Comparative study of DMPIE – Refining & Double Sulphitation ...
29
Comparative study of DMPIE – Refining & Double Sulphitation processes at Triveni Engineering & Industries Limited. Disclaimer - These papers/articles/ppts written by TEIL officials may have appeared in various journals/proceedings etc. By Rajesh Singh Sr. Manager(QC) Triveni Engineering & Industries Ltd. Sugar Unit : Khatauli & Deoband . UP. INDIA Technical committee member-BIS (FAD2) National committee member-ICUMSA
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of Comparative study of DMPIE – Refining & Double Sulphitation ...

Comparative study of DMPIE – Refining &Double Sulphitation processes at Triveni Engineering & Industries Limited.
Disclaimer - These papers/articles/ppts written by TEIL officials may have appeared in various journals/proceedings etc.
ByRajesh Singh
Sr. Manager(QC)Triveni Engineering & Industries Ltd.
Sugar Unit : Khatauli & Deoband . UP. INDIATechnical committee member-BIS (FAD2)
National committee member-ICUMSA

INTRODUCTION – TRIVENI ENGINEERING & INDUSTRIES LTD. (SUGAR BUSINESS)
2
• Triveni Engineering & Industries Ltd(UP)
• 7 sugar units in West, central & East UP.
• Total Cane crushing capacity- 61000 TCD
• Sugar unit Khatauli- 16000 TCD
• Back end refinery(Khatauli) – 1400 TPD
• Sugar unit Deoband Double sulphitation unit. - 14000 TCD

• (1) Good colour
• (2) Bad colour
• “Good” color is color that does not transfer into the sucrose crystal and conversely “bad” color is material that displays high affinity for the sucrose crystal. Color separation processes need only focus on “bad” color, as “good” color will ultimately leave the process in the final molasses and not the crystal.
INTRODUCTION – COLOR (GOOD & BAD)
3

• Colour in commercial sugar is found both on the surface and within the crystal.
• (1)External: Found on surface of crystal and can be controlled by washing at centrifugals.
• (2) Internal: Two main groups of factors determine the quantity of internal colour.
• (a) Physical conditions under which crystallization takes place- Includes supersaturation,rate of crystallization ,crystal size ,use of stirrer etc.
• (b) Impurities: Properties such as molecular weight and electrical charge distribution together with type and quantity can affect the adsorption, inclusion Or co-crystallisation of the impurity in the crystal.
INTRODUCTION – COLOR(EXTERNAL & INTERNAL)
4

• There are generally recognized to be four types of colors present in sugar.
• (1) Plant pigments: Principally phenolics and flavonoids ,makes up to 70% colour of sugar. Phenolics are generally uncolored but reacts with Amines or iron to from colors during processing. Flavonoids are polyphenols that exist in the cane plant and are involved in enzymic browning reactions. The plant pigments tend to have low to medium molecular weights (MW < 1000), but are highly ionized, particularly at high pH values. Removed during refining.
• (2) Melanoidins: These are factory produced pigments that result from Maillard type reactions of amino acids with reducing sugars (non- enzymic browning). These have a medium MW (> 2500) and are difficult to remove in processing.
• Continued…..
COLOR- ORIGIN
5

• (3) Caramels: Caramels form as thermal degradation products of sucrose, with high MWs that increase with time and temperature as a result of increasing polymerization.
• (4) Alkaline degradation products of fructose (ADFs):These are formed, as their name suggests, from thermal decomposition of fructose mainly, and glucose to a lesser extent, under alkaline conditions. It is of medium to high MW.
• (5) Colour precursors: These are compounds which, while not colored themselves, undergo reactions that form colour during processing, includes Amino acids, Simple phenolic compunds,HMF(Hydroxy methyl furfural) etc.
6
COLOR- ORIGIN

Cane Mixed juice Heating Liming
SulphitationheatingSettling
Clear juice
Evaporation Syrup Sulphitation A pans
WhiteSugar
DOUBLE SULPHITATION PROCESS-SUGER UNIT DEOBAND UNIT OPERATIONS
7

• Mechanism:
• The inhibition of colour formation is reportedly (Vercellotti and Clarke, 1997; and Chen, 1971) brought about by the combination of the sulphite group with reducing sugars, thereby blocking the carbonyl function which is necessary for caramel and melanoidins formation.
• Carruthers et al (1955) found that sulphur dioxide is more effective at suppressing colour formation than reducing colour already formed.
• Riffer (1988) states that sulphite ions react with unsaturated carbonyl groups and some flavonoids, which shifts the light absorption out of visible wavelengths.
DOUBLE SULPHITATION PROCESS-MECHANISM & REACTIONS
8

• Chemicals used in “Liming &Sulphitation”
• Lime, Sulphur & Phosphoric acid
• Sulphur is burnt in a sulphur burner under carefully controlled conditions to produce SO2 while avoiding sublimation and the production of SO3. Contact of the gas with juice pre-heated to about 70 °C takes place in a sulphitation Vessel. The precipitate formed due to the addition of lime and SO2 separates in juice clarification. This process is used together with syrup sulphitation in syrup sulphiter . Sulphur consumption varies between 0.07-0.10% on cane or 35 to 50% of lime consumption .
9
DOUBLE SULPHITATION PROCESS-MECHANISM & REACTIONS

Fundamental reactions:A) Phosphate precipitation; -
Phosphate precipitation after reaction with lime is the main reaction responsible to juice clarification. Lime reacts with solublephosphate and forms tricalcium phosphate which is insoluble precipitate.
Ca2+ + HPo42-
= CaHPo4
3Ca2+ + 2 Po43- = Ca3(PO4)2
B) Reaction in Sulphitation: -Reaction of lime with sulphuros acid forming calcium sulphite.
Some of the coloring non-sugars are bleached off due to So2.Due to action of So2 on juice the viscosity of juice gets reduced 10
DOUBLE SULPHITATION PROCESS-MECHANISM & REACTIONS
So2 + H2OCa(OH)2 + H2So3
= H2So3= CaSo3 + 2 H2O
If excess So2 is passed into solution after complete neutralization is reached, the pH will be acidic. This results in having more HSo3ions to go in solution as.
H2So3 H+ + HSo3 -Dissolved molecules of CaSo3 Ca ++ + So3 --
So3 -- + H+ HSo3 –
Combining the reactionCaSo3 +H2So3
Dissolved Ca(HSO3)2(calciumbisulphate)

• Merits:
• The mud settles more rapidly (hence improved capacity of clarifiers).
• There is a marked improvement in the colour of the sugar – there appears to be a significantly reduced transfer of colour from the mother liquor into the crystal ( In range of 0.01- 0.012)
• No refining or recrystallization.
DOUBLE SULPHITATION PROCESS - MERITS
11

• LIMITATIONS OF DOUBLE SULPHITATION PROCESS.• ASH :• No significant ash removal in sulphitation process.• Dissolved calcium salts after clarification – 1000 to 1500 ppm• INVERT SUGAR :• Crystallisation in Acidic Medium, pH = 5.00, responsible for high invert sugar content and low pH
sugar.• INORGANIC IMPURITIES :• Sulphur – source of Arsenic.• SO2 CONTENT :• SO2 content in sugar higher than 20 ppm.• KEEPING QUALITY :• Sulphited carbonyls being slightly unstable are prone to losing the sulphite as sulphur di oxide ,the
color may return when sugar is stored for a long time .• TURBIDITY :• Higher turbidity levels in sugar solutions.• There are heavier fouling in heat exchangers.• An increase in chemical and maintenance costs (in sulphiter , pumps, sulphur, corrosion of vessels
and pipes, etc.). 12
DOUBLE SULPHITATION PROCESS - LIMITATIONS

Product Colour % Increase %removal
Primary Juice 20087
Mixed Juice 24404 21.49
ClearJuice(SRI+444) 18491
24.23
Unsulphured.syrup 20108 8.74
Sulphured syrup 18966 5.68
A Massecuite 10728
A1M/C 16000
A Massecuite 8200
Sugar 105 85Colour transfer
factor .010 0.01013
DOUBLE SULPHITATION PROCESS –COLOR PROFILE UNIT - DEOBAND

Cane
MixedJuice
Heating
Defecation
Heating
Settling
Clearjuice
Evaporation
Panboiling
Rawsugar
Melting
Melt clarificatio
n
Multibead
filtration
Checkfilters
Ionexchange columns
Fineliquor
Refinerypan
R1 boiling
Refined
Sugar
DPMPIE – DEFECO MELT PHOSPHOTATION ION EXCHANGE (REFINING) SUGAR UNIT KHATAULIUNIT OPERATIONS
14

• DEFECTION PROCESS
• This is the oldest & cheapest method of juice clarification
• In this process lime & heat are two basic agents.
• The lime and heat treatment forms a heavy precipitate of complex composition.
• Contains insoluble lime salts, coagulated albumin, and varying proportion of the fats, waxes and gums.
• Phosphoric acid is added to increase P2O5 content of juice upto 300 ppm.
• Then lime is added to neutralize organic acids,
• Besides insoluble tricalcium phosphate [Ca3 (PO4) 2-] is also formed which occludes colloids & suspended impurities.
DMPIE – UNIT OEPRATIONS DEFECATION
15

• Chemical Reactions:
• (a) Precipitation of amorphous calcium phosphate.• (b) Denaturation of proteins(or other organics, such as gums,pectins and waxes).• (c) Degradation of reducing sugars to organic acids due to high Ph and• temperatures.• (d) Precipitation of organic and inorganic acid salts.• (e) Hydrolysis of starch by natural amylase in the juice.• (f) Formation of colour bodies due to polymerization(either enzymatically or thermally) of flavonoids
and phenolic compounds.(NO COLOUR REMOVAL IN DEFECATION).• Physical reactions: Major physical reaction is the enhanced flocculation of micro-particles(mainly
calcium phosphate particles) by the addition of acryl amide –sodium acrylate copolymer.
DEFECATION-PHYSICO-CHEMICAL REACTIONS
16

Nov Dec Jan Feb March April Season
Particulars
Mixed juice 17731 17561 14966 15731 16375 19668 17005
Oliver filter juice 22802 21070 19489 19119 18549 19370 20067
1st Heated juice 19293 18304 15934 17612 17355 20749 18208
Defecatedjuice 18866 18108 15555 16457 16843 19987 17636
Clear Juice 17854 17611 15027 15604 16532 19572 17033Colour
change %from MJ toClear juice +0.69% +0.28% +0.41 -0.80% +0.95% -0.48% +0.16%
DMPIE PROCESS – COLOR PROFILE DEFECATION
17

Basic chemicals: Phosphoric acid, Colour ppt,Cationic surfactant
18
tricalcium phosphate , octa-calcium phosphate pentahydrate & hydroxyapatite are formed.Tri calcium phosphate precipitate occludes and absorbs fine colloidal solids and soluble colour.Most colloids in sugar liquor have negative charges, and so the addition of a cation such as Calcium neutralizes these charges and allows
flocculation to take place. Anionic high molecular weight color & other impurities are removed effectively. Some soluble colours are absorbed by the
• precipitate.
(200 ppm), ( 100 ppm)
• Simultaneous clarification & Decolorization..
• Phosphoric acid + Lime saccharate = insol. ppt.
THEORY OF MELT PHOSPHOFLOTATIONPROCESS (PRIMARY DECOLORIZATION:MICROBES & TURBIDITY REMOVAL)

• This process is based on the creation of calcium phosphate floc that captures the suspended impurities and the colouring matter precipitates formed by the use of special colour precipitants.
• The conglomerate of these flocs, precipitates and suspended.
• impurities is floated with the aid of air and removed as scum.
• The clarified melt is filtered through a multi- bed and check filter before it goes to the secondary stage of decolourisation.
PRIMARY DECOLOURISATION PHOSPHOFLOTATION
19

• COLOUR REDUCTION
• TURBIDITY REMOVAL
• INCREASED TRANSMITTANCY
• VISCOSITY REDUCTION
ADVATAGES OF PHOSPHOTATION
20

Chemicals & additives: Ion exchange resins(Styrene-di-vinyl benzene or Acrylic).
Principle mechanism is ion exchange–Anionic group on colour bodies displaces the chloride ions in the resin matrix. Ionic functional group makes the resin hydrophilic ,allowing the aqueous liquor to penetrate theresin, where adsorption (Significant mechanism)takes place.
• This process is based on the capability of special ion exchange resins to selectively adsorb coloringmatter and to release it during the regeneration step.
• At the start of the decolorisation cycle. the colour removal is 90-95%; this gradually reduces to 40-50%as the flow continues. Typically , in the first stage the average decolorisation achieved is 65%.
SECONDARY DECOLOURISATION & ASH REMOVALMECHANISM: ION EXCHANGE & ADSORPTION
21

• Inlet colour and the desired outlet colour will determine the resin volume, Regeneration cycle routine, Resin make-up requirements and the resin life.
• The residual sugar adhering to the resin beads is recovered through rinsing cycles, with this sweet water being used for melting raw sugar.
• Hot alkaline brine solution is used for regenerating the resin by removing the adsorbed coloring matter.
• It is a sturdy process not requiring much instrumentation.
22
SECONDARY DECOLOURISATION & ASH REMOVALION EXCHANGE RESIN

Nov Dec Jan Feb March April Season
Raw Sugar 438 410 438 501 489 477 459
Raw Sugar melt 549 552 566 597 562 551 563
Clear melt 378 416 390 442 401 397 404
Colour removal (MCS) % 31 25 31 26 29 28 28
Fine Liquor 115 117 127 147 119 124 125
Colour removal(Ion exchange)%
70 72 67 67 70 69 69
R1 Massecuite 1108 1095 1190 1235 1144 1055 1138
R1 sugar 29 31 34 36 33 32 33
Color transfer factor .03 .03 .03 .03 .03 ..03 .03
DMPIE PROCESS – COLOR PROFILEPHOSFLOTATION & ION EXCHANGE
23

• The process is easy to operate and controlled with good amenability to automation.
• Low chemical cost
• Avoidance of corrosion of plant and machinery due to elimination of So2 gas hence maintenance cost reduce.
• Great flexibility in the end product production viz. Raw sugar / Refined sugar/White sugar depending upon the domestic as well as the international market requirement
• Processing is done at almost neutral PH, Hence sugar loss due to inversion is avoided.
• Low retention times reduce inversion losses.
• No deterioration of sugar during long storage which is quite common in our country, No reprocessing required.
MERITS OF DMPIE
24

Unit →Khatauli(Refining) Deoband(Sulphitation)
S. No. Parameter ↓
1 Cane Crushed ( Lacs Qtl) 181.63 116.712
2 Total Sugar (Lacs Qtl ) 20.017 12.515
3 Recovery % Cane 11.01 10.70
4 Pol % Cane 12.75 12.63
Pol% in Filter Cake 0.09 0.11
Pol% in Final Molasses 1.12 1.24
Un Known losses 0.09 0.12
5 Total Losses % 1.74 1.93
6 Total Losses % Pol in cane 13.65 15.28
7 Steam % Cane 49.51 50.33
8 Steam/ qtl of sugar 4.49 4.69
9 RBHR 91.83 90.77
10 Lime % Cane 0.07 0.19
11 Sulphur % Cane Sulphur less 0.08
12 Final Molasses Purity 30.74 30.01
13 Molasses % Cane 4.20 4.74
14 Bold grain (L+M ) 95.41 89.03
15 Chemical cost(Rs /qtl of cane) 1.02 23-Aug-2017 3.00
COMPARATIVE RESULTS OF DMPIE & DOUBLESULPHITATION(2016-17)
ColourPheno
lics
Flavo noids
Melanoid ins Caramels
ADFProducts
Colour precurs
ors
Process
Sulphitation YES YES YES NO NO YES
Phosphotation NO NO YES YES YES NO
Ion exchange NO NO YES NO YES
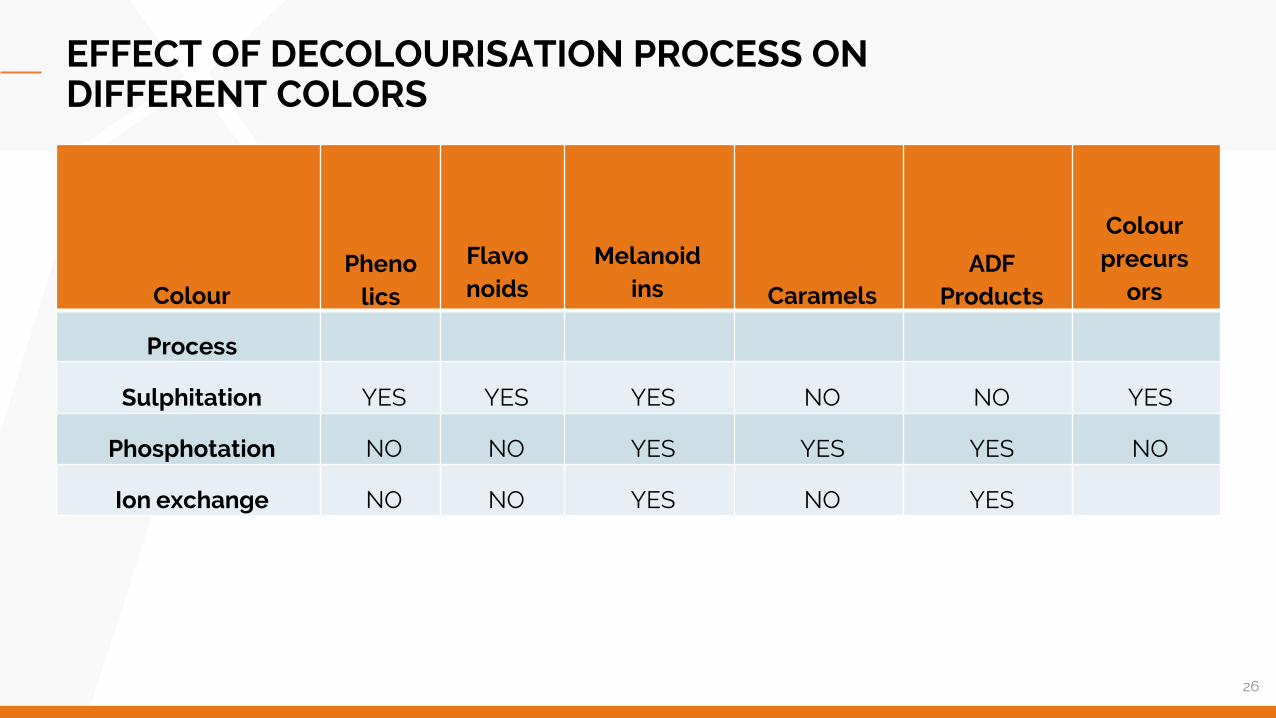
EFFECT OF DECOLOURISATION PROCESS ONDIFFERENT COLORS
26

• It was observed at unit Deoband that in sulphitation process (Unit-Deoband) 30-40% colour can be removed by effective sulphitation. In Juice sulphitation 30-40% colours are removed while at syrup sulphitation 5-10% colours is removed.
• On the other hand at unit Khatauli in DMPIE process, 30-35% colours are removed in first decolorization (Phosphotation) and 60-70% colours are removed during second decolorization (Ion exchange).
• It can be concluded neither alone sulphitation nor phosphotation is capable to remove all type of colorants, however with suitable combination of GAC or Ion exchange, majority of colorants can be eliminated.
• In addition to color removal, other advantages like easy operation ,low chemical cost, lower molasses %cane, lower sugar losses less corroison,less maintenance, higher self life of final product,DMPIE process of sugar manufacturing can be concluded as a superior process to adopt .
CONCLUSION
27

I sincerely express my gratitude to our CMD Shri D.M.Sawhney and Vice Chairman & Managing Director Shri Tarun Sawhney for their encouragement,interest in the subject and allowing me to present this paper.
ACKNOWLEDGEMENT
28

THANK YOU
29