
CHANGEMENTS ENVIRONNEMENTAUX
129
CONTRIBUTION A L’AMELIORATION DU SYSTEME DE CONTROLE INTERNE D’UNE ENTREPRISE INDUSTRIELLE FACE AUX CHANGEMENTS ENVIRONNEMENTAUX : cas de la société NEWPACK Présenté par : RAKOTONDRASOA Sitraka Annie Ny Aina Sous l’encadrement de : Encadreur pédagogique : RAVOJAHARISOA Haingotiana Nicole Enseignante chercheur au Département Gestion MEMOIRE DE FIN D’ETUDE POUR L’OBTENTION DU DIPLOME DE MAITRISE EN GESTION OPTION : AUDIT ET CONTROLE Encadreur professionnel : ANDRIANARIJAONA Hubert Directeur HSE de la société NEWPACK Année universitaire : 2010-2011 Date de soutenance : 30 mai 2011
-
Upload
independent -
Category
Documents
-
view
2 -
download
0
Transcript of CHANGEMENTS ENVIRONNEMENTAUX

CONTRIBUTION A L’AMELIORATION DU SYSTEME DE CONTROLE INTERNE D’UNE ENTREPRISE INDUSTRIELLE FACE AUX CHANGEMENTS ENVIRONNEMENTAUX :
cas de la société NEWPACK
Présenté par :
RAKOTONDRASOA Sitraka Annie Ny Aina
Sous l’encadrement de :
Encadreur pédagogique :
RAVOJAHARISOA Haingotiana Nicole
Enseignante chercheur au Département Gestion
MEMOIRE DE FIN D’ETUDE POUR L’OBTENTION DU DIPLOME DE MAITRISE EN GESTION
OPTION : AUDIT ET CONTROLE
Encadreur professionnel :
ANDRIANARIJAONA Hubert
Directeur HSE de la société NEWPACK
Année universitaire : 2010-2011
Date de soutenance : 30 mai 2011

.

SSOMMAIRE
REMERCIEMENTS
LISTE DES ABREVIATIONS
LISTE DES FIGURES
LISTE DES TABLEAUX
LISTE DES ANNEXES
INTRODUCTION GENERALE
Partie I : CADRE CONCEPTEL DE L’ETUDE
Chapitre I : PRESENTATION DE LA SOCIETE NEWPACK
Section 1 : Historique et identité
Section 2 : Activités et missions
Section 3 : Organisation et structure
Section 4 : Système qualité certifié à l’ISO 9001/2008
Chapitre II : CADRE THEORIQUE
Section 1 : Concepts essentiels du Contrôle Interne permanent
Section 2 : Concept sur le changement environnemental
Chapitre III : SITUATION DU CONTROLE INTERNE AU SEIN DE LA
SOCIETE NEWPACK
Section 1 : Situation du Contrôle Interne au niveau de l’organisation
Section 2 : Situation du Contrôle Interne au niveau de la production
Partie II : ANALYSE DE L’EXISTANT ET FORMULATION DES PROBLEMES
Chapitre I : ANALYSE DE LA SITUATION EXISTANTE
Section 1 : Analyse de l’existant au niveau de l’organisation en général
Section 2 : Analyse de l’existant au niveau de la production

Chapitre II : ANALYSE DE L’ENVIRONNEMENT
Section 1 : Analyse de l’environnement immédiat
Section 2 : Analyse du macro-environnement
Chapitre III : FORMULATION DES PROBLEMES
Section 1 : Problèmes rencontrés au niveau de l’organisation
Section 2 : Problèmes rencontrés au niveau de la production
Section 3 : Problèmes rencontrés concernant la maitrise de l’environnement
Partie III : PROPOSITIONS DE SOLUTIONS, RESULTATS ATTENDUS ET
RECOMMANDATION GENERALE
Chapitre I : PROPOSITIONS DE SOLUTIONS
Section 1 : Recommandations en matière d’organisation
Section 2 : Recommandations associées aux problèmes rencontrés au niveau de
la production
Section 3 : Recommandations pour la maîtrise de l’environnement
Chapitre II : SOLUTIONS RETENUES
Section 1 : Révision du dispositif de Contrôle Interne existant
Section 2 : Evaluation ponctuelle et entretien du dispositif mis en place
Chapitre III : OBSTACLES POUR LA MISE EN ŒUVRE, RESULTATS
ATTENDUS ET RECOMMANDATION GENERALE
Section 1 : Obstacles pour la mise en œuvre
Section 2 : Résultats attendus
Section 3 : Recommandation générale
CONCLUSION GENERALE
BIBLIOGRAPHIE
ANNEXES
TABLE DES MATIERES

RREMERCIEMENTS
« Ecoutes les conseils, et reçois l’instruction, afin que tu sois sage dans la suite de ta vie ».
Proverbes 19 :20
Nous tenons en premier lieu remercier DIEU tout puissant de nous avoir instruit et donné la
force, la santé et la volonté pour l’accomplissement de cet ouvrage.
En deuxième lieu, nous tenons à présenter nos vifs remerciements au corps professoral
de la Faculté de Droit, d’Economie, de Gestion et de la Sociologie (DEGS) et du
Département Gestion :
- Monsieur RANOVONA Andriamaro, Maître de conférences, Doyen de la Faculté de
Droit, d’Economie, de Gestion et de Sociologie ;
- Monsieur ANDRIAMASIMANANA Origène Olivier, Maître de conférences, Chef de
département Gestion au sein de la Faculté de Droit, d’Economie, de Gestion et de
Sociologie ;
- Madame ANDRIANALY Saholiarimanana, Professeur, Directeur du Centre d’Etudes
et de Recherche en Gestion.
Nous tenons autant à remercier en particulier :
- Monsieur ROSENHIB Xavier, Directeur Général de la société NEWPACK de nous
avoir donné son approbation pour la réalisation de cet ouvrage ;
- Monsieur ANDRIANARIJAONA Hubert, Directeur de l’Hygiène Sécurité et
Environnement de la société NEWPACK, qui a bien voulu se mettre à notre
disposition en tant qu’encadreur professionnel malgré ses lourdes responsabilités ;
- Madame RAVOJAHARISOA Haingotiana Nicole, Enseignante Chercheur à
l’Université d’Antananarivo, notre encadreur pédagogique, pour tous ses conseils dans
l’élaboration et la préparation de ce mémoire.
En dernier lieu, nos sincères reconnaissances s’adressent à tous les membres de la famille
pour leurs soutiens inconditionnels durant nos années d’études, ainsi que les amis pour leur
assistance. Sans oublier tous ceux qui ont contribué de près ou de loin à la réalisation de ce
mémoire.
NOS SINCERES REMERCIEMENTS !!

Liste des abréviations
BC : Bon de Commande
CNCC : Compagnie Nationale des Commissaires aux Comptes
COSO : Committee of Sponsoring Organizations
IAS : International Accounting Standards
ISO : International Standard Organization
NTIC : Nouvelle Technologie d’Informations et de Communication
OEC : Ordre des Experts Comptables
PCG : Plan Comptable Général
SADC : Southern African Development Community
SMQ : Système Management Qualité
TDR : Termes De Référence

Liste des figures
Figure I : Synoptique du processus de fabrication des emballages en carton ondulé......7
Figure II : Organigramme général de la société NEWPACK ..........................................10
Figure III : Diagramme SMQ .............................................................................................28
Figure IV : Organigramme de la direction industrielle....................................................31
Figure V : Flux de production n°1 ......................................................................................33
Figure VI : Flux de production n°2 ....................................................................................36
Figure VII : Organigramme de la Direction Administrative et Financière ....................77
Figure VIII : Flux de production n°3 .................................................................................86
Liste des tableaux
Tableau I : Tableau de calculs des déchets .........................................................................51
Tableau II : Liste de quelques fournisseurs de la société NEWPACK ............................59
Liste des annexes
Annexe I : Fiche de suivi de production et de contrôle
Annexe II : Fiche de suivi des déchets « Onduleuse »
Annexe III : Tableau suivi quantités produites - déchets « Onduleuse »
Annexe IV : Fiche de suivi des déchets « Travaux manuels »
Annexe V : Fiche de suivi des mouvements de plaques

1
INTRODUCTION GENERALE
Dans un contexte de mondialisation, les entreprises se doivent aujourd’hui de
penser à l’échelle mondiale quand il s’agit d’asseoir leur position dans n’importe quels
industries ou secteurs que ce soit. Ce postulat entraîne pour chaque entreprise de
modeler leur stratégie et leur organisation de façon à pouvoir s’y adapter.
Mais quels que soient les changements adoptés, toute entreprise comme toute
organisation ne peut fonctionner sans qu’elle soit pourvue de mécanismes de régulation,
de contrôle et de correction. L’ensemble de ces mécanismes constituent le : « Contrôle
Interne »1.
Le Contrôle Interne n’a jamais été l’objet de discussions aussi intenses
qu’aujourd’hui. Certaines crises d’entreprises et faillites lourdes de conséquences, ont
clairement montré qu’il est impératif d’agir en matière de surveillance des entreprises.
Malgré cela, un certain flou demeure quant à l’élaboration d’un dispositif de Contrôle
Interne.
A l’image de l’organisation générale de l’entreprise, le dispositif du Contrôle
Interne adopté peut être éminemment variable d’une entité à une autre. Dans les petites
entreprises, le système de Contrôle interne prend des formes beaucoup plus simples et
est souvent facile à maîtriser. Par contre, dans les grandes entreprises la mise en place et
l’application des systèmes et procédures de Contrôle Interne sont beaucoup plus
difficiles et complexes à cause de l’importance du volume des opérations.
Mais le dispositif adopté doit être indéniablement soumis à un examen critique à
travers une analyse et une remise en question des procédures car l’existence d’une faille
au niveau du Contrôle Interne signifie que l’entreprise ne maîtrise pas les opérations
qu’elle effectue.
1 Hervé STOLOWY, Eduard PUJOL, Mauro MOLINARI, Audit financier et contrôle interne, Ed.
HERMES Science publication-LAVOISIER 2003, 282 p.

2
NEWPACK est une entreprise spécialisée dans la fabrication et la
commercialisation des emballages en carton. Elle a été choisie comme objet de l’étude
parce que la multiplicité des opérations effectuées a conduit les dirigeants à déléguer
des pouvoirs et des autorités. De ce fait, la mise en place d’un ensemble de dispositifs
efficaces en matière de contrôle et de surveillance s’avère être impérative. De plus,
toujours désireux de satisfaire ses clients et de préserver, ainsi, son image de référence
de la production et de la transformation du carton à Madagascar, les dirigeants ont
opté, dans le cadre de l’ISO 9001/2008, pour une mode d’organisation très spécifique
pour la réalisation des activités.
Outre ce grand souci de satisfaire les besoins de la clientèle, la maîtrise de la
production constitue la principale préoccupation des dirigeants des entreprises
industrielles. Pour cela, l’existence des procédures et des points de contrôle est
nécessaire pour ne pas passer à côté de ce qui se déroule réellement au niveau de la
production et pour pouvoir diminuer les risques de non maîtrise. Les apports du
système de Contrôle Interne permettent-ils de diminuer ces risques de non maîtrise ?
Mais pour pouvoir prendre les décisions adéquates, l’entreprise entant que
« système ouvert » doit également tenir compte de son environnement ; ce qui inclut un
certain nombre de composants qui ne se limitent pas à ses partenaires économiques
(clients, fournisseurs,…). Et la question qui se pose est celle-ci : l’analyse des risques
issus des facteurs externes à l’entreprise participe-t-elle à la réalisation des objectifs
de l’entreprise ?
Par ailleurs, comme le dit MARINET, tout travail de recherche repose sur une
certaine vision du monde, utilise une méthodologie propre de résultat visant à prédire,
prescrire, comprendre ou expliquer2. Ainsi, l’approche adoptée a été de nature inductive
qui part des observations : analyse documentaire auprès des centres de lecture,
d’enquêtes auprès de quelques responsables, des navigations sur internet, afin de
pouvoir mener à bien l’étude et de proposer ainsi des solutions aux problèmes constatés.
C’est, donc, dans cette optique que le thème de l’étude
s’intitule : « Contribution à l’amélioration du système de Contrôle Interne d’une
2 MARINET AC, « Management stratégique », ORGANISATION ET POLITIQUE 1984, 501p.

3
entreprise industrielle face aux changements environnementaux : cas de la société
NEWPACK » constituant à mettre en exergue l’importance de la maîtrise de
l’environnement, d’une part, et des apports du contrôle interne, d’autres part, sur
l’amélioration de la performance.
Cet ouvrage est composé de trois parties. La première comporte trois chapitres :
d’abord, la présentation de la société NEWPACK, objet de ce mémoire ; ensuite, les
concepts essentiels du Contrôle Interne permanent et du changement environnemental ;
et enfin la situation du Contrôle Interne au sein de la société NEWPACK.
La seconde partie, composée également de trois chapitres, concerne, en premier
lieu, l’analyse diagnostique au niveau de l’organisation en général mais aussi au niveau
de la production sera entamée à travers une identification des forces et des faiblesses qui
pourront avoir des impacts sur l’atteinte des objectifs du Contrôle Interne. En second
lieu, l’analyse des forces de l’environnement qui agissent sur l’entreprise sera effectuée.
Et la formulation des problèmes identifiés sera abordée, en dernier lieu.
La dernière partie consiste à formuler les recommandations et les propositions
d’actions tant au niveau de l’organisation qu’au niveau de la production suite aux
faiblesses constatées lors des analyses. Les obstacles pour leur mise en œuvre et les
résultats attendus ainsi que la recommandation générale vont être abordés.

Première partie :

4
Partie I : CADRE CONCEPTEL DE L’ETUDE
La compréhension de l’activité de l’entreprise et de son organisation en général
s’avère être nécessaire pour mener à bien l’étude. A cet effet, son identification, son
historique relatant son évolution depuis la date de sa création, ses activités et missions
ainsi que les spécificités de son organisation seront évoqués, dans un premier chapitre,
en guise de présentation (Chapitre I).
Ensuite, il est important d’apporter une clarification sur le terme Contrôle
Interne avant d’entamer l’analyse proprement dite. C’est l’objet du troisième chapitre,
dans lequel seront développés les concepts du Contrôle Interne permanent mais aussi le
concept sur le changement environnemental (Chapitre II).
Enfin, la situation du Contrôle Interne au sein de la société NEWPACK sera
abordée pour mener à bien les analyses à effectuer en deuxième partie (Chapitre III).

5
Chapitre I : PRESENTATION DE LA SOCIETE
NEWPACK
La connaissance au préalable de l’entreprise est une source incontournable
favorisant l’intervention rapide, logique et rationnelle sur les différentes analyses de la
situation qui pourrait s’y présenter. Dans ce chapitre, seront évoqués, les informations
sur l’activité de l’entreprise (section 2), sur son identité et son historique (section 1)
ainsi que les spécificités de son organisation (section 3 et 4).
Section 1: Historique et identité
1-1 Identité
NEWPACK, est une Société Anonyme, au capital de 1.000.000.000 d’Ar,
immatriculée au registre de commerce et des sociétés sous le numéro 2003 B 609, dont
le siège social est sis au Domaine d’Andranoabo, Route Digue. Elle est dirigée par
Xavier ROSENRIB, Directeur Général.
1-2 Historique
La société, créée par Mohib PIRBAY, est née il y a vingt ans avec de très
modestes moyens initiaux. Malgré une structure artisanale, elle a rapidement pu
conquérir la confiance des clients mais aussi des fournisseurs et des banques locales, ce
qui lui a permis de financer les investissements nécessaires pour la doter d’un outil
industriel adéquat.
L’entreprise a suivi une politique d’investissement, de formation et
d’amélioration globale de ses structures tout au long de ces années. De plus, une
implication de l’ensemble du personnel lui a permis d’être toujours très proche de la
clientèle donc d’être à l’écoute de ses attentes. Grace à cette politique d’investissement
et à l’implication quotidienne, elle a peu à peu conquis une place de leader sur le
marché.
En Juillet 2008, I&P Management à travers I&P Capital a acquis en totalité les
actions de NEWPACK. I&P Management gère des fonds de capital-investissement qui
sont investis dans une grande variété de secteurs économiques de Maurice, Madagascar
et des autres pays de l’Océan Indien.

6
Actuellement, NEWPACK sert l’ensemble du secteur industriel local et a acquis
un savoir faire réel pour servir des besoins aussi divers :
Industrie de pêche (crevettes, langoustes,…)
Industrie agro-alimentaire (fruits et légumes,…)
Industrie de transformation (biscuit, savon de ménage,…)
Industrie de confection
Et l’exportation vers les iles voisines, principalement pour l’industrie en
conservation de thons, constitue un nouvel axe du développement de la société.
Section 2 : Activités et missions
NEWPACK est une société de type industriel et commercial. Elle a pour activité
de fabriquer des emballages en carton ondulé à partir de bobines de papier. Ces
emballages sont conçus, fabriqués, imprimés et livrés spécifiquement pour chaque client
en fonction de ses commandes.
2-1 Emballages en carton ondulé :
« Carton ondulé » est composé de deux mots. De carton, son élément constitutif
et ondulé, la caractéristique du carton.
L’emballage en carton ondulé est un volume construit à partir d’une plaque
plane, rigide, à base de papiers, dont la forme et les performances sont adaptés au
produit à emballer. La plaque de carton est l’élément de base pour la réalisation de
l’emballage.
Les emballages de carton ondulé remplissent à la fois les fonctions de
manutention, de stockage, de livraison et surtout de présentation des produits du fait de
sa capacité de résistance par rapport au choc , vibration, poussière,…

7
2-2 Processus de fabrication :
.
Le processus de fabrication se décompose en deux ou trois étapes selon la forme de
l’emballage désirée par le client:
1) La fabrication du carton ondulé : des papiers à la plaque de carton
Le carton ondulé est fabriqué à partir d’un certain nombre d’épaisseurs
de papiers appelés cannelure et/ou couverture. Les bobines de papiers cannelure
et couverture alimentent une machine appelée onduleuse. Le papier cannelure
est soumis à de la chaleur et de la vapeur et passe entre de grands cylindres
cannelés qui lui donne un profil ondulé au niveau du groupe simple face. De
l’amidon est déposé au sommet des cannelures d’un côté de la feuille et la
couverture, face intérieure, est collée à la cannelure. La cannelure ondulée collée
à une couverture est appelée simple face et traverse la machine jusqu’au poste
double-encolleuse où la simple face s’associe à une couverture extérieure et
forme le carton ondulé. Plusieurs simples faces peuvent êtres ajoutés pour
produire un carton ondulé double-double ou triple cannelure. Le carton ondulé
(1)
Ondulation
Machine
onduleuse
(2)
Transformation
Machines de
transformation
(3)
Petit
façonnage
Travaux
manuels
Figure I : Synoptique du processus de fabrication des emballages en carton ondulé
Source : NEWPACK

8
est ensuite coupé dans les largeurs demandées puis coupé en plaques pour être
empilées et palettisées.
2) La transformation du carton ondulé : de la plaque à l’emballage
Toute opération de transformation nécessite, pour assurer une cadence de
production élevée :
Un empilage régulier et homogène des plaques au poste d’alimentation de la
machine : le margeur
Un dispositif de réception et d’empilage des plaques transformées en sortie de la
machine : l’empileur
Le margeur : La marge est la première fonction de toute machine de
transformation. Chez NEWPACK, elle est assurée manuellement. Le rôle
du margeur est de positionner les plaques d’une même pile et de les
engager individuellement dans le système de translation.
Le groupe imprimeur : L’opération d’impression est réalisée sur un ou
plusieurs modules d’impression. Elle est associée aux machines de
transformation.
Le slotter : Il s’agit, d’une part, de découper en un seul passage la plaque
de carton suivant la géométrie correspondant à la forme de l’emballage
souhaitée et, d’autre part, d’écraser partiellement le carton selon les
quatre lignes de pliage formant les arêtes verticales de l’emballage.
L’assemblage : La plaque de carton imprimée et découpée doit être
jonctionnée, c’est à dire fermée à ses deux extrémités, de manière à
constituer un volume par simple montage manuel chez l’utilisateur. Elle
est pliée sur elle-même et occupe alors une surface réduite de moitié.
3) Travaux manuels :
Certains emballages, après transformation, doivent passer par le service
« travaux manuels » selon le programme préétabli par le responsable de la
planification de la production.

9
Le service « travaux manuels » dispose de six machines agrafes et d’une
machine slotter excentrique destinées aux petits façonnages qui doivent être faits
manuellement.
Section 3 : Organisation et structure
Organiser une entreprise consiste à agencer les activités et les tâches ainsi qu’à
établir les liens nécessaires entre les hommes groupés au sein de chaque niveau
hiérarchique, afin que les efforts de ceux-ci convergent vers une même direction et
permettent d’atteindre les objectifs fixés.
L’organisation doit contribuer à la motivation et à l’implication de chacun dans
les tâches qui lui sont confiés. Elle se concrétise par la mise en place d’une structure de
l’entreprise, représentée par l’organigramme.
3-1 Organigramme général de la société NEWPACK :
L’organigramme est la symbolisation visuelle de la structure de
l’entreprise3.C’est un schéma présentant les fonctions et services de l’entreprise et
indiquant ainsi les rapports qui existent entre eux.
Il peut renseigner sur :
La répartition des tâches ;
Les niveaux hiérarchiques ;
Les liaisons hiérarchiques et fonctionnelles.
3 Noel EQUILIBREY, Luc BOYER, Organisation Théories et applications, Ed. D’Organisation 2003,
461 p.

S
Dir
Commerciale
R.Market.et
Expo
rt
R.Adm
Vente
Source:N
EWPA
CKt es
DirLogistique
K
DirMainten
anInfrastr.etg
ar
R.Prod
ucti
R.Ond
RTran
sfo
R.Tra
man
DirHygiène
etSé
nce,
age
DirIndu
s
ion uleu
se
R. rmation
avau
xnu
els
R.Plan
ni
curité
Environn
eme
Assista
10
Dir
Gén
éra
strielle
ngR.
Améli
Conti
R.Tra
ent
antH
SE
ale
oration
inue
ansit
R.A
DirSystèm
e ppro
R.Infor
deMan
agem
entd
rmatique
D
delaqu
alité
AdjSM
Q
DRH
DAF

11
3-2 Répartition des tâches :
Les tâches principales sont réparties comme suit :
Direction SMQ :
Elle a pour tâches de gérer les documents du système qualité, de veiller à
la bonne application des procédures décrites dans la manuelle qualité mais aussi
de faire en sorte de maintenir la qualité des produits à fabriquer.
Direction HSE :
Son rôle est de veiller à la prévention des risques industriels, de faire
respecter les conditions d’hygiène de travail et d’aider à produire sans polluer.
Direction logistique :
Cette direction est en charge de la gestion des matières premières et
autres articles en stock, la gestion des produits finis ainsi que leurs livraisons.
Direction industrielle :
Elle est en charge de diriger les activités de l’usine, d’assurer l’interface
entre celle-ci et les autres directions et de superviser les plannings de fabrication
compte tenu des prévisions de vente et des stocks de matières, d’encours et de
produits finis.
Direction commerciale :
Cette direction détermine la politique commerciale, assure la fluidité des
opérations de traitement des commandes et garantit rentabilité de l’offre par le
contrôle du calcul du prix de revient.
Direction administrative et financière :
Cette direction s’occupe de la comptabilité et des finances. Elle a la
charge de la production des informations à la base des décisions opérationnelles
et stratégiques de ‘entreprise et celles à communiquer à l’administration.
Direction des ressources humaines :
Elle administre et gère l’ensemble du personnel.
Responsable transit
Il est responsable envers la Direction Générale de l’ensemble des
activités d’import-export maritime et aérien de la société (documentation,
déclaration,…).

12
Responsable approvisionnement :
Ce responsable est en charge de la recherche des fournisseurs, de
traitements des commandes ainsi que l’établissement des bons de commande.
Responsable informatique :
Il assure le bon fonctionnement sans interruption de toutes les ressources
réseau et en particulier les serveurs (hardware), des logiciels serveurs, de la
liaison réseau (câble, wireless ou autre) et des postes clients.
Direction Maintenance, Infrastructures et Garage
Son rôle est de veiller à la bonne marche des machines de production ,
de procéder au suivi et à l’ étude des infrastructures existantes et à venir , et
d’ assurer la bonne marche des véhicules de la société, en particulier les
véhicules de livraison.
Section 4 : Système qualité certifié à l’ISO 9001/2008
Mettre en œuvre un SMQ selon les exigences de la norme ISO 9001/ 2008 c’est:
Démontrer l’aptitude à fournir régulièrement un produit ou service, conforme
aux exigences du client et aux exigences réglementaires applicables.
Chercher à accroître la satisfaction des clients par l’application efficace du
système, et en particulier, mettre en œuvre un processus d’amélioration
continue.
Ci-après les caractéristiques principales du texte de l’ISO 9001/2008 :
4-1 Responsabilité de la direction :
La direction doit s’engager explicitement dans la mise en œuvre du SMQ. Cela doit se
traduire par:
La définition d’une politique qualité cohérente avec la stratégie de l’entreprise.
Des objectifs « Qualité » mesurables qui seront déclinés à tous les niveaux de
l’entreprise.
L’assurance que cette politique et ces objectifs sont bien communiqués et
compris.
La disponibilité des ressources nécessaires à la réalisation des objectifs fixés.

13
L’engagement dans une démarche d’amélioration continue.
4-2 Management des ressources :
La direction doit mettre à disposition les ressources nécessaires à la mise en œuvre et à
l’amélioration continue du système qualité. C’est à dire:
Un environnement de travail et des moyens matériels qui aident à obtenir la
conformité du produit
Des compétences nécessaires pour le personnel en relation directe avec la qualité
et la conformité du produit.
Le personnel devra être formé à l’importance de satisfaire aux exigences des clients et à
l’amélioration du système de management de la qualité.
4-3 Réalisation des produits :
L’entreprise doit tout d’abord identifier les exigences spécifiées, formulées et
implicites par le client.
La conception du produit qui doit être planifiée, décrite, affectée à du personnel
qualifié. Les données d’entrée doivent être documentées et prennent en compte les
éléments des revues de contrat. Les données de sortie de la conception sont vérifiées et
validées par rapport aux données d’entrée.
A chaque phase de la conception, des revues de conception sont menées et
enregistrées.
L’entreprise doit évaluer et sélectionner ses fournisseurs selon des critères
définis pour assurer la qualité de son produit ou service fini. Elle doit être explicite dans
les informations relatives aux produits à acheter. Elle doit ensuite contrôler le produit
acheté selon des modalités définies avant de l’introduire dans sa chaîne de production.
4-4 Mesure, analyse, amélioration :
L’entreprise doit planifier et mettre en œuvre des processus de surveillance, de mesure
et d’amélioration et qui doivent concerner:

14
La satisfaction du client (par exemple enquête de satisfaction),
L’efficacité et l’efficience des processus du système de management de la
qualité (efficacité pour résultat attendu, efficience pour résultat attendu au
meilleur coût),
Les caractéristiques du produit.
L’entreprise doit mener régulièrement des audits pour déterminer si le SMQ est
entretenu de manière efficace. Ces mesures et surveillances doivent faire l’objet
d’analyses qui permettront de mettre en œuvre des actions correctives et préventives et
qui permettront à l’entreprise de s’engager dans l’amélioration continue de son système
de management.
La certification à l’ISO 9001/2008 constitue l’un des points forts de NEWPACK
par rapport à ses concurrents. En effet, cette certification consiste à faire reconnaître aux
clients et aux partenaires de l’entreprise que la démarche Qualité mise en œuvre suit
effectivement les recommandations de la norme et permet de garantir la satisfaction des
clients.
En outre, montrer l’effectivité de la mise en place du SMQ selon l’ISO signifie
que l’entreprise peut décrire comment les hommes, les ressources et les processus sont
organisés pour permettre la satisfaction des clients, et pour s’améliorer en permanence.

15
Chapitre II : CADRE THEORIQUE
Nombreux sont ceux qui n'accordent pas suffisamment d'importance au Contrôle
Interne au sein de l'entreprise en le réduisant à une simple fonction alors que c'est tout
un ensemble de dispositifs.
Il s'agira donc de traiter, en première section, le Contrôle Interne dans son
ensemble, son organisation et d’autres éléments essentiels pour avoir un dispositif de
Contrôle Interne opérant.
Mais comme le dit ALEGRE-LETENDRE : « Le changement est aujourd’hui
une réalité quotidienne pour les organisations qui doivent s’adapter à des
environnements externes de plus en plus turbulents »4. Cela signifie que lorsque le
Contrôle Interne ou tout autre dispositif de gestion au sein d’une entreprise est abordé,
l’environnement dans lequel cette dernière s’est évoluée doit être également considéré.
A cet effet, des définitions sur ce qu’est l’environnement d’une entreprise ainsi
que ses caractéristiques seront évoquées en deuxième section.
Section 1 : Concepts essentiels du Contrôle Interne permanent
1-1 Eléments de définitions du Contrôle Interne :
Il n’existe pas une définition mais des définitions.
1-1-1 Les approches dites « classique » et « actuelle » du Contrôle Interne :
Le terme Contrôle Interne est la traduction littérale de l’expression anglo-
saxonne : « Internal Control » dans lequel le verbe « to control » signifie conserver la
maîtrise de la situation alors qu’en français le mot « contrôle » est davantage compris
comme le fait d’exercer une action de surveillance sur quelque chose pour l’évaluer.
La définition au sens « classique » du contrôle interne est donc : « Le contrôle
interne est un ensemble de dispositifs ayant pour but, d’un côté d'assurer la protection,
la sauvegarde du patrimoine et la qualité de l'information, de l'autre d’assurer
4 ALEGRE-LETENDRE, Gestion du changement , Service de l’enseignement du management 2007

16
l'application des instructions de la Direction et de favoriser l'amélioration des
performances. » (OEC, XXIIe congrès national, 1977) 5
L’ « Internal Control » se traduit dans les faits par deux aspects complémentaires :
Un état d’esprit dont la responsabilité incombe à toute personne exerçant une
autorité dans l’organisation : planifier les tâches, organiser les responsabilités,
conduire les opérations et en contrôler la bonne marche ;
Un ensemble de moyens, mesures et méthodes pour y parvenir.
Deux grandes catégories de contrôles sont reprises au travers cette approche classique :
Les contrôles administratifs ou opérationnels dont le but est, pour la Direction,
de s’assurer de l’atteinte des objectifs fixés à l’aide de pratiques permettant
d’accroître l’efficacité dans toutes les fonctions de l’entreprise. Ces pratiques
devront être appliquées par du personnel et les opérations devront être
supervisées et contrôlées ;
Les contrôles comptables et financiers qui se caractérisent par une organisation
et des procédures directement liées à la préservation des actifs et à la fiabilité des
états financiers.
La définition proposée par le CNCC reflète le mieux l’approche actuelle du
Contrôle Interne : « Les procédures de Contrôle Interne impliquent : le respect des
politiques de gestion, la sauvegarde des actifs, la prévention et la détection des fraudes,
l’exactitude et l’exhaustivité des enregistrements comptables, l’établissement en temps
voulus d’informations comptables et financières stables ».6
L’approche actuelle est donc plus large que l’approche classique car :
Le Contrôle Interne est abordé en termes de processus et plus simplement en
termes de techniques et de dispositifs de sécurité ;
5 ANTOINE MERCIER et PHILIPPE MERLE, Audit et commissariat aux comptes 2003-2004.Guide de l’auditeur et de l’audité, Ed FRANCIS LEFEBVRE 2002, 1199 p.
6 Norme CNCC 2-301, Evaluation du risque et Contrôle Interne, para 08, Référentiel normatif CNCC,
juillet 2003.

17
Elle replace l’ensemble du personnel de l’entreprise au cœur du Contrôle
Interne.
1-1-2 Le modèle proposé par COSO :
A la suite d’une série de faillites « anormales » aux Etats-Unis dans les années
80, une commission, sous la responsabilité du sénateur Treadway, entreprend une étude
sur un cadre de contrôle. Ce travail aboutit en 1992 en premier instrument de Contrôle
Interne : le COSO. La question élémentaire de ce modèle est « comment faire pour
maîtriser au mieux les activités ? »
Le COSO propose la définition du Contrôle Interne suivante : « Le Contrôle
Interne est un processus mis en œuvre par le conseil d’administration, les dirigeants et le
personnel d’une organisation, destiné à fournir une assurance raisonnable quant à la
réalisation des objectifs suivants :
la réalisation et l’optimisation des opérations,
la fiabilité des informations financières,
la conformité aux lois et aux règlementations en vigueur. »7
Le COSO découpe les éléments du Contrôle Interne en cinq parties :
L’environnement de contrôle constitue la base de la construction du Contrôle
Interne COSO. Cette notion d’environnement de contrôle implique une éthique
et une politique générale sensibilisée au contrôle.
L’éthique se diffuse grâce à un conseil d’administration et un management
conscients de la nécessité de montrer l’exemple (intégrité) et de déployer une
culture d’entreprise valorisant le besoin de contrôle auprès du personnel.
Une politique s’appuie sur des normes et procédures appropriées, sur un code de
conduite valorisant l’adhésion aux valeurs de l’organisation, sur une conception
des systèmes et une exploitation quotidienne adaptées à l’organisation et
sécurisées, et sur des valeurs humaines.
7 COOPERS, LYBRIAND, La nouvelle pratique du contrôle interne, Ed. d’Organisation 2002, 412p.

18
L’évaluation des risques réside dans la détection et l’analyse des facteurs
susceptibles de perturber la réalisation des objectifs. C’est un processus continu
et répétitif.
Les risques couverts sont aussi bien internes qu’externes, avec une attention
particulière aux risques spécifiques et aux changements.
La finalité est d’aboutir à une gestion des risques mais l’étape préliminaire et
obligatoire à l’évaluation des risques est la définition des objectifs.
Les activités de contrôle sont le contrôle de la mise en application des normes
et des procédures définies par la direction dans la dynamique de la maîtrise des
risques.
On peut décliner les activités de contrôle en plusieurs catégories :
Contrôle détectif / contrôle préventif,
Contrôle informatique / contrôle manuel,
Contrôle hiérarchique.
L’information doit être pertinente, précise, exacte, en temps voulu et diffusée
au bon destinataire ; sa direction doit être multidirectionnelle (descendante,
ascendante et transversale), et intégrer les informations externes.
La communication est l’outil indispensable pour la transmission de
l’information et ses caractéristiques essentielles sont l’efficacité et la clarté.
Le système de pilotage permet de valider que le contrôle Interne est efficace. Il
doit intégrer le traitement des faiblesses de Contrôle Interne détectées dans le but
de renforcer l’atteinte des objectifs.
Ce système permet aux dirigeants d’assumer son rôle de maître d’œuvre du
dispositif de Contrôle Interne.
Ainsi, le Contrôle Interne n’offre pas de garantie absolue car il ne permet pas de
réaliser complètement les objectifs fixés par les responsables d’une organisation, mais
fournit uniquement « une assurance raisonnable » quant à l’atteinte des objectifs. Il ne
rend pas la fraude impossible, ce n’est qu’un moyen préventif de limiter au maximum
ou de la découvrir aussitôt que possible.

19
1-1-3 L’approche moderne et proactive du Contrôle Interne :
La notion du Contrôle Interne s’inscrit bien évidemment dans le cadre général
énoncé par les approches précédentes mais il est important de mettre en exergue qu’une
autre voie à dominante plus opérationnelle est également possible. A cet effet, la
définition ci-après sera recentrée sur la maîtrise permanente des activités dans une
acception très large grâce axée sur l’évaluation des risques : « le Contrôle Interne est
une démarche de détermination des risques ayant pour objectif la maîtrise permanente
des activités »8. Il s’agit donc d’identifier les risques auxquels sont confrontées les
organisations pour être en mesure de les gérer.
Ici, le terme « risque » est associé à un événement éventuel dont la survenue
réelle est susceptible de provoquer un dommage non négligeable à l’entreprise. Un
risque est estimé comme tel si une conséquence d’une menace sur une activité est
reconnue significative. Les deux attributs essentiels d’un risque sont sa gravité
(l’amplitude de la conséquence) et sa probabilité (chance de survenue ou la
reconnaissance qu’il ne serait pas raisonnable de le considérer comme quasiment
impossible). Ainsi, l’existence des risques peut affecter ou contrarier la réalisation d’un
objectif.
De ce fait, la démarche de Contrôle Interne doit passer par une révision
ponctuelle voire permanente des risques identifiés et les responsables doivent prendre
les mesures y afférentes et l’entretenir à chaque changement important de l’organisation
(modification de méthodes de travail) ou lors de toute information nouvelle (incident,
disfonctionnement).
En outre, le Contrôle interne se caractérise également par trois aspects : une
finalité, des objectifs à atteindre et des principes d’organisation.
La finalité du Contrôle Interne
Permanence : Le Contrôle Interne s’inscrit dans la continuité et la
pérennité de l’organisme, il doit s’adapter à l’évolution de
l’environnement de l’organisation.
8 FREDERIC BERNARD, REMI GAYRAUD et LAURENT ROUSSEAU, « Contrôle interne », Ed.
MAXIMA Paris 2006, 312 p.

20
Universalité : le Contrôle Interne concerne l’ensemble des activités de
l’entreprise et doit être mis en œuvre par l’ensemble du personnel.
Indépendance : les objectifs du Contrôle Interne doivent être respectés
quels que soient les moyens et les méthodes de l’entreprise.
Harmonie : le Contrôle Interne doit être adapté aux caractéristiques de
l’entreprise et à son environnement.
Les objectifs du Contrôle Interne
Existence : vérifier la réalité des données saisies, transmises et traitées.
Exhaustivité : enregistrement de toutes les données justifiées et
seulement celle-là.
Intégrité des données : vérifier que les données sont exactes et
correctement évaluées.
Autorisation : s’assurer que les tâches sont effectuées par les personnes
habilitées.
Les principes d’organisation
Séparation des tâches : faire intervenir plusieurs secteurs ou plusieurs
personnes dans les phases successives d’utilisation.
Supervision : obtenir la garantie de la qualité des tâches exécutées.
Dispositif : ensemble des mesures prises, des moyens mis en œuvre dans
le but d’atteindre les objectifs du Contrôle Interne.
De plus, certains facteurs de base peuvent être considérés comme essentiels au
bon fonctionnement du processus de Contrôle Interne :
- Une organisation logique qui établit clairement les responsabilités et sépare
nettement les différentes fonctions au sein de l’entreprise. En effet, l’un des
concepts de base du Contrôle Interne est qu’une même personne ne doit pas
avoir la responsabilité à tous les stades d’une transaction de son origine à son
aboutissement.

21
- Une structure adéquate, un manuel de procédures décrivant dans le détail les
schémas des circuits des informations. L’uniformité de traitement de
l’information est une condition nécessaire à la fiabilité des documents
comptables. Cette homogénéité ne pourra cependant être obtenue que si la
manière de traiter les informations est connue des employés chargés de
l’appliquer. Le moyen le plus efficace reste l’écrit.
1-2 L’intérêt général d’une démarche de Contrôle Interne
1-2-1 Rôles du Contrôle Interne :
Comme énoncé précédemment, le Contrôle Interne est un processus mis en
œuvre par le conseil d’administration, les dirigeants et le personnel d’une organisation,
destiné à fournir une assurance raisonnable quant à la réalisation des objectifs suivants :
Permettre la réalisation et l’amélioration des opérations,
Garantir l’intégrité, la pertinence et la permanence des informations,
Assurer la protection et la sauvegarde du patrimoine,
Assurer l’application des instructions de la Direction Générale.
Le Contrôle Interne ne peut pas être considéré comme une démarche isolée. Le Contrôle
Interne est un ensemble d’actions ou de décisions qui se doit d’être pris en compte dans
toutes les activités de l’organisation. Il est ainsi intégré aux procédures et constitue un
moyen pour arriver à des fins, il n’est pas un fin en soi.
1-2-2 Les principales limites de l’apport d’un dispositif de Contrôle
Interne :
Un système de Contrôle Interne aussi perfectionné soit-il n’est pas systématiquement
respecté :
Une intention de nuire peut enrayer le processus ;
Les risques ne seront jamais mis sous contrôle dans leur intégrité ;
Un processus de Contrôle Interne ne prévient pas des erreurs de jugement ;
Le contrôle Interne ne prévient pas des évolutions externes à l’organisation.

22
1-2-3 Positionnement du Contrôle Interne vis-à-vis des fonctions
transverses :
Le Contrôle Interne et l’Audit interne
Audit Interne est une activité indépendante et objective qui donne à une
organisation une assurance sur le degré de maîtrise de ses opérations, lui apporte
ses conseils pour les améliorer, et contribue à créer de la valeur ajoutée. Il aide
cette organisation à atteindre ses objectifs en évaluant, par une approche
systématique et méthodique, les processus en faisant des propositions pour
renforcer leur efficacité.
Le dispositif de Contrôle Interne est complété par la fonction de l’Audit
Interne, organe indépendant au sein de l’organisation souvent rattaché à la
Direction Générale. Ces missions sont d’être garantes du respect et de la bonne
application des règles et d’évaluer leur efficacité qui ont été édictées et mises en
œuvre sur le terrain.
L’Audit Interne évalue, donc, la maîtrise du processus de Contrôle Interne.
Le Contrôle Interne et le SMQ
Le SMQ est l’élément du système de management de l’organisme qui se
concentre sur l’obtention des résultats, en s’appuyant sur les objectifs de qualité,
pour satisfaire les besoins, les attentes et les exigences des clients.
Il repose sur huit grands principes : orientation client, leadership,
implication du personnel, approche par processus, management par approche
système, amélioration continue, approche factuelle pour la prise de décision et
relation mutuellement bénéfique avec les fournisseurs.
Le SMQ apparaît comme une composante du système de Contrôle
Interne focalisée sur la dimension « respect des objectifs de qualité » et ciblée
sur les attentes des clients.

23
Le Contrôle Interne et le Contrôle de gestion
Le contrôle de gestion est un processus visant à mieux connaître et mieux
comprendre l’activité de l’entreprise. Ses actions prennent place tant en
prévisions et travaux préalables qu’en constatations postérieures ; tant en
réflexions, analyses et conseils qu’en production des tableaux de bord et de
commentaires.
Il intègre les données comptables mais aussi les éléments commerciaux,
techniques, qualitatifs et humains.
Il se doit de donner une meilleure visibilité générale afin de permettre à
l’organisation une réactivité accrue par rapport aux risques et opportunités.
Le Contrôle Interne est un outil pour garantir au contrôle de gestion la
fiabilité des informations traitées mais aussi pour améliorer la réalisation des
objectifs.
Le Contrôle Interne ne se résume, donc, pas par une simple fonction mais
appartient à un champ d’application très vaste qui déborde largement les aspects
administratifs et financiers de l’entreprise. Cela consiste à mettre en place des sécurités
pour couvrir les risques mettant en péril l’ensemble des objectifs de l’entreprise si bien
qu’il soit un des éléments clés de l’amélioration des performances.
Section 2 : Concept sur le changement environnemental
2-1 Définitions
La notion d’environnement est particulièrement difficile à cerner. Elle peut être
étendue au sens large comme une organisation. Ici, ce qui nous intéresse c’est
l’environnement de l’entreprise. Comment définir l’environnement de l’entreprise ? Où
commence t-il ? Où finit-il ?
Selon CROZIER M, l’environnement d’une entreprise c’est « l’ensemble des
acteurs sociaux dont les comportements conditionnent plus ou moins directement la
capacité de cette organisation de façon satisfaisante et d’atteindre ses objectifs. »

24
DESREMAUX donne la définition suivante : « l’environnement de l’entreprise
est à la fois sa source d’Approvisionnement en ressource, le débouché de la production
et une sorte de matrice socioculturelle »9
Ainsi, l’environnement serait l’ensemble des forces, des décisions et des
contraintes externes de l’entreprise, qui ne sont pas créées par elles, mais qui peuvent
influencer et évoluer son activité. En un seul mot, l’environnement de l’entreprise serait
le monde qui entoure, composé des acteurs conditionnant son succès.
2-2 L’entreprise, un système ouvert à son environnement
Selon la théorie du « système ouvert », une analyse de l’organisation ne peut pas
être entamée en ne mettant l’accent que sur les processus internes de l’organisation
comme le système de contrôle, la structure de l’organisation ou les politiques
administratives ; une orientation vers les impacts de l’environnement externe est aussi
importante que d’autres pour assurer le bon fonctionnement de l’entreprise.
L’alignement de l’entreprise sur son environnement est donc un concept crucial ;
en effet, elle en est dépendante pour ses ressources et se doit de gérer autant que
possible cette dépendance afin de mettre en œuvre sa stratégie.
2-3 Les caractéristiques de l’environnement de l’entreprise
Tout ce qui a été évoqué précédemment a montré que l’entreprise et son
environnement sont deux concepts qui sont indissociables. L’entreprise ne peut survivre
sans les échanges effectués avec son environnement. De ce fait, il est important que les
dirigeants prennent conscience des caractéristiques de l’environnement afin de le
maîtriser autant que possible.
2-3-1 Un environnement « complexe » :
Un système est dite complexe lorsque le nombre d’acteurs qui le compose est
important et les relations entre ces acteurs sont fortes et interactives. Ainsi,
l’environnement de l’entreprise est dit complexes du fait des nombreuses entités qui le
composent et les forces qui interagissent entre eux ont une influence variable et ont une
répercussion sur les uns des autres.
9 DESCREMAUX, Stratégie, DALLOZ 1993, 445p.

25
2-3-2 Un environnement « dynamique » :
Ici, le terme « dynamique » peut se trouver représenté par croissance du marché,
modification de la structure concurrentielle ou encore l’amélioration des technologies.
Les acteurs de l’environnement changent de complexité d’un moment à un autre. Ce
phénomène devient encore plus remarquable depuis l’ère de la mondialisation car le
changement s’accélère avec un rythme exponentiel. En bref, les acteurs de
l’environnement ne sont pas figés, ils évoluent et deviennent difficile à maîtriser.
2-3-3 Un environnement en « turbulence » :
La turbulence se définit comme « un enchaînement d’événements plus ou moins
espacés dans le temps, plus ou moins favorables mais imprévisibles quant à leur
ampleur et suffisamment nouveaux pour entraîner un impact perçu par les membres de
l’organisation, qui conduit à une reconsidération des capacités de la firme du fait de la
gêne occasionnée. »10
. Dans ce cas, le dynamisme de l’environnement entraîne la
turbulence. Et la turbulence constitue un haut degré du dynamisme de l’environnement.
2-3-4 Un environnement « incertain » :
Ici, l’incertitude se traduit par un manque d’informations sur les facteurs
environnementaux, rendant impossible la prévision de l’impact d’une décision
spécifique sur l’organisation. De la même façon, DEMSETZ estime que « l’incertitude
sera présente lorsque l’information est suffisamment défaillante pour qu’il soit
impossible de faire des estimations de probabilités des différents événements
possibles. »11
La complexité, le dynamisme, la turbulence et l’incertitude constituent les
caractéristiques qui rendent l’environnement d’une entreprise difficile à maîtriser.
Toutefois, les entreprises se doivent de faire des efforts pour être à l’écoute des
changements afin de surveiller les menaces et de détecter les opportunités éventuelles.
10 MARTINET AC, Management stratégique, ORGANISATION ET POLITIQUE 1984, 501p. 11 DEMSETZ, L’économie de la firme, sept commentaires critiques, Ed. MANAGEMENT & SOCIETE
1998, 250p.

26
Chapitre III : La situation du Contrôle Interne au sein de la
société NEWPACK
Ce chapitre évoque la situation du Contrôle Interne au niveau de l’organisation
mais aussi au niveau de la production.
Section 1 : La situation du Contrôle Interne au niveau de
l’organisation
Les dirigeants de NEWPACK ont fixés des objectifs qui permettront à
l’entreprise de renforcer sa place de leader sur le marché malgache mais aussi de
conquérir de nouveaux marchés à l’exportation. Ces objectifs consistent à « mettre les
outils de production, les collaborateurs et les partenaires de NEWPACK au service de
plus en plus de clients »12
afin de :
Faire évoluer et adapter la qualité des produits aux besoins, différents les uns des
autres, des clients ;
Améliorer de la qualité des services ;
Hisser l’entreprise vers des standards internationaux.
Par conséquent, ils ont opté pour le système qualité certifiée à l’ISO 9001/2008.
C’est dans ce cadre qu’ils ont mis en place une organisation et un système de contrôle
axés sur la qualité qui vont leur permettre de satisfaire leurs clients à tous les niveaux.
Selon la norme, un résultat escompté est atteint de façon plus efficiente lorsque
les ressources et les activités afférentes sont gérées comme un processus. Les dirigeants
ont donc structuré les activités en neuf processus majeurs qui sont :
Processus commercial,
Analyse préalable,
Réalisation des commandes,
Processus d’élaboration du cahier des charges techniques,
12 Manuel qualité NEWPACK

27
Processus de planification,
Contrôle qualité et de production,
Processus de livraison,
Processus d’approvisionnement,
Gestion du personnel et formation.
Comme ce qui a été évoqué précédemment, le SMQ apparaît comme une
composante du système de Contrôle Interne focalisée sur la dimension « respect des
objectifs de qualité » et ciblée sur les attentes des clients. En effet, les méthodes et
procédures semblent identiques notamment :
la mise en place en place d’un organigramme reflétant les fonctions de
l’entreprise ;
la mise en place des fiches de définitions de fonctions décrivant les missions, les
responsabilités ainsi que les liens hiérarchiques ;
la description détaillée de chaque processus, des intervenants des documents à
utiliser ainsi que les points et formes de contrôle est formalisée dans le « Manuel
de procédures Qualité » dont des copies sont disponibles pour chaque service
concerné.
La certification à l’ISO oblige l’entreprise à mettre en place des procédures et
activités de contrôle lui permettant de réaliser certains objectifs de Contrôle Interne.

MA
NU
EL Q
UA
LIT
E
Déc
lara
tion d
e la D
ire
cti
on
P
RO
CE
SS
US D
’AU
DIT
IN
TE
RN
E
GE
STIO
N D
ES D
OC
UM
EN
TS
PL
AN
NIF
ICA
TIO
N D
ES A
ME
LIO
RA
TIO
NS
Tr
an
sfert
Cd
e P
C T
OP
P
C
L
I E
N
T
S
Exig
en
ce
s
Ag
rém
ent
BA
T e
t Ech
antillon
C
ahie
r d
es
Ch
arg
es
Clients
Dem
and
e d
e d
evis
Dem
and
e d
'Ech
antillon
Bon
de C
om
mand
e
In
form
ati
on
s B
AT e
t Ech
antillon
Pro
duit
s
Q
ualité
de S
erv
ice
Pro
duit
L
iste
de
s livra
ison
s
C
L
I E
N
T
S
Sati
sfacti
on
BA
T
Ech
antillon
Cd
CT
B
AT e
t Ech
antillon a
gré
és
PR
OC
ES
SU
S D
E M
AIN
TEN
AN
CE
PR
OC
ES
SU
S D
' AP
PR
OV
ISIO
NN
EM
EN
T
ME
SU
RE
AN
ALY
SE
AM
ELIO
RA
TIO
N
GE
ST
ION
PA
RC
AU
TO
MO
BIL
E
GE
ST
ION
DU
PE
RS
ON
NE
L E
T F
ORM
AT
ION
PROCESSUSDEPROSPECTION
PROCESSUS COMMERCIAL
ELABORATIONDUCAHIERDESCHARGESTECHNIQUES
PROCESSUS D’ANALYSE PREALABLE Echantillonnage
PROCESSUSPLANNIFICATION
PROCESSUSREALISATIODECOMMANDE–RéalisationetGestiondesFormesdedécoupe
PROCESSUS DE CONTROLE QUALITE ET DE PRODUCTION
PROCESSUSDELIVRAISON
Programme OND
ProgrammeTRANS
Formes de découpe
Mylars
Fichesd’impression
CdCT Clients-fichier d’Impression
Informations commerciales
So
urce :
NE
WP
AC
K
28

29
Section 2 : Situation du système de Contrôle Interne au niveau de la
production
Cette section consiste à faire un état des lieux de l’organisation de l’usine et des
procédures qui y sont appliquées.
2-1 Organisation
2-1-1 Définition succincte des postes existants:
Responsable de production :
Il a pour rôle de superviser les tâches du responsable « onduleuse »,
« transformation » et « travaux manuels ».
- Responsable onduleuse :
Il est en charge d’assurer le bon fonctionnement de l’ondulation,
d’assurer la qualité des produits mais surtout la conformité des quantités
produites aux quantités commandées.
Les caristes sont chargés de la manutention des bobines de
papiers depuis la zone de stockage jusqu’à la machine onduleuse.
Le gestionnaire de plaques enregistre les entrées et les sorties
des surplus de plaques ou encore les plaques non conformes
depuis l’onduleuse en attente de transformation au moment
opportun.
- Responsable transformation et travaux manuels :
Il est en charge d’assurer le bon fonctionnement dans sa zone de travail,
d’assurer la qualité des produits mais surtout la conformité des quantités
produites aux quantités commandées.
Les transporteurs de plaques, comme leurs noms l’indiquent,
ont pour rôle de transporter les plaques depuis l’onduleuse
jusqu’à la machine de transformation.

30
Le conducteur de machine, qu’il soit au niveau de l’onduleuse ou à la
transformation, assure la production de sa ligne ou de son ensemble de machines
dans les conditions de rendement, qualité, sécurité et délais requis par le plan de
production. Afin de rendre les articles propres à leur expédition aux clients. Il
surveille le bon déroulement des opérations effectuées par ces machines.
Responsable planning :
Il a pour rôle de planifier la production à travers PC-TOPP (logiciel de
planification et de suivi de la production utilisé par la majorité des usines de
fabrication de carton ondulé).
Responsable amélioration continue :
Ce responsable a pour missions de mettre en place et de mener toutes les actions
susceptibles d’améliorer la production et la productivité suivant le principe de
« l’amélioration continue » mais aussi de faire des études spécifiques ou
exécuter des travaux suivant les besoins de la société.
2-1-2 Organigramme :
L’organigramme au niveau de la production se présente comme suit :

Fig
ure
IV
: O
rgan
igra
mm
e de
la D
irec
tion
indu
stri
elle
So
urc
e :
NE
WP
AC
K
31

32
2-2 Procédure de production :
Avant de faire une description procédurale, il est important d’indiquer que
NEWPACK a opté pour un système expert pour la planification de la production intitulé
PC-TOPP version 2000.
2-2-1 Le logiciel PC-TOPP :
PC-TOPP a été conçu, par Rainer NEUGEBAUER, spécialement pour les
industries du carton ondulé. C’est un système pour la planification de la production
onduleuse et de la transformation. A cet effet, PC-TOPP contribue énormément à la
gestion de la production du fait de ses caractéristiques spécifiques qui procurent à
l’entreprise des avantages certains.
Planning onduleuse : PC-TOPP propose quelles commandes d’une certaine
qualité doivent être planifiées en tenant compte des commandes « urgentes »
mais aussi des commandes optionnelles disponibles afin d’obtenir de meilleures
rognes (minimum de chutes). Pour ce faire, le planificateur est amené à opter
pour un mariage ou un amalgame qui est une opération consistant à découper les
bobines de papiers ou la nappe de carton ondulé en vue de réduire au minimum
les chutes, en fonction des commandes à satisfaire.
Planning transformation : PC-TOPP effectue un tri des commandes pour établir
la meilleure séquence de production.
Le Terminal Onduleuse : Comme l’onduleuse ne permet pas une connexion
directe, le Terminal Onduleuse montre les programmes directement à la
machine. De plus, il assure un feedback immédiat des données sur l’avancement
des commandes car le Terminal Onduleuse est au courant du métrage produit à
l’aide d’un compteur. Ainsi, le rôle du conducteur est uniquement de faire une
saisie manuelle des données de production à savoir la quantité des « plaques
bonnes » et des déchets.
Les Terminaux machines en transformation montrent le planning les détails de
commandes et saisissent automatiquement les temps, les quantités, les arrêts et
les contrôles qualité. En effet, les heures de début de réglage et de début de
production sont saisies automatiquement, et un compteur à la machine est utilisé

33
pour la saisie automatique des quantités à l’entrée de la machine (quantité
margée). Grâce à ce même compteur, les arrêts sont détectés et saisis
automatiquement, et le Terminal demande un choix de cause d’arrêt sur une liste
bien structurée sur l’écran (pannes pendant le réglage, casse-croûte,…). A part
cela, les Terminaux demandent des contrôles de qualité correspondant à des
règles prédéterminées et enregistre les résultats. Ici, le conducteur est chargé de
saisir manuellement la quantité des « emballages bonnes » et des déchets.
2-2-2 Flux de production :
Et pour mener à bien l’analyse, il est également important de décrire le flux de
production et les points de contrôle existants.
Si les plaques étaient toutes conformes à la qualité et la dimension prévues et
que la quantité planifiée pouvait être strictement égale à la quantité ondulée, le flux de
production d’une ligne de commande serait comme suit :
Les papiers vont, d’abord, passer à l’onduleuse pour être transformés en plaques
de cartons. Ensuite, ces plaques de cartons vont être mises en forme et imprimées avant
d’être envoyées en stock et livrées en temps voulus. Mais si besoin est, certains
OND TRSF
TVM
Stock PF
PAPIERS LIVRAISON
Légende : OND : machine onduleuse
TRSF : machines de transformation
TVM : travaux manuels
CQ : contrôle qualité
Stock PF : stockage des produits finis
CQ CQ
Figure V : Flux de production n°1

34
emballages doivent passer au service travaux manuels pour quelques façonnages avant
d’être envoyés en maison de stockage.
Il est important, ici, de préciser que des contrôles systématiques de qualité sont
effectués par des contrôleurs à chaque réception des plaques à l’onduleuse, des
emballages aux machines de transformation.
Mais l’existence des déchets et des plaques non conformes ainsi que les surplus
de plaques conformes ne peuvent pas être négligées car ils représentent des coûts pour
l’entreprise.
Ainsi, le flux de production est en réalité beaucoup plus complexe. Prenons
comme exemple une ligne de commande LC1 :
A la réception de la machine onduleuse, les plaques de cartons peuvent être :
- conformes et ont la qualité ainsi que la dimension requise pour LC1 et
peuvent être transformées en emballages ;
- non conformes, irrécupérables et deviennent, ainsi, des déchets pour
l’entreprise ;
- non conformes mais peuvent, quand même, être récupérées pour une
autre ligne de commande LC2. Mais en attendant, ces plaques vont être
mises en palettes et enregistrées par le gestionnaire de plaques.
Et puisque la quantité des plaques ondulées est toujours supérieure à la quantité
planifiée pour être transformée, le surplus de plaques conformes sera mis en palette et
va, plus tard, faire l’objet ou non de retouches à la mitrailleuse pour une autre ligne de
commande LC3.
A la réception des machines de transformation, deux cas peuvent se présenter :
- les emballages produits sont conformes à la commande des clients et sont
prêts à être envoyées en stock ou au service travaux manuels ;

35
- les emballages produits sont non conformes et finissent très souvent à la
chaudière mais peuvent être, dans des rares cas, retouchés par les
ouvriers du service travaux manuels.
Ainsi, la quantité de plaques margées (quantité de plaques empilées au poste
d’alimentation de la machine prêtes à être transformées) ne peut pas être égale à la
quantité d’emballages conformes produites en raison de l’existence des déchets de
réglage mais aussi ceux détectés en cours de fabrication.
Il est important à ce stade d’indiquer qu’il existe trois types de déchets qu’ils
soient au niveau de l’onduleuse ou au niveau des machines de transformation :
des déchets normaux comme les chutes par exemple ;
des déchets de réglages lors des changements de séries, de
formats, de recettes, d’outils sur chaque partie du système ;
des déchets décelés lors des contrôles systématiques de qualité en
cours de fabrication.
Au niveau du service travaux manuels les contrôles sont faits exhaustivement et
les déchets qui y sont détectés peuvent être ceux de l’onduleuse ou ceux des
machines de transformation ou encore ceux du service travaux manuels lui-
même.
Le surplus de produits finis ne sont enregistrés, ni envoyés en stock ni livrés que
si le client est disposé à payer ce surplus en question.

36
ON
D
PC
PN
CS
UR
PL
US
GE
ST
ION
NA
I
RE
PL
AQ
UE
S
(SU
RP
LU
S,
PN
C,
ST
AN
DA
RD
)
MIT
TR
AN
SF
OR
MA
TI
ON
TR
AV
AU
X
MA
NU
EL
S
ST
OC
K
PF
LIV
RA
ISO
N
CQ
C Q
Fig
ure
VI
: F
lux d
e p
rod
uct
ion
n°2
Déc
hets
Déc
hets
Déc
hets

37
2-2-3 La procédure formalisée dans le « Manuel de Procédure Production
et Contrôle qualité »
D’après la section précédente (cf. section1), les procédures ont été mises en
place par les dirigeants pour atteindre l’objectif ultime de l’entreprise qui est la
satisfaction de ses clients.
La description du processus de contrôle qualité et de production a pour objet de
définir les règles du processus de contrôle des produits tout au long du processus de
fabrication. Elle a été effectuée, d’une part, pour garantir la rigueur de chaque
intervenant dans ses fonctions mais aussi le respect de contrôle par tous.
Avant la formulation de la procédure proprement dite, le domaine d’application
est mentionné c'est-à-dire les postes concernés : planificateur, responsable magasin
bobines, responsable contrôle qualité, responsable de l’ondulation, responsable du
laboratoire qualité, responsable de la transformation, contrôleurs qualité, conducteurs
machines, responsable magasin produits finis, responsable travaux manuels et à toute
personne appartenant à l’usine de fabrication.
Les opérations à effectuer y sont décrites avec la raison d’être de la dite
processus et surtout les mesures à prendre par chaque responsable en cas de situations
anormales comme le cas de matières premières défectueuses reçues à l’entrée de stock
par exemple.
Le processus se divise en quatre sous-processus :
Le contrôle de la réception des matières premières (bobines et autres
composantes) lors de leurs entrées en stock afin de s’assurer de la conformité
du produit à la demande d’approvisionnement en qualité et en quantité, d’avoir
un état descriptif des livraisons non conformes, de pouvoir informer à temps le
responsable des approvisionnements des livraisons non conformes mais aussi
responsabiliser les caristes lors de la manutention des bobines ;
Le contrôle de la fabrication est scindé en deux : le contrôle de la conformité
de la fabrication des produits semi-finis ou plaques de cartons, des produits finis
ou cartons et le contrôle des caractéristiques mécaniques du carton ;

38
Le contrôle des produits semi-finis ou plaques (au niveau de l’onduleuse)
afin de garantir le respect des préréglages lors des changements de produits, la
réactivité de la fabrication devant l’apparition des défauts en cours de la
fabrication après alerte du laboratoire qualité ou des contrôleurs qualité,
l’information du planificateur, du responsable de production et si nécessaire de
la direction industrielle des dérives dangereuses de qualité ;
Le contrôle des produits finis (au niveau de la transformation) : le respect
des réglages lors des changements de produits et la rigueur des contrôles de
qualité de niveau I en début et en cours de transformation par le conducteur, les
contrôles de niveau II en début et en cours de transformation par le responsable
de la transformation, les contrôles qualité permanents en cours de transformation
par les contrôleurs qualité, la réactivité du conducteur suivant l’alerte du
contrôleur qualité sur les défauts en cours de transformation.
Conclusion de la première partie :
Pour conclure cette partie, il est important de préciser que le Contrôle Interne ne
peut pas être considéré comme une démarche isolée mais comme un processus
transversal mis en œuvre par le conseil d’administration, les dirigeants et l’ensemble du
personnel. Et le Contrôle Interne devient un ensemble d’actions ou de décisions qui se
doit d’être intégré dans toutes les activités de l’organisation et par voie de conséquence
dans les procédures. Par ailleurs, il doit également, trouver sa place au côté des autres
fonctions de contrôle : audit, qualité, contrôle de gestion,… Il permet à l’entreprise de
maîtriser son comportement et d’assurer la sécurité de ses membres.
Par ailleurs, l’environnement concurrentiel d’une économie de marché oblige les
entreprises à mettre en place et à faire évoluer en permanence leur système de Contrôle
Interne pour l’adapter aux contraintes et aux modifications de l’activité et de
l’environnement. Les entreprises inadaptées ou n’ayant pas su conserver le contrôle de
leurs actifs ou de leurs informations sont vouées à disparaître en raison de la
concurrence.

Deuxième partie :

39
Partie II : ANALYSE DE L’EXISTANT ET
FORMULATION DES PROBLEMES
L’analyse de la situation existante constitue le cœur de cette partie dans la
mesure où elle permet d’identifier :
Les forces qui sont les éléments internes pouvant contribuer à la réalisation des
objectifs du Contrôle Interne ;
Les faiblesses qui sont les éléments internes générant des risques et faisant
obstacle à l’atteinte des objectifs du Contrôle Interne.
L’analyse des forces et faiblesses en interne ne peut être effectuées sans avoir
pris en compte en complément les forces de l’environnement ayant des impacts certains
sur l’organisation mais aussi le bon déroulement des activités.
Comme toute organisation, l’entreprise n’est pas isolée de son environnement.
Elle est en permanence influencée par différents facteurs externes, qui à leur tour
influent sur ceux-ci. L’analyse de l’environnement se traduit par l’identification des
facteurs externes qui contribuent ou qui empêchent que les objectifs de l’entreprise
soient atteints.
Une opportunité est une aubaine pour elle de réaliser ses objectifs et améliorer sa
situation actuelle.
Une menace est un obstacle qui pourrait entraver à la réalisation des objectifs de
l’entreprise.
A cet effet, le premier chapitre sera consacré pour l’analyse de l’existant c'est-à-
dire au niveau de l’organisation en général et au niveau de la production ; le deuxième
pour l’analyse de l’environnement et la formulation des problèmes lors des analyses
sera évoquée en dernier chapitre.
40
Chapitre I : ANALYSE DE LA SITUATION EXISTANTE
Le Contrôle Interne est l’ensemble des systèmes de contrôle, établis par les
dirigeants pour conduire l’activité de l’entreprise d’une manière ordonnée, pour assurer
le maintien de l’intégrité des actifs et fiabiliser, autant que possible, les flux
d’information. Le concept de Contrôle Interne comprend les matières comptables ainsi
que la sauvegarde des actifs de l’entreprise, mais inclut également les contrôles destinés
à améliorer l’efficience opérationnelle.
Section 1 : Analyse de l’existant au niveau de l’organisation en général
Cette organisation mise en place permet, dans certains cas, de conditionner un
dispositif de Contrôle Interne opérant mais pas toujours. Ainsi, des forces mais aussi des
faiblesses y ont été constatées.
1-1 Forces constatées au niveau de l’organisation :
La formalisation des procédures procurent de nombreux avantages pour l’entreprise.
Au niveau de la Direction, les procédures, lorsqu’elles sont écrites, facilitent le
contrôle (vision) et la prise de décision. Dans l’entreprise, il ya, en effet, trois
sortes de décisions : décisions stratégiques (prises par le Directeur général),
décisions politiques ou tactiques (au niveau des départements), décisions
opérationnelles pour les services Exécution(Vision) ;
L’instauration des procédures formalisées permet la rapidité de
compréhension au niveau des opérationnels. Le niveau opérationnel est,
par conséquent, plus proche de la Direction ;
L’existence des procédures permet de mémoriser les savoir-faire même si les
membres du personnel change ou sont remplacés. Leur existence permet une
formation rapide de nouveaux arrivants qui vont se substituer aux personnes
absentes ou manquantes grâce à la procédure « aide mémoire visuel ».
Par ailleurs, les procédures font partie de l’élément du Contrôle Interne qu’il ait
ou non une incidence indirecte sur les comptes annuels. En effet, l’un de ses objectifs
est d’assurer le respect de la politique de la direction et le contrôle de l’application
de ses instructions. Les procédures sont là pour assurer :

41
Une parfaite transmission des instructions à leurs destinataires ;
Une adéquation des instructions données et des moyens mis à la disposition de
ceux chargés de les appliquer ;
Une diffusion d’informations suffisamment claires pour éviter d’être mal
interprétées par leurs destinataires ;
Des procédures d’exécution.
Les procédures ont été surtout formalisées par les dirigeants pour apprendre à
l’ensemble du personnel la signification et l’importance du respect.
Les dirigeants ont adoptée pour une structure très spécifique dans laquelle ils ont
assignés un responsable pour chaque processus majeur afin de s’assurer que les
directives seront appliquées et que les objectifs attribués à chaque processus soient
atteints.
L’organigramme général de NEWPACK donne le nom exact des personnes ainsi
que l’intitulé de la fonction ; les structures hiérarchiques y sont également bien définies.
Ainsi, les salariés savent précisément de qui ils dépendent et qui est leur responsable.
Par ailleurs, cet organigramme en question fait l’objet de mis à jour en cas de
changement au niveau de l’organisation.
1-2 Faiblesses constatées au niveau de l’organisation :
1-2-1 Existence des tâches incompatibles :
Il faut remarquer que la création d’une entreprise est basée sur les facteurs
suivants : les matériels, l’argent ou les fonds, le savoir-faire ou la technologie, les
hommes. Le facteur humain demeure le plus important parce que sans l’homme aucune
tâche ne peut être accomplie, et aucun travail ou activité ne peut être réalisé.
Par conséquent, la réalisation des objectifs fixés par les dirigeants dépend de la
volonté de tout le personnel : la prise en charge de responsabilité, la définition des
fonctions respectives, l’accomplissement des tâches appropriées. Elle dépend aussi de
l’environnement interne de la société et du travail en équipe.

42
Le Contrôle Interne est instauré par chacun et par l’environnement interne à part
les règles de conduite en vigueur. Nous savons que le Contrôle Interne aide le
management à la réalisation des objectifs. Donc, il est nécessaire d’établir une relation
étroite et claire entre les dirigeants et leurs subordonnés.
Chez NEWPACK, l’accomplissement des tâches se déroulent comme suit :
Les procédures administratives et comptables sont établies par les responsables par
expérience et par respect des règlements et lois en vigueur préconisés par l’Etat et le
PCG 2005 en particulier. Les codes de conduite existent, ils sont élaborés par les
dirigeants à l’aide de l’expérience ou l’usage fréquent de certaines disciplines.
Il existe une description des postes dans la société, les postes sont clairement
définies et réparties pour chaque employé. Pour chaque poste, on attribue une ou des
fonctions à remplir et pour la réalisation de la fonction ou des fonctions attribuées au
responsable, il est impératif d’accomplir les tâches qui s’y associent. Autrement dit, la
réalisation des fonctions ou des responsabilités dépend de l’accomplissement des tâches.
Les employés polyvalents peuvent s’occuper d’autres fonctions ou
responsabilités à part leurs fonctions usuelles, donc ils peuvent accomplir d’autres
tâches en plus de ces tâches habituelles.
Les superviseurs peuvent aussi effectuer d’autres tâches, responsabilités, et
fonctions hors de leurs tâches, de responsabilités et fonctions usuelles en cas d’absence
du titulaire de poste ou en cas d’abondance de responsabilités ou de travail confié à un
employé. Ainsi, les fonctions de certains employés peuvent être complémentaires.
Après l’étude de la société NEWPACK, des anomalies au niveau de
l’accomplissement des tâches ont été constatées :
Au sein de la société NEWPACK, une même personne peut s’occuper de différentes
tâches, fonctions et responsabilités. Ces tâches peuvent être incompatibles telles que la
comptabilité, la tenue de la caisse (comptable).
D’abord, il est utile de connaître le sens du terme « tâches incompatibles ». Les
tâches incompatibles sont les tâches qui ne peuvent pas se combiner car leur
combinaison entraîne des risques pour le Contrôle Interne. Autrement dit, les tâches
incompatibles sont les tâches qui ne devraient pas être confiées à une seule personne,

43
cela peut entraîner des risques de confusion, d’omission, d’erreur, de lenteur, de fraude,
de falsification de document ou de vol.
Le comptable peut être tenté de commettre une fraude au niveau de la
comptabilisation en pratiquant la falsification de la pièce de caisse tout en régularisant
les opérations du grand livre.
1-2-2 Rôles et attributions non clarifiées pour certains employés :
Une société devrait établir une bonne organisation et former une équipe afin de
réaliser les objectifs de la société. Une bonne organisation respecte les règles et les
normes élaborées par les dirigeants.
A cet effet, toujours dans le cadre de l’ISO 9001/ 2008, des fiches de postes ont
été élaborées indiquant les missions, les liens hiérarchiques et l’autorité mais aussi la
formation, la compétence ainsi que l’expérience requises pour le poste.
Cependant, en dehors du périmètre ISO c'est-à-dire en dehors des intervenants
au niveau des neuf processus majeurs, les rôles et les attributions ne sont pas aussi
clairement définis et peut entraîner des confusions par rapport aux tâches à réaliser.
1-2-3 Déficience au niveau de la gestion des immobilisations :
Les procédures mises en place sont surtout au niveau des cycles d’exploitation
comme les achats ou les ventes ; et les activités hors cycles comme la gestion des
immobilisations ont été mises de côté. Par conséquent, nombreuses sont les faiblesses
identifiées à ce niveau.
Au sein de la société NEWPACK, les immobilisations font l’objet d’un
inventaire annuel pour s’assurer de leur existence et de leur exhaustivité. La société
établit un tableau d’amortissements qui montre les valeurs brutes, l’annuité
d’amortissement, les amortissements cumulés et les valeurs nettes comptables.
Les immobilisations peuvent être à caractère corporel, incorporel et financier. «
Les immobilisations sont des biens et des droits destinés à être utilisés de façon durable
par l’entreprise » (PCG 2005). Les immobilisations sont généralement considérées
comme des opérations hors cycle. Les immobilisations constituent des investissements
de grande valeur, donc il nécessaire de prendre des mesures adaptées à l’appréciation

44
des immobilisations pour acquérir les bases d’une organisation satisfaisante en matière
de Contrôle Interne.
La société NEWPACK ne fait pas usage de registre concernant les
immobilisations. En d’autres termes, les responsables n’ont pas élaboré une liste à jour
et complète des immobilisations. Ils utilisent seulement le tableau des amortissements
pour constater l’existence ou la présence des immobilisations dans l’entreprise. Or, le
tableau d’amortissement n’est élaboré que pendant les travaux de fin d’exercices, c'est-
à-dire toutes les fins d’année. Dans le cas où il y a des mouvements d’immobilisations
(acquisition, cession, mise au rebut) en cours d’année, le tableau d’amortissement de fin
d’exercice ne serait pas à jour, aucun document de suivi des immobilisations n’est
établi.
1-2-4 Absence d’un dispositif de détection et des revues régulières des
risques en matière de Contrôle Interne :
D’après la définition du Contrôle Interne énoncée précédemment : « Le Contrôle
Interne est une démarche permanente de détermination des risques ayant pour objectif la
maîtrise permanente des activités ». L’identification, l’analyse et le traitement des
risques sont très importantes voire incontournables pour être en mesure de les gérer.
Chez NEWPACK, aucune politique d’identification et d’analyse de risques n’a
été instaurée en matière de Contrôle Interne. De ce fait, les risques ne sont pas souvent
appréhendés par l’ensemble des fonctions dans chaque domaine de compétences.
Ainsi, le dispositif mis en place ne bénéficient que rarement de réactualisation et
de mis à jour.
Section 2: Analyse de l’existant au niveau de la production
L’analyse proprement dite au niveau de la production est nécessaire afin de
faciliter l’identification des problèmes.
2-1 Les atouts de l’entreprise au niveau de la production :
Au niveau de la production, la force de l’entreprise réside sur l’automatisation,
l’informatisation et le contrôle de la qualité des produits.

45
L’automatisation :
NEWPACK fait partie des entreprises qui ont fait recours à des technologies de
production plus avancées afin d’être compétitive. Cela se traduit par la mise en œuvre
de système concourant à l’automatisation de l’atelier de fabrication.
Pour ce faire, l’entreprise a optée pour des machines performantes à commande
numérique dignes d’une grande société de cartonnerie lui permettant d’augmenter la
capacité de production mais aussi de pouvoir adapter les machines suivants les formes,
les découpes et les impressions désirés par chaque client.
L’informatisation :
L’automatisation est encore plus opérante si elle est associée à une
informatisation des fonctions connexes à la production. En effet, l’utilisation de PC-
TOPP pour la planification de la production permet à l’entreprise de coordonner la
fabrication pour que les commandes soient exécutées en temps voulus.
Le contrôle qualité des produits :
La mise en place des contrôles systématiques de la qualité des produits à chaque
réception des machines permettent à l’entreprise de n’envoyer aux clients que des
produits conformes à leurs commandes mais aussi d’analyser les causes des déchets et
prendre les dispositions nécessaires et adéquates. Ces contrôles qualités sont effectués
par des contrôleurs qualités sous l’autorité de la direction SMQ.
Tout ceux-ci permettent à l’entreprise de réaliser quelques objectifs du Contrôle Interne
au niveau de la production c'est-à-dire de garantir :
que les lancements en production visent à produire des biens destinés à être
vendus ;
la fabrication d’emballages de qualité égale ou supérieure aux attentes du
marché.
Par ailleurs, la mise en place de la charte HSE signifie que l’entreprise se préoccupe non
seulement de la conservation des actifs mais aussi de la protection des hommes qui y
travaillent.

46
2-2 Analyse de la procédure de contrôle qualité et de production :
Si chacun suit réellement les procédures de contrôle de qualité et de production
formalisées, nombreux sont les forces ou encore les avantages que l’entreprise peut en
jouir.
Toutes les activités de contrôles décrites ont été mises en place pour la
réalisation des objectifs de qualité et chacun est conscient de son rôle envers ces
objectifs mais aussi par rapport à l’importance de ces contrôles pour le bon
fonctionnement des activités.
Les explications apportées sur les mesures à prendre en cas de problème
prouvent que des analyses de disfonctionnements ont été faites auparavant et la
procédure a été réactualisée après information nouvelle sur les faits qui peuvent exister
lors du cours normal des activités. En effet, si, par exemple, la qualité des plaques à la
sortie de la machine onduleuse reste insatisfaisante, toute l’équipe de production doit
suivre la procédure « Cas de Produits litigieux ». Ces analyses de disfonctionnements
internes ont été effectuées suite à des réclamations faites par des clients. Ainsi, les
problèmes constatés ont permis d’anticiper les situations anormales afin de conditionner
le bon déroulement des activités.
Des contrôles hiérarchiques ont été également constatés à travers la supervision
des tâches par le supérieur hiérarchique direct. Par exemple, la continuité de la
production n’est pas exécutée sans l’autorisation du responsable de transformation après
vérification de la conformité des produits par rapport à ce qui a été prévu (contrôle
niveau II). Ce qui permet de s’assurer que les activités de contrôle (qualité) sont
effectuées en bonne et due forme et que chacun remplisse ses tâches comme prévu.
Mais un test de cheminement de la procédure a été entamé pour avoir une
compréhension sur ce qui se passe réellement au niveau de la production.
Un test de cheminement est une pratique assez courante en termes d’évaluation et
d’identification de risques inhérents en cas de non application des procédures existantes.
Il est à préciser que le test effectué concerne uniquement le contrôle depuis la
réception de l’onduleuse jusqu’à l’entrée en stock des produits finis. Par conséquent, le

47
contrôle de la réception des matières premières (bobines et autres composantes) lors de
leurs entrées en stock n’a pas été considéré.
Toutes les instructions formalisées sont plus ou moins appliquées par les
personnes concernées. En effet, les contrôles de la conformité de fabrication des
produits sont, par exemple, effectivement accomplis à trois niveaux comme le décrit la
procédure :
autocontrôles systématiques réalisés par les conducteurs de machine, et
validés sur PC-TOPP ;
contrôles systématique et permanent réalisés par le contrôleur Qualité et
validation sur PC-TOPP surtout : en fin de réglage c’est à dire avant
production en série, parfois pendant la production et vers la fin de la
production ;
contrôle aléatoire réalisé par le responsable de fabrication et validés
également sur PC-TOPP.
Le document utilisé en guise de suivi et de contrôle est limité par la fiche de
suivi de production et de contrôle. Elle a été principalement instaurée par la SMQ dans
le but de faire un contrôle surtout axé sur la qualité des produits même si la quantité y
figure dans une petite partie.
La « fiche de suivi de production et de contrôle » (cf. annexe I) a été mise en
place :
- Pour que toutes les informations nécessaires à chaque ligne de commande y
soient inscrites ; les informations concernant le client (nom, code,…), les
caractéristiques du produit (qualité du papier, couleurs d’encre,…), les
instructions particulières pour chaque machine,… ;
- Pour que les quantités ondulées, margées, en stock et livrées puissent y figurer
afin de pouvoir les comparer aux quantités planifiées et commandées ;
- Pour qu’à chaque fin d’une étape de production, les conducteurs et les
contrôleurs qualité puissent appliquer les instructions en terme de contrôle
qualité c'est-à-dire affirmer que la vérification des dimensions, l’enduction,…est

48
accomplie et que celle-ci soit conforme au préprogramme ; mais aussi y inscrire
le nombre de plaques ou de cartons non conformes ainsi que leur cause (tâches,
bavures, trou,…) ;
- Pour que le responsable onduleuse, transformation, travaux manuels et le
responsable du contrôle qualité puissent émarger, après contrôle, chaque fiche de
suivi et de contrôle.
Quelques fiches prélevées dans l’archivage a permis de constater que les fiches
ne sont pas remplies en bonne et du forme par les intervenants. Ces derniers ne sont pas
conscients et ne comprennent pas l’utilité et l’importance de ces fiches d’autant plus
qu’elles ne font pas l’objet de contrôle adéquat.
Les conducteurs, chargés de remplir les fiches de production, sont très vite
dépassés par la vitesse du processus. La qualité des données recueillies laisse, donc, à
désirer et sont parfois incomplets. De ce fait, leur fiabilité devrait être remise en cause
car il n’existe non plus aucune procédure permettant des recoupements d’informations
pour contrôler l’exactitude et la véracité de ces documents.
Par ailleurs, ces fiches qui doivent circuler dans l’usine, peuvent se détériorer si
bien que nombreuses peuvent disparaître en cours de route et ne pas apparaître dans
l’archive du responsable de contrôle qualité.
2-3 Analyse de la procédure mise en place en termes de suivi et de contrôle de
déchets
Les entreprises industrielles surtout les cartonneries sont confrontées aux
problèmes de déchets. En effet, l’existence de quantité considérable en termes de
déchets signifie un coût élevé pour l’entreprise ; par conséquent, leur minimisation
autant que possible s’avère être impératif.
Après avoir suivi quelques lignes de commande, il a été constaté que chez
NEWPACK, des documents, autres que la fiche de suivi de production et de contrôle,
sont utilisés afin d’aider à collecter autant que possible des renseignements sur la
quantité et les causes des déchets de production.

49
La fiche de suivi des déchets « Onduleuse » (cf. annexe II)
Elle est tenue par le contrôleur qualité à l’onduleuse. Sa mise en place avait pour
objet, comme son nom l’indique, de collecter les informations sur la quantité des
déchets à la réception de l’onduleuse ainsi que leurs aspects.
Le tableau suivi quantités produites - déchets « onduleuse » (cf. annexe III)
Celui-ci, remplie et signée par le conducteur et le contrôleur, concerne la
quantité de déchets lors du démarrage, des réglages ; les aspects des plaques non
conformes en cours de production ainsi que les chutes engendrées par les
changements de bobines. Les quantités planifiées et conformes y figurent également
pour chaque ligne de commandes pour comparaison.
La fiche de suivi des déchets « Travaux manuels » (cf. annexe IV)
Puisque les cartons sont traités un par un au service « Travaux manuels », les
contrôles peuvent donc être faits d’une manière exhaustive contrairement à ceux
effectués à la sortie de l’onduleuse et de la transformation.
Ainsi, les aspects des déchets identifiés à ce stade de la production concernent
non seulement les déchets causés par les petits façonnages réalisés mais peuvent
provenir également de la machine onduleuse (problème plaques) ou de la
transformation (impression).
Pour le suivi et le contrôle des déchets, une certaine redondance concernant des
informations a été constatée sur certains points mais aussi une défaillance sur d’autres.
En effet, deux fiches sont à remplir par les conducteurs et les contrôleurs de la machine
onduleuse à part la fiche de suivi de production et de contrôle qui comporte, elle aussi,
entre autres des informations sur le suivi des déchets.
Par ailleurs, les conducteurs et les contrôleurs lors de la validation des contrôles
systématiques sur PC-TOPP, indiquent la quantité des déchets et des plaques ou cartons
conformes.
Par contre, aucune fiche détaillant les aspects des déchets ainsi que leur quantité
n’a été constatée au niveau de la transformation.

50
Chaque machine, utilisée au sein de NEWPACK, dispose chacune d’un
compteur lui permettant de ne produire que la quantité saisie par le conducteur. Le
métrage réalisé et la quantité margée sont les seuls données prises par le logiciel PC-
TOPP. Le reste est saisi par le conducteur notamment la quantité des déchets et la
quantité des plaques ou des cartons conformes. Ces données peuvent être consultées par
les dirigeants, via réseau, à n’importe quel moment même pendant la production.
Des calculs que nous avons effectués nous ont permis de constater que la
fiabilité des informations, sur le suivi des déchets et plus précisément la quantité des
déchets, peuvent dans certains cas être erronés. Des informations qui vont être utilisées
par les responsables pour évaluer la performance de l’entreprise sans qu’il y ait de
dispositif de contrôle afin de vérifier leur fiabilité.
Les calculs permettent d’obtenir la quantité exacte des déchets au niveau de la
transformation à partir de la formule suivante :
Quantité déchets = Quantité de plaques margée – Quantité de cartons entrée en stock
Quantité de plaques margée : la quantité de plaques à l’entrée de la machine
destinée à être transformée en cartons, cette quantité est transférée
automatiquement sur PC-TOPP et ne peut en aucun cas être modifiée.
Quantité de cartons entrée en stock : avant d’être envoyée en stock, un
responsable sous l’autorité du directeur logistique procède au comptage des
produits finis c'est-à-dire les emballages en cartons et enregistre leur quantité
dans le logiciel 4D.
Leur différence permet, donc, d’obtenir la quantité de déchets car normalement
la quantité des plaques à l’entrée doit être égale à celle à la sortie c'est-à-dire celle
envoyée en stock mais l’existence des déchets est inévitable ne serait-ce que lors des
réglages en début de fabrication ; alors, la quantité envoyée en stock est souvent
différente c'est-à-dire à la quantité de plaques entrées à la machine pour être
transformées.

51
Mais pour avoir des informations plus précises, nous avons considéré le passage
des cartons au service « travaux manuels » où des contrôles exhaustifs sont effectués. Et
la formule devient :
Déchets calculés transformation = Quantité de plaques margée – (Quantité de cartons
envoyée en stock + Quantité de déchets identifiée au service « Travaux manuels »)
Afin de prouver si notre hypothèse peut être retenue, nous avons pris quelques
lignes de commande en guise d’exemples.
Tableau I : Tableau de calculs des déchets
Ligne de
commande
Qm PF IN
4D
Déchets
TVM
Déchets
calculés
%(1) Déchets
in PC-
TOPP
%(2) Ecarts %(3)
949604 19.268 11.250 136 7.882 40,907 0 0 -7.882 -40,91
952221 20.332 15.450 126 4.756 23,392 53 0,261 -4.703 -23,13
949614 7.552 5.020 34 2.498 33,077 11 0,146 -2.487 -32,93
952271 3.768 2.024 36 1.708 45,329 7 0,186 -1.701 -45,14
950862 16.851 15.000 136 1.715 10,177 54 0,32 -1.661 -9,857
951311 96.568 92.200 2.590 1.778 1,8412 142 0,147 -1.636 -1,694
950381 1.829 516 10 1.303 71,241 10 0,547 -1.293 -70,69
949613 7.574 6.250 40 1.284 16,953 74 0,977 -1.210 -15,98
953201 17.032 16.000 196 836 4,9084 100 0,587 -736 -4,321
949391 1.196 585 200 411 34,365 6 0,502 -405 -33,86
950453 4.891 4.500 64 327 6,6857 10 0,204 -317 -6,481
953121 21.084 20.675 170 239 1,1336 60 0,285 -179 -0,849
951561 687 500 3 184 26,783 31 4,512 -153 -22,27
950452 4.692 4.500 21 171 3,6445 38 0,81 -133 -2,835
950451 7.666 7.500 28 138 1,8002 46 0,6 -92 -1,2
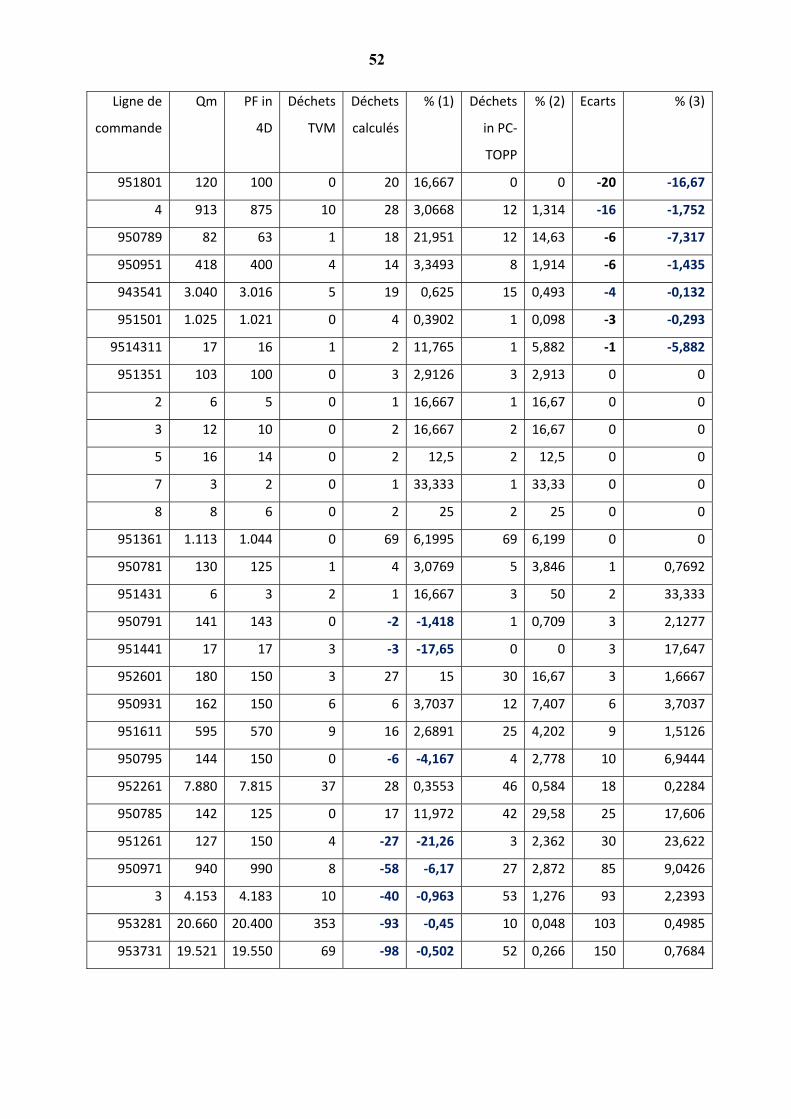
52
Ligne de
commande
Qm PF in
4D
Déchets
TVM
Déchets
calculés
% (1) Déchets
in PC
TOPP
% (2) Ecarts % (3)
951801 120 100 0 20 16,667 0 0 -20 -16,67
4 913 875 10 28 3,0668 12 1,314 -16 -1,752
950789 82 63 1 18 21,951 12 14,63 -6 -7,317
950951 418 400 4 14 3,3493 8 1,914 -6 -1,435
943541 3.040 3.016 5 19 0,625 15 0,493 -4 -0,132
951501 1.025 1.021 0 4 0,3902 1 0,098 -3 -0,293
9514311 17 16 1 2 11,765 1 5,882 -1 -5,882
951351 103 100 0 3 2,9126 3 2,913 0 0
2 6 5 0 1 16,667 1 16,67 0 0
3 12 10 0 2 16,667 2 16,67 0 0
5 16 14 0 2 12,5 2 12,5 0 0
7 3 2 0 1 33,333 1 33,33 0 0
8 8 6 0 2 25 2 25 0 0
951361 1.113 1.044 0 69 6,1995 69 6,199 0 0
950781 130 125 1 4 3,0769 5 3,846 1 0,7692
951431 6 3 2 1 16,667 3 50 2 33,333
950791 141 143 0 -2 -1,418 1 0,709 3 2,1277
951441 17 17 3 -3 -17,65 0 0 3 17,647
952601 180 150 3 27 15 30 16,67 3 1,6667
950931 162 150 6 6 3,7037 12 7,407 6 3,7037
951611 595 570 9 16 2,6891 25 4,202 9 1,5126
950795 144 150 0 -6 -4,167 4 2,778 10 6,9444
952261 7.880 7.815 37 28 0,3553 46 0,584 18 0,2284
950785 142 125 0 17 11,972 42 29,58 25 17,606
951261 127 150 4 -27 -21,26 3 2,362 30 23,622
950971 940 990 8 -58 -6,17 27 2,872 85 9,0426
3 4.153 4.183 10 -40 -0,963 53 1,276 93 2,2393
953281 20.660 20.400 353 -93 -0,45 10 0,048 103 0,4985
953731 19.521 19.550 69 -98 -0,502 52 0,266 150 0,7684

53
Qm : la quantité de plaques margée
PF in 4D : la quantité de cartons à l’entrée en stock
Déchets TVM : la quantité de déchets identifiés au service « Travaux
manuels »
Déchets calculés : la quantité de déchets calculés au niveau de la
transformation
Déchets calculés = Qm – (PF in 4D + Déchets TVM)
%(1) : pourcentage de la quantité de déchets calculés par rapport à la
quantité margée
%(1) = (Déchets calculés /Qm)*100
Déchets in PC-TOPP : la quantité de déchets saisie par le conducteur et le
contrôleur sur PC-TOPP
%(2) : pourcentage de la quantité de déchets saisie sur PC-TOPP par rapport
à la quantité margée
%( 2) = Déchets in PC-TOPP/Qm
Ecart : écarts entre la quantité de déchets calculés et celle saisie sur PC-
TOPP
Ecart = (Déchets in PC-TOPP - Déchets calculés)
%(3) : pourcentage des écarts par rapport à la quantité margée
%(3) = (Ecart/Qm)*100
Ce tableau de calcul a pour objet de comparer la quantité des déchets calculés et
celle saisie sur PC-TOPP pour pouvoir ensuite effectuer des analyses tout en respectant
la confidentialité de certaines informations de l’entreprise.
Les déchets calculés sont la plupart positifs car normalement la quantité margée
doit être supérieure à la quantité des déchets TVM ajoutée à celle envoyée en stock.

54
1. On a Déchets calculés = Qm – (PF in 4D + Déchets TVM) :
- Si Qm > (PF in 4D + Déchets TVM) alors Déchets calculés > 0
D’après les calculs et les lignes de commandes prises comme exemples, la
quantité de déchets peut être très variable allant de 1 jusqu’à 7882. Cela est dû au fait
que chaque ligne de commande, c'est-à-dire chaque client et chaque carton, a sa propre
quantité de déchets surtout pendant les réglages. En effet, cela dépend des
caractéristiques de cartons voulus par le client (exemple : nombre de couleurs d’encre,
formes,…) ; plus ces caractéristiques sont nombreux et complexes, plus il est difficile
d’effectuer les réglages car la production ne pourra commencer que si les couleurs, les
découpes et les autres caractéristiques sont exactement conformes à ceux demandés par
le client. La quantité de déchets pour un carton à trois couleurs est, par exemple,
supérieure à celle à une couleur.
- Si Qm < (PF in 4D + Déchets TVM) alors Déchets calculés < 0
Cette situation peut se produire quand une plaque peut servir à fabriquer plus
d’un carton selon la dimension voulue par le client. Sinon, l’existence de cartons
commandés précédemment par le client, non envoyés en stock peut être envisagée.
Puisque les machines ne peuvent pas produire la quantité exacte commandée par
le client, l’existence de surplus ne peut être écartée. En effet, certains clients n’acceptent
pas un surplus allant au-delà de 2 à 5%, selon le responsable, et le reste n’entre pas en
stock de produits finis. C’est ce surplus en question qui est utilisé pour compléter la
quantité commandée ultérieurement par le client.
2. On a Ecart = (Déchets in PC-TOPP - Déchets calculés) :
Les écarts constatés sont très variables allant de -7882 jusqu’à 923.
Les écarts positifs signifient que les déchets sur PC-TOPP sont supérieurs à ceux
calculés. Ce qui est rare d’après les lignes de commandes que nous avons pris comme
exemple.
Les écarts nuls indiquent que les deux chiffres sont égaux. C’est normalement ce
qui doit se passer car les calculs ne sont là que pour vérifier les données saisies sur PC-
TOPP.

55
Ce sont surtout sur les écarts négatifs que nous retenons l’attention. En effet,
cela stipule que la production génère plus de déchets par rapport à ceux décrits sur PC-
TOPP. Cela signifie également que les coûts générés par ces déchets sont encore plus
élevés par rapport à ce que les responsables croient.
Mais quelque soit l’écart constaté, qu’il soit positif ou négatif, certaines
informations collectées sur la quantité des déchets sont défaillantes, en tout cas au
niveau de la transformation où nous avons effectué notre analyse.
Par ailleurs, les concepts de « cartonnier » et de « cartonnerie » suscitent une
grande discussion chez NEWPACK surtout dans l’usine.
Un cartonnier ne peut produire qu’une quantité très limitée de cartons alors
qu’une cartonnerie ne peut produire que de très grandes quantités de cartons en raison
de la vitesse des machines.
Pour mieux satisfaire ses clients, les dirigeants ont décidé d’accepter les
commandes quelque soit la quantité désirée par le client allant des quantités les plus
minimes jusqu’aux plus grandes.
Ce qui a retenu notre attention, c’est que la quantité des déchets n’est en aucun
cas proportionnelle à la quantité produite. En effet, quelque soit la quantité à produire,
la quantité de déchets dépend des caractéristiques du carton c'est-à-dire que pour un
emballage donné, la quantité de déchets reste constante que la production soit de 2 ou
20000 cartons ; au dessous d’une quantité donnée, les machines produisent plus de
déchets que de plaques ou de cartons.
Il est important de préciser à ce stade que les déchets évoqués ci-dessus
concernent surtout ceux causés par les réglages contrairement aux chutes, par exemple,
qui sont des déchets « normaux » dont le coût est incorporé dans le prix de vente du
carton.
Ainsi, produire une petite quantité de cartons peut, dans certains cas, ne pas être
bénéfique pour l’entreprise surtout lorsque la quantité de déchets lors des réglages est
élevé par rapport à la quantité commandée. Cela afin d’éviter de produire plus de
déchets que de plaques ou de cartons.
56
2-4 Analyse de la procédure mise en place pour la gestion des plaques ou en-cours
de production :
Une fiche a été créée pour le suivi des mouvements de plaques (cf. annexe V).
Elle est tenue par le gestionnaire de plaques qui est sous l’autorité du responsable
« Onduleuse »
Le gestionnaire des plaques a pour rôle de saisir, sur un document, les
mouvements de plaques c'est-à-dire les entrées des plaques non conformes depuis
l’onduleuse, les surplus de plaques depuis la transformation ainsi que les sorties
destinées à être retouchées à la mitrailleuse.
Certes, cette fiche peut servir pour le suivi des mouvements de plaques mais
quelques points faibles ont été constatés.
Ce document ne permet pas, par exemple, de savoir toutes des informations
nécessaires comme :
- La ligne de commande source ni la ligne de commande de destination,
- Les dimensions d’origine et celles après retouches,
- Les chutes c'est-à-dire les déchets causés par ces retouches.
L’inexistence de bons d’entrée et de bons de sortie rend difficile voire
impossible la vérification de la fiabilité des données sur ce document. De tels bons
permettraient de savoir les quantités réelles entrées ou sorties et de faire des
rapprochements en vue d’un contrôle.
Des contrôles inopinés sont importants pour s’assurer que les tâches sont
effectuées selon les directives. Leur inexistence a pour conséquence que le personnel
peut faire tout ce qu’il veut à sa guise et que chacun peut enlever des plaques sans
autorisation.
L’inventaire physique permettant de faire un rapprochement entre la quantité
physique et la quantité théorique est effectué par le gestionnaire des plaques lui-même.
Il a été également constaté que le niveau des en cours est extrêmement élevé et
difficile à maîtriser en raison de la quantité conséquente de plaques (surplus et non

57
conformes) en attente de production sur la zone de stockage. Trois choses peuvent
l’expliquer :
Une méthode de planification inadéquate c'est-à-dire que le responsable planning
prévoit une quantité de surplus trop excessive si bien que la quantité planifiée à
transformer est devenue largement inférieure par rapport à la quantité ondulée.
Une méthode de comptage non fiable. En effet, les conducteurs, par manque de
temps et de moyens, doivent se contenter de faire une estimation approximative
alors que cela peut énormément fausser le comptage des plaques. Leur objectif
est uniquement de faire en sorte que la quantité ondulée soit suffisante pour être
transformée quelque soit la quantité de surplus qui va demeurer en stock.
La plupart des plaques non conformes restent des semaines ou même des mois
sur la zone de stockage avant d’être envoyées à la mitrailleuse parce qu’elles
n’ont pas la qualité et les dimensions requises pour d’autres lignes de
commande.
De ce fait, il y a eu un moment où la direction industrielle a été obligée de
prendre une décision et de faire « une journée sans ondulation » tellement la quantité
des plaques étaient énormes et encombraient la zone de stockage.

58
Chapitre II : ANALYSE DE L’ENVIRONNEMENT
Section 1 : Analyse de l’environnement immédiat
L’environnement immédiat ou le microenvironnement d’une entreprise concerne
les fournisseurs, la clientèle et la concurrence avec qui la compagnie entretient des
relations plus ou moins direct. Ils sont souvent appelés : environnement concurrentiel
d’une entreprise.
1-1 Les fournisseurs :
Les bobines de papier constituent la matière première principale pour la
fabrication des emballages en carton ondulé. Celles-ci sont importées soit du Brésil, soit
du Suède, soit de Thaïlande ou encore de l’Afrique de Sud. Par conséquent, c’est la
Direction Générale elle-même qui prend en charge de leur approvisionnement suivant
les tendances du marché mondial par le suivi au jour le jour des cours mondiaux de
papier et par la sélection des fournisseurs selon des critères bien définis.
Devant les grandes industries de cartonnerie au niveau mondial, les besoins de
NEWPACK ne constituent qu’une partie infime, et ne pourraient pas avoir des
traitements de faveur de la part des producteurs de papiers. Ainsi, les responsables
n’hésitent pas à effectuer des excédents d’achat lorsque des occasions se présentent.
L’approvisionnement des autres produits composants tels que l’encre ou la colle
relèvent de la responsabilité du service achat dont l’initiation des commandes est
effectué par les responsables au niveau des stocks selon les besoins de l’entreprise.
Le processus d’approvisionnement et de mode de sélection des fournisseurs sont
formalisés et décrites dans les procédures approvisionnements.
Ci-après quelques fournisseurs de la société :

59
Tableau II : Liste de quelques fournisseurs de la société NEWPACK
SOCIETE MATIERE FOURNIE LOCALITE
PAPER TRADING Papier en rouleau Maurice
ASIAN CSP Pièces de rechange
Encre
Matériels-équipements
Singapour
VERITAS EXPORT Amidon Afrique du Sud
ITW GUNTHER Cornière (renfort carton) France
SFOI Bande collante
Bande adhésive
Tanjombato (Antananarivo)
FANDROSOANA Gaine en plastique Antanimena (Antananarivo)
MCI Perchloréthylène
Alcool
Tanjombato (Antananarivo)
SEPCM Perchloréthylène
Soude caustique
Andrefan’Ambohijanahary
(Antananarivo)
SPCI Anti-moussant additif
Encre
Colle
Faravohitra (Antananarivo)
La société importe certaines de ses matières premières et d’autres matériels de
plusieurs pays dont les régimes fiscaux sont différents. Ces achats sont soumis aux
droits et taxes à l’importation.
1-2 La concurrence :
Cette étape mettra en évidence la situation concurrentielle de NEWPACK. Elle a
pour objectif d’identifier les concurrents et l’avantage concurrentiel que l’entreprise et
ses produits peuvent prévaloir.

60
1-2-1 Identification des concurrents :
Les concurrents sont ceux qui cherchent à satisfaire les mêmes besoins à travers
les mêmes produits, mais également ceux qui pourraient offrir d’autres façons pour y
parvenir.
Il semble facile d’identifier les concurrents de la société, ce sont les producteurs
d’emballages en carton. Pour une bonne analyse concurrentielle, il est aussi important
de connaître les concurrents indirects.
Dans le pays, la société BASE est actuellement la seule concurrente directe de
NEWPACK car c’est elle qui offre des produits semblables à ceux fabriqués et
commercialisés par l’entreprise.
Des produits de substitution qui peuvent satisfaire les mêmes besoins sont les
cageots, la cellophane ou encore les sachets en plastique. L’évolution des entreprises
fabriquant ces produits peuvent dans certains cas avoir des incidences sur la part de
marché de l’entreprise.
1-2-2 Situation concurrentielle de la société :
La société est considérée comme leader dans le domaine à cause de sa part de
marché qui s’élève à 75% en 2010. Le reste c'est-à-dire les 25% appartiennent aux
concurrents nationaux mais aussi à des étrangers qui produisent des produits
semblables. Plusieurs raisons peuvent expliquer cet essor considérable :
D’abord, le choix des clients est souvent tourné vers les emballages en carton
ondulé à cause de leurs caractéristiques spécifiques. En effet, ils peuvent remplir
simultanément des fonctions de manutention, de stockage, de livraison mais aussi de
présentation des produits.
Ensuite, une grande capacité de production et la réalisation des commandes dans
le plus bref délai constituent des avantages certains par rapport à ses concurrents.
Enfin, la certification à l’ISO 9001/ 2008 garantit aux clients que les produits
fabriqués sont conformes à leurs exigences et leurs attentes.

61
1-3 La clientèle :
Au niveau local, la société fabrique des emballages pour plusieurs secteurs
composé, entre autres, de :
- Confection : les entreprises franches
- Pêche : PFOI, REFRIGEPECHE, PMM, AQUALMA,…
- Biscuiterie : SOCOBIS, JB,…
- Litchis : SODIAT, RAMANANDRAIBE, …
Sans pour autant négliger les besoins des autres secteurs tels que :
- Ménager : Savon, huile,…
- Alimentaire : Pizza, Gâteau, Boissons, Fruits et légumes,…
Mais la société effectue également des exportations vers les îles de l’océan
Indien : Les Seychelles, Maurice et La Réunion. Ces clients sont majoritairement dans
le secteur pêche, particulièrement pour les producteurs de thons.
Les clients et la satisfaction de leur besoin constituent les principales
préoccupations des dirigeants. Ainsi, une analyse des réclamations venant des clients est
effectuée et discutée périodiquement lors des réunions du comité de management afin
d’identifier les dysfonctionnements internes liés à ce problème.
Section 2 : Analyse du macro-environnement
L’analyse du macro-environnement est aussi importante que l’environnement
immédiat car il constitue un enjeu majeur pour l’entreprise en question.
2-1 Environnement politico-légal :
L’environnement politico-légal affecte de plus en plus les décisions
commerciales relatives aux produits et aux services. Il concerne la réorientation ou
l’option générale prise par le gouvernement ou d’autres autorités compétentes.

62
NEWPACK jouit des avantages offerts par la règlementation douanière depuis
l’intégration de Madagascar à la SADC et bénéficie de l’exemption des droits de
douanes. Tel est le cas des achats effectués en Afrique du Sud.
2-2 Environnement économique :
Comme beaucoup d’entreprises, la crise qu’a endurée le pays depuis l’année
2009 a eu des conséquences plus ou moins remarquables sur les activités de la société
NEWPACK.
Le plus flagrant c’est la dévaluation de la monnaie locale qui a générée une
augmentation des dépenses pour l’importation des matières premières.
Des entreprises clientes, surtout certaines zones franches, ont dû cesser leur
activité et fermer leur porte. Par conséquent, nombreuses sont celles qui n’ont plus eu
besoin et ont arrêtées de passer des commandes d’emballages à l’entreprise. En outre,
des produits non enlevés par ces clients ont été constatés dans l’entrepôt de l’entreprise.
2-3 Environnement technologique :
A Madagascar, les entreprises les plus compétitives ne cessent de s’investir en
matière d’équipement technique en utilisant des machines plus performantes.
Parallèlement à la nécessité de la mise en place des nouveaux équipements modernisés,
la NTIC constitue aussi un enjeu très intéressant dans le monde d’aujourd’hui. Cette
nouvelle technologie oblige les entreprises à informatiser entant que possible les
informations en utilisant les moyens qui sont nombreux sur le marché.
NEWPACK fait partie des entreprises qui ont fait recours à des technologies de
production plus avancées afin d’être compétitive. Cela se traduit par la mise en œuvre
de système concourant à l’automatisation de l’atelier de fabrication.
Pour ce faire, l’entreprise a optée pour des machines performantes à commande
numérique dignes d’une grande société de cartonnerie lui permettant d’augmenter la
capacité de production mais aussi de pouvoir adapter les machines suivants les formes,
les découpes et les impressions désirés par chaque client.

63
Par ailleurs, l’utilisation de PC-TOPP pour la planification de la production
permet à l’entreprise de coordonner la fabrication pour que les commandes soient
exécutées en temps voulus.
2-4 Environnement écologique :
Ces dernières années, nombreux ont commencé à s’inquiéter de l’impact de
l’activité industrielle sur le cadre naturel. Aujourd’hui, le mouvement écologique
représente, dans plusieurs pays, une réalité certaine.
Etant consciente de l’importance de la protection de l’environnement,
l’entreprise procède à une gestion spécifique pour le traitement des déchets. En effet,
40% des déchets de carton ondulé sont utilisés comme source unique d’énergie de
combustion pour la chaudière. NEWPACK utilise donc des combustibles provenant des
cartons sans recours à aucune énergie fossile et aucune émission anormale de fumée
n’est constatée.
Le reste est mis en balle et repris par la société PAPMAD pour être recyclé en
papiers d’emballages afin que NEWPACK puisse en fabriquer de nouveaux cartons.
Les déchets ménagers sont collectés dans une benne et récupérés périodiquement
par une société de ramassage d’ordures.
La société NEWPACK ne peut échapper aux forces de l’environnement mais
essaye, en tout cas, de s’adapter autant que possible pour ces forces ne puissent faire
obstacle à la réalisation de ses objectifs.

64
Chapitre III : FORMULATION DES PROBLEMES
Les analyses effectuées au niveau de l’organisation ont montré qu’il existe
plusieurs aspects à améliorer sans quoi des risques de non maîtrise peuvent certainement
subvenir et porter, ainsi, préjudice à l’entreprise. Ainsi, les problèmes rencontrés, ayant
causés les faiblesses, seront évoquées ci-après.
Section 1 : Problèmes rencontrés au niveau de l’organisation en
général
1-1 Existence des tâches incompatibles :
Dans l’étude sur l’existence des tâches incompatibles, les points critiques sont
les suivants :
L’absence d’un organigramme au niveau de la Direction Administrative et
Financière ;
L’insuffisance au niveau du personnel comptable ;
L’absence de manuel de procédures administratives et comptables.
1-1-1 Absence d’un organigramme au niveau de la Direction Administrative
et Financière :
Un organigramme reflète le nom et la fonction exacte de chacun mais aussi sa
position par rapport à la hiérarchie.
L’absence d’un organigramme entraîne un certain flou et une manque de
clarification par rapport à la fonction mais aussi par rapport au pouvoir et à l’autorité.
Cela peut amener certains à prendre des décisions qui n’est pas de leur ressort ni
de leur compétence ; et peut générer un surcharge de travail pour les uns et une
insuffisance de rendement pour les autres.
1-1-2 Insuffisance au niveau du personnel comptable :
Les comptables, à cause de l’insuffisance au niveau du personnel comptable,
s’organisent et se chargent l’un après l’autre de la tenue de la caisse ainsi que de la
gestion de la trésorerie.

65
Cette insuffisance pèse également sur les responsables surtout lors des périodes
de reportings mensuels. En effet, le contrôleur de gestion est obligé de laisser de côté et
de négliger ses propres tâches pour aider les comptables à établir les reportings à temps.
1-1-3 Absence de manuel de procédures administratives et comptables :
Les dirigeants de NEWPACK supposent que tous les employés devraient
connaître par expériences les règlements et les lois en vigueur préconisés par l’Etat. Ils
présument que les employés vont se familiariser avec les procédures administratives et
comptables instaurées par l’environnement et par les expériences professionnelles. Les
employés de la société ont tous déjà acquis certaines expériences dans d’autres
entreprises avant d’être embauchés.
Les dirigeants de la société NEWPACK n’ont pas élaboré un manuel de
procédure en bonne et due forme à ce niveau. Cela peut provoquer le mal
fonctionnement du système comptable et administratif.
La performance de l’entreprise est directement touchée par ce problème.
L’entreprise n’est pas efficacement contrôlée.
1-1-4 Possibilité d’utilisation des fonds de l’entreprise à des fins non
autorisés :
Le cumul des postes existe dans la société NEWPACK. Certaines personnes
exercent de multiples fonctions dans l’organisation de l’entreprise. Donc la société est
exposée à des risques de malversation des comptes, par conséquent, l’utilisation des
fonds de l’entreprise à des fins personnelles non autorisées ou le vol des fonds de
l’entreprise ne peuvent pas être évitée.
1-2 Rôles et attributions non clarifiées pour certains employés :
La lenteur au niveau de l’accomplissement des tâches est une des conséquences
de ce problème.
1-2-1 Lenteur au niveau de l’accomplissement des tâches :
Il a été observé au niveau de la société NEWPACK que certains employés
cumulent des postes ou des fonctions. Par conséquent, certains employés peuvent
cumuler deux postes à la fois. Autrement dit, ils peuvent cumuler plusieurs fonctions à

66
cause du manque d’effectif. Une tâche peut être effectuée par deux responsables à cause
des responsabilités non clarifiées. D’autres tâches peuvent être mal faites à cause de
l’incompétence de certain personnel.
Au niveau de l’environnement interne, les employés doivent garder une relation
étroite entre eux pour former une équipe. L’accomplissement des tâches doit respecter
un délai et une norme.
Donc vu les problèmes énumérés dans la réalisation des tâches, il est évident de
constater une lenteur au niveau de l’accomplissement des tâches.
1-3 Déficience au niveau de la gestion des immobilisations :
Les problèmes constatés liés à ces faiblesses sont :
le contrôle des immobilisations non satisfaisant ;
la comptabilisation des immobilisations non-conforme ;
l’inexistence d’une politique cohérente pour différencier les dépenses
d’investissements et les dépenses à passer en charges.
1-3-1 Contrôle des immobilisations non satisfaisant :
La société procède à un inventaire une fois par an durant les travaux de fin
d’exercice. La liste des immobilisations est impérative pour connaître l’effectif exacte
des immobilisations parce qu’on procède généralement à la mise à jour du tableau
d’amortissement à l’aide de cette liste tout au long de l’année. Le fait de ne pas disposer
d’un registre des immobilisations rend difficile la mise à jour du tableau
d’amortissement. Il se pourrait que les valeurs des immobilisations traduites dans les
états financiers comportent des erreurs significatives.
1-3-2 Comptabilisation des immobilisations non-conforme :
Au sein de la société NEWPACK, l’acquisition et la cession d’immobilisation
nécessitent l’autorisation du Conseil d’Administration et du Directeur général après
avoir consulté l’avis du Directeur Administratif et Financier.
Le Directeur Administratif et Financier avise la comptabilité sur les mises au
rebut ou les remplacements et les mises en service.

67
En matière de procédure, les acquisitions et les cessions ne posent aucune
difficulté à l’organisation de l’entreprise mais le problème se pose au niveau de la
comptabilité.
Il n’y a ni procédures établies pour ajuster les comptes par rapport aux résultats
de l’inventaire physique, ni mesures qui permettent d’affirmer que les actifs remplacés
sont sortis des livres.
1-4 Absence d’un dispositif de détection et des revues régulières des risques
en matière de Contrôle Interne :
Un processus de recensement formalisé des risques susceptibles d’affecter la
poursuite et la maîtrise de l’activité n’a pas été initié au sein de la société, qui aurait
permis de constituer une première approche de formalisation d’une cartographie globale
et spécifique des risques en vue de dégager une première hiérarchisation mais aussi de
s’inscrire dans une dynamique de suivi et d’évaluation régulière.
Cette absence peut engendrer :
l’existence des problèmes qui pourraient être évités par l’analyse des risques ;
des anomalies de fonctionnement non identifiés ;
choix de solutions non adaptées aux vrais problèmes.
Section 2 : Problèmes rencontrés au niveau de la production
2-1 Défaillance au niveau de la procédure de contrôle qualité et de production:
Après l’analyse effectuée préalablement, il a été constaté que le fait de remplir la
fiche de suivi et de contrôle de production peut, à première vue, être facile mais en
réalité, c’est plus difficile par manque de temps mais aussi par manque de conscience de
la valeur des écrits et l’importance de la fiabilité des informations pour la maîtrise des
activités car s’informer c’est déjà contrôler.
Cela signifie qu’aucun test de faisabilité n’a été mis au point lors de la mise en
place de la fiche ou encore que cette partie de la procédure n’a pas fait l’objet d’une
évaluation en vue d’un ajustement.

68
De ce fait, les personnes concernées peuvent être amené à négliger et y indiquer
des informations non fiables d’autant plus qu’aucun contrôle n’est effectué.
Dans ce cas, la mise en place de la fiche devient une perte de temps mais aussi
d’argent pour l’entreprise.
Une procédure qui a été mise en place ne peut pas être définitivement efficace et
applicable à cause des évolutions des situations mais aussi à cause des
disfonctionnements internes et anomalies de fonctionnement qui n’ont pas été identifié
et couvert par la procédure en question.
A cet effet, il est important de préciser que la mise en place d’une procédure
applicable n’est pas suffisante pour être efficace. Celle-ci peut offrir à l’entreprise des
avantages à un moment donné mais devient obsolète si elle n’a pas été réactualisée.
Lorsque les procédures ne sont pas réactualisées, nombreux sont les problèmes
qui peuvent se présenter :
- Les procédures ne permettent plus de déceler les vrais problèmes et les
responsables croient que tout va bien au niveau de la production ;
- La difficulté d’application des procédures conduit les intervenants à faire ce
qu’ils prétendent être justes selon leur perception des choses.
2-2 Défaillance en termes de suivi des déchets :
L’analyse réalisée a permis de démontrer que les défaillances en termes de suivi
de déchets sont dues à la procédure mise en place et peut entraîner la production
d’informations non fiables pour la prise de décision.
Par ailleurs, la prime versée aux conducteurs est proportionnelle à la quantité de
déchets de la machine ; la quantité de déchets la plus faible correspond à la prime la
plus élevée.
Cela peut générer une situation de risques comme la dissimulation de déchets,
par exemple. D’autant plus que ce sont ces mêmes conducteurs qui indiquent la quantité
de déchets sur PC-TOPP.

69
2-3 Non-maîtrise de la gestion des plaques :
Les faiblesses constatées lors des analyses parlent d’elles-mêmes car elles
reflètent d’ores et déjà les problèmes de l’entreprise à ce niveau :
- Une fiche de suivi n’indiquant pas les informations nécessaires ;
- Aucune vérification de la fiabilité du document effectuée ;
- Aucun contrôle physique n’est effectué pour vérifier l’exactitude des données.
Et le niveau très élevé des plaques constitue l’une des préoccupations des
responsables ces derniers temps.
2-4 « Manquant à l’onduleuse » :
Très souvent, chez NEWPACK, les cartons envoyés en stock ne sont pas
suffisants par rapport à la quantité commandée. Ainsi, la préoccupation des dirigeants se
tourne vers les causes du problème.
Lors des comités de direction, les responsables ont avancé que cette insuffisance
est causée par un « manquant à l’onduleuse » c'est-à-dire que la quantité des plaques,
produites par l’onduleuse, n’est pas suffisante pour la transformation.
A cet effet, ils ont décidé de prévoir encore plus de quantité de surplus pour que
les quantités de plaques soient plus que suffisantes et qu’il y ait assez de cartons
produits pour être envoyés en stock car recommencer une nouvelle fois à faire onduler
des plaques pour combler les cartons manquants généreront encore plus de coûts et de
déchets pour l’entreprise.
Mais l’existence de la quantité conséquente de plaques au niveau de la zone de
stockage peut fausser cette hypothèse ; par le fait que la plupart des plaques entrées en
stock enregistrées par le responsable sont des plaques conformes c'est-à-dire des surplus
de plaques mais non des plaques non conformes.
Par ailleurs, les responsables n’ont pas mis en place des moyens pour pouvoir
collecter des informations fiables concernant les déchets et se fient uniquement aux
données saisis par les conducteurs sans aucun système contrôle, ni des contrôles
physiques inopinés pour vérifier si vraiment les quantités figurant sur les statistiques de

70
l’entreprise sont exactement ou approximativement identiques à celles réellement
produite par chaque machine.
Les cartons produits sont certes de bonne qualité mais d’autres activités de
contrôle doivent être instaurées en termes de quantité pour que les responsables puissent
prendre les décisions nécessaires dans le cadre de l’amélioration continue et que les
calculs permettant d’obtenir les résultats de l’entreprise ne soient pas déformées à cause
d’une mauvaise ou une inexistence méthode de collecte d’informations.
Cela est dû à l’absence d’une procédure adéquate de détection et d’analyse des
risques au niveau opérationnel. Cette procédure est indispensable pour l’identification
des problèmes. Le fait de descendre sur terrain c'est-à-dire au niveau de l’usine pour
savoir ce qui s’y déroule réellement est la condition préalable pour pouvoir prendre les
décisions adéquates aux problèmes.
Section 3 : Problème rencontré concernant la maîtrise de
l’environnement
3-1 Défaillance au niveau du traitement des informations en provenance de
l’extérieur.
Comme toute entreprise, NEWPACK subit les forces de l’environnement dont
les caractéristiques sont la complexité, le dynamisme et l’incertitude.
Son environnement est complexe car en raison de la multitude d’acteurs qui ont
chacun des influences sur les activités de l’entreprise.
Et les changements de nombreuses règles, politiques,… dynamisent le marché et
devient par la suite turbulent.
Une autre caractéristique de l’environnement de la société NEWPACK est
l’incertitude. Celle-ci résulte du fait que les sources d’informations sont de nombreuses
natures, mal structurées et non formelles. Le peu d’informations sur l’environnement de
la société ne permet pas aux responsables d’expliquer la cause de la situation ; donc ne
peut pas prévoir avec certitude l’avenir de la compagnie car les informations obtenues
semblent insatisfaisantes tant en qualité qu’en quantité.

71
La façon de se comporter face à ces caractéristiques de l’environnement est entre
autres le traitement des informations leur concernant.
Certes, les investisseurs, prennent comptes de tout les contraintes qu’il soit
interne ou externe à l’entreprise avant de prendre les grandes décisions à travers des
analyses stratégiques mais cela ne doit pas empêcher les dirigeants de considérer les
risques issus des facteurs externes avant de prendre les décisions à leur niveau.
Chez NEWPACK, rares sont les dossiers et archives mémorisant des
informations concernant l’environnement externe de l’entreprise. Les informations
d’origines externes sont plutôt traitées oralement aves des petites discussions entre
quelques responsables hiérarchiques.
Par cette attitude, les informations risqueraient de perdre leurs exactitudes et
même leurs existences. De plus, l’absence des moyens pour stocker ces informations ne
permet pas aux responsables d’avoir une idée ou une référence sue ce qui s’est passé
auparavant.
Ainsi, ils sont amenés à traiter les informations selon leur point de vue et le
niveau d’informations obtenues par chaque responsable n’est pas le même.

72
Conclusion de la deuxième partie :
En bref, l’insuffisance en matière de Contrôle Interne tant au niveau de
l’organisation qu’au niveau des procédures mise en place implique des situations de
risques qui ont des impacts sur l’amélioration de la performance. Pour y remédier, les
dirigeants doivent prendre les mesures y afférentes afin de diminuer au maximum ces
risques et de maîtrise, ainsi, son activité.
Mais les risques issus des facteurs doivent être également considéré car aussi
bien élaboré soient-ils, l’organisation et les procédures de contrôle ne peut être efficace
sans avoir été adapté à l’évolution de l’environnement.
L'environnement est quelque chose qui peut et doit être maîtrisé, c'est
précisément ce en quoi consiste l'adaptation. L'adaptation n'est pas une réponse ad hoc à
une agression extérieure, c'est la construction préventive d'un lieu de pouvoir. S'adapter
à un environnement consiste à faire en sorte que l'on dispose de leviers d'action au sein
de cet environnement. Un environnement maîtrisé est un environnement sur lequel on
peut agir. Veiller ou surveiller cet environnement ne sert donc à rien si on n'organise
pas, parallèlement, des voies d'influence et d'action.

Troisième partie :

73
Partie III : PROPOSITIONS DE SOLUTIONS,
SOLUTIONS RETENUES, RESULTATS ATTENDUS
ET RECOMMANDATIONS GENERALES
Cette troisième partie clôturera notre étude. Elle sera consacrée :
aux propositions de solutions associées aux faiblesses ainsi qu’aux problèmes
constatés dans la partie précédente,
aux résultats attendus,
à la recommandation générale.

74
Chapitre I : Propositions de solutions
Ce chapitre concerne les recommandations associées aux faiblesses constatées
lors des analyses effectuées :
Sur l’organisation en général,
Au niveau de la production,
Au niveau de l’environnement.
Section 1 : Recommandations en matière d’organisation
1-1 Respect de la règle de la séparation des tâches et fonctions incompatibles :
Quatre types de fonctions peuvent être considérées comme incompatibles au sein de
toute entreprise :
1. Fonction opérationnelle ou de décision : qui est celles qui conduisent à engager
l’entreprise vis-à-vis des tiers (commerciale) ;
2. Fonction de détention ou de protection : il s’agit des personnes ayant à leur
charge la conservation ou l’entretien d’immobilisations (chef de parc), de stocks
(magasinier) ou de liquidités (trésoriers, caissiers) ;
3. Fonction d’enregistrement ou de comptabilisation consiste à enregistrer et
valoriser les activités de l’entreprise ainsi que les mouvements de son
patrimoine ;
4. Fonction de contrôle consiste à contrôler les trois fonctions suscitées.
Par ailleurs, des dispositifs doivent être mis en place en complément afin de diminuer
les risques de malversation, de complicité et d’erreur :
Pour la fonction de décision :
- Le pouvoir de décision sera détenu par des personnes de haut niveau ;
- La procédure d’approbation doit être formelle ;

75
- La procédure d’approbation doit inclure un réel travail de vérification de la part
de la personne qui détient le pouvoir d’approuver ;
- Il doit exister un manuel de procédure mettant en évidence les fonctions
indiquant les prises de décision. Chaque fonction doit comprendre les mesures et
les qualités requises pour prendre une décision.
Pour la fonction de détention :
- Le bon exercice de la fonction de détention est indissociable à des moyens
matériels de protection pour restreindre l’accès aux ressources et aux
documents ;
- Interdiction de tout accès aux personnes chargées de la détention d’accéder à la
comptabilité sans motif de service
Pour la fonction de comptabilisation :
- Les opérations ne doivent être comptabilisées sans avoir été contrôlées ;
- Le comptable ne doit jamais manipuler des espèces, des chèques ou toute autres
titres de paiement ;
- Il ne doit jamais avoir sa signature auprès d’une banque, il n’est donc pas
autorisé à signer un chèque ;
- Séparation de fonction comptable et trésorerie.
La séparation de fonctions ou de tâches est fondamentale sur le plan de
l’organisation afin d’éviter les risques et les abus et de réaliser des contrôles réciproques
efficaces. Le principe de non cumul des tâches non incompatibles est ici évoqué comme
le cas de la société NEWPACK où une personne cumule la fonction de trésorier et de
comptable.
Mais la raison pour laquelle le comptable assume également le rôle du trésorier
c’est, entre autres, à cause de l’absence d’un organigramme et de l’insuffisance au
niveau du personnel comptable. Ainsi, nous proposons aux responsables d’effectuer :

76
1-1-1 Recrutement, qu’il soit interne ou externe, d’un trésorier pour que la
règle de séparation de fonctions soit respectée :
Le trésorier en question doit avoir les compétences et les qualifications nécessaires pour
occuper ce poste.
Il doit être apte à :
assurer le suivi journalier de la trésorerie ;
décider le paiement et le jour de règlement du fournisseur ;
suivre les mouvements de caisse ;
assurer la tenue des chéquiers ;
assurer le réapprovisionnement de la caisse.
1-1-2 Mise en place d’un organigramme au niveau du service comptabilité
pour que chacun soit conscient de sa place par rapport à la hiérarchie :
L’organigramme que nous proposons est le suivant :
Figure XII : Organigramme de la Direction Administrative et Financière

77
1-1-3 Clarification du rôle de chacun pour qu’il n’y ait plus de confusions
par rapport aux tâches à effectuer :
Les comptables seront chargés de l’enregistrement des opérations, le classement
des pièces comptables et les autres tâches ayant trait à la comptabilité.
Le contrôleur de gestion, à cause de l’insuffisance au niveau du personnel
comptable, assume dans la plupart du temps le rôle de comptable et est amené à négliger
ses propres rôles surtout dans les périodes d’élaboration des reportings mensuels. Chez
NEWPACK, le contrôleur de gestion a pour rôle :
- calculer le résultat mensuel de l’entreprise ;
- établir le coût de revient.
Le trésorier sera chargé de la tenue de la caisse et la gestion de la trésorerie.
1-1-4 Elaboration et usage d’un manuel de procédure administratif et
comptable :
Le conseil d’administration et la Direction des entreprises s’efforcent de
concevoir un système de contrôle efficace. Le système de Contrôle Interne rectifié
prévoit l’élaboration d’un manuel de procédure administratif et comptable. Le manuel
de procédure administratif et comptable devrait contenir les procédures administratives
et comptables propres à la société.
L’élaboration des procédures administratives ne devrait pas poser de difficultés
car celles-ci définissent la circulation des documents, la paperasserie,…Mais
l’établissement des procédures comptables préconise un savoir-faire d’un comptable
expérimenté ou d’un auditeur. Les normes comptables définies par le manuel de
procédure devraient suivre les normes du PCG 2005, elles définissent le système
comptable existant dans la société. La société devrait posséder un plan comptable
général 2005 dans son classement à titre de référence.
La présence de documents dans la société va améliorer l’organisation et le
système de Contrôle Interne existant.
Donc l’amélioration de l’organisation et le contrôle contribue à la réalisation des
objectifs de la société.

78
1-1-5 Comptage et vérification physique des fonds de caisse :
Il n’existe qu’une seule tenue de caisse dans la société. Donc le comptage et la
vérification systématique des fonds en caisse ne devraient pas poser de difficultés.
Généralement, le comptage et la vérification des fonds en caisse doit être
effectué tous les jours.
On fait le comptage et la vérification systématique des fonds de caisse pour
régulariser les bons de caisse provisoires.
1-2 Missions et responsabilités à clarifier et à formaliser pour certains employés :
Il est nécessaire de se rappeler que les missions et responsabilités ne sont pas
clairement définies pour certains employés.
La nécessité d’une formalisation des postes est une préconisation récurrente en
matière de Contrôle Interne car il est difficile d’analyser les risques d’une organisation
et d’appréhender la qualité de son fonctionnement au travers de pratiques relevant
d’usages transmis oralement et qui n’ont pas été formalisés par écrit.
Cette manque de référentiel opposable et l’imprécision des instructions
favorisent les interprétations personnelles et peuvent conduire, le cas échéant, à des
actions très différentes et non homogènes de la part d’opérationnels chargés de réaliser
des tâches identiques.
De ce point de vue, cette situation présente donc des risques incompatibles avec
l’objectif de conformité aux procédures internes assigné au dispositif de Contrôle
Interne.
En ce sens, il ne faut pas confondre deux éléments :
la fiche de poste ou TDR centrée sur les activités réellement exercées par chaque
salarié, les objectifs assignés qui donc évolue au même rythme que
l’organisation adopté ;
le fiche de métier dont l’objectif est de décrire d’un point de vue global les
tâches du métier concerné et qui a vocation à être stable dans le temps.

79
1-2-1 Exécution rapide des tâches :
Si la société clarifie les missions et responsabilités de chaque employé qu’il soit
ou non dans le périmètre ISO, l’exécution des tâches serait plus rapide que l’exécution
des tâches serait plus rapide que ce qu’on a pu observer auparavant dans la société.
L’exécution des tâches serait plus rapide si le personnel est motivé et suit des
formations.
Si les objectifs exigent la réalisation rapide des tâches, l’exécution des tâches
devient de plus en plus rapide. On pourrait réaliser une économie de temps.
1-3 Renforcement des dispositifs de contrôle des immobilisations :
Les dispositifs de contrôle des immobilisations de la société présentent des
imperfections.
Parmi les éléments du Contrôle Interne qui constituent, en général, les bases
d’une organisation satisfaisante, deux points vont être mis en exergue :
La mise à jour de l’inventaire des immobilisations,
La mise à jour et la vérification du tableau d’amortissement.
1-3-1 La mise à jour de l’inventaire des immobilisations :
L’inventaire des immobilisations se fait à l’aide d’une fiche technique. La fiche
technique des immobilisations est élaborée à l’aide de la liste du patrimoine de
l’entreprise ou à l’aide de la liste des immobilisations. La fiche technique présente en lui
la liste des immobilisations avec leurs caractéristiques et leur valeur d’origine.
La présence physique ou l’existence de l’immobilisation est vérifiée
annuellement par la société pourtant l’inventaire physique est une source certaine sur
l’authentification de l’information (caractère : information probante). Donc, la société
devrait procéder à l’inventaire physique, tous les six mois.
Cette fréquence de l’inventaire physique contribue avec efficacité à l’élaboration
du registre des immobilisations. Le registre des immobilisations devrait être stocké sur
ordinateur et en même temps sur papier à titre d’archive.

80
1-3-2 Mise à jour et vérification du tableau d’amortissement :
La société n’utilise que le tableau des amortissements en guise de liste des
immobilisations.
Or, dans le cas où l’immobilisation est totalement amortie cette liste ne peut être
fiable. Donc, il vaut mieux mettre à jour cette liste des immobilisations en se fiant à la
nouvelle méthode sur l’inventaire préconisée précédemment avant de procéder à la
vérification du tableau des amortissements.
1-3-3 Mise en place d’une politique pour différencier les dépenses
d’investissements et les dépenses à passer en charges :
L’existence d’une politique cohérente pour différencier les dépenses
d’investissement et les dépenses à passer en charges est nécessaire afin d’éviter la
confusion.
Prenons comme exemple le cas des dépenses ultérieures relatives à une
immobilisation corporelle.
Ces dépenses sont normalement comptabilisées en charge de l’exercice au cours
duquel elles sont encourues. En effet, les dépenses d’entretien des immobilisations
corporelles sont encourues afin de restaurer ou de maintenir les avantages économiques
futurs qu’une entreprise peut attendre du niveau de performance défini à l’origine de
l’actif.
Toutefois, elles sont comptabilisées à l’actif lorsqu’elles améliorent leur niveau
de performance tel que défini à l’origine et générant ainsi un avantage économique futur
(IAS16 par. 23, article 331-5).
1-4 Mise en place d’une politique de gestion des immobilisations :
Dans la société NEWPACK, la gestion des immobilisations manque de rigueur.
Or, les immobilisations constituent des investissements de grande valeur. Elles influent
beaucoup sur la situation de l’actif et du bilan de la société.
Donc d’après l’analyse, la situation de la gestion des immobilisations laisse à
désirer, il est utile d’annoncer et d’établir une politique de gestion des immobilisations
dans cette société.

81
1-4-1 Rappel sur la nature des immobilisations :
Il existe trois sortes d’immobilisations :
« Immobilisation corporelle : Actif corporel détenu par une entité pour la
production, la fourniture de biens ou de services et qu’elle s’étend à utiliser sur plus
d’un exercice (terrains, matériels de transport,…).
Immobilisation incorporelle : Actif non monétaire, identifiable et sans
substance physique, détenu par une entité pour la production, la fourniture de biens ou
de services (fonds commercial, droit au bail,…).
Les immobilisations financières : Une créance dont le règlement doit intervenir
dans un délai supérieur à un an ou à un titre ou une valeur assimilée que l’entité a décidé
de conserver sur plus d’un exercice (titre de participation, …). »13
Les immobilisations sont généralement considérées comme des opérations hors-
cycle. Dans la plupart des cas, elles constituent un poste significatif et peuvent
comporter des particularités de traitement qui sont souvent de nature à influencer les
jugements des lecteurs des états financiers.
1-4-2 Principales caractéristiques du Contrôle Interne en politique de
gestion des immobilisations :
L’organisation du contrôle interne et les services intervenant en matière
d’immobilisations sont similaires à ceux du cycle des achats.
S’agissant d’investissement, l’initiation de la commande peut néanmoins revêtir
des procédures d’autorisation de niveau plus stratégique dans la hiérarchie (Conseil
d’Administration) :
- Les éléments suivants constituent, en général, les bases d’une organisation
satisfaisante :
- Existence d’un registre des immobilisations régulièrement rapproché du compte
général;
13 PLAN COMPTABLE GENERAL 2005
82
- Contrôle adéquat sur les immobilisations complètement amorties toujours
utilisées ;
- Inventaire physique périodique des immobilisations ;
- Achats et cessions autorisées de façon adéquate par des personnes suffisamment
élevées dans la hiérarchie ;
- Existence d’une politique cohérente pour différencier les dépenses
d’investissements et les dépenses à passer en charges ;
- Revue régulière des taux d’amortissement pour vérifier leur caractère
raisonnable.
Les procédures de mise en place doivent permettre de répondre de manière
satisfaisante aux questions suivantes :
1. Quelles sont les autorisations requises pour : acquérir ou remplacer les
immobilisations ? les céder ? les mettre au rebut ? des dépenses dépassant les
budgets initialement prévus ?
2. Quel contrôle existe-t-il sur les dépenses lorsqu’une seule autorisation couvre
plusieurs achats distincts ?
3. Comment la société différencie-t-elle les dépenses à immobiliser de celle à
passer en comptes d’entretien et réparation ?
4. Quel contrôle permet de s’assurer que toute fabrication d’immobilisations par
l’entreprise pou elle-même est correctement immobilisée ?
5. Quels contrôles permettent de s’assurer que les immobilisations cédées, mises au
rebut ou totalement amorties ont été correctement éliminées des comptes ?
6. Quel contrôle existe-t-il sur le prix de cession ?
7. Quelle est la procédure pour fixer les taux d’amortissement ?
8. Quand les taux ont-ils été revus pour la dernière fois ?
9. Quel type de registre est tenu pour : déterminer le coût et l’amortissement cumulés

83
des immobilisations corporelles ? identifier et suivre les immobilisations toujours
utilisées bien que complètement amorties ?
10. Quelle est la fréquence de mise à jour de ce registre ?
11. Avec quelle fréquence ce registre est-il rapproché du compte général ?
12. Comment les immobilisations sont-elles identifiées avec les éléments
contenus dans le registre ?
13. Quel contrôle existe-t-il sur les suréquipements et sur les immobilisations
inutilisables ?
1-4-3 Principaux objectifs du Contrôle Interne :
Ils peuvent être regroupés ainsi :
Existence physique et titre de propriété des actifs ;
Immobilisations portées dans les comptes appropriés pour leur coût diminué
d’un amortissement adéquat ;
Distinction adéquate entre les éléments à immobiliser et les éléments à passer en
charges ;
La base et la méthode d’amortissement (ou de provisions) sont correctes et
semblables d’une année à l’autre.
Autrement dit, le responsable doit s’assurer que : les immobilisations ne sont
pas ni surévaluées ni sous-évaluées. Quant à leur propriété, leur existence et leur
exactitude ; leur valorisation doit être adéquate et conforme à l’année précédente.
1-5 Proposition de procédure permettant d’identifier et d’analyser les risques :
Dans ce cadre, nous proposons le système d’évaluation de risques selon le
référentiel COSO pour maîtriser les activités.
C’est un système visant à recenser, analyser les principaux risques identifiables
d’origine internes et externes au regard des objectifs de la société et à assurer de
l’existence de procédure de gestion de ces risques :

84
1. Recensement des risques :
Les dirigeants doivent recenser les principaux risques identifiables, internes ou externes
pouvant avoir un impact sur la probabilité d’atteindre les objectifs qu’ils se sont fixés.
Cette identification, qui s’inscrit dans le cadre d’un processus continu, devrait couvrir
les risques qui peuvent avoir une incidence importante sur sa situation.
2. Analyse des risques :
Il convient pour ce faire de tenir compte de la possibilité d’occurrence des
risques et de leur gravité potentielle, ainsi que de l’environnement et des mesures de
maîtrise existantes. Ces différents éléments ne sont pas figés, ils sont pris en compte, au
contraire, dans un processus de gestion de risques.
3. Processus de gestion de risques :
La définition des procédures de gestion des risques relèvent de la responsabilité
de la direction générale selon la politique adoptée mais aussi les moyens de l’entreprise.
Section 2 : Recommandations associées aux problèmes rencontrés au
niveau de la production
2-1 Réactualisation de procédure de contrôle qualité et de production :
La proposition de réactualisation concerne surtout l’utilisation de la fiche de
suivi et de contrôle de production.
En premier lieu, il est très indispensable d’apporter aux intervenants des
explications claires et faciles à appréhender sur l’importance de la mise en place de la
fiche ; leur faire part que la fiabilité des informations est essentielle pour la prise de
bonnes décisions mais aussi pour l’amélioration de la performance et que des contrôles
inopinés vont être effectués de temps à autres.
En second lieu, il faut que chaque fiche soit prénumérotées et que la ligne de
commande correspondante y soit imprimée au préalable non seulement pour faciliter le
contrôle mais aussi pour éviter qu’elle ne se perde ni modifiée en cours de route.
En dernier lieu, puisqu’il est difficile voire impossible d’évaluer la quantité de
plaques ondulés en peu de temps, nous proposons d’exclure les informations sur les

85
quantités dans la fiche, en tout cas celles concernant les quantités ondulés et les
quantités margées.
Ainsi, les fiches sont simplifiées, facile à remplir mais aussi facile à contrôler.
2-2 Proposition d’une nouvelle méthode de suivi de déchets :
Pour maîtriser les activités et avoir des informations aussi fiables que
pertinentes, la collecte des renseignements sur la quantité des plaques conformes, non
conformes et des cartons conformes sont aussi importante que celle des déchets. De
plus, il a été démontré lors des analyses que ces informations, si elles sont fiables,
peuvent servir à calculer la quantité de déchets (onduleuse, transformation, TVM).
QQ1 : la quantité ou le métrage de papiers entrée à l’Onduleuse (métrage réalisée)
Q2 : la quantité de plaques non conformes, surplus envoyées en stock
Q3 : la quantité de plaques conformes envoyées à la transformation (quantité ondulée)
Q4 : la quantité de plaques entrée à la transformation (quantité margée)
Q5 : la quantité de cartons envoyés au service travaux manuels
Q6 : la quantité entrée au service Travaux manuels
Q7 : la quantité de cartons envoyés en stock
Figure VIII : Flux de production n°3
Onduleuse Transformations TVM
Stock plaques Stock PF
QQ1 Q3 Q’3
Q2
Q4 Q’4
Q5

86
Déchets onduleuse = QQ1 – (QQ2 + Q3)
Déchets transformation = Q4 – Q’3
Déchets TVM = Q5 – Q’4
Les quantités suivantes doivent toujours être égales en temps normal, car ce sont
par exemple les quantités de cartons produites
(Q3) qui vont être transportées au service
TVM pour être façonnés (Q’3) et c’est la même chose pour les plaques :
Q3 = Q’3
Q4 = Q’4
Pour que cette méthode soit applicable, il suffit que la quantité Q3 c'est-à-dire la
quantité de plaques soit évaluée ou comptée d’une manière correcte pour que les autres
quantités apparaissent à travers des calculs d’autant plus que le métrage réalisé et la
quantité margée est automatiquement transféré sur PC-TOPP et ne peuvent être en
aucun cas modifiés.
Le responsable onduleuse, avec les conducteurs, a déjà depuis quelque temps
mis en place l’utilisation d’une règle graduée afin d’estimer la quantité de plaques.
L’existence des plaques tuilés (courbés) ou encore l’instabilité du sol dans
l’usine peuvent faire obstacle à la fiabilité de cette méthode.
Ce que nous proposons c’est la mise en place d’un système de pesage des
plaques à la réception de l’onduleuse :
1 plaque d’une certaine qualité et de dimension x grammes
1000 plaques 1000x grammes
La quantité de plaques pesées sera équivalente au poids total de ces derniers divisés par
le poids d’une plaque :
1000 = 1000x / x

87
Mais un compteur automatique avec un système de détection par des rayons
laser indépendant de la machine onduleuse reste la meilleure méthode pour assurer que
la quantité soit exacte tout en gagnant du temps.
Ainsi, les responsables n’ont pas non seulement les renseignements sur les
déchets mais aussi sur les autres quantités pouvant aider aux prises de décisions
nécessaires à l’amélioration de la performance au niveau de la production.
Cela ne signifie pas que l’utilisation des fiches ne sont pas utiles ; elles sont
nécessaires pour connaître les aspects afin d’analyser et avoir une compréhension sur
leurs causes afin de pouvoir prendre les mesures nécessaires et de les réduire au
maximum. Et les calculs sont là pour vérifier leur exactitude et de servir pour un
contrôle à travers un système de rapprochement.
D’après ce qu’il a été constaté, aucune fiche de suivi de déchets n’est mise en
place au niveau de la transformation. De ce fait, nous proposons de faire un suivi, de
connaître les aspects des déchets qui y sont souvent détectés pour ensuite mettre en
place une fiche qui soit adaptée aux données à collecter.
2-3 Proposition d’une méthode de gestion de plaques :
Pour le suivi des mouvements de plaques, la meilleure façon est l’utilisation des
outils informatiques pour le rendre facile et vérifiable. Ainsi, lorsqu’une ligne de
commande est entrée, il est possible de connaître automatiquement toutes informations
lui concernant entre autres la quantité de plaques entrées, la quantité de plaques sortie
mais aussi le numéro de l’autre ligne de commande attribuée après les retouches à la
mitrailleuse.
De plus, l’utilisation de la méthode de comptage de plaques proposée
précédemment aiderait énormément le gestionnaire à suivre d’une manière exacte les
mouvements de plaques.
Mais les surplus de plaques et les plaques non conformes sont, en réalité, des en-
cours de production en attente de transformation si bien qu’ils sont considérés comme
des stocks jusqu’au moment où les transporteurs de plaques les enlèvent pour être
emmenées à la transformation.

88
Par ailleurs, le Contrôle Interne prévoit des dispositifs pour effectuer des
contrôles adéquats au niveau des stocks :
bons d’entrée signés par le conducteur de l’onduleuse et le gestionnaire de
plaques,
bons de sortie signés par le gestionnaire de plaques et le conducteur des
machines de transformation ou le responsable au niveau de la mitrailleuse,
prénumérotation des documents traités,
comptages physiques réguliers et contrôle effectués par une personne
n’ayant pas la garde des stocks.
Pour remédier et diminuer la quantité conséquente des en-cours c'est-à-dire des
plaques qui non seulement encombrent une très grande partie de la zone de stockage
mais aussi génère des coûts inutiles pour l’entreprise surtout concernant celles qui ont
des caractéristiques rarement commandées par les clients, des propositions de solutions
vont être évoquées ci-après :
- réduire au maximum la quantité de surplus qui, certes, peut servir plus tard mais
des retouches sont obligatoires pour obtenir la dimension des plaques
nécessaires pour la fabrication des cartons pour une autre ligne de commande ;
ces retouches génèrent des coûts pour l’entreprise non seulement cause des
chutes c'est-à-dire des déchets mais aussi des coûts de main d’œuvre, par
exemple, nécessaires pour leur réalisation.
La quantité de surplus peut être réduite en diminuant autant que possible leur
quantité lors de la planification.
- ce problème évoqué sur la gestion des plaques ne fait que renforcer l’utilité de
système de comptage automatique que nous avons proposé afin de vérifier si la
quantité de plaques est suffisante et d’arrêter ainsi la production au bon moment
possible.
Mais une meilleure gestion de la planification demeure l’une des meilleures
solutions possibles à adopter pour assurer une amélioration certaine pour la gestion des
plaques mais aussi pour la maîtrise des en-cours.

89
D’après des recherches que nous avons effectuées, une nouvelle version de PC-
TOPP est disponible sur le marché. PC-TOPP.net est la version actuelle du système de
planification fabriqué par NEUGEBAUER remplaçant PC-TOPP 2000 ainsi que les
plus anciennes versions.
Nombreuses sont les avantages et améliorations que cette version pourra
apporter à l’entreprise entre autres la réalisation d’une planification plus moderne qui
pourra permettre à l’entreprise de résoudre les problèmes à ce niveau. Et la comparaison
faite ci-après le confirme :
L’approche classique de la planification :
Le marieur peut créer, avec PC-TOPP, un planning « Onduleuse » élaboré, et en
partant de cela distribuer les commandes sur les machines de transformation avec la
meilleure séquence de passage possible. PC-TOPP indique donc quelles commandes
seront disponibles aux expéditions et à quelle heure, et permet même de grouper les
commandes pour le chargement des camions.
L’approche moderne : Planning en flux tendu
Plutôt que de « pousser » les commandes de l’onduleuse vers la transformation,
le responsable planning peut commencer avec un programme de transformation bien
équilibré pour la journée, et ensuite programmer sur l’onduleuse exactement les
commandes requises.
PC-TOPP lui permettra de créer un programme « onduleuse » restreint, mais
toujours parfaitement optimisé, sans effets négatifs pour la production de l’onduleuse.
Cette approche permet une réduction drastique des en-cours, augmente la capacité de
réagir avec souplesse face aux changements de dernière minute et indique clairement et
bien plus tôt l’état d’avancement des commandes.
Cette approche a des avantages remarquables :
plus d’arrêt machine à cause de manque de travail : la pré-planification permet
au responsable planning d’identifier les bouchons bien à l’avance et d’adapter le
planning ;

90
réduction des en-cours à un niveau minimum : seules les commandes qui seront
transformées rapidement seront planifiées sur l’onduleuse ;
Son principe de fonctionnement est la suivante :
la commande en cours de production (ainsi que celles qui suivent) est sortie de
l’opération précédente et se trouve donc devant la machine, en attente de
production. Les commandes suivantes ont été déjà planifiées sur les machines
précédentes, mais n’y ont encore pas été produites ;
plus bas sur le planning, les commandes sont pré-planifiées en une séquence
provisoire ;
sur les opérations précédentes, ces commandes pré-planifiées apparaissent
automatiquement sur un jour de production. Ensuite le planificateur peut affiner
cette séquence pour optimiser la productivité ;
pendant la planification de l’onduleuse, le système identifie automatiquement les
commandes demandées par les machines de transformation. Dès qu’une étape de
programme est prête, PC-TOPP aide le marieur à trouver la séquence de
production optimale qui assure que toutes les commandes arrivent en
transformation à temps ;
une nouvelle commande urgente s’intègre sur le planning de transformation
existant et d’autres, moins urgentes, sont rajoutées vers la fin de la période pré-
planifiée ; à tout moment, le planning pour les prochains jours reste cohérent ;
dans le cadre d’une commande de dernière minute, une panne grave ou encore
un autre problème qui pourrait se passer au quotidien, PC-TOPP aide le
planificateur à identifier et éliminer les conflits qui en résultent avant que les
difficultés ne surgissent.

91
Section 3 : Recommandations concernant la maîtrise de
l’environnement
3-1 Ecoute attentive de l’environnement de l’entreprise :
Il s’agit d’une question de prise de conscience et de volonté de chaque
responsable à savoir le plus vite possible l’évolution des acteurs de
l’environnement. L’écoute attentive de l’environnement de l’entreprise ne saurait
être l’affaire d’une seule personne mais celle de l’entreprise toute entière. Cette
écoute externe suppose donc comme préalables déterminants :
Un état d’esprit global d’ouverture sur l’environnement qui doit imprégner tous
les collaborateurs ;
Une motivation individuelle entretenue par une animation et une stimulation
permanentes des hommes, et soutenue par une formation adéquate ;
Une communication fluide et intense dans toute l’Entreprise.
Et ses déterminants ne s’imposent pas d’eux-mêmes et ne s’improvisent pas. A
partir du moment où les esprits sont ouverts à l’extérieur et la motivation est ravivée, il
reste à organiser de façon méthodique l’écoute externe :
En mettant en place des structures d’organisation aussi extraverties que
possibles ;
En cherchant résolument à exploiter les technologies de l’information.
3-2 Favoriser la communication de l’information :
A supposer que le dirigeant soit ouvert sur l’extérieur de l’Entreprise, deux cas
de figure sont encore à distinguer :
- Cas où le dirigeant monopolise l’information ;
- Cas où il organise et favorise la communication de l’information dans
l’entreprise.
Certains dirigeants considèrent que les relations de l’Entreprise avec son
environnement constituent leur domaine privilégié. D’autres sont conscients de leurs

92
limites : ils délèguent la mission d’écoute de l’extérieur à de nombreux
collaborateurs qualifiés et organisent la circulation systématique des informations
ainsi collectée de façon que tous les centres de décision soient informés
rapidement et aussi complètement que possible. Sur ce second, cas de figure, les
responsables prennent compte des informations qui se présentent sur
l’environnement ; par conséquent, toutes les activités de réorientations au niveau
de chaque centre de responsabilité sont logiquement performantes.

93
Chapitre II : Solutions retenues
Les solutions retenues sont celles qui pourraient contribuer efficacement pour la
résolution des différents problèmes de l’entreprise en matière de Contrôle Interne telles :
la révision du dispositif de Contrôle Interne existant et l’évaluation du dispositif mis en
place.
Section 1 : Révision du dispositif de Contrôle Interne existant
Quelque soit le dispositif adopté par l’entreprise pour la démarche de Contrôle
Interne, des éléments de base ayant trait à l’organisation sont indispensables voire
impératifs si les dirigeants veulent que le dispositif mis en place soit le plus opérant
possible.
1-1 Définition des responsabilités au niveau de la comptabilité :
Elle consiste à définir le rôle de chaque membre de la Direction Administrative
et Financière. Elle doit être inscrite clairement dans un organigramme faisant apparaître
les différentes fonctions et nom de leur responsable.
L’organigramme devrait être mis à jour une fois qu’un responsable habitué est
en affectation ou change de fonction.
L’organigramme doit être connu et compris par chaque employé de l’entreprise.
Ainsi, il est important de délimiter les responsabilités en faisant apparaître les
attributions, les missions, les liaisons dans une fiche descriptive.
- Les attributions et rôles : ce sont les opérations que le titulaire du poste doit
effectuer pour accomplir les missions que la direction lui a confié. Ce sont les
différentes tâches lors de l’exécution du travail.
- Les missions : ce sont les objectifs que le titulaire du poste devra atteindre avec
les moyens mis à sa disposition et ses compétences professionnelles.
- Les frontières de compétences :
Le pouvoir : le droit envers les subordonnées,

94
L’autorité : l’acceptation ou la reconnaissance de la part des
responsabilités
La responsabilité : la capacité de prendre une décision sans en référer
préalablement à l’hiérarchie ou à l’autorité supérieure.
- Les liaisons : expriment les relations existantes entre les postes. Il y a liaison
entre postes de travail lorsqu’il y a lieu des flux d’informations ou physiques
c'est-à-dire lors de la circulation d’un document d’un poste à un autre et pour
la circulation d’informations comme les ordres, les instructions, les comptes
rendus,…
Les différentes liaisons sont alors :
les liaisons hiérarchiques (line) : la relation se fonde sur la subordination ;
les liaisons fonctionnelles (staff) ou relation de conseil ;
les liaisons techniques ou liaisons de coopération : la liaison se manifeste par des
échanges d’informations réciproques.
Poste : Directeur Général
Missions : Il veille et contrôle le bon fonctionnement de la société.
Attributions :
- établit les directives nécessaires au bon déroulement des activités ;
- prend les décisions concernant l’entreprise ;
- dispose de tous les pourvois liés à sa fonction.
Liaison : le Directeur Général est en liaison hiérarchique avec le Directeur Administratif
et Financier.
Poste : Directeur Administratif et financier
Missions : Il s’occupe de tous ce qui est gestion administrative et financière de la
société, de la gestion des dossiers contentieux et la gestion des activités administratives
et courantes.

95
Attributions :
- relations avec les banques,
- confection des dossiers bancaires (Lignes de crédit, Projet,...),
- traitement des réclamations clients en collaboration avec le Directeur
Commercial.
Liaison : Le Directeur Administratif et Financier est en liaison hiérarchique avec les
comptables.
Poste : Les comptables
Missions : Ils coordonnent la tenue des comptes de la société
Attributions :
- assurent la gestion de la comptabilité ;
- assurent l’exhaustivité des enregistrements comptables ;
- élaborent les déclarations fiscales et sociales ;
- établissent les reportings et les états financiers.
Liaisons : ils sont en liaison hiérarchique avec le DAF.
Poste : Le responsable de la tenue de la caisse ou Trésorier
Missions : Il assure la gestion de la trésorerie.
Attributions :
- assure le suivi journalier de la trésorerie ;
- décide le paiement et le jour de règlement du fournisseur ;
- suit les mouvements de caisse ;
- assure la tenue des chéquiers ;
- assure le réapprovisionnement de la caisse.
Poste : Contrôleur de Gestion
Mission : Il se charge des activités de contrôle de gestion de l’entreprise

96
Attributions :
- détermine le résultat ;
- établit le coût de revient ;
- suivi budgétaire ;
- suivi inventaire.
Liaisons : Il est en liaison fonctionnelle avec les comptables.
Poste : Responsable approvisionnement
Mission : Il se charge des approvisionnements des matériels, fournitures,…
Attributions :
- suivi des fichiers fournisseurs,
- négociation avec les fournisseurs,
- établissement des BC.
Liaisons : Il est en liaison fonctionnelle avec le DAF
De cette manière, le principe de la séparation des tâches et fonctions sera respectée.
1-2 Définition des fonctions :
Elle va au-delà de la simple définition des responsabilités. Il s’agit de préciser à
chaque niveau d’exécution :
l’origine de l’information à traiter,
la façon de la traiter,
la périodicité de traitement,
les destinataires.
Il est donc souhaitable que ces descriptions soient écrites de façon à éviter autant
que possible les erreurs de compréhension, les déformations ou toute autre déviation qi
pourrait se produire par négligence ou au contraire par excès de zèle.
Par ailleurs, cette description écrite facilite le changement ou le remplacement
du personnel.

97
1-3 Proposition de manuel de procédures administratives et comptables suivant les
normes comptables du PCG 2005 :
Dans une organisation quelconque, l’établissement d’un référentiel auquel on
peut se référer, est toujours nécessaire. Ce document décrit, en général, les règles et les
instructions applicables au sein de l’entité en matière d’administration et de finance.
Pour une entreprise telle que NEWPACK, trop s’étaler dans la partie purement
administrative n’est pas recommandée. Il serait intéressant d’approfondir l’aspect
comptable et financier.
Un manuel de procédures administratives et comptables devrait être conçu pour
une organisation donnée.
Chaque entreprise a ses spécificités. Il existe beaucoup de paramètres qui
pourraient influer sur les activités des entreprises.
Par conséquent, il est fortement recommandé à la société NEWPACK de mettre
en place un manuel de procédures administratives et comptables. Il est conseillé de
consulter un cabinet spécialisé ou bien un consultant individuel concernant la réalisation
dudit document. Il serait facile pour l’expert de cerner les risques et les limites des
éventuelles procédures.
Il s’agit également de la formalisation des processus de traitement utilisés
actuellement qui ne sont pas traduits dans aucun document officiel au sein de la société
NEWPACK.
Section 2 : Evaluation ponctuelle et entretien du dispositif mis en place
La finalité d’une évaluation ponctuelle du Contrôle Interne est d’offrir une
appréciation synthétique aux dirigeants et de faire émerger de manière homogène les
zones de faiblesses.
Le questionnaire est un outil idéal de sécurité pour mesurer la sécurité et la
vulnérabilité du Contrôle Interne à un moment donné afin d’en donner une
représentation claire et pratique pour orienter les plans d’actions
2-1 Organisation générale :

98
Les questionnaires ci-après permettent d’aider les dirigeants à remettre en
question l’organisation mis en place et à apporter les actions correctives nécessaires en
vue d’une amélioration.
La protection des actifs est-elle satisfaisante ?
Les couvertures d’assurance sont-elles revues régulièrement ?
Existe-t-il une liste des pouvoirs attribués aux divers responsables ?
Existe-t-il un manuel des spécimens de signatures autorisées ?
Dans quelle mesure une rotation des tâches est-elle favorisée, pour assurer un
contrôle réciproque ?
Quelles sont les mesures prises pour assurer la protection physique des actifs
susceptibles de vol ou de Détérioration ?
Quelle est la fréquence des contrôles physiques des : Stocks ? Immobilisations ?
Titres (titres de placements, Bons de trésorerie) ? Effets (Chèques de Garantie, Billets à
ordre, Traites) ?
La direction s’assure-t-elle du respect des procédures établies et est-elle en mesure
d’apprécier correctement l’évolution de la société ?
Existe-il un service de Contrôle Interne ?
Quelles sont ses méthodes d’action ?
Existe-t-il un contrôle budgétaire ?
Quelle est la fréquence d’émission d’états financiers ?
Sont-ils accompagnés de commentaires sur l’évolution par rapport à la période
précédente ?
Les spécimens de signatures et les pouvoirs attribués aux différents responsables
sont-ils connus de ceux qui engagent la société en dernier ressort ?
L’organisation de la comptabilité est-elle rigoureuse ?
Le plan comptable est-il à jour ?
Existe-t-il un manuel comptable ?

99
Comment retrouve-t-on les pièces justificatives à partir des écritures en
comptabilité générale ?
Le classement des pièces comptables est-il rationnel ?
Les fonctions générales suivantes sont-elles accomplies par des services séparés
et indépendants les uns des autres ?
Fonctions Oui Non Nom du responsable Remarque
1. Comptabilité
générale
2. Comptabilité
analytique
3. Trésorerie
4. Paie
5. Personnel
6. Achats
7. Ventes
8. Crédits clients
9. Facturation
10. Comptes
fournisseurs
11. Comptes clients
12. Fabrication
13. Stocks
14. Réception
15. Expédition
16. Matériel
17. Courrier

100
Ainsi, les dirigeants peuvent situer l’organisation qu’ils ont mise en place par
rapport à ces éléments de base qui conditionnent la qualité du Contrôle Interne.
2-2 Evaluation du Contrôle Interne au niveau des procédures :
Sachant que ces deux derniers points constituent les deux premières étapes
inévitables servant de base dans la démarche de l'évaluation du fonctionnement
du Contrôle Interne (points forts et points faibles) et de la mise à jour des procédures en
vigueur ainsi élaborées.
Au lieu de décrire les procédures existantes et les contrôles institués notamment
au niveau de la production, que ce soit une description narrative (pour le système peu
complexe et relativement court) ou une description rapide (à l'aide d'un schéma ou
graphique de circulation des documents et des contrôles y afférents), du système
affectant ainsi sur la qualité de son rapport. En effet, la démarche suivante peut
également être effectuée :
Test de cheminement: ceci à travers le système décrit dans ce manuel de
procédures afin de s'assurer de la bonne description du système en vigueur
(Vérification et détection de toutes les procédures) ;
Evaluation préliminaire du Contrôle Interne : afin de mettre en évidence les
points forts et les points faibles des procédures ;
Vérification des forces et des faiblesses afin de s’assurer que les procédures
satisfaisantes d’un point de vue théorique sont appliquées de manière
permanentes à l’aide des tests de conformité ;
Evaluation définitive du Contrôle Interne : afin d'aboutir à des conclusions tout
en dégageant les points forts et les points faibles du système.

101
Chapitre III : Obstacles pour la mise en œuvre, résultats
attendus et recommandation générale
Section 1 : Obstacles pour la mise en œuvre
L’amélioration du système de Contrôle Interne peut se heurter à différents
obstacles qui sont liés au comportement des dirigeants, tel que la résistance aux
changements et l’aspect négatif que comporte le terme « Contrôle », qui pour beaucoup,
implique un manque de confiance.
1-1 Comportement des dirigeants :
Il n’est pas rare que les dirigeants aient ou pensent avoir une connaissance
suffisante de leur entité pour la contrôler sans avoir recours à des systèmes qui
pourraient nuire à l’efficacité et à l’esprit initiative. Il est clair que ce genre de dirigeants
n’est pas convaincu de l’importance du Contrôle Interne et imprègne toute l’entité de
cet état d’esprit et devient alors un obstacle pour la dite amélioration. Les caractères ci-
après sont généralement les sources de ce génie de comportement de la part des
dirigeants :
- Inconscience des dirigeants sur les impacts positifs de la démarche de Contrôle
Interne
Il s’agit du manque de visibilité sur les bénéfices apportés. De nos jours,
l’environnement de travail exige des méthodes et des procédures de contrôle bien
définies pour la maîtrise des activités alors que peu de dirigeants en sont conscients.
Certains les ignorent encore d’autres réalisent à peine quant à leur utilisation.
Effectivement, il y a encore malheureusement beaucoup de chefs d’entreprise
qui considèrent les moyens organisationnels en général, et les contrôles au niveau de la
production en particulier, comme soit une simple charge d’exploitation ou un énorme
coût soit une charge de travail (unité de temps – pression du court terme et de
l’opérationnel). Ce manque de visibilité en matière de bénéfice représente un grand
obstacle de l’amélioration à cause d’une faible compréhension des procédures et d’une
insuffisance en matière d’incitations à la démarche ainsi qu’à l’amélioration des
systèmes de Contrôle Interne.

102
- Surestimation et sous-estimation des informations comme la procédure par
exemple
Depuis l’apparition des systèmes informatiques, les dirigeants voire même l’ensemble
du personnel ont à la fois surestimé et sous-estimé l’importance de l’information dans
l’entité :
surestimé par le fait de penser que les « modèles d’entreprise » fournis par
l’ordinateur pourrait prendre des décisions voire gérer l’entreprise toute
entière ;
sous-estimé en le considérant comme un moyen pour faire mieux que ce que les
dirigeants faisaient déjà bien pour gérer les entités.
L’utilisation de toutes les possibilités de technologie moderne et de
communication de l’information ne doit pas appauvrir la communication
interpersonnelle dans l’entité obtenue non seulement par la formalisation des pratiques
professionnelles mais aussi la mise en pratique de ces dernières. Il ne faut donc pas
sous-estimer ou surestimer l’importance de cette « image écrite » de l’entité.
1-2 Problèmes humains :
Les individus, quels qu’ils soient, sont en général, réfractaires aux changements
et ont tendance à ne pas accepter facilement une modification de leurs habitudes et leurs
méthodes de travail.
Il n’est pas rare non plus que les dirigeants et employés considérant que la mise
en place des dispositifs de contrôle est synonyme de défiance envers les personnes
réagissent de façon négative à des propositions d’amélioration. Il est important alors de
les convaincre que la mise en place des dispositifs de contrôle est avant tout un moyen
de maîtrise des activités et de sécurité pour tous, et non pas un outil de sanction.
Autrement dit, la mise en place des dispositifs de contrôle peut être interprétée
comme une remise en cause de la confiance de la direction envers le personnel alors que
la confiance aussi grand soit-il ne doit pas exclure le contrôle.

103
Section 2 : Résultats attendus
2-1 Résultat économique :
Par l’amélioration du dispositif de Contrôle Interne, la société NEWPACK aura
à sa disposition un autre axe d’économie, souvent méconnu, également rentable qu’il
n’affaiblit en rien ses ressources. Il s’agit des économies réalisées à moyens constants :
d’une part en réduisant le manque à gagner dû aux pertes (accidents, erreurs ou
malveillance interne ou externe) par l’analyse des risques ;
d’autres parts en réduisant les pertes dues à des défauts d’organisation
(insuffisance d’information, entre autres, dues le plus souvent aux confusions
entretenues sur les partages de responsabilité).
2-2 Résultat financier :
Un meilleur suivi et des contrôles adéquats effectués au niveau des procédures
en général et au niveau de la production en particulier permet de compresser au
maximum les charges en évitant autant que possible les pertes dues aux erreurs mais
aussi aux négligences et aux abus.
2-3 Résultat social :
La remise en question de l’organisation entre autres la clarification des missions
et responsabilités permet à l’ensemble du personnel d’être conscients de leur rôle et de
leur responsabilité par rapport aux objectifs de l’entreprise. A cet effet, ils seront plus
motivés et plus épanouis quant à la réalisation de leurs tâches car il ne faut pas oublier
que la motivation du personnel n’est pas limité aux avantages pécuniaires.
Section 3 : Recommandation générale
3-1 Optimisation des activités de Contrôle de gestion :
Au sein de la société NEWPACK, les activités en termes de Contrôle de gestion
est très limité en raison de l’insuffisance au niveau du personnel comptable.
Le rôle du contrôleur de gestion ne doit pas être limité à la détermination des
résultats mais il doit en complément analyser ces résultats afin de fournir les

104
informations nécessaires pour que les dirigeants puissent prendre les décisions à travers
des indicateurs financiers et des tableaux de bord.
Puisqu’il est rattaché à la Direction Administrative et Financière, les tâches qui
lui sont confiées sont plutôt d’ordre financier c'est-à-dire des fonctions techniques et
traditionnelles de contrôle de gestion comme l’explication du résultat en analysant
rétrospectivement les coûts et les résultats.
Pour assurer une meilleure performance sur les autres centres de responsabilité,
le contrôleur de gestion a pour mission d’aider chaque responsable au niveau de chaque
fonction à établir leur budget et assurer les reportings sur le plan financier, commercial,
production,…
A ces fonctions techniques viennent s’ajouter des fonctions d’aide et de conseil à
la décision auprès de la Direction générale sur des projets stratégiques et auprès des
responsables opérationnels sur leur problème de gestion courante.
Cette activité de conseil, auprès des opérationnels, invite le contrôleur de gestion
à concevoir des indicateurs non financiers plus pertinents tels que des indicateurs de
qualité, des indicateurs commerciaux, de sécurité, de satisfaction de la clientèle.
Le conseil auprès de la Direction se traduit par une réflexion sur l’amélioration
du processus de fixation des objectifs.
Ainsi, le contrôleur de gestion est amené à consacrer une partie de son temps à
communiquer et à former les opérationnels aux processus et aux outils de gestion afin
de leur faire accepter les divers changements et les nouveaux outils.
Pour que le contrôleur de gestion soit plus indépendant et apte à effectuer les
tâches évoquées ci-dessus, il est souvent recommandé de le rattacher à la Direction
générale d’une manière fonctionnelle.

105
Conclusion de la troisième partie :
Chez NEWPACK, les dirigeants ont tendance à focaliser leurs efforts à se
conformer aux exigences de la norme ISO 9001/2008 si bien que la mise en place et la
réactualisation des dispositifs de Contrôle Interne sont devenues, sans qu’ils fassent
attention, une préoccupation de second degré.
A première vue, le mode d’organisation et les méthodes de contrôle y afférents
préconisés par la norme ISO 9001/2008 semblent identiques aux méthodes utilisées
pour la mise en œuvre d’un système de Contrôle Interne. En effet, l’application du
système de procédure pour la réalisation des activités constitue, par exemple, l’un de
leurs points communs.
Mais en réalité, leurs concepts ne sont pas identiques. Le management de la
qualité a été surtout mis en place par les dirigeants de NEWPACK afin d’aider
l’entreprise à tout mettre en œuvre pour la réalisation de ses objectifs.
Et le rôle du Contrôle Interne est, entre autres, de réduire les risques de non
maîtrise qui pourraient compromettre la sécurité et la pérennité de l’entreprise et de lui
empêcher, ainsi, d’être performante tout en réalisant ces objectifs.
A cause de ces inattentions, des faiblesses générant des situations de risques
pourraient être identifiés au niveau de l’organisation et des procédures mais aussi au
niveau des activités qui pourraient, à la longue, porter préjudice à l’entreprise.
Ainsi, l’application des exigences de la norme est aussi importante que
l’amélioration du système de Contrôle Interne afin que l’entreprise puissent être
performante c'est-à-dire être aussi efficiente qu’efficace.

106
CONCLUSION GENERALE
Le premier facteur obligeant les entreprises à insuffler une démarche de Contrôle
Interne est exogène puisqu’il provient d’une contrainte extérieure. En effet, les
actionnaires demandent de plus en plus de transparence, de garanties et de sécurité au
niveau de la gestion des entreprises. De même, les auditeurs externes s’efforcent de
mettre de l’accent sur l’amélioration de la qualité de Contrôle Interne pour garantir un
niveau élevé de la qualité des informations financières. L’objectif étant de limiter les
risques en analysant et évaluant régulièrement les processus ayant un impact direct sur
les comptes et la situation financière des entreprises.
Le second facteur est endogène aux entreprises qui, poussées par une
mondialisation croissante avec, pour corollaire des organisations et des activités qui sont
de plus en plus complexes, doivent pour demeurer pérennes modeler leur organisation
de manière encore plus flexible. Cela implique un besoin systématique de renforcement
des mesures et dispositifs de contrôle mis en place pour s’assurer que tout fonctionne
dans le cadre qui a été préalablement déterminé et que les responsabilités octroyées sont
bien maîtrisées.
L’objectif de notre étude est d’essayer de démontrer, sur le plan théorique et
pratique, que les dispositifs de Contrôle Interne mis en place peuvent aider l’entreprise
à améliorer sa performance. Cela à travers l’analyse des risques au niveau de
l’organisation et au niveau des cycles d’exploitation et hors exploitation sans pour
autant négliger les contraintes externes à l’entreprise.
Contrairement aux risques aléatoires, les problèmes d’organisation sont
directement de la gestion et non du hasard. C’est pourquoi, l’analyse de leurs risques
d’activités et la gestion de ces risques, indépendamment de toute contrainte de toutes
sortes, est tout à fait susceptible d’apporter aux entreprises des gains non négligeables.
Au sein de la société NEWPACK, objet de l’étude, des faiblesses et des anomalies ont
été constatées pouvant générer des situations de risques et compromettre la performance
de l’entreprise.

107
A cet effet, des solutions ont été proposées afin de diminuer au maximum la
probabilité de ces risques car il ne faut pas oublier que le dispositif de Contrôle Interne
ne peut offrir qu’une « assurance raisonnable » quant à la maîtrise des risques.
D’autres solutions ont été également proposées pour maîtriser autant que
possible les forces de l’environnement en perpétuel changement par l’analyse des
risques issus des facteurs externes.
Ainsi, toute entreprise aussi compétitive soit-elle, ne peut se passer des activités
de contrôle qu’ils aient ou non une incidence sur les comptes de l’entreprise pour
assurer sa rentabilité. Des activités de contrôle qui doivent être réactualisées par une
évaluation régulière et ponctuelle du Contrôle Interne.
Ce n’est, selon nous, qu’à cette condition que l’on pourra atteindre la notion de
maîtrise permanente des risques maintes fois évoquée dans ce mémoire. Bien entendu,
l’efficacité du système de Contrôle Interne repose sur les qualités humaines de
l’ensemble des acteurs ainsi que sur la capacité de la Direction à faire adhérer les
opérationnels et à valoriser les actions correctives menées.
En bref, le Contrôle Interne peut apporter sa part pour l’amélioration de la
performance c'est-à-dire permettre à l’entreprise d’être aussi efficiente qu’efficace. Les
questions qui se posent sont celles-ci : Suffira-t-il pour atteindre les objectifs de
rentabilité ? Existe-t-il d’autres outils de gestion qui doivent être mis en place en
complément ?

BIBLIOGRAPHIE
I. OUVRAGES :
AUDIT ET COMMISSARIATS AUX COMPTES 2003-2004. GUIDE DE
L’AUDITEUR ET DE L’AUDITE, ANTOINE MERCIER et PHILIPPE MERLE,
Ed FRANCIS LEFEBVRE 2002, 1199 pages.
AUDIT FINANCIER ET CONTROLE INTERNE ; Hervé STOLOWY, Eduard
PUJOL, Mauro MOLINARI, Ed. HERMES Science publication-LAVOISIER 2003,
282 pages.
CONTROLE INTERNE, FREDERIC BERNARD, REMI GAYRAUD et
LAURENT ROUSSEAU, Ed. MAXIMA Paris 2006, 312 pages.
EVALUATION DU RISQUE ET CONTROLE INTERNE, Norme CNCC 2-301,
Référentiel normatif CNCC, juillet 2003.
L’ACTEUR ET LE SYSTEME, CROZIER M, ORGANISATION POLITIQUE
1977, 602 pages.
LA NOUVELLE PRATIQUE DU CONTROLE INTERNE, COOPERS,
LYBRIAND, Ed. d’Organisation 2002, 412 pages.
L’ECONOMIE DE LA FIRME, SEPT COMMENTAIRES CRITIQUES,
DEMSETZ, Ed. MANAGEMENT & SOCIETE 1998, 250 pages.
MANAGEMENT STRATEGIQUE, MARINET AC, ORGANISATION ET
POLITIQUE 1984, 501pages.
ORGANISATION THEORIES ET APPLICATIONS, Noel EQUILIBREY, Luc
BOYER, Ed. D’Organisation 2003, 461 pages.
STRATEGIE, DESCREMAUX, DALLOZ 1993, 445 pages.
II. WEBOGRAPHIE :
www.NEWPACK.mg consulté le 25 octobre 2010.
www.iso.org consulté le 12 février 2011.


MA
NA
GE
ME
NT
DE
LA
QU
AL
ITE
F
ICH
E D
E S
UIV
I D
E P
RO
DU
CT
ION
ET
DE
CO
NT
RO
LE
P
OS
TE
TR
AN
SF
O :
……
……
……
……
……
……
……
.
IDE
NT
IFIC
AT
ION
:
C
LIE
NT
: …
……
……
……
……
……
……
……
...…
……
Ed
itée
le…
……
……
……
……
……
……
..
C
om
man
de
PC
TO
PP
n°…
……
……
……
…..
Code
cli
ent…
……
……
……
Réf
éren
ce a
rtic
le…
……
……
……
……
Dés
ign
atio
n :
……
……
……
……
……
……
……
……
……
……
…..
. Q
ual
ité
: …
……
……
…..
Qu
anti
té p
lan
ifié
: …
……
……
……
……
…..
Su
rplu
s li
vra
ble
: …
……
……
……
……
……
….
Réf
éren
ce d
’im
pre
ssio
n :
……
……
……
……
……
……
……
……
……
……
……
……
……
…
En
cres
: …
……
……
……
……
……
……
……
……
……
.. C
ou
leu
r :
……
……
……
……
……
..
Réf
éren
ce f
orm
e :
……
……
……
……
……
……
……
……
……
…..
Ty
pe
de
coll
age
tran
sfo
rmat
ion
: S
yn
col
H
otm
elt
T
yp
e d
e ce
rcla
ge
: S
imp
le
, D
ou
ble
T
yp
e d
’em
bal
lag
e :
Sim
ple
, D
ouble
I
nst
ruct
ions
Ondule
use
: …
……
……
……
……
……
……
……
……
…. In
stru
ctio
n T
ransf
orm
atio
n :
……
……
……
……
……
……
……
……
…
C
ON
TR
OL
ES
QU
AL
ITE
Poste
Pla
qu
e F
orm
at
En
crag
e C
oll
age
Asp
ect
Em
bal
lag
e N
om
s et
Sig
nat
ure
s
Qualité plaque
Couverture INT
Et EXT
Enduction
Ref Laize
Dimensions
Alignement
Dimensions
Carton
Rabats jointifs
Slottage
Pli
Rainage
Patte20
Découpe
Taches
Bavures
Décalage
Couleur
Positionnement
Vertical
2 traits de colle
Débordement
INT
Débordement
EXT
Sans colle
Tache
Tache d’huile
Trou
Déchirure
Cerclage
Emballage
identification
Cd
t O
ND
C
Q O
ND
C
dt
MA
CH
C
dt
SIM
C
Q S
IM
Tra
v M
an
CQ
Tra
v M
P
AS
S
CQ
LIV
R
ON
DU
LE
US
E
R T
RA
NS
FO
RM
AT
ION
R
TR
AV
AU
X M
AN
UE
LS
R
EX
PE
DIT
ION
S
R C
ON
TR
OL
ES
QU
AL
ITE
S
NO
M
SIG
NA
TU
RE
Qu
an
tité
on
du
lée
: …
……
…Q
ua
nti
té m
arg
ée :
……
……
.
Qu
an
tité
en
Sto
ck :
……
……
……
……
……
….
Qu
anti
té l
ivré
e :
……
….B
L n
°……
……
. d
u…
……
……
…
……
.BL
n°…
……
…. du…
……
……
…
……
.BL
n°…
……
…. du…
……
……
Sour
ce :
NEW
PACK
AN
NE
XE
I :
Fic
he
de
suiv
i d
e p
rod
uct
ion
et
de
con
trôle

ANNEXE II : Fiche de suivi des déchets « Onduleuse »
Machine onduleuse DECHETS ONDULEUSE
Date :
Programme TOTAL
Décollé
Mal aligné
Double mit.
Fausse
cannelure
Tuilé
Mou
Sales
Couverture
plissé
Visa contrôleur :
Source : NEWPACK

TA
BL
EA
U S
UIV
I Q
UA
NT
ITE
S P
RO
DU
ITE
S –
DE
CH
ET
S O
ND
UL
EU
SE
Date
:
Heu
re :
Qu
an
tité
s p
laq
ues
non
con
form
es /
déc
het
s
Qu
an
tité
s D
écoll
és
Dém
arr
age
Rég
lage
Asp
ect
Ch
ute
N° Programme
N° Commande
Qualité
Pose
Format
Qtés planifiées
Qtés conformes
Décollés SF
Décollés DF
Décollé entre
table
Mal aligné
Réglage mit
Réglage double
mit
Tuilés
Fausses
cannelures
Mou
Enduit non
uniforme
Couverture
extérieur plissé
Beefsteak
Simple face
Bourrage
AN
NE
XE
III
: T
ab
lea
u s
uiv
i q
ua
nti
tés
pro
du
ites
– d
éch
ets
on
du
leu
se
So
urc
e :
NE
WP
AC
K
CO
ND
UC
TE
UR
CO
NT
RO
LE
UR

F
ICH
E S
UIV
I D
ES
DE
CH
ET
S T
RA
VA
UX
MA
NU
EL
S
Da
te :
VIS
A D
U R
ES
PO
NS
AB
LE
:
Lig
ne
de
cde
Cli
ent
Ga
mm
e
TR
S/T
VM
Qté
tra
nsf
o
slottage
impression
découpe
collage
sale
déchirure
PB PLQ
Autres
TOTAUX
OB
SE
RV
AT
ION
AN
NE
XE
IV
: L
a f
ich
e d
e su
ivi
des
déc
het
s «
Tra
va
ux
ma
nu
els
»
So
urc
e :
NE
WP
AC
K

TABLE DES MATIERES
SOMMAIRE
REMERCIEMENTS
LISTE DES FIGURES
LISTE DES TABLEAUX
LISTE DES ANNEXES
INTRODUCTION GENERALE ..........................................................................................1
Partie I : CADRE CONCEPTEL DE L’ETUDE ................................................................4
Chapitre I : PRESENTATION DE LA SOCIETE NEWPACK...............................................5
Section 1 : Historique et identité .............................................................................................5
1-1 Identité...............................................................................................................................5
1-2 Historique ..........................................................................................................................5
Section 2 : Activités et missions ..............................................................................................6
2-1 Emballages en carton ondulé.............................................................................................6
2-2 Processus de fabrication ....................................................................................................7
Section 3 : Organisation et structure........................................................................................9
3-1 Organigramme général de la société NEWPACK.............................................................9
3-2 Répartition des tâches......................................................................................................11
Section 4 : Système qualité certifié à l’ISO 9001/2008.........................................................12
4-1 Responsabilité de la direction .........................................................................................12
4-2 Management des ressources ............................................................................................13
4-3 Réalisation des produits ..................................................................................................13
4-4 Mesure, analyse, amélioration.........................................................................................13
Chapitre II : CADRE THEORIQUE .....................................................................................15
Section 1 : Concepts essentiels du Contrôle Interne permanent............................................15
1-1 Eléments de définitions du Contrôle Interne...................................................................15

1-1-1 Les approches dites « classique » et « actuelle » du Contrôle Interne.........................15
1-1-2 Le modèle proposé par COSO .....................................................................................17
1-1-3 L’approche moderne et proactive du Contrôle Interne ...............................................18
1-2 L’intérêt général d’une démarche de Contrôle Interne....................................................21
1-2-1 Rôles du Contrôle Interne ............................................................................................21
1-2-2 Les principales limites de l’apport d’un dispositif de Contrôle Interne.......................21
1-2-3 Positionnement du Contrôle Interne vis-à-vis des fonctions transverses.....................21
Section 2 : Concept sur le changement environnemental......................................................23
2-1 Définitions .......................................................................................................................23
2-2 L’entreprise, un système ouvert à son environnement ....................................................24
2-3 Les caractéristiques de l’environnement de l’entreprise .................................................24
2-3-1 Un environnement « complexe » .................................................................................24
2-3-2 Un environnement « dynamique » ...............................................................................24
2-3-3 Un environnement en « turbulence » ...........................................................................25
2-3-4 Un environnement « incertain » ..................................................................................25
Chapitre III : SITUATION DU CONTROLE INTERNE AU SEIN DE LA SOCIETE
NEWPACK............................................................................................................................26
Section I : Situation du Contrôle Interne au niveau de l’organisation...................................26
Section II : Situation du Contrôle Interne au niveau de la production ..................................29
2-1 Organisation ....................................................................................................................29
2-1-1 Définition succincte des postes existants ....................................................................29
2-1-2 Organigramme .............................................................................................................30
2-2 Procédure de production.................................................................................................32
2-2-1 Le logiciel PC-TOPP ...................................................................................................32
2-2-2 Flux de production .......................................................................................................33
2-2-3 La procédure formalisée dans le « Manuel de Procédure Production et Contrôle
Qualité » ................................................................................................................................37

Partie II : ANALYSE DE L’EXISTANT ET FORMULATION DES PROBLEMES ..........39
Chapitre I : ANALYSE DE LA SITUATION EXISTANTE.................................................40
Section 1 : Analyse de l’existant au niveau de l’organisation en général..............................40
1-1 Forces constatées au niveau de l’organisation ................................................................40
1-2 Faiblesses constatées au niveau de l’organisation...........................................................41
1-2-1 Existence des tâches incompatibles .............................................................................41
1-2-2 Rôles et attributions non clarifiées pour certains employés........................................43
1-2-3 Déficience au niveau de la gestion des immobilisations..............................................43
1-2-4 Absence d’un dispositif de détection et de revues régulières des risques en matière
de Contrôle Interne ................................................................................................................44
Section 2 : Analyse de l’existant au niveau de la production ................................................44
2-1 Les atouts de l’entreprise au niveau de la production .....................................................45
2-2 Analyse de la procédure de contrôle qualité et de production.........................................46
2-3 Analyse de la procédure mise en place en termes de suivi et de contrôle déchets..........48
2-4 Analyse de la procédure mise en place pour la gestion des plaques ou en-cours de
production..............................................................................................................................56
Chapitre II : ANALYSE DE L’ENVIRONNEMENT ...........................................................58
Section 1 : Analyse de l’environnement immédiat ................................................................58
1-1 Les fournisseurs...............................................................................................................58
1-2 La concurrence ................................................................................................................59
1-2-1 Identification des concurrents ......................................................................................60
1-2-2 Situation concurrentielle de la société .........................................................................60
1-3 La clientèle ......................................................................................................................61
Section 2 : Analyse du macro-environnement .......................................................................61
2-1 Environnement politico-légal ..........................................................................................61
2-2 Environnement économique............................................................................................62

2-3 Environnement technologique.........................................................................................62
2-4 Environnement écologique..............................................................................................63
Chapitre III : FORMULATION DES PROBLEMES............................................................64
Section 1 : Problèmes rencontrés au niveau de l’organisation ..............................................64
1-1 Existence des tâches incompatibles.................................................................................64
1-1-1 Absence d’un organigramme au niveau de la Direction Administrative et
Financière ............................................................................................................................. 64
1-1-2 Insuffisance au niveau du personnel comptable ..........................................................64
1-1-3 Absence d’un manuel de procédures administratives et comptables ...........................65
1-1-4 Possibilité d’utilisation des fonds de l’entreprise à des fins non autorisés ..................65
1-2 Rôles et responsabilités non clarifiées pour certains employés ......................................65
1-2-1 Lenteur au niveau de l’accomplissement des tâches....................................................66
1-3 Déficience au niveau de la gestion des immobilisations.................................................66
1-3-1 Contrôle des immobilisations non satisfaisant.............................................................66
1-3-2 Comptabilisation des immobilisations non conformes ................................................67
1-4 Absence d’un dispositif de détection et de revues régulières des risques en matière de
Contrôle Interne ................................................................................................................. 68
Section 2 : Problèmes rencontrés au niveau de la production ...............................................68
2-1 Défaillance au niveau de la procédure de contrôle qualité et de production...................68
2-2 Défaillance en termes de suivi de déchets.......................................................................69
2-3 Non-maîtrise de la gestion des plaques ...........................................................................70
2-4 « Manquant à l’onduleuse » ............................................................................................70
Section 3 : Problèmes rencontrés concernant la maitrise de l’environnement ......................71
3-1 Défaillance au niveau du traitement des informations en provenance de l’extérieur .....71
Partie III : PROPOSITIONS DE SOLUTIONS, RESULTATS ATTENDUS ET
RECOMMANDATIONS GENERALES...........................................................................73
Chapitre I : PROPOSITIONS DE SOLUTIONS ..................................................................74

Section 1 : Recommandations en matière d’organisation......................................................74
1-1 Respect de la règle de la séparation de fonction .............................................................74
1-1-1 Recrutement, qu’il soit interne ou externe, d’un trésorier ...........................................76
1-1-2 Mise en place d’un organigramme au niveau du service comptabilité ........................76
1-1-3 Clarification des rôles et attributions ...........................................................................77
1-1-4 Elaboration et usage d’un manuel de procédure administratif et comptable ...............77
1-1-5 Comptage et vérification physique des fonds de caisse...............................................78
1-2 Missions et responsabilités à clarifier et à formaliser pour certains employés ...............79
1-2-1 Exécution rapide des tâches .........................................................................................79
1-3 Renforcement des dispositifs de contrôle des immobilisations ......................................79
1-3-1 Mise à jour de l’inventaire des immobilisations ..........................................................80
1-3-2 Mise à jour et vérification du tableau d’amortissement...............................................80
1-3-3 Mise en place d’une politique pour différencier les dépenses d’investissements et
les dépenses à passer en charges........................................................................................…80
1-4 Mise en place de la politique de gestion des immobilisations ........................................81
1-4-1 Rappel sur la nature des immobilisations ....................................................................81
1-4-2 Principales caractéristiques du Contrôle Interne en politique de gestion des
immobilisations .....................................................................................................................82
1-4-3 Principaux objectifs du Contrôle Interne .....................................................................83
1-5 Proposition de procédure permettant d’identifier et d’analyser les risques ....................84
Section 2 : Recommandations associées aux problèmes rencontrés au niveau de la
production..............................................................................................................................85
2-1 Réactualisation de la procédure de contrôle qualité et de production.............................85
2-2 Proposition d’une nouvelle méthode de suivi de déchets ...............................................85
2-3 Proposition d’une méthode de gestion de plaques ..........................................................88
Section 3 : Recommandations pour la maîtrise de l’environnement .....................................91
3-1 Ecoute attentive de l’environnement de l’entreprise......................................................91
3-2 Favoriser la communication de l’information .................................................................92

Chapitre II : SOLUTIONS RETENUES ...............................................................................93
Section 1 : Révision du dispositif de Contrôle Interne existant ............................................97
1-1 Définition des responsabilités au niveau de la comptabilité ...........................................93
1-2 Définition des fonctions ..................................................................................................96
1-3 Proposition de manuel de procédures administratives et comptables suivant les
normes comptables du PCG 2005 .........................................................................................96
Section 2 : Evaluation ponctuelle et entretien du dispositif mis en place .............................97
2-1 Organisation générale......................................................................................................97
2-2 Evaluation du Contrôle Interne au niveau des procédures ............................................100
Chapitre III : OBSTACLES POUR LA MISE EN ŒUVRE, RESULTATS ATTENDUS
ET RECOMMANDATION GENERALE ..........................................................................101
Section 1 : Obstacles pour la mise en œuvre .......................................................................101
1-1 Comportement des dirigeants........................................................................................101
1-2 Problèmes humains .......................................................................................................102
Section 2 : Résultats attendus ..............................................................................................103
2-1 Résultat économique .....................................................................................................103
2-2 Résultat financier...........................................................................................................103
2-3 Résultat social ...............................................................................................................103
Section 3 : Recommandation générale ................................................................................103
3-1 Optimisation des activités de Contrôle de gestion ........................................................103
CONCLUSION GENERALE...........................................................................................106
BIBLIOGRAPHIE ............................................................................................................108
ANNEXES ..........................................................................................................................109




















