Economic design of inspection strategies to monitor dispersion in short production runs
11
Economic design of inspection strategies to monitor dispersion in short production runs q E. Trovato a,⇑ , P. Castagliola b , G. Celano c , S. Fichera c a Ecole des Mines de Nantes, Nantes, France b Université de Nantes & IRCCyN UMR CNRS 6597, Nantes, France c Dipartimento di Ingegneria Industriale e Meccanica, Universitá di Catania, Catania, Italy article info Article history: Received 24 November 2009 Received in revised form 28 July 2010 Accepted 30 August 2010 Available online 6 September 2010 Keywords: Short production run Process dispersion Statistical process control Control charts Cost minimization abstract Short-run productions are common in industrial environments where flexibility is required in the manufacturing of parts and several product variants can be produced. Monitoring process stability during the production run is strategic to avoid the occurrence of an excessive number of non conforming units which can lead to excessive scrap or rework costs. The selection of the best control strategy can be obtained with respect to an economic objective by minimizing the cost associated with the implementa- tion strategy. In this paper, several strategies including preventive maintenance, Shewhart, EWMA and CUSUM control charts are compared to monitor process dispersion. Constraints related to the line pro- ductivity and the inspection activities configuration have been included in the problem formulation. A proper optimization algorithm has been developed to cope with the investigated problem. A large bench- mark of process scenarios has been investigated and the obtained results show that the selection of the best strategy is not a straightforward task due to the influence of several process operating parameters. Finally, a numerical example is detailed to get more insight about the investigated problem. Ó 2010 Published by Elsevier Ltd. 1. Introduction Statistical process control (SPC) provides a large set of tech- niques designed to help practitioners in monitoring the quality characteristics of a process and quickly detecting the occurrence of special causes: among them, Shewhart, EWMA and CUSUM con- trol charts are widely used on-line control tools. Usually, SPC man- uals associate the Shewhart, EWMA and CUSUM control charts implementation with manufacturing processes which operate indefinitely (Montgomery, 2004). However, in many production environments short production runs frequently occur. Resource capacity within manufacturing systems characterized by a high degree of flexibility and variety of produced items is usu- ally scheduled to manufacture small runs of products: machining processes, JIT mixed-model assembly lines, apparel or any industry producing custom designed products are scheduled to produce within a finite (or short) production horizon, an assigned demand of parts. In these processes, discrete parts, according to a make-to- order or assembly-to-order strategy, are manufactured during runs generally having a rolling horizon shorter than 150 working hours. Repetitive changes on the produced items, obtained by means of a job shop or cellular layout and machines having a certain degree of flexibility, require a careful and updated design of the process con- trol system which cannot neglect the influence of the finite pro- duction length on the incurred quality costs. Implementing control charts for monitoring the process disper- sion allows possible shifts to be quickly detected, thus limiting the amount of produced non-conforming parts. Several charting schemes have been proposed in the literature to control the pro- cess dispersion within a manufacturing process which operates continuously and indefinitely. The Shewhart S 2 control chart mon- itors dispersion by plotting the sample variance S 2 (see Montgom- ery, 2004). EWMA charts for monitoring process dispersion have been investigated by Sweet (1986), Ng and Case (1989), Crowder and Hamilton (1992), Hamilton and Crowder (1992), MacGregor and Harris (1993), Gan (1995). More recently (Castagliola, 2005a, 2005b; Castagliola, Celano, & Fichera, 2006a, Castagliola, Celano, & Fichera, 2006b, 2006c) proposed several EWMA type control charts for monitoring several variability statistics, mainly inspired by the works of Crowder and Hamilton (1992) and Hamilton and Crowder (1992). The application of the CUSUM scheme for moni- toring process variability and detecting increases in process disper- sion is due to Page (1963) and Tuprah and Ncube (1987). More recently, a logarithmic transformation of the sample variance S 2 was adopted by Chang and Gan (1995) and Castagliola et al. (2009) as the monitored statistic of a CUSUM ln S 2 chart. Finally, 0360-8352/$ - see front matter Ó 2010 Published by Elsevier Ltd. doi:10.1016/j.cie.2010.08.019 q This manuscript was processed by Area Editor E.A. Elsayed. ⇑ Corresponding author. Tel.: +39 3398257641. E-mail addresses: [email protected] (E. Trovato), philippe.castagliola@univ- nantes.fr (P. Castagliola), [email protected] (G. Celano), sfi[email protected] (S. Fichera). Computers & Industrial Engineering 59 (2010) 887–897 Contents lists available at ScienceDirect Computers & Industrial Engineering journal homepage: www.elsevier.com/locate/caie
-
Upload
independent -
Category
Documents
-
view
1 -
download
0
Transcript of Economic design of inspection strategies to monitor dispersion in short production runs

Computers & Industrial Engineering 59 (2010) 887–897
Contents lists available at ScienceDirect
Computers & Industrial Engineering
journal homepage: www.elsevier .com/ locate/caie
Economic design of inspection strategies to monitor dispersionin short production runs q
E. Trovato a,⇑, P. Castagliola b, G. Celano c, S. Fichera c
a Ecole des Mines de Nantes, Nantes, Franceb Université de Nantes & IRCCyN UMR CNRS 6597, Nantes, Francec Dipartimento di Ingegneria Industriale e Meccanica, Universitá di Catania, Catania, Italy
a r t i c l e i n f o a b s t r a c t
Article history:Received 24 November 2009Received in revised form 28 July 2010Accepted 30 August 2010Available online 6 September 2010
Keywords:Short production runProcess dispersionStatistical process controlControl chartsCost minimization
0360-8352/$ - see front matter � 2010 Published bydoi:10.1016/j.cie.2010.08.019
q This manuscript was processed by Area Editor E.A⇑ Corresponding author. Tel.: +39 3398257641.
E-mail addresses: [email protected] (E. Trovatonantes.fr (P. Castagliola), [email protected] (G. C(S. Fichera).
Short-run productions are common in industrial environments where flexibility is required in themanufacturing of parts and several product variants can be produced. Monitoring process stability duringthe production run is strategic to avoid the occurrence of an excessive number of non conforming unitswhich can lead to excessive scrap or rework costs. The selection of the best control strategy can beobtained with respect to an economic objective by minimizing the cost associated with the implementa-tion strategy. In this paper, several strategies including preventive maintenance, Shewhart, EWMA andCUSUM control charts are compared to monitor process dispersion. Constraints related to the line pro-ductivity and the inspection activities configuration have been included in the problem formulation. Aproper optimization algorithm has been developed to cope with the investigated problem. A large bench-mark of process scenarios has been investigated and the obtained results show that the selection of thebest strategy is not a straightforward task due to the influence of several process operating parameters.Finally, a numerical example is detailed to get more insight about the investigated problem.
� 2010 Published by Elsevier Ltd.
1. Introduction
Statistical process control (SPC) provides a large set of tech-niques designed to help practitioners in monitoring the qualitycharacteristics of a process and quickly detecting the occurrenceof special causes: among them, Shewhart, EWMA and CUSUM con-trol charts are widely used on-line control tools. Usually, SPC man-uals associate the Shewhart, EWMA and CUSUM control chartsimplementation with manufacturing processes which operateindefinitely (Montgomery, 2004). However, in many productionenvironments short production runs frequently occur.
Resource capacity within manufacturing systems characterizedby a high degree of flexibility and variety of produced items is usu-ally scheduled to manufacture small runs of products: machiningprocesses, JIT mixed-model assembly lines, apparel or any industryproducing custom designed products are scheduled to producewithin a finite (or short) production horizon, an assigned demandof parts. In these processes, discrete parts, according to a make-to-order or assembly-to-order strategy, are manufactured during runsgenerally having a rolling horizon shorter than 150 working hours.
Elsevier Ltd.
. Elsayed.
), philippe.castagliola@univ-elano), [email protected]
Repetitive changes on the produced items, obtained by means of ajob shop or cellular layout and machines having a certain degree offlexibility, require a careful and updated design of the process con-trol system which cannot neglect the influence of the finite pro-duction length on the incurred quality costs.
Implementing control charts for monitoring the process disper-sion allows possible shifts to be quickly detected, thus limiting theamount of produced non-conforming parts. Several chartingschemes have been proposed in the literature to control the pro-cess dispersion within a manufacturing process which operatescontinuously and indefinitely. The Shewhart S2 control chart mon-itors dispersion by plotting the sample variance S2 (see Montgom-ery, 2004). EWMA charts for monitoring process dispersion havebeen investigated by Sweet (1986), Ng and Case (1989), Crowderand Hamilton (1992), Hamilton and Crowder (1992), MacGregorand Harris (1993), Gan (1995). More recently (Castagliola, 2005a,2005b; Castagliola, Celano, & Fichera, 2006a, Castagliola, Celano,& Fichera, 2006b, 2006c) proposed several EWMA type controlcharts for monitoring several variability statistics, mainly inspiredby the works of Crowder and Hamilton (1992) and Hamilton andCrowder (1992). The application of the CUSUM scheme for moni-toring process variability and detecting increases in process disper-sion is due to Page (1963) and Tuprah and Ncube (1987). Morerecently, a logarithmic transformation of the sample variance S2
was adopted by Chang and Gan (1995) and Castagliola et al.(2009) as the monitored statistic of a CUSUM ln S2 chart. Finally,

888 E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897
several Shewhart, EWMA, and CUSUM schemes for monitoring thesample dispersion have been compared in a paper by Acosta-Mejia,Pignatiello, and Rao (1999).
With reference to short production runs, (Del Castillo & Mont-gomery, 1993, 1996; Nenes & Tagaras, 2006) have proposed fre-quentistic Shewhart and CUSUM control charts for monitoringthe sample mean; similarly, Tagaras (1996); Tagaras and Nikolai-dis (2002) and Celano et al. (2009) have investigated the use of aBayesian approach to implement fully adaptive Shewhart controlcharts.
On the other hand, the adoption of control charts for monitoringprocess dispersion in short production runs has received littleattention in the literature, with the exception of Celano, Costa, Fic-hera, and Trovato (2008): in this work the authors extend theimplementation of the Bayesian fully adaptive Shewhart chartsto the monitoring of the sample variance.
Usually, the design of a control chart for monitoring a short pro-duction run is selected in accordance to an economic objective. Theeconomic design requires several process operating parameters tobe defined. However, the most popular models available in the lit-erature (see Ladany, 1973; Lorenzen & Vance, 1986), do not takeinto account the constraints related to the inspection configura-tion. Inspection activities can be influenced by the availability ofresources performing SPC control, the line productivity, the timeneeded to inspect a part, the way parts are grouped and movedthroughout the manufacturing system. All these aspects shouldbe considered when designing an inspection procedure. Referencesto the configuration of the inspection activities can be found in Wu,Shamsuzzaman, and Wang (2006) and Celano (2009).
The purpose of this paper is to compare different strategies formonitoring the dispersion of a quality characteristic within a stageof a manufacturing process producing a short run of parts. Theinvestigated strategies are: (i) not programming any process con-trol; (ii) preventive maintenance; (iii) implementing one-sidedShewhart, EWMA or CUSUM S2 control charts; (iv) implementingthe one-sided EWMA or CUSUM ln S2 control charts proposed byCastagliola (2005a) and Castagliola et al. (2009). The comparisonamong the control strategies is performed by evaluating their opti-mal economic design constrained by the inspection activitiesconfiguration.
The remainder of the paper is organized as follows: in the nextSection some considerations about the inspection configuration arepresented; then, in Section 3 the control strategies and the relatedeconomic models are detailed; Section 4 presents the algorithmoptimizing the inspection costs; the numerical results are analyzedand discussed in Section 5; Section 6 details a numerical example;finally, conclusions and future research complete the paper.
Fig. 1. Example of production and inspection activities.
2. Configuration of the inspection activities
The SPC on-line monitoring is performed by introducing alongwith the manufacturing process a set of inspection stationsequipped with measuring systems. At a generic inspection stationan automated measuring system and/or a quality control inspectorcollects a subgroup of n parts and computes the sample variance ofeach quality characteristic. Sampling is performed every h (h). Gi-ven the rate of production rPR, the short run allows the productionof N = H � rPR parts during a production horizon having a lengthequal to H (h). The process rate of production rPR (parts/h) can beeasily determined by the quality practitioner, where it dependson the scheduled hourly demand of parts, the technological con-straints and the process efficiency. Sampling is not required atthe end of the production since at that epoch the process is per-fectly reset to the initial in-control conditions. In total, I = H/h � 1inspections are scheduled during the production run. Because at
least n = 2 measurements should be collected to compute the sam-ple variance, it follows that the maximum allowable number ofinspections is equal to N/2. The maximum allowable sample sizeis a function of the number I of inspections and the total numberN of parts to be produced. The following constraint holds:
n� I 6 N ) n 6H � rPR
I: ð1Þ
Furthermore, the maximum allowable sample size also dependson the rates of production and inspection: Fig. 1 shows thesequencing of the production and sampling activities betweentwo successive inspections. Once a part has been manufacturedat one process stage, it is released to the local inspection stage, ifpresent, to monitor a specific quality characteristic. To get the sam-ple statistics to be plotted on the chart at the tth inspection (i.e. t �h (h) after the beginning of the run), the sampling activities shouldstart immediately after the production of the first part followingthe (t � 1)th inspection. For example, Fig. 1 shows that parts#11–#20 are produced during the interval between inspections(t � 1) and t; then, the sampling collection of measurements onthe quality characteristic to be plotted at the inspection epocht � h starts immediately after part #11 is released into the inspec-tion area. The selected sample size n should avoid the delay of aninspection. For example in Fig. 1, n = 4 is the maximum sample sizeallowing the tth sampling to be started on time (i.e. parts #11–#14can potentially be selected to form the tth subgroup). In this case,any value n > 4 causes the occurrence of a delay in the successiveinspection. Given the rate of inspection rI (parts/h) of a single part,the following constraint relating n with rI should be defined:
n 6 rI � h� 1rPR
� �: ð2Þ
Eqs. (1) and (2) should be added as constraints to the optimizationof the inspection design strategy. The following Section presents thecost models for each investigated strategy.
3. The cost models
Let Xt be the quality characteristic to be monitored and assumeX is a normal (l0,r0) random variable. At the inspection epocht � h, the process can run in two different states Yt: the first state,denoted by Yt = 0, corresponds to the in-control condition, charac-terized by the in-control population mean l0 and variance r2
0. Thesecond state, denoted as Yt = 1, coincides with the out-of-controlcondition and occurs when an assignable cause leads to an increasein the process variance r2
1 ¼ s2r20 with s > 1. Regardless of the data
dispersion, the process mean l0 is supposed to remain unchangedduring the out-of-control condition.
In order to monitor the process variance in such a manufactur-ing environment, the adoption of seven different strategies isproposed: (i) not programming any process control; (ii) preventive

E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897 889
maintenance; (iii) implementing Shewhart, EWMA or CUSUM S2
control chart; (iv) implementing EWMA or CUSUM ln S2 controlchart. Table 1 shows the notation adopted to define each strategycost model.
The occurrence of an assignable cause shifting the process statefrom Yt = 0 to Yt = 1 has a Poisson distribution with an exponen-tially distributed interarrival time having mean 1/m, where m (fail-ures/h) is the failure rate. Assuming the process is in-control att � 1, the probability c that an assignable cause will occur betweentwo successive inspections t � 1 and t is equal to:
c ¼ 1� e�mh: ð3Þ
Given the finite length H of the rolling horizon, the assignablecause may not occur at all during a production run. On the otherhand, if an assignable cause occurs and is signalled, the process willbe perfectly restored to its nominal condition Yt = 0. Then, it will berestarted in order to complete the residual operating time; ofcourse, further failures can occur by the end of the run.
When the process shifts from Yt = 0 to Yt = 1, operating in theout-of-control state is expensive in terms of both a lower outputquality and higher rework costs. Actually, the expected numberof nonconformities increases, thus involving a loss rate C1 ($/h).This cost can be computed by taking into account the hourly rateof production rPR, the out-of-control fraction non conformingp1(s) and the unit cost of producing a non-conforming part cNC
($/part),
C1 ¼ rPR � p1ðsÞ � cNC : ð4Þ
The out-of-control fraction non conforming p1(s) can be easilydetermined when both the process capability ratio index Cp of thecontrolled quality parameter and the deviation D ¼ jl0�Tj
r0of the in-
control population mean l0 from the target value T are known:
p1ðsÞ ¼ 1þU�3Cp � D
s
� ��U
3Cp � Ds
� �ð5Þ
where U(�) is the c.d.f. of the standard normal distribution. A perfectinitial setup is assumed before starting production activities, thusthe in-control sample mean l0 can be considered equal to the targetT. It follows that D = 0.
In the remainder of this section the cost models for each inves-tigated control strategy are presented.
3.1. No-control strategy
The first investigated strategy assumes that the process is notcontrolled on-line. Therefore, when an assignable cause occurs,the process remains in the state Yt = 1 until the run ends. Underthis assumption, the expected total quality cost TCNC is equal to
Table 1Notation.
n Sample size
Lchart Width of the chart control limitk Reference valuel0 In-control population meanD Deviation of l0 from Tr1 Out-of-control population standard deviationa0 Probability of a Type I errorH Production horizonI Total number of inspections/samplings during HrPR Rate of productionm Failure ratep1(s) Out-of-control fraction non conformingCP Process capability ratio indexa Fixed sampling costW0 Search/false-alarm cost
the product of the loss rate C1 times the expected time of out-of-control operating (see Tagaras, 1996):
TCNC ¼ C1 H � 1� e�mH
m
� �: ð6Þ
3.2. Preventive maintenance
The time based process maintenance strategy calls for starting apreventive maintenance procedure every h hours, without sam-pling and whatever the process operating conditions are. Samplingcosts do not incur; given a production stream between two succes-sive maintenance epochs, out-of-control costs are expected; fur-thermore, at each maintenance epoch a search cost W0 or asearch + restoration cost W1 P W0 should be charged, dependingon whether a process shift is present. As stated in Nenes and Tag-aras (2006), the expected total quality cost TCMAI is equal to:
TCMAI ¼ C1 h� cm
� �ðI þ 1Þ þ W0ð1� cÞ þW1cð ÞI: ð7Þ
3.3. Implementing Shewhart, EWMA and CUSUM control charts
At the generic inspection epoch t � h a sample of n independentnormal (l0,r0) random variables xt,1, . . . ,xt,n is made available with-in the inspection area. Then, the sample variance S2
t can becomputed:
S2t ¼
1n� 1
Xn
j¼1
ðxt;j � xtÞ2; ð8Þ
where xt is the sample mean of subgroup t. Let FS2tð�Þ, EðS2
t Þ, rðS2t Þ be
respectively the c.d.f., the expectation and the variance of S2t :
FS2tðsÞ ¼ FC s
n� 12
���� ;2r2
0
n� 1
� �; ð9Þ
EðS2t Þ ¼ r2
0; ð10Þ
VðS2t Þ ¼
2r40
n� 1ð11Þ
where FC(x—u,v) is the c.d.f. of the gamma (u,v) distribution, i.e.
FCðxju;vÞ ¼Z x
0
yu�1e�y=v
vuCðuÞ dy: ð12Þ
For the Shewhart control chart, S2t is plotted vs. time on a graph and
compared against the following upper control limit UCLSH:
UCLSH ¼ F�1C 1� a0
n� 12
���� ;2r2
0
n� 1
� �ð13Þ
h Sampling/maintenance interval
k EWMA smoothing constant
T Quality characteristic target valuer0 In-control population standard deviations Shift magnitude of standard deviationa1 Chart’s powerN Demand of parts during Ht Inspection/sampling epochrI Rate of inspectionC1 Out-of-control loss rateCNC Unit cost of producing a non-conforming partCIR Hourly cost of the inspection resourceb Variable sampling costW1 Search + restoration cost

890 E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897
where F�1C ð�Þ is the inverse c.d.f. of the gamma (u,v) distribution and
a0 is the probability of a Type I error.Since it is assumed that the process is subject to the occurrence
of a single assignable cause whose global effect is an increase of theprocess dispersion, a one-sided (upper) control chart is considered.
The inspection cost associated with a control chart is equal tothe sum of the out-of-control production cost plus the cost forsearching and eventually eliminating a special cause plus fixedand variable sampling costs, respectively denoted as a and b � n.Here, the unit variable sampling cost b is assumed to be equal tothe ratio between the hourly cost of the inspection resource CIR
($/h) and the inspection rate rI:
b ¼ CIR
rI: ð14Þ
Therefore, if I inspections are scheduled, the cost of sampling in-curred during a production run is equal to (a + bn) � I.
Once a point falling above UCLSH has been signalled by the chart,the run is stopped, and search and (possibly) restoration proce-dures are started. The time to search for an assignable cause andrestore the process is assumed to be negligible. Regardless of theeffective occurrence of the failure, a perfect restoration is assumedin the model.
As stated in Tagaras (1996) the expected total inspection costTCSH for monitoring the sample variance by means of a Shewhartcontrol chart during a short production run is:
TCSH ¼ ðaþ bnÞI þ C1 h� cm
� �XI
t¼0
Pt
þ C1hcXI
t¼0
Ptð1� a1Þ
a11� ð1� a1ÞI�th i� �
þW0a0ð1� cÞ
�XI�1
t¼0
Pt þW1cXI�1
t¼0
ðPt ½1� ð1� a1ÞI�t �Þ ð15Þ
where a1 represents the Chart’s power, i.e. the probability of detect-ing a shift, when an assignable cause is actually present:
a1 UCLSHjn;r21
� �¼ 1� FC UCLSHj
n� 12
;2r2
1
n� 1
� �ð16Þ
and Pt is the probability that the sampling interval following the tthinspection will start with the process in control:
Pt ¼ð1� a1Þtþ1ð1� e�mhÞe�mth þ a1
1� ð1� a1Þe�mh: ð17Þ
Assuming as perfect the initial setup for the process, it holds thatP0 = 1. More details about this economic model can be found in Lad-any (1973).
For the one-sided Shewhart S2 control chart, the number ofinspections ISH, the sample size nSH and the upper control limitUCLSH are the design parameters to be selected.
The EWMA and CUSUM chart’ statistics use past informationabout the process to be more sensitive to moderate dispersionshifts.
At the inspection epoch t � h, once the sample variance S2t is
known, the EWMA and CUSUM statistics are respectively com-puted as:
ZEWt ¼ ð1� kÞZEW
t�1 þ kS2t ; ð18Þ
ZCUt ¼max 0; ZCU
t�1 þ S2t � r2
0 � kh i
; ð19Þ
where k 2 [0,1] represents the EWMA smoothing constant andk P 0 is the reference value. These two charts signal an alarm whenZEW
t > UCLEW and ZCUt > UCLCU , i.e. the statistics are plotted outside
the two charts upper control limits:
UCLEW ¼ EðS2t Þ þ LEW
ffiffiffiffiffiffiffiffiffiffiffiffik
2� k
rrðS2
t Þ; ð20Þ
and
UCLCU ¼ LCU : ð21Þ
where LEW and LCU are the widths of the control limits. Each time theprocess is setup, nominal conditions are perfectly restored, i.e. ZEW
t
and ZCUt are reset to ZEW
0 ¼ r20 and ZCU
0 ¼ 0, respectively.Similar to the one-sided Shewhart S2 chart, the expected total
quality cost TCchart incurred during a production run of H (h) tomonitor the process sample variance is computed for the proposedEWMA and CUSUM type charts. For a particular productive sce-nario TCchart can be evaluated by using an approach based on atwo-dimensional Markov-chain approximation (see Nenes &Tagaras, 2006). This procedure is described in Appendix A andimproves the Brook and Evans (1972) and Lucas and Saccucci(1990) approaches. The production run is always assumed to startin-control with Zchart
0 ¼ Z0. The resulting expected total quality costTCchart is equal to (see Nenes & Tagaras (2006)):
TCchart ¼ ðaþ bnÞI þ C1ðh� c=mÞ 1þXI
t¼1
Xm
j¼0
pðtÞ0;j þXI
t¼1
qðtÞ0;m
!
þ C1hXI
t¼1
Xm�1
j¼0
qðtÞ0;j þW0
XI
t¼1
pðtÞ0;m þW1
XI
t¼1
qðtÞ0;m; ð22Þ
In the right-hand side of Eq. (22), the first term represents the sam-pling cost; the sum of the second plus the third term is the expectedout-of-control production cost; the fourth term quantifies the ex-pected false alarm costs; finally, the fifth term is the expected costof eliminating a special cause. pi,j and qi,j are the transition probabil-ities between the states i and j of the two-dimensional Markovchain with process remaining in the in-control state (or shiftingto the out-of-control state); m is the number of transient states.More details can be found in the Appendix A.
Four design parameters should be selected in order to minimizethe TCchart cost. These are, respectively:
1. the number of inspections I during the short-run, the samplesize n, the upper control limit UCLEW, and the smoothing con-stant k for an EWMA type chart,
2. the number of inspections I during the short-run, the samplesize n, the upper control limit UCLCU, and the reference valuek for a CUSUM type chart.
3.4. Implementing logarithmic EWMA and CUSUM control charts
To improve the long run statistical performance of the EWMAand CUSUM charts, Castagliola (2005a) and Castagliola et al.(2009) suggested to apply a logarithmic transformation to S2
t bymeans of the following three parameters (a0,b0,c0)
Tt ¼ a0 þ b0 lnðS2t þ c0Þ ð23Þ
where a0, b0 and c0 > 0 are three constants. If a0, b0 and c0 are judi-ciously selected the logarithmic transformation on S2
t will resultin approximate normality to Tt better than the approach proposedin Crowder and Hamilton (1992). As a consequence, the distributionof Tt will be more symmetrical.
As shown in Castagliola (2005a), a good selection of the con-stants a0, b0 and c0 is given by:
b0 ¼ BðnÞc0 ¼ CðnÞr2
0
a0 ¼ AðnÞ � 2BðnÞ lnðr0Þ
where A(n), B(n), and C(n) are functions depending only on thesample size n. The closed form of these functions is derived in

E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897 891
Castagliola (2005a). In the same paper, the distribution fTt ð�jnÞ of Tt,the expectance E(Tt), the standard deviation r(Tt) and the startingpoint Z0 of both the EWMA and CUSUM charts are defined as func-tions of the sample size n. In particular, Castagliola (2005a) showedthat Z0 is equal to:
Z0 ¼ AðnÞ þ BðnÞ lnð1þ CðnÞÞ: ð24Þ
By replacing both E(Tt) and Z0 by zero and r(Tt) by 1 results in a verygood approximation with little practical effect, especially when nincreases.
The statistics monitored by the logarithmic EWMA and CUSUMcharts are:
ZEWl
t ¼max 0; ð1� kÞZEWl
t�1 þ kTt
h ið25Þ
ZCUl
t ¼max 0; ZCUl
t�1 þ ðTt � EðTtÞ � kÞh i
: ð26Þ
An alarm is raised when ZEWl
t > UCLEWl and ZCUl
t > UCLCUl , whereUCLEWl and UCLCUl are the upper control limits for the EWMA andCUSUM lnS2 charts, respectively:
UCLEWl ¼ EðTtÞ þ LEWl
ffiffiffiffiffiffiffiffiffiffiffiffik
2� k
rrðTtÞ; ð27Þ
and
UCLCUl ¼ LCUl : ð28Þ
where LEWl and LCUl are the widths of the control limits.Each time the process is setup, nominal conditions are perfectly
restored, i.e. ZEWl
t and ZCUl
t are reset to ZEWl
0 ¼ ZCUl
0 ¼ Z0. The totalinspection cost associated with the logarithmic charts coincideswith the TCchart presented above in Eq. (22). Four design parame-ters should be selected in order to minimize the TCchart cost. Theseare, respectively:
1. the number of inspections I during the short-run, the samplesize n, the upper control limit UCLEWl , and the smoothing con-stant k for an EWMA type chart,
2. the number of inspections I during the short-run, the samplesize n, the upper control limit UCLCUl , and the reference valuek for a CUSUM type chart.
4. The optimization algorithm
Let us denote as X a vector of design variables which includesall the investigated strategies. The selection of the most convenientstrategy requires to find out the optimal set X* of its design vari-ables. The TCNC cost computation associated with the no-controlstrategy requires no design variables to be selected; thus,X = XNC = {/}. Preventive maintenance requires the selection ofthe number of inspections I. In this case X = XMAI = {I}. For theShewhart chart the optimization of TCSH needs the selection ofthe number of inspections I, the sample size n, and the upper con-trol limit UCLSH, then X = XSH = {I,n,UCLSH}. In addition to theShewhart chart design parameters, the EWMA and CUSUM typecharts need the selection of the smoothing parameter k and the ref-erence value k, respectively. Thus, X = XEW = {I,n,UCLEW,k} andX = XCU = {I,n,UCLCU,k}.
An exhaustive optimization algorithm has been properly de-signed which evaluates all the costs associated with the investi-gated strategies. The optimization procedure starts by setting thegeneric set of design parameters X = XNC and computing the costTCNC associated with the no-control strategy. Then, the algorithmiteratively increases the number of scheduled inspections I and up-dates X = XMAI until the minimum cost TCMAI is determined. If theminimum maintenance cost is less than TCNC, the scheduled main-tenance is selected as the current best strategy. Then, the optimi-
zation continues by computing the costs associated with eachcontrol chart strategy, from the Shewhart S2 to the logarithmic CU-SUM S2. For each investigated chart strategy the proper vector X ofdesign parameters is selected. Once all the feasible strategy designshave been investigated, the algorithm stops and the optimal set X*
of design parameters is chosen to implement the most performinginspection strategy.
The number of alternative designs investigated by the optimiza-tion algorithm can be significantly reduced due to the followingproperties:
� Unimodal property 1. Given a number I of scheduled inspections,if an increase from n to n + 1 leads to a deterioration of theinspection cost, whichever the values of the residual designparameters, then I is immediately increased to I + 1 and a newsearch is started (see Nenes & Tagaras, 2006).� Unimodal property 2. Given a strategy, if an optimal design X*
has been found for I and no cost improvement is obtained fordesigns having a number of inspections equal to I + 1, thenthe optimization immediately moves to the following strategy(see Nenes & Tagaras, 2006).� Constraints on the UCL. Similarly to Nenes and Tagaras (2006), an
upper bound UB can be defined for the Shewhart, EWMA andCUSUM S2 upper control limit UCL. During the optimization pro-cedure search, once a specific number of inspections I isselected, then the sampling interval h can be immediately com-puted as H/(I + 1). Given h, and for fixed values of n and k (forthe EMWA chart) or k (for the CUSUM chart), assuming the con-dition I = 1, allows to determine the first partial derivative of theexpected quality control cost with respect to UCL. Setting thefirst partial derivative of TC with respect to UCL equal to zeroallows the largest UCL, denoted as UB, to be computed for eachchart:
UB ¼ � 2r20
ðn� 1Þ2s2
s2 � 1
� �ln
C�
sn�1
� �; ð29Þ
where the constant
C� ¼ cC1c=m�W1
W0ð1� cÞ
must be strictly positive. This condition is satisfied if C1c /m �W1 > 0, which often occurs in common industrial setting.As already stated by Nenes and Tagaras (2006) for the CUSUM chartmonitoring the sample mean in short runs, the right-hand side ofEq. (29) is an upper bound for the UCL of each investigated chart:in fact, when h is fixed assuming I > 1 means that the process isscheduled to operate for a longer run having length (I + 1)h. Thus,the optimal control parameters will tend to be stricter due to thehigher risk of operating out-of-control in a longer run, which im-plies a lower optimal UCL. This tendency has been checked in allthe numerical examples investigated in this paper.Similarly, for the logarithmic EWMA and CUSUM S2 charts it can beeasily demonstrated that the upper control limit is necessarily lessthan or equal to UBl, where
UBl ¼ AðnÞ þ BðnÞðUBþ CðnÞÞ: ð30Þ
� Constraint on the number of inspections. The maximum allowablevalue for the number of inspections I should not exceed theideal 100% sampling condition for each value of n.� Constraint on the sample size. The maximum allowable value for
the sample size n should be less than or equal to the minimumbetween Eqs. (1) and (2).
Fig. 2 shows the pseudocode for the proposed optimizationalgorithm.

892 E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897
5. Numerical results
A benchmark of 64 process scenarios has been generated for3 levels of the shift magnitudes of the sample variances = {1.25,1.50, 2.00} and rolling horizons H = {40,80,120} (h).These lengths of the production run correspond to one, two orthree 40 h working weeks each consisting of a 8 h workingday. Without loss of generality, a process variance r2
0 ¼ 1 hasbeen considered. In total, 576 scenarios have been investigated.For each of the 9 combinations of these fixed factors, the bench-mark of 64 problems has been generated as an unreplicated 26
Fig. 2. Pseudocode of the o
factorial experiment by changing the following input data (seeTable 2):
Factors:
m 2 0:01;0:05f g ðfail:hÞCIR 2 20;30f g ð$=hÞCp 2 f0:80;1:33gcNC 2 f10;100g ð$=hÞrPR 2 10;100f g ðparts =hÞrI 2 10;100f g ðparts=hÞ
ptimization algorithm.

:
Table 2Benchmark of scenarios.
Sc. m CIR Cp cNC rPR rI Sc. m CIR Cp cNC rPR rI
1 0.01 20 0.80 10 10 10 33 0.01 20 0.80 10 10 1002 0.05 20 0.80 10 10 10 34 0.05 20 0.80 10 10 1003 0.01 30 0.80 10 10 10 35 0.01 30 0.80 10 10 1004 0.05 30 0.80 10 10 10 36 0.05 30 0.80 10 10 1005 0.01 20 1.33 10 10 10 37 0.01 20 1.33 10 10 1006 0.05 20 1.33 10 10 10 38 0.05 20 1.33 10 10 1007 0.01 30 1.33 10 10 10 39 0.01 30 1.33 10 10 1008 0.05 30 1.33 10 10 10 40 0.05 30 1.33 10 10 1009 0.01 20 0.80 100 10 10 41 0.01 20 0.80 100 10 100
10 0.05 20 0.80 100 10 10 42 0.05 20 0.80 100 10 10011 0.01 30 0.80 100 10 10 43 0.01 30 0.80 100 10 10012 0.05 30 0.80 100 10 10 44 0.05 30 0.80 100 10 10013 0.01 20 1.33 100 10 10 45 0.01 20 1.33 100 10 10014 0.05 20 1.33 100 10 10 46 0.05 20 1.33 100 10 10015 0.01 30 1.33 100 10 10 47 0.01 30 1.33 100 10 10016 0.05 30 1.33 100 10 10 48 0.05 30 1.33 100 10 10017 0.01 20 0.80 10 100 10 49 0.01 20 0.80 10 100 10018 0.05 20 0.80 10 100 10 50 0.05 20 0.80 10 100 10019 0.01 30 0.80 10 100 10 51 0.01 30 0.80 10 100 10020 0.05 30 0.80 10 100 10 52 0.05 30 0.80 10 100 10021 0.01 20 1.33 10 100 10 53 0.01 20 1.33 10 100 10022 0.05 20 1.33 10 100 10 54 0.05 20 1.33 10 100 10023 0.01 30 1.33 10 100 10 55 0.01 30 1.33 10 100 10024 0.05 30 1.33 10 100 10 56 0.05 30 1.33 10 100 10025 0.01 20 0.80 100 100 10 57 0.01 20 0.80 100 100 10026 0.05 20 0.80 100 100 10 58 0.05 20 0.80 100 100 10027 0.01 30 0.80 100 100 10 59 0.01 30 0.80 100 100 10028 0.05 30 0.80 100 100 10 60 0.05 30 0.80 100 100 10029 0.01 20 1.33 100 100 10 61 0.01 20 1.33 100 100 10030 0.05 20 1.33 100 100 10 62 0.05 20 1.33 100 100 10031 0.01 30 1.33 100 100 10 63 0.01 30 1.33 100 100 10032 0.05 30 1.33 100 100 10 64 0.05 30 1.33 100 100 100
Table 3Expected quality control costs for the implemented control strategies, s = 1.5,H=80 h – Scenarios 1–32.
Sc. TCNC TCMAI TCSH TCEW TCCU TCEWl TCCUl
1 273.3 220.6 220.6 220.6 220.6 220.6 220.62 661.6 566.2 566.2 566.2 566.2 566.2 566.23 273.3 220.6 220.6 220.6 220.6 220.6 220.64 661.6 566.2 566.2 566.2 566.2 566.2 566.25 19.5 19.5 19.5 19.5 19.5 19.5 19.56 47.2 47.2 47.2 47.2 47.2 47.2 47.27 19.5 19.5 19.5 19.5 19.5 19.5 19.58 47.2 47.2 47.2 47.2 47.2 47.2 47.29 2732.6 807.4 790.5 785.6 788.1 787.7 788.010 6616.1 1922.9 1922.9 1922.9 1922.9 1922.9 1922.911 2732.6 807.4 807.4 807.4 807.4 807.4 807.412 6616.1 1922.9 1922.9 1922.9 1922.9 1922.9 1922.913 194.8 176.4 176.4 176.4 176.4 176.4 176.414 471.7 448.1 448.1 448.1 448.1 448.1 448.115 194.8 176.4 176.4 176.4 176.4 176.4 176.416 471.7 448.1 448.1 448.1 448.1 448.1 448.117 2732.6 807.4 790.5 785.6 788.1 787.7 788.018 6616.1 1922.9 1922.9 1922.9 1922.9 1922.9 1922.919 2732.6 807.4 807.4 807.4 807.4 807.4 807.420 6616.1 1922.9 1922.9 1922.9 1922.9 1922.9 1922.921 194.8 176.4 176.4 176.4 176.4 176.4 176.422 471.7 448.1 448.1 448.1 448.1 448.1 448.123 194.8 176.4 176.4 176.4 176.4 176.4 176.424 471.7 448.1 448.1 448.1 448.1 448.1 448.125 27326.1 2623.1 2501.5 2482.8 2490.5 2488.9 2491.126 66160.6 5995.0 5779.2 5733.6 5751.5 5747.7 5756.327 27326.1 2623.1 2623.1 2623.1 2623.1 2623.1 2623.128 66160.6 5995.0 5995.0 5995.0 5995.0 5995.0 5995.029 1948.3 676.4 666.0 662.1 663.9 663.8 663.930 4717.1 1625.3 1625.3 1625.3 1625.3 1625.3 1625.331 1948.3 676.4 676.4 676.4 676.4 676.4 676.432 4717.1 1625.3 1625.3 1625.3 1625.3 1625.3 1625.3
E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897 893
Fixed parameters:
D ¼ 0 i:e: process perfectly centereda ¼ 0 ð$Þ fixed sampling cost is assumed negligibleW0 ¼ 50 ð$ÞW1 ¼ 100 ð$Þ
Ranges of independent variables:
I 2 ½0;1000�n 2 ½2;30�UCL 2 ½0:00;3:00�k 2 ½0:00;3:00�k 2 ½0:00;1:00�
From Eq. (4) it is shown that the loss rate C1 is a function of s, Cp, rPR
and cNC. Then, it can take 18 different values.To summarize:
for s ¼ 1:25C1 2 f0:14;1:41;5:49;14:13;54:86;548:58gð$=hÞfor s ¼ 1:50C1 2 0:78;7:81;10:96;78:14;109:60;1095:99f gð$=hÞfor s ¼ 2:00C1 2 f4:60;23:01;46:04;230:14;460:43;2301:39gð$=hÞ
In the same way, from Eq. (14), the variable sampling cost b can as-sume four different values depending on the ratio between CIR andrI. In particular, b 2 {0.2,0.3, 2.0,3.0} ($/part).
Tables 3 and 4 show the values of the expected inspection costsassociated with each inspection strategy for s = 1.5 and H = 80 h.The lowest inspection costs for each scenario are shown in boldtype. All the remaining eight combinations of (s,H) show sametrends of results as Tables 3 and 4. For the sake of brevity, the de-tailed results concerning the other eight combinations of (s,H) arenot reported in the paper and are available upon request from theauthors.
With the exception of few examples, scenarios 1–32 from Table3 show that there is no substantial economic advantage deriving

Table 4Expected quality control costs for the implemented control strategies s = 1.5,H=80 h – Scenarios 33–64.
Sc. TCNC TCMAI TCSH TCEW TCCU TCEWl TCCUl
33 273.3 220.6 161.3 161.2 161.0 161.1 161.034 661.6 566.2 519.9 519.7 519.5 519.4 519.535 273.3 220.6 172.7 172.6 172.4 172.4 172.436 661.6 566.2 534.7 534.4 534.3 534.2 534.337 19.5 19.5 19.5 19.5 19.5 19.5 19.538 47.2 47.2 47.2 47.2 47.2 47.2 47.239 19.5 19.5 19.5 19.5 19.5 19.5 19.540 47.2 47.2 47.2 47.2 47.2 47.2 47.241 2732.6 807.4 413.7 412.1 411.0 411.1 411.042 6616.1 1922.9 1183.8 1179.9 1178.4 1177.5 1178.443 2732.6 807.4 468.2 466.4 465.4 465.2 465.444 6616.1 1922.9 1262.2 1258.3 1256.8 1255.9 1256.845 194.8 176.4 139.7 139.7 139.6 139.6 139.646 471.7 448.1 442.0 442.0 442.0 442.0 442.047 194.8 176.4 147.3 147.3 147.2 147.3 147.248 471.7 448.1 445.9 445.9 445.9 445.9 445.949 2732.6 807.4 413.7 412.1 411.0 411.1 411.050 6616.1 1922.9 1129.9 1126.3 1123.6 1123.6 1123.751 2732.6 807.4 468.2 466.4 465.4 465.2 465.452 6616.1 1922.9 1248.2 1243.9 1241.3 1240.8 1241.553 194.8 176.4 139.7 139.7 139.6 139.6 139.654 471.7 448.1 442.0 442.0 442.0 442.0 442.055 194.8 176.4 147.3 147.3 147.2 147.3 147.256 471.7 448.1 445.9 445.9 445.9 445.9 445.957 27326.1 2623.1 1175.9 1169.6 1166.5 1166.7 1166.558 66160.6 5995.0 2844.1 2830.0 2822.9 2823.4 2823.059 27326.1 2623.1 1360.8 1353.4 1350.4 1349.8 1350.560 66160.6 5995.0 3255.5 3238.8 3232.1 3230.6 3232.261 1948.3 676.4 358.1 356.9 356.0 356.0 356.062 4717.1 1625.3 1002.9 1000.0 997.8 997.8 997.863 1948.3 676.4 403.2 401.7 400.9 400.7 400.964 4717.1 1625.3 1099.5 1095.9 1094.0 1093.5 1094.1
894 E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897
from the implementation of a control chart instead of preventivemaintenance. This outstanding result depends on the low rate ofinspection rI = 10 (parts/h): this strongly constrains the maximumallowable sample size in accordance to Eq. (2). Small sample sizeslimit the charts sensitivity to the shift of process dispersion, thuslimiting the advantage of implementing them. Thus, schedulingpreventive maintenance is the best option to control the qualitycharacteristic.
Scenarios 33–64 from Table 4 reveal a different trend in the re-sults. Thanks to the opportunity of intensifying the sampling due tothe higher inspection rate rI = 100 (parts/h), the control charts arethe most convenient inspection strategies. The larger cost savingscan be achieved by implementing control charts for process sce-narios characterized by the small value of the process capability in-dex Cp = 0.8, which characterizes low quality productions with anexcessive amount of non conforming units.
Furthermore, in Tables 3 and 4 it is worth noting that Shewhart,EWMA and CUSUM charts have quite the same economic perfor-mance during the short run production; in fact, the largest differ-ence in costs among the three control chart strategies equals0.81%. This result extends to the short runs and monitoring of dis-persion what has been found in Nenes and Tagaras (2008) for theShewhart and CUSUM charts monitoring the sample mean in infi-nite runs. This finding has an important managerial implication forthe quality practitioners: whichever the production run length, theShewhart chart implementation gives the best trade-off solutionbetween easiness of implementation and expected inspection costwhen constraints about inspection activities configuration andprocess production rate are present. Thus, the use of more ad-vanced control charts would be economically pointless unless anautomatic inspection system is available which makes easier forthe workers the implementation and management of the timeweighted charts.
To extend the comment of the results to the entire benchmark of576 scenarios, Table 5 gives a synthesis of the entire set of results.
For each couple (s, H) and each combination of (Cp, rI) the mostconvenient control strategy is suggested. For example, for the cou-ples (s = 2.0, H = 40 [h]) and (Cp = 0.8, rI = 100 (parts/h)) the CUSUMchart is economically convenient. From the analysis of Table 5, itappears immediately evident the interaction among the influenc-ing factors. Control charts prevail over the other strategies onlywhen s = 2.0, whichever the value of Cp and rI: large shifts favourthe implementation of the control charts thanks to their sensitivityin detecting of the out-of-control condition, even if the sample sizeis limited by the rate of inspection. When a moderate value of theshift s = 1.5 is considered, the strategies not requiring samplingprevail over the control charts when H = 40, 80 (h), whereas anequilibrium is achieved when H = 120 (h). For small values of thedispersion shift, i.e. when s = 1.25, there is no need to implementa control chart when the inspection rate is low, as already shownin Tables 3 and 4. The control chart implementation is suggestedonly for Cp = 0.8 and rI = 100 (parts/h). Thus, the analysis of thenumerical results has shown that for a short-run the selection ofthe most convenient strategy to monitor process dispersion isnot a straightforward task and to get practical results it is of funda-mental importance to consider the constraints related to theinspection activities configuration.
6. An illustrative example
A numerical example is detailed here to give readers more in-sight about the procedure to be followed when a decision is neededabout the control of a short production run. A company should pro-duce a small series of mechanical parts by a rolling horizon of oneworking week. The dispersion of a normally distributed qualitycharacteristic of the machined parts should be monitored to limitthe number of non conforming units. A possible shift equal tos = 2.0 is taken into account. The quality practitioner knows thefollowing information about the process: H = 40 (h), m = 0.05(fail./h), CIR = 30 ($/h), Cp = 0.80, cNC = 100 ($/part), rPR = 10 (parts/h), rI = 10 (parts/h). The setup at the beginning of the productionrun is perfect and then D = 0. Given these input data, the loss rateC1 and the variable sampling cost b can be immediately evaluatedby doing reference to Eqs. (4) and (14):
C1 ¼ 10� 1þU�3� 0:80� 0:00
2:00
� ��U
3� 0:80� 0:002:00
� � �� 100 ¼ 230:14ð$=hÞ
b ¼ 3010¼ 3:0ð$=partÞ
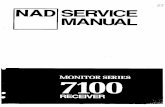
Before starting the production run the optimization algorithm isrun and the following results are found. The no-control strategy is-sues an expected quality control TCNC = 5225.7 ($). The optimalpreventive maintenance strategy requires IMAI = 12 inspectionsevery h = 40/(12 + 1) = 3.1 (h), which lead to an expected qualitycost TCMAI = 1358.7 ($). The optimal designs for all the controlcharts suggest to schedule I = 24 inspections, every h = 40/(24 + 1) = 1.60 (h), with a sample size n = 5. The constraint on theinspection configuration is satisfied, since n < 10 � (1.60 � 1/10) = 15 (parts/h). The expected quality cost for the four chartstrategies range between 1214.8 ($) (logarithmic EWMA S2) and1217.7 ($) (Shewhart S2). The cost difference between these twocharts is less than 0.3%. Thus, if a manual SPC inspection task is as-signed to the operator, the Shewhart chart is the most convenientcontrol strategy to be adopted by the quality practitioner. Other-wise, if an automatic inspection system is available, the logarith-mic EWMA S2 can be selected as the control strategy to monitorthe quality characteristic variability during the short run.

Table 5Selection of the best control strategies for the entire benchmark of examples. NC: no control; MAI: preventive maintenance; CU: CUSUM controlchart; EW: EWMA control chart; EWl: logarithmic EWMA control chart.
H = 40 H = 80 H = 120
rI = 10 rI=100 rI = 10 rI = 100 rI = 10 rI = 100
s = 1.25 Cp = 0.80 MAI EWl MAI EWl MAI EWl
NC NC NC NC NC NC
s = 1.50 Cp = 0.80 MAI EWl MAI EWl MAI EWl
NC NC MAI CU MAI EWl
s = 2.00 Cp = 0.80 EWl CU EWl CU EW CUEWl CU EW CU EW CU
.
.
.
.
.
.
.
Fig. 3. Illustrative example: the logarithmic EWMA lnS2 control chartimplementation.
E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897 895
For the sake of completeness a simulation of the short run isnow presented to the readers to show how the logarithmic EWMAS2 works. The values of the constants needed to compute the Tt sta-tistic are respectively equal to (see Castagliola, 2005a): A(n) =�0.89688, B(n) = 2.36469 and C(n) = 0.59791.
The optimal upper control limit of the chart is UCLEWl = 0.88 andthe smoothing parameter is k = 0.64. Three failures have been sim-ulated to occur during the short-run, respectively after 10.3, 19.1,and 29.8 (h) from the start of the run. The entity of each shift isequal to s = 2. The plot of the control chart is presented in Fig. 3.In this figure, the empty triangles correspond to the process inthe state Yt = 0 (in-control state), whereas the black filled trianglescorrespond to the process in the state Yt = 1, (out-of-control state).Thus, an empty triangle point plotted beyond the UCLEWl triggers afalse alarm. Fig. 3 shows that the chart signals just one false alarmat the 6th inspection. After the shift of the process dispersion to theYt = 1 condition, the chart signals quite rapidly an out-of-controlpoint: for example, the first shift occurring after 10.3 h of produc-tion is signalled by the chart at the 8th inspection, that is at thesecond sampling after the occurrence of the special cause; simi-larly, the second and third shift of dispersion are respectively trig-gered by the chart at the third and first inspection after theiroccurrence. The out-of-control production time is equal to tout = 6.4(h). At the end of the short-run, the length of the out-of-controlproduction is known and the number Nfa of false alarms and out-of-control conditions Nout issued by the chart are counted; thus,the actual quality control cost is computed by replacing in Eq.(22) the expected with the actual cost values:
TCEWl ¼ ðaþ bnÞI þ C1 � tout þ Nfa �W0 þ Nout �W1 ð31Þ
Then, for the simulated production run, it holds (Nfa = 1 andNout = 3):
TCEWl ¼ ð0:0þ 3:0� 5Þ � 24þ 230:14� 6:4þ 1� 50þ 3� 100
¼ 2182:9ð$Þ
7. Conclusions
Statistical process control in short-run processes is a challeng-ing issue receiving more and more attention during the last dec-ades. In this paper several control strategies including Shewhart,EWMA and CUSUM control charts have been economically com-pared to monitor process dispersion in a short-run. The economiccomparison has been performed by implementing a proper costmodel for each investigated strategy and running an optimizationalgorithm specifically developed to cope with this constrainedproblem. A wide benchmark of process scenarios has been gener-ated and the obtained results show some important findings. Firstof all, when monitoring a short-run, production and inspectionrates should be carefully estimated because their value canstrongly affect the selection of the best strategy. Thus, hypothesesassuming negligible inspection times should be carefully checkedand, if possible, avoided because oversimplifying assumptionscan be introduced in the problem. When the magnitude of the shiftto be detected is small and the inspection rate is slow, the mostconvenient monitoring strategies are either not to monitor the pro-duction at all or to schedule a preventive maintenance. Otherwise,the implementation of a control chart becomes a competitive solu-tion for the quality practitioner. For moderate to large dispersionshifts, the Shewhart chart becomes the most appropriate inspec-tion tool due to its easiness of implementation and quality controlcost performing approximately as the time weighted controlcharts. Future research can be focused on the introduction of statis-tical constraints on the expected number of false alarms issuedduring the production run and the investigation of processes char-acterized by imperfect setups and restoration activities.
Acknowledgement
The authors wish to thank the anonymous referees for theirprecious suggestions which allowed to improve the quality of thefinal manuscript.
Appendix A
By combining the actual process state Yt = y with y 2 {0,1} andthe value of the generic statistic Zchart
t for t = 0,. . .,I, and taking intoaccount the exponential failure mechanism, the couple ðYt; Z
chartt Þ
can be represented by a two-dimensional Markov chain (see Nenes& Tagaras, 2006).
In order to follow the Brook and Evans (1972) approach, thecontinuous random variable Zchart
t is discretized into m + 1 values,i.e. the interval between 0 to UCLchart is divided into m sub-inter-vals, as shown in Fig. 4.
The width d of a generic sub-interval is derived as follows:
d ¼ 2� UCLchart
2�m� 1) m ¼ UCLchart
dþ 1
2:

Fig. 5. Transition matrix P.
896 E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897
As a consequence, Zchartt is quantized as it takes the following dis-
crete values:
Zchartt ¼
Zchart0 for 0 6 Zchart
t 6d2 ;
id for ði� 12Þd < Zchart
t 6 iþ 12
� �d
UCLchart for Zchartt > m� 1
2
� �d ¼ UCLchart:
8>><>>:
where id represents the midpoint of the generic sub-interval andi 2 [1,. . .,m].
Finally, the Markov chain ðYt; Zchartt Þ has 2 � (m + 1) = 2m + 2
states and the (2m + 2) � (2m + 2) transition probability matrix Ptakes the form presented in Fig. 5:
The elements of P are grouped into four sub-matrices repre-senting the one-step transition probabilities of moving from Zchart
t�1
to Zchartt for each of the possible combinations of Yt�1 and Yt:
pi;j ¼ P Zchartt ¼ jd;Yt ¼ 0jZchart
t�1 ¼ id; :Yt�1 ¼ 0� �
qi;j ¼ P Zchartt ¼ jd;Yt ¼ 1jZchart
t�1 ¼ id;Yt�1 ¼ 0� �
ri;j ¼ P Zchartt ¼ jd;Yt ¼ 0jZchart
t�1 ¼ id; :Yt�1 ¼ 1� �
si;j ¼ P Zchartt ¼ jd;Yt ¼ 1jZchart
t�1 ¼ id; :Yt�1 ¼ 1� �
:
where i,j 2 [0, . . . ,m].The transition probabilities should include the exponential law
that rules the failure occurrence. In particular: for i = 0, . . . ,m � 1
pi;j¼ð1�cÞ�
P 06Zchartt 6
d2 ;Yt ¼0jZchart
t�1 ¼ id� �
if j¼0
P j�12
� �d<Zchart
t 6 jþ 12
� �d;Yt¼0jZchart
t�1 ¼ id� �
if j¼1; . . . ;m�1
P Zchartt >UCLchart ;Yt¼0jZchart
t�1 ¼ id� �
if j¼m
8>>>><>>>>:
qi;j¼c�
P 06Zchartt 6
d2 ;Yt¼1jZchart
t�1 ¼ id� �
if j¼0
P j� 12
� �d<Zchart
t 6 jþ12
� �d;Yt¼1jZchart
t�1 ¼ id� �
if j¼1; . . . ;m�1
PðZchartt >UCLchart ;Yt¼1jZchart
t�1 ¼ idÞ if j¼m
8>>><>>>:
ri;j¼08j
si;j¼Pð06Zchart
t 6d2 ;Yt ¼1jZchart
t�1 ¼ idÞ if j¼0
Pððj�12Þd<Zchart
t 6 ðjþ12Þd;Yt¼1jZchart
t�1 ¼ idÞ if j¼1; . . . ;m�1
PðZchartt >UCLchart ;Yt ¼1jZchart
t�1 ¼ idÞ if j¼m
8>><>>:
for i = m and "j,
pi;j ¼ pm;j ¼ p0;j qi;j ¼ qm;j ¼ q0;j ri;j ¼ rm;j ¼ p0;j
si;j ¼ sm;j ¼ q0;j:
The transition probabilities pm,j = rm,j = p0,j"j and qm,j = sm,j = q0,j"jpoint out that, if an alarm is signalled by the control chart at theinspection epoch t � h, the process will be stopped and eventuallyrestored to its nominal configuration ðYt ¼ 0; Zchart
t ¼ Zchart0 Þ regard-
less of the actual presence of the assignable cause.The probabilities can be finally computed as a function of the
adopted control chart scheme (EWMA or CUSUM), the monitored
Fig. 4. Discretization of the interval between 0 and UCLchart.
statistics, (S2t or Tt), and the presence or not of the assignable cause.
For the sake of brevity, the generic case Zchartt 2 j� 1
2
� �d; jþ 1
2
� �d
� �is
presented. The computation of the transition probabilities for theintervals Zchart
t 2 0; d2
� and Zchart
t 2 UCLchart;þ1ð Þ can be obtainedin the same manner.
For the CUSUM S2 control chart we have:
P j� 12
� �d < ZCU
t 6 jþ 12
� �d;Yt ¼ yjZCU
t�1 ¼ id� �
¼
P j� 12
� �d < ZCU
t�1 þ S2t � r2
0 � k 6 jþ 12
� �d;Yt ¼ yjZCU
t�1 ¼ id� �
¼
P j� 12
� �d < idþ S2
t � r20 � k 6 jþ 1
2
� �d;Yt ¼ y
� �¼
P j� i� 12
� �dþ r2
0 þ k < S2t 6 j� iþ 1
2
� �dþ r2
0 þ k;Yt ¼ y� �
¼
FðyÞS2
tj� iþ 1
2
� �dþ r2
0 þ k� �
� FðyÞS2
tj� i� 1
2
� �dþ r2
0 þ k� �
where Fðy¼0ÞS2
trefers to Eq. (9) and should be adopted when the pro-
cess is in-control, while Fðy¼1ÞS2
tis obtained by replacing in Eq. (9) r0
with r1 and should be adopted when the process is out-of-control.Similarly, if an EWMA S2 control chart is used to monitor the
process, it holds:
P j� 12
� �d < ZEW
t 6 jþ 12
� �d;Yt ¼ yjZEW
t�1 ¼ id� �
¼ FðyÞS2
tj� ð1� kÞi� 1
2
� �dk
� �� FðyÞ
S2t
j� ð1� kÞiþ 12
� �dk
� �
The same procedure can be adopted to compute the transition prob-abilities for the EWMA and CUSUM lnS2 control charts, respectively.
P j� 12
� �d < ZCUl
t 6 jþ 12
� �d;Yt ¼ yjZCUl
t�1 ¼ id� �
¼ FðyÞTtj� iþ 1
2
� �dþ EðTtÞ þ kjn; y
� �
� FðyÞTtj� i� 1
2
� �dþ EðTtÞ þ kjn; y
� �
and
P j� 12
� �d < ZEWl
t 6 jþ 12
� �d;Yt ¼ yjZEWl
t�1 ¼ id� �
¼ FðyÞTtj� ð1� kÞi� 1
2
� �dk
����n; y� �
� FðyÞTtj� ð1� kÞiþ 1
2
� �dkjn; y
� �
where FðyÞTtis the c.d.f. of the transformed sample variance Tt with the
process in-control (y = 0) and out-of-control (y = 1), respectively.

E. Trovato et al. / Computers & Industrial Engineering 59 (2010) 887–897 897
FðyÞTtt�ð Þ is defined for t* P A(n) + B(n)ln(C(n)) and is equal to (see Cas-
tagliola, Celano, & Fichera, 2009):
FTt ðt�Þ ¼ FS2t
1s2
yexp
t� � AðnÞBðnÞ
� �� CðnÞ
� �jn; y
!
where sy = 1 for y = 0 and sy = s for y = 1.
References
Acosta-Mejia, C., Pignatiello, J., & Rao, B. (1999). A comparison of control chartingprocedures for monitoring process dispersion. IIE Transactions, 31, 569–579.
Brook, D., & Evans, D. (1972). An approach to the probability distribution of CUSUMrun lenght. Biometrika, 59, 539–549.
Castagliola, P. (2005a). A new S2-EWMA control chart for monitoring the processvariance. Quality and Reliability Engineering International, 21(8), 781–794.
Castagliola, P. (2005b). A R-EWMA control chart for monitoring the process range.International Journal of Reliability, Quality and Safety Engineering, 12(1), 31–49.
Castagliola, P., Celano, G., & Fichera, S. (2006a). Evaluation of the statisticalperformance of a variable sampling interval R-EWMA control chart. QualityTechnology and Quantitative Management, 3(3), 307–323.
Castagliola, P., Celano, G., & Fichera, S. (2006b). Monitoring process variability usingEWMA, Springer Handbook of Engineering Statistics Edition. Vol. H. Pham (pp.291–325). Springer, Ch. Part B.
Castagliola, P., Celano, G., & Fichera, S. (2009). A new CUSUM-S2 control chart formonitoring the process variance. Journal of Quality in Maintenance Engineering,15(4), 344–357.
Castagliola, P., Celano, G., Fichera, S., & Giuffrida, F. (2006c). A variable samplinginterval S2-EWMA control chart for monitoring the process variance.International Journal of Technology Management, 37(1/2), 125–146.
Celano, G. (2009). Robust design of adaptive control charts for manualmanufacturing/inspection workstations. Journal of Applied Statistics, 36(2),181–203.
Celano, G., Costa, A., Fichera, S., & Trovato, E. (2008). One-sided Bayesian S2 controlcharts for the control of process dispersion in finite production runs.International Journal of Reliability, Quality and Safety Engineering, 15(4), 305–327.
Celano, G., Costa, A., Fichera, S., & Trovato, E. (2009). An efficient genetic-dynamicprogramming procedure to design bayesian control charts. International Journalof Quality and Reliability Management, 26(8), 831–848.
Chang, T., & Gan, F. (1995). A cumulative sum chart for monitoring process variance.Journal of Quality Technology, 27(2), 109–119.
Crowder, S., & Hamilton, M. (1992). An EWMA for monitoring a process standarddeviation. Journal of Quality Technology, 24(1), 12–21.
Del Castillo, E., & Montgomery, D. (1993). Optimal design of control charts formonitoring short production runs. Economic Quality Control, 8, 225–240.
DelCastillo, E., & Montgomery, D. (1996). A general model for the optimal economicdesign of X charts used to control short or long run processes. IIE Transactions,28, 193–201.
Gan, F. (1995). Joint monitoring of process mean and variance using exponentiallyweighted moving average control charts. Technometrics, 37, 446–453.
Hamilton, M., & Crowder, S. (1992). Average run lengths of EWMA control charts formonitoring a process standard deviation. Journal of Quality Technology, 24(1),44–50.
Ladany, S. (1973). Optimal use of control charts for controlling current production.Management Science, 19, 763–772.
Lorenzen, T., & Vance, L. (1986). The economic design of control charts: a unifiedapproach. Technometrics, 28, 3–10.
Lucas, J., & Saccucci, M. (1990). Exponentially weighted moving average controlschemes: Properties and enhancements. Technometrics, 32(1), 1–12.
MacGregor, J., & Harris, T. (1993). The exponentially weighted moving variance.Journal of Quality Technology, 25(2), 106–118.
Montgomery, D. (2004). Introduction to statistical quality control (5th ed.). New York:Wiley. ISBN: 0-471-65631-3.
Nenes, G., & Tagaras, G. (2006). The economically designed CUSUM chart formonitoring short production runs. International Journal of Production Research,44, 1569–1587.
Nenes, G., & Tagaras, G. (2008). An economic comparison of CUSUM and Shewhartcharts. IIE Transactions, 40(2), 133–146.
Ng, C., & Case, K. (1989). Development and evaluation of control charts usingexponentially weighted moving averages. Journal of Quality Technology, 21(4),242–250.
Page, E. (1963). Controlling the standard deviation by CUSUM and warning lines.Techometrics, 5, 307–315.
Sweet, A. (1986). Control charts using coupled exponentially weighted movingaverages. IIE Transactions, 18, 26–33.
Tagaras, G. (1996). Dynamic control charts for finite production runs. EuropeanJournal of Operational Research, 91, 38–55.
Tagaras, G., & Nikolaidis, Y. (2002). Comparing the effectiveness of various bayesianX control charts. Operations Research, 50, 878–888.
Tuprah, K., & Ncube, M. (1987). A comparison of dispersion quality control charts.Sequential Analysis, 6, 155–163.
Wu, Z., Shamsuzzaman, M., & Wang, Q. (2006). Design of control charts withoptimal manpower deployment. International Journal of Production Research,44(11), 2119–2132.