
Proton conductors of cerium pyrophosphate for intermediate temperature fuel cell
Materials and Design 30 (2009) 2372–2378
Contents lists available at ScienceDirect
Materials and Design
journal homepage: www.elsevier .com/locate /matdes
Effect of substituting cerium-rich mischmetal with lanthanum onmicrostructure and mechanical properties of die-cast Mg–Al–RE alloys
Jinghuai Zhang a,b,d, Peng Yu c, Ke. Liu a,b,d, Daqing Fang a,d, Dingxiang Tang a,d, Jian Meng a,*
a State Key laboratory of Rare Earth Resources Application, Changchun Institute of Applied Chemistry, Chinese Academy of Sciences, Changchun, 130022, Chinab Graduate School of the Chinese Academy of Science, Beijing 100049, Chinac School of Biological Engineering, Changchun University of Technology, Changchun 130012, Chinad Changchun Seemay Magnesium Co. Ltd., Changchun, China
a r t i c l e i n f o
Article history:Received 11 September 2008Accepted 30 October 2008Available online 7 November 2008
Keywords:Mg–Al–RE alloyLanthanumMicrostructureMechanical properties
0261-3069/$ - see front matter � 2008 Elsevier Ltd. Adoi:10.1016/j.matdes.2008.10.028
* Corresponding author. Tel.: +86 431 85262030; faE-mail address: [email protected] (J. Meng).
a b s t r a c t
Die-cast Mg–4Al–4RE–0.4Mn (RE = Ce-rich mischmetal) and Mg–4Al–4La–0.4Mn magnesium alloys wereprepared successfully and their microstructure, tensile and creep properties have been investigated. Theresults show that two binary Al–RE phases, Al11RE3 and Al2RE, are formed along grain boundaries in Mg–4Al–4RE–0.4Mn alloy, while the phase compositions of Mg–4Al–4La–0.4Mn alloy mainly consist of a-Mgphase and Al11La3 phase. And in Mg–4Al–4La–0.4Mn alloy the Al11La3 phase occupies a large grainboundary area and grows with complicated morphologies, which is characterized by scanning electronmicroscopy in detail. Changing the rare earth content of the alloy from Ce-rich mischmetal to lanthanumgives a further improvement in the tensile and creep properties, and the later could be attributed to thebetter thermal stability of Al11La3 phase in Mg–4Al–4La–0.4Mn alloy than that of Al11RE3 phase in Mg–4Al–4RE–0.4Mn alloy.
� 2008 Elsevier Ltd. All rights reserved.
1. Introduction
Due to the low density of magnesium alloys more and morehigh-pressure die casts are being applied to automobile industry[1]. Some commercial Mg–Al alloys, such as AZ91D, AM60B andAM50A, have already been introduced into certain automobileparts of instrument panel, seat frame, steering wheel and so on.However, on account of their poor creep resistance above men-tioned AZ and AM series could not be applied to automotive pow-ertrain components operating at temperatures higher than 120 �C[2–3].
Nowadays, enormous efforts have been contributed for explor-ing creep resistant magnesium alloys for die casting applicationsand several alloy systems have been developed, such as Mg–Al–RE (RE = rare earth), Mg–Al–Si and Mg–Al–Ca/Sr alloys [1,2,4–7].Due to the formation of relatively thermally stable Al11RE3 precip-itates and the complete suppression of Mg17Al12 phase, the ele-vated temperature mechanical properties of AE42 (Mg–4Al–2RE,RE is rare earths added as misch metal) alloy are improved greatly[4]. Unfortunately, when the temperature surpasses 150 �C thedecomposition of Al11RE3 phase distributed along the grain bound-aries resulting in deteriorated creep property has also been re-ported in AE42 alloy [2,3,8]. It is apparent that alloy designed toincrease microstructural stability, especially in the near-grain
ll rights reserved.
x: +86 431 85698041.
boundary regions, is an important consideration in improving theelevated temperature properties of die-cast magnesium alloys. Re-cently, it has been reported that a new alloy named AE44 (Mg–4Al–4RE) developed by Hydro Magnesium [9] has more excellenthigh temperature creep and strength performance than that ofAE42. However, both RE used in AE42 and AE44 are Ce-rich misch-metal, which typically composition is 52–55 wt.% Ce, 23–25 wt.%La, 16–20 wt.% Nd, and 5–6 wt.% Pr [8], for AE44, the causes ofthe decline of creep properties at high temperature has not beenresolved completely.
In the present work, a new alloy with improved microstructurefeatures which could offer higher resistance to creep deformationwas developed. Herein, the rare earth content of Mg–Al–RE alloywas changed from ordinary Ce-rich mischmetal to lanthanumand the microstructure and mechanical properties of the resultingalloy, Mg–4Al–4La–0.4Mn alloy, were investigated.
2. Experimental procedure
The nominal composition of the studied alloy and the referencealloy is Mg-4Al–4La–0.4Mn and Mg–4Al–4RE–0.4Mn (RE = Ce-richmischmetal), respectively. The chemical compositions of the alloyswere determined by inductively coupled plasma atomic emissionspectroscopy (ICP-AES) and the results were listed in Table 1, inwhich the compositions of alloys named as AE44, AlLa44 were gi-ven. Commercial pure Mg and Al were used and Mn, La and Ce-rich
20 30 40 50 60 70
MgAl11RE3Al2RE
AE44
AlLa44
2 (degree)
Inte
nsity
(ar
b. u
nit)
20 30 40 50 60 70
MgAl11RE3Al2RE
AE44
AlLa44
2 (degree)
Inte
nsity
(ar
b. u
nit)
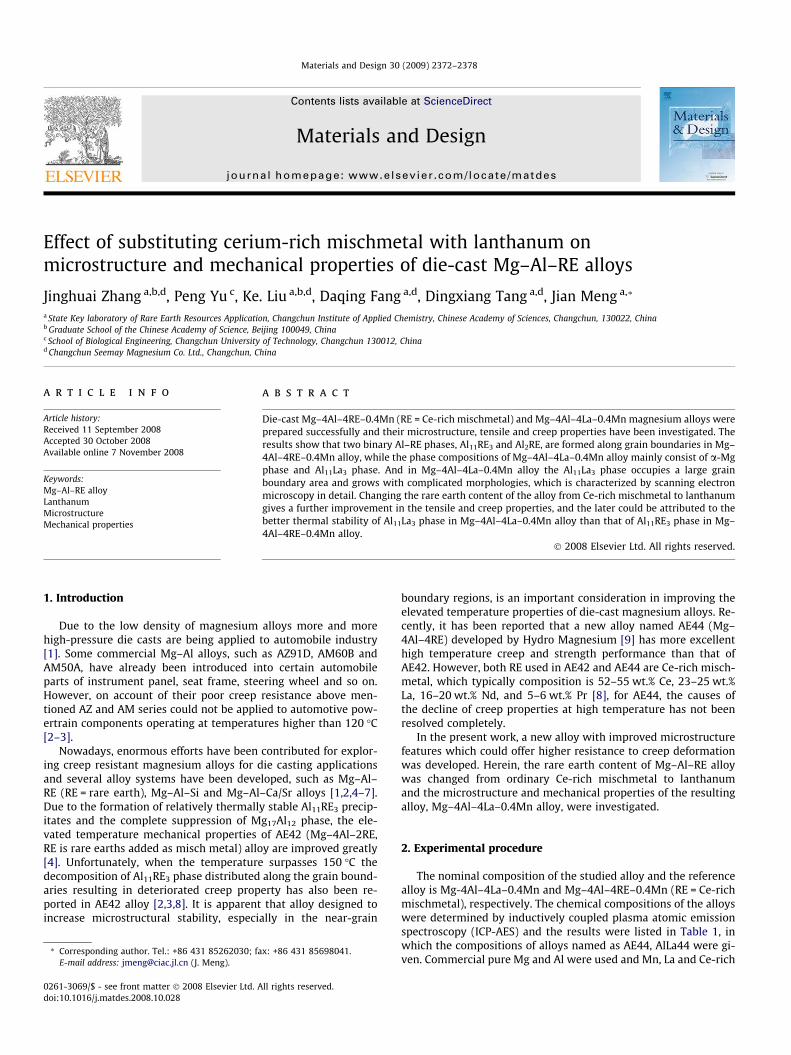
Fig. 1. XRD patterns of the die-cast AE44 and AlLa44 alloys.
J. Zhang et al. / Materials and Design 30 (2009) 2372–2378 2373
mischmetal (La:Ce:Pr:Nd=23:55:6:16, wt.%) were added in theform of Al–10 wt.% Mn, Mg–20 wt.% La and Mg–20 wt.% Ce-richmischmetal master alloys, respectively. Specimens were die castsusing a 280 ton clamping force cold chamber die-cast machine.About 20 kg of alloy ingots were melted in a mild steel crucible.Pure argon was used as a protective gas and refined gas. The metalwas hand-ladled into the die casting machine at 700 �C, which wasabout 40 �C higher than that of normally casting using an auto-mated metering system involving a pump and heated tube. Thedie was equipped with an oil heating/cooling system and the tem-perature of the oil heater was set to 240 �C.
The tensile samples were 75 mm in gauge length and 6.1 mm ingauge diameter and the value in this study was the average of atleast 4 measurements. The tensile creep tests were carried outon the specimens of cylindrical geometry with a 100 mm gaugelength and 10 mm diameter cross section. Metallographic sampleswere cut from the middle segments of the tensile or creep bars. Toreveal microstructure, the specimen surfaces were etched with 4%nitric acid solution and the microstructures of the alloys were ob-served by scanning electron microscopy (SEM) equipped with anenergy dispersive X-ray spectrometer (EDS) and transmission elec-tron microscopy (TEM). The phase identification was confirmed byX-ray diffractometry (XRD).
3. Results and discussion
3.1. Analysis of microstructures
The XRD patterns of the die-cast alloys are shown in Fig. 1. It re-veals that both the AE44 and AlLa44 mainly consist of a-Mg solidsolution and Al11RE3 phase and at 31.57� also the characteristicpeak of Al2RE phase exists in AE44. It indicates that in AE44 a smallquantity of Al2RE phase is formed and coexists with a-Mg solidsolution and Al11RE3 phase.
Fig. 2 shows the microstructures of die-cast specimen of AE44alloy. As shown in Fig. 2(a), eutectic phases distributed along grainboundary area and a-Mg together constitute the microstructure,and the grain size is about 10–20 lm. The magnified image ofFig. 2(b) further shows that the near-grain boundary area is occu-pied by two secondary phases. One is lamellar phase which is
Table 1Chemical compositions of the investigated alloys (wt.%).
Alloys Al RE Mn Mg
AE44 3.84 4.02a 0.41 BalanceALa44 3.65 3.94b 0.47 Balance
a Ce-rich mischmetal.b Lanthanum.
Fig. 2. SEM image (a) and SEM magnified image of t
abundant and arranges in layers, and EDS analysis suggests thatit is Al11RE3 phase. The other is polygon phase which has only afew, and EDS analysis shows that it is Al2RE phase. All the EDS re-sults are shown in table 2. Further investigation of the Al–REphases shows that La has the higher atom percentage of RE inAl11RE3 than in Al2RE. Similar results have been reported in die-cast Mg–6%Al–0.5%Zn–1%Ca–3%RE alloy [10].
Fig. 3 shows the microstructure of die-cast specimen of the newalloy that contains lanthanum instead of cerium-rich mischmetal.As shown in Fig. 3(a), the microstructure of AlLa44 alloy seemssimilar to that of AE44 shown in Fig. 2(a), but the grain size ofAlLa44 alloy is finer than that of AE44 alloy. Furthermore, the dis-tribution of the eutectic phases along the grain boundaries is moreuniform. Fig. 3(b) and (f) show the different morphologies of thesecondary phase, Al11La3, identified by EDS (table 2), from differentangles. Observed from that in Fig. 3 mainly three complicated mor-phologies exist there. Some parallel acicular compounds connect-ing with lamellar compounds by crosswise branches shown inFig. 3(b) and (d) and some parallel acicular compounds connectingwith dendritic compounds shown in Fig. 3(c) can be seen clearly.Of the compounds distributed along grain boundary area someare parallel with a-Mg grain (Fig. 3b and d) and some are verticalwith that (Fig. 3e). The parallel acicular compounds are typically100 nm in diameter (Fig. 3f) with a length of 2–3 lm (Fig. 1d).Map distributions of the elements in AlLa44 alloy are presented
he Al–RE phases (b) of the die-cast AE44 alloy.

Table 2EDS analysis of the secondary phases in the die-cast AE44 and AlLa44 alloys.
Alloy Shapes Element (at.%)
Al La Ce Pr Nd Mn Mga
AE44 Polygon 47.97 5.02 14.06 1.51 4.52 0.89 26.04Lamellar 53.95 3.35 7.62 1.31 2.04 1.23 30.50
AlLa44 Acicular 53.68 17.56 / / / 1.55 27.21Lamellar 52.89 13.55 / / / 2.01 31.55
a Secondary phases containing Mg were not detected from the XRD result and Mgatoms were found in EDS analysis due to the interaction between the electron beamand the a-Mg matrix.
2374 J. Zhang et al. / Materials and Design 30 (2009) 2372–2378
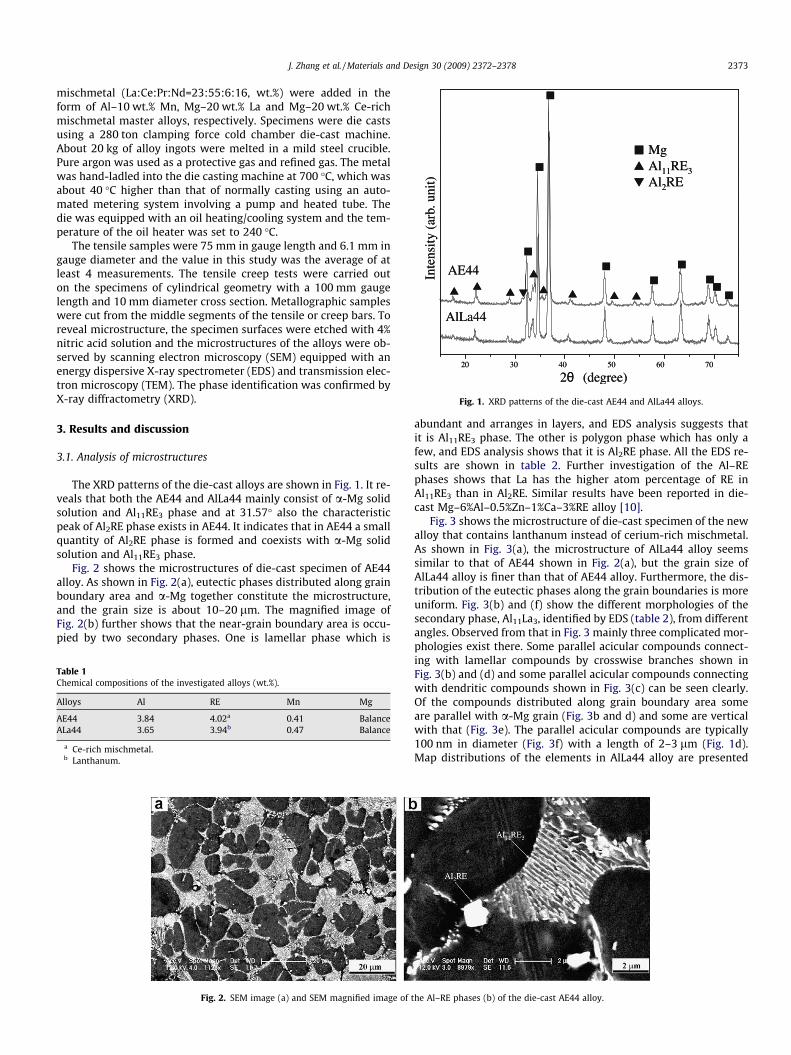
in Fig. 4. It is obvious that the grain boundary area contains almostall the alloying elements (i.e. Al, La and Mn). It also indicates thatsignificant amount of Mn dissolved into Al11La3 phase and this isfurther confirmed by results of EDS microanalyses of the phasesshown in table 2.
3.2. Mechanical properties
Typical tensile stress vs strain cures of AlLa44 alloy testedfrom room temperature (RT) to 300 �C are shown in Fig. 5. The
Fig. 3. SEM image (a) and SEM magnified images o
alloy shows significant strain hardening behavior at RT. Typically,the strain hardening effect decreases when increasing testingtemperature, but no strain softening appears before necking until200 �C. The curves indicate that the tensile properties of AlLa44alloy can keep well until 200 �C. To compare the tensile proper-ties of AE44 with AlLa44 alloys, the average ultimate tensilestrength (UTS), yield strength (YS) and elongation to failure (e)are listed in Table 3. AlLa44 exhibit more excellent tensile prop-erties than AE44 alloy. The relevant strengthening mechanismsfor the above alloys mainly have two factors to be considered.On the one hand, due to high cooling rate in the die casting pro-cess, fine gains which could cause grain refinement strengthen-ing for the alloys are formed. On the other hand, fine Al–REphases at the grain boundaries can effectively fortify grainboundary in both AE44 and AlLa44 alloys. In addition, the orderlypile of the Al11RE3 (Al11La3) phase can provide a considerabledeformation when the alloys undergo high stress. While thegrain size is finer and the distribution of grain boundary phasesis more uniform in AlLa44 alloy than those in AE44 alloy, consid-ering the two reasons above, substituting cerium-rich mischmet-al with lanthanum can further improve the tensile properties ofdie-cast Mg–Al–RE alloy.
f Al11La3 phase (b–f) of die-cast AlLa44 alloy.
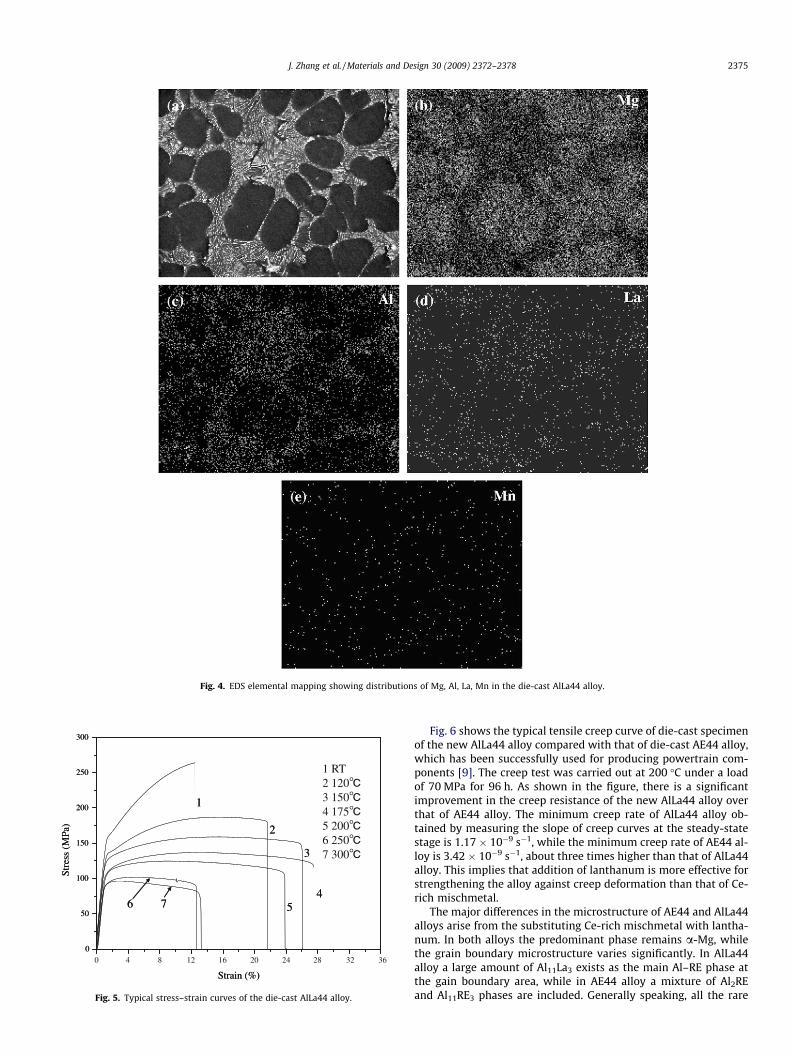
Fig. 4. EDS elemental mapping showing distributions of Mg, Al, La, Mn in the die-cast AlLa44 alloy.
0
50
100
150
200
250
300
Stre
ss (
MPa
)
Strain (%)
1 RT2 1203 1504 1755 2006 2507 300
1
7
3
6 54
2
00
50
100
150
200
250
300
Stre
ss (
MPa
)
Strain (%)
1 RT2 1203 1504 1755 2006 2507 300
1
7
3
6 54
2
4 8 12 16 20 24 28 32 36
Fig. 5. Typical stress–strain curves of the die-cast AlLa44 alloy.
J. Zhang et al. / Materials and Design 30 (2009) 2372–2378 2375
Fig. 6 shows the typical tensile creep curve of die-cast specimenof the new AlLa44 alloy compared with that of die-cast AE44 alloy,which has been successfully used for producing powertrain com-ponents [9]. The creep test was carried out at 200 �C under a loadof 70 MPa for 96 h. As shown in the figure, there is a significantimprovement in the creep resistance of the new AlLa44 alloy overthat of AE44 alloy. The minimum creep rate of AlLa44 alloy ob-tained by measuring the slope of creep curves at the steady-statestage is 1.17 � 10�9 s�1, while the minimum creep rate of AE44 al-loy is 3.42 � 10�9 s�1, about three times higher than that of AlLa44alloy. This implies that addition of lanthanum is more effective forstrengthening the alloy against creep deformation than that of Ce-rich mischmetal.
The major differences in the microstructure of AE44 and AlLa44alloys arise from the substituting Ce-rich mischmetal with lantha-num. In both alloys the predominant phase remains a-Mg, whilethe grain boundary microstructure varies significantly. In AlLa44alloy a large amount of Al11La3 exists as the main Al–RE phase atthe gain boundary area, while in AE44 alloy a mixture of Al2REand Al11RE3 phases are included. Generally speaking, all the rare
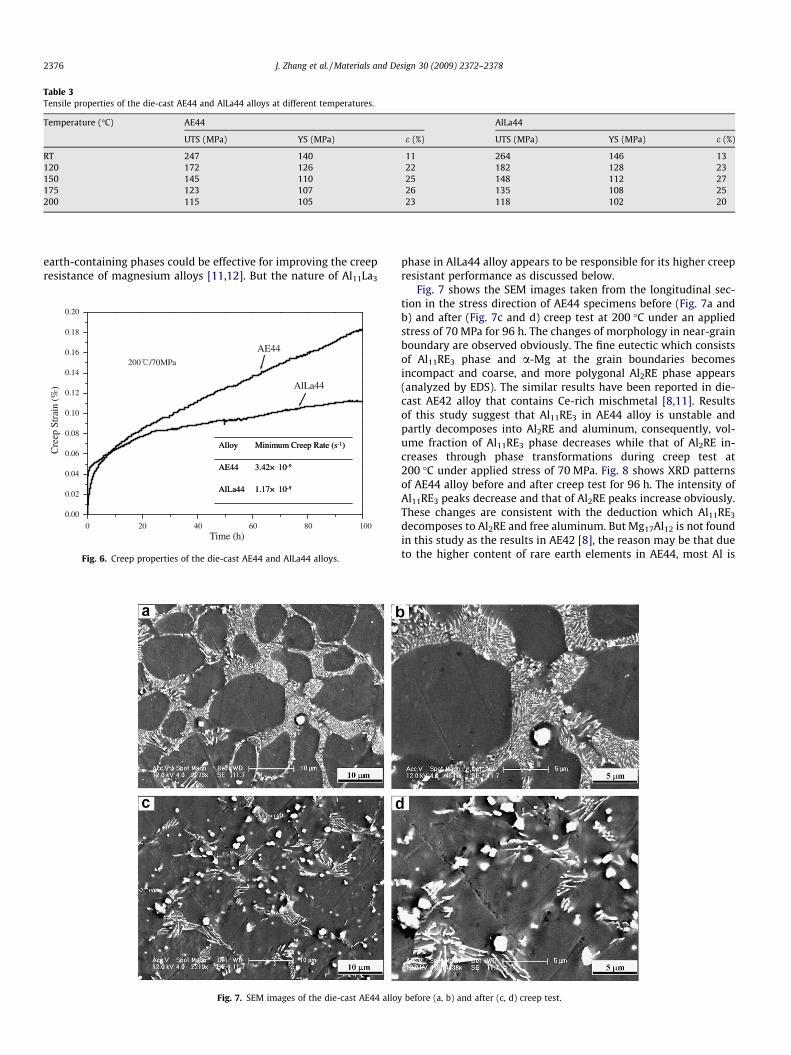
Table 3Tensile properties of the die-cast AE44 and AlLa44 alloys at different temperatures.
Temperature (�C) AE44 AlLa44
UTS (MPa) YS (MPa) e (%) UTS (MPa) YS (MPa) e (%)
RT 247 140 11 264 146 13120 172 126 22 182 128 23150 145 110 25 148 112 27175 123 107 26 135 108 25200 115 105 23 118 102 20
2376 J. Zhang et al. / Materials and Design 30 (2009) 2372–2378
earth-containing phases could be effective for improving the creepresistance of magnesium alloys [11,12]. But the nature of Al11La3
Fig. 7. SEM images of the die-cast AE44 alloy
1.17× 10-9AlLa44
3.42× 10-9AE44
Minimum Creep Rate (s-1)Alloy
1.17× 10-9AlLa44
3.42× 10-9AE44
Minimum Creep Rate (s-1)Alloy
0
0.00
0.02
0.04
0.06
0.08
0.10
0.12
0.14
0.16
0.18
0.20
AE44
AlLa44
Cre
ep S
trai
n (%
)
Time (h)
200 /70MPa
20 40 60 80 100
Fig. 6. Creep properties of the die-cast AE44 and AlLa44 alloys.
phase in AlLa44 alloy appears to be responsible for its higher creepresistant performance as discussed below.
Fig. 7 shows the SEM images taken from the longitudinal sec-tion in the stress direction of AE44 specimens before (Fig. 7a andb) and after (Fig. 7c and d) creep test at 200 �C under an appliedstress of 70 MPa for 96 h. The changes of morphology in near-grainboundary are observed obviously. The fine eutectic which consistsof Al11RE3 phase and a-Mg at the grain boundaries becomesincompact and coarse, and more polygonal Al2RE phase appears(analyzed by EDS). The similar results have been reported in die-cast AE42 alloy that contains Ce-rich mischmetal [8,11]. Resultsof this study suggest that Al11RE3 in AE44 alloy is unstable andpartly decomposes into Al2RE and aluminum, consequently, vol-ume fraction of Al11RE3 phase decreases while that of Al2RE in-creases through phase transformations during creep test at200 �C under applied stress of 70 MPa. Fig. 8 shows XRD patternsof AE44 alloy before and after creep test for 96 h. The intensity ofAl11RE3 peaks decrease and that of Al2RE peaks increase obviously.These changes are consistent with the deduction which Al11RE3
decomposes to Al2RE and free aluminum. But Mg17Al12 is not foundin this study as the results in AE42 [8], the reason may be that dueto the higher content of rare earth elements in AE44, most Al is
before (a, b) and after (c, d) creep test.
16
Before creep test
After creep test
Inte
nsity
(ar
b.un
it)
2θ (degree)
MgAl11RE3Al2RE
Before creep test
After creep test
Inte
nsity
(ar
b.un
it)
2θ (degree)
MgAl11RE3Al2RE
18 20 22 24 26 28 30 32 34 36 38
Fig. 8. XRD patterns of AE44 alloy before creep and creep for 96 h.
MgAl11La3
After creep test
Before creep test
16 18 20 22 24 26 28 30 32 34 36 38
Inte
nsity
(ar
b.un
it)
2θ (degree)
MgAl11La3
After creep test
Before creep test
Inte
nsity
(ar
b.un
it)
2θ (degree)
Fig. 10. XRD patterns of AlLa44 alloy before creep and creep for 96 h.
J. Zhang et al. / Materials and Design 30 (2009) 2372–2378 2377
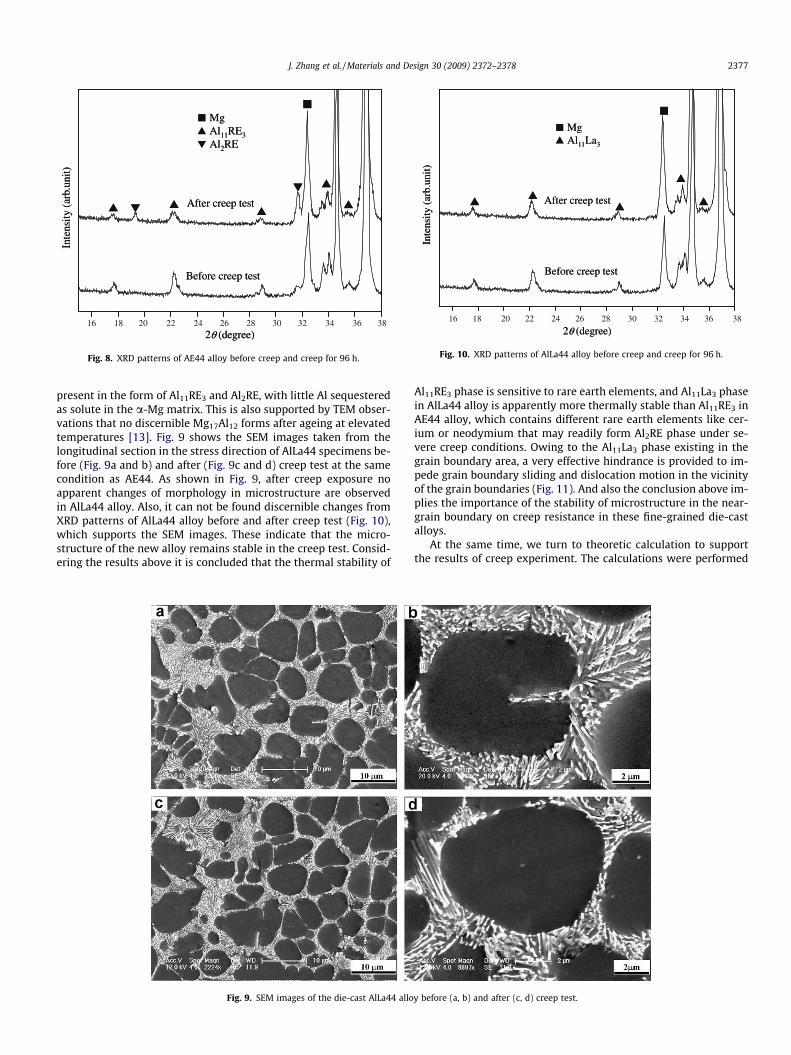
present in the form of Al11RE3 and Al2RE, with little Al sequesteredas solute in the a-Mg matrix. This is also supported by TEM obser-vations that no discernible Mg17Al12 forms after ageing at elevatedtemperatures [13]. Fig. 9 shows the SEM images taken from thelongitudinal section in the stress direction of AlLa44 specimens be-fore (Fig. 9a and b) and after (Fig. 9c and d) creep test at the samecondition as AE44. As shown in Fig. 9, after creep exposure noapparent changes of morphology in microstructure are observedin AlLa44 alloy. Also, it can not be found discernible changes fromXRD patterns of AlLa44 alloy before and after creep test (Fig. 10),which supports the SEM images. These indicate that the micro-structure of the new alloy remains stable in the creep test. Consid-ering the results above it is concluded that the thermal stability of
Fig. 9. SEM images of the die-cast AlLa44 allo
Al11RE3 phase is sensitive to rare earth elements, and Al11La3 phasein AlLa44 alloy is apparently more thermally stable than Al11RE3 inAE44 alloy, which contains different rare earth elements like cer-ium or neodymium that may readily form Al2RE phase under se-vere creep conditions. Owing to the Al11La3 phase existing in thegrain boundary area, a very effective hindrance is provided to im-pede grain boundary sliding and dislocation motion in the vicinityof the grain boundaries (Fig. 11). And also the conclusion above im-plies the importance of the stability of microstructure in the near-grain boundary on creep resistance in these fine-grained die-castalloys.
At the same time, we turn to theoretic calculation to supportthe results of creep experiment. The calculations were performed
y before (a, b) and after (c, d) creep test.
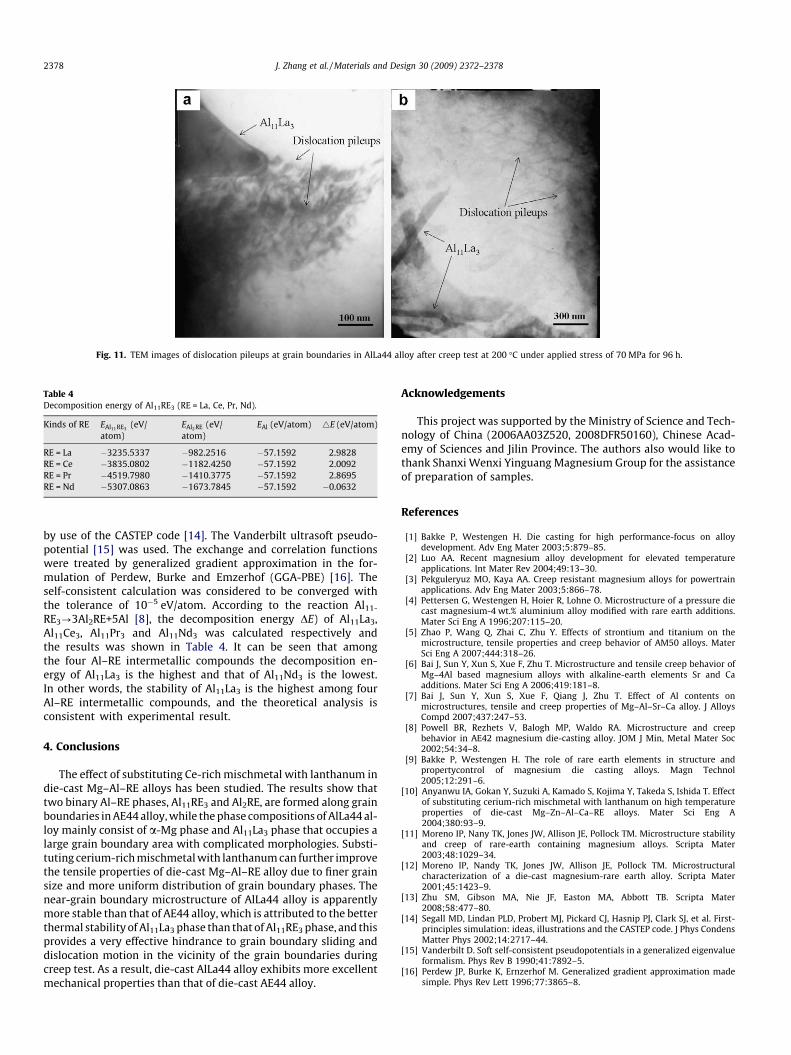
Fig. 11. TEM images of dislocation pileups at grain boundaries in AlLa44 alloy after creep test at 200 �C under applied stress of 70 MPa for 96 h.
Table 4Decomposition energy of Al11RE3 (RE = La, Ce, Pr, Nd).
Kinds of RE EAl11 RE3(eV/
atom)EAl2 RE (eV/atom)
EAl (eV/atom) 4E (eV/atom)
RE = La �3235.5337 �982.2516 �57.1592 2.9828RE = Ce �3835.0802 �1182.4250 �57.1592 2.0092RE = Pr �4519.7980 �1410.3775 �57.1592 2.8695RE = Nd �5307.0863 �1673.7845 �57.1592 �0.0632
2378 J. Zhang et al. / Materials and Design 30 (2009) 2372–2378
by use of the CASTEP code [14]. The Vanderbilt ultrasoft pseudo-potential [15] was used. The exchange and correlation functionswere treated by generalized gradient approximation in the for-mulation of Perdew, Burke and Emzerhof (GGA-PBE) [16]. Theself-consistent calculation was considered to be converged withthe tolerance of 10�5 eV/atom. According to the reaction Al11-
RE3?3Al2RE+5Al [8], the decomposition energy DE) of Al11La3,Al11Ce3, Al11Pr3 and Al11Nd3 was calculated respectively andthe results was shown in Table 4. It can be seen that amongthe four Al–RE intermetallic compounds the decomposition en-ergy of Al11La3 is the highest and that of Al11Nd3 is the lowest.In other words, the stability of Al11La3 is the highest among fourAl–RE intermetallic compounds, and the theoretical analysis isconsistent with experimental result.
4. Conclusions
The effect of substituting Ce-rich mischmetal with lanthanum indie-cast Mg–Al–RE alloys has been studied. The results show thattwo binary Al–RE phases, Al11RE3 and Al2RE, are formed along grainboundaries in AE44 alloy, while the phase compositions of AlLa44 al-loy mainly consist of a-Mg phase and Al11La3 phase that occupies alarge grain boundary area with complicated morphologies. Substi-tuting cerium-rich mischmetal with lanthanum can further improvethe tensile properties of die-cast Mg–Al–RE alloy due to finer grainsize and more uniform distribution of grain boundary phases. Thenear-grain boundary microstructure of AlLa44 alloy is apparentlymore stable than that of AE44 alloy, which is attributed to the betterthermal stability of Al11La3 phase than that of Al11RE3 phase, and thisprovides a very effective hindrance to grain boundary sliding anddislocation motion in the vicinity of the grain boundaries duringcreep test. As a result, die-cast AlLa44 alloy exhibits more excellentmechanical properties than that of die-cast AE44 alloy.
Acknowledgements
This project was supported by the Ministry of Science and Tech-nology of China (2006AA03Z520, 2008DFR50160), Chinese Acad-emy of Sciences and Jilin Province. The authors also would like tothank Shanxi Wenxi Yinguang Magnesium Group for the assistanceof preparation of samples.
References
[1] Bakke P, Westengen H. Die casting for high performance-focus on alloydevelopment. Adv Eng Mater 2003;5:879–85.
[2] Luo AA. Recent magnesium alloy development for elevated temperatureapplications. Int Mater Rev 2004;49:13–30.
[3] Pekguleryuz MO, Kaya AA. Creep resistant magnesium alloys for powertrainapplications. Adv Eng Mater 2003;5:866–78.
[4] Pettersen G, Westengen H, Hoier R, Lohne O. Microstructure of a pressure diecast magnesium-4 wt.% aluminium alloy modified with rare earth additions.Mater Sci Eng A 1996;207:115–20.
[5] Zhao P, Wang Q, Zhai C, Zhu Y. Effects of strontium and titanium on themicrostructure, tensile properties and creep behavior of AM50 alloys. MaterSci Eng A 2007;444:318–26.
[6] Bai J, Sun Y, Xun S, Xue F, Zhu T. Microstructure and tensile creep behavior ofMg–4Al based magnesium alloys with alkaline-earth elements Sr and Caadditions. Mater Sci Eng A 2006;419:181–8.
[7] Bai J, Sun Y, Xun S, Xue F, Qiang J, Zhu T. Effect of Al contents onmicrostructures, tensile and creep properties of Mg–Al–Sr–Ca alloy. J AlloysCompd 2007;437:247–53.
[8] Powell BR, Rezhets V, Balogh MP, Waldo RA. Microstructure and creepbehavior in AE42 magnesium die-casting alloy. JOM J Min, Metal Mater Soc2002;54:34–8.
[9] Bakke P, Westengen H. The role of rare earth elements in structure andpropertycontrol of magnesium die casting alloys. Magn Technol2005;12:291–6.
[10] Anyanwu IA, Gokan Y, Suzuki A, Kamado S, Kojima Y, Takeda S, Ishida T. Effectof substituting cerium-rich mischmetal with lanthanum on high temperatureproperties of die-cast Mg–Zn–Al–Ca–RE alloys. Mater Sci Eng A2004;380:93–9.
[11] Moreno IP, Nany TK, Jones JW, Allison JE, Pollock TM. Microstructure stabilityand creep of rare-earth containing magnesium alloys. Scripta Mater2003;48:1029–34.
[12] Moreno IP, Nandy TK, Jones JW, Allison JE, Pollock TM. Microstructuralcharacterization of a die-cast magnesium-rare earth alloy. Scripta Mater2001;45:1423–9.
[13] Zhu SM, Gibson MA, Nie JF, Easton MA, Abbott TB. Scripta Mater2008;58:477–80.
[14] Segall MD, Lindan PLD, Probert MJ, Pickard CJ, Hasnip PJ, Clark SJ, et al. First-principles simulation: ideas, illustrations and the CASTEP code. J Phys CondensMatter Phys 2002;14:2717–44.
[15] Vanderbilt D. Soft self-consistent pseudopotentials in a generalized eigenvalueformalism. Phys Rev B 1990;41:7892–5.
[16] Perdew JP, Burke K, Ernzerhof M. Generalized gradient approximation madesimple. Phys Rev Lett 1996;77:3865–8.
Copyright © 2022 FDOKUMEN




















