Special Inspection Levels
81
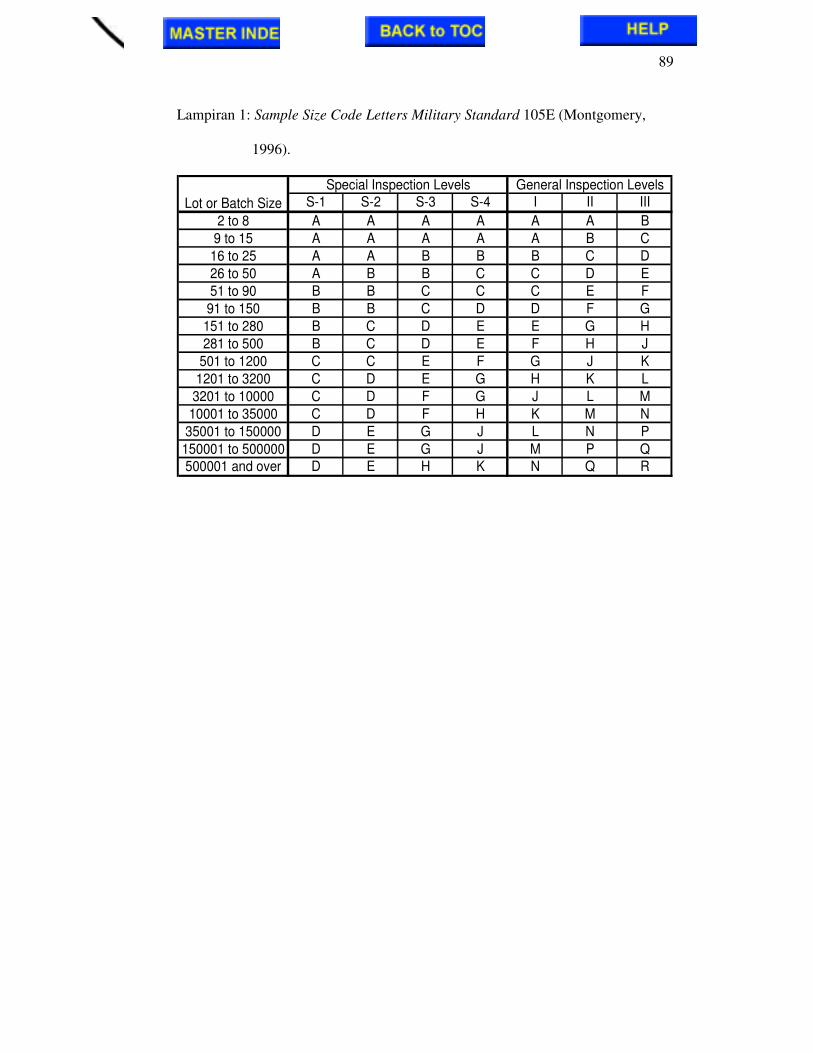
89 Lampiran 1: Sample Size Code Letters Military Standard 105E (Montgomery, 1996). S-1 S-2 S-3 S-4 I II III 2 to 8 A A A A A A B 9 to 15 A A A A A B C 16 to 25 A A B B B C D 26 to 50 A B B C C D E 51 to 90 B B C C C E F 91 to 150 B B C D D F G 151 to 280 B C D E E G H 281 to 500 B C D E F H J 501 to 1200 C C E F G J K 1201 to 3200 C D E G H K L 3201 to 10000 C D F G J L M 10001 to 35000 C D F H K M N 35001 to 150000 D E G J L N P 150001 to 500000 D E G J M P Q 500001 and over D E H K N Q R Lot or Batch Size General Inspection Levels Special Inspection Levels
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of Special Inspection Levels
89
Lampiran 1: Sample Size Code Letters Military Standard 105E (Montgomery,
1996).
S-1 S-2 S-3 S-4 I II III2 to 8 A A A A A A B
9 to 15 A A A A A B C16 to 25 A A B B B C D26 to 50 A B B C C D E51 to 90 B B C C C E F91 to 150 B B C D D F G151 to 280 B C D E E G H281 to 500 B C D E F H J
501 to 1200 C C E F G J K1201 to 3200 C D E G H K L3201 to 10000 C D F G J L M10001 to 35000 C D F H K M N
35001 to 150000 D E G J L N P150001 to 500000 D E G J M P Q500001 and over D E H K N Q R
Lot or Batch SizeGeneral Inspection LevelsSpecial Inspection Levels

90
Lampiran 2: Master Table for Normal Inspection-Single Sampling Plan
(Montgomery,1996)
91
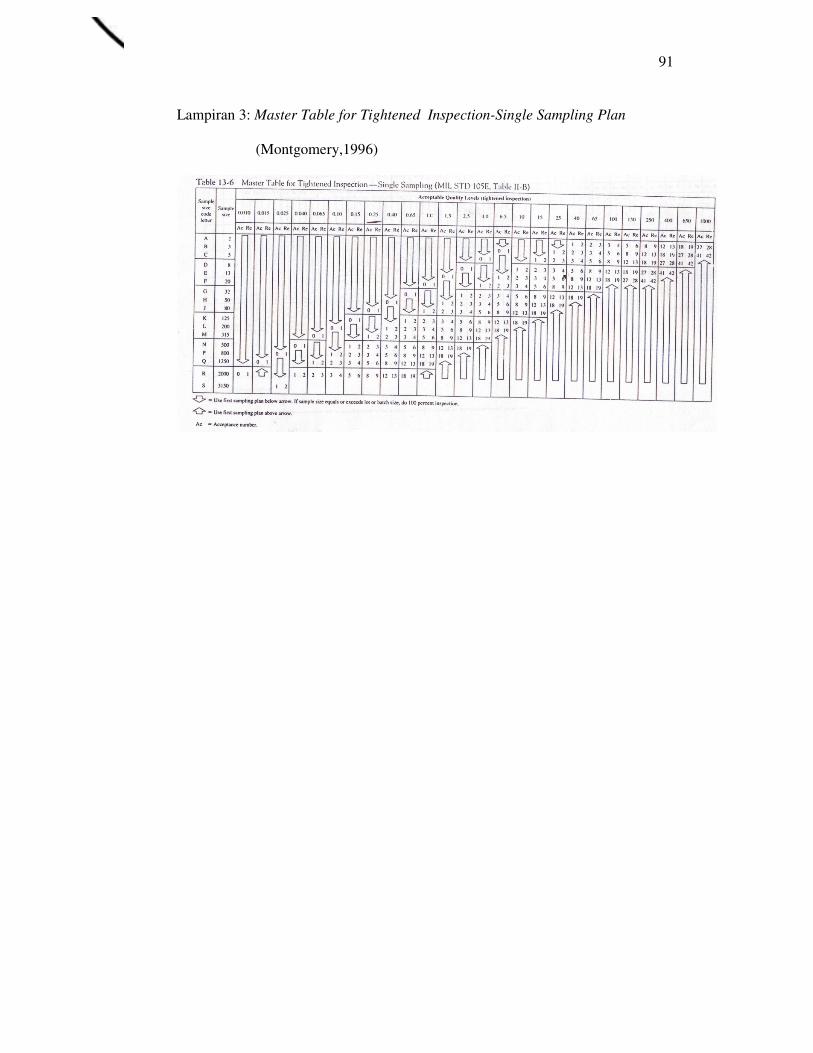
Lampiran 3: Master Table for Tightened Inspection-Single Sampling Plan
(Montgomery,1996)
92
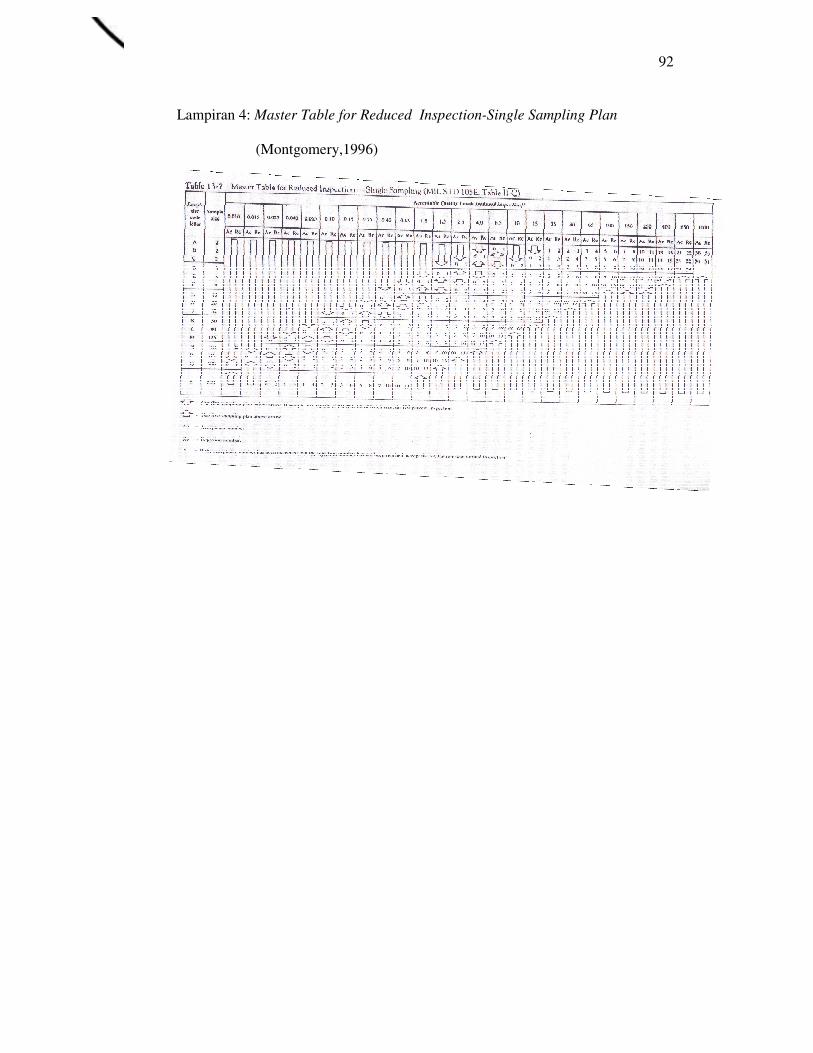
Lampiran 4: Master Table for Reduced Inspection-Single Sampling Plan
(Montgomery,1996)
93
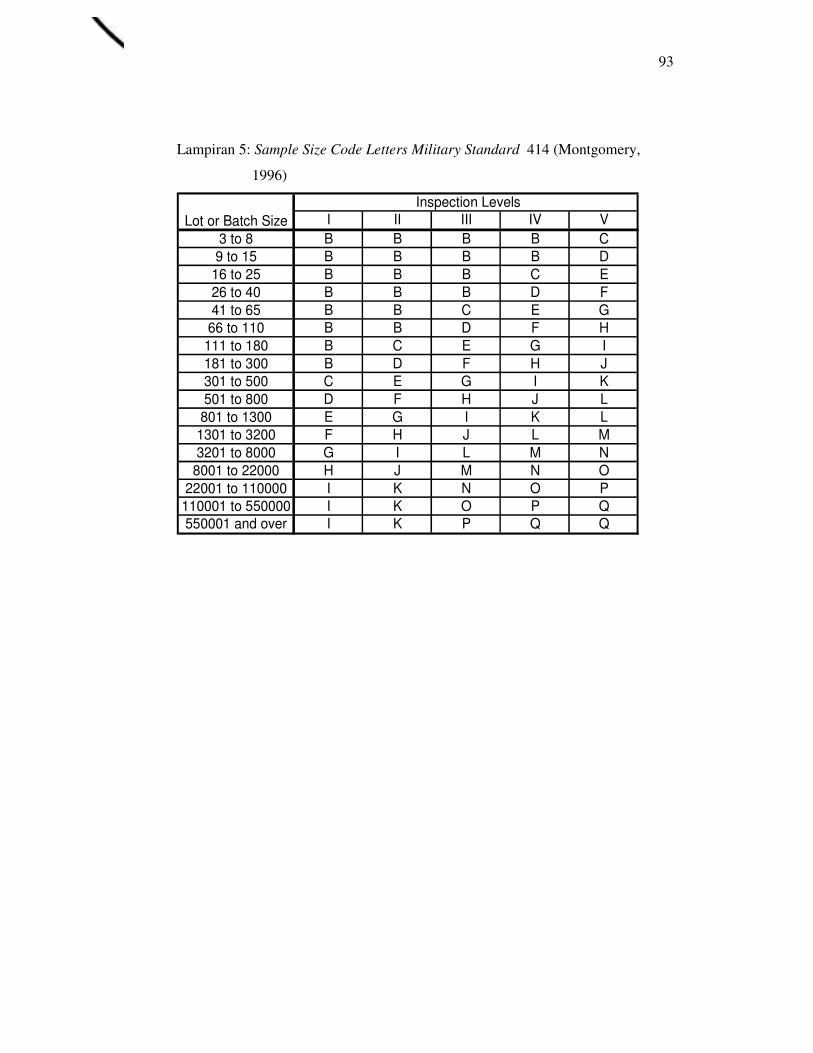
Lampiran 5: Sample Size Code Letters Military Standard 414 (Montgomery,
1996)
I II III IV V3 to 8 B B B B C9 to 15 B B B B D
16 to 25 B B B C E26 to 40 B B B D F41 to 65 B B C E G66 to 110 B B D F H
111 to 180 B C E G I181 to 300 B D F H J301 to 500 C E G I K501 to 800 D F H J L801 to 1300 E G I K L
1301 to 3200 F H J L M3201 to 8000 G I L M N
8001 to 22000 H J M N O22001 to 110000 I K N O P110001 to 550000 I K O P Q550001 and over I K P Q Q
Lot or Batch Size Inspection Levels
94
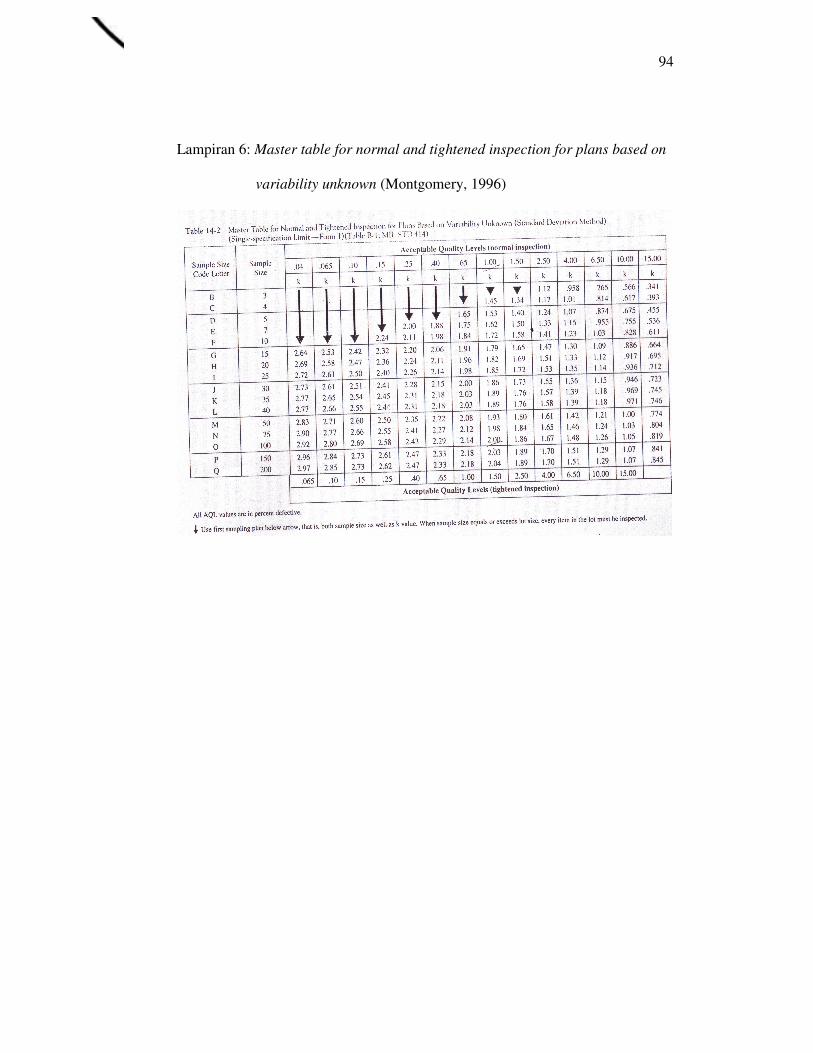
Lampiran 6: Master table for normal and tightened inspection for plans based on
variability unknown (Montgomery, 1996)
95
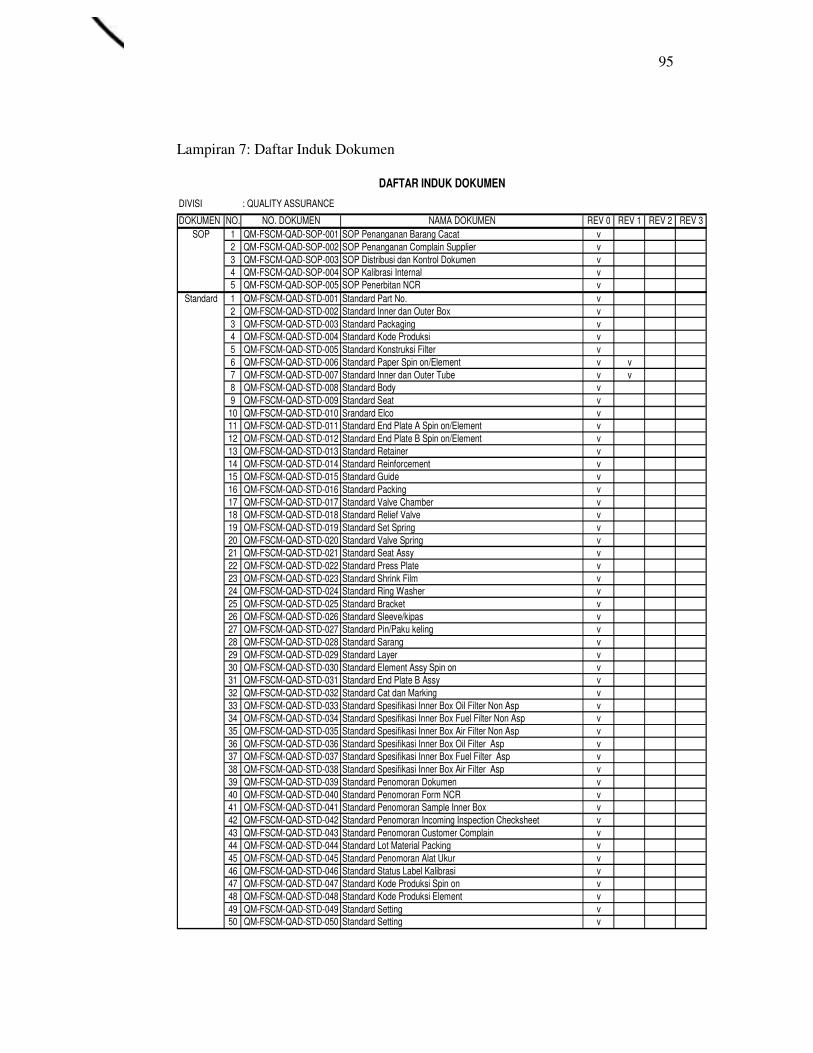
Lampiran 7: Daftar Induk Dokumen
DIVISI : QUALITY ASSURANCE
DOKUMEN NO. NO. DOKUMEN NAMA DOKUMEN REV 0 REV 1 REV 2 REV 3SOP 1 QM-FSCM-QAD-SOP-001 SOP Penanganan Barang Cacat v
2 QM-FSCM-QAD-SOP-002 SOP Penanganan Complain Supplier v3 QM-FSCM-QAD-SOP-003 SOP Distribusi dan Kontrol Dokumen v4 QM-FSCM-QAD-SOP-004 SOP Kalibrasi Internal v5 QM-FSCM-QAD-SOP-005 SOP Penerbitan NCR v
Standard 1 QM-FSCM-QAD-STD-001 Standard Part No. v2 QM-FSCM-QAD-STD-002 Standard Inner dan Outer Box v3 QM-FSCM-QAD-STD-003 Standard Packaging v4 QM-FSCM-QAD-STD-004 Standard Kode Produksi v5 QM-FSCM-QAD-STD-005 Standard Konstruksi Filter v6 QM-FSCM-QAD-STD-006 Standard Paper Spin on/Element v v7 QM-FSCM-QAD-STD-007 Standard Inner dan Outer Tube v v8 QM-FSCM-QAD-STD-008 Standard Body v9 QM-FSCM-QAD-STD-009 Standard Seat v10 QM-FSCM-QAD-STD-010 Srandard Elco v11 QM-FSCM-QAD-STD-011 Standard End Plate A Spin on/Element v12 QM-FSCM-QAD-STD-012 Standard End Plate B Spin on/Element v13 QM-FSCM-QAD-STD-013 Standard Retainer v14 QM-FSCM-QAD-STD-014 Standard Reinforcement v15 QM-FSCM-QAD-STD-015 Standard Guide v16 QM-FSCM-QAD-STD-016 Standard Packing v17 QM-FSCM-QAD-STD-017 Standard Valve Chamber v18 QM-FSCM-QAD-STD-018 Standard Relief Valve v19 QM-FSCM-QAD-STD-019 Standard Set Spring v20 QM-FSCM-QAD-STD-020 Standard Valve Spring v21 QM-FSCM-QAD-STD-021 Standard Seat Assy v22 QM-FSCM-QAD-STD-022 Standard Press Plate v23 QM-FSCM-QAD-STD-023 Standard Shrink Film v24 QM-FSCM-QAD-STD-024 Standard Ring Washer v25 QM-FSCM-QAD-STD-025 Standard Bracket v26 QM-FSCM-QAD-STD-026 Standard Sleeve/kipas v27 QM-FSCM-QAD-STD-027 Standard Pin/Paku keling v28 QM-FSCM-QAD-STD-028 Standard Sarang v29 QM-FSCM-QAD-STD-029 Standard Layer v30 QM-FSCM-QAD-STD-030 Standard Element Assy Spin on v31 QM-FSCM-QAD-STD-031 Standard End Plate B Assy v32 QM-FSCM-QAD-STD-032 Standard Cat dan Marking v33 QM-FSCM-QAD-STD-033 Standard Spesifikasi Inner Box Oil Filter Non Asp v34 QM-FSCM-QAD-STD-034 Standard Spesifikasi Inner Box Fuel Filter Non Asp v35 QM-FSCM-QAD-STD-035 Standard Spesifikasi Inner Box Air Filter Non Asp v36 QM-FSCM-QAD-STD-036 Standard Spesifikasi Inner Box Oil Filter Asp v37 QM-FSCM-QAD-STD-037 Standard Spesifikasi Inner Box Fuel Filter Asp v38 QM-FSCM-QAD-STD-038 Standard Spesifikasi Inner Box Air Filter Asp v39 QM-FSCM-QAD-STD-039 Standard Penomoran Dokumen v40 QM-FSCM-QAD-STD-040 Standard Penomoran Form NCR v41 QM-FSCM-QAD-STD-041 Standard Penomoran Sample Inner Box v42 QM-FSCM-QAD-STD-042 Standard Penomoran Incoming Inspection Checksheet v43 QM-FSCM-QAD-STD-043 Standard Penomoran Customer Complain v44 QM-FSCM-QAD-STD-044 Standard Lot Material Packing v45 QM-FSCM-QAD-STD-045 Standard Penomoran Alat Ukur v46 QM-FSCM-QAD-STD-046 Standard Status Label Kalibrasi v47 QM-FSCM-QAD-STD-047 Standard Kode Produksi Spin on v48 QM-FSCM-QAD-STD-048 Standard Kode Produksi Element v49 QM-FSCM-QAD-STD-049 Standard Setting v50 QM-FSCM-QAD-STD-050 Standard Setting v
DAFTAR INDUK DOKUMEN
96
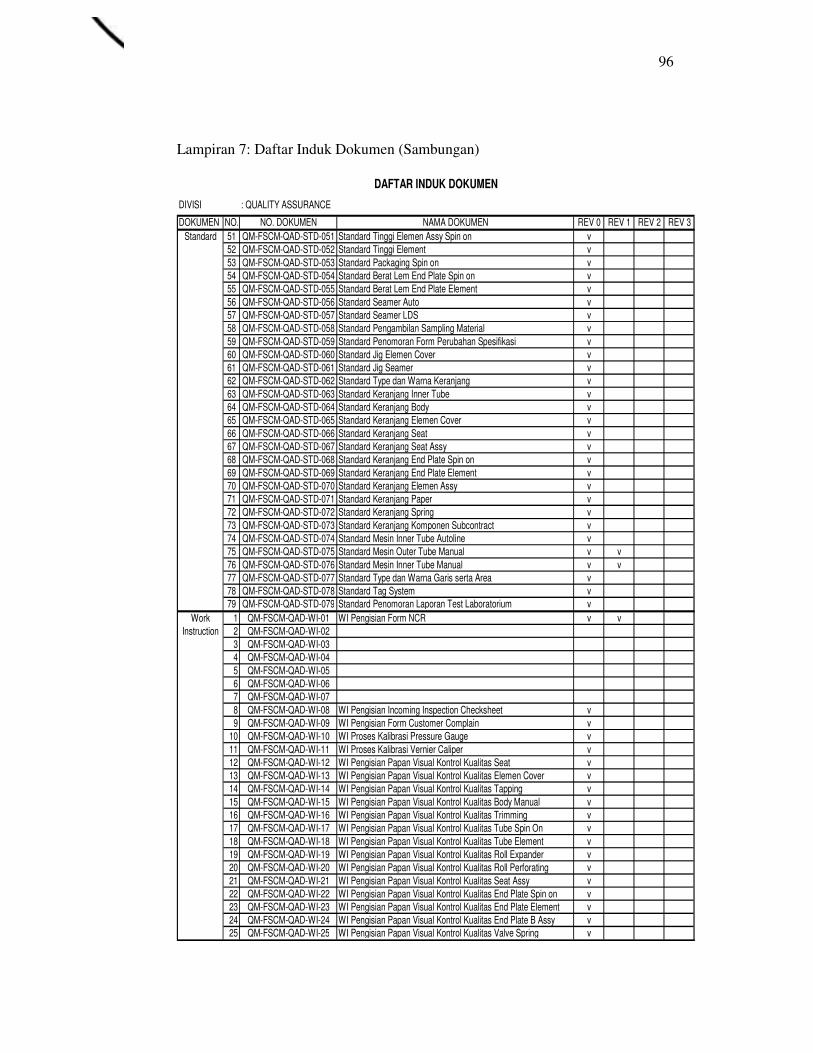
Lampiran 7: Daftar Induk Dokumen (Sambungan)
DIVISI : QUALITY ASSURANCE
DOKUMEN NO. NO. DOKUMEN NAMA DOKUMEN REV 0 REV 1 REV 2 REV 3Standard 51 QM-FSCM-QAD-STD-051 Standard Tinggi Elemen Assy Spin on v
52 QM-FSCM-QAD-STD-052 Standard Tinggi Element v53 QM-FSCM-QAD-STD-053 Standard Packaging Spin on v54 QM-FSCM-QAD-STD-054 Standard Berat Lem End Plate Spin on v55 QM-FSCM-QAD-STD-055 Standard Berat Lem End Plate Element v56 QM-FSCM-QAD-STD-056 Standard Seamer Auto v57 QM-FSCM-QAD-STD-057 Standard Seamer LDS v58 QM-FSCM-QAD-STD-058 Standard Pengambilan Sampling Material v59 QM-FSCM-QAD-STD-059 Standard Penomoran Form Perubahan Spesifikasi v60 QM-FSCM-QAD-STD-060 Standard Jig Elemen Cover v61 QM-FSCM-QAD-STD-061 Standard Jig Seamer v62 QM-FSCM-QAD-STD-062 Standard Type dan Warna Keranjang v63 QM-FSCM-QAD-STD-063 Standard Keranjang Inner Tube v64 QM-FSCM-QAD-STD-064 Standard Keranjang Body v65 QM-FSCM-QAD-STD-065 Standard Keranjang Elemen Cover v66 QM-FSCM-QAD-STD-066 Standard Keranjang Seat v67 QM-FSCM-QAD-STD-067 Standard Keranjang Seat Assy v68 QM-FSCM-QAD-STD-068 Standard Keranjang End Plate Spin on v69 QM-FSCM-QAD-STD-069 Standard Keranjang End Plate Element v70 QM-FSCM-QAD-STD-070 Standard Keranjang Elemen Assy v71 QM-FSCM-QAD-STD-071 Standard Keranjang Paper v72 QM-FSCM-QAD-STD-072 Standard Keranjang Spring v73 QM-FSCM-QAD-STD-073 Standard Keranjang Komponen Subcontract v74 QM-FSCM-QAD-STD-074 Standard Mesin Inner Tube Autoline v75 QM-FSCM-QAD-STD-075 Standard Mesin Outer Tube Manual v v76 QM-FSCM-QAD-STD-076 Standard Mesin Inner Tube Manual v v77 QM-FSCM-QAD-STD-077 Standard Type dan Warna Garis serta Area v78 QM-FSCM-QAD-STD-078 Standard Tag System v79 QM-FSCM-QAD-STD-079 Standard Penomoran Laporan Test Laboratorium v
Work 1 QM-FSCM-QAD-WI-01 WI Pengisian Form NCR v vInstruction 2 QM-FSCM-QAD-WI-02
3 QM-FSCM-QAD-WI-034 QM-FSCM-QAD-WI-045 QM-FSCM-QAD-WI-056 QM-FSCM-QAD-WI-067 QM-FSCM-QAD-WI-078 QM-FSCM-QAD-WI-08 WI Pengisian Incoming Inspection Checksheet v9 QM-FSCM-QAD-WI-09 WI Pengisian Form Customer Complain v
10 QM-FSCM-QAD-WI-10 WI Proses Kalibrasi Pressure Gauge v11 QM-FSCM-QAD-WI-11 WI Proses Kalibrasi Vernier Caliper v12 QM-FSCM-QAD-WI-12 WI Pengisian Papan Visual Kontrol Kualitas Seat v13 QM-FSCM-QAD-WI-13 WI Pengisian Papan Visual Kontrol Kualitas Elemen Cover v14 QM-FSCM-QAD-WI-14 WI Pengisian Papan Visual Kontrol Kualitas Tapping v15 QM-FSCM-QAD-WI-15 WI Pengisian Papan Visual Kontrol Kualitas Body Manual v16 QM-FSCM-QAD-WI-16 WI Pengisian Papan Visual Kontrol Kualitas Trimming v17 QM-FSCM-QAD-WI-17 WI Pengisian Papan Visual Kontrol Kualitas Tube Spin On v18 QM-FSCM-QAD-WI-18 WI Pengisian Papan Visual Kontrol Kualitas Tube Element v19 QM-FSCM-QAD-WI-19 WI Pengisian Papan Visual Kontrol Kualitas Roll Expander v20 QM-FSCM-QAD-WI-20 WI Pengisian Papan Visual Kontrol Kualitas Roll Perforating v21 QM-FSCM-QAD-WI-21 WI Pengisian Papan Visual Kontrol Kualitas Seat Assy v22 QM-FSCM-QAD-WI-22 WI Pengisian Papan Visual Kontrol Kualitas End Plate Spin on v23 QM-FSCM-QAD-WI-23 WI Pengisian Papan Visual Kontrol Kualitas End Plate Element v24 QM-FSCM-QAD-WI-24 WI Pengisian Papan Visual Kontrol Kualitas End Plate B Assy v25 QM-FSCM-QAD-WI-25 WI Pengisian Papan Visual Kontrol Kualitas Valve Spring v
DAFTAR INDUK DOKUMEN
97
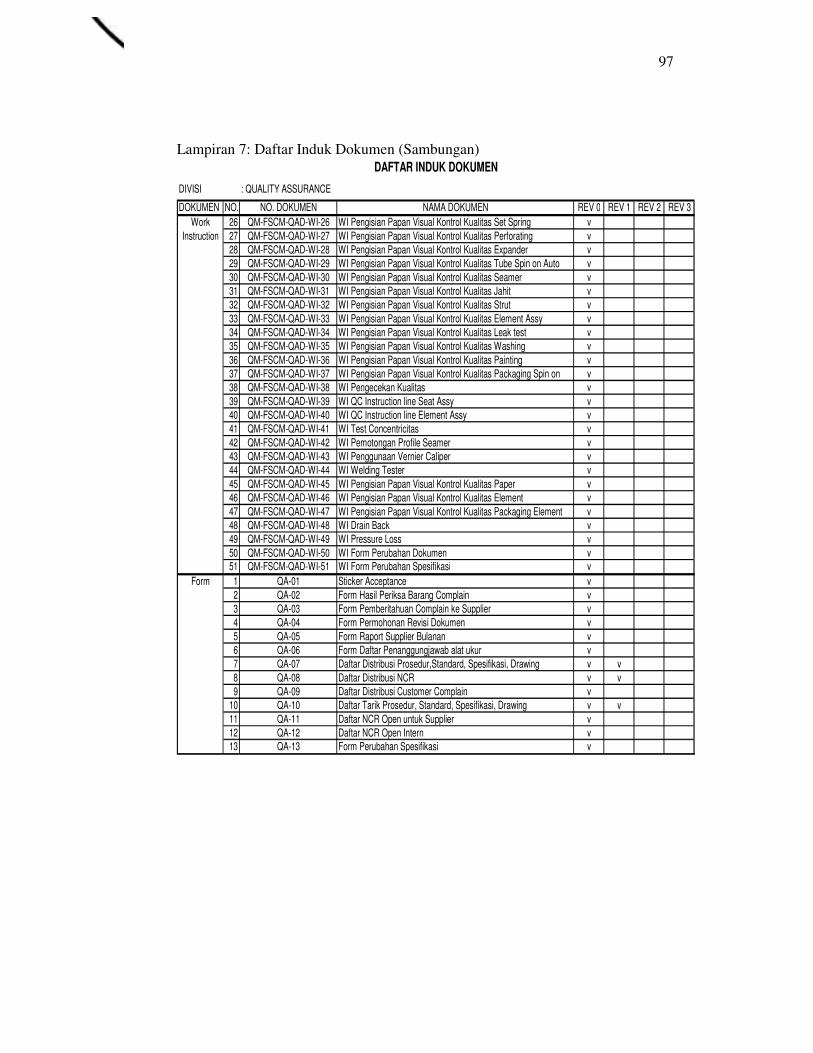
Lampiran 7: Daftar Induk Dokumen (Sambungan)
DIVISI : QUALITY ASSURANCE
DOKUMEN NO. NO. DOKUMEN NAMA DOKUMEN REV 0 REV 1 REV 2 REV 3Work 26 QM-FSCM-QAD-WI-26 WI Pengisian Papan Visual Kontrol Kualitas Set Spring v
Instruction 27 QM-FSCM-QAD-WI-27 WI Pengisian Papan Visual Kontrol Kualitas Perforating v28 QM-FSCM-QAD-WI-28 WI Pengisian Papan Visual Kontrol Kualitas Expander v29 QM-FSCM-QAD-WI-29 WI Pengisian Papan Visual Kontrol Kualitas Tube Spin on Auto v30 QM-FSCM-QAD-WI-30 WI Pengisian Papan Visual Kontrol Kualitas Seamer v31 QM-FSCM-QAD-WI-31 WI Pengisian Papan Visual Kontrol Kualitas Jahit v32 QM-FSCM-QAD-WI-32 WI Pengisian Papan Visual Kontrol Kualitas Strut v33 QM-FSCM-QAD-WI-33 WI Pengisian Papan Visual Kontrol Kualitas Element Assy v34 QM-FSCM-QAD-WI-34 WI Pengisian Papan Visual Kontrol Kualitas Leak test v35 QM-FSCM-QAD-WI-35 WI Pengisian Papan Visual Kontrol Kualitas Washing v36 QM-FSCM-QAD-WI-36 WI Pengisian Papan Visual Kontrol Kualitas Painting v37 QM-FSCM-QAD-WI-37 WI Pengisian Papan Visual Kontrol Kualitas Packaging Spin on v38 QM-FSCM-QAD-WI-38 WI Pengecekan Kualitas v39 QM-FSCM-QAD-WI-39 WI QC Instruction line Seat Assy v40 QM-FSCM-QAD-WI-40 WI QC Instruction line Element Assy v41 QM-FSCM-QAD-WI-41 WI Test Concentricitas v42 QM-FSCM-QAD-WI-42 WI Pemotongan Profile Seamer v43 QM-FSCM-QAD-WI-43 WI Penggunaan Vernier Caliper v44 QM-FSCM-QAD-WI-44 WI Welding Tester v45 QM-FSCM-QAD-WI-45 WI Pengisian Papan Visual Kontrol Kualitas Paper v46 QM-FSCM-QAD-WI-46 WI Pengisian Papan Visual Kontrol Kualitas Element v47 QM-FSCM-QAD-WI-47 WI Pengisian Papan Visual Kontrol Kualitas Packaging Element v48 QM-FSCM-QAD-WI-48 WI Drain Back v49 QM-FSCM-QAD-WI-49 WI Pressure Loss v50 QM-FSCM-QAD-WI-50 WI Form Perubahan Dokumen v51 QM-FSCM-QAD-WI-51 WI Form Perubahan Spesifikasi v
Form 1 QA-01 Sticker Acceptance v2 QA-02 Form Hasil Periksa Barang Complain v3 QA-03 Form Pemberitahuan Complain ke Supplier v4 QA-04 Form Permohonan Revisi Dokumen v5 QA-05 Form Raport Supplier Bulanan v6 QA-06 Form Daftar Penanggungjawab alat ukur v7 QA-07 Daftar Distribusi Prosedur,Standard, Spesifikasi, Drawing v v8 QA-08 Daftar Distribusi NCR v v9 QA-09 Daftar Distribusi Customer Complain v
10 QA-10 Daftar Tarik Prosedur, Standard, Spesifikasi, Drawing v v11 QA-11 Daftar NCR Open untuk Supplier v12 QA-12 Daftar NCR Open Intern v13 QA-13 Form Perubahan Spesifikasi v
DAFTAR INDUK DOKUMEN
98
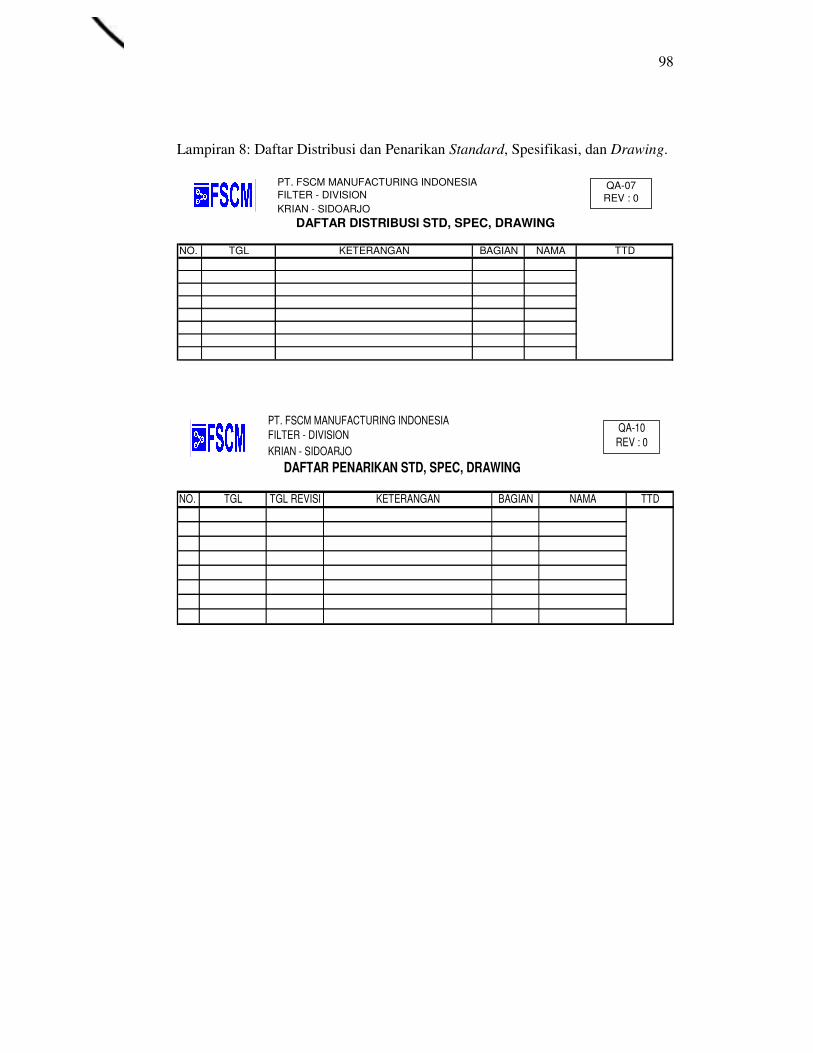
Lampiran 8: Daftar Distribusi dan Penarikan Standard, Spesifikasi, dan Drawing.
PT. FSCM MANUFACTURING INDONESIAFILTER - DIVISIONKRIAN - SIDOARJO
NO. TGL BAGIAN NAMA TTD
DAFTAR DISTRIBUSI STD, SPEC, DRAWING
KETERANGAN
QA-07REV : 0
PT. FSCM MANUFACTURING INDONESIAFILTER - DIVISIONKRIAN - SIDOARJO
NO. TGL TGL REVISI BAGIAN NAMA TTD
DAFTAR PENARIKAN STD, SPEC, DRAWING
KETERANGAN
QA-10REV : 0

99
99
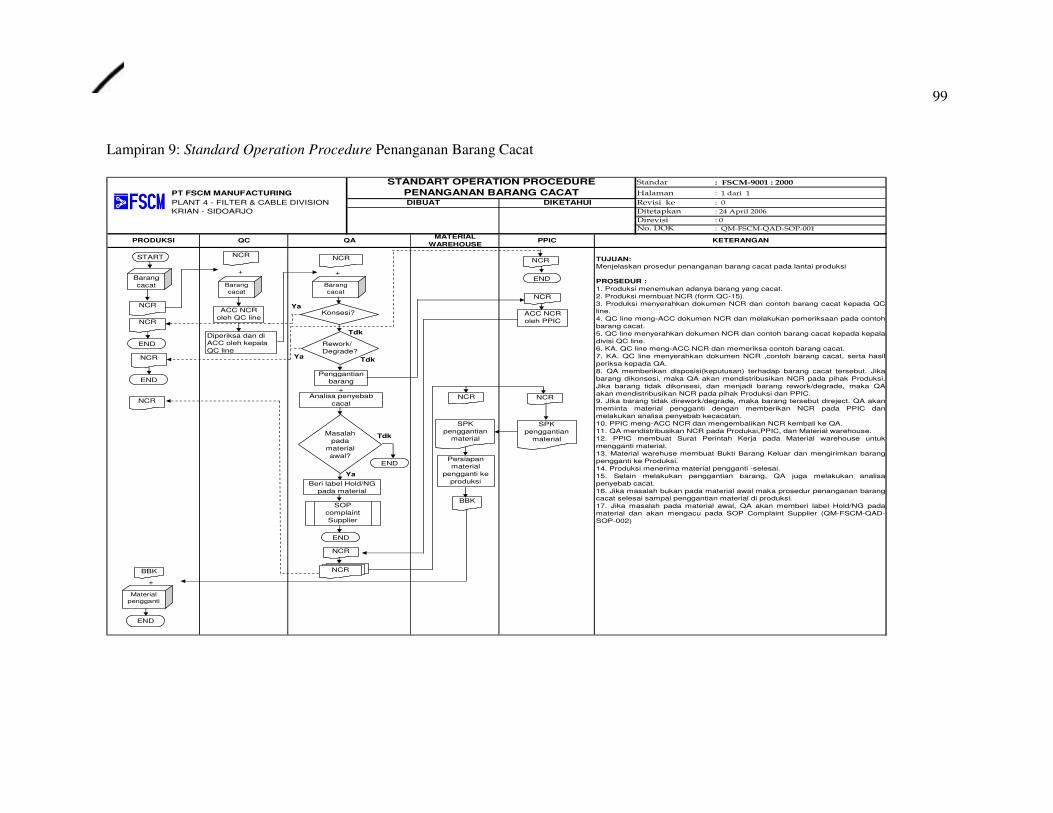
Lampiran 9: Standard Operation Procedure Penanganan Barang Cacat
������� �������������
PT FSCM MANUFACTURING ������ ������� ���
PLANT 4 - FILTER & CABLE DIVISION DIBUAT DIKETAHUI ��� � ���� ���
KRIAN - SIDOARJO � �������� ������� ������
� ��� � ��
������� ��� !"�# !���!��$!���
TUJUAN:Menjelaskan prosedur penanganan barang cacat pada lantai produksi
PROSEDUR :1. Produksi menemukan adanya barang yang cacat.2. Produksi membuat NCR (form QC-15).
6. KA. QC line meng-ACC NCR dan memeriksa contoh barang cacat.
10. PPIC meng-ACC NCR dan mengembalikan NCR kembali ke QA.11. QA mendistribusikan NCR pada Produksi,PPIC, dan Material warehouse.
14. Produksi menerima material pengganti -selesai.
STANDART OPERATION PROCEDUREPENANGANAN BARANG CACAT
7. KA. QC line menyerahkan dokumen NCR ,contoh barang cacat, serta hasilperiksa kepada QA.
PRODUKSI
5. QC line menyerahkan dokumen NCR dan contoh barang cacat kepada kepaladivisi QC line.
QC QAMATERIAL
WAREHOUSEPPIC
3. Produksi menyerahkan dokumen NCR dan contoh barang cacat kepada QCline.4. QC line meng-ACC dokumen NCR dan melakukan pemeriksaan pada contohbarang cacat.
KETERANGAN
16. Jika masalah bukan pada material awal maka prosedur penanganan barangcacat selesai sampai penggantian material di produksi.17. Jika masalah pada material awal, QA akan memberi label Hold/NG padamaterial dan akan mengacu pada SOP Complaint Supplier (QM-FSCM-QAD-SOP-002)
8. QA memberikan disposisi(keputusan) terhadap barang cacat tersebut. Jikabarang dikonsesi, maka QA akan mendistribusikan NCR pada pihak Produksi.Jika barang tidak dikonsesi, dan menjadi barang rework/degrade, maka QAakan mendistribusikan NCR pada pihak Produksi dan PPIC.
12. PPIC membuat Surat Perintah Kerja pada Material warehouse untukmengganti material.13. Material warehuse membuat Bukti Barang Keluar dan mengirimkan barangpengganti ke Produksi.
15. Selain melakukan penggantian barang, QA juga melakukan analisapenyebab cacat.
9. Jika barang tidak dirework/degrade, maka barang tersebut direject. QA akanmeminta material pengganti dengan memberikan NCR pada PPIC danmelakukan analisa penyebab kecacatan.
Barang cacat
NCR
NCR
ACC NCR oleh QC line
+
Barang cacat
Diperiksa dan di ACC oleh kepala QC line
NCR
Barang cacat
+
Analisa penyebab cacat
NCR
NCR
NCR
Persiapan material
pengganti ke produksi
NCR
START
Material pengganti
END
SPK penggantian
material
SOP complaint Supplier
SPK penggantian
material
BBK
BBK
+
ACC NCR oleh PPIC
NCR
NCR
END
Masalah pada
material awal?
Ya
Tdk
Konsesi?
Rework/ Degrade?
NCR
Ya
Tdk
END
END
NCR Ya
ENDPenggantian
barang
Tdk
+
Beri label Hold/NG pada material
NCR
END
100
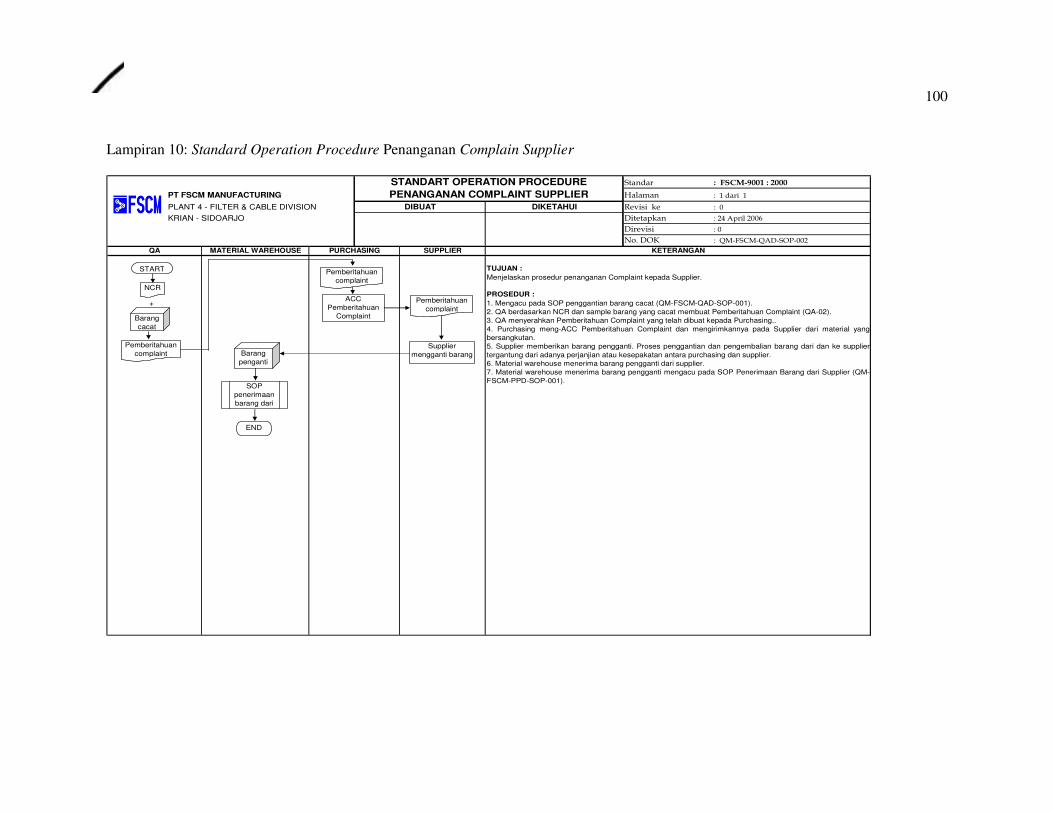
Lampiran 10: Standard Operation Procedure Penanganan Complain Supplier
������� �������������
PT FSCM MANUFACTURING ������ ������� ���
PLANT 4 - FILTER & CABLE DIVISION DIBUAT DIKETAHUI ��� � ���� ���
KRIAN - SIDOARJO � �������� ������� ������
� ��� � ��
������� ��� !"�# !���!��$!���
TUJUAN :Menjelaskan prosedur penanganan Complaint kepada Supplier.
PROSEDUR :1. Mengacu pada SOP penggantian barang cacat (QM-FSCM-QAD-SOP-001).2. QA berdasarkan NCR dan sample barang yang cacat membuat Pemberitahuan Complaint (QA-02).3. QA menyerahkan Pemberitahuan Complaint yang telah dibuat kepada Purchasing..
6. Material warehouse menerima barang pengganti dari supplier.
4. Purchasing meng-ACC Pemberitahuan Complaint dan mengirimkannya pada Supplier dari material yangbersangkutan.5. Supplier memberikan barang pengganti. Proses penggantian dan pengembalian barang dari dan ke suppliertergantung dari adanya perjanjian atau kesepakatan antara purchasing dan supplier.
7. Material warehouse menerima barang pengganti mengacu pada SOP Penerimaan Barang dari Supplier (QM-FSCM-PPD-SOP-001).
QA MATERIAL WAREHOUSE PURCHASING
STANDART OPERATION PROCEDUREPENANGANAN COMPLAINT SUPPLIER
SUPPLIER KETERANGAN
START Pemberitahuan complaint
Barang penganti
SOP penerimaan barang dari
supplier
END
Pemberitahuan complaint
NCR
+
Barang cacat
ACC Pemberitahuan
Complaint
Pemberitahuan complaint
Supplier mengganti barang
101
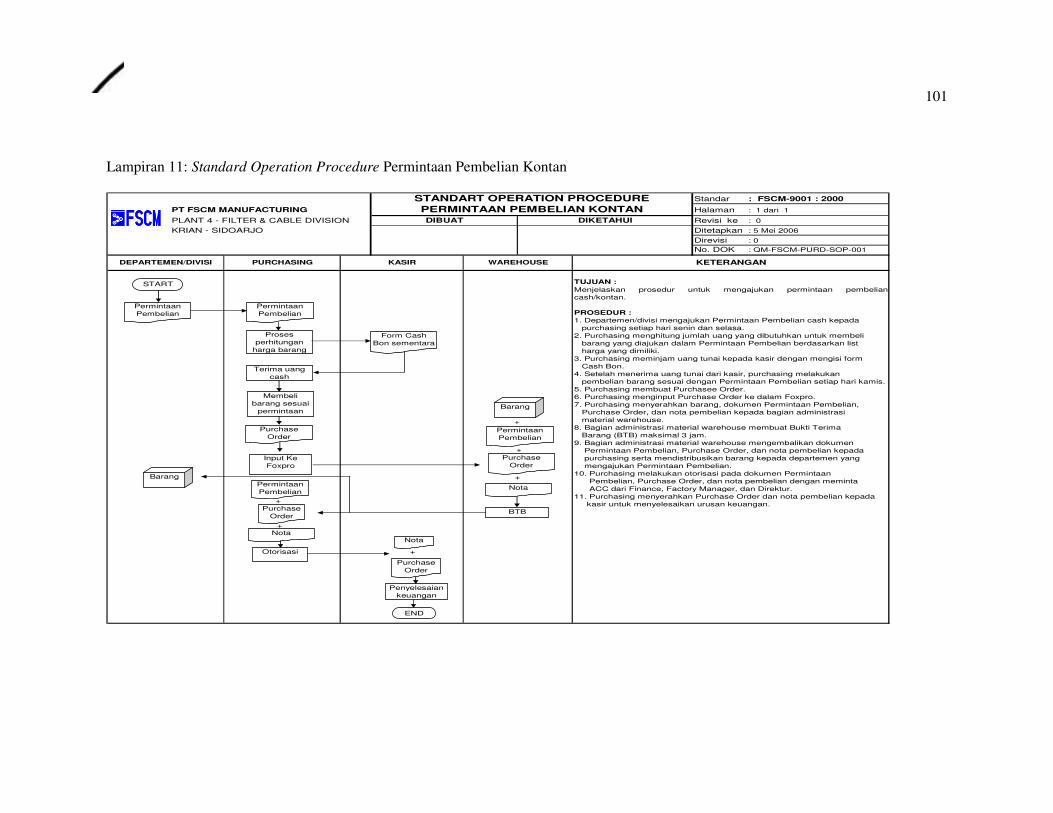
Lampiran 11: Standard Operation Procedure Permintaan Pembelian Kontan
Standar : FSCM-9001 : 2000
PT FSCM MANUFACTURING Halaman : 1 dari 1
PLANT 4 - FILTER & CABLE DIVISION DIBUAT DIKETAHUI Revisi ke : 0
KRIAN - SIDOARJO Ditetapkan : 5 Mei 2006
Direvisi : 0No. DOK : QM-FSCM-PURD-SOP-001
TUJUAN :
PROSEDUR :1. Departemen/divisi mengajukan Permintaan Pembelian cash kepada purchasing setiap hari senin dan selasa.2. Purchasing menghitung jumlah uang yang dibutuhkan untuk membeli barang yang diajukan dalam Permintaan Pembelian berdasarkan list harga yang dimiliki.3. Purchasing meminjam uang tunai kepada kasir dengan mengisi form Cash Bon.4. Setelah menerima uang tunai dari kasir, purchasing melakukan pembelian barang sesuai dengan Permintaan Pembelian setiap hari kamis.5. Purchasing membuat Purchasee Order.6. Purchasing menginput Purchase Order ke dalam Foxpro.7. Purchasing menyerahkan barang, dokumen Permintaan Pembelian, Purchase Order, dan nota pembelian kepada bagian administrasi material warehouse.8. Bagian administrasi material warehouse membuat Bukti Terima Barang (BTB) maksimal 3 jam.9. Bagian administrasi material warehouse mengembalikan dokumen Permintaan Pembelian, Purchase Order, dan nota pembelian kepada purchasing serta mendistribusikan barang kepada departemen yang mengajukan Permintaan Pembelian.10. Purchasing melakukan otorisasi pada dokumen Permintaan Pembelian, Purchase Order, dan nota pembelian dengan meminta ACC dari Finance, Factory Manager, dan Direktur.11. Purchasing menyerahkan Purchase Order dan nota pembelian kepada kasir untuk menyelesaikan urusan keuangan.
DEPARTEMEN/DIVISI PURCHASING KASIR
Menjelaskan prosedur untuk mengajukan permintaan pembeliancash/kontan.
WAREHOUSE KETERANGAN
STANDART OPERATION PROCEDUREPERMINTAAN PEMBELIAN KONTAN
START
Permintaan Pembelian
Permintaan Pembelian
Proses perhitungan
harga barang
Form Cash Bon sementara
Terima uang cash
Membeli barang sesuai
permintaan
Input Ke Foxpro
Barang
+Purchase
OrderPermintaan Pembelian
+Purchase
Order
+
Nota
BTB
Permintaan Pembelian
Purchase Order
+
+Nota
Barang
Otorisasi
Nota
+
Purchase Order
Penyelesaian keuangan
END

102
Lampiran 12: Work Instruction Visual Kontrol Kualitas/Good and Bad Standard
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 10 Mei 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-WI-017
1. TUJUAN Menjelaskan prosedur pengisian dan pemeliharaan papan visual kontrol kualitas yang terdapat pada setiap proses produksi.
2. PROSEDUR PENGISIAN PAPAN VISUAL KONTROL KUALITAS2.1. Operator meletakkan produk OK pada Papan Visual Kontrol Kualitas yang diambil dari produk pertama yang dihasilkan setelah setting berhasil di awal produksi. 2.2. Operator meletakkan produk NG pada Papan Visual Kontrol Kualitas produk tersebut merupakan produk cacat yang pertama kali ditemukan setelah produksi berjalan. Bila ditemukan produk yang cacat kembali, produk cacat sebelumnya diletakkan di keranjang NG sedangkan produk cacat yang baru ditemukan, diletakkan di papan Visual Kontrol.2.3. Operator memasukkan sample produk OK ke proses selanjutnya saat akan melakukan proses untuk part no. yang berbeda.2.4. Operator mengosongkan tempat produk OK dan NG pada Papan Visual Kontrol Kualitas jika sedang off/tidak produksi. 3. PEMELIHARAAN PAPAN VISUAL KONTROL KUALITAS3.1. Operator membersihkan Papan Visual Kontrol Kualitas pada waktu melakukan 5 R untuk linenya masing-masing.3.2. Operator dan K.A. line produksi turut memperhatikan keutuhan dan posisi/letak Papan Visual Kontrol Kualitas sesuai gambar Papan Visual Kontrol Kualitas.3.3. Operator menjaga Papan Visual Kontrol Kualitas yang terletak disamping mesin sesuai dengan nomor mesin yang dijalankan dan pada posisi nya dalam area berwarna hijau (Papan Visual Kontrol Kualitas pada mesin ini tidak boleh tertukar/ditukar dengan papan visual kontrol kualitas mesin lain).
Production Engineering Quality Assurance
DISETUJUI DIKETAHUI
GOOD STANDARD
DIBUAT
GAMBAR PAPAN VISUAL KONTROL KUALITASWORK INSTRUCTION
VISUAL KONTROL KUALITAS
TUBE SPIN ON
BAD STANDARD
3. Hasil cutting rata
1. Hasil roll sesuai diameter
Lock seam lepas Lock seam miring Hangus Penyok
1
2
3
4. Tidak penyok dan bergram
1. Production Control Board
2. Good and Bad Sample Product
4. Preventive Maintenance Checksheet5. Machine History Card6. Dies History Card Dies history card akan terisi jika ada dies yang digunakan untuk produksi. Bila tidak ada dies yang digunakan, maka dies history card dalam keadaan kosong
7. Quality Control Checksheet
3. Good/Bad Standard
8. Working Instruction
9. Laporan Hasil Produksi
2. Hasil lock seam rapi, rapat, tidak miring dan tidak hangus
103
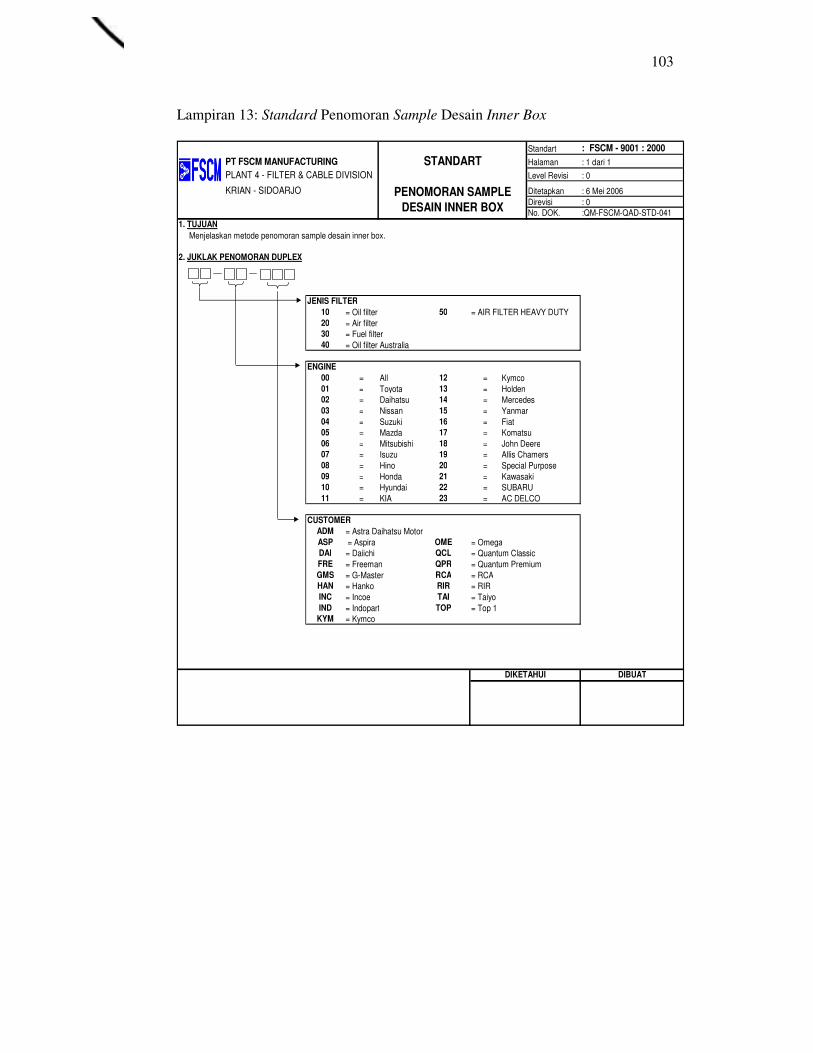
Lampiran 13: Standard Penomoran Sample Desain Inner Box
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 6 Mei 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-041
1. TUJUAN Menjelaskan metode penomoran sample desain inner box.
2. JUKLAK PENOMORAN DUPLEX
JENIS FILTER10 = Oil filter 50 = AIR FILTER HEAVY DUTY20 = Air filter30 = Fuel filter40 = Oil filter Australia
ENGINE00 = All 12 = Kymco01 = Toyota 13 = Holden02 = Daihatsu 14 = Mercedes03 = Nissan 15 = Yanmar04 = Suzuki 16 = Fiat05 = Mazda 17 = Komatsu06 = Mitsubishi 18 = John Deere07 = Isuzu 19 = Allis Chamers08 = Hino 20 = Special Purpose09 = Honda 21 = Kawasaki10 = Hyundai 22 = SUBARU11 = KIA 23 = AC DELCO
CUSTOMERADM = Astra Daihatsu MotorASP = Aspira OME = OmegaDAI = Daiichi QCL = Quantum ClassicFRE = Freeman QPR = Quantum PremiumGMS = G-Master RCA = RCAHAN = Hanko RIR = RIRINC = Incoe TAI = TaiyoIND = Indopart TOP = Top 1KYM = Kymco
DIKETAHUI DIBUAT
STANDART
PENOMORAN SAMPLE DESAIN INNER BOX

104
Lampiran 14: Standard Penomoran Alat Ukur
Standart : FSCM - 9001 : 2000
PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 16 Mei 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-045
1. TUJUAN Menjelaskan metode penomoran pada alat ukur PT FSCM Plant 4.
2. JUKLAK PENOMORAN ALAT UKUR
NAMA ALAT UKURA : Vernier Caliper F : Dial Vernier Caliper K : Electronic Thicness GaugeB : Height Vernier Caliper G : Thermocontrol L : High GaugeC : Point Micrometer H : Pressure Gauge M : Cross Hatch CutterD : Flat Micrometer I : Timbangan N : ViscometerE : Dial Indicator J : Hardness Rubber Test
JENIS PENGUKURAN PADA ALAT UKURI : Dimensi V : HRBII : Temperatur VI : KelembabanIII : Tekanan VII : Temperatur dan tekananIV : Berat VIII : Temperatur dan kelembaban
Keterangan : Jika jenis pengukuran yang dimiliki alat ukur hanya satu, maka kode range pengukuran pada alat ukur yang kedua diisi dengan 00.
010203 dan seterusnya
DIVISI PENANGGUNGJAWAB ALAT UKURLB : Laboratorium QC : Quality ControlMT : Maintenance WS : WorkshopPO : Produksi WH : WarehousePD : Product Development
DIKETAHUI DIBUAT
STANDART
PENOMORAN ALAT UKUR
NOMOR URUT ALAT UKUR PADA NAMA, JENIS PENGUKURAN, DAN RANGE UKURANTERTENTU
RANGE UKURAN PERTAMA DAN KEDUA PADA ALAT UKUR
01 0-25 mm (1") 01 10-25°C 01 0-0,5 bar 01 0-200 gr 01 0-10 HRB 01 0-10%02 0-50 mm (2") 02 10-50°C 02 0-1 bar 02 0-1200 gr 02 0-20 HRB 02 0-20%03 0-100 mm (4") 03 0-50°C 03 0-1,5 bar 03 10-500 Kg 03 0-30 HRB 03 0-30%04 0-150 mm (6") 04 0-100°C 04 0-2 bar 04 0-1000 Kg 04 0-40 HRB 04 0-40%05 0-200 mm (8") 05 0-150°C 05 0-3 bar 05 0-2000 gr 05 0-50 HRB 05 0-50%06 0-250 mm (10") 06 0-200°C 06 0-4 bar 06 0-2000 Kg 06 0-60 HRB 06 0-60%07 0-300 mm (12") 07 0-250°C 07 0-5 bar 07 0-70 HRB 07 0-70%08 0-350 mm (14") 08 0-300°C 08 0-6 bar 08 0-80 HRB 08 0-80%09 0-500 mm (20") 09 0-350°C 09 0-7 bar 09 0-90 HRB 09 0-90%10 0-750 mm (30") 10 0-500°C 10 0-9 bar 10 0-100 HRB 10 0-100%11 0-1000 mm (40") 11 0-750°C 11 0-10 bar12 0-1000 �m 12 0-1000°C 12 0-25 bar13 0-60 �m 13 0-35 bar
14 0-75 bar15 0-100 bar
No HRB NoProsentase Kelembaban
No Tekanan No BeratNo Dimensi No Temperatur

105
Lampiran 15: Daftar Penanggungjawab Alat Ukur PT FSCM Manufacturing
Indonesia PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
No. No. Serial Nama Alat Ukuran Jml Divisi Penanggungjawab TTD TTD
Dibuat, Disetujui,
DAFTAR PENANGGUNG JAWAB ALAT-ALAT UKUR
Diketahui,
Imam (setter)8 A-I-05-00-01PO Vernier Caliper 1
Nur Rochim (body)9
Suparno
Indra
Indra
1
Product Development
Workshop
Workshop
ProductionVernier Caliper
Production200 mm
300 mm
300 mm
300 mm
200 mm
A-I-07-00-05PD
A-I-07-00-06WS
A-I-07-00-07WS
A-I-05-00-02PO
5
6
7
Vernier Caliper
Vernier Caliper
Vernier Caliper
1
1
1
1 Quality Dian/Supri4 A-I-07-00-04QC Vernier Caliper 300 mm
A-I-07-00-03QC Vernier Caliper 300 mm 1 Quality Hartono
300 mm 1 Quality Iwan2
3
A-I-07-00-02QC Vernier Caliper
1 Quality Dian/Supri1 A-I-07-00-01QC Vernier Caliper 300 mm
QA-06REV : 0

106
Lampiran 15: Daftar Penanggungjawab Alat Ukur PT FSCM Manufacturing
Indonesia (Sambungan)
PT FEDERAL SUPERIOR CHAIN MANUFACTURINGPLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
No. No. Serial Nama Alat Ukuran Jml Divisi Penanggungjawab TTD TTD
Dibuat, Disetujui,Diketahui,
DAFTAR PENANGGUNG JAWAB ALAT-ALAT UKUR
1
1
Suci / Iwan
Suci / Iwan
Laboratorium
Laboratorium
100 bar
70 bar
Pressure Gauge
Pressure Gauge
H-III-15-00-01LB
H-III-14-00-01LB
17
18
Thermocontrol
Product Development
Quality
Product Development
Workshop
Laboratorium
Dial Vernier Caliper
Point Micrometer
Flat Micrometer
Dial Indicator
1
150 mm
25 mm
25 mm
100 mm
50C, 100%
1
1
1
1
Hartono
Suparno
Indra
Suci / Iwan
Workshop Indra
Suparno
15
16
A-I-04-00-01WS
B-I-04-00-01PD
C-I-01-00-01QC
D-I-01-00-01PD
E-I-03-00-01WS
G-VIII-03-10-01LB
11
12
13
14
Mat Arif (end plate)10 A-I-05-00-03PO
Vernier Caliper 150 mm 1
1 ProductionVernier Caliper 200 mm
QA-06REV : 0

107
Lampiran 15: Daftar Penanggungjawab Alat Ukur PT FSCM Manufacturing
Indonesia (Sambungan)
PT FEDERAL SUPERIOR CHAIN MANUFACTURINGPLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
No. No. Serial Nama Alat Ukuran Jml Divisi Penanggungjawab TTD TTD
Dibuat, Disetujui,
DAFTAR PENANGGUNG JAWAB ALAT-ALAT UKUR
Diketahui,
27 I-IV-04-00-01WH Timbangan (digital) 1000 Kg 1 Warehouse Hadi
26 I-IV-02-00-01LB Timbangan (digital) 1200 gr
1
1
1
Timbangan (digital) Suci / Iwan
Suci / Iwan
Suci / Iwan
Suci / Iwan
Suci / Iwan
Suci / Iwan
Suci / Iwan
Laboratorium
Laboratorium
Laboratorium
1
1
1
1
Laboratorium
Laboratorium
Laboratorium
Laboratorium
70 bar
4 bar
200 gr
Pressure Gauge
Pressure Gauge
Pressure Gauge
Pressure Gauge
4 bar
35 bar
100C, 10bar
10 bar
Pressure Gauge
Pressure Gauge
25
H-III-14-00-02LB
H-III-06-00-01LB
H-III-06-00-02LB
H-III-13-00-01LB
H-VII-04-11-01LB
H-III-11-00-01LB
I-IV-01-00-01LB
21
22
23
24
19
20
1 Laboratorium Suci / Iwan
QA-06REV : 0
108
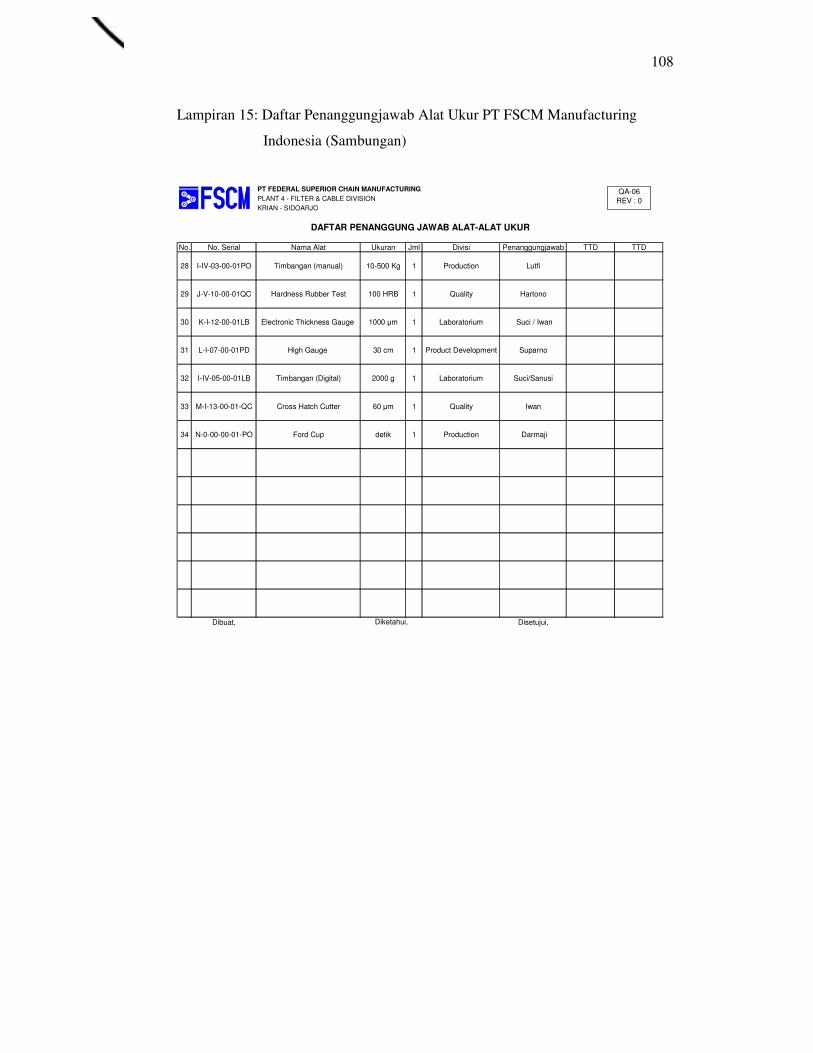
Lampiran 15: Daftar Penanggungjawab Alat Ukur PT FSCM Manufacturing
Indonesia (Sambungan)
PT FEDERAL SUPERIOR CHAIN MANUFACTURINGPLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
No. No. Serial Nama Alat Ukuran Jml Divisi Penanggungjawab TTD TTD
Dibuat, Disetujui,
1
Quality
DAFTAR PENANGGUNG JAWAB ALAT-ALAT UKUR
28 I-IV-03-00-01PO Timbangan (manual) 10-500 Kg
Electronic Thickness Gauge
Production Lutfi
1 Product Development Suparno
1 Laboratorium Suci / Iwan
1
31 L-I-07-00-01PD High Gauge 30 cm
1000 �m
29 J-V-10-00-01QC Hardness Rubber Test 100 HRB Hartono
30 K-I-12-00-01LB
32 I-IV-05-00-01LB Timbangan (Digital) 2000 g 1 Laboratorium Suci/Sanusi
33 M-I-13-00-01-QC Cross Hatch Cutter 60 �m 1 Quality Iwan
34 N-0-00-00-01-PO Ford Cup detik 1 Production Darmaji
Diketahui,
QA-06REV : 0

109
Lampiran 16: Standard Penomoran Form Perubahan Spesifikasi
Standart : FSCM - 9001 : 2000
PT FSCM MANUFACTURING Halaman : 1 dari 1
PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 1 Juni 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-059
1. TUJUAN Menjelaskan metode untuk melakukan penomoran pada Form Perubahan Spesifikasi (QA-13).
2. JUKLAK PENOMORAN FORM PERUBAHAN SPESIFIKASI
NAMA FORMECR : Egineering Critical Revision
DEPARTEMEN YANG MENGAJUKAN PERUBAHAN ACC : Accounting PRO : ProduksiMKT : Marketing PUR : PurchasingMTC : Maintenance QAS : Quality AssurancePDV : Product Development QCO : Quality ControlPPC : PPIC WSH : Workshop
BULANI : Januari VII : JuliII : Februari VIII : AgustusIII : Maret IX : SeptemberIV : April X : OktoberV : Mei XI : NovemberVI : Juni XII : Desember
TAHUN06 : 200607 : 200708 : 200809 : 200910 : 2010 dan seterusnya
NOMOR URUT NCR PADA BULAN DAN TAHUN TERTENTU010203 dan seterusnya
DIKETAHUI DIBUAT
STANDARD
PENOMORAN FORM PERUBAHAN SPESIFIKASI

110
Lampiran 17: Standard Penomoran Sticker Acceptance
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 1 Juni 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-080
1. TUJUAN Menjelaskan metode penomoran form customer complaint.
2. JUKLAK PENOMORAN FORM INCOMING INSPECTION CHECKSHEET
NOMOR URUT INCOMING INSPECTION010203 dan seterusnya
LOKASIICI : INCOMING INSPECTION
FSCM
BULANI : Januari VII : JuliII : Februari VIII : AgustusIII : Maret IX : SeptemberIV : April X : OktoberV : Mei XI : NovemberVI : Juni XII : Desember
TAHUN06 : 200607 : 200708 : 200809 : 200910 : 2010
DIKETAHUI DIBUAT
STANDART
PENOMORAN STICKER ACCEPTANCE
111
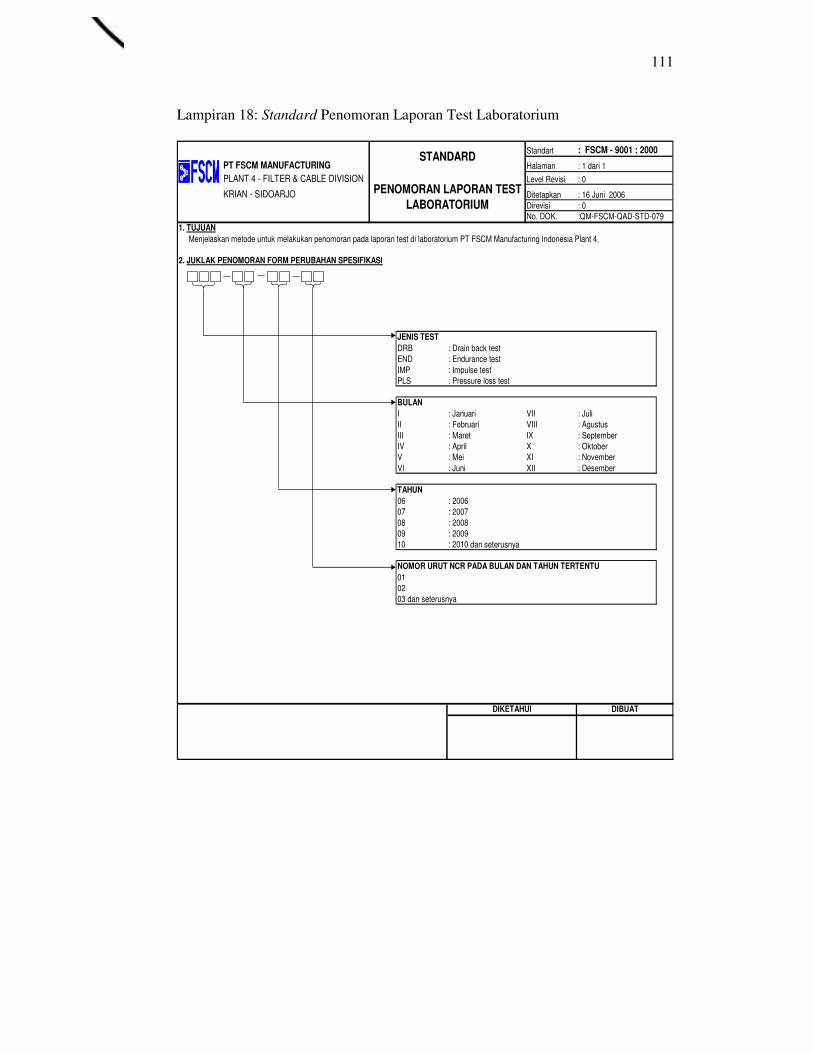
Lampiran 18: Standard Penomoran Laporan Test Laboratorium
Standart : FSCM - 9001 : 2000
PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 16 Juni 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-079
1. TUJUAN Menjelaskan metode untuk melakukan penomoran pada laporan test di laboratorium PT FSCM Manufacturing Indonesia Plant 4.
2. JUKLAK PENOMORAN FORM PERUBAHAN SPESIFIKASI
JENIS TESTDRB : Drain back testEND : Endurance testIMP : Impulse testPLS : Pressure loss test
BULANI : Januari VII : JuliII : Februari VIII : AgustusIII : Maret IX : SeptemberIV : April X : OktoberV : Mei XI : NovemberVI : Juni XII : Desember
TAHUN06 : 200607 : 200708 : 200809 : 200910 : 2010 dan seterusnya
NOMOR URUT NCR PADA BULAN DAN TAHUN TERTENTU010203 dan seterusnya
DIKETAHUI DIBUAT
STANDARD
PENOMORAN LAPORAN TEST LABORATORIUM
112
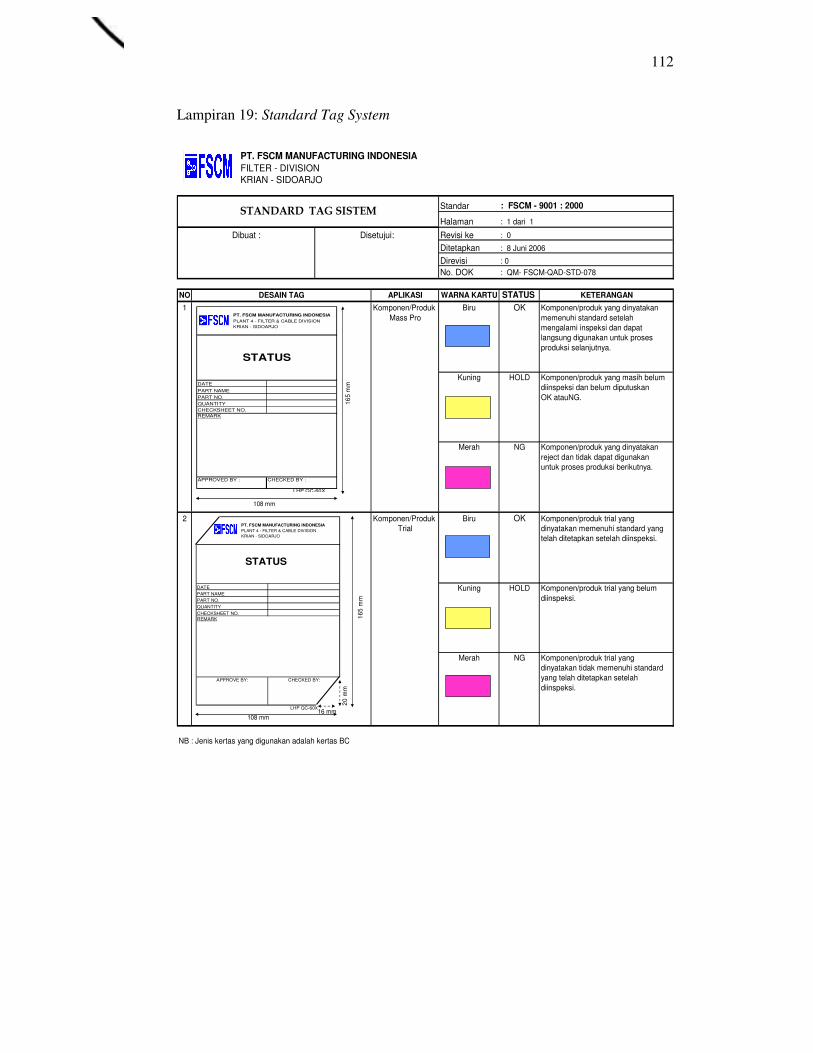
Lampiran 19: Standard Tag System
PT. FSCM MANUFACTURING INDONESIAFILTER - DIVISIONKRIAN - SIDOARJO
Standar : FSCM - 9001 : 2000
Halaman : 1 dari 1
Revisi ke : 0
Ditetapkan : 8 Juni 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-078
NO APLIKASI WARNA KARTU STATUS 1 Komponen/Produk Biru OK Komponen/produk yang dinyatakan
Mass Pro memenuhi standard setelah mengalami inspeksi dan dapat langsung digunakan untuk proses produksi selanjutnya.
Kuning HOLD Komponen/produk yang masih belum diinspeksi dan belum diputuskan OK atauNG.
Merah NG Komponen/produk yang dinyatakan reject dan tidak dapat digunakan untuk proses produksi berikutnya.
2 Komponen/Produk Biru OK Komponen/produk trial yang Trial dinyatakan memenuhi standard yang
telah ditetapkan setelah diinspeksi.
Kuning HOLD Komponen/produk trial yang belum diinspeksi.
Merah NG Komponen/produk trial yang dinyatakan tidak memenuhi standard yang telah ditetapkan setelah diinspeksi.
NB : Jenis kertas yang digunakan adalah kertas BC
DESAIN TAG KETERANGAN
�� �� ����� ��������
Disetujui:Dibuat :
108 mm
165
mm
PT. FSCM MANUFACTURING INDONESIA PLANT 4 - FILTER & CABLE DIVISION KRIAN - SIDOARJO
DATEPART NAMEPART NO.QUANTITYCHECKSHEET NO.REMARK
LHP QC-60X
APPROVE BY: CHECKED BY:
STATUS
20 m
m
16 mm
165
mm
108 mm
PT. FSCM MANUFACTURING INDONESIA PLANT 4 - FILTER & CABLE DIVISION KRIAN - SIDOARJO
DATEPART NAMEPART NO.QUANTITYCHECKSHEET NO.REMARK
APPROVED BY : CHECKED BY :
LHP QC-60X
STATUS
113
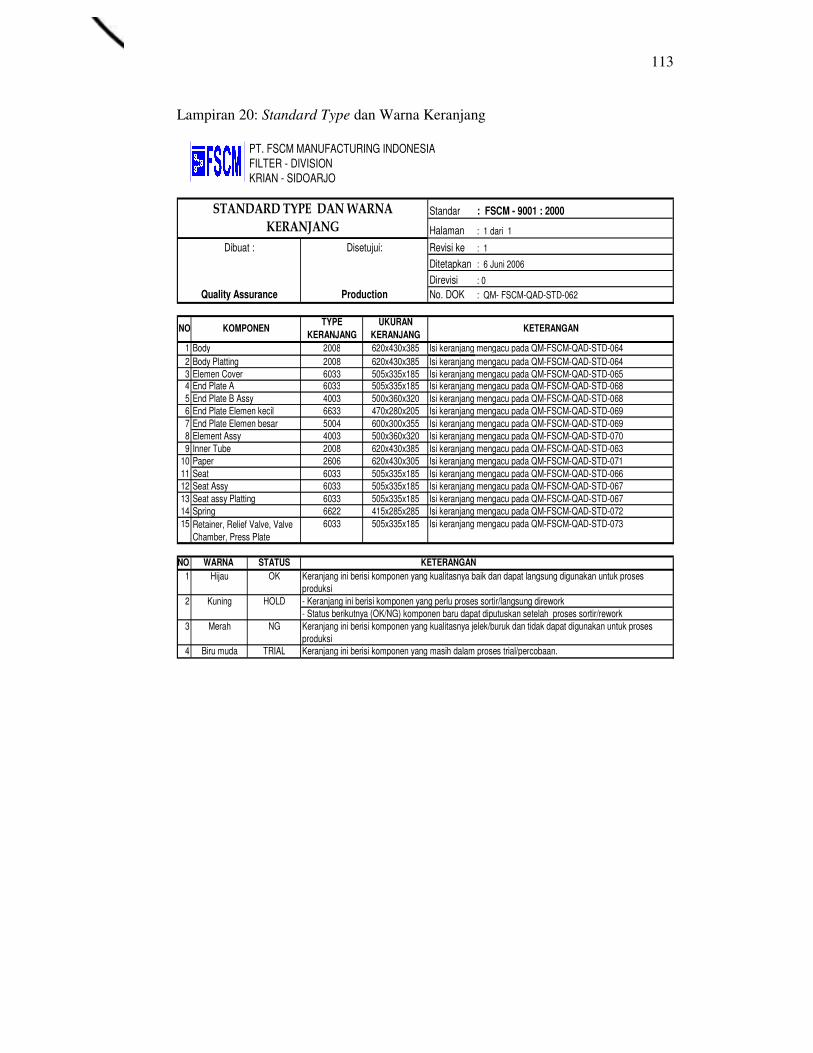
Lampiran 20: Standard Type dan Warna Keranjang
PT. FSCM MANUFACTURING INDONESIAFILTER - DIVISIONKRIAN - SIDOARJO
Standar : FSCM - 9001 : 2000
Halaman : 1 dari 1
Revisi ke : 1
Ditetapkan : 6 Juni 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-062
1 Body 2008 620x430x385 Isi keranjang mengacu pada QM-FSCM-QAD-STD-0642 Body Platting 2008 620x430x385 Isi keranjang mengacu pada QM-FSCM-QAD-STD-0643 Elemen Cover 6033 505x335x185 Isi keranjang mengacu pada QM-FSCM-QAD-STD-0654 End Plate A 6033 505x335x185 Isi keranjang mengacu pada QM-FSCM-QAD-STD-0685 End Plate B Assy 4003 500x360x320 Isi keranjang mengacu pada QM-FSCM-QAD-STD-0686 End Plate Elemen kecil 6633 470x280x205 Isi keranjang mengacu pada QM-FSCM-QAD-STD-0697 End Plate Elemen besar 5004 600x300x355 Isi keranjang mengacu pada QM-FSCM-QAD-STD-0698 Element Assy 4003 500x360x320 Isi keranjang mengacu pada QM-FSCM-QAD-STD-0709 Inner Tube 2008 620x430x385 Isi keranjang mengacu pada QM-FSCM-QAD-STD-063
10 Paper 2606 620x430x305 Isi keranjang mengacu pada QM-FSCM-QAD-STD-07111 Seat 6033 505x335x185 Isi keranjang mengacu pada QM-FSCM-QAD-STD-06612 Seat Assy 6033 505x335x185 Isi keranjang mengacu pada QM-FSCM-QAD-STD-06713 Seat assy Platting 6033 505x335x185 Isi keranjang mengacu pada QM-FSCM-QAD-STD-06714 Spring 6622 415x285x285 Isi keranjang mengacu pada QM-FSCM-QAD-STD-07215 6033 505x335x185 Isi keranjang mengacu pada QM-FSCM-QAD-STD-073
NO. WARNA STATUS1 Hijau OK
2 Kuning HOLD - Keranjang ini berisi komponen yang perlu proses sortir/langsung dirework- Status berikutnya (OK/NG) komponen baru dapat diputuskan setelah proses sortir/rework
3 Merah NG
4 Biru muda TRIAL Keranjang ini berisi komponen yang masih dalam proses trial/percobaan.
Keranjang ini berisi komponen yang kualitasnya jelek/buruk dan tidak dapat digunakan untuk proses produksi
KETERANGAN
Retainer, Relief Valve, Valve Chamber, Press Plate
KETERANGANKeranjang ini berisi komponen yang kualitasnya baik dan dapat langsung digunakan untuk proses produksi
KOMPONENUKURAN
KERANJANGNO
TYPE KERANJANG
�� �� ���������� ��� �� �
��� �� ��
Dibuat :
Quality Assurance
Disetujui:
Production

114
Lampiran 21: Standard Type dan Warna Garis/Area Produksi PT. FSCM MANUFACTURING INDONESIAFILTER - DIVISIONKRIAN - SIDOARJO
Standar : FSCM - 9001 : 2000
Halaman : 1 dari 1
Revisi ke : 0
Ditetapkan : 7 Juni 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-077
NO. AREA/GARIS TEBAL GARIS TYPE GARIS1 Garis pemisah 60 mm Tidak terputus Garis yang membedakan antara lorong/
jalan dengan area kerja.2 Garis keluar-masuk 60 mm Putus-putus Garis yang dapat dilewati, baik dengan
jalan kaki maupun kendaraan seperti forklift.
3 Garis lalu lintas 100 mm Anak Panah Garis yang menunjukkan arah/jalur lalu lintas.
4 Garis area berbahaya 60 mm Selang-seling, 45° -Segala sesuatu yang menonjol/melintang ke arah jalan/lorong.- Bahaya dari sengatan listrik, jatuh, kejatuhan benda dari atas.- Tangga/tanjakan- Mesin/peralatan yang bergerak
5 Garis sudut area kerja 60 mm Tidak terputus
6 Jalur penyebrangan 150 mm Selang-seling lurus
7 Tempat meja kerja 40 mm Bersudut
8 Area pintu terbuka 40 mm Putus-putus
9 Tempat barang tetap 60 mm Tidak terputus
10 Tempat barang transit 60 mm Putus-putus
11 Tempat sampah 40 mm Putus-putus
NO GARIS/AREA WARNA CAT VISUALISASI MEREK DAN TYPE CAT1 Garis area dan jalan Kuning Harka; Lemon yellow Garis yang memisahkan antara area kerja dengan jalan.2 Garis pejalan kaki Putih Emco; White Garis yang memisahkan antara area lain dengan area pejalan kaki.3 Garis bahaya Merah Harka; Signal red 4 Garis perhatian Hitam Emco; Black 5 Garis pejalan kaki Hijau tua Harka; Tarquise green Area pejalan kaki tebal garis 820 mm6 Area kerja Ivory Emco; Pearl white7 Area inspeksi Hijau muda Emco; Hijau pupus8 Area istirahat Biru langit Harka; Greyish blue9 Area penyimpanan Abu-abu muda Harka; Epoxy grey
10 Area sampah Biru Harka; Indigo blue 11 Jalur forklift Abu-abu tua Lantai dasar12 Garis lalu lintas Putih Emco; White
KETERANGAN
VISUALISASI KETERANGAN
�� �� ���������� ��� �� �� ���� ��
Dibuat : Disetujui:
Quality Assurance Production
80-120 mm
40 mm
60 mm
80-120 mm
40 mm
120 mm
120 mm
610 mm610 mm
80-120 mm
40 mm
40 mm

115
Lampiran 22: Work Instruction Trial Material Rubber
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 24 April 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-WI-001
1. TUJUAN Menjelaskan langkah-langkah atau metode trial yang dilakukan dalam memutuskan kualitas rubber packing .
2. PROSEDUR TRIAL MATERIAL PACKING2.1. PT FSCM memberikan contoh/sample dan drawing /spesifikasi packing pada supplier .2.2. Supplier menyiapkan checksheet terlebih dahulu pada plant produksi dan laboratoriumnya untuk setiap produk yang dimiliki, yang sesuai dengan drawing dan spesifikasi packing yang diberikan oleh PT FSCM. Data checksheet yang perlu dipersiapkan supplier antara lain:
2.2.1. Drawing produk packing yang ditawarkan supplier .2.2.2. Perbandingan hasil pengukuran dimensi packing dari produk supplier dengan contoh/sample dari PT FSCM sebelum direndam.2.2.3. Perbandingan hasil pengujuran hardness (kekerasan) packing dari produk supplier dengan contoh/sample dari PT FSCM.2.2.4. Hasil pengukuran dimensi dan hardness produk packing setelah dilakukan perendaman dalam oli panas dengan suhu 80ºC selama ± 24 jam (ditemukan deformasi atau tidak).
2.3. Supplier memberikan contoh/sample packing sebanyak 10 pcs untuk setiap tipe/jenis packing dan checksheet hasil periksa packing kepada PT FSCM.2.4. PT FSCM melakukan pengujian (trial) contoh/sample packing dari supplier di laboratorium PT FSCM.
2.4.1. Mengukur dimensi 10 pcs contoh/sample packing supplier dengan vernier caliper .2.4.2. Melakukan pengujian hardness dengan menggunakan hardness tester .2.4.3. Untuk packing A, pengujian yang dilakukan antara lain: 2.4.3.1. Ambil 2 pcs sample packing untuk dipasang pada filter jadi, kemudian lakukan pengujian: - Endurance test dengan standard 15kgf/cm2 selama 3 menit. - Burst strenght test dengan standard 18 kgf/cm2. 2.4.3.2. Ambil 5 pcs sample packing untuk direndam dalam oli panas. Standard : suhu 80ºC selama ± 24 jam 2.4.3.3. Simpan 3 pcs sample packing sebagai contoh packing awal. 2.4.3.4. Ukur dimensi sample packing yang telah diuji Endurance test, Burst Strenght test dan direndam dalam oli panas. 2.4.3.5. Bandingkan dimensi packing awal dengan dimensi packing setelah dilakukan pengujian untuk mengetahui adanya deformasi.2.4.4. Untuk packing B, pengujian yang dilakukan antara lain: 2.4.4.1. Ambil 2 pcs sample packing untuk dipasang pada filter jadi, kemudian lakukan pengujian Drain Back Valve Test . Standard : < 3 ml selama 1 jam 2.4.4.2. Ambil 5 pcs sample packing untuk direndam dalam oli panas. Standard : suhu 80ºC selama ± 24 jam 2.4.4.3. Simpan 3 pcs sample packing sebagai contoh packing awal. 2.4.4.4. Ukur dimensi sample packing yang telah diuji Drain back test dan direndam dalam oli panas. 2.4.4.5. Bandingkan dimensi packing awal dengan dimensi packing setelah dilakukan pengujian untuk mengetahui adanya deformasi.
2.5. Setelah semua pemeriksaan OK, divisi Engineering /QA PT FSCM membuat laporan trial .2.6. Supplier mempersiapkan plant layout serta sistem quality control dan produksi untuk kepentingan plant visit dari PT FSCM. 2.7. Tim Engineering/QA PT FSCM melakukan kunjungan/plant visit ke plant produksi supplier untuk meninjau sistem quality control dan produksi pada supplier tersebut.2.8. Berdasarkan hasil kunjungan tim PT FSCM, approval trial secara keseluruhan akan dibuat.2.9. Pihak Purchasing menerima tembusan hasil approval dari pihak Engineering/QA .
WORK INSTRUCTION
TRIAL MATERIAL RUBBER
DIBUATDIKETAHUI
116
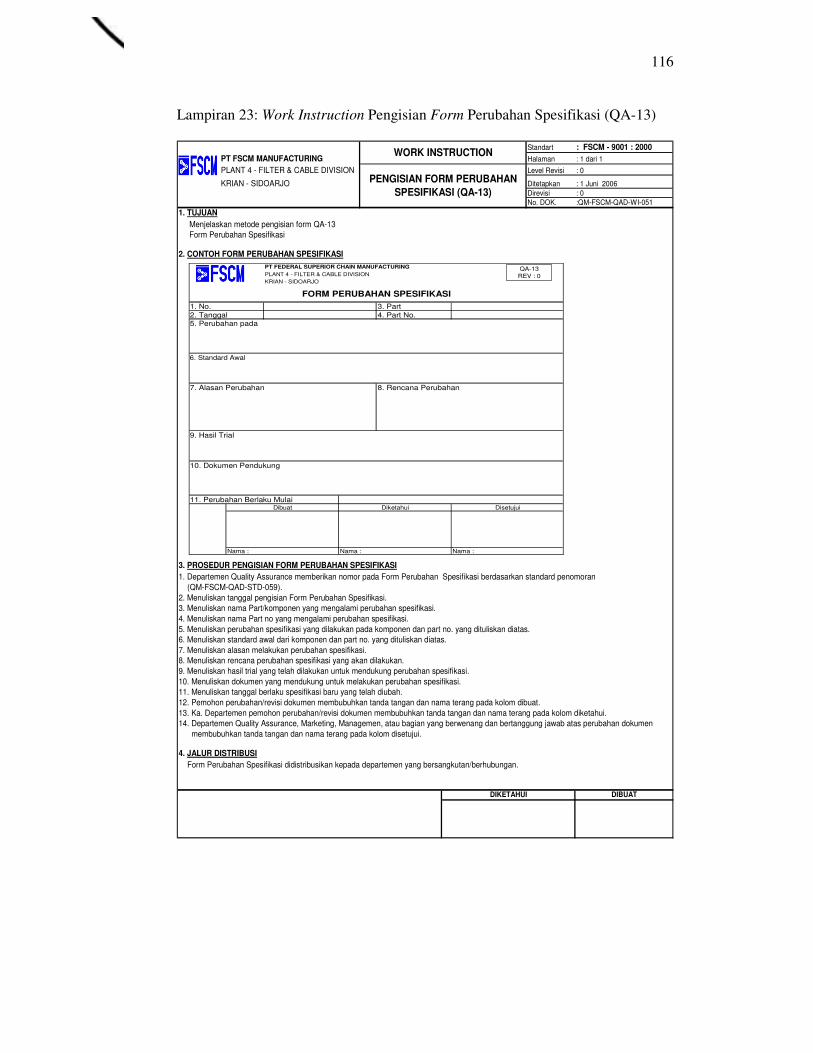
Lampiran 23: Work Instruction Pengisian Form Perubahan Spesifikasi (QA-13)
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 1 Juni 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-WI-051
1. TUJUAN Menjelaskan metode pengisian form QA-13 Form Perubahan Spesifikasi
2. CONTOH FORM PERUBAHAN SPESIFIKASI
3. PROSEDUR PENGISIAN FORM PERUBAHAN SPESIFIKASI1. Departemen Quality Assurance memberikan nomor pada Form Perubahan Spesifikasi berdasarkan standard penomoran (QM-FSCM-QAD-STD-059).2. Menuliskan tanggal pengisian Form Perubahan Spesifikasi.3. Menuliskan nama Part/komponen yang mengalami perubahan spesifikasi.4. Menuliskan nama Part no yang mengalami perubahan spesifikasi.5. Menuliskan perubahan spesifikasi yang dilakukan pada komponen dan part no. yang dituliskan diatas.6. Menuliskan standard awal dari komponen dan part no. yang dituliskan diatas.7. Menuliskan alasan melakukan perubahan spesifikasi.8. Menuliskan rencana perubahan spesifikasi yang akan dilakukan.9. Menuliskan hasil trial yang telah dilakukan untuk mendukung perubahan spesifikasi.10. Menuliskan dokumen yang mendukung untuk melakukan perubahan spesifikasi.11. Menuliskan tanggal berlaku spesifikasi baru yang telah diubah.12. Pemohon perubahan/revisi dokumen membubuhkan tanda tangan dan nama terang pada kolom dibuat.13. Ka. Departemen pemohon perubahan/revisi dokumen membubuhkan tanda tangan dan nama terang pada kolom diketahui.14. Departemen Quality Assurance, Marketing, Managemen, atau bagian yang berwenang dan bertanggung jawab atas perubahan dokumen membubuhkan tanda tangan dan nama terang pada kolom disetujui.
4. JALUR DISTRIBUSI
DIKETAHUI DIBUAT
WORK INSTRUCTION
PENGISIAN FORM PERUBAHAN SPESIFIKASI (QA-13)
Form Perubahan Spesifikasi didistribusikan kepada departemen yang bersangkutan/berhubungan.
PT FEDERAL SUPERIOR CHAIN MANUFACTURINGPLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
1. No. 3. Part2. Tanggal 4. Part No.5. Perubahan pada
6. Standard Awal
7. Alasan Perubahan 8. Rencana Perubahan
9. Hasil Trial
10. Dokumen Pendukung
11. Perubahan Berlaku Mulai
Nama : Nama : Nama :
FORM PERUBAHAN SPESIFIKASI
Dibuat Diketahui Disetujui
QA-13REV : 0
117
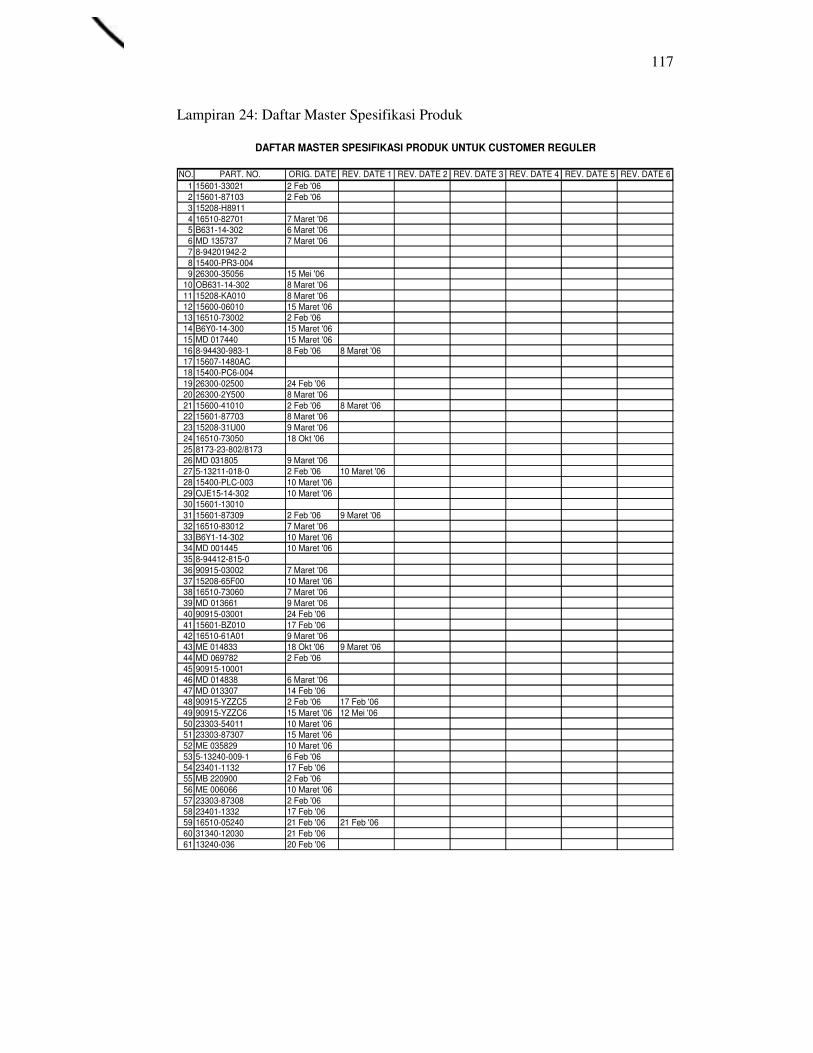
Lampiran 24: Daftar Master Spesifikasi Produk
NO. PART. NO. ORIG. DATE REV. DATE 1 REV. DATE 2 REV. DATE 3 REV. DATE 4 REV. DATE 5 REV. DATE 61 15601-33021 2 Feb '062 15601-87103 2 Feb '063 15208-H89114 16510-82701 7 Maret '065 B631-14-302 6 Maret '066 MD 135737 7 Maret '067 8-94201942-28 15400-PR3-0049 26300-35056 15 Mei '06
10 OB631-14-302 8 Maret '0611 15208-KA010 8 Maret '0612 15600-06010 15 Maret '0613 16510-73002 2 Feb '0614 B6Y0-14-300 15 Maret '0615 MD 017440 15 Maret '0616 8-94430-983-1 8 Feb '06 8 Maret '0617 15607-1480AC18 15400-PC6-00419 26300-02500 24 Feb '0620 26300-2Y500 8 Maret '0621 15600-41010 2 Feb '06 8 Maret '0622 15601-87703 8 Maret '0623 15208-31U00 9 Maret '0624 16510-73050 18 Okt '0625 8173-23-802/817326 MD 031805 9 Maret '0627 5-13211-018-0 2 Feb '06 10 Maret '0628 15400-PLC-003 10 Maret '0629 OJE15-14-302 10 Maret '0630 15601-1301031 15601-87309 2 Feb '06 9 Maret '0632 16510-83012 7 Maret '0633 B6Y1-14-302 10 Maret '0634 MD 001445 10 Maret '0635 8-94412-815-036 90915-03002 7 Maret '0637 15208-65F00 10 Maret '0638 16510-73060 7 Maret '0639 MD 013661 9 Maret '0640 90915-03001 24 Feb '0641 15601-BZ010 17 Feb '0642 16510-61A01 9 Maret '0643 ME 014833 18 Okt '06 9 Maret '0644 MD 069782 2 Feb '0645 90915-1000146 MD 014838 6 Maret '0647 MD 013307 14 Feb '0648 90915-YZZC5 2 Feb '06 17 Feb '0649 90915-YZZC6 15 Maret '06 12 Mei '0650 23303-54011 10 Maret '0651 23303-87307 15 Maret '0652 ME 035829 10 Maret '0653 5-13240-009-1 6 Feb '0654 23401-1132 17 Feb '0655 MB 220900 2 Feb '0656 ME 006066 10 Maret '0657 23303-87308 2 Feb '0658 23401-1332 17 Feb '0659 16510-05240 21 Feb '06 21 Feb '0660 31340-12030 21 Feb '0661 13240-036 20 Feb '06
DAFTAR MASTER SPESIFIKASI PRODUK UNTUK CUSTOMER REGULER

118
Lampiran 24: Daftar Master Spesifikasi Produk (Sambungan)
NO. PART. NO. ORIG. DATE REV. DATE 1 REV. DATE 2 REV. DATE 3 REV. DATE 4 REV. DATE 5 REV. DATE 662 15607-1090 20 Feb '0663 31440-12030 21 Feb '0664 5-13240-085/1 21 Feb '0665 ME 034161 21 Feb '0666 1-87810075-1 21 Feb '0667 ME 034611 10 Maret '0668 17801-13010 21 Feb '0669 17801-87506 21 Feb '0670 16546-SO100 21 Feb '0671 13780-77300 21 Feb '0672 E301-23-603 21 Feb '0673 MT 421158 6 Feb '06 21 Feb '0674 5-14215-003-0 13 Feb '0675 5-14215-003-0(SPO)76 17801-2200 21 Feb '0677 OK209-13-ZOO 21 Feb '0678 17801-06010 21 Feb '0679 17801-87304 21 Feb '0680 13780-77500 13 Feb '06 21 Feb '0681 ME 033717 21 Feb '0682 8-94334-906-0 21 Feb '0683 17801-35030 21 Feb '0684 13780-79510/67022 21 Feb '0685 17801-8771086 P11-8159 21 Feb '0687 17801-2440 21 Feb '0688 17801-56020 21 Feb '0689 17801-87304P 21 Feb '0690 13780-7810091 P11-8159P92 17801-6103093 17801-87Z04 21 Feb '0694 MD 603446 13 Feb '06 21 Feb '0695 17801-10030 21 Feb '0696 17801-64030 21 Feb '0697 MD 603446P98 17801-21030 21 Feb '0699 MD 603816
100 17801-22020 23 Feb '06101 MR 497118 21 Feb '06102 MT 202713 21 Feb '06103 MB 120476A104 MB 120108 21 Feb '06105 17801-2890106 8-94156-052107 04234-68010 21 Feb '06108 ME 023835 21 Feb '06109 23401-1150 21 Feb '06110 ME 046010 13 Feb '06 21 Feb '06111 23401-1030 21 Feb '06112 ME 036478 21 Feb '06113 MA 125373 21 Feb '06114 17801-2530 21 Feb '06115 17801-2460 inner 21 Feb '06116 P12-7315 inner117 P13-4354 inner118 P10-6769 outer 21 Feb '06119 P10-6587 120 15601-87702 18 Okt '06121 5-2010-1053 5 April '06122 17220-PNA-003 8 Mei '06123 17220-REA-ZOO 8 Mei '06124 17220-PWC-003 8 Mei '06
DAFTAR MASTER SPESIFIKASI PRODUK UNTUK CUSTOMER REGULER
119
Lampiran 26: Form Raport Supplier Bulanan
PT FEDERAL SUPERIOR CHAIN MANUFACTURING PLANT 4 - FILTER DIVISION KRIAN - SIDOARJO
RAPORT SUPPLIER BULAN:SUPPLIER DUPLEX
Grafik :Quality Dokumen
Keterangan :
SUPPLIER PACKINGGrafik :
Quality Dokumen
Keterangan :
SUPPLIER DOOSNo. Supplier Prosentase Jml Kedatangan Jml NG Grafik :
Keterangan :
SUPPLIER CATNo. Supplier Prosentase Jml Kedatangan Jml NG Grafik :
Keterangan :
Diketahui,
( Ka.Div.Engineering )
Jml NG
No. Supplier Prosentase Jml Kedatangan Jml NG
No. Supplier Prosentase Jml Kedatangan
Disetujui, Dibuat,
( Quality Assurance ) ( )
QA-05REV : 0

120
Lampiran 27: Form Daftar Penanggungjawab Alat Ukur
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
No. No. Serial Nama Alat Ukuran Jml Divisi Penanggungjawab TTD TTD
Dibuat, Disetujui,Diketahui,
DAFTAR PENANGGUNG JAWAB ALAT-ALAT UKUR
QA-06REV : 0

121
Lampiran 28: Form Daftar NCR yang Terbit untuk Supplier (QA-11)
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
BULAN :
TERBIT JAWAB
DAFTAR NCR YANG TERBIT UNTUK SUPPLIER
SUPPLIER DISPOSISITANGGALNO. TGL. NCR NO. NCR KETERANGAN
QA-11REV : 0
122
Lampiran 29: Form Daftar NCR yang Terbit Untuk Intern (QA-12) PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
BULAN :
TERBIT JAWAB CLOSE
DAFTAR NCR YANG TERBIT INTERN
TANGGALDEPARTEMEN YANG MENJAWAB
DISPOSISINO. TGL. NCR NO. NCR KETERANGAN
QA-12REV : 0
123
Lampiran 30: Form Perubahan Spesifikasi (QA-13)
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
1. No. 3. Part2. Tanggal 4. Part No.5. Perubahan pada
6. Standard Awal
7. Alasan Perubahan 8. Rencana Perubahan
9. Hasil Trial
10. Dokumen Pendukung
11. Perubahan Berlaku Mulai
Nama : Nama : Nama :
FORM PERUBAHAN SPESIFIKASI
Dibuat Diketahui Disetujui
QA-13REV : 0

124
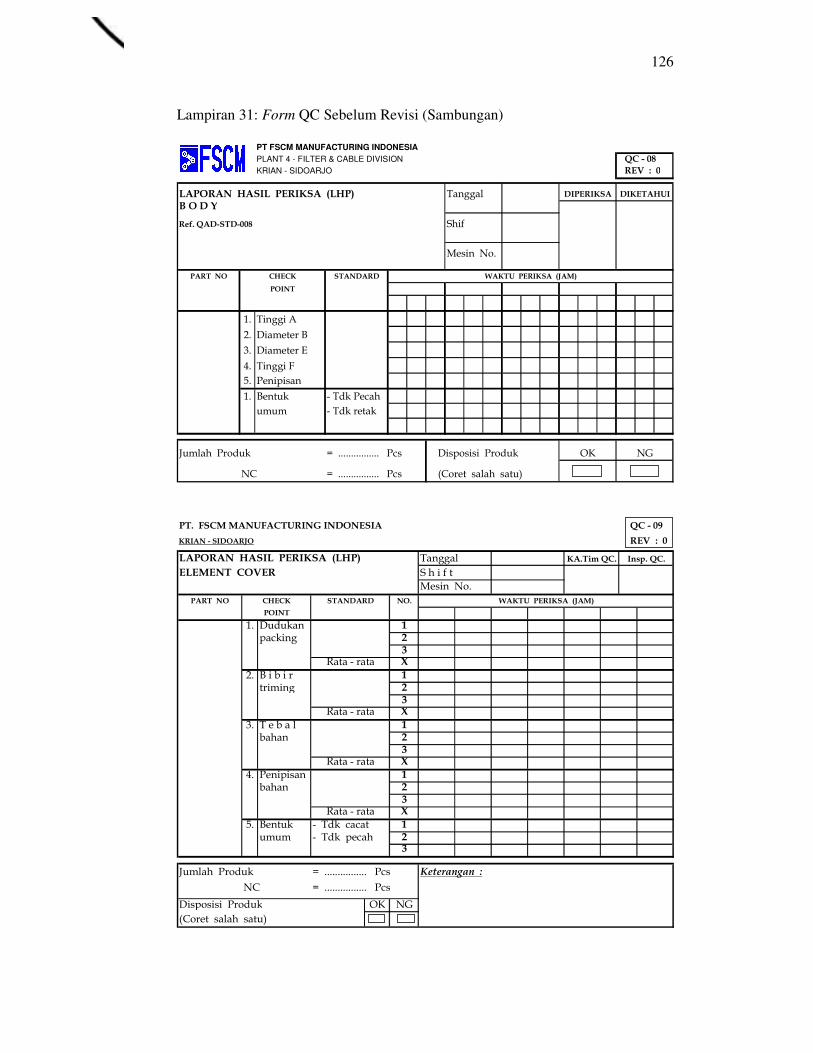
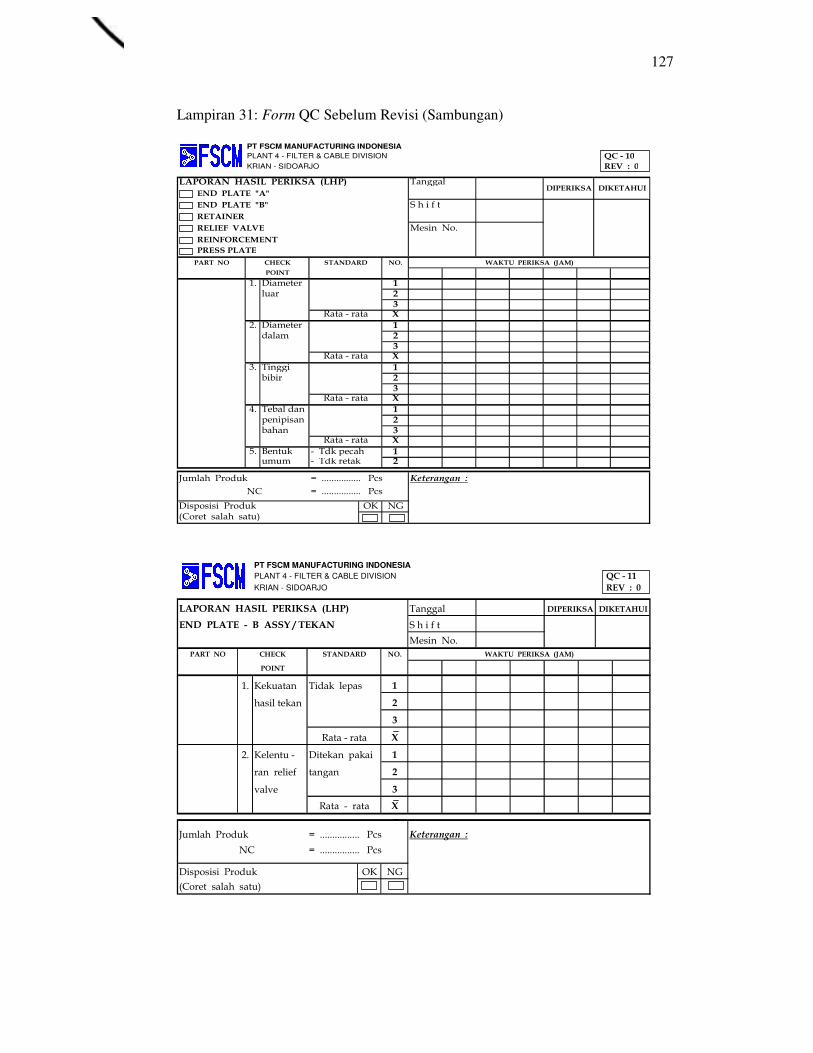
Lampiran 31: Form QC Sebelum Revisi
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ����������
KRIAN - SIDOARJO �����������
� ��� ���� ����������� �� ���! %��&&�� �������� ����� �"�
�� ������ ��'� �(��
�� ������
� ������ ����� �� �� �� ��# � ��"�������� �� � �!
�����
��)�� � � ������ � �
� ���*���� � ������ � �
� �+�% �&& � ������ � �
� ������!����� $
��% �&& � � ����� � �
� ������!����� $
,�-.��' � � ����� � �� �
�����!����� $
).��'��$���.� /���������������������$0� ������������
�# /���������������������$0�
� ���� � ��$���.� �� �1
2#����������'�����.3
�������
������ ���� ����� ����� �����������
����������������� /���� * /�������* ��' �� �������
4 /���1 % /�������%' 0����� �������������( �������
� /��% �&& ���.�.���
�����5�������#���� # /��#�.������� ��
������������������������� ��������� 6� /��7����������� �&
���� �� �������� � ���� ��� �� ����� ��� �� ����� ��� �� ����� ��� �� ����� ��� �� ����� ������� � ��������� ���
������� � � � �� � � � � �� � � � � �� � � � � �� � � � � �� � � �� � ��
���� ���� ���� ���� ����
������������ ������������ ������������ ������������ ������������
��� ������ ��� ������ ��� ������ ��� ������ ��� ������

125
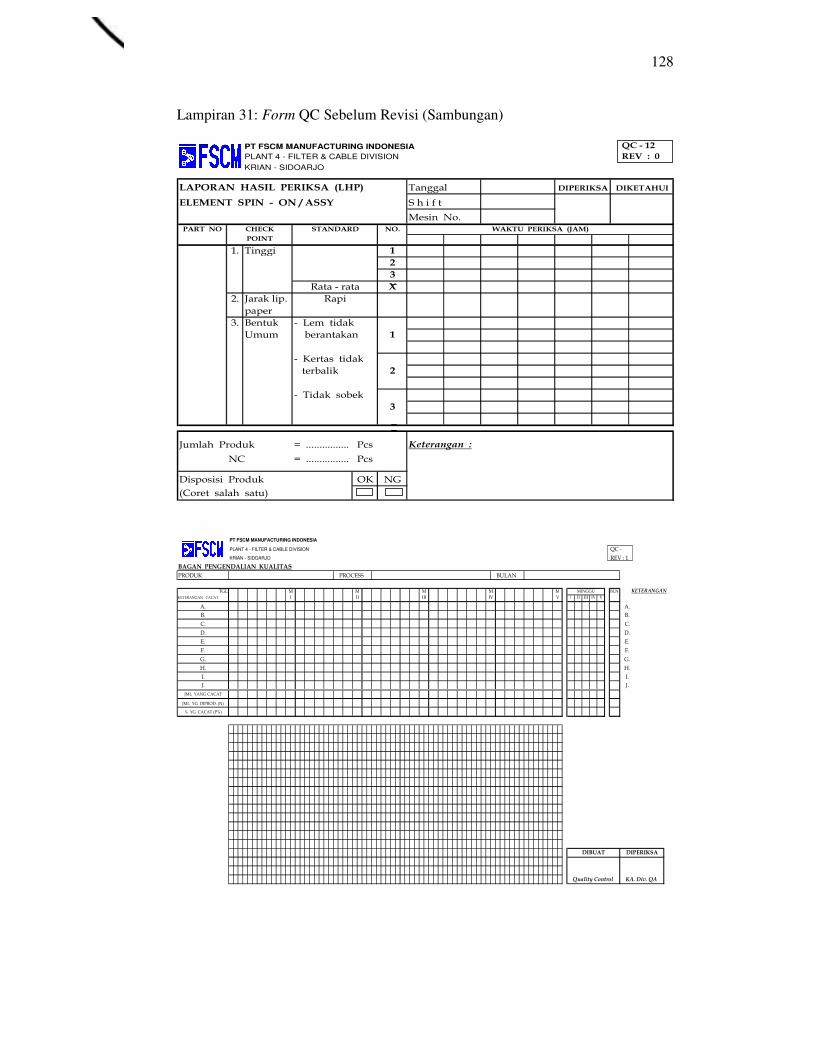
Lampiran 31: Form QC Sebelum Revisi (Sambungan)
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ���������%
KRIAN - SIDOARJO ������������
� ��� ���� ����������� �� ���! %��&&�� ��&" � ��������
��"�&�� ��'� �(��
�� ������
� ������ ����� �� �� �� ��# � ��"�������� �� � �!
�����
��� ����� � �.�� � �
� ������!����� $
��%� ���&�&� � � � �
� ������!����� $
+�8���.� !��9����� ��� �.. ���:���.:��&
� !��%����'��&.� ��
!�� �� �&���������� �
!��5;�������<������(���� �& '
� �������:�� �
).��'��$���.� /���������������������$0� ������������
�# /���������������������$0�
� ���� � ��$���.� �� �1
2#����������'�����.3
PT FSCM MANUFACTURING INDONESIA ��������(
PLANT 4 - FILTER & CABLE DIVISION �����������
KRIAN - SIDOARJO
� ��� ���� ����������� �� ���! %��&&�� �������� ����� �"�
���� �� �
�)*#�� ������� �' (
�� ������
��� ��������:��.�� ����
� ������ ����� �� �� �� � ��"�������� �� � �!
�����
�
��� �������
��� ������8
+�� ������5
��� �������
,�� ������"
��% �&& �1
��8���.� !�%���$�0�'
.. !�% � ���:��
� ������:���.�
).��'��$���.� /���������������������$0� ����� ���� � ��$���.� �� �1
�# /���������������������$0� ����2#����������'�����.3
126
Lampiran 31: Form QC Sebelum Revisi (Sambungan)
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ��������+
KRIAN - SIDOARJO �����������
� ��� ���� ����������� �� ���! %��&&�� �������� ����� �"�
&������ �
�)*#�� ������+ �' (
�� ������
� ������ ����� �� �� �� � ��"�������� �� � �!
�����
�
��% �&& ��
��� ������8
+�� ������5
��% �&& �"
,�$�� � ���
��8���.� !�%���$�0�'
.. !�%��������
�
).��'��$���.� /���������������������$0� ����� ���� � ��$���.� �� �1
�# /���������������������$0� ����2#����������'�����.3 ��#�������� �"� ��"������������� ����������
��� �������� ��� ������������
� ��� ���� ����������� �� ���! %��&&�� � #�,-���# �./0#���#
�������������� ��'� �(��
�� ������
� ������ ����� �� �� �� ��# � ��"�������� �� � �!
�����
���.�.��� � ��0� �& � �
� ������!����� $
��8� �:� �� � �� �& � �
� ������!����� $
+�%���:���� � :�'�� � �
� ������!����� $
��$�� � ��� � :�'�� � �
� ������!����� $
,�8���.� !��%����0�0�� .. !��%������0�' �� �
).��'��$���.� /���������������������$0� ������������
�# /���������������������$0�
� ���� � ��$���.� �� �1
2#����������'�����.3
127
Lampiran 31: Form QC Sebelum Revisi (Sambungan)
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ���������
KRIAN - SIDOARJO ������������
� ��� ���� ����������� �� ���! %��&&��
������� ����1 1
������� ����1&1 ��'� �(��
��� ����
��������� ��� �� ������
������������� ��������� ��
� ������ ����� �� �� �� ��# � ��"�������� �� � �!
�����
��� ����� � �.�� � �
� ������!����� $
��� ����� � ���� � �
� ������!����� $
+�% �&& � : : � � �
� ������!����� $
��%�:������ � ��� � ��� � �:�'�� � �
�����!����� $
,�8���.� !��%�����0�' .. !��%�������� �
).��'��$���.� /���������������������$0� ������������
�# /���������������������$0�
� ���� � ��$���.� �� �12#����������'�����.3
�������� ����� �"�
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ���������
KRIAN - SIDOARJO ������������
� ��� ���� ����������� �� ���! %��&&�� �������� ����� �"�
������� �������&�� ��������� � ��'� �(��
�� ������
� ������ ����� �� �� �� ��# � ��"�������� �� � �!
�����
�����.���� % ����������
'�� ������� � �
� �
�����!����� $
��������.�! � �����������
�������� �( ���&�� �
����� �
� ������!������ $
).��'��$���.� /���������������������$0� ������������
�# /���������������������$0�
� ���� � ��$���.� �� �1
2#����������'�����.3
128
Lampiran 31: Form QC Sebelum Revisi (Sambungan)
PT FSCM MANUFACTURING INDONESIA ����������
PLANT 4 - FILTER & CABLE DIVISION ������������
KRIAN - SIDOARJO
� ��� ���� ����������� �� ���! %��&&�� �������� ����� �"�
����������������������� ��� ��'� �(��
�� ������� ������ ����� �� �� �� ��# � ��"�������� �� � �!
�����
��% �&&
�
�
�����!����� $
��)������ �� ���
�����
+�8���.� !��9���� ��� �
� =. ����:���������
� !����������� ��� �
������:�� � �
!��% �������:�� �
��
).��'��$���.� /���������������������$0� ������������
�# /���������������������$0�
� ���� � ��$���.� �� �1
2#����������'�����.3
PT FSCM MANUFACTURING INDONESIA
PLANT 4 - FILTER & CABLE DIVISION �#�!�
KRIAN - SIDOARJO �5>���
& � ���������� �� ����" ��� �
$���=� �� $��#5�� � 8=9��
%19 6�11= 89� ���������5%5���1�����#�#�% 6 66 666 6> > 6 66 666 6> >
�� ��
8� 8�
#� #�
�� ��
5� 5�
"� "�
1� 1�
�� ��
6� 6�
)� )�
) 9��?��1�#�#�%
) 9��?1���6$�����2�3
@��?1��#�#�%�2$@3
��&" � ��������
��������������� �����������

129
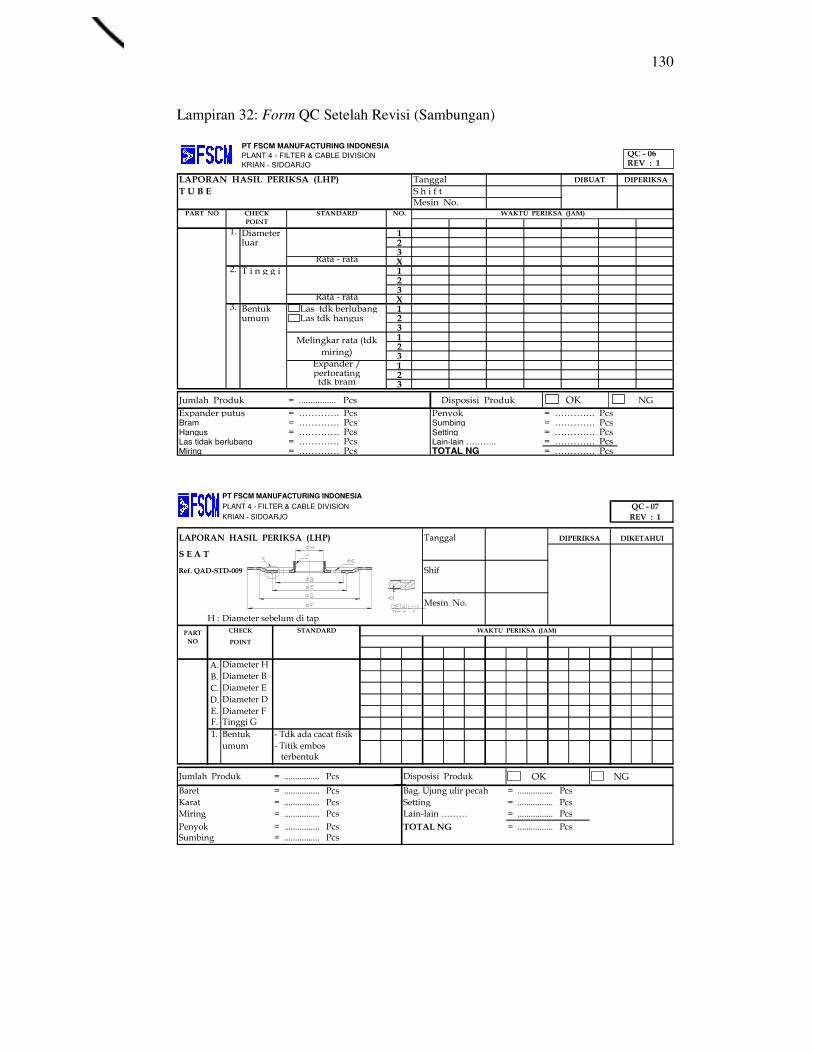
Lampiran 32: Form QC Setelah Revisi
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ����������
KRIAN - SIDOARJO �����������
� ��� ���� ����������� �� ���! %��&&�� ��&" � ��������
�� ������ ��'� �(�� �� ������
����� �� �� �� ��# � ��"�������� �� � �!
�����
�� �
� �
� �
+�% �&& �
������ � �
� �
�����!����� $
��% �&& �
� ����� � �
� �
�����!����� $
,�).��' �
� ����� � �
� �
�����!����� $
).��'��$���.� /���������������������$0� � ���� � ��$���.� ����� �1
9 ������� �������� /��A A A A ���$0� Lain-lain ……….. /��A A A A ���$0�
Potongan miring /��A A A A ���$0� TOTAL NG /��A A A A ���$0�
Setting /��A A A A ���$0�
� ����
��
)�� �<B�����
������
PT FSCM MANUFACTURING INDONESIA ����� �������
PLANT 4 - FILTER & CABLE DIVISION /���� * /�������* ��' �����������
KRIAN - SIDOARJO 4 /���1 % /�������%' 0����� �� �������� /��% �&& ���.�.��� �������������( �������
�����5�������#���� # /��#�.������� ��������������������������� ��������� 6� /��7����������� �&
�� �������� � ���� ����� ����� ����� ����� ����� ����� ������ ��������� ���
������� � � � �� � � � � �� � � � � �� �
Body penyok � pcs Spring roboh � pcs
Bocor � pcs Retainer lepas � pcs
Kemasukan air � pcs Lain……. � pcs
Melejit � pcs
Selip � pcs TOTAL NG � pcs
Jml Produksi = pcs
130
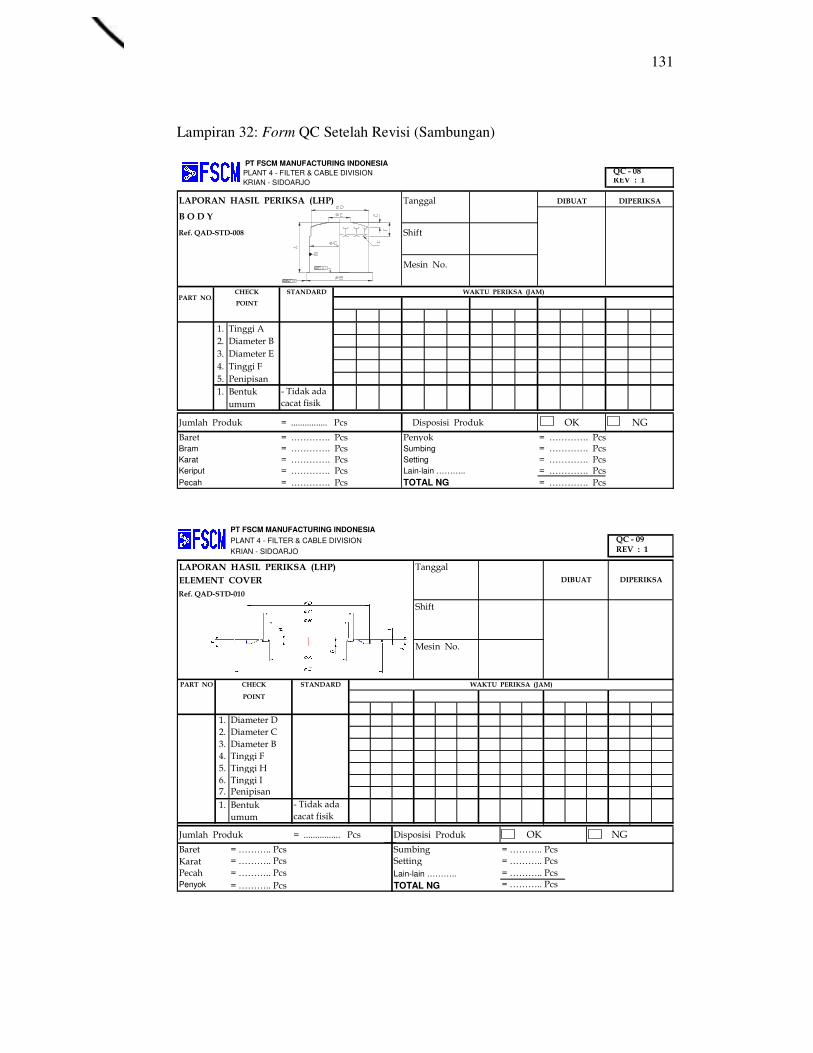
Lampiran 32: Form QC Setelah Revisi (Sambungan)
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ���������%
KRIAN - SIDOARJO ������������
� ��� ���� ����������� �� ���! %��&&�� ��&" � ��������
��"�&�� ��'� �(�� �� ������
� ������ ����� �� �� �� ��# � ��"�������� �� � �!
�����
��� ����� � �.�� � �
� ������!����� $
��%� ���&�&� � � � �
� ������!����� $
+�8���.� �����9��������:���.:��& .. �����9�������'��&.� �
����
� �
).��'��$���.� /���������������������$0� ����� ���� � ��$���.� ���� �1
5;��������.�.� /��A A A A ���$0� $��C�� /��A A A A ���$0�Bram /��A A A A ���$0� Sumbing /��A A A A ���$0�Hangus /��A A A A ���$0� Setting /��A A A A ���$0�Las tidak berlubang /��A A A A ���$0� Lain-lain ……….. /��A A A A ���$0�Miring /��A A A A ���$0� TOTAL NG /��A A A A ���$0�
�� �&���������2����
� �&3
5;�������<���(���� �&����:��
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ��������(
KRIAN - SIDOARJO �����������
� ��� ���� ����������� �� ���! %��&&�� �������� ����� �"�
���� �� �
�)*#�� ������� �' (
�� ������
��� ��������:��.�� ����
����� �� �� �� � ��"�������� �� � �!
�����
�
��� �������
8�� ������8
#�� ������5
��� �������
5�� ������""�% �&& �1
��8���.� !�%�������0�0���( � �
.. !�% � ���:���� ������:���.�
).��'��$���.� /���������������������$0� � ���� � ��$���.� ��� �1
8���� /���������������������$0� 8�&��=-.�&�.� ����0�' /���������������������$0�
����� /���������������������$0� ���� �& /���������������������$0�
� �& /���������������������$0� 9� �!�� ��A A A /���������������������$0�
$��C�� /���������������������$0� ��� ���� /���������������������$0��.: �& /���������������������$0�
� ����
��
131
Lampiran 32: Form QC Setelah Revisi (Sambungan)
PT FSCM MANUFACTURING INDONESIA PLANT 4 - FILTER & CABLE DIVISION ��������+
KRIAN - SIDOARJO �����������
� ��� ���� ����������� �� ���! %��&&�� ��&" � ��������
&������ �
�)*#�� ������+ �' (�
�� ������
����� �� �� �� � ��"�������� �� � �!
�����
�
��% �&& ��
��� ������8
+�� ������5
��% �&& �"
,�$�� � ���
��8���.�
..
).��'��$���.� /���������������������$0� ����� ���� � ��$���.� �� �1
8���� /��A A A A ���$0� $��C�� /��A A A A ���$0�Bram /��A A A A ���$0� Sumbing /��A A A A ���$0�Karat /��A A A A ���$0� Setting /��A A A A ���$0�Keriput /��A A A A ���$0� Lain-lain ……….. /��A A A A ���$0�
Pecah /��A A A A ���$0� TOTAL NG /��A A A A ���$0�
� ������#
!�% ��������
0�0���( � �
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ���������
KRIAN - SIDOARJO �����������
� ��� ���� ����������� �� ���! %��&&��
��������������
�)*#�� ������ �
�' (�
�� ������
� ������ ����� �� �� �� � ��"�������� �� � �!
�����
�
��� �������
��� ������#
+�� ������8
��% �&& �"
,�% �&& ��
��% �&& �6D�$�� � ���
��8���.�
..
).��'��$���.� /���������������������$0� � ���� � ��$���.� ��� �1
8���� /�A A A ���$0� �.: �& /�A A A ���$0�
����� /�A A A ���$0� ���� �& /�A A A ���$0�
$�0�' /�A A A ���$0� Lain-lain ……….. /�A A A ���$0�Penyok /�A A A ���$0� TOTAL NG /�A A A ���$0�
��&" � ��������
!�% ��������
0�0���( � �

132
Lampiran 32: Form QC Setelah Revisi (Sambungan)
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ���������
KRIAN - SIDOARJO ������������
� ��� ���� ����������� �� ���!�� %��&&��
������� ����1 1 ���������������� ����1�1 ��'� �(��
������� ����1&1 ���������������� ����1�1 �� ������
� ������ ����� �� �� �� ��# � ��"�������� �� � �!
�����
��� ����� � �.�� � �
� ������!����� $
��� ����� � ���� � �
� ������!����� $
+�% �&& � : : � � �
� ������!����� $
��%�:������ � ��� � ��� � �:�'�� � �
�����!����� $,�8���.� .. �
�
).��'��$���.� /���������������������$0� � ���� � ��$���.� ��� �1
8�� �& /��A A A A ���$0� Retak /��A A A A ���$0�Bram /��A A A A ���$0� Sumbing /��A A A A ���$0�Keriput /��A A A A ���$0� Setting /��A A A A ���$0�Pecah /��A A A A ���$0� Lain-lain ……….. /��A A A A ���$0�Penyok /��A A A A ���$0� TOTAL NG /��A A A A ���$0�Miring /��A A A A ���$0�
��&" � ��������
% ��� ��� 0�0��
( � �
PT FSCM MANUFACTURING INDONESIAPLANT 4 - FILTER & CABLE DIVISION ���������
KRIAN - SIDOARJO ������������
� ��� ���� ����������� �� ���! %��&&�� �������� ����� �"�
������� �������&�� ��������� � ��'� �(��
�� ������
� ������ ����� �� �� �� ��# � ��"�������� �� � �!
�����
1. Kekuatan Tidak lepas 1
hasil tekan 2
3
Rata - rata X
2. Kelentu - Ditekan pakai 1
ran relief tangan 2
valve 3
Rata - rata X
3 1
2
3
Jumlah Produk = ................ Pcs Disposisi Produk OK NG
Penyok = …………. PcsSumbing end plate = …………. Pcs Press Plate = …………. PcsLain-lain …………… = …………. Pcs Relief Valve = …………. Pcs
= …………. Pcs Valve Chamber = …………. PcsValve Spring = …………. Pcs
TOTAL NG = …………. Pcs TOTAL NG = …………. Pcs
Bentuk umum
Tidak ada cacat fisik
Reject Subcont

133
Lampiran 32: Form QC Setelah Revisi (Sambungan)
PT FSCM MANUFACTURING INDONESIA ����������
PLANT 4 - FILTER & CABLE DIVISION ������������
KRIAN - SIDOARJO
� ��� ���� ����������� �� ���! %��&&�� ��&" � ��������
��'� �(�� �� ������
����� �� �� �� ��# � ��"�������� �� � �!
�����
��% �&& �5�����
�
�
�����!����� $
��8���.�
� =. �
�
�
�
�
�
�
�
�
+�%������.������
����0������C��
,�8������� ��&�0.�����������
� !"�# !���!�%�!��E �
�
).��'��$���.� /���������������������$0� � ���� � ��$���.� ����� �1
Lem berantakan /��A A A A ���$0� Posisi E/P A&B tidak sejajar /��A A A A ���$0�
���&.� /��A A A A ���$0� Lain-lain ……….. /��A A A A ���$0�
Paper miring /��A A A A ���$0� TOTAL NG /��A A A A ���$0�
$�������:�� /��A A A A ���$0�
��������� ����
!�)������ ���$��������
!�$�� � �����������������
8���-�-��
��,!�F��#
,�!�,����
� ����
��
!����������� ����
���:�� �<��:��<�����
� �&<'��&.�
!��9���� ����
:���������<���.������ �
���������
PT FSCM MANUFACTURING INDONESIA
PLANT 4 - FILTER & CABLE DIVISION �#�!� ��
KRIAN - SIDOARJO �5>���
& � ���������� �� ����" ��� �
����"� �� ������� � ����� &"� �
%19 �����" &��
�5%�#�#�% � �� ��� �� �
��
8�
#�
��
5�
"�
1�
��
6�
)�
) 9��#�#�%
) 9��$�����
2�3
@�#�#�%�
2$@3
�5%5���1���#�#�%
�� Lipatan tidak rata
8� Potongan miring
#� Setting
��
5�
"� ��&" � ��������
1�
��
6�
)�
�% �( �+ �� � � � � ' 2 % ( + � � � ' 2 % ( + �� �2�'� � � ��

134
Lampiran 33: Standard Penomoran NCR Improvement 1
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 24 April 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-0040
1. TUJUAN Menjelaskan metode untuk melakukan penomoran pada setiap laporan (form) Non Conforming Report (NCR)
2. JUKLAK PENOMORAN FORM NON CONFORMING REPORT (NCR)
LOKASI DITEMUKAN PENYIMPANGANICI : Incoming InspectionIPP : In Proses Press ShopIPA : In Proses AssemblyFIN : Final Inspection
BULANI : Januari VII : JuliII : Februari VIII : AgustusIII : Maret IX : SeptemberIV : April X : OktoberV : Mei XI : NovemberVI : Juni XII : Desember
TAHUN06 : 200607 : 200708 : 200809 : 200910 : 2010 dan seterusnya
NOMOR URUT NCR PADA BULAN DAN TAHUN TERTENTU010203 dan seterusnya
DIKETAHUI DIBUAT
STANDART
PENOMORAN NCR
135
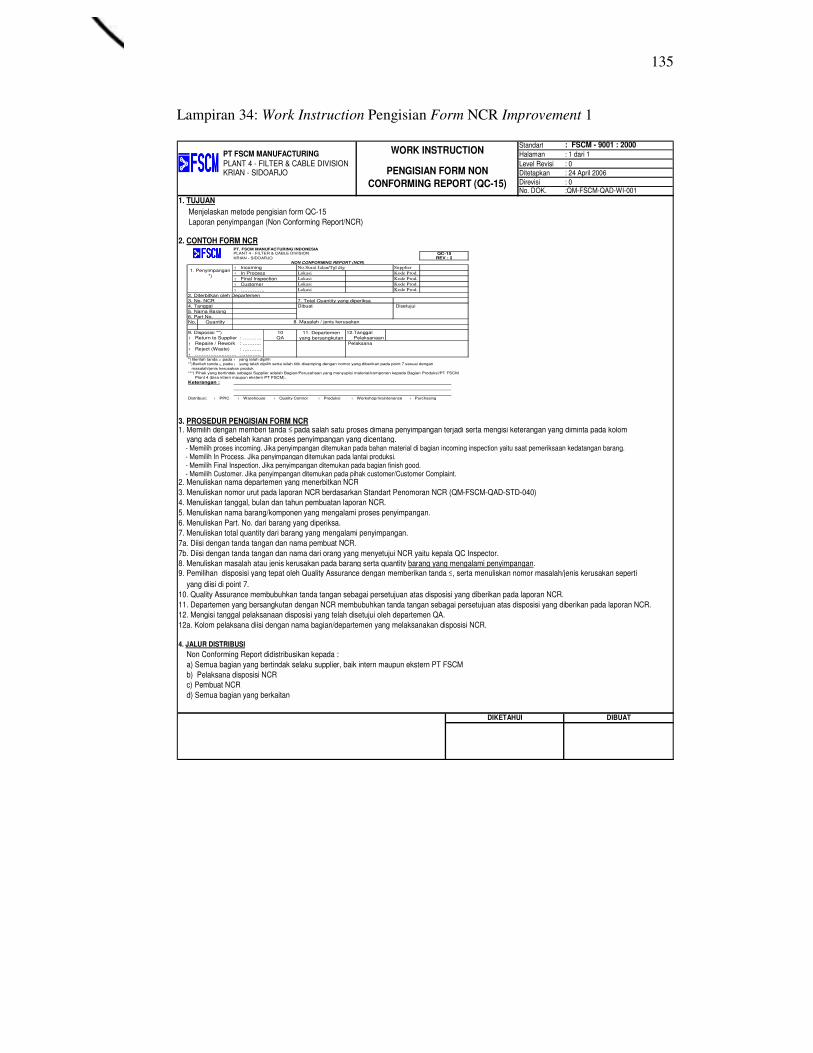
Lampiran 34: Work Instruction Pengisian Form NCR Improvement 1
Standart : FSCM - 9001 : 2000 PT FSCM MANUFACTURING Halaman : 1 dari 1 PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0 KRIAN - SIDOARJO Ditetapkan : 24 April 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-WI-001
1. TUJUAN Menjelaskan metode pengisian form QC-15 Laporan penyimpangan (Non Conforming Report/NCR)
2. CONTOH FORM NCR
3. PROSEDUR PENGISIAN FORM NCR1. Memilih dengan memberi tanda ≤ pada salah satu proses dimana penyimpangan terjadi serta mengisi keterangan yang diminta pada kolom yang ada di sebelah kanan proses penyimpangan yang dicentang. - Memilih proses incoming. Jika penyimpangan ditemukan pada bahan material di bagian incoming inspection yaitu saat pemeriksaan kedatangan barang. - Memilih In Process. Jika penyimpangan ditemukan pada lantai produksi. - Memilih Final Inspection. Jika penyimpangan ditemukan pada bagian finish good. - Memilih Customer. Jika penyimpangan ditemukan pada pihak customer/Customer Complaint.2. Menuliskan nama departemen yang menerbitkan NCR3. Menuliskan nomor urut pada laporan NCR berdasarkan Standart Penomoran NCR (QM-FSCM-QAD-STD-040)4. Menuliskan tanggal, bulan dan tahun pembuatan laporan NCR.5. Menuliskan nama barang/komponen yang mengalami proses penyimpangan.6. Menuliskan Part. No. dari barang yang diperiksa. 7. Menuliskan total quantity dari barang yang mengalami penyimpangan.7a. Diisi dengan tanda tangan dan nama pembuat NCR.7b. Diisi dengan tanda tangan dan nama dari orang yang menyetujui NCR yaitu kepala QC Inspector.8. Menuliskan masalah atau jenis kerusakan pada barang serta quantity barang yang mengalami penyimpangan.9. Pemilihan disposisi yang tepat oleh Quality Assurance dengan memberikan tanda ≤, serta menuliskan nomor masalah/jenis kerusakan seperti yang diisi di point 7.10. Quality Assurance membubuhkan tanda tangan sebagai persetujuan atas disposisi yang diberikan pada laporan NCR.11. Departemen yang bersangkutan dengan NCR membubuhkan tanda tangan sebagai persetujuan atas disposisi yang diberikan pada laporan NCR.12. Mengisi tanggal pelaksanaan disposisi yang telah disetujui oleh departemen QA.12a. Kolom pelaksana diisi dengan nama bagian/departemen yang melaksanakan disposisi NCR.
4. JALUR DISTRIBUSI Non Conforming Report didistribusikan kepada : a) Semua bagian yang bertindak selaku supplier, baik intern maupun ekstern PT FSCM b) Pelaksana disposisi NCR c) Pembuat NCR d) Semua bagian yang berkaitan
DIKETAHUI DIBUAT
WORK INSTRUCTION
PENGISIAN FORM NON CONFORMING REPORT (QC-15)
PT. FSCM MANUFACTURING INDONESIA PLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
! Incoming No.Surat Jalan/Tgl dtg Supplier! In Process Lokasi Kode Prod.! Final Inspection Lokasi Kode Prod.! Customer Lokasi Kode Prod.
! ………….. Lokasi Kode Prod.2. Diterbitkan oleh Departemen3. No. NCR 7. Total Quantity yang diperiksa4. Tanggal Disetujui5. Nama Barang6. Part No.No. Quantity
10 12.Tanggal! Return to Supplier : ……….. QA Pelaksanaan! Repaire / Rework : ………..! Reject (Waste) : ………..! ….……..…...……. : ………..*) Berilah tanda ≤ pada ! yang telah dipilih**)Berilah tanda ≤ pada ! yang telah dipilih serta isilah titik disamping dengan nomor yang diberikan pada point 7 sesuai dengan masalah/jenis kerusakan produk***) Pihak yang bertindak sebagai Supplier adalah Bagian/Perusahaan yang menyuplai material/komponen kepada Bagian Produksi/PT FSCM Plant 4 (bisa intern maupun ekstern PT FSCM).Keterangan :
Distribusi: ! PPIC ! Warehouse ! Quality Control ! Produksi ! Workshop/maintenance ! Purchasing
1. Penyimpangan *)
8. Masalah / jenis kerusakan
9. Disposisi **)
Pelaksana
11. Departemen yang bersangkutan
QC-15REV : 2
NON CONFORMING REPORT (NCR)
Dibuat
136
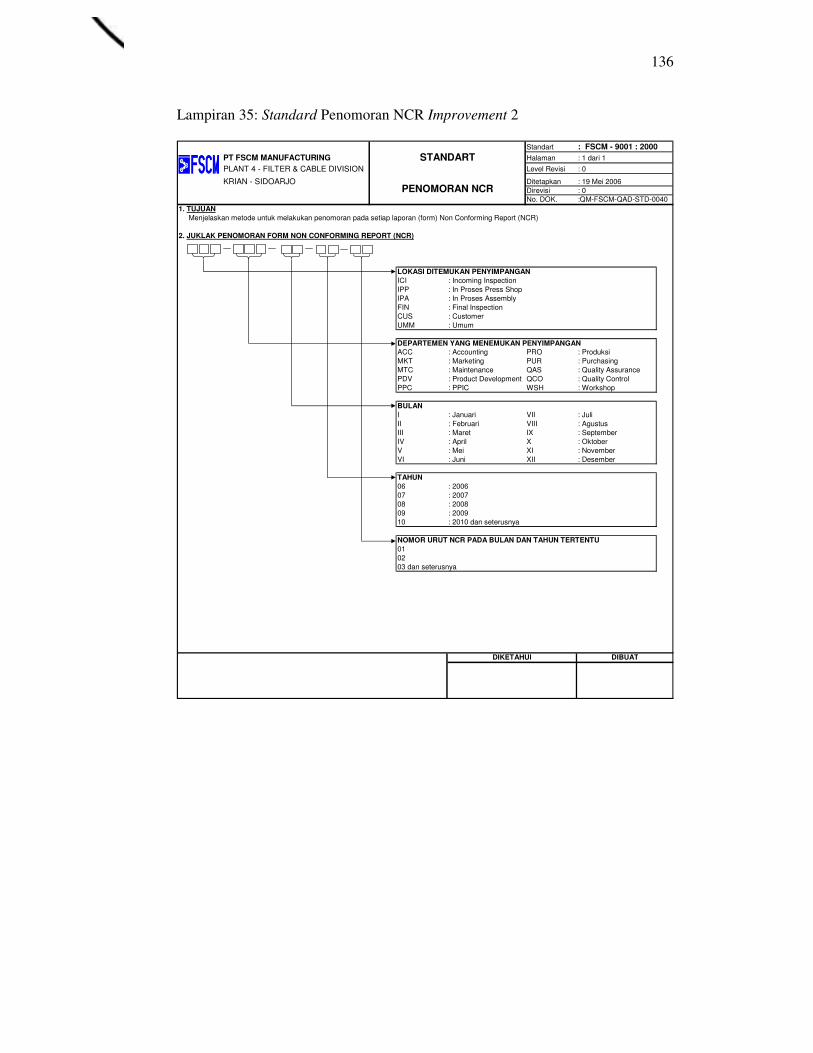
Lampiran 35: Standard Penomoran NCR Improvement 2
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 1 dari 1
PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 19 Mei 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-0040
1. TUJUAN Menjelaskan metode untuk melakukan penomoran pada setiap laporan (form) Non Conforming Report (NCR)
2. JUKLAK PENOMORAN FORM NON CONFORMING REPORT (NCR)
LOKASI DITEMUKAN PENYIMPANGANICI : Incoming InspectionIPP : In Proses Press ShopIPA : In Proses AssemblyFIN : Final InspectionCUS : CustomerUMM : Umum
DEPARTEMEN YANG MENEMUKAN PENYIMPANGANACC : Accounting PRO : ProduksiMKT : Marketing PUR : PurchasingMTC : Maintenance QAS : Quality AssurancePDV : Product Development QCO : Quality ControlPPC : PPIC WSH : Workshop
BULANI : Januari VII : JuliII : Februari VIII : AgustusIII : Maret IX : SeptemberIV : April X : OktoberV : Mei XI : NovemberVI : Juni XII : Desember
TAHUN06 : 200607 : 200708 : 200809 : 200910 : 2010 dan seterusnya
NOMOR URUT NCR PADA BULAN DAN TAHUN TERTENTU010203 dan seterusnya
DIKETAHUI DIBUAT
STANDART
PENOMORAN NCR
137
Lampiran 36 : Form Daftar Distribusi NCR
PT. FSCM MANUFACTURING INDONESIAFILTER - DIVISIONKRIAN - SIDOARJO
Departemen :
NO. TGL NAMA TTD
DAFTAR DISTRIBUSI NCR
KETERANGAN
QA-08REV : 0
138
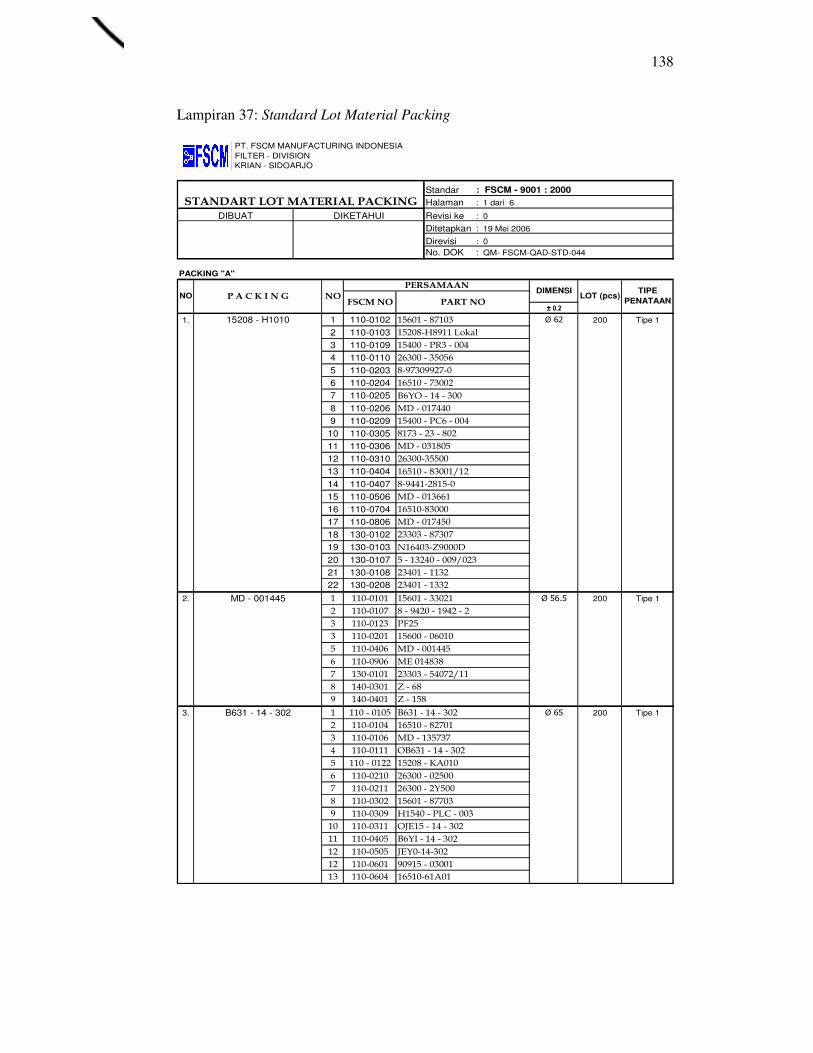
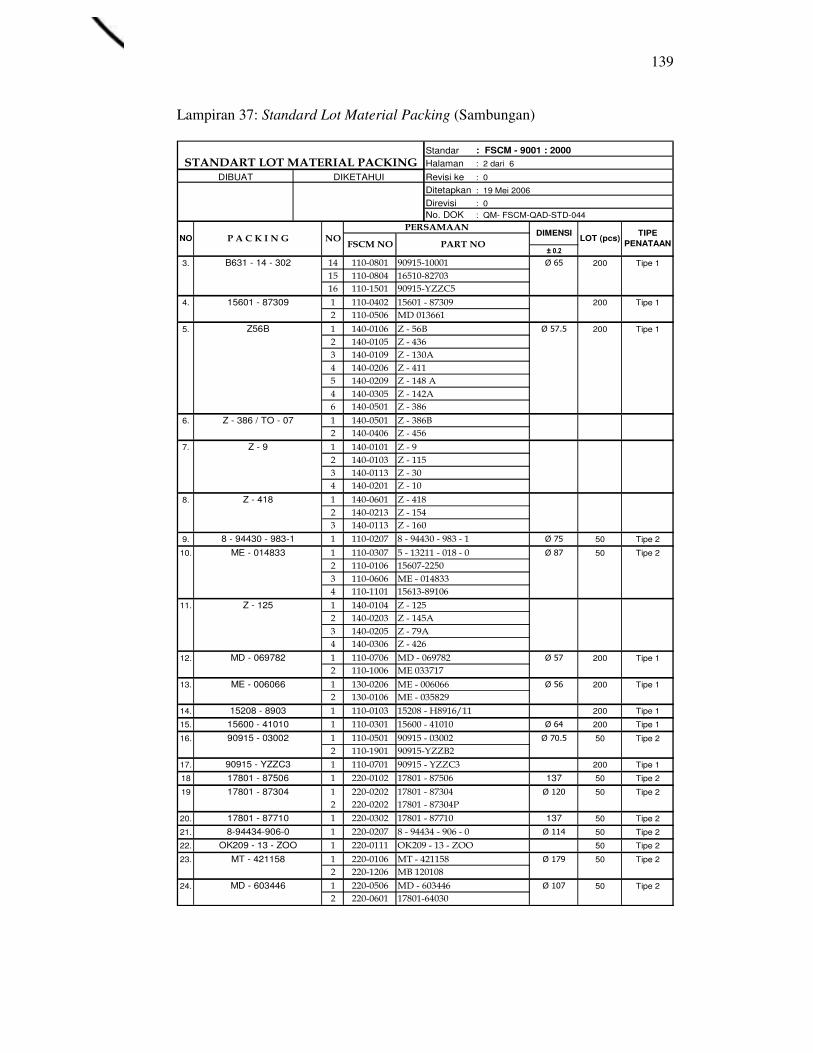
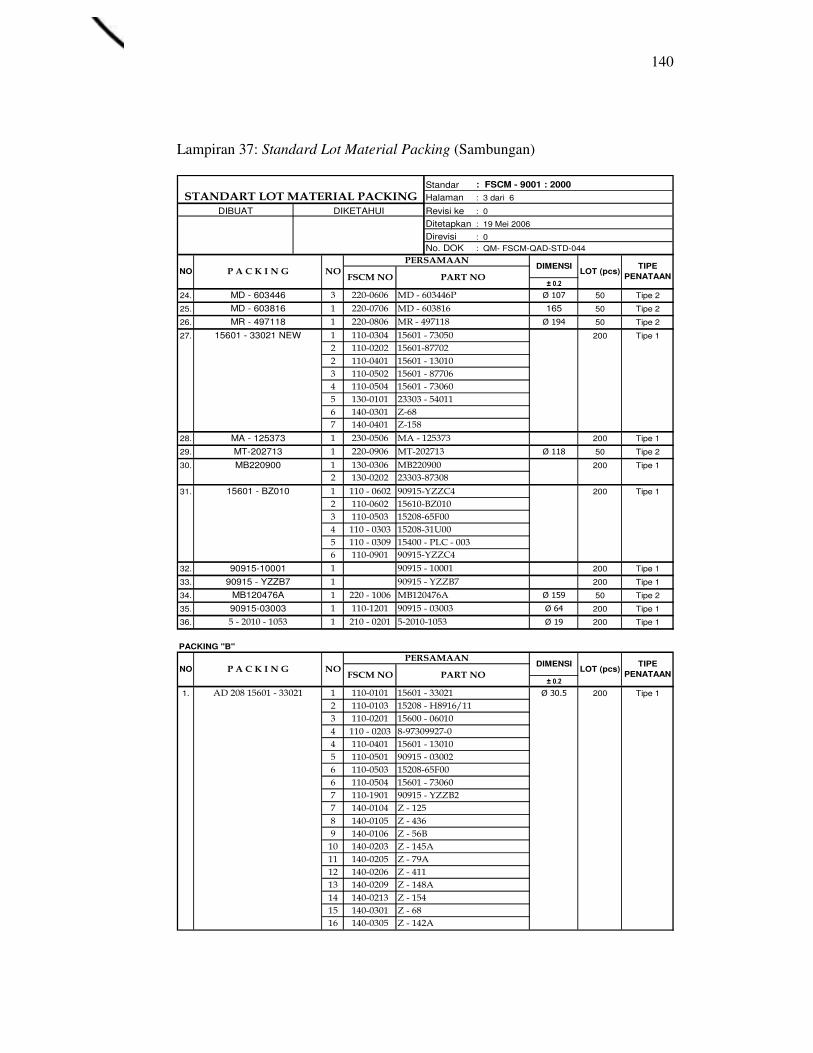
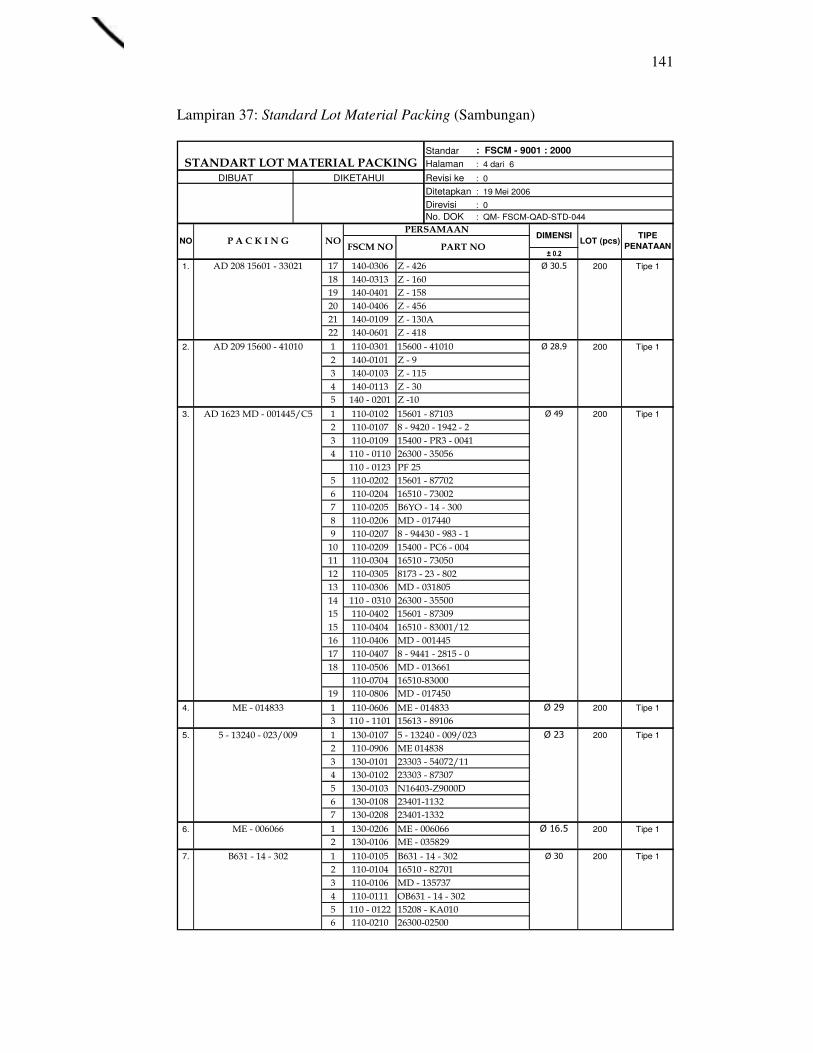
Lampiran 37: Standard Lot Material Packing
PT. FSCM MANUFACTURING INDONESIAFILTER - DIVISIONKRIAN - SIDOARJO
Standar : FSCM - 9001 : 2000Halaman : 1 dari 6
Revisi ke : 0
Ditetapkan : 19 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-044
PACKING "A"
�����
1. 1 110-0102 �,����!�FD��+ ���� 200 Tipe 1
2 110-0103 �,��F!�FE���9����
3 110-0109 �,����!�$�+�!����
4 110-0110 ��+���!�+,�,�
5 110-0203 F!ED+�EE�D!�
6 110-0204 ��,���!�D+���
7 110-0205 8�?��!����!�+��
8 110-0206 ��!���D���
9 110-0209 �,����!�$#��!����
10 110-0305 F�D+�!��+�!�F��
11 110-0306 ��!��+�F�,
12 110-0310 ��+��!+,,��
13 110-0404 ��,���!�F+���<��
14 110-0407 F!E���!�F�,!�
15 110-0506 ��!���+���
16 110-0704 ��,��!F+���
17 110-0806 ��!���D�,�
18 130-0102 �++�+�!�FD+�D
19 130-0103 �����+!GE����
20 130-0107 ,�!��+����!���E<��+
21 130-0108 �+����!���+�
22 130-0208 �+����!��++�
2. � ���!���� �,����!�++��� ������ 200 Tipe 1
� ���!���D F�!�E����!��E���!��
+ ���!���+ $"�,
+ ���!���� �,����!������
, ���!���� ��!������,
� ���!�E�� 5����F+F
D �+�!���� �++�+�!�,��D�<��
F ���!�+�� G�!��F�
E ���!���� G�!��,F�
3. � ����!����, 8�+��!����!�+�� ���� 200 Tipe 1
� ���!���� ��,���!�F�D��
+ ���!���� ��!��+,D+D
� ���!���� �8�+��!����!�+��
, ����!����� �,��F�!������
� ���!���� ��+���!���,��
D ���!���� ��+���!��?,��
F ���!�+�� �,����!�FDD�+
E ���!�+�E ��,���!�$9#�!���+
�� ���!�+�� �)5�,�!����!�+��
�� ���!���, 8�?6�!����!�+��
�� ���!�,�, )5?�!��!+��
�� ���!���� E�E�,�!��+���
�+ ���!���� ��,��!�����
�� �� �������� ���� ��� �����
DIKETAHUIDIBUAT
15208 - H1010
DIMENSILOT (pcs)NO �� ����������
TIPE PENATAAN
���� � �
������� � �������
MD - 001445
B631 - 14 - 302
139
Lampiran 37: Standard Lot Material Packing (Sambungan)
Standar : FSCM - 9001 : 2000Halaman : 2 dari 6
Revisi ke : 0
Ditetapkan : 19 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-044
�����
3. �� ���!�F�� E�E�,!����� ���� 200 Tipe 1
�, ���!�F�� ��,��!F�D�+
�� ���!�,�� E�E�,!?GG#,
4. � ���!���� �,����!�FD+�E 200 Tipe 1
� ���!�,�� ����+���
5. � ���!���� G�!�,�8� ������ 200 Tipe 1
� ���!���, G�!��+�
+ ���!���E G�!��+���
� ���!���� G�!�����
, ���!���E G�!���F���
� ���!�+�, G�!�����
� ���!�,�� G�!�+F�
6. � ���!�,�� G�!�+F�8
� ���!���� G�!��,�
7. � ���!���� G�!�E�
� ���!���+ G�!���,�
+ ���!���+ G�!�+��
� ���!���� G�!���
8. � ���!���� G�!���F�
� ���!���+ G�!��,��
+ ���!���+ G�!�����
9. � ���!���D F�!�E��+��!�EF+�!�� ���� 50 Tipe 2
10. � ���!�+�D ,�!��+����!���F�!�� ���� 50 Tipe 2
� ���!���� �,��D!��,�
+ ���!���� 5�!����F++
� ���!���� �,��+!FE���
11. � ���!���� G�!���,�
� ���!���+ G�!���,��
+ ���!���, G�!�DE��
� ���!�+�� G�!�����
12. � ���!�D�� ��!���EDF� ���� 200 Tipe 1
� ���!���� 5��++D�D
13. � �+�!���� 5�!������� ���� 200 Tipe 1
� �+�!���� 5�!��+,F�E
14. � ���!���+ �,��F�!��FE��<�� 200 Tipe 1
15. � ���!�+�� �,����!������ ��� 200 Tipe 1
16. � ���!�,�� E�E�,�!��+��� ����� 50 Tipe 2
� ���!�E�� E�E�,!?GG8�
17. � ���!�D�� E�E�,�!�?GG#+ 200 Tipe 1
18 � ���!���� �DF���!�FD,�� 137 50 Tipe 2
19 � ���!���� �DF���!�FD+�� ���� 50 Tipe 2
� ���!���� �DF���!�FD+��$
20. � ���!�+�� �DF���!�FDD�� 137 50 Tipe 2
21. � ���!���D F�!�E��+��!�E���!�� ���� 50 Tipe 2
22. � ���!���� ����E�!��+�!�G�� 50 Tipe 2
23. � ���!���� %�!�����,F ����� 50 Tipe 2
� ���!���� 8������F
24. � ���!�,�� ��!���+��� ���� 50 Tipe 2
� ���!���� �DF��!���+�
MD - 069782
NO �� ����������������� � �����
���� � �DIMENSI
LOT (pcs)
�� �� �������� ���� ��� �����DIBUAT DIKETAHUI
17801 - 877108-94434-906-0
B631 - 14 - 302
��
OK209 - 13 - ZOOMT - 421158
90915 - 03002
90915 - YZZC317801 - 8750617801 - 87304
MD - 603446
ME - 006066
15208 - 890315600 - 41010
Z - 418
8 - 94430 - 983-1ME - 014833
Z - 125
15601 - 87309
Z56B
Z - 386 / TO - 07
Z - 9
TIPE PENATAAN
140
Lampiran 37: Standard Lot Material Packing (Sambungan)
Standar : FSCM - 9001 : 2000Halaman : 3 dari 6
Revisi ke : 0
Ditetapkan : 19 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-044
�����
24. + ���!���� ��!���+���$ ���� 50 Tipe 2
25. � ���!�D�� ��!���+F�� 165 50 Tipe 2
26. � ���!�F�� ��!��ED��F ���� 50 Tipe 2
27. � ���!�+�� �,����!�D+�,� 200 Tipe 1
� ���!���� �,���!FDD��
� ���!���� �,����!��+���
+ ���!�,�� �,����!�FDD��
� ���!�,�� �,����!�D+���
, �+�!���� �++�+�!�,����
� ���!�+�� G!�F
D ���!���� G!�,F
28. � �+�!�,�� ��!���,+D+ 200 Tipe 1
29. � ���!�E�� %!���D�+ ����� 50 Tipe 2
30. � �+�!�+�� 8���E�� 200 Tipe 1
� �+�!���� �++�+!FD+�F
31. � ����!����� E�E�,!?GG#� 200 Tipe 1
� ���!���� �,���!8G���
+ ���!�,�+ �,��F!�,"��
� ����!��+�+ �,��F!+�=��
, ����!��+�E �,����!�$9#�!���+
� ���!�E�� E�E�,!?GG#�
32. � E�E�,�!������ 200 Tipe 1
33. � E�E�,�!�?GG8D 200 Tipe 1
34. � ����!����� 8����D�� ����� 50 Tipe 2
35. � ���!���� E�E�,�!��+��+ ��� 200 Tipe 1
36. � ����!����� ,!����!��,+ ���� 200 Tipe 1
PACKING "B"
�����
1. � ���!���� �,����!�++��� �� �� 200 Tipe 1
� ���!���+ �,��F�!��FE��<��
+ ���!���� �,����!������
� ����!����+ F!ED+�EE�D!�
� ���!���� �,����!��+���
, ���!�,�� E�E�,�!��+���
� ���!�,�+ �,��F!�,"��
� ���!�,�� �,����!�D+���
D ���!�E�� E�E�,�!�?GG8�
D ���!���� G�!���,�
F ���!���, G�!��+��
E ���!���� G�!�,�8�
�� ���!���+ G�!���,��
�� ���!���, G�!�DE��
�� ���!���� G�!�����
�+ ���!���E G�!���F��
�� ���!���+ G�!��,��
�, ���!�+�� G�!��F�
�� ���!�+�, G�!������
LOT (pcs)
�����F��,����!�++���
������� � �����
���� � �
�������
�� �� �������� ���� ��� �����
�� ���������� ��NO LOT (pcs)� �����
MT-202713MB220900
15601 - BZ010
90915-1000190915 - YZZB7
MB120476A
MD - 603816MR - 497118
15601 - 33021 NEW
MA - 125373
90915-03003
DIMENSI
,�!������!���,+
���� � �DIMENSI
NO �� ���������� ��
DIBUAT DIKETAHUI
TIPE PENATAAN
TIPE PENATAAN
MD - 603446
141
Lampiran 37: Standard Lot Material Packing (Sambungan)
Standar : FSCM - 9001 : 2000Halaman : 4 dari 6
Revisi ke : 0
Ditetapkan : 19 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-044
�����
1. �D ���!�+�� G�!����� �� �� 200 Tipe 1
�F ���!�+�+ G�!�����
�E ���!���� G�!��,F�
�� ���!���� G�!��,��
�� ���!���E G�!��+���
�� ���!���� G�!���F�
2. � ���!�+�� �,����!������ ������ 200 Tipe 1
� ���!���� G�!�E�
+ ���!���+ G�!���,�
� ���!���+ G�!�+��
, ����!����� G�!��
3. � ���!���� �,����!�FD��+ ��� 200 Tipe 1
� ���!���D F�!�E����!��E���!��
+ ���!���E �,����!�$�+�!�����
� ����!����� ��+���!�+,�,�
����!����+ $"��,
, ���!���� �,����!�FDD��
� ���!���� ��,���!�D+���
D ���!���, 8�?��!����!�+��
F ���!���� ��!���D���
E ���!���D F�!�E��+��!�EF+�!��
�� ���!���E �,����!�$#��!����
�� ���!�+�� ��,���!�D+�,�
�� ���!�+�, F�D+�!��+�!�F��
�+ ���!�+�� ��!��+�F�,
�� ����!��+�� ��+���!�+,,��
�, ���!���� �,����!�FD+�E
�, ���!���� ��,���!�F+���<��
�� ���!���� ��!������,
�D ���!���D F�!�E����!��F�,�!��
�F ���!�,�� ��!���+���
���!�D�� ��,��!F+���
�E ���!�F�� ��!���D�,�
4. � ���!���� 5�!����F++ ���� 200 Tipe 1
+ ����!����� �,��+�!�FE���
5. � �+�!���D ,�!��+����!���E<��+ ��� 200 Tipe 1
� ���!�E�� 5����F+F
+ �+�!���� �++�+�!�,��D�<��
� �+�!���� �++�+�!�FD+�D
, �+�!���+ �����+!GE����
� �+�!���F �+���!��+�
D �+�!���F �+���!�++�
6. � �+�!���� 5�!������� ������ 200 Tipe 1
� �+�!���� 5�!��+,F�E
7. � ���!���, 8�+��!����!�+�� �� 200 Tipe 1
� ���!���� ��,���!�F�D��
+ ���!���� ��!��+,D+D
� ���!���� �8�+��!����!�+��
, ����!����� �,��F�!������
� ���!���� ��+��!��,��
�����E��,����!������
�� �� �������� ���� ��� �����
������+� ��!������,<#,
5�!����F++
,�!��+����!���+<��E
5�!�������
8�+��!����!�+��
DIKETAHUIDIBUAT
������� � �����NO �� ���������� ��
���� � �DIMENSI
LOT (pcs)TIPE
PENATAAN
�����F��,����!�++���
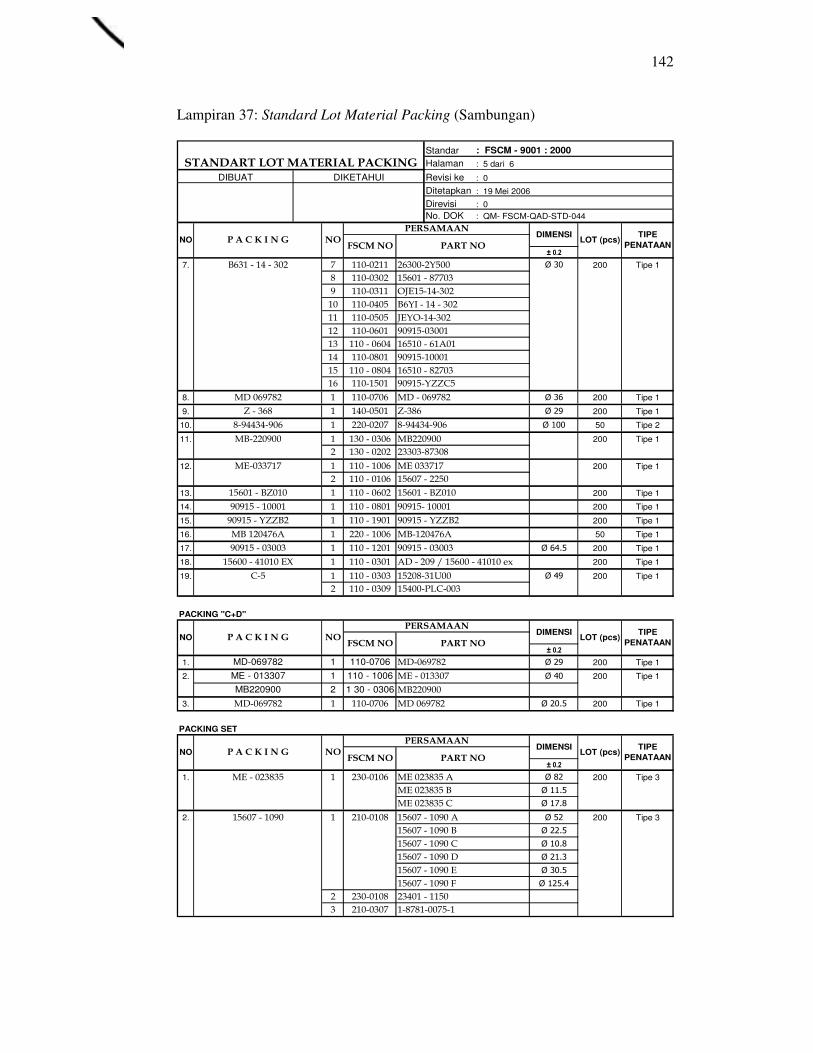
142
Lampiran 37: Standard Lot Material Packing (Sambungan)
Standar : FSCM - 9001 : 2000Halaman : 5 dari 6
Revisi ke : 0
Ditetapkan : 19 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-044
�����
7. D ���!���� ��+��!�?,�� �� 200 Tipe 1
F ���!�+�� �,����!�FDD�+
E ���!�+�� �)5�,!��!+��
�� ���!���, 8�?6�!����!�+��
�� ���!�,�, )5?�!��!+��
�� ���!���� E�E�,!�+���
�+ ����!����� ��,���!������
�� ���!�F�� E�E�,!�����
�, ����!��F�� ��,���!�F�D�+
�� ���!�,�� E�E�,!?GG#,
8. � ���!�D�� ��!���EDF� �� � 200 Tipe 1
9. � ���!�,�� G!+F� ���� 200 Tipe 1
10. � ���!���D F!E��+�!E�� ��� 50 Tipe 2
11. � �+��!��+�� 8���E�� 200 Tipe 1
� �+��!����� �++�+!FD+�F
12. � ����!����� 5��++D�D 200 Tipe 1
� ����!����� �,��D�!���,�
13. � ����!����� �,����!�8G��� 200 Tipe 1
14. � ����!��F�� E�E�,!������ 200 Tipe 1
15. � ����!��E�� E�E�,�!�?GG8� 200 Tipe 1
16. � ����!����� 8!����D�� 50 Tipe 1
17. � ����!����� E�E�,�!��+��+ ����� 200 Tipe 1
18. � ����!��+�� ���!���E�<��,����!��������; 200 Tipe 1
19. � ����!��+�+ �,��F!+�=�� ��� 200 Tipe 1
� ����!��+�E �,���!$9#!��+
PACKING "C+D"
�����
1. 1 110-0706 �!��EDF� ���� 200 Tipe 1
2. 1 110 - 1006 5�!���++�D �� 200 Tipe 1
2 1 30 - 0306 8���E��3. � ���!�D�� ����EDF� ����� 200 Tipe 1
PACKING SET
�����
1. � �+�!���� 5���+F+,�� ���� 200 Tipe 3
5���+F+,�8 ������
5���+F+,�# ������
2. � ���!���F �,��D�!���E��� ���� 200 Tipe 3
�,��D�!���E��8 ������
�,��D�!���E��# �����
�,��D�!���E��� �����
�,��D�!���E��5 �� ��
�,��D�!���E��" ������
� �+�!���F �+����!���,�
+ ���!�+�D �!FDF�!��D,!�
��
�,����!�8G���
E�E�,�!������
E�E�,�!�?GG8�
8�����D��
E�E�,�!��+��+
�,����!�������54
#!,
������� � �����
TIPE PENATAAN
���� � �DIMENSI
LOT (pcs)
������� � �����
�� �� �������� ���� ��� �����DIBUAT DIKETAHUI
��NO �� ����������
8!���E��
5!�++D�D
������� � �����
TIPE PENATAAN
DIMENSILOT (pcs)
���� � �
5�!���+F+,
�,��D�!���E�
MD-069782ME - 013307
�� ����������
NO
NO
MB220900 �!��EDF�
�� ����������
����EDF�
G�!�+�F
F!E��+�!E��
���� � �DIMENSI
LOT (pcs)TIPE
PENATAAN
��
8�+��!����!�+��

143
Lampiran 37: Standard Lot Material Packing (Sambungan)
Standar : FSCM - 9001 : 2000Halaman : 6 dari 6
Revisi ke : 0
Ditetapkan : 19 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-044
�����
3. � ���!���D �+����!��+��� ������ 200 Tipe 3
�+����!��+��8 ������
4. � ���!���D ,!�+���!�F,<��� ��, 200 Tipe 3
,!�+���!�F,<��8 ����
,!�+���!�F,<��# �
,!�+���!�F,<��� ����
,!�+���!�F,<��5 ����
5. � ���!���� +�+���!����+��� ���� 200 Tipe 3
+�+���!����+��8 ����
+�+���!����+��# ������
� ���!���� +�����!����+�
+ �+�!���� 5��+��DF
6. � ���!�+�� 5��+������ �� � 200 Tipe 3
5��+�����8 ����
5��+�����# ����
7. � ���!���� 5��+���,<���� �� � 200 Tipe 3
5��+���,<���8 �� �
5��+���,<���# ��
5��+���,<���� ������
5��+���,<���5 ����
8. � �+�!�+�� 5�ED�,,+ 200 Tipe 3
9. � �+�!���� 5��������� ������ 200 Tipe 3
5��������8 �����
10. � �+�!���� ���+��!��F����� ��� 200 Tipe 3
���+��!��F����8 ����
���+��!��F����# �����
���+��!��F����� �����
11. � �+�!���F �+���!��+� 200 Tipe 3
12. � �+��!����� ��� 200 Tipe 3
Keterangan : Tipe penataan material packing dalam kemasan plastik.
Tipe 1 Tipe 2 Tipe 3
Tampak atas Tampak atas
Tampak depan Tampak depan
$D�D�#$�D�D
5!ED�,,+
5!������
���+�!�F���
�+���!��+�
,!�+���!�F,<�
+�+���!����+�
5!�+����
5!�+���,<��
�+����!��+�
DIBUAT DIKETAHUI
NO �� ���������� ��
�� �� �������� ���� ��� �����
������� � �����
���� � �DIMENSI
LOT (pcs)TIPE
PENATAAN
4 Pcs
50 Pcs
2 Pcs
25 Pcs
2 Pcs
100 Pcs
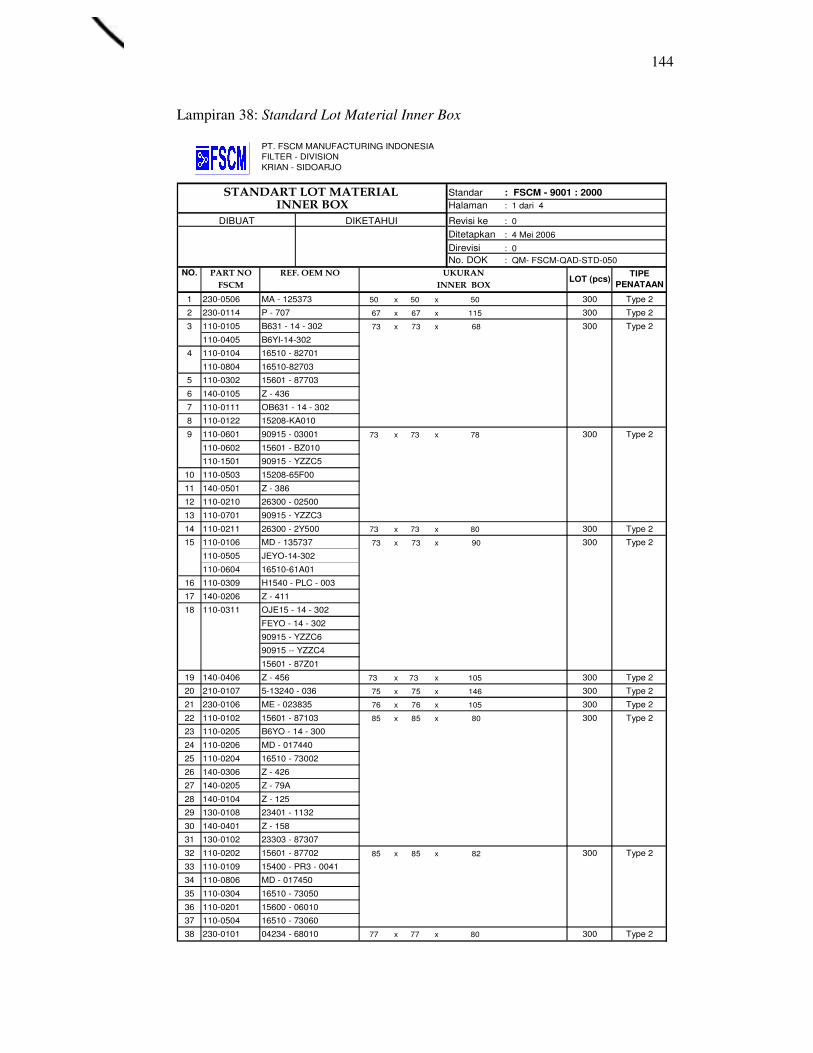
144
Lampiran 38: Standard Lot Material Inner Box
PT. FSCM MANUFACTURING INDONESIAFILTER - DIVISIONKRIAN - SIDOARJO
Standar : FSCM - 9001 : 2000Halaman : 1 dari 4
Revisi ke : 0
Ditetapkan : 4 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-050
NO. � ����� "�"� �
���� �������&�$
1 230-0506 MA - 125373 50 x 50 x 50 300 Type 2
2 230-0114 P - 707 67 x 67 x 115 300 Type 2
3 110-0105 B631 - 14 - 302 73 x 73 x 68 300 Type 2
110-0405 B6YI-14-302
4 110-0104 16510 - 82701
110-0804 16510-82703
5 110-0302 15601 - 87703
6 140-0105 Z - 436
7 110-0111 OB631 - 14 - 302
8 110-0122 15208-KA010
9 110-0601 90915 - 03001 73 x 73 x 78 300 Type 2
110-0602 15601 - BZ010
110-1501 90915 - YZZC5
10 110-0503 15208-65F00
11 140-0501 Z - 386
12 110-0210 26300 - 02500
13 110-0701 90915 - YZZC3
14 110-0211 26300 - 2Y500 73 x 73 x 80 300 Type 2
15 110-0106 MD - 135737 73 x 73 x 90 300 Type 2
110-0505 JEYO-14-302
110-0604 16510-61A01
16 110-0309 H1540 - PLC - 003
17 140-0206 Z - 411
18 110-0311 OJE15 - 14 - 302
FEYO - 14 - 302
90915 - YZZC6
90915 -- YZZC4
15601 - 87Z01
19 140-0406 Z - 456 73 x 73 x 105 300 Type 2
20 210-0107 5-13240 - 036 75 x 75 x 146 300 Type 2
21 230-0106 ME - 023835 76 x 76 x 105 300 Type 2
22 110-0102 15601 - 87103 85 x 85 x 80 300 Type 2
23 110-0205 B6YO - 14 - 300
24 110-0206 MD - 017440
25 110-0204 16510 - 73002
26 140-0306 Z - 426
27 140-0205 Z - 79A
28 140-0104 Z - 125
29 130-0108 23401 - 1132
30 140-0401 Z - 158
31 130-0102 23303 - 87307
32 110-0202 15601 - 87702 85 x 85 x 82 300 Type 2
33 110-0109 15400 - PR3 - 0041
34 110-0806 MD - 017450
35 110-0304 16510 - 73050
36 110-0201 15600 - 06010
37 110-0504 16510 - 73060
38 230-0101 04234 - 68010 77 x 77 x 80 300 Type 2
LOT (pcs)TIPE
PENATAAN
�� �� �������� ���� ��������&�$
DIBUAT DIKETAHUI
���#�������

145
Lampiran 38: Standard Lot Material Inner Box (Sambungan)
Standar : FSCM - 9001 : 2000Halaman : 2 dari 4
Revisi ke : 0
Ditetapkan : 4 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-050
NO. � ����� "�"� �
���� �������&�$
39 110-0110 26300-35506 85 x 85 x 82 300 Type 2
110-0310 26300-35500
40 110-0501 90915 - 03002 85 x 85 x 92 300 Type 2
41 140-0213 Z - 154
42 140-0313 Z - 160
43 140-0601 Z - 418
44 130-0107 5-13240-009-1
45 110-0103 15208 - H8916 85 x 85 x 105 300 Type 2
110-0203 8-97309927-0
46 110-0404 16510-83000/1/12
47 140-0203 Z - 145A
48 140-0209 Z - 148A
49 110-0407 8 - 94412-815-0
50 1230-0101 23303 - 54072/11
51 110-0401 15601 - 13010
110-0305 8173 -23 - 802
52 110-0209 15400 - PC6 - 004
53 130-0208 23401 - 1332
54 15208-H8903 INDO
55 110-0101 15601 - 33021 85 x 85 x 132 300 Type 2
56 140-0301 Z - 68
57 210-0207 5-13240 - 085/1 85 x 85 x 145 300 Type 2
58 110-0306 MD - 031805 95 x 95 x 85 300 Type 2
59 130-0206 ME - 006066
60 140-0305 Z - 142A
61 140-0109 Z - 130A
62 110-0207 8 - 94430 - 983 - 1 95 x 95 x 105 300 Type 2
63 110-0406 MD - 001445
110-0123 PF 25
64 110-0107 8 - 9420 - 1942 - 2
65 140-0106 Z - 56B
66 140-0201 Z - 10
67 110-0906 ME - 014838
68 230-0406 ME - 036478 95 x 95 x 115 300 Type 2
69 210-0106 31340 - 12030
70 110-0402 15601 - 87309 95 x 95 x 128 300 Type 2
71 130-0106 ME - 035829
72 110-0506 MD - 013661
73 230-0206 ME - 046010 95 x 95 x 145 300 Type 2
74 230-0306 ME - 971553
75 210-0206 31440 - 12030 95 x 95 x 165 300 Type 2
76 110-0301 15600 - 41010 100 x 100 x 143 300 Type 2
77 140-0101 Z - 9
78 140-0113 Z - 30
79 140-0103 Z - 115
80 230-0108 23401 - 1150 105 x 105 x 112 300 Type 2
81 210-0306 ME - 034161 105 x 105 x 207 150 Type 1
82 110-0307 5 - 13211 - 018 107 x 107 x 127 300 Type 2
110-0706 MD - 069782 NEW
83 110-0606 ME - 014833
110-1401 90915 - 03006
�� �� �������� ���� ��������&�$
DIBUAT DIKETAHUI
LOT (pcs) TIPE PENATAAN
���#�������
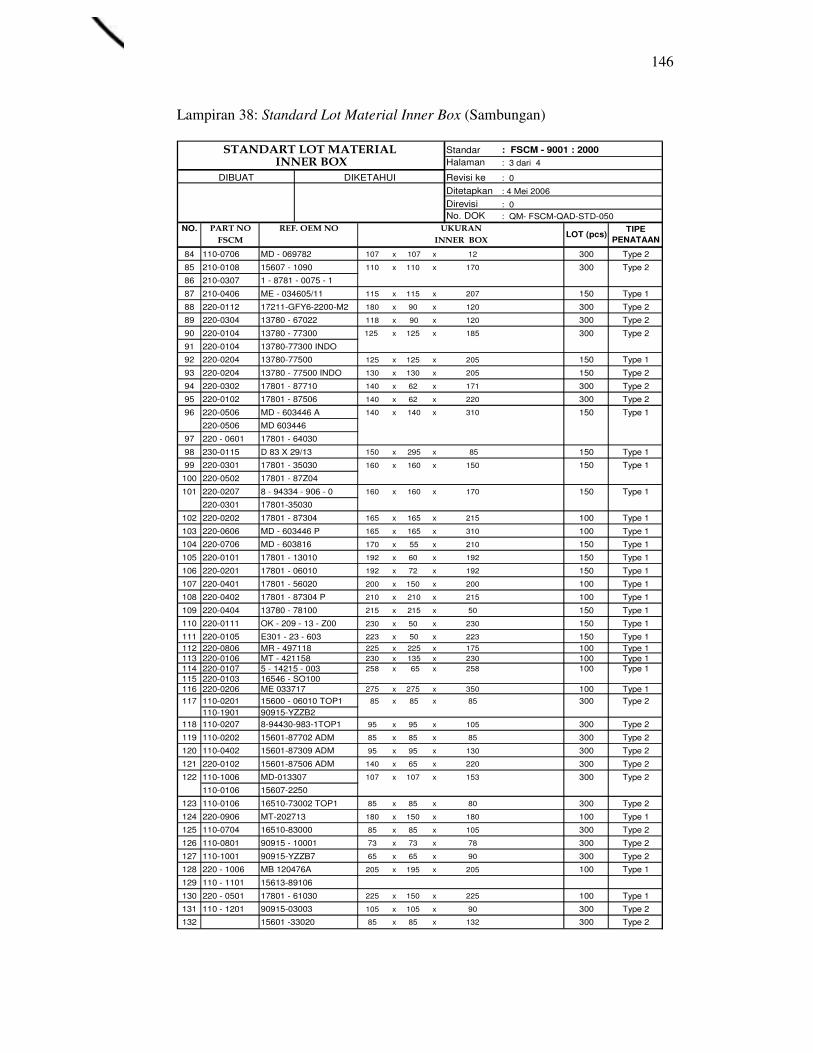
146
Lampiran 38: Standard Lot Material Inner Box (Sambungan)
Standar : FSCM - 9001 : 2000Halaman : 3 dari 4
Revisi ke : 0
Ditetapkan : 4 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-050
NO. � ����� "�"� �
���� �������&�$
84 110-0706 MD - 069782 107 x 107 x 12 300 Type 2
85 210-0108 15607 - 1090 110 x 110 x 170 300 Type 2
86 210-0307 1 - 8781 - 0075 - 1
87 210-0406 ME - 034605/11 115 x 115 x 207 150 Type 1
88 220-0112 17211-GFY6-2200-M2 180 x 90 x 120 300 Type 2
89 220-0304 13780 - 67022 118 x 90 x 120 300 Type 2
90 220-0104 13780 - 77300 125 x 125 x 185 300 Type 2
91 220-0104 13780-77300 INDO
92 220-0204 13780-77500 125 x 125 x 205 150 Type 1
93 220-0204 13780 - 77500 INDO 130 x 130 x 205 150 Type 2
94 220-0302 17801 - 87710 140 x 62 x 171 300 Type 2
95 220-0102 17801 - 87506 140 x 62 x 220 300 Type 2
96 220-0506 MD - 603446 A 140 x 140 x 310 150 Type 1
220-0506 MD 603446
97 220 - 0601 17801 - 64030
98 230-0115 D 83 X 29/13 150 x 295 x 85 150 Type 1
99 220-0301 17801 - 35030 160 x 160 x 150 150 Type 1
100 220-0502 17801 - 87Z04
101 220-0207 8 - 94334 - 906 - 0 160 x 160 x 170 150 Type 1
220-0301 17801-35030
102 220-0202 17801 - 87304 165 x 165 x 215 100 Type 1
103 220-0606 MD - 603446 P 165 x 165 x 310 100 Type 1
104 220-0706 MD - 603816 170 x 55 x 210 150 Type 1
105 220-0101 17801 - 13010 192 x 60 x 192 150 Type 1
106 220-0201 17801 - 06010 192 x 72 x 192 150 Type 1
107 220-0401 17801 - 56020 200 x 150 x 200 100 Type 1
108 220-0402 17801 - 87304 P 210 x 210 x 215 100 Type 1
109 220-0404 13780 - 78100 215 x 215 x 50 150 Type 1
110 220-0111 OK - 209 - 13 - Z00 230 x 50 x 230 150 Type 1
111 220-0105 E301 - 23 - 603 223 x 50 x 223 150 Type 1112 220-0806 MR - 497118 225 x 225 x 175 100 Type 1113 220-0106 MT - 421158 230 x 135 x 230 100 Type 1114 220-0107 5 - 14215 - 003 258 x 65 x 258 100 Type 1115 220-0103 16546 - SO100116 220-0206 ME 033717 275 x 275 x 350 100 Type 1117 110-0201 15600 - 06010 TOP1 85 x 85 x 85 300 Type 2
110-1901 90915-YZZB2118 110-0207 8-94430-983-1TOP1 95 x 95 x 105 300 Type 2
119 110-0202 15601-87702 ADM 85 x 85 x 85 300 Type 2
120 110-0402 15601-87309 ADM 95 x 95 x 130 300 Type 2
121 220-0102 15601-87506 ADM 140 x 65 x 220 300 Type 2
122 110-1006 MD-013307 107 x 107 x 153 300 Type 2
110-0106 15607-2250
123 110-0106 16510-73002 TOP1 85 x 85 x 80 300 Type 2
124 220-0906 MT-202713 180 x 150 x 180 100 Type 1
125 110-0704 16510-83000 85 x 85 x 105 300 Type 2
126 110-0801 90915 - 10001 73 x 73 x 78 300 Type 2
127 110-1001 90915-YZZB7 65 x 65 x 90 300 Type 2
128 220 - 1006 MB 120476A 205 x 195 x 205 100 Type 1
129 110 - 1101 15613-89106
130 220 - 0501 17801 - 61030 225 x 150 x 225 100 Type 1
131 110 - 1201 90915-03003 105 x 105 x 90 300 Type 2
132 15601 -33020 85 x 85 x 132 300 Type 2
�� �� �������� ���� ��������&�$
DIBUAT DIKETAHUI
���#�������LOT (pcs)
TIPE PENATAAN
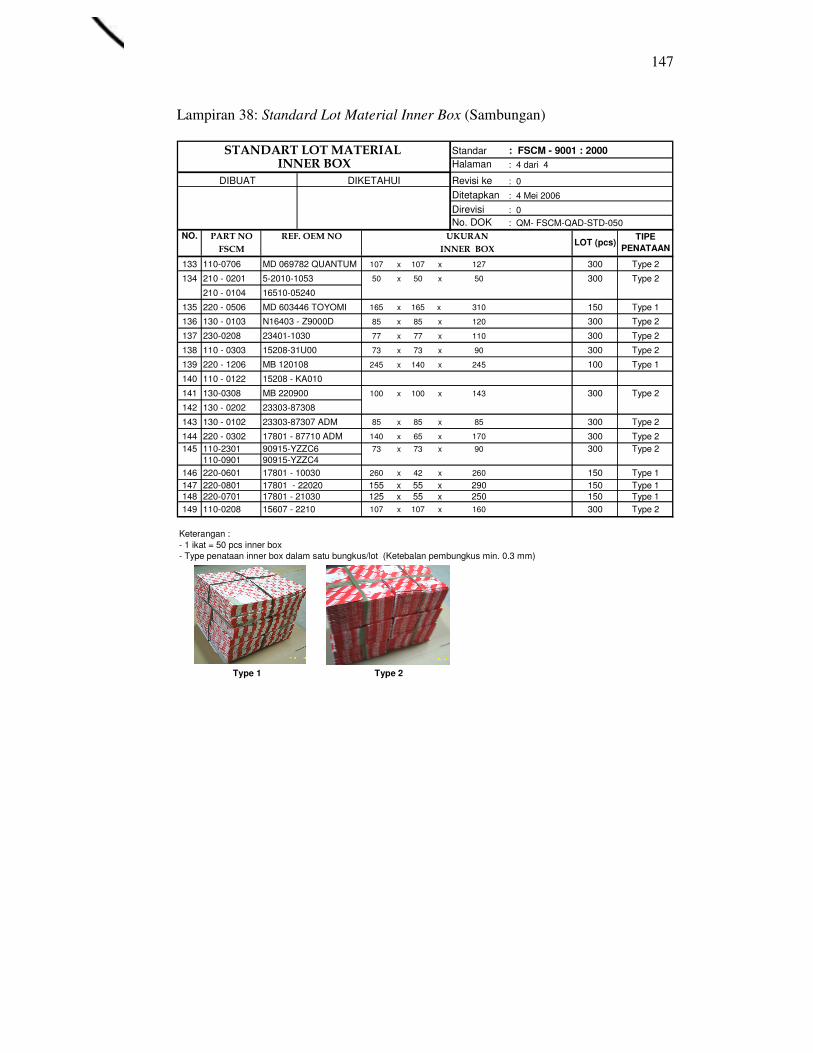
147
Lampiran 38: Standard Lot Material Inner Box (Sambungan)
Standar : FSCM - 9001 : 2000Halaman : 4 dari 4
Revisi ke : 0
Ditetapkan : 4 Mei 2006
Direvisi : 0No. DOK : QM- FSCM-QAD-STD-050
NO. � ����� "�"� �
���� �������&�$
133 110-0706 MD 069782 QUANTUM 107 x 107 x 127 300 Type 2
134 210 - 0201 5-2010-1053 50 x 50 x 50 300 Type 2
210 - 0104 16510-05240
135 220 - 0506 MD 603446 TOYOMI 165 x 165 x 310 150 Type 1
136 130 - 0103 N16403 - Z9000D 85 x 85 x 120 300 Type 2
137 230-0208 23401-1030 77 x 77 x 110 300 Type 2
138 110 - 0303 15208-31U00 73 x 73 x 90 300 Type 2
139 220 - 1206 MB 120108 245 x 140 x 245 100 Type 1
140 110 - 0122 15208 - KA010
141 130-0308 MB 220900 100 x 100 x 143 300 Type 2
142 130 - 0202 23303-87308
143 130 - 0102 23303-87307 ADM 85 x 85 x 85 300 Type 2
144 220 - 0302 17801 - 87710 ADM 140 x 65 x 170 300 Type 2145 110-2301 90915-YZZC6 73 x 73 x 90 300 Type 2
110-0901 90915-YZZC4146 220-0601 17801 - 10030 260 x 42 x 260 150 Type 1147 220-0801 17801 - 22020 155 x 55 x 290 150 Type 1148 220-0701 17801 - 21030 125 x 55 x 250 150 Type 1149 110-0208 15607 - 2210 107 x 107 x 160 300 Type 2
Keterangan :- 1 ikat = 50 pcs inner box- Type penataan inner box dalam satu bungkus/lot (Ketebalan pembungkus min. 0.3 mm)
���#�������LOT (pcs)
TIPE PENATAAN
�� �� �������� ���� ��������&�$
DIBUAT DIKETAHUI
Type 1 Type 2
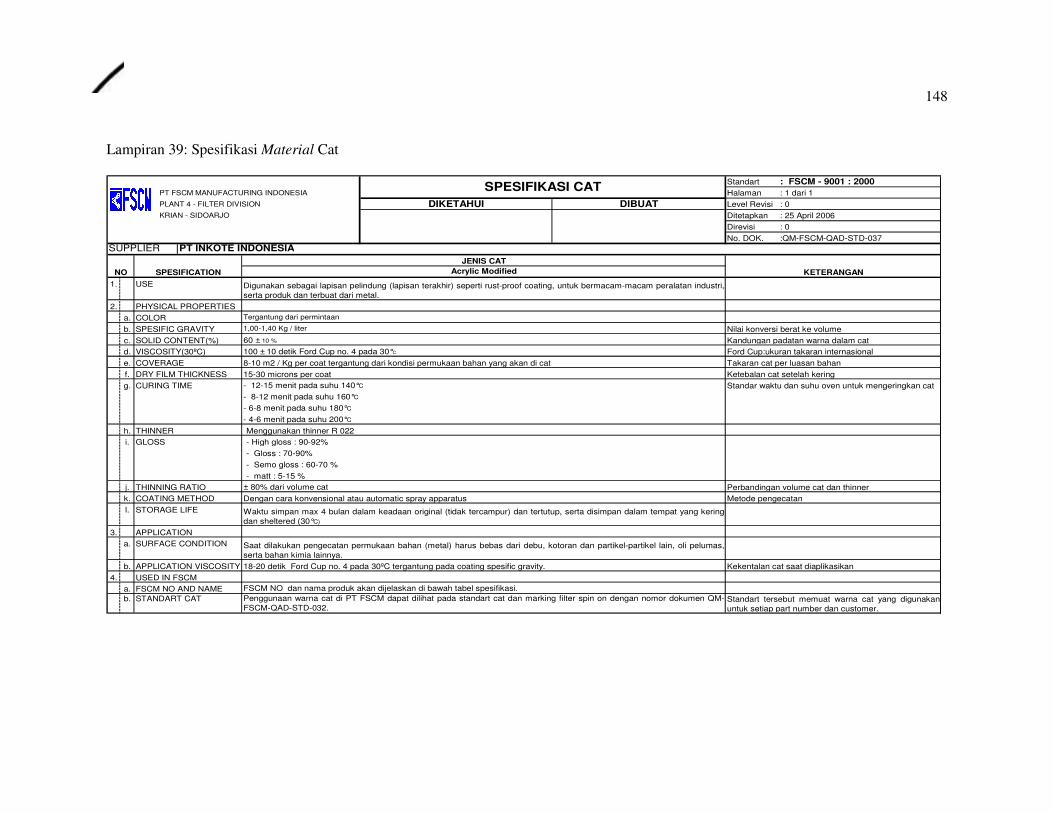
148
Lampiran 39: Spesifikasi Material Cat
Standart : FSCM - 9001 : 2000 PT FSCM MANUFACTURING INDONESIA Halaman : 1 dari 1 PLANT 4 - FILTER DIVISION Level Revisi : 0 KRIAN - SIDOARJO Ditetapkan : 25 April 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-037
SUPPLIER PT INKOTE INDONESIA
1. USE
2. PHYSICAL PROPERTIESa. COLOR Tergantung dari permintaan
b. SPESIFIC GRAVITY 1,00-1,40 Kg / liter Nilai konversi berat ke volumec. SOLID CONTENT(%) 60 ± 10 % Kandungan padatan warna dalam catd. VISCOSITY(30ºC) 100 ± 10 detik Ford Cup no. 4 pada 30°C Ford Cup:ukuran takaran internasionale. COVERAGE 8-10 m2 / Kg per coat tergantung dari kondisi permukaan bahan yang akan di cat Takaran cat per luasan bahanf. DRY FILM THICKNESS 15-30 microns per coat Ketebalan cat setelah keringg. CURING TIME - 12-15 menit pada suhu 140°C Standar waktu dan suhu oven untuk mengeringkan cat
- 8-12 menit pada suhu 160°C
- 6-8 menit pada suhu 180°C
- 4-6 menit pada suhu 200°C
h. THINNER Menggunakan thinner R 022i. GLOSS - High gloss : 90-92%
- Gloss : 70-90%- Semo gloss : 60-70 %- matt : 5-15 %
j. THINNING RATIO ± 80% dari volume cat Perbandingan volume cat dan thinnerk. COATING METHOD Dengan cara konvensional atau automatic spray apparatus Metode pengecatanl. STORAGE LIFE
3. APPLICATIONa. SURFACE CONDITION
b. APPLICATION VISCOSITY 18-20 detik Ford Cup no. 4 pada 30ºC tergantung pada coating spesific gravity. Kekentalan cat saat diaplikasikan4. USED IN FSCM
a. FSCM NO AND NAME FSCM NO dan nama produk akan dijelaskan di bawah tabel spesifikasi.b. STANDART CAT
NO SPESIFICATION
Saat dilakukan pengecatan permukaan bahan (metal) harus bebas dari debu, kotoran dan partikel-partikel lain, oli pelumas,serta bahan kimia lainnya.
Penggunaan warna cat di PT FSCM dapat dilihat pada standart cat dan marking filter spin on dengan nomor dokumen QM-FSCM-QAD-STD-032.
Standart tersebut memuat warna cat yang digunakanuntuk setiap part number dan customer.
Digunakan sebagai lapisan pelindung (lapisan terakhir) seperti rust-proof coating, untuk bermacam-macam peralatan industri,serta produk dan terbuat dari metal.
Waktu simpan max 4 bulan dalam keadaan original (tidak tercampur) dan tertutup, serta disimpan dalam tempat yang keringdan sheltered (30°C)
SPESIFIKASI CATDIBUATDIKETAHUI
KETERANGANJENIS CAT
Acrylic Modified
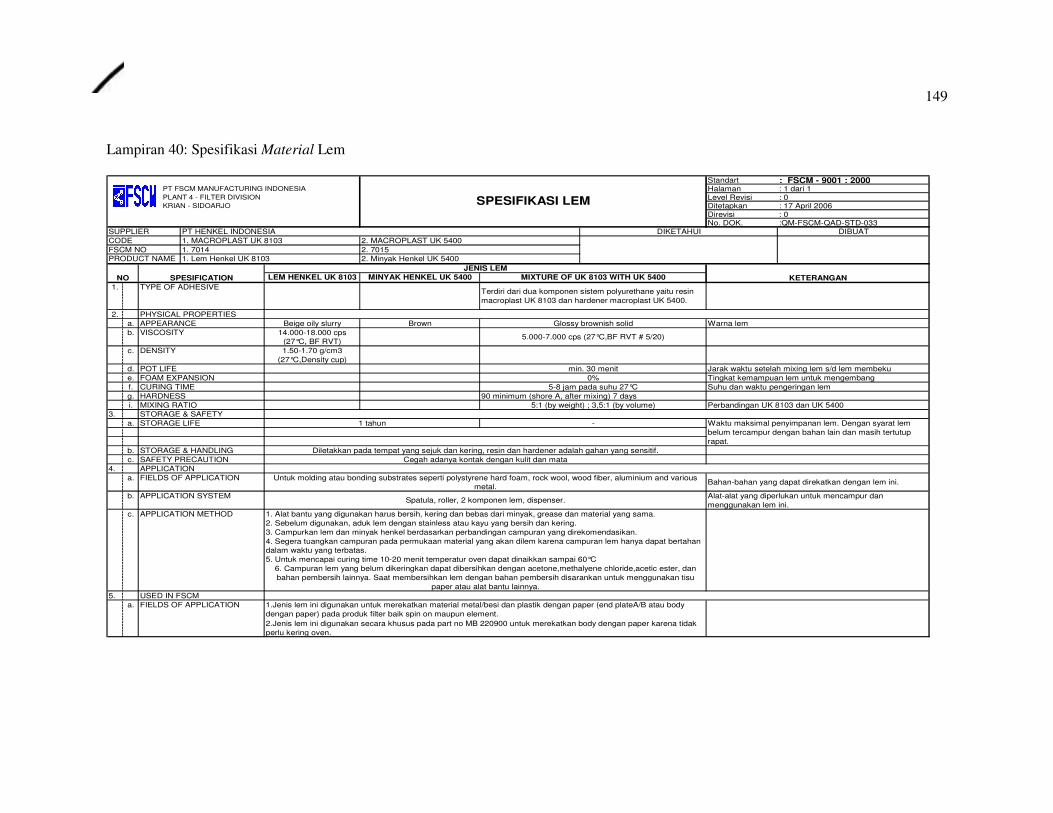
149
Lampiran 40: Spesifikasi Material Lem
Standart : FSCM - 9001 : 2000 PT FSCM MANUFACTURING INDONESIA Halaman : 1 dari 1 PLANT 4 - FILTER DIVISION Level Revisi : 0 KRIAN - SIDOARJO Ditetapkan : 17 April 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-033
SUPPLIER PT HENKEL INDONESIA DIKETAHUICODE 1. MACROPLAST UK 8103 2. MACROPLAST UK 5400 FSCM NO 1. 7014 2. 7015PRODUCT NAME 1. Lem Henkel UK 8103 2. Minyak Henkel UK 5400
JENIS LEM
1. TYPE OF ADHESIVE
2. PHYSICAL PROPERTIESa. APPEARANCE Warna lem b. VISCOSITY
c. DENSITY
d. POT LIFE Jarak waktu setelah mixing lem s/d lem membekue. FOAM EXPANSION Tingkat kemampuan lem untuk mengembangf. CURING TIME Suhu dan waktu pengeringan lemg. HARDNESS 90 minimum (shore A, after mixing) 7 daysi. MIXING RATIO Perbandingan UK 8103 dan UK 5400
3. STORAGE & SAFETYa. STORAGE LIFE
b. STORAGE & HANDLINGc. SAFETY PRECAUTION
4. APPLICATIONa. FIELDS OF APPLICATION
b. APPLICATION SYSTEM
c. APPLICATION METHOD 1. Alat bantu yang digunakan harus bersih, kering dan bebas dari minyak, grease dan material yang sama.2. Sebelum digunakan, aduk lem dengan stainless atau kayu yang bersih dan kering.3. Campurkan lem dan minyak henkel berdasarkan perbandingan campuran yang direkomendasikan.
5. Untuk mencapai curing time 10-20 menit temperatur oven dapat dinaikkan sampai 60°C
5. USED IN FSCMa. FIELDS OF APPLICATION
2.Jenis lem ini digunakan secara khusus pada part no MB 220900 untuk merekatkan body dengan paper karena tidak perlu kering oven.
Waktu maksimal penyimpanan lem. Dengan syarat lem belum tercampur dengan bahan lain dan masih tertutup rapat.
4. Segera tuangkan campuran pada permukaan material yang akan dilem karena campuran lem hanya dapat bertahan dalam waktu yang terbatas.
6. Campuran lem yang belum dikeringkan dapat dibersihkan dengan acetone,methalyene chloride,acetic ester, dan bahan pembersih lainnya. Saat membersihkan lem dengan bahan pembersih disarankan untuk menggunakan tisu
paper atau alat bantu lainnya.
1.Jenis lem ini digunakan untuk merekatkan material metal/besi dan plastik dengan paper (end plateA/B atau body dengan paper) pada produk filter baik spin on maupun element.
Cegah adanya kontak dengan kulit dan mata
Untuk molding atau bonding substrates seperti polystyrene hard foam, rock wool, wood fiber, aluminium and various metal.
Bahan-bahan yang dapat direkatkan dengan lem ini.
Spatula, roller, 2 komponen lem, dispenser. Alat-alat yang diperlukan untuk mencampur dan menggunakan lem ini.
DIBUAT
NO SPESIFICATION KETERANGANLEM HENKEL UK 8103 MIXTURE OF UK 8103 WITH UK 5400
min. 30 menit
Terdiri dari dua komponen sistem polyurethane yaitu resin macroplast UK 8103 dan hardener macroplast UK 5400.
Beige oily slurry Glossy brownish solidBrown
SPESIFIKASI LEM
14.000-18.000 cps (27°C, BF RVT)
5.000-7.000 cps (27°C,BF RVT # 5/20)
1.50-1.70 g/cm3 (27°C,Density cup)
MINYAK HENKEL UK 5400
1 tahun
Diletakkan pada tempat yang sejuk dan kering, resin dan hardener adalah gahan yang sensitif.
0%5-8 jam pada suhu 27°C
5:1 (by weight) ; 3,5:1 (by volume)
-
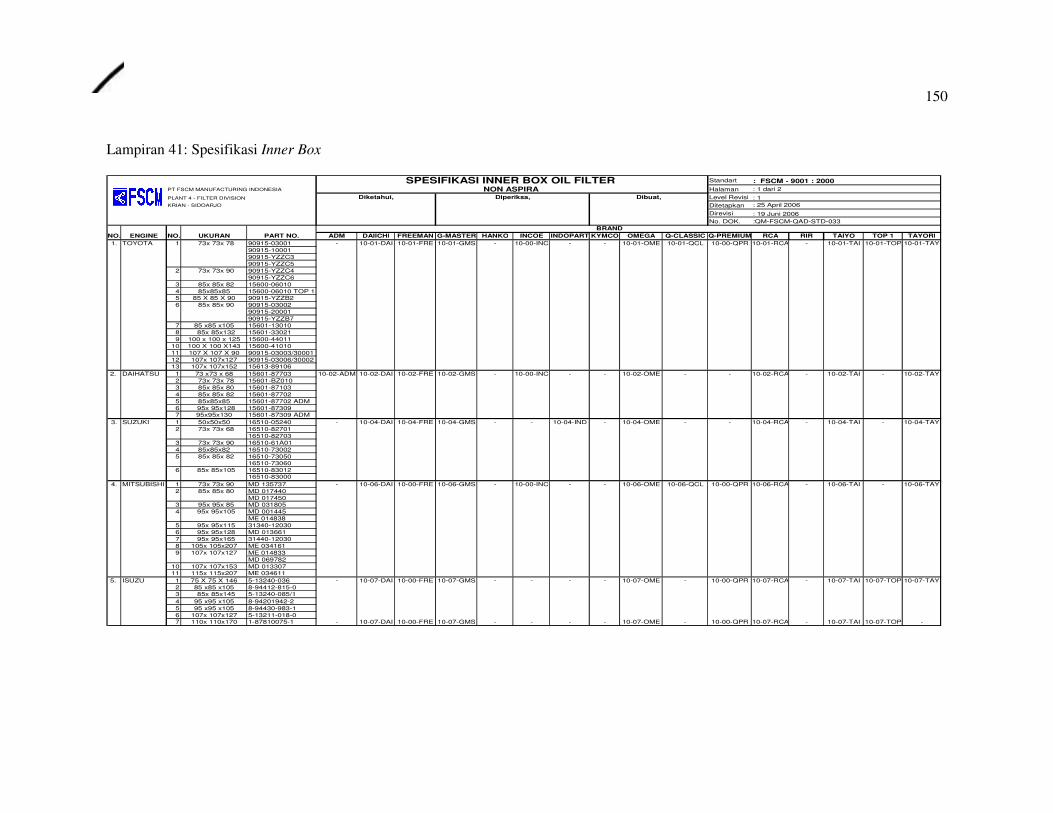
150
Lampiran 41: Spesifikasi Inner Box
SPESIFIKASI INNER BOX OIL FILTER Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING INDONESIA NON ASPIRA Halaman : 1 dari 2
PLANT 4 - FILTER DIVISION Diketahui, Diperiksa, Dibuat, Level Revisi : 1KRIAN - SIDOARJO Ditetapkan : 25 April 2006
Direvisi : 19 Juni 2006No. DOK. :QM-FSCM-QAD-STD-033
ADM DAIICHI FREEMAN G-MASTER HANKO INCOE INDOPART KYMCO OMEGA Q-CLASSIC Q-PREMIUM RCA RIR TAIYO TOP 1 TAYORI1. TOYOTA 1 73x 73x 78 90915-03001 - 10-01-DAI 10-01-FRE 10-01-GMS - 10-00-INC - - 10-01-OME 10-01-QCL 10-00-QPR 10-01-RCA - 10-01-TAI 10-01-TOP 10-01-TAY
90915-1000190915-YZZC390915-YZZC5
2 73x 73x 90 90915-YZZC490915-YZZC6
3 85x 85x 82 15600-060104 85x85x85 15600-06010 TOP 15 85 X 85 X 90 90915-YZZB26 85x 85x 90 90915-03002
90915-2000190915-YZZB7
7 85 x85 x105 15601-130108 85x 85x132 15601-330219 100 x 100 x 125 15600-44011
10 100 X 100 X143 15600-4101011 107 X 107 X 90 90915-03003/3000112 107x 107x127 90915-03006/3000213 107x 107x152 15613-89106
2. DAIHATSU 1 73 x73 x 68 15601-87703 10-02-ADM 10-02-DAI 10-02-FRE 10-02-GMS - 10-00-INC - - 10-02-OME - - 10-02-RCA - 10-02-TAI - 10-02-TAY2 73x 73x 78 15601-BZ0103 85x 85x 80 15601-871034 85x 85x 82 15601-877025 85x85x85 15601-87702 ADM6 95x 95x128 15601-873097 95x95x130 15601-87309 ADM
3. SUZUKI 1 50x50x50 16510-05240 - 10-04-DAI 10-04-FRE 10-04-GMS - - 10-04-IND - 10-04-OME - - 10-04-RCA - 10-04-TAI - 10-04-TAY2 73x 73x 68 16510-82701
16510-827033 73x 73x 90 16510-61A014 85x85x82 16510-730025 85x 85x 82 16510-73050
16510-730606 85x 85x105 16510-83012
16510-830004. MITSUBISHI 1 73x 73x 90 MD 135737 - 10-06-DAI 10-00-FRE 10-06-GMS - 10-00-INC - - 10-06-OME 10-06-QCL 10-00-QPR 10-06-RCA - 10-06-TAI - 10-06-TAY
2 85x 85x 80 MD 017440MD 017450
3 95x 95x 85 MD 0318054 95x 95x105 MD 001445
ME 0148385 95x 95x115 31340-120306 95x 95x128 MD 0136617 95x 95x165 31440-120308 105x 105x207 ME 0341619 107x 107x127 ME 014833
MD 06978210 107x 107x153 MD 01330711 115x 115x207 ME 034611
5. ISUZU 1 75 X 75 X 146 5-13240-036 - 10-07-DAI 10-00-FRE 10-07-GMS - - - - 10-07-OME - 10-00-QPR 10-07-RCA - 10-07-TAI 10-07-TOP 10-07-TAY2 85 x85 x105 8-94412-815-03 85x 85x145 5-13240-085/14 95 x95 x105 8-94201942-25 95 x95 x105 8-94430-983-16 107x 107x127 5-13211-018-07 110x 110x170 1-87810075-1 - 10-07-DAI 10-00-FRE 10-07-GMS - - - - 10-07-OME - 10-00-QPR 10-07-RCA - 10-07-TAI 10-07-TOP -
UKURANBRAND
NO. ENGINE NO. PART NO.

151
Lampiran 41: Spesifikasi Inner Box (Sambungan)
SPESIFIKASI INNER BOX OIL FILTER Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING INDONESIA NON ASPIRA Halaman : 2 dari 2
PLANT 4 - FILTER DIVISION Diketahui, Diperiksa, Dibuat, Level Revisi : 1KRIAN - SIDOARJO Ditetapkan : 25 April 2006
Direvisi : 19 Juni 2006No. DOK. :QM-FSCM-QAD-STD-033
ADM DAIICHI FREEMAN G-MASTER HANKO INCOE INDOPART KYMCO OMEGA Q-CLASSIC Q-PREMIUM RCA RIR TAIYO TOP 1 TAYORI6. HINO 1 107x 107x152 15607-1480AC - - 10-08-GMS - - - 10-08-OME - 10-00-QPR 10-08-RCA - - -
2 110x 110x170 15607-10907. MAZDA 1 73x 73x 68 B631-14-302 - 10-05-DAI - 10-05-GMS - 10-00-INC - - 10-05-OME - - 10-05-RCA - 10-05-TAI - -
B6Y1-14-3022 73 X 73 X 90 JEYO-14-3023 85x 85x 80 B6Y0-14-3004 85 x85 x105 8173-23-802/8173
8. HONDA 1 85x 85x 82 15400-PR3-004 - 10-09-DAI - 10-09-GMS - - - - 10-09-OME - 10-00-QPR 10-09-RCA - 10-09-TAI - -2 85 x85 x105 15400-PC6-004
9. HYUNDAI 1 73 x73 x 78 26300-02500 - 10-10-DAI 10-10-GMS - - - - 10-10-OME - 10-00-QPR 10-10-RCA 10-10-TAI - -2 85 x85 x82 26300-35056 - -
26300-3550010. KIA 1 73 x73 x 68 OB631-14-302 - 10-11-DAI - 10-11-GMS - - - - 10-11-OME - - 10-11-RCA - 10-11-TAI - -
2 73 x73 x 80 26300-2Y5003 73 x73 x 90 OJE 15-14-302
11. NISSAN 1 73x 73x78 15208-65F00 - 10-03-DAI - 10-03-GMS - - - - 10-03-OME - - 10-03-RCA - 10-03-TAI - -15208-65F00/Z-445
2 73x 73x 90 15208-31U0015208-31U00/Z-547
3 85x 85x105 15208-H8911/168-97309927-015208-H8991
12. AC DELCO 1 95 X 95 X 105 PF 25 - - - - - - - - - - - - - - -13. SUBARU 1 73x 73x 68 15208-KA010 - - - - - - - - - - - - - - -14. KAWASAKI 1 50 X 50 X 50 5-2010-1053 - - - 10-21-HAN - - - - - - 10-21-RIR - - -
BRANDNO. ENGINE NO. PART NO.UKURAN

152
Lampiran 41: Spesifikasi Inner Box (Sambungan)
SPESIFIKASI INNER BOX FUEL FILTER Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING INDONESIA NON ASPIRA Halaman : 1 dari 2
PLANT 4 - FILTER DIVISION Diketahui, Diperiksa, Dibuat, Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 19 Juni 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-034
ADM DAIICHI FREEMAN G-MASTER HANKO INCOE NIJI KYMCO OMEGA Q-CLASSICQ-PREMIUM RCA RIR TAIYO TOP 1 TAYORI1. TOYOTA 1 77x77x80 04234-68010 30-01-DAI - 30-01-GMS - 30-01-INC - 30-01-OME - 30-01-QPR 30-01-RCA - 30-01-TAI - -
2 85 x85 x105 23303-540112. DAIHATSU 1 85 x85 x 80 23303-87307 30-02-DAI 30-02-FRE 30-02-GMS - - - 30-02-OME - - 30-02-RCA - - - 30-02-TAY
2 100x 100x143 23303-873083. MITSUBISHI 1 76x 76x105 ME 023835 30-06-DAI 30-06-FRE 30-06-GMS - - - 30-06-OME - - 30-06-RCA - 30-06-TAI - -
2 95 x 95x 85 ME 0060663 95x 95x115 ME 0364784 95x 95x128 ME 0358295 95x 95x145 ME 046010
ME 9715536 100x 100x143 MB 220900
4. ISUZU 1 85x 85x 92 5-13240-009-1 30-07-DAI - 30-07-GMS - - - 30-07-OME - - 30-07-RCA - 30-07-TAI - 30-07-TAY5. HINO 1 77x77x110 23401-1030 - - - - - 30-08-OME - - - - - - -
2 85 x85 x 80 23401-11323 85 x85 x105 23401-13324 105x 105x112 23401-1150
6. NISSAN 85x 85x120 N16403-Z9000D - - - - - - - - - - - - - -7. YANMAR 150 X 295 X 85 D 83 X 29/13 - - - - - - - - - - - - - -8. MERCEDES 67x 67x115 P-707 - - - - - - - - - - - - - -
BRANDPART NO.NO. ENGINE NO. UKURAN
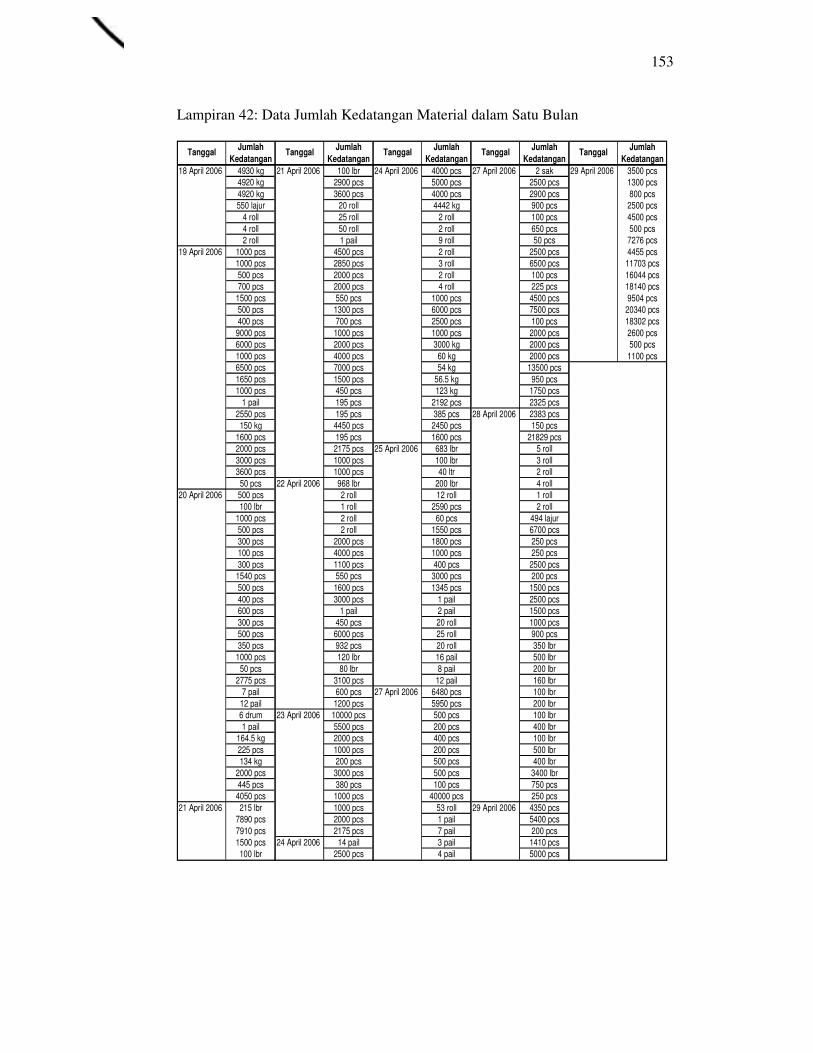
153
Lampiran 42: Data Jumlah Kedatangan Material dalam Satu Bulan
18 April 2006 4930 kg 21 April 2006 100 lbr 24 April 2006 4000 pcs 27 April 2006 2 sak 29 April 2006 3500 pcs4920 kg 2900 pcs 5000 pcs 2500 pcs 1300 pcs4920 kg 3600 pcs 4000 pcs 2900 pcs 800 pcs550 lajur 20 roll 4442 kg 900 pcs 2500 pcs
4 roll 25 roll 2 roll 100 pcs 4500 pcs4 roll 50 roll 2 roll 650 pcs 500 pcs2 roll 1 pail 9 roll 50 pcs 7276 pcs
19 April 2006 1000 pcs 4500 pcs 2 roll 2500 pcs 4455 pcs1000 pcs 2850 pcs 3 roll 6500 pcs 11703 pcs500 pcs 2000 pcs 2 roll 100 pcs 16044 pcs700 pcs 2000 pcs 4 roll 225 pcs 18140 pcs
1500 pcs 550 pcs 1000 pcs 4500 pcs 9504 pcs500 pcs 1300 pcs 6000 pcs 7500 pcs 20340 pcs400 pcs 700 pcs 2500 pcs 100 pcs 18302 pcs
9000 pcs 1000 pcs 1000 pcs 2000 pcs 2600 pcs6000 pcs 2000 pcs 3000 kg 2000 pcs 500 pcs1000 pcs 4000 pcs 60 kg 2000 pcs 1100 pcs6500 pcs 7000 pcs 54 kg 13500 pcs1650 pcs 1500 pcs 56.5 kg 950 pcs1000 pcs 450 pcs 123 kg 1750 pcs
1 pail 195 pcs 2192 pcs 2325 pcs2550 pcs 195 pcs 385 pcs 28 April 2006 2383 pcs150 kg 4450 pcs 2450 pcs 150 pcs
1600 pcs 195 pcs 1600 pcs 21829 pcs2000 pcs 2175 pcs 25 April 2006 683 lbr 5 roll3000 pcs 1000 pcs 100 lbr 3 roll3600 pcs 1000 pcs 40 ltr 2 roll
50 pcs 22 April 2006 968 lbr 200 lbr 4 roll20 April 2006 500 pcs 2 roll 12 roll 1 roll
100 lbr 1 roll 2590 pcs 2 roll1000 pcs 2 roll 60 pcs 494 lajur500 pcs 2 roll 1550 pcs 6700 pcs300 pcs 2000 pcs 1800 pcs 250 pcs100 pcs 4000 pcs 1000 pcs 250 pcs300 pcs 1100 pcs 400 pcs 2500 pcs
1540 pcs 550 pcs 3000 pcs 200 pcs500 pcs 1600 pcs 1345 pcs 1500 pcs400 pcs 3000 pcs 1 pail 2500 pcs600 pcs 1 pail 2 pail 1500 pcs300 pcs 450 pcs 20 roll 1000 pcs500 pcs 6000 pcs 25 roll 900 pcs350 pcs 932 pcs 20 roll 350 lbr
1000 pcs 120 lbr 16 pail 500 lbr50 pcs 80 lbr 8 pail 200 lbr
2775 pcs 3100 pcs 12 pail 160 lbr7 pail 600 pcs 27 April 2006 6480 pcs 100 lbr
12 pail 1200 pcs 5950 pcs 200 lbr6 drum 23 April 2006 10000 pcs 500 pcs 100 lbr1 pail 5500 pcs 200 pcs 400 lbr
164.5 kg 2000 pcs 400 pcs 100 lbr225 pcs 1000 pcs 200 pcs 500 lbr134 kg 200 pcs 500 pcs 400 lbr
2000 pcs 3000 pcs 500 pcs 3400 lbr445 pcs 380 pcs 100 pcs 750 pcs
4050 pcs 1000 pcs 40000 pcs 250 pcs21 April 2006 215 lbr 1000 pcs 53 roll 29 April 2006 4350 pcs
7890 pcs 2000 pcs 1 pail 5400 pcs7910 pcs 2175 pcs 7 pail 200 pcs1500 pcs 24 April 2006 14 pail 3 pail 1410 pcs100 lbr 2500 pcs 4 pail 5000 pcs
Tanggal Jumlah Kedatangan
Tanggal Jumlah Kedatangan
Tanggal Jumlah Kedatangan
Tanggal Jumlah Kedatangan
Tanggal Jumlah Kedatangan

154
Lampiran 43: Standard Pengambilan Sampling Material
Standart : FSCM - 9001 : 2000 PT FSCM MANUFACTURING Halaman : 1 dari 7 PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 30 Mei 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-058
1 RAW MATERIAL1.1. Paper - Dimensi
- Quantity & Berat
1.2. Plate - Dimensi Roll meter
- Trial : - AC = 0 pcs - RE = 1 pcs- Quantity & Berat Surat Jalan
1.3. SWRH - Dimensi Vernier Caliper- Visual (tidak berkarat)- Quantity & Berat Surat Jalan
2 CONSUMABLE MATERIAL2.1. Cat Visual
2.2. Lem Visual
2.3. Thinner Visual
Keterangan:- AC : jumlah kecacatan material yang dapat diterima (pcs) per sampling material.- RE : jumlah kecacatan material (pcs) per sampling material saat diterbitkan Non Conforming Report.- Jumlah sampling material diambil berdasarkan jumlah dan tipe material yang datang.
No. Material Check Method Alat/Metode Ukur
- Visual (tidak berkarat, tidak keriput, tidak bergelombang, tidak baret)
Bandingkan dengan Packing List
Setiap CoilReject setiap coil bermasalah/cacat
- Bila secara visual, bahan stampak bermasalah lakukan trial bahan sebanyak 5pcs komponen.
Checksheet SupplierSetiap pail
Reject setiap pail lot bermasalah
Setiap CoilReject setiap coil bermasalah/cacat
Checksheet SupplierSetiap drum/kaleng/kemasan
Reject setiap drum/kaleng/kemasan bermasalah
Checksheet SupplierSetiap drum
Reject setiap drum lotbermasalah
- Bahan diterima bila trial OK, bahan reject hasil trial NG (terbitkan NCR)
STANDARDPENGAMBILAN SAMPLING MATERIAL
DIBUATDIKETAHUI
Setiap Coil
Standard METODE INSPEKSI

155
Lampiran 43: Standard Pengambilan Sampling Material (Sambungan)
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 2 dari 7
PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 30 Mei 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-058
3 ADDITIONAL COMPONENT3.1. Packing - Dimensi Vernier Caliper
Hardness tester
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
3.2. Inner Box - Dimensi (P x L x T )
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
3.3. Outer Box - Dimensi (P x L x T ) Roll meter
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
3.4. Sarang - Dimensi (P x L x T ) Roll meter
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
3.5. Layer - Dimensi (Panjang&lebar) Roll meter
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
3.6. Shrink Film - Dimensi (Diameter & tebal) Digital vernier caliper Tebal 0.02-0.03 �m- Trial Oven shrink film
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
3.7. Harmaflek - Dimensi (PxLxtebal) Roll meter- Visual
3.8. Kertas Kref Visual
Keterangan:- Pengambilan sampling diatas dilakukan secara acak/random pada seluruh lot material.- Acceptance Quality Level (tingkat kualitas yang diterima) : 0.25 %- AC : jumlah kecacatan material yang dapat diterima (pcs) per sampling material.- RE : jumlah kecacatan material (pcs) per sampling material saat diterbitkan Non Conforming Report.- Jumlah sampling material diambil berdasarkan jumlah dan tipe material yang datang.- Metode inspeksi yang digunakan pada awal penerapan standard adalah inspeksi normal.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi longgar bila selama 3 bulan berturut-turut Reject Ratio Supplier < 0.25 % dan harus ada memo dari Quality Assurance yang mengijinkan inspeksi untuk supplier tersebut diubah menjadi inspeksi longgar. Sebaliknya, akan kembali ke inspeksi normal bila ada 1 lot kedatangan saja yang mendapat Non Conforming Report.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi ketat bila pada bulan lalu Reject Ratio Supplier tersebut � 1 % atau selama 3 bulan berturut-turut Reject Ratio Supplier tersebut > 0.5%. Sebaliknya, akan kembali ke inspeksi normal bila pada bulan lalu Reject Ratio Supplier tersebut < 0.5 %.- Reject ratio diperoleh dari Raport Supplier yang diterbitkan PT FSCM Plant 4 setiap bulan.
AC : 0 pcs RE : 1 pcs
AC : 0 pcs RE : 1 pcs50 pcs 125 pcs 200 pcs
3 pcs per lot kedatangan
8 pcs
RE : 1 pcs
3 pcs per lot kedatangan5 pcs per lot kedatangan
50 pcs 125 pcs
Setiap lembar
Setiap gulunganReject setiap lembar bermasalah/cacat
- Visual (tidak sobek, tidak kotor)
8 pcs 20 pcs 50 pcs- Visual (tidak sobek, tidak kotor)
- Visual (tidak sobek, tidak kotor)
8 pcs 20 pcs 50 pcs
8 pcs
AC : 0 pcs RE : 1 pcs200 pcs
20 pcs 125 pcs50 pcs 200 pcs
200 pcs
125 pcs
20 pcs
3 pcs per lot kedatanganAC : 0 pcs
Dibandingkan dengan Packing list Reject setiap gulung bermasalah
3 pcs per lot kedatangan
8 pcs 20 pcs 50 pcs 125 pcs 200 pcs
125 pcs 200 pcs
3 pcs per lot kedatangan
3 pcs per lot kedatangan
501-3200 pcs 3201-35000 pcs
20 pcs
AC : 0 pcs RE : 1 pcs
AC : 0 pcs RE : 1 pcs
- Visual (tidak kasar, tidak lubang, tidak sobek)
- Visual (Desain secara keseluruhan, lem merekat kuat, inner dapat membentuk box)
- Visual (tidak sobek, tidak kotor)
8 pcs
Mistar/Vernier caliper QM-FSCM-QAD-STD-002
No. Material Check MethodINSPEKSI LONGGAR
35001-150000 pcs0-150 pcs 151-500 pcs
METODE INSPEKSI
Alat/Metode Ukur Standard
DIBUATDIKETAHUI
STANDARDPENGAMBILAN SAMPLING MATERIAL

156
Lampiran 43: Standard Pengambilan Sampling Material (Sambungan)
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 3 dari 7PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 30 Mei 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-058
3 ADDITIONAL COMPONENT3.1. Packing - Dimensi Vernier Caliper
Hardness tester
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
3.2. Inner Box - Dimensi (P x L x T )
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
3.3. Outer Box - Dimensi (P x L x T ) Roll meter
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
3.4. Sarang - Dimensi (P x L x T ) Roll meter
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
3.5. Layer - Dimensi (Panjang&lebar) Roll meter
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
3.6. Shrink Film - Dimensi (Diameter & tebal) Digital vernier caliper Tebal 0.02-0.03 �m- Trial Oven shrink film
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
3.7. Harmaflek - Dimensi (PxLxtebal) Roll meter- Visual
3.8. Kertas Kref Visual
Keterangan:- Pengambilan sampling diatas dilakukan secara acak/random pada seluruh lot material.- Acceptance Quality Level (tingkat kualitas yang diterima) : 0.25 %- AC : jumlah kecacatan material yang dapat diterima (pcs) per sampling material.- RE : jumlah kecacatan material (pcs) per sampling material saat diterbitkan Non Conforming Report.- Jumlah sampling material diambil berdasarkan jumlah dan tipe material yang datang.- Metode inspeksi yang digunakan pada awal penerapan standard adalah inspeksi normal.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi longgar bila selama 3 bulan berturut-turut Reject Ratio Supplier < 0.25 % dan harus ada memo dari Quality Assurance yang mengijinkan inspeksi untuk supplier tersebut diubah menjadi inspeksi longgar. Sebaliknya, akan kembali ke inspeksi normal bila ada 1 lot kedatangan saja yang mendapat Non Conforming Report.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi ketat bila pada bulan lalu Reject Ratio Supplier tersebut � 1 % atau selama 3 bulan berturut-turut Reject Ratio Supplier tersebut > 0.5%. Sebaliknya, akan kembali ke inspeksi normal bila pada bulan lalu Reject Ratio Supplier tersebut < 0.5 %.- Reject ratio diperoleh dari Raport Supplier yang diterbitkan PT FSCM Plant 4 setiap bulan.
DIBUATDIKETAHUI
STANDARDPENGAMBILAN SAMPLING MATERIAL
No. Material Check MethodINSPEKSI NORMAL
35001-150000 pcs0-150 pcs 151-500 pcs
METODE INSPEKSI
Alat/Metode Ukur Standard
- Visual (tidak kasar, tidak lubang, tidak sobek)
- Visual (Desain secara keseluruhan, lem merekat kuat, inner dapat membentuk box)
- Visual (tidak sobek, tidak kotor)
20 pcs
Mistar/Vernier caliper QM-FSCM-QAD-STD-002
501-3200 pcs 3201-35000 pcs
50 pcs
AC : 0 pcs RE : 1 pcs
AC : 0 pcs RE : 1 pcs
315 pcs 500 pcs
5 pcs per lot kedatangan
5 pcs per lot kedatangan
5 pcs per lot kedatangan
20 pcs 50 pcs 125 pcs 315 pcs 500 pcs
5 pcs per lot kedatanganAC : 0 pcs
Dibandingkan dengan Packing list Reject setiap gulung bermasalah
50 pcs 315 pcs125 pcs 500 pcs
- Visual (tidak sobek, tidak kotor)
20 pcs 50 pcs 125 pcs
20 pcs
AC : 0 pcs RE : 1 pcs500 pcs
500 pcs
315 pcs
20 pcs 50 pcs 125 pcs- Visual (tidak sobek, tidak kotor)
Setiap lembar
Setiap gulunganReject setiap lembar bermasalah/cacat
- Visual (tidak sobek, tidak kotor)
RE : 1 pcs
5 pcs per lot kedatangan10 pcs per lot kedatangan
125 pcs 315 pcs50 pcs
AC : 0 pcs RE : 1 pcs
AC : 0 pcs RE : 1 pcs125 pcs 315 pcs 500 pcs
5 pcs per lot kedatangan
20 pcs

157
Lampiran 43: Standard Pengambilan Sampling Material (Sambungan)
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 4 dari 7PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 30 Mei 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-058
3 ADDITIONAL COMPONENT3.1. Packing - Dimensi Vernier Caliper
Hardness tester
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
3.2. Inner Box - Dimensi (P x L x T )
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
3.3. Outer Box - Dimensi (P x L x T ) Roll meter
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
3.4. Sarang - Dimensi (P x L x T ) Roll meter
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
3.5. Layer - Dimensi (Panjang&lebar) Roll meter
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
3.6. Shrink Film - Dimensi (Diameter & tebal) Digital vernier caliper Tebal 0.02-0.03 �m- Trial Oven shrink film
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
3.7. Harmaflek - Dimensi (PxLxtebal) Roll meter- Visual
3.8. Kertas Kref Visual
Keterangan:- Pengambilan sampling diatas dilakukan secara acak/random pada seluruh lot material.- Acceptance Quality Level (tingkat kualitas yang diterima) : 0.25 %- AC : jumlah kecacatan material yang dapat diterima (pcs) per sampling material.- RE : jumlah kecacatan material (pcs) per sampling material saat diterbitkan Non Conforming Report.- Jumlah sampling material diambil berdasarkan jumlah dan tipe material yang datang.- Metode inspeksi yang digunakan pada awal penerapan standard adalah inspeksi normal.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi longgar bila selama 3 bulan berturut-turut Reject Ratio Supplier < 0.25 % dan harus ada memo dari Quality Assurance yang mengijinkan inspeksi untuk supplier tersebut diubah menjadi inspeksi longgar. Sebaliknya, akan kembali ke inspeksi normal bila ada 1 lot kedatangan saja yang mendapat Non Conforming Report.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi ketat bila pada bulan lalu Reject Ratio Supplier tersebut � 1 % atau selama 3 bulan berturut-turut Reject Ratio Supplier tersebut > 0.5%. Sebaliknya, akan kembali ke inspeksi normal bila pada bulan lalu Reject Ratio Supplier tersebut < 0.5 %.- Reject ratio diperoleh dari Raport Supplier yang diterbitkan PT FSCM Plant 4 setiap bulan.
AC : 1 pcs RE : 2 pcs
AC : 1 pcs RE : 2 pcs125 pcs 315 pcs 500 pcs
10 pcs per lot kedatangan
20 pcs
- Visual (tidak sobek, tidak kotor)
RE : 2 pcs
10 pcs per lot kedatangan20 pcs per lot kedatangan
125 pcs 315 pcs50 pcs
20 pcs 50 pcs 125 pcs- Visual (tidak sobek, tidak kotor)
500 pcs
- Visual (tidak sobek, tidak kotor)
20 pcs 50 pcs 125 pcs
20 pcs
AC : 1 pcs RE : 2 pcs500 pcs
500 pcs
10 pcs per lot kedatanganAC : 1 pcs
Dibandingkan dengan Packing list Reject setiap gulung bermasalah
315 pcs
Setiap lembar
Setiap gulunganReject setiap lembar bermasalah/cacat
315 pcs 500 pcs
10 pcs per lot kedatangan
10 pcs per lot kedatangan
10 pcs per lot kedatangan
20 pcs 50 pcs 125 pcs 315 pcs 500 pcs
501-3200 pcs 3201-35000 pcs
50 pcs
AC : 1 pcs RE : 2 pcs
AC : 1 pcs RE : 2 pcs
50 pcs 315 pcs125 pcs- Visual (tidak kasar, tidak lubang, tidak sobek)
- Visual (Desain secara keseluruhan, lem merekat kuat, inner dapat membentuk box)
- Visual (tidak sobek, tidak kotor)
20 pcs
Mistar/Vernier caliper QM-FSCM-QAD-STD-002
No. Material Check MethodINSPEKSI KETAT
35001-150000 pcs0-150 pcs 151-500 pcs
METODE INSPEKSI
Alat/Metode Ukur Standard
DIBUATDIKETAHUI
STANDARDPENGAMBILAN SAMPLING MATERIAL
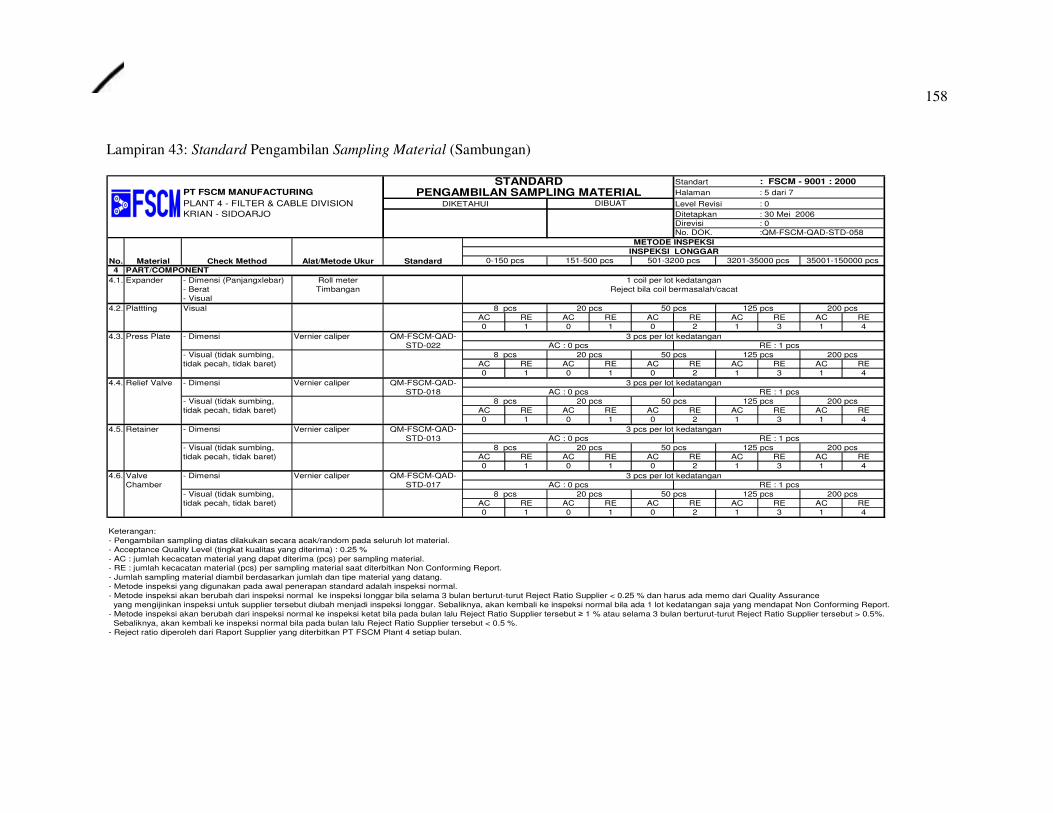
158
Lampiran 43: Standard Pengambilan Sampling Material (Sambungan)
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 5 dari 7PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 30 Mei 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-058
4 PART/COMPONENT4.1. Expander - Dimensi (Panjangxlebar) Roll meter
- Berat Timbangan- Visual
4.2. Plattting VisualAC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
4.3. Press Plate - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
4.4. Relief Valve - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
4.5. Retainer - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
4.6. - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 0 2 1 3 1 4
Keterangan:- Pengambilan sampling diatas dilakukan secara acak/random pada seluruh lot material.- Acceptance Quality Level (tingkat kualitas yang diterima) : 0.25 %- AC : jumlah kecacatan material yang dapat diterima (pcs) per sampling material.- RE : jumlah kecacatan material (pcs) per sampling material saat diterbitkan Non Conforming Report.- Jumlah sampling material diambil berdasarkan jumlah dan tipe material yang datang.- Metode inspeksi yang digunakan pada awal penerapan standard adalah inspeksi normal.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi longgar bila selama 3 bulan berturut-turut Reject Ratio Supplier < 0.25 % dan harus ada memo dari Quality Assurance yang mengijinkan inspeksi untuk supplier tersebut diubah menjadi inspeksi longgar. Sebaliknya, akan kembali ke inspeksi normal bila ada 1 lot kedatangan saja yang mendapat Non Conforming Report.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi ketat bila pada bulan lalu Reject Ratio Supplier tersebut � 1 % atau selama 3 bulan berturut-turut Reject Ratio Supplier tersebut > 0.5%. Sebaliknya, akan kembali ke inspeksi normal bila pada bulan lalu Reject Ratio Supplier tersebut < 0.5 %.- Reject ratio diperoleh dari Raport Supplier yang diterbitkan PT FSCM Plant 4 setiap bulan.
STANDARDPENGAMBILAN SAMPLING MATERIAL
DIKETAHUI DIBUAT
Reject bila coil bermasalah/cacat
AC : 0 pcs RE : 1 pcs
AC : 0 pcs200 pcs
200 pcs8 pcs 20 pcs 50 pcs 125 pcs
AC : 0 pcs RE : 1 pcs
RE : 1 pcs
3 pcs per lot kedatangan
3 pcs per lot kedatangan
AC : 0 pcs RE : 1 pcs
8 pcs 20 pcs 50 pcs
Valve Chamber
QM-FSCM-QAD-STD-013
QM-FSCM-QAD-STD-018
QM-FSCM-QAD-STD-022
- Visual (tidak sumbing, tidak pecah, tidak baret)
- Visual (tidak sumbing, tidak pecah, tidak baret)
- Visual (tidak sumbing, tidak pecah, tidak baret)
QM-FSCM-QAD-STD-017
- Visual (tidak sumbing, tidak pecah, tidak baret)
1 coil per lot kedatangan
3 pcs per lot kedatangan
3 pcs per lot kedatangan
8 pcs 20 pcs 50 pcs 125 pcs 200 pcs
200 pcs
8 pcs 20 pcs 50 pcs 125 pcs
200 pcs
151-500 pcs
METODE INSPEKSI
Alat/Metode Ukur Standard
8 pcs 20 pcs 50 pcs 125 pcs
125 pcs
No. Material Check MethodINSPEKSI LONGGAR
35001-150000 pcs0-150 pcs 501-3200 pcs 3201-35000 pcs
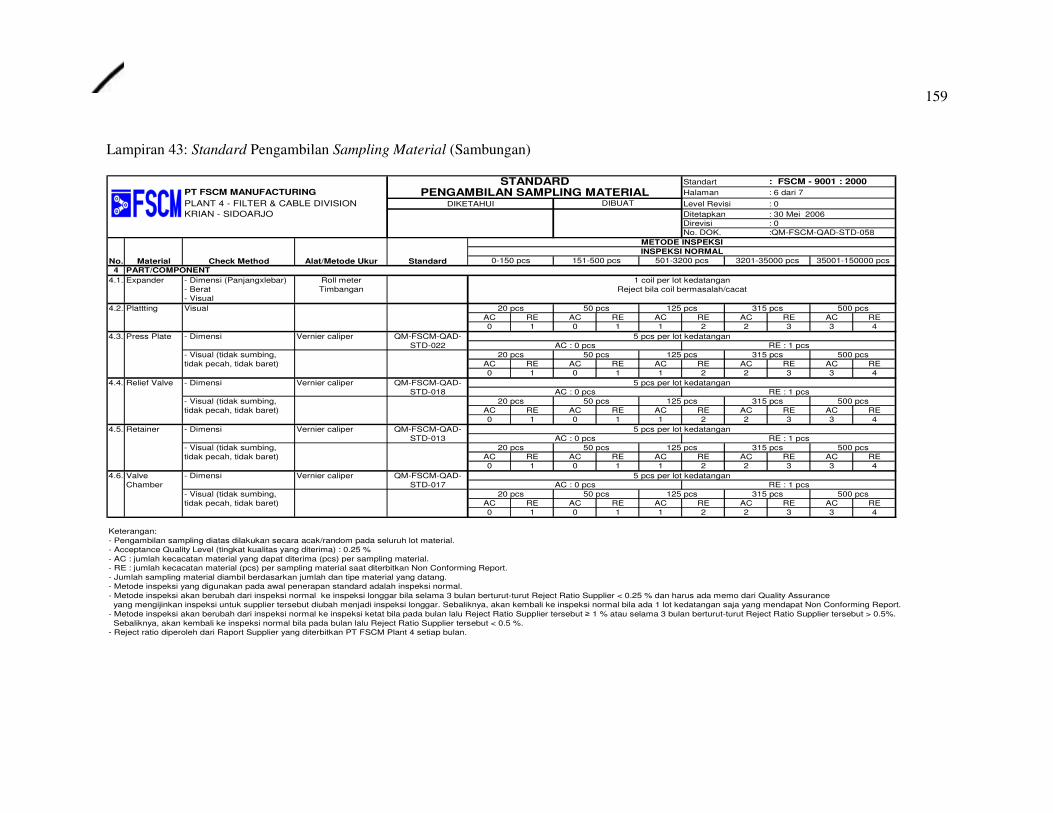
159
Lampiran 43: Standard Pengambilan Sampling Material (Sambungan)
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 6 dari 7PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 30 Mei 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-058
4 PART/COMPONENT4.1. Expander - Dimensi (Panjangxlebar) Roll meter
- Berat Timbangan- Visual
4.2. Plattting VisualAC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
4.3. Press Plate - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
4.4. Relief Valve - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
4.5. Retainer - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
4.6. - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 2 3 3 4
Keterangan:- Pengambilan sampling diatas dilakukan secara acak/random pada seluruh lot material.- Acceptance Quality Level (tingkat kualitas yang diterima) : 0.25 %- AC : jumlah kecacatan material yang dapat diterima (pcs) per sampling material.- RE : jumlah kecacatan material (pcs) per sampling material saat diterbitkan Non Conforming Report.- Jumlah sampling material diambil berdasarkan jumlah dan tipe material yang datang.- Metode inspeksi yang digunakan pada awal penerapan standard adalah inspeksi normal.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi longgar bila selama 3 bulan berturut-turut Reject Ratio Supplier < 0.25 % dan harus ada memo dari Quality Assurance yang mengijinkan inspeksi untuk supplier tersebut diubah menjadi inspeksi longgar. Sebaliknya, akan kembali ke inspeksi normal bila ada 1 lot kedatangan saja yang mendapat Non Conforming Report.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi ketat bila pada bulan lalu Reject Ratio Supplier tersebut � 1 % atau selama 3 bulan berturut-turut Reject Ratio Supplier tersebut > 0.5%. Sebaliknya, akan kembali ke inspeksi normal bila pada bulan lalu Reject Ratio Supplier tersebut < 0.5 %.- Reject ratio diperoleh dari Raport Supplier yang diterbitkan PT FSCM Plant 4 setiap bulan.
No. Material Check MethodINSPEKSI NORMAL
35001-150000 pcs0-150 pcs 501-3200 pcs 3201-35000 pcs
500 pcs
151-500 pcs
METODE INSPEKSI
Alat/Metode Ukur Standard
20 pcs 50 pcs 125 pcs 315 pcs
315 pcs
20 pcs 50 pcs 125 pcs 315 pcs
- Visual (tidak sumbing, tidak pecah, tidak baret)
1 coil per lot kedatangan
5 pcs per lot kedatangan
5 pcs per lot kedatangan
20 pcs 50 pcs 125 pcs 315 pcs 500 pcs
500 pcs
Valve Chamber
QM-FSCM-QAD-STD-013
QM-FSCM-QAD-STD-018
QM-FSCM-QAD-STD-022
- Visual (tidak sumbing, tidak pecah, tidak baret)
- Visual (tidak sumbing, tidak pecah, tidak baret)
- Visual (tidak sumbing, tidak pecah, tidak baret)
QM-FSCM-QAD-STD-017 AC : 0 pcs RE : 1 pcs
RE : 1 pcs
5 pcs per lot kedatangan
5 pcs per lot kedatangan
AC : 0 pcs RE : 1 pcs
20 pcs 50 pcs 125 pcs
Reject bila coil bermasalah/cacat
AC : 0 pcs RE : 1 pcs
AC : 0 pcs500 pcs
500 pcs20 pcs 50 pcs 125 pcs 315 pcs
STANDARDPENGAMBILAN SAMPLING MATERIAL
DIKETAHUI DIBUAT

160
Lampiran 43: Standard Pengambilan Sampling Material (Sambungan)
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 7 dari 7
PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 30 Mei 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-STD-058
4 PART/COMPONENT4.1. Expander - Dimensi (Panjangxlebar) Roll meter
- Berat Timbangan- Visual
4.2. Plattting VisualAC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
4.3. Press Plate - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
4.4. Relief Valve - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
4.5. Retainer - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
4.6. - Dimensi Vernier caliper
AC RE AC RE AC RE AC RE AC RE0 1 0 1 1 2 1 2 2 3
Keterangan:- Pengambilan sampling diatas dilakukan secara acak/random pada seluruh lot material.- Acceptance Quality Level (tingkat kualitas yang diterima) : 0.25 %- AC : jumlah kecacatan material yang dapat diterima (pcs) per sampling material.- RE : jumlah kecacatan material (pcs) per sampling material saat diterbitkan Non Conforming Report.- Jumlah sampling material diambil berdasarkan jumlah dan tipe material yang datang.- Metode inspeksi yang digunakan pada awal penerapan standard adalah inspeksi normal.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi longgar bila selama 3 bulan berturut-turut Reject Ratio Supplier < 0.25 % dan harus ada memo dari Quality Assurance yang mengijinkan inspeksi untuk supplier tersebut diubah menjadi inspeksi longgar. Sebaliknya, akan kembali ke inspeksi normal bila ada 1 lot kedatangan saja yang mendapat Non Conforming Report.- Metode inspeksi akan berubah dari inspeksi normal ke inspeksi ketat bila pada bulan lalu Reject Ratio Supplier tersebut � 1 % atau selama 3 bulan berturut-turut Reject Ratio Supplier tersebut > 0.5%. Sebaliknya, akan kembali ke inspeksi normal bila pada bulan lalu Reject Ratio Supplier tersebut < 0.5 %.- Reject ratio diperoleh dari Raport Supplier yang diterbitkan PT FSCM Plant 4 setiap bulan.
STANDARDPENGAMBILAN SAMPLING MATERIAL
DIKETAHUI DIBUAT
Reject bila coil bermasalah/cacat
AC : 1 pcs RE : 2 pcs
AC : 1 pcs500 pcs
500 pcs20 pcs 50 pcs 125 pcs 315 pcs
AC : 1 pcs RE : 2 pcs
RE : 2 pcs
10 pcs per lot kedatangan
10 pcs per lot kedatangan
AC : 1 pcs RE : 2 pcs
20 pcs 50 pcs 125 pcs
Valve Chamber
QM-FSCM-QAD-STD-013
QM-FSCM-QAD-STD-018
QM-FSCM-QAD-STD-022
- Visual (tidak sumbing, tidak pecah, tidak baret)
- Visual (tidak sumbing, tidak pecah, tidak baret)
- Visual (tidak sumbing, tidak pecah, tidak baret)
QM-FSCM-QAD-STD-017
- Visual (tidak sumbing, tidak pecah, tidak baret)
1 coil per lot kedatangan
10 pcs per lot kedatangan
10 pcs per lot kedatangan
20 pcs 50 pcs 125 pcs 315 pcs 500 pcs
500 pcs
20 pcs 50 pcs 125 pcs 315 pcs
500 pcs
151-500 pcs
METODE INSPEKSI
Alat/Metode Ukur Standard
20 pcs 50 pcs 125 pcs 315 pcs
315 pcs
No. Material Check MethodINSPEKSI KETAT
35001-150000 pcs0-150 pcs 501-3200 pcs 3201-35000 pcs

161
Lampiran 44: Work Instruction Pengisian Incoming Inspection Checksheet
Standart : FSCM - 9001 : 2000PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0KRIAN - SIDOARJO Ditetapkan : 1 Juni 2006
Direvisi : 0No. DOK. :QM-FSCM-QAD-WI-008
1. TUJUAN Menjelaskan metode pengisian form QC-38 Incoming Inspection CheckSheet
2. CONTOH FORM INCOMING INSPECTION CHECKSHEET
3. PROSEDUR PENGISIAN FORM INCOMING INSPECTION CHECKSHEET1. Menuliskan nomor checksheet berdasarkan Standart Penomoran Incoming Inspection Checksheet (QM-FSCM-QAD-STD-041)2. Menuliskan tanggal pembuatan laporan checksheet.3. Menuliskan nomor form bukti permintaan diperiksa dari bagaian material warehouse4. Menuliskan supplier dari barang yang ada pada laporan checksheet.5. Menuliskan jumlah barang yang dilaporkan dalam laporan incoming inspection checksheet.6. Memilih decision berdasarkan kondisi dan kualitas barang yang diterima, serta menuliskan nomor Acceptance atau nomor NCR berdasarkan decision yang dibuat oleh QC incoming inspection. 7. Mengisi tabel checksheet dengan cara sebagai berikut: - Menuliskan jenis barang yang diperiksa pada kolom jenis barang. - Untuk pemeriksaan dimensi:
a. Menuliskan standard dimensi pada barang yang telah ditetapkan oleh perusahaan pada kolom standard sesuai dimensi barang yang diperiksa. b. Menuliskan dimensi barang aktual yang diperoleh dari pemeriksaan barang yang telah dilakukan. c. Menuliskan rata-rata dimensi barang dan range antara dimensi barang standard dan aktual.
- Untuk pemeriksaan kualitas: a. Menuliskan jumlah sampling yang diambil. b. Menuliskan jumlah sample yang berstatus OK. c. Menuliskan jumlah sample yang berstatus NG. d. Menuliskan keterangan jenis kecacatan yang ditemukan.
8. QC incoming inspection membubuhkan tanda tangan pada kolom dibuat.9. QA membubuhkan tanda tangan pada kolom disetujui.
4. JALUR DISTRIBUSI
DIKETAHUI DIBUAT
Form QC-38 Incoming Inspection checksheet tidak didistribusikan ke bagian lain, hanya digunakan untuk dokumentasi bagian Quality Assurance. Form akan didistribusikan ke bagian lain apabila berhubungan dengan kepentingan bagian lain.
WORK INSTRUCTIONPENGISIAN FORM
INCOMING INSPECTION (QC-38)
PT FSCM MANUFACTURING INDONESIA
PLANT 4 - FILTER & CABLE DIVISIONKRIAN - SIDOARJO
1. No. Checksheet : 6. Decision2. Tanggal : OK No. Acceptance :3. No. BPD : NG No. NCR :4. Supplier :5. Jml. Barang Datang :
�� �� ��
--! � � ' 2 % ( + � $ �,. �34
$
9
%
�
�������&�� �����"�"�$ �$��-��&9 �9�:��% �% �&& �<�%�:��� �� ����� ������������ � ����� �����
�" ����� ���" �������!
����� ���� � �������� ��������
������ ����� �� �
��&" �
CHECKSHEET REV: 1
������
& � ��
�������
� �����������
INCOMING INSPECTION QC-38
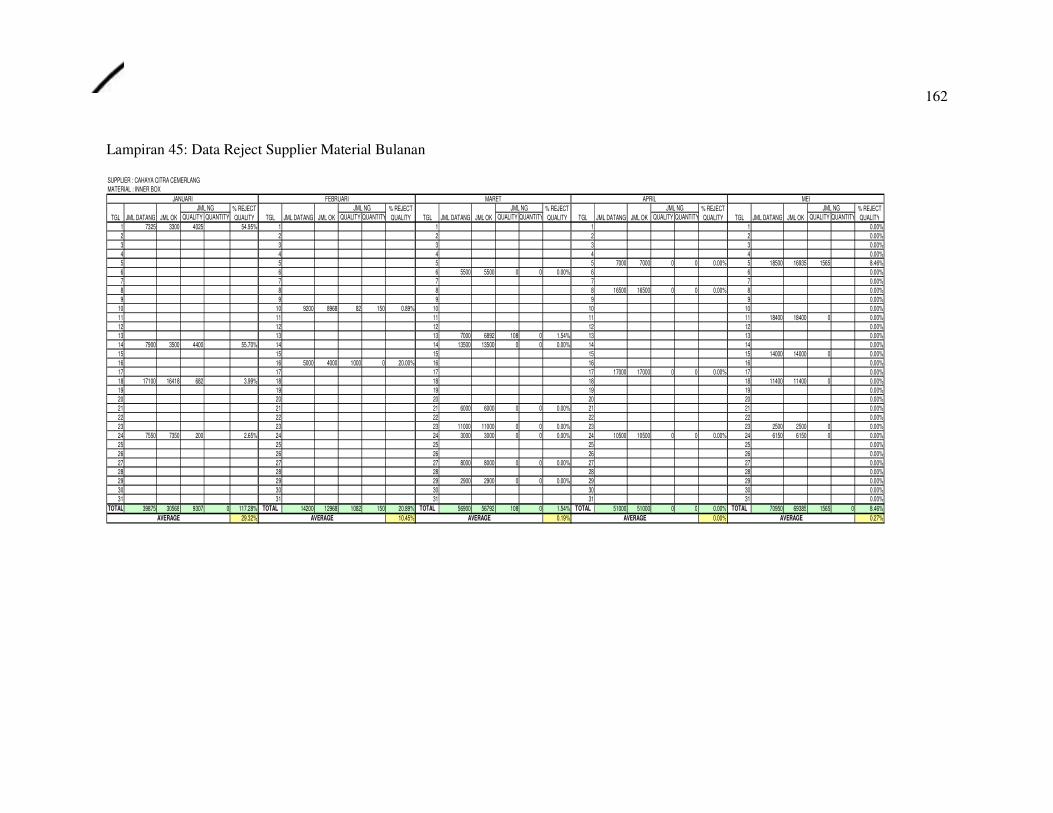
162
Lampiran 45: Data Reject Supplier Material Bulanan SUPPLIER : CAHAYA CITRA CEMERLANGMATERIAL : INNER BOX
QUALITY QUANTITY QUALITY QUANTITY QUALITY QUANTITY QUALITY QUANTITY QUALITY QUANTITY1 7325 3300 4025 54.95% 1 1 1 1 0.00%2 2 2 2 2 0.00%3 3 3 3 3 0.00%4 4 4 4 4 0.00%5 5 5 5 7000 7000 0 0 0.00% 5 18500 16935 1565 8.46%6 6 6 5500 5500 0 0 0.00% 6 6 0.00%7 7 7 7 7 0.00%8 8 8 8 16500 16500 0 0 0.00% 8 0.00%9 9 9 9 9 0.00%
10 10 9200 8968 82 150 0.89% 10 10 10 0.00%11 11 11 11 11 18400 18400 0 0.00%12 12 12 12 12 0.00%13 13 13 7000 6892 108 0 1.54% 13 13 0.00%14 7900 3500 4400 55.70% 14 14 13500 13500 0 0 0.00% 14 14 0.00%15 15 15 15 15 14000 14000 0 0.00%16 16 5000 4000 1000 0 20.00% 16 16 16 0.00%17 17 17 17 17000 17000 0 0 0.00% 17 0.00%18 17100 16418 682 3.99% 18 18 18 18 11400 11400 0 0.00%19 19 19 19 19 0.00%20 20 20 20 20 0.00%21 21 21 6000 6000 0 0 0.00% 21 21 0.00%22 22 22 22 22 0.00%23 23 23 11000 11000 0 0 0.00% 23 23 2500 2500 0 0.00%24 7550 7350 200 2.65% 24 24 3000 3000 0 0 0.00% 24 10500 10500 0 0 0.00% 24 6150 6150 0 0.00%25 25 25 25 25 0.00%26 26 26 26 26 0.00%27 27 27 8000 8000 0 0 0.00% 27 27 0.00%28 28 28 28 28 0.00%29 29 29 2900 2900 0 0 0.00% 29 29 0.00%30 30 30 30 30 0.00%31 31 31 31 31 0.00%
TOTAL 39875 30568 9307 0 117.28% TOTAL 14200 12968 1082 150 20.89% TOTAL 56900 56792 108 0 1.54% TOTAL 51000 51000 0 0 0.00% TOTAL 70950 69385 1565 0 8.46%29.32% 10.45% 0.19% 0.00% 0.27%AVERAGE
% REJECT QUALITYTGL JML DATANG JML OK
JML NGMEI
JML NG % REJECT QUALITY
AVERAGE AVERAGE
MARET APRIL
TGL JML DATANG JML OKJML NG % REJECT
QUALITY TGL JML DATANG JML OK% REJECT QUALITY
JANUARI
AVERAGE
FEBRUARI
TGL JML DATANG JML OKJML NG % REJECT
QUALITY
AVERAGE
JML NGTGL JML DATANG JML OK
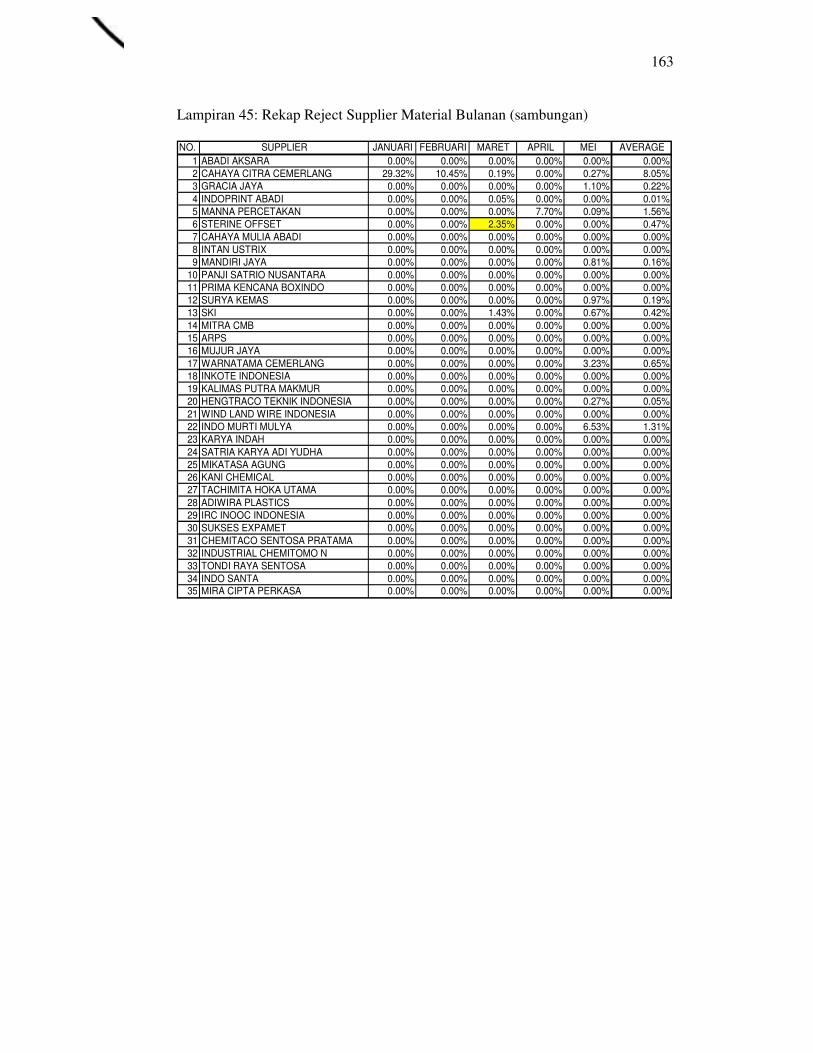
163
Lampiran 45: Rekap Reject Supplier Material Bulanan (sambungan) NO. JANUARI FEBRUARI MARET APRIL MEI AVERAGE
1 ABADI AKSARA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%2 CAHAYA CITRA CEMERLANG 29.32% 10.45% 0.19% 0.00% 0.27% 8.05%3 GRACIA JAYA 0.00% 0.00% 0.00% 0.00% 1.10% 0.22%4 INDOPRINT ABADI 0.00% 0.00% 0.05% 0.00% 0.00% 0.01%5 MANNA PERCETAKAN 0.00% 0.00% 0.00% 7.70% 0.09% 1.56%6 STERINE OFFSET 0.00% 0.00% 2.35% 0.00% 0.00% 0.47%7 CAHAYA MULIA ABADI 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%8 INTAN USTRIX 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%9 MANDIRI JAYA 0.00% 0.00% 0.00% 0.00% 0.81% 0.16%
10 PANJI SATRIO NUSANTARA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%11 PRIMA KENCANA BOXINDO 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%12 SURYA KEMAS 0.00% 0.00% 0.00% 0.00% 0.97% 0.19%13 SKI 0.00% 0.00% 1.43% 0.00% 0.67% 0.42%14 MITRA CMB 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%15 ARPS 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%16 MUJUR JAYA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%17 WARNATAMA CEMERLANG 0.00% 0.00% 0.00% 0.00% 3.23% 0.65%18 INKOTE INDONESIA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%19 KALIMAS PUTRA MAKMUR 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%20 HENGTRACO TEKNIK INDONESIA 0.00% 0.00% 0.00% 0.00% 0.27% 0.05%21 WIND LAND WIRE INDONESIA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%22 INDO MURTI MULYA 0.00% 0.00% 0.00% 0.00% 6.53% 1.31%23 KARYA INDAH 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%24 SATRIA KARYA ADI YUDHA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%25 MIKATASA AGUNG 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%26 KANI CHEMICAL 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%27 TACHIMITA HOKA UTAMA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%28 ADIWIRA PLASTICS 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%29 IRC INOOC INDONESIA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%30 SUKSES EXPAMET 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%31 CHEMITACO SENTOSA PRATAMA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%32 INDUSTRIAL CHEMITOMO N 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%33 TONDI RAYA SENTOSA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%34 INDO SANTA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%35 MIRA CIPTA PERKASA 0.00% 0.00% 0.00% 0.00% 0.00% 0.00%
SUPPLIER
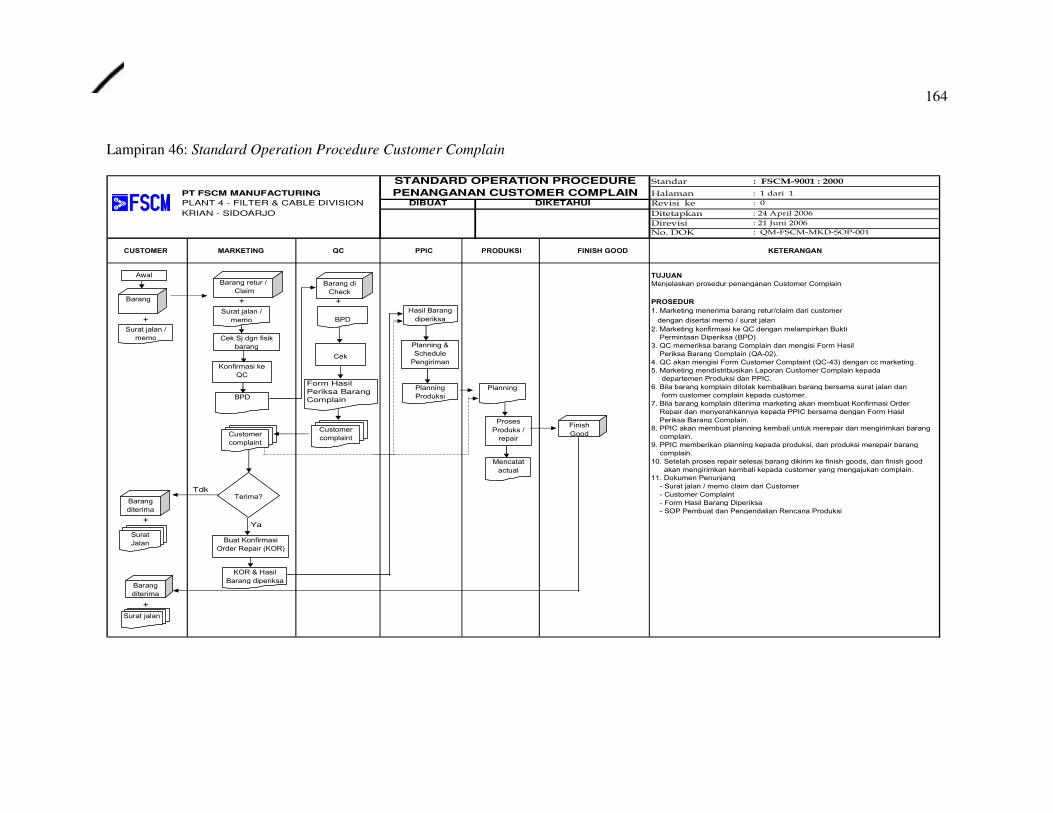
164
Lampiran 46: Standard Operation Procedure Customer Complain
������� �������������
PT FSCM MANUFACTURING ������ ������� ���
PLANT 4 - FILTER & CABLE DIVISION ��� � ���� ���
KRIAN - SIDOARJO � �������� ������� ������
� ��� � ����).� �����
������� ��� !"�# ! ��!��$!���
� � � � � � � � � �� � � � � � � � �� �� � �� �
� � � � �
��������������� ��������������������������
� � � � � � �
� ������������������� ������������ ���� ���� �������
� ����� ����������������������
� ����������������������� � ���������������� ����
� ���������� ������� � � � !
" �� ����������� ������������ ���������# ���$ ����
� ������� ������������ � % &' � !�
( �� ������������# ������������������� � �&( " ! ������ � ����������
) ������������� ������ ������* ����������������������� �
��������� �� ���� ��� � +��
, �� ���� ������������ ���������� ������� ������ ���������������� ��
����� �������� ��������� �� ��������
- �� ���� ������������ ������������������������ ���. ���������/ � ��
0 ���� �����1 ���2 ����1 ���� �� � +�� ������ �����# ���$ ����
� ������� �������������
3 �� � +��������� �������������� ��������������� �������������� �����
� �������
4 �� � +����� ���������������� ��� ����5 ���� ������������ �����
� �������
� ' �6 �����2 ������������������ ����� �������������2 ��� �5 �������2 ���
������������������� ������ �� �������1 �������������� �������
� � �� ������� ��������
&6 ��������������� ���� �����������
&����������������
&# ���$ ����� ������ �������
&6 / � � ��� ��� ��� ����� �����0 ��� ���� �� ����
�
�
� � � � �� � �
DIBUAT DIKETAHUI
� � � � � � � �
STANDARD OPERATION PROCEDUREPENANGANAN CUSTOMER COMPLAIN
���6 � �������
� �����
$ ����� �����
�������
� �����
� �� ����
�����
# ����2
7 ��
� �����
�������
� �����
� �����������
������ ����� �
�2 �� �
6 ����������
����
� � �
��������
� �������
6 ����
8 ����
% 9 ��
6 ����������
����
. �����������
� �
� � �
���
: �����;
� ���. ���������
/ � ��0 ���� . / 0 !
. / 0 < $ ����
� ����� �������
� �������<
6 � 2 � ���
� ���������
� �������
� �� ����
� �������
���� ����
�� ����
��������
��������
� �������
� �����
�������
6 ���������
Form Hasil Periksa Barang Complain
Tdk
Ya

165
Lampiran 47: Form Jawaban Customer Complain
PT. FSCM MANUFACTURING INDONESIA �������'�
PLANT 4 - FILTER & CABLE DIVISION ������
KRIAN - SIDOARJO
�� ����9������ � ,� #.����� �
�� %��&&�� � �� ).��'��0��
+� ����8����& � D� 8��0'����� �
2���������.�� 3 �
�� �����:����& ��
2��� &�3 �
F� �� ������������ ���
E� 8.�� ����� ��� ����.:����6�(����
��������������0�� ��������%������
��������8����&�0�� ��������"�;
���������.���
�������9��&�.�& 2����������������������������3
!��"������������
#� #���5#%6>5
��� � ���� � ��0�� ����� � ��� � � �����
�+� � ��� ��� � ����'. ���� � ��� :.�
���$���.�� +�� ����� �&
���$$6# ��
2���������������������3 2�����������������������3 �
�"������������� ���$�%�&! ����%����'
��(�
���9�� �#%6��
166
Lampiran 48: Work Instruction Pengisian Form Customer Complain Standart : FSCM - 9001 : 2000
PT FSCM MANUFACTURING Halaman : 1 dari 1PLANT 4 - FILTER & CABLE DIVISION Level Revisi : 0
KRIAN - SIDOARJO Ditetapkan : 29 April 2006Direvisi : 0No. DOK. :QM-FSCM-QAD-WI-009
1. TUJUAN Menjelaskan metode pengisian form QC-43 Form Customer Complaint
2. CONTOH FORM CUSTOMER COMPLAINT
3. PROSEDUR PENGISIAN FORM CUSTOMER COMPLAIN1. Menuliskan nomor customer complaint berdasarkan Standart Penomoran Customer Complaint (QM-FSCM-QAD-STD-043)2. Menuliskan tanggal pembuatan customer complaint.3. Menuliskan Part. No. dari barang yang mengalami proses penyimpangan. 4. Menuliskan nama/jenis barang (oil filter, fuel filter, atau air filter)5. Menuliskan nama customer yang mengajukan complaint.6. Menuliskan total jumlah barang yang dicomplaint oleh customer.7. Menuliskan batch/kode produksi dari barang yang dicomplaint oleh customer.8. Menuliskan uraian complain sesuai yang diajukan oleh customer, kode produksi, serta jumlah barang.9. Memilih dengan memberi tanda v pada salah satu bukti yang disertakan pada customer complaint.10. Memilih dengan memberi tanda v salah satu sumber informasi/media yang menyampaikan customer complaint.10a. Kepala bagian marketing membubuhkan tanda tangan sebagai persetujuan terhadap jawaban customer complaint11. Menuliskan masalah/alasan complaint yang diajukan customer, tindakan yang diambil untuk membuktikan kebenaran complaint, serta tindakan yang diambil terhadap complaint yang diajukan oleh customer.12. Memilih dengan memberi tanda v pada keputusan/disposisi yang diberikan pada customer complaint.13a. Quality Assurance membubuhkan tanda tangan pada kolom diperiksa.13b. Produksi membubuhkan tanda tangan pada kolom diketahui.14. Menuliskan bagian yang menerima distribusi customer complaint.
4. JALUR DISTRIBUSI4.1. Customer complaint dengan disposisi klaim diterima didistribusikan ke bagian Marketing, PPIC, Produksi, dan Accounting.4.2. Customer complaint dengan disposisi klaim ditolak didistribusikan ke bagian Marketing
DIKETAHUI DIBUAT
WORK INSTRUCTION
PENGISIAN FORM CUSTOMER COMPLAINT
(QC-43)
PT. FSCM MANUFACTURING INDONESIA �������'�
PLANT 4 - FILTER & CABLE DIVISION ������
KRIAN - SIDOARJO
�� ����9������ � ,� #.����� �
�� %��&&�� � �� ).��'��0��
+� ����8����& � D� 8��0'����� �
2���������.�� 3 �
�� �����:����& ��
2��� &�3 �
F� �� ������������ ���
E� 8.�� ����� ��� ����.:����6�(����
��������������0�� ��������%������
��������8����&�0�� ��������"�;
���������.���
�������9��&�.�& 2����������������������������3
! ��"������������
#� #���5#%6>5
��� � ���� � ��0�� ����� � ��� � � �����
�+� � ��� ��� � ����'. ���� � ��� :.�
���$���.�� +�� ����� �&
���$$6# ��
2���������������������3 2�����������������������3 �
���9�� �#%6��
�"������������� ���$�%�&! ����%����'
��(�

167
Lampiran 49: Daftar Customer Complain Untuk Customer Omega Bulan Januari s/d Mei 2006
Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter1 15600-06010 50 50 1 5-13240-023 1 12 MD 069782 PLS 225 225 2 16510-73060 1 13 MD 069782 RCA 75 75 3 ME 035829 1 14 MD 069782 OME 1 15 MB 220900 OME 3 36 MD 017440 1 1
352 3 0 350 0 0 2 3 0 1 2 0 1 2 0 0 0 0
JANUARI
NO. Part. No.
TOTAL
JUMLAH DISPOSISI TERIMA DISPOSISI TOLAK Part. No. JUMLAH DISPOSISI TERIMA DISPOSISI TOLAK
TOTAL
FEBRUARI
NO.
Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter1 ME 035829 3 3 1 16510-87103 1 12 ME 006066 1 1 2 26300-02500 YGI 100 1003 8-94430-983 PLS 50 504 15601-87103 1 15 16510-73050 1 1
55 1 0 50 0 0 5 1 0 101 0 0 100 0 0 1 0 0
MARET
NO. Part. No. JUMLAH DISPOSISI TERIMA DISPOSISI TOLAK
TOTAL
Part. No. JUMLAH DISPOSISI TERIMA DISPOSISI TOLAK
TOTAL
APRIL
NO.
Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter1 5-13240-009 1 12 B631-14-302 1 13 5-13211-018-0 1 14 B631-14-302 1 15 ME 006066 1 16 16510-73002 1 17 ME 006066 1 18 MD 017440 1 19 26300-35056 1 1
10 16510-73002 1 111 ME 014833 1 112 8-94330-983-1 1 113 ME 023835 1 114 MD 069782 1 115 15400-PC6-004 100 100
110 4 0 106 1 0 4 3 0
MEI
NO. Part. No. JUMLAH DISPOSISI TERIMA DISPOSISI TOLAK
TOTAL

168
Lampiran 49: Rekap Customer Complain Bulanan (Sambungan)
Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter Oil Filter Fuel Filter Air Filter
1 PT ASTRA OTOPART 0 0 0 0 0 0 0 0 0 0 0 0 0 0 02 ANUGERAH IDEAL LESTARI 0 0 0 0 0 0 0 0 0 0 0 0 0 0 03 PT INDOMOBIL BHUPALA 6 0 9 0 0 0 0 0 0 0 0 0 0 0 04 PT JUMBO POWER 0 0 0 0 0 0 0 0 0 0 0 0 0 0 05 PT KIA MOBIL INDONESIA 0 0 0 0 0 0 0 0 0 0 0 0 0 0 06 PT KIA IND. MOTOR 0 0 0 0 0 0 0 0 0 0 0 0 0 0 07 PT KYMCO LIPPO MOTOR IND 0 0 0 0 0 0 0 0 0 0 0 0 0 0 08 OMEGA SARINGAN UTAMA 352 3 0 1 2 0 55 1 0 101 0 0 110 4 09 DIRGAPUTRA EKAPRATAMA 1 0 0 0 0 0 0 0 0 0 0 0 0 0 0
10 PT BHAKTI PRATAMA NUSA 0 0 0 0 0 0 0 0 0 0 0 0 0 0 011 PT MEGAH PRATAMA MUSTIKA 0 0 0 0 0 0 0 0 0 0 0 0 0 0 012 PRIMA SARANA USAHA 0 2 0 0 0 0 0 0 0 1 0 0 0 0 013 PT FORD MOTOR IND 0 0 0 0 0 0 0 0 0 0 0 0 0 0 014 PT HYUNDAI IND 0 0 0 0 0 0 0 0 0 0 0 0 0 0 015 PT UNICOR PRIMA MOTOR 0 0 0 0 0 0 0 0 0 0 0 0 0 0 016 TOPINDO ATLAS ASIA 0 0 0 0 0 0 0 0 0 0 0 0 0 0 017 ASTRA DAIHATSU MOTOR 0 0 0 0 0 0 0 0 0 0 0 0 0 0 018 SUN MOTOR/HIBARU 0 0 0 0 0 0 0 0 0 0 0 0 0 0 019 SMASH 0 0 0 0 0 0 0 0 0 0 0 0 0 0 020 UNITED TRACTOR 0 0 0 0 0 0 0 0 0 0 0 0 0 0 021 ARUYA MOTOR 0 0 0 0 0 0 0 0 0 0 0 0 0 0 0
359 5 9 1 2 0 55 1 0 102 0 0 110 4 0
JUMLAHJUMLAHMEI
JUMLAHAPRIL
TOTAL COMPLAINT
JANUARICUSTOMER
FEBRUARI MARETJUMLAHNO JUMLAH