Endulzamiento del Gas Natural
51
Gas Natural Tecnología del Gas II 2do. SEMESTRE - 2015 Endulzamiento del CARRERA DE INGENIERÍA PETROLERA Ing. Orlando Julián Melgar Quevedo Diplomado en Educación Superior
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of Endulzamiento del Gas Natural

Gas Natural
Tecnología del Gas II2do. SEMESTRE - 2015
Endulzamiento del
CARRERA DE INGENIERÍA PETROLERA
Ing. Orlando Julián Melgar QuevedoDiplomado en Educación Superior
Contenido
Las Aminas1Proceso de EndulzamientoDiseño y Parametrización2
Equipos de Endulzamiento3
Problemas de Operación4
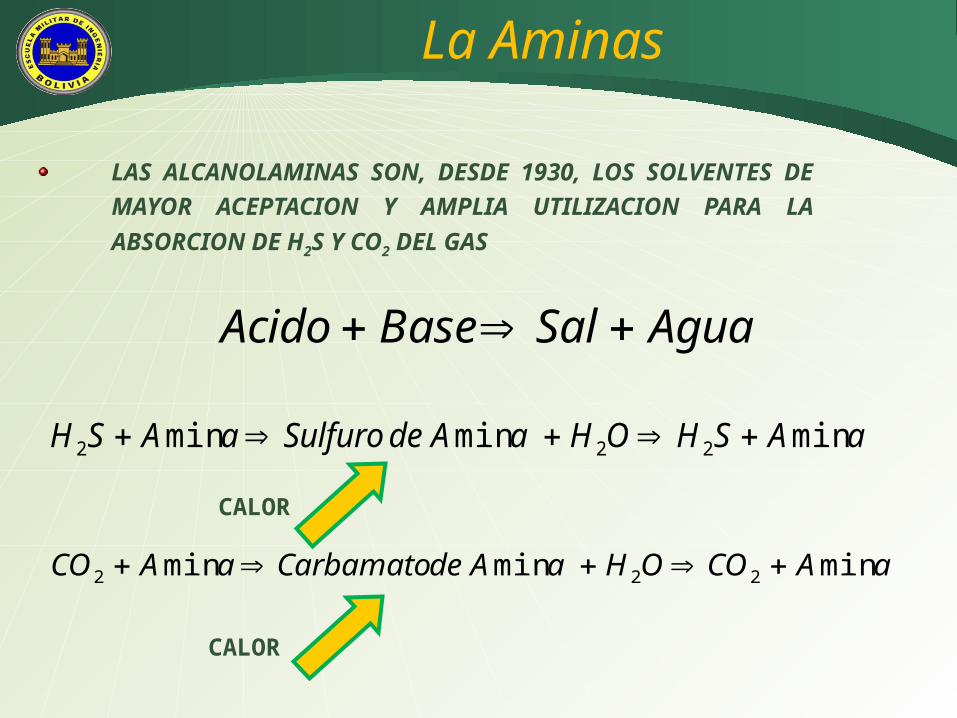
La Aminas
LAS ALCANOLAMINAS SON, DESDE 1930, LOS SOLVENTES DE MAYOR ACEPTACION Y AMPLIA UTILIZACION PARA LA ABSORCION DE H2S Y CO2 DEL GAS
CALOR
CALOR
AguaSalBaseAcido
aASHOHaAdeSulfuroaASH minminmin 222
aACOOHaAdeCarbamatoaACO minminmin 222
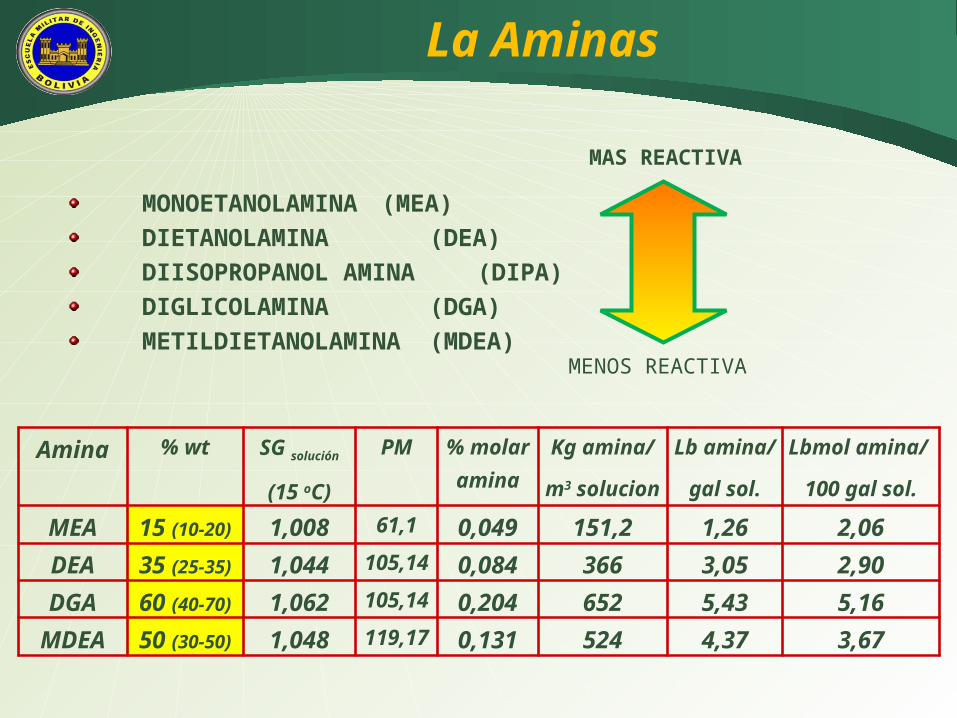
La Aminas
Amina % wt SG solución
(15 oC)
PM % molar amina
Kg amina/
m3 solucion
Lb amina/
gal sol.
Lbmol amina/
100 gal sol.
MEA 15 (10-20) 1,008 61,1 0,049 151,2 1,26 2,06DEA 35 (25-35) 1,044 105,14 0,084 366 3,05 2,90DGA 60 (40-70) 1,062 105,14 0,204 652 5,43 5,16
MDEA 50 (30-50) 1,048 119,17 0,131 524 4,37 3,67
MAS REACTIVA
MENOS REACTIVA
MONOETANOLAMINA (MEA)DIETANOLAMINA (DEA)DIISOPROPANOL AMINA (DIPA)DIGLICOLAMINA (DGA)METILDIETANOLAMINA (MDEA)
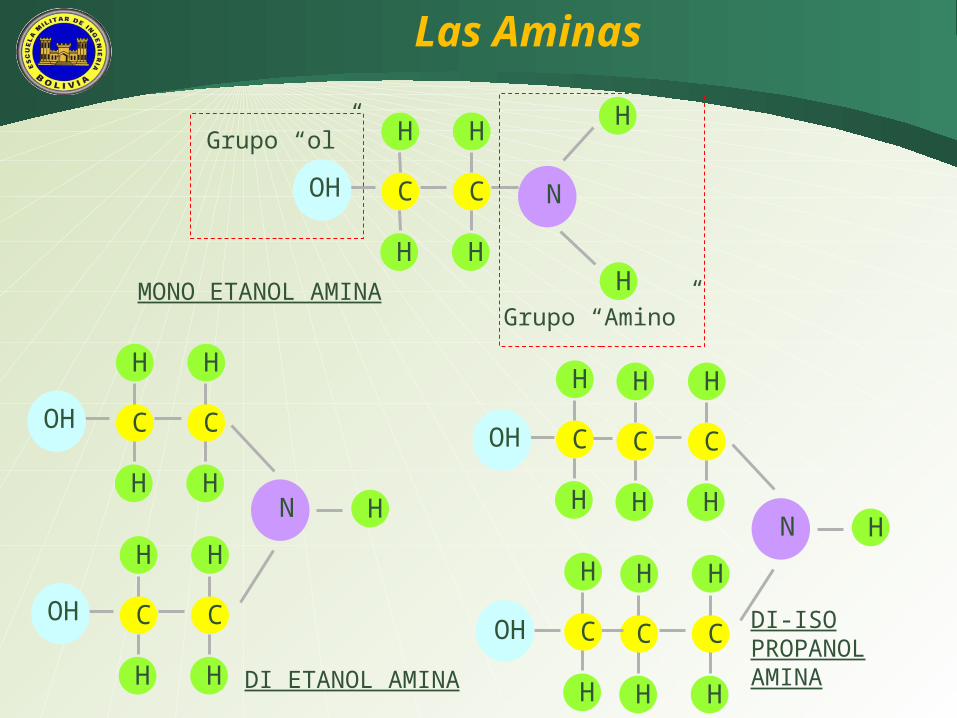
Las Aminas
C
H
N
H
C
H
H
OH
H
HMONO ETANOL AMINA
C
H
H
C
H
H
OH
C
H
H
C
H
H
OH
N H
Grupo “ol”
Grupo “Amino”
DI-ISO PROPANOL AMINA
C
H
H
C
H
H
OH
C
H
H
C
H
H
OH
N H
C
H
H
C
H
HDI ETANOL AMINA
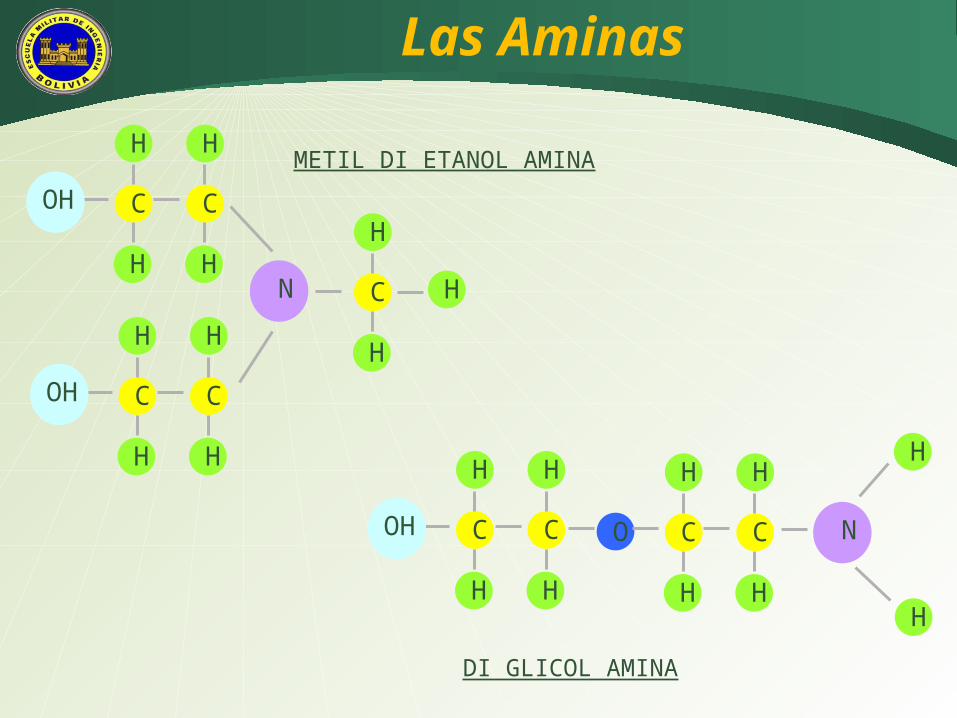
Las Aminas
C
H
H
C
H
H
OH
C
H
H
C
H
H
OH
N H
METIL DI ETANOL AMINA
C
H
H
C
H
H
OH O C
H
H
C
H
H
N
H
H
C
H
H
DI GLICOL AMINA
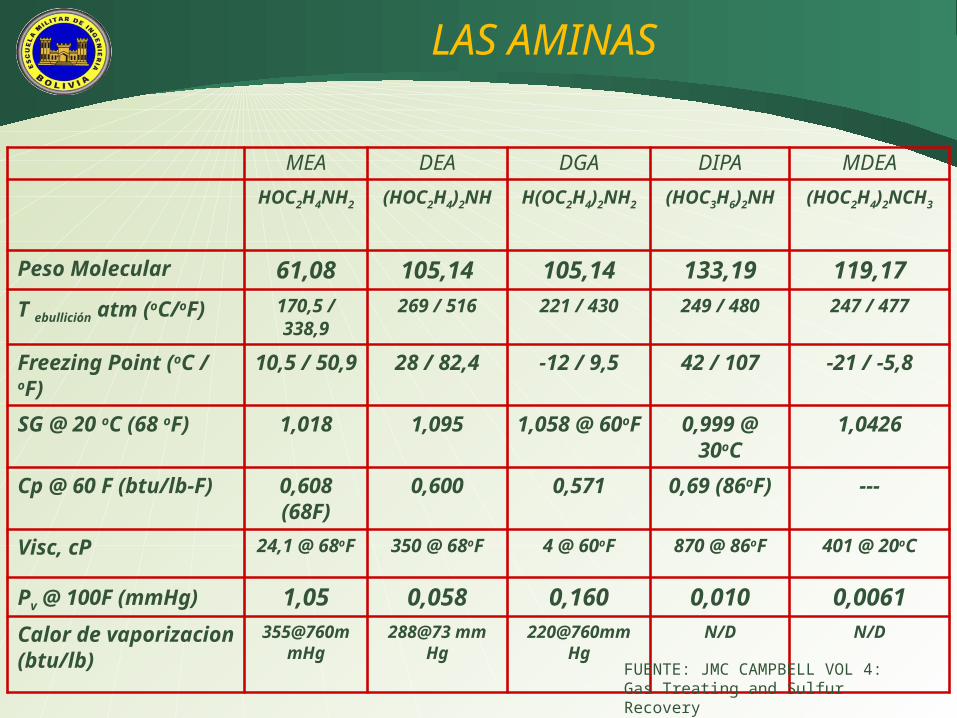
LAS AMINAS
MEA DEA DGA DIPA MDEAHOC2H4NH2 (HOC2H4)2NH H(OC2H4)2NH2 (HOC3H6)2NH (HOC2H4)2NCH3
Peso Molecular 61,08 105,14 105,14 133,19 119,17T ebullición atm (oC/oF) 170,5 /
338,9269 / 516 221 / 430 249 / 480 247 / 477
Freezing Point (oC / oF)
10,5 / 50,9 28 / 82,4 -12 / 9,5 42 / 107 -21 / -5,8
SG @ 20 oC (68 oF) 1,018 1,095 1,058 @ 60oF 0,999 @ 30oC
1,0426
Cp @ 60 F (btu/lb-F) 0,608 (68F)
0,600 0,571 0,69 (86oF) ---
Visc, cP 24,1 @ 68oF 350 @ 68oF 4 @ 60oF 870 @ 86oF 401 @ 20oC
Pv @ 100F (mmHg) 1,05 0,058 0,160 0,010 0,0061Calor de vaporizacion (btu/lb)
355@760mmHg
288@73 mm Hg
220@760mm Hg
N/D N/D
FUENTE: JMC CAMPBELL VOL 4: Gas Treating and Sulfur Recovery
Las Aminas
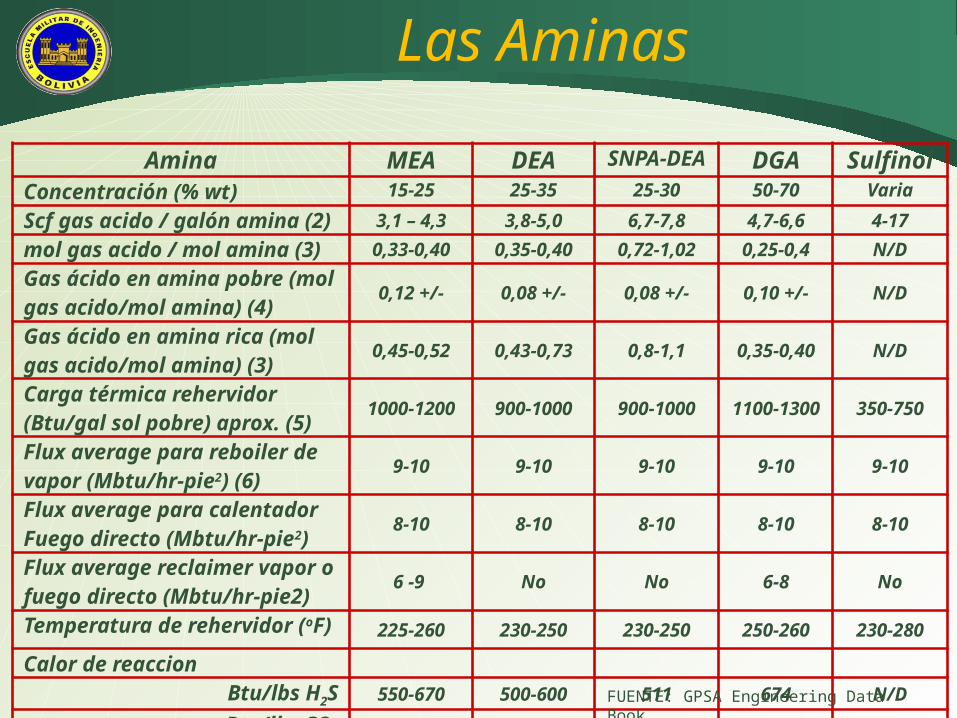
Amina MEA DEA SNPA-DEA DGA SulfinolConcentración (% wt) 15-25 25-35 25-30 50-70 VariaScf gas acido / galón amina (2) 3,1 – 4,3 3,8-5,0 6,7-7,8 4,7-6,6 4-17mol gas acido / mol amina (3) 0,33-0,40 0,35-0,40 0,72-1,02 0,25-0,4 N/DGas ácido en amina pobre (mol gas acido/mol amina) (4) 0,12 +/- 0,08 +/- 0,08 +/- 0,10 +/- N/D
Gas ácido en amina rica (mol gas acido/mol amina) (3) 0,45-0,52 0,43-0,73 0,8-1,1 0,35-0,40 N/D
Carga térmica rehervidor (Btu/gal sol pobre) aprox. (5) 1000-1200 900-1000 900-1000 1100-1300 350-750
Flux average para reboiler de vapor (Mbtu/hr-pie2) (6) 9-10 9-10 9-10 9-10 9-10
Flux average para calentador Fuego directo (Mbtu/hr-pie2) 8-10 8-10 8-10 8-10 8-10
Flux average reclaimer vapor o fuego directo (Mbtu/hr-pie2) 6 -9 No No 6-8 No
Temperatura de rehervidor (oF) 225-260 230-250 230-250 250-260 230-280
Calor de reaccionBtu/lbs H2S 550-670 500-600 511 674 N/DBtu/lbs CO2 620-700 580-650 653 850 N/D
FUENTE: GPSA Engineering Data Book
Las Aminas
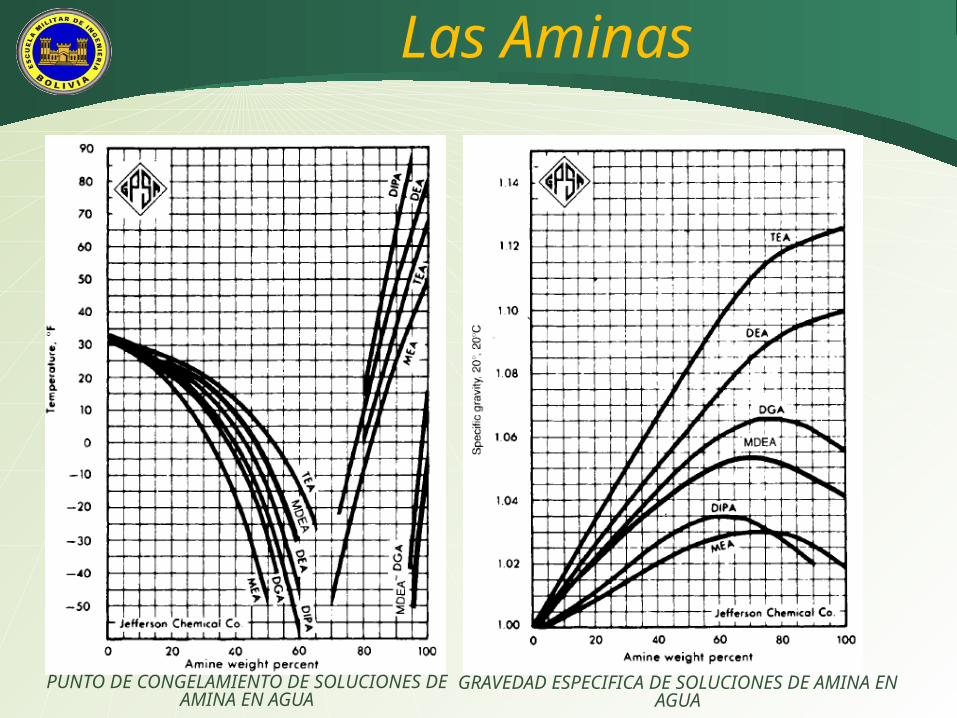
PUNTO DE CONGELAMIENTO DE SOLUCIONES DE AMINA EN AGUA
GRAVEDAD ESPECIFICA DE SOLUCIONES DE AMINA EN AGUA
MEA FUE DURANTE MUCHO TIEMPO LA AMINA MAS UTILIZADA →ALTAMENTE REACTIVAA PARTIR DE 1950-1960, DEA SUSTITUYE A MEA POR RESISTENCIA A DEGRADACION CON AZUFRADOS CORROSION→DGA UTILIZADA EN GRANDES CAUDALES DEBIDO A CONCENTRACION ↑AUN CUANDO SE DEGRADA CON AZUFRADOS. PROCESO PROPIETARIODIPA UTILIZADA EN SHELL SULFINOLTM. PROCESO PROPIETARIO. SELECTIVA H2SMDEA MAS UTILIZADA (80’s) SELECTIVIDAD, REQUERIMIENTO →ENERGETICO Y BAJA TENDENCIA A DEGRADACION
LAS AMINAS
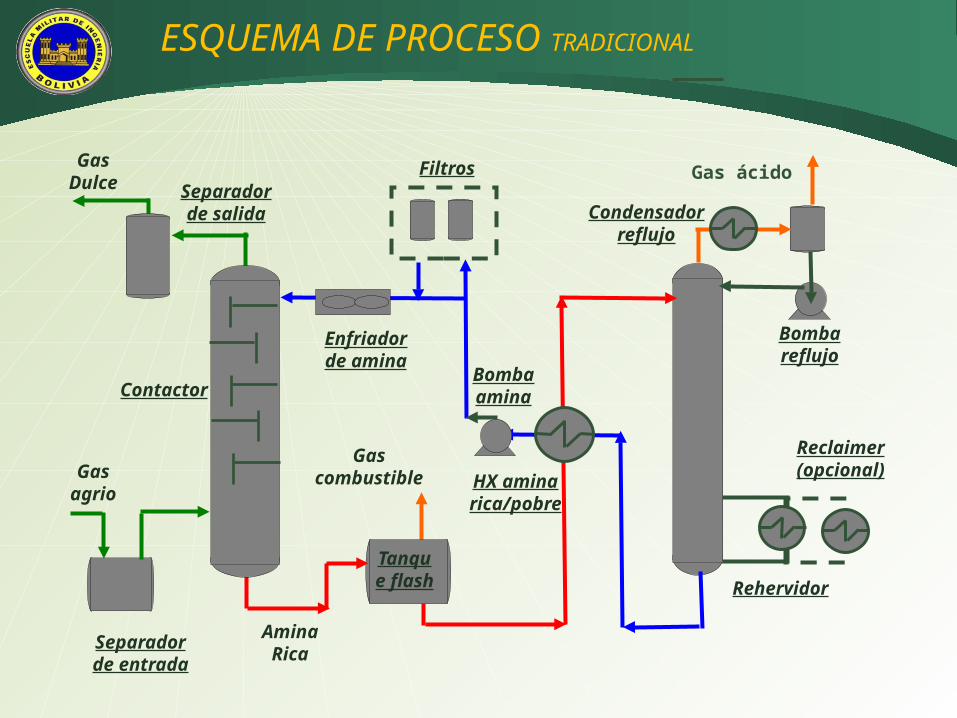
ESQUEMA DE PROCESO TRADICIONAL
Gas agrio
Gas Dulce
Amina Rica
Gas combustible
Gas ácido
Contactor
Separador de entrada
Separador de salida
Tanque flash
HX amina rica/pobre
Bomba amina
Filtros
Enfriador de amina
Rehervidor
Reclaimer (opcional)
Bomba reflujo
Condensador reflujo
Reclaimer (opcional
)
Tambor reflujo
Gas agrio
Gas Dulce
Amina Rica
Gas ácido
Contactor
Separador de
entrada
Separador de salida
Tanque
flash
Rehervidor
Bomba reflujo
Condensador reflujo
Solución pobre
Solución semi-pobre
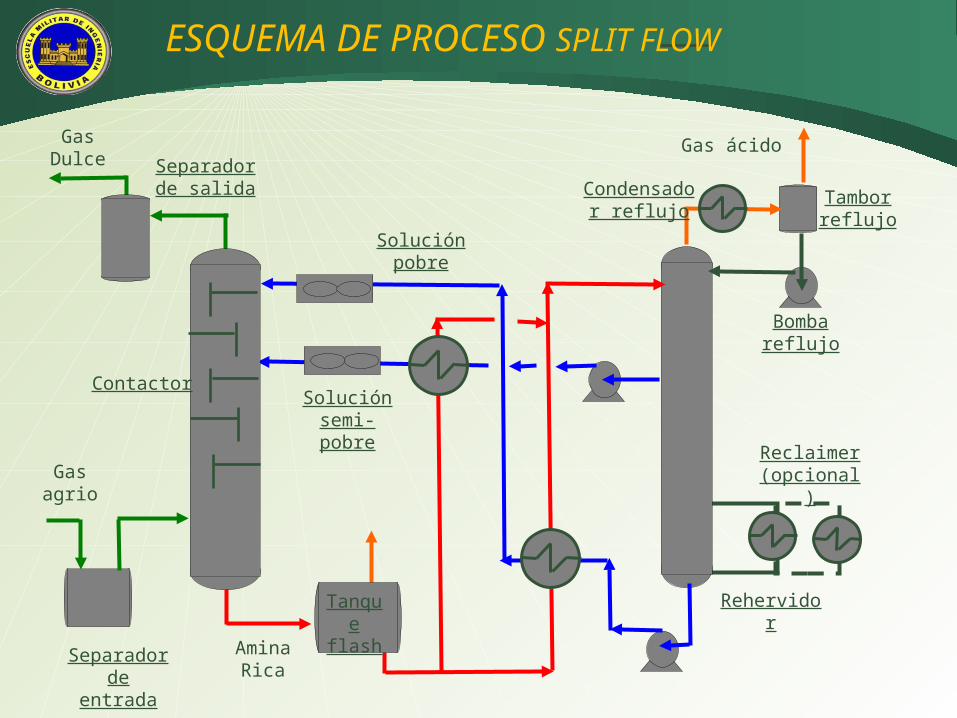
ESQUEMA DE PROCESO SPLIT FLOW

ESQUEMA DE PROCESO SPLIT FLOW
VENTAJAS: AHORRO CONSIDERABLE EN ENERGIAMAYOR SELECTIVIDAD AL H2S
DESVENTAJAS: MAYOR # PLATOS REGENERACIONSTRIPPER Y REGENERADOR MAS
COMPLICADOSMAYOR # EQUIPOS
ALTO COSTO ENERGIAALTO % H2S: 10-15%ALTO CAUDAL: > 200 MMscfd
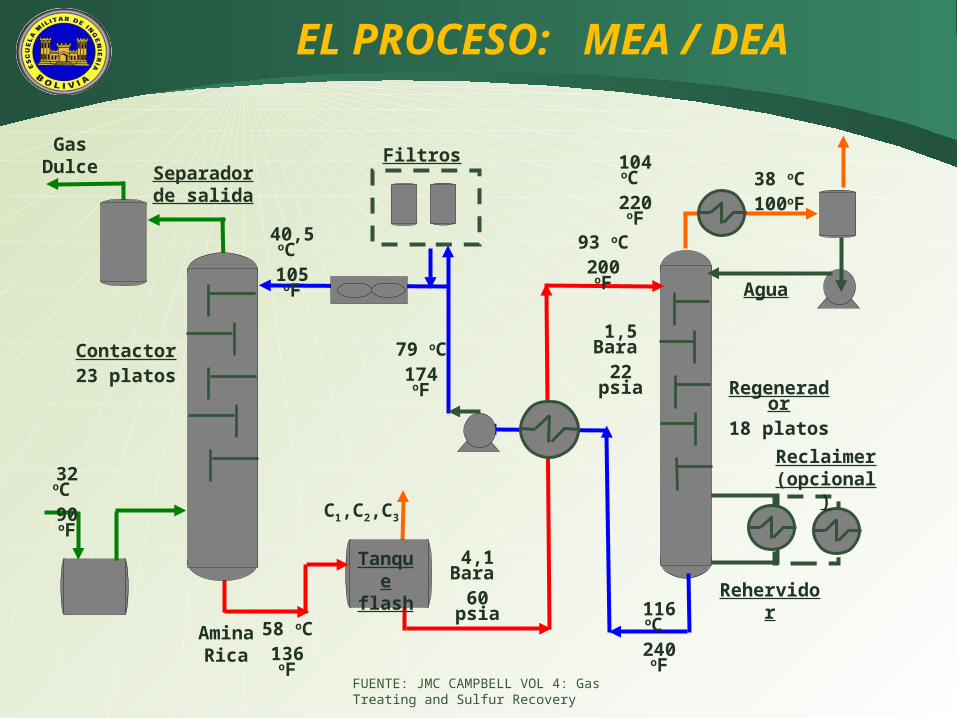
EL PROCESO: MEA / DEA
32 oC 90 oF
Gas Dulce
Amina Rica
C1,C2,C3
Contactor23 platos
Separador de salida
Tanque
flash
Filtros
Rehervidor
Reclaimer (opcional
)
Agua
58 oC 136 oF
4,1 Bara 60 psia
93 oC 200 oF
Regenerador
18 platos
1,5 Bara 22
psia
104 oC 220 oF
38 oC 100oF
116 oC 240 oF
79 oC 174 oF
40,5 oC 105 oF
FUENTE: JMC CAMPBELL VOL 4: Gas Treating and Sulfur Recovery
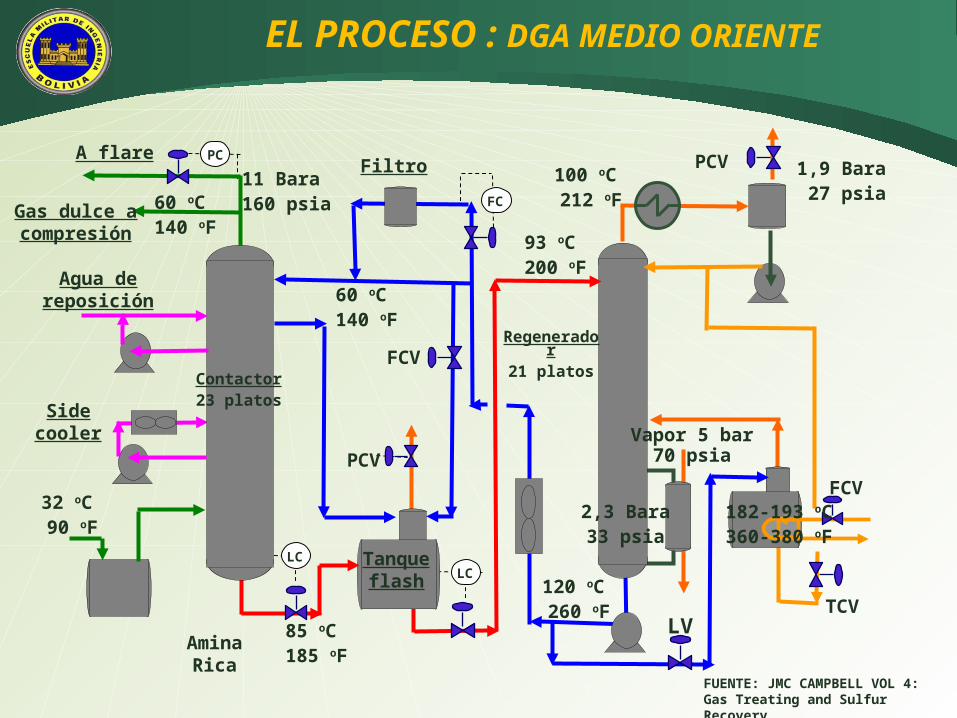
EL PROCESO : DGA MEDIO ORIENTE
32 oC 90 oF
Amina Rica
Contactor23 platos
Gas dulce a compresión
Tanque flash
Filtro
85 oC 185 oF
93 oC 200 oF
100 oC 212 oF
PCA flare
Agua de reposición
Side cooler
11 Bara 160 psia
LCLC
60 oC 140 oF
PCV
FC
LV
FCV
FCV
TCV
Vapor 5 bar70 psia
60 oC 140 oF
PCV 1,9 Bara 27 psia
2,3 Bara 33 psia
120 oC 260 oF
Regenerador
21 platos
182-193 oC 360-380 oF
FUENTE: JMC CAMPBELL VOL 4: Gas Treating and Sulfur Recovery
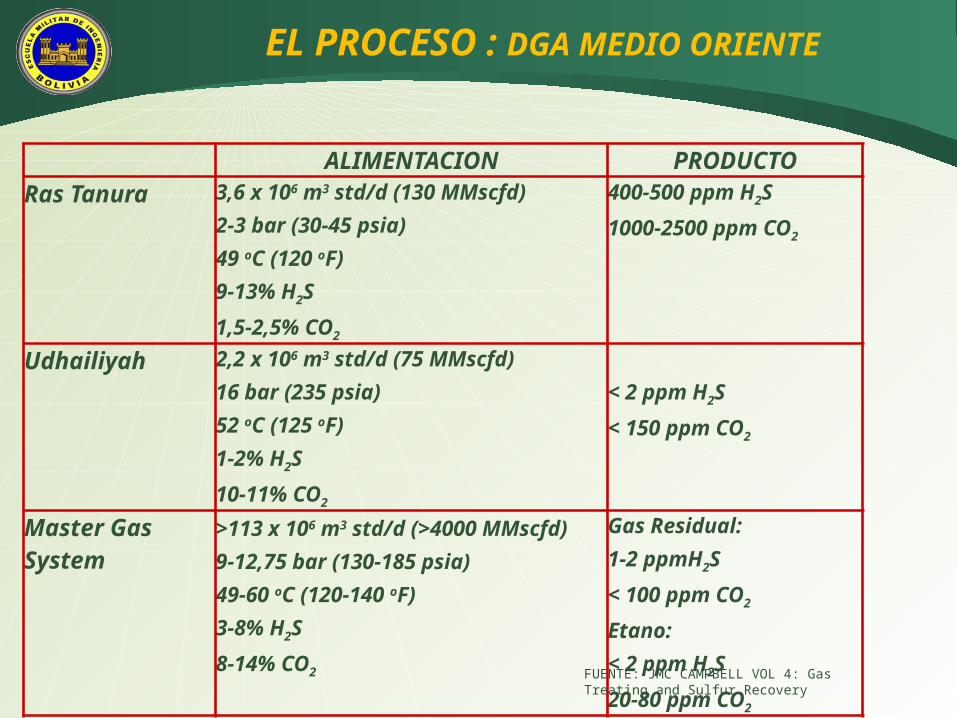
EL PROCESO : DGA MEDIO ORIENTE
ALIMENTACION PRODUCTORas Tanura 3,6 x 106 m3 std/d (130 MMscfd)
2-3 bar (30-45 psia)49 oC (120 oF)9-13% H2S1,5-2,5% CO2
400-500 ppm H2S1000-2500 ppm CO2
Udhailiyah 2,2 x 106 m3 std/d (75 MMscfd)16 bar (235 psia)52 oC (125 oF)1-2% H2S10-11% CO2
< 2 ppm H2S< 150 ppm CO2
Master Gas System
>113 x 106 m3 std/d (>4000 MMscfd)9-12,75 bar (130-185 psia)49-60 oC (120-140 oF)3-8% H2S8-14% CO2
Gas Residual:1-2 ppmH2S< 100 ppm CO2
Etano:< 2 ppm H2S20-80 ppm CO2
FUENTE: JMC CAMPBELL VOL 4: Gas Treating and Sulfur Recovery
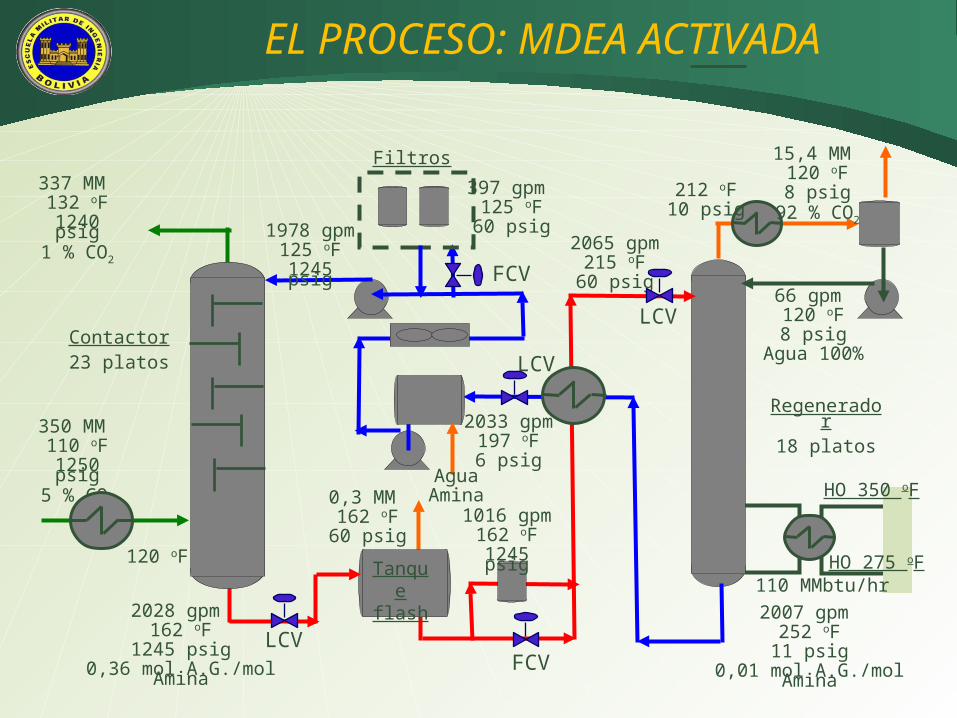
EL PROCESO: MDEA ACTIVADA
Contactor23 platos
Tanque
flash
Filtros
350 MM 110 oF1250 psig
5 % CO2
Regenerador
18 platos
337 MM 132 oF1240 psig
1 % CO2
2028 gpm 162 oF
1245 psig0,36 mol A.G./mol Amina
120 oF
2065 gpm 215 oF60 psig
0,3 MM 162 oF60 psig
LCV
LCVFCV
1016 gpm 162 oF1245 psig
15,4 MM 120 oF8 psig92 % CO2
66 gpm 120 oF8 psig
Agua 100%
2007 gpm 252 oF11 psig
0,01 mol A.G./mol Amina
2033 gpm 197 oF6 psig
LCV
FCV
1978 gpm 125 oF1245 psig
397 gpm 125 oF60 psig
AguaAmina HO 350 oF
HO 275 oF110 MMbtu/hr
212 oF10 psig
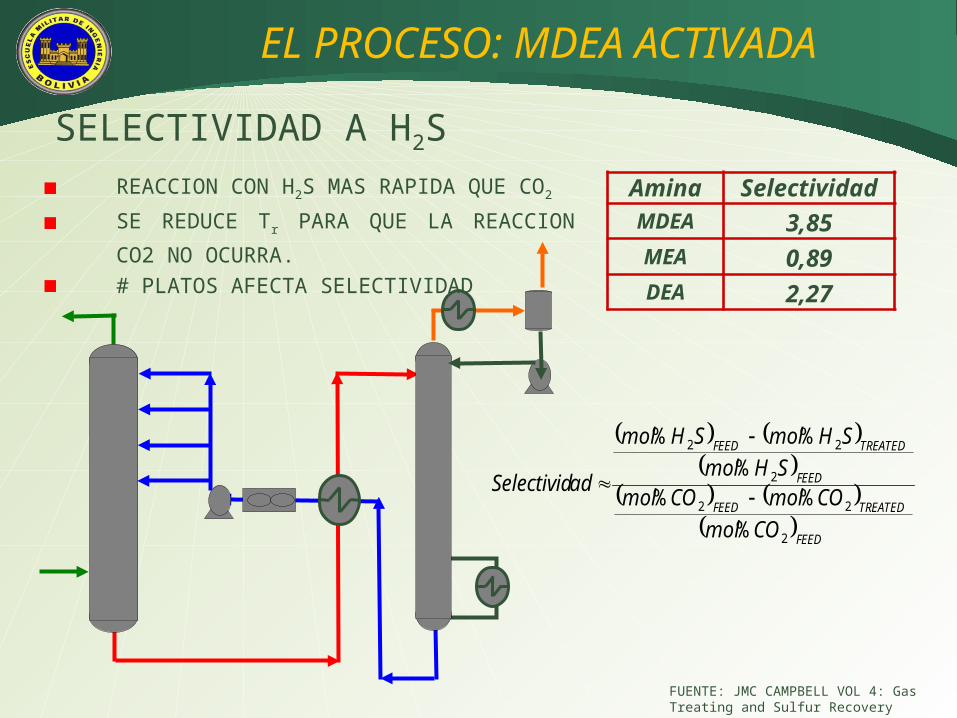
EL PROCESO: MDEA ACTIVADA
FUENTE: JMC CAMPBELL VOL 4: Gas Treating and Sulfur Recovery
SELECTIVIDAD A H2SAmina SelectividadMDEA 3,85MEA 0,89DEA 2,27
REACCION CON H2S MAS RAPIDA QUE CO2
SE REDUCE Tr PARA QUE LA REACCION CO2 NO OCURRA. # PLATOS AFECTA SELECTIVIDAD
FEED
TREATEDFEED
FEED
TREATEDFEED
COmolCOmolCOmol
SHmolSHmolSHmol
adSelectivid
2
22
2
22
%%%
%%%
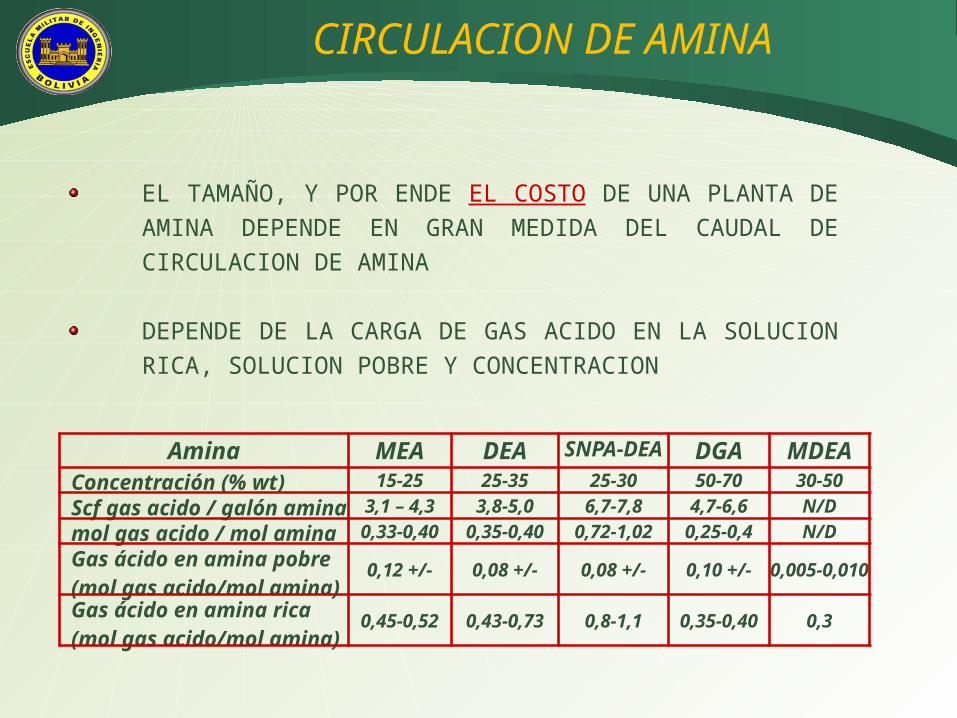
CIRCULACION DE AMINA
EL TAMAÑO, Y POR ENDE EL COSTO DE UNA PLANTA DE AMINA DEPENDE EN GRAN MEDIDA DEL CAUDAL DE CIRCULACION DE AMINA
DEPENDE DE LA CARGA DE GAS ACIDO EN LA SOLUCION RICA, SOLUCION POBRE Y CONCENTRACION
Amina MEA DEA SNPA-DEA DGA MDEAConcentración (% wt) 15-25 25-35 25-30 50-70 30-50Scf gas acido / galón amina 3,1 – 4,3 3,8-5,0 6,7-7,8 4,7-6,6 N/Dmol gas acido / mol amina 0,33-0,40 0,35-0,40 0,72-1,02 0,25-0,4 N/DGas ácido en amina pobre (mol gas acido/mol amina)
0,12 +/- 0,08 +/- 0,08 +/- 0,10 +/- 0,005-0,010
Gas ácido en amina rica (mol gas acido/mol amina)
0,45-0,52 0,43-0,73 0,8-1,1 0,35-0,40 0,3
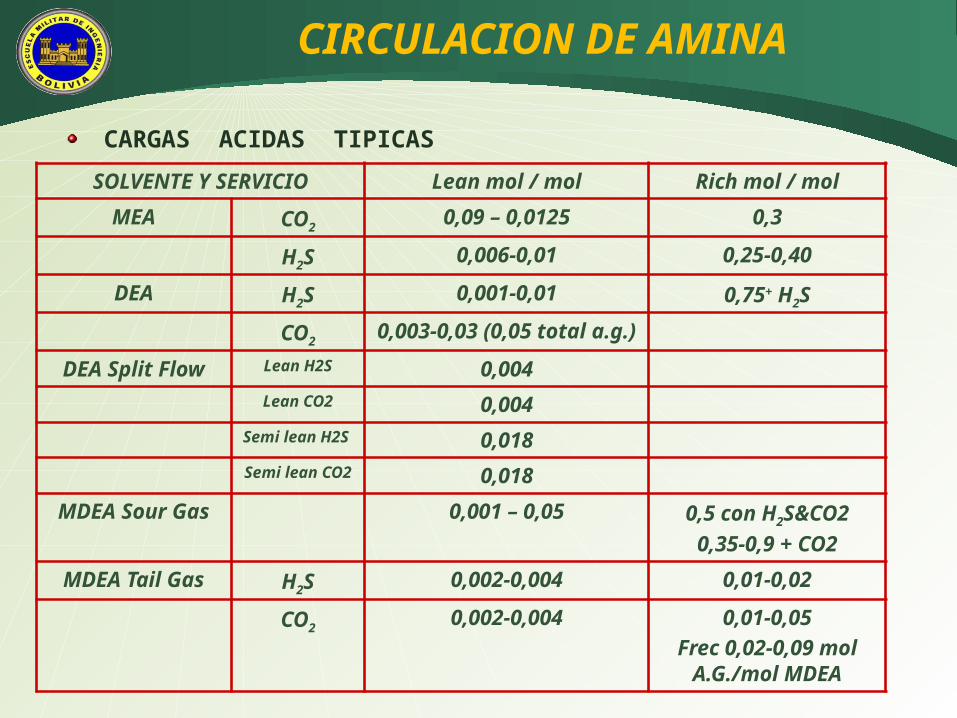
CIRCULACION DE AMINA
SOLVENTE Y SERVICIO Lean mol / mol Rich mol / molMEA CO2 0,09 – 0,0125 0,3
H2S 0,006-0,01 0,25-0,40DEA H2S 0,001-0,01 0,75+ H2S
CO2 0,003-0,03 (0,05 total a.g.)DEA Split Flow Lean H2S 0,004
Lean CO2 0,004Semi lean H2S 0,018Semi lean CO2 0,018
MDEA Sour Gas 0,001 – 0,05 0,5 con H2S&CO20,35-0,9 + CO2
MDEA Tail Gas H2S 0,002-0,004 0,01-0,02
CO2 0,002-0,004 0,01-0,05Frec 0,02-0,09 mol
A.G./mol MDEA
CARGAS ACIDAS TIPICAS
CIRCULACION DE AMINA
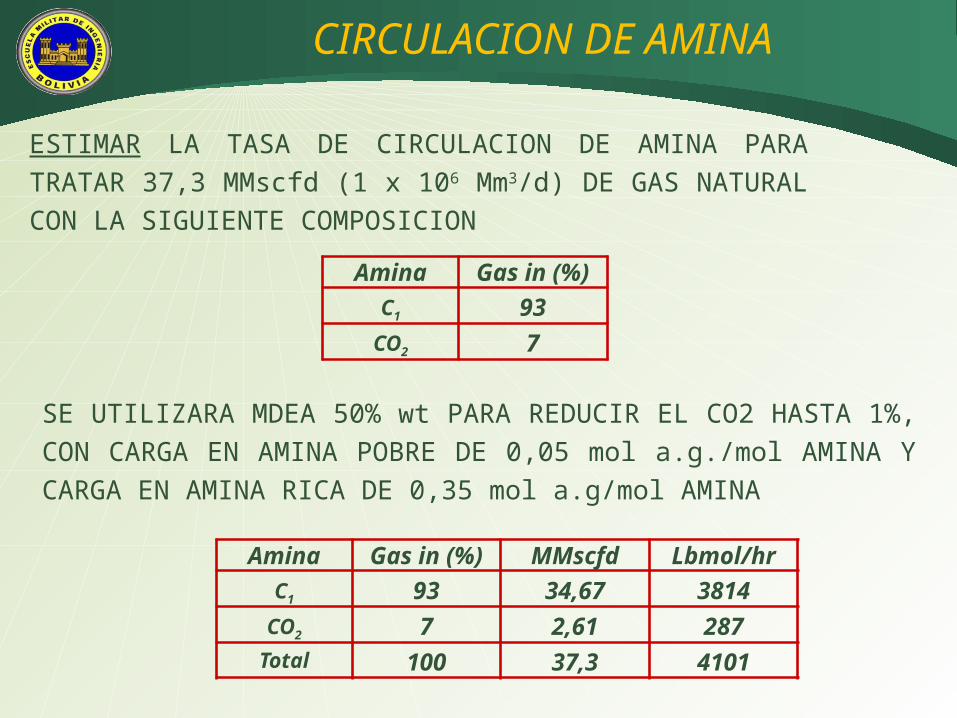
ESTIMAR LA TASA DE CIRCULACION DE AMINA PARA TRATAR 37,3 MMscfd (1 x 106 Mm3/d) DE GAS NATURAL CON LA SIGUIENTE COMPOSICION
Amina Gas in (%)C1 93
CO2 7
SE UTILIZARA MDEA 50% wt PARA REDUCIR EL CO2 HASTA 1%, CON CARGA EN AMINA POBRE DE 0,05 mol a.g./mol AMINA Y CARGA EN AMINA RICA DE 0,35 mol a.g/mol AMINA
Amina Gas in (%) MMscfd Lbmol/hrC1 93 34,67 3814
CO2 7 2,61 287Total 100 37,3 4101
CIRCULACION DE AMINA
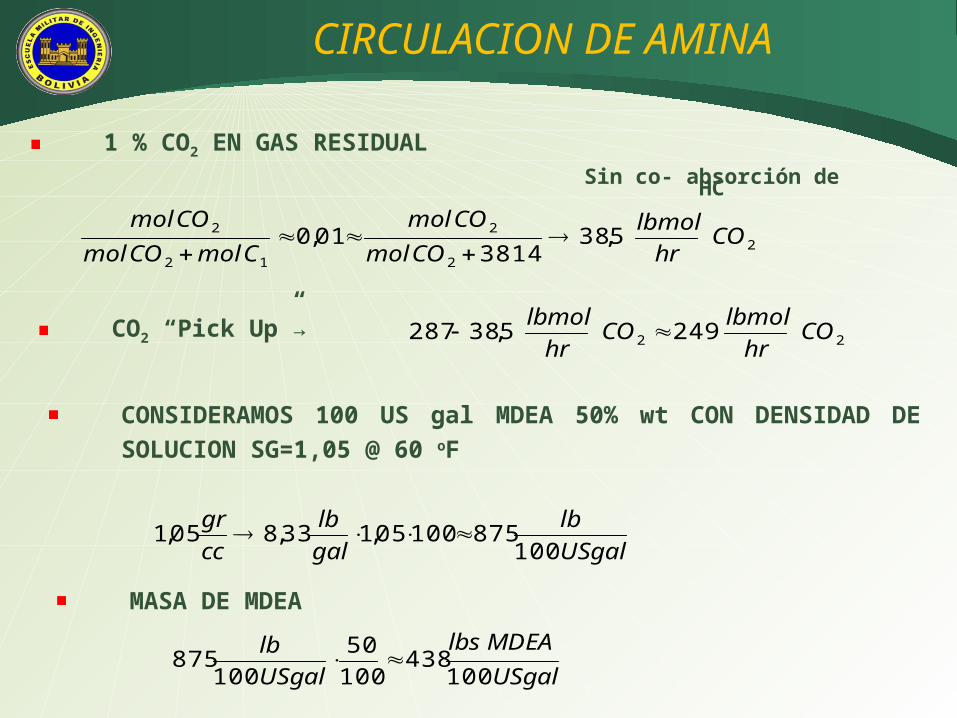
1 % CO2 EN GAS RESIDUALSin co- absorción de HC
CO2 “Pick Up”→
CONSIDERAMOS 100 US gal MDEA 50% wt CON DENSIDAD DE SOLUCION SG=1,05 @ 60 oF
MASA DE MDEA
22
2
12
2 5,38381401,0 COhr
lbmolCOmol
COmolCmolCOmol
COmol
22 2495,38287 COhr
lbmolCOhr
lbmol
USgallb
gallb
ccgr
10087510005,133,805,1
USgalMDEAlbs
USgallb
10043810050
100875
CIRCULACION DE AMINA
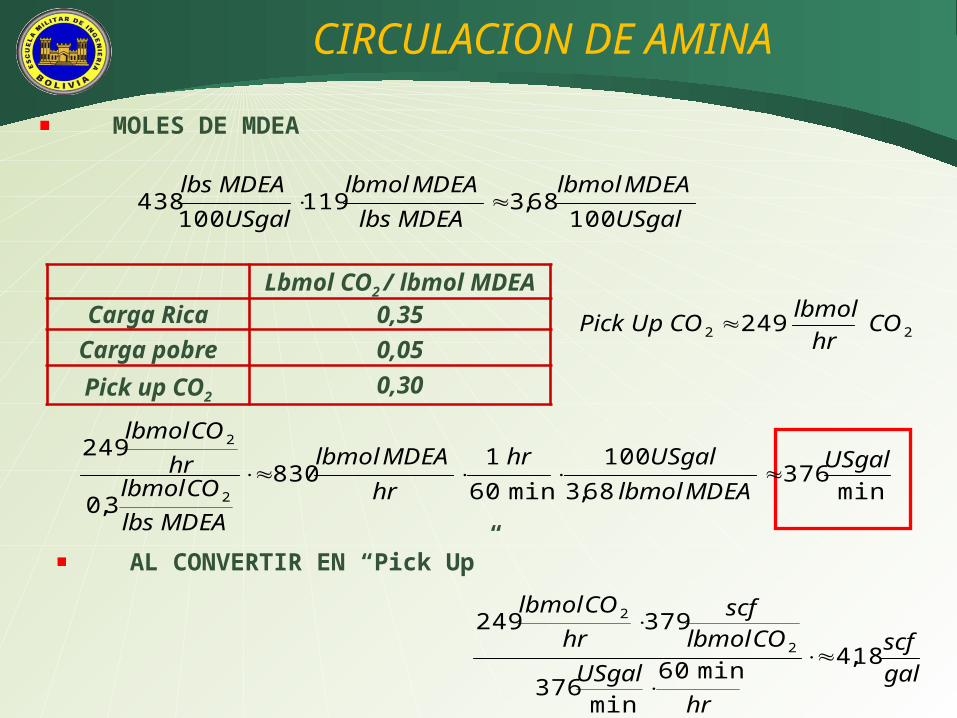
MOLES DE MDEA
Lbmol CO2 / lbmol MDEACarga Rica 0,35
Carga pobre 0,05Pick up CO2 0,30
AL CONVERTIR EN “Pick Up”
USgalMDEAlbmol
MDEAlbsMDEAlbmol
USgalMDEAlbs
10068,3119100438
22 249 COhr
lbmolCOUpPick
min37668,3100
min601830
3,0
249
2
2USgal
MDEAlbmolUSgalhr
hrMDEAlbmol
MDEAlbsCOlbmol
hrCOlbmol
galscf
hrUSgal
COlbmolscf
hrCOlbmol
18,4min60min376
3792492
2
CIRCULACION DE AMINA
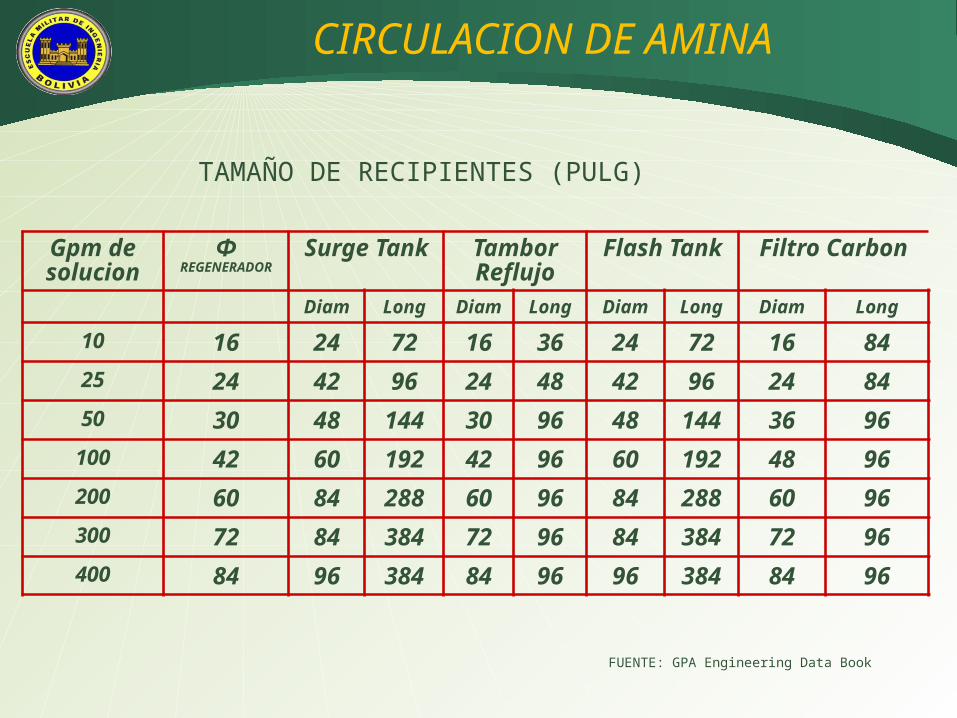
Gpm de solucion
Φ REGENERADOR
Surge Tank Tambor Reflujo
Flash Tank Filtro Carbon
Diam Long Diam Long Diam Long Diam Long
10 16 24 72 16 36 24 72 16 8425 24 42 96 24 48 42 96 24 8450 30 48 144 30 96 48 144 36 96
100 42 60 192 42 96 60 192 48 96200 60 84 288 60 96 84 288 60 96300 72 84 384 72 96 84 384 72 96400 84 96 384 84 96 96 384 84 96
TAMAÑO DE RECIPIENTES (PULG)
FUENTE: GPA Engineering Data Book
LOS EQUIPOS
EQUIPOS DE ENTRADA Y SALIDALA COLUMNA CONTACTORAEL SEPARADOR TRIFASICOEL INTERCAMBIADOR DE CALOREL REGENERADORENFRIADOR DE AMINALAS BOMBASRECLAIMING DE LA SOLUCIONLOS FILTROSMATERIALESTUBERIAS

LOS EQUIPOS DE ENTRADA
LCV
GRAN PARTE DE LOS PROBLEMAS OPERACIONALES DEL CONTACTOR SE DEBEN A CONDENSADOS, SOLIDOS, INHIBIDORES, LODOS, ACIDOS, OTROS, EN LA ALIMENTACIONDEBE CONSIDERARSE FLUJO PULSANTE EN DISEÑOEL GAS DEBE ESTAR LEJOS DE SU PUNTO DE ROCIO CALENTAR CON GAS DE →SALIDA O AMINA POBREDEPURADOR DE SALIDA LIMITA ARRASTRE DE AMINA
EL CONTACTOR: # ETAPAS
LCV
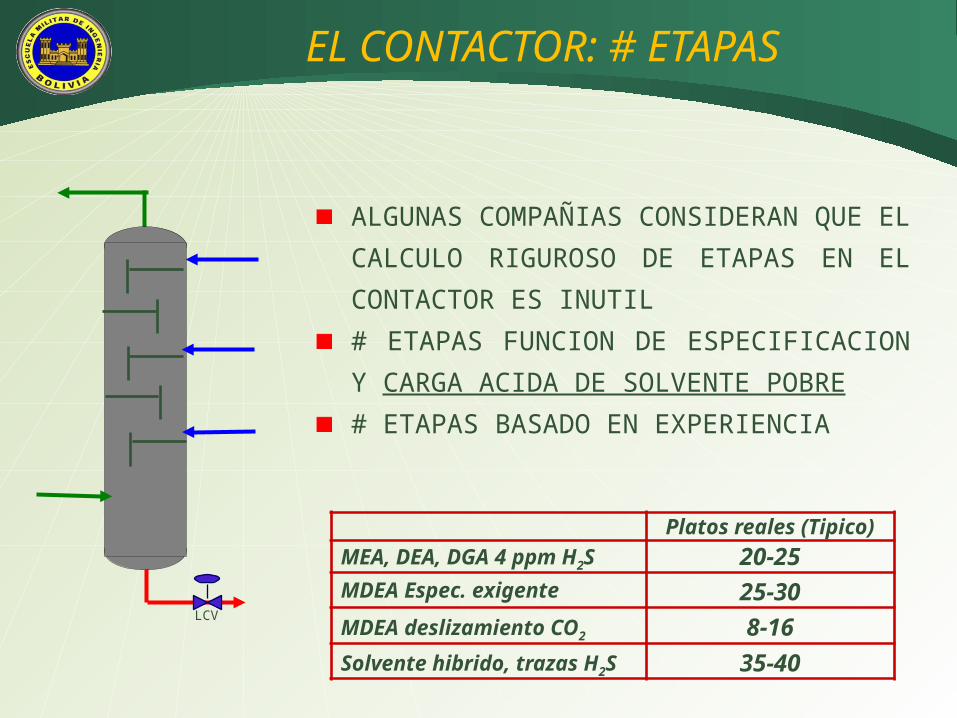
ALGUNAS COMPAÑIAS CONSIDERAN QUE EL CALCULO RIGUROSO DE ETAPAS EN EL CONTACTOR ES INUTIL# ETAPAS FUNCION DE ESPECIFICACION Y CARGA ACIDA DE SOLVENTE POBRE# ETAPAS BASADO EN EXPERIENCIA
Platos reales (Tipico)MEA, DEA, DGA 4 ppm H2S 20-25MDEA Espec. exigente 25-30MDEA deslizamiento CO2 8-16Solvente hibrido, trazas H2S 35-40
EL CONTACTOR: ALTURA
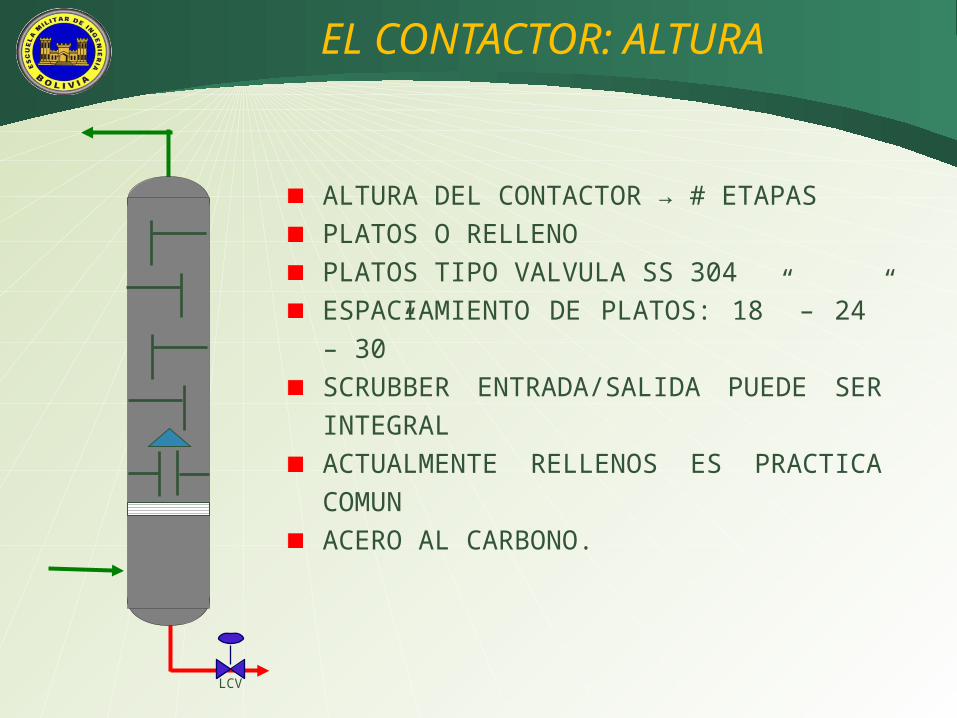
ALTURA DEL CONTACTOR → # ETAPASPLATOS O RELLENOPLATOS TIPO VALVULA SS 304ESPACIAMIENTO DE PLATOS: 18” – 24” – 30”SCRUBBER ENTRADA/SALIDA PUEDE SER INTEGRALACTUALMENTE RELLENOS ES PRACTICA COMUNACERO AL CARBONO.
LCV
EL CONTACTOR: DIAMETRO
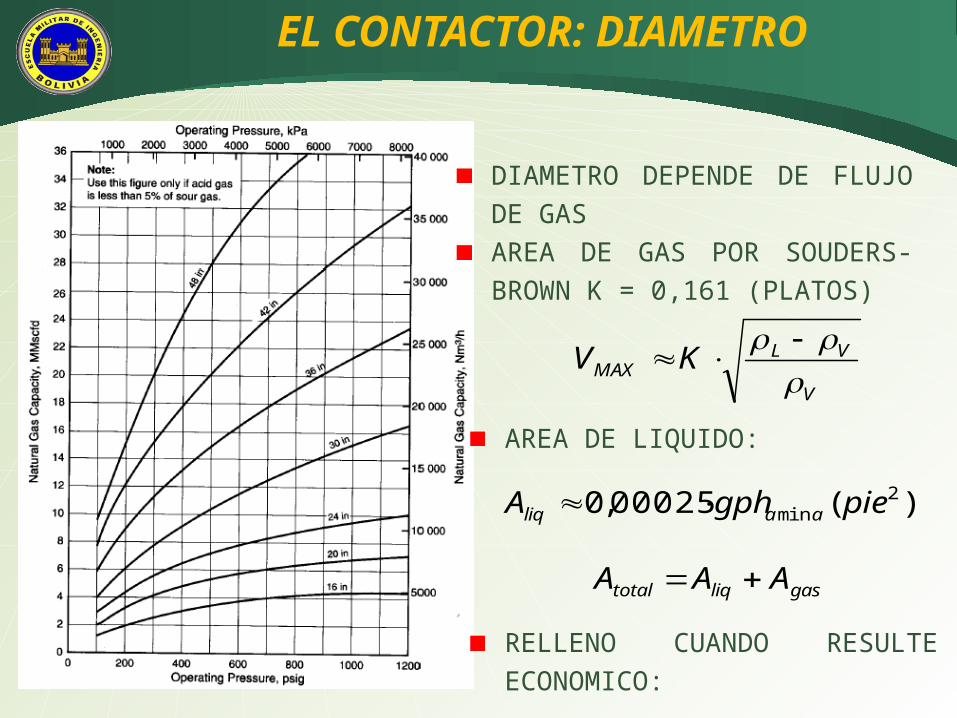
DIAMETRO DEPENDE DE FLUJO DE GASAREA DE GAS POR SOUDERS-BROWN K = 0,161 (PLATOS)
AREA DE LIQUIDO:
RELLENO CUANDO RESULTE ECONOMICO:
V
VLMAX KV
)(00025,0 2min piegphA aaliq
gasliqtotal AAA
EL SEPARADOR TRIFASICO
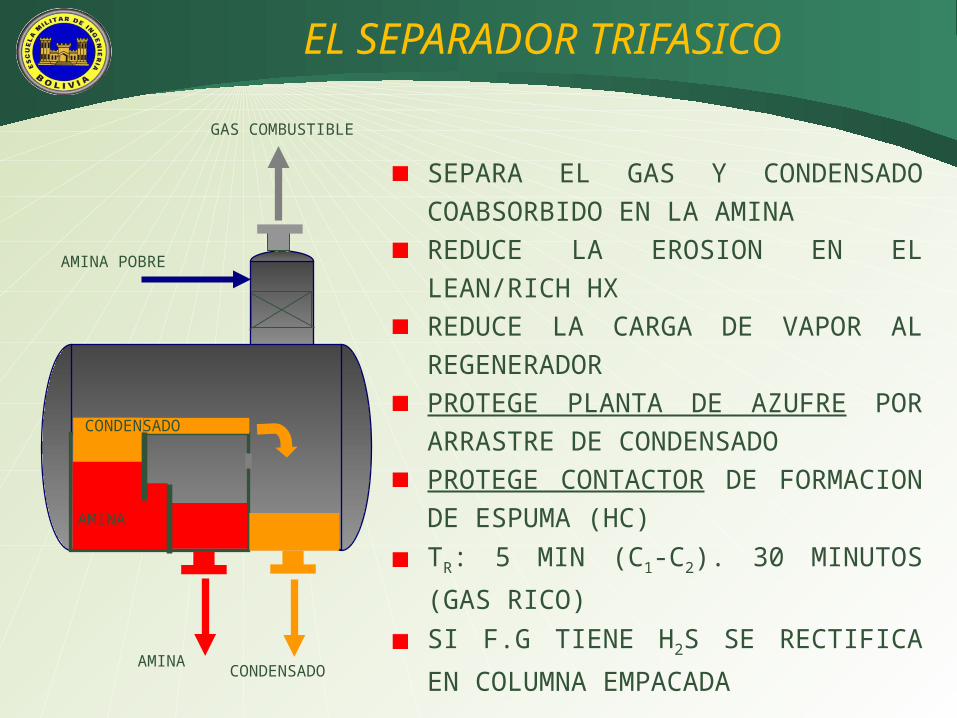
SEPARA EL GAS Y CONDENSADO COABSORBIDO EN LA AMINAREDUCE LA EROSION EN EL LEAN/RICH HXREDUCE LA CARGA DE VAPOR AL REGENERADORPROTEGE PLANTA DE AZUFRE POR ARRASTRE DE CONDENSADOPROTEGE CONTACTOR DE FORMACION DE ESPUMA (HC)TR: 5 MIN (C1-C2). 30 MINUTOS (GAS RICO)SI F.G TIENE H2S SE RECTIFICA EN COLUMNA EMPACADA
CONDENSADO
AMINA
AMINA CONDENSADO
GAS COMBUSTIBLE
AMINA POBRE

INTERCAMBIADOR AMINA RICA/POBRE
REDUCE CARGA TERMICA DEL REHERVIDOR (CALOR SENSIBLE) DEBE GARANTIZAR VAPORIZACION DE LA CARGA AGUAS ABAJOT out AMINA RICA EXCESIVA PROMUEVE PROBLEMAS DE CORROSION (T<220 oF)CARCASA DE C.S. TUBOS SS304. ACTUALMENTE SE UTILIZAN CAMBIADORES DE PLACASE DEBE EVITAR EVAPORACION EN HX POR CORROSIONVELOCIDAD BAJA (2-3 pie/s)U 120 a 130 Btu/hr-pie→ 2-oFCONSIDERAR PEOR CASO (<T gas in) PARA HALLAR DUTY
REGENERACION DE AMINAS
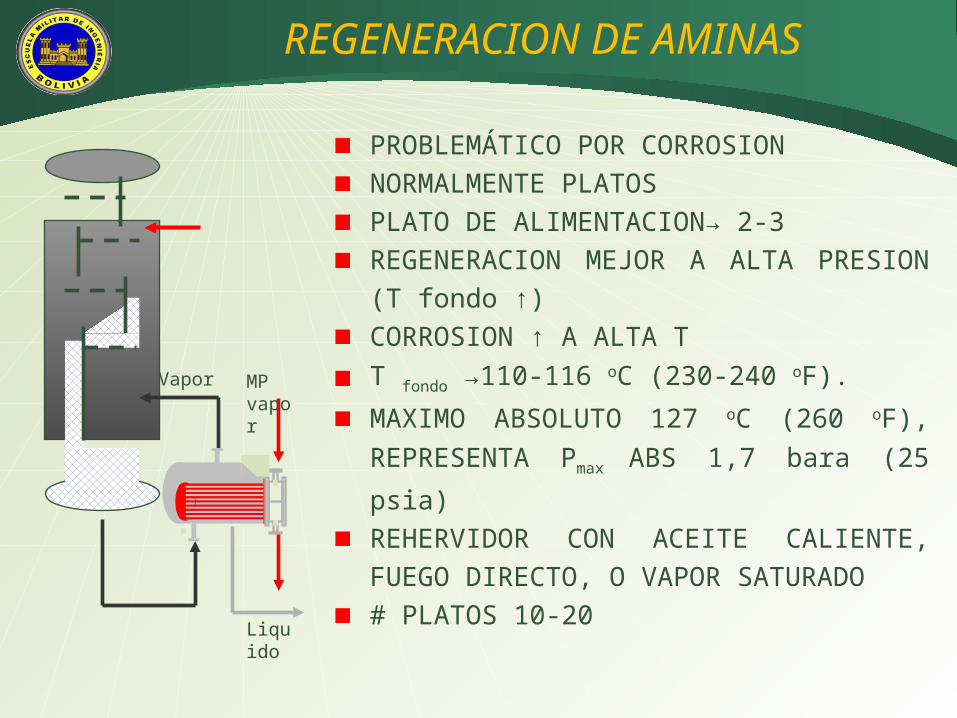
PROBLEMÁTICO POR CORROSIONNORMALMENTE PLATOSPLATO DE ALIMENTACION→ 2-3REGENERACION MEJOR A ALTA PRESION (T fondo ↑)CORROSION ↑ A ALTA TT fondo →110-116 oC (230-240 oF). MAXIMO ABSOLUTO 127 oC (260 oF), REPRESENTA Pmax ABS 1,7 bara (25 psia)REHERVIDOR CON ACEITE CALIENTE, FUEGO DIRECTO, O VAPOR SATURADO# PLATOS 10-20
Vapor
Liquido
MP vapor
REGENERACION DE AMINAS
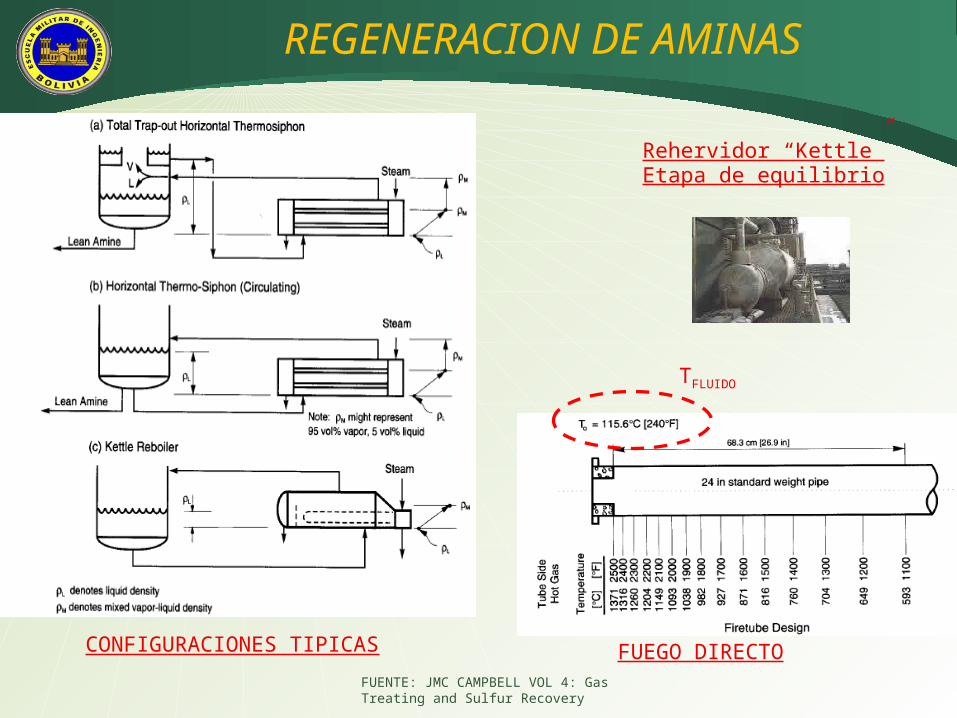
Rehervidor “Kettle”Etapa de equilibrio
CONFIGURACIONES TIPICAS FUEGO DIRECTO
TFLUIDO
FUENTE: JMC CAMPBELL VOL 4: Gas Treating and Sulfur Recovery
REGENERACION DE AMINAS
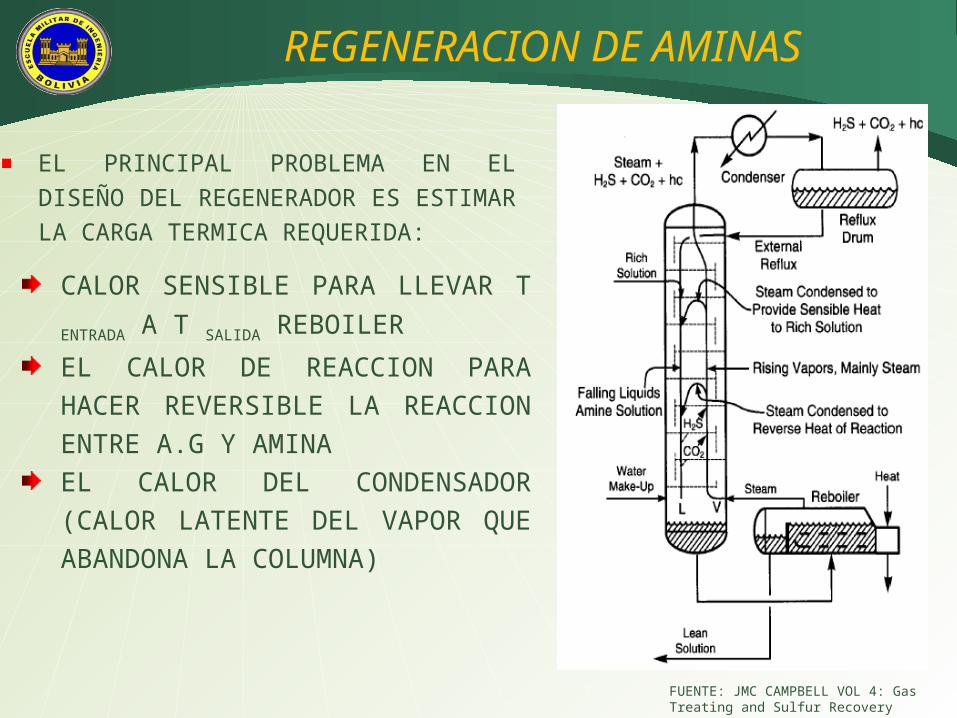
CALOR SENSIBLE PARA LLEVAR T ENTRADA A T SALIDA REBOILEREL CALOR DE REACCION PARA HACER REVERSIBLE LA REACCION ENTRE A.G Y AMINAEL CALOR DEL CONDENSADOR (CALOR LATENTE DEL VAPOR QUE ABANDONA LA COLUMNA)
EL PRINCIPAL PROBLEMA EN EL DISEÑO DEL REGENERADOR ES ESTIMAR LA CARGA TERMICA REQUERIDA:
FUENTE: JMC CAMPBELL VOL 4: Gas Treating and Sulfur Recovery
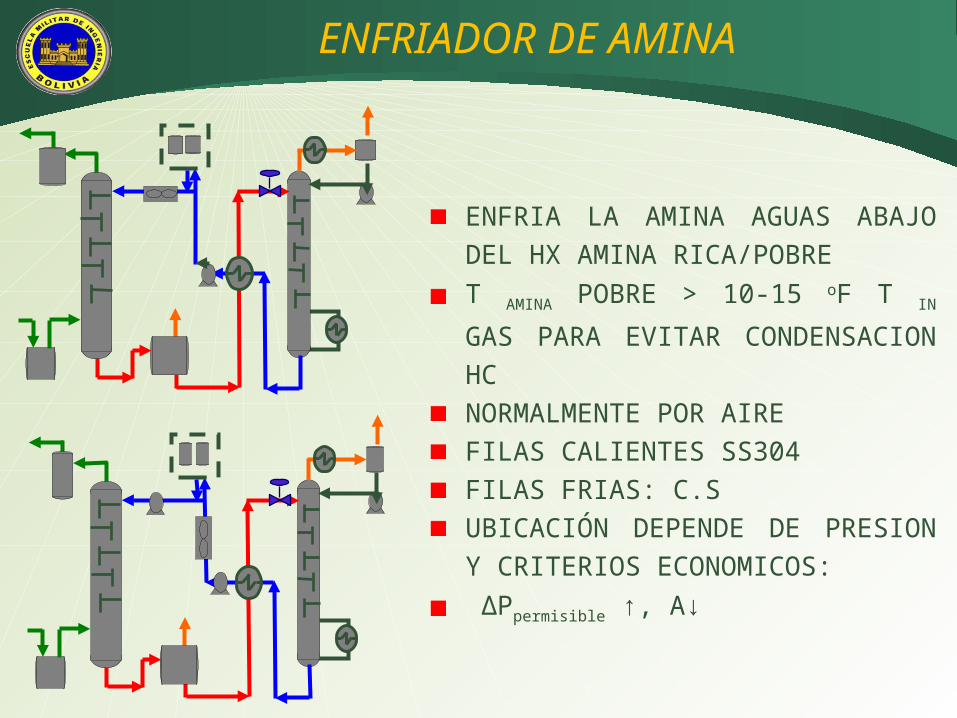
ENFRIADOR DE AMINA
ENFRIA LA AMINA AGUAS ABAJO DEL HX AMINA RICA/POBRET AMINA POBRE > 10-15 oF T IN GAS PARA EVITAR CONDENSACION HCNORMALMENTE POR AIREFILAS CALIENTES SS304FILAS FRIAS: C.SUBICACIÓN DEPENDE DE PRESION Y CRITERIOS ECONOMICOS: ΔPpermisible ↑, A↓

BOMBAS DE AMINA
DEBEN LLEVAR LA AMINA HASTA LA PRESION DE COLUMNAALTA CAPACIDAD: CENTRIFUGA MULTIETAPA PARA ALTA PRESION. CENTRIFUGA, UNA ETAPA PARA BAJA PRESIONMOTORES ELECTRICOS O EXPANSORESARREGLO DEPENDE DE ECONOMIAPARA DOS ETAPAS, Pinter=50 psig
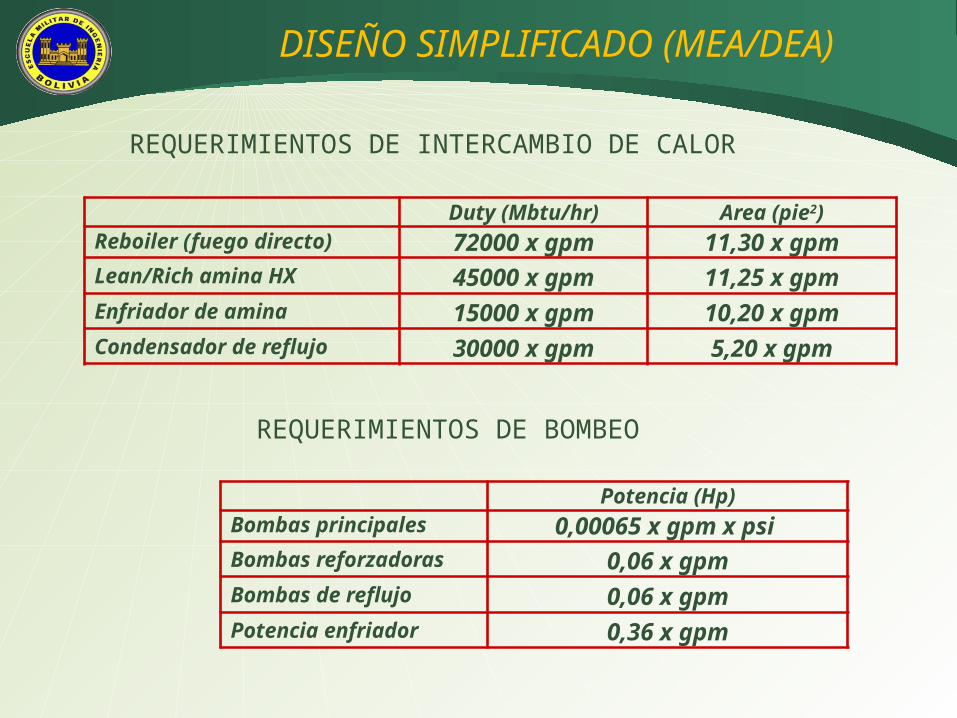
DISEÑO SIMPLIFICADO (MEA/DEA)
Duty (Mbtu/hr) Area (pie2)Reboiler (fuego directo) 72000 x gpm 11,30 x gpmLean/Rich amina HX 45000 x gpm 11,25 x gpmEnfriador de amina 15000 x gpm 10,20 x gpmCondensador de reflujo 30000 x gpm 5,20 x gpm
REQUERIMIENTOS DE INTERCAMBIO DE CALOR
Potencia (Hp)Bombas principales 0,00065 x gpm x psi Bombas reforzadoras 0,06 x gpmBombas de reflujo 0,06 x gpmPotencia enfriador 0,36 x gpm
REQUERIMIENTOS DE BOMBEO
RECLAIMING DE LA SOLUCION
POR QUE REGENERAR ? CORROSIONREMOVER SOLUCION INACTIVA
METODOS DE RECLAIMING DESTILACIONMEMBRANASINTERCAMBIO IONICO
CUALES SOLUCIONES SE REGENERAN AMINASSOLVENTES PROPIETARIOSOTROS
CUALES SON LOS PRODUCTOS DE DEGRADACION ACETATOS, TIOCIANATOS, OXALATOSDEPENDE DE LOS PRODUCTOS
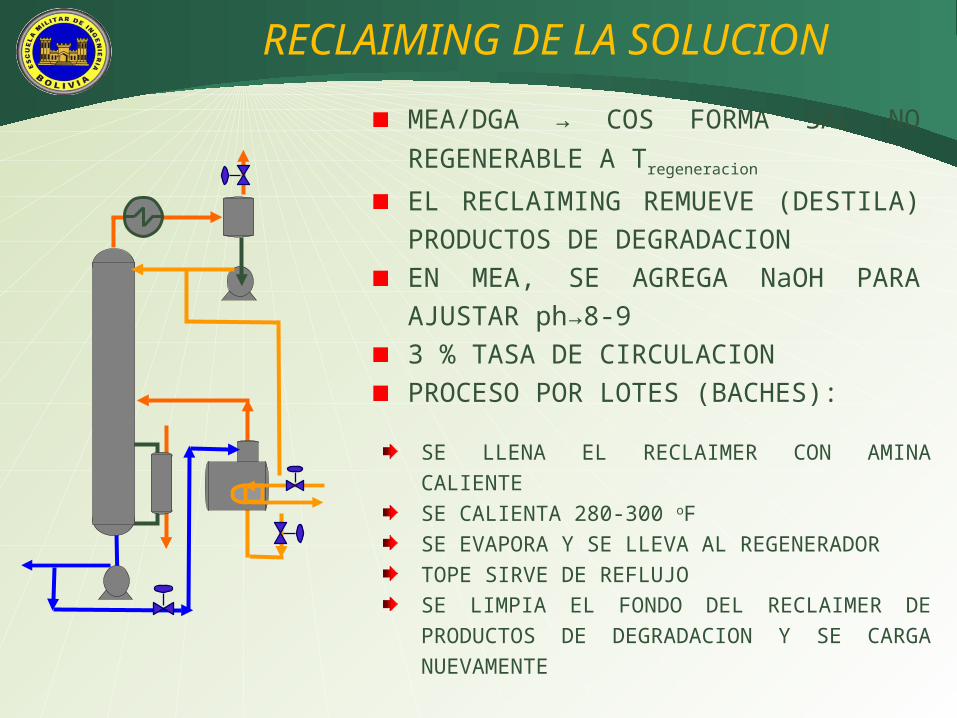
RECLAIMING DE LA SOLUCIONMEA/DGA → COS FORMA SAL NO REGENERABLE A Tregeneracion EL RECLAIMING REMUEVE (DESTILA) PRODUCTOS DE DEGRADACIONEN MEA, SE AGREGA NaOH PARA AJUSTAR ph→8-93 % TASA DE CIRCULACIONPROCESO POR LOTES (BACHES):
SE LLENA EL RECLAIMER CON AMINA CALIENTESE CALIENTA 280-300 oFSE EVAPORA Y SE LLEVA AL REGENERADORTOPE SIRVE DE REFLUJO SE LIMPIA EL FONDO DEL RECLAIMER DE PRODUCTOS DE DEGRADACION Y SE CARGA NUEVAMENTE
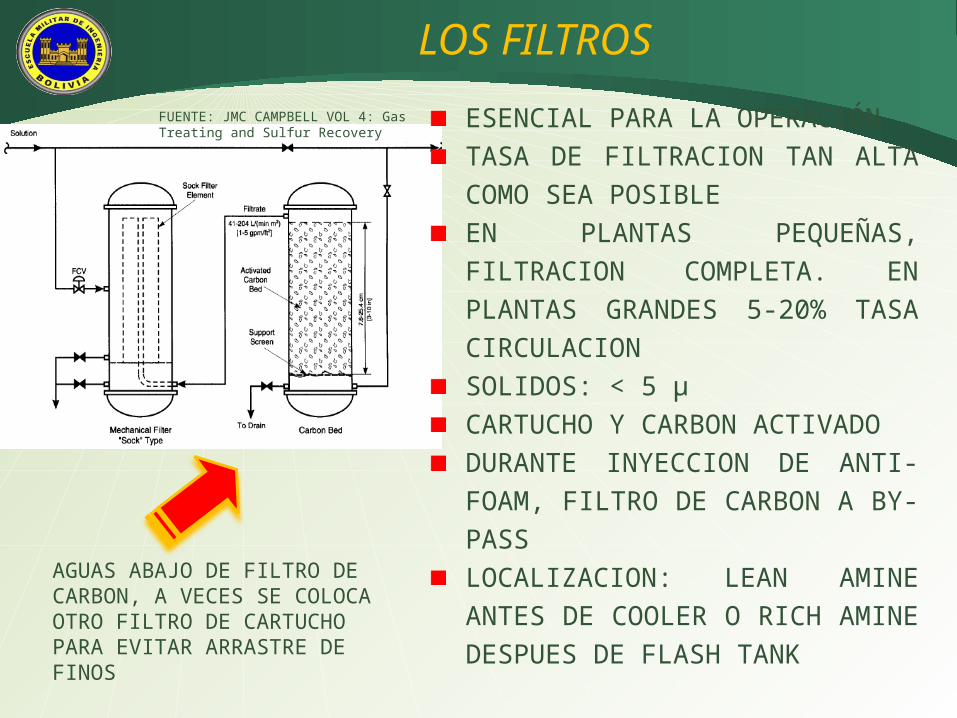
LOS FILTROSESENCIAL PARA LA OPERACIÓNTASA DE FILTRACION TAN ALTA COMO SEA POSIBLEEN PLANTAS PEQUEÑAS, FILTRACION COMPLETA. EN PLANTAS GRANDES 5-20% TASA CIRCULACIONSOLIDOS: < 5 μCARTUCHO Y CARBON ACTIVADODURANTE INYECCION DE ANTI-FOAM, FILTRO DE CARBON A BY-PASSLOCALIZACION: LEAN AMINE ANTES DE COOLER O RICH AMINE DESPUES DE FLASH TANK
AGUAS ABAJO DE FILTRO DE CARBON, A VECES SE COLOCA OTRO FILTRO DE CARTUCHO PARA EVITAR ARRASTRE DE FINOS
FUENTE: JMC CAMPBELL VOL 4: Gas Treating and Sulfur Recovery
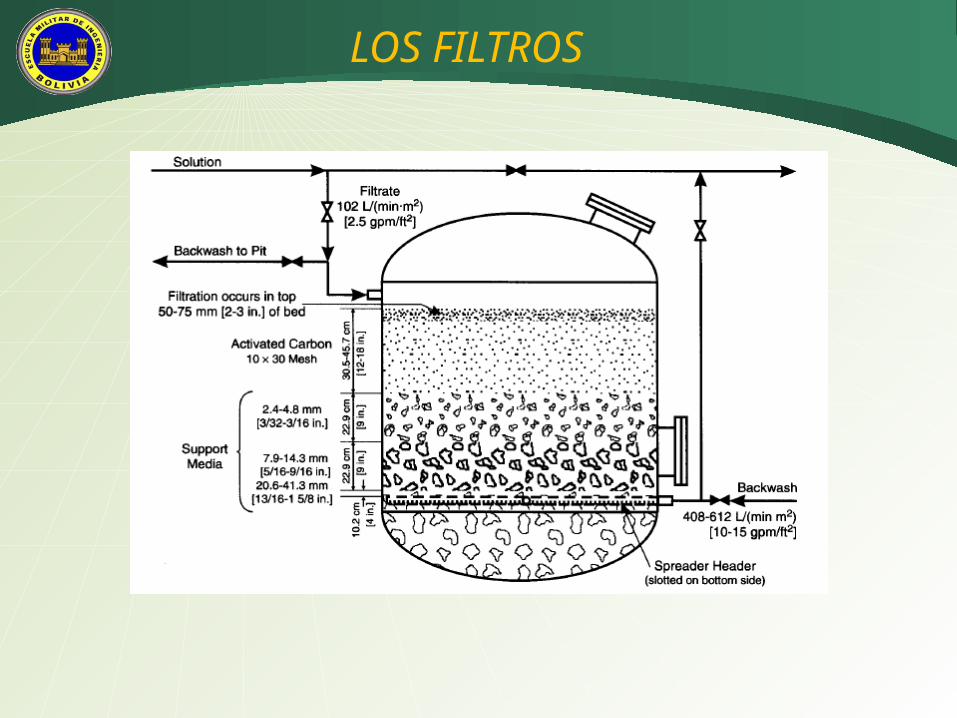
LOS FILTROS
MATERIALES
C.S. MATERIAL PRINCIPALRECIPIENTES Y TUBERIAS → STRESS RELIEVINGESPESOR POR CORROSION → 1/16” – ¼”. TIPICO 1/8”CONSIDERE SS 304/316/410 PARA :
CONDENSADOR DE REFLUJOHAZ DE TUBO REHERVIDORTUBOS HX AMINA RICA/POBREAREA DE BURBUJEO DEL CONTACTOR Y REGENERADORTUBERIA AMINA RICA DESDE HX AMINA5 ULTIMOS PLATOS DEL CONTACTOR Y 5 PRIMEROS PLATOS DE REGENERADOR
CONSIDERACIONES DE TUBERIAS
CONSIDERAR SS304 EN AMINA RICA CALIENTE (OJO CON CORROSION GALVANICA)MANTENER V < 3 pie/sEVITAR CONEXIONES ROSCADASUTILICE CODOS RADIO LARGO. NUNCA UTILICE “TEE’s”ALIVIO TERMICOEVITAR REDUCCIONES BRUSCASUTILICE REDUCCIONES INTEGRALES (MINIMICE SOLDADURAS)
CORROSION
GASES ACIDOS EN SOLUCION DE AMINA Y AGUADEGRADACION DE COS, RSHALTA CARGA ACIDA EN AMINA RICA Y ALTA T ALTA CARGA ACIDA EN AMINA POBRE Y ALTA TALTA VELOCIDAD EN LINEAS Y REDUCCIONESFALTA DE ALIVIO TERMICO
GENERADA POR:
PERDIDA DE PESOSCC
CONSIDERAR: MATERIALES ESPECIALES SSINHIBIDORES DE CORROSIONRECLAIMING DE SOLUCIONINCREMENTAR TASA DE AMINA PARA ↓ CARGA ACIDA EN AMINA RICAMEJORAR DESPOJAMIENTO PARA ↓ CARGA ACIDA EN AMINA POBREINCREMENTAR TAMAÑO DE LINEA. REDUCCIONES INTEGRALESALIVIO TERMICOMIMIMIZAR FLUJO MULTIFASICO
CORROSION
DEGRADACION DE AMINA
OXIDACION EN PRESENCIA DE AIRE (CAUSA CORROSION)PRESENCIA DE AZUFRADOS: SULFURO DE CARBONILO (COS), MERCAPTANOS (RSH)EXCESIVA T regeneracion Y φ calorico
GENERADA POR:
CONSIDERAR: BLANKETING DE GAS NATURAL O INERTERECLAIMINGREDUCIR T regeneracion
ESPUMA
SOLIDOS SUSPENDIDOS (PRODUCTOS DE CORROSION)HIDROCARBUROS LIQUIDOS: PTO DE ROCIO, CONDENSACION RETROGRADA, (FCV ENTRADA)PRODUCTOS DE DEGRADACIONCUALQUIER MATERIAL EXTRAÑO (GRASA, INHIBIDORES, IMPUREZAS DE AGUA DE MAKE UPSOBRECARGA DE GASARRASTRE DE CARBON ACTIVADOADICION EXCESIVA DE ANTIESPUMANTE
GENERADA POR:
CONSIDERAR: MEJORAR FILTRADOREDUCIR CORROSIONINCREMENTAR T entrada GASMANTENER T amina pobre > 10 oF T entrada gas
RECLAIMING Y/O GAS BLANKETINGFEED GAS SCRUBBINGINYECCION DE ANTIESPUMANTEREDUCCION DE CARGA DE GAS
ESPUMA
PERDIDAS DE AMINA
ESPUMAALTA PRESION PARCIAL AMINA (MEA/DGA)ALTA T inlet
CONTACTOR CON CARGA EXCESIVA
GENERADA POR:
CONSIDERAR: REDUCIR ESPUMAREDUCIR T inletREDUCIR CARGA A CONTACTORCAMBIAR AMINA
CONCLUSIONES
PLANTAS DE AMINA CON LARGO HISTORIAL DE PROBLEMASPRINCIPAL PROBLEMA SIMPLE: CORROSIONCONOCIMIENTO ACTUAL GARANTIZA OPERACIÓN CONFIABLETODO EMPIEZA EN EL DISEÑO“LO BARATO SALE CARO”. NO TODAS LAS OFERTAS SON IGUALESEN AMINAS, OPEX SE SUPERPONE A CAPEX

www.themegallery.com