
Chemical Interactions of Alumina–Carbon Refractories with Molten Steel at 1823 K (1550 °C):...
8
Chemical Interactions of Alumina–Carbon Refractories with Molten Steel at 1823 K (1550 °C): Implications for Refractory Degradation and Steel Quality R. KHANNA, M. IKRAM-UL HAQ, Y. WANG, S. SEETHARAMAN, and V. SAHAJWALLA A sessile-drop study was carried out on Al 2 O 3 -10 pct C refractory substrates in contact with molten iron to investigate possible chemical reactions in the system and to determine the influence of carbon and the role, if any, played by the presence of molten iron that can act both as a reducing agent and as a metallic solvent. These investigations were carried out at 1823 K (1550 °C) in argon atmosphere for times ranging between 15 minutes and 3 hours. We report the occurrence of chemical reactions in the Al 2 O 3 -10 pct C/Fe system, associated generation of CO gas, and carbon pickup by molten iron. Video images of the iron droplet started to show minor deviations after 30 minutes of contact followed by intense activity in the form of fine aluminum oxide whiskers emanating from the droplet and on the refractory substrate. The interfacial region also changed significantly over time, and the formation of small quantities of iron aluminide intermetallics was recorded after 30 minutes as a reaction product in the inter- facial region. These chemical reactions also caused extensive penetration of molten iron into the refractory substrate. This study has shown that alumina cannot be treated as chemically inert at steelmaking temperatures when both carbon and molten iron are present simultaneously. These findings point to an additional reaction pathway during steelmaking that could have significant implications for refractory degradation and contamination of steel with reaction products. DOI: 10.1007/s11663-011-9520-7 Ó The Minerals, Metals & Materials Society and ASM International 2011 I. INTRODUCTION CARBON-BEARING refractories are used exten- sively in steelmaking because of their excellent thermal shock and wear resistance and strength at high temper- atures. [1] Although the additions of even small amounts of carbon ( < 5 pct) to oxide refractories has resulted in significant improvements in refractory performance, it has also been recognized that surface interactions with molten metal/slag could be the reason for many refrac- tory-related problems. [2,3] The experimental investiga- tions of Zhao and Sahajwalla [4] on a range of graphite– alumina mixtures and liquid iron (1823 K [1550 °C]) have shown that the presence of alumina affected the wettability and carbon dissolution strongly. With car- bon concentration in the substrate decreasing from 83.3 wt pct to 76.9 wt pct, the wettability showed a sharp change from good to poor wetting. This change was accompanied by a rapid decline in the carbon pickup by the metal. [5] Khanna and Sahajwalla [6] used atomistic computer simulations to explain these results in terms of the chemical inertness of alumina and poor wetting between alumina and liquid iron. In their atomic model, which produced an excellent fit with the experimental data, the key feature was the mutual exclusion of alumina and iron from their immediate neighborhood. It was found that the presence of alumina inhibited metal penetration strongly in the refractory, severely limiting the contact between carbon and liquid steel and thereby strongly depressing carbon dissolution. [7,8] One key assumption of this model was regarding the chemical inertness of alumina at 1823 K (1550 °C), which seemed to be reasonable as the carbothermic reduction of alumina in the Al 2 O 3 -C binary system has been reported to occur at much higher temperatures (2173 K to 2473 K (1900 °C to 2200 °C)) at atmo- spheric pressure. [9] The overall reaction Al 2 O 3 s ðÞþ 3C s ðÞ¼ 2Al l ðÞþ 3CO g ðÞ ½1 can also take place in two steps: 2Al 2 O 3 þ 9C ¼ Al 4 C 3 þ 6CO ½2 Al 4 C 3 þ Al 2 O 3 ¼ 6 Al þ 3CO ½3 Reaction [2] occurs in the temperature range 2173 K to 2273 K (1900 °C to 2000 °C), and reaction [3] takes place at 2473 K (2200 °C) with the reaction rate R. KHANNA and V. SAHAJWALLA, Professors, and M. IKRAM-UL HAQ, Ph.D. Student, are with the Centre for Sustainable Materials Research and Technology, School of Materials Science and Engineering, The University of New South Wales, Sydney, NSW 2052, Australia. Contact e-mail: [email protected] Y. WANG, Research Engineer, is with the Analytical Centre, The University of New South Wales, Sydney, Australia. S. SEETHARAMAN, Emeritus Professor, is with the Department of Materials Science and Engineer- ing, Royal Institute of Technology, SE-100 44 Stockholm, Sweden. Manuscript submitted March 17, 2011. Article published online May 17, 2011. METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 42B, AUGUST 2011—677
Transcript of Chemical Interactions of Alumina–Carbon Refractories with Molten Steel at 1823 K (1550 °C):...

Chemical Interactions of Alumina–Carbon Refractorieswith Molten Steel at 1823 K (1550 �C): Implicationsfor Refractory Degradation and Steel Quality
R. KHANNA, M. IKRAM-UL HAQ, Y. WANG, S. SEETHARAMAN, andV. SAHAJWALLA
A sessile-drop study was carried out on Al2O3-10 pct C refractory substrates in contact withmolten iron to investigate possible chemical reactions in the system and to determine theinfluence of carbon and the role, if any, played by the presence of molten iron that can act bothas a reducing agent and as a metallic solvent. These investigations were carried out at 1823 K(1550 �C) in argon atmosphere for times ranging between 15 minutes and 3 hours. We reportthe occurrence of chemical reactions in the Al2O3-10 pct C/Fe system, associated generation ofCO gas, and carbon pickup by molten iron. Video images of the iron droplet started to showminor deviations after 30 minutes of contact followed by intense activity in the form of finealuminum oxide whiskers emanating from the droplet and on the refractory substrate. Theinterfacial region also changed significantly over time, and the formation of small quantities ofiron aluminide intermetallics was recorded after 30 minutes as a reaction product in the inter-facial region. These chemical reactions also caused extensive penetration of molten iron into therefractory substrate. This study has shown that alumina cannot be treated as chemically inert atsteelmaking temperatures when both carbon and molten iron are present simultaneously. Thesefindings point to an additional reaction pathway during steelmaking that could have significantimplications for refractory degradation and contamination of steel with reaction products.
DOI: 10.1007/s11663-011-9520-7� The Minerals, Metals & Materials Society and ASM International 2011
I. INTRODUCTION
CARBON-BEARING refractories are used exten-sively in steelmaking because of their excellent thermalshock and wear resistance and strength at high temper-atures.[1] Although the additions of even small amountsof carbon (<5 pct) to oxide refractories has resulted insignificant improvements in refractory performance, ithas also been recognized that surface interactions withmolten metal/slag could be the reason for many refrac-tory-related problems.[2,3] The experimental investiga-tions of Zhao and Sahajwalla[4] on a range of graphite–alumina mixtures and liquid iron (1823 K [1550 �C])have shown that the presence of alumina affected thewettability and carbon dissolution strongly. With car-bon concentration in the substrate decreasing from83.3 wt pct to 76.9 wt pct, the wettability showed asharp change from good to poor wetting. This changewas accompanied by a rapid decline in the carbon
pickup by the metal.[5] Khanna and Sahajwalla[6] usedatomistic computer simulations to explain these resultsin terms of the chemical inertness of alumina andpoor wetting between alumina and liquid iron. In theiratomic model, which produced an excellent fit with theexperimental data, the key feature was the mutualexclusion of alumina and iron from their immediateneighborhood. It was found that the presence ofalumina inhibited metal penetration strongly in therefractory, severely limiting the contact between carbonand liquid steel and thereby strongly depressing carbondissolution.[7,8]
One key assumption of this model was regarding thechemical inertness of alumina at 1823 K (1550 �C),which seemed to be reasonable as the carbothermicreduction of alumina in the Al2O3-C binary system hasbeen reported to occur at much higher temperatures(2173 K to 2473 K (1900 �C to 2200 �C)) at atmo-spheric pressure.[9] The overall reaction
Al2O3 sð Þ þ 3C sð Þ ¼ 2Al lð Þ þ 3CO gð Þ ½1�
can also take place in two steps:
2Al2O3 þ 9C ¼ Al4C3 þ 6CO ½2�
Al4C3 þAl2O3 ¼ 6Alþ 3CO ½3�
Reaction [2] occurs in the temperature range 2173 Kto 2273 K (1900 �C to 2000 �C), and reaction [3] takesplace at 2473 K (2200 �C) with the reaction rate
R. KHANNA and V. SAHAJWALLA, Professors, and M.IKRAM-UL HAQ, Ph.D. Student, are with the Centre for SustainableMaterials Research and Technology, School of Materials Science andEngineering, The University of New South Wales, Sydney, NSW 2052,Australia. Contact e-mail: [email protected] Y. WANG,Research Engineer, is with the Analytical Centre, The University ofNew South Wales, Sydney, Australia. S. SEETHARAMAN, EmeritusProfessor, is with the Department of Materials Science and Engineer-ing, Royal Institute of Technology, SE-100 44 Stockholm, Sweden.
Manuscript submitted March 17, 2011.Article published online May 17, 2011.
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 42B, AUGUST 2011—677

increasing with increasing temperature.[10] In addition,volatile species including Al(g), Al2O(g), and CO(g) arealso formed in these reactions. Cox and Pidgeon[11]
investigated the Al-O-C system in the temperature range1700 K to 2200 K (1427 �C to 1927 �C) at reducedpressures and reported on the formation of smallquantities of aluminum-bearing compounds, such asoxi-carbides and carbides (Al4O4C, Al2OC, and Al4C3).A possible occurrence of Al2O(g) and AlO(g) gases hasalso been discussed in thermodynamical investigationson the system.[12]
As most of these reactions occur at temperaturesmuch higher than typical steelmaking temperatures(1773 K to 1923 K [1500 �C to 1650 �C]), reactionsbetween alumina and carbon could possibly be ignored.However, in several steelmaking applications, significantquantities of molten iron are also in direct contact withalumina–carbon refractories over extended periods invarious process steps prior to casting. C and Fe areamong some of most important elements involved inredox reactions.[13] Although it is well known that thepresence of even small amount of carbon can affect thekinetics of chemical reactions,[14,15] it is difficult topredict how the simultaneous presence of two reducingagents will affect reduction reactions under conditionswherein carbon is present along with molten iron. Franket al.[16] investigated the carbothermic reduction ofalumina in the temperature range 1973 K to 2123 K(1700 �C to 1850 �C) in the presence of a metallic solvent(Cu and Sn) at pressures between 0.08 to 0.20 atm. Theoverall driving force for the reduction reaction wasdetermined by the activity of aluminum in the metallicsolvent, the temperature, and the pressure of CO gas.The reduction was approximately 80 pct complete in60 minutes at 2073 K (1800 �C) under a pressure of0.1 atm.
Most of the reported studies on the carbothermicreduction of alumina have been carried out in thepresence of excess carbon with carbon/alumina ratiosranging between 1.5 and 5. However, carbon levels insteelmaking refractories are generally low: 10 to 20 wtpct; our previous studies on the alumina–carbon systemwere carried out for carbon concentrations rangingbetween 62.5 to 91 wt pct.[4] Two key issues that need to
be investigated are the influence of reducing the pro-portion of carbon and the role, if any, played by thesimultaneous presence of molten iron that can act bothas a reducing agent as well as a metallic solvent. In thisarticle, we report an in-depth investigation on Al2O3-10 pct C refractory in contact with molten iron at1823 K (1550 �C) in argon atmosphere for periods up to3 hours. Some studies were also carried out on 100-pctalumina substrates. The aim of this research is todevelop a fundamental understanding of chemical reac-tions in the Al2O3-C/Fe system at steelmaking temper-atures and their impact on refractory degradation andsteel quality.
II. EXPERIMENTAL
High-purity (99.8 pct), fused alumina was mixedthoroughly with synthetic graphite with 5 wt pct phe-nolic resin as a binder. Refractory substrates wereprepared by compacting the mixture in a steel die usinga hydraulic press and pressing to a pressure up to10 MPa. The compacted cylindrical substrates (25 mmdiameter, 3–4 mm thick) were baked at 423 K (150 �C)for 48 hours for enhancing their structural integrity. Thetotal carbon concentration in the substrate was deter-mined to be 12.9 wt pct; the increase in the carbon levelwas attributed to the pyrolysis yield from the binder.[17]
Sessile drop investigations on the Al2O3-C/liquid ironsystem were carried out at 1823 K (1550 �C) in alaboratory scale, horizontal tube resistance furnace(Figure 1)[18] Initially, the sample was held on a spec-imen holder, which could be pushed to the center of thehot zone of the furnace with the help of a graphite rod.The weight of the metallic iron (0.03 pct C) used was1.0 g.The furnace tube was purged with 99.99 pct pure
argon (O2 ~3–5 ppm) throughout the duration of theexperiment with a flow rate of 1.0 l/min. The furnacewas purged with argon for 20 minutes with a slightpositive pressure to ensure no gas could leak into thefurnace; oxygen levels in the outgoing gases weremeasured continuously and were below 2 ppm. Theassembly was held in the cold zone of the furnace until
Fig. 1—A schematic representation of sessile drop experimental arrangement.
678—VOLUME 42B, AUGUST 2011 METALLURGICAL AND MATERIALS TRANSACTIONS B

the desired temperature was attained and was theninserted into the hot zone. This process eliminated anyreaction that may occur at lower temperatures andpossibly influence the phenomena to be studied at thetemperature of interest. The melting of the metal dropletmarked the beginning of the reaction time; the Al2O3-C/Fe drop assembly was quenched after fixed periods ofreaction time (up to 3 hours) by withdrawing the trayinto the cold zone of the furnace. A high-resolutioncharge-coupled device (CCD) camera fitted with anIRIS lens was used to capture the live phenomenain situ. The output from the CCD camera was channeledto a digital video recorder and a television monitor torecord the entire experimental process as a function oftime. Several analytical tools were used in this study.Experimental results and relevant details of variousmeasurements are presented in Section III.
III. EXPERIMENTAL RESULTS
A. Carbon Pickup and Gas Generation
CO gas generation from the reaction assembly wasmeasured with the help of an infrared gas analyzer;Figure 2(a) shows CO gas data from the blank Al2O3-Csubstrate as well as in the presence of a molten irondroplet. Although the CO gas generated was low, anearly 2-fold increase was observed in the presence ofmolten metal. Figure 2(b) shows the carbon pickup bymolten metal measured over extended periods. Reactionassemblies were quenched after fixed periods and thecarbon content of quenched metal droplet was deter-mined through a LECO* CS-244 C&S analyzer.
Although the carbon pickup was low and in agreementwith studies reported in literature,[17] three different rateregimes could be observed clearly. The fastest rate ofcarbon pickup was observed in the initial 15 minutes(labeled as region I), the rate slowed down in the period
between 15 minutes and 2 hours (region II), but itpicked up once again in the period between 2 hours to3 hours (region III). It is interesting to note that thegas data were unaffected by the presence of metalduring initial 15 minutes (corresponding to region I inFigure 2(b)) with no additional CO gas being releasedduring that period. CO gas generation in the presence ofmetal was much higher than the corresponding releasefrom the blank substrate in region II. CO gas generationhad stabilized after 2 hours.
B. Metal Penetration in the Substrate
High-resolution scanning electron microscopy (SEM)images of unreacted Al2O3 and Al2O3-C substrates(Figure 3) show the presence of many micro-pores (<1lm), which were present throughout both substrates.The evaporation of binder volatiles created microporoussubstrates, opening up possible channels for the pene-tration of small amounts of molten iron into therefractory substrate. To investigate the penetration ofmetal in the refractory substrate, the entire reactionassembly (including the iron droplet) was set in epoxyfor optical microscopic studies. The set assembly wassectioned carefully to expose a cross-sectional view ofthe Al2O3-C substrate/metal assembly and was againreset in a mold. The representative images from theAl2O3-C substrates reacted with liquid iron for up to
0 50 100 150 200
Time (Seconds)
0
2e-06
4e-06
6e-06
8e-06
Mol
es o
f C
arbo
n re
mov
ed
0 50 100 150 200
Time (Minutes)
0
0.1
0.2
0.3
0.4
0.5
Car
bon
pick
-up
(wt p
ct)
with metal
Blank
CO gas
I
II
III
(a) (b)
Fig. 2—CO gas generation and carbon pickup during extended con-tact between Al2O3-12.9 pct C substrate/Fe at 1823 K (1550 �C).
Fig. 3—Backscattered SEM images of (a) Al2O3 and (b) Al2O3-12.9 pct C unreacted substrates. Several micropores could beobserved throughout both substrates. Light and dark gray regions inthese micrographs, respectively, represent alumina and graphite.
*LECO is a trademark of LECO Corporation, St. Joseph, MI.
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 42B, AUGUST 2011—679
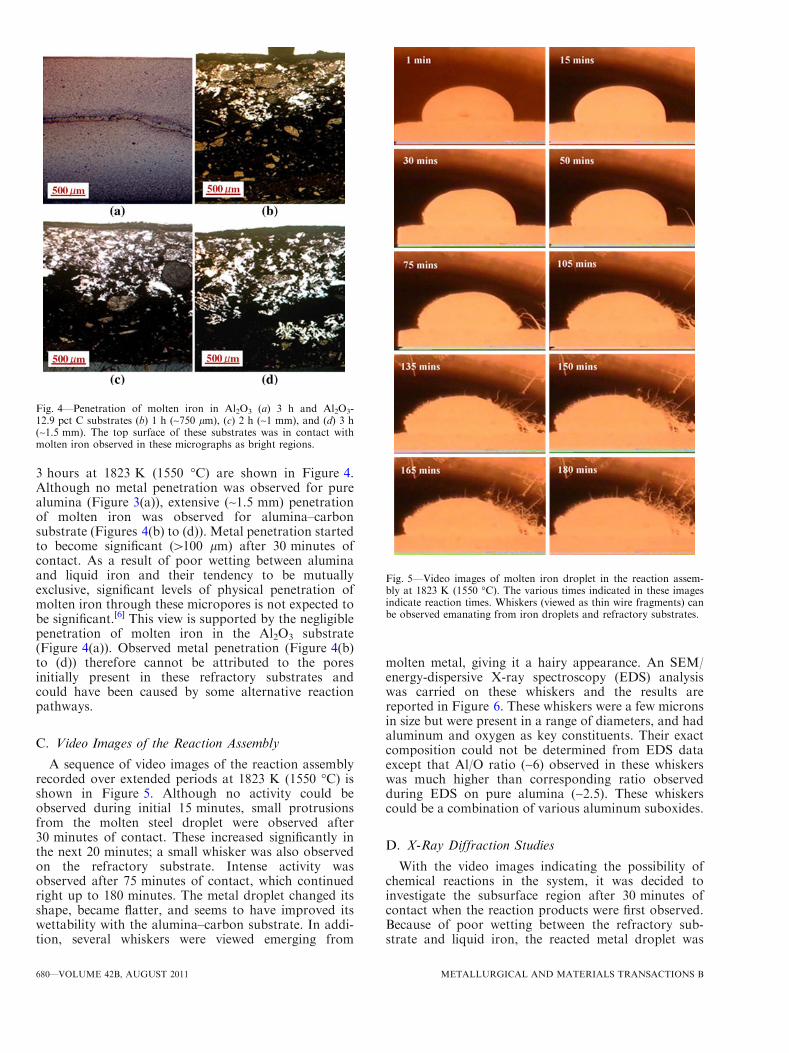
3 hours at 1823 K (1550 �C) are shown in Figure 4.Although no metal penetration was observed for purealumina (Figure 3(a)), extensive (~1.5 mm) penetrationof molten iron was observed for alumina–carbonsubstrate (Figures 4(b) to (d)). Metal penetration startedto become significant (>100 lm) after 30 minutes ofcontact. As a result of poor wetting between aluminaand liquid iron and their tendency to be mutuallyexclusive, significant levels of physical penetration ofmolten iron through these micropores is not expected tobe significant.[6] This view is supported by the negligiblepenetration of molten iron in the Al2O3 substrate(Figure 4(a)). Observed metal penetration (Figure 4(b)to (d)) therefore cannot be attributed to the poresinitially present in these refractory substrates andcould have been caused by some alternative reactionpathways.
C. Video Images of the Reaction Assembly
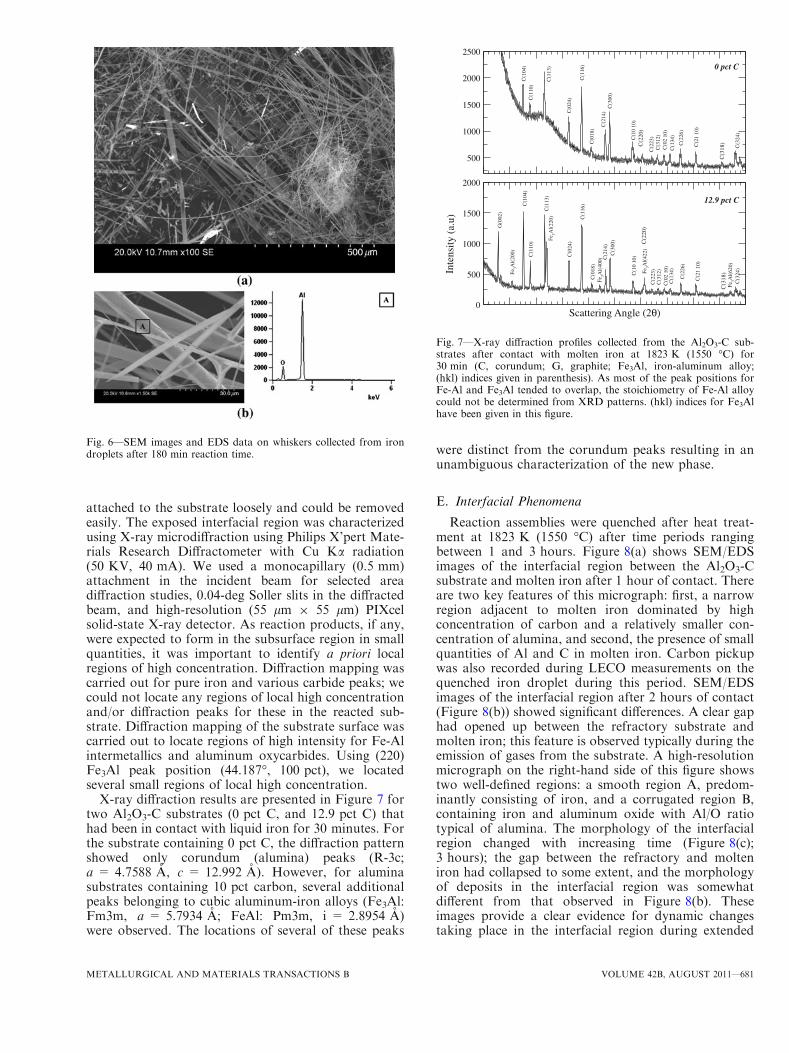
A sequence of video images of the reaction assemblyrecorded over extended periods at 1823 K (1550 �C) isshown in Figure 5. Although no activity could beobserved during initial 15 minutes, small protrusionsfrom the molten steel droplet were observed after30 minutes of contact. These increased significantly inthe next 20 minutes; a small whisker was also observedon the refractory substrate. Intense activity wasobserved after 75 minutes of contact, which continuedright up to 180 minutes. The metal droplet changed itsshape, became flatter, and seems to have improved itswettability with the alumina–carbon substrate. In addi-tion, several whiskers were viewed emerging from
molten metal, giving it a hairy appearance. An SEM/energy-dispersive X-ray spectroscopy (EDS) analysiswas carried on these whiskers and the results arereported in Figure 6. These whiskers were a few micronsin size but were present in a range of diameters, and hadaluminum and oxygen as key constituents. Their exactcomposition could not be determined from EDS dataexcept that Al/O ratio (~6) observed in these whiskerswas much higher than corresponding ratio observedduring EDS on pure alumina (~2.5). These whiskerscould be a combination of various aluminum suboxides.
D. X-Ray Diffraction Studies
With the video images indicating the possibility ofchemical reactions in the system, it was decided toinvestigate the subsurface region after 30 minutes ofcontact when the reaction products were first observed.Because of poor wetting between the refractory sub-strate and liquid iron, the reacted metal droplet was
Fig. 4—Penetration of molten iron in Al2O3 (a) 3 h and Al2O3-12.9 pct C substrates (b) 1 h (~750 lm), (c) 2 h (~1 mm), and (d) 3 h(~1.5 mm). The top surface of these substrates was in contact withmolten iron observed in these micrographs as bright regions.
Fig. 5—Video images of molten iron droplet in the reaction assem-bly at 1823 K (1550 �C). The various times indicated in these imagesindicate reaction times. Whiskers (viewed as thin wire fragments) canbe observed emanating from iron droplets and refractory substrates.
680—VOLUME 42B, AUGUST 2011 METALLURGICAL AND MATERIALS TRANSACTIONS B
attached to the substrate loosely and could be removedeasily. The exposed interfacial region was characterizedusing X-ray microdiffraction using Philips X’pert Mate-rials Research Diffractometer with Cu Ka radiation(50 KV, 40 mA). We used a monocapillary (0.5 mm)attachment in the incident beam for selected areadiffraction studies, 0.04-deg Soller slits in the diffractedbeam, and high-resolution (55 lm 9 55 lm) PIXcelsolid-state X-ray detector. As reaction products, if any,were expected to form in the subsurface region in smallquantities, it was important to identify a priori localregions of high concentration. Diffraction mapping wascarried out for pure iron and various carbide peaks; wecould not locate any regions of local high concentrationand/or diffraction peaks for these in the reacted sub-strate. Diffraction mapping of the substrate surface wascarried out to locate regions of high intensity for Fe-Alintermetallics and aluminum oxycarbides. Using (220)Fe3Al peak position (44.187�, 100 pct), we locatedseveral small regions of local high concentration.
X-ray diffraction results are presented in Figure 7 fortwo Al2O3-C substrates (0 pct C, and 12.9 pct C) thathad been in contact with liquid iron for 30 minutes. Forthe substrate containing 0 pct C, the diffraction patternshowed only corundum (alumina) peaks (R-3c;a = 4.7588 A, c = 12.992 A). However, for aluminasubstrates containing 10 pct carbon, several additionalpeaks belonging to cubic aluminum-iron alloys (Fe3Al:Fm3m, a = 5.7934 A; FeAl: Pm3m, i = 2.8954 A)were observed. The locations of several of these peaks
were distinct from the corundum peaks resulting in anunambiguous characterization of the new phase.
E. Interfacial Phenomena
Reaction assemblies were quenched after heat treat-ment at 1823 K (1550 �C) after time periods rangingbetween 1 and 3 hours. Figure 8(a) shows SEM/EDSimages of the interfacial region between the Al2O3-Csubstrate and molten iron after 1 hour of contact. Thereare two key features of this micrograph: first, a narrowregion adjacent to molten iron dominated by highconcentration of carbon and a relatively smaller con-centration of alumina, and second, the presence of smallquantities of Al and C in molten iron. Carbon pickupwas also recorded during LECO measurements on thequenched iron droplet during this period. SEM/EDSimages of the interfacial region after 2 hours of contact(Figure 8(b)) showed significant differences. A clear gaphad opened up between the refractory substrate andmolten iron; this feature is observed typically during theemission of gases from the substrate. A high-resolutionmicrograph on the right-hand side of this figure showstwo well-defined regions: a smooth region A, predom-inantly consisting of iron, and a corrugated region B,containing iron and aluminum oxide with Al/O ratiotypical of alumina. The morphology of the interfacialregion changed with increasing time (Figure 8(c);3 hours); the gap between the refractory and molteniron had collapsed to some extent, and the morphologyof deposits in the interfacial region was somewhatdifferent from that observed in Figure 8(b). Theseimages provide a clear evidence for dynamic changestaking place in the interfacial region during extended
Fig. 6—SEM images and EDS data on whiskers collected from irondroplets after 180 min reaction time.
500
1000
1500
2000
2500
0
500
1000
1500
2000
G(0
02)
Fe3A
l(20
0)
C(1
04)
C(1
10)
C(1
13)
Fe3A
l(22
0)
C(0
24)
C(1
16)
C(0
18)
Fe3A
l(40
0) C(2
14)
C(3
00)
C(1
0 10
)
Fe3A
l(42
2)
C(2
23)
C(3
12)
C(0
2 10
)C
(134
)
C(2
26)
C(2
1 10
)
Fe3A
l(62
0)C
(324
)C
(324
)
C(2
1 10
)
C(1
04)
C(1
10)
C(1
13)
C(0
24)
C(1
16)
C(0
18)
C(3
00)
Inte
nsity
(a.
u)
C(2
14)
C(1
0 10
)
Scattering Angle (2θ)
C(0
2 10
)C
(134
)
C(3
12)
0 pct C
C(2
23)
12.9 pct C
C(2
26)
C(2
20)
C(2
20)
C(3
18)
C(3
18)
Fig. 7—X-ray diffraction profiles collected from the Al2O3-C sub-strates after contact with molten iron at 1823 K (1550 �C) for30 min (C, corundum; G, graphite; Fe3Al, iron-aluminum alloy;(hkl) indices given in parenthesis). As most of the peak positions forFe-Al and Fe3Al tended to overlap, the stoichiometry of Fe-Al alloycould not be determined from XRD patterns. (hkl) indices for Fe3Alhave been given in this figure.
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 42B, AUGUST 2011—681
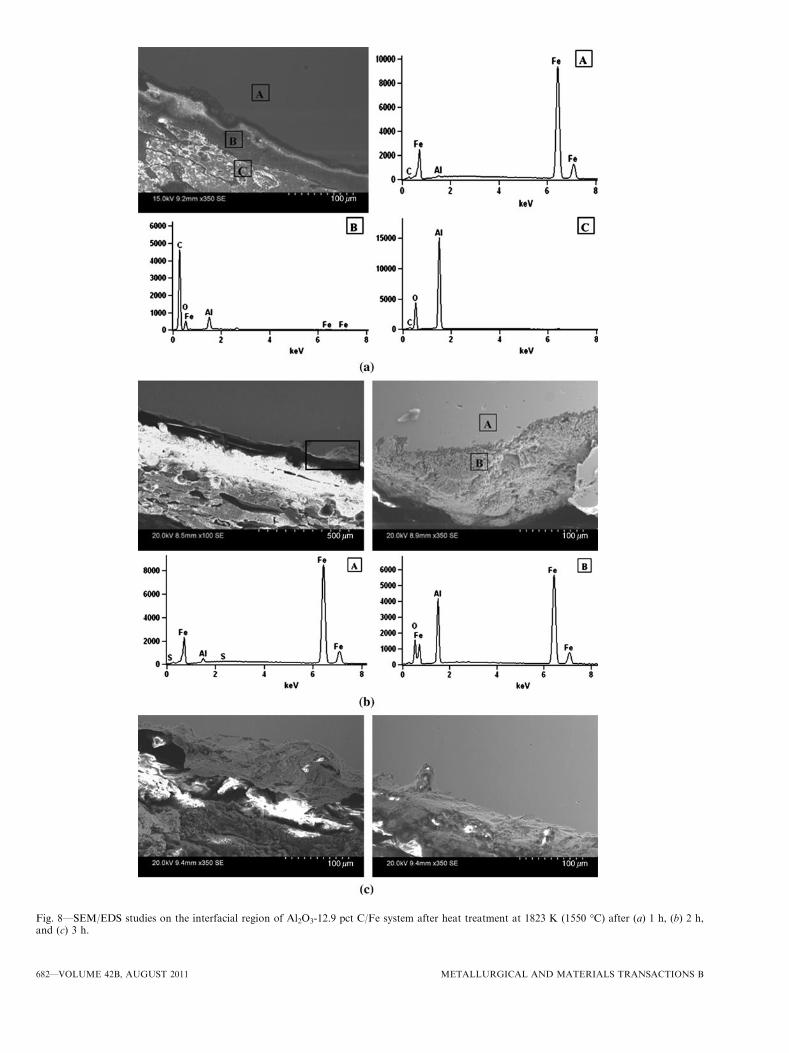
Fig. 8—SEM/EDS studies on the interfacial region of Al2O3-12.9 pct C/Fe system after heat treatment at 1823 K (1550 �C) after (a) 1 h, (b) 2 h,and (c) 3 h.
682—VOLUME 42B, AUGUST 2011 METALLURGICAL AND MATERIALS TRANSACTIONS B

contact between the refractory and molten iron at1823 K (1550 �C).
IV. DISCUSSION
Detailed experimental results presented in Figure 2through Figure 8 indicate that a variety of phenomenatakes place in the Al2O3-12.9 pct C/Fe system at 1823 K(1550 �C). During the initial 15 minutes of contact, therewas no evidence of any activity in the video images ofsessile drop arrangement (Figure 5). With increasingtime, significant activity was observed in video images inthe form of bubble distortions followed by the emission offine whiskers. Video images after 3 hours of contactshowed intense activity with whiskers being emitted allover the iron droplet. SEM/EDS analysis of thesewhiskers identified them as being oxides of aluminum(Figure 6). Experiments carried out on blank Al2O3-Csubstrates without the iron droplet showed no whiskerformation even after 8 hours of investigation. The for-mation of whiskers can occur through reactions of Al2Ogas with CO gas: Al2O+2CO = Al2O3+2C. As aproduct from these gaseous reactions, whiskers were firstfound deposited on the substrate and later all over thesteel droplet and in its immediate vicinity on the substrate.
Although no excess CO gas generation was observedduring the initial 15 minutes, the carbon pickup bymolten metal was rapid during this period. CO gasgeneration was then observed to increase rapidly until~40 minutes, stabilizing thereafter and then decreasingfor time periods up to 2 hours. This region of enhancedgas emission was accompanied by a slowing down in therate of carbon pickup by molten iron (Figure 2; regionII); it is possible that the reduction in carbon levels iniron droplet are linked with solute carbon consumedduring reduction reactions and the associated generationof CO gas. The gas generation stabilized after 2 hours,and the rate of carbon pickup by molten metal wasobserved to increase rapidly (region III).
Although no penetration of molten iron was observedin the pure alumina substrate, the penetration of molteniron in the refractory substrate was observed to besignificant and increased with increasing time (Figure 4).SEM/EDS profiles of the interfacial region after extendedcontact (Figure 8) provide additional evidence for reac-tions taking place in the system. After 1 hour of contact(Figure 8(a)), the region adjacent to molten iron wassomewhat depleted of alumina, and a small amount ofaluminum and carbon was observed in the iron droplet.After 2 hours, a SEM/EDS image showed gas trappedbetween the refractory substrate and molten iron almostlifting the droplet away from the substrate. The irondroplet also showed the presence of significant concen-tration of aluminum oxide intermingled within. Theinterfacial region and associated morphology had chan-ged once again after 3 hours, providing additional evi-dence for the dynamic changes taking place in the system.
X-ray microdiffraction studies of the interfacial regionprovide evidence for the formation of small quantities ofiron aluminide after 30 minutes (Figure 7). The forma-tion of these reaction products can be explained in terms
of carbothermic reduction of alumina in the presence ofa metallic solvent[16]: Al2O3+3C fi 2Al+3CO. Thereaction product aluminum has a high affinity for liquidiron and will be removed from the reaction zonethrough dissolution into molten iron.[19] With theinfinite dilution activity coefficient for aluminum in ironreported as 0.02, the overall reaction rate for thecoupled reaction in the Al2O3-C-Fe ternary systemcould be enhanced by a factor of approximately 50.[20]
Both reducing agents C and Fe were, therefore, found tooperate in tandem, i.e., a reduction of Al2O3 by C as afirst step followed by the continuous removal of reactionproducts by Fe, leading to a significant increase inreaction kinetics. This chemical reaction could not bepredicted from the currently available thermodynamicsoftware packages such as FactSage; the input data forthe theoretical software need to be upgraded to take intoaccount these ternary reactions.In this study, the reduction of alumina has been
observed at 1823 K (1550 �C) through the use ofmultiple reducing agents (C and Fe). Our experimentalresults provide unambiguous evidence for chemicalreactions occurring in the Al2O3-C/Fe ternary systemand for the pickup of Al by Fe at 1823 K (1550 �C). Theprevious lowest temperature reported for this reaction,in the presence of molten Sn, was 1973 K (1700 �C).[16]No chemical reaction is known to occur between Fe andAl2O3 at 1 bar; pressures above 60 GPa and tempera-tures of 2200 K (1927 �C) were required for iron andalumina to react to form iron oxide and an iron–aluminum alloy.[21] Extreme conditions reversed thedirection of this redox reaction through a modificationof the chemical nature of iron making it more electro-positive than aluminum at high pressures.Chemical reactions occurring in the Al2O3-C/Fe
system at steelmaking temperatures could have signifi-cant implications for refractory degradation and steelquality. In ferrous metallurgy, refractories are used inthe areas of hot metal treatment and transport, steel-making vessels, steel secondary treatment, and incontinuous casting[22,23]; significant costs are associatedwith refractory consumption and degradation. Amongthese, carbon–alumina refractories make up a significantproportion because of the good thermal conductivity,superior thermal shock, and wear resistance. Thedegradation of carbon refractories is an important issuefor many reasons. When hot metal comes in contactwith refractory, it can dissolve carbon from the contactsurface, leaving behind a porous region. Although anincrease in porosity leads to a decreased resistance tochemical attack, carbon from the refractory can alsobe a source of carbon pickup particularly for ultra-low-carbon steel. When the surface structure becomesporous, some aggregate particles may come off the hotface and fall into molten steel to become inclusions. Inaddition to these well-known mechanisms, our studypoints toward an additional new mechanism of refrac-tory degradation where alumina itself can also undergoreduction reactions during extended contact with molteniron. Various reaction products such as iron aluminideand aluminum oxide whiskers would be detrimental tosteel cleanliness and quality.
METALLURGICAL AND MATERIALS TRANSACTIONS B VOLUME 42B, AUGUST 2011—683
V. CONCLUSIONS
The chemical interactions in the Al2O3-C/Fe system at1823 K (1550 �C), reported for the first time in thisstudy, are expected to play a crucially important role inunderstanding degradation of carbon-based refractoriesand contamination of steel with reaction products.Alumina and carbon are among the key constituentsof steelmaking refractories. Gaseous products escapingthe reaction zone leave pores behind making it easier formetal to penetrate in the substrate further enhancingreaction kinetics and refractory degradation. As no suchchemical reaction occurred in the Al2O3/Fe system, thepenetration of molten iron was not observed in purealumina refractory substrates. Our study shows thatchemical interactions taking place in the Al2O3-C/Fesystem need to be taken into account to enhance steelquality and to reduce refractory degradation.
ACKNOWLEDGMENTS
We thank M. Rahman, N. Saha, and S. Kongkaratfor providing experimental support. This work wassupported by funds received from the AustralianResearch Council (ARC).
REFERENCES1. K. Sasai and Y. Mizukami: ISIJ Int., 1995, vol. 35, pp. 26–33.2. A. Schei, J.K. Tuset, and H Tverit: Production of High Silicon
Alloys, Tapir Forlaug, Trondheim, Norway, 1998.3. C. Chen, C. Lin, and S. Chen: Br. Ceram. Trans., 2000, vol. 99,
pp. 57–64.
4. L. Zhao and V. Sahajwalla: ISIJ Int., 2003, vol. 43, pp. 1–6.5. L. Zhao: Ph.D. Dissertation, The University of New South Wales,
Sydney, Australia, 2003.6. R. Khanna and V. Sahajwalla: Acta Mater., 2005, vol. 53,
pp. 1205–14.7. V. Sahajwalla, R. Khanna, E. Kapilashrami, and S. Seetharaman:
Can. Metall. Q., 2007, vol. 46, pp. 25–32.8. R. Khanna, B. Rodgers, F. McCarthy, and V. Sahajwalla: Metall.
Mater. Trans. B, 2006, vol. 37B, pp. 623–32.9. M. Halmann, A. Frei, and A. Steinfeld: Energy, 2007, vol. 32,
pp. 2420–27.10. C.N. Cochran and N.M. Fitzgerald: Patent U.S. 80-125644
19800228, 1981.11. J.H. Cox and L.M. Pidgeon: Can. J. Chem., 1963, vol. 27, pp. 671–
83.12. M. Walker: Ph.D. Dissertation, Carnegie Mellon University,
Pittsburgh, PA, 2010.13. B.J. Wood, A. Pawley, and D.R. Frost: Phil. Trans. R. Soc.
London A, 1996, vol. 354, pp. 1495–511.14. D. Jana and D. Walker: Geochim. Cosmochim. Acta, 1997, vol. 61,
pp. 2759–63.15. V. Prakapenka, M. Rivers, and S Sutton: American Geophysical
Union, Fall Meeting, San Francisco, CA, 2007.16. R.A. Frank, C.W. Finn, and J.F. Elliot: Metall. Trans. B, 1989,
vol. 20B, pp. 161–73.17. M. Ikram-ul-haq, R. Khanna, P. Koshy, and V Sahajwalla: ISIJ
Int., 2010, vol. 50 (6), pp. 804–12.18. V. Sahajwalla, A.S. Mehta, and R. Khanna: Metall. Mater. Trans.
B., 2004, vol. 35B, pp. 75–83.19. O. Akinlade, R.N. Singh, and F. Sommer: J. Alloys. Compd., 2000,
vol. 299, pp. 163–68.20. R.J. Fruehan: Metall. Trans., 1970, vol. 1, pp. 3403–10.21. L. Dubrovinsky, H. Annersten, N. Dubrovinskaia, F. Westman,
H. Harryson, O. Fabrichnaya, and S. Carlson: Nature, 2001,vol. 412, pp. 527–29.
22. Y.V. Naidich and G.A. Kolesnichenko: in Porosh Metall, SurfacePhenomena in Metallurgical Processes, A.I. Belyaev, ed., Consul-tants Bureau, New York, NY, 1965.
23. J.F. Elliot, M. Gleiser, and V Ramakrishna: Thermochemistry forSteelmaking, Addison-Wesley, Reading, MA, 1963.
684—VOLUME 42B, AUGUST 2011 METALLURGICAL AND MATERIALS TRANSACTIONS B




















