és Gumiipari Évkönyv XI. évfolyam – 2013 Yearbook of Plastic
172
www.bb-press.hu [email protected] -PRESS KIADVÁNYOK Műanyag- és Gumiipari Évkönyv XI. évfolyam – 2013 Yearbook of Plastic- and Rubber Industry 2013 Hungary Mûanyaghulladék átvétel és regranulátum gyártás www.everplastzrt.hu PA 6, PA 6.6 DURETHAN ® , PBT POCAN ® CR, NBR, EP[D]M, HNBR, EVM, FKM SZÍNEZÉKEK, LÁGYÍTÓK, ÉGÉSGÁTLÓK www.lanxess.com
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of és Gumiipari Évkönyv XI. évfolyam – 2013 Yearbook of Plastic

www.bb-press.hu
-PRESS
K I A D V Á N Y O K
Műanyag- és Gumiipari ÉvkönyvXI. évfolyam – 2013
Yearbook of Plastic- and Rubber Industry 2013 Hungary
Mûanyaghulladék átvétel és regranulátum gyártás
www.everplastzrt.hu
PA 6, PA 6.6 DURETHAN®, PBT POCAN® CR, NBR, EP[D]M, HNBR, EVM, FKMSZÍNEZÉKEK, LÁGYÍTÓK, ÉGÉSGÁTLÓKwww.lanxess.com

Ember és gép összhangban van.
IPAR NAPJAI – ahol ember és gép találkozik.2013-ban újra megnyitja kapuit Magyarország legnagyobb ipari rendezvénye, az IPAR NAPJAI kiállítás-csokor a HUNGEXPO Budapesti Vásárközpontban.
Az IPAR NAPJAI MACH-TECH - Nemzetközi gépgyártás-technológiai és hegesztéstechnikai szak-
kiállítás,
szerszámgép- és szer-számgyártás, a szereléstechnika, a robotipar, a felületkezelés, a karbantartás, a méréstechnika beszállítóipar
ipari környezetvédelem, ipari biztonságtech-nika munkavédelem
Nemzetközi ipari automatizálási szakkiállítás ipari elektronika, elektrotechnika, ipari IT automatizálás
A két szakkiállítás együttes megrendezése a kiállítói és látogatói célcsoportok között fennálló szinergia eredményeként hatékony eszközt, komplex megoldá-sokat biztosít az üzleti sikerek eléréséhez.
www.mach-tech.hu, www.industriautomation.hu

Kedves Olvasók!Immár tizenegyedik alkalommal jelenik meg a Műanyag és Gumiipari Évkönyv. Abban a meggyőződésben írom a kiadvány ajánló és bevezető sorait, hogy egy egyre
értékesebb hagyomány újabb állomásának lehetünk részesei.
Az Évkönyv eddig megjelent számaival is bizonyította, hogy mind a műanyag- és gu-miipar területén dolgozó szakembereknek, mind a felhasználói terület alkalmazói számá-ra is hasznos információkat közreadó kiadvány.
Lapunk szerkezete nem változott és célkitűzésünknek megfelelően lehetőséget ad az iparágak helyzetének ismertetésére, továbbá a vállalkozások, a szakmai szövetségek, oktatási és kutatási intézmények, illetve az ott dolgozó fi atal szakemberek tevékenysé-gének bemutatására.
Az állandó változások életünk, mindennapjaink részéve váltak, a verseny minden terü-leten egyre jobban felgyorsult.
Ilyen körülmények között fennmaradni és növekedni csak azok képesek, akik proaktí-van működnek, időben átlátják a tudományos és gazdasági trendeket, egyúttal megfelelve környezetük kihívásainak.
A műanyagok a XXI.század modern társadalmának anyagai, különleges tulajdonsága-ikban rejtőzködő értékeik - a különböző alkalmazási helyeken és körülmények közötti igényeknek megfelelve – csak mostanában teljesednek ki.
A műanyag- és gumiipar világában a fejlesztés a mindennapok kihívására ad választ, az innováció központjában a hasznosság áll. A mindennapi élet követelményeihez iga-zodva az új anyagoknak, így a kompozitoknak, blendeknek, polimer ötvözeteknek, nanokompozitoknak az alkalmazási területre történő kifejlesztésével és előállításával je-lentős mértékben vállalnak részt a mindennapi élet, így az autó-, csomagoló-, építőipar ill. tömítéstechnika újszerű feladatainak megoldásában.
Az anyagmérnöki tudományok fejlődésével a két iparág, más alkalmazási területek tudományos interdiszciplináris közeledésével és megoldásaival együtt lehetővé tették pl. az emberi szervezetbe beültethető biokompatibilis termékek vagy a legkülönlegesebb körülmények között is alkalmazható nanokompozitok előállítását és alkalmazását.
A mindennapi élet elvárásainak megfelelve, ezek a felismerések a fenntartható fejlődés biztosításához is komoly gyakorlati eredményeket értek el a szabályozott élettartamú, ter-mészetes polimereket tartalmazó, biológiailag könnyebben lebontható rendszerek, vagy a növényi eredetű töltőanyagokat tartalmazó , WPC típusú termékek előállítása területén is.
A kiadványban megjelenő cikkek jó keresztmetszetét adják az új anyagok előállításá-nak, a feleslegessé vált termékek egyre bonyolultabb megoldásokat igénylő újra hasz-nosítása területeinek, egyidejűleg bemutatva a különböző vállalkozások és a polimerek anyagtudományát kutató intézetek szakembereinek együttműködését.
Az Évkönyv segítséget ad a döntően kis- és középvállalkozásként működő cégeknek, hogy a felhasználói igényeknek megfelelő , optimális tulajdonságú és árú termékükhöz megtalálják a legmegfelelőbb anyagot és annak beszállítóját, az előállítási technológiát.
Szándékaink szerint, kiadványunk remélhetőleg elősegíti a jövőbeni szakmai és üz-leti aktivitások alapját képező új személyes kapcsolatok kialakítását vagy a meglévők elmélyítését.
Ezen gondolatok jegyében ajánlom a Tisztelt Olvasók fi gyelmébe ezt a tanulmányokat, cikkeket és címlistákat is tartalmazó Évkönyvet, amelyet egész év folyamán haszonnal és eredménnyel forgathat minden érdeklődő.
Dr. Tóth András tanácsadó
Műanyag- és Gumiipari Évkönyv
2013
Szerkesztő: Bagi István
Szaktanácsadók:Borosné dr. Ivicz Mária,
Dr. Tóth András
Kiadó:BB-PRESS Kft.
1055 Budapest
Nyugati tér 8.
Tel.: 271-00-81
Fax: 271-00-82
E-mail: [email protected]
Web: www.bb-press.hu
Nyomdai előkészítés: Závori Márta
E-mail:
Nyomdai munkálatok:PAUKER Nyomdaipari
Kft.
1047 Budapest
Baross u. 11-15.
Felelős vezető: Vértes Gábor
ISSN szám: 1589-6269
A kiadványban közölt hirdetések és PR-cikkek
tartalmáért a Kiadó felelősséget nem vállal.

2 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
3 P Klaszter ..............................................................................................97
Addtech Kft. ..........................................................................112, 152, 166
AGROFOL Magyarország Kft. .............................................................97
ALBUPLAST Műanyagfelgolgozó ZRt. ...............................................97
Amis Maschinen Vertrieb GmbH ..................................................18, 142
Arábikum-2004 Kft. ..............................................................112, 152, 166
Arburg Hungária Kft. ....................................................................17, 142
Azelis Hungary Kft. ..............................................................112, 152, 166
B&S Elastic Gumi és Műanyagipari Kft. .....................17, 121, 142, 152
BARANYA Gumi Bt. ............................................................112, 152, 166
BASF Poliuretán Hungária Kft. ..............................................17, 97, 142
Bay Zoltán Nonprofi t Kft. ......................................................................97
BAYER Hungaria Kft. ............................................................................97
Bergvillmed Kft. ..............................................................................49, 142
Béta-Roll Hengergumizó Zrt. ..............................................112, 152, 166
Biesterfeld Speciális Kemikáliák Magyarország Kft. ..................................................................49, 121, 142
BIOPACKPRO Kft. ................................................................................97
BMGE Gépészmérnöki Kar Polimertechn. Tsz .............................87, 97
BorsodChem Zrt. ..................................................................................142
Brenntag Hungária Kft. ........................................................B1, 142, 152
Bridgestone ....................................................................118, 119, 120, 121
Brozsek Pál ............................................................................114, 152, 168
Büchler GesmbH .............................................................................50, 142
C.S.O. Ker. és Gumifeldolgozó Kft. .....................................112, 152, 166
Cansar Kft. ............................................................................112, 152, 166
Capribelt Kft. ........................................................................112, 152, 166
Carbon Black Kft. .........................................................112, 122, 152, 166
Cavity Eye Hungary Kft. ................................................................50, 142
Charmol Hungary Kft. .........................................................112, 152, 166
Columbian Tiszai Koromgyártó Kft. ...................................125, 154, B3
ContiTech Rubber Industrial Kft. .......................................112, 154, 162
Dr. Boy GmbH & Co. KG ....................................................................142
Dr. Falussy Mérnöki Iroda ..................................................................142
DUNASTYR Zrt....................................................................................142
Dunavibro Műszaki Diagnosztikai és Karbantartó Kft. ...............................................................112, 154, 166
Dynisco Europe GmbH. képviselete: BERGVILLMED KFT. ...................................................144
Elastomeri-Polimeri Kft. ......................................................112, 154, 166
Erdős Péter dr. .......................................................................114, 154, 168
EVERPLAST ZRT. .....................................................B1, 54, 55, 97, 144
Észak-magyarországi Műanyagipari Klaszter .....................................97
Famü Kft ..................................................................................................97
FE-GROUP INVEST ZRt. ....................................................................97
FlexIB Mérnöki és Marketing Iroda KFT. .........................112, 154, 166
Földvár Rubber Gumiipari Kft. ..........................................112, 154, 166
Freudenberg Simmerringe Kft. ...........................................112, 154, 166
GRABOPLAST Padlógyártó Kft. .........................................................97
Graneco-Trade Kft. ...............................................................................154
Granufl ex Kft. .......................................................................112, 154, 166
GREINER Packaging Kft. ....................................................................97
Gumi-Metál-Plasztik Bt. .......................................................112, 154, 166
Gumiplast Kft. .......................................................................112, 154, 166
Gumiring Bt. ..........................................................................112, 156, 166
H.C.L. Innovációs és Kereskedelmi Kft. ...............................................97
Hitze Bt. ...........................................................................................33, 144
HOLOFON ZRt ......................................................................................98
HSH-CHEMIE Kft. ........................................................98, 113, 156, 167
Huber Kft. ..............................................................................113, 156, 167
Hungexpo Zrt. .................................................................................B2, 64
Hübner-H Gumi és Műanyagipari Kft. ...............................113, 156, 167
HungaroJet Ipari és Szolgáltató Kft....................................113, 156, 167
ILPEA PROFEXT Kft. .........................................................................144
INNO-COMP Kft. ...................................................................................98
Inpiro Kft. ........................................................................................49, 144
Jakab József Műanyagipari Mérnökiroda Kft. ............................56, 144
Jász-Plasztik Kft. .....................................................................................98
Jupiter-Reál Kft. ...................................................................113, 156, 167
K&K95 Kft. ...........................................................................113, 156, 167
Kalle Hungária Kft. ................................................................................98
KALOPLASZTIK Műanyag és Gumiipari Kft. ............................................ 33, 111, 113, 144, 156, 167
KAPOSPLAST Kft. ................................................................................98
KARL KLEIN Ventilatorenbau GmbH. képviselete: BERGVILLMED KFT. ........................................................................................................144
KARSAI Holding Zrt. ............................................................................98
KAYS Kft. ................................................................................................98
Kecskeméti Főiskola GAMF Kar, Műanyag- és Gumitechnológiai Szakcsoport .....................114, 164, 168
Kecskeméti Gumiipari Kft. ..................................................113, 156, 167
Kézsmárki Kft. ......................................................................113, 156, 167
Kislángi Gumiipari Kft.........................................................113, 158, 167
Kistler s.r.o. Magyarországi képviselet .........................................19, 144
Knirsch Györgyné .................................................................114, 158, 168
Kollár Ferenc .........................................................................................156
Kovács és Társa Kft. .............................................................113, 158, 167
Lanxess Central Eastern Europe s.r.o. Magyarországi Fióktelepe ........................................33, 98, 109, 144, 158
Lédem 2000 Kft. ....................................................................113, 158, 167
LEGO Manufacturing Kft. ....................................................................98
Ma-Gumi Kft. ........................................................................113, 158, 167
Magyar Gumi Újrahasznosító Kft. ......................................................158
MAM HUNGÁRIA KFT. .......................................................................98
Material Vegyipari Szövetkezet ...........................................................158
A kiadványban szereplő cégek

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 3
MBT Polymers Hungary Kft. ........................................................33, 144
MEP-90 Kft. ...........................................................................113, 158, 167
Messer Hungarogáz Kft. .......................................................113, 158, 167
Metál Modul Kft. .................................................................113, 160, 167
METISOL Építőelem-gyártó és Szigetelő Kft. .....................................98
MINIMOLD ............................................................................................98
MOSONPLAST Kft. ...............................................................................98
MTF Technik Hardy Schürfeld GmbH & Co.KG képviselete: Storker Kft. ......................144
MÜKI LABOR Műanyag Vizsgáló és Fejlesztő Kft. ...........................98
Nemzeti Külgazdasági Hivatal ...............................................................53
Nordmann, Rassmann Hungária Kft. .................................113, 160, 167
NOVAPAX Kunststofftechnik Steiner GmbH & Co.KG képviselete: BERGVILLMED KFT. ..................................144
NOVOPLAST HUNGÁRIA Kft. ...........................................................98
Nyíregyházi Főiskola Műszaki és Mezőgazdasági Főiskolai Kar, Közlekedésmérnöki és Infotechnológia Tanszék ...................................................................................114, 164, 168
OBO Bettermann Kft. ............................................................................98
OHÜ Orsz.Hullgazd.Ügyn.Nonprofi t Kft. ......................................27, 98
ÖKO - ROLLÓ Kft. ................................................................................98
ONGROPACK Műanyag Fóliagyártó Kft. ...................................98, 146
Optilog Környezetvédelmi Tanácsadó Kft. .................................113, 167
PACCOR Hungary Zrt. ..........................................................................98
Pálffy András .................................................................................114, 160
PALLMANN Maschinenfabrik GmbH. képviselete: Storker Kft. .......................................................................146
Palotás-Mix Kft. ....................................................................113, 160, 167
Pannon Egyetem Ásványolaj- és Széntechnológiai Tanszék .................................................114, 164, 168
PEMÜ Műanyagipari ZRt. ....................................................................99
PEVA Ipari és Kereskedelmi Kft. ..........................................................99
Phoenix Légrugó Technológia Kft. ......................................113, 160, 167
Polimertechnika Tanszék........................................................................87
PolyOne Magyarország Kft............................................................51, 146
Prim Plast Kft. .................................................................................62, 146
Primet Kft. .............................................................................................146
Pro Form Kft. ........................................................................................146
QUALCHEM Zrt. .....................................................................16, 99, 146
REGLOPLAS AG. képviselete: Storker Kft. ...............................95, 146
ReMat Hulladékhasznosító Zrt. ............................................................99
Resinex Hungária Kft. ..............................................................23, 99, 146
Revideal Kft. ............................................................................................99
Rhodia Hungária Kft. ..........................................................113, 160, 167
Rubber Profi le Industrial Technology Kft. .........................................160
Rubber-Consult Kft. .............................................................113, 160, 167
RubberCube Kft....................................................................113, 160, 167
SABIC Hungary Kft. ..............................................................................99
Samay Géza dr. ......................................................................114, 162, 168
Senselektro Kft. .......................................................................................55
Sofl ex Kft................................................................................................162
Solvay Kémia Kft. ...........................................................................99, 146
Sólyom és Fia Martfűi Gumiipari KFT...............................114, 162, 168
STAR AUTOMATION EUROPE S.p.A.
képviselete: BERGVILLMED KFT. ...................................................146
Star*Plus Műanyagipari Kft. .................................................................99
STORK Plastics Machinery B.V. képviselete: Storker Kft. ..............148
Storker Kft. ..........................................................................22, 95, 99, 146
Studion Bt. .....................................................................................114, 168
SUBTER PLUS s.r.o. ............................................................................162
Szemes Tömítéstechnikai Kft. ..............................................114, 162, 168
Szkaliczki és Társai Műanyagfeldolgozó Kft........................................99
SZÓRÁDI ÉS TÁRSAI Kft. .................................................................148
Szvogép Kft. ...........................................................................................148
T-Burg Kft. ....................................................................................114, 162
T-Plasztik Kft. ........................................................................114, 164, 168
Taurus Techno Gumi Kft. .....................................................114, 162, 168
Techcon Környezetvédelmi és Energetikai Szolgáltató Kft. .....114, 168
Techpol Kft. ...........................................................................................162
Thege Plastic Kft. .....................................................................B1, 20, 148
Tímár Gumi Kft. ...................................................................114, 162, 168
Tisza Automotive Kft. ........................................................................... 97
Tiszai Vegyi Kombinát Nyrt. ....................................................96, 99, 125
Tool-Temp Hungária Kft. .........................................................23, 52, 148
Trade-Chem Kft. .....................................................................99, 148, 164
Tredegar Film Products Kft. ..........................................................52, 148
Trelleborg Tömítési Megoldások Kft. ...........................................26, 148
UFM Habanyaggyártó Bt. ......................................................................99
Ultrapolymers Kft. ....................................................................26, 99, 148
UMUNDUM Kft. .....................................................................................99
Unique 2 Trade Kft. ........................................................................26, 148
Variachem Kft. ......................................................................114, 164, 168
Varinex Zrt. ...........................................................................................148
VEAN Produkció Kft. .............................................................................99
VIDEOTON Elektro-PLAST Kft. .........................................................99
Villamos-szigetelő és Műanyag Kft. ......................................................99
VMC Bt. .................................................................................114, 164, 168
VÖRSAS Kft...........................................................................................99
WEIMA Maschinenbau GmbH. képviselete: Storker Kft. ...............148
Werner Koch Maschinentechnik GmbH. képviselete: Storker Kft. 148
Z-Form Szerszámgyártó Kft. .......................................114, 122, 164, 168
Zorge Hungary Kft. ..............................................................114, 164, 168

4 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
TARTALOMMagyarország műanyagipara 2011-ben ..............6
Szakács H., Miskolczi N.Bioműanyagok, biológiailag lebomló műanyagok ..........................................12
Konkoly- Thege MátéChenHsong műanyag fröccsöntőgépek az autóiparban ........................................................20
Bemutatkozik a TOOL-TEMP AG. Európa vezető szerszámtemperáló gyártója ..................24
Dr. Wégner Krisztina Egy hatékonyabb hulladékgazdálkodás felé .....27
Suplicz András, Szabó Ferenc, Kovács József GáborAnyagvizsgálati módszerek fejlesztése fröccsöntési alkalmazáshoz ...............................34
Coolpure 1.0 – a jövő hűtője .............................42
Bocz Katalin, László Zsófi a, Dr. Bárány Tamás, Dr. Víg András, Dr. Marosi GyörgyÉgésgátolt önerősített kompozitok fejlesztése ......................................43
Műanyag alkatrészek utólagos festésének kiváltása ............................................................51
Keressen hulladékával az Everplast Zrt-vel! ....54
Jakab JózsefTöbbkomponensű fröccsöntés ..........................56
Komposztbarát organikus szemeteszsák a BASF-től ..................................63
Szarka Györgyi, Iván Béla Új PVC reciklálási lehetőség enyhe termooxidatív kezeléssel ...................................65
Horváth Zsuzsanna, Menyhárd Alfréd, Varga József, Pukánszky BélaA molekula szerkezet és a gócképzés hatása a homo- és random polipropilén minták optikai tulajdonságára ...................................................68
Dr. Marossy Kálmán A PVC újrahasznosítása ....................................78
Garas Sándor Fa-műanyag kompozitok (WPC; Wood Plastic Composite) ......................81
Szűcs András, Belina Károly
Fröccsöntési folyamat elemzése Cavity Eye
belsőnyomás-mérő rendszerrel .........................88
Tovább diverzifi kálja tevékenységét a MOL-
csoport
Butadién üzem épül Tiszaújvárosban ................96
Dr. Varga Csilla, Dr. Bartha László
Kapcsoló ágensek alkalmazásának és
szerkezetének szerepe szálerősítésű
kompozitokban és polimer blendekben ..........100
Morenth Péter
A magyar gumiabroncs szövetség (HTA) ....... 110
A Pirelli P Zero abronccsal szereli
az új Lamborghini Aventador
LP 700-4 sportkocsit ....................................... 115
Fél évszázada jelenik meg
a Műanyag és Gumi c. szakfolyóirat ............... 117
A korszerű Bridgestone TPMS ....................... 118
2012. október 1-jétől kapható Bridgestone
abroncs a legmagasabb, „A/A” EU abroncscímke
minősítéssel ..................................................... 119
A Bridgestone bevezeti a BATTLAX SPORT
TOURING T30 motorabroncsot ....................120
Csillogó padló akár tisztítószerek nélkül is ....121
Újra kerek asztal mellé ültek a gumisok! ........123
Új keverőüzem kezdte meg működését
Nyíregyházán ..................................................124
Partnereit kiemelten fontosnak tartja a
Continental a növekedésben ...........................126
Hankook Tire – A prémium márka: folyamatos
fejlődés, felelős vállalati magatartás ...............129
Borbás István
A gumiabroncs elmúlt 60 éve .........................131
Beszerzési forrás táblázatok ............................137

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 5
CONTENTSHungary’s plastic industry in 2011 .....................6
H. Szakács, N. MiskolcziOrganic plastics, biodegradable plastics ..........12
Máté Konkoly- Thege ChenHsong plastic injection moulding machines in the car industry .............................................12
TOOL-TEMP AG introduces itself Europe’s leading mould tempering manufacturer ...........24
Dr. Krisztina Wégner Towards more effi cient waste management .....27
András Suplicz, Ferenc Szabó, József Gábor Kovács Development of materials testing methods for injection moulding applications ......................................................34
Coolpure 1.0 – the cooler of the future ............42
Katalin Bocz, Zsófi a László, Dr. Tamás Bárány, Dr. András Víg, Dr. György Marosi Development of fi re-retardant self-strengthened composites ........................................................43
Replacement of subsequent painting of plastic parts ..................................................................51
Earn money with your waste through the Everplast Zrt! ....................................................54
József JakabMulticomponent injection moulding ................56
Compost friendly organic garbage bag from BASF.................................................................63
Györgyi Szarka, Béla Iván New perspective for PVC recycling with gentle thermo-oxidative treatment ..............................65
Zsuzsanna Horváth, Alfréd Menyhárd, József Varga, Béla Pukánszky Effect of molecule structure and nucleus formation on the optical characteristics of homo- and random polypropylene samples .................68
Dr. Kálmán Marossy PVC recycling ..................................................78
Sándor Garas Wood Plastic Composites (WPC; Wood Plastic Composite) ......................81
András Szűcs, Károly Belina
Analysis of injection moulding process with
Cavity Eye cavity pressure gauge system ........88
Further diversifi cation of MOL Group activity
Butadiene plant is being built in Tiszaújváros ..96
Dr. Csilla Varga, Dr. László Bartha
Role of Application and Structure of coupling
Agents in reinforced-fi bre composites and
Polymer Blends ............................................1400
Péter Morenth
The Hungaryen type Association (HTA) ........ 110
Pirelli will assemble new Lamborghini Aventador
LP 700-4 Sports Car with P Zero type ............ 115
The technical journal Plastic and Rubber has
been being published for a half century ......... 117
Modern Bridgestone TPMS .............................. 118
Bridgestone tyre having the highest
EU tyre label „A/A” will be available from
1 October 2012 ............................................... 119
Bridgestone will introduce motor tyre
BATTLAX SPORT TOURING T30 ..............120
Shining fl oor even without detergents ...........121
3rd round table meeting of Hungarian rubber
manufacturers ..................................................123
New plant for rubber compounds has
opened in Nyíregyháza ...................................124
Continental considers its partners especially
important for its growth ..................................126
Hankook Tyre – The premium brand:
Continuous development, responsible corporate
behaviour ........................................................129
István Borbás
The past 60 years of pneumatic tyre ..............131
Tables of purchasing sources ..........................137

6 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
AlapanyagokMagyarország műanyag alapanyag termelése, im-portja, exportja és az ezekből számított látszólagos műanyag-felhasználása a főbb polimer típusok és összességében az alábbiak szerint alakult.
Műanyag alapanyagok termelése 2006 és 2011 között (kt)
Műanyag 2006 2007 2008 2009 2010 2011 11/10 %11/06 %
Polietilén 460,2 501 449,5 460,6 483,2 454,1 94,0% 98,7
Polipropilén 279,1 278,9 283,5 275,7 268,4 278,9 103,9% 99,9
PVC 311,8 356,3 314,1 206,4 235,6 262,7 111,5% 84,3
Polisztirol 107,0 103,3 96,6 93,1 106,0 124,8 117,7% 116,6
össz. 1147,6 1158,1 1239,5 1143,7 1035,8 1120,5 108,2% 97,6
Egyéb 199,4 267,9 356,5 290,3 255,2 299,6 117,4% 150,3
Mind összesen 1426 1596 1434 1291 1377 1420 103,1% 99,6
2011. évben az előző évhez viszonyítva 3,1 %-kal növekedett az alapanyag termelés. A poliolefi neknél a polietilének termelése mintegy 6 %-kal csökkent az előző évi értékekhez képest, a PP, 3,9 %-kal növekedett, de még kis mértékben elmaradt a 2008-as rekordtermeléstől. A PVC elő-állítás jelentős mértékben, 11,5 %-kal tovább erő-södött, hasonlóan a PS- ok termelése is erőtelje-sen tovább bővült, mintegy ≈18 %-kal. A növeke-dés megmutatkozott a poliuretánok alapanyagául szolgáló egyik izocianát típusnál is. Ez utóbbiak-nál az MDI – ből – 6,4 %-kal kevesebbet, míg a TDI -ből, + 26,2 %-kal többet állítottak elő.A PP termelés az utóbbi öt év viszonylatában fo-kozatosan visszaesett, de 2011-ben kissé megin-dult, a PVC termelés súlyosan visszaesett, most
mintha megint kezdene magára találni, valamint az izocianátok előállítása is visszakapaszkodni lát-szik. A PS anyagcsaládnál szinte folyamatos visz-szaesés mutatkozott, de az elmúlt évek itt is javu-lást hoztak. A műanyag alapanyagok hazai termelésének szer-kezete és típusválasztéka eltér az igényektől. Nem gyártunk pl. pasztázható PVC-t, és műszaki mű-anyagokat sem állítunk elő. Az import mennyi-sége 2011-ben az előző évihez viszonyítva + 8,6 %-kal növekedett, s ezzel 679,0 tonnát értünk el. A következő táblázatból láthatóan a műszaki mű-anyagok importja növekedett nagyobb mértékben.
Műanyagok importja 2006-2011 között (kt)
Műanyag 2006 2007 2008 2009 2010 2011 11/10 %
Polietilén 116,8 103,6 101,4 107,5 113,1 114,4 101,1
Polipropilén 82,2 86,3 84,4 88,8 87,2 83,6 95,9
PVC 56,9 42,4 39,4 41,0 37,4 43,3 115,8
Polisztirol 71,5 64,2 57,5 55,9 36,5 37,3 102,2
PET 45,5 35,4* 41,3 54,1 61,1 63,7 104,3
összesen. 372,9 331,9 324 347,3 335,3 342,3 102,1
egyéb 208,1 231,9 254,3 258,9 289,9 336,7 116,1
Mind összesen 581,0 563,8 578,3 606,2 625,2 679,0 108,6
* valószínűleg téves adatszolgáltatás a KSH részéről
Az összes polietilén import 1,1 %-kal növekedett, 114,4 ezer tonnát tett ki. A polipropilén behozata-la tovább csökkent, 4,1 %-kal 83,6 ezer tonnára. A PVC importja erőteljesen növekedett 15,8 %-kal
In the following we will inform you about year 2011 results of production, foreign trade turnover, use and processing of plastics and foreign trade turnover of product manufactured from plastics and compare them with the data observed in the same period of previous year.
Az alábbiakban tájékoztatást adunk a mûanyagok termelésének, külkereskedelmi forgalmá-nak és felhasználásának, feldolgozásának, illetve a mûanyagokból elôállított termékek kül-kereskedelmi forgalmának 2011. évi eredményeirôl, és összehasonlítjuk azokat az elmúlt év azonos idôszakában megfi gyeltekkel.
Magyarország mûanyagipara 2011-ben

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 7
több, 43,3 ezer tonnára növekedett. A lágy PVC granulátum behozatala 10,6 ezer tonna volt, 6,2 ezer t-val több, mint 2010-ben volt. Az összes po-lisztirol importja kissé növekedett a 2010-hez ké-pest, csak a habosíthatóé volt nagyobb, 17,7 ezer tonnáról 19,4 ezer tonnára növekedett, míg a nor-mál és ütésállóé 18,8 ezer tonnáról 17,9 ezer ton-nára zsugorodott. Összesen 37,3 ezer tonna polisz-tirolt vásároltunk külföldről, mintegy 2 %-kal töb-bet, mint egy évvel korábban. Az alapanyagok exportja gyakorlatilag a terme-léssel arányosan változott, növekedés a polipropi-lénnél, a PVC-nél és a polisztiroloknál volt.
Műanyagok exportja 2006-2011 között (kt)Műanyag 2006 2007 2008 2009 2010 2011 11/10 %
Polietilén 386,9 432 392,6 425,4 443,1 412,5 93,1
Polipropilén 203,2 204,3 211 216,1 211,1 213,3 101,0
PVC 263,6 303 266,5 170,7 214,9 235,2 109,4
Polisztirol 95,6 85,1 79 82,2 92,7 108,2 116,7
összesen 949,3 1024,4 949,1 894,4 961,8 969,2 107,5
egyéb 232,4 273,4 300,9 297,2 324,6 434,9 134,0
Mind összesen 1181,7 1297,8 1250 1191,6 1286,4 1404,1 109,1
A műanyag alapanyagok exportjának mennyisége az előző évihez viszonyítva 2011-ben + 9,1 %- kal 1404,1 ezer tonnára növekedett.A polietilén kivitele - 6,9 %-kal 412,5 ezer tonnára csökkent, a polipropilénnél kismértékű, 1,0 %-os növekedés volt tapasztalható, 213,3 ezer ton-nát tett ki, a PVC-é nagymértékben, + 9,4 %-kal 235,2 ezer tonnára növekedett.A polisztirolok exportja +16,7 %-kal 108,2 ezer tonnára növekedett, ezen belül az ütésálló típuso-ké + 20 %-kal, 63,7 ezer tonnára, a habosítható tí-pusé 12,4%-kal 44,5 ezer tonnára nőtt.Az egyéb kategóriában az izocianátok, illetve a PUR alapanyagok exportértékesítése +9,1 %-kal, 199,8 ezer tonnáról 218,0 ezer tonnára bővült 2011-ben. 2006 óta az alapanyag termelés jelentős hányadát, 80 és 99 % közötti mennyiségét exportáljuk, az alábbiak szerint:
2006 2007 2008 2009 2010 2011
82,4% 81,3% 87,2% 92,3% 93,4% 98,9%
A látszólagos műanyag-felhasználás 2011-ben - 2,9 %-kal, 715,8 ezer tonnáról 694,9 ezer tonnára csökkent. A látszólagos műanyag-felhasználás az alábbiak szerint alakult a statisztikák szerint az el-múlt 6 évben:
Látszólagos műanyag-felhasználás 2006-2011 között (kt)Műanyag 2006 2007 2008 2009 2010 2011 11/10 %
Polietilén 190,1 172,6 158,3 142,5 153,2 156,0 101,8%
Polipropilén 158,1 160,9 156,9 148,4 144,5 149,2 103,3%
PVC 105,1 95,7 87 76,7 63,3 70,8 111,8%
Polisztirol 82,9 82,4 75,1 66,8 49,8 53,9 108,2%
összesen 536,2 511,6 477,3 434,4 410,8 429,9 104,6%
egyéb 284,3 317,8 303,4 271,2 305,0 265,0 86,9%
Mind összesen 820,5 829,4 780,7 705,6 715,8 694,9 97,1%
Az import alapanyag felhasználás részaránya 2011-ben 10,2 %-kal magasabb volt, mint 2010-ben. A legmagasabb - a bemutatott időszakban - a 2011-es érték volt, részleteiben az alábbiak sze-rint alakult:
2006 2007 2008 2009 2010 2011
69,8% 70,3% 73,8% 86,0% 87,3% 97,7%
A statisztikai adatok vegyesen a kereskedelmi és a műszaki műanyagoknál is mutatnak felhasználási növekedést és csökkenést egyaránt. A poliuretán alapanyagok felhasználása viszont nem kis mér-tékben csökkent, a 2010-es 19,2 kt-ról 13,0 kt-ra. A többi alapanyagnál kisebb-nagyobb csökkenés volt tapasztalható 2011-ben.
Műanyag-feldolgozás Magyarországon 2011-benA műanyag-feldolgozás gazdasági környezeteA műanyagipar és ezen belül elsősorban a mű-anyag-feldolgozóipar tipikus háttéripar. Növeke-dése és lehetőségei szoros összefüggésben van-nak a gazdasági környezettel. A kibocsátott ter-mékek nagy része nem önálló termékként jele-nik meg a mindennapi életben, hanem mint alkat-részek, részegységek. Szerepe és helye az ipar és ezen belül a vegyipar egészében az alábbi táblázat szerint alakult:

8 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Műanyagipar helye az iparban termelési érték alapján(Mrd Ft folyóáron)
2001 2007 2008 2009 2010 2011 11/01 %11/10 %
Ipar 12541 20624 20952 17983 21448 22647 181 106
Vegyipar 1767 3375 3814 3112 3900 4654 263 119
Műanyagipar 561 1182 1225 954 1186 1335 238 113
Alapanyag 240 607 572 432 579 686 286 118
Feldolgozás 321 575 653 522 607 649 202 107
Műanyagipar részesedése 4,47% 5,73% 5,85% 5,31% 5,53% 5,89%
Forrás: KSH
Fenti táblázat jól tükrözi, hogy az általános vál-ságból a vegyipar is, s azon belül háttériparként a műanyagipar is alaposan kivette a részét, de már mutatkoznak a kilábalás jelei, egyre nő a mű-anyagipar részesedése az egész iparon belül.A bemutatott évek adatai alapján, a műanyag-ipar értékben kifejezett növekedésének mértéke 2011-ben meghaladta az ipar egészének növeke-dését 2010-hez viszonyítva, viszont elmaradt 6 %-kal a vegyipari árbevétel növekedése mögött. 2001-hez képest viszont még mindig tükröződ-nek a műanyagalapanyag-gyártásba befektetett tőkemennyiség, jelentős új kapacitásokkal bőví-tett gyártósorok hatásai. 2011-ben a műanyagipa-ron belül a műanyag alapanyagipar növekedése 11 %-kal nagyobb volt, mint a műanyag-feldol-gozóiparé.2001 volt az első olyan év, amikor a műanyag-fel-dolgozás értékben meghaladta a műanyag-alap-anyaggyártást, 2004-ben a különbözet 70 Mrd Ft volt a feldolgozás javára, 2005-ben az arány kismértékben visszafordult, az alapanyaggyártás árbevétele 5 Mrd Ft-tal meghaladta a feldolgo-zóipar árbevételét. 2006-ban a műanyag-feldol-gozóipar árbevétele 34 Mrd Ft-tal maradt el az alapanyag-gyártás árbevételétől, úgy maradt alul a versenyben, hogy a 2005 évi árbevételt 18%-kal haladta meg. 2007-ben 32 Mrd Ft-tal teljesí-tett jobban az alapanyag-gyártás, mint a feldolgo-
zás. 2008-ban majdnem hasonlóan alakult a kép, mint 2005-ben, csak ott a harmadik negyedév-ben bekövetkezett gazdasági válság hatására elő-állt általános fogyasztási csökkenés következmé-nyeként, erősen leült az alapanyaggyártás. Ez a folyamat sajnos 2009-ben tovább folytatódott, a nagyobb mértékű visszaesés ismét az alapanyag-gyártás területén volt tapasztalható. 2010-ben a folyamatok a javulás irányába indultak el, s jó-val közelebb került egymáshoz a feldolgozás és az alapanyaggyártás. 2011-ben a folyamat meg-fordult, s ismét az alapanyaggyártás kerekedett felül, jóval nagyobb mértékű növekedést mutat-va, mint a feldolgozó ágazat. Az árbevétel alakulásának fontos tényezője az alapanyag árak alakulása. 2011-ben az egyes ha-zai műanyagok árai eléggé egyöntetűen változ-tak, május-júniusig mindegyik emelkedett, a vi-lágpiaci tendenciáknak megfelelően. Az év má-sodik felében csökkenés után kisebb emelkedés, majd újabb csökkenés következett be az árakban.A hazai gyártású alapanyag árak, valamint az S-PVC csőanyag és a HDPE fröccsanyag Ny-E-i árainak alakulását szemlélteti a következő ábra:
A műanyagok feldolgozása és látszólagos fel-használása hosszabb távon – 1970 és 2011 között – a következő ábra szerint alakult. Jól látható, hogy az 1992 évi mélypont után a műanyagok-ból előállított termékek mennyisége folyamato-san növekedett, majd ez a folyamatos növekedés a 2008-as válság hatására megtört, majd 2009 és 2010-ben megindult a visszakapaszkodás. 2011-ben csak az elméleti feldolgozási szám csökkent, a gyakorlatban nagyobb tömegű termékkibocsá-tás történt, valószínűleg a magasabb arányú hul-ladék-feldolgozás miatt.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 9
A műanyag alapanyagok termelése és felhasz-nálásának alakulása Magyarországon 1970 és 2011 között
A látszólagos felhasználástól eltérően, a 2011-es feldolgozási felmérésünkben is növekedést ta-pasztaltunk, hasonlóan, mint 2010-ben, e mellett sajnos több cég visszaesett azon az 50 tonnás fel-dolgozási határon, amely cégek körében a felmé-réseinket végezzük. Sikerült néhány olyan vállal-kozást elérni, amelyek eddig nem adtak adatokat, többen viszont 2011-ben is elvéreztek a gazdasá-gi válság miatt. A jelenlegi munka alapját 327 cég által kitöltött adatlapok jelentik, ez ugyan kevesebb, mint a 2010-es évben, a fent vázolt okok miatt többen ab-bahagyták a munkát a válság miatt. A 2011-es év viszont egyes nagyobb nemzetközi cégeknél erő-teljes növekedést hozott, - különösen a csomago-lóanyagnál és az alkatrész gyártóknál-, másoknál viszont nagyobb visszaesés volt tapasztalható. Így a 2010-es évhez képest 3,6 %-os feldolgozási nö-vekedést tapasztaltunk, a látszólagos felhasználást mutató adatok ellenére. E mögött a hulladék-visz-szadolgozás növekedése állhat nagy valószínűség-gel.A műanyag-feldolgozás mennyiségének és az egy-mást követő évek láncindexének alakulását mutat-ja az alábbi ábra.
A cégek nagyság szerinti megoszlását és a feldol-gozott mennyiségben való részesedését mutatja az alábbi táblázat.
Műanyag-feldolgozó cégek nagyság szerinti megoszlása
Vállalatnagyság 2009 2010 2011
Gyártott termék évente
Cégek száma
Menny. (kt) % Cégek
számaMenny.
(kt) % Cégek száma
Menny. (kt) %
>10000 t 17 318,1 45,9 19 360,0 48,7 19 363,7 47,6
5000-10000 t 17 114,8 16,6 18 126,6 17,1 19 136,3 17,8
2000-5000 t 37 115,4 16,7 34 101,5 13,7 39 117,3 15,4
> 2000 t összesen 71 548,3 79,2 71 588,1 79,5 77 617,3 80,8
1000-2000 t 61 86,3 12,5 66 94,4 12,8 67 93,6 12,3
500-1000 t 33 25,3 3,7 36 27,5 3,7 33 24,1 3,2
> 500 t összesen 165 659,9 95,3 173 710,0 96,1 177 735,0 96,3
<500 t 173 32,4 4,7 158 28,9 3,9 150 28,9 3,7Adatszolgáltató
össz. 338 692,3 100 331 738,9 100 327 763,9 100
A következő felsorolás a 15 - mennyiség szerint – legnagyobb céget mutatja 2011-ben:
1 JÁSZ-PLASZTIK Kft.
2 PRYSMIAN MKM Magyar Kábel Művek Kft
3 TAGHLEEF INDUSTRIES Kft.
4 CSI Hungary Kft.
5 GRABOPLAST Padlógyártó Kft.
6 RESILUX Hungaria Kft
7 PACCOR HUNGARY ZRT.
8 ALPLA Műanyag Csomagolóipari Kft.
9 Electrolux Lehel Kft
10 ONGROPACK Kft.
11 PIPELife Műanyagipari Kft.
12 WAVIN Kft.
13 BERICAP Záródástechnikai Bt.
14 LEGO Manufacturing Kft
15 EUROFOAM Hungary Poliuretán Gyártó Kft.
A legnagyobb vállalatok listáját összehasonlítva az előző évivel, megállapítható, hogy az első öt helyen álló cégek között is már változás történt, az Electrolux helyett a CSI Hungary Kft. jutott előre, a többieknél kisebb nagyobb átrendeződések tör-téntek, a cégek sorrendje megváltozott.A hazai ipar koncentrációját jól mutatja, hogy a 19 legnagyobb cég a 2011-ben feldolgozott meny-nyiségnek közel a felét, 47,6 %-át képviseli, és a > 2000 t 77 cég már összesen mintegy 81 %-át. Is-

10 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
mereteink szerint az adatgyűjtésünkből csak ennél kisebb cégek maradtak ki.Érdekes megjegyezni, hogy 2011-ben a legna-gyobbak termelése – eltérően az előző évtől - át-lagnál kisebb mértékben növekedett, az első 15 cég által előállított műanyag termék mennyisége csak 1,6 %-kal volt több mint 2010-ben.
A műanyag-feldolgozás alakulása tevékenysé-gek szerintA hazai műanyag-feldolgozás alakulása ter-mékcsoportonkéntA hazai feldolgozott mennyiség összességében termékcsoportonként az alábbi táblázat szerint alakult a 2006 és 2011 közötti években.
Termékek 2006 2007 2008 2009 2010 2011
Fólia 160 163 186 147 152 156
Fröccstermék 148 176 185 190 210 209
Cső 55 57 51 39 36 40
Üreges test 59 68 67 75 78 80
Hab 63 74 81 84 95 91
Kábel/huzal 33 38 38 29 32 47
Lemez 42 42 35 31 31 33
Profi l 17 21 20 17 15 14
Padló 30 32 36 25 24 20
Egyéb 85 64 64 55 66 72
Mindösszesen 690 735 763 692 739 762
Forrás: MMSZ
A műanyag-feldolgozás egészének növekedé-se – tonnában - saját felmérésünk szerint, 2006 és 2011 között + 10,4 % volt. A 2011. évi feldolgo-zás - a saját gyűjtésünkben több mint 3 %-kal na-gyobb volt az egy évvel korábbinál, visszaesett a 2008. évről szóló gyűjtésünk szintjére, amikor 763 kt volt az eredmény. Részletesen vizsgálva a 2011. évi statisztikai szá-mokat néhány fontosabb tényező: • A fóliagyártás a teljes időszakban a műanyag-feldolgozás hol első, hol második legnagyobb vo-lument jelentő területe. Most az utóbbi három év-ben a második helyre került. A mennyiségi növe-kedés + 2,6 %-os volt 2010-hez viszonyítva. A fó-liák részaránya viszont ugyanakkora, mint 2010-
ben, 20, 5 %-os, míg 2007-ben 22,2 %-os, 2008-ban 24,4%, 2009-ben 21,2 %- os volt, a csökkenő tendencia nem fordult meg.Ugyanakkor joggal feltételezhető, hogy csökkent a fő terméktípusok vastagsága, az azonos tömegű fólia mennyisége, pl. lényegesen nagyobb meny-nyiségű termék csomagolására alkalmas. A cikk-csoportban meghatározó a BOPP fólia gyártás 2004-ben megvalósult beruházás eredményekép-pen létrejött jelentős növekedése, nagymértékben csökkent 2009-ben az egészségügyi fóliák meny-nyisége, a többi fólia típust inkább a szinten mara-dás jellemezte.• Az elmúlt időszakban az egyik legdinamiku-sabban bővülő szakterület a fröccstermékek gyár-tása, elsősorban a nagy értékű műszaki cikkek, al-katrészek gyártása volt. A 2006 évi visszaesés mö-gött a háztartási műanyag cikkek termelésének visszaesése áll, 2007-ben, 2008-ban és 2009-ben viszont jelentősen növekedett az alkatrész szeg-mens által jelentett fröccstermékek mennyisége. 2009-óta a legnagyobb cikkcsoporttá vált ez a te-rülete a műanyag-feldolgozásnak. 2011-ben ugyan egy – 0,5 % - os visszaesés mutatkozott, de ennek nem tulajdonítunk különösebb jelentőséget.• A gyártott csövek mennyisége a vizsgált idő-szakban elég nagy ingadozást mutatott, a 2007-ig tartó növekedés – összhangban az építőipari visz-szaeséssel – erőteljesen, a 2008-as 10,5 % -os csökkenés után 2009-ben további 23,5 % - os, majd 2010-ben további 7,7 % -os süllyedés követ-kezett be. Az exportlehetőségek hatására, 2011-ben 11 % - os növekedés volt tapasztalható. A ter-melés erőteljesebb fellendülésének elmaradása a piaci igények stagnálásából adódott, sajnos az épí-tőipar az egész magyar gazdaságnak, még mindig az alul teljesítő ágazatának számít, a közművek fejlesztése mérséklődött. • A habtermékek folyamatosan növekedtek az el-múlt években, de sajnos a legutolsó, a 2011-es év-ben ez a lendület is megtört az építőipar előbbiek-ben említett helyzete miatt. Ezt a negatív hatást az évek óta tartó, folyamatosan pályázható hőszige-telések jelentős mértéke sem tudta kompenzálni.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 11
• Az üreges testek mennyiségében szintén évek óta örvendetesen folyamatos a növekedés. Vál-tozatlanul meghatározó a fogyasztói igényekhez igazodva rendkívül dinamikusan bővülő PET fel-használás egyre magasabb szintje. A nem PET-ből készült kisebb méretű fl akonok termelése fl ako-nok mennyisége fl akonok mennyisége kissé visz-szaesett. , kannák, ballonok, hordók mennyisége kismértékben visszaesett, viszont a kannák, ballo-nok, hordók mennyisége növekedett..• A kábel/huzal termékcsoport a 2010-es szint-hez képest jelentősen, 46,9 % - osan növekedett, ez nagyobb mértékű, mint 2006-ról 2007-re bekö-vetkezett 23,7 % - os erősödés. • A lemezgyártás a 2008-ban megkezdődött csökkenést folytatta 2009-ben és 2010-ben, míg 2011-ben + 6,5 %-os erősödést mutatott.• A profi lok termelt mennyisége a 2006-os év szintje alá süllyedt vissza, ami szoros kapcsolat-ban áll az építőipar jelenlegi helyzetével. 2010-hez viszonyítva - 6,7 % - os csökkenés követke-zett be.• A műanyagpadló-gyártás 2008 végéig a a mű-anyag-feldolgozóipar sikertörténetének számí-tott. Sajnos a gazdasági válság építőipari vonatko-zása -16,7 %-os visszaesést idézett elő e termék-csoportnál, annak ellenére, hogy az egyetlen hazai gyártó folyamatosan magas színvonalú, speciális választékot biztosít. Összességében a műanyag-feldolgozóipar 2011-ben 3 % körüli emelkedést mutatott, összhang-ban az egész ipar növekedésével. Sikernek köny-velhetjük el, hogy idén több olyan céget tudtunk
rávenni az adatszolgáltatásra, akikről eddig nem sikerült információt kapni. Elmondható, hogy to-vábbra is korszerű a termékválaszték, jelentős a nagy értékű műszaki műanyagok felhasználása, annak ellenére, hogy 2011-ben egy 1,4 % - nyi visszaesést tapasztaltunk. Az ágazat tevékenysé-gét még mindig nehéz érték adatok alapján bemu-tatni. Feltételezve, hogy a „Műanyagipar helye az iparban termelési érték alapján” táblázatban szereplő KSH adat azonos vállalati körre vonatko-zik, a 2011. évi műanyag-feldolgozói termelési ér-ték 2001-hez viszonyítva 102 %-kal emelkedett, és az előző évinél 7 %-kal erősebben zárt.
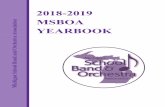
A műanyag termékek felhasználási területeiA hazai felhasználás megoszlása nagyon hason-ló a nemzetközi gyakorlathoz, meghatározó a cso-magolóipar, jelentős az építőipar. 2010-hez vi-szonyítva növekedett a csomagolás /3 %-ot/ és az elektromos ipari cikkek / 1 %-ot/ részesedése. A többi kategória részaránya a gazdasági helyzetben kialakult vesztes ágazatoknak megfelelően szinten maradt vagy csökkent.
Műanyag termékcsoportok gyártása 2011-ben
Magyarországon
www.huplast.hu

12 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
1. BevezetésA bioműanyagokat leginkább az különbözteti meg a hagyományos, kőolaj alapon előállított mű-anyagoktól, hogy előállításukhoz megújuló for-rásból származó anyagokat alkalmaznak. Meg-jegyzendő, hogy óriásmolekulájú anyagokat a ter-mészet is képes előállítani. Ezeket nevezik termé-szetes polimereknek, melyek mesterséges módosí-tásával kapjuk a természetes alapú műanyagokat. Természetes polimer például a keményítő, a fehér-jék, a kitin, a DNS, az RNS, míg természetes alapú műanyagot kapnak többek között a XVIII. század-ban felfedezett természtes gumi módosításával, vagy ilyenek a XIX. században létrehozott módo-sított cellulózszármazékok. A XX. században fel-fedezett bioműanyagok közül a legismertebbek a keményítő-alapúak, a politejsav, a poli(hidroxi-alkanoát) és a polibutilén-szukcin-adipát [1]. Az 1. ábra az előbb felsorolt műanyagok csoportosí-tásának egyik lehetséges módját szemlélteti [2,7].A bioműanyagok mellett meg kell említeni a bi-ológiailag lebomló műanyagokat, melyek hagyo-mányos alapú műanyagok és lebomlást segítő adalékanyagok keverékei. Ezekkel az adalékok-kal a műanyagok élettartamát lehet szabályozni
a polimer láncok felbomlásával és szabadgyökök keletkezésével. A keletkező szabadgyökök a leve-gő oxigénjével rövid láncú hidroperoxidokat ké-peznek, amelyek a biológiai lebomlást segítik elő. Azokat ugyanis a különböző mikrooganizmusok táplálékként képesek felhasználni. Ezzel szemben fotodegradáció esetében az oxidációs folyamat oxigén jelenlétében, de besugárzás okozta energia bevitel hatására indul, melyet szintén mikroorga-nizmusok segítenek. A biológiai lebomlás során
Biopolymers are made from a renewable resources, while biodegradable plastics are blends of conventional polymer and additives ensure the biodegradation. Nowdays the biopolymers have increasing interest. In the MOL Department of Hydrocarbon and Coal Processing in University of Pannonia, biopolymers and natural fi ber reinforced plastics are manufactured and investigated. In this fi eld our main area are research and modifi cation of polylactic and strach based biopolymers and synthesis of polyurethanes from renewable sources.
A biomûanyagokat megújuló forrásból származó alapanyagokból állítják elô, a biológiai-lag lebomló mûanyagok pedig hagyományos alapú mûanyagok és lebomlást segítô ada-lékanyagok keverékei. A biomûanyagok felhasználása napjainkban jelentôsen növekszik. A Pannon Egyetem, MOL Ásványolaj- és Széntechnológiai Intézeti Tanszékén hosszú ide-je folynak kutatások biomûanyagok és természetes szálakkal erôsített mûanyagok témate-rületén. Elsôsorban politejsav és keményítô alapú biomûanyagok kutatásával és tulajdon-ságainak módosításával, valamint megújuló forrásból származó poliuretánok elôállításával foglalkoztunk.
Biomûanyagok, biológiailag lebomló mûanyagok
1. ábra
A bioműanyagok csoportosításának
egyik lehetséges módja [2,7]

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 13
általában azt vizsgálják, hogy adott tulajdonság adott körülmények között milyen mértékű vál-tozást szenved. A legtöbb lebontható műanyag ugyanis nem bomlik le teljes egészében, hanem annak csak mintegy 40-90%-a bomlik le a termé-szetben. A lebonthatósági vizsgálatokat általában az ASTM D5526, és az ASTM D6400 szabványok szerint végzik.A problémát tovább nehezíti, hogy mind a bioműanyagok, mind pedig a biolebontható mű-anyagok esetében a különböző típusú anyagok kü-lönböző körülményeket igényelnek a lebomlás-hoz: hőmérséklet, atmoszféra, pH, nedvesség je-lenléte, (nap)sugárzás intenzitása és tartománya, stb. A hulladéklerakókban viszont csak egyféle, adott környezeti feltétel uralkodik a lebomláshoz. Ez az elsődleges oka a különböző típusú anyagok adott idő alatt különböző mértékű bomlást szen-vednek.
2. Gyártókapacitások, árak, trendekMás szerkezeti anyagokkal összehasonlítva a mű-a nyagok alig tekintenek vissza 150 éves múlt ra, a tömegtermelés pedig tényelegesen az 1950-es évektől indult jelentős növekedésnek. A bio mű-anyagok még „fi atalabb” anyagok, hiszen fel-használásuk csupán pár évtizedes multtal rendel-kezik. Ugyanakkor a bioműanyagok felhasználá-sa az elmúlt évtizedekben a többi műanyagot je-lentősen meghaladó mértékben növekedett, hi-szen az éves szinten 20% körüli értékkel rendel-kezik, sőt 2008 és 2015 között 30% körüli lesz [3]. A bioműanyagok mechanikai, szilárdsági, al-kalmazhatósági és egyéb jellemzői tekintetében az utóbbi időben jelentős fejlesztések történtek, me-lyek új lehetőségeket adtak azok alkalmazásának. A volumenbeli növekedésben nem elhanyagolható a külső tényezők hatása sem; ezek közül a legfőb-bek a kedvező publicitás, az üvegházhatást okozó gázemisszió csökkentésének lehetősége és a vá-sárlói elfogadottság. Ugyanakkor meg kell emlí-teni, hogy jelentős tényező a fosszilis energiahor-dozóktól való függés csökkentésének lehetősége is. Ugyanakkor meg kell említeni, hogy a kiter-
melt kőolaj alig 4%-a fordítódik műanyagok elő-állítására, vagyis a félelmek mögött valójában in-kább árkérdések állnak, mint a nyersanyag rendel-kezésre állása. Napjainkban 310 millió tonna körül van a hagyo-mányos kőolaj alapú műanyagok felhasználása, ezzel szemben a bio-alapú műanyagok mennyisé-ge 2-2,5 millió tonna körülire várható 2013-ban. A bioműanyagok és a biológiailag lebomló mű-anyagok vonatkozásában elsősorban az előbbi-ek tekintetében várható jelentősebb növekedés (2. ábra). Emellett jelentős átrendeződés várható a gyártókapacitásokban is, hiszen az Egyesült Ál-lamok és Európa jelenlegi részesedése tovább fog csökkenni. 2005-ben a világ bioműanyag gyártó-kapacitásának több mint 90%-a volt észak-ameri-kai és európai területeken, az 2015-re 50% alá fog süllyedni elsősorban az ázsiai kapacitások növe-kedése miatt [4-6].
2. ábra
A bioműanyagok és a biológiailag lebomló műanyagok
gyártási volumene
A legismertebb és a legnagyobb volumenben elő-állított bioműanyagok a keményítő-alapúak, a politejsav, a poli(hidroxi-alkanoát), a polibutilén-szukcin-adipát, a poli(3-hidroxibutirát) és a poli-kap rolaktám, melyek közül az első háromnak jó-solnak a jövőben jelentős növekedést. A bio mű-anyagok termelőkapacitás-növekedésének még je len tős mozgástere van, hiszen egyes vélemé-

14 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
nyek szerint a jelenlegi technológiai fejlettséget is fi gyelembe véve azok a hagyományos műanyagok csaknem negyedét tudnák kiváltani. Ennek ellené-re elsősorban árképzési kérdések miatt az előbb is-mertetett növekedésen felül mégsem beszélhetünk robbanásszerű elterjedésről. A lebomló műanya-gok előállítási költsége ugyanis akár háromszor-hatszor nagyobb is lehet, mint a hagyományos kőolaj alapúaké. A magas árak elsősorban az alap-anyagok magas ára, a relative alacsony gyártóka-pacitásokkal rendelkező üzemméretek miatt és a biopolimerek magas kutatás-fejlesztési költségei miatt adódnak [4]. Kutatási eredmények alapján leginkább a politejsav tűnik a legalkalmasabb-nak az árkérdésekben való verseny felvételére; a politejsav esetében ugyanis a legnagyobb az esély, hogy az előállítási költsége ne legyen több mint a hagyományos műanyagoké. Néhány biopolmer gyártó vállalatot és az általuk gyártott műanyago-kat a 3. ábra szemléltet.
3. ábra
Bioműanyag gyártókapacitások világszerte [7,8]
3. Éghajlati kérdések, életciklusAz árkérdés mellett jelentős problémákat vet fel a bioműanyagok alapanyaga is. Azokat általában ugyanis valamilyen növényi eredetű megújulónak mondott forrásból állítják elő. A bioműanyagok víz-re, szén-dioxidra és biomasszára bomlanak le. Az életciklus elemzések azt mutatták, hogy a hagyomá-nyos mű anyagokhoz képest a bio mű anya gok alkal-mazásával éves szinten mintegy 30-50%-kal lehet az üvegházhatást okozó gázok kibocsátást csökkenteni.
A 4. ábra a bioműanyagok életciklusát mutatja. A bioműanyagok gyártásánál a körfolyamat kiindu-ló anyaga növényi, vagy állati eredetű megújuló és részben fosszilis anyag. Az élelmiszerként is fel-használható növények akár energetikai, akár mű-anyaggyártás céljára történő felhasználása a sú-lyos élelmezési problémákkal küzdő országokban jelentős nehézségeket vet fel. Ezt az ellentmondást a fejlett világ országai különböző szabályozási rendszerekkel próbálják megoldani, melyek értel-mében műanyagok elsősorban szennyezett, vagy kifejezetten arra a célra termesztett növényekből lennének előállíthatóak. A kereslet növekedése miatti a növények árában is megfi gyelhető árfel-hajtó hatást azonban így sem lehet kiküszöbölni.
4. ábra
A bioműanyagok életciklusa [9,10]
Ezért is jelentenek egyre fontosabb szerepet azok a bioműanyagok, melyek alapanyagai nem élel-mezési célú növények; ilyen például a ricinus, amely olajából jó minőségű műanyagok állítható-ak elő úgy, hogy nem érintjük az előbb említett élelmezési nehézségeket. Sajnos Európában egy-re kevesebben foglalkoznak ricinustermesztéssel; Afrika bizonyos részein és Indiában viszont jelen-tős termőterületek vannak.
4. Alkalmazási területekKezdetben a biopolimerek és a biológiai úton le-bomló műanyagok alkalmazása elsősorban a rövid életciklusú felhasználási területeken volt javasolt. Ilyen elsősorban a csomagolási célú alkalmazás.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 15
Napjainkban azonban a technológia fejlődésével, egyre nagyobb mennyiségben készülnek tartósabb felhasználási terültekre szánt alkalmazások is. En-nek köszönhetően egyre több kutatás-fejlesztési eredmény jelenik meg bioműanyagok többek kö-zött elektronikai iparban, egészségügyben, építő-iparban, vagy akár az autóiparban való alkalma-zásról. Az 5. ábra a bioműanyagok néhány alkal-mazására mutat példát.
5. ábra
A bioműanyagok néhány lehetséges alkalmazása
Az autóiparban jelenleg egy átlagos gépjármű tömegének mindegy 12-15%-a műanyag. Ennek azonban csak kis része természetes eredetű anyag (erősítőanyag, bioműanyag). A legújabb célki-tűzések szerint a természetes eredű anyagok ré-szesedését szeretnék előbb 30%-ra, majd 50%-ra növelni, elsősorban a gépjárművek belső terében való intenzívebb alkalmazásokkal.
5. Bioműanyagokkal kapcsolatos kutatások a Pannon Egyetem, MOL Ásványolaj és Szén-technológiai Intézeti TanszékénA Pannon Egyetem, MOL Ásványolaj- és Szén-technológiai Intézeti Tanszékén több évre vissza-menően folytatunk kutatásokat bioműanyagok és természetes szálakkal erősített műanyagok téma-területén. Elsősorban politejsav és keményítő ala-pú bioműanyagok kutatásával és tulajdonságainak módosításával foglalkozunk. Az utóbbi időben pedig sikeresen állítottunk elő biolebontható poli-észter típusú polimereket, illetve megújuló forrás-ból származó poliuretánokat. Kutatási tevékeny-
ségeinkbe a Tomas Bata Egyetem munkatárasi is bekapcsolódtak. Elsősorban adalékok tesztelése, felületkezelési módszerek vizsgálata került el-végzésre. A kutatómunka és a kísérletek eredmé-nyeképpen sikerült a referenciaanyagoknál ked-vezőbb tulajdonságokkal rendelkező termékeket előállítani.Például PA/PLA polimer blendek összeférhetősé-gének és a PLA diszperziójának javítására különbö-ző, olefi n-maleinsav-anhidrid és olefi nmaleinsav-anhidrid-sztiroltípusú ko- és terpolimereket, vala-mint származékaikat alkalmaztuk. Megújuló forrásból származó poliuretánok előállí-tása során a reakcióhőmérséklet alklamazhatóságra gyakorolt jelentős hatását lehetett megfi gyel-ni. Az előállítási reakció során alkalmazott há-lózatképző anyag kedvezően befolyásolta első-sorban a mechanikai-szilárdsági jellemzőket és a biolebonthatóság sem romlott.A keményítő alapú bioműanyagok gyakran va-lamilyen szintetikus polimerek keményítővel módosított vagy társított rendszerei. Kapcsoló-dó munkánk során elsősorban PLA-keményítő, biolebontható poliészter-keményítő és poliolefi n-keményítő rendszereket vizsgáltunk.
Szakács H., Miskolczi N.Pannon Egyetem
Vegyészmérnöki és Folyamatmérnöki IntézetMOL Ásványolaj- és Széntechnológiai Intézeti
Tanszék8201 Veszprém, Pf. 158
Irodalomjegyzék[1] Kambiz Akbari Noghabi, Hossein Shahbani Zahiriand Sung Chul Yoon, 2007. The production of a cold-induced extracellular biopolymer by Pseudomonas fl uorescens BM07 under various growth conditions and its role in heavy metals absorption. Process biochemistry, 42 (847- 855).[2] http://www.biozio.com/prd/bpr/bpr.html[3] h t tp : / /www.usprwire .com/Deta i led /Environment/Global_Biopolymers_Market_Analysis_and_Forecasts_to_2015_70377.shtml

16 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
[4] Barker, M., & Safford, S., (2009). Industrial uses for crops: Markets for bioplastics. Project report 450: HGCA.[5] http://www.european-bioplastics.org/index.php?id=189[6] Shen, L., Haufe, J., & Partel, M., Product overview and market projection of emerging bio-based plastics. Copernicus Institute for sustainable development and Innovation at the University of Utrecht. PRO-BIP, (2009). Commissioned
by European Bioplastics and the European Polysaccharide Network of Excellence. [7] http://www.jeccomposites.com/news/c o m p o s i t e s - n e w s / b i o - b a s e d - p o l y m e r s -revolutionary-change[8] http://www.biodeg.net/bioplastic.html[9] http://www.purac.com/EN/Bioplastics/About-bioplastics/PLA-lifecycle.aspx[10] http://pakbec.blogspot.hu/2008_12_01_archive.html
www.bb-press.hu
A Qualchem Zrt mûanyag alapanyag és vegyi áru ter-mékeivel 1982 óta ismert a hazai piacon. Vegyi anyag,mûanyag alapanyag és félkész mûanyag termékek keres-kedelmén túl jelentõs mûanyag alapanyag gyártó, valamintmûanyag hulladék feldolgozó kapacitással is rendelkezünk.Az elmúlt évtizedekben felhalmozott komoly mûszaki tu-dást kamatoztatva folyamatosan fejlesztjük termékeinketmind mûszaki, mind a fóliaelõállítás területén. Poliolefintermékek, fóliagyártás területén megbízható UV védelmetbiztosítanak Qualisorb termékeink. Legújabb fejlesztésifeladataink ipari mûanyag hulladék feldolgozó berende-zés kifejlesztése, feldolgozási technológia új terméktípu-sok kidolgozása.
Az újdonságaink mellett a hagyományos termékskálá-val is támogatjuk partnereink tevékenységét. Fõbb tevé-kenységi területünk vezérszavakban:
Kérjen árajánlatot a [email protected] e-mail címen vagy telefonon a 23/342-238 számon.Levélcím: Qualchem Zrt. H-2072 Zsámbék Pf.32
KERESKEDELEM
Vegyianyag, festékipari, építõipari, gumiipari anyagok,töltõanyagok.
Félkész termékek.
Mûanyag alapanyag, segédanyag, mesterkeverékek.
Mûanyag hulladék átvétel, felvásárlás.
SZOLGÁLTATÁSAINK
Kompaundálás.Regranulálás.Darálás.
H-2072 Zsámbék, Új Gyártelep,Tel.: 36/23-342-238Fax: 36/23-342-286E-mail: [email protected]: qualchemrt.hu

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 17
Társaságunk, a B&S Elastic Kft, egy 100%-os magyar tulajdonú családi vállalkozás. 1993-as megalakulásunk óta gyártunk megrendelőik igénye alapján:
● autóipari gumi alkatrészeket ● „O„ gyűrűket, karmantyúkat, lapos tömítéseket● gumirugó elemeket, gumibakokat, ütközőket, fémes gumitermékeket● extrudált tömítő profi lokat /habosított változatban is/● ipari klímaberendezéseket és záró szelepek tömítését● lámpatest tömítéseket
Ennek érdekében rendelkezünk ISO/TS 16949, ISO 9001 és ISO 14001 tanúsítvánnyal, és elkötelezettek vagyunk minőség- és környezetirányí-tási politikánk betartására.
A fejlesztéseknek köszönhetően folyamatosan korszerűsítjük meglevő gyártócsarnokainkat, munkaterületeinket azért, hogy egy modernebb környezetben helyezhessük el folyamatosan frissülő, automata-számí-tógépvezérlésű gépparkunkat, melyek között megtalálhatóak a 60 tonna és 500 tonna közötti teljesítményű, vertikális és horizontális gumi fröccs-öntő gépek is.
Elérhetőségeink:B&S Elastic Kft.H-6067 Tiszaalpár, Kátai u. 41 Pf.:1Telefon: +36 76 424-189Telefax: +36 76 421-563E-Mail: [email protected]: www.bselastic.hu
Kiemelkedõ minõségVevőink között több külföldi érdekeltségű megrendelő szerepel
ww
w.a
rbur
g.hu
A pontosság számít!
ARBURG Hungária Kft. · · · · ·
Komfortnövelés poliuretánnal: pincétől a padlásig
®
TM
®
®

18 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Cégünket, az AMIS Maschinen Vertriebs GmbH-t 1994-ben alapították. Eleinte a tevékenységi kör használt aprítógépek felújítására és értékesítésére terjedt ki, felhasználva a tulajdonosok e területen szerzett tapasztalatait.
A ZERMA darálógép-gyártó üzem megvásárlásával a termékskála új gépekkel bővült, valamint az igényeknek megfelelő technológiai újításokkal.
Ma már a kis aprítógéptől a komplett válogató/mosórendszerekig, kulcsrakész technológiák tervezését, gyártását és beüzemelését is vállaljuk.
Termékeink:- alacsony fordulatszámú darálók, kifejezetten a műanyag-feldolgozó iparágnak fejlesztve
elsősorban enguszok, termelési selejtek aprítására) (GSL)- kompakt darálók, elszívó / csomagoló rendszerrel felszerelve (GSE)- kemény, teher- és kopásálló nagydarálók, elsősorban recikláló üzemeknek (GSH)- pordaráló berendezések (PM)- egytengelyes előaprítók (shredderek), bármilyen alkalmazásra: vékony fóliától több száz kg-os
ömlenyekig, abroncsokig (ZWS, ZSS, ZXS)- komplett technológiák, válogató- és mosó rendszerek
Magyarországon több mint 15 éve vagyunk jelen, az utóbbi 10 évben jelentősen emelkedett piaci részesedésünk. Ez elsősorban magyar anyanyelvű képviselőnknek köszönhető, de vevőink bizalma nélkül nem tudtunk volna ilyen sikeres együttműködést kialakítani.
Ezúton szeretném ezt megköszönni minden egyes partnerünknek !Néhány referenciánk:Remat Zrt., Fegroup Zrt., Loacker Kft., Everplast Zrt., Design Kft., Dunapapír Kft. stb.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 19
Tökéletes minôségû fröccstermékek gyártása
Kistler szerszámnyomás méréssel
A svájci KISTLER Instrumente AG egyike a világ vezető érzékelő és elektronikai alkatrész beszállító-
jának. Termékeink alkalmasak nyomás, erő, nyomaték és vibráció mérésére. Felhasználhatók különböző
ipari, gyártási és ellenőrzési alkalmazásra, kutatásra és fejlesztésre, illetve a tudományban. Termékpalet-
tánk lefedi az összes jelenlegi követelményeket a méréstechnika területén.
Sokoldalú és célzott technikai megoldásokat nyújtunk, amelyek alapja a több éves tapasztalat és a cég ha-
gyománya, sikereink titka a folyamatos termékfejlesztés. Erényünk az innovatív technológia, a széleskö-
rű szolgáltatás és az egyéni megközelítés és kapcsolat az ügyféllel.
Érzékelőket és rendszereket gyártunk a szerszámnyomás és hőmérséklet mérésére, melyek biztosítják a
késztermék kiválló minőségét az összes legyártott darabnál. A nyomásérzékelők alkalmazása felgyorsítja
a folyamatot az új termékek gyártásánál és lehetővé teszi a melegcsatorna kiegyensúlyozását a többfész-
kes fröccsöntő szerszámoknál.
Teljeskörű üzleti és szakmai támogatás a magyarországi képviseleten keresztül:

20 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
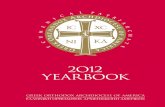
Vevőink körét a kezdetektől tudatosan a maga-sabb igényű szegmensből is válogattuk, így hamar megvetette a márka a lábát az autóipar területén is. Mára már a legnagyobb vevőkör ebből az iparág-ból származik. Az axióma, miszerint a termékek minőségét nem tudják biztosítani a távol-keleti gépek, megdőlni látszik. Természetesen vannak olyan precíziós termékek, speciális megoldá-sok (üvegre fröccsöntés, speciális design elemek fröccsöntése…) melyek megkívánják a német, il-letve osztrák gépek szofi sztikáltságát, de a stan-dard alkatrészek, tömegtermékek tökéletesen és jó minőségben gyárthatók a ChenHsong berendezé-seken. Referenciáink önmagukért beszélnek: a legkisebb 35 tonnától egészen 2600 tonna záróerejű gépe-ken gyártanak különböző alkatrészeket vevőink a gépjárműipar számára. Ezek közt vannak fémbe-tétes termékek, belső burkolatelemek, nagy igény-bevételnek kitett védőalkatrészek – tehát a legap-róbb daraboktól a kocsik fő alkatrészeit kitevő ha-talmas elemekig minden előállítható, a beszállítói lánc végén álló auditorok maximális elégedettsége mellett! Fontos megjegyeznünk, hogy a szerszá-mok nagy része is Kínából származik. Ez minden-kiben felveti az egyértelmű kérdést: ha a szerszám kínai (Távol-keleti) akkor miért is ne lehetne kínai gépen gyártani. Számos fent említett gép teljesen automatizált cel-lák részét képezi. A lineáris robotok természetesen
alap megoldásként elérhetőek, ám bonyolultabb hat tengelyes robot megoldások is vannak ma Ma-gyarországon, egy ChenHsong JM800C2-SVP/2 (Szervo) és egy JM2600C2 gépen. A Thege Plastic Kft. folyamatosan bővülő kínálatában az idei év-től elérhető a Kínai MAX lineáris robot, melyet a gépekkel együtt lehet rendelni, ezzel is tovább növelve az integráltság szintjét. Minden vállalkozás legfontosabb feladata költsé-geinek csökkentése, mivel az eladási árakat nem a termelő, hanem a végfelhasználó szabja meg. Ezt a Thege Plastic Kft. több módon is biztosítja a ChenHsong gépet választóknak. Alacsony beke-rülési áron adjuk a piacon jelenleg elérhető összes technológiai újítást tartalmazó gépet. Ez azt jelen-ti, hogy a gépek megtérülési ideje sokkal rövidebb,
As regards the means of production, many think exclusivity of European machine manufacturers is still kept in the car industry. Establishment of market in Hungary for the huge company ChenHsong Chinese during the past 3-4 years by Thege Plastic Ltd proves the contrary.
Sokan úgy gondolják, hogy az autóipar a mai napig õrzi exkluzivitását a termelõ eszközök területén, az európai gépgyártók körében. Ennek ellenkezõjét igazolja a Thege Plastic Kft. által az utóbbi 3-4 évben a ChenHsong kínai fröccsöntõgép-gyártó óriásvállalat magyaror-szági piacának kiépítése.
ChenHsong mûanyag fröccsöntõgépek az autóiparban
ChenHsong Euromaster Szervo gépek üzembe helyezése (150-től 320 tonna záróerőig).

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 21
mint a hasonló képességű és hasonló felszereltségű berendezéseké. Jelentős pénzspórolási lehetőség az oly sokat emle-getett energiatakarékosság. Ez az a költségtényező, melyet a termelőnek még lehetősége van befolyásol-ni. Az alapanyagárakat és a bérköltségek mértékét viszonylag tőlünk független tényezők befolyásolják, ezek adottak a piac szereplői számára. Amint elérhe-tővé vált, nálunk standard felszereltség lett a gépek SZERVO meghajtása. Ez az európai gyártóknál még drága opciónak számító szintlépés, a hatalmas ener-gia megtakarítás mellett, pontosabb és csendesebb működést is biztosít, továbbá a gépek olajhűtési igé-nyét is minimális szintre csökkenti! A szervo meghaj-tás az egyik legalapvetőbb problémát hivatott megol-dani. Minek menjen a gép, ha éppen nincs haszná-latban? Miért dolgozzon a motor, ha nincs szükség nyomásra a rendszerben. Ez azt jelenti, hogy a motor teljesen leáll, tehát nem vesz föl energiát, ha nem szükséges nyomást előállítania (pl. hűlési idő alatt), és mindig csak olyan fordulatszámon üzemel, ami az éppen igényelt nyomás előállításához szükséges. Miért kellene a motornak folyamatos fordulatszá-mon pörögnie, ha mondjuk egy kilökő mozgáshoz 10-20% teljesítmény is elegendő. Az ismétlési pon-tosságon túl ez még a kopó alkatrészek és a szivaty-tyú élettartamát is növeli, hiszen kíméli a rendszert a fölösleges igénybevételtől, terheléstől. Gépeinknél továbbra is standard a B&R osztrák gyártmányú, ma-gyar nyelvű vezérlés, melyet ezen folyóirat 2011-es számában részletesen bemutattam.További lehetőség a termelés automatizáltsági fo-kának növelése, ezzel a munkabér költségek csök-kentése. A MAX kínai robotgyártó e téren nagy múlttal rendelkezik, és szorosan együttműködik a ChenHsong-al. Ez azt jelenti, hogy a gépeket már a külföldi gyárban felszerelik a robotokkal, tesztelik, beállítják, és ez után kerülnek leszállításra a megren-delőhöz, együtt egy integrált rendszerként. Választé-kunkban elérhető az egyszerű engusz eltávolítótól a multifunkciós óriásrobotokon át az IML megoldáso-kig szinte minden! Robotjaink meghajtása természe-tesen szervo motorokkal történik a választott tenge-lyeken.
A Thege Plastic Kft. immáron több mint 30 éves ta-pasztalattal rendelkezik a műanyag feldolgozó be-rendezések értékesítése és szervízelése terén. Szintén a portfólióba tartoznak a ChenHsong gépek mellett a Ferromatik Milacron fröccsöntőgépek, a Maplan gumifröccsöntő gépek, a GWK hűtő és temperáló be-rendezések, Rapid darálók, Labotek anyagfelhordók és szárítók, Herzog dűznizárak, Battefeld-Cinciannti fóliagyártó sorok és Uniloy Milacron fl akonfúvó gé-pek. A ChenHsong Holdings Limited-et 1958-ban alapította Dr. Chen Chiang. Fél évszázadnyi folya-matos küzdelem árán sikerült a ChenHsong-ot egy kis gépgyártó műhelyből a világ egyik legnagyobb fröccsöntő gépeket előállító vállalkozásává fejleszte-nie. A ChenHsong körülbelül évi 15000 darab fröccs-öntő gépet gyárt. Ez azt jelenti, hogy nagyjából 10 percenként ad el egy gépet! A vásárlók immáron több mint 65 országban fektetik bizalmukat gépeikbe, me-lyek 20-tól egészen 6500 tonna záróerőig érhetők el, 28.4-tól akár 30000 gramm fröccsöntési kapacitás-sal. A ChenHsong Holdings Limited-nek több mint 3500 elkötelezett alkalmazottja van. Az átlagos évi forgalma 277 millió USD körül alakul.
www.thege-plastic.hu;http://www.froccsonto-gep.hu/
http://www.chenhsong.com.hk/EN/
Konkoly- Thege MátéÜgyvezető,
Thege Plastic Kft.
ChenHsong JM2600-C2 (2600 tonna záróerejű) fröccsöntő gép, 6 tengelyes robottal

22 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
www.storker.hu
H-4034 Debrecen, Faraktár u. 67.
Tel.: +36 (52) 531 670, +36 (30) 688 1052
Email: [email protected]: +36 (52) 531 669
Munkatársaink több évtizedes szakmai tapasztalata, alkalmazott speciális technológiáink biztosítják partnereink megbízható kiszolgálását.
TERMÉKEINK, SZOLGÁLTATÁSAINK:
• CSIGÁK, HENGEREK, CSIGACSÚCSOK felújítása, gyártása, hosszú élettartamot biztosító speciális plazma technológiákkal.
• BIMETAL HENGEREK GYÁRTÁSA, ÉRTÉKESÍTÉSE.
• MÛANYAG-, GUMI-, HULLADÉKFELDOLGOZÓ IPARI gépek és berendezések teljes körû felújítása, értékesítése, szervizelése.
• ÚJ és HASZNÁLT GÉPEK, BERENDEZÉSEK értékesítése.
• Célgépek gyártása.
• Voith, Denison, Parker, Moog hidraulikus elemek, szivattyúk, hengerek, szelepek értékesítése és szervizelése.
• Vezetõoszlopok, darálókések gyártása, csuklószerkezetek, csõ- és fóliafúvó szerszámok, mûanyag darálók stb. gyártása és felújítása.
KÜLFÖLDI CÉGEK KIZÁRÓLAGOS KERESKEDELMI KÉPVISELETE, SZERVIZE
Gyors mûanyagfröccsöntõ gépek, csúcstechnológiával a csomagolóanyagok gyártására.
Szerszámtemperálók,vízhûtõ berendezések
Felszívók, keverõk, szárítók, adagolók
Szállítószalagok, szeparálók
Shredderek,darálók
Porítók, darálók, agglomerálók,újrafeldolgozási technológiák
ÚJDONSÁG ÚJ KÉPVISELET
BOY fröccsöntõ gépek már több, mint 4 évtizede a világon.
Csúcsminõségû alapanyagok, alkatrészek, masszív konstrukció és tervezés biztosítja az egyedülálló megbízhatóságát és a hosszú élettartamát.
Folyamatos fejlesztések, szervizbarát dizájnok és innovatív részletek biztosítják, hogy ezek a gépek megõrizzék piacvezetõ szerepüket.
Mûanyagfröccsöntõ gépek

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 23
HŐRE LÁGYULÓ MŰANYAGOK,GUMIIPARI ALAPANYAGOK
ÓRIÁSI KÍNÁLAT Több, piacvezető alapanyaggyártó termékeinek •
széleskörű kínálataVersenyképes árak mellett folyamatosan bővülő •
termékskálaMinden alapanyag egy helyen a 25 kg-tól a teljes •
kamionnyi mennyiségig
SZÉLES SZOLGÁLTATÁSI KÖRFejlett technológiai háttér, amely megfelel a mai kor •
műszaki elvárásánakMűszaki és kereskedelmi tanácsadás az alapanyag •
kiválasztásábanGyors és hatékony forgalmazási háttér • Igény esetén az alapanyagok belföldi kiszállítása•
MŰSZAKI TANÁCSADÁSA vevőink által megálmodott termékekhez a •
legmegfelelőbb és leggazdaságosabb alapanyag kiválasztása
Feldolgozási nehézségek gyors és hatékony megoldása• Receptúrák készítése• Mold Flow analízis •
EGYÉNI KOMPAUNDÁLÁSVevőink igényeihez alkalmazkodva többféle •
töltőanyaggal, színnel és adalékanyagokkal
FORGALMAZOTT ALAPANYAGOK
IRODA
RESINEX HUNGARY KFT.
1117 Budapest, Hengermalom u. 47/A Telefon: 1-371-1831 | Fax: 1-371-1832www.resinex.huwww.ravago.com
RAKTÁR
TRANSPOINT INTERNATIONAL KFT.
2890 Tata, Barina u. 1.Nyitva tartás: Hétfő-Péntek 08:00-17:30 Telefon/Fax: 34-586-622 | Mobil: +3630-333-6060www.transpoint.eu
FORGALMAZOTT ALAPANYAGOKKKKKKOKOOOGOGOGGGAGAGAAYAYAYAYNYNYNNANANANAAPAPAPAPAPAAALALALLALALAAAATTTTTTTTTTOTOTOTOOZOZOZZAZAZAAMAMAMAMMMLMLMLALALAAAGAGAGGRGRGRRROROOOFOFOFOFFF
MŰSZAKI MŰANYAGOK
ABS, ASA, PA6, PA6.6, PA11, PA12, PA Alloys, PVDF, PA/ABS, PC/ABS, PC,PMMA, LFT Compounds, LCP, POM, POM, PBT, PBT/PET Blend, PPS, SAN,
TPE-S, TPE-O, TPE-V, TPE-E, TPE-A, TPU, E-TPU, REINFORCED ELASTOMER
POLIOLEFINEK
LDPE, LLDPE C-4, LLDPE C-6, LLDPE C-8, mLLDPE, ULLDPE, POP, HDPE, MDPE, EVA, PP, PP Töltött/Compound, HIPS, GPPS, PLA
ELASZTOMEREK, KAUCSUKOK
EPDM, POE, SBR, BR, NBR, TSR-10, TSR-20, CV, RSS, LATEX, SIO2
MŰANYAGIPARI KOMPOUNDOK, ÁTÁLLÁSI ÉS IPARI MINŐSÉGŰ ALAPANYAGOK, REGRANULÁTUMOK
HDPE, LDPE, LLDPE, PP, PS, ABS, PC/ABS, PC, PA6, PA66 Látogassák meg új, magyar nyelvű
web
olda
lunk
at.
www. resinex.hu
● Univerzális szerszámtemperáló készülé-kekVizes/olajos üzemmódú készülékek, +90/150 °C hőmérséklettartományra3 kW – 48 kW fűtőteljesítménnyel
● Túlnyomásos vizes szerszámtemperáló készülékekVizes üzemmódú készülékek a +160 °C-ig terjedő hőmérséklettartományra6 kW – 24 kW fűtőteljesítménnyel
● Olajos üzemmódú hűtő - fűtő készülékek+360 °C-ig terjedő hőmérséklettarto-mányraEgy ill. kétkörös készülékek, 8 kW – 144 kW fűtőteljesítménnyel
● Szerszámtemperáló készülékek a gyors felfűtés és visszahűtés ciklikus váltására+30 / +160 °C vizes ill. +50 / +250 °C olajos üzemmóddalMagasfényű alkatrészek fröccsöntéséhez
● Vízhűtő készülékek, hűtőtornyokEnergiatakarékos folyadékhűtő rendszerek 5 kW – 1 500 kW hűtőtel-jesítménnyelKompresszoros és szabadhűtők, hűtőtornyokHűtőrendszerek komplett tervezése és kivitelezése, vízkezelés
TOOL-TEMP Hungária Kft.8083 Csákvár, Paulini B. u. 11.
Tel./Fax.: +36 22 300 224 ● Mobil: +36 30 530 1385 Web: www.tool-temp.hu ● E-mail: info@purchasing-offi ce.hu

24 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A TOOL-TEMP immár közel 40 éves működé-sével bebizonyította, hogy a különböző iparágak temperálási- és technológiai hűtési igényeire fej-lesztett megoldásaival vevői megbízható partnere világszerte.A TOOL-TEMP céget 1973-ban kétfős kollektíva alapította, mára pedig 130 munkatársat foglalkoz-tat sulgen-i telephelyén, ahol a fejlesztés, alkatrész-gyártás és összeszerelés folyik. A családi vállal-kozás az elmúlt évtizedekben Európa legnagyobb szerszámtemperáló gyártójává fejlődött.A nagymértékű bővülés ellenére a cég mindvégig hűséges maradt alapelveihez és a svájci telephely-hez. A nagyszériás, magas feldolgozottságú alkat-rész- és készülék gyártás egy fedél alatt a legmaga-sabb szintű minőségi elvárásokkal és precizitással párosul. A gyártást és 100%-os egyedi termékellen-őrzést magasan képzett munkatársak végzik a kife-jezetten erre a célra berendezett gyáregységben. A TOOL-TEMP gyártási kapacitása Sulgenben évi 9 000 darab készülék. 12 saját értékesítési leány-vállalata és 40 kereskedelmi partnerével a TOOL-TEMP világszerte aktív és sikeres.
ÚJDONSÁGAINK:Mini- szerszámtem peráló TT-170 baby-plast és labor alkalmazások részéreA TOOL-TEMP mini készülékét a labortechnika, prototípusgyártás és a babyplast fröccsöntőgépek
részére ajánljuk. A kis méretű (H=640 mm, SZ=200 mm, M=420 mm) robosztus kialakítású készülék kifejezetten alkalmas asztalon vagy asz-tal ill. gép alatt való elhelyezésre, a 2 kg - 50 kg közötti fogyasztók precíz temperálására. A TT-170 szerszámtemperáló vizes üzemmódban max. +90°C-ig használható, fűtési teljesítménye 3 kW a szivattyú szállítási mennyisége 25 Liter / Min. Minden vízzel érintkező alkatrész természete-sen rozsdamentes kivitelű. Az MP-888 vezérlés egy 0,1 °C-es pontosságú mikroprocesszoros hő-fokszabályozó egység. A készülék konstrukció a tartós, folyamatos üzemeltetést lehetővé teszi,
Being the basis of its operation, the Swiss TOOL-TEMP AG has set out quality, precision and quickness as its main objectives.
Minôség, precizitás és gyorsaság – a svájci TOOL-TEMP AG. mûködésének alapját és egy-ben legfôbb célkitûzéseit jelentik.
Bemutatkozik a TOOL-TEMP AG.Európa vezetô szerszámtemperáló
gyártója
Újdonság… mini vizes szerszámtemperálóTT-170 L (3 kW, max. +90 °C)

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 25
miközben az indirekt hűtési rendszer révén a ké-szülék karbantartásszegény körülmények között is precíz és hosszú élettartamú temperálási meg-oldást jelent.A TOOL-TEMP TT-1398 jelű, kisméretű ké-szüléke 6 kW fűtőteljesítménnyel rendelke-zik, túlnyomásos vizes üzemódban +140°C-ig használható. A TT-1398 kis mérete (H=680 x SZ=305 x M=760 mm) előnyös a kisebb szer-számok és fröccsöntő gépek melletti elhelyezés szempontjából. A készülékbe beépítésre kerül a TOOL-TEMP saját fejlesztésű, mágneses hajtá-sú monoblokk keringető szivattyúja 40 Liter/min. teljesítménnyel. A készülék teljesítménye mellett széles felszereltsége is említést érdemel, így a ve-zérlésbe integrált digitális átfolyásmérő egység, az analóg illesztési felületek, az automatikus nyo-másmentesítés és vízfeltöltés. A készülék konst-rukciója biztosítja a teljes üzembiztonságot, így a szárazonjáratás elleni védelmet, ill. a mechanikus és elektronikus biztonsági termosztátokat. MP-988 vezérlési verzió esetén a készülék felszerelt Profi bus, Canbus, RS-485, Current Loop 20 mA digitális illesztési felületekkel is.A TT-30/160 típusú TOOL-TEMP túlnyomá-sos vizes szerszámtemperáló a +30°C és +150°C közötti hőmérséklet tartományban a hideg ill. me-leg temperáló közeg (víz) ciklikus váltogatását te-szi lehetővé. A TT-30/160 készülék két független keringetési körrel rendelkezik, melyek eltérő hő-
mérsékletre állíthatók be. Így pl. az egyik körben a szerszám fűtésére, míg a másikban annak hűté-sére szolgáló víz pufferolható. A készülék a két kör váltakozó aktiválásával néhány másodpercen belül cseréli fel a szerszámon a keringetett vízet és hőmérsékleteket, így pillanatokon belül lehet a hideg illetve meleg kört váltani. Az aktív kör kap-csolása külső vezérlési jellel, vagy manuálisan is elvégezhető. Mint minden TOOL-TEMP túlnyo-másos vizes szerszámtemperáló, a TT-30/160 is szériaként rendelkezik a vezérlésbe integrált digi-tális átfolyásmérő egységgel.A TOOL-TEMP AG. több, mint 70 –féle szerszám-temperáló, folyadékhűtő és kondicionáló fürdő ké-szülékével kapcsolatos bármilyen kérdéssel kap-csolatban rendelkezésre áll a magyar képviselet:
TOOL-TEMP Hungária Kft.H-8083 Csákvár, Paulini Béla u. 11.
Tel./Fax.: +36 22 300 224Mobil: +36 30 530 1385
Web: http://www.tool-temp.huE-Mail: info@purchasing-offi ce.hu
TOOL-TEMPSzerszámtemperálók 3 kW – 150 kW fűtőteljesítménnyel
Vízhűtő berendezések 5 kW – 1 200 kW hűtőteljesítménnyel
Vízhűtő tornyok, kondicionáló fürdők
Újdonság… gyors hőmérséklet váltásokhoz túl-nyomásos vizes szerszámtemperáló: TT-30/160

26 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
����������� �����
���������� ������ ����� ��!������"�
!�#�$�%��&����%%��'�(�)#�$�%��&*����+��
�,��-!#� - �./����0�'�� � �#�111�����0�
�2� ���3.� ���� ��-� �� �. �.�� ���- 4�25
� 6.7.����2�8�4� ! � �#�� 5�.59���.!!9����7�
� :���;�.��!��;����!9�� 5< �=!�!!9
��!�>�. ��5.���!�?�@A����B��@��0 C
� B3 �3��! 3�9��=55D <D��2��E�;�3�����
�32��399����2���3 < 34�2�� !� =!2�22�
� @- 4�25-��2� �����!9�
� ( !�38F9����3�8�9���5� �!������ F 4�
� G�F-� �-����2��F.!�� �-����� �� � F 2�
���5.!9�
� �5< ���8F !���H��!��;���2! 5 ����7�
�3�!!8�9�3�!�5.���� 5��3F�!.5��9���� �. �!9,�2�
�D!�4�!!.���.��2�� 5<27�� -� -�� ! � �
A belga Ultrapolymers GROUP NV magyarországi leányvállalata az Ultrapolymers Kft, disztribúcióval és saját termékeinek forgal-mazásával áll partnerei szolgálatában.
AQUAMID (PA 6, PA 6.6) ECONYL (PA6, PA 6.6) POLYFORM (POM) ACNOR (PPE/PS) TENAC (POM homopolymer) TENAC-C (POM copolymer)
VYDYNE (PA 6.6)
Hostalen (HDPE), Lupolen (LDPE, MDPE, HDPE, LLDPE), Lucalen, Purell, Moplen (PP Homopolymer, PP Copolymer, PP Random), Hostalen PP, Metocene, Adstif, Clyrell, Purell
DIAKON (PMMA)
ENSOFT T (SBS), ENSOFT S (SEBS), ENFLEX V (EPDM-)
STARAMIDE (PA6, PA6.6) STARFLAM (PA 6.6)
OFFGRADE PP, HDPE, LDPE ESCORENE (EVA), Exxonmobil HDPE
LANXESS CR, LANXESS IIR (Synthetic Rubbers)
LFT PP, PA6, PA66
Különféle műszaki műanyagok: ABS, PC/ABS, SAN, ASA, POM, PBT, TPE, PA
AQUAMID (PA 6, PA 6.6) ECONYL (PA6,
PA 6.6)
PET, PET-G
TENAC (POM homopolymer) TENAC-C
(POM copolymer)
Hostalen (HDPE), Lupolen (LDPE, MDPE,
HDPE, LLDPE), Lucalen, Purell, Moplen (PP
Homopolymer, PP Copolymer, PP Random),
Hostalen PP, Metocene, Adstif, Clyrell, Purell
DIAKON (PMMA)
ENSOFT T (SBS), ENSOFT S (SEBS),
ENFLEX V (EPDM-)
OFFGRADE PP, HDPE, LDPE
OFFGRADE, LDPE, PP, HDPE, EDPE,
Ravamid (PA), Scolefi n, Mafi ll (PP
compound) Sicoclar (PC/ABS compound)
LANXESS BR
Különféle műszaki műanyagok: ABS, PC/
ABS, SAN, ASA,
POM, PBT, TPE, PA
STYROLUTION PS (HIPS, GPPS), NAS
(SMMA), Zylar (MMBS), LURAN S (ASA),
LURAN (SAN)
Panlite (PC), Multiolon (PC/ABS)

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 27
Dinamikusan változó világban élünk. Elcsépelt-nek tűnő mondat. Elcsépelt, de igaz, talán azzal a kiegészítéssel, hogy dinamikusan változó világban élünk, annak minden előnyével és hátrányával.Igaz ez a kijelentés a gazdaságra, a jogi szabályo-zásra, a környezetvédelemre, a hulladékgazdálko-dásra, az ipari fejlesztésekre, a technológiai újítá-sokra és sorolhatnánk még mi mindenre. A lényeg mégis az, hogy az állítás, kis kiegészítéssel ugyan, de igaz. Ha pedig az említett tételt tényként elfo-gadjuk már csak az a kérdés, hogy mit kezdünk vele. Illetve mikor és mit.Lévén jelen írás elsősorban az új, a hulladékokról szóló 2012. évi CLXXXV. törvény (Ht.) hozta vál-tozások apropóján íródott, tágabb értelemben pe-dig a környezet védelméről szól, a válasz az, hogy itt és most, de jobb lett volna már sokkal korábban.Ahogyan indító tézisünk is kissé elcsépeltnek tű-nik, az az állítás is osztja a korábbi állítás sorsát, amely szerint a környezet védelme fontos ügy, amelyre azonnali, gyökeres változásokat hozó vá-laszokkal és gyakorlattal tudunk csak megfelelő,
fenntartható módon reagálni.Érdekes ugyanakkor, hogy bár mindkét állítást tényként kezeljük, és azokkal a társadalom, sőt kis túlzással az egész emberiség egyetért, a gyors, hatékony, fenntarthatóságot, környezetvédelmi rugalmasságot eredményező változások, aktív cselekvések, szemléletváltozás mégiscsak várat magára. Várat magára legalább 30-40 éve, ha a környezetvédelem kiemelt szerepét mondjuk az első, 1972-ben tartott stockholmi környezetvédel-mi konferenciához kötjük. Akkor és ott elhangzott, hogy a környezetvédelem ügye fontos ügy, amelyért a nemzetek, országok külön-külön hatékonyan aligha tehetnek, olyan ügy ahol egységes szemléletre, egységes, harmo-nizált jogi rendszerre, közös cselekvési tervekre van szükség ahhoz, hogy sikeresen kezelni tudjuk a felmerülő problémákat.Most 2013-at írunk és elmondhatjuk, hogy a kör-nyezet védelme – ezen belül is annak egyik mar-káns részeként a hulladékgazdálkodás – ma már nem csak mindennapi életünk része, hanem egy
Egy hatékonyabb hulladékgazdálkodás felé
A magyar parlament 2012 õszén elfogadta, 2013. január 1-én pedig hatályba lépett az új, hulladékról szóló törvény, amelynek megalkotását részben az Európai Unió által 2008-ban megalkotott Hulladék keretirányelv rendelkezéseinek átültetési kötelezettsége, részben azonban a kormányzat mind szemléletében mind megvalósításában új környezetügyi stra-tégiája motiválta. Az új törvény legfõbb változásokat hozó rendelkezéseinek bemutatása mellett az irománnyal arra teszünk kísérletet, hogy felkutassuk és bemutassuk a jogalkotót vezérlõ célokat, illetve a törvény rendelkezései mögött meghúzódó szándékot, és azt hogy milyen problémákra kívánt megfelelõ választ adni a jogalkotó. Mindennek jelentõsége, hogy a jogalkalmazók, a piaci szereplõk lássák az érem másik oldalát is, mert motiváltságukra a törvény szavának betartásán túl a környezet ügyének megoldásához is szükség van.
The Hungarian Parliament accepted the new Waste Act in the autumn of 2012, which came into force on the 1st January 2013. The reasons of adoption of the New Act were partly the provisions of the Waste Framework Directive, which was obligated by the European Union in 2008 and the new environmental strategy of the Hungarian Government. This document introduces the most important provisions, which caused the major changes and attempts to detect and present the objectives, intentions and problems of legislation makers. The importance of it is to introduce the advantages and disadvantages of the system to the decision makers and key players, in order to motivate them to create a more effi cient environmental system.

28 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
igen divatos, sőt „trendi” dolog is, amelyről min-denkinek vannak már nem is olyan felületes isme-retei, amivel mint égető problémával a tudomány legtöbb ága aktívan foglalkozik, amely által gene-rált problémák részei mindennapjainknak, és ami-vel foglalkozni a köznapi ember szintjén is trendi lett.Valahogyan a megoldások mégsem igazán akar-nak jönni. Úgy tűnik minél többen foglalkoznak ezzel az üggyel, annál inkább kevés az összesített eredmény. Talán az lehet a helyzet, hogy ha minél jobban be tudjuk azonosítani a környezetvédelmi tárgykörbe tartozó problémákat, annál inkább rá-jövünk, hogy a sokat hangoztatott környezetvédel-mi integráció a gyakorlatban, a problémák szintjén már meg is valósult? És talán ez azt is jelenti, hogy minél inkább húzzuk-halasztjuk a gyakorlati vá-laszadás során az integrált válaszadás ódiumának felvállalását, annál inkább görgetjük magunk előtt az egyre növekvő problémahegyet? Valószínűleg így van. A kérdés ezen a ponton csak az, hogy ak-kor mi köze is van ennek a felismerésnek a mű-anyagiparhoz és a hulladékról szóló új törvényhez, hiszen e sorok mégiscsak a célból kerültek megfo-galmazásra, hogy az új törvény és a műanyagipar, a műanyagipar szereplőinek relációjában felhívják a fi gyelmet a változásokra, arra, hogy 2013-tól, az új törvény hatálybalépésének évétől mi és hogyan változott és ez miként érinti az ipar szereplőit. A kérdésre adandó válasz azonban slusszpoénként a végére marad majd, annak ellenére, hogy a beve-zetőből már szinte triviálisan levezethető.Lássuk inkább azt első körben, hogy mi ösztönöz-te, vezette a jogszabályalkotót akkor, amikor meg-alkotta ezt az új törvényt.Egyrészt a külső kényszer. Az Európai Unió által diktált kényszer, amely a 2008-ban elfogadott új Hulladék Keretirányelv rendelkezéseinek tagálla-mi átültetését 2010-ig kötelezővé tette a 27 tag-állam számára. Sajnos ez az átültetés hazánkban kissé megkésve sikerült, de végül sikerült. Nem mellesleg már maga az a tény is, hogy az Eu-rópai Unió, amelynek megalkotására vonatkozó gondolatok szárba szökkenésekor a környezetvé-
delem és a hulladékgazdálkodás nem volt éppen központi téma, egységes irányelvekkel igyekszik egységes gyakorlatot teremteni és ezzel az egyik legtermékenyebb jogalkotási területté fejlesztette a környezetvédelmet és a hulladékgazdálkodást, azt mutatja, hogy a nevezett területek igen fontos-sá váltak az egységes Európában is.De ezt támasztja alá az új magyar Alaptörvény is, amely a korábbi Alkotmánytól eltérő módon konkrétabban rendelkezik a környezet védelmé-ről, sőt, a hulladékgazdálkodással kapcsolatosan speciális rendelkezést is tartalmaz, amely szerint: „Elhelyezés céljából tilos Magyarország területé-re szennyező hulladékot behozni.” Nyílván ennek az írásnak nem az új Alaptörvény vizsgálata a cél-ja, mégis fontos kiemelni ezt az érdemi változást, hiszen ilyen magas szinten, ilyen direkt módon korábban nem került megfogalmazásra ennyire konkrét szabály. Azzal, hogy maga az Alaptör-vény tartalmazza ezt a mondatot szintén az ügy és a probléma fontossága nyer elismerést.De térjünk vissza az eredeti témához, és nézzük meg, a külső kényszeren kívül mi motiválhatta a jogszabály alkotót az új hulladékról szóló törvény megalkotása során.Motiváló tényezőként fogalmazható meg az a tény is, hogy a gazdasági válság ellenére az emberek fogyasztási szokásaiban, életvitelében rohamos változás zajlott le illetve zajlik most is. A köznapi nyelvben fogyasztói társadalomnak hívott jelenség a hulladékgazdálkodás oldaláról is megközelíthe-tő, ha pedig meg is közelítjük akkor nem örülünk annak amit látunk. Ma már szinte nincs is olyan emberi tevékenység amely valamely közvetlen vagy közvetett módon nem járna hulladékterme-léssel. Ehhez vegyük hozzá, hogy 100-200 évvel ezelőtthöz képest a vásárlási szokásaink és vásár-lási intenzitásunk is megváltozott, majd mintegy receptként adjuk ehhez hozzá a robbanásszerűen növekvő populációt, és ebből egyből látszik, hogy a gond a termékigény és ezáltal a hulladék meny-nyiségének exponenciális növekedése. (mindez annak ellenére igaz ma Magyarországon, hogy a népesség növekedése nem egyezik meg a világ

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 29
népességének átlagos növekedésével, sokkal in-kább az európai öregedő társadalom jelent itthon is gondot)A növekvő termékigény kielégítése már a termelés során nagyobb mértékű nyersanyagfelhasználást, több gyártásközi selejtet – gyártási hulladékot, a folyamat – vagy életciklus – végén pedig több hul-ladékot eredményez.Különösen igaz ez a műanyagokra. Egy amerikai felmérés szerint az elmúlt nem több, mint 60 év-ben a világ műanyag termelése 1,5 millió tonnáról 245 millió tonnára nőtt. Ez többmint 160-szoros növekedés 60 év alatt. Európa, mint a jóléti álla-mok jelentős részét adó kontinens, ebből közel 65 millió tonnával „veszi ki a részét”, a teljes terme-lés kicsit több mint 25%-át adva. 1
Magyar viszonylatban – a KSH adataira támaszkod-va – szintén azt látjuk, hogy mind a műanyag terme-lés, mind a felhasználás mértéke nőtt hazánkban az elmúlt évtizedekben, ebben a gazdasági válság ho-zott csak enyhülést, amelynek hatására e szegmens-ben is visszaesett a termelés és a felhasználás is, de szinte törvényszerű, hogy az időszakos visszaesést követően a növekvő tendencia folytatódni fog.Szintén magyar viszonylatoknál maradva, azt lát-juk, hogy éves szinten a 4,5 millió tonna települési szilárd hulladék termeléshez képest, 700 ezer tonna műanyagot gyártunk le, amelynek közel 40%-át – 250 ezer tonnát - csomagolási célra használjuk fel. Ha 10 milliónak vesszük hazánk lakosainak szá-mát, ez azt jelenti, hogy évi 70 kilogramm műanya-got gyártunk le, amelyből közel 25 kilogrammot csomagolási céllal meg is veszünk és ki is dobunk. Láthatjuk, hogy kibocsátási oldalon is jellemző, hogy a műanyagok tekintetében az anyagválto-zatosság igen nagyfokú, így bár a hulladék kelet-kezésénél többféle megoldással találkozhatunk, a lakosságot is érintő szelektív hulladékgyűjtés jellemzően csak néhány műanyagfajta elkülönített gyűjtésére fókuszál, azon anyagok körére, ame-lyek a lakosok számára is jól felismerhetőek, il-letve amelyek gyűjtése és hasznosítása megoldott, vagy gazdaságosan megoldható.
1 PEMRG: Purdue Energy Modelling Research Group
Gondolhatnánk, de jó is ez a rendszer, hiszen legalább a legnagyobb mennyiségű PET hulla-dék gyűjtése megoldott ma hazánkban. A számok azonban nem ezt támasztják alá.
1. ábra
2. ábra 2
A fenti diagramon, a 2012-es év lakossági sze-lektív hulladékgyűjtéséből adódó mennyiségek eloszlását látjuk. A szomorú tény azonban az, hogy az összes begyűjtött mennyiség nem éri el a 17.000 tonnát! Ez a teljes csomagolási kibocsátás 6,5%-a. A lakosság ennyit juttat vissza az anyag-körforgásba. Ipari oldalon ez kiegészül ugyan to-vábbi 45.000 tonna csomagolási eredetű műanyag hulladékkal, de lássuk be, az még így is csak 23% körüli arány. Ez bár megfelel a minimális elvárá-
2 Országos Hulladékgazdálkodási Ügynökség

30 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
soknak amelyet az Unió támaszt velünk szemben, a lehetőségekhez képest mégis alacsony arány. A felsorolt adatokból megállapítható hogy e téren is pazarló életet élünk, amelynek többszörösen negatív hatásai vannak. Egyrészt luxus, hogy bár kiépítésre kerültek szelektív gyűjtőszigetek, és a szelektív gyűjtés közel 9 millió magyar számára elérhető lenne, tízből csupán 1 ember él is az adott lehetőséggel.
3. ábra 3
Ennek hatásai csupán részben környezetvédelmi-ek. A negligencia gazdasági hatásai is jelentősek. Amennyiben többen, több anyagot elhelyezve használják a gyűjtőszigeteket, azok üzemeltetői haszonanyaghoz juthatnak, amely gazdaságosab-bá teheti a folyamatokat, új befektetéseket, fej-lesztéseket indukálhat, növelheti a komfortérzetet például azzal, hogy nő a gyűjtőszigetek száma.A nagyobb mennyiségű hulladék, haszonanyag meglapozhat egy középtávú iparfejlesztést, hi-szen amennyiben adottnak tekinthetjük a beme-neteli oldalon az alapanyagokat, úgy a befektetés is nagyobb biztonsággal vállalható, növekedhet a befektetési kedv, amely többek között új munka-helyeket, jobb, környezetbarátabb technológiák bevezetését eredményezheti.A bemutatott állapotok, eredmények azonban a
3 Országos Hulladékgazdálkodási Ügynökség
fejlesztési folyamatokat nem indították el, vagy nem kellő mértékben, ezért a szakpolitika közbe-avatkozott, és fentről jövő irányítással, jogszabá-lyi koncepcióváltással, új stratégia mentén igyek-szik a pozitív folyamatokat beindítani.A puding próbája az evés, ezért az, hogy a kitű-zött célok milyen mértékben és milyen ütemben valósulhatnak meg az a jövő kérdése, az irányok azonban jól láthatóak, jól érzékelhetőek. A cél egy olyan integrált jogszabályi és ennek folyomá-nyaként gyakorlati rendszer megvalósítása amely gondos tervezéssel, szakmai, szakpolitikai dön-tések mentén az országos tervezésnél fi gyelembe veszi a regionális és helyi viszonyokat, és ezekhez ad központi támogatást. A cél tehát a törvényből kiolvashatóan ez. A megvalósítás most kezdődik, és reméljük eredménnyel jár.A törvény rendelkezéseinek részletes ismerteté-sének igénye nélkül, szimplán személyes döntés eredményeként emeljünk ki néhány fontos újdon-ságot a hatályba lépett rendelkezések közül.A törvény részletesen foglalkozik a Keretirány-elvben is megtalálható környezetvédelmi alapel-vekkel, amelyek közül továbbra is a kiterjesztett gyártói felelősség elvének és a szennyező fi zet elvének kiemelése látszik fontosnak, lévén ezek alapján kerül részletesen szabályozásra az egyes, a hulladék életciklusban megjelenő szereplők kö-telezettségei (gyártó, forgalmazó, ingatlantulajdo-nos, hulladékbirtokos, hulladékkezelő stb.) A ke-resztfi nanszírozás tilalmának elve már előrevetíti a megváltozott hulladék közszolgáltatói rendelke-zések apropóját és egyik lényeges indokát is adja.Szintén a Keretirányelv rendelkezéseinek okán kerül részletesen meghatározásra az un. hulladék-hierarchia, amely a keletkezett hulladékok kezelé-sének prioritási sorrendjét adja, és amely ekként vezérfonálként szolgál a tagállamok, köztük Ma-gyarország jogalkotói számára is akkor, amikor a hulladékkezelésre vonatkozó részletes szabályai-kat és a hulladékkezelési stratégiájukat meghatá-rozzák. Itt a szándék feketén-fehéren a múlt hibás gyakorlatának megszűntetése, a hulladékban ta-lálható érték eltemetésével, a hulladéklerakással

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 31
szemben a hulladékban rejlő értékek kiaknázása ha kell hát így, hatalmi szóval. A Hulladékról való törvény szintén újdonságként vezeti be a melléktermék fogalmát, amely a termék előállítók számára ad mankót azzal, hogy megha-tározza, mikor nem kell hulladéknak tekinteni a termékelőállítás során keletkező egyéb anyagokat. Ez a rendelkezés a gyakorlat számára bír hatalmas relevanciával, hiszen a termékelőállítók életét ér-demben könnyíti, úgy, hogy közben megfelel a környezetvédelem magasztos céljainak is.A hulladékstátusz megszűnéséről szóló szakaszok részben a hulladékpiramis alkalmazhatóságát és gazdasági realitásait kezelik akkor, amikor a hul-ladékoknál meghatározott kritériumok teljesülése esetén azokat ismét termék státuszba helyezik, ezzel zárva be jogilag is a termék életciklus kö-rét. Azon anyagok, amelyek megfelelnek a tör-vényben felsorolt követelményeknek kikerülnek a hulladékos szabályozás alól, termékké válásukat a jogszabály is elismeri.A keresztfi nanszírozás tilalmának elvét követően a minősítésről szóló passzusok szintén az egyik legtöbbet vitatott újdonságot alapozzák meg, a közszolgáltatókra is vonatkozó új rendelkezések részét képezve. A részletekbe ezen írás kapcsán azért nem érdemes mélységében belemenni, mert a sorok olvasóit ezek a rendelkezések aligha érin-tik, a változás azonban olyan érdemi, hogy annak főbb mozzanatainak ismertetése nélkül foghíjassá válik a tartalom. Röviden összefoglalva a leglényegesebbeket a hul-ladékgazdálkodási közszolgáltatással kapcsolatos nóvumra vonatkozóan elsősorban ki kell emelni, hogy 2013-tól már csak többségi köztulajdonban álló gazdasági társaságok láthatják el a közszolgál-tatási funkciókat, ráadásul 2014-től mindezt non-profi t alapon kell, hogy megtegyék majd. Több-letkötelezettségként jelentkezik továbbá, hogy az alapnak számító hulladékgazdálkodási engedélyen felül a közszolgáltatók külön hulladékgazdálkodá-si közszolgáltatási engedélyt is kötelesek lesznek megszerezni, amelyet majd a már említett minősí-tési eljárás követ, amelyet az OHÜ végez majd el.
Utóbbi a szolgáltatás biztonságára és minőségére vonatkozó kritériumokat alkalmazva adja ki a kért minősítést. Csak ezek birtokában lehet adott cég közszolgáltató, és indulhat el az önkormányzatok által kiírt közbeszerzési pályázatokon. Végül, de nem utolsó sorban 2014-től a közszolgáltatási díj központi árszabályozás alá esik majd, a Magyar Energia Hivatal lesz majd hivatott – az OHÜ ja-vaslatának fi gyelembe vételével - arra, hogy a mi-niszternek a díjjal kapcsolatban javaslatot tegyen. Azt a jogszabály nem tartalmazza, hogy pontosan melyik minisztert kell ez alatt érteni. Az ipar szereplői számára meghatározó e tekintet-ben még az is, hogy a közszolgáltatókkal szemben fennálló díjhátralékot idén már a NAV adók mód-jára behajthatja.A törvény ezen felül lehetőséget teremt arra is, hogy törvény vagy kormányrendelet a hulladék-birtokost, önkormányzati rendelet pedig az ingat-lantulajdonost kötelezheti arra, hogy egyes anyag-fajtákat – például a műanyagot – elkülönítetten – szelektíven gyűjtse. Ennek a kötelező szolgáltatás igénybevétel szempontjából óriási lehetősége van.Végül, de nem utolsó sorban emlékezzünk meg a lerakási járulékról is, amely a nyugati országok példáját követve hazánkban is bevezetésre került 2013-tól, és amelynek mértéke évről évre szignifi -kánsan növekszik annak érdekében, hogy a hulla-dékhierarchia magasabb szintjein álló hasznosítási technológiákat versenyképessé tegye a lerakással szemben, ekként pénzügyileg ösztönözve, rászo-rítva a hulladékbirtokosokat egy környezettuda-tosabb hulladékszemlélet kialakítására és alkal-mazására. Ez az eszköz a jelen helyzetben talán túlzásnak tűnhet, de nem az ha azt tekintjük, hogy vélhetően ez az egyetlen gyors és hatékony módja a „szemetelési” szokások megváltoztatásának. Természetesen a törvény még sok egyéb újdonsá-got rejt, de ezek tételes elemzésére jelen keretek között nem vállalkozhatunk. Elmondható azonban az is, hogy a törvény mellett további nyolc végre-hajtási rendelet is hatályosult idén januárban, és további közel 30 rendelet vár még módosításra. Ez részben nagy kihívások elé állítja a jogszabályal-

32 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
kotót, akinek koherens rendszert kell létrehoznia, részben a jogszabály alkalmazóit, akiknek a jog-szerű működéshez mindenkor jogkövető maga-tartást kell tanúsítaniuk egy dinamikusan változó környezetben.Hab a tortán, hogy a szakpolitikai koncepcióválto-zásnak nem is a hulladékról szóló törvény volt az első mozzanata, hanem a gyártókat pénzügyileg is érintő termékdíj törvény közel egy évvel koráb-ban, amely a korábban kialakult rendszer helyébe egy teljesen új, nulláról épülő rendszert vezetett be, amelyben a központi fi gura a 100% állami tu-lajdonú Országos Hulladékgazdálkodási Ügynök-ség lett, amely szervezet a Ht.-vel további jelentős feladatokhoz jutott.A cseresznye a hab tetején pedig, hogy mint látjuk a teljesen új szisztéma, annak intézményeivel és részletszabályaival egyrészt még nem teljes, más-részt további csiszolásra, pontosításra szorul mint minden hasonló mértékű változáson átesett rend-szer.És akkor a korábban tett ígéretnek megfelelően
álljon itt a konklúzió, a kérdésre adott válasz, hogy mi köze is van ennek az egésznek a műanyagipar-hoz? A válasz pedig igen egyszerű. Törvények, rendeletek, szabályozás, bírság, ösztönzés ide vagy oda, a környezetvédelem egésze, így a hulla-dékgazdálkodás is csak akkor működik, ha abban mindenki részt vesz. Legyen az természetes sze-mély, gazdasági társaság, a műanyag ipar szerep-lője. Itt nem érvényes kifogás az, hogy majd az állam megoldja, miként az sem magyarázat, hogy én azt hittem valaki más feladata. A gyártásnál mi döntjük el mit gyártunk, a vásárlásnál mi döntjük el mit veszünk meg, és a kukákba a hulladékot is mi tesszük bele. Az, hogy ezt hogy csináljuk a sa-ját döntésünk, amelynek következményeiért senki mást nem dicsőíthetünk vagy szidhatunk mint sa-ját magunkat. Ha tisztább, szebb, egészségesebb környezetre vágyunk, annak ára van, mint minden másnak a világon, és ez határozottan hosszabb távú befektetés, mint bármi más.
Dr. Wégner Krisztina

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 33
LANXESS Central Eastern Europe s.r.o. Magyarországi Fióktelepe
A LANXESS AG. Németország egyik legnagyobb, a Frankfurti Tõzsdén (DAX) jegyzett, specializált vegyipari konszernje, amely a világ számos területén jelen van. A LANXESS gazdag portfoliója a prémium termékekre összpontosít, fõ tevékenységi területét a mûszaki mûanyagok, szintetikus kaucsukok, különleges segédanyagok és köztes termékek
fejlesztése, gyártása és forgalmazása képezi.
Az egyik súlypont a LANXESS hightech mûanyag granulátumok High Performance Materials, a jól ismert Durethan® és Pocan ® kereskedelmi márkákkal. Anyagaink döntõ többsége az autó- és gépjármûgyártásnál kerül felhasználásra, de keresettek minden
területen, ahol PA 6, PA 6.6 és PBT kerül feldolgozásra.
A LANXESS Keltan Elastomers és High Performance Elastomers üzletágai a szintetikus kaucsukok széles választékát kínálja az autóipar, a gáz-, olajkitermelés, a gépipar, építõipar, kábelgyártás, cipõipar területére Therban® (HNBR); Levapren®/Levamelt®, Baymod® L (EVM); Baypren® (CR); Perbunan®/ Krynac®, Baymod® N (NBR); Levatherm® F (FKM); Keltan® EP[D]M márkaneveken.
A LANXESS Functional Chemicals (FCC) üzletága különbözõ polimerekhez nyújt additíveket, foszfor és speciális vegyi anyagokat valamint színezékeket, pigmenteket. Legfõbb termékek és márkák köre: színezékek és pigmentek (Macrolex®, Bayplast®); lágyítók (Unimoll®, Mesamoll®, Ultramoll®, Triacetin,
Adimoll®); égésgátlók (Disfl amoll® és Levagard®).
1016 Budapest, Hegyalja út 7-13 · www.lanxess.com
LANXESS HPM: E-Mail: [email protected] tel: +361224-7044LANXESS KEL & HPE: E-Mail: [email protected] Tel: +361224 7043LANXESS FCC: E-Mail: [email protected] Tel: +3612247046
Palástfűtések, kerámia betétes palástfűtések
Lapfűtések, speciális fűtések
Hőérzékelők, hőfokszabályzók
Többcsatornás hőfokszabályzó egységek
Alapanyagszárítók
Beömlőfűtések, csőfűtések

34 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
1. BevezetésNapjainkra a műszaki fejlesztések és a számítástech-nika térhódítása az egyik legelterjedtebb és legsokol-dalúbban használható műanyagfeldolgozási eljárás-sá tették a fröccsöntést. A fröccsöntött termékekkel szemben támasztott egyre magasabb követelmények és az egyre kihegyezettebb gazdasági verseny nem csak a gyártástechnológiában, hanem a termékterve-zésben és a gyártás előkészítésében is jelentős fej-lődést hozott. Napjainkban az igényes, jó minőségű fröccsöntött alkatrészek gyártását megelőzően szinte elengedhetetlen a gyártás folyamatának számítógé-pes szimulációja, mivel ennek segítségével az esetle-ges hibák még a tényleges gyártás megindítása előtt kiküszöbölhetőek, amely pénz és idő megtakarítást eredményez [1, 2]. A fröccsöntési szimulációk múlt-ja egészen az 1970-es évekig nyúlik vissza. Amíg akkoriban főképp csak a kitöltés folyamatának meg-felelő modellezése volt a cél, addig napjainkban a szimulációk már jóval több területre irányulnak (pél-dául zsugorodás, vetemedés, maradó feszültségek számítása), így a szimulációk már lényegesen több és pontosabb bemenő alapanyag adatot igényelnek,
mint a korai időkben. Mivel az alapanyagok egyes tulajdonságainak kimérése meglehetősen időigényes és drága feladat, több próbálkozás is zajlott az egyes alapanyag családok jellemző tulajdonságainak be-határolására és szimulációs felhasználására. Azon-ban vizsgálatok rámutattak, hogy lényegesen jobb eredmény érhető el a szimuláció során, ha az adott alapanyagra rendelkezésre állnak a pontos anyagi tu-lajdonságok [3]. A napjainkban elterjedten használt, kereskedelmi forgalomban is elérhető szimulációs programok a legalapvetőbb futtatásokhoz is minimá-lisan négy anyagjellemzőt igényelnek, ezek a fajhő, a viszkozitási adatok, a hővezetési tényező, valamint az alapanyag nyomás-hőmérséklet-fajtérfogat össze-függése (pvT adatok). Az említett bemenő adatokon kívül, a futtatás jellegétől függően szükség lehet még mechanikai jellemzőkre, vagy akár az alapanyag op-tikai törésmutatójára is. Egyes anyagjellemzők meg-határozására rendkívül kifi nomult eszközök állnak rendelkezésre és mérési módszerük is megbízható, azonban egyes anyagjellemzők, például a hővezetési tényező, vagy a pvT jellemzők mérése nem tekinthe-tő kiforrottnak, illetve a mért adatok valójában nem
In these days the injection molding simulation software helps to the engineers to lower the production costs and shorten the time to market. To do precise simulations, accurate material model is needed. For a basic injection molding simulations the following four properties are necessary: specifi c heat, viscosity, thermal conductivity and the pressure-specifi c volume-temperature (pvT) relationship. In this study the properties of BASF Terluran GP-35 ABS material was determined and compared to the data in the MoldFlow database. For the thermal conductivity measurements new equipment, for the pvT properties determination new measuring method was developed.
Napjainkban a fröccsöntési szimulációk jelentôs mértékben megkönnyítik a mérnökök mun-káját, hogy az új termékek piacra kerülési idejét és a költségeket lecsökkentsék. A pontos szimulációkhoz azonban megfelelô anyagmodellekre van szükség. A legalapvetôbb futta-tásokhoz minimálisan négy anyagjellemzô szükséges: a fajhô, a viszkozitás, a hôvezetési tényezô, valamint az alapanyag nyomás-hômérséklet-fajtérfogat összefüggése. Munkánk során BASF Terluran GP-35 típusú ABS anyagjellemzôit mértük ki, továbbá a mért értéke-ket összehasonlítottuk a MoldFlow szimulációs program adatbázisában szereplô értékek-kel. A hôvezetési tényezô meghatározására egy új berendezést fejlesztettünk, a nyomás-hômérséklet-fajtérfogat összefüggés feldolgozási körülményeknek megfelelô mérésére új eljárást dolgoztunk ki.
Anyagvizsgálati módszerek fejlesztése fröccsöntési alkalmazáshoz

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 35
a feldolgozásnak megfelelő körülményekre vonat-koznak. A pontosabb szimulációs eredmények érde-kében új berendezéseket fejlesztettünk a hővezetési tényező és pvT adatok pontosabb mérésére.A fröccsöntési szimulációk elvégzéséhez a polimer anyagok egyik alapvető fi zikai paramétere a hőveze-tési tényező. Ez nagyban meghatározza a termék hű-lési folyamatát, ami több jellemzőre is kihatással van (pl.: elérhető folyási úthossz, lepecsételődési idő, hű-tési idő, ciklusidő). A polimer alapanyagok hőveze-tési tényezőjének meghatározására a két legelterjed-tebb módszer a forrólapos eljárás (Hot Plate), vala-mint a Flash módszer. A Hot Plate eljárás egy igen egyszerű mérési mód, amelynek alapja a Fourier tör-vény (2). A módszer hátránya, hogy a mért értéke-ket állandósult állapotban kell leolvasnunk, így egy mérés sok időt vesz igénybe. Azonban az eredmé-nyekből a hővezetési tényező közvetlenül számítha-tó. Ezzel szemben a Flash módszer sokkal gyorsabb, néhány másodperc alatt eredményt szolgáltat. Hátrá-nya, hogy a mérési értékekből közvetlenül a hőmér-sékletvezetési tényező számítható, majd a fajhő és a sűrűség ismeretében a hővezetési tényező [4]. A polimerek nyomás-hőmérséklet-fajtérfogat össze-függése nem csak a polimerfi zika rendkívül fontos anyagtulajdonsága [5], hanem a fröccsöntés techno-lógiai tervezésének és szimulációjának is nélkülöz-hetetlen adata. Mivel a polimerek hőtágulási együtt-hatója átlagosan egy nagyságrenddel nagyobb, mint a fémeké, valamint a polimerek lényegesen nagyobb fajtérfogat változást szenvednek a nyomás változta-tásának hatására, mint a fémek, a megfelelő pontos-ságú termékek gyártásakor elkerülhetetlen a pvT tu-lajdonságok szem előtt tartása. Napjainkban a pvT tulajdonságok mérésére két mérési módszert hasz-nálnak elterjedten, a Piston-die és a Confi ning Flu-id technikát. A két módszer közös jellemzője, hogy segítségükkel a pvT adatok nem határozhatóak meg a feldolgozási körülményeknek megfelelő hőtani pa-raméterek mellett [6]. Az elmúlt néhány évben töb-ben is próbálkoztak gyári berendezés továbbfejlesz-tésével, illetve új berendezések kifejlesztésével is, amelyek extrúzió során, vagy speciális fröccsöntő szerszám segítségével végzik a mérést [7, 8]. Mind-
ezek ellenére olyan berendezés, amellyel a fröccsön-tés során végbemenő folyamatoknak megfelelő kö-rülmények között lenne végezhető a pvT mérés, egy-előre nem került bemutatásra.
2. Kísérleti részA kísérleti részben a fröccsöntési szimulációk futta-tásához elengedhetetlen anyagmodellek négy alap-vető elemének meghatározási módszerét mutatjuk be. A pvT tulajdonságok és a hővezetési tényező mé-résére saját fejlesztésű berendezéseket alkalmaztunk. A fajhőt és a viszkozitásgörbéket hagyományos mó-don, DSC berendezéssel és kapillár viszkoziméterrel határoztuk meg.
2.1 pvT tulajdonságok meghatározásaAz alapanyag pvT tulajdonságainak meghatározásá-ra egy új eljárást fejlesztettünk ki, amellyel a fajtérfo-gat teljes mértékben a feldolgozás hőtani viszonyai-nak megfelelően mérhető, az alapanyag feldolgozása során. A mérés egy speciális szerszám segítségével történik, amelyben a szerszámba juttatott polimer ömledék hűtése során bekövetkező méretváltozás és ezáltal a fajtérfogat változás folyamatosan mérhető [9]. A mérés izobár körülmények között zajlik, a mé-rés során a nyomást egy a szerszámba épített moz-gatható mag tartja fenn, a fröccsöntőgép aggregátja csak a szerszám kitöltését végzi. A szerszám szerke-zeti vázlatát az 1. ábra szemlélteti.
1. ábra A pvT mérő berendezés felépítése
(1- beömlő lap, 2- mozgatható mag, 3- mérőtér, 4- rugós
működtetésű visszaáramlást gátló szelep)

36 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A mérési folyamat a szerszám zárásával és az ömledék befröccsöntésével kezdődik. A befröccsöntés során az ömledék először a beöm-lő lapon (1. ábra /1) kialakított elosztó csatornát tölti fel, majd egy rugós működtetésű szelephez ér (1. ábra /4). A nyomás növekedésével a szelepre egyre nagyobb erő hat, amely egy előfeszített rugó ellenében nyitja a szelepet. A szelep nyitását kö-vetően az ömledék kitölti a formaüreget (1. ábra /3), amely egyben a mérőtér is, majd a teljes kitöl-tést követően a rendszer nyomása lecsökken és a rugós szelep lezárja a visszaáramlás útját. A visz-szaáramlás kiküszöbölése fontos szerepet játszik a mérés pontosságának biztosításában. A szelep zá rását követően a szerszám mozgatható magja (1. ábra /2) felépíti a mérés során használni kívánt nyomást. A nyomás felépülését követően kezdetét veszi a mérés, amely során a dugattyú folyamatos elmozdulásával követi a minta méretváltozását a teljes kihűlésig. A mag mozgatását egy hidrauli-kus henger, vagy akár a fröccsöntőgép hidraulikus kilökő egysége is végezheti. A mérés során a for-maüreg térfogatváltozása a mag elmozdulásából számítható, így a minta tömegének mérésével az átlagos fajtérfogat már adódik. Mivel a minta a mérés során intenzív hűtésnek van kitéve, a minta egyes részei között jelentős hőmérséklet különb-ség alakul ki, amely függ a minta vastagságától, az anyagi jellemzőktől és a szerszám, illetve ömledék hőmérséklettől. Mivel a polimerek jellemzően rossz hővezetők, a kialakuló hőmérséklet különb-ség akár a 100°C-ot is meghaladhatja. Annak ér-dekében, hogy a mért eredmények ne legyenek a hőmérséklet eloszlás hatása által okozott hibával terheltek, egy kompenzációs módszert dolgoztunk ki, amely a fajtérfogat számítása során fi gyelembe veszi a minta pillanatnyi hőmérsékletkülönbség eloszlását. Mivel a fröccsöntött darabok hőmér-séklet eloszlásának mérése egyelőre nem megol-dott, a hőmérséklet eloszlást számítottuk. A számí-tások során azzal az egyszerűsítéssel éltünk, hogy a mérésekhez használt 30 mm átmérőjű próbatest a palástfelületén nem ad le hőt. A hővezetés egy-szerűsített differenciálegyenletét explicit közelí-
téssel oldottuk meg:, (1)
ahol t [°C] a hőmérséklet, τ [s] az idő, x [m] a hely, a [m2/s] pedig a hőmérséklet vezetési tényező. A számításhoz szükséges fajhő adatokat DSC mé-réssel, a hővezetési tényezőt pedig az általunk fej-lesztett berendezéssel határoztuk meg.
2.2 Hővezetési tényező meghatározásaA fröccsöntési szimulációhoz elengedhetetlen az alapanyag hővezetési tényezőjének ismerete, ugyan-is ez jelentősen meghatározza a termék hűlési folya-matait, illetve az ahhoz kapcsolódó jellemzőket. A hővezetési tényező meghatározásához egy Hot Plate elven működő berendezést készítettünk el. A mód-szer lényege, hogy a vizsgálni kívánt próbatest két oldala között hőmérsékletkülönbséget hozunk létre, ami hatására hőáram indul el a melegebb oldal fe-lől a hidegebb oldal irányába. Az egyensúlyi helyzet (állandósult hőáram) beállta után a minta hővezetési tényezője egyszerűen számítható a hőáram, a minta vastagsága és a kialakult hőmérsékletkülönbség is-meretében. Az előző mennyiségek között a Fourier egyenlet [4, 10, 11] teremti meg az összefüggést (2):
, (2)
ahol Q [W] a kialakult hőáram, λ [W/mK] a min-ta hővezetési tényezője, A [m2] a minta hőáramra merőleges keresztmetszete, ΔT [°C] a kialakult hőmérsékletkülönbség és Δx [m] a minta vastag-sága. A hőmérsékletkülönbség többnyire villamos fűtéssel hozható létre, így a bevezetett teljesít-ményből (az áramerősség és a feszültség szorza-tából) számítható a hőáram. Az eljáráshoz kétféle konstrukció létezik, a szimmetrikus és az aszim-metrikus berendezés. Szimmetrikus esetben két minta közé helyezünk egy fűtőlapot, így a hőáram két irányba fog haladni. Aszimmetrikus esetben csak egy hűtő-, illetve fűtőlapra és egy próbatestre van szükség. Ebben az esetben a hő egy irányba fog haladni [4].

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 37
Az általunk elkészített berendezés aszimmetrikus (2. ábra) elrendezésű, ahol a fűtést AlCr ellenállás-huzallal, a hűtést pedig félvezető Peltier-elemekkel biztosítottuk. A Peltier-elemek hűtését passzív hű-tés biztosítja (alumínium hűtőborda). A hűtött és a fűtött oldalon az egyenletes hőmérsékletelosztás érdekében 1-1 85x85x5 mm-es réz hő-elosztó lapot szereltünk be. A kialakult hőmérsékleteket oldalan-ként 2-2 termisztor (Epcos B57045K) segítségé-vel határozzuk meg. A termisztorok beépítés előtti kalibrációját a Steinhart-Hart összefüggés (3) [12] segítségével végeztük el, ami a mért ellenállás és a hőmérséklet közötti összefüggést határozza meg:
, (3)ahol R [Ω] a termisztor ellenállása adott T [K] hő-mérsékleteken, A, B és C pedig a Steinhart-Hart egyenlet együtthatói. A hőveszteségek elkerülése, illetve minimalizálása érdekében a mérőeszközt polisztirol habbal szigeteltük el a környezettől.
2. ábra Hot Plate berendezés felépítése
2.3 Fajhő méréseAhhoz, hogy a fröccsöntési szimulációkból helyes eredményeket kapjunk, nem csak az anyag hőve-zetésére, hanem annak fajhőjére is szükségünk van. A fajhő (cp [J/kgK]) nem más, mint egy egy-ségnyi tömegű anyag hőmérsékletét 1°C-al meg-változtató energiamennyiség. Az alapanyag faj-hőjét a TA Instruments által gyártott DSC Q2000 típusú differenciális pásztázó kaloriméter segít-ségével határoztuk meg. A mérés során egy fűtés-hűtés-fűtés programot végeztünk el 0°C és 300°C között 5°C/perc-es sebességgel. A DSC berende-zés mérés során hőkapacitást számol. Ezt az ér-
téket természetesen át kell számítanunk fajhő ér-tékre, ami a minta tömegével történő osztás. Mi-vel szimulációk során a polimer alapanyag hűlését vizsgáljuk, így a hűtési szakaszban mért fajhőgör-bét kell felhasználnunk a szimulációk során.
2.4 Folyási görbék méréseA feldolgozás közben lejátszódó folyamatok is-merete nélkülözhetetlen a tervezéshez. A polimer alapanyagok fröccsöntése során azok ömledék ál-lapotba kerülnek, ahol a folyóképességgel jelle-mezhetjük az anyagot. Ez a dinamikai viszkozitás reciproka. Az alapanyagok gyakorlati jellemzésé-re a folyási mutatószám használatos (MFI=Melt Flow Index). Az MFI mérését széles körben hasz-nálják a gyakorlatban, azonban ez az érték a szi-mulációs számításokhoz nem alkalmazható, mivel a teljes folyásgörbének csak egyetlen pontját szol-gáltatja és azt is csak nagyon kis (~1-50 1/s) nyí-rósebesség mellett [13].A viszkozitásmérést Zwick Z050 típusú, szá-mítógép vezérlésű szakítógépre szerelt Instron típusú kapillár viszkoziméterrel végeztük el. A méréseket négy különböző hőmérséklet mellett (220; 240; 260 és 300°C), három eltérő hosz-szúságú kapillárissal, esetenként hét különböző nyírósebességgel mértünk. A kísérletek során felhasznált kapillárisok jellemzőit az 1. táblázat tartalmazza.
Hossz (L)[mm]
Átmérő (D)[mm]
1. kapilláris 25,56 1,512. kapilláris 50,93 1,533 . kapilláris 67,68 1,50
1. táblázat Kapillárisok jellemző méretei
A vizsgálatok során az adott beállítások mellett kialakuló erőt mértük. A végső célunk az anyag viszkozitásának a meghatározása, amelyhez a kö-vetkező összefüggéseket alkalmazhatjuk:Látszólagos nyírósebesség:
, (4)

38 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Látszólagos nyírófeszültség:
, (5)Látszólagos viszkozitás:
, (6)ahol Q a térfogatáram, R és L a kapillárisra jellem-ző sugár és hosszúság, ∆P a nyomáskülönbség. Q és ∆P a mért adatokból és a dugattyú átmérőjéből (Dd=9,525 mm), valamint a keresztfej sebességből számolható:
, (7)
, (8)A (7) (8) összefüggésben vkeresztfej a keresztfej se-bessége, valamint F a mért erő.A kapillárisban bekövetkező belépési és kilépé-si nyomásveszteségek hatásának kiküszöbölésére Bagley korrekciót alkalmaztunk:
. (9)A három kapillárisnál a nyomáskülönbségeket (ΔP) az L/R függvényében ábrázolva egyenest kapunk, amelynek tengelymetszete megadja az nB korrekciós tényezőt. A korrekciós tényező a nyí-rósebesség függvénye is, tehát a korrekciót mind-egyik (látszólagos) nyírósebesség értéknél el kell végezni. Mivel a résben az áramlási sebességprofi l alakja nem parabolikus, így a fal melletti nyírósebesség korrigá-lására Rabinowitsch korrekciót alkalmaztunk:
, (10)
. (11)A Bagley korrekció után kapott τf-et és a látszó-lagos nyírósebességet log-log koordináta rend-
szerben ábrázolva, a kapott egyenes meredeksé-ge megadja a b1 korrekciós tényező értékét, amely-lyel a valódi nyírósebesség kiszámolható. A és a hányadosából a valódi, szerszámgeometriá-tól független viszkozitás adódik:
. (12)A polimerek viszkozitása idő-, nyomás- és nyíró-sebesség-függő tulajdonság, amely leírására szá-mos matematikai modell ismeretes. Az egyik ilyen a Cross egyenlet, amely széles nyírósebesség tar-tományban használható összefüggés. A legtöbb szimulációs program a Cross egyenlet hőmérsék-let független alakját, a Cross WLF egyenletet al-kalmazza:
, (13)
, (14)
, (15)
, (16)ahol η a viszkozitás [Pa s], η0 a kezdeti viszkozitás [Pa s], a nyírósebesség [1/sec], T a hőmérséklet [K], n, τ*, D1, D2, D3, A1, pedig az adatillesztés során kapott együtthatók [13].
3. Eredmények és értékelésükA mérési eredmények kiértékeléséhez a mért és számított értékeket a MoldFlow szimulációs prog-ramjában található értékekkel hasonlítottuk össze. Az egyes helyeken rámutattunk az eddigi módsze-rek hibáira is.
3.1 pvT adatokAz alapanyag pvT tulajdonságait az újonnan fej-lesztett módszerrel vizsgáltuk, a méréseket Arburg Allrounder 370S 700-290 Advance gépen végez-tük. A vizsgálatok során az ömledék hőmérséklet

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 39
250°C, a szerszámhőmérséklet pedig 25°C volt. A mérések előtt az alapanyagot négy órán át, 80°C-on szárítottuk. Az elkészített próbatestek tömegét közvetlenül a fröccsöntés után mértük Ohaus Exp-lorer analitikai mérleg segítségével. Az egyes izo-bár értékekhez tartozó elmozdulás görbéken elvé-geztük a mintában kialakuló hőmérséklet eloszlás hatásának kompenzációját, majd a kéttartományú Tait egyenlet illesztését. Az adatbázisban is meg-található, valamint az új módszerrel mért adatokat a 3. ábra foglalja össze.
3. ábra BASF Terluran GP-35 alapanyag pvT görbéi 0,1;
20; 40; 80 és 120 MPa nyomáson
Amint látható, az új módszerrel mért pvT görbék jellegüket tekintve megfelelnek az amorf anyagok-nál megszokottaknak. A mért és az adatbázis ada-tait összehasonlítva megállapítható, hogy a mért adatok alapján az alapanyag kompressziós modu-lusa kisebb mind a Tg alatti, mind a Tg feletti h ő-mérséklet tartományban, mint az adatbázis adatai alapján számítható. Ez a gyakorlatban azt jelenti, hogy az alapanyag egységnyi nyomásváltozás ha-tására nagyobb térfogatváltozást szenved. Megfi -gyelhető továbbá, hogy az általunk végzett méré-sek esetén a lényegesen nagyobb hűtési sebesség miatt az üvegesedési hőmérséklet a nagyobb hő-mérsékletek irányába tolódott az adatbázis értéke-ihez képest. Az új mérési módszer előnye, hogy a hagyományos mérési módszerekhez képest jóval gyorsabban szolgál információkkal az alapanyag pvT tulajdonságairól, valamint hogy ezek az ada-tok valóban a fröccsöntés közben kialakuló viszo-nyokra vonatkoznak.
3.2 Hővezetési tényezőAz ABS alapanyag hővezetési tényezőjét a Hot Plate berendezéssel mértük meg. A méréshez két 80x80x2 mm méretű fröccsöntött próbatestet alkal-maztunk. A felületek között kialakuló hőellenállás lecsökkentése végett, és így a mérés pontosságá-nak javítására az érintkező felületek között szili-kon alapú hővezető pasztát alkalmaztunk. A fűtött oldalt 3,88 W nettó fűtési teljesítménnyel fűtöttük fel. A hűtött oldalon a Peltier-elemek hőmérsékle-tét 50°C állítottuk be. Így 10°C-os hőmérséklet-különbség alakult ki a két oldal között, tehát az eredményeket 55°C-on határoztuk meg. A mérés eredményeként az ABS Terluran GP-35 anyag hő-vezetési tényezője 0,26 W/mK.
3.3 Fajhőmérés eredményeA DSC mérés hűtési görbéjéből számított fajhő-értékeket a 4. ábra mutatja. Ez alapján a Terluran GP-35 alapanyag fajhője 1500 és 3000 J/kgK kö-zött változik a hőmérséklet függvényében. Továb-bá látható, hogy az általunk kapott értékek hason-ló lefutást mutatnak, mint a MoldFlow program adatbázisában található értékek, azonban tipiku-san 300-400 J/kgK-nel nagyobbak. Ez az eltérés abból adódik, hogy amíg mi a hűtési görbéből szá-mítottuk a fajhőt, addig a MoldFlow adatbázisban a fűtési görbéből számították. Mivel a fröccsöntési szimulációban a polimer alapanyag hűlési és hű-tési viszonyait vizsgáljuk, így célszerű az erre a folyamatra jellemző mérési körülményeket bizto-sítani.
4. ábra ABS Terluran GP-35 alapanyag mért és illesztett
fajhőgörbéje

40 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
3.4 Viszkozitási eredményekA négy különböző hőmérsékleten mért viszkozi-tási értékekre Cross WLF egyenletet illesztettünk és számítottuk annak együtthatóit. Az adatillesztés eredményét a 2. táblázat mutatja. A viszkoziméter-rel mért értékeket és a számított viszkozitásgörbéket az 5. ábra mutatja. Az ábra alapján látható, hogy a mérésekhez igen jól illeszthető az egyenlet.
Együttható Érték
n 0.41
τ* 15026.56
D1 3.2·1016
D2=T* 302.31
D3 0.00
A1 37.23
=A2 52.34
2. táblázat A Cross WLF egyenlet együtthatói
5. ábra ABS Terluran GP-35 alapanyag mért és számított
viszkozitásgörbéi
Szintén összehasonlítottuk a mérési eredményein-ket a MoldFlow adatbázisában megtalálható érté-kekkel. Az 6. ábra alapján látható, hogy a mért ér-tékekre illesztett görbék nagy nyírósebesség tarto-mányban (γ>100 1/s) igen jó egyezést mutatnak az adatbázis értékeivel, azonban γ<100 1/s tartomá-nyon már eltérés tapasztalható a 200 és 220°C-os méréseknél.
6. ábra ABS Terluran GP-35 alapanyag mért és számított
viszkozitásgörbéi
4. ÖsszefoglalásA fröccsöntési szimulációs programok adatbázisá-ban szereplő anyagmodellek pontossága nagymér-tékben befolyásolják a szimulációk eredményeit. Ezért ha megfelelően pontos eredményeket szeret-nénk elérni, az anyagparaméterek meghatározása elengedhetetlen lépése a folyamatnak. Munkánk során bemutattunk négy mérési módszert, ame-lyek segítségével meghatározhatóak a fröccsönté-si szimulációhoz nélkülözhetetlen anyagmodellek négy alapjellemzője. Ez a négy paraméter a fajhő, a viszkozitás, a hővezetési tényező, valamint a pvT összefüggés. A fajhőt és a viszkozitásgörbéket ha-gyományos módon, DSC berendezéssel és kapillár viszkoziméterrel határoztuk meg. A hővezetési té-nyező és a pvT görbék kimérésére saját fejleszté-sű berendezéseket alkalmaztunk. A pvT görbéket a hagyományos módszerektől eltérően fröccsöntés közben, azaz valós feldolgozási körülmények mel-lett határoztuk meg. Így sokkal pontosabb eredmé-nyeket kapunk, a hagyományos mérési idő töredé-ke alatt.
5. KöszönetnyilvánításA cikk a Bolyai János Kutatási ösztöndíj támoga-tásával készült. A szerzők köszönetüket fejezik ki az Országos Tudományos Kutatási Alap (OTKA PD 105995) anyagi támogatásáért.A munka szakmai tartalma kapcsolódik a „Minő-ségorientált, összehangolt oktatási és K+F+I stra-tégia, valamint működési modell kidolgozása a Műegyetemen” c. projekt szakmai célkitűzéseinek

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 41
megvalósításához. A projekt megvalósítását az Új Széchenyi Terv TÁMOP-4.2.1/B-09/1/KMR-2010-0002 programja támogatja. A munka szakmai tartalma kapcsolódik a „Új te-hetséggondozó programok és kutatások a Műegye-tem tudományos műhelyeiben” c. projekt szakmai célkitűzéseinek megvalósításához. A projekt meg-valósítását a TÁMOP -4.2.2.B-10/1-2010-0009 program támogatja.Köszönjük továbbá az Arburg Hungária Kft-nek az Arburg Allrounder 370C 700-250 Advance tí-pusú fröccsöntőgépet, a Lenzkes GmbH-nak a szerszámfelfogókat.
SUPLICZ ANDRÁS*
doktoranduszSZABÓ FERENC*
doktoranduszKOVÁCS JÓZSEF GÁBOR*
egyetemi docens
*Budapesti Műszaki és Gazdaságtudományi Egyetem, Gépészmérnöki Kar,
Polimertechnika Tanszék
6. Irodalomjegyzék1. Dunai A., Macskási L.: Műanyagok fröccs-öntése, Lexica Kft., Budapest, 2003.2. Sikló B., Kovács J. G.: Anyagtulajdonsá-gok modellezése és mérése fröccsöntési szimulá-cióhoz, Műanyag és Gumi, 47, 330-334 (2010).3. S. Endert, E. Gaitzsch, P.Wendisch: Simulation mit variierten Stoffdaten. Kunststoffe, 92, 66-69 (2002).4. K. D. Maglic, A. Cezairliyan, V. E. Peletsky: Com pendium of Thermophysical Prop-
erty Measurement Methods. Plenum Press. 1984.5. M. Hess: The use of pvT measurements in polymer science. Macromolecul ar Symposia, 214, 361-379 (2004).6. J.F. Luyé: PVT measurement methodology for semicrystalline polymers to simulate injection-molding process. Journal of Applied Polymer Sci-ence, 79, 302-311 (2001).7. N. Sadeghian, M. Golzar: PVT meas ure-ment system for wood plastic composite melt in an extrusion process. Journal of Reinforced Plas-tics and Composites, 27, 739-750 (2008).8. J. Wang, P. Xie, Y. Ding, W. Yang: On-line testing equipment of P–V–T properties of polymers based on an injection molding machi ne. Polymer Testing, 28, 228-234 (2009).9. F. Szabó, J. G. Kovács: Development of a novel pvT measuring technique. Materials Science Forum, 729, 126-131 (2013).10. A. Suplicz, J . G. Kovács: Development of thermally conductive polymer materials and their investigation. Materials Science Forum, 729, 80-84 (2013).11. J. G. Kovacs, G. Kortelyesi, N. K. Kovacs, A. Suplicz: Evaluation of measured and calculated thermal parameters of a photopolymer, Interna-tional Communicat ions in Heat and Mass Trans-fer, 38, 863-867 (2011).12. C. Chen: Evaluation of resistance-temper-ature calibration equations for NTC thermistors. Measurement;42, 1103-1111 (2009).13. Czvikovszky T., Nagy P., Gaál J.: A polimertechnika alapjai. Műegyetem Kiadó, Bu-dapest, 2006.
www.bb-press.hu

42 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Coolpure 1.0 – a jövô hûtôjeÚj forma, új anyagok, új szerep a konyhában – ezt tudja a BASF legújabb fejlesztése a coolpure 1.0A BASF futurisztikus koncepcióhûtôje január 14 és 20 között bemutatkozik a kölni „Living Kitchen 2013“ kiállításon. A coolpure 1.0 nem csak hût, formabontó megjelenésével és energiatakarékos mûködésével új utat mutat a jövô hûtôihez. A hagyományos hûtôszekrények konyháink legunal-masabb darabjai, többnyire nagyok, fehérek, és tég-latest alakúak. A legújabb lakberendezési tendenciák-nak megfelelôen a konyha egyre fontosabb lakótérré válik, így a benne található háztartási eszközök is egy-re inkább berendezési tárgyakká válnak, nem marad-nak meg egyszerû technikai eszközöknek. A coolpure 1.0 nem is hasonlít egy hagyományos hûtôre inkább egy divatos bútorként hódít a konyhában.A koncepció teljesen új felhasználási területeket nyit meg a poliuretánok elôtt a hûtôszekrények terüle-tén, amely messze túlmutat az egyszerû szigetelé-sen, és a hûtôszekrények gyártói számára fontos impulzust jelenthet ahhoz, hogy új megközelítéseket fejlesszenek ki. A BASF Polyurethanes új koncep-ció hûtôszekrényében az a különleges, hogy sokkal többet tud, mint pusztán csak hûteni. A coolpure 1.0 koncepciójának segítségével a BASF kreativitással és technikai találékonysággal igazolja, hogy anyagukat és tervezésüket illetôen milyen jövôbeni lehetôségeket lehet hasznosítani a hûtôszekrényekhez már akkor is, ha pusztán csak a poliuretánnak, mint anyagnak a hi-hetetlen sokoldalúságát tudják kihasználni. A coolpure 1.0 koncepció az anyagban megtestesülô innovációk és a funkcionalitás párosítása a jövôbemutató formanyelvvel, és tartós anyagok alkalmazásával. A BASF a jövôben sem gyárt hûtôszekrényeket, továbbra is egyedi javaslatok for-májában jelzi, hogy milyen újfajta lehetôségek rejlenek a poliuretánok alkalmazásában. A poliuretán felületek számos forma és szín kombi-nációját teszik lehetôvé. A LED-es világítás indirekt fényként szolgál a konyhában, a hûtôn ráadásul még kényelmesen helyet is lehet foglalni.További információ, képek és animáció:http://www.polyurethanes.basf.de/pu/solutions/de/content/group/innovation/concepts/coolpure_index
A BASF poliuretánjairólA poliuretánok területén a BASF a rendszerek, speci-alitások és alaptermékek vezetô gyártója világszerte. A 39 poliuretán rendszerházból és azok széles körû termék- és szolgáltatás portfóliójából álló, az egész
világra kiterjedô hálózat kedvelt partnerei ügyfeleink-nek számos üzletágban. A „PU Solutions Elastogran“ BASF márka már több mint 40 éves tapasztalat-tal rendelkezik, mint európai poliuretán piac- és technológiavezetô. A BASF rendszerház hálózatán keresztül gyors he-lyi támogatást tud nyújtani egyedi megoldások kifejlesztésétôl egészen a mûszaki szolgáltatásokig, az értékesítésig, a marketingig és a gyártásig terjedôen. A poliuretán alaptermékek elôállítása során a BASF a világ minden részén megtalálható Worldscale beren-dezésekkel biztosítja magának az összes régióban a piacvezetô pozíciót. A poliuretánok kényelmesebbé, biztonságosabbá és kellemesebbé teszik életünket – és fenntartható mó-don segítenek bennünket az energia takarékosság-ban. Hozzájárulnak ahhoz, hogy az építészek jobban tudják szigetelni az épületeket, a gépjármûgyártók lát-ványosabb dizájnelemeket vonultassanak fel, miköz-ben jelentôs súlymegtakarítást érnek el. A cipôk, mat-racok, háztartási- és sporteszközök gyártói sikerrel használják fel ennek a sokoldalú mûanyag különleges-ségnek számos lehetôségét, a BASF poliuretán szak-embereinek tudásával és támogatásával világszerte. További információk letölthetôek az alábbi honlapról: www.polyurethanes.basf.com

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 43
BevezetésA ma már igen nagy volumenben gyártott szál-erősített kompozitok mintegy 35-40%-a hőre lá-gyuló polimerekből készül, erősítőszálként pe-dig leggyakrabban üvegszálat vagy természetes szálakat alkalmaznak. A szálerősített hőre lágyu-ló kompozitoknak számos előnye van a hagyomá-nyos (pl. acél, alumínium) szerkezeti anyagokkal szemben, mint pl. korrózióállóságuk, kis sűrűsé-gük, kiváló szilárdság/tömeg arányuk és alacsony áruk. Ennek következtében számos felhasználá-si területen (pl. gépjármű-, és építőipar) fokozato-san kiszorítják a fémeket. Mindemellett, a korsze-rű környezetvédelmi és fenntarthatósági megfon-tolások tekintetében ma még néhány hátrányos tu-lajdonság is említhető a műagyag kompozitok al-kalmazásával szemben. Hátrány például, hogy a
polimer gyártás alapját fosszilis eredetű kőolaj-termékek képezik, amelyekből végesek a készle-teink; hogy a kompozitok többkomponensű rend-szerek, amelyek a hulladékhasznosítás során az egynemű anyagoknál nehezebben kezelhetők; to-vábbá egyes potenciális felhasználási területen al-kalmazhatóságuknak nagyfokú éghetőségük is gá-tat szab. A műanyagipari szakembereknek ezért az erősített polimer kompozitok fejlesztésénél egyút-tal ezen hátrányos tulajdonságok kiküszöbölésére is törekedniük kell. A Budapesti Műszaki és Gazdaságtudományi Egyetem Szerves Kémia és Technológia Tanszé-ke a Polimertechnika Tanszékkel szoros együtt-működésben környezetbarát önerősített polimer kompozitok kifejlesztését tűzte ki célul. Ma már jól ismert, hogy önerősített kompozitok gyártásával
Recyclable self-reinforced polypropylene composites are the environmentally friendly alternatives of the conventional fi ber reinforced polymer composites, which have been successfully manufactured in fl ame retarded form. Even the most stringent fl ammability criteria (UL-94: V-0) could be met, without any limitation regarding their mechanical properties. We draw attention to the possibility of preparing self-reinforced composites of high mechanical performance (tensile strength:≈ 80 MPa, perforation energy:≈ 16 J/mm) by using exclusively secondary raw materials (mixed polyolefi n waste), even in fl ame retardant form. In addition, the preparation of self-reinforced composites from plastic waste contributes to technical upgrade and valorization of waste plastics. Another alternative to reinforced composites is presented through the example of self-reinforced polylactic acid composites showing that composites of high technical value can be prepared even from fully renewable and biodegradable raw materials, and thus we can take a step forward for the closed loop resource effi ciency.
A hagyományos szálerôsítéses polimer kompozitok környezetbarát alternatíváiként újra-hasznosítható önerôsített polipropilén kompozitokat állítottunk elô égésgátolt formában. Megvalósítottuk a legszigorúbb éghetôségi kritériumoknak is megfelelô (UL-94: V-0) égés-gátlást a mechanikai tulajdonságok jelentôs befolyásolása nélkül. Rámutatunk, hogy nagy mechanikai teljesítôképességû (szakítószilárdság:≈ 80 MPa, perforációs energia:≈ 16 J/mm) önerôsített kompozitok állíthatók elô kizárólag másodlagos nyersanyag (vegyes poliolefi n hulladék) felhasználásával égésgátolt formában is. A mûanyag hulladékokból történô kompozitgyártás során egyúttal jelentôsen nô a felhasznált mûanyag hulladékok mûszaki- és piaci értéke egyaránt. Az erôsített kompozitok egy másik alternatíváján - az önerôsített politejsav példáján – azt mutatjuk meg, hogy teljes mértékben megújuló, biodegradálható nyersanyagokból kiindulva is gyárthatók nagy mûszaki érétkû kompozitok, amelyekkel egy lépéssel közelebb kerülhetünk a zárt ciklusú erôforrás gazdálkodás megvalósulásához.
Égésgátolt önerôsített kompozitok fejlesztése

44 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
az erősítetlen műanyagokhoz képest jelentős javu-lás érhető el szilárdságban, merevségben és ütés-állóságban egyaránt anélkül, hogy a termék töme-gét növelnénk, vagy annak újrafeldolgozhatóságát megnehezítenénk. Kutatómunkánk azonban rá-világít az önerősítésben rejlő további lehetősé-gek sokrétűségére, vagyis hogy vegyes műanyag hulladék, vagy akár különböző biopolimerek (pl. politejsav) szintén (gyakorlatilag módosítás nél-kül) felhasználhatók megnövelt műszaki értékű, önerősített kompozitok nyersanyagaként, továb-bá hogy az önerősített polimer kompozitok tűzve-szélyessége hagyományos égésgátlási módszerek-kel - a vártnál hatékonyabban is - mérsékelhető.
Önerősített kompozitok égésgátlásaA polimer kompozitok növekvő mértékű és egyre szélesebb körű alkalmazása fokozódó tűzveszély-forrást jelent, hatékony égésgátlásuk megvalósítá-sa ezért mindenképpen kiemelten fontos és aktu-ális feladat, amelyre halogénmentes eljárást dol-goztunk ki [1].Az újonnan kifejlesztett – elsősorban műszaki alkalmazásokra szánt – önerősített kompozitok égésgátlását szintén kizárólag környezetbarát, foszfortartalmú égésgátló adalékokkal történő módosításával kívántuk megvalósítani. A kísérle-teink során felhasznált ammónium-polifoszfát ala-pú (Exolit AP766, Clariant GmbH), felhabosodó égésgátló (intumescent fl ame retardant, IFR,) ha-tását a kompozitok éghetőségi- és mechanikai tu-lajdonságaira egyaránt széleskörűen vizsgáltuk. Növekvő mennyiségű (0, 9, 13, 17 és 21%) IFR-t tartalmazó önerősített PP kompozitok (SRC-IFR) éghetőségi jellemzőit azonos kémiai összetéte-lű, azonban erősítetlen PP kompaundokéval (PP-IFR) összevetve igen meglepő eredményeket kap-tunk (1. Táblázat). Azonos IFR típusú égésgátló adalék tartalom mellett az önerősített kompozitok esetében rendre jelentősen magasabb oxigénin-dexeket (LOI) mértünk, mint az egyszerű beke-veréssel készített égésgátolt PP minták esetében. A megfi gyelt jelenség talán még jobban érzékel-hető, amennyiben az UL-94 éghetőségi vizsgá-
lat eredményeit tekintjük. Látható, hogy önerősí-tett kompozitok esetében mindössze 9% égésgátló adalékkal elértővé vált a kompozit önkioltó visel-kedése, azaz a legjobb, V-0 éghetőségi besorolás, míg PP keverékek esetében 18% ugyanilyen típu-sú égésgátló sem volt elegendő, ez esetben a sza-kirodalomi adatokkal megegyezően [2] legalább 15-20% IFR alkalmazására volt szükség.
1. Táblázat Növekvő égésgátló (IFR) tartalmú egyszerű PP
keverékek és önerősített PP kompozitok oxigénindexének és
szabványos UL-94 éghetőségi vizsgálat szerinti besorolásá-
nak összehasonlítása
PPkompaund
LOI* UL-94**SRCönerősített
LOI UL-94
(v/v%) Éghetőségi fokozat (v/v%) Éghetőségi
fokozatPP-REF 18 HB SRC-REF 19 HBPP-IFR9 24 HB SRC-IFR9 26 V-0PP-IFR13 27 HB SRC-IFR13 30 V-0PP-IFR17 31 V-2 SRC-IFR17 36 V-0PP-IFR21 35 V-0 SRC-IFR21 42 V-0
*Oxigénindex: A meghatározott sebességgel áramló oxigén-nitrogén gázelegynek az a minimá-lis oxigéntartalma térfogatszázalékban kifejezve, amelyben meghatározott vizsgálati körülmények között a meggyulladt anyag égése fennmarad.**UL-94 éghetőségi vizsgálat: Szabványos éghe-tőségi teszt, elsősorban a minták gyúlékonyságá-nak jellemzésére, ill. lángterjedési sebességének meghatározására alkalmas. A teszt eredményeként a vizsgált próbatestek jól defi niált éghetőségi osz-tályokba sorolhatók: HB (könnyen éghető) < V-2 < V-1 < V-0 (önkioltó).Cone kaloriméteres [3] vizsgálataink során is meg-fi gyelhettük az önerősített kompozitokban alkal-mazott IFR adalék kimagasló égésgátló hatékony-ságát. Az égésgátolt önerősített kompozitok égé-sét átlagosan 40%-kal alacsonyabb hőkibocsátási maximum, és mintegy 25%-kal kevesebb összes kibocsátott hőmennyiség jellemezte (1. ábra).Mivel az előállított kompaundok és önerősített kompozitok kémiai összetételükben megegyez-tek, arra következtettünk, hogy az önerősített kompozitok esetében megfi gyelt égésgátlási me-chanizmusban valamely fi zikai jelenség játszik fontos szerepet. Számos paraméterre kiterjedő

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 45
kísérletsorozat elvégzése után a különleges éghe-tőség csökkentő effektust a hő hatására kialakuló - az önerősített kompozitok esetében - különleges, kompakt szenes habszerkezet (2. ábra) kiemelke-dő égésgátló hatására vezettük vissza. Feltártuk, hogy a speciális, szenes hőszigetelő réteg kiala-kulásában a nagymértékben nyújtott, orientált PP szálak játszanak kulcsfontosságú szerepet. A hő hatására zsugorodó orientált PP szálak és a hő ha-tására felhabosodó (táguló) égésgátló adalékrend-szer kedvező együttes hatását, mint az égésgátlási mechanizmus egy új elemét értelmeztük [4].
Az önerősített kompozitok égésgátlására irányu-ló kutatásaink azt bizonyítják, hogy a megfi gyelt különleges éghetőség-csökkentő hatásnak köszön-hetően a kívánt éghetőségi szint eléréséhez csak jóval kevesebb égésgátló adalékot szükséges fel-használni, amelynek következtében az égésgátolt kompozit megtartja kiindulási, kiváló mechanikai tulajdonságait, s egyúttal a kompozit előállítási költsége is csökken.
Újrahasznosított önerősített kompozitokA közelmúltban rámutattunk arra [5], hogy az önerősített kompozitokat alkotó – azonos polimercsaládba tartozó – mátrix- és erősítő anya-gok között fellépő rendkívül erős adhéziós köl-csönhatás lehetőséget biztosít arra, hogy akár hul-ladék műanyagok (pl. autóipari vegyes poliolefi n hulladék, REC) felhasználásával is sikeresen elő-állíthatók legyenek nagy mechanikai teljesítőké-pességű kompozitok (SRC_REC).A 3. ábra jól szemlélteti, hogy a nagyszilárdságú PP szövetekkel történő erősítés hatására, az ada-lékmentes, vegyes poliolefi n hulladék húzószilárd-sága mintegy 5,5-szeresére, perforációs energiával jellemezhető ütésállósága pedig közel 4,5-szere-sére nőtt. Szintén megállapítható, hogy a reciklált önerősített kompozitok égésgátolt formában törté-nő előállítása (18 m/m% IFR adalék-tartalom) sem befolyásolta jelentősen a végső kompozit kiemel-kedő mechanikai tulajdonságait.
A műanyag hulladékból kompaundálással (REC és REC-IFR18), illetve önerősítéssel (SRC_REC és SRC_REC-IFR18) előállított minták éghető-ségi vizsgálati eredményeit a 2. táblázatban fog-laltuk össze. Bár kisebb mértékben, de reciklált mátrixanyag alkalmazása esetén is tapasztaltuk az IFR adalék és a nagyszilárdságú PP szálak együt-tes hatásának köszönhető, a várnál magasabb égésgátoltsági szintet. A 18 m/m% IFR-t tartal-mazó, reciklált önerősített kompozit (SRC_REC-IFR18) ugyanis már megfelelt az UL-94 szerinti V-0 besorolás kritériumainak, továbbá az azonos
1. ábra Azonos IFR tartalmú PP keverékek és önerő-
sített kompozitok cone kaloriméterrel mért (50 kW/m2)
hőkibocsátási görbéi
2. ábra 17% IFR-t tartalmazó egyszerű PP keverék
és önerősített kompozit égési maradékai
3. ábra Reciklált kompaundok (REC) és önerősített
reciklált kompozitok (SRC_REC) húzószilárdságának és
perforációs energiájának összehasonlító diagramja

46 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
összetételű erősítetlen párjához képest (REC-IFR18) 4-gyel magasabb oxigénindex és jelen-tősen csökkent mértékű hőkibocsátás jellemezte égését. A jelentősen nagyobb mennyiségű égési maradék (és annak jellege) szintén alátámasztot-ta a primer nyersanyagokból készült önerősített kompozitoknál feltételezett, speciális felhaboso-dási és szenesedési mechanizmus érvényesülését.A másodlagos nyersanyagokból történő önerősí-tett kompozitgyártás valós megoldást jelenthet a nagy mennyiségben keletkező műanyag hulladé-kok értéknövelő újrahasznosítására.
Önerősített biokompozitokA fenntartható, zárt ciklusú erőforrás gazdál-kodásra törekvés értelmében a megújuló alap-anyagokból készülő és biodegradálható poli-merek iránti igény napról napra fokozódik. Ah-hoz, hogy a biopolimerek (pl. politejsav (PLA), polikaprolaktám, termoplasztikus keményítő stb.) a közeljövőben akár olyan műszaki alkalmazási területeken is kiválthassák a hagyományos pet-rolkémiai bázisú termékeket, mint a gépjármű- vagy az építőipar, mechanikai tulajdonságainak javítása elengedhetetlen. A biopolimerek erősíté-sét elsősorban a végső kompozit környezetbarát jellegének megtartása mellett (pl. növényi ros-tokkal) célszerű végrehajtani. Bár a természetes szálerősítésű biokompozitok esetében mind az erősítő szál mind a befoglaló mátrix alapanya-ga a természetben általában nagy mennyiségben hozzáférhető és egyúttal biodegradálható (azaz kíméli a kimerülő természeti erőforrásokat és megoldást jelent a műanyaghulladék-problémá-ra), feldolgozásuk ma még sokszor körülményes, továbbá a késztermékek tulajdonságai (szakí-
tószilárdságuk, merevségük, hőállóságuk stb.) gyakran elmaradnak a tömegműanyagokétól. Az önerősítés nyújtotta lehetőségek kihasználása biopolimerek mechanikai tulajdonságának javí-tására szintén kézenfekvő környezetbarát meg-oldásnak tűnik, a szakirodalomban azonban ma még csak elvétve találunk utalást ennek megva-lósítására [6]. A biopolimerek piacának exponenciális bővülé-sének köszönhetően mára már a PLA termékek (granulátumok, szálak stb.) meglehetősen szé-les palettája vált elérhetővé a vásárlók számá-ra. Rétegeléses eljárással [7] készülő, önerősí-tett PLA kompozitok mátrixanyagához kis kris-tályos hányadú és alacsony olvadási hőmérsék-letű politejsav terméket választottunk (Ingeo Biopolymer 3052D, Natureworks LLC). A végső kompozit megfelelő konszolidáltságának (össze-épülésének) biztosítása érdekében továbbá fon-tos szempont volt, hogy a választott mátrixanyag folyóképessége a kívánt feldolgozási hőmérsék-leten megfelelően nagy legyen. Erősítő kompo-nensként viszont sodrás nélküli, nagy kristályos-sági fokú, nagymértékben nyújtott (orientált) szálat kerestünk (Ingeo Biopolymer PLA Yarn, Noyfi l SA-Radici Group). Fontos szempont volt, hogy a multifi lamentben az elemi szálak párhu-zamosan fussanak, ne legyenek összegabalyod-va, mivel az erősítésben csak a terhelés irányá-ban fekvő szálak vesznek részt. E megfontolások alapján kiválasztott PLA szál-mátrix kombináció esetében 13°C-os „technológiai ablakot” sikerült biztosítanunk a kompozit gyártáshoz (4. ábra).Első kísérleteink során önerősített PLA kompozitok gyártásával (SRC_PLA) közel két-szeresére sikerült növelnünk a kiindulási PLA
Minta
Cone kaloriméteres vizsgálat LOI UL-94
Begyulladási idő(s)
Hőkibocsátási maximum (kW/m2)
Teljes hőkibocsátás(MJ/m2)
Égési maradék(%) (v/v%) Éghetőségi fokozat
REC 23 875,0 109,5 0,3 20 HB REC-IFR18 24 253,1 107,6 3,7 26 V-1SRC_REC 27 922,4 105,2 0,1 19 HBSRC_REC-IFR18 25 213,1 78,0 8,1 30 V-0
2. Táblázat Műanyag hulladékból gyártott kompaundok
és önerősített kompozitok éghetőségi vizsgálatainak

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 47
mátrixanyag húzószilárdságát (5. ábra), de szá-mos további paraméter optimalizálási kísérletet tervezünk a módszerben rejlő lehetőségek minél hatékonyabb kiaknázása érdekében. Reményeink szerint kísérleteink hozzájárulhat-nak olyan kizárólag megújuló alapanyagokból gyártható, és teljes mértékben biodegradálható, megnövelt mechanikai teljesítőképességű, ugyanakkor égésgátolt biokompozitok előállítá-sához, amelyek a közeli jövőben számos alkal-mazási területen kiválthatják a kevésbé környe-zetbarát, kőolaj alapú versenytársaikat.
Alkalmazási lehetőségekAz autóipar eddig csak kisebb mechanikai igénybe-vételnek kitett alkalmazásokban használt végtelen szállal erősített, hőre lágyuló mátrixú kompozitokat, mert vagy a mechanikai (szilárdsági és merevségi) jellemzők nem voltak megfelelők, vagy túl drágá-nak, vagy túlságosan éghetőnek bizonyultak. Mind-eddig a leggyakrabban használt hőre lágyuló mátrix polimer a polipropilén volt, de ellenállása a magas hőmérséklettel és tűzforrással szemben korlátozta alkalmazhatóságát az autóipar számára [8]. Az álta-lunk kifejlesztett égésgátolt önerősített kompozitok mechanikai- és éghetőségi tulajdonságai lehetővé teszik az alkalmazási területek bővítését. Hőre lá-gyuló szálerősített kompozitokat az autógyártás-ban csomagtartófedélként, ajtóelemként belső borí-tásként, különféle biztonsági elemekhez, hangszó-rók foglalatához, karosszéria-lemezekhez, frontmo-dulokhoz, tetőelemekhez, lökhárító elemekhez, sőt motortéri elemekhez alkalmaznak, egyre nagyobb mennyiségben. Ezen alkatrészeknek helyettesítői, sőt, csökkentett éghetőségük miatt akár előnyösebb alternatívái is lehetnek a munkánk során kifejlesz-tett kompozitok. Az autóiparon kívül is számos fel-használási lehetőség kínálkozik, különféle gépfede-lek, biztonsági elemek, sport- és védelmi felszerelé-sek gyártásában.
ÖsszefoglalásNapjainkban, amikor a műanyagok rohamos térhódí-tásának lehetünk tanúi, kénytelenek vagyunk szem-besülni azzal a ténnyel, hogy a növekvő ütemű mű-anyag gyártás- és felhasználás a műanyaghulladékok mennyiségének szintén exponenciális növekedését vonja maga után, amelynek kezelése egyre nagyobb gondot okoz. A hulladékká vált műanyag termékek növekvő mértékű újrahasznosítása ezért napjaink egyik kiemelt feladata. Leghatékonyabb módon úgy támogathatjuk az újrahasznosítást, ha már a műanyag termékek tervezésébe beleavatkozunk („ecodesing”), az egyszerűbb felépítést, egynemű anyagfajták hasz-nálatát (ezáltal egyszerű újrafeldolgozhatóságot), il-letve megújuló és/vagy biodegradálható alapanyag-ok felhasználását szorgalmazzuk. Mindemellett egy-
4. ábra Olvadási hőmérséklet-eltérés -
„feldolgozási ablak”- kereskedelmi forgalomban kapható
PLA típusok esetén
5. ábra Különböző préselési hőmérsékleteken gyártott,
önerősített PLA kompozitok húzószilárdsága

48 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
re bővül azoknak az ipari alkalmazásoknak a köre, amelyeknél alapvető követelmény a termékek csök-kentett éghetősége, esetleg teljes égésgátoltsága. Ku-tatómunkánk során azt találtuk, hogy mindezen fel-vetésekre megoldást nyújthatnak a megfelelően ter-vezett, önerősített kompozitok.A szálerősített polimer rendszerek hatékony égésgát-lása máig meg nem oldott feladat, ugyanis az additív típusú égésgátló adalékok a heterogén kompozitok mechanikai tulajdonságainak jelentős mértékű rom-lását okozzák. Ezt az ellentmondást nagyszilárd-ságú polipropilén erősítő szövetekből és égésgá-tolt mátrixrétegekből felépülő, többrétegű önerősí-tett kompozitok kialakításával sikerült kiküszöbölni. Kutatómunkánk során azt tapasztaltuk, hogy önerő-sített polipropilén kompozitok éghetőségének haté-kony csökkentéséhez jóval kevesebb égésgátló ada-lék felhasználása is elegendő, mint egyszerű, erősí-tetlen polipropilén mátrixok esetében. Az égésgátolt önerősített kompozitok éghetőségi jellemzőinek szé-leskörű vizsgálatával egy új égésgátló mechanizmus sikerült felderítenünk, amelynek előnyeit a későb-biekben más polimerek égésgátlásának gazdaságo-sabbá tétele érdekében is érdemes kihasználni. Köz-leményünkben példákat mutatunk arra, hogy mű-anyag hulladékból, vagy akár 100% megújuló nyers-anyag (pl. politejsav) felhasználásával is készíthe-tők megnövelt műszaki értékű, egyszerűen újrahasz-nosítható, illetve teljes mértékben biodegradálható kompozitok. A bemutatott környezetbarát, önerősí-tett kompozitok különösen vonzóvá válhatnak a kör-nyezetvédelemre és biztonságtechnikára egyre in-kább odafi gyelő ipar számára.
Bocz Katalin1 PhD hallgatóLászló Zsófi a2 MSc hallgató
Dr. Bárány Tamás2egyetemi docensDr. Víg András3 egyetemi magántanár
Dr. Marosi György1 egyetemi tanár1Budapesti Műszaki és Gazdaságtudományi
Egyetem, Szerves Kémia és Technológia Tanszék2Budapesti Műszaki és Gazdaságtudományi
Egyetem, Polimertechnika Tanszék3Magyar Tudományos Akadémia Szerves Kémiai
Technológia Tanszék Kutatócsoport
Irodalomjegyzék[1] Bodzay B., Fejős M., Bocz K., Toldy A., Ronkay F., Marosi Gy.: Upgrading of recycled polypropylene by preparing fl ame retarded layered composite, Express Polymer Letters 6 (2012) 895–902
[2] Zhang S., Horrocks A. R.: A review of fl ame retardant polypropylene fi bres, Progress in Polymer Science 28 (2003) 1517-1538
[3] Huggett C.: Estimation of rate of heat release by means of oxygen consumption measurements, Fire and Materials. 4, (1980) 61-65
[4] Bocz K., Bárány T., Toldy A., Bodzay B., Cson-tos I., Madi K., Marosi Gy.: Self-extinguishing polypropylene with a mass fraction of 9% intumescent additive - A new physical way for enhancing the fi re retardant effi ciency, Polymer Degradation and Stability 98 (2013) 79-86
[5] Bocz K., Toldy A., Kmetty Á., Bárány T., Igricz T., Marosi Gy.: Development of fl ame retarded self-reinforced composites from automotive shredder plastic waste, Polymer Degradation and Stability 97 (2012) 221-227
[6] Li R., Yao D.: Preparation of single poly(lactic acid) composites. Journal of Applied Polymer Science 107 (2008) 2909-2916
[7] Bárány T., Karger-Kocsis J., Czigány T.: Development and characterization of self-reinforced polypropylene composites. Carded mat reinforcement, Polymers for Advanced Technologies 17 (2006) 818–824
[8] Bánhegyi Gy.: Tömegműanyagok fejlesztésé-nek szlogenje: mindent a vevőkért, Műanyagipa-ri Szemle 5 (2008)

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 49

50 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 51
Sokféle iparágban használnak utólagos festést az autó-, te-herautó-, berendezés- és egyéb termékek gyártói, akiknek sokszor azonosak a céljaik. Miközben szinten szeretnék tartani a termékeik magas minőségét, egyúttal csökkente-ni akarják gyártási költségeiket, javítani a folyamataik és termékeik fenntarthatóságát, és természetesen a célpiacon kialakult verseny élmezőnyéhez is szeretnének tartozni, csatlakozni, vonzó, új formatervezési megoldásokkal. Az egyik legfontosabb törekvés, a termékek utólagos festé-sének kiküszöbölése. A PolyOne szakemberei felmérték a vevői igényeket és ezek alapján meghatározták a négy legjelentősebb elvárást, egyúttal megoldást is nyújtva hoz-zájuk. Ezek a következők:
Színpontosság: Nagyon nehéz pontosan reprodukálni egy fémes bevonat hatását. A festett alkatrészektől eltérően, amelyben a pig-mentek, nagy koncentrációban fordulnak elő egy vékony rétegben a végtermék felületén, a műanyag alkatrészek esetében fémpigmentek egy rugalmas mátrixban szóród-nak szét. Ennek eredményeképpen, a fémes hatás nem biz-tos, hogy azonos lesz minden írányban. Szakembereink, tapasztalatuk alapján meg tudják határozni az ügyfelek ré-szére a lehető legjobb módszert, hogy festett alkatrészeik pontos mását kaphassák.
Fröccsöntési folyamatok:Bizonyos pigmentek, mint például az alumíniumból ké-szültek, puhák. Különös gondot kell fordítani arra, hogy ezek a pigmentek az elvárt hatást érjék el háromszori fel-dolgozás, mesterkeverék gyártás, az extrudálás és a fröccs-öntés után is. A feldolgozás feltételeit, a gyártóberendezést és a mesterkeverék összetételét össze kell hangolni. Szak-embereink tanácsaikkal segítenek a megfelelő gyártási kö-rülmények kialakításában.
Felületi hibák fröccsöntésnél: A kisebb pigmentrészecskéktől eltérően, a nagyobb ré-szecskék, mint a fém hatású pigmentek, a rendellenes for-
májuk miatt a feldolgozás során folyásnyomokat és össze-csapási nyomokat okozhatnak fröccsöntött alkatrészeken. Bármilyen akadály a fröccsöntött alkatrészen az anyag folyásának látható orientációját eredményezi. Ezek a jól ismert hibák csökkenthetők és kiküszöbőlhetők a fröccs-szerszám valamint az alkatrész geometriájának optimalizá-lásával. A mesterkeverék összetétele szintén kulcsfontos-ságú paraméter az ilyen látható hibák elkerülése érdeké-ben. Ezek mellett a megfelelő alapanyag választás már a fejlesztések kezdeti szakaszában fontos tényező.
UV-védelem/alkatrészek időjárásállósága:A PolyOne mindenre kiterjedő teszteket végzett, hogy ta-pasztalatokat szerezzen a festés nélkül, csak anyagukban színett autóalkatrészek öregedésével kapcsolatban. Az optimális mértékben felhasznált pigmentek és adalékanya-gok kombinációja biztosítja a termékek hosszú élettarta-mát még extrém időjárási körülmények között is.
Következésképpen:A fröccsöntés során anyagukban színezett alkatrészek gyártása mint a festett műanyag alkatrészek egy gazda-ságilag versenyképes alternatívája, nagyfokú odafi gyelést igényel az egyes hő- és fénystabilizátorok, pigmentek, töl-tőanyagok és egyéb összetevők keverékének összeállítása során. A PolyOne szakemberei sikeresen fejleszették ki azt a termékcsoportot mely alkalmas az alkatrészek utólagos festésének kiváltására. Az eddigi sikerek és tapasztalatok alapján a lehetséges alkalmazások területe meglehetősen széles. Az OnColor™ FX Smartbatch™ koncentrátu-mok segítenek a vásárlóinknak folyamataik optimalizálá-sában, fenntartva a magas minőséget - mindezt pedig gaz-daságilag költséghatékony módon.
PolyOne Magyarország Kft.Címe: 9027 Győr. Mandulafa sor 3
Telefon: +36 96 515 616 Fax: +36 96 515 617 www.polyone.com
Mûanyag alkatrészek utólagos festésének kiváltása

52 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Az amerikai székhelyű Tredegar Film Products a műanyag fólia gyártás globális képviselőjeként pi-acvezető a higiéniai felhasználású perforált fóliák előállítása területén. A Rétságon 1999 óta működő üzem közel nyolcvan főt foglalkoztat, a gyárban előállított termékek megfelelnek a legmagasabb vevői és minőségi követelményeknek. Filozófi ánk a dolgozók bevonása által történő folyamatos fej-lesztés, amely kiterjed termékeinkre és folyamata-inkra.


54 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A kapacitás fenntartása, az újrahasznosítási arány ja-vítása és a feldolgozási folyamat minél hatékonyabb forgása érdekében az Everplast Zrt. mostantól közvet-lenül célozza meg azokat a helyeket, ahol a hulladék keletkezik. Törekvésük 2 fő okáról így beszél Zámolyi Norbert Kereskedelmi és Termelési Igazgató: „Úgy gondoljuk, közel sincs minden lehetőség kiaknázva a hulladék újrahasznosítására. Az a tapasztalat, hogy a Magyarországon keletkező hulladék egy része a be-gyűjtőkön keresztül külföldre kerül. Közel 40-60%-a kerül vissza a belföldi feldolgozókhoz. Ezzel a kör-nyező országok, illetve Kína hulladékgazdálkodását támogatják a belföldi gazdaság helyett. Célunk, hogy a hulladék a keletkezési helyéről közvetlenül a feldol-gozóhoz, azaz hozzánk kerüljön, növelve ezzel a ha-zai GDP-t és a foglalkoztatás arányát, és csökkentve a költségeket. Másrészről, még mindig nagy az a meny-nyiség, amely nem kerül be az újrahasznosítási körfor-gásba. Statisztikák szerint jelenleg a települési szilárd hulladék 83%-a hulladéklerakóba kerül. Helyhiány és a környezeti kockázatok miatt a lerakásra kerülő hulla-dék mennyiségének csökkentése szükséges, melynek egyik legfontosabb eleme a szelektív hulladékgyűjtés a gazdaság minden szegmensében. A kisebb vállala-tok kisebb mennyiségű hulladéka a szemetesbe kerül, pedig sok kicsi sokra megy! Folyamatosan bővítve a beszállítóink körét, feltérképezzük a környéken lévő olyan vállalatokat is, akik eddig nem adták át újra-hasznosításra a náluk keletkező hulladékot. Ezzel két legyet ütünk egy csapásra: Az adott vállalatot plusz bevételi forráshoz juttatjuk, a hulladék pedig nem a
lerakóba, hanem újrahasznosító létesítményünkbe kerül”. Ennek érdekében újabb személlyel bővült az Everplast Zrt. csapata, a beszerzési asszisztens pozí-ciót betöltő kolléganővel. Folyamatosan keressük és várjuk az olyan cégek, vállalatok jelentkezését, ahol műanyag-, illetve fóliahulladék keletkezik. Az alábbi műanyagokat vásároljuk fel újrahasznosítás céljából: PE víztiszta és színes csomagolási fóliák, agrofóliák (talajtakarók és sátorfóliák), ömlenyek, rekeszek, rak-lapok, darálékok, fl akonok, lemezek, csövek és egyéb PE hulladékok. PP fóliák, BOPP fóliák, ömlenyek, Big-Bag zsákok, pántszalagok, technológiai hulladék, szövetek, rak-lapok , lemezek, vödrök, kerti bútorok, egyéb fröccs típusú hulladékokPS tálcák, csévék, tárcsák, egyéb PS hulladékokABS fröccs típusú hulladékok, tárcsák, orsók, gyártási selejtek, technológiai hulladékokPET fl akonok, pántszalagokTermékeink: PE és PP regranulátumok: naturos, vi-lágos és sötét színes színekben, darálékok.Értékesítünk továbbá PET és PP hulladékot és vál-lalunk partnereink részére darálást, aggromelálást, regranulálást.
Központ: 2141 Csömör, Határ út 15.Tel/Fax: +36-28/446-591
Üzem: Sümeg, Eitner u 03/23 hrsz.Tel/Fax: +36-87/350-400
[email protected], www.everplastzrt.hu
Everplast Zrt. is a 100% Hungarian owned company established in 2010. The centre can be found in Csömör, very close to Budapest.The company executives have 15 years of experience in plastic recycling, producing regranulates, grinded foil and fi lm blowing.
Az Everplast Zrt. 2010. januárjában alakult 100%-ban magyar tulajdonú vállalatként. A cég szék-helye és központja a Pest megyei Csömörön található, ahol 15 éves múltra tekint vissza a cég-vezetés részérõl a mûanyag újrahasznosítás, regranulátum és darálék termelés, ill. a fóliafúvás. A vállalat gépállományának egy részét a MAG Zrt. által kiírt „Komplex technológiai fejlesztés és foglalkoztatás támogatása” c. pályázaton nyert támogatási összegbõl fi nanszírozta.
Keressen hulladékával az Everplast Zrt-vel!

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 55
Környezetbarát megoldás a m anyaghulladékok hasznosítására
M anyaghulladék felvásárlásaipari és kereskedelmi kibocsátóktól
KERESSEN BENNÜNKET az [email protected] e-mail címenvagy a 06-87-350-400-as telefonszámon!
EVERPLASTIngatlankezel , Ingatlanforgalmazó és KereskedelmiZártkör en M köd Részvénytársaság2141 Csömör, Határ út 15.E-mail: [email protected]
ÉRTÉK AZ ÉRTÉKTELENBOL –KERESSEN A HULLADÉKÁVAL
Anyagvizsgáló berendezések, ahogy Ön szereti
• szakítógép• meltindex mérõ• keménységmérõ• ingás ütõmû• kúszás vizsgáló• minta elõkészítõ
Értékesítés, márkaszerviz és kalibrálás:

56 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A gazdasági válság kezdete óta a változásra és változtatásra képesség - milyen gyorsan, milyen mélységben tudnak alkalmazkodni új helyzetek-hez- mind a menedzsmentek mind a cégek részé-ről nagyon felértékelődött. Van, akik képesek erre (pl. kínaiak) és van, aki kevésbé (konzervatívabb európaiak).A távol keleti (kínai/tajvani/koreai/szingapúri, stb.), a világot olcsó, kommersz műanyagtermé-kekkel sokszor dömping áron ellátó vetélytársak-kal szemben a fejlett országok műanyag-feldolgo-zói csak akkor maradhatnak talpon, ha folyama-tosan fejlesztik technológiáikat és növelik terme-lékenységüket. Lehetőleg olyan termékeket kell
kifejleszteni, melyek több innovációt, nagyobb felkészültséget (technikai, humán) igényelnek.Az előre menekülés egyik lehetséges területe a többkomponensű fröccsöntéssel előállított termé-kek. A cél lehet a hagyományos műanyagtermékeknél esztétikusabb megjelenés, kiegészítő funkcionali-tás, a jobb piacképesség.
AlapokA többkomponensű fröccsöntéssel – két vagy több különböző műanyagot egymásra fröccsöntenek- egészen szokatlan műszaki megoldásokat tartal-mazó termékeket is elő lehet állítani. Az egymástól
Mankind’s interest is to manufacture its commodity goods through the least possible change of environment (mining), the lowest possible energy consumption (coal, oil, atom, water, sun, etc.) and the employment of the least possible amount of labour (staff, physical load). These factors are the most favourable for the products made from plastic, especially if they are manufactured by multicomponent injection moulding. Through the concentration of some complicated assembling operations, the time necessary for manufacturing the fi nished products can be signifi cantly reduced and saving can be made on energy and labour as well. More special knowledge will be necessary for developing the new products; the following aspects are to be known and jointly considered already during the designing of the products:• Compatibility of the materials combined, • Options for the mould design, • Various constructions of the multicomponent injection moulding machine, • Their injection technological aspects.We wish to provide some help in it below.
Az emberiség érdeke, hogy a használati eszközeit a legkevesebb környezet átalakítás-sal (bányászat) a legkevesebb energia felhasználással (szén, olaj, atom, víz, nap stb.) és a legkevesebb emberi munkaerõ (létszám, fi zikai terhelés) igénybevételével állítsa elõ. Ezek a mûanyagból elõállított termékek esetén a legkedvezõbbek, különösen ha a több komponensû fröccsöntéssel állítjuk el a terméket.Bonyolult szerelési lépéseket lehet összevonni s így jelentõsen csökkenthetõ a késztermék elõállítási idõigénye, energia és élõmunka megtakarítás érhetõ el. Az új termékek fejleszté-sénél speciálisabb ismeretekre van szükség, már a termék megtervezéskor együttesen kell fi gyelembe venni, ismerni az alábbiakat:• társított anyagok összeférhetõsége, • szerszám kialakítás lehetõségei, • többkomponensû fröccsöntõgépek konstrukciói, • fröccstechnológia szempontjai.Az alábbiakban ehhez kívánunk némi segítséget nyújtani.
Többkomponensû fröccsöntés

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 57
eltérő tulajdonságú műanyagok kombinálhatósága egyetlen gyártási lépésben megvalósítható. Ezzel a módszerrel több munkaigényes szerelési, ragasztási, hegesztési lépés is elkerülhető. Tipikus alkalmazási példa az autókban alkalmazott több-színű hátsó lámpaburkolatok,s azokra a tömítések felvitele. A különböző tapintási/fogási tulajdonsá-gú és gyakran eltérő színű polimereket kombináló megoldások: különféle fogantyúk, kezelőszervek az autókban (index vagy ablaktörlő kapcsolók), háztartási és barkácsgépek fogantyúi, kezelő ele-mei.
Az anyagpárosítások lehetnek például:• ugyanaz az alapanyag eltérő színben• eltérő anyagok és eltérő színű alapanyagok
• kemény - lágy műanyag • fényáteresztő - nem fényáteresztő alap-
anyag • műanyag - gumi (LSR) alapanyag (tömíté-
sek)• hőre lágyuló - hőre keményedő alapanyag• kemény műanyag - habosított rendszerek
Amennyiben a komponenseknek nem szabad ta-padni egymáshoz akkor inkompatibilis anyagokat (jelentősen eltérő olvadáspontú, üvegesedési hő-mérsékletű) kell párosítani -ilyen pl. a szereléses fröccsöntés. Azoknál az alkalmazási területeknél ahol lényeges, hogy a komponenseknek tapadniuk kell egymáshoz, több szempontot is fi gyelembe kell venni az anyagok kiválasztásánál.
• amorf vagy részben-kristályos műanyag
1. ábra Műanyagok összeférhetősége Forrás:Engel

58 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
• olvadáspont, üvegesedési hőmérséklet• entalpia, hőtömeg• zsugorodás• komponensek aránya• stb.
2. ábra Kemény és lágy anyagok javasolt párosítása
Forrás: PTS
Mint az 1-es ábrából is látható bizonyos anyagok jól kötődnek egymáshoz és vannak egymással semmiféle kötést nem képező anyagok. A 2-es ábra azt mutatja be hogy a kemény-lágy kombiná-cióknál is fontos az anyagpárosítás.A komponensek alapvető kompatibilitása mellett azonban a feldolgozási paraméterek és a darab geometriája is befolyásolja, hogy milyen lesz a termék szilárdsága az eltérő anyagok érintkezése mentén. Különösen igaz ez a második komponens ráfröccsöntésénél, ahol csak bizonyos feltételek meglétekor jön létre jó tapadás. (A vizsgálatok során kiderült, hogy az ömledék-hőmérséklet, a befröccsöntési sebesség és az utónyomás értékei-nek helyes alkalmazásával lehet alapvetően befo-lyásolni.)A műanyagok egymáshoz tapadását végső soron az interdiffúzió okozza ezért fontos az időtartam, ameddig a két műanyag az üvegesedési hőmér-séklete felett van, és olyanok a nyomásviszonyok, hogy a két felület egymáshoz szorul.
Ökölszabályként érdemes kezelni, hogy a na-gyobb hőtömegű (entalpia, grammsúly, vasta-gabb fal, stb.) alkatrészt kell először fröccsönteni, és arra a második komponenst. Amennyiben nem így történik a ráfröccsöntött anyag nagyobb hőtömege túlságosan visszaolvasztja az elsőre fröccsöntött anyagot, deformációkat méret problé-mákat okozva. A kemény-lágy anyagok egymás-ra fröccsöntésénél különösen fontos, hogy a lágy anyagoknál (TPE, gumi)- melyeket másodszorra kell fröccsönteni -, nem szabad nagy fröccs- és utónyomást használni, mivel a rugalmasan össze-nyomott anyag a szerszámból való kivétel után ex-pandálhat, s így leválik a kemény előfröccsöntött alkatrészről.
3. ábra LSR fröccsöntés Forrás: Engel
A hőre lágyuló műanyag-szilikon gumi fröccs-öntés talán a legizgalmasabb feladat. Nagyon speciális feldolgozó gépet és szerszámot is igé-nyel (3 ábra). A szerszámnak van egy hideg és egy meleg oldala, egymástól termikusan jól el-szigetelve. A hideg oldal a hőre lágyuló anyag megszilárdítását végzi, a meleg oldal pedig a termoreaktív LSR (Licud Silikon Rubber) vul-kanizálását végzi. A granulált műanyagot ha-gyományos fröccsöntési eljárással juttatják be a szerszámba, míg az LSR alapanyag folyadék-ként áll rendelkezésre.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 59
Példák többkomponensű termékekre
4. ábra Ipari alkatrészek
5. ábra Kézi szerszámok
A több komponensű termékek gyártásakor a fő problémát a gazdaságosság jelenti: a több kompo-nensű fröccsöntés nagyobb szerszám- és technoló-giaköltségei csak úgy kompenzálhatók, ha a gyár-tás elég termelékeny. Bár a termékgyártás induló költségei nagyobbak (drágább gép és szerszám), elemezni kell valamennyi költségelemet (anyag- és időfelhasználás. Nagyobb termelési tételek gyártásakor a többletköltségek általában megté-rülnek, kisebb tételeknél az automatikus vagy kézi összeszerelés lehet a gazdaságosabb. Az előnyöket és hátrányokat mindig fi gyelembe kell venni a döntés előtt.
Több komponensű termékek gyártásának lehet-séges megoldása: – egy fröccsöntő géppel: Az első fröccsöntött terméket áthelyezik egy másik fröccsgépre szerelt szerszámba, és ott egy újabb lépésben ráfröccsöntik a második anya-got.Ez az eljárás idő- és munkaigényes, és fennáll a darab szennyeződésének a veszélye.Előfordulhat, hogy nem pontosan illesztik az alapformát a második szerszámba, ami selejtet okoz, ezért ebben az eljárásban gondos-kodni kell a helyes pozicionálásról. Figyelembe kell venni az alapforma zsugorodását is az át-helyezés alatt. Az erősen zsugorodott alapforma nem épül össze jól a második anyaggal.– egy kétkomponensű fröccsöntő gép esetében: Előny: egy gép, egy szerszám, egy ciklusidő.Hátrány: drágább gép, bonyolultabb szerszám és technológia) Jelenleg a leggyakrabban alkalmazott megoldás
6. ábra Engel 2K fröccsöntőgép
– két fröccsöntő géppel, amelyeket robot kap-csolt össze: Előnye, hogy megbízhatóbb a gyártás kézben-tartása, nincs ciklus idő és zsugoringadozás.Hátránya, hogy sok kötöttséggel jár.– két fröccsöntő géppel, saját robotokkal, egy-más után egy közös rendszerbe integrálva. Mindkét berendezés önállóan is működik, egy-mástól függetlenül is fel lehet használni őket. Az egykomponensű fröccsöntéshez tartozó szerszámok is olcsóbbak, mint a 2K fröccsszer-

60 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
számok, és gyorsabb a szerszámcsere is, ha az egyik cipőméret gyártásáról átállnak a másikra.– egy hagyományos fröccsöntőgéppel és a szer-számra szerelt mini fröccsegységgel.
Szerszámozás Bonyolultabb több fi gyelmet igénylő feladat, mint a hagyományos fröccs-szerszámok esetén. A leg-gyakrabban használt megoldások az alábbiak:Index (elforduló) laposAz elforduló lap két különböző fészekkel és két különböző szerszámmaggal dolgozik. Miután az első fészekben az első anyagból elkészült az alap-forma, a szerszám kinyílik, és a vízszintes tenge-lyen elforduló lap behelyezi az alapformát a má-sodik fészekbe. Hátránya, hogy egyidejűleg kell megtervezni a forgató mechanizmust, és az egyedi gyártás miatt a minősége is ingadozik.
7. ábra Indexlapos szerszám Forrás Krauss
Forgó asztalosForgóasztalos eljárásnál nem egy előrejáró lap (indexlap) fordul el, hanem a mozgó oldalon lévő zsámoly fordítja el a szerszámot általában 180 fok-kal az előfröccsöntés után a második komponens
rá- vagy mellé-fröccsöntésre előtt. A szerszámot a forgó asztal központjába kell helyezni, amely lehet vízszintes vagy függőleges. Fontos egy pozicionáló beépítése, amelyek biztosítják a szerszámfél meg-felelő helyzetét, amikor az asztal elfordul a máso-dik anyag befröccsentéséhez. A forgó asztalra több szerszámot is fel lehet szerelni, és az asztal mozgása forgás helyett arretáló is lehet. A legtöbb forgó asz-talt hidromotor, vagy újabban szervomotor hajtja. Mivel a forgatás gyári megoldás, stabilabb minő-ségben készül és a szerszámozás jóval egyszerűbb.
8. ábra Forgóasztalos szerszám Forrás: Krauss
9. ábra Forgó asztalos különböző
elhelyezésű fröccsegységekkel
Forrás:Battenfeld

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 61
Visszahúzó magosMaghúzást akkor alkalmaznak, ha a második anyag számára ilyen módon akarnak helyet csinál-ni. Gyakran választják ezt az eljárást, ha pl. tömí-tést akarnak ráfröccsönteni. Az első anyag fröccs-öntésekor a mag benyúlik a fészekbe. Z üvegese-dési hőmérséklet (Tg) alá való hűlése után a magot visszahúzzák, s befröccsentik a második anyagot. Egy ilyen szerszám viszonylag egyszerűen kivite-lezhető, így olcsó és magasabb fészekszám is el-érhető. A ciklusidő viszont hosszabb, mivel nem párhuzamosan, hanem egymás után történik a fröccsöntés.
10. ábra Visszahúzó magos Forrás: Battenfeld
Forgó blokkosA forgó blokkszerszámos megoldáskor a két egy-más utáni lépéshez egy-egy önállóan elkészített szerszámot fognak fel a 180°-os szögben elfordu-ló függőleges tengelyre. Lehetséges olyan változat is, amelynél mind a négy oldalt használják, akár két-két szerszámpár is felfogható és 90°-os ütem-ben forgatják el.
11. ábra Forgó blokkos szerszám
Forrás:Engel
Gépi megoldásokA többkomponensű fröccsöntő gépek kiválasztá-sánál nagyon körültekintően kell eljárni, ha nem egy adott feladathoz (már meglévő szerszámhoz) kívánják megvásárolni vagy bérelni. Ma az alábbi prioritásokat kell betartani annak aki versenyképesen akar a piacon megjelenni egy új termékkel.
• Termékterv műanyagszerűségének ellenőr-zése
• A termékhez kell az ideális szerszámtervet elkészíteni és legyártani.
• Az elkészült szerszámhoz kell a megfelelő-en kialakított fröccsöntőgépet kiválasztani.
• A fröccsgép méretét és záróerejét a szerszám és termék méretének megfelelően kell meg-határozni, igazodva a szerszám konstrukci-ójához a fröccsegységek helyzetét illően. A szerszámtervezőnek kell meghatározni hol legyen a második fröccsegység optimális helye.
• A tervezett, elkészült szerszámhoz a megfe-lelő elrendezésű gép kiválasztása.
A leggyakoribb elhelyezések a következők:• vízszintes-függőleges,• egymásra merőleges vízszintes,• egymással párhuzamos,• vízszintes és felette ferdén elhelyezve.
Természetesen ennél több lehetőség is elképzelhe-tő, mint az alábbi 11.sz. ábrán látható.Mindegyiknek van előnye és hátránya is. (Ha nem így lenne, nem lenne ennyiféle változat, minden gépgyártó csak azt az egyet gyártaná.
12. ábra Fröccsegység elrendezések
Forrás: Engel

62 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Tapasztalatok szerint sűrűn előforduló hiba:• Előbb veszik meg a gépet, mint ahogy a szer-
számkonstrukció kialakul, ezért a szerszám-tervező már kényszerpályán van a beömlési pontok elhelyezésével.
A felfogó lapon át vagy a zárósíkban, vagy fe-lülről, vagy oldalról stb. történhet a 2. kom-ponens szerszámba való bevezetése.
• A gép megrendelésekor nem veszik fi gye-lembe, hogy az egyes komponensek meny-nyisége (gr súlya) jelentősen eltér, ugyan-olyan átmérőjű fröccsegységekkel kérik a fröccsöntőgépet.
Például: 100 gr a PA6.6 GF45 anyagból van az alap alkatrész, melyre 10 gr TPU tömítést kell fröccsönteni, de mindkét fröccsegység Ø40mm-es. Nem veszik fi gyelembe, hogy a fröccsöntés tech-nológiájának és gazdaságosságának szempont-jából az optimális fröccsöntő kapacitás 50-65% közt kell legyen. Ilyenkor a 10 gr-os TPE-hez a Ø40mm-es henger túl nagy, ezért az adagolás pa-ramétereit (késleltetett adagolás, alacsony fordu-
latszámon) nagyon gondosan, a szokásostól eltérő értékekkel kell beállítani, különben könnyen fel-lép a buborékosság - különösen TPU esetén. Na-gyobb ingadozások léphetnek fel a nyomásokban és a termék tömörítettségében is, valamint nagyon megnő a hengerben való tartózkodási idő is.Összefoglalásul elmondható, hogy a többkompo-nensű fröccsöntés izgalmas feladat, amelynél több dologra is kell fi gyelni, viszont egyre nagyobb a kereslet iránta. Ezen a területen mivel még keve-sen készültek fel rá szakmailag- a hagyományos fröccsöntési kapacitások túlkínálatával szemben - még jelentős piaci lehetőségek vannak.
Jakab Józsefműanyagipari szakértő
Műanyagipari Mérnökiroda Kft. www.muanyagipar.hu
Irodalom:Fröccsöntőgép gyártók prospektusaiMűanyagipari SzemleMűanyag és gumi folyóirat

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 63
Maradék saláta, elszáradt virágcsokor vagy kávézacc. Egy
háztartásban rengeteg szerves hulladék keletkezik, amelybôl
ipari körülmények között tápanyagokban gazdag komposzt
készíthetô. Az Ecovio® FS mûanyag az ipari komposztáló
berendezésben négy hét leforgása alatt lebomlik.
A komposzt elôállításának elôfeltétele a szerves hulladék
szelektív gyûjtése, amely – ellentétben a mûanyag palackok, az
italos dobozok vagy éppen a fehér-színes üvegáru gyûjtésével
– sokaknak terhes, vagy nem éppen higiénikus. Nem csoda,
hiszen ha a szerves hulladékot akár egy erre a célra szánt
szemetesbe vagy papírzsákkal bélelt kukába dobjuk, akkor
sem kerülhetjük el a kellemetlen mellékhatásokat: a bomlásnak
indult szerves anyagok szagát és a levet, amelyet eresztenek. Ez
azt eredményezi, hogy hatalmas mennyiségû komposztálható
anyag végzi végül az általános háztartási szemétben és kerül
aztán az égetômûbe, amely így a kelleténél több energiát emészt
fel. A mûanyag zsákos szelektív gyûjtés sem igazi megoldás,
mert így a komposztálóban fáradságos munka árán kell késôbb
megszabadulni a felhasznált nem lebomló tasakoktól.
A BASF legújabb fejlesztése, az Ecovio® FS komposztálható
mûanyag az ipari komposztáló berendezésben négy hét leforgása
alatt lebomlik. Az Ecovio® FS-bôl készült bio szemetes zacskó
erôs, és nem szakad el még akkor sem, ha nedves anyagot
teszünk bele. A teafi lterekbôl vagy gyümölcsmaradékokból
származó folyadékot is megtartja, így kevesebb kellemetlen szag
képzôdik és a konyhai szemétgyûjtôt sem kell folyton kimosni.
Ha a zsák megtelt, akkor egyszerûen bele kell tenni a szerves
hulladékok speciális gyûjtôtartályába.
Az Ecovio® FS kiváló komposztálhatóságának magyarázata az
anyag összetételében rejlik. Az anyag egyik összetevôje ugyanis
a részben kôolaj alapú, komposztálható Ecofl ex® FS mûanyag,
másik összetevôje pedig a kukoricakeményítôbôl nyert politejsav.
A teljes mértékben újraképzôdô nyersanyagokon alapuló
politejsav tiszta állapotban inkább sprôd állagú. Az Ecofl ex®-szel
kombinálva azonban olyan, rugalmas mûanyag keletkezik, amely
például zacskókká is feldolgozható. Kontrollált körülmények
között – vagyis magas hômérsékleten és páratartalom mellett,
valamint meghatározott savtartalommal – mûködô ipari
komposztáló berendezésekben a mikroorganizmusok, gombák
és baktériumok az anyagot a biohulladékkal együtt vízzé,
széndioxiddá és biomasszává, vagyis értékes komposzttá
alakítják át.
„Az Ecovio®-t alkotó mindkét összetevô, az Ecofl ex és a politejsav
is biológialig lebomló anyag”, nyilatkozta Prof. Andras Künkel, a
BASF biopolimerekkel foglalkozó kutatásainak vezetôje. „A biológiai
lebomló képesség szempontjából nem fontos, hogy valamely
anyag növényi nyersanyagokból vagy kôolajból készül. Egyedül
a molekulák felépítése döntô. Miután a szintetikus polimerek
célzottan a biológiai lebomló képességre lettek optimalizálva,
azokat a mikroorganizmusok gond nélkül képesek lebontani.”
A bio szemetes zacskók azonban távolról sem jelentik az egyedüli
alkalmazási lehetôséget: a papírpoharakat vékony Ecovio® FS
fóliával vonják be, hogy nedvességzáróak legyenek. Ugyanez
érvényes a körülfóliázott italkonténerekre is. Az Ecovico-ból
nemcsak szemetes zacskók, hanem bevásárló zacskók is
készíthetôk. A biológiailag lebomló mûanyagok további alkalmazási
területét jelentik a mezôgazdasági takarófóliák, itt ki tudják váltani
a hagyományos polietilén fóliákat. Elônyük, hogy a gazdának
az aratást követôen nem kell a fóliákat fáradságos munkával
összegyûjteniük, mert azokat egyszerûen beszánthatják.
A biológiailag lebomló mûanyagok iránti kereslet világszerte
egyre jobban növekszik; szakértôk becslése szerint évente 20
százalékot is meghaladó mértékben. Így a mûanyagok a jövôben
hozzájárulhatnak a biohulladékok gyûjtésének egyszerûbbé
tételéhez – annak érdekében, hogy mind több biohulladék
kerüljön a komposztálóba, és mind kevesebb a háztartási
hulladékba.
Komposztbarát organikus szemeteszsák a BASF-tôl

Ember és gép összhangban van.
IPAR NAPJAI – ahol ember és gép találkozik.2013-ban újra megnyitja kapuit Magyarország legnagyobb ipari rendezvénye, az IPAR NAPJAI kiállítás-csokor a HUNGEXPO Budapesti Vásárközpontban.
Az IPAR NAPJAI MACH-TECH - Nemzetközi gépgyártás-technológiai és hegesztéstechnikai szak-
kiállítás,
szerszámgép- és szer-számgyártás, a szereléstechnika, a robotipar, a felületkezelés, a karbantartás, a méréstechnika beszállítóipar
ipari környezetvédelem, ipari biztonságtech-nika munkavédelem
Nemzetközi ipari automatizálási szakkiállítás ipari elektronika, elektrotechnika, ipari IT automatizálás
A két szakkiállítás együttes megrendezése a kiállítói és látogatói célcsoportok között fennálló szinergia eredményeként hatékony eszközt, komplex megoldá-sokat biztosít az üzleti sikerek eléréséhez.
www.mach-tech.hu, www.industriautomation.hu

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 65
A mechanikai újrahasznosítás fő problémája, hogy a PVC más polimerekkel és polimer hulla-dékokkal történő elegyítése igen korlátozott, mi-vel nem elegyedik az iparban használatos legtöbb makromolekulával. Ezen kívül a halogéntartalmú polimer hulladékok mennyiségének minimalizálá-
sára törekednek a berendezések megóvása érdeké-ben.Kémiai újrahasznosítás során kisebb molekulatö-megű anyagokat lehet előállítani hulladék PVC-ből kémiai kezeléssel [4,5]. Sok tanulmány főként a potenciálisan hasznos termékeket eredményező
Processing of poly(vinyl chloride) (PVC) takes place in air, that is in the presence of oxygen, at elevated temperatures. In order to reveal fundamental chemical processes undergoing with the polymer chain, thermooxidative degradation of PVC were investigated in solutions made with its industrially most widely applied plasticizer, dioctyl phthalate. It was found that signifi cant chain scission of PVC occurs under mild oxidative conditions. After 4 hours degradation times, oily products were formed.Structural investigations of the degraded PVCs showed that the polymer was oxidized, and some extent of degradation of the dioctyl phthalate took also place under these circumstances. The products from this reaction are partially connected to the PVC chains resulting internal plasticization.The effect of the amount of the dioctyl phthalate on the thermooxidative degradation of PVC was investigated in dioctyl phthalate/1,2,4-trichlorobenzene (DOP/TCB) solvent mixtures. It was found that the amount of dioctyl phthalate can be reduced to 10% without the signifi cant decrease of the rate of the degradation processes. The recycling ability of the thermooxidatively pretreated PVC was attempted in a model experiment, in which polymer blends were made with poly(lactic acid), a biodegradable polymer. It was found that thermooxidized PVCs are miscible with poly(lactic acid) in a wide range of composition. This may create unique opportunities for manufacturing of new kinds of blends made from waste PVC and biodegradable poly(lactic acid).
A poli(vinil-klorid) (PVC) neve mindenki számára ismerôsen cseng, ugyanakkor vegyes ér-zelmeket vált ki. Egyfelôl a világon a harmadik legnagyobb mennyiségben elôállított poli-mer. Számtalan terméket gyártanak belôle, mint például csöveket, padlókat, ablak- és ajtó-profi lokat, szigetelô fóliákat, mûszerfalakat, továbbá fontos csomagolóipari és mûbôripari alapanyag [1]. Ennek oka gazdaságos elôállítása mellett az, hogy különbözô adalékanya-gok hozzáadásával a PVC tulajdonságai igen széles körben változtathatók, valamint alap-anyagai közül a tömegének 56,8%-át kitevô klór a nátrium-hidroxid gyártás társterméke-ként rendkívül olcsó és igen nagy mennyiségben áll rendelkezésre.Másfelôl a PVC hulladékok kezelése jelentôs problémát okoz. A poli(vinil-klorid) világterme-lése ugyanis folyamatosan növekszik, így ezzel párhuzamosan egyre nagyobb mennyiségû hulladék kezelése is megoldásra vár. Mivel jelenleg a mûanyag hulladékokra vonatkozó ru-tin eljárás az égetés vagy a szemétlerakóba helyezés, kétségtelen, hogy napjaink polimer kémiai kutatásainak egyik fô kihívása megfelelô polimer újrahasznosítási eljárások kidolgo-zása [2-5]. A PVC a földben nem bomlik le, égetése során pedig klórtartalmú vegyületek, fôként hidrogén-klorid szabadul fel, ami korrodálhatja a berendezéseket, valamint mérgezô illékony anyagok is képzôdhetnek. További probléma, hogy a PVC tömegének csak kis ré-sze szénhidrogén, vagyis égetésével jóval kevesebb energia nyerhetô, mint más polime-rek, például poliolefi nek égetésével. Ezért napjainkban elôtérbe kerültek az olyan kutatá-sok, amelyek egyrészt a PVC bomlásának, azaz a degradációjának alaposabb megértését, másrészt újfajta, a környezetet kevésbé terhelô hulladékkezelési eljárások kidolgozását cé-lozzák meg.
Új PVC reciklálási lehetôség enyhe termooxidatív kezeléssel

66 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
pirolízis általi termikus lebontásra fókuszál [6-9] annak ellenére, hogy a pirolízis magas hőmérsék-letet, azaz jelentős energiát, speciális körülménye-ket és drága katalizátorokat kíván, amelyek re-generálása nem egyszerű. A termékelegy tisztítá-sa és elválasztása is energia-, munka- és időigé-nyes folyamat. Meg kell azonban azt is jegyezni, hogy a klórozott termékek elkerüléséhez a PVC dehidroklórozódása elengedhetetlen a pirolízis előtt [10-12].Tovább súlyosbítja ezt a problémakört, hogy a PVC gyenge termikus stabilitással rendelkezik. Már a feldolgozás hőmérsékletén (180-230°C) degradálódni kezd, ami HCl-lehasadást, és ezzel egyidejűleg konjugált kettős kötésekből álló szek-venciák (poliének) képződését jelenti. Ennek kö-vetkeztében tulajdonságromlás történik. Tekintet-tel arra, hogy a PVC feldolgozása során nemcsak hőhatásnak van kitéve, hanem oxigén is jelen van, mivel a feldolgozás az esetek igen nagy többségé-ben levegőn történik, alapvető fontosságúnak tű-nik a PVC termooxidatív degradációjának rész-letes vizsgálata. Gyakorlati jelentősége ellenére azonban csak elvétve található tanulmány ebben a témakörben. Termooxidatív körülmények között a PVC láncban a HCl-lehasadás következtében keletkező kettőskötések oxidálódnak, gyökökre bomlanak és megtámadhatják a polimer lánc ép részeit, vagyis növelik a degradáció sebességét.Napjainkra felismerték, hogy a PVC receptúrák, és különösen a PVC hulladékok termikus viselke-dése egy komplex folyamat, hiszen minden egyes adalékanyag befolyásolja a degradációt. Emiatt több egyidejűleg lejátszódó reakcióval is számol-nunk kell. Így a kutatók olyan komplex rendsze-rek vizsgálatára fordítanak újabban nagy fi gyel-met, ahol a PVC mellett lágyítót és/vagy stabilizá-torokat is találunk [13-15].Az eddigiek során ismertetett megfontolások alap-ján megkíséreltük a PVC termooxidatív degradá-ció alapfolyamatainak vizsgálatát oldatban, mert így az egyedi reakciók jobban tanulmányozhatók, mint szilárd minták esetén. Azt tapasztaltuk, hogy 200 °C hőmérsékleten, oxigénben végezve a deg-
radációt a PVC legnagyobb mennyiségben hasz-nált lágyítószerének, a dioktil-ftalátnak híg oldatá-ban rendkívül jelentős láncszakadást történik már fél óra után, 4 óra alatt pedig olaj állagú terméket kaptunk (1. kép).
1. kép: A kiindulási PVC por (elöl) és mögötte balról jobb-
ra növekvő degradációs idővel a termooxidatív körülmé-
nyek között kezelt minták.
A szerkezetvizsgálatok azt bizonyították, hogy a PVC oxidálódott, valamint ilyen körülmények kö-zött a dioktil-ftalát oldószer bomlása is elkezdő-dött, és részben rákapcsolódott a polimer lánc-ra. Így egy megváltozott szerkezetű, belsőleg lá-gyított terméket kaptunk. Mivel a PVC termékek különböző mennyiségben tartalmazhatnak lágyí-tószert, kíváncsiak voltunk, hogy a dioktil-ftalát mennyiségének csökkentése hogyan befolyásolja a bekövetkező folyamatokat. A PVC oxidációs kí-sérleteket dioktil-ftalát/1,2,4-triklórbenzol (TCB) oldószerelegyben is elvégeztük. Azt tapasztaltuk, hogy 10%-ig csökkenthető a dioktil-ftalát meny-nyisége a folyamat lassulása nélkül. Úgy gondoltuk, hogy a polimer láncon bekö-vetkező előbb ismertetett szerkezeti változások elősegíthetik a PVC elegyítését más polimerek-kel, polimer hulladékokkal. Ennek vizsgálata céljából megkíséreltük polimer keverék létreho-zását politejsavval. Utóbbi egy terjedőben lévő biodegradálódó polimer, ami ugyanakkor megle-hetősen törékeny. Ezt a tulajdonságát gondoltuk javítani az általunk előállított termooxidatíven előkezelt, emiatt részben oxidálódott és belső-

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 67
leg lágyított PVC-vel. Sikeresen elegyítettük a kezelt PVC-t és a politejsavat közös oldószerből történő párologtatással („solvent casting” eljá-rás). Úgy gondoljuk, hogy ezek a modellkísérletek optimalizást követően további félüzemi kutatások alapjait teremthetik meg a PVC környezetileg elő-nyös újrahasznosítása terén.Összefoglalóan megállapíthatjuk tehát, hogy a PVC feldolgozása közben elkerülhetetlen termooxidatív degradáció alapfolyamatainak ku-tatása során egy olyan folyamat felismeréséhez ju-tottunk, amely további fejlesztéssel új irányt szab-hat a PVC újrafelhasználása (reciklálása) terén. Ez a PVC enyhe termooxidatív körülmények közötti kezelését jelenti, mely egyrészt a polimer lánc sza-kadását, másrészt pedig a polimer kémiai szerke-zetének kismértékű módosítását okozza. Ez utóbbi olyan PVC-t eredményez, amely alkalmas lehet a PVC újrahasznosítására olyan polimerekkel is ele-gyítve, amelyekkel egyébként a kezeletlen PVC nem képez jó tulajdonságú blendeket.
Irodalomjegyzék1. Farkas F. A műanyagok és a környezet, 2000, Akadémiai Kiadó, Budapest, 156-158 o.2. Scott G., Polymers and the Environment, Cambridge: Royal Society of Chemistry, 19993. La Mantia F. P., editor. Recycling of PVC and Plastic Waste, Palermo: ChemTec Publishing, 19964. Sadt-Shojai M., Gholam-Reza B., Polym. Degrad. Stab., 2011, 96, 404-415
5. Braun D., Prog. Polym. Sci., 2002, 27, 2171-21956. McNeill I. C., Memetea L., Polym. Degrad. Stab., 1994, 43, 9-257. Murty M. V. S., Rangarajan P., Grulke E. A., Brattacharyya D., Fuel Proc. Technol., 1996, 49, 75-908. Shah N., Rockwell J., Huffman G.P., Energy & Fuel, 1999, 13, 832-8389. Miskolczi N., Bartha L., Angyal A., Energy & Fuel, 2009, 23, 2743-274910. Kameda T., Wachi S., Grause G., Mizoguchi T., Yoshioka T., J. Polym. Res., 2011, 18, 1687-169111. Wu, Y. H., Zhou Q., Zhao T., Deng M. L., Zhang J., Wang Y.Z., J. Hazardous Mater., 2009, 163, 1408-141112. Kosuda T., Okada T., Nozaka S., Matsuzawa Y., Shimizu T., Hamanaka S., Mishima S., Polym. Degrad. Stab., 2012, 97, 584-591 13. Szarka Gy., Domján A., Szakács T., Iván B., Polym. Degrad. Stab., 2012, 97, 1787-1793. 14. Saido K., Taguchi H., Yada S., Ishihara Y., Kuroki T., Ryu I. J., Chung S. Y., Macromol. Res., 2003, 11, 178-18215. Jimenez A., Ionnoni A., Torre L., Kenny J. M., J. Thermal Anal.
Szarka Györgyi, Iván Béla, Polimer Kémiai Osztály, Szerves Kémiai Intézet,
MTA Természettudományi Kutatóközpont
www.bb-press.hu

68 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
BevezetésAz elmúlt években folyamatosan növekedett az igény az áttetsző és optikailag tiszta (világos) ter-mékek iránt. Ezen a területen az amorf polimere-ket (pl.: PVC, PC, PS, PMMA) alkalmazták ko-rábban, mivel a szemikristályos polimerekben a fény szóródik a különböző kristályos egysége-ken, ennek következtében a termék opálos lesz. A poliolefi nek esetében a beeső fény az eltérő törés-mutatók miatt a krisztallitokon, szferolitokon és a
kristályos és amorf fázis határán szóródik [1]. A kristályos egységek és a fény ilyen jellegű köl-csönhatásának, valamint a fénysugarak interfe-renciájának következményeként jelentősen nő a minták homályossága (ún. haze értéke), amely a műanyag termékek megjelenésének egyik fontos jellemzője. A haze a 2,5 és 90° között szórt fény intenzitásának és az áthaladt fény teljes intenzi-tásának hányadosa.[1]. Az utóbbi időben jelentős erőfeszítéseket tettek a polimerek, köztük a po-
Two soluble nucleating agents were used to modify the optical properties of nine PP homo- and random copolymers. The ethylene content of the polymers changed between 0 and 5.3 wt%. Chain regularity was characterized by stepwise isothermal segregation (SIST), while optical properties by haze measurements. Crystallization and melting characteristics were determined by differential scanning calorimetry (DSC). The analysis of the results proved that lamella thickness and crystallinity do not infl uence haze. Quantitative correlation was established between haze and the peak temperature of crystallization related to the size of supermolecular units forming during crystallization. The parameters of the correlation depend on the molecular architecture of the polymer. Both ethylene content and chain regularity were shown to infl uence strongly the dependence of optical properties on nucleation. Polymers with no or small ethylene content be-haved differently from those containing a larger amount (>2 wt%) of comonomer, although the change of haze depended similarly on chain regularity also for these materials.
Jelen munka során vizsgáltuk két oldódó gócképzô hatását az optikai tulajdonságokra ki-lenc homo- és random kopolimer esetében. A minták etilén tartalma 0 és 5,3 m/m% kö-zött változott. A láncszabályosságot lépcsôs izoterm kristályosítással (SIST) vizsgáltuk, míg az optikai jellemzôket homályosság (haze) méréssel határoztuk meg. A kristályosodási és olvadási jellegzetességeket differenciális pásztázó kalorimetriával (DSC) jellemeztük. Az eredményekbôl megállapítható, hogy a lamella vastagságnak és a kristályosságnak nincs hatása a homályosságra. Mennyiségi összefüggést állítottunk fel a homályosság és a kristá-lyosodási csúcshômérséklet között, amely kapcsolatban áll a kristályosodás alatt kialakult szupermolekuláris egységek méretével. Az összefüggés paraméterei függnek a polimer mo-lekula szerkezetétôl. Mind az etilén tartalom, mind a láncszabályosság erôsen befolyásolja az optikai tulajdonságok függését a gócképzéstôl. A nagy etilén tartalmú (>2 m/m%) minták jelentôsen eltérnek a többi polimer viselkedésétôl, ennek ellenére a homályosság hasonló képpen függ a láncszabályosságtól minden minta esetében.
A molekula szerkezet és a gócképzés hatása a homo- és random polipropilén minták optikai
tulajdonságára

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 69
lipropilén optikai tulajdonságainak fejlesztésére. Bheda és Spruiell [2], valamint White és Doun [3] kiterjedt kutatást végeztek, hogy meghatároz-zák a polimer típusa, a gócképző mennyisége, a feldolgozási körülmények és az optikai tulajdon-ságok között fennálló összefüggéseket. Azt ta-lálták, hogy a polimer tulajdonságai (beleértve az MFI-t), valamint a feldolgozási körülmények erősen befolyásolják az átlátszóságot és más op-tikai jellemzőket. Újabban az átlátszó termékek gyártásához po-lipropilént használnak az iparban, mert alacsony homályosság érték érhető el vele, valamint az ára is elfogadható [4]. Kis homályossággal rendelke-ző anyagokat általában random kopolimerekből készítenek, és az optikai tulajdonságokat tovább javítják különböző szorbitol alapú gócképzők-kel, ún. clarifi erekkel [5, 6]. Ezek az adalékok ol-dódnak a polimerben, mikrokristályos szerkeze-tet alakítanak ki, és jelentősen csökkentik a ho-mályosságot [7]. Egy trisamid alapú új góckép-ző család konkurense lehet az eddigi szorbitol tí-pusú gócképzőknek [8, 9]. Az optikai tulajdonsá-got javító gócképzők hatékonysága nagymérték-ben függ az alkalmazott polimer jellemzőitől, és a feldolgozási körülményektől. Szép számmal je-lentek meg publikációk, amelyek az említett ada-lék PP termékek optikai tulajdonságaira gyako-rolt hatásával foglalkoznak [7, 10-12], azonban nagyon kevés azok száma, melyek kapcsolatba hozzák az elért jellemzőket a polimer szerkezeté-vel [13]. Az optimális tulajdonságok meghatáro-zása sok esetben próbálgatással történik.Jelen munka célja, hogy összefüggést találjunk, a polipropilén homo- és kopolimerek molekula-szerkezete és a belőlük készített termékek optikai tulajdonságai között. Két különböző oldódó góc-képzőt alkalmaztunk az optikai tulajdonságok módosítására, egy szorbitol származékot, és egy a BASF által nemrég kifejlesztett, és piacra dobott triszamid típusú terméket [8]. Az optikai viselke-dés jellemzésére a homályosság értéket használ-tuk fel. Ez kapcsolatban áll a szupermolekuláris egységek méretével, ezért munkánk során kísér-
letet tettünk a két paraméter között fennálló kor-reláció mennyiségi leírására és összefüggésbe hoztuk az optikai tulajdonságokat a vizsgált po-limer molekulaszerkezetével.
Kísérleti részKilenc különböző polipropilén mintát tanul-mányoztunk, két homopolimert, és hét random kopolimert. Minden polimert a Borealis Polyolefi ne GmbH állított elő. A folyási inde-xük [MFR, 230 °C-on 2,16 kg (ISO1133)] 1,5 és 15 g/10 perc közötti értéket vett fel, míg az etilén tartalom 0 – 5,3 m/m% tartományban vál-tozott. A polimerek jellemzőit az 1. táblázat tartalmazza. A molekulaszerkezetet, pontosab-ban a láncszabályosságot lépcsős izoterm kris-tályosítási technikával (SIST) jellemeztük [14]. A SIST vizsgálatot Perkin Elmer DSC 7 készü-léken végeztük 160 és 100 °C között. Miután 220 °C-on 5 percig töröltük a minták termikus és mechanikai előéletet, 80 °C/perc sebességgel 160 °C-ra hűtöttük azokat és ott tartottuk 3 órán át. Ezt követően az anyagot a következő kristá-lyosítási lépcsőre hűtöttük (150 °C) és ott tartot-tuk újabb 3 óráig. Minden lépés 10 °C-al alacso-nyabban volt, mint az előző és az izoterm sza-kasz egységesen 3 óráig tartott. Az utolsó kris-tályosítási lépcső (100 °C) után a mintát 10 °C/perc sebességgel ismét felmelegítettük és rögzí-tettük az olvadási görbét. Az optikai tulajdon-ságokat gócképzéssel módosítottuk. Két oldódó gócképzőt alkalmaztunk különböző mennyiség-ben az oldhatóságuktól függően. A Millad NX 8000 (Milliken, USA), egy szorbitol típusú góc-képző, amelyet 0 és 5000 ppm közötti mennyi-ségekben használtunk, míg az XT 386 (BASF, Németország), egy triszamid vegyület, amelyet 500 ppm-ig öt különböző koncentrációban ke-vertünk a polimerbe. A stabilizátort és a gócképzőt Henschel FM/A10 gyorskeverőben adtuk a polimerhez. A ke-verést 700 1/perc fordulatszámon 5 percig vé-geztük. Az így elkészült port Brabender DSK 42/7 típusú kétcsigás extruderben homogeni-

70 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
záltuk, 50 1/perc fordulatszámmal 200 °C, 220 °C, 230 °C, 230 °C zónahőmérsékleteken. Ezt követően a compaundból 1 mm vastag lapokat fröccsöntöttünk Demag IntElect 50/330-100 be-rendezésen 200 °C, 210 °C 220 °C 230 °C zóna-hőmérsékleteken 40 °C-ra temperált szerszám-mal. A befröccsöntés sebessége 20 mm/sec volt az 500 bar utónyomás 15 másodpercig tartott.
1. táblázat A vizsgált polimerek
molekulaszerkezeti jellemzői
Polimera
Etilén
tartalom
(m/m%)
Láncszabályosság
(SIST)
(monomer egység)
Molekulatömeg
(Mw)(kg/mol)Mw/Mn
MFR
(g/10
min)
H1 0 47,2 232 3,4 2,0
H2 0 51,8 223 4,7 12,0
R17 1,7 33,9 211 2,7 8,0
R21 2,1 41,0 217 5,4 14,0
R27 2,7 50,3 195 4,5 15,0
R28 2,8 36,0 203 4,6 12,0
R35 3,5 33,6 244 3,6 2,0
R42 4,2 32,1 317 3,7 1,5
R53 5,3 29,4 195 3,2 12,0
a A minta jeölése: H (homopolimer) vagy R (random kopolimer), az R utáni szám az etilén
tartalom tízszeres értéke.
Az olvadási és kristályosodási jellegzetessége-ket differenciális pásztázó kalorimetria (DSC) segítségével határoztuk meg Perkin Elmer DSC 7 berendezésen. A vizsgálathoz 3-5 mg közöt-ti mintát 10 °C/perc sebességgel 220 °C-ra me-legítettünk és ott tartottuk 5 percig, hogy töröl-jük a termikus előéletét, azután 50 °C-ra hűtöt-tük az előbb említett sebességgel és rögzítettük a kristályosodási görbét. Ezt követően 1 percig itt tartottuk a mintát és utolsó lépésként 10 °C/perc sebességgel 200 °C-ra fűtöttük, hogy meg-határozhassuk a kristályosodás hőmérsékletét és entalpiáját. A lamella vastagság eloszlását és az átlagos lamella vastagságot a második fűtés görbéjéből számítottuk ki [15]. A polimer opti-kai tulajdonságát 1 mm-es fröccsöntött lapokon végzett homályosság méréssel jellemeztük.
Eredmények és értékelésAz eredményeket a következő szakaszban ismer-tetjük. Először a gócképzés hatását mutatjuk be a kiválasztott polimereken, aztán tárgyaljuk a kris-tályos szerkezet és az optikai tulajdonságok között fennálló kapcsolatot. Az összefüggések mennyisé-gi analízise után kísérletet teszünk a meghatáro-zott paraméterek és a polimerek molekulaszerke-zete között fennálló kapcsolat felderítésére.
Gócképzés és tulajdonságokA gócképzést gyakran használják a polipropilén szilárdságának és merevségének növelésére [16-19], a kristályosodási hőmérséklet emelése révén a termelékenység javítására [19, 20], valamint az optikai tulajdonságok módosítására [11, 12, 21]. A gócképzés hatékonyságát általában DSC vizs-gálattal határozzák meg, a kristályosodási csúcs-hőmérséklet (Tcp) változásából [20], amely a kiala-kult lamellák vastagságával hozható összefüggés-be [22]. A DSC görbék információt adnak a kris-tályosságról is. A szorbitol típusú gócképző meny-nyiségének hatását a kristályosodási jellemzőkre két kiválasztott polimer példáján mutatjuk be (1. ábra). Vizsgálataink szerint lépcsős növekedés fi -
1. ábra Polipropilén minták kristályosodási jellemzői a
szorbitol mennyiségének függvényében. A polimer típusá-
nak hatása. Jelölések: (●, ●●) random kopolimer (R35),
(■, ■) homopolimer (H2), (■, ●●) kristályosodási entalpia,
(●, ■) kristályosodási csúcshőmérséklet.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 71
gyelhető meg a kristályosodási hőmérsékletben, ami a gócképző oldódásának köszönhető, ugyanis hatékony gócképzés csak az oldhatósági határ fe-lett lehetséges [6, 21]. Az ábrán látható, hogy az oldódás hatása homopolimer (H2) esetében hang-súlyosabb, mint a random kopolimer (R35) mintá-nál. Eltérő effektus és hatékonyság fi gyelhető meg a kristályosság változásában. A homopolimer ren-dezett kristályos fázisainak mennyisége egyértel-műen növekszik a gócképzés hatására, míg a ran-dom kopolimernél ez kevésbé látható. Az 1. ábrán bemutatott összefüggés általánosan érvényes az összes vizsgált polipropilén mintára. A 2. ábrán az előbbi minták homályosságának változása látható a gócképzés során. Sokkal na-gyobb csökkenés tapasztalható a homopolimer mintánál (H2), de az elérhető minimum a random kopolimernél (R35) lesz kisebb. A célunk, hogy a tiszta termék homályossága 10 % alatt legyen, amit az utóbbi esetben érhetünk el, így érthető, hogy miért tolódott el az érdeklődésünk a random kopolimerek irányába. A gócképzők oldódásának itt is hasonló hatása van, mint amit a kristályoso-dási jellemzőknél tapasztaltunk. Az 1. és 2. ábrák egyaránt azt bizonyítják, hogy a gócképzés hatékonysága és a különböző jellem-zők aktuális értéke függ a polimer molekulaszer-
kezetétől. Homopolimerek esetén a komonomer hiánya sokkal nagyobb kristályosságot, a kristá-lyosodási csúcshőmérséklet nagymértékű növeke-dését, és szignifi káns javulást eredményez a ho-mályosságban. A random polipropilén azonban jobban megfelel a cikkben tárgyalt céloknak. Mi-vel minden tulajdonság függ a polimer molekula-szerkezetétől, azt reméltük, hogy a vizsgált poli-merekkel a tulajdonságok széles tartományát le-fedhetjük (1. táblázat), ezáltal összefüggéseket ál-lapíthatunk meg a molekulaszerkezet és az optikai tulajdonságok között.
Kristályos szerkezet és optikai tulajdonságokA kristályos polimerek tulajdonságait a kristály-szerkezet, azaz a kristálymódosulat típusa, a kris-tályosság, a lamella vastagság, a szferolit méret és a kötőmolekulák száma befolyásolja. Azt már tud-juk, hogy a modulus függ a kristályosságtól és a lamella vastagságtól [18], míg az ütésállóságot fő-leg a kötőmolekulák száma befolyásolja [23, 24]. Mindegyik vizsgált polimer α-módosulatban kris-tályosodik, és a kötőmolekulák száma nagy való-színűséggel nem befolyásolja az optikai tulajdon-ságokat. A kristályosság, a szferolit méret, a la-mella vastagság, valamint az amorf és kristályos fázisok közti határfelület mind befolyásolhatják a homályosságot. A határfelület tulajdonságai ösz-szefügghetnek a lamella vastagsággal, ezért a jö-vőben nem kezeljük őket külön.A 3. ábrán a homályosság és a lamella vastag-ság közötti összefüggést mutatjuk be öt polimer mintára. A lamella vastagságot a DSC-vel rög-zített olvadási görbékből határoztuk meg [15]. Az eredményekből tisztán látható, hogy a homá-lyosság független az átlagos lamella vastagságtól és ebben az esetben nincs szerepe sem az etilén tartalomnak, sem más molekulaszerkezeti jellem-zőnek. Ez többé-kevésbé érthető, hiszen a lamella vastagság 20-30 nm alatti tartományba esik, és ez az az intervallum, ahol számottevően megindul a látható fény szóródása. Nyilvánvalóan a lamella vastagság nincs hatással a homályosságra, ugyan-is az optikai jellemző értéke csökken a gócképző
2. ábra Az 1. ábra polimerjeinek homályosság függése a
gócképzéstől. Jelölések: (●●) random kopolimer,
(■) homopolimer.

72 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
mennyiségének növelésével, ami viszont a lamella vastagság növekedését eredményezi. Ez a megál-lapítás összhangban áll korábbi eredményeinkkel, melyek szerint az optikai tulajdonságok függetle-nek a lamella vastagságtól, de kapcsolatban állnak a gócsűrűséggel [21].
4. ábra A homályosság értékének függése a kristályosodási
csúcshőmérséklettől. Jelölések: (●●) R35, (∆) R28, (■) H2.
A 4. ábrán a homályosságot ábrázoltuk a kristá-lyosodási csúcshőmérséklet függvényében. Min-den vizsgált polimer esetén jól megfi gyelhető,
hogy a gócképző mennyiségével csökken a homá-lyosság. Amint azt már korábban említettük a góc-képzés növeli a kristályosságot, a lamella vastag-ságot, a gócsűrűséget, és csökkenti a szferolitok méretét. Oldódó gócképző esetében szferolitok egyáltalán nem alakulnak ki, gyakran hálószerke-zetet és mikrokristályos szerkezetet fi gyelhetünk meg a jelenlétükben [7, 21]. Ezekből az eredmé-nyekből azt a következtetést vonhatjuk le, hogy a kristályosodás során kialakult szupermolekuláris képződmények mérete a homályosságot befolyá-soló legfontosabb tényező, ami csökken a góckép-ző mennyiségének növelésével. Ez a megállapítás egybevág Haudin [25] vizsgálataival, aki mennyi-ségi összefüggést keresett a szórt fény intenzitása és a szferolitok mérete között.
Mennyiségi jellemzésA fenti következtetések alapján megállapítottuk, hogy a kristályosodási csúcshőmérséklet szoros kapcsolatban áll a szupermolekuláris képződmé-nyek méretével. Ezt a feltevést igazolja az is, hogy a gócképző mennyiségével a gócok száma is nö-vekszik, aminek eredményeként kisebb szferolitok alakulnak ki. A hatás világos, de az összefüggés matematikai formája nem ismert. A 4. ábra nem li-neáris kapcsolatot mutat, de többé-kevésbé hason-ló pontossággal egyenesek is illeszthetők az ered-ményekre. A vizsgálatok és az összes eredmény tanulmányozása azonban azt mutatta, hogy inverz korreláció áll fenn a homályosság (H) és a kristá-lyosodási csúcshőmérséklet (Tcp) között, így a kö-vetkező empirikus összefüggést illesztettük kísér-leti pontjainkra
(1)ahol a és b illesztési paraméterek. Az 1. egyenlet linearizált formája, a H és 1/Tcp összefüggése lát-ható az 5. ábrán a 4. ábra három polimerére. Az összes mintára meghatározott illesztési paraméte-reket a 2. táblázatban foglaltuk össze. A mért pon-tok szórása néhány esetben jelentős, különösen a relatíve kis értékeknél, de az összefüggés meglé-te egyértelmű. Itt ismét ki kell emelnünk, hogy a
3. ábra A polipropilén homályosság értékei az átlagos la-
mella vastagság függvényében. Jelölések: ( ) R53, (●)
R17, (◆) R42, (✩) R21 ( ▼) R27

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 73
használt összefüggés empirikus, ezt jelzi a nagy b paraméter, ami néhány tízezres nagyságrendbe esik, nem is beszélve az a paraméterről. Nulla 1/Tcp értéknél nagy negatív homályosságot értünk el, aminek nyilvánvalóan nincs fi zikai tartalma. Számszerű értékek meghatározása azonban lehe-tővé teszi a molekulaszerkezeti jellemzők homá-lyosságra gyakorolt hatásának vizsgálatát.
2. táblázat A homályosság-kristályosodási
csúcshőmérséklet összefüggést leíró illesztési paraméterek
PolimerParaméter
R2 a
a (%) b x 10-4 (°C-1)H1 -234,5 3,17 0,9671H2 -372,3 5,04 0,9518R17 -244,4 2,91 0,8497R21 -443,6 5,78 0,9728R27 -258,3 3,43 0,9554R28 -313,9 3,91 0,9713R35 -129,3 1,60 0,8970R42 -133,9 1,60 0,8107R53 -112,8 1,38 0,8295
a az illesztés jóságát mutató mennyiség. Tökéletes illeszkedés R2=1
5. ábra Homályosság ábrázolása az 1. egyenletnek megfe-
lelő linearizált formában. Jelölések a 4. ábra szerint.
6. ábra Az 1. egyenlet paraméterei (a és b) közötti
összefüggés.
A 6. ábrán a két paramétert ábrázoltuk egymás függvényében. Nagyon jó korrelációt kaptunk, ami jelzi, hogy nem függetlenek egymástól és/vagy ugyanattól a tényezőtől függenek. Azt is láthatjuk, hogy az értékek egy nagyon szé-les tartományt fognak át, ahol az a paraméter -100 és -450 között változik, a b pedig 10000 és 60000 között. Ez a széles intervallum bizo-nyítja a molekulaszerkezet nagyon erős hatását a PP homo- és kopolimerek optikai tulajdonsá-gaira és a gócképzés hatékonyságára. A szoros összefüggés miatt a következőkben mi csak a b paraméter szerkezeti jellemzőktől való függését vizsgáljuk.
Molekulaszerkezet és homályosságA random kopolimerek molekulaszerkeze-te nagymértékben függ a katalizátortól és a polimerizációs technológiától. Az iparban a kopolimerek jellemzésére leggyakrabban az eti-lén tartalmat és a láncszabályosságot használ-ják. Az utóbbit NMR és SIST mérésekkel hatá-rozzák meg. Ezt a két mennyiséget ábrázoltuk egymás függvényében a 7. ábrán. Viszonylag szoros összefüggést kaptunk a vizsgált polime-rekre két kiugró pont kivételével. Ez a két kísér-leti termék hasonló etilén tartalommal (1,7 és 2,7 m/m%), de jelentősen különböző láncszabá-

74 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
lyossággal bír. Az összefüggés szerint az etilén tartalom az elsődleges tényező, ami meghatá-rozza a random kopolimerek molekulaszerkeze-tét [26], de nem az egyetlen, mert más tényezők is játszhatnak még ebben szerepet.
7. ábra A vizsgált polimerek etilén tartalma és láncszabá-
lyossága (SIST) közötti kapcsolat.
A b érték változása az etilén tartalom függvényé-ben a 8. ábrán látható. Laza lineáris kapcsolat áll fenn a két mennyiség között, ismét bizonyítva, hogy az etilén tartalom befolyásolja a szerkezetet és az optikai tulajdonságokat. Az általános tenden-ciából kieső pontok, nem azonosak a 7. ábrán ta-pasztaltakkal. A köztes etilén tartalommal és leg-kisebb láncszabályosságal rendelkező harmadik kísérleti termék b értéke a legnagyobb, azaz en-nél a polimernél tapasztaltuk az optikai tulajdon-ságok legnagyobb változását a gócképzés hatásá-ra. Az egyik homopolimerhez tartozó pont a 8. áb-rán bemutatott tendenciától nagymértékben eltér negatív irányban, bizonyítva, hogy az etilén tarta-lom nem az egyetlen paraméter, ami meghatározza az optikai jellemzőket. Mivel a láncszabályosság elég hasonló a két homopolimernél, további vizs-gálat szükséges, hogy kiderítsük a különbség okát. A 9. ábrán a b paraméter függését ábrázoltuk a láncszabályosságtól (SIST). Nem túl meglepő, hogy a szaggatott vonal alapján az általános össze-függés sokkal gyengébb, mint az előző esetben, de
a tendencia tisztán látható, ami nem meglepő, ha fi gyelembe vesszük a 7. ábra eredményeit. Szoro-sabb összefüggésre számítottunk a szabályosság és a b paraméterek között. Ha a vizsgált polimereket két csoportra osztjuk, két független egyenest ka-punk, amelyek sokkal jobban közelítik a pontokat (R2 = 0,8295 és R2 = 0,9461), mint az átfogó össze-függés (R2 = 0,6517). Az egyenesek meredeksége hozzávetőleg azonos (0,36 és 0,42), de jelentősen eltolódtak az x tengely mentén. Érdemes megje-gyezni, hogy a két csoport az etilén tartalomban, és
8. ábra A b paraméter függése az etilén tartalomtól.
9. ábra A láncszabályosság hatása a b paraméterre.
A szaggatott vonal az általános összefüggést szemlélteti.
A folytonos vonalak a kis és nagy etilén tartalmú mintacso-
portokra illesztett egyenesek. Jelölések: (▲) homopolimer,
(■) kopolimer.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 75
a láncszabályosságban különbözik. A második cso-port polimerei nem vagy csak nagyon kis mennyi-ségben tartalmaznak etilént és sokkal szabályosabb a szerkezetük, mint az első csoport anyagaié. Az egyenesek eltolódása, és a szabályosabb polimerek kisebb b értéke jelzi, hogy a gócképző hatását egyéb tényező korlátozza, ami lehet pl. kinetikai hatás, de ezt a jelen munkában nem vizsgáltuk.
10. ábra Az 1. egyenlettel számított homályosság és a méré-
sekből meghatározott homályosság értékek közötti kapcso-
lat. Jelölések: (∆) R28, (●●) R35, (■) H2, ( ) H1, (◆) R17,
(
∆
) R27, (✩) R21, ( ) R53, (●) R42.
A 2. táblázatban bemutatott a és b paramétereket felhasználtuk a vizsgált polimerek homályosság értékének számítására, és ezek függvényében ábrá-zoltuk a mért értékeket a 10. ábrán. Az összefüg-gés meglepően szoros, ami azt bizonyítja, hogy a Tcp értékkel jellemzett szupermolekuláris egységek mérete valóban meghatározza a homályosságot. Az eltérés az 1 meredekségű egyenestől nagyon kicsi, különösen, ha fi gyelembe vesszük a mérések szó-rását. Az összefüggés további vizsgálatokat tesz szükségessé, így a molekulaszerkezet b paraméter-re gyakorolt hatásának részletes analízisét, továbbá olyan mennyiségi összefüggés meghatározását, ami lehetővé teszi egy minimális homályosság jóslását egyszerű termoanalitikai mérések alapján.
ÖsszefoglalásKét oldódó gócképző kilenc homo- és random po-lipropilén minta optikai tulajdonságaira gyakorolt hatásának vizsgálata bebizonyította, hogy a lamel-la vastagság és kristályosság nincs hatással a ho-mályosságra. Mennyiségi összefüggést állítottunk fel a homályosság és a kristályosodási csúcshő-mérséklet között. Utóbbi szoros kapcsolatban áll a kristályosodás során kialakult szupermolekuláris egységek méretével. A korreláció paraméterei függnek a polimer molekulaszerkezetétől. Mind az etilén tartalom, mind a SIST méréssel meghatá-rozott láncszabályosság erősen befolyásolja az op-tikai tulajdonságok változását. A kis etilén tartal-mú, vagy komonomer mentes polimerek viselke-dése eltér a nagy etilén tartalmú (>2 m/m%) min-tákétól, habár a gócképzés hatására végbemenő homályosság változás hasonlóképpen függ a lánc-szabályosságtól minden mintánál. További vizsgá-latok szükségesek, hogy az eltérő viselkedés okát azonosítsuk, és olyan mennyiségi összefüggést ál-lítsunk fel, ami alkalmas a homályosság jóslására egyszerű DSC mérések alapján.
KöszönetnyilvánításA szerzők köszönettel tartoznak az Orszá-gos Tudományos Kutatási Alapnak (OTKA K 101124) valamint az Új Széchenyi Terv TAMOP-4.2.2/B-10/1-2010-0009 projektjének a kutatás fi -nanszírozásáért. Az egyik szerző (Menyhárd A.) részesült a Magyar Tudományos Akadémia Bolyai János Kutatási Ösztöndíjának anyagi támogatásá-ban, melyért ezúton köszönetet mond.
Horváth Zsuzsanna, tudományos segédmunkatársMenyhárd Alfréd, egyetemi adjunktus
Varga József, nyugalmazott egyetemi tanárPukánszky Béla, tanszékvezető, egyetemi tanár
Budapesti Műszaki és Gazdaságtudományi Egyetem,
Fizikai Kémia és Anyagtudományi Tanszék,Műanyag és Gumiipari Laboratórium
Irodalomjegyzék

76 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
[1] Meeten, G. H., Optical Properties of Polymers, Elsevier, London & New York: (1986)[2] Bheda, J. H., Spruiell, J. E., The Effect of Process and Polymer Variables on the Light Transmission Properties of Polypropylene Tubular Blown Films, Polym. Eng. Sci. 26 . 736-745 (1986)[3] White, S. A., Doun, S. K., The Development of Surface Texture in Injection Stretch-Blow Molded Polypropylene, Polym. Eng. Sci. 32. 1426-1432 (1992)[4] Moore, E. P., Polypropylene Handbook: Polymerization, Characterization, Properties, Processing, Applications, Hanser-Gardner Publications: C incinnati (1996)[5] Thierry, A., Fillon, B., Straupé, C., Lotz, B., Wittmann, J., Polymer Nucleating Agents: Effi ciency Scale and Impact of Physical Gelation, Progr. Colloid Sci. 87. 28-31 (1992)[6] Marco, C., Ellis, G., Gomez, M. A., Arribas, J. M., Comparative Study of the Nucleation Activity of Third-generation Sorbitol-based Nucleating Agents for Isotactic Polypropylene, J. Appl. Polym. Sci. 84. 2440-2450 (2002)[7] Kristiansen, M., Werner, M., Tervoort, T., Smith, P., Blomenhofer, M., Schmidt, H. W., The Binary System Isotactic Polypropylene/bis(3,4-dimethylbenzylidene)sorbitol: Phase Behavior, Nucleation, and Optical Properties, Macromolecules 36. 5150-5156 (2003)[8] Blomenhofer, M., Ganzleben, S., Hanft, D., Schmidt, H.-W., Kristiansen, M., Smith, P., Stoll, K., Mader, D., Hoffmann, K., “Designer” Nucleating Agents for Polypropylene, Macromolecules 38. 3688-3695 (2005)[9] Wang, J. B., Dou, Q. A., Chen, X. A., Li, D., Crystal Structure and Morphologies of Polypropylene Homopolymer and Propylene-Ethylene Random Copolymer: Effect of the Substituted 1,3,5-benzenetrisamides, J. Polym. Sci. Pt. B-Polym. Phys. 46. 1067-1078 (2008)[10] Nedkov, E., Dobreva, T., Optical properties of the three polymorphic forms of isotactic polypropylene, e- Polymers (2002)[11] Katharina Resch, G. M. W., Christian
Teichert, Markus Gahleitner,, Highly Transparent Polypropylene Cast Films: Relationships Between Optical Properties, Additives, and Surface Structure, Polymer Engineering & Science 47. 1021-1032 (2007)[12] Bernland, K., Tervoort, T., Smith, P., Phase Behavior and Optical- and Mechanical Properties of the Binary System Isotactic Polypropylene and the Nucleating/clarifying Agent 1,2,3-trideoxy-4,6:5,7-bis-O-[(4-propylphenyl) methylene]-nonitol, Polymer 50. 2460-2464 (2009)[13] Mileva, D., Androsch, R., Radusch, H. J., Effect of Structure on Light Transmission in Isotactic Polypropylene and Random Propylene-1-butene Copolymers, Polym. Bull. 62 . 561-571 (2009)[14] Garoff, T., Virkkunen, V., Jääskeläinen, P., Vestberg, T., A Qualitative Model for Polymerisation of Propylene with a MgCl2-Supported TiCl4 Ziegler-Natta Catalyst, Eur. Polym. J. 39. 1679-1685 (2003)[15] Romankiewicz, A., Sterzynski, T., The Lamellar Distribution in Isotactic Polypropylene Modifi ed by Nucleation and Processing, Macr omol. Symp. 180 . 241-256 (2002)[16] Menczel, J., Varga, J., Infl uence of Nucleating-Agents on Crystallization of Polypropylene .1. Talc as a Nucleating-Agent, J. Therm. Anal. 28 . 161-174 (1983)[17] Sterzynski, T., Lambla, M., Crozier, H., Thomas, M., Structure and Properties of Nucleated Random and Block-Copolymers of Propylene, Adv. Polym. Technol. 13. 25-36 (1994)[18] Pukánszky, B., Mudra, I., Staniek, P., Relation of Crystalline Structure and Mechanical Properties of Nucleated Polypropylene, J. Vinyl Addit. Technol. 3. 53-57 (1997)[19] Gahleitner, M., Grein, C., Kheirandish, S., Wolfschwenger, J., Nucleation of Polypropylene Homo- and Copolymers, Int. Polym. Process. 26. 2-20 (2011)[20] Fillon, B., Lotz, B., Thierry, A., Wittmann, J. C., Self-Nucleation and Enhanced Nucleation of Polymers - Defi nition of a Convenient

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 77
Calorimetric Effi ciency Scale and Evaluation of Nucleating Additives in Isotactic Polypropylene (Alpha-Phase), J. Polym. Sci. Pt. B-Polym. Phys. 31. 1395-1405 (1993)[21] Menyhárd, A., Gahleitner, M., Varga, J., Bernreitner, K., Jääskeläinen, P., Řysćd, H., Pukánszky, B., The Infl uence of Nucleus Density on Optical Properties in Nucleated Isotactic Polypropylene, Eur. Polym. J. 45. 3138-3148 (2009)[22] Wunderlich, B., Macromolecular Physics, Academic Press, London (1979) Vol. 2 “Crystal Nucleation, Gr owth, Annealing”[23] Doshev, P., Kheirandish, S., Pukánszky, B., Menyhárd, A., Gahleitner, M., High-impact EP random copolymers with specifi c nucleation, European application No, Eur. App. No. 101 51444.6., (2010)
[24] Chen, H. B., Karger-Kocsis, J., Wu, J. S., Varga, J., Fracture Toughness of alpha- and beta-phase Polypropylene Homopolymers and Random- and Block-copolymers, Polymer 43. 6505-6514 (2002)[25] Haudin, J. M., Optical Studies of Polymer Morphology, in Optical Properties of Polymers, Meeten, G. H. (ed.), Elsevier: London pp .167-264. (1986)[26] Gahleitner, M., Jaaskelainen, P., Ratajski, E., Paulik, C., Reussner, J., Wolfschwenger, J., Neissl, W., Propylene-Ethylene Random Copolymers: Comonomer Effects on Crystallinity and Application Properties, J. Appl. Polym. Sci. 95. 1073-1081 (2005)
Gumiipari partner „Az év vállalkozója 2012” kitüntetettjei között
Mára már szép hagyománya van annak, hogy sikeres mûvészeink, tudósaink és sportolóink mellett a sikeres hazai vállalko-zások képviselõi is megkülönböztetett fi gyelemben részesüljenek. A megtisztelõ „Az év kiváló vállalkozója” címet nagysza-bású ünnepségem, a Prima Primissima díjjal egy idõben, nagyszabású ünnepség keretében adják át minden évben.Örömmel fedeztük fel az elmúlt év gazdasági szereplõinek kitüntetettjei között, a zalaegerszegi, 100%-ban magyar tulajdo-nú vállalkozás, a 3B Hungária tulajdonos-ügyvezetõjének, Nagy Zoltánnak a nevét.A családi tulajdonban lévõ vállalkozás fõ tevékenysége komplett anyagmozgató és anyagfeldolgozó rendszerek tervezése, gyártása, szerelése és üzembe helyezése. Az ömlesztett anyagszállítás szakértõjeként elismert cég berendezései között megtalálhatók a hevederes szállítópályák, elevátorok, osztályozó berendezések, rezgõadagolók, osztályozósziták és számos más berendezés.A vállalkozás sikeres mûködésének záloga, a folyamatos fejlesztés, a korszerû technológia alkalmazása, a tervezéshez alkalmazott korszerû informatikai szoftverek együttese mellett a kiváló szakembergárda. A 3B Hungária termékeivel nem csak a hazai piacon van jelen, hanem jelentõs export tevékenységet folytat. A hazai gyár-tású gumi szállítószalagok a világ számos országában a 3B Hungária által berendezéseken hordják kitartóan hátukon az anyagokat. A nemzetközi méretben való gondolkodást jelzi, hogy a cég ebben az évben kiállítóként vesz részt az Építõipari és Építõanyag-gyártó Gépek, Bányászati Gépek, Építõipari Jármûvek és Berendezések Nemzetközi egyik legjelentõsebb európai Szakvásárán, a BAUMA 2013 kiállításon.
www.bb-press.hu

78 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Ha beírjuk az internet keresőbe a „PVC recycling” kifejezést, több mint 9 millió találatot kapunk. Fi-gyelembe véve, hogy egy bejegyzés többször is előfordulhat, még akkor is milliós a PVC újra-hasznosításával foglalkozó oldalak száma. Ez a nagyszámú cikk mindenképpen azt jelzi számunk-ra, hogy a világot foglalkoztató problémáról van szó. Talán a világ valamennyi nagy jelentőségű talál-mánya előbb utóbb az „áldás vagy átok” problé-ma célpontjává válik. Így történt ez a PVC-vel is. Az 1912-ben feltalált és rövidesen ipari méretek-ben gyártott PVC számos területen kiváló anyag-nak bizonyult. A PVC népszerűségét több dolog-nak is köszönheti.
1. A PVC tulajdonságai adalékanyagokkal igen széles tartományban változtathatóak. Alap-vetően kemény amorf polimer, de lágyítók-kal, puha gumiszerűen rugalmas anyaggá alakítható.
2. A timföld és ezzel az alumínium gyártásá-hoz szükséges nátriumhidroxid gyártás mel-léktermékének, a klórnak a felhasználásával készül. Az alumínium széleskörű alkalmazá-sának kezdetén a klór feleslegben volt, való-ban olcsó mellékterméknek számított.
3. Környezet-állósága kiváló, megfelelő stabi-lizátorokkal hosszú ideig ellenáll a fénynek, oxidációnak, a föld alatt élettartama akár száz évre tehető.
4. A PVC szénhidrogén-fajlagosa igen kedve-ző, hiszen 57 százaléka klór, csak a többi részt kell szénhidrogénekből fedezni.
Napjainkban a világ éves PVC termelése több mint 30 millió tonna.A PVC sikertörténete az 1970-es évek végéig tö-retlen volt, ekkor jelentek meg először a PVC ve-szélyeire fi gyelmeztető, néha horrorisztikus újság-cikkek. Ezek a közlemények kiragadott valós té-nyeken alapultak ugyan, de alaposan eltúlozták a veszélyeket és a társadalmat a PVC ellen fordítot-
ták. Mindenesetre ennek a hadjáratnak a győztese a PVC lett, mivel a meginduló fejlesztések hatásá-ra a minőség jelentősen javult, a maradék mono-mer tartalom a töredékére csökkent.A PVC elleni támadások természetesen tovább folytak és folynak napjainkban is. Ennek egyik eszköze a PVC-vel kapcsolatos tévhitek terjeszté-se.
1. Mindenki tudja, hogy a klór veszélyes méreg, és ezért a PVC is veszélyes. Ilyen alapon a konyhasó a maga 61% klórtartalmával még veszélyesebb lenne.
2. A PVC ólomtartalma miatt rendkívül veszé-lyes a környezetre. Tény, hogy nagy mennyi-ségben alkalmaztak, és kisebb mennyiség-ben alkalmaznak még ma is ólomtartalmú stabilizátorokat egyes PVC termékekhez, de a mérgező nehézfémek alkalmazása háttérbe szorult. Az ólom és korábban a kadmium ko-moly munkaegészségügyi probléma volt. A PVC stabilizálása nem mérgező anyagokkal is lehetséges, tény, hogy ezek költségeseb-bek. Nehézfém tartalmú PVC soha nem kap-hatott volna hatósági engedélyt élelmiszerrel érintkező alkalmazásokra vagy gyógyszer-csomagolásra.
3. A PVC nem bomlik el a környezetben. Ez az állítás igaz. Ha nem lenne igaz, nem lehet-ne vízvezetéket, szennyvízcsövet, ajtó- és ablakkereteket gyártani PVC-ből. A kiváló kémiai és biológiai stabilitás éppen a PVC egyik fontos előnye.
4. A PVC hő hatására bomlik, a keletkező só-sav elpusztítja a környezetet. Tény, hogy a PVC magas hőmérsékleten bomlik, a stabili-zátorok alkalmazásának célja éppen a bom-lás megakadályozása. Veszélyes mennyisé-gű sósav csak katasztrófa helyzetekben fej-lődhet.
5. A PVC égésekor rendkívül mérgező és rák-keltő dioxinok keletkeznek. Ez a PVC ellen
A PVC újrahasznosítása

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 79
felhozott egyik legsúlyosabb vád. A PVC ön-magában nem éghető, belőle magas hőmér-sékleten sem keletkeznek poliklór-dioxinok. Más anyagok alacsony hőmérsékleten törté-nő égetésekor a PVC lehet klórforrás, de a természetes anyagok ehhez elegendő meny-nyiségű klórt tartalmaznak. Így a tarlóége-tés, az erdő- és bozóttűz jelentős mennyisé-gű dioxint termel PVC nélkül is.
6. A PVC ftalát lágyító tartalma veszedelmes méreg. A ftálsavészter alapú lágyítókat va-lóban nagy mennyiségben alkalmazták a ká-beliparban, sőt a lágy PVC orvosi eszközök, infúziós szerelékek, vérzsákok szinte kizáró-lag ftalát lágyítókkal készültek.
7. A PVC újrahasznosítása lehetetlen. Nos, e cikkben éppen ezt a tévhitet szeretnénk el-oszlatni.
A PVC-re is igaz, minél több kémiai kötést őrzünk meg az újrahasznosítás során, annál gazdaságo-sabb az eljárás. Ez alól egyetlen kivétel a deponá-lás, a hulladéklerakóban való elhelyezés. A köté-seket ugyan megőriztük, de haszontalanul.A PVC feldolgozása során keletkezhetnek úgyne-vezett technológiai hulladékok. Kevés kivételtől eltekintve ezeket a hulladékokat a gyártók mindig hasznosították, a legtöbb esetben ugyanabba a ter-mékbe forgatják vissza, mint amelynek gyártása során keletkezett. A PVC ugyanis mindig sokfé-le segédanyagot tartalmaz, a technológiai hulladé-kok összetételét pedig pontosan ismerik. A PVC fóliák gyártása során pl. a méretre vágás során ke-letkező szélhulladékok megdarálva visszakerül-nek a feldolgozó gépre. Építőipari profi lok gyártá-sa során a technológiai hulladékok esetleg a szín-változás miatt nem forgathatók vissza ugyanab-ba a termékbe, ilyenkor a színre kevésbé érzékeny profi lok készülnek belőle, vagy koextruzióval az újrahasznosított anyag a profi l nem látható része-it képezi. A technológiai hulladékok hasznosítása a gyártók elemi gazdasági érdeke, így ennek ösz-tönzése felesleges.A szakszerű bontásból származó műanyag hulla-dékok, nevezzük őket ipari hulladékoknak, már
kevésbé egységes anyagok. Kábel és kábel, ab-lakkeret és ablakkeret között jelentős összetétel-beli eltérések lehetnek, ezek az anyagok magu-kon viselik gyártásuk idejének technológiai kul-túráját és „divatját”. Eltérőek lehetnek az alkalma-zott stabilizátor rendszerek, a töltőanyagok, a „fi -nomhangolás” adalékai, például az optikai fehérí-tők, pigmentek. Szélsőséges esetben előfordulhat, hogy a különböző forrásból származó hulladékok nem keverhetők. Ilyen gyanú esetén vizsgálatok-kal kell meggyőződni a használhatóságról és dön-teni a szétválogatásról.A legtöbb probléma a kommunális hulladékba ke-rült műanyagokkal van. Ezek vegyes műanyagok, sokféle komponensből állnak, fajta szerinti szét-válogatás szinte reménytelen. Éppen a PVC az egyik olyan műanyag, amely nehezen viseli né-hány szennyező, például a PET, a poliamidok je-lenlétét, a poliolefi nek pedig nagyobb mennyiség-ben rontják a mechanikai tulajdonságokat. Más műanyagok esetében éppen a PVC az, amely le-hetetlenné teheti az újrahasznosítást. Az ilyen, ve-gyes hulladékok esetében indokolt lehet a szelek-tív kémiai reakción keresztül való feldolgozás. A PVC újrahasznosítására léteznek kidolgozott el-járások. Ezeket a hulladék fajtájának, származásá-nak fi gyelembe vételével fejlesztették. A 2003-ban létrehozott Recovinyl szervezet koor-dinálja a PVC újrahasznosítását, a begyűjtést és feldolgozást. Az európai tagországokban 2012-ben 352.000 tonna PVC újrahasznosítását sikerült megoldani. Ez a mennyiség növekszik, 2020-ra 700.000 t PVC újrahasznosítását tervezik. A VinyLoop® eljárás éppen a legnehezebben ke-zelhető hulladékok reciklálását célozta meg. A ku-tatást 1997-ben kezdték meg, az első kísérleti üze-met 1998 decemberében indították. Az eljárás a hulladék szelektív oldásán és kicsapásán alapul, végterméke PVC por, illetve akár feldolgozás-ra alkalmas kompaund. Ennek szupermolekuláris szerkezete ugyan eltér a szuszpenziós PVC szoká-sos szerkezetétől, de ennek ellenére a legtöbb ter-mék előállítására alkalmas. [1] A VinyLoop® el-járás részben megoldja a PVC újrahasznosításá-

80 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
nak legnagyobb törvényi problémáját is, neveze-tesen a PVC tárgyak igen hosszú élettartama miatt a régi termékek tartalmazhatnak olyan adaléko-kat, pl. kadmium stabilizátort, kromát pigmentet, ólomtartalmú stabilizátort, amelyek alkalmazását, ipari feldolgozását a jelenlegi törvények tiltják, il-letve koncentrációjukat szigorúan korlátozzák. Az eljárást iparilag is megvalósították, évente több tízezer tonna PVC-t visszanyerve [2].A használat utáni PVC termékek begyűjtésének egyik jó példája az Egyesült Királyságban létre-hozott Recofl oor, amely elsősorban a PVC Padlók begyűjtésére és hasznosítására szakosodott [3] és 2005 óta több, mint 150.000 tonna PVC hulladé-kot recikláltak. Az elv megszívlelendő, ne dobjuk a szemétbe, egy erre szakosodott szervezet elszállít-ja, megtakarítva ezzel a válogatás és tisztítás jelen-tős költségét. A műanyagként már nem hasznosítható, szennye-zett, szétválogathatatlan PVC termékek még min-dig nem a szemétlerakóba valók. A PVC klórtar-talmának visszanyerésére égetéssel szintén létez-nek eljárások [4], ezek végterméke sósav oldat, vagy hidrogénklorid gáz, amely az ipar számos te-rületén hasznosítható.A PVC újrahasznosítása nem lehetetlen, kidolgozott technológiák állnak rendelkezésre. Káros és felesle-ges az emberek kémiától való félelmére alapozva a PVC-t közellenségként beállítani. A klór sem az „ör-dög eleme”, gondoljunk arra, hogy a tengeri élőlé-nyek anyagcseréjük során tízezer tonnákban mérhe-tő triklóretilén és perklóretilén mellett évi 3 millió tonna metilkloridot juttatnak a légkörbe [5]. Az újrahasznosítás, bár a technológia fejleszté-se, a módszerek átgondolása állandó feladat, el-
sősorban gazdasági kérdés. Ez nem csak a PVC reciklálásának problémája. Olyan gazdasági és törvényi környezetet kell teremteni, hogy a kör-nyezetvédelmi szempontból mindenképpen hasz-nos tevékenységet végző vállalkozások megél-hessenek. Végezetül még egy gondolat: az embe-rek természettudományos ismereteinek bővítése, a természettudományos oktatás fejlesztése nélkül nem várhatunk felelős gondolkodást.
Irodalom[1] Leitner, H.: proc PVC 2002 International PVC conference, 23-25 April 2002, Brighton, p. 382-387 VinyLoop®, the new process that regenerates PVC compounds out of composite residues.[2] Thommeret, R.: proc PVC 2011 international PVC conference, 12-14 April 2011, Brighton, p. 219-229 VinyLoop, a new way to develop sustain-able business for PVC composite materials.[3] Gardner, J.: proc PVC 2011 international PVC conference, 12-14 April 2011, Brighton, p. 209-218 J. Recofl oor the vinyl take back scheme[4] Musdalslien, U.I. – Sandberg, P.: PVC 2002 International PVC conference, 23-25 April 2002, Brighton, p. 388-397 Energy and HCl recovery from PVC in municipal solid waste incineration[5] http://www.pvc.org/en/p/pvc-debate (2013.ja-nuár 14)A Miskolci Egyetem témában végzett kutatásait a TÁMOP 4.2.1.B-10/2/KONV-2010-0001 támo-gatta.
Dr. Marossy KálmánMiskolci Egyetem Polimermérnöki Tanszék
(E-mail: [email protected] )
www.bb-press.hu

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 81
A műanyag, az ember alkotta anyag, a XXI. szá-zad anyaga, amely nélkül már nehezen tudnánk elképzelni az életünket. A műanyagokból készült termékek pozitívan járulnak hozzá az emberiség fenntartható fejlődéséhez, számos, műanyagokkal kapcsolatos tévhit ellenére. Amint a Magyar Műanyagipari Szövetség 2012. december 7.-i konferenciáján is elhangzott, a kő-olaj feldolgozása során csak kb. 7 %-ot használ-nak műanyaggyártásra [1]. A műanyagok, illetve a belőlük készült termékek életciklus utáni újrahasznosítása már régóta gaz-dasági és környezetvédelmi cél és egyre nagyobb százalékban valósul meg az anyagukban történő újrafeldolgozás.A fa-műanyag és egyéb természetes anyag-mű-anyag kompozitok esetében a polimereket (ori-ginál és/vagy reciklált) természetes, évről évre megújuló forrásból származó melléktermék (by-product) jellegű anyagokkal helyettesítik (termé-szetbarát, környezetbarát megoldás). A fafeldol-gozás hulladékanyagaiból polimerrel erősített,
időállóbb, fához hasonló anyagok és termékek lét-rehozása történik meg. Ezek a kompozit anyagok újrafeldolgozhatók is, sőt magasabb értékű újra-feldolgozás (upcycling) is lehetséges.
1. WPC általában2003 óta, amikor Európa elérte a jelentős piaci mennyiségnek számító 30.000 tonnát, az európai piacon a fa-műanyag kompozitok (WPC) mennyi-sége továbbra is jelentősen növekszik. 2010-ben az európai WPC piac elérte a 140.000 tonnát. A termékpiacot még mindig uralja a különféle járó-felületek, teraszok burkolata, padlója (decking) (1. kép), de keresik az újabb nagyvolumenű al-kalmazási lehetőségeket [2] [3]. Elsősorban te-hát extrudált termékeket gyártanak, de vannak fröccsönthető WPC kompaundok is szűk felhasz-nálási területekkel (2. kép).A fa-műanyag kompozit termékeket lehet egylé-péses (közvetlen profi lextrudálás) vagy kétlépéses eljárással gyártani (a kompozit anyag létrehozása, majd profi l extrudálás vagy fröccsöntés). A kétlép-
The market of the wood-plastic composites and the products made from them show major growing. Wood and plastic are not the only components of wood-plastic composites. These composites contain small amounts of added materials which affect for the processing and performance of WPC. Although the formulations of composites are highly protected, the additives such as coupling agents, light stabilizers, pigments, lubricants, fungicides, fi re retardants and foaming agents are known to some extent. Some additive manufacturer are aimed at development of these for WPC industry. The article briefl y summarizes the advantages of WPC products and the additives which provide for these benefi ts.
A fa-mûanyag kompozitok és a belôlük készült termékek piaca jelentôs mennyiségi növeke-dést mutat. A fa és a mûanyag nem egyedüli komponensei a fa-mûanyag kompozitoknak. Ezek a kompozitok tartalmaznak olyan kis mennyiségben hozzáadott anyagokat is, amelyek befolyásolják a fa-mûanyag kompozitok feldolgozását és a teljesítményét. Bár a receptúrák nagyon védettek, az adalékok, mint például a kapcsolóanyagok, fénystabilizátorok, pig-mentek, csúsztatók, gombaölôk, égésgátlók és habosító anyagok bizonyos fokig ismertek. Néhány adalékanyag gyártó meg is célozta ezek kifejlesztését WPC ipar részére. A cikk rö-viden összegezi a WPC termékek elônyeit és azokat az adalékanyagokat, amelyek biztosít-ják ezeket az elônyöket.
Fa-mûanyag kompozitok (WPC; Wood Plastic Composite)
82 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
csős eljárás nagyobb gyártási stabilitást és maga-sabb olvasztási homogenitást biztosít, így a vég-termékek optimalizált mechanikai és fi zikai tulaj-donságokkal rendelkeznek.
1. kép 2. kép
A két lépésből álló folyamat kompaundálási részé-re általánosan három különböző módszer szoká-sos: a fűtő-hűtő keverő, az egyirányban forgó és az ellentétes irányban forgó ikercsigás extruder. Mindegyik rendszer alkalmas különböző fa-mű-anyag kompaundok előállítására, amelyek azon-ban eltérőek lesznek szemcseméret és portartalom vonatkozásában, ami befolyásolja a további fel-dolgozási viselkedést is. A kompaundálási meg-oldások különböznek az energiafogyasztásban is. A legkorszerűbb WPC profi l gyártásnál (3. kép) az extrudálási vonal sebesség 1,5-2 m/min a hagyo-mányos, szokásos rendszereknél, de a nagy telje-sítményű extrúziós megoldásoknál akár 3,5 m/min is elérhető. Figyelembe véve az európai elsőszá-mú alkalmazásokat, az üreges padlókat, ez a vo-nalsebesség 250 - 300 kg/h-tól 450 kg/h-ig terjedő anyagkihozatalt jelent [2] [3].
3. kép WPC profi l extrudálás [3]
2. A WPC termékek előnyei A különféle termékgyártók a következő előnyöket adják meg ezekre a termékekre összehasonlítást téve a faanyagú termékekkel: • természetes külalak (fához hasonló megjelenés)• szálkamentes • ellenálló a nedvességgel szemben • ellenálló a rothadással és a férgekkel szemben • tartósság• minimális karbantartási igény (pl. nem kell
időnként lekezelni, festeni) • nem reped• nem mohásodik• nem csavarodik • nem csúszik, még esőben sem • egyszerűen szerelhető, szegezhető• 2 év garancia és 10 év jótállás
A felsorolt jellemzők illetve előnyök nagyon ál-talános összegzést jelentenek, ezektől eltérőek le-hetnek az egyes gyártók saját specifi kációiban fel-sorolt konkrét jellemzők, a mechanikai tulajdon-ságok értékei, az esetleges időjárás-állósági teszt-eredmények és egyebek (4. kép).
4. kép Üreges padlóprofi lok
3. Természetes anyagokkal töltött polimer kompozitok összetevői
A felsorolt jellemzőket, előnyöket csak számos adalékanyag beverésével lehet elérni, tehát na-gyon komoly és időigényes fejlesztés kell egy-egy fa-műanyag kompozit előállításához.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 83
Ha nemcsak a szorosan vett fa-műanyag kompozitok összetevőit akarjuk felsorolni, ak-kor a listában számos, fafajtákon kívüli megújuló anyagot is találhatunk. – Polimerek (20-65%)
Mesterséges: HDPE, PP, PVC, ABS, PSTermészetes: PLA
– Természetes anyagú töltőanyagok (30-70 %)Faliszt puhafából vagy keményfából (fenyő, bükk, nyárfa, juhar, tölgy stb.)Növényi szálak, rostok, lisztek (len, kender, ku-koricacsutka, bambusz, rizs stb.)
– Adalékok (5-10%)KapcsolóanyagokCsúsztatók, feldolgozási segédanyagokHőstabilizátorokFénystabilizátorokBiocidekÉgésgátlókHabosítókSzínezékek
3.1 PolimerekA polimerek közül, ha csak a főbb mátrix anyagok arányát vizsgáljuk, akkor a kompozitok gyártásában 50 %-ban PP-t, 39 %-ban PE-t és 11 %-ban PVC-t használnak [4]. Ezek az arányok országonként, föld-részenként változhatnak. Európában a PP az elsődle-ges mátrixanyag, Észak-Amerikában a HDPE.A legtöbb gyártó PP és PE alapú kompozit típu-sokat gyárt, különféle töltőanyag százalékokkal, legtöbbet 60 % alatti fa (faliszt) tartalommal (1. ábra) [4].
1. ábra
A PVC alapú WPC termékek egyik előnye az égésgátoltságban van, bár a faliszt mennyisége jelentősen ront a PVC alapvetően önkioltó égés-gátlási jellemzőjén.
3.2 Természetes anyagú töltőanyagokÁltalában minden töltőanyag esetében elmond-ható, hogy a polimerek folyóképességét rontják, egyes mechanikai jellemzőit szintén. A receptúrák tervezésénél, a kiinduló polimer folyóképességé-nek megválasztásánál erre fi gyelni kell, valamint arra, hogy a kész kompozitból később milyen fel-dolgozási eljárással akarunk készterméket gyárta-ni.
2. ábra Töltőanyag hatások
A fa-műanyag kompozitoknál nagyon fontos jel-lemző a töltőanyag (faliszt, faszemcsék, faszá-lak) nedvességtartalma és annak egyenletessége. A nedvesség valamekkora része mind az egylép-csős, mind a kétlépcsős eljárásban eltávolítható az extruder ömledékzónájából. Az egyenletes és számszerűsített induló nedvességtartalom beál-lításához egyszerű tömegváltozás-méréssel mű-ködő, üzemi körülmények között használható nedvességmérőre van szükség (5. kép). A faliszt szárításához többféle berendezést is kifejlesztet-tek, amelyekben a porrobbanás vagy tűz nem kö-vetkezhet be.Természetesen fontos jellemző a töltőanyag szem-csemérete, szálhossza és egyenletessége is.

84 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
5. kép Gyors nedvességmérő készülék
3.3 Adalékok3.3.1 Kapcsolóanyagok (kompatibilizálók)Az adalékok legfontosabb csoportját jelentik, mi-vel a kész kompaundban illetve a késztermékben a polimer (apoláros) és a töltőanyag (poláros) közötti kapcsolatot, felületi adhéziót javítják, biztosítják és ezzel számos jellemzőre hatással vannak, pl. a szi-lárdságra, a kisebb vízfelvételre, a polimer mecha-nikai jellemzőinek megtartására vagy csak minél kisebb mértékű csökkenésére.A legáltalánosabban használt kapcsolóanyagok (coupling agents) a maleált poliolefi nek (maleinsav-anhidriddel módosított). Újabban a metallocén katalizátorral előállított viaszokkal mutattak ki jó eredményeket (Licocene®) (1. táblázat).
Kapcsolóanyag márkanevek Gyártók MAH tartalom [%]
Orevac CA-100 ATOFINA 1,0Polybond PB 3200 Crompton 1,0Epolene E-43 Eastman 3,7Epolene G-2608 (PE) EastmanEpolene G 3003 Eastman 0,8Epolene G-3015 EastmanDoverbond DB 4300 DoverCesa-mix 8611 ClariantCesa-mix 8468 ClariantLICOMONT AR 504 ClariantLicocene® PE MA 4351 TP ClariantLicocene PP MA 6452 TP ClariantFusabond MB-226D (PE) Du PontFusabond MD-353D (PP) Du Pont
1. táblázat: Néhány kapcsolóanyag márkanév
3.3.2 Csúsztatók, feldolgozási segédanyagokEzek az adalékok segítik a feldolgozást, növelhető az extruder teljesítménye, beállítható velük a visz-kozitás, csökkenthető a frikciós hő nagysága, ja-vítható a termék felületi minősége, csökkenthető a tapadás a gyártó szerszámokhoz, csökkenthető az energiafelhasználás, tehát sokféle hatás érhető el a kompaundokban való alkalmazásukkal.Ilyenek az oxidált PE viasz, montánsav-észter bá-zisú anyagok (Licolub®H 12 és Licomont®ET 141) amid viasz (Licolub FA 6 TP) a Clariant-tól.A Struktol cég széles választékot kínál a fa-mű-anyag kompozitokhoz, attól függően, hogy mi a mátrix polimer. A TPW 104 cink-sztearátot tartal-maz, ezért nem használható olyan kompaundhoz, amelyben maleinsav-anhidrid-es kapcsolóanyag van. Ilyen esetben pl. a TPW-113 az alkalmas tí-pus [5].Ezen gyártókon kívül még számos gyártó választé-kában vannak kifejezetten a WPC kompaundokhoz ajánlott csúsztatók.A csúsztató megszünteti például az extrudált sza-lag szélének berepedezését, ami a 6. képen látha-tó illetve a csúsztatók kombinálásával egyre sza-bályosabb lesz az üreges profi l (7. kép)
6. kép 7. kép (Clariant [6])
3.3.3 HőstabilizátorokA fatartalom miatt a feldolgozási hőfok max. 190-200°C lehet, mert a faszemcsék „megégnek”, a kompaund erősen megbarnul, majd feketedik. Gyakorlatilag számos ajánlás van az adalékgyár-tóktól, a polimertípusnak megfelelően.
3.3.4 FénystabilizátorokElsősorban a kültéri körülményekre gyártott WPC termékek esetében gondolni kell a különféle kör-

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 85
nyezeti hatásokra, tényezőkre (hőmérséklet, ned-vesség, fény, oxigén stb.) és azoknak megfelelően kell kiválasztani az adalékkomponenseket. A fo-tó-és termooxidáció hatására a pigmentek általá-ban halványulnak, egyes esetekben sötétednek, a polimernél lánctördelődés, ridegedés lép fel, a ligninrészecskék sárgulnak, a nedvesség hatására penészedés, gombásodás lép fel.Gyorsított fényállósági, UV állósági, időjárás-ál-lósági vizsgálatokat a Xenotest készülékekben le-het elvégezni (8. kép).
8. kép Q-Lab Corporation [7]
A 9. képen 500 és 1000 órás megvilágítás után lát-ható a színváltozás. Látható, hogy színtől (anya-gától) függően lehet sötétedés és lehet világoso-dás is. Mérik a mechanikai jellemzők változását is.
9. kép [4]
3.3.5 További adalékokA penész és a „foltosodások” megjelenése egyes WPC burkolatokon odavezetett, hogy a gyár-tók bevezették a gombásodás, penészedés elleni biocidek használatát, egyrészt a termékek felüle-tének, ezzel összefüggésben a fatartalom védelme érdekében, másrészt a nedvesség behatolás csök-kentésére.Pellet, granulátum, folyadék formában szerezhe-tők be az egyes gyártók mesterkeverékei, amelyek gyakran kombinációk különféle stabilizátorokkal, más adalékokkal.Néhány gyártó márkanevei: Clariant: Sanitized®,International Specialty Products (ISP) PlastiGuard® 11 PE, PlastiGuard® 11 W, PlastiGuard® 410 PEP. Ezek esetében a hordo-zóanyag PE, viasz vagy EVA (10. kép). Ciba: Irgaguard F3000.
10. Biocid gyártók
Égésgátlási előírások esetén égésgátló anyago-kat is kell keverni a kompozitba pl. a CLARIANT Exolit® AP 422 vagy a CHEMTURA APP adalé-kait. A 11. képen az Exolit® AP 422 hatását lehet látni 15 %-os hozzáadás esetén (55 % fa, 30 % PP).
11. kép Exolit® AP 422 hatása [8]
Élénk érdeklődés van kémiai habosítókra a WPC termékeknél, hogy csökkentsék a termék súlyát és

86 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
az anyagok költségét, javítsák a felületi megjele-nést, növeljék a feldolgozási sebességet, könnyít-sék a fűrészelést, szögelést, csavarozást a készter-mékek felhasználásakor. A habosítás nem könnyű feladat, a fatartalom növelésével még nehezebbé válik, tekintettel arra, hogy a habosodó mátrix anyag egyre kevesebb.A Clariant Additive Masterbatches által kínált Hydrocerol PLC sorozat magában foglal en-doterm, exoterm, és endo-exoterm keveréke-ket a poliolefi n, PVC és PS-fa kompozitokhoz. A Crompton cég az exoterm Celogen családot kínálja fel a habosításra a fa-poliolefi n és PVC kompozitokhoz.A kompozitok színezéséhez a különböző pigmen-tek és színező mesterkeverék gyártók szintén ki-fejlesztették a választékukat. A színezőanyag-ok biztosítják a fához hasonló megjelenést és az UV állóságot is. Szintén kombináltak más adalék-anyagokkal is. Többek között a Clariant Additive Masterbatches kínálja a szokásos színeket (PV Fast®), illetve a vevők által kért változatokat is. A Viba cég színválasztéka látható a 12. képen.
12. kép A színválasztékból
Az adalékok köre ezzel még nem teljes. A külön-féle elvárások teljesítéséhez pl. a szagmegkötés-hez használnak zeolitokat és más anyagokat is.
4. ÖsszegzésA fa-műanyag kompozitok és a belőlük készült termékek piaca jelentős mennyiségi növekedést mutat. Jelen összeállítás számos részlettel bővíthető, de a terjedelmi okok ezt most nem tették lehetővé. A fa töltőanyagokat (lisztek, szemcsék, szálak), az ada-lékok részletesebb ismertetését, a kompaundálás gépeit, az extrudálást, a fröccsöntést, a termék-vizsgálatokat és szabványokat másik cikkek fog-ják összegezni.
Források[1] http://www.huplast.hu[2] http://www.extrudia.com[3] http://www.battenfeld-cincinnati.com[4] Andreas Haider, Asta Eder: Markets, Applications, and Processes for Wood Polymer Composites (WPC) in Europe, Salzburg/Kuchl, Austria, 07-08 October 2010[5] www.struktol.com[6] Innovative Coupling Agents and Processing Aids based on MetalloceneCatalyzed Waxes for Wood Plastic Composites. BeateTreffl er/ Christian Lechner (Clariant Produkte GmbH) 2007[7] Q-Lab Corporation[8] Flame Retardant forWood Plastic Composites. Exolit® AP 420. Exolit® AP 422. Clariant
Garas Sándor műanyagipari szakértő [email protected]
www.bb-press.hu

FELDOLGOZÓ BERENDEZÉSEK
Arburg és Engel fröccsöntőgép
(+ Wittman és Piovan perifériák),
Moldflow fröccsöntési szimuláció
Labtech Scientific berendezések
(moduláris ikercsigás extrúder,
fóliafúvó, palackfúvó, hengerszék)
3D nyomtatók (Objet és ZCorp)
Herrmann HiQ Evolution
ultrahanghegesztőgép
Vákuumformázó gép
Présgépek (Collin és Schwabentan)
Brabender Pastograph gyúrókamra
ELŐKÉSZÍTÉS, KONDICIONÁLÁS
Szárító és klímaszekrények
(Memmert, Heraeus, Shel)
UV-fény besugárzásra alkalmas
Climacell klímaszekrény
Nabertherm laboratóriumi izzító-
kemence (hamu- és száltartalom
meghatározás)
Több daráló- és aprítóberendezés
KOMPOZIT TECHNOLÓGIA
Egyedi szálerősített termékek
üvegszálból, szénszálból vagy egyéb
nagyteljesítményű anyagokból
Laminálás és vákuuminjektálás
MÉRŐMŰSZEREK
Modern Zwick szakítógépek (0-250 kN) széles
hőmérséklettartományban
JEOL Analitikus Pásztázó Elektron Mikroszkóp
(+ anyagazonosításhoz alkalmas EDS feltét)
Olympus BX 51M fénymikroszkóp
Ceast ütőművek (Charpy és ejtődárdás módszer)
TA Instruments Q800 Dinamikus Mechanikai
Analizátor (DMA)
TA Instruments Q2000 pásztázó kaloriméter (DSC)
Ceast 702 MFI készülék
Raman mikroszkóp és FTIR spektrométer
Infravörös hőkamerák (FLIR A325Sc és Testo 875)
Keménységmérő műszerek (Shore és IRHD)
Polimertechnika LaboratóriumA BME Polimertechnika Tanszéke
több évtizedes múlttal,
nagy szakmai tapasztalattal
végez kutatás-fejlesztési,
gyártástechnológiai, minőség-
ellenőrzési szolgáltatásokat
ipari megrendelők részére.
Statikus és dinamikus anyagvizsgálatok
Optikai- és morfológiai vizsgálatok
Polimerfeldolgozás, kisszériás- és prototípusgyártás
Kutatás-fejlesztés, szaktanácsadás és képzés
NAT által akkreditált és ISO9001 szerint tanúsított laboratórium.
Kapcsolattartó Dr. Kiss Zoltán egyetemi adjunktusLaboratórium címe 1111 Műegyetem rakpart 3., MT épület
Telefon +36 1 463 1466Fax +36 1 463 1527
E-mail info@pt .bme.huWeboldal www.pt .bme.hu
ELÉRHETŐSÉGEK
B U D A P E S T I M Ű S Z A K I É S
G A Z D A S Á G T U D O M Á N Y I EG Y E T E M
G É P É S Z M É R N Ö K I K A R
VIZSGÁLÓNAT-1-1317/2012
Műanyag- és gumiipari technológiák

88 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
BevezetésFröccsöntéssel előállított termékek folyamatos minőség ellenőrzése többek között a fröccsöntő gépek felügyeleti rendszereivel vagy belsőnyo-más-méréssel valósítható meg. Mindkét mód-szernek megvannak az előnyei és hátrányai. Míg a fröccs-paraméterek felügyeleti rendszere a mai gépekben minden esetben be van építve, addig az üregnyomás-mérőrendszerek plusz beruházási költséget jelentenek a vállalatok számára. Fontos fi gyelembe venni, hogy a sokparaméteres beállí-tási variáció és a géptől gyakran független külső hatások együttes kombinációjaként jön létre a termék, és alakul ki a minőség. Valószínűleg már sokan találkoztak azzal, hogy látszólag nem vál-tozott a gyártás során semmi, de a darab hiányos/sorjás, vagy egyéb okból selejtes lett. Ezek a jelen-
ségek minden esetben megmagyarázhatóak, azon-ban komoly és összetett méréseket és elemzése-ket igényelnek, amire a termelés mellett már nem mindig van kapacitása az ipari szakembereknek. A felügyeleti rendszerek viszonylag jól nyomon követik a főbb paramétereket (pl.: fröccsnyomás, kitöltési idő, anyagpárna, adagolási idő stb.) azon-ban érzékenységük sok esetben nem elegendő a változások észlelésére. Ez azzal magyarázható, hogy a termék leképzése a formaüregen belül tör-ténik, a paramétereket azonban - az üregtől távol - a fröccsegységben regisztráljuk. A Kecskeméti Főiskola GAMF Karán már évek óta foglalko-zunk a fröccsöntő szerszámokban lezajlódó folya-matok tanulmányozásával. Munkánkból számos új tudományos publikáció [1, 2] és szabadalom is született. Kezdetben a kísérleteinkhez piezzo
Fröccsöntési folyamat elemzése Cavity Eye belsõnyomás-mérõ
rendszerrelCikkünkben a technológiai paraméterek üregnyomás görbére gyakorolt hatását ismertet-tük. Méréseinkhez három eltérõ folyásindexû anyagot használtunk. A mérõrendszerrel si-került az üregnyomás görbe mind a négy szakaszát behatóbban tanulmányozni. A kitöltési fázisban mért nyomáskülönbségek és a fröccssebesség felhasználásával meghatároztunk egy a látszólagos viszkozitással arányos mennyiséget, melyet relatív viszkozitásnak nevez-tünk. A fröccssebesség és az anyaghõmérséklet is a várt változásokat eredményezte. Az eredmények alapján megállapítható, hogy a görbékkel és a görbék idõ szerinti elsõ deri-vált függvényével, a fröccsöntési folyamat analízise és szabályozása további automatizálási lehetõségeket biztosít. A rendszer alkalmazásával könnyebb és gyorsabb lehet a gyártás elindítása, hibás darabok gyártása estén a probléma okának meghatározása, és a techno-lógia instabilitásából adódó véletlenszerû selejtes termékek kiválogatása és elkülönítése.
In our article we described effects of technological parameters on cavity pressure curve. Three materials having different liquidity indexes were used for our measurements. By means of the gauge system, we managed to study four sections of cavity pressure curve more profoundly. By using the pressure differences measured in the fi lling phase and the speed of injection moulding, we defi ned an amount proportional to the apparent viscosity and named it relative viscosity. Both the speed of injection moulding and the temperature of material resulted in the expected changes. On the basis of the results we can state that analysis and control of injection-moulding process with the curves and the fi rst derivative function of the curves will provide further chances for automation. Application of the system will make it easier and quicker to start production, determine cause of problem in case of manufacturing faulty articles and select and separate the random defective products resulting from instability of technology.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 89
elektromos elven működő nyomásérzékelőket használtunk. Az alapkutatás tapasztalatait felhasz-nálva egy teljesen új elven működő nyomásmérő rendszert terveztünk az ipari igények kielégíté-sére. Célunk egy olyan mérőműszer elkészítése volt, amellyel ipari körülmények között, könnyű és gyors beállítással lehessen a gyártást elindítani, felügyeltetni, elemezni és szabályozni. Az ötletből prototípus, majd a fejlesztés végső lépéseként ter-mék született.Cikkünkben a Cavity Eye üregnyomás-mérő rend-szerrel szerzett tapasztalataink eredményeit ismer-tetjük.
Leképzési folyamat elemzéseA fröccsöntési folyamat elemzésének könnyebb megértése érdekében érdemes a leképzési folya-matot röviden áttekinteni.Az üregnyomás és a hidraulikanyomás görbe több-kevesebb kapcsolatban van egymással. A külső nyomás egyértelműen befolyásolja az üregnyo-mást, azonban a termék leképzése a formaüregben történik, így a termékgyártás folyamatáról akkor kapunk pontos információt, ha az üregen belül vizsgáljuk a nyomás időbeli lefutását. Egy általá-nos üregnyomás-görbe és hidraulika nyomásgörbe az 1. ábrán látható. A görbe több egyértelműen el-különülő szakaszra bontható [3,4,5]:– Kitöltés– Tömörítés– Utónyomás– HűtésA fenti szakaszok a ciklusszervezés szerint a fröccsöntés fázisára, utónyomás fázisára és hűtés fázisára oszthatók. A tömörítés a fröccsfázisban és utónyomás fázisban is létrejöhet.Az 1. ábrán is látszik, hogy a technológia számos nyomást különböztet meg: üregnyomást/belső nyomást és a fröccsöntő szerszám formaadó te-rében kialakuló nyomást. A külső nyomás, valós nyomás a csigadugattyú előtti térben kialakult nyomást, a hidraulikanyomás pedig a csigadugaty-tyút mozgató hidraulikus munkahenger nyomá-sát jelenti. A gépen beállítható fröccsnyomás, a
fröccsöntési fázisban a kitöltéshez és a tömörítés-hez szükséges nyomás felső határa. Ez a beállítás-tól függően többnyire egy biztonsági nyomáshatár. Abban az esetben viszont, amikor a valós felépülő nyomás eléri ezt a maximumot, akkor a csigadu-gattyú sebességét a gép a PID vezérlése segítségé-vel csökkenti (leszabályozza). Az 1. ábrán látható,
hogy a fröccsnyomás-határ lényegesen nagyobb, mint külső nyomás, így nem vesz részt a folyamat szabályozásában. Érdekes helyzet áll elő, ha a va-lós nyomás megközelíti a beállított maximumot, de nem éri el. Ilyen esetben azt várnánk, hogy a nyomáshatárnak (fröccsnyomásnak) nincs hatása a csigadugattyú sebességére, azonban a tapaszta-lat az, hogy a PID állandóknak megfelelően mégis csökkenteni fogja a csiga sebességét. Ez a jelen-ség gépgyártónként eltérő mértékben, sokszor ész-revétlenül, de mégis hibát okozva jelentkezik.Kitöltési fázisban az anyag szabadon áramlik a formaüregben. Az áramlás fenntartásához szük-séges nyomás relatívan alacsony, elsősorban az anyag folyóképességétől, ömledékfront sebessé-gétől és az áramlási keresztmetszettől függ. Érde-mes felhívni a fi gyelmet a kis és a nagy falvastag-ságú termékek közötti alapvető különbségekre. A vékony falú, hosszú folyási úttal rendelkező ter-mékek kitöltése lényegesen nehezebb, kevesebb idő áll a rendelkezésre és már kitöltési fázisban is nagyobb nyomás jön létre, miközben a hűtési idő is sokkal rövidebb.A tömörítési fázisban a formaüreg már teljesen megtelt műanyag ömledékkel. Az anyag nem áramlik, így azt kismértékben összenyomjuk, amely 0,01… 0,1 másodperc alatt felépíti a nyo-mást az üregben. A kompresszió tulajdonképpen azt jelenti, hogy néhány százalékkal több anyagot préselünk a formaüregbe, mint ami atmoszférikus nyomáson elférne benne. (Az anyag összenyom-hatóságát p-v-T méréssel tudjuk meghatározni). A komprimálást követően átkapcsolunk utónyomás-ra, azaz a valós felépülő fröccsnyomás értékről
1. ábra. A nyomásgörbék lefutása a fröccsöntési ciklusban

90 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
pillanatszerűen, vagy egy meghatározott rámpa-időn belül a nyomást lecsökkentjük az utónyomás értékére. A modern fröccsöntő gépeken már a rám-pa minden esetben megadható, ami nagymérték-ben állandósítja a folyamatot, mert a PID vezérlő elektronika nem képes a pillanatszerű változásokat stabilan lekezelni.
Felhasznált anyagok, eszközökA vizsgálatokhoz két polipropilén és két polieti-lén alapanyagot használtunk (TVK Nyrt.), melyek folyóképessége nagyban eltér egymástól (1. táblá-zat).
1. táblázat. A felhasznált alapanyagok MFI értékeinek
összefoglalásaAnyag Márkanév MFIPP TIPPLEN 45 g/10 perc (230°C/2,16 kg)LDPE TIPOLEN FA 244-51 0,28 g/10 perc (190°C/2,16 kg)HDPE TIPELIN 7000 F 0,05 g/10 perc (190°C/2,16 kg)
A gyártást Arburg Allrounder 470A fröccsöntő géppel végeztük. A gép fejlett paraméter felügye-leti rendszerrel ellátott, a mért értékeket (anyag-párna, fröccsnyomás, fröccsidő stb.) a vizsgálati/termelési folyamat alatt elektronikus adathordozó-ra tárolja el, így azok utólag viszonylag egyszerű-en és gyorsan kiértékelhetők.A mérésekhez egy átalakított szabványos próba-test gyártó szerszámot használtunk. A szerszám mozgó fele a 2. ábrán látható. A beömlőrendszere betétezhető, így oldal beömlővel, fi lm beömlővel, egyoldali és kétoldali meglövéssel lehet terméket gyártani. A formaüreg vastagsága 4 mm. Mind a két fészekben a folyási út elején és végén találha-tóak a kidobócsapok, melyeken keresztül indirekt mérést valósítunk meg. A kidobócsapok alá saját fejlesztésű p-cell márkanevű nyomásmérő szenzo-rokat építettünk be. A szenzorok méréstartománya 15 kN ami szükséges is, mivel a kidobócsapok átmérője 10 mm, és 1000 bar üregnyomás esetén ébredő reakcióerő megközelítőleg 7850 N. A jel-zaj viszony minimalizálásának köszönhetően igen nagy felbontásban láthatóak a mért értékek, így néhány N terhelés már pontosan mérhető és a ka-rakterisztika a teljes méréstartományban lineáris.
A hőmérséklet hatására a szenzorok érzékenységé-nek változása elhanyagolható.
2. ábra. A szerszám mozgóoldalának a rajza és a modellje
3. ábra. Cavity Eye 8 csatornás mérőműszer
A szenzorok által szolgáltatott jeleket Cavity Eye mérőrendszerrel (3. ábra) és szoftverrel dolgoztuk fel, melyet ipari környezethez fejlesztettünk ki, azonban tökéletesen alkalmas laboratóriumi méré-sekhez is. A műszer alapkivitelben 8 csatornát – ér-zékelőt – képes kezelni, ami korlátlanul bővíthető. Számos automatizált funkciót tartalmaz, például elektronikus beléptetést, az összes mérési eredmény tárolását és tömörítését, statisztikai kiértékeléseket, a szerszám automatikus felismerését stb.
Mérési eredményekA kísérleti gyártáshoz egy stabil technológiát állí-tottunk be (2. táblázat), amelyek alapanyagonként

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 91
kismértékben eltértek egymástól, mivel az anya-gok reológiai és termikus tulajdonságai különbsé-get mutatnak.
2. táblázat. Technológiai paraméterekParaméter PP-R LDPE HDPEAnyaghőmérséklet 200 °C 200 °C 200 °CSzerszámhőmérséklet 30 °C 30 °C 30 °CFröccssebesség 80 mm/s 80 mm/s 80 mm/sÁtkapcsolási pont 10 mm 7 mm 6 mmFröccsnyomás* 1500 (462) bar 2000 (1150)bar 2000 (1350)barUtónyomási idő 5 sec 8 sec 8 secUtónyomás 300 bar 600 bar 600 bar
* A zárójelben megadott fröccsnyomás a felépülő valós nyo-
mást jelenti.
A következő paraméterek üregnyomásra gyako-rolt hatását vizsgáltuk:fröccssebesség (vfröccs);anyag hőmérséklet (Ta);szerszámhőmérséklet (Tsz);átkapcsolási pont (sát);utónyomás (pu);utónyomási idő (tu).A 4. ábrán az egy ciklusban mért üregnyomás-görbék láthatóak. Azonos paraméterekkel nem lehetett mind a három alapanyagból megfelelő minőségű terméket gyártani, így látható, hogy a gépi paraméterek és az anyagi minőség is erősen hatással vannak az üregben kialakuló nyomás vi-szonyokra és természetesen a termék minőségre is. Az egyszerűbb kiértékelés miatt az 1-es fészek-ben, a beömlési ponthoz közelebb elhelyezett jel-adó értékeit szemléltetjük. Az ábrán jól elkülönít-hető az előzőekben bemutatott négy szakasz.
4. ábra. Az alapbeállításokkal mért belső nyomásgörbék
Az 5. ábrán a PP alapanyag kitöltési és tömörítési fázisa, azaz a teljes nyomásgörbe kezdeti szaka-sza látható. Jól megfi gyelhető a beömlési ponthoz közel elhelyezett jeladók már a kitöltési fázisban is érzékelik az anyag áramlása során kifejtett nyo-mást. Az ömledék kb. 85 msec alatt ér el a gáthoz közel elhelyezett szenzorokhoz, azonban mérhető nyomás a folyási út végén, csak 100 msec eltel-te után van. A kitöltési fázisban mért szenzorok közötti nyomáskülönbség (dp1 és dp2) egy rö-vid szakaszon közel állandó, és arányos az anyag viszkozitásával, a két jel felfutása között eltelt idő pedig a fröccssebességgel (nyírósebességgel).
5. ábra. Kitöltési és kompressziós fázis (PP alapanyag)
A 3. táblázat a Dp értékeket és a fröccsnyomást foglalja össze.
3. Táblázat. A Dp és a fröccsnyomás a fröccssebesség függ-
vényében (PP-R)Ta=200°C Ta=240°C
Vfröccs [mm/s] Pfröccs [bar] P1-P2 [bar] Pfröccs [bar] P1-P2 [bar]
40 380 40 334 3460 426 45 384 4180 462 54 391 45100 495 60 415 48120 523 61 438 50140 548 63 458 54
Egyszerűbb reológiai számítások során a t nyíró-feszültséget a nyomásesésből és az áramlási geo-metriából, a nyírósebességet ( ) a térfogatáram-ból és az áramlási geometriából határozhatjuk meg. Az anyag látszólagos viszkozitása a newtoni folyástörvénynek megfelelően az alábbi összefüg-géssel határozható meg (1).
(1)
92 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Amennyiben a nyomáskülönbség és a fröccs sebes-ség hányadosát vesszük, akkor az anyag látszóla-gos viszkozitásával arányos mennyiséget kapunk. A relatív viszkozitás görbék a 6. ábrán kerülnek bemutatásra. Az egyes pontsorra hatványtörvényt követő függvényeket illesztettünk (y=kxn), me-lyeknek az állandóit a 4. táblázatban adjunk meg. A függvények minden esetben nagyon jó közelí-tésben írták le a mérési pontsorozatokat.
6. ábra. Az egyes alapanyagok látszólagos relatív viszkozi-
tás értékei
4. táblázat. A hatványtörvények paramétereiAlapanyag k n
LDPE 200°C 77 -0,8LDPE 240°C 73,8 -0,79PP-R 240°C 8,7 -0,63
HDPE 200°C 84,9 -0,74
A 7. ábrán a fröccssebesség üregnyomásra gyakorolt hatása látható. A 120 és 140 mm/s-os sebességgel készített próbatestek erősen sorjásak lettek, ami a nagy üregnyomással magyarázható. A sorjaképződés szempontjából fontos fi gyelembe venni, hogy az a kitöltés fázisban vagy az utónyomás fázisban alakul ki. Ebben az esetben az impulzusszerű nyomáslökés enyhén megnyitotta a szerszámot és a kis viszkozitá-sú, még ömledék állapotban lévő anyag sorját tudott képezni. Ilyen esetekben egyértelműen a fröccsse-besség csökkentésével lehet a sorjaképződést meg-szűntetni, az utónyomásnak nincs rá hatása.Hasonló eredményeket hozott az átkapcsolási pont változtatása is (8. ábra). Az alapbeállításnál 10 mm-es pozícióban történt meg az átkapcso-lás. Amennyiben az átkapcsolás korábban, azaz
11 mm-en következett be, az csak kismértékben csökkentette az utónyomást. Ez azt jelenti, hogy a tömörítés az utónyomás fázisban történt meg. Amennyiben később történt meg az átkapcsolás, akkor ugyanazt a jelenséget tapasztaltuk, amit a fröccssebességnél már bemutattunk. Mivel a beál-lított fröccsnyomás felső határa ez esetben is 1500 bar volt, így a fröccsöntő gép a valós, felépülő kül-ső nyomást nem korlátozta le. A késői átkapcsolás miatt a darab szintén sorjásodott.
7. ábra. Belső nyomás a fröccssebesség függvényében (PP-R)
8. ábra. Belső nyomás az átkapcsolási pont függvényében
(PP-R)
A folyamat pontosabb elemzése céljából érdemes a kitöltési és tömörítési fázist közelebbről megvizsgál-ni (9. ábra). Látható, hogy a kitöltési fázisban mért nyomásgörbék teljesen megegyeznek, a vonalak fedik egymást. Az átkapcsolást követően az összes beállításnál 300 bar utónyomást alkalmaztunk. Az üregben kialakuló csúcsnyomás időbeni csökkenése az anyag visszaáramlásával magyarázható. Látható,

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 93
hogy az üregben 200…250 bar nyomás uralkodott a lepecsételődésig. Ez az eltérés a műanyagok ösz-szenyomhatóságával, a nem-newtoni folyással és az áramlási keresztmetszetben a hűlés alatt bekövetke-ző szerkezetváltozásokkal magyarázható.
9. ábra. Kitöltési és tömörítési fázis (PP-R)
Az utónyomási idő meghatározása leggyakrabban a darab tömegének mérésével történik. Az üregnyo-más-mérőrendszer gyorsabb és pontosabb hasznos utónyomási idő meghatározást biztosít (10. ábra). Mivel minden paraméter állandó, így a görbék fedés-ben futnak az utónyomási idő végéig. Látható, hogy a pecsételődésnél rövidebb utónyomás egy hirtelen törést okoz, ami szintén az anyag szabad kiáramlá-sának következménye. Amennyiben viszont, az utó-nyomási idő hosszabb volt, mint a pecsételődési idő, annak már nem volt szerepe a görbe alakjában, mivel a gáton megdermedt anyagrészek nem engedték sem a be-, sem a kiáramlást. Fontos észrevenni, hogy a pecsételődést követően – a hűlési szakaszban- a gör-bék meredeksége közel állandó, melynek elemzését a hűtés hatásánál végezzük el.
10. ábra. Utónyomási idő hatása (PP-R)
A 11. ábrán az utónyomási idő hatása látható két anyaghőmérséklettel mérve az LDPE alapanyagon.Nagyon érdekes eredmények születtek az utó-nyomás vizsgálata során. A 12. ábrán jól lát-ható, hogy az üregben kialakuló nyomás kis mértékben elmarad a beállított értéktől. Ennek a magyarázatát már az előbbiekben ismertettük. Amennyiben az utónyomás kisebb volt, mint az üregben felépülő nyomás, akkor visszaáramlás lépett fel a gáton és a nyomás lecsökkent, amikor viszont nagyobb, akkor az utónyomással hoztuk létre a tömörítést, a csúcsnyomás lassabban lé-pett fel és az egészen a pecsételődésig állandó érték maradt. Fontos kiemelni, hogy egyik beál-lításnál sem sorjásodott a próbatest, annak elle-nére, hogy lényegesen nagyobb üregnyomás éb-redt, mint a fröccssebesség változtatása során. Oka, hogy a kitöltés alatt a darab héja folya-matosan hűl. Amikor a héjréteg hőmérséklete a kristályosodási hőmérséklet alá csökken, akkor már egy szilárd burok veszi körbe az ömledéket. Ennek megfelelőn az ömledék állapotú anyag nem képes a héjat átszakítani, az osztási síkba befolyni, sorját képezni. Ebből az következik, hogy vastag falú termékek gyártásánál a beszí-vódások csökkentése érdekében érdemes profi -lozni az utónyomás értékét, méghozzá célszerű azt időben növelni.
11. ábra. Utónyomási idő hatása (PP-R)

94 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A 13. ábrán látható az utónyomás hatása a belső nyomásgörbékre, HDPE anyaggal meghatározva. Jól megfi gyelhető a teljesen eltérő viselkedés az előző anyaghoz képest.
12. ábra. Utónyomás hatása a belső nyomásra (PP-R)
13. ábra. Utónyomás hatása a belső nyomásra (HDPE)
14. ábra. Anyaghőmérséklet hatása a belsőnyomásra
(PP-R)
A 14. ábrán az anyaghőmérséklet belsőnyomásra gyakorolt hatása látható. Azonnal szembe tűnik, hogy a műanyag hőmérsékletének növelésével a belsőnyomás nő, sőt a pecsételődés is egyre ké-sőbb következik be. 230°C felett az 5 másodper-ces utónyomás már rövidnek mondható, ennek egyértelmű magyarázata, hogy a magasabb hő-mérsékletű ömledék később pecsételődik le.A szerszámhőmérséklet hasonlóan befolyásolta a görbéket, mint az anyaghőmérséklet, azonban a csúcsnyomást nem növelte meg olyan nagymér-tékben, ami szintén érthető (15. ábra). A pecsé-telődési idő a szerszámhőmérséklet növelésével ismét későbbre tolódott. 53°C-nál már az látha-tó, hogy az 5 másodperces utónyomási idő nem elegendő és az anyag kiáramlik az üregből a pe-csételődés megtörténte előtt. Az utónyomási fá-zisban kevésbé csökken a nyomás, ha magasabb a szerszámhőmérséklet. Ez a lassabb hűléssel és a lassabb fajtérfogat csökkenéssel könnyen ma-gyarázható.
15. ábra. A szerszámhőmérséklet hatása
a belsőnyomásra (PP-R)
A 14. ábra görbéinek idő szerinti első derivált függvényei láthatók a 16. ábrán. A folyamat elem-zése szempontjából számos érdekességet tartal-maz. Szintén jól jelentkezik az anyaghőmérséklet leképzési folyamatot befolyásoló hatása. A tömö-rítési fázisban látható az első és egyben legna-

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 95
gyobb csúcs pozitív irányban, melyet egy negatív csúcs követ, ez az anyag formaüregből történő kiáramlási sebességével arányos mennyiség. Az utónyomás fázisban minimális negatív előjelű meredekség tapasztalható, nyomás csak kis mér-tékben csökken. A következő negatív csúcs már sokkal szemléletesebb változást eredményez a hőmérséklet függvényében. Folyamatos átme-netet láthatunk az átkapcsolás és a hűtés között, ha megtörténik a lepecsételődés, amennyiben az utónyomási idő rövid, akkor viszont ismét ne-gatív csúcs jelentkezik. A hűtési fázisban mind-egyik meredekségünk azonos, mivel pecsételő-dést követően a hűtési sebesség érdemben nem változik. Értelem szerint a szerszámhőmérséklet a hűtési szakaszra egyértelműen hat, így a hűté-si sebesség a derivált mennyiségek segítségével meghatározható.
16. ábra. Az anyaghőmérséklet hatása a belsőnyomás deri-
vált függvényeire (PP-R)
Szűcs András, Belina KárolyKecskeméti Főiskola GAMF Kar,
Anyagtechnológia Tanszék
A kutatás a TÁMOP 4.2.2.A-11/1/konv-2012-0029 pályázat támogatásával készült.
Irodalomjegyzék[1] Szűcs András: Rheological and thermal
analysis of the fi lling stage of injection moulding, eXPRESS Polymer Letters, 6(8)672-679, (2012).
[2] Szűcs András, Belina Károly: Reológiai jel-lemzők meghatározása műszerezett fröccsön-tő szerszámmal, Műanyag és Gumi 12., 476-478, 2009.
[3] Ming-Shyan Huang: Cavity pressure based grey prediction of the filling-to-packing switchover point for injection molding, Jour-nal of Materials Processing Technology 183,419–424, (2007)
[4] Ho Yin Wong, Ka Tsai Fung, Furong Gao: Development of a transducer for in-line and through cycle monitoring of key process and quality variables in injection molding, Sensors and Actuators A 141, 712–722, (2008)
[5] R. Pantani, I. Coccorullo, V. Speranza, G. Titomanlio: Morphology evolution during injection molding: Effect of packing pressure, Polymer 48, 2778-2790, (2007)
Storker Kft.T +36 52/ 531 670Email [email protected]
Advanced technology makes the difference.SWISS MADE

96 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
2012. nyarán jelentették be, hogy a MOL-csoport vezetése jóváhagyta a TVK butadién üzemének megépítésére vonatkozó beruházás tervét. Most a tendereztetés eredményeképpen kiválasztották a fővállalkozót a TVK butadién üzemének tervezé-sére és kivitelezésére. Az üzem megvalósítására vonatkozó tendert a Lurgi/OTF konzorcium nyerte, BASF technoló-giára épülő megoldással. A kapcsolódó létesítmé-nyekkel együtt mintegy 30 milliárd forintos beru-házás révén egy 130 ezer tonna éves kapacitású butadién kinyerő üzem épül meg, amely a tervek szerint 2015-ben kezdi meg működését. Az üzem révén a MOL-csoport petrolkémiai üzemeiben az etilén és propilén gyártás során melléktermékként keletkező C4 frakciókat magasabb hozzáadott ér-téket képviselő formában, jobb profi tabilitás mel-lett lehet majd hasznosítani.A butadién a szintetikus gumi gyártásának egyik legfontosabb alapanyaga. A butadién iránti keres-let – elsősorban a gépjármű abroncsok iránti fo-lyamatos kereslet és azok gyártásának köszönhe-
tően – szerte a világon stabil, a butadién-gyártás jövedelmezősége pedig lényegesen kiegyensúlyo-zottabb és kedvezőbb, mint a nagy kilengéseket, ciklikusságokat mutató poliolefi n termékeké.Az üzem építése 2013-ban kezdődik, a kereske-delmi termelés pedig várhatóan 2015 első felé-ben indul be. Építésének ideje alatt a butadién ki-nyerő üzem több száz embernek ad munkát a ki-vitelezők és beszállítók körében. Az üzem mű-ködtetése 2015-től 32 új munkahelyet teremt Tiszaújvárosban. A butadién üzem az óvatos elő-rejelzések szerint is évi több milliárd forinttal ja-vítja majd a TVK nyereségtermelő képességét, hozzájárulva a MOL-csoport Downstream divízi-ójának eredményéhez.Az új üzem a gazdasági előnyök mellett javítja a MOL-csoportban a fi nomítói és a petrolkémiai ér-téklánc integráltságának és kihasználtságának a fokát is. Emellett ennek köszönhetően a beruházás megvalósulásával a TVK fajlagos széndioxid ki-bocsátása is csökkenni fog, amely a kitűzött fenn-tartható fejlődési célok elérését is szolgálja.
Tovább diverzifi kálja tevékenységét a MOL-csoport
Butadién üzem épül Tiszaújvárosban

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 97
Magyar Műanyagipari SzövetségA European Plastic Converters tagja1119 Budapest, Fehérvári út 83. Tel./Fax: (1) 363-9083
E-mail: [email protected], [email protected]: www.huplast.hu
A Magyar Műanyagipari Szövetség tagvállalatai és főbb tevékenységük (2013).A = alapanyaggyártó; F = feldolgozó; F2 = extrudáló; E = egyéb technológia, tevékenység; K = kereskedő; R = recikláló
Cég Tev. Kontakt személy Cím Telefon/
Fax E-mail/Honlap
AGROFOL Magyarország Kft K Puskás János 6722 Szeged
Mérey u 6/b+36 (06) 62 55 66 55+36 (06) 62 55 66 54
ALBUPLAST Műanyagfelgolgozó
ZRt.F1, Fodor Erika 1097 Budapest
Vágóhíd út 14-18+36 (06) 1 215 80 85+36 (06) 1 215 59 66
Tisza Automotive Kft. F1, Holló László 3580 Tiszaújváros
Gyári út, TVK Ipartelep+36 (06) 49 88 76 10+36 (06) 49 88 76 20
[email protected] www.arrkeurope.com
BASF Hungária Kft. K Szalontai Tamás 1132 Budapest
Váci út 30.+36 (06) 30 9923 935+36 (06) 1 630-2618
BASF Polliuretán Hungária Kft. E dr. Demjén Zoltán 2083 Solymár
Terstyánszky út 89.+36 (06) 26 56 05 81+36 (06) 26 56 05 90
Bay Zoltán Alk.Kut.Közh.Nonpr.
Kft Logiszt.és Gyt. Intézet
E István Zsolt 3519 MiskolcIglói út 2.
+36 (46) 560 119+36 (46) 422 786 [email protected]
BAYER Hungaria Kft K Kovács Tamás 1123 Budapest
Alkotás u. 50+36 (06) 1 487 41 93+36 (06) 1 487 4298
3 P Klaszter Ambrusné Magó Aranka
6000 KecskemétHomokszem u. 3-5.
+36 (06) 20 669 2656+36 (06) 26 561 280
[email protected] www.3pklaszter.hu
BIOPACKPRO Kft. fröccs. Dr. Bodnár Zsolt 1222 BudapestGyár u. 15.
+ 36 30 931 3973+ 36
[email protected]@biopackpro.huwww.biopackpro.hu
BMGE Gépészmérnöki Kar Polimertechn. Tsz
E Dr. Czigány Tibor1111 Budapest
Műegyetem rkp. 3.Tép.III.33.
+361463 2003, 1184 +36-1-463 1527
EVERPLAST ZRT. R Zámolyi Norbert 2141 CsömörHatár út 15.
+36 (06) 28 44 65 91+36 (06) 28 44 65 91
Észak-magyaror-szági Műanyagipari
KlaszterT Szávai Szabolcs 3535 Miskolc
Móra Ferenc u. 32. +36 70 205 64 55 [email protected]
Famü Kft F1 Dr. Nyírő József 2310 SzigetszentmiklósGyári út 70.
+36(06) 24 36 89 96+36(06) 24 36 89 96
FE-GROUP INVEST ZRt. E Sallai Attila 1106 Budapest
Jászberényi út 18-20.+36 (06) 1 433 02 78+36 (06) 1 433 02 78
GRABOPLAST Padlógyártó Kft F2 Mészáros Zoltán 9023 Győr
Fehérvári út 16//b.+36 (06) 96 50 61 93+36 (06) 96 50 63 33
GREINER Packaging Kft. F2 Pataki Zsuzsanna 8111 Seregélyes
Széchenyi u. 7.+36 (06) 22 57 52 00‚+36 (06) 22 57 52 05
H.C.L. Innovációs és
Kereskedelmi Kft.E Hauer László 1144 Budapest
Kőszeg u. 20+36 (06) 1 363 59 78+36 (06) 1 222 07 26 [email protected]

98 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Cég Tev. Kontakt személy Cím Telefon/
Fax E-mail/Honlap
HOLOFON ZRt R Toronyi Zoltán 2086 TinnyePerbáli út 2.
+36 (06) 26 33 50 04+36 (06) 26 33 55 55
HSH-Chemie Kft K Kmetty Eszter 1139 BudapestPap Károly u.4-6.
+36 (06) 1 450 32 16‚+36 (06) 1 457 02 65
[email protected]/hungary
INNO-COMP Kft F Torma Péter 3581 TiszaújvárosVegyészek útja
+36 (06) 49 52 22 35+36 (06) 49 32 25 09
Jász-Plasztik Kft. F1 Kasza Lajos 5100 JászberényNecső telep 1.
+36 (06) 57 41 34 13 + 36 57 411-281
[email protected]://www.jasz-plasztik.hu
Kalle Hungária Kft. F2 Seida Péter 1097 BudapestHentes u. 11.
+36 (06) 20 97 15 428+36 (06) 45 50 963 [email protected]
KAPOSPLAST Kft F2 Palócz Tamás 7400 KaposvárSzigetvári út 59
+36 (06) 82 52 83 40+36 (06) 82 52 83 31
KARSAI Holding Zrt F1 Dr. Karsai Béla
8000 SzékesfehérvárZsurló u. 12.
Alba Ipari Zóna
+36 (06) 22 51 00 10+36 (06) 22 51 00 10
KAYS Kft K Kaisz Krisztián 9200 MosonmagyaróvárTűzliliom u. 14/A
+36 (06) 96 51 72 85‚+36 (06) 96 51 72 86
LANXESS CEE s.r.o. K Farkasné Lénárt Judit 1016 Budapest
Hegyalja út 7-13.+36 (06) 1224 70 44+36 (06) 1 224 70 49
LEGO Manufacturing Kft. F Tóth Csaba 4400 Nyíregyháza
Debreceni út 342.+36 (06) 42505 152+36 (06) 42505 034
MAM HUNGÁRIA KFT. E Kiss Katalin 9795 Vaskeresztes
Fő út 132.+36 (06) 94 54 01 17+36 (06) 94 35 10 14
METISOL Építőelem-gyártó és Szigetelő Kft
F Fazekas György 1106 Budapest Keresztúri út 86/b
+36 (06) 1 262 99 47+36 (06) 1 260 15 62
MINIMOLD gépgy. Hőgye István 5100 JászberényFecske u. 6.
+36 30 44 55 668nincs
MOSONPLAST Kft. F1 Vajas Gergely 9200 Mosonmagyaróvár
Barátság u. 35. + 36 (30) 23 72 438+36 (06) 96 20 73 03
[email protected]@freemail.hu
www.mosonplast.huMÜKI LABOR
Műanyag Vizsgáló és Fejlesztő Kft.
E Kovács Levente 1117 BudapestBudafoki út 187-189.
+36 (06) 1 226 28 19‚+36 (06) 1 226 28 19
[email protected] www.mukilabor.hu
NOVOPLAST HUNGÁRIA Kft. F1, Lovas Mária 8725 Iharosberény
Csurgói u. 34.„+36 (06) 82 59 49 00„+36 (06) 82 59 49 01
OBO Bettermann Kft. F1 Hernádi Lajos 2347 Bugyi
Alsóráda 2.+36 (06) 29 34 91 47 +36 (06) 29 34 91 00 [email protected]
OHÜ Orsz.Hullgazd.Ügyn.Nonprofi t Kft.
E Szabó Andrea 1055 BudapestKossuth tér 11.
+36(70) 777 1219+36 1 795 0738 [email protected]
ONGROPACK Műanyag
Fóliagyártó KftF2 Szabó Gyula 3704 Kazincbarcika
Pf. 441+36 (06) 48 51 01 3036 (06) 48 31 00 05
ÖKO - ROLLÓ Kft. R Novák Mihály 6412 Balotaszállás
I. ker. 95+36 30 565 15 77
+36 (06) 77 54 20 [email protected]
www.rollo.hu
PACCOR Hungray Zrt. F2 Szabó Balázs 9700 Szombathely
Puskás Tivadar út 6.+36 (06) 94 522 501+36 (06) 94 522 502

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 99
Cég Tev. Kontakt személy Cím Telefon/
Fax E-mail/Honlap
PEMÜ Műanyagipari ZRt.
Hajdárné Molnár Elvira
2083 SolymárTerstyánszky út 89.
+36 (06) 26 561 217+36(06)26561254
PEVA Ipari és Kereskedelmi Kft. F2 Péli László 2370 Dabas
Bajcsy-Zs. Út 7/a.+36 (06) 29 360 274+36 (06) 29 360 274 [email protected]
QUALCHEM Zrt F Balogh Barna 2072 Zsámbék Pf. 32
+36 (06) 23 34 22 38+36 (06) 23 34 22 86
ReMat Hulladék-hasznosító Zrt R Olasz László 3581 Tiszaújváros
Pf. 226+36 (06) 30 95 81 936+36 (06) 49 52 16 64
Revideal Kft. R Dr. Pölöskei Kornél 1095 BudapestMárton u. 35/B.
+36(70) 272 47 06+36 40 749 056 406 [email protected]
RESINEX Kft K Hadházi Viktor 1118 BudapestHengermalom út 47/a
+36 (06) 1 371 18 31+36 (06) 1 371 18 32
SABIC Hungary Kft. K Nyéki Anikó
1138 BudapestNépfürdő u. 22. B épület 10. emelet Duna Tower
Offi ce Building
+36 (06) 1 889 3336, +36 (06) 30 6383600+36 (06) 1 889 3338
SOLVAY Kémia Kft K Tímár Éva 1051 Budapest
Nádor u. 23. II. 4.+36 (06) 1 374 0430+36 (06) 1 374 0431
Star*Plus Műanyagipari Kft. F1 Tóth György Ph.D. 3527 Miskolc
Sajószigeti út 2. +36 -30-9350 711+36 46 584 070
STORKER Kft. Gépker Kun Lajos 4034 DebrecenFaraktár u. 67.
+ 36 52 531 670+ 36 52 531 669
Szkaliczki és Társai Műanyagfeldolgozó
KftF Szkaliczki Mihály 5900 Orosháza
Bajnok u. 3+36 (06) 68 51 05 90+36 (06) 68 51 05 91
Tiszai Vegyi Kombinát Nyrt A Szántó Zoltán 3581 Tiszaújváros
TVK Ipartelep, Gyári út+36 (06) 49 52 29 65+36 (06) 49 52 24 10
TRADE-CHEM Kft K Radó Gábor 1062 BudapestDélibáb u. 8.
+36 (06) 1 413 79 07+36 (06) 1 342 93 44 [email protected]
UFM Habanyaggyártó Bt F Vörös Tamás 9200 Mosonmagyaróvár
Alkotmány u. 13+36 (06) 96 57 71 25+36 (06) 96 57 71 20
Ultrapolymers Kft. K Rácz István 2890 TataAgostyáni út 25.
+36 (06) 34 487 213+36 (06) 34 487 586 [email protected]
UMUNDUM Kft. K Dr. Bendl János 2040 BudaörsGyár u. 2 (BITEP)
+36 (06) 23 88 97 48+36 (06) 23 88 97 49
VEAN Produkció Kft. K Csorvási László, Ábel
1186 BudapestMargó Tivadar u. 204.
II/3.
+36 (06) 70 637 7614T.: 294-6840
VIDEOTON Elektro-PLAST
Kft.F1 Pressing László 7400 Kaposvár
Izzó u. 3.+36 (06) 82 50 21 55+36 (06) 82 50 21 90 [email protected]
Villamos-szigetelő és Műanyag Kft F2 Kárpáthegyi Tibor 1116 Budapest
Fehérvári út 120.+36 (06) 1 206 12 67+36 (06) 1 206 12 67
VÖRSAS Kft F1 Illés Gábor 1145 BudapestRóna u. 209
+36 (06) 1 251 20 96+36 (06) 1 221 43 49

100 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
BevezetésNapjainkban a polimer kompozitokat az élet számos területén egyre növekvő mennyiségben alkalmazzuk. Jelen vannak a mindennapi hasz-nálati tárgyainkban, szerkezeti anyagainkban, közlekedési eszközeinkben. A kompozitokban általában heterogén fázisok vannak, és közöttük határfelületek alakulnak ki, amelyeknek az al-kotóelemek jellemzői mellett igen fontos szere-pük van a végtermék tulajdonságainak alakulá-sában. A szinte naponta felmerülő új igények ki-elégítéséhez sok esetben új anyagok és techno-lógiák fejlesztésére van szükség, amelyek beve-zetésével a határfelületi kölcsönhatások ismere-
tének és hasznosításának jelentősége egyre in-kább növekszik.A határfelületek és a közöttük lévő fázisok min-den kompozit esetén egyformán fontos szerepet játszanak, a felületmódosítást pedig mindig a kitűzött célnak és a rendszer jellemzőinek meg-felelően kell megválasztani. Nem léteznek álta-lánosan használható anyagok, illetve adalékok, amelyek például szálerősítésű kompozitokban, polimer blendekben, vagy nanokompozitokban egyaránt hatékonyan alkalmazhatók lennének. A kompozitok alkotói a határfelületek módo-sítási módszerét is meghatározzák. Ha példá-ul szálerősítésű kompozitok mechanikai tu-
In our experimental work new types of polymeric additives have been synthesized for application in different fi bre reinforced composites and polymer blends. We have studied the application possibilities of those additives, their advantageous concentrations, the relationships between the composition of the additives and the mechanical properties of the composites containing the abovementioned additives, and the mechanisms of the improving effects. In the present report some of our results in the fi eld of different carbon fi bre reinforced polyolefi ns, carbon fi bre reinforced polycarbonate, glass and carbon fi bre reinforced polyester, carbon nanotube containing PP and rubber, and also crumb rubber containing rubber composites have been discussed.
Kutatásainkban új polimer típusú adalékokat állítottunk elô különbözô szálerôsítésû kompozitokban és polimer blendekben való alkalmazáshoz. Ennek során vizsgáltuk az új szerkezetû adalékok kompozitokban való alkalmazhatóságát és annak tartományát, va-lamint a mechanikai tulajdonságok javításának határait. Jelen publikációban a különbözô szénszállal erôsített poliolefi nek, szénszállal erôsített polikarbonát, üveg-, illetve szénszállal erôsített poliészter, szén nanocsövet tartalmazó PP és gumi, illetve hulladék gumiôrleményt tartalmazó gumi kompozitok területén elért kísérleti eredményeinkbe nyújtunk betekintést.
KAPCSOLÓ ÁGENSEK ALKALMAZÁSÁNAK ÉS
SZERKEZETÉNEK SZEREPESZÁLERÔSÍTÉSÛ KOMPOZITOKBAN
ÉS POLIMER BLENDEKBEN

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 101
lajdonságait szeretnénk javítani, erős, kémiai kölcsönhatást kell kialakítani a szál és a mát-rix között, mert így biztosítható a leghatéko-nyabb terhelésátadás a két komponens között. Ebben az esetben kapcsoló ágens alkalmazására van szükség kémiai kötés létrehozása céljából. Szén nanocsövet tartalmazó kompozitokban vi-szont nem csak megfelelő kölcsönhatást kell ki-alakítani a nanocső és a mátrix között, hanem a nanocsövek nagyon erős agglomerálódási hajla-mát is csökkenteni kell.Gyakran alkalmazzák a szilán típusú adaléko-kat, vagy a maleinsav-anhidriddel ojtott polime-reket, amelyeket az esetek túlnyomó részében azért használják egyik vagy másik kompozitban, mert korábban már hatékonynak bizonyultak, fi gyelmen kívül hagyva a komponensek kémi-ai összetételét. A megfelelő megközelítéssel ugyanakkor egy adott anyagrendszerrel kapcso-latos tapasztalatokat át lehetne ültetni más rend-szerekre is.A szerkezeti anyagokkal szemben felmerü-lő újabb és újabb követelmények azonban nem csupán új kompozitok kifejlesztésével, hanem a meglévők továbbfejlesztésével is megvalósítha-tók. Ehhez az elért eredmények és tapasztalatok újragondolására, a lehetséges újabb vagy ko-rábban járhatatlannak vélt utak feltárására van szükség. Ilyen például a hagyományos szálakkal erősített hőre keményedő kompozitok területe. Az utóbbi években valamelyest csökkent az ér-deklődés az üvegszállal erősített hőre keménye-dő kompozitok iránt, talán annak köszönhetően, hogy korábban már részletesen tanulmányozták a kapcsoló ágensek alkalmazásának hatását, a kapcsolódás mechanizmusát és a szilán adalé-kokat tartalmazó bevonatrendszerek is megfe-lelően működnek az üvegszáltartalmú rendsze-rekben. Mivel a szénszálak ára nem csökkent a várt mértékben, hasonlóan csökkent az érdek-lődés a szénszállal erősített kompozitok iránt is, melyeket továbbra is főleg a repülőgépipar-ban és az űrhajózásban alkalmazzák. A kutatá-sok azonban, ha kisebb lendülettel is, de foly-
tatódnak, hiszen a meglévő módszerek és tech-nológiák továbbfejlesztése is eredményes lehet. Ha például a mechanikai tulajdonságok javítá-sára újabb, a beváltaknál hatékonyabb adalékot lehet alkalmazni, ugyanolyan műszaki előírások kisebb mennyiségű alapanyagok felhasználásá-val is teljesíthetők lehetnek.Kutatásainkban új polimer típusú adaléko-kat állítottunk elő különböző szálerősíté-sű kompozitokban való alkalmazáshoz. En-nek során vizsgáltuk az új szerkezetű adalékok kompozitokban való alkalmazhatóságát és an-nak tartományát, valamint a mechanikai tulaj-donságok javításának határait. Jelen publikáci-óban az egyes területekről ragadtunk ki néhány jelentős részletet.1. Kapcsoló ágensek jellemzőiA különböző szálerősítésű kompozitokban és blendekben a komponensek közötti gyenge kölcsönhatás javítására a MOL Ásványolaj-és Széntechnológiai Intézeti Tanszékén (Pannon Egyetem, Vegyészmérnöki és Folyamatmérnö-ki Intézet) előállított olefi n-maleinsav-anhidrid kopolimer típusú kapcsoló ágenseket alkalmaz-tunk. Az adalékok valószínűsített szerkezetét az szemlélteti, jellemzőiket pedig az 1.táblázat tar-talmazza.
dikarbonsav-észter-amid anhidrid
dikarbonsav-félészter
dikarbonsav-imid
1. ábra Az olefi n-maleinsav-anhidrid kopolimer alapú adalékok valószínűsített szerkezete (R1: olefi n monomer szénatom számának megfelelő hosszúságú
alkil-lánc; R2: R1-2 szénatom számú alkil-lánc; a, b: 2-21; k: 0,2-2,0; l: 1-5; m: 1-5; n: 0,3-2,0)
A kapcsoló ágensek kopo limer vázának fel-építését és az adalék polaritását széles tarto-mányban változtattuk a reagensek típusának és

102 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
mólarányának megfelelő megválasztásával. Az adalékok ebből kifolyólag különböző arányban akár négy különböző funkciós csoportot (anhid-rid, félészter, észter-amid és imid) is tartalmaz-hattak.
1. táblázat Kísérleti kapcsoló ágensek főbb jellemzői
jellemző A1 A2 A3 A4 A5 A6 A7 A8savszám,mg KOH/g minta 114,2 84,5 83,6 81,4 25,9 24,9 20,0 101,8
elszappanosítási szám,mg KOH/g minta
143,8 149,6 161,8 147,0 88,4 94,4 78,5 167,8
funkciós csoportok típusa és aránya
anhidrid 0,1431 0,1488 0,2122 0,1842 0,1623 0,1937 0,3105 0,1556
félészter 0,4580 0,5638 0,6852 0,6525 0,2945 0,2674 0,4590 0,4433
észter-amid 0,1994 0,1437 0,0513 0,0816 0,2716 0,2694 0,3218 0,2006
imid 0,1994 0,1437 0,0513 0,0816 0,2716 0,2694 0,3218 0,2006
Eredmények1.1. Kapcsoló ágensek alkalmazhatósága szén-szállal erősített PP kompozitokhozA Tanszéken előállított kísérleti adalékok al-kalmazhatóságát elsőként szénszállal erősített poliolefi nek előállítása kapcsán tanulmányoztuk [1]. Négy különböző szerkezetű adalék (A1-A4) hatását vizsgáltuk a mechanikai tulajdonságokra, a kísérletsorozatokban 2, 5 és 10% szénszáltartal-mú fröccsöntött minták készültek.Mivel a szál/mátrix kölcsönhatásra a szilárdsá-gi értékek, leginkább a szakadáskor mért jellem-zők adnak információt, mert a tönkremenetelt el-sősorban a határfelület befolyásolja, és az elasz-tikus deformáció tartományában meghatározott modulusz kevésbé érzékeny a határfelületi köl-csönhatások változására [2, 3], ezért az eredmé-nyek közül a húzó (2. ábra) és az ütő igénybevé-tellel ( 3. ábra) szembeni ellenálló képesség alaku-lását mutatjuk be [1, 4, 5].Az adalékok hatékonysága jelentősen eltért egy-mástól, amelynek oka az adalékok eltérő szer-kezetében keresendő elsősorban. A1 szerkezetű adalék a teljes, vizsgált szénszál koncentráció tar-tományban hatékonynak bizonyult, a szénszáltar-talom 10%-ra növelésével a húzószilárdság mint-egy 15%-kal növekedett az erősítetlen polimeré-hez képest. Ehhez képest a másik három adalék alkalmazása kisebb, 2% és 5% szénszáltartalmak
esetén a húzószilárdság kismértékű csökkenését eredményezte. 10% szénszáltartalmú kompozitok esetén azonban valamennyi adalékkal javult a jel-lemző. Az ütőszilárdság szempontjából eredményesnek ugyancsak az A1 jelű adalék bizonyult, a töb-bi adalék alkalmazásával az ütőszilárdság mint-egy 35-40%-kal csökkent. Az ütővizsgálat során a komponensek rugalmassága dominál. A PP mátrix rugalmasabb, mint a benne lévő szénszál, mert a polimer belső deformációk formájában több ener-giát képes elnyelni maradandó károsodás nélkül [6]. Nem elegendően erős határfelületi kölcsön-hatások esetén emiatt szénszál hatására az ütés-sel szembeni ellenállás csökken. Viszont kedve-ző kölcsönhatás kialakulásakor a terhelés átadá-sa a szálról a mátrixra hatékonyan megvalósul-hat, a polimer mátrix felveszi a szálra ható ütési energia egy részét, amelynek eredményeképpen a kompozitok ütőszilárdsága javul.Az eredmények alapján arra a következtetésre ju-tottunk, hogy A2, A3 és A4 adalékok lágyító ha-tását fejthettek ki kompozitokban, és így a szén-
2. ábra Kapcsoló ágensek hatása szénszállal erősített PP kompozitok húzószilárdságára
3. ábra Kapcsoló ágensek hatása szénszállal erősített PP kompozitok ütőszilárdságára

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 103
szál csak megfelelően nagy, 5% feletti koncentrá-ció esetén tudta erősítő hatását kifejteni.1.2. Kapcsoló ágens hatékonyságának ösz-szehasonlítása különböző szénszállal erősített hőre lágyuló műanyagokbanA leghatékonyabbnak tartott A1 jelű adalékot más polimerek, pl. HDPE és EVA esetén is ki-próbáltuk szénszálerősítéssel [1, 7]. Az ered-ményeket a 3-5.ábrákon foglaltuk össze. E két, egymástól különböző polaritású polimerben is jelentős mértékű mechanikai szilárdság javulást értünk el. HDPE alkalmazásakor a húzószilárd-ság tekintetében nagyobb mértékű volt a növe-kedés a PP mátrixnál tapasztalthoz képest, az ütőszilárdság esetében pedig a PP-re jellemző-nél kisebb változást mértünk. A poláris csopor-tokkal is rendelkező EVA mátrix húzószilárdsá-ga csaknem 50%-kal javult a felületkezelt szén-szál bedolgozásának hatására 10% koncentráci-ónál.
A poliolefi nek ütőszilárdsága a szénszáltartalom-mal egyértelműen javuló tendenciát mutatott (5. ábra). A kapcsoló ágens a több metil-csoportot tartalmazó PP esetében bizonyult hatékonyabb-nak, mert az ütőszilárdság 10% szénszáltartalom hatására csaknem a duplájára növekedett. A mechanikai tulajdonságok alakulásának hát-terében meghúzódó jelenségeket pásztázó elekt-ronmikroszkópos felvételeken tanulmányoztuk ( 6. ábra). A szakítógörbéken jól nyomon követ-hető, hogy a szénszáltartalom növelésével egy-re nagyobb lett a próbatestek által elviselt maxi-mális terhelés, miközben a szakadási nyúlás csök-kent. Ugyanakkor a görbék nagyobb meredeksé-ge a modulusz növekedését is jelzi a szénszáltar-talommal. Az elektronmikroszkópos felvételeken jól látszik, hogy a kapcsoló adalék hatására a poli-mer szorosan körülvette a szálat valamennyi min-ta esetében.A hatékony erősítésnek azonban nemcsak a meg-felelő szál/mátrix kölcsönhatás az alapfeltétele, hanem a kompozitban jellemző szálhosszúság is meghatározó lehet. Az ipari eljárások (extrúzió, fröccsöntés) során általában a szálak nagymértékű aprózódása fi gyelhető meg [8], amellyel romlanak a mechanikai tulajdonságok, mivel a rövid szén-szálakat (L<0,5 mm) tartalmazó kompozitokban a szálak átfedése kisebb mértékű.A fröccsöntött próbatestekben a szénszálak hosz-szúságának meghatározásához az izzítási mara-dékról készítettünk elektronmikroszkópos felvéte-
4. ábra Kapcsoló ágens (A1) hatása szénszállal erősített PP kompozitok húzószilárdságára
5. ábra Kapcsoló ágens (A1) hatása szénszállal erősített kompozitok ütőszilárdságára
6. ábra Szál/mátrix kölcsönhatás alakulása szénszállal
erősített EVA kompozitok húzó

104 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
leket (7. ábra). A szálhossz-eloszlás diagram (8. ábra) szerint a kidolgozott mesterkeverékes mód-szerrel előállított kompozitok mind hosszú szén-szállal erősítettek, mert a szálak döntő hányada az 500 μm szálhossz-tartományba esett.
A4 jelű adalék PP szénszállal történő erősítésére nem volt alkalmas, ugyanakkor szénszállal erősí-tett polikarbonát egyes jellemzőinek javításában hatékonynak bizonyult (9. ábra és 10. ábra) [9]. Lineáris kis sűrűségű polietilén (LLDPE) húzó- és hajlítószilárdságát viszont kiemelkedő mértékben lehetett javítani A4 adalékkal felületkezelt szénszál alkalmazásával [10]. Hajlító igénybevétel esetén húzó és nyíró erők egyaránt ébrednek a kompozit-ban. Polikarbonát mátrixú kompozitokban az ada-lék alkalmazásával a hajlítószilárdság növekedése csökkenő tendenciát mutatott a szénszáltartalom-mal, az erősítetlen műanyaghoz képest azonban még mindig nagyobb maradt 10% szénszál esetén is PP alkalmazásakor hajlítószilárdság növekedett
a száltartalommal, de a húzószilárdságnál tapasz-taltakhoz hasonlóan ez esetben is megfi gyelhető, hogy 5% szénszál koncentrációig azonos mér-tékű volt a növekedés, és csak a 10% szénszálat tartalmazó PP kompozit hajlítószilárdsága javult kiemelkedően, mintegy 30%-kal az erősítetlen po-limeréhez képest. Az adaléknak eltérő volt a szál/mátrix kölcsönha-tásra kifejtett hatása a hajlítószilárdságot tekint-ve a polimer mátrix típusától függően, mert való-színűleg eltérően befolyásolta a kompozitok nyí-rással szembeni ellenálló képességét, miközben a húzó igénybevétellel szembeni ellenállást elté-rő mértékben ugyan, de valamennyi polimer mát-rix alkalmazásakor javította a száltartalom növe-lésével.1.3. Kapcsoló ágensek alkalmazása szén- és üveg-szál erősítésű hőre keményedő kompozitokbanAz adalékszerkezetek kiválasztásának elsődle-ges szempontja a szál és az adalék, illetve az ada-lék és a mátrix között a lehetőleg erős kölcsönha-
7. ábra Kompozit izzítási maradékáról készített SEM felvétel
8. ábra Szálhossz-eloszlás PP és HDPE kompozitokban A1 adalék alkalmazásakor
9. ábra Húzószilárdság változásának összehasonlítása különböző polimer kompozitok esetén A4 kapcsoló ágens
jelenlétében
10. ábra Hajlítószilárdság változás összehasonlítása különböző polimer kompozitok esetén A4 kapcsoló ágens
jelenlétében

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 105
tások létrehozása volt. Ezen kívül lényeges volt szem előtt tartani az adalék előállítás és alkalma-zás gazdasági szempontjait is, hiszen a megfele-lő ár/érték arány is szükséges ahhoz, hogy a jelen-leg, az üvegszálgyártók által alkalmazott költsé-ges szilántartalmú bevonatok helyettesíthetők le-gyenek. A kapcsoló ágensek szerkezetét ezért úgy módosítottuk a hőre lágyuló kompozitokban al-kalmazott adalékokéhoz képest, hogy a kopolimer alapvázba a szintézis során sztirolt is beépítettünk [11]. Ezzel azt kívántuk elősegíteni, hogy az ada-lék a hőre keményedő mátrix térhálósítása során alkalmazott sztirollal kialakuló kölcsönhatás ré-vén a komponensek összeférhetőségét tovább tud-ja javítani.A kapcsoló ágensekkel elért eredményeket tisz-tán szénszálszövettel, illetve üvegszövettel erősí-tett poliészter kompozitokban mutatjuk be, de ké-szítettünk üveg- és szénszálszövetet tartalmazó hibrid kompozitokat is a 11. ábra szerinti elrende-zésben. A kompozitok kézi laminálással készültek AROPOL M105TA típusú poliészter gyanta fel-használásával. A laminált lapokból CNC beren-dezéssel vágtuk ki a mechanikai vizsgálatokhoz szükséges piskóta alakú próbatesteket.
a. üvegszálerősítés
b. szénszálerősítés
c. hibriderősítés
A húzó mechanikai jellemzők alapján (12. ábra) az állapítható meg, hogy az adalékok közül poli-észterben is szénszál erősítés esetén sikerült olyan adalékot előállítani, amellyel az adalékot nem tar-
talmazó kompozit húzószilárdságához képest ja-vulást értünk el. Üvegszál szövet alkalmazásakor mindegyik adalékkal legalább 20%-kal csökkent a húzó jellemző értéke a referencia mintáéhoz képest, azaz az adalék rontotta a szál/mátrix köl-csönhatást a kereskedelmi forgalomban kapható, sizinggal ellátott üvegszál esetén. A kombinált szén- és üvegszál erősítés esetében a húzószilárd-ság a várakozásoknak megfelelően mind a referen-cia, mind pedig az adalékkal felületkezelt szálakat tartalmazó kompozitokban a tisztán üvegszállal, illetve tisztán szénszállal erősített minták jellem-zői közötti értékeket vett fel. Az adalék szerke-zetével azonban befolyásolni lehetett, melyikhez közelebbi értéket mérünk.Üvegszálat tartalmazó poliészter húzószilárdsá-gát az adalékok közel azonos mértékben rontot-ták, 250MPa-ról 190-170MPa közötti húzószi-lárdság tartományban változtak az értékek. Szén-szálat tartalmazó poliészter kompozitok húzószi-lárdsága A6 jelű adalék jelenlétében 26%-kal nö-vekedett az adalékot nem tartalmazó kompozithoz képest. Ez az adalék volt az, amely a hibrid erősí-tésű kompozitban a legkisebb mértékű csökkenést (4%) okozta. A másik két adalék, A5 és A7 eseté-ben a hibrid kompozit húzószilárdsága gyakorla-tilag az üvegszál erősítésű kompozit jellemzőjé-vel megegyezett, azaz ezeknél az összetételeknél elsősorban az üvegszállal kialakuló gyenge köl-csönhatás dominálhatott és a szénszál erősítő ha-tása nem tudott érvényesülni.
11. ábra Hőre keményedő kompozitokban alkalmazott szál-
elrendezés
12. ábra Kapcsoló ágensek hatása hőre keményedő poliész-
ter kompozitok húzószilárdságára

106 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
1.4. Felületkezelés és kapcsoló ágens hatása szén nanocsövet tartalmazó kompozitokbanPolipropilénben szén nanocsövet is alkalmaz-tunk felületkezelt formában a szénszállal erősí-tett hőre lágyuló kompozitok területén elért pozi-tív eredményekből kiindulva. A szén nanocsövet (CNT, Ød=40-50nm; 77,6% szén nanocső tarta-lom) a Pannon Egyetem Vegyipari Műveletek In-tézeti Tanszékén állították elő, a felületkezeléshez az A8 jelű adalékot alkalmaztuk.A szén nanocsövet ikercsigás extruderben dol-goztuk be a polipropilén mátrixba, a mechanikai vizsgálatokhoz szükséges próbatestek fröccsön-téssel készültek. A húzó- és hajlító vizsgálat ered-ményeit közöljük jelen publikációnkban. A felü-letkezeléshez alkalmazott kapcsoló ágens PP mát-rix esetén nem hozott javulást a kezeletlen szén nanocsövet tartalmazó PP kompozit egyik jellem-zőjéhez képest sem.
Ennek hátterét a kölcsönhatás oldaláról vizsgáltuk, de számtalan nehézségbe ütköztük az okok felderí-tése során. A szálerősítésű kompozitokban jellemző kölcsönhatások tanulmányozására a SEM felvéte-lek alkalmasak voltak, a szén nanocsövet tartalma-zó kompozitok esetén azonban nem sikerült eddig olyan felbontású képet készíteni (14. ábra), ame-lyek alapján közelebbi információt kaphatnánk a kialakult kölcsönhatásokról. Atomerő mikroszkó-piás (AFM) felvételt (15. ábra) csak kezeletlen szén nanocsőről készíttettünk, kompozitokról még nem. Az FT-IR Imaging módszer alkalmas lehet a
későbbiekben a kölcsönhatások tanulmányozására, mert a kompozitról készített felvételeken (16. ábra) a kompozit összetevői egyedileg azonosíthatók, külön-külön FT-IR spektrumok készíthet.
Szén nanocsövet különböző szilárdságú gumi erő-sítésére is alkalmaztunk. A gumi kompozitokat 2m/m% szén nanocső tartalommal, hengerszéken állítottuk elő. A kapcsoló ágens (A8) hatását kü-lönböző szilárdságú gumi mátrixban felületkezelt nanocső formájában vizsgáltuk, az adalék kon-centrációját 0,4%-nak választottuk.A kísérleteink eredményeként megállapítottuk, hogy a gumi mátrix típusa meghatározó a hatás szempontjából, a szén nanocső javíthatja és ront-hatja is a szakítószilárdságot (17. ábra és 18. ábra). A ciklikus húzó vizsgálatok során azt tapasztaltuk, hogy a kisebb szilárdságú gumi mátrixban már a ke-zeletlen szén nanocső erősítő hatása is érvényesülni
13. ábra Kapcsoló ágensek hatása CNT/PP kompozitok
mechanikai tulajdonságaira (2m/m% CNT)
14. ábra 2m/m% CNT/PP kompozit töretfelületéről készített SEM felvétel
15. ábra Kezeletlen CNT-ről készített AFM felvétel

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 107
tudott, miközben a gumi mátrix szilárdsága csök-kent. A felületkezelés hatására pedig kiegyensúlyo-zott teljesítményt nyújtott a kompozit. Ugyanezt a jelenséget tapasztaltuk a nagyobb szilárdságú gumi alkalmazásakor is, bár az egyszerű húzó igénybevé-tel esetén csökkent a nanocsövet tartalmazó minták szilárdsága az erősítetlen gumiéhoz képest. Ugyan-akkor a fárasztás, különösen a hosszabb ideig tartó igénybevétel során a kezeletlen nanocső/gumi kom-pozit szakítószilárdsága csak kismértékben csök-kent, a felületkezelt nanocső/gumi kompozit szilárd-sága azonban nem. Eközben viszont a gumi mátrix esetében számottevő csökkenés volt jellemző.
1.5. Kapcsoló ágensek/kompatibilizáló adalékok alkalmazása hulladék alapanyagok mechanikai új-rahasznosításáraTekintettel arra, hogy a hulladékhasznosítás rend-kívül aktuális kérdéssé vált napjainkra, a hulladék alapanyagok felhasználása területén az elmúlt
években elért eredményeinkből is bemutatunk né-hány részletet.A hulladékok hasznosítása témakörben elsőként gumiabroncsból származó őrlemények alkalmaz-hatóságával foglalkoztunk [12]. E kutatómunka során különböző szemcseméretű és típusú gumiőr-lemények alkalmazási koncentrációját vizsgáltuk gumi alapkeverékben. A kompatibilizáló adalék (A4) koncentrációját 0,4m/m%-nak választottuk, a keverékeket és a vulkanizált gumi mintákat hen-gerszéken állították elő a PALOTÁS-MIX Gumi-ipari Kft-nél. A közölt eredményekből (19. ábra) két részletet emelnénk ki. Az egyik az, hogy a gu-miőrlemény hatására a vizsgált 22,6-37m/m% tar-tományban nem csökkent a gumi mechanikai szi-lárdsága. A másik pedig, hogy a kompatibilizáló adaléknak nem volt ugyan szignifi káns hatása pl. a szakítószilárdság javítása szempontjából, de a szi-lárdsági eredmények szűkebb szórástartománnyal
16. ábra CNT/PP kompozitról készített FT-IR Imaging felvételek
17. ábra Szén nanocső hatása gumi kompozit szakítószilárdságára
18. ábra Szén nanocső hatása gumi kompozit szakítószilárdságára
19. ábra Kapcsoló ágens (A8) hatása hulladék gumiőrle-
ményt tartalmazó gumi kompozit szakítószilárdságára

108 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
voltak jellemezhetők, ami annak tulajdonítható, hogy az adalék jelenlétében a gumiőrlemény nagyobb mértékben homogenizálható az alap-keverékben, mint anélkül.A hazánkban is nagy mennyiségben keletke-ző PET palackok újrahasznosítása kétféle vo-nalon indult el az elmúlt években. Egyrészt a HDPE kupakok és a PET palackból származó regranulátum társításával foglalkoztunk, ezek-hez igazítottuk a kompatibilizáló adalékok szerkezetét [13]. Másrészt a PET regranulátum erősítésére szén nanocsövet alkalmaztunk, amelynek felületkezelésére a korábban bemuta-tott szerkezetű adalékokat módosítottuk, hogy a szén nanocső erősítő hatását ki tudjuk használni a kompozitban is [14].
ÖsszefoglalásSzénszállal erősített poliolefi n kompozitok ese-tén egyrészt meg kellett oldani a szál hatékony impregnálását. Ehhez olyan új típusú adalé-kot kellett előállítani, amely könnyen felvihe-tő a szénszál felületére, és javítja is a szál és a polimer összeférhetőségét, mert a maleinsav-anhidriddel ojtott polimerek nem kellően haté-konyak. Másrészt olyan fröccstechnológiát kel-lett alkalmazni, hogy a hatékony erősítést bizto-sító szálhosszúság elegendően nagy maradjon, és így hosszú szénszállal erősített kompozitokat lehessen előállítani.Sikerült olyan adalékot előállítani, amely-lyel a kompozitok mechanikai tulajdonságai (húzó-, hajlító- és ütőszilárdság) jelentősen ja-vultak. A 10% száltartalmú PP kompozit húzó-szilárdsága 17%-kal, hajlítószilárdsága 31%-kal, ütőszilárdsága 89%-kal növekedett az alap műanyagéhoz képest. Az új típusú adalékok al-kalmazásával sikerült egyúttal hosszú szénszál-lal erősített poliolefi neket előállítanunk, a SEM felvételek alapján meghatározott szálhosszúsá-gok alapján ugyanis a szálaknak legalább 50%-a az 500μm feletti tartományba esett valameny-nyi poliolefi n esetében.A szénszálak felületének kezelésére sikerrel
alkalmazott adalékok szerkezetének módosí-tásával az üvegszál kezelésére olyan olefi n-maleinsav-anhidrid-sztirol terpolimer alapú adalékokat állítottunk elő, amelyek a szál/mát-rix összeférhetőség javításával előnyösen vál-toztatják a poliészter kompozitok különböző a különböző erősítőanyagok alkalmazásakor.A szénszálak felületkezelésére alkalmazott ada-lékkal szén nanocsövet tartalmazó PP és gumi kompozitok közül gumi esetén jelentős mecha-nikai tulajdonság-javulást értünk el, ami első-sorban a hosszú ideig tartó igénybevételek ese-tén mutatkozott meg. Az adalékok alkalmazásá-val hulladék alapanyagok mechanikai újrahasz-nosításában is jelentős eredményeink születtek.A szál/mátrix kölcsönhatás alakulása, vizsgála-ta, jellemzése egyébiránt igen bonyolult kérdés. Számos tényezőre, mechanikai tulajdonságra hatással van a kölcsönhatás típusa, emellett a komponensek mechanikai tulajdonságai, a szál-hosszúság és a száltartalom is befolyásolják. Ezeken túlmenően a kompozitot ért erőhatás tí-pusa is meghatározza a kompozit viselkedését a szál/mátrix kölcsönhatáson keresztül.
Irodalomjegyzék1 Varga Cs., Miskolczi N., Bartha L., Falussy
L.: Hosszú szénszállal erősített műanyag kompozitok mechanikai tulajdonságai, Mű-anyag és Gumi 2007 (44), 2, 83-87.
2 T-T-L. Doan, S-L. Gao, E. Mäder Compos Sci Technol 2006, 66, 952-963.
3 L. Dányádi Határfelületi kölcsönhatások szálerősítésű polimer kompozitokban, PhD értekezés, Budapesti Műszaki és Gazdaság-tudományi Egyetem, Budapest, 2009.
4 Varga Cs., Szakács H., Miskolczi N., Bartha L.: Kapcsoló ágensek alkalmazása különbö-ző szálerősí tésű kompozitokban és polimer blendekben I. Műanyag és Gumi 2010 (47), 10, 388-392.
5 Varga Cs., Miskolczi N., Bartha L., Falussy L.: Szénszállal erősített polipropilén ko mpozitok tulajdonságainak javítása a szá-

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 109
lak felületének módosításával, Mű anyag és Gumi 2009 (46), 10, 392-396.
6 A. B. Strong: Plastics, Materials & Processing, Pearson Prentice Hall, 2006.
7 Varga Cs., Miskolczi N., Bartha L., Falussy L.: Hosszú szé nszállal erősített PP, HDPE és EVA kompozitok, Műanyag és Gumi 2007 (44), 5, 195-202.
8 Gy. Bánhegyi Műanyagipari Szemle 2007, 4, 12-17.
9 Varga Cs., Miskolczi N., Bartha L., Falussy L.: Kapcsoló ágens sel módosított szénszállal erősített polikarbonát kompozitok mechani-kai tulajdonságainak vizsgálata Műanyag és Gumi 2009 (46), 12, 466-468
10 Varga Cs., Szakács H., Bartha L., Falussy L.: Kapcsoló ágensek alkalmazása különbö-ző szálerősítésű kompozitokban és polimer blendekben III. Műanyag és G umi 2011 (48), 12, 468-471.
11 Varga Cs., Miskolczi N., Bartha L., Lipóczi G., Falussy L.: Szálerősített műanyag kompozitok tulajdonságainak javítása, Mű-an yag és Gumi 2008 (45), 4, 148-152.
12 Tóth B., Gergó P., Varga Cs., Bartha L. Kompatibilizáló adalék hatásának vizsgála-ta hulladék gumiőrleményt tartalmazó gu-miban, Műanyag és Gumi 2012 (49), 7, 275-279.
13 Szakács H., Borsodi N., Nagy R., Var-ga Cs., Miskolczi N., Barth a L. Új típusú kompatibilizáló adalékok felhasználása PET palack regranulátumból készített polimer blend mechanikai tulajdonságának javításá-ra, Műanyag és Gumi 2012 (49), 3, 91-95.
14 Adalékanyag szén n anocső és műanyag kompozitokhoz, és szén nanocső és mű-anyag kompozit című szabadalmi bejelentés (P12006610). Bejelentés napja: 2012.októ-ber 19.
KöszönetnyilvánításJelen p ublikáció a TÁMOP-4.2.2.A-11/1/KONV/2012-0071 és TÁMOP-4.2.2/B-10/
1-2010-0025 projektek keretében készült. A pro-jektek a Magyar Állam és az Európai Unió tá-mogatásával, az Európai Szociál is Alap társfi -nanszírozásával valósulnak meg.Köszönet illeti a különböző kompozit min-ták előállításában résztvevő ipari partnereket (Balatonplast Kft., Dr. Falussy Mérnök Iroda; PALOTÁS-MIX Gumiipari Kft, SZEMES Tömí-téstechnika Kft. és TVK Nyrt.).
Köszönet a kísérlet i munkák megvalósításá-ban résztvevő hallgatóknak, Heller Balázsnak, Kincses Mihálynak, Molnár Tímeának, Szeremi Zsolt Róbertnek, Tóth Balázsnak, illetve a kol-légáknak Gergó Péternek, Nagy Rolandnak és Szakács Hajnalkának.
Dr. Varga Csilla, Dr. Bartha László
LANXESS Central Eastern Europe s.r.o. Magyarországi Fióktelepe
A LANXESS AG. Németország egyik legnagyobb, a Frankfurti Tõzsdén (DAX) jegyzett, specializált vegyipari konszernje, amely a világ számos területén jelen van. A LANXESS gazdag portfoliója a prémium termékekre összpontosít, fõ tevékenységi területét a mûszaki mûanyagok, szintetikus kaucsukok, különleges segédanyagok és köztes termékek
fejlesztése, gyártása és forgalmazása képezi.
Az egyik súlypont a LANXESS hightech mûanyag granulátumok High Performance Materials, a jól ismert Durethan® és Pocan ® kereskedelmi márkákkal. Anyagaink döntõ többsége az autó- és gépjármûgyártásnál kerül felhasználásra, de keresettek minden
területen, ahol PA 6, PA 6.6 és PBT kerül feldolgozásra.
A LANXESS Keltan Elastomers és High Performance Elastomers üzletágai a szintetikus kaucsukok széles választékát kínálja az autóipar, a gáz-, olajkitermelés, a gépipar, építõipar, kábelgyártás, cipõipar területére Therban® (HNBR); Levapren®/Levamelt®, Baymod® L (EVM); Baypren® (CR); Perbunan®/ Krynac®, Baymod® N (NBR); Levatherm® F (FKM); Keltan® EP[D]M márkaneveken.
A LANXESS Functional Chemicals (FCC) üzletága különbözõ polimerekhez nyújt additíveket, foszfor és speciális vegyi anyagokat valamint színezékeket, pigmenteket. Legfõbb termékek és márkák köre: színezékek és pigmentek (Macrolex®, Bayplast®); lágyítók (Unimoll®, Mesamoll®, Ultramoll®, Triacetin,
Adimoll®); égésgátlók (Disfl amoll® és Levagard®).
1016 Budapest, Hegyalja út 7-13 · www.lanxess.com
LANXESS HPM: E-Mail: [email protected] tel: +361224-7044LANXESS KEL & HPE: E-Mail: [email protected] Tel: +361224 7043LANXESS FCC: E-Mail: [email protected] Tel: +3612247046

110 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
KüldetéseA 2011-ben alakult HTA (a szövetség angol rö-vidítése) elsődleges küldetése, hogy képviselje és megvédje a gumiabroncs iparági szereplők törvényes érdekeit Magyarországon. A Szövet-ség - a nemzeti és európai versenyszabályok fo-lyamatos figyelemmel kísérése mellett - segíti a haza i gyártókat és a nagykereskedő, elosztó-ipar képviselőit abban a törekvésükben, hogy a gumiabroncs-gyártással és felhasználással kapcsolatos törvények, hazai és európai uniós szabályozások megfelelő szakmai felügyelet mellett készüljenek el.
CéljaA HTA általános célja, hogy a gumiabroncs iparról és a gyártott termékekről ismeretet ad-jon át a lakosság számára, hogy tájékoztassa a gazdasági és politikai élet résztvevőit tevé-kenységéről, valamint hogy hozzájáruljon egy megfelelő és globálisan is versenyképes jogi és szabályozási környezet kialakításához.
A Szövetség koordinálja az ipar azon törekvé-seit, hogy a törvények és szabályozások szak-mai felügyelettel alakuljanak ki olyan környe-zetvédelmi, technikai és közlekedésbiztonsági ügyekben, melyek érintik a gumiabroncs-gyár-tást és felhasználást, majd a hulladék abroncs begyűjtést, feldolgozást és újrahasznosítást.
A HTA további célja a közlekedés hatékony-ságának elősegítése biztonság és takarékosság terén, a környezet megóvása, valamint a jár-művezetők tudatosságra „nevelése”, azaz a fel-használói ismereteik bővítése – összhangban a hazai és az európai trendekkel és szabályo-zásokkal. Emellett cél még az ipar megfelelő
szolgáltatási háttérének felügyelete és fejlesz-tésének elősegítése, valamint szakmai képzések szervezése és támogatása.
A Szövetség fontosnak tartja, hogy felhívja a lakosság figyelmét a gumiabroncs minőségé-nek fontosságára, évszakonkénti szerelésére és megfelelő szervizelésére.
TevékenységeA HTA képviseli a gumiabroncs iparágat a kor-mányzattal, a médiával, és egyéb szakmai és üzleti szervezetekkel folytatott egyeztetések során, figyelembe véve a nemzeti és európai versenyszabályokat. A Szövetség ennek érde-kében folyamatosan konzultál szakminisztéri-umokkal és az illetékes kormányzati intézmé-nyekkel a gumiabroncs iparág számára releváns új törvényjavaslatokkal és szabályozásokkal kapcsolatban.
A HTA az ETRMA-hoz (European Tyre & Rubber Manufacturers Association) szorosan kapcsolódva, mint annak magyarországi kép-viselője, működik és tevékenykedik. A Szövet-ség emellett továbbítja az ETRMA javaslatait az EU rendeletekkel kapcsolatban a tagok felé, valamint a tagok helyi felvetéseit az ETRMA és a magyar kormány intézményei felé.
A HTA együttműködik partnerségben más szak-mai szervezetekkel és intézményekkel, hogy szabályozzák a szolgáltató ipart és az engedé-lyeztetési feltételeket a fokozott közlekedés-biztonság érdekében. A Szövetség figyelemmel kísér más szakmai és iparági szövetségeket, és egyéb felületeket is kihasználva naprakészen követi az ágazati EU-s és helyi törvényeket.
A MAGYAR GUMIABRONCS SZÖVETSÉG (HTA)

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 111
A HTA szoros kapcsolatot alakít ki a helyi egyetemekkel és főiskolákkal, szakiskolákkal, és akkreditációs intézményekkel.
CSRA Szövetség, és egyben tagvállalatai CSR stra-tégiájának és cégkultúrájának szerves része a társadalmi szerepvállalás. Jelentős gazdasági szerepük okán a vállalatok felelősséggel tar-toznak az egész magyar társadalomnak. Ezért igyekszik a HTA is a lehető legjobb módját megtalálni annak, hogy e téren is példát mutat-hasson a jövőre.
Morenth Péter – ügyvezető elnökMagyar Gumiabroncs Szövetség
BAH Center Irodaház, B. épület, 1. emelet1124 Budapest, Fürj utca 2
telefon: 061 789 6970e-mail: [email protected]
Web: www.hta.org.hu
www.bb-press.huwww.bb-press.huwww.bb-press.huwww.bb-press.huwww.bb-press.hu

112 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A Magyar Gumiipari Szövetség (MAGUSZ) tagjaiCÉGNÉV, KÉPVISELŐ CÍM Telefon Fax E-mail Honlap Fő tevékenység
Addtech Kft. Hollósy Károly
2120 Dunekeszi Állomás sétány 11.
20/981-3881 [email protected] LWB-Steinl gummiipari gépek,
prések, fröccsgépek, sorjátlanítók foorgalmazása
Arábikum-2004 Kft. Mezei József
1161 Budapest Zrínyi Ilona u. 5
20/450-6915 1/404-1277 [email protected] www.arabikum.hu Lemezek, formacikkek
Azelis Hungary Kft. Fehér József dr.
1117 BudapestGalvani u. 44.
1/203-1521 30/819-0960
1/ 464-3176 [email protected] www.azelis.comGumiipari alapanyagok
forgalmazása
BARANYA Gumi Bt. Ribacz Gyula
7630 Pécs Iparsziget u. 15.
72/239-705 72/538-228 [email protected]ömítés, járműalkatrész, huladék
hasznosítás
Béta-Roll Hengergumizó Zrt. Gál Tamás
8658 Bábonymegyer Szent István u.
84/527-900 84/527-901 [email protected] www.beta-roll.huNyomda- és papíripari ill.
speciális hengerek gumizása, gumibevonatok gyártása.
C.S.O. Kft. Lédl Richárd
2364 ÓcsaNémedi úti major
29/378-283 29/378-077 [email protected] www.csogumi.eu Gumihulladék hasznosítás
Cansar Kft. Jakab Beáta
2700 CeglédKülső-Kőrösi út 40.
20/592-2088 53/999-229 [email protected] www.cansarkft.huHulladék gumiabroncs hasznosítás,
gumidarálék forgalmazás
Capribelt Kft. Németh Károly
2317 Szigetcsép Petőfi S. u.
Hrsz. 0116/12 24/418-374 24/ 418-376 [email protected] www.capribelt.hu
Betétes és betét nélküli lemezek gyártása, ékszíj forgalmazás
Carbon Black Kft. Balogh István
4400 NyíregyházaToldi utca 57.
42/504-378, 379 42/313-246 [email protected] www.carbonblack.huAlap- és segédanyag, nyerskeverék
forgalmazá, műszaki és abroncs hulladék kezelés
Charmol Hungary Kft. Molnár Árpád
1115 BudapestFejér Lipót utca 10.
1/464-3123 1464-3125 [email protected] www.charmol.huGépgyártás, granulátum
újrahasznosító technológiák
ContiTech Rubber Industrial Kft. Dr. Regina Gensigora Katona Tamás dr.
6728 SzegedBudapesti út 10.
62/566-700 2/566-713
[email protected] (keverék és heveder)
info@fl uid.contitech.hu (tömlő)
www.contitech.huKeverékgyártás; textilbetétes
heveder, olajpari, ipari és kotrótömlő gyártás és forgalmazás
Dunavibro Műszaki Diagnosztikai és Karbantartó Kft. Ladányi Antal
2440 SzázhalombattaCsenterics u. 3.17/2
20/925-4463 23/350-692
1/223-1643 23/540-392
[email protected] [email protected]
www.enternet.hu/dunavibroGumi- és műanyagipari
extruderek,fröccsgépek felújítása
Elastomeri-Polimeri Kft. 2023 Dunabogdány
Kossuth Lajos u. 3/b. 26/590-090 26/590-088 [email protected] www.elastomeri-polimeri.hu
Szintetikus kaucsukok, szilikonok, elasztomerek , lágyítók és egyéb
segédanyagok forgalmazása
FlexIB Mérnöki és Marketing Iroda KFT. Borosné dr. Ivicz Mária
1111 BudapestKarinthy Frigyes út 24.
1/365-8689 1/279-0008 fl [email protected]
Gumiipari technológiai tanácsadás, számítógépes modellezés,
pályázatírás, hazai és külföldi vállakozások együttműködésének
elősegítése
Földvár Rubber Gumiipari Kft. Kertész Zoltán, Váczi Aliz
7020 Dunaföldvár Kossuth L. u. 13.
75/343-03275/341-499, 75/541-209
75/343-057 75/541-042
[email protected] [email protected]
www.gumiip.axelero.huGumicsizmák, textil felsőrészes
cipők, benzines gumioldatok, textil kenés, színes gumikeverék gyártás
Freudenberg Simmerringe Kft. Kovács László
6000 Kecskemét-Kadafalva
Heliport reptér 76/501-890 76/501-881 [email protected] www.freudenberg.com Szimering tömítések
Granufl ex Kft. Fejérváry Géza
1037 BudapestBécsi út 269.
1/453-0400 1/453-0006 info@granufl ex.hu www.granufl ex.huEsésvédő burkolólapok/sportpálya
borítások gumihulladékból
Gumi-Metál-Plasztik Bt. Szlucska József
2013 PomázAdy Endre u. 1.
20/944-4246 1/240-3494 [email protected] www.gumimetal.extra.hutömítés, járműalkatrész,
egészségügyi termék
Gumiplast Kft. Ízing András
4564 NyírmadaHrsz. 031/10
20/404-2461 [email protected] www.gumiplastkft.com Keverék készítés, forgalmazás
Gumiring Bt. Surman József
6055 FelsőlajosMizse 17.
30/229-2003 76/704-095 [email protected] www.gumiring.hu
Tömlő, gumirugó, gumilemez, profi lszalag, tömítés,
járműalkatrész, eü. termék, hengergumizás

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 113
CÉGNÉV, KÉPVISELŐ CÍM Telefon Fax E-mail Honlap Fő tevékenység
HSH-CHEMIE Kft. 1139 Budapest
Pap Károly u. 4-6. Xenter 13
1/450-3224, 20/991-9995
1/457-0265 [email protected] www.hsh-chemie.comGumiipari segédanyagok
forgalmazása
Huber Kft. Huber László
6728 SzegedDorozsmai út 48.
62/543-685 62/[email protected]
[email protected]ömítés, szimering, járműalkatrész
gyártása
Hungarojet Kft. Moldován György
1112 BudapestTáska u. 9.
1/248-0558, 30/983-0409
1/248-0559 [email protected] Hulladék
hasznosítás, gumiliszt kgyártás és forgalmazás
Hübner-H Gumi és Műanyagipari Kft. Rainer Kohlschmidt
4401 Nyíregyháza Tünde u. 11.
42/501-400 42/501-422 [email protected] www.hubner-hungary.comExtrudált gumiprofi lok,
járműalkatrészek, konfekcionált termékek
K&K95 Kft. Kollár Ferenc
2300 CeglédBürgeház dűlő 1.
53/650-0036 53/312-673, 30
430-158153/500-038 offi [email protected] www.brakehose.hu
Hidraulikus fékcsövek, fékfolyadékok és üzemanyag tömlők forgalmazása, fémek galvanizáló felületkezelése
Jupiter-Reál Kft. Kovács András
8200 Veszprém Budapest út 75.
88/567-050 88/567-050 20/9533-360
[email protected] [email protected]
www.jupiter-group.hu
Formaleválasztó, síkosító, csúsztató, szerszám konzerváló,
tisztító, csiszoló, és polírozó anyagok. Gumiragasztók,
munkavédelem. Loctite, Frekote 3M.
Kaloplasztik Műanyag és Gumiipari Kft. Nyírádi János
6300 KalocsaGombolyagi út 1.
78/461-200 78/461-065
78/461-752 titkársá[email protected] www.kaloplasztik.hu
Profi lszalag, műszaki gumi formacikkek, autóipari műanyag
termékek, keverékkészítés, forgalmazás
Kecskeméti Gumiipari Kft. Fekete Csaba
6000 KecskemétTechnik-Park, Heliport
76/504-226 76/470-236 [email protected]ömítés, járműalkatrész,
profi lszalag
Kézsmárki Kft. Kézsmárki András
5452 Mesterszállás Külterület 6.
56/573-037 30/993-2207
56/573-038 [email protected] Keverék készítés, forgalmazás
Kislángi Gumiipari Kft. Tóth Kálmánné
8156 KislángFő út 15.
22/435-510 22/435-556 [email protected] Tömítés, járműalkatrész
Kovács és Társa Kft Kovács Miklós
1118 BudapestRubin Irodaház, Dayka
Gábor u. 3. II. 403.1/3581-497 358-1498
www.kovacsestarsa.com/Alapanyag és segédanyag
forgalmazás
Lédem 2000 Kft. Hegedűsné Molnár Zita
2490 Pusztaszabolcs Iskola u. 1.
25/517-607 25/517-601 [email protected] www.ledem.hu Gumirugó, tömítés, járműalkatrész
Ma-Gumi Kft. Gáspár Tivadar
6120 Kiskunmajsa István király u. 70.
77/481-831 77/482-704 [email protected] www.ma-gumi.huLemez, profi lszalag, tömlő,
heveder, formacikkek, szivacsok
MEP-90 Kft. Mizséry Miklósné
2315 SzigethalomMűút 212.
24/402-971 20/951-0092
[email protected] www.gumifutozas.eu Abroncskereskedelem, újrafutózás
Messer Hungarogáz Kft. Herczeg István
1044 BudapestVáci út 117.
1/435-1100 1/435-1143
1/435-1270 1/435-1101
[email protected] www.messer.hu
Szárazjég szerszámtisztításhoz, cseppfolyós nitrogén
sorjátlanításhoz, hideg őrléshez és gázok, gázkeverékek hegesztéshez.
Metál Modul Kft. Tóth Istvánné
1055 BudapestFalk Miksa u. 19.
1/353-2318 1/312-0165, 1/473-0071
offi [email protected] www.metal-modul.huHajtószíjak gyártása, forgalmazása,
heveder értékesítés
Nordmann, Rassmann Hungária Kft. Hajdú Gábor
1117 BudapestFehérvári út 50-52.
1/462-0084 20/964-0989
1/352-8538 [email protected] www.nrc-hungaria.hu Gumiipari alapanyag forgalmazás
Optilog Környezetvédelmi Tanácsadó Kft. Sinka Gábor dr
1094 BudapestMárton u. 35/a fsz. 2.
30/966-3367 1/215 5939 [email protected]űszaki-gazdasági tanácsadás
hulladékkezelésben
Palotás-Mix Kft. Palotás László dr.
8516 Kemeneshőgyész Nagymajor
89/346-574 346-663
89/346-574 [email protected] www.palotasmix.hu Keverék készítés, forgalmazás
Phoenix Légrugó Technológia Kft. Jókay László
4400 NyíregyházaDerkovits u. 137.
42/551-300, 301 42/551-303 [email protected]
Gumiipar, járműipari légrugók, kompenzátorok gyártása,
fejlesztése, értékesíte
Rhodia Hungária Kft. Olawuyi Ágnes
1012 BudapestPálya u. 9.
1/489-5611 30/982-0046
1/489-5610 [email protected] www.rhodia.huAlapanyag és segédanyag
forgalmazás
Rubber-Consult Kft. Nagy Tibor dr.
1028 BudapestSzepesi u. 5.
30/943 6686 [email protected] Műszaki tanácsadás
RubberCube Kft. Tamaskovics Zsolt
2040 BudaörsGyár u. 2. 98/D épület
20/965-2536 1/816-1118
1 / 999-1710 [email protected] www.gumikocka.hu
Műszaki formacikkek, élelmiszer-ipari szilikonok, fém-gumi termékek gyártása, cryogen
sorjátlanítás

114 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
CÉGNÉV, KÉPVISELŐ CÍM Telefon Fax E-mail Honlap Fő tevékenység
Sólyom és Fia Martfűi Gumiipari KFT. Sólyom Károly
5435 MartfűNógrádi S. u. 4.
56/450-886 /584-029 584-030
20/9130-230
56/580-622 56/584-029
[email protected] www.solyomkft.hu Keverék készítés, forgalmazás
Studion Bt. Magasházi Klára
1025 BudapestVihorlát u. 29/a
30/931-7651 [email protected] www.degussa.com [email protected]
Szemes Tömítéstechnikai Kft. Szemes Béla
8184 FűzfőgyártelepFűzfői Ipari Park, Pf. 19.
88/450-200 88/431-783
[email protected] www.szemestechnik.hu
Speciális tömítések, fém-gumi alkatrészek, korszerű fröccs technológia, járműalkatrész,
szilikondugó, eü. termék gyártás, gumizsinór, tömlő, lemez
forgalmazás,szerszámkészítés
Taurus Techno Gumi Kft. Kéthely László, Varga Ferenc
1173 BudapestPesti út 8-12.
1/250-5028 1/250-5030 [email protected] www.taurustechno.hu Heveder, tömlő, gumilemez
kereskedelem
T-Burg Kft. Tóth Imre dr.
2315 SzigethalomSzabadkai u. 54/a
24/404-450 30/202-9863
24/404-450 [email protected]újítás, újrafutózás, műszaki szakértés, tanácsadás,
cégképviselet
Techcon Környezetvédelmi és Energetikai Szolgáltató Kft. Szabó Sándor
4029 DebrecenFaraktár u. 29/D II/2-3.
52/537-312 52/537-313 [email protected] www.taurus.huhull. hasznosítás, hulladék
gumiabroncs begyűjtés
Tímár Gumi Kft. Kovács Lajos
4466 TímárSzabadság utca 2.
42/576-100 42/576-101 [email protected] www.timargumi.hu
Keverék készítés és forgalmazás, tömítés, járműalkatrész,
hengergumizás, eü. és fém-gumi termékek, hulladék hasznosítás,
esésvédő burkolólapok
T-Plasztik Kft. Katona Gábor
5055 JászladányTisza u. 4.
57/454-454 30/915-3140
57/454-577 [email protected] www.tplasztik.huMűanyag-gumi termékek gyártása,
Műszaki-kárpitosipari szivacs termékek gyártása
Variachem Kft. Pintér Zoltán
1097 BudapestKén u. 8.
1/801-8800 1/801-8811 [email protected] www.variachem.huGumiipari alap- és segédanyag
forgalmazás
VMC Bt. Váradi József
1164 BudapestSzakoly utca 26.
1/400-1514 70/333-4373
[email protected]ői tanácsadás,
képviseletvezetés, pályázat előkészítés, projektvezetés
Z-Form Kft. Zakariás Boldizsár
1087 BudapestAsztalos Sándor u. 4.
1/477-1001 1/210-9064
333-4711 [email protected] www.zform.hu
Műanyag- és gumiipari szerszámok tervezése és gyártása.
Egyedi készülékgyártás.
Zorge Hungary Kft. Steiger Csaba
2750 NagykőrösZsíros dűlő 4.
53/550-247 53/550-245 [email protected] www.zorge.comAutóipari alkatrészek, fröccsöntött
TPE termékek
Kecskeméti Főiskola GAMF Kar, Műanyag- és Gumitechnológiai Szakcsoport Belina Károly dr.
6000 KecskemétIzsáki út 10.
76/516-390 76/516-399 [email protected] www.gamf.huOktatás, továbbképzés, műanyag-
és gumiiipari technológiák, fejlesztési projektek
Nyíregyházi Főiskola Műszaki és Mezőgazdasági Főiskolai Kar, Közlekedésmérnöki és Infotechnológia Tanszék Sikolya László dr.
4400 NyíregyházaSóstói út 31/B
42/599-434 42/599-485 [email protected] www.nyf.hugumiipari technológiai szakirányú továbbképzési szak szervezése és
lebonyolítása
Pannon Egyetem Ásványolaj- és Széntechnológiai Tanszék Bartha László dr
8200 VeszprémEgyetem u. 10.
88/624-520 [email protected] web.uni-pannon.hu
Gumibitumen projekt
Brozsek Pál 2133 SződligetLiliom utca 11.
27/816-459 30/516-5886
27/353-134 [email protected]űszaki-gazdasági tanácsadás: technológia, hulladékkezelés
Erdős Péter dr. 30/251-9085 [email protected] erpeter.tvnet.huigazságügyi szakértő, műszaki
tanácsadás, oktatás
Knirsch Györgyné1149 Budapest, Kelevéz
u. 4.1/363-4015
www.mk.uni-pannon.hu
Műszaki-gazdasági tanácsadás, oktatás
Samay Géza dr. 2647 Hont, Dózsa u 32. 30/966-3365 [email protected]űszaki-gazdasági tanácsadás,
oktatás
Pálffy András1025. Budapest, Ali
utca 7.30/ 241-6518 1/325-5816 [email protected] Műszaki-gazdasági tanácsadás

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 115
Továbberősödött a Pirelli és a Lamborghini kö-zötti műszaki együttműködés. A milánói cég P Zero abroncsot fejlesztett az új Aventador LP 700-4 sportkocsihoz. A P Zero család ultra-nagyteljesítményű abroncsait a világ legerősebb autóihoz tervezik. Az új, Pirelli abronccsal sze-relt sportkocsit a Homestead pályán és a fl oridai (USA) utakon mutatták be a nemzetközi sajtó-nak. Az új, Pirelli abronccsal szerelt sportkocsit a Homestead pályán és a fl oridai (USA) utakon mutatták be a nemzetközi sajtónak.Ehhez az alkalomhoz az olasz cég egy collal na-gyobb méretet használt a hátsó tengelyen, mint az elsőn. Előre 255/30ZR20, hátra 355/25ZR21 méretű abroncs került.A bemutatón az újságírók P Zero Corsa és P Zero abronccsal is kipróbálhatták az új autó teljesít-ményét. A P Zero Corsa a Pirelli ultra-nagytelje-sítményű termékei közé tartozik, melyeket kife-jezetten a versenypályára fejlesztettek, hangsú-lyozva az új sportkocsi erejét és teljesítményét.A legújabb Lamborghinihez készült P Zero ab-roncsok a Pirelli és a Lamborghini mérnökei-nek szoros együttműködésével jöttek létre, egy olyan újszerű megoldás kifejlesztésével, amely maximális stabilitást, kényelmet és irányítha-
tóságot biztosít annak az autónak, mely három másodperc alatt képes felgyorsulni 100km/órára és 350km/h a végsebessége.A fejlesztés során a Pirelli mérnökei különö-sen az abroncsok gördülési kerületére kon-centráltak. Hogy maximálisan megfeleljenek a Lamborghini négy kerék hajtásos rendszere igényeinek, speciális anyagokat és szilárdabb gumikeverékeket használtak. Ez fékezi az ab-roncs deformálódását és biztosítja a nagy telje-sítményt és jó gördülési jellemzőket mindenféle útviszonyok között.Az új P Zero abroncsokat úgy tervezték, hogy maximális tapadást nyújtsanak és gyorsan re-agáljanak a változó sebességre a teljes motor-fordulatszám tartományban, az autó teljes erejét átadva a talajra.Az abroncsok a Pirelli Torinóhoz közeli, korsze-rű Settimo Torinese gyárában készülnek, ahol a Pirelli egyedülálló „Next Mirs” technológiáját alkalmazzák. A rendszer a Pirelli teljes egészé-ben automatizált abroncsgyártási eljárásának a legújabb változata. A gumikeverékek pontos kialakításában segít a Pirelli CCM (Continuous Compound Mixing) rendszer: ez a ma létező leg-fejlettebb gumikeverék keverő eljárás az iparág-ban, melyet a motorsportban is használnak.A legújabb P Zero abroncs kifejlesztésében a Pirelli mérnökei felhasználták a motorsport-ban szerzett tapasztalataikat: a legkorszerűbb modellező programokkal „virtuálisan” gyűjtve adatokat és tesztelve az abroncsokat mindenféle körülmények között és eltérő terhelés mellett.
THE TWO ITALIAN COMPANIES STRENGTHEN THEIR TECHNICAL COOPERATION
A KÉT OLASZ CÉG MEGERÕSÍTI MÛSZAKI EGYÜTTMÛKÖDÉSÉT
A PIRELLI P ZERO ABRONCCSAL SZERELI AZ ÚJ LAMBORGHINI
AVENTADOR LP 700-4 SPORTKOCSIT

116 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A PIRELLI P ZERO ABRONCSCSALÁDA P Zero abroncscsalád 2007-ben került beve-zetésre a Pirelli ultra-nagyteljesítményű ab-roncsaként. A fokozott biztonság és kiváló út-tartás, a könnyű vezethetőség és nagyfokú ké-nyelem a legfőbb jellemzői a kis féktávolság mellett. A futófelület és az abroncsperem gu-mikeverékében lévő speciális nanorészecskék
elősegítik a vezetési kényelmet és a sportos teljesítményt.A futófelület három mély hosszanti mintaárka ma-ximális tapadást biztosít nedves úton és akuszti-kus kényelmet nyújt. Szerkezete 370km/óráig el-lenáll a deformálódásnak. A P Zero abroncsok 130 változatban kaphatók /50-től /25-ig és 17 collostól 21 collos kerékig.
www.bb-press.hu

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 117
Félévszázada jelenik meg a Műanyag és Gumi c. szakfolyóiratJubileumi, 50. évfolyamába érkezett a Műanyag és Gumi, a szakterület egyet-len magyar nyelvű műszaki-tudományos folyóirata, mely évi 12 alkalommal 48 oldal terjedelemben, színes borítókkal és fotókkal, magyar, angol és német nyelvű tartalmi összefoglalókkal 1000–1200 példányban jelenik meg. Évtize-dek óta feladatának tekinti a makromolekuláris anyagok (műanyagok és gumik, újabban a polimer kompozitok) előállításával, feldolgozásával és alkalmazásá-val kapcsolatos nemzetközi és hazai újdonságok közreadását, az utóbbi időben a hulladékgazdálkodás műszaki és jogszabályi vonatkozásainak ismertetését is. A folyóirat ki emelten foglalkozik a műanyagipar gazdasági kérdéseivel, mű-anyagipari stratégiákat, piaci elemzéseket és tanulmányokat közöl.
Állandó rovatai: műanyagipari hírek, műanyagipari újdonságok, csoma-golástechnikai újdonságok, egyesületi hírek, gumiipari hírek, zöld szemmel a nagyvilágban, szakmai közélet és iparjogvédelmi hírek.
A folyóirat a fentieken túlmenően fokozott fi gyelmet fordít:• a kiállításokra (a Düsseldorfi műanyag- és gumiipari K világkiállításra, a
párizsi, milánói és friedrichshafeni FAKUMA műanyag- és gumiipari ki-állításokra)
• a konferenciákra (a MECHANOPLAST konferenciákra és az Erősített Műanyaggyártók Szövetségének nemzetközi konferenciájára és kiállítá-sára),
• a hazai kis- és középvállalkozások, valamint termékeik és szolgáltatása-ik bemutatására,
• a szakmai társadalmi szervezetek (Gépipari Tudományos Egyesület, Ma-gyar Kémikusok Egyesülete, Műanyagipari Mérnökök Egyesülete) és ér-dekvédelmi szövetségek (Magyar Műanyagipari Szövetség, Műanyag Csőgyártók Szövetsége, Magyar Gumiipari Szövetség, Erősített Műanyag-gyártók Szövetsége) közleményeire,
• valamint a műanyag oktatással és ku tatással foglalkozó hazai felsőoktatási intézmények által szervezett programokra.
A folyóirat 2003 közepén indította internetes honlapját
(www.muanyagesgumi.hu)
2004 januárjától pedig éves laptervvel rendelkezik:• a műanyagok előállítása és tulajdonságai témakörökben műanyag- és gu-
miipari alap- és segédanyagok, műszaki műanyagok, erősített műanya gok, kompozitok és nanokompozitok, műanyagipari trendek, környezetvédel-mi célszámok,
• a műanyagok feldolgozása témakörben fröccsöntés, fröccsszerszámok, gyors prototípusgyártás, terméktervezés, extrudálás különös tekintettel a csőgyártásra, gumiipari feldolgozás-technológiák célszámok, míg
• a műanyagok alkalmazása témakör ben csomagolástechnika, építőipar, jár-műipar, sport- és szabadidő, orvostechnika, E+E iparok célszámok láttak folyamatosan napvilágot,
• rendszeresen bemutatkoznak a lap ha sábjain a műanyagipari oktatással fog lalkozó felsőoktatási intézmények tanszékei, ezekben a célszámokban az oktatási tevékenység mellett a fi atal tudósjelöltek dolgozatai szerepel-nek.
A 2013. évi laptervet azzal a céllal adjuk meg, hogy Olvasóink és hirdetőink célszámainkhoz csatlakozó cikkekkel és hir detésekkel segítsék a folyóirat szakmai céljainak megvalósítását és a kiadás anya gi alapjainak megteremtését.
2013/1 Műanyagipari alap- és segédanyagok2013/2 Fröccsöntés és perifériák I.2011/3 Műszaki műanyagok2013/4 Műanyagok az autóiparban2013/5 Műanyagok a csomagolástechnikában2013/6 Erősített műanyagok2013/7 Műanyagipari marketing és in nováció2013/8 Műanyagok az építőiparban2013/9 Fröccsöntés és perifériák II.2013/10 K 2013 Düsselforf I. - Vásári előzetes2013/11 K 2013 Düsseldorf II. Vásári tapasztalatok2013/12 Műanyagipari oktatás, kutatás és innováció a magyar felsőoktatásban
A Műanyag és Gumi 2007 januárjában indította azeXPRESS Polymer Letters (www.expresspolymlett.com).
havonta megjelenő, angol nyelvű, internetes folyóiratot. Az újság célja az új tudományos eredmények gyors megjelentetése a polimerek és határterületei (kompo zitok, blendek, nanoanyagok és technológiák, bioanyagok, feldolgozás-technológi ák, modellezés, szimuláció, újrahasznosítás stb.) témakörökben. To-vábbi cél volt, hogy a folyóirat honlapját a kutatók egyfajta kezdőlapnak hasz-nálják, hiszen in nen el lehet jutni a soron következő konferenciák, valamint a szakterülethez tartozó más újságok honlapjaira. A honlapot évente 100000-szer keresik fel cikket le tölteni vagy csak informálódni. Öt év év alatt kb. 4800 ol-dalon mintegy 450 cikk jelent meg, ami a beküldöttek egyötöde, a többit szak-mai okok miatt el kellett utasítani. A szerzők 32 ország ku tatói (Algéria, Argen-tína, Ausztrália, Bra zília, Bulgária, Dél-Korea, Egyiptom, Finnország, Francia-ország, Görögország, Horvátország, India, Irán, Izrael, Japán, Kanada, Kína, Kuvait, Magyarország, Malajzia, Marokkó, Mexikó, Nagy-Bri tannia, Németor-szág, Olaszország, Orosz ország, Spanyolország, Svédország, Szingapúr, Thai-föld, Törökország, USA). Több, mint fél évtizedes tapasztalat birtokában egy-értelműen kijelenthető, hogy az eXPRESS Polymer Letters elindítása jó ötlet-nek bizonyult, mert hamar ismertté vált a világban. A cél, miszerint minél gyor-sabban jelenjenek meg a közlemények, kedvező visszhangra talált a szerzők kö-rében. Az eddig megjelent cikkek a beküldéstől számítva átlagosan 3 hónap el-teltével kerültek fel az internetre. A folyóirat 2010-ben lépett be az impakt fak-toros lapok családjába, a Thomson Reuters által megadott 1,769 érték alapján a világ mintegy 6000 tudományos folyóiratának rangsorában az előkelő helyet foglal helyet. A színvonal megőrzése és fokozása érdekében tovább szigorít-juk a bírálati folyamatot, valamint erőfeszítéseket teszünk eredeti és áttekin-tő cikkek megjelentetésére. Jelenleg is minden cik ket legalább két, de nem rit-ka, hogy három vagy négy független nemzetközi bí ráló véleményez és tesz ja-vaslatot a javí tásokra, vagy a cikk elutasítására. A leg nagyobb népszerűségnek a számok első oldalán található „Editorial corner” ör vend, amelyben a nem-zetközi szerkesztő bizottság tagjai mondják el röviden véleményüket az aktu-ális kutatási trendekről, az új anyagokról és technológiákról, jövő beni elkép-zeléseikről. A folyóirat híven tükrözi a világ makromolekuláris kutatási irány-zatait, nagy számban jelennek meg cikkek a nano- és bioanyagok, valamint a kompozit témakörében.
Prof. Dr. Czigány Tibora szerkesztőbizottság elnöke
Ass. Prof. Dr. Macskási Leventefőszerkesztő

118 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A Bridgestone egy korszerû TPMS (Tyre Pressure Monitoring System – abroncsnyomás-fi gyelô) rendszert vezet be Európában abból a cél-ból, hogy jobb nyomás karbantartási szolgáltatást nyújtson a vele szerzôdött fl ottáknak. A Truck Point szervizszolgáltatásaival nemcsak beazonosítja a meghibásodott abroncsokat, de helyre is állítja ôket.A TPMS két elônye a fl ották számára: optimális üzemanyag-fogyasz-tás és kevesebb meghibásodás.A felmérések azt mutatják, hogy az alacsony nyomáson közlekedô abroncsok növelik az üzemanyag-fogyasztást és ennek következ-tében a széndioxid-kibocsátást. Egy abroncsnál, melynél 9 bar az ajánlott nyomás, 5 százalékkal nagyobb az üzemanyag-fogyasz-tás 7 báron.„Belsô felmérésekbôl tudjuk, hogy átlagosan a fl ották abron-csainak 25 százaléka minimum 10 százalékkal az ajánlott nyomásszint alatt közlekedik, 5 százaléka pedig minimum 20 százalékkal ez alatt” – nyilatkozta Neil Purves, Senior Manager, Business Innovation, Commercial Products Division, Bridgestone Europe. „Ilyen körülmények között egy fl otta üzemanyag-fo-gyasztása 0,6 százalékkal magasabb, mintha minden abroncs az ajánlott nyomásszinten közlekedne.”Az abroncs meghibásodását útközben gyakran lassú defekt okozza: amikor az abroncsba fúró-dik egy szög, elôfordul, hogy napok, sôt hetek tel-nek el, míg az észrevehetô nyomáscsökkenést okoz. A szivárgás gyakran egyáltalán nem érzékelhetô, és az abroncs tovább mûködik, majd egyszer csak hirtelen nyomásvesz-téssel meghibásodik. Ebben az esetben nemcsak arról van szó, hogy az út közbeni meghibásodás költségesebb egy átlagos abroncscse-rénél, de a jármûnek ki kell állnia a forgalomból a szervizelés idejére és az abroncsszerkezet is megrongálódik. Ráadásul, egy defektnél nagyobb abroncsdarabok szóródhatnak szét az úton, ami veszélyez-teti a többi jármûvet. „A Bridgestone TPMS rendszer sokszor felfedezi az abroncsba fúró-dott tárgyak okozta lassú szivárgást, ami helyben megjavítható, és így elkerülhetô a költséges, útközben való lerobbanás” – nyilatkozta Neil Purves, Bridgestone Europe.A kisebb üzemanyag-fogyasztás és a kevesebb meghibásodás mel-lett az optimális nyomáson közlekedô abroncs tartósabb, és köny-nyebben futózható a jó állapotban lévô abroncsszerkezet.A Bridgestone TPMS érzékelôkkel az elmúlt években Európában végzett tesztek egyértelmûen bizonyítják a rendszer elônyeit: „Azon-nal felkeltette érdeklôdésünket ez a rendszer” – nyilatkozta Pe-ter Eriksen, a CDK mûszaki vezetôje, aki az elsôk között kezdte el használni a Bridgestone TPMS-t. – „Ennek az egyszerû eszköznek az alkalmazásával Arla jármûveinken Dániában, Svédországban és Nagy-Britanniában évente 350.000 liter üzemanyagot és 945 tonna széndioxid-kibocsátást takarítunk meg. Kézenfekvô döntés volt. Rá-adásul, így gyorsabban felfedezhetjük a defektet, és elkerülhetjük az út közbeni meghibásodást.”
RendszerleírásRendszerleírásA rendszer egy szeleppel ellátott érzékelôbôl, a fl otta telephelyén fel-szerelt vevôkapuból, egy felhô adatbázisból és egy abroncsszerviz-szolgáltatóból áll.
A szabadalmazott kisteljesítményû technológiát alkalmazó apró érzékelô 6 másodpercenként jelet küld és legalább három évig mûködôképes. Három változat került fejlesztésre teherautók és bu-szok mindenféle kerékpozícióihoz. A szenzor továbbküldi az adatokat az abroncs nyomásáról, hômérsékletérôl és egyedi azonosítójáról, mely alapján a korrigált nyomásérték az adott jármûhöz és kerékpo-zícióhoz rendelhetô.A vevôkapu négy, rádiókapcsolatban álló adótoronyból áll, melyek napelemmel mûködnek. Amikor egy Bridgestone TPMS szenzorral felszerelt jármû áthajt a kapun, az adótornyok veszik az abroncsok adatait, és rendszeresen elküldik a Bridgestone adatbázisba. Na-gyon alacsony abroncsnyomás esetén az adótornyok azonnal továb-bítják az adatokat.Egy kézi vevôegység segítségével a TPMS együttmûködik a Bridgestone T2i rendszerrel, ez különösen hasznos olyan helyeken, ahol a kapuk használata nehézségekbe ütközne.A központi T2s adatbázis összegyûjti a kaputól vagy a T2i-tól kapott adatokat, majd a megfelelô fl ottához, jármûhöz és kerékpozícióhoz rendeli az egyedi azonosítót, hogy meghatározza az ajánlott nyo-mást. A nyomásmérés megmutatja, hogy rendszeres karbantartást vagy azonnali beavatkozást igényel-e az abroncs.Azonnali beavatkozás (pl. az ajánlottnál 20 százalékkal alacsonyabb abroncsnyomás) esetén a rendszer automatikusan üzenetet küld a fl ottának és a szervizszolgáltatónak, melyek aztán közösen kiállítják a forgalomból és kivizsgálják a jármûvet.A Bridgestone fl otta szervizszolgáltatója felkészült a bejövô üzenetek fogadására és a szükséges lépések megtételére.
A korszerû Bridgestone TPMS növeli a fl ották üzemidejét és csökkenti az üzemanyag-fogyasztást

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 119
A Bridgestone Europe bejelentette, hogy 2012. október 1-jén be-vezeti az Ecopia EP001S, egy „A/A”-minôsítésû abroncsot, mely a legmagasabb „A” fokozatot kapta üzemanyag-hatékonyságból és nedves tapadásból. Ez az elsô termék az ágazatban, mely Európá-ban ás Japánban is megkapta a legmagasabb minôsítést. Az üzem-anyag-takarékos Ecopia abroncscsalád legújabb tagját, az EP001S-t az idei szeptemberi párizsi autószalonon mutatják be hivatalosan és 2012. októberben kerül bevezetésre az európai piacon.A Bridgestone Europe azt is bejelentette, hogy az Európai Unióban értékesített, 2012. július 1-je után gyártott személyautó-abroncsok nagy része már el lesz látva az új EU címkével. November 1-jére pedig valamennyi Európában értékesített abroncs megfelel majd az 1222/2009 számú Európai abroncscímke szabályozásnak.
A vevôk és kereskedôk oktatásaA vevôk és kereskedôk oktatásaA változásra készülve a Bridgestone hasznos segédeszközökkel és oktatási anyagokkal látta el a gumiabroncs szervizeket Európában, szórólapokon és posztereken mutatva be az EU abroncscímkét a vevôknek. A vevôk tudatosságát és oktatását segíti az új abroncs-címke program részletes ismertetése is a Bridgestone Europe we-boldalán: www.bridgestone.eu.
A minôség egyéb kritériumaiA minôség egyéb kritériumaiA Bridgestone kommunikációs anyaga ismerteti a cég álláspontját is az EU abroncscímkérôl. Mint azt sokszor elmondtuk, a Bridgestone támogatja az EU kezdeményezését, mert az vásárláskor segíti a vevôt a jó döntésben. De a Bridgestone fenntartja, hogy az új EU címkén feltûntetett teljesítménybeli kritériumok (az üzemanyag-ha-tékonyság, a nedves tapadás és a külsô gördülési zaj) csak három elem az abroncs teljesítményét meghatározó tényezôk közül. Nem-csak megfelelünk az EU abroncscímke szabályozásnak, de kimagas-ló eredményeket értünk el az értékelésen. Mi azonban nem állunk meg itt, a fejlesztésnél más, a biztonság és a kényelem szempontjá-ból kulcsfontosságú tényezôket is fi gyelembe veszünk, mint példá-ul a fékezés száraz útfelületen, az útstabilitás, a kopásellenállás, a tartósság és a futásteljesítmény nyári abroncsok esetében. A téli ab-roncsoknál a fenti kritériumok kiegészülnek a havas és jeges úton történô irányíthatósággal és fékezéssel.„A Bridgestone elkötelezte magát, hogy olyan minôségi abroncsok-kal látja el vevôit, melyek garantálják biztonságukat és megfelelnek a vezetôi elvárásoknak és igényeknek - Your Journey, Our Passion. Az új EU abroncscímke egy pozitív lépés az Európában értékesített abroncsok magas szintû kategorizálása felé” – nyilatkozta Franco Annunziato, CEO and President, Bridgestone Europe.Nemcsak a Bridgestone Ecopia abroncscsalád mutatja az abroncs teljesítményének e kiegyensúlyozott, sokoldalú szemléletét.Korszerû konstrukciójával és innovatív mintázatával a Turanza ter-mékcsalád – különösen a T001, a legújabb túraabroncs – a bizton-ság, útstabilitás és az üzemanyag-hatékonyság összhangját nyújtja.A Blizzak termékcsalád a legmostohább téli viszonyok között garan-tálja a biztonságot kiemelkedô tapadásával, útstabilitásával és féke-zési képességével jeges és havas úton, valamint nedves körülmé-nyek között.
Nincs kompromisszum a teljesítmény terénNincs kompromisszum a teljesítmény terénFontos, hogy a vevôk tudják az abroncsok összehasonlításakor, hogy egyes teljesítményjellemzôk szemben állnak egymással. A nedves tapadás például, ami nagyobb súrlódást igényel, hagyományosan el-lentétes az üzemanyag-hatékonysággal, aminek a kisebb súrlódás a feltétele.„Az olyan korszerû technológiáknak köszönhetôen, mint a NanoPro-Tech™, a Bridgestone-nak sikerült feloldania az ellentmondásokat és olyan abroncsot fejlesztenie, mely „A/A” minôsítést kapott az új EU abroncscímke szabályozás keretében” – folytatta Franco Annunziato, CEO and President, Bridgestone Europe. „Különösen büszkék va-gyunk rá, hogy a Bridgestone az elsôk között jelent és vezet be az európai piacra egy „A/A” minôsítésû abroncsot idén.”
Az abroncsnyomás a kulcsAz abroncsnyomás a kulcsA Bridgestone kommunikációja felhívja a fi gyelmet, hogy a vezetôi ma-gatartás és az abroncsok karbantartása, különösen a megfelelô ab-roncsnyomás fenntartása, is nagyban hozzájárul az üzemanyag-ha-tékonysághoz és a közlekedésbiztonsághoz – vagyis az EU abroncs-címke szabályozás célkitûzéseihez. 2011-es abroncsfelmérésünkbôl (46.000 abroncsellenôrzést végeztünk Európa-szerte) kiderült, hogy az autósok 63 százaléka alacsony nyomású abronccsal közleke-dik, és az autók csaknem 20 százalékánál az elôírtnál kisebb leg-alább az egyik abroncs profi lmélysége. A folyamatos nyomásvesz-tés minden tekintetben csökkenti az abroncs teljesítményét és ve-szélyezteti a biztonságot. Ezért a Bridgestone folytatja az abroncs-karbantartás reklámozását, többek között az Európa-szerte végzett abroncsellenôrzések szervezésével, valamint az eredmények közzé-tételével a vevôk oktatása céljából.
2012. október 1-jétôl kapható Bridgestone abroncs a legmagasabb, „A/A” EU abroncscímke minôsítéssel
A Bridgestone július 2-án kezdi az EU abroncscímke bevezetését személyabroncsokon

120 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A Bridgestone 2012. december 15-én bejelentette a BATTLAX SPORT TOURING T30 motorabroncs világszerte történõ bevezeté-sét, melynek európai bemutatkozására 2013. március 1-én kerül sor. A SPORT TOURING T30 a BATTLAX termékcsalád legújabb tagja, melyet a MotoGP-s versenyabroncsok tapasztalatai alapján fejlesztett a Bridgestone.Az új T30 fejlesztési koncepciója az volt, hogy a túrázás örömét nyújtsa a motorosoknak elõdjénél, a BT023-nál jobb irányítható-sággal és száraz tapadással. A cél eléréséhez a Bridgestone új gumikeveréket, konstrukciót és mintázatot fejlesztett nagyobb me-revséggel és érintkezési felületi tapadással.A T30 az elsõ T-vel jelölt Battlax túraabroncs. A Bridgestone mos-tantól T-vel jelöli a túraabroncsokat, S-sel a sportabroncsokat és R-rel a versenyabroncsokat a kiterjedt Battlax abroncscsalád könnyebb áttekinthetõségéért.„Az új BATTLAX T30 segít a motorosoknak felfedezni a túrázás örömét gyors és könnyû irányíthatóságával, a kívánt ív könnyû tartásával és a biztonságos dõléssel” – nyilatkozta Vincent Van Houtte, Senior Manager Motorcycle Tyre Products, Bridgestone Europe.A Bridgestone a MotoGP-s versenyabroncsokhoz hasonló-an tervezte az új T30 gumikeverékét: az optimális mûködési hõmérsékletét felmérve fejlesztette ki az annak megfelelõ gumi-keveréket. Az abroncs konstrukcióját a Bridgestone szabadalma-
zott FE (Finite Elements) szimulációs technológiája alkalmazásával optimalizálták.Az elsõ abroncshoz a Bridgestone – az abroncs középpontjából rézsútosan az abroncsvállra nyúló – „T-kereszt” alakú mintaár-kokkal ellátott mintázatot tervezett, mely gyors és könnyû irányít-hatóságot biztosít. A hátsó mintázat simább abroncsvállból és „kanyar-mintás” mintaárkokból áll, melyek jobb kapcsolatot bizto-sítanak az útfelszínnel kanyarban történõ bedõléskor. Az elõdjével, a BATTLAX BT023-mal végzett összehasonlító belsõ tesztek azt mutatják, hogy jobb kormányozhatóságával és köny-nyebb irányíthatóságával a T30 valóban a túrázás örömét nyújtja a motorosnak. Javult a száraz irányíthatóság, a tapadás és a ka-nyarodóképesség is anélkül, hogy a nedves teljesítmény rovására ment volna. A BATTLAX család a Bridgestone országúti motorabroncsok prémium márkája. A márkavezetõ BATTLAX abroncsok a FIM (Fédération Internationale de Motocyclisme) MotoGP-ben, a legfelsõ osztályú motorverseny-sorozatban versenyeznek, mely-nek a Bridgestone a kizárólagos beszállítója.A Bridgestone a BATTLAX abroncsok széles választékát kínálja: a túraabroncsoktól a versenyabroncsokig, a kismotoroktól a legna-gyobb gépekig. A motorabroncsok széleskörû kínálatával, köztük a BATTLAX-sorozattal, a Bridgestone a jövõben is támogatja a ké-nyelmes és élvezetes motorozást.
A Bridgestone bevezeti a BATTLAX SPORT TOURING T30 motorabroncsot…és visszaadja a túrázás örömét

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 121
Csillogó padló akár tisztítószerek nélkül isSpeciális melamin alapú habanyag váltja ki a vegyszereket
A padlófelületek rendszeres tisztán tartásához és fényesítéséhez
rengeteg energia, valamint mosó- és súrolószer szükséges. Egy
korábbi innováció továbbfejlesztéseként a BASF egy olyan megoldást
kínál, amellyel a járófelületek takarítása és polírozása vegyszerek nélkül,
könnyedén, ugyanakkor környezetkímélô és energiatakarékos módon
végezhetô el.
A Basotect anyag enyhén súroló tulajdonságainak köszönhetôen úgy
viselkedik, mint egy fi nom radír. Csak vizet, vagy legfeljebb rendkívül
enyhe tisztítószert kell hozzáadni, hogy a padlókat vagy más kemény
felületeteket tökéletesen meg lehessen tisztítani vele. A vegyipari
innováció segítségével a vegyszerek szinte teljesen számûzhetôk a
padlóápolásból, és a kényes felületek tisztításából.
Melamingyanta tisztítószerek helyett
A Basotect az Egyesült Államokban élenjár a professzionális takarítás
költségeinek lefaragásában. A tengerentúlon szabványos ipari
tisztítógépekben használják a melamingyantából készült rugalmas
betéteket, amellyel kerámia és porcelán járólapok, PVC-, beton- és
terazzopadlók, továbbá epoxigyantával készült padlók is tisztíthatók.
A speciális habanyag használatával minimálisra csökkenthetô a
tisztítószerek alkalmazása, de a vegyipari újítás emellett még idôt
is spórol a takarítócégeknek. Mivel a tisztítás során sem vegyszer,
sem pedig a Basotect betétlemez nem teszi karcossá vagy fakóvá a
felületeket, kevesebb tisztítási fázisra van szükség. A melamingyanta
alapú habanyag kedvezô tulajdonságainak köszönhetôen a polírozás
fázisa feleslegessé vált.
Basotect és Öko-Tex
A vegyipari innováció az Öko-Tex Standard 100 szerint a legmagasabb
és ezáltal legbiztonságosabb „I” osztályba való besorolást nyerte el. A
Basotect használata és feldolgozása során tökéletesen ártalmatlannak
minôsül, nem ad le egészségre ártalmas anyagot, és ezáltal az ember
bôrén keresztül sem szívódik fel semmiféle káros anyag. A BASF
a melamingyanta habanyagot nagy táblákban gyártja, amelyeket a
felhasználási területeknek megfelelôen szabászok vágnak méretre. Az
anyag fajsúlya alacsony (<10 g/l), tisztítási tulajdonságai kiválóak, emellett
zajelnyelô képessége, tûzbiztonsága és hôállósága is kiemelkedô.
Társaságunk, a B&S Elastic Kft, egy 100%-os magyar tulajdonú családi vállalkozás. 1993-as megalakulásunk óta gyártunk megrendelőik igénye alapján:
● autóipari gumi alkatrészeket ● „O„ gyűrűket, karmantyúkat, lapos tömítéseket● gumirugó elemeket, gumibakokat, ütközőket, fémes gumitermékeket● extrudált tömítő profi lokat /habosított változatban is/● ipari klímaberendezéseket és záró szelepek tömítését● lámpatest tömítéseket
Ennek érdekében rendelkezünk ISO/TS 16949, ISO 9001 és ISO 14001 tanúsítvánnyal, és elkötelezettek vagyunk minőség- és környezetirányí-tási politikánk betartására.
A fejlesztéseknek köszönhetően folyamatosan korszerűsítjük meglevő gyártócsarnokainkat, munkaterületeinket azért, hogy egy modernebb környezetben helyezhessük el folyamatosan frissülő, automata-számí-tógépvezérlésű gépparkunkat, melyek között megtalálhatóak a 60 tonna és 500 tonna közötti teljesítményű, vertikális és horizontális gumi fröccs-öntő gépek is.
Elérhetőségeink:B&S Elastic Kft.H-6067 Tiszaalpár, Kátai u. 41 Pf.:1Telefon: +36 76 424-189Telefax: +36 76 421-563E-Mail: [email protected]: www.bselastic.hu
Kiemelkedõ minõségVevőink között több külföldi érdekeltségű megrendelő szerepel
Your bridge to …
… chemical specialties in Europe1095 Budapest, Soroksári út 48.
Tel.: +36 1 218 6802, Fax : +36 1 218 6807
E-mail : [email protected]
www.biesterfeld-specialis.hu
Cégünk az alábbi termékeket kínálja m anyag- és gumiipari felhasználók számára:
Antisztatikumok
Antioxidánsok, UV-stabilizátorok
Biocidok
Csúsztatók, formaleválasztók
Égésgátlók, füstképz dést csökkent adalékok
Epoxi gyanták, térhálósítók
Kapcsolóanyagok
Poliizobutilén
Rheológia adalékok
PUR katalizátorok, szilikon felületaktív anyagok
PVC stabilizátorok, feldolgozásjavító adalékok
Szilikon olajok és polimerek

122 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
GUMIIPARI KORMOK:N121, N134, N220, N234, N326, N330, N339, N375, N539, N550, N660, N772, N774, N990, N991,P803, P805, Omcarb S500, Omcarb S800, Omcarb C140
KEMIKÁLIÁK:TMQ, IPPD, 6PPD, DTPD, MMB, PVI, MBT, MBTS, CBS, MBS, DPG, DCBS, TMTD, ZDMC, ZDC,ZDBC, NDBC, DTDM, TBBS, ZMBT, ZnO 99,5%, kén,A kemikáliák szállítását biztosítani tudjuk granulátum, por, olajos por, valamint polimerrel kötött(SBR, EPDM…) formában.
TERMÉSZETES KAUCSUKOK:TSR 10, TSR 20 (Elefántcsontpart), SMR (Malajzia), SIR (Indonézia), SVR (Vietnám)
SZINTETIKUS KAUCSUKOK:SBR1500, SBR1502, SBR 1705, SBR 1712, SBR 1723, SDK2, SKD ND, SKI 3, SKI 3S, BK1675,NBR 3335, NBR 3345
GYANTÁK, SILICA, FORMALEVÁLASZTÓK, REGENERÁTOK
Csomagoló üzem:
4564 Nyírmada,
Gárdonyi G. u.
Tel.: +36 45 592 024
Fax: +36 45 592 025
Székhely:
4400 Nyíregyháza,
Toldi út 57.
Tel.: +36 42 504 378
Fax: +36 42 313-246
AZ ÖN MEGBÍZHATÓ SZÁLLÍTÓJAA következő termékekkel állunk partnereink rendelkezésére:
SZÍNES ÉS FEKETE GUMIKEVERÉKEK, MESTERKEVERÉKEK
www.zform.hu

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 123

124 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 125Columbian Tiszai Carbon (CTC) was established by Columbian Chemicals Com-pany (CCC) and Tiszai Vegyi Kombinát Plc (TVK) in 1992 by using up-to-date technology. Since 2011 June Aditya Birla Group has been the owner of Colum-bian Chemicals Company in 100 %. After purchasing Columbian the Birla Carbon became the largest manufacturer of carbon black worldwide. Birla Carbon oper-ates facilities in Egypt, Thailand, India, China, Korea, Brazil, Canada, Hungary, Italy, Spain, Germany, and the United States. Birla Carbon is a part of Aditya Birla Group. The Aditya Birla Group is ranked No. 4 in the list of global top companies for leaders and No.1 in Asia Pacifi c for 2011, in a study conducted by Aon Hewitt, Fortune Magazine and RBL. The Aditya Birla Group has US$ 35 billion revenue, facilities in 33 countries with more than 133,000 employees worldwide, based on the same values on the world.
COLUMBIAN TISZAI CARBON LTD. – BIRLA CARBONH-3581 Tiszaujvaros, TVK Industrial Site, POB 61Phone: +36 49 544 000Fax: +36 49 522 003E-mail: [email protected]: http://www.birlacarbon.com

126 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A nagyvállalatok, így a Continental is, mindig rendkívül függenek a beszállítóik teljesítményé-től. A vállalatoknak kötelezettségek sorát kell vállalniuk annak érdekében, hogy megtartsák vásárlóikat, részvényeseiket, alkalmazottaikat és számos más partnercsoportot. Ennek eléré-se érdekében folytonosan keresik az optimális megoldásokat és a legjobb szakértőket.A Continental AG-t valószínűleg a cég 1871. évi alapításakor meglévő első termékeiről, az abroncsokról ismerik legjobban, bár a vállalat mára már jelentős piaci részesedést mondhat magáénak az autóipari elektronikában is. A cég gumiipari üzletága, a Rubber Group, sokkal többet jelent, mint pusztán az abroncsokat, a ContiTech divízió piacvezető számos műsza-ki gumitermék piaci szegmensben, például a szállítószalagok, olajipari tömlők, légrugók stb. területén. A szerves növekedésének eredménye-ként a vállalatcsport 2012. évben 32,7 milliárd euro árbevételt könyvelhetett el és közel 170 ezer alkalmazottat foglalkoztat 46 országban, 270 telephelyen.A ContiTech divízió termékválasztéka rendkí-vül széles. A legnagyobb üzletágban - az ú.n. Fuid Technology-ban - történik a tömlők fej-lesztése, gyártása a legmodernebb technológiák alkalmazásával. A termékcsoport magába fog-lalja a kis átmérőjű autóipari tömlőktől a kí-méletlen körülmények között üzemelő hatalmas tengeri olajtömlőket egyaránt. A Conveyor Belt Group – a szállítószalagok üzletág – állítja elő a környezetvédelem szempontjából gazdaságo-san fenntartható anyagszállítási megoldásokat a
bányaipar és számos iparág számára, még speci-ális felhasználási területekre is.A divízió saját keverékgyártása döntő fontosságú a korszerű termékek előállításban és kulcsszerepet tölt be a további innovációk megvalósításában. A ContiTech kompetenciája kiemelkedő olyan spe-ciális termékek területén is, mint az autók belső terének borítófóliái, meghajtószíjak, vibráció kontroll, nyomdaipari nyomókendők, és légrugók.A Continental az autóipar és gumiipar globális partnereként erősen kötődik Magyarországhoz.Continental gyárak találhatók országszerte és gu-mitermékek sorát gyártják, több ezer alkalmazot-tat foglakoztatnak:
1. Szegeden gyártják a szállítószalgokat, olaj-ipari- és ipari tömlőket
2. Az egyetlen vállalatot alkotó makói és váci gyár gyártja a fűtő-, hűtő- és üzemanyag-tömlőket jó néhány kiemelkedő autómár-kához
Partnereit kiemelten fontosnak tartja a Continental a növekedésben
Continental considers suppliers not just companies who deliver them products and services, but in fact the Group expects its partners to contribute to the value creation processes. For this reason it is Continental’s goal to create close, trust-based, long-term relationships and fi nd mutually benefi cial “win-win” solutions.Supplier development programs are in place to support and encourage partners to fi nd new solutions, develop new products, reduce costs and improve performance.
Légrugókat és kompenzátorokat gyárt a nyíregyházi
ContiTech vállalat

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 127
3. Nyíregyháza a légrugó rendszerek regioná-lis központja és egy új keverékgyártó köz-pont
4. A szintén egyetlen vállalatot alkotó buda-pesti és veszprémi telephely az autóipari elektronikai és biztonsági rendszerek elő-állítója.
A szegedi gyár hosszú múltra tekint vissza a gu-migyártásban. 1966-ban azért létesült, hogy ki-szolgálja az éppen születőben lévő olajipart, s hamarosan az egyik legfontosabb munkáltató lett a régióban. A rendszerváltás idején a vállalat a né-met Phoenix csoport részévé vált, amelyet aztán 2004-ben a Continental felvásárolt.A vállalatnak jelentős szerep jut a cégcsoport nö-vekedési startégiájában és számos területen mutat fejlődést.A növekedési területek egyike a beszállítói bázis fejlesztése, különösen a megfelelő helyi partnerek felkutatása a jövőbeni elképzelések megvalósítá-sához és a fenntartható jövő biztosítására. Az eljárást beszállítói fejlesztésnek hívjuk és el-sősorban a beszerzési részleg menedzseli. Mátrix szervezet lévén, a Continental beszerzési struktú-rájának számos szintje létezik, kezdve a cégcso-port szintű beszerzéstől az üzleti egység szintűig, a regionálistól a helyi beszerzésig.Ez első hallásra meglehetősen összetettnek tűnhet, holott ennek a struktúrának éppen az a célja, hogy a döntést arra a szintre terelje, ahol az a legkom-petensebb módon hozható meg. A Continental úgy
tekint a beszállítóira, hogy azok nemcsak a termé-keket vagy szolgáltatásokat szállítják, hanem ré-szei az értékteremtő folyamatnak. Ebből kiindulva a Continental célja, hogy közeli, bizalomra épülő, hosszútávú kapcsolatot építsen ki és megtalálja a kölcsönös előnyökön alapuló “nyerő-nyerő” kap-csolatot.A beszállító-fejleszetői program létrehozásának célja volt, hogy támogatást nyújtson és bátorítsa a partnereket az új megoldások megtalálásában, új termékek kifejlesztésében, ösztönözze a költ-ségek csökkentését és javítsa a teljesítményt. A Continental hangsúlyt fektet rá, hogy érdemi visz-szajelzést adjon a minőségre és a beszállítói tel-jesítményre vonatkozóan, valamint támogatást adjon ott, ahol ez szükséges.A beszállitói monitor rendszer négy fő pilléren nyugszik és minden egyes pillért számos értékelé-si faktor jellemez:A Continentalnak jó néhány nyersanyagra van szüksége, kemikáliára, kaucsokokra, textíliákra, fém komponensekre, segédanyagokra és ugyan-csak igénybevesz szolgáltatásokat. Mindebből következik, hogy ha egy beszállító kompetens az adott területen, ajánlatát szívesen fogadja.A legegyszerűbb út a legközelebbi Continental vállalat felkeresése és a kapcsolat felvétele a be-szerzési osztállyal.Minden beszállítót az előzőekben bemutatott pil-
Európa legnagyobb textilbetétes hevedergyárából, a
szegedi ContiTech-től indul útjára a nagyméretű heveder-
szállítmány
A műszaki gumitömlők vezető gyártója a szegedi
ContiTech Rubber Industrial Kft.

128 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
lérek szerint értékelnek és meg kell ismerniük a vállalat szállítói magatartás szabályzatát. A dokumentum, amely hozzáférhető a Continental www.conti-online.com honlapján,részletesen összefoglalja az elvárásokat, az emberi jogokat fi gyelembe véve, követi a versenykorláto-zó magatartás és korrupcióellenes jogszabályokat, biztonságos munkahelyet vár el, a környezetvé-delmi előírások betartását és még jó néhány témát érint.
1. ábra A Continental beszállítói monitor rendszerének négy
pillére
A kis- és közepes vállalatok számára van egy má-sik út is a Continentallal történő együttműködésre: a kutatás-fejlesztés. Mivel a Continental mélyen elkötelezett a legmodernebb technológiák létre-hozásában a jövőre, mindig felmerülnek a cso-port részéről igények a költségek csökkentésére, minőségjavításra, hulladék újrahasznosításra, de mindenekelőtt új termékek és gyártástechnológiák létrehozására.A beszállítóknak két nagy lehetősége is van itt: együttműködhetnek a helyi Continental vállalattal valamely kihívást jelentő feladat megoldásában vagy részeivé válhatnak egy nemzetközi csapatnak az előbbiekben felsorolt célok magvalósításában.A szegedi üzemnek nagyok jók a tapsztalatai az efféle együttműködésben. Partnerei egyikével pédául közösen sikerült olyan anyagot kialakíta-ni, amely megvédi a a szállítószalagok felületét addig, amíg az eljut a felhasználóhoz. Ez fontos
lépés volt a gyártástechnológia javításában, a ter-mék minőségének javításában egyaránt, és a vevői megelégedettség javítását is eredményezte.Egy másik partnerünk újrahasznosított hulladék-gumit szállított üzemünk számára, ahol ennek az amúgy - a le nem bomló tulajdonsága miatt - ve-szélyes anyagnak tekintendő hulladéknak az új-rafeldolgozására került sor. Ennek a projektnek legnagyobb jelentősége a nyersanyagok megőrzé-sében, a veszélyes hulladék csökkentésében és a környezetvédelem fenntartahatóságában rejlik.Mint a két üzem egyikének felelős vezetője Dr. Regina Gensigora elmondta:” Jó néhány lehe-tőséget látok a velünk való együttműködésre és valóban keressük a helyi beszállítói hálózat bő-vítésének lehetőségét. Készen állunk arra, hogy támogassuk mindazokat, akik értelmes módon tá-mogatnak bennünket és a beszállítói lehetőségek fejlesztésének széles tárházát ajánljuk.”
A cikk Dr. Regina Gensigora-nak, a ContiTech Rubber
Industrial Kft. ügyvezető igazgatójának,
a Magyar Gumiipari Szövetség 2012. november 22-23-án
megtartott 3. Kerekasztal Konferenciáján elhangzott
előadásának rövidített változata.
A ContiTech vezető autóipari beszállító, a makói és váci
gyárában készülnek - fűtő-, hűtő- és üzemanyagtömlők

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 129
A Hankook Tire a világ hetedik legnagyobb és egyik legdinamikusabban fejlődő gumiabroncs-gyártójaként innovatív, kiváló minőségű radiál abroncsokat gyárt személygépkocsik, terepjárók, SUV-ok, könnyű tehergépkocsik, buszok és a motorsport számára (mind a pályás versenyeken, mind pedig a ralin résztvevő csapatoknak). A vál-lalat öt kutató-fejlesztő központjában (Korea, Né-metország, Egyesült Államok, Kína és Japán) test-reszabott és jövőbe mutató technológiákat fejleszt az adott piacok követelményeinek és igényeinek megfelelően. A világ vezető autógyártói, mint az Audi, Chevrolet, Chrysler, Ford, Hyundai, Kia, Opel, Skoda, Renault, Volkswagen és BMW első gyári felszerelésként is a Hankook Tire abroncsait választják. A koreai vállalat világszinten több mint 18 000 főt foglalkoztat, és több mint 180 országba szállítja termékeit.Magyarország egyik kulcsfontosságú befektető-jeként, és mint a globális gumipiac jelentős sze-replője, a Hankook Tire kiemelt fi gyelmet fordít termelőegységei, így a magyarországi gyár folya-matos bővítésére és korszerűsítésére. A 2011 ok-tóbere óta teljes kapacitáson működő rácalmási üzem jelenleg több mint 2300 főt foglalkoztat és naponta 34 ezer, évente pedig 12 millió darab ab-roncs gyártására képes. A 2012 októberében beje-lentett, Európai Unió által támogatott több mint 2,4 milliárd forint értékű újabb beruházással a Hankook tovább fejleszti magyarországi gyárát. Az Európai Regionális Fejlesztési Alap 558,5 mil-lió forintos társfi nanszírozásának segítségével egy újabb keverőgépet és hozzátartozó üzemcsarnokot telepít a Hankook, jelentősen javítva ezzel a vi-lág egyik legkorszerűbb abroncsgyárának számító magyarországi üzem hatékonyságát az abroncs-gyártás első lépését jelentő keverési (mixing) fo-
lyamat területén. A munkálatok 2012. október 15-én indultak és az előzetes tervek szerint 2013. első félévében fejeződnek be.Prémium gumiabroncsgyártóként a Hankook Tire nagymértékben elkötelezett a vállalati társadalmi felelősségvállalás (CSR) iránt. A cég 2012-ben két nagy volumenű és számos kisebb CSR akciót indított a „Hankook Értékteremtő Program” ke-retében, amelynek három pillére a környezet, az egészség és oktatás valamint a társadalmi ügyek. 2012. április és október között a vállalat az 5. Gye-rek ARC rajzverseny főtámogatójaként hívta fel a legfi atalabb generáció fi gyelmét a környezettuda-tosság és környezetvédelem fontosságára; nov-emberben pedig elindította Abroncsadományo-zási Programját, amely minden idők legnagyobb abroncsadománya volt Magyarországon. Ennek keretében a Hankook több mint 1300 téli gumi-
Hankook Tire – A prémium márka: folyamatos fejlôdés, felelôs vállalati
magatartás

130 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
abroncsot adományozott három szervezetnek, az Országos Mentőszolgálatnak, a BM Országos Ka-tasztrófavédelmi Főigazgatóságnak és a Magyar Vöröskeresztnek, több mint 20 millió forint érték-ben. A vállalat kisebb CSR akciói közé sorolandó többek között a Koreai Kulturális Központ, vala-mint számos helyi rendezvény támogatása, mint például a Dunaújvárosi Parázs-Varázs Fesztivál vagy a Rácalmási Tökfesztivál.A 2012-es év számos változást és újdonságot ho-zott a Hankook Tire számára a globális üzleti élet-ben. A vállalat első szerelői megállapodást kötött a Daimler Trucks North America-val a Freightliner Cascadia és a Coronado modellekre, a BMW-vel a 3-as szériára és a Skoda-val a Skoda Fabia 1.2 modellre. Az új abroncs-termékcímke rendszerre való felkészülésben a Hankook a weboldalán ta-lálható új „Címkekereső” funkcióval segítette a fogyasztókat a megfelelő gumiabroncs-választás-ban, miközben jelenlegi gumiabroncs-választéká-nak nagy része is már a legjobb minősítést kapta. Szeptemberben pedig a Hankook elindította az egyik legrangosabb futball-kupasorozat, az UEFA Európa Liga szponzorációját európai szinten.
Magyarországi tevékenységeinek elismeréseként a Hankook Tire 2012-ben is elnyerte a rangos “Busi-ness Superbrands” díjat, amely az üzleti szektor leg-jobbjait díjazza azon erőfeszítésükért, hogy felelős és megbízható befektetőként működnek hazánkban. Szintén a Hankook hazai befektetéseit elismerendő, a magyar kormány stratégiai együttműködési meg-állapodást kötött a Hankook Tire-rel 2012. novem-ber 27-én, amelynek célja a vállalat magyarországi jelenlétének erősítése, valamint kutatás-fejlesztési és szakképzési tevékenységének segítése. A korábbi tendenciát követve a 2012-es pénzügyi év is kiemelkedően sikeres volt a Hankook számára. A vállalat globális ért ékesítése elérte 7029,1 milliárd koreai won-t (4,9 milliárd euró), amely 8,3%-os éves növekedést jelent; üzemi eredménye pedig szintén erőteljes emelkedéssel 912,9milliárd koreai won-ra (645,6 millió euró) nőtt.A Hankook vezetése optimistán tekint 2013-ra is. Elsődleges céljai között szerepel, hogy világszerte növelje a Hankook prémium márkaként való elis-mertségét, további első szerelői megállapodásokat kössön vezető autógyártókkal, és folyamatosan fej-lessze a termékei minőségét. Fotók: Koszticsák Szilárd, MTI

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 131
2012-ben ünnepelte megalakulásának 60 éves év-fordulóját az MKE Gumiipari Szakosztálya. Ezen évforduló apropóján készítettem jelen áttekinté-semet: Mi történt az elmúlt 60 évben a gumiipar legjelentősebb szektorában, az abroncs iparban, mik voltak a forradalminak tekinthető változások, újdonságok.Ez az áttekintés nem tudományos indíttatású, nem szakmai céllal készült, hanem egy általános is-mertető arról, milyen irányba tartott, tart ma ez az iparág. Nem veszem sorba az elmúlt 60 év minden fontos fejlesztését, csak az általam legfontosabb-nak tartott eseményeket fogom bemutatni.
A gumiabroncs 60 évvel ezelőttElsőként nézzük meg, milyen volt 60 éve a kor-
szerű abroncs. - radiál szerkezetű (1948 óta volt radiál személy-
abroncs, 1952 óta teherabroncs)- 0,90-0,94-es profi larányú- tömlő nélküli- volt már nyári és téli abroncs - forgásirányos, szimmetrikus mintázatú- poliamid szilárdsághordozóval rendelkezett
Abroncsok az 50-es évek első feléből
1) A radiál szerkezet elterjedése60 éve már ismertek voltak a radiál abron-csok, de az igazi elterjedésükre csak ké-sőbb, a 60-as évektől kezdődően került sor. A különbség a korábbi diagonál szilárdsághordozó szerkezet és a radiál szerkezet között a szilárdság-
hordozó rétegek kord szálainak az irányában van. A radiál teherviselő szerkezet rétegei gyakorlati-lag 90°-os szögben húzódnak peremtől peremig, az egyes szilárdsághordozó rétegekben a szálak iránya egymással párhuzamos. A korábbi diagonál abroncsokban a szálak iránya 90°-tól kisebb volt és az egyes rétegek száliránya egymást keresztez-te.
Diagonál szerkezet Radiál szerkezet
A radiál abroncs konstrukcióra jellemző, hogy teljesen kettéválik benne az oldalfal és a fu-tózóna szerepe. A radiál abroncsok oldalfa-la könnyen hajlítható, lágyabb, jobb függőle-ges rugózást, kényelmesebb utazást biztosít. A radiál szerkezet következménye az is, hogy a talajjal érintkező felület a lehető legnagyobb. A kormányzás nagyon közvetlen (merev), az oldal-irányú eltérítő erők (pl. járdaszegély, oldalszél) hatása ellenére is jó az irányíthatóság. A kopás-állóság kiváló. Radiál szerkezetű abroncsok előnyei:Ø nagyobb terhelhetőségØ nagyobb sebességØ kisebb gördülési ellenállásØ jobb rugózásØ jobb iránytartás, menetstabilitás
összességében: hosszabb élettartamA „radializáció” főbb eseményei:Ø 1959: első radiál földmunkagép abroncs
A gumiabroncs elmúlt 60 éve

132 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Ø 70-es évek: elterjedés az USA-ban (személy abroncs)Ø 1981: első radiál repülőgép abroncsØ 1984: első radiál motorkerékpár abroncs
A profi larány csökkentéseA szövetváz szerkezete mellett az abroncsok egyik legfontosabb konstrukciós jellemzője a profi l alakja, amelyet a profi lmagasság (H), és a profi lszélesség (B) hányadosával, a profi larány-nyal írunk le. A profi larány csökkentésével jelentősen javítható az abroncsok számos üzemeltetési tulajdonsága.Mivel az abroncs terhelhetősége a bezárt levegő térfogatától és nyomásától függ, ezért alapsza-bály, hogy a profi lmagasság csökkentése esetén a terhelhetőség megtartása érdekében biztosítani kell a korábbi légtérfogatot. Ez a profi lszélesség növelésével érhető el.Az elmúlt 60 évben az abroncsok profi laránya je-lentősen csökkent, a csökkenés sebessége egyre gyorsabb lett. A kérdés az, hogy a csökkentésnek hol a határa?
Az abroncsok profi larányának csökkenése
Az alacsony profi lú abroncsok előnyei (minél kisebb a profi larány, annál kedvezőbbek a tulaj-donságok):Ø nagyobb érintkezési felület a talajjal (tapa-
dás javulása)Ø kisebb gördülési ellenállásØ jobb erőátadás a pánt és az út között (vonó-
erő)Ø nagyobb sebességØ javuló közlekedés biztonság
Alacsony profi lú abroncsok
A zöld abroncsok térhódításaUtazás során a gördülési ellenállás legyőzésére a gépkocsi üzemanyag-fogyasztásának mintegy 20%-a, azaz körülbelül minden ötödik tank benzin fordí-tódik. Így igaz, a gumiabroncs felelős a gépkocsik üzemanyag-fogyasztásának a 20%-áért. Adódik a kérdés, hogy mi okozza a gördülési ellenál-lást, és hogyan lehetne azt csökkenteni?Az abroncsnak a talajjal érintkező felülete és annak környezete a gumiabroncs minden fordulatánál de-formálódik, változtatja alakját. Az alakváltozás miatt a gumi felmelegszik, és az abroncsból hő formájában energia távozik (hiszterézis). Ez a jelenség okozza a gumiabroncs „gördülési ellenállásának” kb. 90%-át.A gumiabroncsok „zöld” teljesítményének javítá-sa első helyen szerepel a vezető gyártók fejlesztési programjaiban. Hogyan csökkenthető jelentősen a gördülési ellenállás? 1992-ben a Michelin ebben nagy lépést tett előre az-zal, hogy egy új szilícium-dioxid típust, és egy bi-zonyos fajta műkaucsukot kevert össze egy speciális tapadásfokozóval és egy speciális technológia alkal-mazásával. Az így kapott keverékeket felhasználva olyan abroncsot sikerült kifejleszteni, amelynek

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 133
Ø kicsi a gördülési ellenállásaØ jó a tapadása hideg útfelületen Ø jó a kopásállósága (korom tartalmú futóéval
megegyező) Mit jelent a vevőnek a gyakorlatban a zöld ab-roncs?Ø kevesebb energia (üzemanyag) felhasználás
(2 – 7,5 %-os csökkenés)Ø kevesebb káros anyag kibocsátás, tisztább le-
vegő, megkímélt környezetØ alacsony zajszintØ nagyobb közlekedési biztonság (jobb úttartás,
vizes úton rövidebb fékút)Ø jobb futásteljesítmény, hosszabb abroncs élet-
tartamMa a vezető abroncsgyártók a zöld abroncsok újabb és újabb generációjával jelennek meg a pia-con. A cél az, hogy minden egyes újabb fejlesztés-sel tovább csökkenjen az üzemanyag-fogyasztás és a CO2-kibocsátás.
A mintázat fejlődéseA mintázat kialakításának szintén kiemelkedő sze-repe van az abroncs teljesítményében. Amikor a gyártók a mintázatot tervezik a következő szem-pontok alapján keresik az abroncs elérhető maxi-mális teljesítményét:Ø megfelelő tapadás, minimális fékút elérése
(talajjal való érintkezés, vízelvezetés szem-pontjai)Ø kormányozhatóság optimalizálása (stabil út-
tartás egyenesben és kanyarodáskor)Ø utazási komfort, kényelem biztosítása (rez-
géscsillapítás)Ø maximális abroncs élettartam (minimális gör-
dülési ellenállás) A mintázat fejlesztésében 1965-ben történt egy mérföldkőnek nevezhető, kiemelkedő újítás: az aszimmetrikus mintázat megjelenése a korábban alkalmazott szimmetrikus (kötetlen forgásirányú vagy forgásirányos) mintázatok helyett. Az aszim-metrikus mintázatok (aszimmetrikus mikro mintá-zatok, lamellák) nyújtotta előnyök:Ø jobb tapadás vizes és jeges úton
Ø jobb kormányozhatóság, kanyarstabilitásØ lassúbb kopásØ rezonancia és zajcsökkentés
Az első aszimmetrikus mintázatú abroncs a Michelin XAS
és mai korszerű aszimmetrikus mintázatok
A mintázat fejlesztésének kiemelt jelentősége van a biztonság, a balesetmentes közlekedés szem-pontjából, különösen a téli abroncsok esetében. A korszerű téli abroncsok a kifi nomult mintázatnak (lamellák) köszönhetően nagyon jól tapadnak ha-vas és jeges úton is. Ezt a biztonsági előnyt a világ majd minden országában felismerték és tudatosan kihasználják (megjegyzendő, hogy Magyarország egyike azon nagyon kis számú európai országnak, ahol még nem tették kötelezővé a téli abroncsok használatát…).
Téli abroncs mintázatok
Defektmentes abroncsok megjelenéseA legnagyobb abroncsgyártók éveken keresztül arra koncentrálták kutatási erőforrásaikat, hogy olyan abroncsokat fejlesszenek, amelyek a lehető legjobb teljesítménymutatók (komfort, úttapadás, élettartam) mellett a maximális biztonságot képe-sek garantálni defekt esetében is. Ennek eredmé-nyeként 1996-ban a Michelin megjelent a piacon az első „defektmentes” abronccsal (PAX).A defektmentes abroncsok biztosította előnyök:

134 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
Ø A jármű hirtelen nyomásvesztés esetén is jól kormányozató marad.Ø Defekt esetén nem kell megállni és abroncsot
cserélni. A gépkocsi képes még 100-200 km-t megtenni 80-90 km/óra sebességgelØ A defektmentes abroncsok konstrukciós alap-
elvei:Ø alacsony oldalfal magasságØ az abroncsot belülről egy erős anyagból készü-
lő váz támasztja meg (megerősített oldalfal)Ø a megerősített oldalfal képes megtartani a
gépjármű súlyát a légnyomás teljes elvesztése esetén is, anélkül, hogy az abroncs leugrana a pántról
A defektmentes abroncsok konstrukciós alapelvei
Az első defektmentes abroncs megjelenése óta a kü-lönböző gyártók újabb és újabb megoldásokkal jelent-keztek. Ezek közös vonása, hogy a defekttűrő gumik-hoz kötelező felszerelni nyomásellenőrző elektroni-kát is, mivel a megerősített oldalfalak nem bírják el hosszú ideig a megnövekedett terhelést, mindenképp riasztani kell a vezetőt, hogy baj van. A jövő talán a defekttűrő abroncsoké. Számos pré-mium kategóriájú autót szerelnek ma fel ilyen ab-roncsokkal.
A
Michelin legelső (PAX) és legutóbbi (ZP, „Zero Pressure”)
defektmentes abroncsa
Az alapanyagok fejlődéseA tárgyalt időszakban az alapanyagok fejlesztése is jelentősen hozzájárult az abroncsok fejlődésé-hez. Gyakorlatilag nincs az abroncsnak egyetlen komponense sem, amely esetében ne vezettek volna be valamilyen újítást. Most csak azokat a változásokat mutatom be vázlatosan, amelyek az abroncsok teljesítményében jelentős javulást idéz-tek elő.Az általam „ történelminek” tartott események a gumiipari alapanyagok felhasználásában:
1962: Poliészter alkalmazás kezdeteA poliészter jelentősége a korábban alkalmazott textil szilárdsághordozókkal szemben a méretsta-bilitásában rejlik (különösen a nagy moduluszú, kis hőzsugorodású típusai esetében). Méretstabi-litásuk következtében az abroncsok geometriá-ja kevésbé változik felhasználásuk során, amely hosszabb élettartamot, biztonságosabb úttartást és kényelmesebb utazást biztosít.70-es évek: Acélövek elterjedéseAz 1970-es években az acél szövetek vették át a vezető helyet az autógumik öv zónájában, stabil alapot képezve bennük, csökkentve a kopást, nö-velve a tapadást, valamint jobban védve a gumi-abroncsot a külső mechanikai behatások (lyukak, kátyúk) okozta sérülésektől.1972: Az aramid megjelenése1972-ben a Dupont feltalált egy Kevlár elne-vezésű aromás poliamid szálat (általános elne-vezése: aramid), mely jóval erősebb az acél-nál és a méretstabilitása is jó. Magas ára miatt kizárólag különleges személygépkocsik gu-miabroncsaihoz használják. Az aramid alkal-mazása jelentősen csökkenti az abroncs tö-megét anélkül, hogy rontaná a teljesítményét.
1992: Szilícium-dioxid, mint töltőanyag haszná-lata a futóban (zöld abroncs)A szilícium-dioxid töltő/erősítő anyagként történő alkalmazásának műszaki jelentőségét a „4. Zöld abroncsok térhódítása” pontban mutattam be.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 135
A tervezés „forradalmai”Az abroncsok tervezésének területén 3 olyan új esz-köz alkalmazását említem meg, amelyek jelentősen felgyorsították a tervezés, az új termékek bevezeté-sének a sebességét valamint javították a fejlesztések megbízhatóságát.A kutatók hosszú ideig csak annak alapján tudták fej-leszteni az abroncsot, amit elődeiktől tanultak. Bár éveken keresztül sikeresen növelték a biztonságot és az élettartamot, a haladás lassú volt, költséges, ren-geteg kísérletezést igényelt és az eredmény nem volt 100%-ig megbízható. Gyakorlatilag elképzelhetetlen volt, hogy egy termék mindjárt elsőre sikerüljön.A végeselemes módszer alkalmazása à összetett szerkezetek és alakzatok viselkedésének kiszá-mításaA XX. század második felében a mechanikával foglalkozó fi zikusok kifejlesztettek egy elméletet, amellyel ki lehet számítani összetett szerkezetek és alakzatok viselkedését. Ez a végeselemes mód-szer. Ez azon alapul, hogy a vizsgált szerkezetet virtuálisan nagyon kicsi elemekre osztják fel (mint a falat téglákra). Ezután az elemekre és a köztük levő kölcsönhatásokra alkalmazzák a mechanika törvényeit. Így kellő bizonyossággal meg lehet jó-solni, hogy egy szerkezet hogyan fog működni a tervezett üzemeltetési körülmények között, ezért mindjárt a legjobb változatot lehet kiválasztani gyártásra.CAD tervező rendszerek fejlesztése - rajzoló rendszerek, 3D (térbeli) parametrikus felület- és szilárdtest modellező rendszerek alkalmazá-saA végeselemes módszer alkalmazása során rend-kívül nagy számítógépes kapacitásra van szük-ség ahhoz, hogy megkapjuk az eredményt. A módszer bevezetésekor még a leggyorsabb szá-mítógépek is napokon keresztül számolták az ab-roncs deformációit. A kilencvenes években indult meg igazán a számítógéppel támogatott tervezési (CAD: Computer Aided Design) módszerek fej-lesztése. Ezek a gyors rendszerek tették lehetővé, hagy ma már egy órára sincsen szükség a legbo-nyolultabb feladatok megoldásához sem.
Alkalmazásukkal a tervező előre megtudhatja dön-tésének eredményét, megismerheti, hogy az általa tervezett terméknek (az adott konstrukcióval, kiala-kítással, anyaggal stb.) milyenek lesznek a tulajdon-ságai. A számításokat rengeteg változatra lefuttatják, és ennek eredményeképpen megkapják azt a prototí-pust, amely a legjobban kielégíti a számítások előtt megadott követelményeket. Számítógéppel támogatott abroncs/anyagvizsgá-lat és eredményértékelésA következő fontos lépés a prototípus legyártása után arról megbizonyosodni, hogy a gyártott abroncs a valóságban is képes azokra a teljesítményekre, ame-lyekre tervezték.Számtalan abroncs és anyagvizsgálat számítógéppel támogatott elvégzését és eredmény kiértékelését ol-dották meg a CAD rendszerek fejlesztésével párhu-zamosan.Ezek segítségével mindenre kiterjedően a legapróbb részletességgel és gyorsan vizsgálható az abroncsok viselkedése próbapadon és valós üzemelési körülmé-nyek között.A fent említett számítógépes rendszerek fejlesz-tése folyamatos. Ma egy új, az elődjénél jobb tulajdonságú termék harmad- vagy negyedany-nyi idő alatt fejleszthető ki, mint 1980-ban.
A legújabb áttörés: a gumiabroncs címke A legutóbbi jelentős újdonság egy kissé kuriózum, eltér az eddigiektől, mivel nem az abroncs minősé-gének a javítását eredményezi, hanem a vevőt segíti az abroncs vásárlásakor a termék kiválasztásában. 2012 novemberétől az európai uniós szabályozás szerint minden, az EU-ban értékesített új abron-cson kötelező a gumiabroncsokat besoroló címke elhelyezése. Az európai abroncscímke hasonlít a háztartási gé-pek energiahatékonyságának jelölésére használt címkékhez. Az autógumik címkéjén az „A” (zöld színnel jelölt) besorolás jelzi az adott kategóriában a legjobb, míg a „G” (piros színnel jelölt) a leg-rosszabb teljesítményt. Milyen információkat tartalmaz az abroncsok címkéje

136 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
1. Az abroncs gördülési ellenállása (üzem-
anyag fogyasztási besorolása)
A gördülési ellenállás leküzdése a gépkocsik üzemanyag-fogyasztásának kb. 20%-át teszi ki. Tehát minél nagyobb a gördülési ellenállás, an-nál több üzemanyag szükséges a megfelelő vo-nóerő biztosításához. Ebből jól látható, hogy az alacsony gördülési ellenállással rendelkező ab-roncsok elősegítik az üzemanyag megtakarítást. Az abroncscímke jelölése szerint az „A” osztályba tartozó, alacsony gördülési ellenállással rendelkező autógumik, akár 7,5%-kal is csökkenthetik a gépjár-mű üzemanyag-fogyasztását a „G” osztályba sorol-takhoz képest.
2. Az abroncs tapadása nedves útburko-
laton (fékút)
A fékút az a távolság, amelyet egy adott sebesség-gel haladó gépkocsi a fékezés pillanatától számítva a teljes megállásig megtesz. A fékút hosszát a se-bességen kívül az abroncs és az útfelület állapota is befolyásolja. A kiváló nedves tapadással rendel-kező abroncsok féktávolsága nedves utakon rövi-debb. A gumiabroncs címkén a fékút nagyságára utaló besorolást „A”-tól „G”-ig adják meg. Az „A” minősítés a legrövidebb, míg a „G” a leghosszabb fékutat jelenti. Az egyes kategóriák közötti eltéré-sek 3 métertől 6 méterig terjednek a gépjármű 80
km/h-ról történő lefékezése esetén. Így az „A” és a „G” kategóriába sorolt abroncsok fékútja közötti el-térés nedves útfelületen több mint 20 méter is lehet.
3. Az abroncs gördü-
lése által keltett zaj
(zajkibocsátás)
A közúti forgalom zajának (ami nem csak zavaró, de egészségkárosító hatású is) egyik forrása a gumik gördülése által keltett saját zaja, melyet decibelben (dB) mérnek. Minél több fekete ívet találunk a cím-kén, annál zajosabb az adott abroncs. Az ívek száma az autógumi különböző zajkibocsátási csoportba tör-ténő besorolását mutatja. Jelenleg 3 besorolási osz-tály létezik: - 1 fekete ív jelöli azokat az abroncsokat, amelyek külső zajkibocsátása alacsonyabb, mint a 2012-2016 között bevezetésre kerülő európai határ-értékek - 2 fekete ív látható azokon a gumiabroncso-kon, amelyek zajkibocsátása megfelel a jövőbeni európai korlátozásnak - 3 fekete ív található azokon a gumikon, amelyek külső zajkibocsátása 3 decibel-lel meghaladja a jövőbeni határértéket, de megfelel a jelenlegi európai szabályozásnak.
Az igen alacsony zajkibocsátású abroncsok
címkéjén a fenti jelölések mellett „Low
Noise” jelzés is megtalálható.
ZárszóA kitolódó sebességhatárok, a járművek egyre na-gyobb száma, az egyre-másra megjelenő új autómo-dellek, a törvényi változások, a biztonság előtérbe kerülése, valamint az egyre inkább igényes és kép-zett autóstársadalom óriási kihívások elé állítják az abroncsgyártókat. A fejlődés tehát nem áll meg, sőt! Ki tudja milyen kerekeken (?) gördül majd unoká-ink automobilja…?A cikk illusztrációjához az interneten elérhető ábrákat, fotó-
kat használtuk.
Borbás IstvánMichelin Hungária Abroncsgyártó Kft
Nyíregyháza

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 137
BESZERZÉSI FORRÁSTÁBLÁZATOK
MŰANYAG FÉLKÉSZ- ÉS KÉSZGYÁRTMÁNYOK
MŰANYAGIPARI GÉPEK
MŰANYAG ALAP- ÉS SEGÉDANYAGOK
MŰANYAGIPARHOZ TARTOZÓ SZELLEMI TERMÉKEK
GUMIABRONCS GYÁRTÁS, FORGALMAZÁS
MŰSZAKI GUMIÁRUK
GUMIIPARI FÉLKÉSZTERMÉKEK
GUMIIPARI ALAP- ÉS SEGÉDANYAGOK GYÁRTÁSA, FORGALMAZÁSA
GUMIIPARI GÉPEK FORGALMAZÁSA
SZERSZÁMGYÁRTÁS
GUMIHULLADÉK ÚJRAHASZNOSÍTÁS
MÉRNÖKI SZOLGÁLTATÁS, TANÁCSADÁS

138 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
M ŰA N Y A G I P A R I T E R M É K L I S T A
1. MŰANYAG ALAP- ÉS SEGÉDANYAGOK
1.1. Műanyag alapanyagok
1.1.1. Standard műanyagok1.1.1.1. Polietilén1.1.1.2. Polipropilén1.1.1.3. Polisztirol1.1.1.4. PVC1.1.1.5. PET
1.1.2. Műszaki műanyagok
1.1.2.1. ABS, SAN1.1.2.2. PC1.1.2.3. Poliamidok1.1.2.4. PBT1.1.2.5. POM1.1.2.6. PMMA1.1.2.7. Egyéb 1.1.2.8. Nagyhőállóságú műszaki műanyagok1.1.2.9. Fluortartalmú polimerek
1.1.3. Poliuretánok
1.1.3.1. MDI és származékai1.1.3.2. TDI1.1.3.3. Poliolok
1.1.4. Egyéb polimerek
1.1.4.1. Ragasztó és festékipari alapanyagok1.1.4.2. Termoplasztikus elasztomerek1.1.4.3. Egyéb műanyagok1.1.4.4. Szilikon elasztomerek
1.1.5. Regranulátumok
1.2. Adalékok
1.2.1. Módosító anyagok
1.2.1.1. Lágyítók1.2.1.2. Töltőanyagok üveg, talkum stb.1.2.1.3. Habosítók1.2.1.4. Stabilizátorok1.2.1.5. Mesterkeverékek, színező anyagok1.2.1.6. Csúsztatók1.2.1.7. Erősítő anyagok1.2.1.8. Égésgátlók
1.2.1.9. Antisztatikumok1.2.1.10. Egyéb módosító anyagok
1.2.2. Feldolgozás segédanyagai
1.2.2.1. Csiga- és hengertisztító anyagok1.2.2.2. Formaleválasztók1.2.2.3. Egyéb kellékek1.2.2.4. Ragasztók és ragasztástechnikai kellékek
2.4. Egyéb berendezések a gumi- és műanyag- feldolgozáshoz
2.4.1. Szárítók2.4.2. Adagoló, szállító és feltöltő berendezések2.4.3. Őrlő, daráló és aprító gépek2.4.4. Stancoló gépek2.4.5. Szerszámtemperálók2.4.6. Vízhűtők és vízkezelő rendszerek2.4.7. Ionizáló berendezések2.4.8. Színnyomó gépek2.4.9. Manipulátorok, robotok2.4.10. Vulkanizáló berendezések2.4.11. Mosó és válogató rendszer újrahasznosításhoz2.4.12. Gyártóberendezések automatikája2.4.13. Kondicionáló fürdők PA alkatrészekhez
2. GÉPEK ÉS BERENDEZÉSEK MŰANYAG- FELDOLGOZÁSHOZ
2.1. Feldolgozógépek
2.1.1. Fröccsöntő gépek
2.1.1.1. Fröccsöntő gépek hőre lágyuló műanyagokhoz2.1.1.2. Fröccsöntő gépek hőre keményedő műanyagokhoz2.1.1.3. Speciális fröccsöntő gépek2.1.1.4. Fröccsöntő gépek részegységei2.1.1.5. Palást- és lapfűtőtestek2.1.1.6. Fűtőpatronok
2.1.2. Extruderek
2.1.2.1. Granuláló extruderek2.1.2.2. Cső- és profi lgyártó extruderek2.1.2.3. Fólia- és lemezgyártó extruderek2.1.2.4. Fúvó gépek2.1.2.5. Huzal- és kábelbevonó extruderek2.1.2.6. Egyéb extruderek

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 139
2.1.3. Sajtológépek
2.1.3.1. Sajtológépek hőre keményedő műanyagokhoz2.1.3.2. Sajtológépek gumitermékek gyártásához
2.1.4. Hőformázó gépek
2.1.5. Hegesztő gépek
2.1.6. Egyéb műanyag-feldolgozó gépek
2.1.6.1. Kalanderek2.1.6.2. Rotációs öntőgépek2.1.6.3. PUR habgyártó gépek2.1.6.4. Egyéb
2.2. Szerszámok
2.2.1. Fröccsszerszámok2.2.2. Szerszámok extruderekhez2.2.3. Egyéb szerszámok2.2.4. Szabványos szerszámelemek2.2.5. Melegcsatorna rendszerek
2.3. Kiegészítő berendezések műanyag-feldolgozó gépekhez
2.3.1. Felcsévélők2.3.2. Szűrő váltók2.3.3. Darabolók, tekercselők2.3.4. Cső- és kábeljelölők, feliratozók2.3.5. Egyéb kiegészítő berendezések2.3.6. Gépalkatrészek
3. MŰANYAG FÉLKÉSZ- ÉS KÉSZTERMÉKEK
3.1. Fólia és lemez
3.1.1. Fólia <0,2 mm vastag3.1.2. Fólia 0,2-1,0 mm vastag3.1.3. Lemez és rétegelt lemez3.1.4. Zsugor és stretch fóliák3.1.5. Egyéb fólia és lemez
3.2. Műanyag szál és profi l
3.2.1. Kötöző zsineg és pántoló szalag3.2.2. Kefeipari szálak
3.2.3. Ablakprofi l3.2.4. Egyéb extrudált profi l
3.3. Alkatrészek
3.3.1. Autó- és járműipari alkatrész3.3.2. Háztartási gép alkatrész3.3.3. Elektronikai és távközlési eszközök alkatrészei3.3.4. Bútor- és építőipari műanyag alkatrészek3.3.5. Ruha- és cipőipari műanyag alkatrészek
3.4. Csövek
3.4.1. Lefolyó csövek3.4.2. Csatornacsövek3.4.3. Hideg-meleg vizes rendszerek3.4.4. Gázcsövek3.4.5. Védőcsövek3.4.6. Egyéb csövek3.4.7. Csőszerelvények
3.5. Csomagolóanyagok
3.5.1. Ládák, rekeszek, raklapok3.5.2. Flakonok <2 l3.5.3. Kannák és hordók3.5.4. Tartályok3.5.5. Kupakok3.5.6. Zsákok, zacskók, tálcák, dobozok3.5.7. Tubus, fi ola, tégely3.5.8. Habformatest csomagolásra3.5.9. Egyéb csomagolóanyagok
3.6. Műanyag késztermékek
3.6.1. Padlóburkolatok3.6.2. Háztartási eszközök3.6.3. Orvos-egészségügyi, kórházi segédeszközök3.6.4. Kerti bútor3.6.5. Játék3.6.6. Fürdőszoba felszerelés és tartozékok3.6.7. Ajtó és ablak3.6.8. Autótartozékok3.6.9. Egyéb műanyag késztermékek
4. Minőségellenőrző és laboratóriumi eszközök
5. Műanyagiparhoz tartozó szellemi termékek
5.1. Mérnöki szolgáltatás5.2. Szabadalmi ügyintézés

140 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
LIST OF PLASTIC INDUSTRY PRODUCTS
1. PLASTIC BASE MATERIALS AND AUXILIARY PRODUCTS
1.1. Plastic base materials
1.1.1 Standard plastics1.1.1.1 Polyethylene1.1.1.2 Polypropylene 1.1.1.3 Polystyrene 1.1.1.4 PVC1.1.1.5 PET
1.1.2 Technical plastics
1.1.2.1 ABS, SAN1.1.2.2 PC1.1.2.3 Polyamides1.1.2.4 PBT1.1.2.5 POM1.1.2.6 PMMA1.1.2.7 Other1.1.2.8. Technical plastics of high heat distortion point1.1.2.9. Polymers containing fl uorine
1.1.3 Polyurethanes
1.1.3.1 MDI and its derivatives1.1.3.2 TDI1.1.3.3 Polyols
1.1.4 Other polymers
1.1.4.1 Adhesive and paint base materials1.1.4.2 Thermoplastic elastomers1.1.4.3 Other plastics1.1.4.4 Silicone elastomers
1.1.5 Regranulates
1.2. Additives
1.2.1 Modifying agents
1.2.1.1 Plasticators 1.2.1.2 Filling materials glass, talc, etc.1.2.1.3 Foaming agents1.2.1.4 Stabilizers1.2.1.5 Master mixtures, colouring agents1.2.1.6 Mould lubricants
1.2.1.7 Strengthening materials1.2.1.8 Fire-retardant materials1.2.1.9 Antistatic material1.2.1.10 Other modifying agents
1.2.2 Auxiliary products of processing
1.2.2.1 Screw and shaft cleaning agents1.2.2.2 Mould separators1.2.2.3 Other auxiliaries1.2.2.4 Adhesives and gluing technology auxiliaries
2.4 Other equipment for rubber and plastic processing
2.4.1 Dryers 2.4.2 Feeding, conveying and fi lling equipment2.4.3 Grinders, crushers and chippers 2.4.4 Cutters2.4.5 Mould tempering units2.4.6 Water coolers and water treatment systems2.4.7 Ionizing equipment2.4.8 Colour printing machines 2.4.9 Manipulators, robots2.4.10 Vulcanizers 2.4.11 Washing and picking system for recycling2.4.12 Production equipment automatics2.4.13 Conditioning baths for PA parts
2. MACHINES AND EQUIPMENT FOR PLASTIC PROCESSING
2.1 Processing machines
2.1.1 Injection machines
2.1.1.1 Injection machines for thermoplasts2.1.1.2 Injection machines for duromers 2.1.1.3 Special injection machines 2.1.1.4 Injection machine assemblies 2.1.1.5 Sheath and plate heaters 2.1.1.6 Heating cartridges
2.1.2 Extruders
2.1.2.1 Granulating extruders2.1.2.2 Tube and profi le manufacturing extruders2.1.1.3 Foil and sheet manufacturing extruders2.1.2.4 Extrusion-blow moulding machines 2.1.2.5 Wire and cable coating machines2.1.2.6 Other extruders

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 141
2.1.3 compression presses
2.1.3.1 Compression presses for duromers2.1.3.2 Compression presses for manufacturing rubber products
2.1.4 Thermoforming machines
2.1.5 Welding machines
2.1.6 Other plastic processing machines
2.1.6.1 Calenders2.1.6.2 Rotary moulding machine2.1.6.3 PUR foam manufacturing machines2.1.6.4 Other
2.2 Moulds
2.2.1 Injection moulds2.2.2 Moulds for extruders2.2.3 Other moulds2.2.4 Standard mould elements2.2.5 Hot runner systems
2.3 Additional devices for plastic processing machines
2.3.1 Winding-up devices2.3.2 Diplexers2.3.3 Cutting-off machines 2.3.4 Tube and cable marking-machines, labelling machines2.3.5 Other auxiliary devices2.3.6 Machine parts
3. PLASTIC SEMI-FINISHED AND FINISHED PRODUCTS
3.1 Foil and sheet
3.1.1 Foil <0.2 mm thick3.1.2 Foil 0.2-1.0 mm thick3.1.3 Sheet and laminated plate 3.1.4 Stretch foils3.1.5 Other foil and plate
3.2 Plastic fi bre and profi le
3.2.1 Binder twine and strap3.2.2 Brush industry fi bres3.2.3 Window profi le3.2.4 Other extruded profi le
3.3 Car parts
3.3.1 Car and vehicle industry parts3.3.2 Household device parts3.3.3. Electronic and telecommunication devices parts3.3.4 Furniture and building industry plastic parts3.3.5 Clothing and shoe industry plastic parts
3.4 Pipes
3.4.1 Discharge pipes3.4.2 Sewer pipes3.4.3 Cold-hot water systems3.4.4 Gas pipes3.4.5 Protective pipes3.4.6 Other pipes3.4.7 Pipe fi ttings
3.5 Packaging materials
3.5.1 Carrying cases, boxes, pallets3.5.2 Bottles <2l3.5.3 Cans and drums3.5.4 Containers3.5.5 Caps3.5.6 Bags, sacks, trays, carriers3.5.7 Tube, ampoule, gallipot3.5.8 Formed foam body for packaging3.5.9 Other packaging materials
3.6 Plastic fi nished products
3.6.1 Floor covering materials3.6.2 Household devices3.6.3 Medical, health, hospital auxiliaries3.6.4 Garden furniture3.6.5 Toy3.6.6 Bathroom furniture and auxiliaries3.6.7 Door and window3.6.8 Car accessories3.6.9 Other plastic fi nished products
4. Quality controlling and laboratory devices
5. Intellectual products concerning the plastic industry
5.1. Engineering service5.2. Patent administration

142 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
1. MŰANYAG ALAP- ÉS SEGÉDANYAGOK
2. GÉPEK ÉS BERENDEZÉSEK MŰANYAGFELDOLGOZÁSHOZ
1.1.
1.
Műa
nyag
al
apan
yago
k
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
1.1. Műanyag alapanyagok 1.2. Adalékok 2.1. Feldolgozógépek
1.1.
2.
Műs
zaki
műa
nyag
ok
1.1.
3.
Pol
iure
táno
k
1.1.
4.
Egy
éb p
olim
erek
1.1.
5.
Reg
ranu
látu
mok
1.2.
1.
Mód
osít
ó an
yago
k
1.2.
2.
Fel
dolg
ozás
se
géda
nyag
ai
2.1.
1.
Frö
ccsö
ntőg
épek
2.1.
2.
Ext
rude
rek
2.1.
3.
Sajt
ológ
épek
2.1.
4.
Hőf
orm
ázó
gépe
k
2.1.
5.
Heg
esztő
gépe
k
2.1.
6.
Egy
éb műa
nyag
-
feld
olgo
zó g
épek
A t
evék
enys
ég j
elle
ge
DUNASTYR Zrt.1023 Budapest, Árpád fejedelem u. 26–28.Tel.: 345-7167 Fax: 335-3561
1.1.1.3.GyF
BASF Poliuretán Hungária Kft.2083 Solymár, Terstyánszky út 89.Tel.: (26) 560-580 Fax: (26) 560-590
GyF
1.1.3.1.1.1.3.2.1.1.3.3.
2.1.6.3.
ARBURG HUNGÁRIA Kft.1097 Budapest, Illatos út 38.Tel.: 399-8010 Fax: 370-5262
2.1.1.1.�
2.1.1.4.GyF
Dr. Falussy Mérnöki Iroda7400 Kaposvár, Ibolya u. 14.Tel.: 30- 201-38-35 Fax: 82-425-182
GyF
BorsodChem Zrt.3700 Kazincbarcika, Bolyai tér 1.Tel.: 48-511-211 Fax: 48-511-511
Gy 1.1.3.1.1.1.3.2.
1.1.1.4.
BERGVILLMED KFT.4032 Debrecen, Borbíró tér 3. I/3.Tel.: +36 52 503 390, +36 30 625 5172 Fax: +36 52 503 391
GyF 2.1.5.2.1.1.5.
2.1.1.6.
1.1.1.1.1.1.1.2.1.1.1.5.
1.1.2.2.�
1.1.2.6.1.1.3.3.
1.1.4.1.�
1.1.4.3.
Brenntag Hungária Kft.1225 Budapest, Bányalég u. 45.Tel.:+36 30 242 8711 Fax: +36 1 889 5111
1.2.1.1.1.2.1.2.1.2.1.5.�
1.2.1.10.
1.2.2.2.F
Büchler GesmbHA-3433 Königstetten Wipfi nger Strasse 23 www.buechler.atTel.: +43 2273 2177-0Fax: +43 2273 2177-22
F2.1.1.1.�
2.1.1.6.
Amis Maschinen Vertrieb GmbHIm Rohrbusch 15, 74939 Zuzenhausen Tel.: +49 6226 7890 130 Fax: +49 6226 7890 222
GyFTKiKa
Biesterfeld Speciális Kemikáliák Magyarország Kft.1095 Budapest, Soroksári út 48.Tel.: +36-1-218-6802, +36-1-218-6803 Fax: +36-1-218-6807
F 1.1.4.1.
1.2.1.1.1.2.1.2.1.2.1.4.1.2.1.6.1.2.1.8.1.2.1.9.1.2.1.10.
B&S Elastic Gumi és Műanyagipari Kft.6067 Tiszaalpár Kátai sor 41.Tel.: 00 36 76 424-189 Fax:00 36 76 424-189
Gy
Cavity Eye Hungary Kft.5622, Köröstarcsa, Deák Ferenc utca 91 [email protected], www.cavityeye.comTelefon: +36-30-313-86-75Fax: +36 76 379 254
GyFT
Dr. Boy GmbH & Co. KG képviselete: Storker Kft.4034 Debrecen, Faraktár u. 67.Tel.: +36 52 531 670, +36 30 688 1052 Fax: +36 52 531 669
Gy
2.1.1.1.2.1.1.4.
2.1.2.1.2.1.2.2.2.1.2.3.2.1.2.5.2.1.2.6.
2.1.6.4.1.2.2.1.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 143
5. MŰANYAGIPARHOZTARTOZÓ SZELLEMI
TERMÉKEK
2. GÉPEK ÉS BERENDEZÉSEK
MŰANYAG-FELDOLGOZÁSHOZ
3. MŰANYAG FÉLKÉSZ- ÉS KÉSZTERMÉKEK
2.2.
Sz
ersz
ámok
2.3.
K
iegé
szítő
be
rend
ezés
ek
műa
nyag
-fel
dolg
ozó
gé
pekh
ez
2.4.
E
gyéb
ber
ende
zése
k
a gu
mi-
és
műa
nyag
-
feld
olgo
zásh
oz
3.1.
F
ólia
és
lem
ez
3.2.
Műa
nyag
szá
l és
pr
ofi l
3.3.
A
lkat
rész
ek
3.4.
C
söve
k
3.5.
C
som
agol
óany
agok
3.6.
Műa
nyag
ké
szte
rmék
ek
5.1.
M
érnö
ki s
zolg
álta
tás
5.2.
Sz
abad
alm
i
ügyi
ntéz
és
4.
MINŐ
SÉG
EL
LE
NŐ
RZŐ
ÉS
L
AB
OR
AT
ÓR
IUM
I E
SZK
ÖZ
ÖK
4.1.4.2.
4.2.2.
2.4.9.
3.6.9.
2.2.3.2.2.5. 2.3.5. 2.4.9. 4.
2.3.6.
2.4.1.2.4.2.2.4.3.2.4.5.2.4.6.2.4.9.2.4.12.
2.4.3.2.2.3.
3.2.4. 3.5.2.
2.2.5. 2.3.5. 2.4.12. 4 5.1
2.2.2.2.3.1.2.3.2.2.3.5.
2.4.1.2.1.2.2.4.3.2.4.5.2.4.6.2.4.12.

144 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
1. MŰANYAG ALAP- ÉS SEGÉDANYAGOK
2. GÉPEK ÉS BERENDEZÉSEK MŰANYAGFELDOLGOZÁSHOZ
1.1.
1.
Műa
nyag
al
apan
yago
k
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
1.1. Műanyag alapanyagok 1.2. Adalékok 2.1. Feldolgozógépek
1.1.
2.
Műs
zaki
műa
nyag
ok
1.1.
3.
Pol
iure
táno
k
1.1.
4.
Egy
éb p
olim
erek
1.1.
5.
Reg
ranu
látu
mok
1.2.
1.
Mód
osít
ó an
yago
k
1.2.
2.
Fel
dolg
ozás
se
géda
nyag
ai
2.1.
1.
Frö
ccsö
ntőg
épek
2.1.
2.
Ext
rude
rek
2.1.
3.
Sajt
ológ
épek
2.1.
4.
Hőf
orm
ázó
gépe
k
2.1.
5.
Heg
esztő
gépe
k
2.1.
6.
Egy
éb műa
nyag
-
feld
olgo
zó g
épek
A t
evék
enys
ég j
elle
ge
MBT POLYMERS HUNGARY KERESKEDELMI ÉS SZOLGÁLTATÓ KFT.3580 Tiszaújváros, Árpád út 16. I/2.Tel.: (49) 340-380 Fax: (49) 540-053
GyF
1.1.1.1.�
1.1.1.5.1.1.5.
1.2.1.4.1.2.1.5.1.2.1.6.1.2.1.9.
1.2.2.1.1.2.2.2.
KALOPLASZTIK Műanyag- és Gumiipari KFT.6300 Kalocsa, Gombolyagi u. 1.Tel.: (78) 461-200 Fax: (78) 461-752E-mail: [email protected]
KARL KLEIN Ventilatorenbau GmbH. képviselete: BERGVILLMED KFT.4032 Debrecen, Borbíró tér 3. I/3.Tel.: +36 52 503 390, +36 30 625 5172 Fax: +36 52 503 391
Gy
MTF Technik Hardy Schürfeld GmbH & Co.KG képviselete: Storker Kft.4034 Debrecen, Faraktár u. 67.Tel.: +36 52 531 670, +36 30 688 1052 Fax: +36 52 531 669
Gy
NOVAPAX Kunststofftechnik Steiner GmbH & Co.KG képviselete: BERGVILLMED KFT.Címe: 4032 Debrecen, Borbíró tér 3. I/3.Telefon: +36 52 503 390, +36 30 625 5172 Fax: +36 52 503 391
Gy 2.1.5.
INPIRO Kft.1138 Budapest, Révész u. 9.Tel.: 320-2238 Fax: 320-2109
GyFTKi
2.1.1.5.2.1.1.6.
2.1.4.
ILPEA PROFEXT Kft.5100 Jászberény, Ipartelep út 5.Tel.: (57) 515-150 Fax: (57) 515-152
Gy 1.1.1.4. 2.1.2. 2.1.5.
HITZE Bt.1211 Budapest, Tekercselő u. 3/A.Tel.: 425-2833 Fax: 278-2670
GyFKi
Everplast Zrt.8330 Sümeg, Eitner u. 03/23 hrsz.Tel.: 87/350-400 Fax: 87/350-400
Gy1.1.1.1.�
1.1.1.5.
1.1.2.1.�
1.1.2.7.
Kistler s.r.o.Magyarországi képviselet 943 01 Párkány (Štúrovo), Štefánikova u. 40., Szlovákia Telefon: +36 30 74 94 847 Fax: + 421 36 7494 840 [email protected], www.kistler.com
Jakab József Műanyagipari Mérnökiroda Kft.1106 Budapest, Juhász u. 45.Tel.: 433-4161 Fax: 433-4162
Szaktanácsadás
GyF
2.1.1.4.
LANXESS CEE s.r.o. Hungarian Branch Offi ce1016 Budapest, Hegyalja út 7-13.Tel.: +36-1/224-7044 Fax: +36-1/224-7049www.lanxess.com, [email protected]
GyF 1.1.2.3.
1.1.2.4.
1.2.1.1.1.2.1.3.1.2.1.5.1.2.1.8.1.2.1.9.1.2.1.10.
Dynisco Europe GmbH. képviselete: BERGVILLMED KFT.4032 Debrecen, Borbíró tér 3. I/3.Tel.: +36 52 503 390, +36 30 625 5172 Fax: +36 52 503 391
Gy

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 145
5. MŰANYAGIPARHOZTARTOZÓ SZELLEMI
TERMÉKEK
2. GÉPEK ÉS BERENDEZÉSEK
MŰANYAG-FELDOLGOZÁSHOZ
3. MŰANYAG FÉLKÉSZ- ÉS KÉSZTERMÉKEK
2.2.
Sz
ersz
ámok
2.3.
K
iegé
szítő
be
rend
ezés
ek
műa
nyag
-fel
dolg
ozó
gé
pekh
ez
2.4.
E
gyéb
ber
ende
zése
k
a gu
mi-
és
műa
nyag
-
feld
olgo
zásh
oz
3.1.
F
ólia
és
lem
ez
3.2.
Műa
nyag
szá
l és
pr
ofi l
3.3.
A
lkat
rész
ek
3.4.
C
söve
k
3.5.
C
som
agol
óany
agok
3.6.
Műa
nyag
ké
szte
rmék
ek
5.1.
M
érnö
ki s
zolg
álta
tás
5.2.
Sz
abad
alm
i
ügyi
ntéz
és
4.
MINŐ
SÉG
EL
LE
NŐ
RZŐ
ÉS
L
AB
OR
AT
ÓR
IUM
I E
SZK
ÖZ
ÖK
2.3.5. 4.
3.1.1.3.1.2.3.1.4.
3.2.1. 3.5.6.
3.3.1.3.3.4. 3.5.9.
3.6.2.3.6.9.
2.3.6.
2.4.1.2.4.2.
2.4.1.2.4.2.
2.2.3.
2.2.5. 2.4.5.
3.2.4. 3.4.5.3.4.6.2.2.
2.3.5.2.3.6.
2.4.1.2.4.5.
3.1.1.�
3.1.5.3.5.6.
Szaktanácsadás
4.

146 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
1. MŰANYAG ALAP- ÉS SEGÉDANYAGOK
2. GÉPEK ÉS BERENDEZÉSEK MŰANYAGFELDOLGOZÁSHOZ
1.1.
1.
Műa
nyag
al
apan
yago
k
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
1.1. Műanyag alapanyagok 1.2. Adalékok 2.1. Feldolgozógépek
1.1.
2.
Műs
zaki
műa
nyag
ok
1.1.
3.
Pol
iure
táno
k
1.1.
4.
Egy
éb p
olim
erek
1.1.
5.
Reg
ranu
látu
mok
1.2.
1.
Mód
osít
ó an
yago
k
1.2.
2.
Fel
dolg
ozás
se
géda
nyag
ai
2.1.
1.
Frö
ccsö
ntőg
épek
2.1.
2.
Ext
rude
rek
2.1.
3.
Sajt
ológ
épek
2.1.
4.
Hőf
orm
ázó
gépe
k
2.1.
5.
Heg
esztő
gépe
k
2.1.
6.
Egy
éb műa
nyag
-
feld
olgo
zó g
épek
A t
evék
enys
ég j
elle
ge
Resinex Hungary Kft1117 Budapest Hengermalom u. 47/a.Telefon: 371-1831 Fax: 371-1832 F
1.1.1.1.1.1.1.2.1.1.1.3.1.1.1.5.
1.1.2.1.�
1.1.2.7.
1.1.4.1.1.1.4.2.1.1.4.3.
1.1.5.1.2.
1.2.1.9.1.2.1.10.
STORKER Kft.4034 Debrecen, Faraktár u. 67.Tel.: +36 52 531 670, +36 30 688 1052 Fax: +36 52 531 669
GyFKiK
2.1.1.1.2.1.1.4.
2.1.2.1.2.1.2.2.2.1.2.3.2.1.2.5.2.1.2.6.
2.1.6.4.1.2.2.1.
STAR AUTOMATION EUROPE S.p.A. képviselete: BERGVILLMED KFT.Címe: 4032 Debrecen, Borbíró tér 3. I/3.Telefon: +36 52 503 390, +36 30 625 5172 Fax: +36 52 503 391
Gy
REGLOPLAS AG. képviselete: Storker Kft. 4034 Debrecen, Faraktár u. 67.Tel.: +36 52 531 670, +36 30 688 1052 Fax: +36 52 531 669
Gy
Pro Form Kft.1139 Budapest, Teve u. 60.Tel.: 339-6841 Fax: 330-5301
GyFT
Prim-PLAST Kft.1028 Budapest, Kisgazda u. 19.Tel.: 275-7530 Fax: 275-7530
F 1.2.2.2.
Primet Kft.1038 Budapest, Észak u. 24. Tel.: (1) 240 -2711, 20- 982-7953fax: (1) 240-2711www.primet.hu
F Színmérők, laborgyúrók és -extruderek
PolyOne Magyarország Kft.9027 Győr. Mandulafa sor 3Tel.: +36 96 515 616 Fax: +36 96 515 617
GyF
1.1.2.1.�
1.1.2.7.
1.2.1.1.�
1.2.1.10.
1.2.2.1.�
1.2.2.3.
PALLMANN Maschinenfabrik GmbH. képviselete: Storker Kft.4034 Debrecen, Faraktár u. 67.Telefon: +36 52 531 670, +36 30 688 1052 Fax: +36 52 531 669
Gy
GyONGROPACK Kft.3701 Kazincbarcika, Bólyai tér 1.Tel.: (48) 510-130 Fax: (48) 310-005
QUALCHEM Zrt.2072 Zsámbék, Új GyártelepTel.: 23/342-238 Fax: 23-342-286
GyF 1.1.1. 1.1.2. 1.1.4. 1.1.5. 1.2.1.
1.2.2.
SOLVAY KÉMIA KFT.1027 Budapest, Tölgyfa u. 28. VI. emeletTel.: 374-0430 Fax: 374-0431
GyF 1.1.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 147
5. MŰANYAGIPARHOZTARTOZÓ SZELLEMI
TERMÉKEK
2. GÉPEK ÉS BERENDEZÉSEK
MŰANYAG-FELDOLGOZÁSHOZ
3. MŰANYAG FÉLKÉSZ- ÉS KÉSZTERMÉKEK
2.2.
Sz
ersz
ámok
2.3.
K
iegé
szítő
be
rend
ezés
ek
műa
nyag
-fel
dolg
ozó
gé
pekh
ez
2.4.
E
gyéb
ber
ende
zése
k
a gu
mi-
és
műa
nyag
-
feld
olgo
zásh
oz
3.1.
F
ólia
és
lem
ez
3.2.
Műa
nyag
szá
l és
pr
ofi l
3.3.
A
lkat
rész
ek
3.4.
C
söve
k
3.5.
C
som
agol
óany
agok
3.6.
Műa
nyag
ké
szte
rmék
ek
5.1.
M
érnö
ki s
zolg
álta
tás
5.2.
Sz
abad
alm
i
ügyi
ntéz
és
4.
MINŐ
SÉG
EL
LE
NŐ
RZŐ
ÉS
L
AB
OR
AT
ÓR
IUM
I E
SZK
ÖZ
ÖK
2.2.2.2.3.1.2.3.2.2.3.5.
2.4.1.2.1.2.2.4.3.2.4.5.2.4.6.2.4.12.
2.4.9.2.4.12.
2.4.5.2.4.6.
3.1.2.3.1.3.3.1.5.
3.5.6.3.5.9.
3.6.8.3.6.9.
2.2.1.2.2.3.
3.3.1.3.3.2.
2.2.5.
2.4.1.2.4.2.2.4.3.2.4.6.2.4.9.2.4.11.
Színmérők, laborgyúrók és -extruderek
2.4.3.
3.1.1.3.1.2.3.1.3.3.1.4.
3.1.5. 3.4.6.

148 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
1. MŰANYAG ALAP- ÉS SEGÉDANYAGOK
2. GÉPEK ÉS BERENDEZÉSEK MŰANYAGFELDOLGOZÁSHOZ
1.1.
1.
Műa
nyag
al
apan
yago
k
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
1.1. Műanyag alapanyagok 1.2. Adalékok 2.1. Feldolgozógépek
1.1.
2.
Műs
zaki
műa
nyag
ok
1.1.
3.
Pol
iure
táno
k
1.1.
4.
Egy
éb p
olim
erek
1.1.
5.
Reg
ranu
látu
mok
1.2.
1.
Mód
osít
ó an
yago
k
1.2.
2.
Fel
dolg
ozás
se
géda
nyag
ai
2.1.
1.
Frö
ccsö
ntőg
épek
2.1.
2.
Ext
rude
rek
2.1.
3.
Sajt
ológ
épek
2.1.
4.
Hőf
orm
ázó
gépe
k
2.1.
5.
Heg
esztő
gépe
k
2.1.
6.
Egy
éb műa
nyag
-
feld
olgo
zó g
épek
A t
evék
enys
ég j
elle
ge
ULTRAPOLYMERS KFT.2890 Tata, Agostyáni út 25.Tel.: (44) 487-213 Fax: (44) 487-586
GyF
1.1.1.1.�
1.1.1.5.
1.1.2.1.�
1.1.2.7.
1.1.4.2.1.1.4.3.
1.1.5. 1.2.1.5.
UNIQUE 2 Trade Kft.1038 Budapest, Csermák Antal u. 23/a.Tel.: 388-6622 Fax: 430-1700
F
Werner Koch Maschinentechnik GmbH. képviselete: Storker Kft.4034 Debrecen, Faraktár u. 67.Tel.: +36 52 531 670, +36 30 688 1052 Fax: +36 52 531 669
Gy
WEIMA Maschinenbau GmbH. képviselete: Storker Kft. 4034 Debrecen, Faraktár u. 67.Tel.: +36 52 531 670, +36 30 688 1052 Fax: +36 52 531 669
Gy
Tredegar Film Products Kft.2651 Rétság, Ipari u. 2.Tel.: 35-550-500 Fax: 35-550-516
Gy
Trade-Chem Kft.1062 Budapest, Délibáb u. 8.Telefon: 413-7907 Fax: 342-9344 F
TOOL-TEMP HUNGÁRIA KFT.8083 Csákvár, Paulini B. u. 11.Tel.: (22) 300-224 Fax: (22) 300-224
F 2.1.1.4.
Thege Plastic Kft.1037 Budapest, Remetehegyi út 86. Tel.: 30/914-3060 Fax: 1/240-2622
F
2.1.1.1.2.1.1.2.2.1.1.3.2.1.1.4.
2.1.2.3.2.1.2.4.2.1.2.5.
SZÓRÁDI ÉS TÁRSAI Kft.1151 Budapest, Szántóföld u. 7/D.Fax: +36 1 271 00 69
FE 1.1.1. 1.1.2.
1.1.4.2.1.1.4.3. 1.1.5.
1.2.1.3.�
1.2.1.6.1.2.1.8.1.2.1.9.
1.2.2.1.
SZVOGÉP Kft.2000 Szentendre, György u. 12.Tel.: 0626/310-143 Fax: 0626/310-143
GyF
2.1.1.4.
2.1.2.1.2.1.2.2.2.1.2.3.2.1.2.5.2.1.2.6.
2.1.6.1.
Trelleborg Tömítési Megoldások Kft.2040 Budaörs, Gyár u. 2. 100/2 épületTel.: 23-502-121 Fax: 23-502-122
Tömítési megoldások
Varinex Zrt.1141 Budapest, Kőszeg u. 4.Tel.: 273-3400 Fax: 273-3411
F3D nyomtatás, gyors prototípus gyártás
STORK Plastics Machinery B.V. képviselete: Storker Kft. 4034 Debrecen, Faraktár u. 67.Tel.: +36 52 531 670, +36 30 688 1052 Fax: +36 52 531 669
Gy 2.1.1.1.2.1.1.4..
1.1.1.1.�
1.1.1.5.
1.1.2.2.1.1.2.3.1.1.2.5.1.1.2.7.1.1.2.8.1.1.2.9.
1.1.4.1.1.1.4.2.1.1.4.3.
1.1.1.5. 1.2.1.7. 1.2.2.1.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 149
5. MŰANYAGIPARHOZTARTOZÓ SZELLEMI
TERMÉKEK
2. GÉPEK ÉS BERENDEZÉSEK
MŰANYAG-FELDOLGOZÁSHOZ
3. MŰANYAG FÉLKÉSZ- ÉS KÉSZTERMÉKEK
2.2.
Sz
ersz
ámok
2.3.
K
iegé
szítő
be
rend
ezés
ek
műa
nyag
-fel
dolg
ozó
gé
pekh
ez
2.4.
E
gyéb
ber
ende
zése
k
a gu
mi-
és
műa
nyag
-
feld
olgo
zásh
oz
3.1.
F
ólia
és
lem
ez
3.2.
Műa
nyag
szá
l és
pr
ofi l
3.3.
A
lkat
rész
ek
3.4.
C
söve
k
3.5.
C
som
agol
óany
agok
3.6.
Műa
nyag
ké
szte
rmék
ek
5.1.
M
érnö
ki s
zolg
álta
tás
5.2.
Sz
abad
alm
i
ügyi
ntéz
és
4.
MINŐ
SÉG
EL
LE
NŐ
RZŐ
ÉS
L
AB
OR
AT
ÓR
IUM
I E
SZK
ÖZ
ÖK
2.3.5.
2.4.1.2.4.2.2.4.3.2.4.5.2.4.6.2.4.9.
5.1.
2.4.1.2.4.2.
2.4.3.
3.1.1.3.1.2.3.1.3.3.1.4.3.1.5.
2.4.1.2.4.2.2.4.3.2.4.5.2.4.6.2.4.9.2.4.13.
2.4.1.2.4.2.2.4.3.2.4.5.2.4.6.2.4.9.
2.2.2.2.3.1.2.3.2.2.3.3.
2.4.3.
Tömítési megoldások
3D nyomtatás, gyors prototípus gyártás

150 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
G U M I I P A R I T E R M É K L I S T A
1. GUMIABRONCSGYÁRTÁS, FORGALMAZÁS
2. MŰSZAKI GUMIÁRUK
2.1. Lemeztermékek
2.1.1. Gumilap2.1.2. Gumilemez2.1.3. Gumiszalag2.1.4. Padlóburkoló és gumiszőnyeg2.1.5. Vízszigetelő lemez
2.2. Profi lszalag, gumifonal
2.2.1. Tömítőprofi l2.2.2. Záróprofi l2.2.3. Üreges profi lszalag2.2.4. Porózus profi lszalag2.2.5. Gumifonal és zsineg
2.3. Hajtószíjak
2.3.1. Lapos szíj2.3.2. Fogas szíj2.3.3. Ékszíj
2.4. Szállítószalagok
2.4.1. Fémbetétes szállítóheveder2.4.2. Textilbetétes szállítóheveder2.4.3. Műanyaggal kombinált szállítóheveder
2.5. Csövek, tömlők
2.5.1. Betét nélküli tömlő, cső2.5.2. Fémbetétes tömlő2.5.3. Textilbetétes tömlő2.5.4. Műanyaggal kombinált tömlő2.5.5. Tömlő szerelvénnyel ellátva
2.6. Járműipari, gépipari alkatrészek
2.6.1. Tömítések, alátétek2.6.1.1. Lapos tömítések2.6.1.2. Ajakos tömítések2.6.1.3. O-gyűrű2.6.1.4. Radiális tömítés2.6.2. Légrugó2.6.3. Alakos tömlők2.6.4. Tárcsa, membrán2.6.5. Védő és burkolóelemek
(porvédő sapka, harmonika, átvezető gyűrű)2.6.6. Fém-gumi alkatrészek
2.7. Porózus termékek
2.7.1. Szivacsgumi (nyitott cellás)2.7.2. Zártcellás gumi
2.8. Cipőipari termékek
2.9. Irodagép alkatrészek
2.10. Egészségügyi, munkavédelmi célú gumitermékek
2.11. Gumibevonatok
2.12. Gumialapú ragasztók
3. GUMIIPARI FÉLKÉSZ TERMÉKEK
3.1. Nyerskeverék forgalmazás
3.2. Gumizott, itatott szövetek, kordok
4. GUMIIPARI ALAP- ÉS SEGÉDANYAGOK 4.1. Gumiipari alap- és segédanyagok gyártása
4.2. Gumiipari alap- és segédanyagok forgalmazása
4.2.1. Kaucsukok, elasztomerek forgalmazása4.2.2. Korom, egyéb töltőanyag forgalmazása4.2.3. Vulkanizálószerek forgalmazása4.2.4. Gumiipari segédanyagok forgalmazása4.2.5. Butil és halobutil polimerek forgalmazása
5. GUMIIPARI GÉPEK
5.1. Gyártóberendezések elektromos automatikája
5.2 Gumiipari feldolgozó- és vizsgáló berendezések
6. SZERSZÁMGYÁRTÁS, FELDOLGOZÓGÉP ÉS SZERSZÁMJAVÍTÁS, FELÚJÍTÁS
7. HULLADÉKKEZELÉS
7.1. Hulladékabroncs begyűjtés
7.2. Hulladékabroncs kezelés, hasznosítás
7.3. Gumiőrlemény forgalmazás
7.4. Műszaki gumihulladék hasznosítása
7.5. Esésvédő burkolatok/sportpályák gumihulladékból
8. MÉRNÖKI SZOLGÁLTATÁS, TANÁCSADÁS
8.1. Mérnöki szolgáltatás, műszaki tanácsadás
8.2. Egyéb szolgáltatás (marketing, PR, pályázati tanácsadás)

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 151
G U M I I P A R I T E R M É K L I S T A
- gyártó/manufacturer - Gy- forgalmazó/sell - F- tervező/design/ - T- kivitelező/contractor - Ki- karbantartó/maintenance - K- vizsgáló, minősítő /test, certifi cation - V- egyéb szolgáltatás/ other services - E
1. TYRE PRODUCTION AND SALE
2. General rubber Goods
2.1. Sheeting
2.1.1. Plates sheets2.1.2. Sheeting2.1.3. Rubber strips2.1.4. Rubber fl ooring and matting2.1.5. Waterproofi ng membranes
2.2. Rubber profi les
2.2.1. Sealing profi les2.2.2. Seal gasket2.2.4. Porous2.2.5. Rubber string and cord 2.3. Power transmission belts
2.3.1. Flat belt2.3.2. Timing belt2.3.3. V-belt
2.4. Conveyor Belts
2.4.1. Steel cord reinforced 2.4.2. Textile reinforced2.4.3. Combined with plastic materials
2.5. Tubes and hoses
2.5.1. Without reinforcement2.5.2. With steel reincforcement2.5.3. With textile reinforcement2.5.4. Combined with plastic materials2.5.5. Hoses with fi ttings
2.6. Rubber products for automotive and machinery
2.6.1. Seals2.6.1.1. Flat seals2.6.1.2. Lip seals2.6.1.3. O-rings2.6.1.4. Radial seals2.6.2. Air spring2.6.3. Hoses for automotive2.6.4. Dust seals, protective boots, axle boots2.6.5. Rubber-metal components
2.7. Sponge rubber products
2.7.1. Sponge rubber open cell2.7.2. Closed cell
2.8. Products for shoe industry
2.9. Rubber parts for business machines
2.10. Health and labour safety products
2.11. Rubber coating
2.12. Adhesives
3. SEMI-FINISHED PRODUCTS
3.1. Compound3.2. Dipped textile and cord
4. RAW MATERIALS AND ADDITIVES
4.1. Production of raw materials and additives4.2. Sale of raw materials and additives4.2.1. Elastomers4.2.2. Carbon black and other fi llers4.2.3. Vulcanizing agents4.2.4. Additives and other rubber related auxiliary materials 4.2.5. Sale of butil and halobutil polymers
5. MANUFACTURING AND SELLING OF MACHINERY FOR RUBBER INDUSTRY
5.2 Processing- and examining equipments for rubber industry
6. MANUFACTURING OF TOOLS, REPARATION AND MAINTENANCE OF MACHINES
7. WASTE RUBBER HANDLING 7.1. Collection of waste tyre
7.2. Salvage, recycling of waste tyre
7.3. Crumb selling
7.4. Recycling of GRG
7.5. Safety fl ooring, elastic athletic track surfaces
8. CONSULTANCY, OTHER SERVICES
8.1. Engineering, technical consultancy8.2. Other services (marketing, PR, consultancy in competition for subsidy)

152 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
2. MŰSZAKI GUMIÁRUK
2.7
Por
ózus
ter
mék
ek
2.6
Járm
űipa
ri, g
épip
ari
al
katé
rsze
k
2.5.
Csö
vek,
töm
lők
2.4.
Szá
llító
szal
agok
2.3.
Haj
tósz
íjak
2.2.
Profi s
zala
g, g
umif
onal
2.1.
Lem
ezte
rmék
ek
1.
GU
MIA
BR
ON
CSG
YÁ
RT
ÁS,
F
OR
GA
LM
AZ
ÁS
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
2.9.
Ir
odag
ép a
lkat
rész
ek
2.8.
Cipői
pari
ter
mék
ek
Tevé
keny
ség
jelle
ge
2.1.2.2.1.3.
ARÁBIKUM-2004 KFT.1161 Budapest, Zrínyi Ilona u. 5.Tel.: (20) 450-6915 Fax: 404-1277E-mail: [email protected]
GyF
2.6.1.1.2.6.2.2.6.5.2.6.6.
ARNAUD KFT.1117 Budapest, Galvani u. 44.Tel.: 203-1521 Fax: 464-3176E-mail: [email protected]
F
B.G. KFT.6800 Hódmezővásárhely, Klauzál u. 27.Tel.: (62) 533-174 Fax: (62) 533-175E-mail: [email protected]
GyFE
2.1.2.2.1.3. 2.2. 2.5.1. 2.6.1.
BARANYA GUMI BT.7630 Pécs, Buzsáki Imre u. 22.Tel.: (72) 711-914 Fax: (72) 239-705E-mail: [email protected]
GyF 2.6.
BÉTA-ROLL Hengergumizó Zrt.8658 Bábonymegyer, Szent István u. Tel.: (84) 527-900 Fax: (84) 527-901E-mail: [email protected]
GyF
2.5.1.
Brozsek Pál2133 Sződliget, Liliom utca 11.Tel.: (27) 352-483, (30) 516-5886Fax: (27) 353-134E-mail: [email protected]
E
C.S.O. KERESKEDELMI ÉS GU-MIFELDOLGOZÓ KFT.2364 Ócsa, Némedi úti majorTel.: (29) 378-283 Fax: (29) 378-077E-mail: [email protected]
GyF
CAPRIBELT KFT.2317 Szigetcsép, Petőfi u. Hrsz. 1116/12Tel.: (24) 418-374 Fax: (24) 418-376E-mail: [email protected]
GyF
2.1. 2.3.
CARBON BLACK KFT.4400 Nyíregyháza, Toldi utca 57.Tel.: (42) 504-378 Fax: (42) 313-246E-mail: [email protected]
F
CHARMOL HUNGARY KFT.1115 Budapest, Fejér Lipót utca 10.Tel.: 464-3123 Fax: 464-3125E-mail: [email protected]
TKiF
Columbian Tiszai Kromogyártó Kft.3581 Tiszaújváros, Pf. 6Tel.: (49) 544-000, 544-10 Fax: (49) 544-003
GyF
Addtech Kft. Hollóssy Károly 2120 Dunekeszi Állomás sétány 11.Tel.: 20/981-3881
F
ARÁBIKUM-2004 Kft. 1163 Budapest, Döbröce u. 36. Tel.: 20/450-6915 Fax: 404-1277 [email protected]
Gy F
2.1.2. 2.1.3.
2.6.1.1. 2.6.1.2. 2.6.5.2.6.6.
Azelis Hungary Kft. 1117 Budapest, Galvani u. 44.; Tel.: 371-0772 Fax: 464 [email protected]; www.azelis.com
F
BARANYA Gumi Bt. 7630 Pécs, Iparsziget u. 15. Tel.: Tel.: 72/239-705 Fax: 72/538-228 [email protected]
Gy F
2.6.
BÉTA-ROLL Hengergumizó Zrt. 8658 Bábonymegyer, Szent István u. Tel.: 84/527-900 Fax: 84/527-901 [email protected] www.beta-roll.hu
GyNyomda- és csomagolóipari kemikáliák,
segédanyagok forgalmazása 2.5.1.
Brenntag Hungária Kft.1225 Budapest, Bányalég u. 45Tel.: 30/242-8711 Fax: 1/889-5111
F
Brozsek Pál 2133 Sződliget, Liliom utca 11. Tel.: 30/516 5886 Tel/Fax: 27/816-459
Eműszaki-gazdasági tanácsadás: technológia,
hulladékkezelés
B&S Elastic Gumi és Műanyagipari Kft.6067 Tiszaalpár Kátai sor 41.Tel.: 00 36 76 424-189 Fax: 00 36 76 424-189
Gy
2.1.1.2.1.2.2.1.3.2.1.5.
2.2.1.2.2.2.2.2.3.2.2.4.2.2.5.
2.5.1.
2.6.1.1.2.6.1.2.2.6.1.3.2.6.1.4.2.6.4.2.6.5.2.6.6.
2.7.2.
C.S.O. Ker. és Gumifeldolgozó Kft. 2364 Ócsa, Némedi úti major Tel.: 29/378-283 Fax: 29/378-077 [email protected] www.csogumi.eu
GyF
CANSAR Környzetvédelmi Szolg. Kft. 2700 Cegléd, Külső-Kőrösi út 40. Tel.: 20/592-2088 Fax: 53/999-229 [email protected] www.cansarkft.hu
E
CARBON BLACK Kft. 4400 Nyíregyháza, Toldi utca 57. Tel.: 42/504-378,379 Fax: 42/313 246 [email protected] www.carbonblack.hu
F
CAPRIBELT KFT. 2317 Szigetcsép Petőfi S. u. hrsz.0116/12 Tel: 24/ 418 374 Fax:24/ 418-376 [email protected] www.capribelt.hu
GyF
2.1. 2.3.
CHARMOL Kft. 1115 Budapest, Fejér Lipót utca 10. Tel.: 1/464-3123 Fax: 1/464-3123 [email protected] www.charmol.hu
TK F

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 153
3.1.
Nye
rske
veré
k el
adás
4.1
Gum
iipar
i ala
p- é
s
segé
dany
agok
gyár
tása
4.2.
Gum
iipar
i ala
p- é
s
segé
dany
agok
forg
alm
azás
a
5.
GU
MII
PAR
I G
ÉP
EK
F
OR
GA
LM
AZ
ÁSA
6.
SZE
RSZ
ÁM
GY
ÁR
TÁ
S,
F
EL
DO
LG
OZ
ÓG
ÉP
- ÉS
SZ
ER
SZÁ
MJA
VÍT
ÁS,
FE
LÚ
JÍT
ÁS
7.1.
Hul
ladé
kabr
oncs
begyűj
tés
7.2.
Hul
ladé
kabr
oncs
kez
elés
,
hasz
nosí
tás
7.3.
Gum
iőrl
emén
y
forg
alm
azás
2. MŰSZAKI GUMIÁRUK
2.10
. E
gész
ségü
gyi,
mun
ka-
vé
delm
i cél
ú gu
mi-
te
rmék
ek
2.11
. G
umib
evon
atok
,
bélé
sek
2.12
. G
umia
lapú
rag
aszt
ók
3.2.
G
umiz
ott,
itat
ott
sz
övet
ek, k
ordo
k
3. GUMIIPARI FÉLKÉSZ-
TERMÉKEK
4. GUMIIPARI ALAP- ÉS SEGÉD-
ANYAGOK
7. GUMIHULLADÉKÚJRAHASZNOSÍTÁS
8.
MÉ
RN
ÖK
I S
ZO
LG
ÁLT
AT
ÁS,
K
IEG
ÉSZ
ÍTŐ
SZ
OL
GÁ
LTA
TÁ
SOK
7.4.
Műs
zaki
gum
ihul
ladé
k
hasz
nosí
tása
7.5.
Esé
svédő
burk
olat
/spo
rt-
pá
lyák
gyá
rtás
a
gum
ihul
ladé
kból
4.2.1.4.2.2.4.2.3.4.2.4.
4.1.
3.1.
7.1. 7.5.
2.11.2.
8.
7.5.7.4.7.3.7.2.7.1.
4.2.1.4.2.2.4.2.3.4.2.4.
5. 6.
4.2.2.
5.
4.1.
4.2.1.4.2.2. 4.2.3. 4.2.4.
2.10. 7.1. 7.5
2.11.2. 8.1.
4.2.
8.1.
7.1. 7.2. 7.3. 7.4. 7.5.
7.1. 7.2. 7.3. 7.4. 7.5.
3.1.
4.2.1.4.2.2. 4.2.3. 4.2.4.
7.2. 7.4.
5. 6.

154 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
2. MŰSZAKI GUMIÁRUK
2.7
Por
ózus
ter
mék
ek
2.6
Járm
űipa
ri, g
épip
ari
al
katé
rsze
k
2.5.
Csö
vek,
töm
lők
2.4.
Szá
llító
szal
agok
2.3.
Haj
tósz
íjak
2.2.
Profi s
zala
g, g
umif
onal
2.1.
Lem
ezte
rmék
ek
1.
GU
MIA
BR
ON
CSG
YÁ
RT
ÁS,
F
OR
GA
LM
AZ
ÁS
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
2.9.
Ir
odag
ép a
lkat
rész
ek
2.8.
Cipői
pari
ter
mék
ek
Tevé
keny
ség
jelle
ge
ContiTech Fluid AutomotiveHungária Kft.6200 Makó, Rákosi út 3.Tel.: (27) 511-766 Fax: (27) 513-550E-mail: marta.rac@fl uid.contitech.huwww.contitech.de www.gumiring.hu
GyF 2.5.1.
2.6.1.2.6.5.
ContiTech Rubber Industrial Kft.6728 Szeged, Budapesti út 10.Tel.: (62) 566-700 Fax: (62) 566-713E-mail: [email protected]
GyF 2.1. 2.4.2.
2.5.2.2.5.3.2.5.4.2.5.5.
DUNAVIBRO Műszaki diagnosztikai ls Karbantartó KFT.2440 Százhalombatta, Csenterics u. 3. 17/2Tel./Fax: 223-1643Mobil: (06-20) 925-4463E-mail: [email protected]/dunavibro
K
E.P.D.M. KFT.4243 Téglás, Szabadság u. 33.Tel.: (52) 708-629 Fax: (52) 708-383E-mail: [email protected]
GyF
2.2.1.2.2.2.
2.6.1.2.6.4.2.6.5.2.6.6.
ELASTICO 2003 KFT.2316 Tököl, Akácos út 40.Tel.: (20) 320-8649 Fax: 999-1710E-mail: [email protected]
GyF
2.6.2.6.6.
ELASTO ART KFT.6065 Lakitelek, Kisalpár u. 93/a.Tel.: (76) 449-155 Fax: (76) 449-100E-mail: [email protected]
GyF 2.2. 2.5.
2.6.1.1.2.6.1.2.2.6.1.3.
2.9.
ERDŐS PÉTER dr.1031 Budapest, Kalászi u. 3/B.Tel.: (30) 251-9085E-mail: [email protected]
Gy 2.2. 2.5. 2.6.
FlexIB KFT.1111 Budapest, Karinthy Frigyes út 24.Tel.: 365-8689 Fax: 279-0008E-mail: fl [email protected]
E
FÖLDVÁR Rubber Gumiipari Kft.7020 Dunaföldvár, Tilosi dűlőTel.: (75) 343-032 Fax: (75) 343-057E-mail: [email protected],[email protected]
GyF
2.1.1.2.1.2.
2.6.1.1.2.6.1.2.2.6.1.3.
2.8.
FREKVENCIA 2000 KFT.3770 Sajóecseg, Állomás u. 53.Tel.: (46) 346-484 Fax: (46) 503-915E-mail: [email protected]
GyFKiK
FREUDENBERG SIMMERINGE KFT.6000 Kecskemét-Kadafalva, HeliportTel.: (76) 501-890 Fax: (76) 501-881E-mail: [email protected]
Gy 2.6.1.‚
2.6.6.
2.1.1.2.1.2.
2.4.1.2.4.2.2.4.3.
2.6.1.1.2.6.1.2.2.6.1.3.2.6.5.2.6.6.
Columbian Tiszai Koromgyártó Kft.3581 Tiszaújváros, TVK Ipartelep, Pf. 61.Tel.: 06-49/544-000Fax: 06-49/522-003
GyF
ContiTech Rubber Industrial Kft. 6728 Szeged, Budapesti út 10. Tel.:62/566-700 Fax: 62/566-713 keverék és heveder: [email protected] tömlő: info@fl uid.contitech.hu www.contitech.hu
Gy F
2.1.2. 2.1.4.
2.4.1. 2.4.2.
2.5.2. 2.5.3. 2.5.4. 2.5.5.
DUNAVIBRO Kft. 2440 Százhalombatta, Csenterics u. 3.17/2 Tel.: 20/925-4463 Fax: 1/223-1643 [email protected]
K
Elastomeri-Polimeri Kft. 2023 Dunabogdány, Kossuth Lajos u. 3/b Tel.: 26/590-090 Fax: 26/590-088 www.elastomeri-polimeri.hu [email protected]
F
Erdős Péter dr. Tel.: 30/251-9085 [email protected] www.erpeter.tvn.hu
E igazságügyi szakértő, műszaki tanácsadás, oktatás
FLEXIB Kft. 1111 Budapest Karinthy Frigyes út 24. Tel: 1 365-8689 Fax:1 279 0008 fl [email protected]
TE
Technológiai tanácsadás, pályázatírás,
számítógépes modellezés
FÖLDVÁR Rubber Gumiipari Kft. 7020 Dunaföldvár, Kossuth L. u. 13. Tel.: 75/343-032, 75/341-499, 75/541-209 Fax: 75/343-057, 75/541-042 [email protected] [email protected]
Gy F
2.1.1.2.1.2.
2.6.1.1. 2.6.1.2. 2.6.1.3.
2.8.
FREUDENBERG Simmerringe Kft. 6000 Kecskemét-Kadafalva, Heliport reptér Tel.: 76/501-890 Fax: 76/501-881
Gy F
2.6.1. 2.6.6.
Graneco-Trade Kft.8460 Devecser, Szent Imre utca 32.Tel.: 20/[email protected]
Gy
GRANUFLEX KFT.1037 BUDAPEST, Bécsi út 269. Tel.: 1/453-0400 Fax: 1/453-0006 info@granufl ex.hu www.granufl ex.hu
Gy TK
Gumi-Metál-Plasztik Bt. 2013 Pomáz, Ady Endre u. 1. Tel.: 20/944-4246 Fax: 1/240 3494 [email protected] www.gumimetal.extra hu
Gy F
2.5.2.6.1. 2.6.6.
GUMIPLAST Kft. 4564 Nyírmada, Hrsz. 031/10 Tel.: 20/404-2461 [email protected] www.gumiplastkft.com
Gy F

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 155
3.1.
Nye
rske
veré
k el
adás
4.1
Gum
iipar
i ala
p- é
s
segé
dany
agok
gyár
tása
4.2.
Gum
iipar
i ala
p- é
s
segé
dany
agok
forg
alm
azás
a
5.
GU
MII
PAR
I G
ÉP
EK
F
OR
GA
LM
AZ
ÁSA
6.
SZE
RSZ
ÁM
GY
ÁR
TÁ
S,
F
EL
DO
LG
OZ
ÓG
ÉP
- ÉS
SZ
ER
SZÁ
MJA
VÍT
ÁS,
FE
LÚ
JÍT
ÁS
7.1.
Hul
ladé
kabr
oncs
begyűj
tés
7.2.
Hul
ladé
kabr
oncs
kez
elés
,
hasz
nosí
tás
7.3.
Gum
iőrl
emén
y
forg
alm
azás
2. MŰSZAKI GUMIÁRUK
2.10
. E
gész
ségü
gyi,
mun
ka-
vé
delm
i cél
ú gu
mi-
te
rmék
ek
2.11
. G
umib
evon
atok
,
bélé
sek
2.12
. G
umia
lapú
rag
aszt
ók
3.2.
G
umiz
ott,
itat
ott
sz
övet
ek, k
ordo
k
3. GUMIIPARI FÉLKÉSZ-
TERMÉKEK
4. GUMIIPARI ALAP- ÉS SEGÉD-
ANYAGOK
7. GUMIHULLADÉKÚJRAHASZNOSÍTÁS
8.
MÉ
RN
ÖK
I S
ZO
LG
ÁLT
AT
ÁS,
K
IEG
ÉSZ
ÍTŐ
SZ
OL
GÁ
LTA
TÁ
SOK
7.4.
Műs
zaki
gum
ihul
ladé
k
hasz
nosí
tása
7.5.
Esé
svédő
burk
olat
/spo
rt-
pá
lyák
gyá
rtás
a
gum
ihul
ladé
kból
6.
2.11.2. 3.1.
8.1.
8.1.8.2.
2.11.
2.12. 3.1. 3.2.
4.14.2
4.2.2
3.1 4.1 4.2
6.
4.2.1.4.2.4.
2.12. 3.1. 3.2.
8.1.8.2.
7.3.
2.10. 7.1. 7.2. 7.3.
3.1.

156 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
2. MŰSZAKI GUMIÁRUK
2.7
Por
ózus
ter
mék
ek
2.6
Járm
űipa
ri, g
épip
ari
al
katé
rsze
k
2.5.
Csö
vek,
töm
lők
2.4.
Szá
llító
szal
agok
2.3.
Haj
tósz
íjak
2.2.
Profi s
zala
g, g
umif
onal
2.1.
Lem
ezte
rmék
ek
1.
GU
MIA
BR
ON
CSG
YÁ
RT
ÁS,
F
OR
GA
LM
AZ
ÁS
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
2.9.
Ir
odag
ép a
lkat
rész
ek
2.8.
Cipői
pari
ter
mék
ek
Tevé
keny
ség
jelle
ge
GMC Plus Bt.1126 Budapest, Nárcisz u. 2/B.Tel.: (30) 983-0409E-mail: [email protected]
E 2.5.3. 2.6.2.2.3.2.2.4.
GRANUFLEX KFT.1037 Budapest, Bécsi út 269.Tel.: 453-0400 Fax: 453-0006E-mail: info@granufl ex.huwww.granufl ex.hu
GyF
GUMI-METÁL-PLASZTIK KKT.2013 Pomáz, Ady Endre u. 1.Tel.: (20) 944-4246 Fax: 240-3494E-mail: [email protected]/gumimetal
GyF
2.6.1.�
2.6.6.
GUMIRING Bt.6055 Felsőlajos, Mizse u. 17.Tel.: (30) 462-9270 Fax: (76) 704-095E-mail: [email protected]
GyF
2.5.2.6.1.
‚2.6.5.
HSH-CHEMIE KFT.1139 Budapest, Pap Károly u. 4-6. Xenter 13Tel.: 457-0264 Fax: 457-0265E-mail: [email protected]/hungary
F
Huber Kft.6728 Szeged, Dorozsmai út 48.Tel.: (62) 543-685 Fax: (62) 401-179E-mail: [email protected]
GyF
2.2. 2.5. 2.6.
HUREC ABRONCSHASZNOSÍTÓ KHT.1089 Budapest, Gaál Mózes u. 5–7.Tel.: 323-3310 Fax: 205-3843E-mail: [email protected]
E
Hübner-H Gumi & Műanyagipari Kft.4401 Nyíregyháza, Tünde u. 11.Tel.: (42) 501-400 Fax: (42) 501-422E-mail: [email protected]
GyF
2.2.3.2.2.4. 2.5.3. 2.6.
INTER RUBBER KFT.1025 Budapest, Pusztaszeri út 70/a.Tel./Fax: 316-3521E-mail: [email protected]
E
Jerkovics István9024 Győr, Illés Gyula u. 1.Tel.: (30) 268-1399E-mail: [email protected]
E
JUPITER-REÁL KFT.8200 Veszprém, Budapesti út 75.Tel.: (88) 567-050 Fax: (88) 567-050E-mail: [email protected]
F
GUMIRING Bt. 6055 Felsőlajos, Mizse 17. Tel.: 30/22 92 003 Fax: 76/704 095 [email protected] www.gumiring.hu
Gy F
2.5.2.6.1. 2.6.6.
HSH-CHEMIE Kft. 1139 BudapestPap Károly u. 4-6. Xenter 13 Tel.: 20/467-2013 Fax: 1/457-0265 [email protected].: 1/450-3224, 20/991-9995www.hsh-chemie.com
F
HUBER Kft. 6728 Szeged, Dorozsmai út 48. Tel.: 62/543 685 Fax: 62/401 179 [email protected] [email protected]
Gy F
2.2. 2.5. 2.6.
HungaroJet Ipari és Szolgáltató Kft. 1112 Budapest, Táska u. 9. Tel.: 1/248-0558, 30/983-0409 Fax: 1 /248-0559 [email protected]
E
HÜBNER-H Gumi & Műanyagipari Kft. 4401 Nyíregyháza, Tünde u. 11. Tel.: 42/501 400 Fax: 42/501 422 [email protected]
Gy F
2.2.3. 2.2.4.
2.5.3. 2.6.
JUPITER-REÁL Kft. 8200 Veszprém, Budapesti út 75. Tel.: 88/567-050 Fax: 88/567-050 [email protected] www.jupiter-group.hu
F
K&K95 Kft. Kollár Ferenc 2300 Cegléd, Bürgeház dűlő 1. Tel.: 53/500-036 53/312-673, 30 430-1581 Fax: 53/500-038 offi [email protected] www.brakehose.hu
FE
2.5.
KALOPLASZTIK Műanyag és Gumiipari Kft. 6300 Kalocsa, Gombolyagi u. 1. Tel.: 78/461-200 Fax: 78/461-752 ; titkársá[email protected] www.kaloplasztik.hu
Gy F
2.2.1.2.2.3.
2.4.2. 2.5.1.2.6.1.2.6.6.
2.7.2.
Kecskeméti Gumiipari Kft. 6000 Kecskemét, Technik-Park Heliport Tel.: 76/504-226 Fax: 76/470-236 [email protected]
Gy F
2.1.3. 2.2.
2.6.1.1. 2.6.1.2.26.1.3.2.6.4.2.6.5.
2.7.2. 2.8.
Kézsmárki Kft. 5452 Mesterszállás, Hrsz.0320/12 Tel.: 30/993-2207 Fax: 56/373-032 [email protected]
Gy F

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 157
3.1.
Nye
rske
veré
k el
adás
4.1
Gum
iipar
i ala
p- é
s
segé
dany
agok
gyár
tása
4.2.
Gum
iipar
i ala
p- é
s
segé
dany
agok
forg
alm
azás
a
5.
GU
MII
PAR
I G
ÉP
EK
F
OR
GA
LM
AZ
ÁSA
6.
SZE
RSZ
ÁM
GY
ÁR
TÁ
S,
F
EL
DO
LG
OZ
ÓG
ÉP
- ÉS
SZ
ER
SZÁ
MJA
VÍT
ÁS,
FE
LÚ
JÍT
ÁS
7.1.
Hul
ladé
kabr
oncs
begyűj
tés
7.2.
Hul
ladé
kabr
oncs
kez
elés
,
hasz
nosí
tás
7.3.
Gum
iőrl
emén
y
forg
alm
azás
2. MŰSZAKI GUMIÁRUK
2.10
. E
gész
ségü
gyi,
mun
ka-
vé
delm
i cél
ú gu
mi-
te
rmék
ek
2.11
. G
umib
evon
atok
,
bélé
sek
2.12
. G
umia
lapú
rag
aszt
ók
3.2.
G
umiz
ott,
itat
ott
sz
övet
ek, k
ordo
k
3. GUMIIPARI FÉLKÉSZ-
TERMÉKEK
4. GUMIIPARI ALAP- ÉS SEGÉD-
ANYAGOK
7. GUMIHULLADÉKÚJRAHASZNOSÍTÁS
8.
MÉ
RN
ÖK
I S
ZO
LG
ÁLT
AT
ÁS,
K
IEG
ÉSZ
ÍTŐ
SZ
OL
GÁ
LTA
TÁ
SOK
7.4.
Műs
zaki
gum
ihul
ladé
k
hasz
nosí
tása
7.5.
Esé
svédő
burk
olat
/spo
rt-
pá
lyák
gyá
rtás
a
gum
ihul
ladé
kból
7.2. 7.3. 7.5.
2.10.
2.10. 2.11.
4.2.2.4.2.4.
7.2.1.
5.
8.1.
2.12. 6.4.2.4.
2.10. 2.11.
4.2.2. 4.2.4.
4.1. 4.2.1.4.2.2.
7.1. 7.2. 7.3. 7.5.
2.12. 4.2.
8.2.
3.1.
2.10.
3.1.

158 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
2. MŰSZAKI GUMIÁRUK
2.7
Por
ózus
ter
mék
ek
2.6
Járm
űipa
ri, g
épip
ari
al
katé
rsze
k
2.5.
Csö
vek,
töm
lők
2.4.
Szá
llító
szal
agok
2.3.
Haj
tósz
íjak
2.2.
Profi s
zala
g, g
umif
onal
2.1.
Lem
ezte
rmék
ek
1.
GU
MIA
BR
ON
CSG
YÁ
RT
ÁS,
F
OR
GA
LM
AZ
ÁS
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
2.9.
Ir
odag
ép a
lkat
rész
ek
2.8.
Cipői
pari
ter
mék
ek
Tevé
keny
ség
jelle
ge
KALOPLASZTIK Műanyag és Gumii-pari KFT.6300 Kalocsa, Gombolyagi u. 1.Tel.: (78) 461-200 Fax: (78) 461-752E-mail: [email protected]
GyF
2.2.1.2.2.3.
2.4.2. 2.5.1. 2.7.2.2.6.1.
‚2.6.6.
KECSKEMÉTI GUMIIPARI KFT.6000 Kecskemét, Technik-Park, HeliportTel.: (76) 470-236 Fax: (76) 504-226E-mail: [email protected]
GyF
2.1.3. 2.2.
2.6.1.1.2.6.1.2.2.6.1.3.2.6.1.4.2.6.5.
2.7.2. 2.8.
KÉZSMÁRKI KFT.5452 Mesterszállás, Külterület 6.Tel.: (56) 573-037, (30) 993-2207 Fax: (56) 573-038E-mail: [email protected]
GyF
KISLÁNGI GUMIIPARI KFT.8156 Kisláng, Fő út 15.Tel.: (22) 435-510 Fax: (22) 435-556E-mail: [email protected]
GyF
2.6.1.‚
2.6.5.
Knirsch Györgyné1149 Budapest, Kelevéz u. 4.Tel.: 363-4015E-mail: [email protected]
E
Kovács és Társa Kft.1118 Budapest, Rubin Irodaház,Dajka Gábor u. 3. II. 403.Tel.: 358-1497 Fax: 358-1498E-mail: [email protected]
F
KÖRNYEZETVÉDELMI KOORDINÁ-TOR KHT. (KÖRKOOR)1072 Budapest, Rákóczi út 22.Tel.: 411-1473 Fax: 266-0340E-mail: [email protected]
2.6.1.2.6.2.2.6.4.2.6.5.
LÉDEM 2000 KFT.2490 Pusztaszabolcs, Iskola u. 1.Tel.: (25) 517-600, -602, -607 Fax: (25) 517-601E-mail: [email protected]
MA-GUMI KFT.6120 Kiskunmajsa, István király u. 70.Tel.: (77) 481-831 Fax: (77) 482-704E-mail: [email protected]
2.1.1.2.1.2.2.1.3.2.1.4.
2.2.1.2.2.4.
2.6.1.2.6.4.2.6.5.2.6.6.
2.4.2. 2.5.1.
Majláth-Gáz Kft.4311 Nyírgyula, Gyöngyvirág utca 12.Tel.: (42) 254-016 Fax: (42) 254-016E-mail: [email protected]
KISLÁNGI Gumiipari Kft. 8156 Kisláng, Fő út 15. Tel.: 22/435 510 Fax: 22/435 556 [email protected]
Gy F 2.6.1.2.6.5.
Knirsch Györgyné 1149 Budapest, Kelevéz u. 4. Tel.: 1/3634015 [email protected]
E Műszaki-gazdasági tanácsadás, oktatás
KOVÁCS és Társa Kft. 1118 Budapest, Rubin Irodaház, Dayka Gábor u. 3. II. 403. Tel.: 1/3581-497 Fax: 1/358 1498 [email protected] www.kovacsestarsa.com
F
LANXESS CEE s.r.o. Hungarian Branch Offi ce1016 Budapest Hegyalja út 7-13.Tel: +36 1224 7043 Fax: +36 12247049www.lanxess.hu; www.lanxess.com
Gy F
LÉDEM 2000 Kft. 2490 Pusztaszabolcs, Iskola u. 1. Tel.: 25/517-607 Fax: 25/517-601 [email protected] www.ledem.hu
Gy F
Magyar Gumi Újrahasznosító Kft.1138 Budapest, Népfürdő utca 22.Tel.: 30/454-3534Fax: 1/[email protected]
H
MA-GUMI KFT. 6120 Kiskunmajsa, István király u. 70. Tel.: 77/481-831 Fax: 77/482-704 [email protected] www.ma-gumi.hu
Gy F
2.1.1. 2.1.2.2.1.3.2.1.4
2.2.12.2.4.
2.4.2. 2.5.1.
2.6.1.1. 2.6.1.2. 2.6.1.3. 2.6.4. 2.6.5.2.6.6.
2.7.2.
Material Vegyipari Szövetkezet1239 Budapest, Ócsai út 10.Tel.: 1/286-0363Fax: 1/[email protected]
Gy
MEP-90 Kft. 2315 Szigethalom, Műút 212. Tel.: 24/402-971, 20/[email protected] www.gumifutozas.eu
E
MESSER HUNGAROGÁZ KFT. 1044 Budapest Váci út 117. Tel: 1/ 435-1143 Fax: 1/435-1270 [email protected] ; www.messer.hu
F Gy E

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 159
3.1.
Nye
rske
veré
k el
adás
4.1
Gum
iipar
i ala
p- é
s
segé
dany
agok
gyár
tása
4.2.
Gum
iipar
i ala
p- é
s
segé
dany
agok
forg
alm
azás
a
5.
GU
MII
PAR
I G
ÉP
EK
F
OR
GA
LM
AZ
ÁSA
6.
SZE
RSZ
ÁM
GY
ÁR
TÁ
S,
F
EL
DO
LG
OZ
ÓG
ÉP
- ÉS
SZ
ER
SZÁ
MJA
VÍT
ÁS,
FE
LÚ
JÍT
ÁS
7.1.
Hul
ladé
kabr
oncs
begyűj
tés
7.2.
Hul
ladé
kabr
oncs
kez
elés
,
hasz
nosí
tás
7.3.
Gum
iőrl
emén
y
forg
alm
azás
2. MŰSZAKI GUMIÁRUK
2.10
. E
gész
ségü
gyi,
mun
ka-
vé
delm
i cél
ú gu
mi-
te
rmék
ek
2.11
. G
umib
evon
atok
,
bélé
sek
2.12
. G
umia
lapú
rag
aszt
ók
3.2.
G
umiz
ott,
itat
ott
sz
övet
ek, k
ordo
k
3. GUMIIPARI FÉLKÉSZ-
TERMÉKEK
4. GUMIIPARI ALAP- ÉS SEGÉD-
ANYAGOK
7. GUMIHULLADÉKÚJRAHASZNOSÍTÁS
8.
MÉ
RN
ÖK
I S
ZO
LG
ÁLT
AT
ÁS,
K
IEG
ÉSZ
ÍTŐ
SZ
OL
GÁ
LTA
TÁ
SOK
7.4.
Műs
zaki
gum
ihul
ladé
k
hasz
nosí
tása
7.5.
Esé
svédő
burk
olat
/spo
rt-
pá
lyák
gyá
rtás
a
gum
ihul
ladé
kból
3.1.
2.10. 3.1. 6.
3.1.
8.1.
4.1. 4.2.
7.2.1.
6.
5.4.2.
4.1. 4.2.
4.1. 4.2.
7.2.
3.1.
4.1.
7.1. 7.2.
4.2.

160 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
2. MŰSZAKI GUMIÁRUK
2.7
Por
ózus
ter
mék
ek
2.6
Járm
űipa
ri, g
épip
ari
al
katé
rsze
k
2.5.
Csö
vek,
töm
lők
2.4.
Szá
llító
szal
agok
2.3.
Haj
tósz
íjak
2.2.
Profi s
zala
g, g
umif
onal
2.1.
Lem
ezte
rmék
ek
1.
GU
MIA
BR
ON
CSG
YÁ
RT
ÁS,
F
OR
GA
LM
AZ
ÁS
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
2.9.
Ir
odag
ép a
lkat
rész
ek
2.8.
Cipői
pari
ter
mék
ek
Tevé
keny
ség
jelle
ge
MESSER HUNGAROGÁZ KFT.1044 Budapest, Váci út 117.Tel.: 435-1100, 435-1143 Fax: 435-1270E-mail: [email protected]
GyF
2.3.1.2.3.2.2.3.3.
2.4.2.2.4.3.
METÁL MODUL KFT.1055 Budapest, Falk Miksa u. 19.Tel.: 353-2318 Fax: 312-0165, 473-0071E-mail: offi [email protected]
GyF
GyF 1.
Nordmann, Rassmann Hungária Kft.1117 Budapest, Fehérvári út 50–52.Tel.: 462-0084 Fax: 352-8538E-mail: [email protected]
F
Nyíregyházi Főiskola Műszaki és Mezőgazdasági Főiskolai Kar, Közle-kedésmérnöki Tanszék4400 Nyíregyháza, Sóstói út 31/B.Tel.: (42) 599-434 Fax: (42) 599-485E-mail: [email protected] www.nyf.hu
E
OPTILOG Környezetvédelmi Tanácsadó KFT.1094 Budapest, Márton u. 35/a. fsz. 2.Tel.: (30) 966-3367 Fax: 215-5939E-mail: [email protected]
E
Pálffy András1025 Budapest, Ali u. 7.Tel.: (30) 688-8096E-mail: [email protected]
E
PALOTÁS-MIX KFT.8516 Kemeneshőgyész, NagymajorTel.: (89) 346-574 Fax: (89) 346-574E-mail: [email protected]
PANNON EGYETEM Ásványolaj- és Széntechnológiai Tanszék8200 Veszprém, Egyetem u. 10.Tel.: (88) 624-520E-mail: [email protected]
E
MEP90 Kft.2315 Szigethalom, Mű út 212.Tel.: (24) 402-971E-mail: [email protected]
METÁL MODUL KFT. 1055 Budapest, Falk Miksa u. 19. Tel.: 1/353-2318 Fax: 1/312-0165, 1/473-0071 offi [email protected]
Gy F
2.3.3.1.2.
2.3.3.2.4.3. 2.4.2.
NORDMANN RASSMANN Hungária Kft. 1117 Budapest, Fehérvári út 50-52. Tel.: 1/ 462-0084 Fax: 1/352-8538 [email protected] www.nrc-hungaria.hu
F
Pálffy András 1025. Budapest, Ali utca 7. Tel.: 30/ 241-6518 Fax: 1/325-5816 [email protected]
E Műszaki-gazdasági tanácsadás
PALOTÁS-MIX Kft. 8516 Kemeneshőgyész, Nagymajor Tel: 89/ 346-574 Fax:89/ 346-574 [email protected] www.palotasmix.hu
Gy F
PHOENIX Légrugó Technológia Kft. 4400 Nyíregyháza, Derkovits u. 137. Tel.: 42/551 300 Fax: 42/551 303 [email protected] www.phoenix-airsprings.com webshop: www.phoenixlegrugo.hu
GyFT
2.6.2
RHODIA Hungária Kft.1012 Budapest, Pálya u. 9. Tel: 1/ 489 5611, 30/ 9820 046 Fax: 1/ 489 [email protected] www.rhodia.hu
F
RUBBER-CONSULT Kft. 1028 Budapest, Szepesi u. 5. Tel.: 30/943 6686 [email protected]
E Műszaki-gazdasági tanácsadás, oktatás
RubberCube Kft.2040 Budaörs, Gyár u. 2. 98/D ép.Tel.: 20/965-2536, 1/[email protected]
GyF
2.6.1. 2.6.4. 2.6.6. 2.10.
Rubber Profi le Industrial Technology Kft.6449 Mélykút, Pesti utca 12.Tel:: 20/[email protected]
Gy 2.6.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 161
3.1.
Nye
rske
veré
k el
adás
4.1
Gum
iipar
i ala
p- é
s
segé
dany
agok
gyár
tása
4.2.
Gum
iipar
i ala
p- é
s
segé
dany
agok
forg
alm
azás
a
5.
GU
MII
PAR
I G
ÉP
EK
F
OR
GA
LM
AZ
ÁSA
6.
SZE
RSZ
ÁM
GY
ÁR
TÁ
S,
F
EL
DO
LG
OZ
ÓG
ÉP
- ÉS
SZ
ER
SZÁ
MJA
VÍT
ÁS,
FE
LÚ
JÍT
ÁS
7.1.
Hul
ladé
kabr
oncs
begyűj
tés
7.2.
Hul
ladé
kabr
oncs
kez
elés
,
hasz
nosí
tás
7.3.
Gum
iőrl
emén
y
forg
alm
azás
2. MŰSZAKI GUMIÁRUK
2.10
. E
gész
ségü
gyi,
mun
ka-
vé
delm
i cél
ú gu
mi-
te
rmék
ek
2.11
. G
umib
evon
atok
,
bélé
sek
2.12
. G
umia
lapú
rag
aszt
ók
3.2.
G
umiz
ott,
itat
ott
sz
övet
ek, k
ordo
k
3. GUMIIPARI FÉLKÉSZ-
TERMÉKEK
4. GUMIIPARI ALAP- ÉS SEGÉD-
ANYAGOK
7. GUMIHULLADÉKÚJRAHASZNOSÍTÁS
8.
MÉ
RN
ÖK
I S
ZO
LG
ÁLT
AT
ÁS,
K
IEG
ÉSZ
ÍTŐ
SZ
OL
GÁ
LTA
TÁ
SOK
7.4.
Műs
zaki
gum
ihul
ladé
k
hasz
nosí
tása
7.5.
Esé
svédő
burk
olat
/spo
rt-
pá
lyák
gyá
rtás
a
gum
ihul
ladé
kból
4.1. 4.2.4.
4.2.1.4.2.2.1.4.2.2.2.4.2.2.3.4.2.2.4.
8.
8.1.
3.1.
8.1.
7.1. 7.2.
4.2.1. 4.2.2.1. 4.2.2.2. 4.2.2.3. 4.2.2.4.
3.1.
4.2.
8.1. 8.3.

162 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
2. MŰSZAKI GUMIÁRUK
2.7
Por
ózus
ter
mék
ek
2.6
Járm
űipa
ri, g
épip
ari
al
katé
rsze
k
2.5.
Csö
vek,
töm
lők
2.4.
Szá
llító
szal
agok
2.3.
Haj
tósz
íjak
2.2.
Profi s
zala
g, g
umif
onal
2.1.
Lem
ezte
rmék
ek
1.
GU
MIA
BR
ON
CSG
YÁ
RT
ÁS,
F
OR
GA
LM
AZ
ÁS
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
2.9.
Ir
odag
ép a
lkat
rész
ek
2.8.
Cipői
pari
ter
mék
ek
Tevé
keny
ség
jelle
ge
EPIRO-ENERGIA KFT.3792 Sajóbábony, Gyártelep Pf. 27Tel.: (30) 944-6690E-mail: [email protected]
F
RESINEX HUNGARY KFT.1117 Budapest, Hengermalom u. 47/A.Tel.: 371-1831 Fax: 371-1832E-mail: [email protected]
2.6.1.3.
F
RHODIA Hungária Kft.1012 Budapest, Pálya u. 9. 1253 Budapest, Pf. 39Tel.: 489-5611, (30) 982-0046 Fax: 489-5610E-mail: [email protected]
E
RUBBER CONSULT Műszaki Tanác-sadó KFT.1028 Budapest, Szepesi u. 5.Tel.: (30) 943-6686E-mail: [email protected]
F
RUTIL Srlvia San Lucio, 6.7 21050 Lonate Ceppino (Varese) Italy,Tel.: (+39) 0331-816-718Fax: (+39) 0331-816-710E-mail: [email protected]
Samay Géza2647 Hont, Dózsa u. 32.Tel.: (30) 966-3365E-mail: [email protected]
E
GyF
SÓLYOM és Fia Martfűi Gumiipari KFT.5435 Martfű, Nógrádi S. u. 4.Tel.: (56) 450-886, 584-029Mobil: (20) 9130-230 Fax: (56) 584-030E-mail: [email protected]
FStudion Bt.1025 Budapest, Vihorlát u. 29/a.Tel.: (30) 917-651E-mail: [email protected]
E
SZELEKTÍV 2005 KFT.2700 Cegléd, Déli út 42.Tel.: (53) 310-040 Fax: (53) 500-445E-mail: [email protected]
GyF
PHOENIX Légrugó Technológia KFT.4400 Nyíregyháza, Derkovits u. 137.Tel.: (42) 551-300 Fax: (42) 551-303E-mail: [email protected]
2.6.2.
Samay Géza dr. 2647 Hont, Dózsa u 32. Tel.: 30/ 966 33 65 [email protected]
E Műszaki-gazdasági tanácsadás, oktatás
Sofl ex Kft.1116 Budapest, Hunyadi M. utca 28.Tel.: 20/924-5626Fax: 1/226-1462sofl [email protected]
K
SÓLYOM és Fia Kft. 5435 Martfű, Nógrádi S. u. 4. Tel.: 56/450-886, 20/9130-230 Fax: 56/580-622, 56/584-029 [email protected]
GyF
SUBTER PLUS s.r.o.Csehország, Jarosková 1162, 37701 Jandrichov Hradec Tel.: 1420- 3844 20 248 Fax: 1420 - 3843 21 080www.subterplus.cz
F
SZEMES Tömítéstechnikai Kft. 8184 Fűzfőgyártelep, Fűzfői Ipari Park Tel.: 20/ 942 7757 Fax: 88/450-200 [email protected] www.szemestechnik.hu
Gy F
2.1. 2.5.
2.6.1. 2.6.2. 2.6.3. 2.6.4. 2.6.5. 2.6.6.
T-BURG Kft. 2315 Szigethalom, Szabadkai u. 54/a Tel.: 30/202-9863 Fax: 24/404-450 [email protected]
F E
Abroncsfelújítás, újrafutózás terén műszaki
szakértés és tanácsadás, cégképviselet
Taurus Techno Gumi Kft. Kéthely László, Varga Ferenc 1173 Budapest, Pesti út 8-12. Tel.: 1/250-5028 Fax:1/250-5030 [email protected] www.taurustechno.hu
FE
2.1. 2.4. 2.5.
Techpol Kft.1037 Budapest, Jablonka lejtő 8.Tel.: 1/436-9235Fax: 1/[email protected]
VK
TÍMÁR Gumi Kft. 4466 Tímár, Szabadság utca 2. Tel.: 42/576-100 42/576-101 [email protected] www.timargumi.hu
Gy F
2.6.

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 163
3.1.
Nye
rske
veré
k el
adás
4.1
Gum
iipar
i ala
p- é
s
segé
dany
agok
gyár
tása
4.2.
Gum
iipar
i ala
p- é
s
segé
dany
agok
forg
alm
azás
a
5.
GU
MII
PAR
I G
ÉP
EK
F
OR
GA
LM
AZ
ÁSA
6.
SZE
RSZ
ÁM
GY
ÁR
TÁ
S,
F
EL
DO
LG
OZ
ÓG
ÉP
- ÉS
SZ
ER
SZÁ
MJA
VÍT
ÁS,
FE
LÚ
JÍT
ÁS
7.1.
Hul
ladé
kabr
oncs
begyűj
tés
7.2.
Hul
ladé
kabr
oncs
kez
elés
,
hasz
nosí
tás
7.3.
Gum
iőrl
emén
y
forg
alm
azás
2. MŰSZAKI GUMIÁRUK
2.10
. E
gész
ségü
gyi,
mun
ka-
vé
delm
i cél
ú gu
mi-
te
rmék
ek
2.11
. G
umib
evon
atok
,
bélé
sek
2.12
. G
umia
lapú
rag
aszt
ók
3.2.
G
umiz
ott,
itat
ott
sz
övet
ek, k
ordo
k
3. GUMIIPARI FÉLKÉSZ-
TERMÉKEK
4. GUMIIPARI ALAP- ÉS SEGÉD-
ANYAGOK
7. GUMIHULLADÉKÚJRAHASZNOSÍTÁS
8.
MÉ
RN
ÖK
I S
ZO
LG
ÁLT
AT
ÁS,
K
IEG
ÉSZ
ÍTŐ
SZ
OL
GÁ
LTA
TÁ
SOK
7.4.
Műs
zaki
gum
ihul
ladé
k
hasz
nosí
tása
7.5.
Esé
svédő
burk
olat
/spo
rt-
pá
lyák
gyá
rtás
a
gum
ihul
ladé
kból
8.1.
3.1.
5.2.
2.10. 6.
8.1. 8.3.
4.2.
2.10. 2.11. 3.1. 6. 7.4. 7.5.

164 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
2. MŰSZAKI GUMIÁRUK
2.7
Por
ózus
ter
mék
ek
2.6
Járm
űipa
ri, g
épip
ari
al
katé
rsze
k
2.5.
Csö
vek,
töm
lők
2.4.
Szá
llító
szal
agok
2.3.
Haj
tósz
íjak
2.2.
Profi s
zala
g, g
umif
onal
2.1.
Lem
ezte
rmék
ek
1.
GU
MIA
BR
ON
CSG
YÁ
RT
ÁS,
F
OR
GA
LM
AZ
ÁS
A cég– gyártó (Gy),– forgalmazó (F),– tervező (T)– kivitelező (Ki)– karbantartó (K)– vizsgáló, minősítő (V)– egyéb szolgáltatás (E)
Cég neve, címe, telefon és telefax száma
2.9.
Ir
odag
ép a
lkat
rész
ek
2.8.
Cipői
pari
ter
mék
ek
Tevé
keny
ség
jelle
ge
F
TAURUS CARBONPACK KFT.4623 Tuzsér, Előtó u. 1.Tel.: (45) 541-211 Fax: (45) 541-214E-mail: [email protected]
2.4.1.2.4.2.2.4.3.
2.1.2.2.1.4.
FE
TAURUS TECHNO GUMI KFT.1173 Budapest, Pesti út 8-12.Tel.: 253-5080 Fax: 253-5031E-mail: [email protected]
T-Burg Kft.2315 Szigethalom, Szabadkai u. 54/a.Tel.: (24) 404-450, (30) 202-9863 Fax: (24) 404-450E-mail: [email protected]
E
TECHCON Környezetvédelmi és Ener-getikai KFT.4029 Debrecen, Faraktár u. 29/d. II. 2–3.Tel.: (52) 537-312 Fax: (52) 537-313E-mail: [email protected]
E
TECHNOPLAST 2000 KKT.6726 Szeged, Alsó kikötősor 6.Tel.: (62) 435-085 Fax: (62) 435-085E-mail: [email protected]
GyF
TÍMÁR GUMI KFT.4466 Tímár, Szabadság utca 2.Tel.: (42) 576-100 Fax: (42) 576-101E-mail: [email protected]
2.6.1.‚
2.6.6.
FTOOL-TEMP HUNGÁRIA KFT.8083 Csákvár, Paulini B. u. 11.Tel.: (22) 300-224 Fax: (22) 300-224
2.5.1.2.5.2.2.5.3.
GyF
SZEMES IPARI TÖMÍTÉSTECHNIKAI KFT.8184 Fűzfőgyártelep, Pf. 198220 Balatonalmádi, Vécsey Károly köz 1.Tel.: (88) 450-200, (88) 431-783 Fax: (88) 450-200E-mail: [email protected]
2.1. 2.5.
2.6.1.2.6.2.2.6.3.2.6.4.2.6.5.2.6.6.
GyF
T-PLASZTIK KFT.5055 Jászladány, Tisza u. 4.Tel.: (57) 454-454 Fax: (57) 454-577E-mail: [email protected]
2.5.2.6.1.2.6.4.2.6.5.2.6.6.
2.7.
F
VARIACHEM KFT.1097 Budapest, Kén u. 5.Tel.: 801-8800 Fax: 801-8811E-mail: [email protected]
Trade-Chem Kft.1062 Budapest, Délibáb u. 8.Tel.: 413-7907 Fax: 342-9344
F
T-PLASZTIK Kft. 5055 Jászladány, Tisza u. 4. Tel.: 57/454-454 Fax: 57/454-577 [email protected] www.tplasztik.hu
Gy F
2.5.
2.6.1. 2.6.4. 2.6.5. 2.6.6.
2.7.
VARIACHEM Kft. 1097 Budapest, Kén u. 8. Tel.: 801-8800 Fax: 801-8811 [email protected] www.variachem.hu
F
VMC Bt. 1164 Budapest, Szakoly utca 26. Tel.: 70/333-4373 Fax: 1/400-1514 [email protected]
EVezetői tanácsadás, képviseletvezetés, pályázat
előkészítés, projektvezetés
Z-FORM Szerszámgyártó Kft. 1087 Budapest, Asztalos Sándor u. 4. Tel.: 1/477-1000 Fax: 1/210-9064, 1/333-4711 [email protected] www.zform.hu
GyT K
ZORGE Hungary Kft. 2750 Nagykőrös, Zsíros dűlő 4. Tel.: 53/550-247 Fax: 53/550-245 [email protected] www.zorge.com
Gy F
2.6.1. 2.6.1.1. 2.6.1.2. 2.6.4. 2.6.6.
Kecskeméti Főiskola GAMF Kar, Műanyag- és Gumitechnológiai Szakcsoport 6000 Kecskemét, Izsáki út 10. Tel.: 76/516-390 Fax:76/516-399 [email protected] www.gamf.hu
EMűanyag- és gumiiipari technológiák oktatása,
továbbképzés
Nyíregyházi Főiskola Műszaki és Mezőgazdasági Kar Közlekedésmérnöki és Infotechnológia Tanszék 4400 Nyíregyháza, Sóstói út 31/B Tel.: 42/ 599-434 Fax: 42/ 599-485 [email protected] www.nyf.hu
Egumiipari technológiai szakirányú szakmérnöki
továbbképzés
Pannon Egyetem Ásványolaj- és Széntechnológiai Tanszék 8200 Veszprém, Egyetem u. 10. Tel.: 88/624-520 [email protected] www.mk.uni-pannon.hu
EAbroncshulladék őrleményének alkalmazása
útépítésben - gumibitumen projekt

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 165
3.1.
Nye
rske
veré
k el
adás
4.1
Gum
iipar
i ala
p- é
s
segé
dany
agok
gyár
tása
4.2.
Gum
iipar
i ala
p- é
s
segé
dany
agok
forg
alm
azás
a
5.
GU
MII
PAR
I G
ÉP
EK
F
OR
GA
LM
AZ
ÁSA
6.
SZE
RSZ
ÁM
GY
ÁR
TÁ
S,
F
EL
DO
LG
OZ
ÓG
ÉP
- ÉS
SZ
ER
SZÁ
MJA
VÍT
ÁS,
FE
LÚ
JÍT
ÁS
7.1.
Hul
ladé
kabr
oncs
begyűj
tés
7.2.
Hul
ladé
kabr
oncs
kez
elés
,
hasz
nosí
tás
7.3.
Gum
iőrl
emén
y
forg
alm
azás
2. MŰSZAKI GUMIÁRUK
2.10
. E
gész
ségü
gyi,
mun
ka-
vé
delm
i cél
ú gu
mi-
te
rmék
ek
2.11
. G
umib
evon
atok
,
bélé
sek
2.12
. G
umia
lapú
rag
aszt
ók
3.2.
G
umiz
ott,
itat
ott
sz
övet
ek, k
ordo
k
3. GUMIIPARI FÉLKÉSZ-
TERMÉKEK
4. GUMIIPARI ALAP- ÉS SEGÉD-
ANYAGOK
7. GUMIHULLADÉKÚJRAHASZNOSÍTÁS
8.
MÉ
RN
ÖK
I S
ZO
LG
ÁLT
AT
ÁS,
K
IEG
ÉSZ
ÍTŐ
SZ
OL
GÁ
LTA
TÁ
SOK
7.4.
Műs
zaki
gum
ihul
ladé
k
hasz
nosí
tása
7.5.
Esé
svédő
burk
olat
/spo
rt-
pá
lyák
gyá
rtás
a
gum
ihul
ladé
kból
4.2.
2.12.2.11.1.
7.4.7.2.7.1.
7.4.
2.11.2.10. 7.4.6.
5.
2.10. 6.
4.2.1.4.2.2.4.2.3.4.2.4.
5.
4.2.1.4.2.5.
4.2.1. 4.2.2. 4.2.3. 4.2.4.
5.
8.1. 8.3.
6.

166 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
A Magyar Gumiipari Szövetség (MAGUSZ) tagjaiCÉGNÉV, KÉPVISELŐ CÍM Telefon Fax E-mail Honlap Fő tevékenység
Addtech Kft. Hollósy Károly
2120 Dunekeszi Állomás sétány 11.
20/981-3881 [email protected] LWB-Steinl gummiipari gépek,
prések, fröccsgépek, sorjátlanítók foorgalmazása
Arábikum-2004 Kft. Mezei József
1161 Budapest Zrínyi Ilona u. 5
20/450-6915 1/404-1277 [email protected] www.arabikum.hu Lemezek, formacikkek
Azelis Hungary Kft. Fehér József dr.
1117 BudapestGalvani u. 44.
1/203-1521 30/819-0960
1/ 464-3176 [email protected] www.azelis.comGumiipari alapanyagok
forgalmazása
BARANYA Gumi Bt. Ribacz Gyula
7630 Pécs Iparsziget u. 15.
72/239-705 72/538-228 [email protected]ömítés, járműalkatrész, huladék
hasznosítás
Béta-Roll Hengergumizó Zrt. Gál Tamás
8658 Bábonymegyer Szent István u.
84/527-900 84/527-901 [email protected] www.beta-roll.huNyomda- és papíripari ill.
speciális hengerek gumizása, gumibevonatok gyártása.
C.S.O. Kft. Lédl Richárd
2364 ÓcsaNémedi úti major
29/378-283 29/378-077 [email protected] www.csogumi.eu Gumihulladék hasznosítás
Cansar Kft. Jakab Beáta
2700 CeglédKülső-Kőrösi út 40.
20/592-2088 53/999-229 [email protected] www.cansarkft.huHulladék gumiabroncs hasznosítás,
gumidarálék forgalmazás
Capribelt Kft. Németh Károly
2317 Szigetcsép Petőfi S. u.
Hrsz. 0116/12 24/418-374 24/ 418-376 [email protected] www.capribelt.hu
Betétes és betét nélküli lemezek gyártása, ékszíj forgalmazás
Carbon Black Kft. Balogh István
4400 NyíregyházaToldi utca 57.
42/504-378, 379 42/313-246 [email protected] www.carbonblack.huAlap- és segédanyag, nyerskeverék
forgalmazá, műszaki és abroncs hulladék kezelés
Charmol Hungary Kft. Molnár Árpád
1115 BudapestFejér Lipót utca 10.
1/464-3123 1464-3125 [email protected] www.charmol.huGépgyártás, granulátum
újrahasznosító technológiák
ContiTech Rubber Industrial Kft. Dr. Regina Gensigora Katona Tamás dr.
6728 SzegedBudapesti út 10.
62/566-700 2/566-713
[email protected] (keverék és heveder)
info@fl uid.contitech.hu (tömlő)
www.contitech.huKeverékgyártás; textilbetétes
heveder, olajpari, ipari és kotrótömlő gyártás és forgalmazás
Dunavibro Műszaki Diagnosztikai és Karbantartó Kft. Ladányi Antal
2440 SzázhalombattaCsenterics u. 3.17/2
20/925-4463 23/350-692
1/223-1643 23/540-392
[email protected] [email protected]
www.enternet.hu/dunavibroGumi- és műanyagipari
extruderek,fröccsgépek felújítása
Elastomeri-Polimeri Kft. 2023 Dunabogdány
Kossuth Lajos u. 3/b. 26/590-090 26/590-088 [email protected] www.elastomeri-polimeri.hu
Szintetikus kaucsukok, szilikonok, elasztomerek , lágyítók és egyéb
segédanyagok forgalmazása
FlexIB Mérnöki és Marketing Iroda KFT. Borosné dr. Ivicz Mária
1111 BudapestKarinthy Frigyes út 24.
1/365-8689 1/279-0008 fl [email protected]
Gumiipari technológiai tanácsadás, számítógépes modellezés,
pályázatírás, hazai és külföldi vállakozások együttműködésének
elősegítése
Földvár Rubber Gumiipari Kft. Kertész Zoltán, Váczi Aliz
7020 Dunaföldvár Kossuth L. u. 13.
75/343-03275/341-499, 75/541-209
75/343-057 75/541-042
[email protected] [email protected]
www.gumiip.axelero.huGumicsizmák, textil felsőrészes
cipők, benzines gumioldatok, textil kenés, színes gumikeverék gyártás
Freudenberg Simmerringe Kft. Kovács László
6000 Kecskemét-Kadafalva
Heliport reptér 76/501-890 76/501-881 [email protected] www.freudenberg.com Szimering tömítések
Granufl ex Kft. Fejérváry Géza
1037 BudapestBécsi út 269.
1/453-0400 1/453-0006 info@granufl ex.hu www.granufl ex.huEsésvédő burkolólapok/sportpálya
borítások gumihulladékból
Gumi-Metál-Plasztik Bt. Szlucska József
2013 PomázAdy Endre u. 1.
20/944-4246 1/240-3494 [email protected] www.gumimetal.extra.hutömítés, járműalkatrész,
egészségügyi termék
Gumiplast Kft. Ízing András
4564 NyírmadaHrsz. 031/10
20/404-2461 [email protected] www.gumiplastkft.com Keverék készítés, forgalmazás
Gumiring Bt. Surman József
6055 FelsőlajosMizse 17.
30/229-2003 76/704-095 [email protected] www.gumiring.hu
Tömlő, gumirugó, gumilemez, profi lszalag, tömítés,
járműalkatrész, eü. termék, hengergumizás

MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013 167
CÉGNÉV, KÉPVISELŐ CÍM Telefon Fax E-mail Honlap Fő tevékenység
HSH-CHEMIE Kft. 1139 Budapest
Pap Károly u. 4-6. Xenter 13
1/450-3224, 20/991-9995
1/457-0265 [email protected] www.hsh-chemie.comGumiipari segédanyagok
forgalmazása
Huber Kft. Huber László
6728 SzegedDorozsmai út 48.
62/543-685 62/[email protected]
[email protected]ömítés, szimering, járműalkatrész
gyártása
Hungarojet Kft. Moldován György
1112 BudapestTáska u. 9.
1/248-0558, 30/983-0409
1/248-0559 [email protected] Hulladék
hasznosítás, gumiliszt kgyártás és forgalmazás
Hübner-H Gumi és Műanyagipari Kft. Rainer Kohlschmidt
4401 Nyíregyháza Tünde u. 11.
42/501-400 42/501-422 [email protected] www.hubner-hungary.comExtrudált gumiprofi lok,
járműalkatrészek, konfekcionált termékek
K&K95 Kft. Kollár Ferenc
2300 CeglédBürgeház dűlő 1.
53/650-0036 53/312-673, 30
430-158153/500-038 offi [email protected] www.brakehose.hu
Hidraulikus fékcsövek, fékfolyadékok és üzemanyag tömlők forgalmazása, fémek galvanizáló felületkezelése
Jupiter-Reál Kft. Kovács András
8200 Veszprém Budapest út 75.
88/567-050 88/567-050 20/9533-360
[email protected] [email protected]
www.jupiter-group.hu
Formaleválasztó, síkosító, csúsztató, szerszám konzerváló,
tisztító, csiszoló, és polírozó anyagok. Gumiragasztók,
munkavédelem. Loctite, Frekote 3M.
Kaloplasztik Műanyag és Gumiipari Kft. Nyírádi János
6300 KalocsaGombolyagi út 1.
78/461-200 78/461-065
78/461-752 titkársá[email protected] www.kaloplasztik.hu
Profi lszalag, műszaki gumi formacikkek, autóipari műanyag
termékek, keverékkészítés, forgalmazás
Kecskeméti Gumiipari Kft. Fekete Csaba
6000 KecskemétTechnik-Park, Heliport
76/504-226 76/470-236 [email protected]ömítés, járműalkatrész,
profi lszalag
Kézsmárki Kft. Kézsmárki András
5452 Mesterszállás Külterület 6.
56/573-037 30/993-2207
56/573-038 [email protected] Keverék készítés, forgalmazás
Kislángi Gumiipari Kft. Tóth Kálmánné
8156 KislángFő út 15.
22/435-510 22/435-556 [email protected] Tömítés, járműalkatrész
Kovács és Társa Kft Kovács Miklós
1118 BudapestRubin Irodaház, Dayka
Gábor u. 3. II. 403.1/3581-497 358-1498
www.kovacsestarsa.com/Alapanyag és segédanyag
forgalmazás
Lédem 2000 Kft. Hegedűsné Molnár Zita
2490 Pusztaszabolcs Iskola u. 1.
25/517-607 25/517-601 [email protected] www.ledem.hu Gumirugó, tömítés, járműalkatrész
Ma-Gumi Kft. Gáspár Tivadar
6120 Kiskunmajsa István király u. 70.
77/481-831 77/482-704 [email protected] www.ma-gumi.huLemez, profi lszalag, tömlő,
heveder, formacikkek, szivacsok
MEP-90 Kft. Mizséry Miklósné
2315 SzigethalomMűút 212.
24/402-971 20/951-0092
[email protected] www.gumifutozas.eu Abroncskereskedelem, újrafutózás
Messer Hungarogáz Kft. Herczeg István
1044 BudapestVáci út 117.
1/435-1100 1/435-1143
1/435-1270 1/435-1101
[email protected] www.messer.hu
Szárazjég szerszámtisztításhoz, cseppfolyós nitrogén
sorjátlanításhoz, hideg őrléshez és gázok, gázkeverékek hegesztéshez.
Metál Modul Kft. Tóth Istvánné
1055 BudapestFalk Miksa u. 19.
1/353-2318 1/312-0165, 1/473-0071
offi [email protected] www.metal-modul.huHajtószíjak gyártása, forgalmazása,
heveder értékesítés
Nordmann, Rassmann Hungária Kft. Hajdú Gábor
1117 BudapestFehérvári út 50-52.
1/462-0084 20/964-0989
1/352-8538 [email protected] www.nrc-hungaria.hu Gumiipari alapanyag forgalmazás
Optilog Környezetvédelmi Tanácsadó Kft. Sinka Gábor dr
1094 BudapestMárton u. 35/a fsz. 2.
30/966-3367 1/215 5939 [email protected]űszaki-gazdasági tanácsadás
hulladékkezelésben
Palotás-Mix Kft. Palotás László dr.
8516 Kemeneshőgyész Nagymajor
89/346-574 346-663
89/346-574 [email protected] www.palotasmix.hu Keverék készítés, forgalmazás
Phoenix Légrugó Technológia Kft. Jókay László
4400 NyíregyházaDerkovits u. 137.
42/551-300, 301 42/551-303 [email protected]
Gumiipar, járműipari légrugók, kompenzátorok gyártása,
fejlesztése, értékesíte
Rhodia Hungária Kft. Olawuyi Ágnes
1012 BudapestPálya u. 9.
1/489-5611 30/982-0046
1/489-5610 [email protected] www.rhodia.huAlapanyag és segédanyag
forgalmazás
Rubber-Consult Kft. Nagy Tibor dr.
1028 BudapestSzepesi u. 5.
30/943 6686 [email protected] Műszaki tanácsadás
RubberCube Kft. Tamaskovics Zsolt
2040 BudaörsGyár u. 2. 98/D épület
20/965-2536 1/816-1118
1 / 999-1710 [email protected] www.gumikocka.hu
Műszaki formacikkek, élelmiszer-ipari szilikonok, fém-gumi termékek gyártása, cryogen
sorjátlanítás

168 MÛANYAG- ÉS GUMIIPARI ÉVKÖNYV 2013
CÉGNÉV, KÉPVISELŐ CÍM Telefon Fax E-mail Honlap Fő tevékenység
Sólyom és Fia Martfűi Gumiipari KFT. Sólyom Károly
5435 MartfűNógrádi S. u. 4.
56/450-886 /584-029 584-030
20/9130-230
56/580-622 56/584-029
[email protected] www.solyomkft.hu Keverék készítés, forgalmazás
Studion Bt. Magasházi Klára
1025 BudapestVihorlát u. 29/a
30/931-7651 [email protected] www.degussa.com [email protected]
Szemes Tömítéstechnikai Kft. Szemes Béla
8184 FűzfőgyártelepFűzfői Ipari Park, Pf. 19.
88/450-200 88/431-783
[email protected] www.szemestechnik.hu
Speciális tömítések, fém-gumi alkatrészek, korszerű fröccs technológia, járműalkatrész,
szilikondugó, eü. termék gyártás, gumizsinór, tömlő, lemez
forgalmazás,szerszámkészítés
Taurus Techno Gumi Kft. Kéthely László, Varga Ferenc
1173 BudapestPesti út 8-12.
1/250-5028 1/250-5030 [email protected] www.taurustechno.hu Heveder, tömlő, gumilemez
kereskedelem
T-Burg Kft. Tóth Imre dr.
2315 SzigethalomSzabadkai u. 54/a
24/404-450 30/202-9863
24/404-450 [email protected]újítás, újrafutózás, műszaki szakértés, tanácsadás,
cégképviselet
Techcon Környezetvédelmi és Energetikai Szolgáltató Kft. Szabó Sándor
4029 DebrecenFaraktár u. 29/D II/2-3.
52/537-312 52/537-313 [email protected] www.taurus.huhull. hasznosítás, hulladék
gumiabroncs begyűjtés
Tímár Gumi Kft. Kovács Lajos
4466 TímárSzabadság utca 2.
42/576-100 42/576-101 [email protected] www.timargumi.hu
Keverék készítés és forgalmazás, tömítés, járműalkatrész,
hengergumizás, eü. és fém-gumi termékek, hulladék hasznosítás,
esésvédő burkolólapok
T-Plasztik Kft. Katona Gábor
5055 JászladányTisza u. 4.
57/454-454 30/915-3140
57/454-577 [email protected] www.tplasztik.huMűanyag-gumi termékek gyártása,
Műszaki-kárpitosipari szivacs termékek gyártása
Variachem Kft. Pintér Zoltán
1097 BudapestKén u. 8.
1/801-8800 1/801-8811 [email protected] www.variachem.huGumiipari alap- és segédanyag
forgalmazás
VMC Bt. Váradi József
1164 BudapestSzakoly utca 26.
1/400-1514 70/333-4373
[email protected]ői tanácsadás,
képviseletvezetés, pályázat előkészítés, projektvezetés
Z-Form Kft. Zakariás Boldizsár
1087 BudapestAsztalos Sándor u. 4.
1/477-1001 1/210-9064
333-4711 [email protected] www.zform.hu
Műanyag- és gumiipari szerszámok tervezése és gyártása.
Egyedi készülékgyártás.
Zorge Hungary Kft. Steiger Csaba
2750 NagykőrösZsíros dűlő 4.
53/550-247 53/550-245 [email protected] www.zorge.comAutóipari alkatrészek, fröccsöntött
TPE termékek
Kecskeméti Főiskola GAMF Kar, Műanyag- és Gumitechnológiai Szakcsoport Belina Károly dr.
6000 KecskemétIzsáki út 10.
76/516-390 76/516-399 [email protected] www.gamf.huOktatás, továbbképzés, műanyag-
és gumiiipari technológiák, fejlesztési projektek
Nyíregyházi Főiskola Műszaki és Mezőgazdasági Főiskolai Kar, Közlekedésmérnöki és Infotechnológia Tanszék Sikolya László dr.
4400 NyíregyházaSóstói út 31/B
42/599-434 42/599-485 [email protected] www.nyf.hugumiipari technológiai szakirányú továbbképzési szak szervezése és
lebonyolítása
Pannon Egyetem Ásványolaj- és Széntechnológiai Tanszék Bartha László dr
8200 VeszprémEgyetem u. 10.
88/624-520 [email protected] web.uni-pannon.hu
Gumibitumen projekt
Brozsek Pál 2133 SződligetLiliom utca 11.
27/816-459 30/516-5886
27/353-134 [email protected]űszaki-gazdasági tanácsadás: technológia, hulladékkezelés
Erdős Péter dr. 30/251-9085 [email protected] erpeter.tvnet.huigazságügyi szakértő, műszaki
tanácsadás, oktatás
Knirsch Györgyné1149 Budapest, Kelevéz
u. 4.1/363-4015
www.mk.uni-pannon.hu
Műszaki-gazdasági tanácsadás, oktatás
Samay Géza dr. 2647 Hont, Dózsa u 32. 30/966-3365 [email protected]űszaki-gazdasági tanácsadás,
oktatás
Pálffy András1025. Budapest, Ali
utca 7.30/ 241-6518 1/325-5816 [email protected] Műszaki-gazdasági tanácsadás

Columbian Tiszai Carbon (CTC) was established by Columbian Chemicals Com-pany (CCC) and Tiszai Vegyi Kombinát Plc (TVK) in 1992 by using up-to-date technology. Since 2011 June Aditya Birla Group has been the owner of Colum-bian Chemicals Company in 100 %. After purchasing Columbian the Birla Carbon became the largest manufacturer of carbon black worldwide. Birla Carbon oper-ates facilities in Egypt, Thailand, India, China, Korea, Brazil, Canada, Hungary, Italy, Spain, Germany, and the United States. Birla Carbon is a part of Aditya Birla Group. The Aditya Birla Group is ranked No. 4 in the list of global top companies for leaders and No.1 in Asia Pacifi c for 2011, in a study conducted by Aon Hewitt, Fortune Magazine and RBL. The Aditya Birla Group has US$ 35 billion revenue, facilities in 33 countries with more than 133,000 employees worldwide, based on the same values on the world.
COLUMBIAN TISZAI CARBON LTD. – BIRLA CARBONH-3581 Tiszaujvaros, TVK Industrial Site, POB 61Phone: +36 49 544 000Fax: +36 49 522 003E-mail: [email protected]: http://www.birlacarbon.com




![Emersonian : [Emerson College yearbook]](https://static.fdokumen.com/doc/165x107/6321be5e117b4414ec0b98a5/emersonian-emerson-college-yearbook.jpg)