The Eulerian Lagrangian Mixing-Oriented (ELMO) Model - arXiv

Eulerian two-phase flow simulation andexperimental validation of semisolid slurrygeneration process using cooling slope
P. Das*1, S. K. Samanta1, H. Chattopadhyay2, B. B. Sharma1 and P. Dutta3
Experimental and numerical studies of slurry generation using a cooling slope are presented in
the paper. The slope having stainless steel body has been designed and constructed to produce
semisolid A356 Al alloy slurry. The pouring temperature of molten metal, slope angle of the
cooling slope and slope wall temperature were varied during the experiment. A multiphase
numerical model, considering liquid metal and air, has been developed to simulate the liquid
metal flow along the cooling channel using an Eulerian two-phase flow approach. Solid fraction
evolution of the solidifying melt is tracked at different locations of the cooling channel following
Schiel’s equation. The continuity, momentum and energy equations are solved considering thin
wall boundary condition approach. During solidification of the melt, based on the liquid fraction
and latent heat of the alloy, temperature of the alloy is modified continuously by introducing a
modified temperature recovery method. Numerical simulations has been carried out for semisolid
slurry formation by varying the process parameters such as angle of the cooling slope, cooling
slope wall temperature and melt superheat temperature, to understand the effect of process
variables on cooling slope semisolid slurry generation process such as temperature distribution,
velocity distribution and solid fraction of the solidifying melt. Experimental validation performed for
some chosen cases reveals good agreement with the numerical simulations.
Keywords: Semisolid slurry, Cooling slope, A356 alloy, Eulerian model, Two-phase flow
List of symbolscp specific heat/J kg21 K21
CD drag coefficientda particle size of air/m
f volume fractionfs,max maximum solid fraction
fl liquid phase volume fractionfa volume fraction of airfs solid phase volume fractiong gravity acceleration/m s22
h enthalpy/J kg21
H heat transfer coefficient/W m22 K21
k thermal conductivity/W m21 K21
K momentum exchange coefficient/kg m23 s21
L latent heat/J kg21
Nu Nusselt numberPr Prandlt numberQ energy exchange by heat transfer/J m23 s21
Re Reynolds number
t time/s
T solver temperature/K
TG temperature at point G/K
TK temperature at point K/K
Tl liquidus temperature of alloy/K
Tm melting temperature of pure aluminium/K
Tref reference temperature/K
Ts solidus temperature of alloy/K
u velocity vector/m s21
U momentum exchange due to drag/kg m22 s22
m viscosity/kg m21 s21
t stress–strain tensors/kg m21 s22
Dt time step/s
IntroductionSemisolid processing (SSP) of metals (alloys) came intoexistence in the 1970s and is considered now as a potentialmanufacturing technology for components in automo-bile, aviation, electronic and machine tool industries.Semisolid metal processing enables manufacturing ofnear net shaped components with good mechanical andtribological properties and with high dimensional toler-ance accuracy.1,2
1Foundry Group, CSIR-Central Mechanical Engineering ResearchInstitute, Durgapur 713209, India2Department of Mechanical Engineering, Jadavpur University, Kolkata70032, India3Department of Mechanical Engineering, Indian Institute of Science,Bangalore 560012, India
*Corresponding author, email [email protected]
� 2013 Institute of Materials, Minerals and MiningPublished by Maney on behalf of the InstituteReceived 9 April 2012; accepted 6 June 2012DOI 10.1179/1743284712Y.0000000075 Materials Science and Technology 2013 VOL 29 NO 1 83

Semisolid processing has significant advantages overconventional die casting, such as minimising the macro-segregation and solidification shrinkage and reducing theforming temperature.3 The key feature that allows the for-mability of semisolid alloys into complex shapes is thethixotropic flow behaviour at semisolid temperature,4
which is caused by the non-dendritic morphology of theprimary phase in the microstructure. Such flow propertiesand formability are not possible with conventional diecasting techniques.5
Several processes are available for preparation ofsemisolid slurry. These include stir casting, electromag-netic stirring, mechanical or ultrasonic vibration, lowpouring temperature and partial remelting, stress inducedand melt activated process, thermomechanical process-ing, magnetohydrodynamic stirring and cooling slope.6–8
However, most of the above methods have proven to betoo complex as well as expensive for successful com-mercial exploitation of SSP technology. In this respect,cooling slope method offers some promise, as it is one ofthe simplest and most cost effective processes to preparethe semisolid slurry for thixocasting and rheocasting.When the superheated molten alloy flows over the coolingslope, the temperature drops below the liquidus tempera-ture and a-Al crystals starts to nucleate. The initial contactwith the cold surface of the slope promotes the necessaryundercooling for solid nucleation; therefore, solid crystalsappears in the region.9 a-Al crystals form globularequiaxed grains and the melt becomes semisolid slurryup to the end of slope.
Haga and Suzuki10 have performed castings of Al–6Sialloy using a cooling plate and studied the effect ofcooling rate on the microstructure of solidified ingots.Haga11 also has used cooling slope for semisolid stripcasting. Birol12–14 has published a number of papers oncooling slope processing of A390, A357 and A365 alloys.Gencalp and Saklakoglu1 have performed experimentalinvestigation of cooling slope processing of A380 Alalloy under vibration. Taghavi and Ghassemi2 andLegoretta et al.15 have performed a series of experimentsto investigate the effect of cooling length and tilt angle ofthe slope on thixotropic microstructure evolution in caseof A356 Al alloy. Guan et al.16 numerically studied theeffect of slope angle and pouring temperature on theexiting alloy temperature.
The present study is focused to bridge the gap betweenexperimental investigations11–14,17,18 and some recentnumerical simulations.16,19 The numerical simulations
performed by earlier researchers lack experimentalvalidation. The experimental findings available in theliterature show deviating results from each other. In thiscontext, a need has been felt to perform a comprehensiveexperimentally validated numerical study of coolingslope slurry production of aluminium alloys. This is thefocus of the present study, which is done using A356aluminium alloy. The main objective of the numericalmodel is to relate the process variables such as pouringtemperature, slope angle and wall temperature of theslope to the slurry temperature distribution, velocityfield and solid fraction distribution.
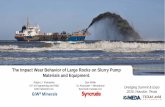
ExperimentalA356 Al alloy (with a composition of 6?8Si–0?34Mg–0?18Mn–0?14Cu–0?11Fe–0?04Ti–92?39Al) has been usedin the present study. A cooling slope with stainless steelbody is employed to produce semisolid slurry in thepresent work. A schematic diagram and photograph ofthe experimental facility is shown in Figs. 1 and 2respectively. A356 ingot is melted in a resistance heatingfurnace having 5 kg capacity set at 1023 K. Forperforming the experiments, 2 kg of A356 alloy ismelted in a silicon carbide crucible located within theresistance furnace. The degassed melt is then allowed tocool up to the desired pouring temperature and pouredalong the slope. The cooling plate is adjusted at twodifferent slope angles of 60 and 45u with respect to thehorizontal plane and preheated at two different tem-peratures (60 and 150uC) by oil circulation underneath.The surface of the plate is coated with a thin layer ofboron nitride in order to avoid sticking of the moltenalloy and to facilitate a smooth melt flow. A 10 mm holewith a stopper arrangement at the bottom of the siliconcarbide crucible enables bottom pouring at a controlledrate. The slurry from the cooling slope fills a mild steelmold, preheated to 100uC and then allowed to cool inair.
All the experiments, performed for different pouringtemperatures and different slope angles, are repeatedtwice to ensure the reproducibility of results. Tem-perature is monitored along melt stream at three differentlocations of the cooling channel using K type thermo-couples, and their output has been recorded using a rapiddata acquisition software (Scada).
1 Schematic diagram of experimental facility
2 Photograph of experimental set-up
Das et al. Eulerian simulation and validation using cooling slope
84 Materials Science and Technology 2013 VOL 29 NO 1

For comparing cooling slope results with conventionalcastings, some samples were made by directly pouring themelt having low superheat (y10uC above liquidus) intothe preheated metallic moulds. After experiments, testsamples were cut from the middle section of the castbillets and prepared for metallographic investigation. Thesamples were then etched by Keller solution andexamined using an optical microscope.
Numerical modelIn the present work, commercial CFD software Fluent(version 12?1) has been used to develop a three-dimensional (3D) non-isothermal numerical model ofcooling slope semisolid slurry generation process usingEulerian two-phase flow approach. The hexahedral gridsystem used for the simulations is shown in Fig. 3.
Eight sets of simulations have been carried out atdifferent processing conditions using the abovemen-tioned model to investigate the effect of various processparameters such as pouring temperature and slope angleof the channel on the thermodynamic state of thesemisolid slurry. Velocity inlet boundary condition hasbeen specified at the top of the cooling slope, where thesuperheated liquid alloy is poured into the slope. Thinwall boundary condition has been used to model thecooling slope with symmetry along the middle section.The molten alloy flows by gravity along the slope,exposed to air at the top. Thermophysical properties ofcommercial A356 aluminium alloy, used in the presentwork, are shown in Table 1. Liquid aluminium melt and,subsequently, the formed semisolid slurry are consideredas a single phase instead of two phases, where solidfraction evolution of the solidifying melt is trackedexplicitly using Schiel’s equation. Air is considered asthe secondary phase in the present model. The non-Newtonian behaviour of the formed semisolid slurry is
represented by the mixture viscosity model according tothe model presented by Ishii and Zuber20
mm~ml 1{fs
fs,max
� �{2:5fs,max
(1)
The governing equations solved for the present modelare as follows
Continuity
LLt
fprp
� �z+ fprp~uup
� �~0 (2)
where p denotes an individual phase, p [ (l,a).The volume fractions of the phases satisfy the
following relationship
flzfa~1 (3)
Momentum
LLt
fprp~uup
� �z+: fprp~uup~uup
� �~{fp+pz+:
-
-tpzfprpgzUpij
(4)
Phase interactions (e.g. drag and friction) for alloy–air,the source terms are calculated by
Ual~ {Ula~Ual~Kal ~uua{~uulð Þ (5)
Schiller and Naumann model21 is used for calculatingKal as per equation (6)
Kal~3mlflfaCDRe=4d2a (6)
It may be mentioned here that the model requires thecharacteristic diameter of the gaseous phase, which isnot a physical size but may be interpreted as the averageinterparticulate space occupied by the air phasesurrounded by the alloy. The prescribed diameter ofair da is indeed very small (10 mm).
Energy
LLt
fPrPhPð Þz+ fprp~uuphp� �
~{fLp
Ltz
-
-t : +~uupz
+ fpkp+Tp
� �zQal (7)
where
hP~
ðTP
Tref
cp(P)dTz hrefP
The source terms of enthalpy transfer for alloy/air iscalculated by
Qal~{Qla~Hal Ta{Tlð Þ (8)
The heat exchange coefficient Hal is calculated followingRanz and Marshal model22 as
Hal~6klflfaNua=d2a (9)
Solidification modelThe present A356 Al alloy has distinct liquidus(615uC)23,24 and solidus temperature (555uC).23 Basedon the liquid fraction and latent heat of the alloy, thetemperature of the alloy is modified continuously byintroducing a modified temperature recovery method (asshown in Fig. 3) in the range of temperature, in whichalloy becomes solidified, i.e. at temperature range in
3 Model (3D) of cooling channel and holding bath
Table 1 Thermophysical properties of A356 aluminium alloy
Propertie Value
Density (liquid)/kg m23 2495Thermal conductivity (liquid)/W m21 K21 160Specific heat/J kg21 K21 1082Laten heat/ J kg21 397 700Solid temperature/uC 555 (828 K)Liquid temperature/uC 615 (888 K)Viscosity/kg m21 s21 0.00113Maximum solid fraction 0.74
Das et al. Eulerian simulation and validation using cooling slope
Materials Science and Technology 2013 VOL 29 NO 1 85

which crystallisation of the alloy starts (liquidustemperature), and total crystallisation is completed(solidus temperature), i.e. where alloy becomes completesolid. Though the solidification curve of semicrystallinealloy is essentially non-linear, assuming linearity of thecurve does not make significant deviation in liquidfraction. Mass transfer and diffusion between the phaseshave been neglected in the present model. Hence, theliquid fraction of the alloy is tracked by solving a scalartransport equation (10) with zero diffusion flux
LLt
flrlWlð Þz+ flrlWl~uulð Þ~0 (10)
Figure 3 shows the temperature correction method. Theliquid fraction is calculated following equation (11). Asthe solver provides temperature at point G, the tempera-ture is corrected (taking into account the latent heatrelease) following the relation (as in equation (12)) tofollow the solidification line DCBA. The detail of thistemperature recovery scheme can be found in literature25
dQl~T1{TG
Ll=cplz T l{T sð Þ (11)
dT~dQl
Ll
cpl
~T1{TG� �
Ll=cpl
� �Ll=cplz(T l{T s)
(12)
Solid fraction is calculated using Schiel’s equation asfollows
fs~1
1{kp
T{Tl
T{Tm
� �(13)
The equations written above are solved using theSIMPLE algorithm implemented in the Fluent software.For all the terms, second order accurate discretisationschemes are used. Solutions in each time step are assumedto converge when the scaled residuals reached below 1025
for the variables (for energy equation, the correspondingvalue chosen is 1027). The computational domain isdivided into y50 000 cells, following a grid independencestudy with 25 000 as well as 75 000 cells.
Results and discussion
Simulation resultsCooling slope length, tilt angle of the slope, cooling rateand pouring rate of the melt, cooling channel walltemperature and initial superheat of the melt are theprocess variables which affect the state of the semisolidslurry generated. In the present work, eight case studieshave been performed (conditions shown in Table 2) toshow the effect of the three key process variables,namely, the slope angle, pouring temperature and walltemperature of the slope. A cooling slope of 500 mm
length has been chosen for the present simulations basedon the preliminary experiments performed and the dataavailable in the literature.2,26 Further increase in theslope length leads to dendrite formation by agglomera-tion of the primary a-Al phase, and also the slurrytemperature falls below the temperature required (i.e.eutectic temperature of 848 K) for further processing ofthe slurry, whereas smaller slope length does not providesufficient shear to spherodise the primary a-Al phase.
Cooling rate of the melt while flowing through theslope has been kept fixed by controlling the slope walltemperature. Pouring rate of the melt into the coolingslope has been kept constant at 0?32 kg s21 using astopper arrangement at the bottom of the silicon carbidecrucible, having 10 mm hole at the bottom. Inlet velocityof the melt is 1?24 m s21 (corresponding to a constantpouring rate of 0?32 kg s21).
So, the effects of the three key process variables havebeen investigated in detail, which are significant for theoptimisation of the process. The critical solid fractionfor coherence is taken as 0?74 for all simulations, as it isthe packing fraction of the face centred cubic a-Alcrystals.27
Effect of pouring temperature
In the present simulations, three different pouring tem-peratures have been considered: 960, 940 and 925 K. Fora slope angle of 60u and wall temperature of 333 K,significant differences are observed in the exit semisolidslurry state for the three pouring temperatures. Thetemperature of the alloy decreases along flow direction, asexpected. The exit temperature of the slurry increaseswith increasing pouring temperature and that, in turn,decreases the exit solid fraction. Higher pouring tem-perature results in less viscosity of the melt, which in turnresults in higher flow velocity of the melt. A steep decreasein temperature is observed in the case of higher pouringtemperature because of higher melt velocity. The slopeexit temperature of the slurry decreases with pouringtemperature of the melt, as also expected. For pouringtemperatures of 960, 940 and 925 K, the correspondingexit melt temperatures are found to be 882, 876 and860 K respectively for 60u slope angle.
Melt flow velocities were observed numerically atvarious positions of the slope. With the cooling slopefixed at 60u tilt angle, 925 K inlet temperature and 333 Kwall temperature, the melt flow velocities were found tobe 1?29, 1?82 and 2?25 m s21 for the starting, middle andexit section of the slope respectively. The correspondingvelocities with 940 K pouring temperature were found tobe 1?39, 2?17 and 2?61 m s21 respectively. Lower meltsuperheat not only results in higher solid fraction at theexit of the slope but also facilitates nucleation rate of theprimary phase. Nucleation of the primary phase starts
Table 2 Numerical experiments
Experiment no. Pouring temperature/K Slope angle/u Cooling channel wall temperature/K
1 960 45 3332 960 60 3333 940 45 3334 940 60 3335 925 45 3336 925 45 4237 925 60 3338 925 60 423
Das et al. Eulerian simulation and validation using cooling slope
86 Materials Science and Technology 2013 VOL 29 NO 1

within the melt at the upper end of the cooling slope incase of 925 K pouring temperature, which is expected togive sufficient time for globularisation of the primary Alas it travels along the entire cooling length. This has beenobserved in the microstructures observed experimentally,as reposted subsequently in the section on ‘Experimentalresults’. The effect of pouring temperature on coolingslope slurry generation process is depicted quantitativelyin Fig. 5, for all the cases.
Effect of slope angle
Cooling slope tilt angle has a significant effect on thethermodynamic state of the semisolid slurry. With allother process variables fixed, the exit temperatureobserved in case of 45u slope angle is less than that with60u slope angle. The comparison of phase profile isshown in Fig. 6. It is observed that the exit solid fractionis higher in case of 45u slope angle. The melt velocity isfound to be less in case of 45u slope angle, which has anotable effect on shear undergone by the melt whileflowing down the slope.
Effect of cooling slope wall temperature
Wall temperature of the cooling slope affects nucleation ofthe primary phase, which in turn influences slurrytemperature and solid fraction at the exit of the slope. Inthe present work, the effect of wall temperature has beenstudied, keeping pouring temperature fixed at 925 K andusing slope angles of 45 and 60u. Lower wall temperatureof 333 K not only yields higher solid fraction but alsoaffects the shape and size of the primary phase, asobserved experimentally. The basic phenomenon involvedin cooling slope semisolid slurry generation technique isheterogeneous wall nucleation and shearing of thesolidifying melt. Wall temperature of the slope affectsboth the phenomenon mentioned above.
Primarily, lower wall temperature accelerates the nu-cleation, which in turn helps to obtain the desired solidfraction at the slope exit. As higher solid fraction leads tohigher viscosity of the melt, the melt velocity is less in caseof lower wall temperature. With pouring temperature of925 K and slope angle 60u, the melt velocities at the threepositions on the slope (entry, middle and exit) with a walltemperature of 423 K are 1?32, 1?9 and 2?32 m s21
respectively, which are clearly higher compared to thosewith 333 K wall temperature. The corresponding compar-isons of temperature and phase profiles are shown inFigs. 5 and 6 respectively.
Conclusions from numerical studies
Out of eight different case studies performed, experi-ment 7 is identified to be having the most favourableprocessing conditions for cooling slope slurry genera-tion. The maximum solid fraction obtained is 0?44, andthe corresponding exit temperature is 860 K. The exittemperature of slurry is also sufficiently above eutectictemperature of 848 K, which is favourable for furtherprocessing of the semisolid slurry.28 The results oftemperature and solid fraction of the semisolid slurry atthe exit of the slope, for eight different experimentalconditions, are broadly divided into two plots (based onangle of the slope) and shown in Fig. 7. Figure 8 showsthe temperature and solid fraction variation of the meltalong slope length for both the slope angles underconsideration at 925 K pouring temperature and 333 Kslope wall temperature.
Experimental resultsMicrostructural characterisation
Experimental validation is carried out for some chosencases from the set of numerical studies. Microstructuralstudies are performed using optical microscopy, as shownin Fig. 9. The microstructural features observed in therheocast billets of the said alloy, processed through thecooling slope, are remarkably different compared to thatof the starting ingot. The primary phase morphology hastransformed completely into a non-dendritic one in thecase of rheocast ingot. Comparison has also been madewith the optical micrograph of the ingot produced bydirectly pouring low superheat melt (10 K superheat) intoa metallic mould made of mild steel. Dendritic structure isobserved in the latter case, as expected. However,dendrites are generally of small size (Fig. 9a), perhapsbecause of the turbulence created during direct pouring.
The tilt angle of the cooling slope affects not onlythe slurry temperature and solid fraction at the exit of theslope but also the microstructural morphology of thesolidified melt. The melt flow inertia decreases and alsothe cooling time increases with decreasing slope angle. Inthe present work, the effect of 45 and 60u slope angles isstudied. The primary phase morphology is more sphericalin case of 60u slope angle. Agglomerations of the primaryparticles are observed in case of rheocast billets, processedthrough 45u slope angle, which may be due to reducedshear of the solidifying melt during flow. The relevantoptical micrographs are shown in Fig. 9b and c.
Higher melt pouring temperature into the slope affectsthe microstructural morphology in a negative manner.With more superheat, the required cooling time forinitiation of nucleation increases, resulting in less resi-dence time for the a-Al primary particles to globularise.Figure 9d and e (corresponding to pouring temperaturesof 960 and 940 K respectively) depicts more dendritic androsette structure of the primary phase, as compared to theglobular microstructure with a pouring temperature of925 K (Fig. 9c).
Wall temperature of 333 K is found to give the bestresults among the experiments performed with 60u slopeangle. Further decrease in wall temperature causesremnant material in the slope due to premature solidifica-tion of the melt. Increase in wall temperature causes lessshear during melt flow, which helps the primary phase toform agglomeration and reduces sphericity of theparticles (Fig. 9f).
4 Schematic diagram of temperature correction scheme
Das et al. Eulerian simulation and validation using cooling slope
Materials Science and Technology 2013 VOL 29 NO 1 87

5 Temperature profile for a experiment 4, b experiment 8, c experiment 3, d experiment 5, e experiment 1, f experiment
2, g experiment 6 and h experiment 7
Das et al. Eulerian simulation and validation using cooling slope
88 Materials Science and Technology 2013 VOL 29 NO 1

Among the experiments performed, we find that apouring temperature of 925 K with 60u slope angle and333 K wall temperature yields the best microstructurehaving maximum degree of sphericity of the primary a-Alphase and lowest grain size. The microstructure of the
solidified billets processed according to the ideal conditionis shown in Fig. 9c. Optical image revealed nearly spheri-cal grains and needle shaped eutectic silicon particles.Figure 9g and h shows the morphology of the primary Aland eutectic Si at higher magnifications (650 and 6100).
6 Phase profile for a experiment 5 and b experiment 7
a 45u slope angle; b 60u slope angle7 Comparative plots of temperature and solid fraction of slurry at exit of slope (experimental conditions may be seen
from Table 2)
a melt temperature; b solid fraction8 Comparative plots of temperature and solid fraction of melt along slope length for experiments 5 and 7 (Table 2)
Das et al. Eulerian simulation and validation using cooling slope
Materials Science and Technology 2013 VOL 29 NO 1 89

Temperature measurements
Figure 10 shows the temperature versus flow time plotobtained from thermocouples. Three K type thermo-couples (TC1, 2 and 3) are placed along flow length ofthe melt stream to measure the melt temperature and toestimate the solid fraction present in it, at differentlocations of the cooling slope. For the best condition of925 K pouring temperature with 60u slope angle and333 K wall temperature, TC3 shows the melt streamtemperature of 862 K at the exit of the cooling slope,which is in good agreement with the numericallyobtained value of 860 K (obtained in case of numericalexperiment 7). Figure 11 shows the comparative plot ofnumerical and experimental findings of exit temperatureand solid fraction of the semisolid slurry for twodifferent processing conditions. The results show that
the numerical model slightly underpredicts the slurrytemperature at the exit of the slope, which in turnensures the overprediction of the solid fraction as it hasbeen extrapolated from the temperature values usingSchiel’s model (shown in equation (13)).
Figure 10 confirms the faster temperature drop of themelt in case of 60u slope angle due to higher velocity oftravel of the melt. Faster loss of melt superheat alsoexplains the reason of enhanced globularity of theprimary phase, in case of 60u slope angle compared tothat of 45u slope due to availability of more shearingtime during melt flow through the slope.
Image analysis
For calculating the size and sphericity of the primaryphase, two parameters, such as grain diameter and shape
a direct pouring into mould; b 45u slope, 925 K pouring temperature, 333 K wall temperature; c 60u slope, 925 K pouringtemperature, 333 K wall temperature; d 60u slope, 960 K pouring temperature, 333 K wall temperature; e 60u slope, 940 Kpouring temperature, 333 K wall temperature; f 60u slope, 925 K pouring temperature, 423 K wall temperature; g (c) at650 magnification; h (c) at 6100 magnification
9 Optical micrographs at different processing conditions (experimental conditions may be seen from Table 2)
Das et al. Eulerian simulation and validation using cooling slope
90 Materials Science and Technology 2013 VOL 29 NO 1

factor, are measured using standard image analysissoftware ImageJ. Grain diameter GD and shape factorSF are calculated according to the following equations2,7
GD~2 Aa=pð Þ1=2
SF~ 4pAa=P2a
� �where Aa and Pa denote the area and perimeter ofprimary a-Al phase respectively.
It may be noted here that each globule is treated as aseparate grain. For optimum SSP characteristics, theshape factor should be as close to 1 as possible. Theerror on shape factor and grain size measurements isabout ¡2% (shown using error bars in Fig. 12).Maximum degree of sphericity (0?75) and minimumgrain size (38 mm) of the primary a-Al have beenobtained from the solidified castings, processed usingthe ideal condition corresponding to experiment 7 (asmentioned above in the section on ‘Temperaturemeasurements’).
To distinguish between the primary phase formedduring passing through the cooling slope and formed bythe following growth in the mould, melt sample has beencollected from the exit of the slope and readily quenchedin oil. Figure 13a shows the micrograph of the slurrysample, collected from the exit of the slope. Figure 13bshows the micrograph of the solidified rheocast billet,
processed according to the best processing conditionfound in the present work.
Rheocast billets shows lesser area fraction of eutecticSi phase (Fig. 13b), due to equilibrium solidification,compared to that of quenched semisolid slurry sample(Fig. 13a). However, the micrographs confirm thecontribution of cooling slope in the spheroidisation ofprimary a-Al phase due to the reasons explained earlier.The growth of the primary phase during solidification inthe mould (after passing through the cooling slope) hasbeen observed up to some extent from the micrographs,but no profound effect on degree of sphericity of theprimary phase is seen.
ConclusionsThe present study reports modelling, simulation andexperimental validation of semisolid slurry preparationof A356 aluminium alloy using a cooling slope.Numerical model of the cooling slope semisolid genera-tion technique has been developed using Eulerian two-phase flow approach. Eight sets of numerical simula-tions have been carried out to reveal the effect of somekey process variables such as pouring temperature, tiltangle and wall temperature of the slope on the state ofthe semisolid slurry. Out of the case studies performed,the best processing condition has been identified as 60uslope angle, 925 K pouring temperature and 333 Kslope wall temperature. These processing conditions
a 60u slope, 925 K pouring temperature, 333 K wall temperature; b 45u slope, 925 K pouring temperature, 333 K walltemperature
10 Experimentally obtained temperature versus flow time plot during melt flow through cooling slope
11 Comparative plot of numerical and experimental findings 12 Grain size and degree of sphericity of primary particles
Das et al. Eulerian simulation and validation using cooling slope
Materials Science and Technology 2013 VOL 29 NO 1 91

result in a solid fraction of 0?42, slurry temperature of862 K at the exit of the slope, maximum degree ofsphericity of 0?75 and minimum grain size of 38 mmof the primary a-Al phase, evaluated experimentally.The experimental results are in close agreement with thecorresponding predicted data using the present numer-ical model. Microstructure obtained from the bestprocessing condition reveals globular grains and finereutectic silicon particles within a well defined boundary.
Acknowledgements
The authors would like to thank DST, New Delhi, fortheir financial support to the present work. The authorsexpress their heartfelt gratitude to Dr G. Biswas,Director, CSIR-CMERI, Durgapur, for his continuousencouragement and all the members of Foundry group,especially Mr B. R. K. Venkatapathi, Mr T. Roy andMr J. Bindhani, for their cooperation for the successfulcompletion of the present research work.
References1. S. Gencalp and N. Saklakoglu: Mater. Manuf. Processes, 2010, 25,
943–947.
2. F. Taghavi and A. Ghassemi: Mater. Des., 2009, 30, 1762–1767.
3. Q. D. Qin, Y. G. Zhao, P. J. Cong, W. Zhou and B. Xu: Mater. Sci.
Eng. A, 2007, A444, (1–2), 99–103.
4. W. R. Loue and M. Suery: Mater. Sci. Eng. A, 1995, A203, (1–2),
1–13.
5. X. Pan, H. Zhang, A. Wang, B. Ding, K. Qiu and Z. Hu: J. Mater.
Sci. Technol., 2000, 16, (5), 453–460.
6. H. V. Atkinson: Prog. Mater. Sci., 2005, 50, 341–412.
7. Z. Fan: Int. Mater. Rev., 2002, 47, (2), 49–85.
8. E. A. Vieira, A. M. Kliauga and M. Ferrante: Scr. Mater., 2007,
57, 1165–1168.
9. M. H. Robert, E. J. Zoqui, F. Tanabe and T. Motegi: J. Achiev.
Mater. Manuf. Eng., 2007, 20, (1–2), 19–26.
10. T. Haga and S. Suzuki: J. Mater. Process. Technol., 2001, 118, 169–
172.
11. T. Haga: J. Mater. Process. Technol., 2002, 130–131, 558–561.
12. Y. Birol: J. Mater. Process. Technol., 2008, 207, 200–203.
13. Y. Birol: J. Mater. Process. Technol., 2007, 86, 94–101.
14. Y. Birol: J. Alloys Compd, 2009, 473, (1–2), 133–138.
15. E. C. Legoretta, H. V. Atkinson and H. Jones: J. Mater. Sci., 2008,
43, 5456–5469.
16. R. Guan, L. Zhang, C. Wang, J. Wen and J. Cui: J. Univ. Sci.
Technol. Beijing, 2007, 14, (2), 146–150.
17. T. Haga and P. Kapranos: J. Mater. Process. Technol., 2002, 130–
131, 581–586.
18. T. Haga, R. Nakamura, R. Tago and H. Watari: Trans. Nonferrous
Met. Soc. China, 2010, 20, s968–s972.
19. N. K. Kund and P. Dutta: Trans. Nonferrous Met. Soc. China,
2010, 20, 898–905.
20. M. Ishii and N. Zuber: AIChE J., 1979, 25, (5), 843–855.
21. L. Schiller and Z. Naumann: Z. Ver. Deutsch. Ing., 1935, 77, 318.
22. W. E. Ranz and W. R. Marshal, Jr: Chem. Eng. Prog., 1952, 48, (3),
141–146.
23. X. Jian, H. Xu, T. T. Meek and Q. Han: Mater. Lett., 2005, 59, (2–
3), 190–193.
24. N. Barman and P. Dutta: Solid State Phenom., 2008, 141–143, 409–
414.
25. S. K. Samanta, H. Chattopadhyay, B. Pustal, R. Berger, M. M.
Godkhindi and A. B. Polaczek: Int. J. Heat Mass Transfer, 2008,
51, (3–4), 672–682.
26. J. Xu, T. Wang, Z. Chen, J. Zhu, Z. Cao and T. Li: Mater. Sci.
Forum, 2011, 675–677, 767–770.
27. G. K. Sigworth: Can. Metall. Q., 1996, 35, (2), 101–122.
28. S. Kleiner, E. Ogris, O. Beffort and P. J. Uggowitzer: Adv. Eng.
Mater., 2003, 5, (9), 653–658.
a sample collected at exit of slope; b sample obtained from solidified rheocast billet in metallic mould13 Optical micrograph at ideal processing condition of 60u slope angle, 925 K pouring temperature and 333 K wall tem-
perature
Das et al. Eulerian simulation and validation using cooling slope
92 Materials Science and Technology 2013 VOL 29 NO 1
Copyright © 2022 FDOKUMEN