Thermally induced single crystal to single crystal transformation leading to polymorphism
Upload
independentCategory
view
0download
0
Creep-Behavior Modeling of the Single-Crystal SuperalloyCMSX-4
D.W. MacLACHLAN and D.M. KNOWLES
An investigation has been undertaken into the creep behavior of the single-crystal superalloy CMSX-4. Creep deformation in the alloy occurs largely through dislocation activity in the g channels. Shearingof the g 8 dislocations is observed, but, at higher temperatures, this does not occur until late in lifevia the passage of superpartial dislocation pairs. At lower temperatures (1023 K) and high stresslevels, shearing of the g 8 precipitates is observed relatively early in the creep curve through thepassage of {111}^112& dislocations, which leave superlattice stacking faults (SSFs) in the precipitates.The stress-rupture behavior of CMSX-4 has been modeled using a damage-mechanics technique,where the level of damage required to cause failure is defined by the effective stress reaching thematerial’s ultimate tensile strength (UTS). This technique ensures that short-term rupture data extrapo-late back to the UTS. High-temperature steady-state and tertiary creep are modeled using modifieddamage-mechanics equations, where the strain and damage rates are similar functions of stress. Atintermediate operating temperatures of 1023 to 1123 K, the material exhibits pronounced sigmoidalprimary creep of up to 4 pct strain, which cannot be modeled using a conventional approach. Thistransient behavior has been explained by the effect of internal stresses acting on dislocations in thegamma matrix; such an internal stress has been included in the creep law and evolves as a functionof the damage-state variable.
I. INTRODUCTION To ensure consistency and to facilitate full component analy-sis, the equations must be formulated such that they interpo-SINGLE-CRYSTAL Ni-based superalloys are com- late accurately over wide ranges of test data and extrapolate
monly employed for use as high-temperature creep- and sensibly outside the fitted range.oxidation-resistant blade alloys in the early stages of modern One important aspect of creep in single crystals, whichgas turbine aeroengines. Their excellent high-temperature is commonly overlooked during modeling, is the region increep resistance is a result of a combination of solid-solution which transient sigmoidal creep occurs. Transient sigmoidalstrengthening, the absence of deleterious grain boundaries, creep consists of an initial increase in strain rate followedand a high volume fraction (approximately 70 pct) of regular by hardening and the attainment of a new minimum creepcuboidal g 8-phase precipitates. These act as high-tempera- rate. This is particularly significant at relatively low tempera-ture barriers to dislocation motion. tures (1023 to 1123 K) and can give rise to strains of a few
In service, turbine blades are subjected to severe condi- percent in relatively short periods of time. While many oftions of creep and thermo-mechanical fatigue (TMF). Super- the outer regions of turbine blades experience temperaturesimposed on the TMF cycles are additional high-frequency up to 1323 K, in cooled blades, the major load is borne byload fluctuations known as high-cycle fatigue. To extend the central webbing, where temperatures are more commonlyblade life and improve oxidation resistance, the blades are in the lower regime of 1023 K. For accurate prediction ofcoated in service and in some cases have an additional insu- the shaken-down blade stresses, it is essential that the initiallating layer of a ceramic thermal barrier coating on their creep transients be effectively modeled by creep equationsouter surface, to allow operation at higher gas-stream which allow for this rapid plastic deformation and the resul-temperatures. tant stress redistribution.
The blade life can be limited for one of several reasons. A theory has been developed to model the early stagesIn particular, creep may limit the blade life in one of two of creep using the assumptions that the flow of dislocationsways: first, the blades may creep and deform to such an is controlled by both the remote applied stress and internalextent that they are no longer within the tolerances required stresses, which include misfit stresses between the latticefor service; or second, they may reach their predicted failure and the precipitate.life. For design and lifing purposes, it is, therefore, impera-tive that accurate constitutive equations and lifing techniquesare formulated for these materials over a sufficient range of II. MATERIALS AND EXPERIMENTALstresses and temperatures. Due to the high temperature of
The material examined in this research program is theoperation of blade alloys, the fatigue behavior must be ana-single-crystal nickel superalloy CMSX-4 (Ni, 9.7Co, 6.5Ta,lyzed in conjunction with creep damage and deformation.6.4Cr, 6.4W, 5.6Al, 3Re, 1Ti, 0.6Mo, 0.1Hf, in wt pct). Allthe material tested came from 12-mm-diameter bar stockaligned in the ^100& orientation (maximum misorientation
D.W. MacLACHLAN, Research Associate, and D.M. KNOWLES, Lec- of 7 deg). The bars were given a standard three-step solutionturer, are with the Department of Materials Science and Metallurgy, Univer-heat treatment (1 hour at 1553 K, 2 hours at 1563 K, andsity of Cambridge, Cambridge, CB2 3QZ, United Kingdom.
Manuscript submitted June 8, 1999. 6 hours at 1573 K) and a two-step aging treatment (6 hours
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, MAY 2000—1401

(a)
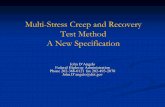
Fig. 1—Transmission electron micrograph showing g /g 8 microstructure offully heat-treated CMSX-4.
at 1413 K and 16 hours at 1143 K). This heat treatmentproduces a regular array of g 8 cubes with a mean edgelength of 450 nm and a g channel width of 60 nm, as shownin the transmission electron microscope (TEM) image inFigure 1.
Although a large proportion of the creep data used formodeling purposes was supplied by Rolls-Royce plc. (Derby,UK), additional stress-rupture and interrupted creep testswere undertaken to further this database and to gain insightinto the micromechanisms of deformation. Three combina-tions of temperature and stress were tested under creep con-
(b)ditions: 1023 K/820 MPa; 1123 K/760 MPa; and 1223 K/Fig. 2—Creep curves of CMSX-4 at 1023 K and 820 MPa: (a) shows480 MPa. Initial tests at these three temperatures were runentire creep curve and (b) shows the initial transient behavior occurringto fracture. Subsequent tests were performed and interruptedon an expanded time axis.after one-third and two-thirds of the rupture life. For the
interrupted creep tests, the specimens were cooled underload in an effort to preserve the dislocation arrangement.
foils were taken from all specimens, to ensure that observa-The geometry selected for creep testing was that oftions representative of general deformation mechanismsthreaded-end specimens with integral ridges machined forwere made.an extensometry attachment. The cylindrical gage section
was 5.4 mm in diameter and 28 mm in length. Tests wereperformed using a lever-loading creep machine in air. The III. RESULTSloads were applied smoothly using a screw-driven self-level-
A. Creep Testsing arrangement, which typically applied full loads within1 minute. The temperature was monitored using thermocou- The creep curves for the specimens tested to rupture areples tied to the surface of the samples with asbestos string. illustrated in Figures 2 through 4. Figure 2(a) shows theThe strain was determined by averaging the measurements entire creep curve at 1023 K, while Figure 2(b) shows theof two linear voltage displacement transducers connected to early portion of the creep curve on an expanded time axis.the specimen through standard ridge extensometry. At 1023 K, it is clear that, early in creep life, strain evolves
Transmission electron microscopy of foils from the tested in an accelerating manner up to approximately 2 pct creepmaterial was undertaken on a JEOL* 2000FX TEM. Thin strain. After this period, a more-conventional region of pri-
mary strain hardening occurs up to approximately 5 pct*JEOL is a trademark of Japan Electron Optics Ltd., Tokyo.creep strain, followed by steady-state creep up to a life of
slices of material were sectioned from the creep specimens, 78 hours; no tertiary creep was observed in this specimen.and 3 mm discs were machined from these slices by spark On loading of the virgin material, there is a short period oferosion. Foils were prepared by the standard route of creep inactivity, similar to that described by Pollock andmechanical polishing and a final twinjet electropolishing Argon[1] for the CMSX-3 alloy, which was then referred tousing a solution of 10 pct perchloric acid in methanol. All as incubation creep. This behavior is not considered here tothe foils examined had a normal parallel to the applied stress be incubation, but simply an extension of the softening whichdirection. Foils cut from failed specimens were taken at a occurs prior to hardening. All of the transient creep which
occurs before steady-state creep, including both softeningdistance greater than 5 mm from the failure surface. Three
1402—VOLUME 31A, MAY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

Fig. 3—Creep curves of failed and interrupted tests on CMSX-4 at 1123K and 760 MPa.
Fig. 5—Bright-field image showing dislocation structures observed afterone-third of creep life at 1023 K; most of the deformation is in the matrixbut the precipitates can be sheared by a combination of APB and SSF modes.
with the matrix; only occasional matrix dislocations arepresent.
2. Creep at 1023 K and 820 MPaFigure 5 is a TEM image showing the typical dislocation
structure observed after one-third of the creep rupture life at1023 K. Despite the large amount of primary creep exhibitedunder these testing conditions, after 26 hours of creep life,steady-state creep is well established. Most of the deforma-tion is confined to the matrix channels, and the dislocationshave formed cage structures around the precipitates, similarto observations reported by Pollock and Argon[1] and Feller-Kneipmeier and Link.[4] Also present, however, is a rela-Fig. 4—Creep curves of failed and interrupted tests on CMSX-4 at 1223
K and 480 MPa. tively large incidence of precipitate shear, leading to super-lattice stacking faults (SSFs). Although detailed Burger’svector analysis has not been undertaken, comparison with
and hardening, is here referred to as sigmoidal transient observations in the literature (for example, those of Linkcreep. As the temperature is increased and stress reduced, and Feller–Kniepmeier[5]) indicate that they are generatedthe extent of this sigmoidal transient decreases. At 1223 K, through particle shearing via a/3^112&{111} dislocations.very little transient behavior occurs, and the creep curve is One established mechanism, put forth by Huis ins’t Veld etdominated by steady-state and tertiary creep. al.,[6] is that a matrix a/2^110& dislocation dissociates into
The creep curves for the interrupted tests displayed some a super Shockley partial, which shears the precipitate, leav-scatter when compared to the specimens tested to failure. ing a superlattice intrinsic stacking fault (SISF) and an a/This is illustrated at 1123 and 1223 K, where the extent of 6^112& partial which remains at the interface, bound bysuch scatter in strain evolution is clearly visible. It is not the high-energy APB (antiphase boundary) which would beclear why the interrupted specimens at 1123 K displayed created if it entered the particle. An alternative mechanismhardening while the failed specimen went almost directly for SISF shear (Kear and Oblak[7] and Sass et al.[8]) involvesinto steady state, but it is not thought that this will affect the interaction of two dissimilar a/2^110& dislocations at thesubsequent analysis, as the structures observed at the point interface to form an a/2^112& dislocation which dissociatesat which the tests are interrupted will be associated with to form a/3^112& and a/6^112& partials. As before, the supersteady-state creep and failure, as in the figures. Some of the Shockley partial shears the precipitate while the a/6^112&scatter in creep testing will be associated with discrepancies partial is tied at the interface; however, in this case, bothin the testing arrangement such as variations in temperature partials have the same direction of Burger’s vector. Whileand load. It is more likely, however, that the most significant the dominant mode of g 8 shear is through generation ofvariable is the scatter in the alignment of the specimen a SISF, occasional paired super partial dislocations wereloading orientation around ^100&, as was shown by Mackay observed in the precipitates separated by narrow APBs.and Maier[2] and has been demonstrated since by Matan After two-thirds of the rupture life (Figure 6), there is aet al.[3]
significantly higher number of stacking-fault shearingevents, and a higher dislocation density exists in the matrix,
B. Transmission Electron Microscopy with dislocations more closely associated with the interface.For the failed specimen, from which foils were taken away1. Underformed material
Figure 1 is a micrograph of the aged, virgin material, from the fracture surface, the most evident feature is a signifi-cantly higher dislocation density in the matrix (Figure 7).illustrating the g /g 8 microstructure. As previously men-
tioned, the g 8 precipitates are cuboidal and fully coherent As at the two-thirds of rupture life interrupt, precipitate shear
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, MAY 2000—1403

Fig. 6—Bright-field image showing dislocation structures observed aftertwo-thirds of creep life at 1023 K; there is an increase in precipitate shear Fig. 8—Weak beam image showing APB precipitate shear occurring in theand the matrix dislocations are more clearly associated with the interface. failed specimen at 1123 K.
after one-third of rupture life at this temperature are similarto those seen after one-third of rupture life at 1023 K. Theprecipitates are relatively free of dislocations, and whatshearing does occur is done preferentially by the APB mech-anism, but stacking faults are also present. Dislocations arevisible throughout the horizontal and vertical matrix chan-nels in all the foils; the majority are associated with theprecipitate interface. At two-thirds of rupture life, there isa slightly higher incidence of g 8 shearing events by boththe {111}^110& and {111}^112& modes. At this relativelylate stage of creep life, the majority of matrix dislocationsstill appear to be associated with the interface, and there areregions of g matrix with relatively low dislocation densities.After failure, the structure is typified by a significant increasein precipitate shear, which occurs exclusively by the APB
Fig. 7—Bright-field image showing high dislocation density in the gamma mode. An example of such shear is shown in Figure 8; thismatrix observed after creep failure at 1023 K. is in agreement with the observations of Link and Feller–
Kneipmeier.[4]
Leverant et al.[10] suggested that the preference for theis still a common event and occurs by both the APB and APB shearing mode late in life, or at higher temperatures,SSF modes. The occurrence of SISF formation during creep might occur due to the local reduction in APB energy as aat 1023 K is in agreement with the observations of Leverant result of short-range diffusion.and Kear[9] on Mar M200 and Link and Feller–Kneipmeier 4. Creep at 1223 K and 480 MPaon SRR99.[5] However, it is in contrast to some work done The 1223 K test caused failure after 24 hours. Under theseon more-similar alloys such as CMSX-3,[1] although tests conditions, sigmoidal creep did not occur and the magnitudeon this material were performed at the slightly higher temper- of primary creep was very low, leading to only minor harden-ature of 1073 K with a stress of 550 MPa. ing during the first hour of the creep test. From the creep
Sass et al.[8] have also investigated the early stages of curves, it can be seen that the specimens rapidly move intocreep in CMSX-4 in some depth at 1123 K and at 650/500 a regime of tertiary creep. As a result, the first interruptedMPa. At the higher stresses, they observed regular instances specimen, after only 8 hours, is already at the beginning ofof single {111}^112&–type slip for specimens loaded approx- the tertiary period. During one test at temperature, prematureimately parallel to ^100&, as has been observed in this study. grip failure in the threads led to the test only lasting 40At the lower stress, however, g 8 shear was a rare occurrence, minutes. This was used to investigate the region of slightand a change in the prevailing deformation mechanism dur- primary creep exhibited under these conditions very earlying primary creep from precipitate cutting to matrix deforma- in life.tion on {111}^110& was reported. After 40 minutes of creep (Figure 9), g 8 shear is very
rare but occasionally occurs by the passage of {111}^110&3. Creep at 1123 K and 760 MPaThe creep test at this temperature led to a short rupture pairs. There is a relatively high density of dislocation activity
in the g channels. In many areas, the hexagonal cell structurelife of 5.5 hours. As can be seen from Figure 3, the firstinterrupt was well into the regime of steady-state creep. The of the interfacial networks can clearly be seen. A simple
analysis of the intefacial dislocation density required tosecond interrupt occurred after a strain accumulation of 8pct, although the specimen was still not displaying signs of relieve elastic misfit stresses can be obtained using the
Brooks formula.[11] Keller et al.[12] modified the formulaentering tertiary creep. The dislocation structures observed
1404—VOLUME 31A, MAY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

Fig. 9—Weak beam image showing structure after 40 min of creep at 1223K; deformation is confined entirely to the matrix and a stable interfacial Fig. 10—Weak beam image showing structure after two-thirds of creepdislocation structure is almost fully formed. life at 1223 K; the precipitates are still resistant to deformation and a
refined network of interfacial dislocations is fully formed.
for the geometry of single-crystal superalloys with cuboidalprecipitates. This formula gives the dislocation cell size as (2) At some point after the primary creep transient, thed 5 .b./(2d), where .b. is the magnitude of the Burger’s matrix channels are all populated with a relatively highvector and d is the elastic misfit strain between the two density of interfacial dislocations that are sufficient tophases. Using values of the average lattice parameter and fully relieve misfit. Further strain during steady-statethe elastic misfit measured for a similar alloy, SRR99, by creep is allowed for by dislocation flow through theBiermann et al.[13] (a 5 0.369 nm and d 5 20.0015), gives matrix and refinement of the interfacial dislocationa dislocation spacing of approximately 90 nm, which is cell size.larger than the observed dislocation spacing in this specimen (3) At 1023 K and high stress levels (820 MPa), precipitateafter only 40 minutes of creep. This suggests that the network shear occurs early in life and predominantly byformed at this stage is capable of fully relieving misfit {111}^112& dislocations, which leave SSFs in the precip-stresses. It is evident at the two lower temperatures that itates; a smaller amount of superpartial APB pairs wasmisfit stresses have been fully relieved after the first inter- also observed in the g 8 precipitates at 1023 K. At 1123rupt; however, this is to be expected, as the interrupt in these K, both shear mechanisms occur early during steady-cases occurs much later in creep life. It was not necessarily state creep, but the APB mechanism is dominant duringexpected that this would be the case in the specimen crept tertiary creep. Precipitate shear occurs exclusively byfor 40 minutes at 1223 K. the APB mechanism at 1223 K.
After 8 hours, shear of the g 8 precipitates is still a rare (4) As the temperature is increased, so is the ability ofevent, but does occasionally occur and is exclusively by the matrix and interface to accommodate creep strainthe APB mechanism. No SSF formation was observed. No without the need for precipitate shear. Significant shear-apparent increase in dislocation density is observed above ing was observed after one-third of rupture life at 1023that present in the test stopped after 40 minutes, although K, whereas, at 1223 K, significant shearing was only1.5 pct creep strain has accrued, as opposed to 0.5 pct. After observed in the failed specimen. Even at low tempera-16 hours and 8 pct creep strain, in the two-thirds of rupture tures, where there is a relatively high incidence of g 8life interrupt, the structure is still remarkably stable, g 8 shearing, one should remember that each stacking faultshearing is still infrequent, and it occurs entirely through indicates the passage of only a single dislocation throughthe passage of {111}^110& pairs (Figure 10). There is some a precipitate, at the time the test is stopped. This suggestsrefinement in the interfacial dislocation cell size at the pre- a that large amount of the deformation measured in allcipitate interface and, perhaps unexpectedly, at regions of the creep tests undertaken here occurs in the matrix.matrix away from the interface with low dislocation densi-ties. Most dislocations appear to be strongly associated withthe interface. In the failed specimen, g 8 shearing continued IV. MODELINGto occur through the passage of APB pairs. As at the lowertemperatures, there is an increase in the dislocation density A. Stress-Rupture Analysisin the matrix phase removed from the interface. Damage mechanics has frequently been used as a tool to
model the damage and deformation occurring during creeploading. Damage (v) is a state variable and is a measure ofC. Summary of Observationsany change in the material from its fully heat treated condi-In summary, the conclusions of this microstructural inves- tion which effects its ability to resist monotonic or cyclictigation can be described as follows. deformation; typical examples are loss of section, micro-structural changes, and the growth of cracks or cavities. For(1) Initial creep deformation occurs in the g phase, with
dislocation networks being formed at the precipitate the uniaxial case, damage is a scalar starting at zero andincreasing to a value (usually unity) at which failure occurs.interface.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, MAY 2000—1405

The evolution of damage is such that the damage and strainrates are functions of the damage-state variable and thetest conditions
dvdt
5 f(s, T, v)d«dt
5 g(s, T, v) [1]
Functions commonly chosen for f and g at constant tempera-ture are
dvdt
5 C1 s1 2 v2
vd«dt
5 E01 s1 2 v2
u
[2]
As the level of damage increases, the stress acting on thematerial rises to an effective stress given by s /(1 2 v);failure thus occurs when the effective stress reaches infinity. Fig. 11—Stress rupture data of CMSX-4 at 1023 K and fit obtained usingIntegration of the damage equations results in the following Eq. [7].expressions for rupture life and the evolution of damagewith time, respectively:
Figure 11 shows Eq. [7] fitted to rupture data at 1023 K. ItTr 5 (C(1 1 v)s v)21 [3]can be seen that there is a sensible extrapolation to high andlow stress. The Extrapolation/prediction of long-term data
v 5 1 2 11 2tTr2
111v
[4] is not as crucial in blade alloys as in other components, dueto their relatively short service life, but it is essential tohave equations which extrapolate sensibly over the completeEquation [3] assumes a straight-line relationship betweenstress and temperature range if they are to be used in finite-the stress and rupture life on log axes and is commonlyelement analysis of components and to assess the effect ofemployed for long-term brittle failure in polycrystallinecyclic loading and of periods of time spent under low stress.materials. At shorter lives and higher stresses, however, theExamination of large amounts of creep and stress-rupturerupture life for such materials curves, due to a transition todata have shown that the parameter C follows an Arrheniusmore-ductile failure. The CMSX-4 alloy stress-rupture dataactivation energy function of temperature and that v is inde-display a similar curvature, although a transition in failurependent of temperature. The implications of these results formode is not observed. Microstructural evidence does notthe analysis of material behavior are described elsewhere.[14]
point to a change in the deformation or failure mechanism;The essential result is that the material obeys a Sherby–Dorn-therefore, a revised damage-mechanics formulation has beentype relation if the rupture life at different temperatures isdeveloped which allows the curvature in the stress-rupturecorrelated at a constant fraction of the UTS rather than atdata at high stresses and short times to be modeled withoutconstant stress, the activation energy in the expression beingthe need for a bilinear approximation to rupture life. Thethe weighted average of the activation energy for diffusionprocedure is described elsewhere (MacLachlan et al.[14]) andof the constituent elements in nickel. Figure 12 shows theessentially corrects for the fact that the material will failequations presented fitted to all available stress-rupture datawhen the stress (either initial or effective) reaches the ulti-on CMSX-4 between the temperatures of 1023 and 1423 K.mate tensile strength (UTS) rather than infinity. This imme-
diately allows the correlation of short-term stress-ruptureand tensile data to longer-term creep data. B. Creep Strain Modeling
The revised damage-mechanics formulation, which allows1. High-temperature behaviorfor the change of slope of the stress-rupture curve, is given byAn approach has been developed to model both the high-
temperature stress-rupture life and the evolution of damagedvdt
5 C 3 1 s eff
UTS 2 s eff2v
[5] during steady-state and tertiary creep. The latter is largelybased on the assumption that the parameter controlling the
where s eff is given by s /(1 2 v). Using Eq. [5], the level evolution of damage is the same as that controlling ruptureof damage required to cause failure occurs when the applied life, namely, the normalized stress parameter s eff /(UTS 2stress equals the UTS, or when the damage rises to a suffi- s eff ). As in conventional damage mechanics, the damage-cient level (v f) such that the effective stress equals the UTS. rate equation is now coupled with a strain-rate equation ofThe value of v f is obtained by putting similar form, given by
s eff 5 UTS 5s
1 2 v f⇒ v f 5
UTS 2 sUTS
[6] d«dt
5 Eo 3 1 s eff
UTS 2 s eff2m
[8]
If damage is viewed as a loss of sectional area, this simplyClearly, the coupled Eqs. [5] and [8] are only designed formeans that, for a higher initial stress, a smaller reduction inmodeling tertiary creep, as the strain rate increases monoton-area is needed to cause failure. Equation [5] can be integratedically. However, they can be used for modeling steady-statebetween the limits of t 5 0 and t 5 Tr at v 5 0 and v 5creep, as the strain rate increases very slowly for a largev f to give the following expression for rupture life:proportion of the test/simulation. In the limit of u 5 0, thestrain rate is constant.Tr 5
1C 3 (v 1 1) 3 UTS
3(UTS 2 s)(v11)
s v [7]Figure 13 shows the accuracy of fit that can be achieved
1406—VOLUME 31A, MAY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

Fig. 12—Stress rapture data of CMSX-4 at temperatures between 1023 and 1423 K and the fits to the data that can be obtained using the damage mechanicsequations described in the text. The points are test data and the curves are the fits; the temperature is given in the legend in degrees centigrade.
to creep data using these equations at 1273 K; at this high stress parameter s /(UTS 2 s). The minimum strain rate isplotted as a function of stress at 1223 K in Figure 14. Thetemperature, primary creep is insignificant. In the fitting
process, the four parameters C, v, Eo , and u can be varied line through the data is the fit obtained to minimum-strain-rate data, using Eq. [8] for zero damage. The axes are bothto fit the curve. Changing C and v will, of course, affect the
stress-rupture behavior defined earlier. In some instances, logarithmic, so, if the material obeyed a conventional Nortonlaw, the minimum-strain-rate data would fall on a straightthis was done while keeping a constraint on the accuracy
of the stress-rupture fit, but, in general, it was found that line. The curvature shown by the data is very similar to thetransition from power-law creep to power-law breakdownthe best approach, with little loss of accuracy, is to define
C and v entirely through the rupture behavior and, subse- at high stress, which can be represented by an exponentialor sinh function. As is the case with the sinh function, thequently, to obtain Eo and u from the shape and position of
the creep curve. curvature can be modeled by a single smooth curve usingthe normalized stress parameter in Eq. [8], thus allowing EoWhen fitting Eq. [8] to isothermal data at a range of
stresses, Eo and u are, to a first approximation, independent of and u to be independent of stress. Indeed, Taylor expansionof the sin h and normalized stress functions show that theystress. This essentially suggests that the material is obeying a
Norton-type power law, as the minimum strain rate in the give the strain rate as a similar power series of stress. Theminimum strain rates shown in Figure 14 were obtainedundamaged material is a power function of the normalized
Fig. 13—Creep curves of CMSX-4 at 1273 K at different stresses and the Fig. 14—Log minimum strain rate plotted against log stress for 1223 KCMSX-4 creep data.fitted behavior obtained using the damage mechanics equations.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, MAY 2000—1407

the g channels sufficient to cause macroscopic deformation.This mechanism is related to the Orowan equation, wherethe initially low dislocation population allows for a largeincrease in mobile dislocation density and, hence, strainrate. The process of filling the matrix channels with mobiledislocations is hindered by constraint of the g 8 precipitatesand solid-solution resistance of the matrix. Finite-elementstudies by Glatzel and Feller-Kniepmeier[15] and Pollock andArgon[1] of the two-phase g /g 8 structure have shown that aconsiderable internal stress is present in the g channels and,to a lesser extent, in the precipitates. This internal stressarises from the negative misfit of the alloys, where the gmatrix has a larger lattice parameter than the precipitates,and results in large in-plane compressive stresses in thematrix channels and smaller tensile stresses in the precipi-tates. When an external load is applied along a ^100& direc-Fig. 15—Creep data at 1223 K and a range of stresses plotted on axes of
log strain rate against creep life fraction. tion, this misfit stress sets up a back-stress in verticalchannels (parallel to the applied load), which reduces theeffect of the applied load, and a forward stress in the horizon-tal channels, which supplements the applied load by increas-from creep curves at 1223 K plotted on axes of strain rateing the Von Mises stress. Initial creep strain occurs byagainst time, as shown in Figure 15. This plot illustratesdislocation motion in the g phase, which serves to relievewhy the minimum creep rate is not considered to be anthese misfit stresses. For an applied tensile stress in a ^100&important parameter in this study, as it does not persist fordirection, the equivalent maximum shear stress in horizontala significant portion of the test and often is subjectivelychannels is significantly larger than that in the vertical chan-determined. It is for this reason that plots such as that shownnels, resulting in dislocation movement in the horizontalare not used for fitting the parameters Eo and u and, instead,channels prior to the vertical channels. This phenomenonEq. [8] is fit to the entire creep curve.was predicted and verified experimentally by Feller–There is an assumption implicit in Eq. [8] that the depen-Kniepmeier and Link[4] and by Pollock and Argon[1] usingdence of the minimum strain rate on the stress is the sametransmission electron microscopy of interrupted creepas the dependence of the increase in strain rate during tertiaryspecimens.creep on stress, as both of these dependencies are encom-
The mechanism used in Reference 1 to explain the creeppassed in the normalized effective stress parameter. It wastest results of CMSX-3 in the temperature range from 1073found that greater flexibility can be achieved by relaxingto 1173 K and at 552 MPa is that incubation creep is associ-this restriction and rewriting Eq. [8] asated, as described previously, with the slow percolation ofdislocations in g channels. Subsequent primary creep is ad«
dt5 Eo 3 1 s /(1 2 v)p
UTS 2 s /(1 2 v) p2u
[9]result of the elimination by dislocations of the forward misfitstresses favorable for creep flow in the gamma channels.
This is a similar procedure to that in the conventional dam- This conclusion was made due to two main reasons. First,age-mechanics equations, where the dependence of strain or if the total primary strain occurring was derived from flowdamage rate on stress and damage level are often decoupled. in the channels (this primary strain was on the order 0.05It has not been found necessary to repeat this procedure for pct), it would result in a shear-strain increment of 0.41 pctthe damage rate (Eq. [5]). In Eq. [8], u defines the depen- in the channels, which is sufficient to neutralize the residualdence of minimum strain rate on stress, whereas p defines resolved shear stresses caused by elastic misfit. Second,how the strain rate is affected by the level of damage. once steady-state creep was established, subsequent stress
changes caused no significant transients. It was also shown2. Low-temperature behaviorthat, after primary creep and at the onset of steady-stateAt the lower temperatures of 1023 to 1123 K, pronouncedcreep, a stable dislocation cell structure had formed in thesigmoidal creep occurs, yielding strains of up to 5 pct. Achannels around the precipitates. Further straining duringlow-temperature creep curve at 1023 K and 820 MPa wassteady-state creep is allowed for by refinement of the cellshown in Figure 2. As previously mentioned, it displays astructure. Eventually, stress gradients between the g and g 8large amount of primary creep, which is followed by second-precipitates build up sufficiently to allow g 8 shearing andary creep. As can be seen on the expanded time scale inthe onset of tertiary creep.Figure 2(b), the primary creep is preceded by a period of
Due to the difference in the initial transient creep responseincreasing creep strain rate, and this whole transient, includ-observed in Reference 1 and in the current study, differenting weakening and hardening, is referred to as sigmoidalmechanisms are thought to be operating. The difference intransient creep.mechanisms is characterized by two main features: the levelIncubation creep refers to a period of time after the appli-of transient strain (approximately 5 pct, as opposed to 0.05cation of load during which little or no strain develops, aspct) and the occurrence of a period of increasing creephas been observed in single-crystal superalloys similar torate prior to hardening. The reason for this difference inCMSX-4.[1] Such creep, where it occurs, is generally attrib-mechanisms is not clear at this stage, as the test conditionsuted (in a similar fashion to class I inverse creep), to the
slow process of generating a density of mobile dislocations in and materials are quite similar. Clearly, the sensitivity of
1408—VOLUME 31A, MAY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

creep response to slight changes in composition and testconditions make this an important topic for further investiga-tion. It is unlikely that relief of misfit stress by dislocationmotion is responsible for the hardening observed in the creepcurve in Figure 2. This is because the strain levels duringwhich hardening occurs (between approximately 1 and 5 pctcreep strain) are too high to be associated with the relief ofmisfit. Hardening is caused by dislocation entanglementsand the formation of a stable cell structure in the matrix,with a concurrent reduction in mobile dislocation density asdislocations become tied up in the networks.
Prior to hardening, the very low initial dislocation densitygives rise to a period of increasing creep rate; deformationduring this period occurs in the vertical as well as the hori-
Fig. 16—Comparison of creep curve of CMSX-4 at 1023 K and 820 MPazontal channels (a macroscopic strain of 1 pct resulting fromplotted on linear strain–log time axes and the fit obtained using the equations
deformation in the horizontal channels would require them described in the text.to accommodate a strain of almost 9 pct). When an externaltensile load is applied, the stresses in the vertical matrixchannels are significantly reduced due to compressive misfitstresses. As dislocations percolate down vertical channels,however, they relieve the misfit and the total stress seen bythe dislocations increases, leading to an increase in strainrate (softening). A point is eventually reached where themisfit stresses are fully relieved and the strain rate stopsincreasing. Primary creep (hardening) is subsequentlycaused by dislocation hardening during the formation ofa stable cell structure in the matrix, as observed in theTEM study.
At higher stress levels and lower temperatures, experimen-tal evidence points to the significant role that {111}^112&shear of the g 8 precipitates plays in the deformation pro-cess.[2,3,8] Sigmoidal creep in this regime can also beexplained on the basis of interfacial dislocations and misfit Fig. 17—Evolution of internal stresses in the gamma matrix during creepstresses. The interfacial dislocation density during the early as given by Eq. [11].stages of creep in the g channels leads to a significant reduc-tion in the g /g 8 coherency stresses. These stresses providea major contribution to the strengthening effect of the inter- misfit and dislocation hardening, is related to the dislocationfaces. As interfacial dislocations are laid down, the resistance density and, therefore, the change in material structure fromto cutting from the coherency stresses is reduced, leading its heat-treated condition. It is, therefore, reasonable toto softening and the creation of SSFs. The hardening follow- assume that the internal stress should evolve as a functioning this period of accelerating creep may be associated with of the damage-state parameter. A suitable function thatan exhaustion of this softening mechanism or the formation allows for the observed weakening and hardening is thenof networks and dislocation entanglements. However, there given byis also evidence that suggests that it is associated with single-crystal rotation and with the specimen reaching a stable
s i 5 s io 3 11 2 1cos h1ar 3 Ln1 vv ref222
21
2 [11]multiple slip or duplex orientation (MacKay and Maier[2]
and Link and Feller-Kniepmeier.[5]
In this function, s io is the initial value of compressive stressThe mechanisms controlling the sigmoidal creep regimein the channels caused by lattice misfit. The term v ref is aclearly require further investigation, but, despite some anom-reference damage state at which sufficient dislocations arealies in the microstructural arguments, the early stages ofpresent to totally relieve misfit and the internal stressesthe low-temperature creep curve show weakening followedaffecting creep fall to zero. This parameter, thus, defines theby hardening. This can be rationalized at the phenomenologi-point of inflection between softening and hardening. Thecal level by the reduction of a back-stress (due to misfit)term ar defines the rate at which the internal back-stressfollowed by the increase of a back-stress (dislocation harden-falls and rises as a function of v.ing). Therefore, in an attempt to model the observed creep
The set of Eqs. [5], [10], and [11], is thus, proposed tobehavior mathematically, an internal back-stress is inserteddescribe the creep behavior of the CMSX-4 alloy over ainto Eq. [8], givingwide range of stresses and temperatures. Figure 16 showsa typical low-temperature creep curve and the accuracy ofde
dt5 Eo 3 1 s eff 2 s i
UTS 2 s eff2u
[10]the fit that can be achieved using these equations; the curveis plotted on a log time scale so that all parts of the creepcurve are clearly visible. The concurrent evolution of thewhere s eff 5 s /(1 2 v) p.
It is clear that the internal stress, resulting from both internal stress in the vertical channels is shown in Figure 17.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, MAY 2000—1409

Table I. Equations Used for Modeling the UniaxialBehavior of Creep in CMSX-4
dvdt
= C 3 F seff
UTS 2 seffGn
C =1
C1 3 exp1DHRT2 1 C2 3 exp12DH
RT 2dedt
5 Eo 3 1 s/(1 2 v) p2si
UTS 2 s /(1 2 v) p2u
si 5 sio 3 H1 2 FCosh1ar 3 Ln1 vvref22G
21Jp 5 p1 1 p2 3 T/Tm
u 5 u1 1 u2 3 T/Tm
sio 5 si1 1 si2 3 T 1 si3 3 sFig. 18—Dependence of minimum strain rate against inverse temperatureas given by Eq. [9]. vref 5 vref1 3 exp1vref2
T(K )1 vref3 3 s2
ar 5 ar1 3 exp1 ar2
T(K )1 ar3 1 s2
C. Temperature and Stress Dependence of the CreepParameters
It was established in the previous section that the strain-with temperature, so that it takes small values at high temper-accumulation parameters Eo and u are independent of stress.atures. Thus, the absolute value of internal stress falls toIn conventional creep laws such as the Norton law, thezero very early in creep and then increases, modeling thecoefficient of stress, which represents the dependence ofeffect of hardening with little prior softening.the steady-state or minimum creep rate on temperature, for
Figure 19 shows representative creep curves from theconstant stress, often follows an activation function of tem-database in the [001] orientation, at temperatures betweenperature. However, in Eq. [9], the temperature dependence1023 K and 1323 K, and the predicted behavior obtainedof the steady-state creep rate is allowed for by the reductionusing the equations described herein. It can be seen thatin material strength (UTS) as temperature increases. This isvery reasonable accuracy is maintained over this wide tem-illustrated in Figure 18, where the minimum strain rate forperature range and in regions where the creep behavior anda constant stress, as given by Eq. [9], is plotted againstmechanism change dramatically from low to high tempera-inverse temperature. While the predicted behavior is nottures. Blades in service experience temperatures over thislinear on axes of log strain rate vs inverse temperature and,range from the cooled webs to the leading and trailing edge.therefore, does not follow true activation behavior, it doesIt is intended to examine the effect of such different creeprepresent significant weakening with temperature and turnsbehaviour on component modelling will be investigated byouts to be an excellent approximation of material behavior.incorporating the model into finite element analysis ofThe value of Eo is, therefore, considered to be independent ofblades.stress and temperature. Fitting the equations to the complete
range of data available for CMSX-4 has also shown thatthe exponents u and p show a slight linear dependence on V. CONCLUSIONStemperature, ranging from 1.5 to 3 and 2 to 3, respectively,between temperatures of 1023 K and 1323 K. This means 1. The creep behavior of the CMSX-4 in alloy in the temper-
ature range from 1023 to 1323 K has been modeled usingthat the sensitivity to stress of both the minimum creep rateand the extent of tertiary creep increases as the temperature a modified form of the damage-mechanics equations of
Kachanov and Rabotnov. Using the normalized stressis increased.The choice of functions for the remaining parameters s io, parameter s eff/(UTS 2 s eff ) enables the regimes of
power-law creep and power-law breakdown to be mod-ar , and v ref is not as obvious and has been determinedempirically by a systematic curve-fitting procedure. The eled using a single expression, in a similar fashion to the
use of a sin h law.term s io is simply considered to be a linear function ofstress, as the different Young’s modulii will result in varying 2. Initial creep deformation occurs in the weaker g phase,
with matrix dislocations being laid down at the phasestresses in the two phases on loading. An exponential func-tion of stress and temperature has been found adequate to interface, relieving elastic misfit. Toward the end of pri-
mary creep, the matrix channels are all populated withdescribe the variation of the latter two parameters with stressand temperature. The complete equation set used for stress- a relatively high density of interfacial dislocations, which
are at least sufficient to fully relieve misfit stresses.rupture and creep modeling of CMSX-4 is given in TableI. As the temperature increases, the effect of transient behav- Increasing strain during steady-state creep is allowed for
by flow and an increase in dislocation density of theior is reduced and the creep curve moves more quicklyinto steady-state creep. The temperature at which sigmoidal matrix, as well as a refinement of the interfacial disloca-
tion cell size. This interfacial network is a very stablesoftening disappears is lower than the temperature at whichsigmoidal hardening or primary creep disappears. This effect structure that persists throughout most of the steady-state
and tertiary creep.is allowed for by the fact that the parameter v ref decreases
1410—VOLUME 31A, MAY 2000 METALLURGICAL AND MATERIALS TRANSACTIONS A

Fig. 19—Comparison of experimental and fitted creep behavior between 1023 and 1323 K; representative creep curves are taken at each temperature. Thelegend gives the temperature/stress combination in Kelvin and MPa, respectively.
3. At high temperatures, little transient behavior is observed, REFERENCESand creep is dominated by quasi–steady-state and tertiary
1. T.M. Pollock and A.S. Argon: Acta Metall. Mater., 1992, vol. 40(1)stages which can be modeled using the damage-mechan-pp. 1-30.
ics equations. At lower temperatures, significant transient 2. R.A. MacKay and R.D. Maier: Metall. Trans. A, 1982, vol. 13A, pp.strains are accumulated during sigmoidal creep. These 1747-54.
3. N. Matan, D.C. Cox, P. Carter, M.A. Rist, C.M.F. Rae, and R.C. Reed:strains have been explained on the basis of dislocationActa Metall. Mater., 1999. vol. 47(5), pp. 1549-63.mechanisms and modeled by incorporating an internal-
4. M. Feller-Kniepmeier and T. Link: Metall. Trans. A, 1989, Ser. A,stress variable into the creep-rate equations. vol. 20A, pp. 1233-38.4. At the lowest temperature of 1023 K, precipitate shear 5. T. Link and M. Feller-Kniepmeier: Metall. Trans. A, 1992, Ser. A,
vol. 23, pp. 99-105.occurs predominantly by SSF, but APBs were also6. A.J. Huis ins’t Veld, G. Boom, P.M. Bronsveld, and J.T.M. De Hosson:observed. At 1123 K, the APBs become predominant,
Scr. Metall., 1985, vol. 19, pp. 1123-28.especially later in creep life, and shearing is by APBs7. B.H. Kear and J.M. Oblak: J. Phys., 1974, vol. C7(12), pp. 35-45.
exclusively at 1223 K. As the temperature is increased, 8. V. Sass, U. Glatzel, and M. Feller-Kniepmeier: Acta Metall. Mater.,so is the ability of the matrix and interface to accommo- 1996, vol. 44(5), pp. 1967-77.
9. G.R. Leverant and B.H. Kear: Metall. Trans., 1970, vol. 1, pp. 491-98.date creep strain without the need for precipitate shear.10. G.R. Leverant, B.H. Kear, and J.M. Oblak: Metall. Trans., 1973, vol.Significant precipitate shearing was observed after one-
4, pp. 355-62.third of rupture life at 1023 K, while, at 1223 K, signifi- 11. H. Brooks: Metal Interfaces, ASM, Cleveland, OH, 1952, pp. 20-64.cant shearing was only observed in the failed specimen. 12. R.R. Keller, H.J. Maier, and H. Mughrabi: Scr. Metall. Mater., 1993,
vol. 28, pp. 23-28.13. H. Biermann, M. Strehler, and H. Mughrabi: Metall. Mater. Trans. A,
1996, vol. 27A, pp. 1003-14.ACKNOWLEDGMENTS 14. D.W. MacLachlan, S. Williams, and D.M. Knowles: in Creep andFracture of Engineering Materials and Structures, Irvine, CA, 1997,The authors are grateful to Professors A. Windle and C.J.J. Earthman and F. Mahomed, eds., TMS, Warrendale, PA, 1997, pp.Humphreys for provision of the research facilities. They also 707-16.
thank Rolls-Royce plc and DERA for financial assistance 15. U. Glatzel and M. Feller-Kniepmeier: Scr. Metall., 1989, vol. 23, pp.1839-44.and supply of the materials database.
METALLURGICAL AND MATERIALS TRANSACTIONS A VOLUME 31A, MAY 2000—1411
Copyright © 2022 FDOKUMEN