
Degradation processes in Al/SiCp/MgAl2O4 composites prepared from recycled aluminum with fly ash and...
8
Degradation processes in Al/SiC p /MgAl 2 O 4 composites prepared from recycled aluminum with fly ash and rice hull ash M. I. Pech-Canul * , R. Escalera-Lozano, M. A. Pech-Canul, J. C. Rendo ´ n-Angeles and J. Lo ´ pez-Cuevas The degradation characteristics of Al/SiC p /spinel composites prepared with fly ash (FA) and rice hull ash (RHA) under environ- mental conditions were investigated. Composite specimens were prepared with recycled aluminum via reactive infiltration in the temperature range 1050–1150 8C for 50–70 min and, in argon atmosphere at a pressure slightly above that of the atmospheric pressure. Results reveal that although both FA and RHA help in preventing SiC p dissolution and the subsequent chemical degrada- tion of the composites, due to the interaction of native carbon in FA with liquid aluminum, FA-composites are susceptible to corrosion via Al 4 C 3 . Moreover, this phase accelerates the degradation process and increases the damage severity. The primary corrosion mech- anism in both types of composites is attributed to microgalvanic coupling between the intermetallic Mg 2 Si and the matrix. Accord- ingly, an appropriate control of the Si/(Si þ Mg) molar ratio in the aluminum alloy hinders the Mg 2 Si corrosion mechanism in both types of composites and a proper FA calcination prevents chemical degradation in FA composites. 1 Introduction Fly ash (FA) and rice hull ash (RHA) are two important waste materials that offer excellent opportunities for the development of Al matrix composites. However, due to inherent material characteristics and processing related aspects, composites produced with these materials might be susceptible to corrosion, even with atmospheric moisture. Most of the efforts to develop Al-based composites from waste materials have been centered on the use of FA. In addition to lowering costs, incorporation of FA into aluminum has been proved to decrease the materials’ density, increase their hardness, abrasion resistance, and stiffness [1]. Some of the main reasons behind the interest in FA are: (i) its singular hollow-spherical shape, ii) low density, and iii) chemical composition. Extensive investigations on the use of FA for Al-based composites have been undertaken by Rohatgi and coworkers [1–4]. In the composites, due to its hollow spherical shape, FA enhances the energy absorption capabilities of the material and leads to a better damage tolerance [4]. Con- sideration of RHAs for aluminum-based composites might be of great interest not only because SiO 2 is one of its major constituents as in FA, but also because the morphology of RHAs is significantly different from that of FA and therefore different mechanical properties could be obtained. In spite of the intensive investigations conducted on aluminum composites prepared with FA, mainly with commercial alloys, studies on the corrosion behavior of these materials are limited. The reason why their corrosion response cannot be neglected is because as in most aluminum- based composites, localized corrosion might operate under certain conditions, even with the atmospheric moisture. For instance, in Al matrix AK12 composites containing FA it was found that FA particles lead to an enhanced pitting corrosion of the composites in comparison with the unreinforced matrix (AK12 alloy) [5]. Several investigations (with non- containing FA composites) carried out in aggressive chloride-containing solutions have shown that the origin of localized attack depends highly on the alloy composition and microstructure (which is affected by the processing method) [6–9]. Possible mechanisms include: microgalvanic coupling between the matrix and reinforcement or between the matrix and intermetallics, failure of the protective oxide film due to microsegregation of the alloying elements or microcrevices at the matrix-reinforcement interface. Although most studies were performed under full immersion in aqueous solutions, a study carried out in humid atmospheres [10] showed that degradation of the composites involved growth/ spalling of a hydrated oxide layer and microgalvanic effects. It is well known that during the processing of Al/SiC composites by the route with the molten metal, there is a great tendency for the dissolution of SiC by aluminum, according to: 3SiC ðsÞ þ 4 Al ðlÞ $ Al 4 C 3ðsÞ þ 3 Si ðin l AlÞ (1) Materials and Corrosion 2007, 58, No.11 DOI: 10.1002/maco.200704067 833 M. I. Pech-Canul, R. Escalera-Lozano, J. C. Rendo ´n-Angeles J. Lo ´pez-Cuevas Cinvestav Saltillo, Carr. Saltillo-Mty. Km. 13, Saltillo, Coah, Me ´xico 25900 (Me ´xico) E-mail: [email protected] M. A. Pech-Canul Cinvestav Me ´rida, Km. 6 Antigua Carr. a Progreso Apdo. Postal 73, Cordemex. Me ´rida, Yuc., Me ´xico 97310 (Me ´xico) www.wiley-vch.de/home/wuk ß 2007 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of Degradation processes in Al/SiCp/MgAl2O4 composites prepared from recycled aluminum with fly ash and...

Materials and Corrosion 2007, 58, No.11 DOI: 10.1002/maco.200704067 833
Degradation processes in Al/SiCp/MgAl2O4
composites prepared from recycled aluminumwith fly ash and rice hull ash
M. I. Pech-Canul*, R. Escalera-Lozano,M. A. Pech-Canul, J. C. Rendon-Angeles andJ. Lopez-Cuevas
The degradation characteristics of Al/SiCp/spinel compositesprepared with fly ash (FA) and rice hull ash (RHA) under environ-mental conditions were investigated. Composite specimens wereprepared with recycled aluminum via reactive infiltration in thetemperature range 1050–1150 8C for 50–70 min and, in argonatmosphere at a pressure slightly above that of the atmosphericpressure. Results reveal that although both FA and RHA help inpreventing SiCp dissolution and the subsequent chemical degrada-tion of the composites, due to the interaction of native carbon in FA
� M. I. Pech-Canul, R. Escalera-Lozano, J. C. Rendon-AngelesJ. Lopez-CuevasCinvestav Saltillo, Carr. Saltillo-Mty. Km. 13, Saltillo, Coah,Mexico 25900 (Mexico)E-mail: [email protected]
M. A. Pech-CanulCinvestav Merida, Km. 6 Antigua Carr. a Progreso Apdo. Postal73, Cordemex. Merida, Yuc., Mexico 97310 (Mexico)
www.wiley-vch.de/home/wuk � 2007 WILEY-VCH Verlag Gm
with liquid aluminum, FA-composites are susceptible to corrosionvia Al4C3. Moreover, this phase accelerates the degradation processand increases the damage severity. The primary corrosion mech-anism in both types of composites is attributed to microgalvaniccoupling between the intermetallic Mg2Si and the matrix. Accord-ingly, an appropriate control of the Si/(SiþMg) molar ratio in thealuminum alloy hinders the Mg2Si corrosion mechanism in bothtypes of composites and a proper FA calcination prevents chemicaldegradation in FA composites.
1 Introduction
Fly ash (FA) and rice hull ash (RHA) are two importantwaste materials that offer excellent opportunities for thedevelopment of Al matrix composites. However, due toinherent material characteristics and processing relatedaspects, composites produced with these materials might besusceptible to corrosion, even with atmospheric moisture.Most of the efforts to develop Al-based composites fromwaste materials have been centered on the use of FA. Inaddition to lowering costs, incorporation of FA into aluminumhas been proved to decrease the materials’ density, increasetheir hardness, abrasion resistance, and stiffness [1]. Some ofthe main reasons behind the interest in FA are: (i) its singularhollow-spherical shape, ii) low density, and iii) chemicalcomposition. Extensive investigations on the use of FA forAl-based composites have been undertaken by Rohatgi andcoworkers [1–4]. In the composites, due to its hollow sphericalshape, FA enhances the energy absorption capabilities of thematerial and leads to a better damage tolerance [4]. Con-sideration of RHAs for aluminum-based composites mightbe of great interest not only because SiO2 is one of its majorconstituents as in FA, but also because the morphology of
RHAs is significantly different from that of FA and thereforedifferent mechanical properties could be obtained.In spite of the intensive investigations conducted on
aluminum composites prepared with FA, mainly withcommercial alloys, studies on the corrosion behavior ofthese materials are limited. The reason why their corrosionresponse cannot be neglected is because as in most aluminum-based composites, localized corrosion might operate undercertain conditions, even with the atmospheric moisture. Forinstance, in Al matrix AK12 composites containing FA it wasfound that FA particles lead to an enhanced pitting corrosionof the composites in comparison with the unreinforcedmatrix (AK12 alloy) [5]. Several investigations (with non-containing FA composites) carried out in aggressivechloride-containing solutions have shown that the originof localized attack depends highly on the alloy compositionand microstructure (which is affected by the processingmethod) [6–9]. Possible mechanisms include: microgalvaniccoupling between the matrix and reinforcement or betweenthe matrix and intermetallics, failure of the protective oxidefilm due to microsegregation of the alloying elements ormicrocrevices at the matrix-reinforcement interface. Althoughmost studies were performed under full immersion in aqueoussolutions, a study carried out in humid atmospheres [10]showed that degradation of the composites involved growth/spalling of a hydrated oxide layer and microgalvanic effects.It is well known that during the processing of Al/SiC
composites by the route with the molten metal, there is agreat tendency for the dissolution of SiC by aluminum,according to:
3SiCðsÞ þ 4 AlðlÞ $ Al4C3ðsÞ þ 3 Siðin l AlÞ (1)
bH & Co. KGaA, Weinheim

834 Pech-Canul, Escalera-Lozano, Pech-Canul, Rendon-Angeles and Lopez-Cuevas Materials and Corrosion 2007, 58, No.11
Al4C3 can induce the composite’s chemical degradationaccording to the following:
Al4C3ðsÞ þ 12 H2OðgÞ ! 4 AlðOHÞ3ðsÞ þ 3 CH4ðgÞ (2)
DG25 �C ¼ �1847 kJ=mol
Al4C3ðsÞ þ 18 H2OðlÞ
! 4 AlðOHÞ3ðsÞ þ 3 CO2ðgÞ þ 12 H2ðgÞ (3)
DG25 �C ¼ �1746 kJ=mol
Among the most recent procedures proposed to preventthe attack of SiC, the intentional oxidation of SiC particlesand the incorporation of SiO2 particles into the SiCp
preforms have been proved to be effective [11–14]. Based onLe Chatelier’s principle, the ultimate goal is to incorporate acertain amount of silicon into the aluminum matrix toprevent SiC dissolution and, consequently, avoid formationof the unwanted aluminum carbide (Al4C3). Interestingly, FAcontains SiO2 and mullite while RHA contains SiO2 as themain constituents and both represent potential sources of Si.Their incorporation during the fabrication of hybrid Al/SiCcomposites would have various beneficial effects: (i) prevent-ing the formation of Al4C3, (ii) promoting in situ growth ofthermodynamically stable phases (MgO, MgAl2O4) that mayact as reinforcements and (iii) abating processing costs. Thein situ formation of spinel and Si incorporation into the alloymatrix occur through the following reactions, for FA (1) andRHA (2), respectively:
4Al6Si2O13ðsÞ þ 13MgðlÞ þ 2AlðlÞ
! 13MgAl2O4ðsÞ þ 8Siðin l AlÞ (4)
DG1100 �C ¼ �2108 kJ=mol; DH1100 �C ¼ �2765kJ=mol
MgðlÞ þ 2AlðlÞ þ 2SiO2ðsÞ ! MgAl2O4ðsÞ þ 2Siðin l AlÞ (5)
DG1100 �C ¼ �451:73 kJ=mol; DH1100 �C ¼ �404:59kJ=mol
Although the rejection of a certain amount of silicon intothe alloy matrix is useful to prevent the formation of Al4C3, itmay represent a potential problem. Reaction of Si in the alloy(or that formed as a byproduct) with magnesium mightproduceMg2Si during solidification of the alloy matrix in thecomposites. The intermetallic Mg2Si has been reported to beelectrochemically active [15–17] and may enhance localizedcorrosion. Thus, the Si/(SiþMg) ratio plays a crucial roleduring the fabrication of the composites.It has been recognized that special matrix alloys need to be
developed to maximize the advantages of FA additions [1]. Inmany respects, recycled aluminum may represent a response
Table 1. Chemical composition of recycling aluminum and the fabri
Recycled aluminum
For class I composites For class II composit
Si 0.18 0.20Mg 0.61 1.09Fe 0.61 1.43Cu 0.14 0.16Mn 0.84 0.86Others 0.08 0.10Al Balance Balance
to this need, particularly to the processing of Al/SiCp (wherethe suffix p stands for particulate SiC) composites by theroute using a liquid metal. Essentially, this is because certainkey elements like magnesium (which is essential for pressure-less infiltration) would not be required to be eliminated fromthe alloy, as in the current practice for alloy fabrication fromrecycled aluminum [18].In this work, aluminum-based composites were prepared
by reactive infiltration, starting from SiCp/FA and SiCp/RHAporous preforms and two purpose-designed Al-Si-Mg alloysfabricated by recycling aluminum. Thus, regarding the ashsource, composites are denoted FA and RHA composites.With respect to the Al alloys, composites are referred to asclass I and class II composites. The objective of thisinvestigation was to compare the corrosion behavior of FAand RHA composites processed via reactive infiltration withrecycled aluminum and exposed to indoor laboratoryatmosphere.
2 Experimental work
The aluminum alloys were fabricated in an inductionfurnace from aluminum beverage containers with the additionof commercial Si andMg. It should be noted that experimentalaluminum alloys specifically designed for pressureless orspontaneous infiltration require high and unusual levels of Mgand Si to promote wetting of the ceramic preforms by theliquid aluminum alloy. The chemical compositions of therecycling aluminum and the fabricated alloys are shown inTable 1. The alloy Al-8Si-15Mg (wt%), corresponding to aSi/(SiþMg) molar ratio of 0.32 was used in the fabricationof class I composites and the alloy Al-3Si-15Mg (wt%) witha molar ratio of 0.148 was used in the fabrication of class IIcomposites. Accordingly, class I composites prepared withFA are labeled I-FA while those prepared with RHA aredesignated as I-RHA. The same nomenclature applies forclass II composites, being II-FA and II-RHA, respectively.For the preparation of the preforms, a-SiC powders with
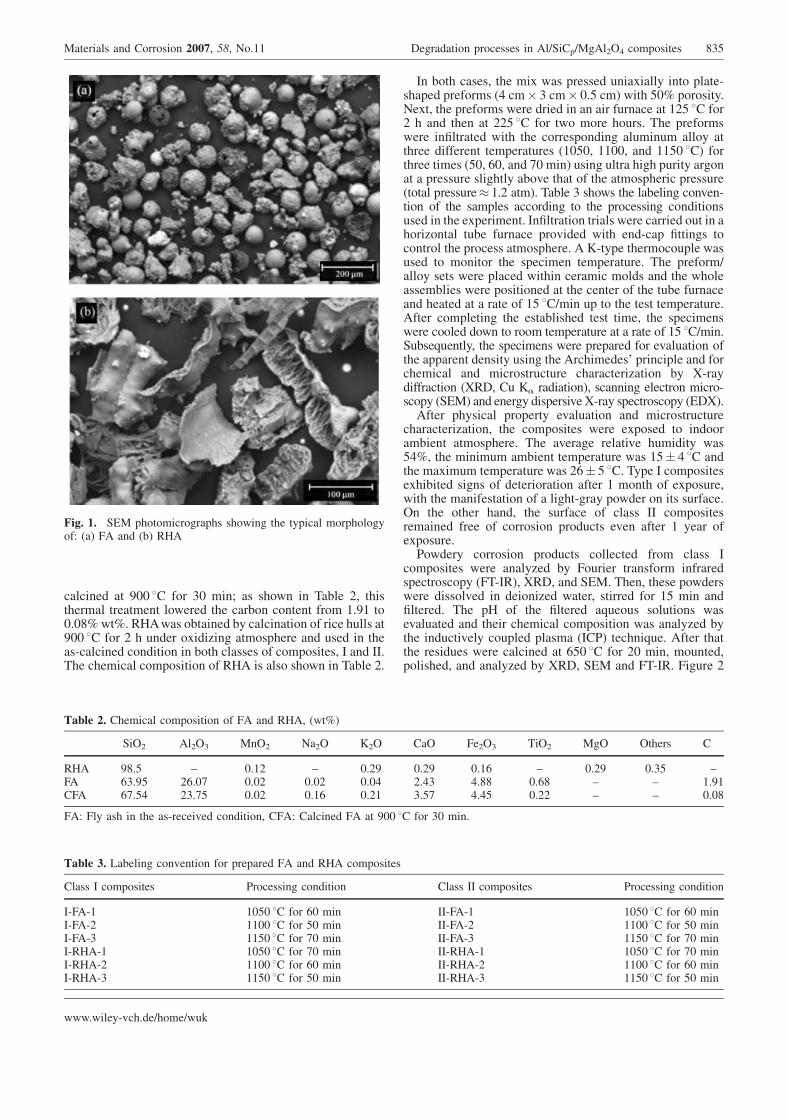
average particle size of 75 mm were thoroughly mixed withFA (average particle size�90 mm) or RHA (average particlesize �100 mm) in a volume ratio of 30:20 (SiC:FA orSiC:RHA) with additions of 8 wt% dextrin and approxi-mately 0.5 ml of distilled water. Figures 1(a) and (b) arephotomicrographs showing the typical morphologies of FAand RHA, respectively. It is interesting to note that RHA hasthe appearance of fiber-reinforced flakes while FA has themorphology of hollow spheres, some of them with manifestpores. Extensive characterization of FA has been reportedpreviously [1].For fabrication of class I composites, FA was used in the
as-received condition and for class II composites, it was
cated alloys (wt%)
Fabricated alloys
es For class I composites For class II composites
8.37 3.3015.36 15.580.43 1.240.11 0.170.72 0.650.15 0.16
Balance Balance
www.wiley-vch.de/home/wuk
Materials and Corrosion 2007, 58, No.11 Degradation processes in Al/SiCp/MgAl2O4 composites 835
Fig. 1. SEM photomicrographs showing the typical morphologyof: (a) FA and (b) RHA
calcined at 900 8C for 30 min; as shown in Table 2, thisthermal treatment lowered the carbon content from 1.91 to0.08% wt%. RHAwas obtained by calcination of rice hulls at900 8C for 2 h under oxidizing atmosphere and used in theas-calcined condition in both classes of composites, I and II.The chemical composition of RHA is also shown in Table 2.
Table 2. Chemical composition of FA and RHA, (wt%)
SiO2 Al2O3 MnO2 Na2O K2O
RHA 98.5 – 0.12 – 0.29FA 63.95 26.07 0.02 0.02 0.04CFA 67.54 23.75 0.02 0.16 0.21
FA: Fly ash in the as-received condition, CFA: Calcined FA at 900 8
Table 3. Labeling convention for prepared FA and RHA composites
Class I composites Processing condition
I-FA-1 1050 8C for 60 minI-FA-2 1100 8C for 50 minI-FA-3 1150 8C for 70 minI-RHA-1 1050 8C for 70 minI-RHA-2 1100 8C for 60 minI-RHA-3 1150 8C for 50 min
www.wiley-vch.de/home/wuk
In both cases, the mix was pressed uniaxially into plate-shaped preforms (4 cm� 3 cm� 0.5 cm) with 50% porosity.Next, the preforms were dried in an air furnace at 125 8C for2 h and then at 225 8C for two more hours. The preformswere infiltrated with the corresponding aluminum alloy atthree different temperatures (1050, 1100, and 1150 8C) forthree times (50, 60, and 70 min) using ultra high purity argonat a pressure slightly above that of the atmospheric pressure(total pressure� 1.2 atm). Table 3 shows the labeling conven-tion of the samples according to the processing conditionsused in the experiment. Infiltration trials were carried out in ahorizontal tube furnace provided with end-cap fittings tocontrol the process atmosphere. A K-type thermocouple wasused to monitor the specimen temperature. The preform/alloy sets were placed within ceramic molds and the wholeassemblies were positioned at the center of the tube furnaceand heated at a rate of 15 8C/min up to the test temperature.After completing the established test time, the specimenswere cooled down to room temperature at a rate of 15 8C/min.Subsequently, the specimens were prepared for evaluation ofthe apparent density using the Archimedes’ principle and forchemical and microstructure characterization by X-raydiffraction (XRD, Cu Ka radiation), scanning electron micro-scopy (SEM) and energy dispersive X-ray spectroscopy (EDX).After physical property evaluation and microstructure
characterization, the composites were exposed to indoorambient atmosphere. The average relative humidity was54%, the minimum ambient temperature was 15� 4 8C andthe maximum temperature was 26� 5 8C. Type I compositesexhibited signs of deterioration after 1 month of exposure,with the manifestation of a light-gray powder on its surface.On the other hand, the surface of class II compositesremained free of corrosion products even after 1 year ofexposure.Powdery corrosion products collected from class I
composites were analyzed by Fourier transform infraredspectroscopy (FT-IR), XRD, and SEM. Then, these powderswere dissolved in deionized water, stirred for 15 min andfiltered. The pH of the filtered aqueous solutions wasevaluated and their chemical composition was analyzed bythe inductively coupled plasma (ICP) technique. After thatthe residues were calcined at 650 8C for 20 min, mounted,polished, and analyzed by XRD, SEM and FT-IR. Figure 2
CaO Fe2O3 TiO2 MgO Others C
0.29 0.16 – 0.29 0.35 –2.43 4.88 0.68 – – 1.913.57 4.45 0.22 – – 0.08
C for 30 min.
Class II composites Processing condition
II-FA-1 1050 8C for 60 minII-FA-2 1100 8C for 50 minII-FA-3 1150 8C for 70 minII-RHA-1 1050 8C for 70 minII-RHA-2 1100 8C for 60 minII-RHA-3 1150 8C for 50 min

836 Pech-Canul, Escalera-Lozano, Pech-Canul, Rendon-Angeles and Lopez-Cuevas Materials and Corrosion 2007, 58, No.11
Fig. 2. Experimental procedures used in the analysis of thecorrosion products
Fig. 3. X-ray diffraction patterns of composite specimens: (a)I-FA-3 and (b) I-RHA-3. c) XRD pattern of the as-cast aluminumalloy with the Si/(SiþMg) molar ratio 0.32
Fig. 4. SEM photomicrographs showing the typical microstruc-ture of (a) FA and (b) RHA composites, before exposure to thehumid environment
summarizes the experimental procedure used in thecharacterization of corrosion products.
3 Results and discussion
Results from density measurements indicate that theapparent densities of FA and RHA composites are similar (inthe range of 2.67� 0.08 g/cm3). Likewise, the residualporosity in both types of composites is comparable, with anaverage of 2.8� 1%. Table 4 shows the values of composites’density, residual porosity, and degree of infiltration. Due tothe levels of temperature and time used, a direct correlationof the effect of these two processing parameters with thedensity, residual porosity, and degree of infiltration cannot beestablished from the current work.The XRD patterns in Figs. 3(a) and (b) corresponding to
I-FA-3 and I-RHA-3 composites (both processed at 1150 8C)reveal that the MgAl2O4 phase was formed in situ duringinfiltration. The spinel formation in the composites can beconfirmed by contrasting the composites’ XRD patterns withthe XRD pattern of an alloy like that shown in Fig. 3(c). Itshould be noted that the intermetallic Mg2Si was detectedin the characterization of the as-cast aluminum alloy withSi/(SiþMg) molar ratio equal to 0.32. This is shown inFig. 3(c). From the analysis by XRD, it is evident thatformation of Al4C3 in both types of composites wassuccessfully avoided by the presence of FA and RHA inthe SiCp porous preforms. The same result was observed inthe other I-FA and I-RHA specimens. The spinel (MgAl2O4)phase in FA and RHA composites is formed in accordance to
Table 4. Apparent density, residual porosity and degree of infiltration
ID Density (g/cm3) Porosity (%) DI (%) ID Density (g/cm3) Porosity (%) DI (%)
I-FA-2 2.63 3.12 75 II-FA-2 2.64 2.09 90I-FA-3 2.66 2.02 98 II-FA-3 2.74 1.18 99I-RHA-2 2.68 3.45 75 II-RHA-2 2.65 2.46 88I-RHA-3 2.68 2.68 86 II-RHA-3 2.74 1.43 99
www.wiley-vch.de/home/wuk
Materials and Corrosion 2007, 58, No.11 Degradation processes in Al/SiCp/MgAl2O4 composites 837
reactions (2) and (3). Figure 4(a) exemplifies the typicalmicrostructure of the I-FA composites indicating the roundshape of the spinel, due to the FA hollow spheres. Figure 4(b),on the other hand, shows the typical microstructure of I-RHAcomposites.As mentioned previously, 30 days after processing and
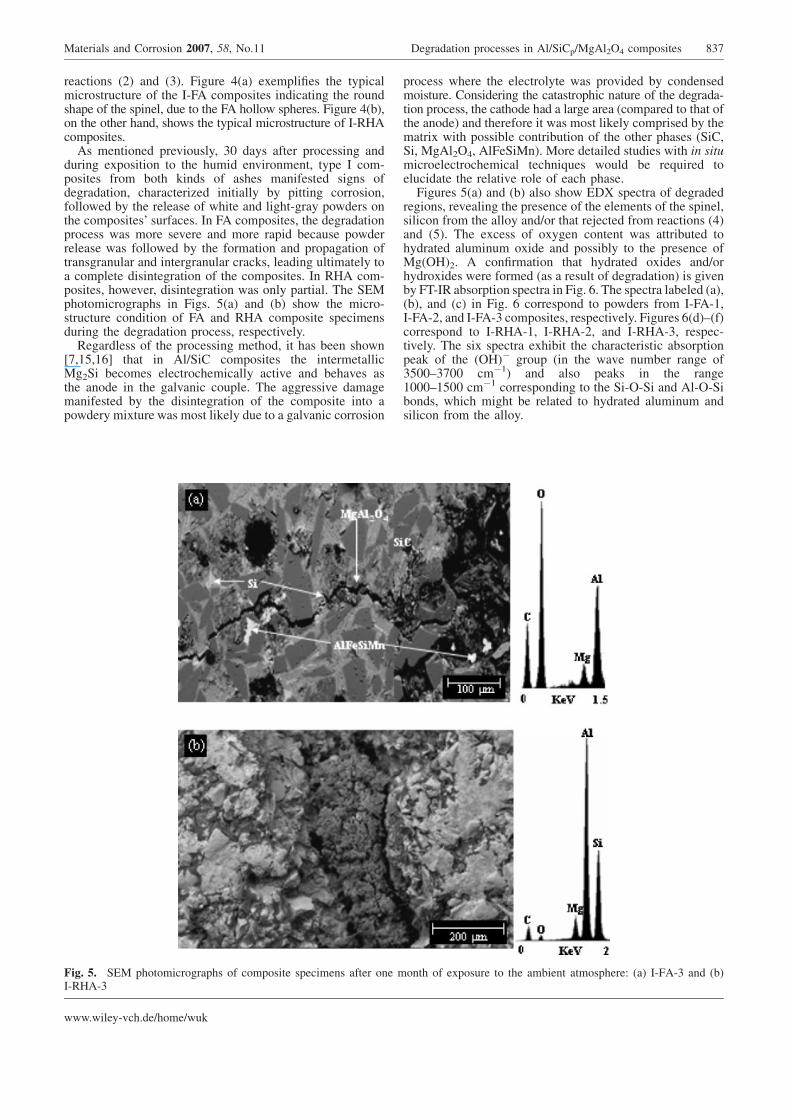
during exposition to the humid environment, type I com-posites from both kinds of ashes manifested signs ofdegradation, characterized initially by pitting corrosion,followed by the release of white and light-gray powders onthe composites’ surfaces. In FA composites, the degradationprocess was more severe and more rapid because powderrelease was followed by the formation and propagation oftransgranular and intergranular cracks, leading ultimately toa complete disintegration of the composites. In RHA com-posites, however, disintegration was only partial. The SEMphotomicrographs in Figs. 5(a) and (b) show the micro-structure condition of FA and RHA composite specimensduring the degradation process, respectively.Regardless of the processing method, it has been shown
[7,15,16] that in Al/SiC composites the intermetallicMg2Si becomes electrochemically active and behaves asthe anode in the galvanic couple. The aggressive damagemanifested by the disintegration of the composite into apowdery mixture was most likely due to a galvanic corrosion
Fig. 5. SEM photomicrographs of composite specimens after one mI-RHA-3
www.wiley-vch.de/home/wuk
process where the electrolyte was provided by condensedmoisture. Considering the catastrophic nature of the degrada-tion process, the cathode had a large area (compared to that ofthe anode) and therefore it was most likely comprised by thematrix with possible contribution of the other phases (SiC,Si, MgAl2O4, AlFeSiMn). More detailed studies with in situmicroelectrochemical techniques would be required toelucidate the relative role of each phase.Figures 5(a) and (b) also show EDX spectra of degraded
regions, revealing the presence of the elements of the spinel,silicon from the alloy and/or that rejected from reactions (4)and (5). The excess of oxygen content was attributed tohydrated aluminum oxide and possibly to the presence ofMg(OH)2. A confirmation that hydrated oxides and/orhydroxides were formed (as a result of degradation) is givenby FT-IR absorption spectra in Fig. 6. The spectra labeled (a),(b), and (c) in Fig. 6 correspond to powders from I-FA-1,I-FA-2, and I-FA-3 composites, respectively. Figures 6(d)–(f)correspond to I-RHA-1, I-RHA-2, and I-RHA-3, respec-tively. The six spectra exhibit the characteristic absorptionpeak of the (OH)� group (in the wave number range of3500–3700 cm�1) and also peaks in the range1000–1500 cm�1 corresponding to the Si-O-Si and Al-O-Sibonds, which might be related to hydrated aluminum andsilicon from the alloy.
onth of exposure to the ambient atmosphere: (a) I-FA-3 and (b)
838 Pech-Canul, Escalera-Lozano, Pech-Canul, Rendon-Angeles and Lopez-Cuevas Materials and Corrosion 2007, 58, No.11
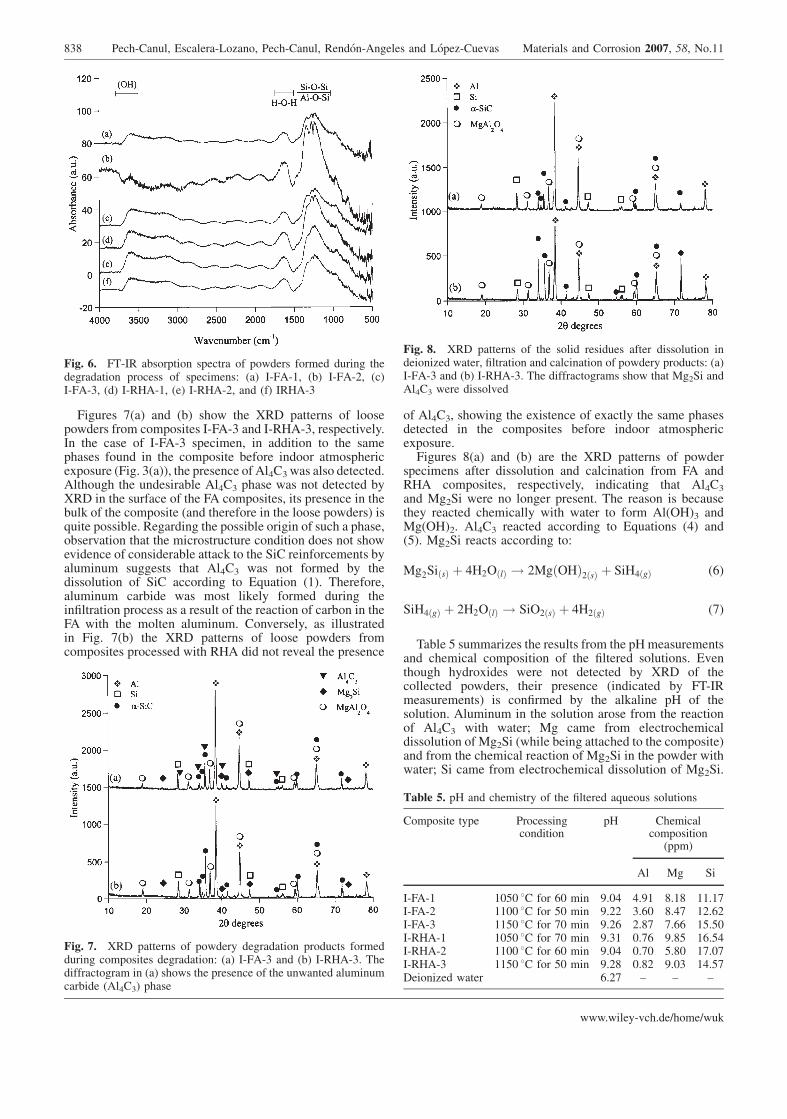
Fig. 8. XRD patterns of the solid residues after dissolution indeionized water, filtration and calcination of powdery products: (a)I-FA-3 and (b) I-RHA-3. The diffractograms show that Mg2Si andAl4C3 were dissolved
Fig. 6. FT-IR absorption spectra of powders formed during thedegradation process of specimens: (a) I-FA-1, (b) I-FA-2, (c)I-FA-3, (d) I-RHA-1, (e) I-RHA-2, and (f) IRHA-3
Figures 7(a) and (b) show the XRD patterns of loosepowders from composites I-FA-3 and I-RHA-3, respectively.In the case of I-FA-3 specimen, in addition to the samephases found in the composite before indoor atmosphericexposure (Fig. 3(a)), the presence of Al4C3 was also detected.Although the undesirable Al4C3 phase was not detected byXRD in the surface of the FA composites, its presence in thebulk of the composite (and therefore in the loose powders) isquite possible. Regarding the possible origin of such a phase,observation that the microstructure condition does not showevidence of considerable attack to the SiC reinforcements byaluminum suggests that Al4C3 was not formed by thedissolution of SiC according to Equation (1). Therefore,aluminum carbide was most likely formed during theinfiltration process as a result of the reaction of carbon in theFA with the molten aluminum. Conversely, as illustratedin Fig. 7(b) the XRD patterns of loose powders fromcomposites processed with RHA did not reveal the presence
Fig. 7. XRD patterns of powdery degradation products formedduring composites degradation: (a) I-FA-3 and (b) I-RHA-3. Thediffractogram in (a) shows the presence of the unwanted aluminumcarbide (Al4C3) phase
of Al4C3, showing the existence of exactly the same phasesdetected in the composites before indoor atmosphericexposure.Figures 8(a) and (b) are the XRD patterns of powder
specimens after dissolution and calcination from FA andRHA composites, respectively, indicating that Al4C3
and Mg2Si were no longer present. The reason is becausethey reacted chemically with water to form Al(OH)3 andMg(OH)2. Al4C3 reacted according to Equations (4) and(5). Mg2Si reacts according to:
Mg2SiðsÞ þ 4H2OðlÞ ! 2MgðOHÞ2ðsÞ þ SiH4ðgÞ (6)
SiH4ðgÞ þ 2H2OðlÞ ! SiO2ðsÞ þ 4H2ðgÞ (7)
Table 5 summarizes the results from the pH measurementsand chemical composition of the filtered solutions. Eventhough hydroxides were not detected by XRD of thecollected powders, their presence (indicated by FT-IRmeasurements) is confirmed by the alkaline pH of thesolution. Aluminum in the solution arose from the reactionof Al4C3 with water; Mg came from electrochemicaldissolution of Mg2Si (while being attached to the composite)and from the chemical reaction of Mg2Si in the powder withwater; Si came from electrochemical dissolution of Mg2Si.
Table 5. pH and chemistry of the filtered aqueous solutions
Composite type Processingcondition
pH Chemicalcomposition
(ppm)
Al Mg Si
I-FA-1 1050 8C for 60 min 9.04 4.91 8.18 11.17I-FA-2 1100 8C for 50 min 9.22 3.60 8.47 12.62I-FA-3 1150 8C for 70 min 9.26 2.87 7.66 15.50I-RHA-1 1050 8C for 70 min 9.31 0.76 9.85 16.54I-RHA-2 1100 8C for 60 min 9.04 0.70 5.80 17.07I-RHA-3 1150 8C for 50 min 9.28 0.82 9.03 14.57Deionized water 6.27 – – –
www.wiley-vch.de/home/wuk
Materials and Corrosion 2007, 58, No.11 Degradation processes in Al/SiCp/MgAl2O4 composites 839
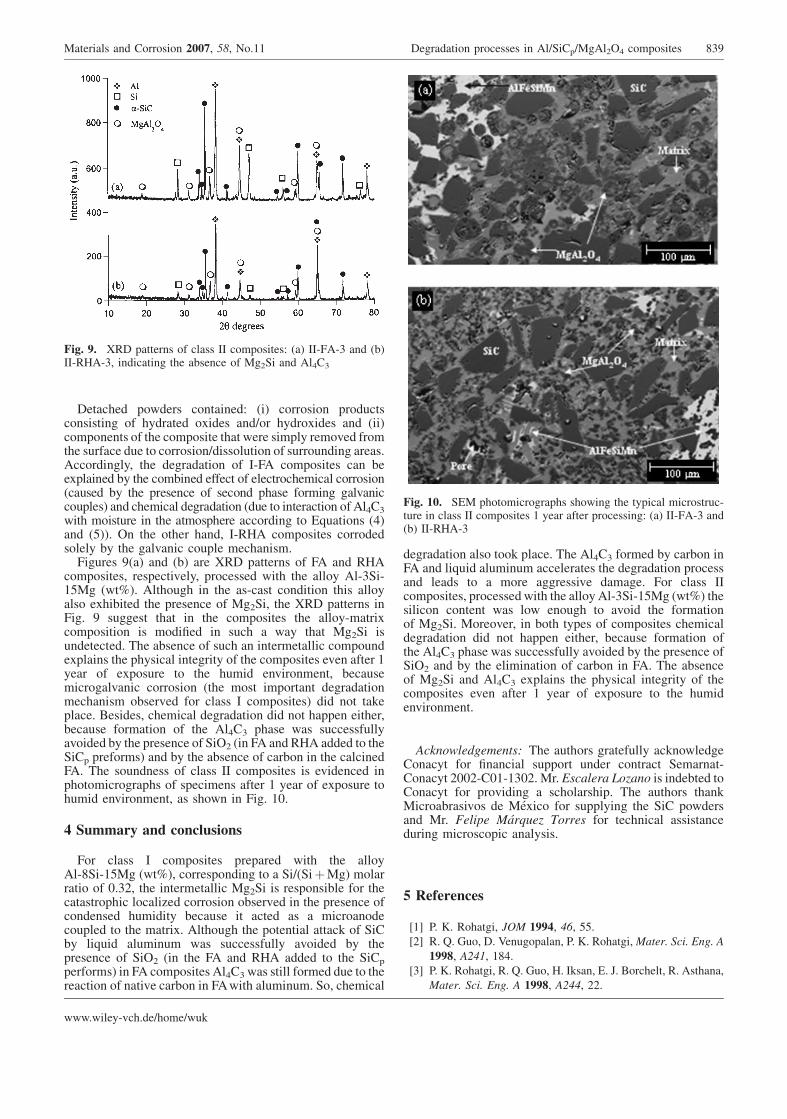
Fig. 9. XRD patterns of class II composites: (a) II-FA-3 and (b)II-RHA-3, indicating the absence of Mg2Si and Al4C3
Fig. 10. SEM photomicrographs showing the typical microstruc-ture in class II composites 1 year after processing: (a) II-FA-3 and(b) II-RHA-3
Detached powders contained: (i) corrosion productsconsisting of hydrated oxides and/or hydroxides and (ii)components of the composite that were simply removed fromthe surface due to corrosion/dissolution of surrounding areas.Accordingly, the degradation of I-FA composites can beexplained by the combined effect of electrochemical corrosion(caused by the presence of second phase forming galvaniccouples) and chemical degradation (due to interaction of Al4C3
with moisture in the atmosphere according to Equations (4)and (5)). On the other hand, I-RHA composites corrodedsolely by the galvanic couple mechanism.Figures 9(a) and (b) are XRD patterns of FA and RHA
composites, respectively, processed with the alloy Al-3Si-15Mg (wt%). Although in the as-cast condition this alloyalso exhibited the presence of Mg2Si, the XRD patterns inFig. 9 suggest that in the composites the alloy-matrixcomposition is modified in such a way that Mg2Si isundetected. The absence of such an intermetallic compoundexplains the physical integrity of the composites even after 1year of exposure to the humid environment, becausemicrogalvanic corrosion (the most important degradationmechanism observed for class I composites) did not takeplace. Besides, chemical degradation did not happen either,because formation of the Al4C3 phase was successfullyavoided by the presence of SiO2 (in FA and RHA added to theSiCp preforms) and by the absence of carbon in the calcinedFA. The soundness of class II composites is evidenced inphotomicrographs of specimens after 1 year of exposure tohumid environment, as shown in Fig. 10.
4 Summary and conclusions
For class I composites prepared with the alloyAl-8Si-15Mg (wt%), corresponding to a Si/(SiþMg) molarratio of 0.32, the intermetallic Mg2Si is responsible for thecatastrophic localized corrosion observed in the presence ofcondensed humidity because it acted as a microanodecoupled to the matrix. Although the potential attack of SiCby liquid aluminum was successfully avoided by thepresence of SiO2 (in the FA and RHA added to the SiCp
performs) in FA composites Al4C3 was still formed due to thereaction of native carbon in FAwith aluminum. So, chemical
www.wiley-vch.de/home/wuk
degradation also took place. The Al4C3 formed by carbon inFA and liquid aluminum accelerates the degradation processand leads to a more aggressive damage. For class IIcomposites, processed with the alloy Al-3Si-15Mg (wt%) thesilicon content was low enough to avoid the formationof Mg2Si. Moreover, in both types of composites chemicaldegradation did not happen either, because formation ofthe Al4C3 phase was successfully avoided by the presence ofSiO2 and by the elimination of carbon in FA. The absenceof Mg2Si and Al4C3 explains the physical integrity of thecomposites even after 1 year of exposure to the humidenvironment.
Acknowledgements: The authors gratefully acknowledgeConacyt for financial support under contract Semarnat-Conacyt 2002-C01-1302. Mr. Escalera Lozano is indebted toConacyt for providing a scholarship. The authors thankMicroabrasivos de Mexico for supplying the SiC powdersand Mr. Felipe Marquez Torres for technical assistanceduring microscopic analysis.
5 References
[1] P. K. Rohatgi, JOM 1994, 46, 55.
[2] R. Q. Guo, D. Venugopalan, P. K. Rohatgi,Mater. Sci. Eng. A1998, A241, 184.
[3] P. K. Rohatgi, R. Q. Guo, H. Iksan, E. J. Borchelt, R. Asthana,
Mater. Sci. Eng. A 1998, A244, 22.
840 Pech-Canul, Escalera-Lozano, Pech-Canul, Rendon-Angeles and Lopez-Cuevas Materials and Corrosion 2007, 58, No.11
[4] P. K. Rohatgi, J. K. Kim, N. Gupta, S. Alaraj, A. Daoud,
Composites Part A 2006, 37, 430.
[5] J. Bienias, M. Walczak, B. Surowska, J. Sobczak, J. Opto-electron. Adv. Mater. 2003, 5, 493.
[6] L. H. Hihara, R. M. Latanison, Corrosion 1992, 48, 546.
[7] P. C. R. Nunes, L. V. Ramanathan, Corrosion 1995, 51, 610.
[8] H. J. Green, F. Mansfeld, Corrosion 1997, 53, 920.
[9] A. Pardo, M. C. Merino, S. Merino, F. Viejo, M. Carboneras,
R. Arrabal, Corros. Sci. 2005, 47, 1750.
[10] A. Pardo, M. C. Merino, S. Merino, M. D. Lopez, F. Viejo,
M. Carboneras, Mater. Corros. 2003, 54, 311.
[11] Z. Shi, J. M. Yang, J. C. Lee, D. Zhang, H. I. Lee, R. Wu,
Mater. Sci. and Eng. A 2001, A303, 46.
[12] Z. Shi, S. Ochiai, M. Hojo, J. Lee, M. Gu, H. Lee, J. Mater.Res. 2001, 16, 400.
[13] A. Urena, E. E. Martınez, P. Rodrigo, L. Gil, Compos. Sci.Technol. 2004, 64, 1843.
[14] M. Rodriguez-Reyes, M. I. Pech-Canul, J. C. Rendon-
Angeles, J. Lopez-Cuevas, J. Compos. Sci. Technol. 2006,66, 1056.
[15] F. Andreatta, H. Terryn, J. H.W. DeWit,Corros. Sci. 2003, 45,
1733.
[16] S. Candan, E. Bilgic, Mater. Lett. 2004, 58, 2787.
[17] J. H. W. De Wit, Electrochim. Acta 2004, 49, 2841.
[18] E. Macias-Avila, A. Flores-Valdes, Aluminum Trans. 1999, 1,
79.
(Received: February 17, 2007)(Accepted: March 21, 2007)
W4067
www.wiley-vch.de/home/wuk




















