
Dynamic model development and validation for a nitrifying moving bed biofilter: Effect of...
14
Dynamic model development and validation for a nitrifying moving bed biofilter: Effect of temperature and influent load on the performance Gu ¨rkan Sin a,b, * , Jan Weijma c , Henri Spanjers a , Ingmar Nopens a a BIOMATH, Department of Applied Mathematics, Biometrics and Process Control, Ghent University, Coupure Links 653, B-9000 Gent, Belgium b Department of Chemical and Biochemical Engineering, Technical University of Denmark, Building 229, DK-2800 Kgs. Lyngby, Denmark c PAQUES BV, P.O. Box 52, NL-8560 AB BALK, The Netherlands Received 12 July 2007; received in revised form 14 November 2007; accepted 6 January 2008 Abstract A mathematical model with adequate complexity integrating hydraulics, biofilm and microbial conversion processes is successfully developed for a continuously moving bed biofilter performing tertiary nitrification. The model was calibrated and validated using data from Nether Stowey pilot plant in UK. For the model, the mixing is approximated using tanks-in-series approach, the biofilm is described using a one-dimensional multi-species model, and the microbial processes are described by ASM1. A scenario analysis with the model revealed that the temperature has a significant impact on the ammonium removal efficiency, doubling nitrification capacity every 5 8C increase. However, at temperatures higher than 20 8C, the biofilm thickness starts to decrease due to increased decay rate. The influent nitrogen load was also found to be influential on the filter performance, while the hydraulic loading had relatively negligible impact. Overall, the calibrated model can now reliably be used for design and process optimization purposes. # 2008 Elsevier Ltd. All rights reserved. Keywords: ASTRASAND; Biofilm; Modeling; Moving bed sand filter; Nitrification; Tertiary treatment 1. Introduction Wastewater treatment in general involves three comple- mentary steps: primary treatment aiming at solids removal, secondary treatment that focuses on mainly biological but sometimes chemical removal of carbonaceous matter, nitrogen and phosphorus from the wastewater and tertiary treatment that polishes the effluent before discharging into receiving bodies, e.g. rivers, surface waters or ground water. The interest into tertiary treatment has been revived due to strict effluent legislation introduced by the European Water Framework Directive (EWFD, 2000/60/CE). This requires a significant improvement of the existing treatment plant performance [1,2]. Other alternatives to improve the treatment plant perfor- mance include optimization of operation (e.g. developing optimal operational strategies [3,4,5,20]), upgrade of existing Wastewater Treatment Plants (WWTPs) with Membrane Bio- Reactor (MBR) technology [6], storm water tank storage to avoid hydraulic overloading of the plant and bioaugmentation or advanced nitrogen removal process to decrease nitrogen load coming from sludge digestion [7]. Although the above- mentioned alternatives may be successful and feasible to some extent (not all treatment plants may be suitable for such alternatives), ensuring a reliable ammonia removal down to 1– 2 mg N/l will remain a particularly challenging task for some other plants. To this end, tertiary treatment of nitrogen, e.g. using sand filters, is expected to provide a feasible solution. The studied process, so-called ASTRASAND (Paques BV, The Netherlands), is a sand filter that removes suspended solids physically through sand filtration and performs nitrification by specialized bacteria enriched in the biofilm developed on the sand particles [8]. Finally, the sand particles are recycled continuously in the reactor bed using an airlift concept to control clogging (typically occurring) in the sand filter. This system has been successfully applied in full-scale for tertiary nitrification in the UK and tertiary denitrification in Belgium and the Netherlands in both industrial and domestic wastewater treatment plants. To date, the design, operation optimization www.elsevier.com/locate/procbio Process Biochemistry 43 (2008) 384–397 * Corresponding author at: Department of Chemical Engineering, Technical University of Denmark, Building 229, DK-2800 Kgs. Lyngby, Denmark. Tel.: +45 45252960; fax: +45 45252960. E-mail address: [email protected] (G. Sin). 1359-5113/$ – see front matter # 2008 Elsevier Ltd. All rights reserved. doi:10.1016/j.procbio.2008.01.009
Transcript of Dynamic model development and validation for a nitrifying moving bed biofilter: Effect of...

www.elsevier.com/locate/procbio
(2008) 384–397
Process Biochemistry 43Dynamic model development and validation for a nitrifying moving bed
biofilter: Effect of temperature and influent load on the performance
Gurkan Sin a,b,*, Jan Weijma c, Henri Spanjers a, Ingmar Nopens a
a BIOMATH, Department of Applied Mathematics, Biometrics and Process Control, Ghent University, Coupure Links 653, B-9000 Gent, Belgiumb Department of Chemical and Biochemical Engineering, Technical University of Denmark, Building 229, DK-2800 Kgs. Lyngby, Denmark
c PAQUES BV, P.O. Box 52, NL-8560 AB BALK, The Netherlands
Received 12 July 2007; received in revised form 14 November 2007; accepted 6 January 2008
Abstract
A mathematical model with adequate complexity integrating hydraulics, biofilm and microbial conversion processes is successfully developed
for a continuously moving bed biofilter performing tertiary nitrification. The model was calibrated and validated using data from Nether Stowey
pilot plant in UK. For the model, the mixing is approximated using tanks-in-series approach, the biofilm is described using a one-dimensional
multi-species model, and the microbial processes are described by ASM1. A scenario analysis with the model revealed that the temperature has a
significant impact on the ammonium removal efficiency, doubling nitrification capacity every 5 8C increase. However, at temperatures higher than
20 8C, the biofilm thickness starts to decrease due to increased decay rate. The influent nitrogen load was also found to be influential on the filter
performance, while the hydraulic loading had relatively negligible impact. Overall, the calibrated model can now reliably be used for design and
process optimization purposes.
# 2008 Elsevier Ltd. All rights reserved.
Keywords: ASTRASAND; Biofilm; Modeling; Moving bed sand filter; Nitrification; Tertiary treatment
1. Introduction
Wastewater treatment in general involves three comple-
mentary steps: primary treatment aiming at solids removal,
secondary treatment that focuses on mainly biological but
sometimes chemical removal of carbonaceous matter, nitrogen
and phosphorus from the wastewater and tertiary treatment that
polishes the effluent before discharging into receiving bodies,
e.g. rivers, surface waters or ground water. The interest into
tertiary treatment has been revived due to strict effluent
legislation introduced by the European Water Framework
Directive (EWFD, 2000/60/CE). This requires a significant
improvement of the existing treatment plant performance [1,2].
Other alternatives to improve the treatment plant perfor-
mance include optimization of operation (e.g. developing
optimal operational strategies [3,4,5,20]), upgrade of existing
* Corresponding author at: Department of Chemical Engineering, Technical
University of Denmark, Building 229, DK-2800 Kgs. Lyngby, Denmark.
Tel.: +45 45252960; fax: +45 45252960.
E-mail address: [email protected] (G. Sin).
1359-5113/$ – see front matter # 2008 Elsevier Ltd. All rights reserved.
doi:10.1016/j.procbio.2008.01.009
Wastewater Treatment Plants (WWTPs) with Membrane Bio-
Reactor (MBR) technology [6], storm water tank storage to
avoid hydraulic overloading of the plant and bioaugmentation
or advanced nitrogen removal process to decrease nitrogen load
coming from sludge digestion [7]. Although the above-
mentioned alternatives may be successful and feasible to some
extent (not all treatment plants may be suitable for such
alternatives), ensuring a reliable ammonia removal down to 1–
2 mg N/l will remain a particularly challenging task for some
other plants. To this end, tertiary treatment of nitrogen, e.g.
using sand filters, is expected to provide a feasible solution.
The studied process, so-called ASTRASAND (Paques BV,
The Netherlands), is a sand filter that removes suspended solids
physically through sand filtration and performs nitrification by
specialized bacteria enriched in the biofilm developed on the
sand particles [8]. Finally, the sand particles are recycled
continuously in the reactor bed using an airlift concept to
control clogging (typically occurring) in the sand filter. This
system has been successfully applied in full-scale for tertiary
nitrification in the UK and tertiary denitrification in Belgium
and the Netherlands in both industrial and domestic wastewater
treatment plants. To date, the design, operation optimization

Table 1
Characteristics and operational parameters of the Nether Stowey pilot plant
Parameter Meaning Value Unit
Areactor Cross-sectional surface area of the reactor bed 0.7 m2
Hreactor bed Height of reactor bed 2 m
e Porosity of the sand bed 0.4 m3-bulk/m3-sand
rsand,bulk Bulk density of the sand bed 1,590,000 g/m3 sand bed
rsand Density of the sand grains 2,500,000 g/m3 sand
rsand grain Average radius of a sand grain 0.0008 m
Vsand washer Bulk liquid volume in sand washer 0.005 m3
Msand, sand washer Mass of sand in the sand washer 7600 g
vsand bed Settling velocity of the sand bed 14.4 m/d
Fig. 1. Illustration of the ASTRASAND continuously moving bed biofilter.
G. Sin et al. / Process Biochemistry 43 (2008) 384–397 385
and control of such systems rely on process engineering and
empirical/experimental knowledge.
To gain more insight and better understand this rather
complex treatment configuration, we developed an integrated
dynamic model for the process that takes into account: (i)
hydraulics (mixing in bulk water and continuous recirculation
of sand particles), (ii) biofilm matrix (mass transport and
transfer into and out of biofilm), (iii) microbial transformations
(in biofilm and bulk water). This integrated modeling approach
helps systematically taking into account different and inter-
acting processes in the reactor in one framework. The ultimate
objective of the model is to mainly describe the nitrification
process in the filter.
The integrated model is evaluated using data from a pilot
plant located in Nether Stowey (UK). For the model
development, the mixing is described using tanks-in-series
approach and the airlift recirculation of the sand particles is
described by appropriately modifying the biofilm model in
WEST1 modeling and simulation platform. The mass transport
and transfer in the biofilm compartment was described using
the 1D numerical dynamical model of Rauch et al [9]. The
microbial transformations (mainly nitrification but also decay
and growth of heterotrophic organisms) taking place in the
biofilm matrix are described using ASM1 [10]. The model was
calibrated using a set of 3 months data of influent and effluent
ammonium and solids load measurements. After the model was
validated with an independent 2 weeks data set, several
scenarios were performed and discussed in view of better
understanding the process performance under different opera-
tional conditions.
2. Materials and methods
2.1. Nether Stowey pilot plant
This pilot plant has a capacity of 1.4 m3 bed volume and 0.7 m2 surface area.
The pilot plant is located after the secondary treatment step, hence it receives the
effluent of the Nether Stowey sewage treatment plant. The most relevant
operational parameters and characteristics of the pilot plant are given in Table 1.
In the sand filter process shown in Fig. 1, the wastewater to be treated is
fed into the cylindrical reactor via a feed pipe (1), a supply pipe (2), and
distribution arms (3). It then moves upward through a sand bed (4) in which
suspended solids and ammonia are removed. The filtrate is discharged into
the upper part of the filter (5), whereas the sand particles, which contain a
biofilm, move down gravitationally. From the bottom (6), the sand particles
are then transported via a pipeline using airlift concept (8) to the sand washer
unit (9), located at the top of the reactor. The airlift principle forces a mixture
of polluted sand particles and water upward through the central pipe by
providing pressurized air at the bottom of the filter bed (6). In the sand washer
unit (9), part of the filtrate is used to wash the sand particles, which have
grown polluted partly due to biofilm growth resulting from autotrophic
ammonia conversion but also due to the attachment of suspended solids,
originating from the influent, in the filter bed. While the wash water contain-
ing high-suspended solids exits the reactor through a drain pipe (9), the sand
particles settle down through the washing unit. The washing unit has a
specially designed hydraulic features, which ensure washing of sand particles
by a counter current flow of clean filtrate coming from the filter bed (10). This
counter-current flow is generated by a hydraulic difference in discharge levels
between the filtrate (11) and the wash water (9). Finally, these washed sand
particles are returned to the process on the top of the filter bed (7). In this way,
the sand particles are re-circulated continuously in the filter bed. This
G. Sin et al. / Process Biochemistry 43 (2008) 384–397386
provides both cleaning of the sand particles (thereby controlling the head loss
during the filtration) and also wastage of excess biomass.
2.2. Measurements and data for model development
The pilot plant performance was monitored for 2 months long (27 April to 5
July 2005) by off-line measurements of NH4-N, BOD and TSS in the influent
and mainly NH4-N in the effluent. A dedicated measurement campaign was also
performed to obtain a profile of ammonium in the filter bed. Additional
measurements were also performed to experimentally approximate the biofilm
thickness in the filter. Additionally, sporadic measurements in the discharged
wash water for TKN, NH4-N and TSS were also available. During the operation
of the pilot plant, the influent ammonia load was controlled at 1.35 kg N/d (see
below).
The average biofilm thickness of sand particles was measured based on the
Kjeldahl nitrogen measurement of the sand. First, the Kjeldahl nitrogen content
of the sand was measured. Then the biofilm content (mass) of the sand was
calculated using 10% nitrogen content on mass basis (g N/g biofilm). Next, the
volume of the biofilm layer was calculated taking a biofilm density of 1.05 kg/l.
Finally the biofilm thickness was obtained by dividing the biofilm volume to the
surface area of the sand (using an average sand diameter of 1.5 mm).
2.3. Statistical criteria used for model prediction accuracy
The model fits were assessed using the following three statistical criteria
[11]:
i. M
ean absolute error (MAE) that assesses the bias, i.e. systematic error,of the model predictions. This criterion should be ideally zero. The
calculation of the MAE is given in Eq. (1) where n denotes total
number of data points used for the calibration or validation, ymeas,i is
the ith measurement of variable y and y(ti, u) is the ith model
predictions:
MAE ¼ 1
n
Xn
i
����ymeas;i � yðti; uÞ���� (1)
ii. M
ean squared errors (MSE) that indicates the accuracy of the modelfits and should be as small as possible. The calculation of MSE is
shown in Eq. (2) where scy denotes the scaling factor that is usually the
variance of measurement errors. In this study, it is taken one since
there is only one type of measurements used for calibration and
validation. The other variables are as mentioned above:
MSE ¼ 1
n
Xn
i
�ymeas;i � yðti; uÞ
scy
�2
(2)
iii. J
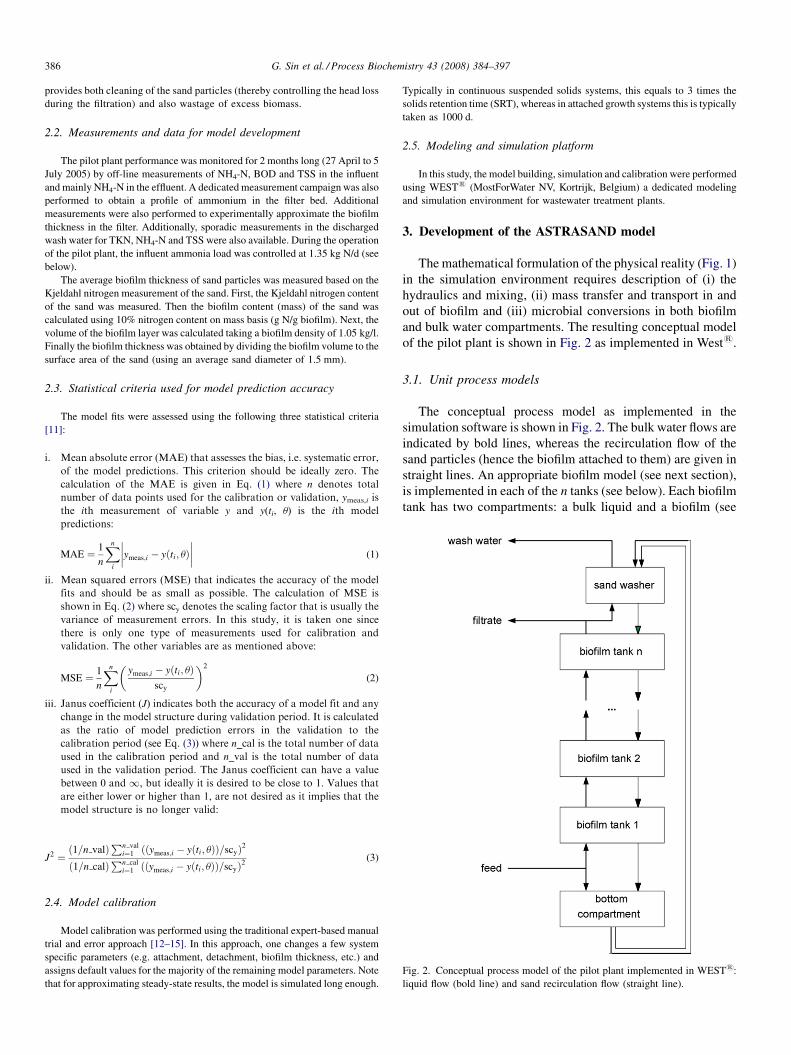
Fig. 2. Conceptual process model of the pilot plant implemented in WEST1:
liquid flow (bold line) and sand recirculation flow (straight line).
anus coefficient (J) indicates both the accuracy of a model fit and any
change in the model structure during validation period. It is calculated
as the ratio of model prediction errors in the validation to the
calibration period (see Eq. (3)) where n_cal is the total number of data
used in the calibration period and n_val is the total number of data
used in the validation period. The Janus coefficient can have a value
between 0 and1, but ideally it is desired to be close to 1. Values that
are either lower or higher than 1, are not desired as it implies that the
model structure is no longer valid:
J2 ¼ð1=n valÞ
Pn vali¼1 ððymeas;i � yðti; uÞÞ=scyÞ2
ð1=n calÞPn cal
i¼1 ððymeas;i � yðti; uÞÞ=scyÞ2(3)
2.4. Model calibration
Model calibration was performed using the traditional expert-based manual
trial and error approach [12–15]. In this approach, one changes a few system
specific parameters (e.g. attachment, detachment, biofilm thickness, etc.) and
assigns default values for the majority of the remaining model parameters. Note
that for approximating steady-state results, the model is simulated long enough.
Typically in continuous suspended solids systems, this equals to 3 times the
solids retention time (SRT), whereas in attached growth systems this is typically
taken as 1000 d.
2.5. Modeling and simulation platform
In this study, the model building, simulation and calibration were performed
using WEST1 (MostForWater NV, Kortrijk, Belgium) a dedicated modeling
and simulation environment for wastewater treatment plants.
3. Development of the ASTRASAND model
The mathematical formulation of the physical reality (Fig. 1)
in the simulation environment requires description of (i) the
hydraulics and mixing, (ii) mass transfer and transport in and
out of biofilm and (iii) microbial conversions in both biofilm
and bulk water compartments. The resulting conceptual model
of the pilot plant is shown in Fig. 2 as implemented in West1.
3.1. Unit process models
The conceptual process model as implemented in the
simulation software is shown in Fig. 2. The bulk water flows are
indicated by bold lines, whereas the recirculation flow of the
sand particles (hence the biofilm attached to them) are given in
straight lines. An appropriate biofilm model (see next section),
is implemented in each of the n tanks (see below). Each biofilm
tank has two compartments: a bulk liquid and a biofilm (see
G. Sin et al. / Process Biochemistry 43 (2008) 384–397 387
below). The microbial conversion processes take place in the
biofilm (mainly nitrification and BOD removal). Next to that,
the TSS present in the influent of the filter is removed by
physical filtering in the sand matrix. The bottom part of the
reactor is assumed to be biologically inactive for this particular
configuration and operation of the biofilm reactor for the
following reasons: (i) it is not aerated hence no nitrification and
heterotrophic carbon oxidation process can occur, (ii) it
receives not enough BOD (since the influent to the biofilm
reactor contains mainly unbiodegradable COD left from the
secondary treatment step of the WWTP) to initiate any
significant biological denitrification, (iii) no aerobic decay
process can occur due to absence of oxygen and last (iv) anoxic
decay of autotrophs was found substantially low under anoxic
conditions [22]. Hence, it is modeled as a non-reactive buffer
tank with a constant volume (only transport considered).
Finally, the sand washer unit uses the same biofilm model
structure as in the other tanks.
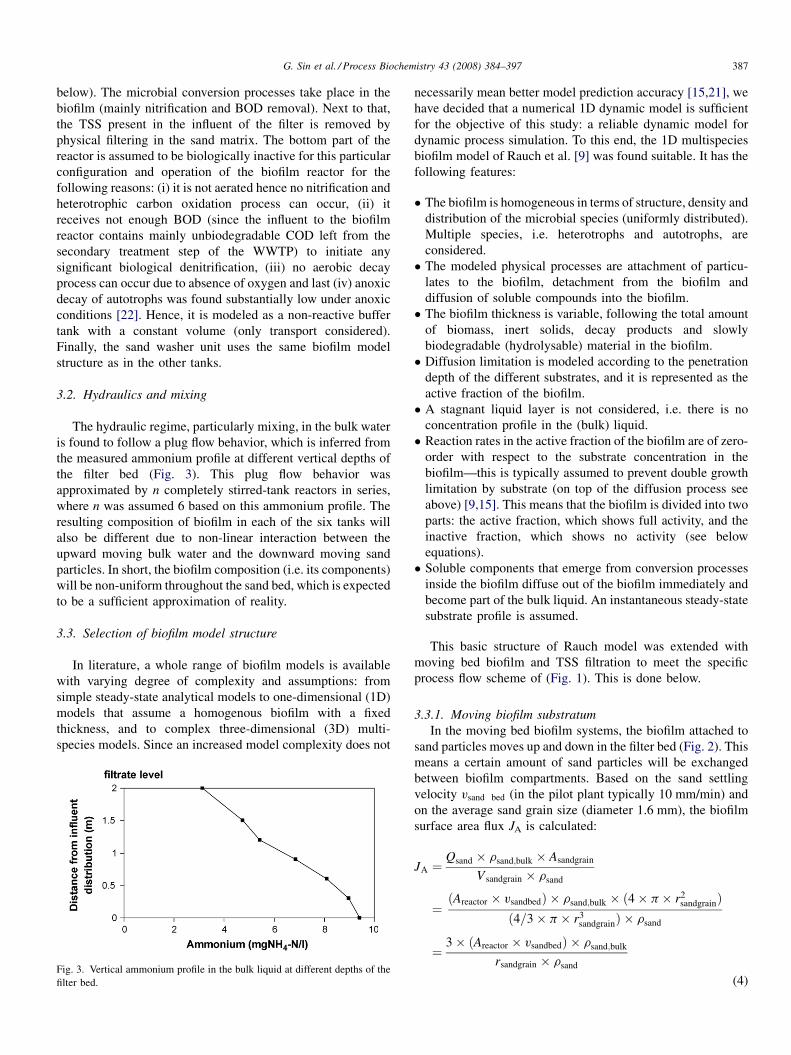
3.2. Hydraulics and mixing
The hydraulic regime, particularly mixing, in the bulk water
is found to follow a plug flow behavior, which is inferred from
the measured ammonium profile at different vertical depths of
the filter bed (Fig. 3). This plug flow behavior was
approximated by n completely stirred-tank reactors in series,
where n was assumed 6 based on this ammonium profile. The
resulting composition of biofilm in each of the six tanks will
also be different due to non-linear interaction between the
upward moving bulk water and the downward moving sand
particles. In short, the biofilm composition (i.e. its components)
will be non-uniform throughout the sand bed, which is expected
to be a sufficient approximation of reality.
3.3. Selection of biofilm model structure
In literature, a whole range of biofilm models is available
with varying degree of complexity and assumptions: from
simple steady-state analytical models to one-dimensional (1D)
models that assume a homogenous biofilm with a fixed
thickness, and to complex three-dimensional (3D) multi-
species models. Since an increased model complexity does not
Fig. 3. Vertical ammonium profile in the bulk liquid at different depths of the
filter bed.
necessarily mean better model prediction accuracy [15,21], we
have decided that a numerical 1D dynamic model is sufficient
for the objective of this study: a reliable dynamic model for
dynamic process simulation. To this end, the 1D multispecies
biofilm model of Rauch et al. [9] was found suitable. It has the
following features:
� T
he biofilm is homogeneous in terms of structure, density anddistribution of the microbial species (uniformly distributed).
Multiple species, i.e. heterotrophs and autotrophs, are
considered.
� T
he modeled physical processes are attachment of particu-lates to the biofilm, detachment from the biofilm and
diffusion of soluble compounds into the biofilm.
� T
he biofilm thickness is variable, following the total amountof biomass, inert solids, decay products and slowly
biodegradable (hydrolysable) material in the biofilm.
� D
iffusion limitation is modeled according to the penetrationdepth of the different substrates, and it is represented as the
active fraction of the biofilm.
� A
stagnant liquid layer is not considered, i.e. there is noconcentration profile in the (bulk) liquid.
� R
eaction rates in the active fraction of the biofilm are of zero-order with respect to the substrate concentration in the
biofilm—this is typically assumed to prevent double growth
limitation by substrate (on top of the diffusion process see
above) [9,15]. This means that the biofilm is divided into two
parts: the active fraction, which shows full activity, and the
inactive fraction, which shows no activity (see below
equations).
� S
oluble components that emerge from conversion processesinside the biofilm diffuse out of the biofilm immediately and
become part of the bulk liquid. An instantaneous steady-state
substrate profile is assumed.
This basic structure of Rauch model was extended with
moving bed biofilm and TSS filtration to meet the specific
process flow scheme of (Fig. 1). This is done below.
3.3.1. Moving biofilm substratum
In the moving bed biofilm systems, the biofilm attached to
sand particles moves up and down in the filter bed (Fig. 2). This
means a certain amount of sand particles will be exchanged
between biofilm compartments. Based on the sand settling
velocity vsand bed (in the pilot plant typically 10 mm/min) and
on the average sand grain size (diameter 1.6 mm), the biofilm
surface area flux JA is calculated:
JA ¼Qsand � rsand;bulk � Asandgrain
V sandgrain � rsand
¼ðAreactor � vsandbedÞ � rsand;bulk � ð4� p� r2
sandgrainÞð4=3� p� r3
sandgrainÞ � rsand
¼3� ðAreactor � vsandbedÞ � rsand;bulk
rsandgrain � rsand
(4)

Fig. 4. The attachment and detachment processes in the sand bed and the sand washer: liquid flow (bold line) and sand recirculation flow (straight line).
G. Sin et al. / Process Biochemistry 43 (2008) 384–397388
where JA is the flux of sand surface area (m2/d), Qsand the sand
bed flowrate (m3 sand bed/d), Asand grain the surface area of sand
grain (m2), Vsand grain the volume of sand grain (m3) and other
parameters as defined earlier. Together with the biofilm thick-
ness, this sand surface area flux will be used in Eq. (15) to
calculate the masses of biofilm components that leave each
biofilm compartment.
3.3.2. Filtration of solids
In reality, a major part of the solids in the feed flow is filtered
from the water by physical processes: some solids ‘stick’ or
attach to the biofilm, others get captured in the pores of the sand
bed. In either way, they are transported to the sand washer
together with the sand, where they are separated from it, and
end up in the wash water. It is assumed that these two types of
solids filtering processes can be modeled by means of
attachment to the biofilm in the sand bed and detachment
from it in the sand washer.
In the sand bed as well as in the sand washer, the attachment
and detachment processes are split up for biomass and non-
biomass compounds (Fig. 4). Since the shear stress induced by
the mechanical configuration of the sand washer unit is higher,
the detachment coefficient in the sand washer is assumed higher
than the detachment coefficient in the sand bed. These
processes are described with first order reaction rates:
rAt;biomass ¼ kAt;biomass � XB;rAt;nonbiomass ¼ kAt;nonbiomass � XnonB;rDt;biomass ¼ kDt;biomass �MB;rDt;nonbiomass ¼ kDt;nonbiomass �MnonB
(5)
More specifically, four parameters are introduced: kAt,bio-
mass, kDt,biomass, fAt,nonbiomass and fDt,nonbiomass. The attachment
and detachment process rate coefficients for non-biomass
compounds are expressed as being proportional to the rates of
the biomass compounds:
kAt;nonbiomass ¼ f At;nonbiomass � kAt;biomass;kDt;nonbiomass ¼ f Dt;nonbiomass � kDt;biomass
(6)
In this way, the rate coefficients for biomass and non-
biomass are coupled for redundancy purposes. By adjusting the
values for these four parameters in the sand bed and in the sand
washer, one can manipulate the amount of biofilm growth or
retention in the model. This is analogous to the manipulation of
the SRT in suspended solids systems.
3.4. Selection of a model for microbial conversions
The microbial conversions in both biofilm and bulk liquid
were described using the industry standard ASM1 model
[10]. To be consistent with the assumption of the Rauch
biofilm model, the ASM1 Monod functions for growth
limiting substrate were replaced with zero order kinetics.
Finally the ASM1 model integrated with Rauch model of
physical attachment detachment and diffusion processes are
summarized in a matrix presentation in Appendix A. For the
matrix model presentation, reference is made to Henze et al.
[10].
As a last step, the model components need to be defined for
the two compartments. The bulk liquid components are taken
the same as in ASM1, whereas for the biofilm components only
particulate components of ASM1 are considered (see Table 2).
Note that the masses of the biofilm components are expressed
relative to the volume of bulk (interstitial) water present in the
reactor, not to the volume of biofilm. This is a convention often
used in biofilm modeling to simplify the numerical coding of
the model. In this way, the mass of biofilm can be obtained by
summing up all of the biofilm particulates and multiplying them
with the volume of the bulk water.
3.5. Numerical calculation procedure of the model
To help picture the basis for the calculation presented in
Eq. (7) and (8), the relationship between the sand surface,
biofilm thickness, biofilm volume and masses are shown in
Fig. 5. As already mentioned a spherical biofilm surface is
assumed although in reality the biofilm has a more irregular

Table 2
Definition and units of the model components
Component Definition Unit
Bulk liquid
SALK Alkalinity (Molar units)
SI Soluble inert organic matter g COD/m3 water
SND Soluble biodegradable
organic nitrogen
g N/m3 water
SNH Ammonia g N/m3 water
SNO Nitrate g N/m3 water
SO Dissolved oxygen g COD/m3 water
SS Readily biodegradable substrate g COD/m3 water
XBA Autotrophic biomass g COD/m3 water
XBH Heterotrophic biomass g COD/m3 water
XI Inert particulate matter g COD/m3 water
XND Particulate biodegradable
organic nitrogen
g N/m3 water
XP Particulate products arising
from biomass decay
g COD/m3 water
XS Slowly biodegradable substrate g COD/m3 water
Biofilm
MBH Heterotrophic biomass g COD/m3 water
MBA Autotrophic biomass g COD/m3 water
MS Slowly biodegradable
particulate substrate
g COD/m3 water
MPH Products arising from
heterotroph biomass decay
g COD/m3 water
MPA Products arising from
autotroph biomass decay
g COD/m3 water
MI Inert matter g COD/m3 water
G. Sin et al. / Process Biochemistry 43 (2008) 384–397 389
shape. This is a common approximation in biofilm modeling
literature and often provides realistic results [15,16].
During a simulation, the set of differential and algebraic
equations contained in the model (the combined Rauch and
ASM1 models) is solved at each time-step. In this study a
fourth order Runge Kutta numerical integration algorithm
with adaptive step size is used. These equations yield the
values of certain state variables, which then are used as data
for the calculations at the next time-step. To start this iterative
process, initial values must be given to all derived state
variables. The masses of the biofilm components are
calculated as
Mk ¼ Asand � Lbiofilm;initial � rbiofilm|fflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflffl{zfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflfflffl}total biofilm mass
� f k;initial|fflfflffl{zfflfflffl}mass fraction
(7)
Fig. 5. The relationship between sand surface area, biofilm thickness, biofilm
where Mk is the mass of kth biofilm component relative to bulk
liquid volume (g COD/m3).
After having calculated the initial masses Mk, the sequence
of equations to be solved at each time-step can be summarized
as follows:Calculate the thickness of the biofilm:
Lbiofilm ¼Vwater �
Pk¼1! 6Mk
rbiofilm � Asand
(8)
Calculate the conversion rates for the model components
assuming there is no limiting substrate (note that the maximum
specific growth rates were corrected for the effect of tempera-
ture using the Arrhenius equation (see Appendix A)).Calculate
the dimensionless penetration depth bi of each growth related
substrates, i.e. SNH, SS and SO. For the substrate i, this becomes
as follows:
bi ¼ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi2� Di � Si;bulk
ð�riÞ � L2biofilm
s(9)
where D is the diffusion coefficient, Sbulk the model component
concentration in the bulk liquid, r the overall reaction rate
derived in Eq. (9) and i denoting substrate i.Determine the
active fraction of the biofilm for each biomass species (see
Rauch et al. [9]) by considering the minimum substrate pene-
tration depth in the biofilm. For the growth of heterotrophs, the
penetration depths of SO, SNH and SS are considered:
’H ¼ minðbSO;bSS
;bSNHÞ (10)
For the growth of autotrophs, the penetration depths of SO
and SNH are considered:
’A ¼ minðbSO;bSNH
Þ (11)
Re-calculate the process rates to incorporate the substrate
diffusion limitations. This is done by multiplying the process
rates calculated in step 2 with the corresponding active fractions
wA and wH obtained in step 4.Calculate the overall conversion
rates for all components using the recalculated process rates in
step 5, e.g. the overall rate for the heterotrophic biomass in the
biofilm equals
rMBH¼ ðmH � uT�T ref
mH�MBH � ’HÞ � ðbH � uT�T ref
bH�MBHÞ
þ ðkAt;biomass � XBHÞ � ðkDt;biomass �MBHÞ (12)
volume, biofilm density, biofilm mass and biofilm particulate components.

Table 3
Steady-state influent fractionation for the model
Component (unit) Average value Reference/explanation
Flow (m3/d) 117.6 Measurements
SALK (mol/m3) 7 [10]
SI (g COD/m3 water) 0 Assumed (simplification)
SND (g N/m3 water) 0 Assumed (simplification)
SNH (g N/m3 water) 11.67 Measurements
SNO (g N/m3 water) 0 Not considered in the modeling objective
SO (g COD/m3 water) 5 Measurements
SS (g COD/m3 water) 0 Assumed (simplification)
XBA (g COD/m3 water) 0.18 TSSf TSS:CODp
� BODt
� �� f XB
� f A
XBH (g COD/m3 water) 1.63 TSSf TSS:CODp
� BODt
� �� f XB
� ð1� f AÞ
XI (g COD/m3 water) 10.24 TSSf TSS:CODp
� BODt
� �� ð1� f XB
Þ
XND (g N/m3 water) 0.77 ðXS � f ND:SÞ þ ðXI � f ND:IÞ
XP (g COD/m3 water) 0 Assumed (simplification)
XS (g COD/m3 water) 9.41 BODt measurements (SS included here)
fTSS:COD (g SS/g COD) 0.75 [10]
fND:I (g N/g COD) 0.02 [10]
fND:S (g N/g COD) 0.06 [10]
fXB (g COD/g COD) 0.15 Biomass content of the influent COD (assumed)
fA (g COD/g COD) 0.1 Fraction of autotrophs in the influent (assumed)
BODt (g BOD/m3) 9.41 Short-term BOD measurements
TSS (g SS/m3) 16.09 Measurements
G. Sin et al. / Process Biochemistry 43 (2008) 384–397390
Solve the differential equations to determine the concentration
of each component in the bulk liquid:
dSi
dt¼ Q
Vwater
ðSi;in � SiÞ þ rSi (13)
Determine the flow rate of biofilm being transported to a lower
tank compartment due to the sedimentation of the sand grains:
QMk¼ JA � Lbiofilm � rbiofilm � f k (14)
where QMkis the mass of kth biofilm component transported out
of a compartment (g COD/d).Solve the differential equations to
determine the concentration of each biofilm component:
dMk
dt¼ QMk ;in � QMk
þ rMk(15)
4. Results
4.1. Steady-state calibration
In this first step of the calibration procedure, the aim is to use
the steady-state influent load to numerically solve the model
equations and compare model predictions with steady-state
plant performance.
4.1.1. Influent characterization
The ASM1 model requires influent fractionation such that
the typically measured influent variables (mainly NH4-N, BOD
and TSS) are properly partitioned into the model (ASM1)
components. Although numerous methods exist to fractionate
influent wastewater [17,18], there is no fractionation metho-
dology developed for the effluent wastewater of the WWTPs,
which is the feed (the influent) of the pilot plant in this study.
Hence, we relied on process knowledge and provided the
following empirical fractionation for the influent of the pilot
plant (see Table 3).
4.1.2. Steady-state calibration results
Most of the model parameters particularly those relating to
stoichiometric, kinetic and diffusion are assumed from
literature (see Table 4). For calibrating the model predictions
to the measurements, system specific parameters were selected
following the guidelines proposed by Wanner et al for biofilm
model applications [15]. These include initial biofilm thickness,
Lbiofilm,init (mm), fAt,nonbiomass in sand bed, kAt,biomass in sand bed
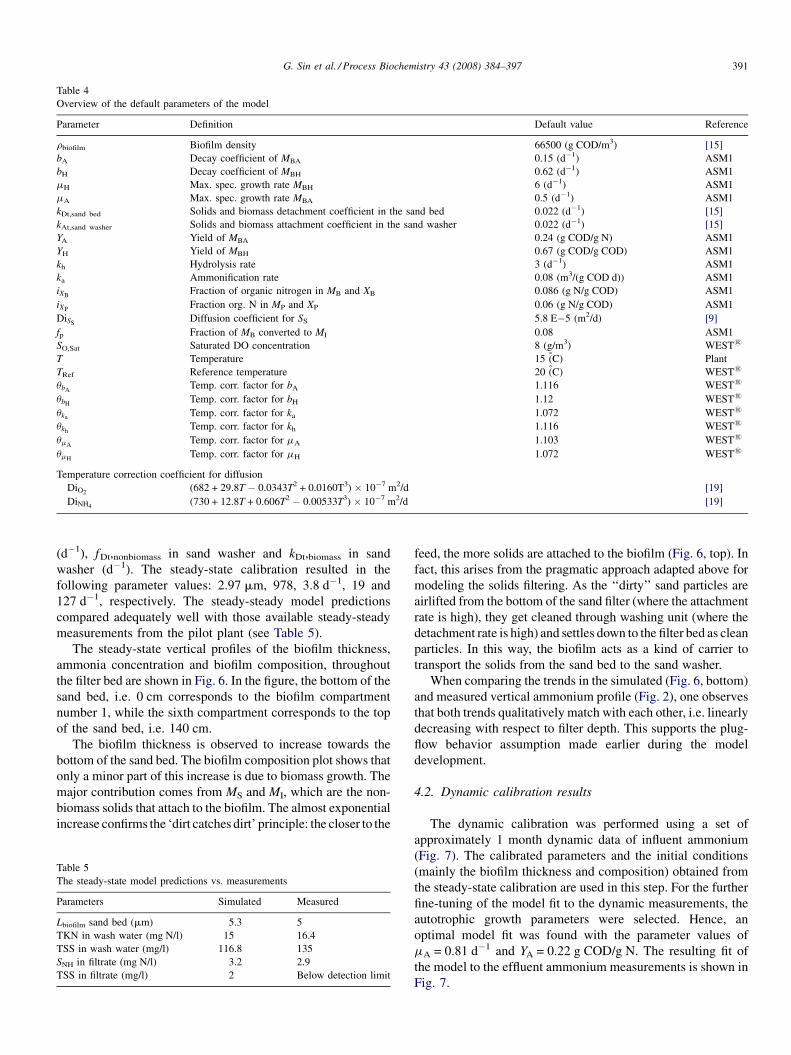
Table 4
Overview of the default parameters of the model
Parameter Definition Default value Reference
rbiofilm Biofilm density 66500 (g COD/m3) [15]
bA Decay coefficient of MBA 0.15 (d�1) ASM1
bH Decay coefficient of MBH 0.62 (d�1) ASM1
mH Max. spec. growth rate MBH 6 (d�1) ASM1
mA Max. spec. growth rate MBA 0.5 (d�1) ASM1
kDt,sand bed Solids and biomass detachment coefficient in the sand bed 0.022 (d�1) [15]
kAt,sand washer Solids and biomass attachment coefficient in the sand washer 0.022 (d�1) [15]
YA Yield of MBA 0.24 (g COD/g N) ASM1
YH Yield of MBH 0.67 (g COD/g COD) ASM1
kh Hydrolysis rate 3 (d�1) ASM1
ka Ammonification rate 0.08 (m3/(g COD d)) ASM1
iXBFraction of organic nitrogen in MB and XB 0.086 (g N/g COD) ASM1
iXPFraction org. N in MP and XP 0.06 (g N/g COD) ASM1
DiSSDiffusion coefficient for SS 5.8 E�5 (m2/d) [9]
fp Fraction of MB converted to MI 0.08 ASM1
SO,Sat Saturated DO concentration 8 (g/m3) WEST1
T Temperature 15 (C) Plant
TRef Reference temperature 20 (C) WEST1
ubATemp. corr. factor for bA 1.116 WEST1
ubHTemp. corr. factor for bH 1.12 WEST1
uka Temp. corr. factor for ka 1.072 WEST1
ukhTemp. corr. factor for kh 1.116 WEST1
umATemp. corr. factor for mA 1.103 WEST1
umHTemp. corr. factor for mH 1.072 WEST1
Temperature correction coefficient for diffusion
DiO2(682 + 29.8T � 0.0343T2 + 0.0160T3) � 10�7 m2/d [19]
DiNH4(730 + 12.8T + 0.606T2 � 0.00533T3) � 10�7 m2/d [19]
G. Sin et al. / Process Biochemistry 43 (2008) 384–397 391
(d�1), fDt,nonbiomass in sand washer and kDt,biomass in sand
washer (d�1). The steady-state calibration resulted in the
following parameter values: 2.97 mm, 978, 3.8 d�1, 19 and
127 d�1, respectively. The steady-steady model predictions
compared adequately well with those available steady-steady
measurements from the pilot plant (see Table 5).
The steady-state vertical profiles of the biofilm thickness,
ammonia concentration and biofilm composition, throughout
the filter bed are shown in Fig. 6. In the figure, the bottom of the
sand bed, i.e. 0 cm corresponds to the biofilm compartment
number 1, while the sixth compartment corresponds to the top
of the sand bed, i.e. 140 cm.
The biofilm thickness is observed to increase towards the
bottom of the sand bed. The biofilm composition plot shows that
only a minor part of this increase is due to biomass growth. The
major contribution comes from MS and MI, which are the non-
biomass solids that attach to the biofilm. The almost exponential
increase confirms the ‘dirt catches dirt’ principle: the closer to the
Table 5
The steady-state model predictions vs. measurements
Parameters Simulated Measured
Lbiofilm sand bed (mm) 5.3 5
TKN in wash water (mg N/l) 15 16.4
TSS in wash water (mg/l) 116.8 135
SNH in filtrate (mg N/l) 3.2 2.9
TSS in filtrate (mg/l) 2 Below detection limit
feed, the more solids are attached to the biofilm (Fig. 6, top). In
fact, this arises from the pragmatic approach adapted above for
modeling the solids filtering. As the ‘‘dirty’’ sand particles are
airlifted from the bottom of the sand filter (where the attachment
rate is high), they get cleaned through washing unit (where the
detachment rate is high) and settles down to the filter bed as clean
particles. In this way, the biofilm acts as a kind of carrier to
transport the solids from the sand bed to the sand washer.
When comparing the trends in the simulated (Fig. 6, bottom)
and measured vertical ammonium profile (Fig. 2), one observes
that both trends qualitatively match with each other, i.e. linearly
decreasing with respect to filter depth. This supports the plug-
flow behavior assumption made earlier during the model
development.
4.2. Dynamic calibration results
The dynamic calibration was performed using a set of
approximately 1 month dynamic data of influent ammonium
(Fig. 7). The calibrated parameters and the initial conditions
(mainly the biofilm thickness and composition) obtained from
the steady-state calibration are used in this step. For the further
fine-tuning of the model fit to the dynamic measurements, the
autotrophic growth parameters were selected. Hence, an
optimal model fit was found with the parameter values of
mA = 0.81 d�1 and YA = 0.22 g COD/g N. The resulting fit of
the model to the effluent ammonium measurements is shown in
Fig. 7.

Fig. 6. Steady-state model predictions of the biofilm thickness, ammonium, nitrate and biofilm composition throughout the sand bed.
Fig. 7. Results of the dynamic calibration: the influent ammonium (&), the simulated effluent ammonium (line) and the measured effluent ammonium (&).
G. Sin et al. / Process Biochemistry 43 (2008) 384–397392

G. Sin et al. / Process Biochemistry 43 (2008) 384–397 393
4.3. Model validation results
To validate the predictions of the model, a 10-d long
independent data set has been used. The data set is taken from a
period prior to the calibration data set, that is from the first week
of June 2004 as shown in Fig. 8. Visual inspection shows that
the model matches the measurements quite well during the
validation period. The statistical analysis of the fits, however, is
given below.
5. Discussion
5.1. Model prediction accuracy and validity
The MAE was found 0.76 and 0.72 in the calibration
and validation periods respectively. This means the bias
of the model remain similar in both periods. It also means
that the model predictions will be accompanied with a
bias of 0.7 mg NH4-N/l in the effluent. This average
systematic difference between the model and the reality
is usually deemed acceptable for many modeling applica-
tions such as scenario analysis for process optimization
[14,21].
The MSE was found 0.73 and 0.78 in the calibration and
validation periods indicating that the accuracy of the
predictions remained similar in both periods. Finally, these
results are confirmed by the Janus coefficient that was
calculated to be 0.9 which is quite close to 1. This suggests
that the model structure did not require significant change
during the validation period [11]. Overall, these criteria confirm
that the model predictions, albeit accompanied with an
acceptable bias, are statistically accurate and valid. Hence,
this increases the confidence into the model.
Fig. 8. Results of the model validation: the influent ammonium (&), the simul
Fig. 9. Effect of temperature: biofilm thicknes
5.2. Effect of temperature on the filter performance
Temperature has a profound effect on the nitrification
performance in the biofilm systems and also on determining the
optimal nitrogen loading rate to the system [23,24]. Therefore,
to understand the effect of temperature on the nitrification
performance of the moving bed biofilm reactor, we have
performed dedicated simulations following one-factor-at-a-
time approach. In this approach, the temperature was varied and
other factors (e.g. influent load) were kept constant. The
resulting effect of temperature on the ammonium removal
performance is shown Fig. 9 (right). One observes that
increasing temperature has a positive effect on the ammonium
removal as expected. For example, a 5 8C increase in the
operating temperature of the plant (15 8C) leads to the complete
nitrification of ammonium (see Fig. 9, right). Further increasing
temperature does not affect any longer the filter performance as
the influent ammonium load becomes rate limiting rather than
the nitrification capacity of the filter.
As regards the biofilm thickness (Fig. 9, left), one observes
that it increases with increasing temperature until 20 8C,
beyond which it drops. This phenomenon is explained by the
combined effect of temperature on the growth and decay of
nitrifying biomass in the system. We observe that at
temperatures between 5 and 20 8C, the growth of nitrifying
biomass offsets the amount lost due to decay hence resulting in
a net increase in the thickness of biofilm. For temperatures
exceeding 20 8C, the growth of nitrifying biomass becomes
limited by the influent ammonium load, while the decay of
nitrifying biomass continues to increase exponentially. The
latter follows from the assumption of ASM1 model [10] that
states that decay rate increases with the increasing temperature.
As a result, the observed yield of nitrifying biomass decreases,
ated effluent ammonium (line) and the measured effluent ammonium (&).
s (left), NH4-N removal efficiency (right).

Fig. 10. The effect influent ammonium load and hydraulic load on the filter
performance: constant HRT and variable HRT.
G. Sin et al. / Process Biochemistry 43 (2008) 384–397394
which in turn leads to decrease in the biofilm thickness that is
observed in Fig. 9 (left).
Overall this model-based analysis presented above showed
that the temperature effect as well as the optimal operating
temperature on the nitrification performance depends on the
influent nitrogen load and could be either positive or neutral. To
this end, it is advised to perform an integrated analysis to
understand the temperature effect for different biofilm systems.
5.3. Effect of the influent load
The effect of the influent nitrogen load on the nitrogen
removal efficiency was investigated in two ways. In the first
approach, the influent load was increased by manipulating the
wastewater strength but keeping the flow of the wastewater
constant. In the second approach, the influent flow rate was
increased while the wastewater strength was kept constant. The
main difference between the two approaches is that the
hydraulic retention time (HRT) is constant in the first approach,
whereas it is variable in the second one. All other factors
(including temperature) were kept constant during these
scenarios.
The results obtained from the two approaches are shown in
Fig. 10. One observes that the ammonium removal efficiency
decreases as the influent ammonium load increases (see the line
with fixed HRT). This is understandable as the amount of
ammonium removal from the influent is determined by the
nitrification capacity present in the plant. Therefore increasing
the influent load without increasing the nitrification capacity
will simply overload the plant with more ammonium than it can
handle. This results in a decreasing removal efficiency as
observed in Fig. 10.
As regards hydraulic loading, whether the HRT is varied or
kept constant does not change much the observed impact on the
ammonium removal efficiency (see both curves are similar in
Fig. 10). This means that the HRT has a negligible effect on the
ammonium removal efficiency. In suspended activated sludge
systems, the effect of HRT may become more pronounced
especially if the system is hydraulically overloaded. In such a
case, the biomass may even be completely washed out leading
to a complete system failure. In attached growth systems,
however, we observe that HRT is effectively decoupled from
SRT. In fact in this way, it becomes feasible to enrich slowly
growing specialized bacteria such as the nitrifying bacteria
enriched in the biofilm system studied here.
It should be noted that variable hydraulic loading may also
affect attached growth systems via the detachment process.
This aspect is not considered in this study. Some studies and
models suggest that increasing shear stress (that may be due to
hydraulic overloading) further increases the detachment rates in
the system, which may eventually lead to washout of biomass
[15].
Overall, the current operating influent ammonium load
(1 kg N/d-m3 filter bed) seems to be approximately 30% higher
than the maximum load that corresponds to complete
nitrification (0.75 kg N/d-m3 filter bed see in Fig. 10). If the
goal is to achieve a complete nitrification, the load needs to be
decreased or the capacity of the active sand bed of the filter
needs to be increased, for example by increasing the height of
the filter.
5.4. Future perspectives
The dynamic model presented here was developed and
validated using full-scale ammonia measurements, which
helped verify the model for ammonium predictions in the
filter. However, future validation of the model predictions
against more measurements particularly the oxygen and nitrate
are certainly desirable to extend the prediction spectrum of the
model. Moreover, the entrapment of suspended solids is an
important function of the filter. Detailed experimental analysis
of the solids trajectory in the filter is expected to improve the
verification of the pragmatic approach used in the model.
Further, as the quality of the input data to the model determines
the quality of the model outputs, using process performance
under stress or more changing influent load will help
consolidate the validity of the model to describe fast-changing
phenomena in the process. Such a model can improve
understanding of fast-changing reactions in the filter and be
useful for testing different control strategies.
Moreover, the general steps followed here for the model
development is expected to be useful as a method to aid in the
development of biofilm models for other biofilm applications,
particularly continuously moving bed filters performing not
only nitrification but also denitrification.
Overall the dynamic model can be used to support the design
of moving bed filters for ammonium removal process. This can
be done as follows: once the initial design of the moving bed
filter is obtained (typically using rules of thumbs or empirical
(pilot-scale) studies under steady-state loading), one can then
perform dynamic simulations under fluctuating influent loading
(e.g. considering dry-weather versus wet-weather influent flow
loading profiles). In this way, one obtains deeper insight into the
robustness and the performance of the initial design and hence
opportunities to further improve the design in an iterative way.
The dynamic model, especially if well calibrated and
validated, can also be used for optimization purposes. The latter
is defined as the process of searching in an iterative way the
optimal performance of running the system (see e.g. Sin et al.

G. Sin et al. / Process Biochemistry 43 (2008) 384–397 395
[5]). Since model predictions are subject to certain assump-
tions, it is important to cross check the predictions with
valuable process engineering/expert knowledge about the
system as presented above. Ultimately this is expected to
ensure the quality of the models before being used as support
tools for taking engineering decisions for design and
optimization problems.
6. Conclusions
In this study, a mathematical model with adequate
complexity integrating hydraulic, biofilm and microbial
conversion processes was successfully developed, calibrated
and validated for a particular continuously moving bed biofilter
process.
For the steady-state calibration of the model, a good match
could be obtained by changing a few system specific parameters
(such as attachment rate coefficient, detachment rate coefficient
and biofilm thickness), whereas the remaining model para-
meters could be adapted from relevant literature. Building on
the steady-state calibration results, the model was calibrated
using a dynamic (1 month) data set by changing only two
autotrophic growth related parameters: maximum specific
growth rate (mA = 0.81 d�1) and yield (YA = 0.22 g COD/g N).
The model confrontation with an independent data set showed
that the model predictions remained largely valid (Janus
coefficient is 0.9) albeit with a bias the effluent ammonium
concentration equal to 0.8 mg N/l.
Scenario analysis with the validated model revealed some
new insights and confirmed several conclusions about biofilm
systems: (i) increasing temperature has a significant and
positive effect on the nitrification performance. (ii) The biofilm
thickness is affected considerably by temperature. The biofilm
thickness may decrease at high temperatures due to increasing
decay rate. (iii) The influent nitrogen load is more influential
than the influent hydraulic load on the ammonium removal
efficiency. The latter has a negligible impact on the filter
performance.
Overall the model can be used to support some engineering
tasks including design and process optimization of ammonium
removal in this particular moving bed filters at full-scale.
Acknowledgements
Authors acknowledge the valuable contribution of ir.
Webbey Keyser to the model development and calibration.
Paques BV, The Netherlands supported the project financially
and provided all the necessary data used in this research project.
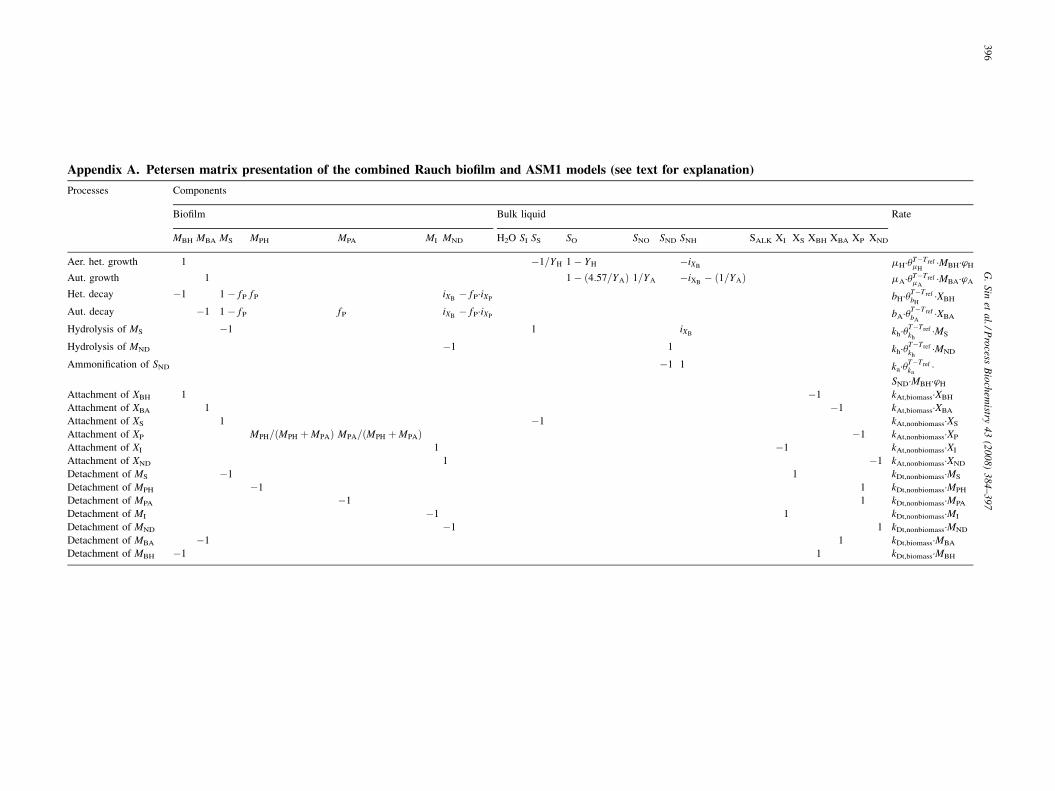
Appendix A. Petersen matrix presentation of the combined Rauch biofilm and ASM1 models (see text for explanation)
Processes Components
Biofilm Bulk liquid Rate
MBH MBA MS MPH MPA MI MND H2O SI SS SO SNO SND SNH SALK XI XS XBH XBA XP XND
Aer. het. growth 1 �1=YH 1� YH �iXB mH�uT�TrefmH
�MBH�wH
Aut. growth 1 1� ð4:57=YAÞ 1=YA �iXB� ð1=YAÞ mA�uT�Tref
mA�MBA�wA
Het. decay �1 1 � fP fP iXB� fP�iXP bH�uT�T ref
bH�XBH
Aut. decay �1 1 � fP fP iXB� fP�iXP bA�uT�T ref
bA�XBA
Hydrolysis of MS �1 1 iXB kh�uT�Trefkh
�MS
Hydrolysis of MND �1 1 kh�uT�Trefkh
�MND
Ammonification of SND �1 1 ka�uT�T refka
�SND�MBH�wH
Attachment of XBH 1 �1 kAt,biomass�XBH
Attachment of XBA 1 �1 kAt,biomass�XBA
Attachment of XS 1 �1 kAt,nonbiomass�XS
Attachment of XP MPH=ðMPH þMPAÞ MPA=ðMPH þMPAÞ �1 kAt,nonbiomass�XP
Attachment of XI 1 �1 kAt,nonbiomass�XI
Attachment of XND 1 �1 kAt,nonbiomass�XND
Detachment of MS �1 1 kDt,nonbiomass�MS
Detachment of MPH �1 1 kDt,nonbiomass�MPH
Detachment of MPA �1 1 kDt,nonbiomass�MPA
Detachment of MI �1 1 kDt,nonbiomass�MI
Detachment of MND �1 1 kDt,nonbiomass�MND
Detachment of MBA �1 1 kDt,biomass�MBA
Detachment of MBH �1 1 kDt,biomass�MBH
G.
Sin
eta
l./Pro
cessB
ioch
emistry
43
(20
08
)3
84
–3
97
39
6

G. Sin et al. / Process Biochemistry 43 (2008) 384–397 397
References
[1] Ockier P, Thoeye C, De Gueldre G. Key tools to accelerate fulfillment of
the EU urban waste water treatment directive in the Flemish region of
Belgium. Water Sci Technol 2001;44(1):7–14.
[2] Obenaus F, Kraft A. Realisation of the EU Directive 91/271/EWG in
Germany—technical and economic effects from the perspective of an
operator of large wastewater treatment plants. Water Sci Technol
2004;50(7):257–63.
[3] Demuynck C, Vanrolleghem PA, Mingneau C, Liessens J, Verstraete W.
NDBEPR process optimisation in SBRs: reduction of external carbon
source and oxygen supply. Water Sci Technol 1994;30(4): 169–79.
[4] Artan N, Wilderer P, Orhon D, Tasli R, Morgenroth E. Model evaluation
optimisation of nutrient removal potential for sequencing batch reactors.
Water Sci Technol 2001;28(4):423–32.
[5] Sin G, Insel G, Lee DS, Vanrolleghem PA. Optimal but robust N and P
removal in SBRs: a model-based systematic study of operation scenarios.
Water Sci Technol 2004;50(10):97–105.
[6] Yang WB, Cicek N, Ilg J. State-of-the-art of membrane bioreactors:
worldwide research and commercial applications in North America. J
Membr Sci 2006;270(1/2):201–11.
[7] van Loosdrecht MC, Salem S. Biological treatment of sludge digester
liquids. Water Sci Technol 2006;53:11–20.
[8] Kramer JP, Wouters JW, Noordink MP, Anink DM, Janus JM. Dynamic
denitrification of 3,600 m3/h sewage effluent by moving bed biofiltration.
Water Sci Technol 2000;41(4/5):29–33.
[9] Rauch W, Vanhooren H, Vanrolleghem PA. A simplified mixed-culture
biofilm model. Water Res 1999;33:2148–62.
[10] Henze M, Gujer W, Mino T, van Loosdrecht MCM. Activated sludge
models ASM1, ASM2, ASM2d and ASM3. IWA scientific and technical
report 9. London: IWA publishing; 2000.
[11] Power M. The predictive validation of ecological and environmental-
models. Ecol Modell 1993;68(1/2):33–50.
[12] Hulsbeek JJW, Kruit J, Roeleveld PJ, van Loosdrecht MCM. A practical
protocol for dynamic modelling of activated sludge systems. Water Sci
Technol 2002;45(6):127–36.
[13] Insel G, Sin G, Lee DS, Nopens I, Vanrolleghem PA. A calibration
methodology and model-based systems analysis for SBRs removing
nutrients under limited aeration conditions. J Chem Technol Biotechnol
2006;81:679–87.
[14] Melcer H, Dold PL, Jones RM, Bye CM, Takacs I, Stensel HD, et al.
Methods for wastewater characterisation in activated sludge modelling.
Alexandria: Water Environment Research Foundation (WERF); 2003.
[15] Wanner O, Eberl, H, Morgenroth E, Noguera D, Picioreanu C, Rittman B,
et al. Mathematical modelling of biofilms. Scientific and technical report
no. 18. London: IWA Publishing; 2006.
[16] Wanner O, Reichert P. Mathematical modeling of mixed-culture biofilms.
Biotechnol Bioeng 1996;49:172–84.
[17] Roeleveld PJ, van Loosdrecht MCM. Experiences with guidelines for
wastewater characterization in The Netherlands. Water Sci Technol
2002;45(6):77–87.
[18] Petersen B, Gernaey K, Henze M, Vanrolleghem PA. Calibration of
activated sludge models: a critical review of experimental designs. In:
Biotechnology for the Environment, Agathos SN, Reineke W, editors.
Wastewater treatment and modeling, waste gas handling. Dordrecht:
Kluwer Academic Publishers; 2003. p. 101–86.
[19] Gujer W, Boller M. Design of a nitrifying tertiary trickling filter based on
theoretical concepts. Water Res 1986;20:1353–2136.
[20] Casellas M, Dagot C, Baudu M. Set up and assessment of a control
strategy in a SBR in order to enhance nitrogen and phosphorus removal.
Process Biochem 2006;41:1994–2001.
[21] Perez J, Poughon L, Dussap C-G, Montesinos JL, Godia F. Dynamics and
steady state operation of a nitrifying fixed bed biofilm reactor: mathe-
matical model based description. Process Biochem 2005;40:2359–69.
[22] Manser R, Gujer W, Siegrist H. Decay processes of nitrifying bacteria in
biological wastewater treatment systems. Water Res 2006;40:2416–26.
[23] Hao XD, Heijnen JJ, van Loosdrecht MCM. Model-based evaluation of
temperature and inflow variations on a partial nitrification-ANAMMOX
biofilm process. Water Res 2002;36:4839–49.
[24] Bougard D, Bernet N, Cheneby D, Delgenes J-P. Nitrification of a high-
strength wastewater in an inverse turbulent bed reactor: effect of tem-
perature on nitrite accumulation. Process Biochem 2006;41:106–13.




















