 1998) was constructed on five levelsof three independent variables, i.e., temperature (T), screwspeed (S), and the percentage of capsules (C) in the feed,resulting in fourteen combinations of treatments with six
endent variables
ture (�C) Screw speed (rpm) Capsule level (%)
175 1.01175 3.99225 1.01225 3.99175 1.01175 3.99225 1.01225 3.99200 2.50200 2.50158 2.50242 2.50200 0.00200 5.00200 2.50200 2.50200 2.50200 2.50200 2.50200 2.50

20
25
30
35
40
150 170 190 210 230 250Screw Speed (rpm)
Tor
que
(%)
Fig. 1. Effect of screw speed on torque. (Dot points are experimental data;line is predicted value.)
322 S. Yuliani et al. / Food Research International 39 (2006) 318–331
replications on the centre point (Table 2). The response vari-ables measured were extruder parameters (die pressure, ex-truder motor torque and SME), and extrudate physical andfunctional properties (flavour retention, radial expansion,density, texture, colour difference, WAI, WSI, and RTD).Data were analysed using SAS system for windows version8.2 (SAS Institute Inc., North Carolina, USA, 2001). A sec-ond-order polynomial model was fitted to each responseaccording to the method of least squares using the RSREGprocedures from SAS, giving the following equation:
Y ¼ b0 þ b1T þ b2S þ b3C þ b11T2 þ b22S
2 þ b33C2
þ b12TS þ b13TC þ b23SC; ð9Þwhere Y was the response variable; b0 represented the con-stant; b1, . . .,b23 represented the coefficient estimates. Themodel was simplified by removing the non-significant termsaccording to backward elimination technique (Mendenhall& Sincich, 2003). Response surface plot was generatedusing Dplot Version 1.9.7 (Hydesoft Computing Inc.,Vicksburg, MS, USA, 2001).
4. Results and discussion
4.1. Torque, die pressure and specific mechanical energy
(SME)
The experimental data of torque varied from 25.4% to37.6%. Analysis of variance of predictive polynomialregression showed that only the linear term of screw speedhad significant contribution to the model (Table 3). Afterremoving the non-significant terms, the regression equationwas as described in the following equation
Torque ¼ 58:8560� 0:1434S. ð10Þ
Table 3ANOVA of predictive regression models for extrusion response variables
Coefficients Torque Die pressure SME Flavour retention E
Intercept
b0*** *** *** *** *
Linear
b1 NS NS NS NS *
b2*** *** *** * N
b3 NS NS NS * *
Quadratic
b11 NS NS *** NS *
b22 NS NS NS NS *
b33 NS *** NS NS N
Interactions
b12 NS NS *** * Nb13 NS *** NS * Nb23 NS NS NS NS *
R2 0.7276 0.6875 0.4240 0.5415 0P *** *** ** ** *
NS, not significant.* Significant at p 6 0.10 level.
** Significant at p 6 0.05 level.*** Significant at p 6 0.01 level.
The predicted value plotted from the regression equa-tion showed that torque decreased sharply with increasingscrew speed (Fig. 1). A possible explanation for this is thatincreasing screw speed at a constant feed rate would im-prove the pumping effect of the extruder screws leadingto a decrease in barrel fill, resulting in a decrease in torque.Increasing screw speed would also induce shear thinningbehaviour of starch melt, resulting in a reduction in meltviscosity, and consequently, the torque (Lu, Hsieh, Mulva-ney, Tan, & Huff, 1992).
Experimental data of die pressure ranged from 0.82 to1.09 MPa. The predicted values obtained from RSM arepresented in Fig. 2. The linear term of screw speed, interac-tion of temperature and capsule level, and the quadraticterm of capsule level significantly affected the die pressure,
Die pressure ¼ 1:3789� 0:0028S þ 0:0009TC � 0:0236C2;
ð11ÞResponse surface plot showed that die pressure de-
creased with the increase in screw speed, with the largestdecrease occurring at low capsule levels (Fig. 2). Increasing
xpansion ratio Density Texture WAI WSI Variance
** *** *** *** *** NS
* NS NS *** *** ***
S *** NS NS ** NS* *** *** NS ** NS
* ** NS *** *** NS* ** *** NS NS NSS ** *** NS NS NS
S NS *** NS ** ***
S *** NS NS ** NS* ** NS NS NS NS
.8941 0.9120 0.9118 0.9153 0.9713 0.6265** *** *** *** *** ***

Fig. 2. Effect of screw speed and capsule level on die pressure at barrel temperature of 150 �C.
S. Yuliani et al. / Food Research International 39 (2006) 318–331 323
screw speed at a constant feed rate would reduce barrel filland viscosity of the starch melt (as discussed earlier) allow-ing it to flow more readily out of the die openings, reducingthe build up of die pressure. This is in agreement withHsieh, Grenus, Hu, and Huff (1993) and Ryu and Ng(2001) who reported that high screw speed acceleratedstarch granules degradation, resulting in low viscous melt,thus decreased die pressure.
Die pressure increased with the increase in capsule level,reached a maximum value at capsule level around 3%, thendecreased. These changes in pressure were more pro-nounced at higher temperature (figure not shown). Thepresence of capsules, together with temperature effect,apparently changed the rheological properties of the starchmelt. A possible explanation for this is that increasing cap-sule level would increase the proportion of untransformedmaterial in the starch melt, resulting in the increase in themelt viscosity, thus increased die pressure. However, somecapsules might release the flavour oil to the starch melt andprovide lubrication effects, resulting in a decrease in melt
Fig. 3. Effect of screw speed and temperature on specific
viscosity. At capsule level higher than 3%, the lubricationeffect exceeded the increase in viscosity, resulting in a de-crease in die pressure.
The experimental data of SME varied from 514.4 to635.7 kJ/kg. Among the three variables, screw speed andtemperature showed significant effect on SME. Screw speedhad a linear effect, while temperature had a quadratic con-tribution to the predictive model (Eq. (12)). The selectedmodel was as follows:
SME ¼ 2445:8398� 18:5992S þ 0:12671TS � 0:0864T 2.
ð12Þ
The predicted value plotted in Fig. 3 showed that a smallchange in SME was observed when the screw speed in-creased at low temperature, and a large change at hightemperature. The explanation may be found in the role ofboth screw speed and barrel temperature in modifying meltviscosity. Kollengode and Hanna (1997) reported thatthe presence of 20% of b-cyclodextrin-capsules did not
mechanical energy (SME) at capsule level of 2.5%.
324 S. Yuliani et al. / Food Research International 39 (2006) 318–331
influence SME, though they did report a change in SMEdue to different types of flavour. The highest SME occurredfor 3-octanone, while the SME of nonanoic acid, cinnamal-dehyde, and eugenol did not differ. However, since theextrusion temperature and screw speed used in their studywas relatively low (60–110 �C and 100 rpm, respectively),the change in SME could not be compared with our results.
5. Flavour retention
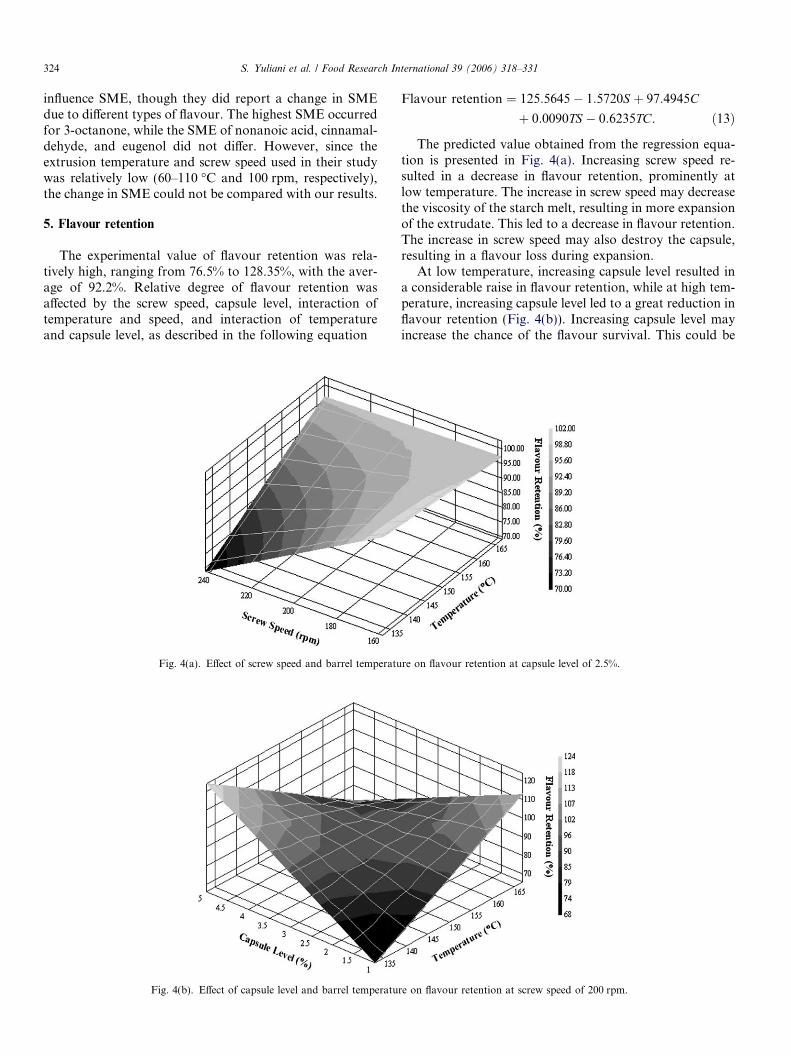
The experimental value of flavour retention was rela-tively high, ranging from 76.5% to 128.35%, with the aver-age of 92.2%. Relative degree of flavour retention wasaffected by the screw speed, capsule level, interaction oftemperature and speed, and interaction of temperatureand capsule level, as described in the following equation
Fig. 4(a). Effect of screw speed and barrel temperatu
Fig. 4(b). Effect of capsule level and barrel temperatu
Flavour retention ¼ 125:5645� 1:5720S þ 97:4945C
þ 0:0090TS � 0:6235TC. ð13Þ
The predicted value obtained from the regression equa-tion is presented in Fig. 4(a). Increasing screw speed re-sulted in a decrease in flavour retention, prominently atlow temperature. The increase in screw speed may decreasethe viscosity of the starch melt, resulting in more expansionof the extrudate. This led to a decrease in flavour retention.The increase in screw speed may also destroy the capsule,resulting in a flavour loss during expansion.
At low temperature, increasing capsule level resulted ina considerable raise in flavour retention, while at high tem-perature, increasing capsule level led to a great reduction inflavour retention (Fig. 4(b)). Increasing capsule level mayincrease the chance of the flavour survival. This could be
re on flavour retention at capsule level of 2.5%.
re on flavour retention at screw speed of 200 rpm.

S. Yuliani et al. / Food Research International 39 (2006) 318–331 325
related to the differential vapour pressure of the volatiles inthe product. At low capsule level, a relatively larger pro-portion of the d-limonene would have to enter the vapourphase before it becomes saturated, thus increase the loss ofthe volatiles. In contrast, high capsule level reduced the va-pour pressure difference, resulted in a decrease in volatilelosses. This effect of capsule level was greatest at lowtemperature.
At high temperature, an increase in capsule level re-sulted in a decrease in d-limonene recovery. This could berelated to the high total expansion of extrudates at high le-vel of capsules and temperature. When the extrudate leftthe extruder, it experienced a sudden high pressure drop,resulting in a flashing-off of steam and expansion of theproduct. The flavour volatiles were blown off with thesteam, causing a flavour loss during expansion. The effectof capsules and temperature on expansion will be discussedfurther in the density section.
Flavour recovery in this study was slightly higher thanthose observed by Kollengode and Hanna (1997), and agreat deal higher than the findings of Sadafian and Crou-zet (1988). The difference in oil retention could be ex-plained by the difference in type of flavour or feedcomposition, as interaction may occur between flavourand food matrix, and between starch and protein. The rel-atively high d-limonene recovery in this work may also berelated to its interaction with the starch. Even when extru-sion conditions caused loss of protection by b-cyclodextrin,the flavour may have been protected by the starch matrixthrough the formation of inclusion complexes. Starch,particularly its linear fraction, amylose, may alsocontribute to flavour retention through formation of aninclusion complex with low-molecular-weight organiccompounds such as the flavour volatiles (Arvisenet, Voil-ley, & Cayot, 2002; Boutboul, Giampaoli, Feigenbaum, &Ducruet, 2002; Cayot, Taisant, & Voilley, 1998; Delarue& Giampaoli, 2000; Godshall & Solms, 1992; Rustch-mann & Solms, 1990). The helical shape of amylose insolution provides a hydrophobic cavity in the interhelicalspaces to bind the flavour compounds (Cayot et al.,1998). Studies on amylose conformation have been per-formed in low solids solutions, with no known resultsfor extruded amylose. However there is some evidenceof flavour inclusion in amylose during extrusion. Kimand Maga (1994) reported that hexanol, octanol anddecanol added during extrusion were bound by starch,leading to a total retention of 85–98%. The flavour modelused in this study (d-limonene) was reported to form aninclusion complex with starch, though the complex is rel-atively weak due to the absence of polar groups on themolecule (Cayot, Lafarge, Arvisenet, & Taisant, 2000;Godshall & Solms, 1992).
Molecular structure, size and shape of the flavour com-pound are important parameters in determining the stabil-ity of cyclodextrin complexed flavour stability (Hedges,Shieh, & Sikorski, 1995). Moreover, as starch–flavourinteraction may happen, selecting flavour compounds of
a suitable size and shape to be complexed by starch is alsoof importance.
However, as several processing steps were involved inthis experiment, some error in the calculation of flavourretention was also included. First, the error may comefrom the calculation of flavour retention from the cap-sules. Second, some error may occur during capsule-starch mixing. It was difficult to assure a uniformlydistributed solid–solid mixing, especially when a relativelysmall amount of powder (capsules) to be mixed up with alarge quantity of the other powder (starch). Third, the dis-tribution properties of the starch–capsules mixture meltduring extrusion may cause some error in the flavourrecovery calculation as it was assumed that the melt wasevenly distributed along the extruder. Finally, error maytake place after flavour extraction process because the cal-culation was based on the dry bases sample weight.Although the moisture content of wet samples wasknown, it may vary from different batch of sampling.Those calculation errors may be accumulated, resultingin high flavour retention.
5.1. Sectional expansion
Experimental data of expansion ratio ranged from 1.14to 1.83, and varied significantly with barrel temperature,capsule level, interaction of screw speed and capsule level,and the quadratic terms of temperature and screw speed.All term of temperature predominantly contributed to thepredictive model,
Expansion ratio ¼ 15:01578� 0:15362T � 0:47385C
þ 0:00227TC þ 0:00045T 2
� 0:00002S2. ð14Þ
The response surface graph showed that an increase in bar-rel temperature resulted in a progressive reduction ofexpansion ratio (Fig. 5). This was consistent with literaturedata, where an increase in extrusion temperature, to someextent, is accompanied by a decrease in sectional expansionof the extrudates (Brumer, Meuser, van Lengerich, &Niemann, 2002; Della Valle, Vergnes, & Colonna, 1997;Kokini, Chang, & Lai, 1992; Ryu & Ng, 2001).
The decrease in sectional expansion with increasingextrusion temperature can be explained by the theory ofbubble growth and the role of glass transition temperature,which is related to the rheological properties of the starchmelt (Campanella, Li, Ross, & Okos, 2002; Della Valleet al., 1997; Fan, Mitchell, & Blanshard, 1994; Kokiniet al., 1992; Vergnes, Della Valle, & Colonna, 2003). Athigh temperature, saturated vapour pressure is higher thanthe melt pressure in the die, resulting in the growth of bub-bles inside the die in the same direction as the direction ofthe melt flow. This leads to more expansion in the longitu-dinal direction than in radial one. At a lower temperature,the bubble growth is generated when the melt exited the diebecause the saturated vapour pressure was lower than the

Fig. 5. Effect of temperature and screw speed on expansion ratio at capsule level of 2.5%.
326 S. Yuliani et al. / Food Research International 39 (2006) 318–331
melt pressure in the die, resulting in a more expansion incross sectional direction (Della Valle et al., 1997). At higherextrusion temperatures, bubble growth ceases sooner thanat low extrusion temperatures. This is because relativelymore water is flashed to steam at high temperature causingmore rapid heat loss and higher evaporation, causing an in-crease in melt viscosity and rapid solidification, resulting ina less expansion (Della Valle et al., 1997; Kokini et al.,1992). The bubble growth then ceases and the productsolidifies.
6. Density
Density measures the total volume of the extrudates,indicating the extent of expansion. The experimental valueof density varied from 0.9289 to 1.2593 g/cm3 with theaverage of 1.0368 g/cm3. Overall, all variables have signif-icant contributions to the extrudate density. The reducedregression model was developed as follows:
Fig. 6. Effect of capsule level and screw speed on ex
Density ¼ �2:07847þ 0:01983S þ 0:63246C
� 0:00262TC � 0:00175SC þ 0:00003T 2
� 0:00003S2 þ 0:01126C2. ð15Þ
Response surface of the predicted value showed that atthe lowest screw speed, a small increase in density wasobserved with the increase in capsule level, while at thehighest screw speed, increasing capsule level was followedby a remarkable reduction in density (Fig. 6). The presenceof capsules increased the total expansion of the extrudatesbecause they may promote bubble nucleation and growthas explained in the previous section. This effect was morepronounced at high screw speed as this may reduce thestarch melt viscosity, allowing bubbles to grow larger be-fore solidification, thus increasing expansion.
Increasing screw speed with a low level of capsules re-sulted in a sharp rise in density, whereas the increase inscrew speed at a high capsule level led to a slight decrease
trudate density at barrel temperature of 150 �C.
S. Yuliani et al. / Food Research International 39 (2006) 318–331 327
in density (Fig. 6). The explanation may be found in thediscussion of the effect of screw speed on die pressure.Die pressure decreased sharply with the increase in screwspeed, resulting in a lower pressure difference. The de-crease in pressure difference as a result of increasing screwspeed resulted in a higher density, or lower expansion.This is consistent with the expansion model proposed byKokini et al. (1992) who considered the ratio of pressuredifference to viscosity (DP/g) as a driving force ofexpansion.
A similar trend was found in the effect of capsule leveland temperature (figure not shown). The effect of capsulelevel was greatest at high temperature, while the effect oftemperature was prominent at low capsule level. Increasingcapsule level at high temperature resulted in a considerabledecrease in density. This may also be related to the bubblegrowths under low starch melt viscosity which allows moreexpansion, thus reduce the density. At low capsule level,increasing temperature resulted in a sharp increase inextrudate density. A possible explanation for this is thatat lower temperature, higher viscosity reduced the bubblegrowth, resulting in less expansion or higher density.
6.1. Texture
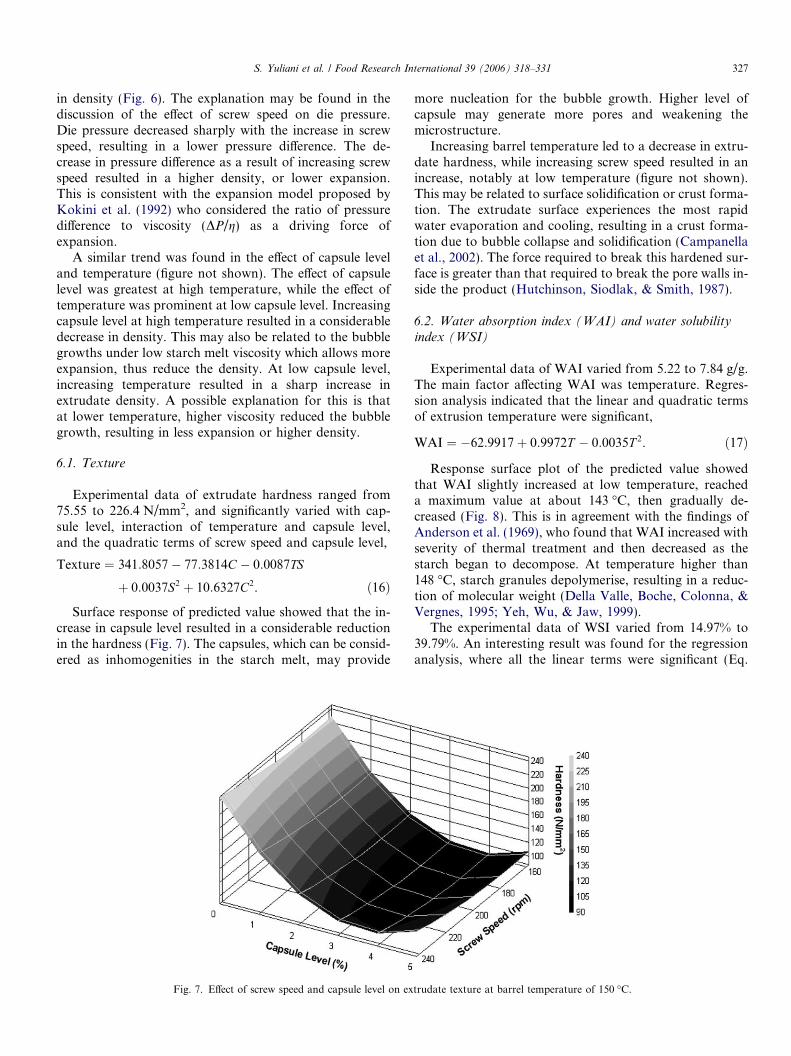
Experimental data of extrudate hardness ranged from75.55 to 226.4 N/mm2, and significantly varied with cap-sule level, interaction of temperature and capsule level,and the quadratic terms of screw speed and capsule level,
Texture ¼ 341:8057� 77:3814C � 0:0087TS
þ 0:0037S2 þ 10:6327C2. ð16Þ
Surface response of predicted value showed that the in-crease in capsule level resulted in a considerable reductionin the hardness (Fig. 7). The capsules, which can be consid-ered as inhomogenities in the starch melt, may provide
Fig. 7. Effect of screw speed and capsule level on ex
more nucleation for the bubble growth. Higher level ofcapsule may generate more pores and weakening themicrostructure.
Increasing barrel temperature led to a decrease in extru-date hardness, while increasing screw speed resulted in anincrease, notably at low temperature (figure not shown).This may be related to surface solidification or crust forma-tion. The extrudate surface experiences the most rapidwater evaporation and cooling, resulting in a crust forma-tion due to bubble collapse and solidification (Campanellaet al., 2002). The force required to break this hardened sur-face is greater than that required to break the pore walls in-side the product (Hutchinson, Siodlak, & Smith, 1987).
6.2. Water absorption index (WAI) and water solubility
index (WSI)
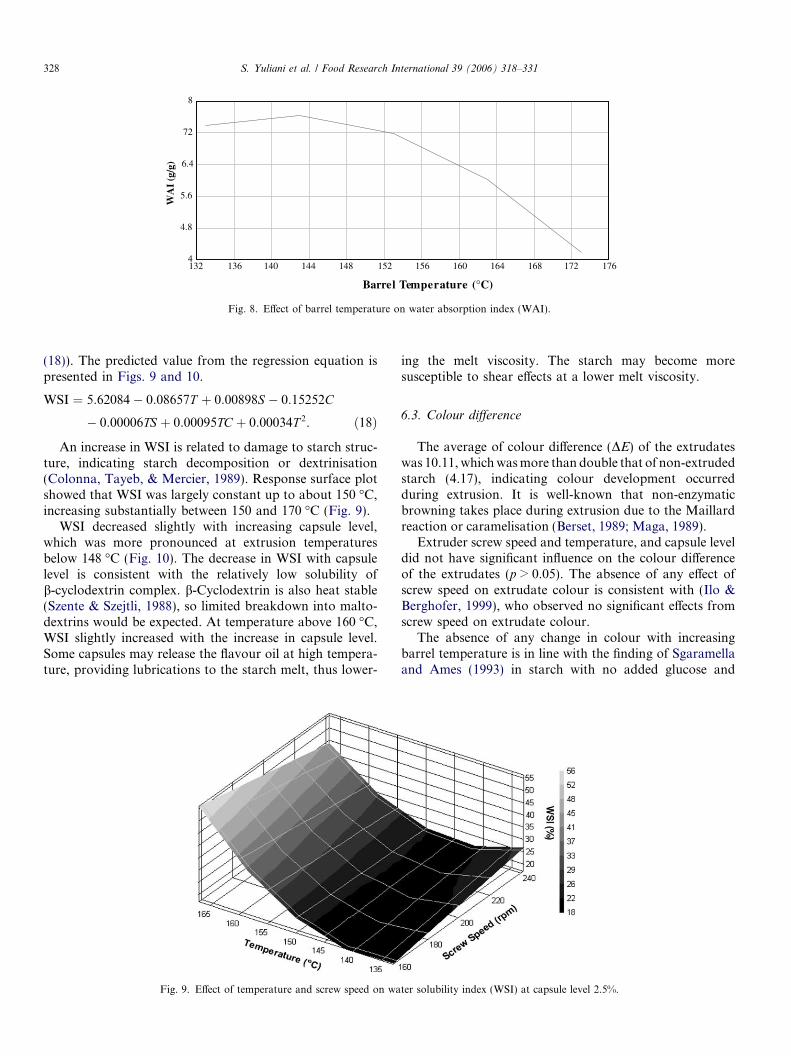
Experimental data of WAI varied from 5.22 to 7.84 g/g.The main factor affecting WAI was temperature. Regres-sion analysis indicated that the linear and quadratic termsof extrusion temperature were significant,
WAI ¼ �62:9917þ 0:9972T � 0:0035T 2. ð17Þ
Response surface plot of the predicted value showedthat WAI slightly increased at low temperature, reacheda maximum value at about 143 �C, then gradually de-creased (Fig. 8). This is in agreement with the findings ofAnderson et al. (1969), who found that WAI increased withseverity of thermal treatment and then decreased as thestarch began to decompose. At temperature higher than148 �C, starch granules depolymerise, resulting in a reduc-tion of molecular weight (Della Valle, Boche, Colonna, &Vergnes, 1995; Yeh, Wu, & Jaw, 1999).
The experimental data of WSI varied from 14.97% to39.79%. An interesting result was found for the regressionanalysis, where all the linear terms were significant (Eq.
trudate texture at barrel temperature of 150 �C.
Barrel Temperature (°C)
WA
I (g
/g)
132 136 140 144 148 152 156 160 164 168 172 1764
4.8
5.6
6.4
7.2
8
Fig. 8. Effect of barrel temperature on water absorption index (WAI).
328 S. Yuliani et al. / Food Research International 39 (2006) 318–331
(18)). The predicted value from the regression equation ispresented in Figs. 9 and 10.
WSI ¼ 5:62084� 0:08657T þ 0:00898S � 0:15252C
� 0:00006TS þ 0:00095TC þ 0:00034T 2. ð18Þ
An increase in WSI is related to damage to starch struc-ture, indicating starch decomposition or dextrinisation(Colonna, Tayeb, & Mercier, 1989). Response surface plotshowed that WSI was largely constant up to about 150 �C,increasing substantially between 150 and 170 �C (Fig. 9).
WSI decreased slightly with increasing capsule level,which was more pronounced at extrusion temperaturesbelow 148 �C (Fig. 10). The decrease in WSI with capsulelevel is consistent with the relatively low solubility ofb-cyclodextrin complex. b-Cyclodextrin is also heat stable(Szente & Szejtli, 1988), so limited breakdown into malto-dextrins would be expected. At temperature above 160 �C,WSI slightly increased with the increase in capsule level.Some capsules may release the flavour oil at high tempera-ture, providing lubrications to the starch melt, thus lower-
Fig. 9. Effect of temperature and screw speed on wa
ing the melt viscosity. The starch may become moresusceptible to shear effects at a lower melt viscosity.
6.3. Colour difference
The average of colour difference (DE) of the extrudateswas 10.11, whichwasmore than double that of non-extrudedstarch (4.17), indicating colour development occurredduring extrusion. It is well-known that non-enzymaticbrowning takes place during extrusion due to the Maillardreaction or caramelisation (Berset, 1989; Maga, 1989).
Extruder screw speed and temperature, and capsule leveldid not have significant influence on the colour differenceof the extrudates (p > 0.05). The absence of any effect ofscrew speed on extrudate colour is consistent with (Ilo &Berghofer, 1999), who observed no significant effects fromscrew speed on extrudate colour.
The absence of any change in colour with increasingbarrel temperature is in line with the finding of Sgaramellaand Ames (1993) in starch with no added glucose and
ter solubility index (WSI) at capsule level 2.5%.
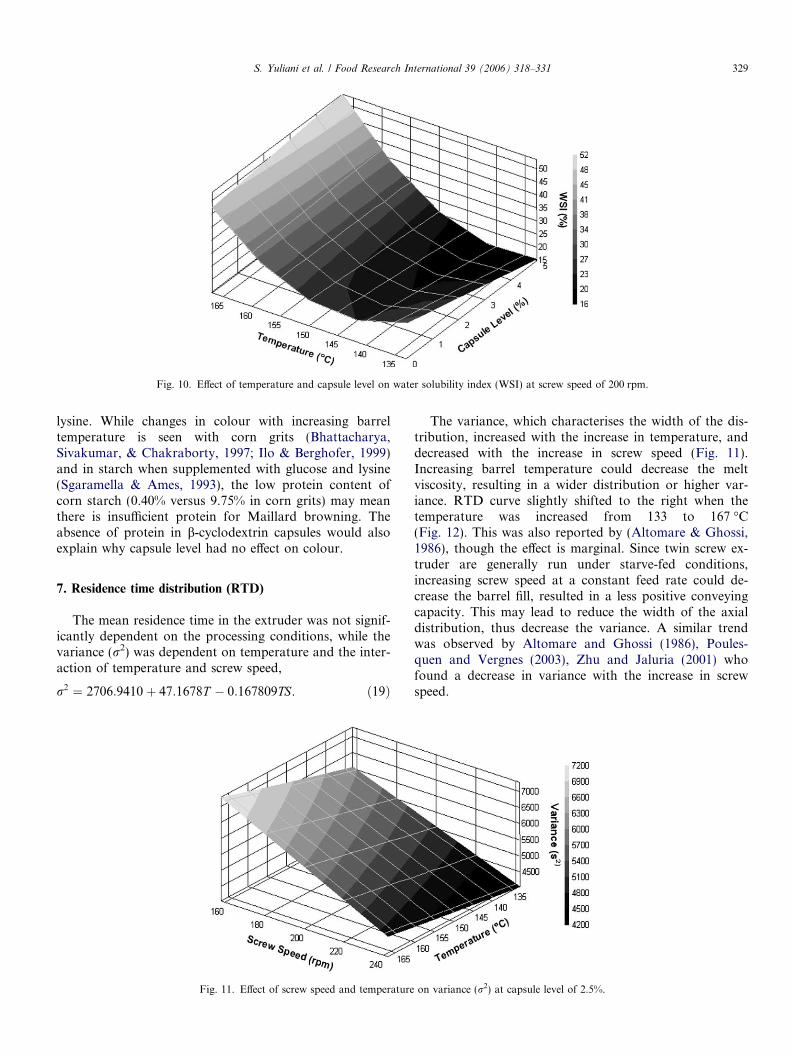
Fig. 10. Effect of temperature and capsule level on water solubility index (WSI) at screw speed of 200 rpm.
S. Yuliani et al. / Food Research International 39 (2006) 318–331 329
lysine. While changes in colour with increasing barreltemperature is seen with corn grits (Bhattacharya,Sivakumar, & Chakraborty, 1997; Ilo & Berghofer, 1999)and in starch when supplemented with glucose and lysine(Sgaramella & Ames, 1993), the low protein content ofcorn starch (0.40% versus 9.75% in corn grits) may meanthere is insufficient protein for Maillard browning. Theabsence of protein in b-cyclodextrin capsules would alsoexplain why capsule level had no effect on colour.
7. Residence time distribution (RTD)
The mean residence time in the extruder was not signif-icantly dependent on the processing conditions, while thevariance (r2) was dependent on temperature and the inter-action of temperature and screw speed,
r2 ¼ 2706:9410þ 47:1678T � 0:167809TS. ð19Þ
Fig. 11. Effect of screw speed and temperature
The variance, which characterises the width of the dis-tribution, increased with the increase in temperature, anddecreased with the increase in screw speed (Fig. 11).Increasing barrel temperature could decrease the meltviscosity, resulting in a wider distribution or higher var-iance. RTD curve slightly shifted to the right when thetemperature was increased from 133 to 167 �C(Fig. 12). This was also reported by (Altomare & Ghossi,1986), though the effect is marginal. Since twin screw ex-truder are generally run under starve-fed conditions,increasing screw speed at a constant feed rate could de-crease the barrel fill, resulted in a less positive conveyingcapacity. This may lead to reduce the width of the axialdistribution, thus decrease the variance. A similar trendwas observed by Altomare and Ghossi (1986), Poules-quen and Vergnes (2003), Zhu and Jaluria (2001) whofound a decrease in variance with the increase in screwspeed.
on variance (r2) at capsule level of 2.5%.

RTDE(t) curve
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0 100 200 300 400 500
Time (s)
E (t
)
133˚C
167˚C
Fig. 12. Effect of barrel temperature on residence time distribution (RTD) at screw speed of 200 rpm and capsule level of 2.5%.
330 S. Yuliani et al. / Food Research International 39 (2006) 318–331
8. Conclusion
Barrel temperature had great influences on both physicaland functional properties of the extrudates. Increasing tem-perature from 133 to 167 �C resulted in a considerabledecrease in expansion, both sectional and total expansion.In combination with screw speed, the increase in barreltemperature led to an extensive decrease in the hardnessof the extrudate and an increase in flavour retention. Theextent of starch degradation increased with the increasein temperature, indicated by a progressive reduction inWAI and an increase in WSI.
Screw speed had large effects on extruder operationssuch as torque and pressure. In general, increasing screwspeed from 158 to 242 rpm caused great reductions toboth torque and pressure. Similar to temperature, the in-crease in screw speed resulted in a decrease in expansionand hardness, and an increase in WSI. A reduction inflavour retention was observed with the increase in screwspeed.
Capsule level contributed significantly to expansion,hardness and WSI. Like temperature and screw speed,increasing capsule levels from 0% to 5% resulted in a largedecrease in the hardness. The presence of capsulesenhanced the expansion and flavour retention, and reducedWSI. In combination with temperature, increasing capsulelevel at low temperature enhanced flavour retention, whilethe increase in capsule level at high temperature decreasedflavour retention.
References
Altomare, R. E., & Ghossi, P. (1986). An analysis of residence timedistribution patterns in twin screw cooking extruder. BiotechnologyProgress, 2(3), 157–163.
Anderson, R. A., Conway, H. F., Pfeifer, V. F., & Griffin, E. L. (1969).Roll and extrusion-cooking of grain sorghum grits. Cereal Science
Today, 14(11), 372–377, 382.Arvisenet, G., Voilley, A., & Cayot, N. (2002). Retention of aroma
compounds in starch matrices: competitions between aroma com-pounds toward amylose and amylopectin. Journal of Agricultural andFood Chemistry, 50(25), 7345–7349.
Berset, C. (1989). Colour. In C. Mercier, P. Linko, & J. M. Harper (Eds.),Extrusion cooking (pp. 371–385). Minnesota: American Association ofCereal Chemists, Inc.
Bhandari, B. R., D�Arcy, B. R., & Padukka, I. (1999). Encapsulation oflemon oil by paste method using B-cyclodextrin: encapsulationefficiency and profile of oil volatiles. Journal of Agricultural and Food
Chemistry, 47, 5194–5197.Bhandari, B. R., D�Arcy, B. R., & Young, G. (2001). Flavour retention
during high temperature short time extrusion cooking process: areview. International Journal of Food Science and Technology, 36,453–461.
Bhattacharya, S., Sivakumar, V., & Chakraborty, D. (1997). Changes inCIELab colour parameters due to extrusion of rice-greengram blend: aresponse surface approach. Journal of Food Engineering, 32, 125–131.
Boutboul, A., Giampaoli, P., Feigenbaum, A., & Ducruet, V. (2002).Influence of nature and treatment of starch on aroma retention.Carbohydrate Polymers, 47, 73–82.
Brumer, T., Meuser, F., van Lengerich, B., & Niemann, C. (2002).Expansion and functional properties of corn starch extrudates relatedto their molecular degradation, product temperature and watercontent. Starch/Starke, 54, 9–15.
Campanella, O. H., Li, P. X., Ross, K. A., & Okos, M. R. (2002). The roleof rheology in extrusion. In J. Welti-Chanes, G. V. Barbosa-Canovas,& J. M. Aguilera (Eds.), Engineering and food for the 21st century
(pp. 393–413). Florida: CRC Press.Cayot, N., Lafarge, C., Arvisenet, G., & Taisant, C. (2000). Influence of
aroma compounds on the mechanical properties of starch-based foodsystems. Journal of Texture Studies, 31, 297–313.
Cayot, N., Taisant, C., & Voilley, A. (1998). Release and perception ofisoamyl acetate from a starch-based food matrix. Journal of Agricul-tural and Food Chemistry, 46, 3201–3206.
Colonna, P., Tayeb, J., & Mercier, C. (1989). Extrusion cooking of starchand starchy products. In C. Mercier, P. Linko, & J. M. Harper (Eds.),Extrusion cooking (pp. 247–320). Minnesota: American Association ofCereal Chemists, Inc.
Delarue, J., & Giampaoli, P. (2000). Study of interaction phenomenabetween aroma compounds and carbohydrate matrixes by inverse gaschromatography. Journal of Agricultural and Food Chemistry, 48,2372–2375.
Della Valle, G., Boche, Y., Colonna, P., & Vergnes, B. (1995). Theextrusion behaviour of potato starch. Carbohydrate Polymers, 28,255–264.
Della Valle, G., Vergnes, B., & Colonna, P. (1997). Relations betweenrheological properties of molten starches and their expansion behav-iour in extrusion. Journal of Food Engineering, 31, 277–296.
Fan, J., Mitchell, J. R., & Blanshard, J. M. V. (1994). A computersimulation of the dynamics of bubble growth and shrinkageduring extrudate expansion. Journal of Food Engineering, 23,337–356.

S. Yuliani et al. / Food Research International 39 (2006) 318–331 331
Gardiner, W. P., & Gettinby, G. (1998). Experimental design techniques in
statistical practice: a practical software-based approach. Sussex: Har-wood Pub.
Godshall, M. A., & Solms, J. (1992). Flavor and sweetener interactionswith starch. Food Technology(June), 140–145.
Hedges, A. R., Shieh, W. J., & Sikorski, C. T. (1995). Use of cyclodextrinsfor encapsulation in the use and treatment of food products. In S. J.Risch & G. A. Reineccius (Eds.), Encapsulation and controlled release
of food ingredients. ACS symposium series (Vol. 590, pp. 60–71).Hsieh, F., Grenus, K. M., Hu, L., & Huff, H. E. (1993). Twin-screw
extrusion of rice flour with salt and sugar. Cereal Chemistry, 70(5),493–498.
Hutchinson, R. J., Siodlak, G. D. E., & Smith, A. C. (1987). Influence ofprocessing variables on the mechanical properties of extruded maize.Journal of Materials Science, 22, 3956–3962.
Ilo, S., & Berghofer, E. (1999). Kinetics of colour changes during extrusioncooking of maize grits. Journal of Food Engineering, 39, 73–80.
Kim, C. H., & Maga, J. A. (1994). Chain length and functional groupimpact on flavor retention during extrusion. In T. H. Parliment, M. J.Morello, & R. J. McGorrin (Eds.), Thermally generated flavors:
Maillard, microwave, and extrusion processes. ACS symposium series
(Vol. 543, pp. 380–384).Kokini, J. L., Chang, C. N., & Lai, L. S. (1992). The role of rheological
properties on extrudate expansion. In J. Kokini, C.-T. Ho, & M. V.Karwe (Eds.), Food extrusion science and technology (pp. 631–652).New York: Marcel Dekker, Inc.
Kollengode, A.N.R., &Hanna,M. (1997). Cyclodextrin complexed flavorsretention in extruded starch. Journal of Food Science, 62(5), 1057–1060.
Levenspiel, O. (1972). Non ideal flow. In O. Levenspiel (Ed.), Chemical
reaction engineering (pp. 252–325). New York: Wiley.Likens, S. T., & Nickerson, G. B. (1964). Detection of certain hop
constituents in brewing products. American Society of Brewing
Chemists, 22, 5–13.Lu, Q., Hsieh, F., Mulvaney, S. J., Tan, J., & Huff, H. E. (1992). Dynamic
analysis of process variables for a twin screw extruder. Lebensmittel-
Wissenshaft u.-Technologie, 25(3), 261–270.Maga, J. A. (1989). Flavour formation and retention during extrusion. In
C. Mercier, P. Linko, & J. M. Harper (Eds.), Extrusion cooking
(pp. 387–398). Minnesota: American Association of Cereal Chemists,Inc.
Mendenhall, W., & Sincich, T. (2003). A second course in statistics:
Regression analysis. New Jersey: Pearson Education Inc.Poulesquen, A., & Vergnes, B. (2003). A study of residence time
distribution in co-rotating twin screw extruders. Part I: theoreticalmodelling. Polymer Engineering and Science, 43(12), 1841–1848.
Qi, Z. H., & Hedges, A. R. (1995). Use of cyclodextrins for flavours. C. -T.Ho, C. Tan, & C. Tong (Eds.), Flavour technology. ACS symposium
series (Vol. 610, pp. 231–243), Washington, DC.Rustchmann, M. A., & Solms, J. (1990). Formation of inclusion
complexes of starch with different organic compounds. III. Study ofligand binding in binary model systems with (�) limonene. Leben-smittel-Wissenshaft u.-Technologie, 23, 80–83.
Ryu, G. H., & Ng, P. K. W. (2001). Effects of selected process parameterson expansion and mechanical properties of wheat flour and wholecornmeal extrudates. Starch/Starke, 53, 147–154.
Sadafian, A., & Crouzet, J. (1988). Aroma compound retention duringextrusion cooking. In G. Charalambous (Ed.), Frontiers of flavour
(pp. 623–637). Westport: Elsevier Science Publisher.Seker, M., Sadikoglu, H., Ozdemir, M., & Hanna, M. A. (2003). Cross-
linking of starch with rective extrusion and extrusion of extrudates.International Journal of Food Properties, 6, 473–480.
Sgaramella, S., & Ames, J. M. (1993). The development and controlof colour in extrusion cooked foods. Food Chemistry, 46,129–132.
Sun, Y., & Muthukumarappan, K. (2002). Changes in the functionality ofsoya-based extrudates during single screw extrusion. International
Journal of Food Properties, 5, 379–389.Szente, L. & Szejtli, J. (1988). Stabilization of flavors by cyclodextrin. S. J.
Risch, G. A. Reineccius (Eds.), Flavour encapsulation, ACS symposium
series (Vol. 370, pp. 148–157), Washington, DC.Vergnes, B., Della Valle, G., & Colonna, P. (2003). Rheological properties
of biopolymers and applications to cereal processing. In G. Kaletunc &K. J. Breslauer (Eds.), Characterization of cereals and flours
(pp. 209–265). New York: Marcel Dekker, Inc.Yeh, A.-I., Wu, T.-Q., & Jaw, Y.-M. (1999). Starch transitions and their
influence on flow pattern during single-screw extrusion cooking of riceflour. Trans IChemE, 77(Part C), 47–54.
Zhu, W., & Jaluria, Y. (2001). Residence time and conversion in theextrusion of chemically reactive materials. Polymer Engineering and
Science, 41(7), 1280–1291.




















