Biochemical me
10
Biochemical Engineering Journal 79 (2013) 15–24 Contents lists available at SciVerse ScienceDirect Biochemical Engineering Journal jou rnal h om epage: www.elsevier.com/locate/bej Regular article Modelling and simulation of continuous L (+) lactic acid production from sugarcane juice in membrane integrated hybrid-reactor system P. Dey, P. Pal ∗ Environment & Membrane Technology Laboratory, Department of Chemical Engineering, National Institute of Technology, Durgapur, West Bengal 713209, India a r t i c l e i n f o Article history: Received 28 December 2012 Received in revised form 9 May 2013 Accepted 24 June 2013 Available online xxx Keywords: Lactic acid Membrane bioreactors Scale-up Modelling Production kinetics a b s t r a c t Modelling and simulation was done for a two-stage membrane-integrated hybrid reactor system for continuous production of L (+) lactic acid under non-neutralizing conditions. The model captures micro- bial conversion of sugar cane juice to lactic acid under substrate–product inhibitions with downstream purification by nanofiltration. All the major phenomena and the governing parameters like fluid flow, feed dilution, substrate–product inhibitions, Donnan and steric effects during micro and nanofiltration for cell recycle, product separation and purification have been reflected in the modelling. The model describes a green, integrated continuous process of direct lactic acid production starting with a cheap, renew- able carbon source. The highest lactic acid concentration achieved after the final stage of nanofiltration was 66.97 g/L at 13 kg/cm 2 operating pressure when the overall productivity reached 12.40 g/(L h). The developed model could successfully predict production, purification and transport of lactic acid through two stage membrane modules. Performance of the model was very good as indicated in the high overall correlation coefficient (R 2 > 0.980) and the low relative error (RE < 0.1). © 2013 Elsevier B.V. All rights reserved. 1. Introduction To cater to the growing demand for monomer grade lactic acid in the recent years, research efforts [1–6] have been directed towards fermentative production using membranes in the down- stream processing. However, in most of the studies, a single membrane separation step like ultrafiltration, nanofiltration or reverse osmosis has been coupled with the fermentation process under pH-controlled regime. Such a process in most of the cases have ended up with production of lactate salt instead of lactic acid directly, necessitating further processing and adding to the cost [7,8]. Moreover, compared to the experimental studies, modelling studies on the production of lactic acid in a membrane-integrated hybrid process has been scanty. Literature shows kinetic modelling and transport modelling efforts separately in most of the cases. Due to the complexity of the structured models, unstructured models have been developed in most of the cases and these have performed quite well in describing fermentative production of lactic acid in a wide range of experimental conditions and also for a complex media. While pure kinetic models have helped improve design and control of microbial processes, transport models have contributed ∗ Corresponding author. Tel.: +91 9434469750; fax: +91 3432547375. E-mail addresses: [email protected], [email protected], [email protected] (P. Pal). to better understanding of the membrane separation mechanisms [9]. Over the last few decades, there has been a growing interest [10–16] in modelling the kinetics of lactic acid production for dif- ferent food systems under different operating systems. The concept of growth kinetics and associated lactic acid production by lactic acid bacteria was first described in the pioneering work of Luedek- ing and Piret [10], who introduced the concept of both “growth associated” and “non-growth associated” terms. Further studies [11–16] have improved the models incorporating the effects of substrate–product inhibitions. Nancib [17] and Altiok et al. [18] examined the effects of high substrate inhibition and presence of multiple substrates on the bacterial growth kinetics and in the lactic acid production. However, very few models [19–22] have been reported for lactic acid production based on multi-stage membrane-integration with fermentation cell. Kown et al. [19] developed a model based on continuous production of lactic acid in two stage hollow fibre mem- brane cell recycle system using glucose as carbon source. But the module was fouling-prone and the starting carbon source was a non-renewable, finished product which raised the cost of the pro- cess. Nishiwaki and Dunn [20], and Bouguettoucha [21] reported two stage fermentation system where two units (two fermenta- tion systems or two cell culture systems) work parallel to each other. This system also uses expensive glucose as carbon source and the membrane module has been used like a black box only in the model containing no description of the transport mechanisms. 1369-703X/$ – see front matter © 2013 Elsevier B.V. All rights reserved. http://dx.doi.org/10.1016/j.bej.2013.06.014
Transcript of Biochemical me

R
Mf
PEI
ARRAA
KLMSMP
1
atsmruhd[shathqamc
p
1h
Biochemical Engineering Journal 79 (2013) 15– 24
Contents lists available at SciVerse ScienceDirect
Biochemical Engineering Journal
jou rna l h om epage: www.elsev ier .com/ locate /be j
egular article
odelling and simulation of continuous L (+) lactic acid productionrom sugarcane juice in membrane integrated hybrid-reactor system
. Dey, P. Pal ∗
nvironment & Membrane Technology Laboratory, Department of Chemical Engineering, National Institute of Technology, Durgapur, West Bengal 713209,ndia
a r t i c l e i n f o
rticle history:eceived 28 December 2012eceived in revised form 9 May 2013ccepted 24 June 2013vailable online xxx
eywords:
a b s t r a c t
Modelling and simulation was done for a two-stage membrane-integrated hybrid reactor system forcontinuous production of L (+) lactic acid under non-neutralizing conditions. The model captures micro-bial conversion of sugar cane juice to lactic acid under substrate–product inhibitions with downstreampurification by nanofiltration. All the major phenomena and the governing parameters like fluid flow, feeddilution, substrate–product inhibitions, Donnan and steric effects during micro and nanofiltration for cellrecycle, product separation and purification have been reflected in the modelling. The model describes
actic acidembrane bioreactors
cale-upodelling
roduction kinetics
a green, integrated continuous process of direct lactic acid production starting with a cheap, renew-able carbon source. The highest lactic acid concentration achieved after the final stage of nanofiltrationwas 66.97 g/L at 13 kg/cm2 operating pressure when the overall productivity reached 12.40 g/(L h). Thedeveloped model could successfully predict production, purification and transport of lactic acid throughtwo stage membrane modules. Performance of the model was very good as indicated in the high overallcorrelation coefficient (R2 > 0.980) and the low relative error (RE < 0.1).
. Introduction
To cater to the growing demand for monomer grade lacticcid in the recent years, research efforts [1–6] have been directedowards fermentative production using membranes in the down-tream processing. However, in most of the studies, a singleembrane separation step like ultrafiltration, nanofiltration or
everse osmosis has been coupled with the fermentation processnder pH-controlled regime. Such a process in most of the casesave ended up with production of lactate salt instead of lactic acidirectly, necessitating further processing and adding to the cost7,8]. Moreover, compared to the experimental studies, modellingtudies on the production of lactic acid in a membrane-integratedybrid process has been scanty. Literature shows kinetic modellingnd transport modelling efforts separately in most of the cases. Dueo the complexity of the structured models, unstructured modelsave been developed in most of the cases and these have performeduite well in describing fermentative production of lactic acid in
wide range of experimental conditions and also for a complexedia. While pure kinetic models have helped improve design and
ontrol of microbial processes, transport models have contributed
∗ Corresponding author. Tel.: +91 9434469750; fax: +91 3432547375.E-mail addresses: [email protected], [email protected],
[email protected] (P. Pal).
369-703X/$ – see front matter © 2013 Elsevier B.V. All rights reserved.ttp://dx.doi.org/10.1016/j.bej.2013.06.014
© 2013 Elsevier B.V. All rights reserved.
to better understanding of the membrane separation mechanisms[9]. Over the last few decades, there has been a growing interest[10–16] in modelling the kinetics of lactic acid production for dif-ferent food systems under different operating systems. The conceptof growth kinetics and associated lactic acid production by lacticacid bacteria was first described in the pioneering work of Luedek-ing and Piret [10], who introduced the concept of both “growthassociated” and “non-growth associated” terms. Further studies[11–16] have improved the models incorporating the effects ofsubstrate–product inhibitions. Nancib [17] and Altiok et al. [18]examined the effects of high substrate inhibition and presence ofmultiple substrates on the bacterial growth kinetics and in the lacticacid production.
However, very few models [19–22] have been reported for lacticacid production based on multi-stage membrane-integration withfermentation cell. Kown et al. [19] developed a model based oncontinuous production of lactic acid in two stage hollow fibre mem-brane cell recycle system using glucose as carbon source. But themodule was fouling-prone and the starting carbon source was anon-renewable, finished product which raised the cost of the pro-cess. Nishiwaki and Dunn [20], and Bouguettoucha [21] reportedtwo stage fermentation system where two units (two fermenta-
tion systems or two cell culture systems) work parallel to eachother. This system also uses expensive glucose as carbon sourceand the membrane module has been used like a black box only inthe model containing no description of the transport mechanisms.
16 P. Dey, P. Pal / Biochemical Engineering Journal 79 (2013) 15– 24
Nomenclature
Kdc cell death rate constant (h−1)KDG cell death rate constant while using glucose sub-
strate (h−1)KDF cell death rate constant while using fructose sub-
strate (h−1)Kjp substrate inhibition constant for lactic acid produc-
tion (g/L)Krs substrate inhibition constant for sugar consumption
(g/L)Kpp product inhibition constant for lactic acid produc-
tion (g/L)Kps product inhibition constant for sugar consumption
(g/L)KB product inhibition constant for growth of biomass
(g/L)Ksp substrate limitation constant for lactic acid produc-
tion (g/L)Kss substrate limitation constant for sugar consumption
(g/L)Ks substrate limitation constant for growth of biomass
(g/L)KG glucose limitation constant for growth of biomass
(g/L)KF fructose limitation constant for growth of biomass
(g/L)Ki substrate inhibition constant (g/L)G, F concentration of glucose and fructose (g/L)P lactic acid concentration (g/L)F2 flow rate through which cell has been recycled back
to fermenter (cm3/s)F1 flow rate through which fermentation broth is com-
ing out from fermenter (cm3/s)C cell bleeding ratioVR working volume of the fermenter (cm3)qp,max maximum specific lactic acid production rate (g/g h)qp,net maximum specific lactic acid production rate in con-
tinuous process (g/g h)qs,max maximum specific sugar utilization rate (g/g h)R2 correlation coefficientS0/S concentration of the sugars (g/L)T fermentation time (h)X biomass concentration (g/L)XG/XF biomass concentration generated when glucose or
fructose used as substrate (g/L)Xt biomass concentration in fermenter after starting of
membrane cell recycle (g/L)Stp substrate concentration in fermenter after starting
of membrane cell recycle (g/L)Slp substrate concentration in membrane cell recycle
stream (g/L) (negligible)Ptp product concentration in fermenter after starting of
membrane cell recycle (g/L)Yxs biomass yield on sugar consumptionYps product yield on sugar consumptionJm the solvent flux in permeate stream of microfiltra-
tion (L/(m2 h))�P transmembrane pressure (kg/cm2)Rm membrane resistance (m−1)Rf membrane fouling resistance (m−1)
Kc uncharged solute hindrance factor for convectionC average concentration of uncharged solute concen-
tration within pore (mol/m3)DP uncharged solute pore diffusion coefficient (m2/h)X membrane thickness (m)Cfn bulk feed concentration of uncharged solute
(mol/m3)CPn uncharged solute permeate concentration (mol/m3)V radially averaged solution velocity (m/s)Vs uncharged solute partial molar volume (m3/mol)
Greek symbolsA growth-associated constant in Luedeking–Piret
model (g/g)�, �net specific growth rate (h−1)�max maximum specific growth rate (h−1)�mgG specific growth rate for only glucose (h−1)
−1
Rc cake resistance (m−1)Js uncharged solute flux (pore area basis) (mol/m2 s)Jv volumetric flux of uncharged solute (L/(m2 h))
�mgF specific growth rate for only fructose (h )�ms specific growth rate for only sucrose (h−1)
A mathematical model based on expensive multi-stage continu-ous lactic acid fermentation system integrated with packed bedcell recycle scheme for high productivity and titre was developedby Chang et al. [22]. However, this model was based on fouling-prone hollow fibre membrane module where use of pure glucoseas a substrate further adds to the processing cost. Process designin such a membrane-integrated system is expected to be compact,flexible and economic permitting operation at constant permeateflux mode without pH adjustment so that the desired product isobtained directly in an environmentally benign way. Models fora membrane-integrated continuous process for production of lac-tic acid from a cheap and renewable carbon source consideringthe relevant kinetics and transport phenomena particularly duringnanofiltration are practically absent in the literature. But develop-ment of such a mathematical model has the potential of bringingvery successful green designs [8] on lactic acid production to thefield through enhanced scale up confidence.
Thus the present modelling effort is on a system which is verysubstantially different from the reported systems where it repre-sents a totally continuous, fully membrane-integrated system withjudicious combination of microfiltration and nanofiltration mem-branes in fouling-free flat sheet cross flow modules. The model isexpected to consider both the kinetics of the fermentative produc-tion of lactic acid under substrate–product inhibitions as well as therelevant transport phenomena through microfiltration and nanofil-tration membranes in flat sheet cross flow membrane modules. Toour knowledge, this kind of study related to the development ofa comprehensive model, based on continuous production of L(+)lactic acid under non-neutralizing conditions in a fully membraneintegrated system has not been reported yet in the literature.
2. Model development
2.1. Continuous system
Unstructured model was developed in this study to identifygrowth kinetics of Lactobacillus delbrueckii (NCIM-2025) in pro-duction of lactic acid from sugarcane juice. This modelling usedLuedeking–Piret approach that considers substrate limitation and
substrate–product inhibitions. Such substrate limitation may bedescribed by the Monod model where substrate inhibition followsa non-competitive linear kinetic model. Product inhibition is cap-tured in the model using the product inhibition constant term ‘Kp’.
nginee
Ct
k
wttd
�
id
�
wr
c
tpo
w
�
abom
wist
taEw˛c
sif
P. Dey, P. Pal / Biochemical E
ell growth, substrate consumption and product formation mayhus be expressed by Eqs. (1)–(3).
The rate of cell growth considering the cell death in the growthinetics and the associated exponential decay may be expressed as:
dX
dt= (� − Kdc)X (1)
here Kdc indicates the specific cell death constant and � indicateshe specific growth rate of the bacteria. The substrate limitation inhe absence of product inhibition on lactic acid production is oftenescribed by the Monod model [12] as:
= �maxS
S + KS(2)
In some studies [18], this has been slightly modified with thentroduction of a term for substrate inhibition resulting in the Hal-ane equation:
= �maxS
S + Ks + (S2/Ki)(3)
here Ki represents the substrate inhibition constant and Ks rep-esents the substrate limitation constant.
Cell growth kinetics in presence of multiple substrates (viz. glu-ose, fructose) may be expressed [17] as:
dX
dT=
[�max G
G
KG + G− KdG
]XG +
[�max F
F
KF + F− KdF
]XF (4)
Considering the conditions followed in Eqs. (3) and (4) andaking our actual used substrate compositions (carbohydrate com-ositions in sugarcane juice [23]) into account, the growth kineticsf L. delbrueckii (NCIM-2025) can be derived as:
dX
dt= (�net − Kdc)X (5)
here
net =(
�mgGS0
S0 + KS + (S20/Ki)
+ �mgFG
Kg + G
F
Kf + F
)(e−(P/KB))
nd this incorporates the term of the non-competitive product inhi-ition being essential to the assessment of the specific growth ratef bacteria [13]. The rate of substrate consumption inside the fer-enter may be expressed as:
dS
dt= qs,max
S0Krs
(Kss + S0)(Krs + S0)e−(P/KPS)X (6)
here Krs and Kss are substrate inhibition and limitation constantsn sugar consumption, and qs,max represents the maximum specificugar utilization rate. Similarly, the rate of product formation insidehe fermenter may be expressed as:
dP
dt= ˛
dX
dT+ qP,max
S0Kjp
(Ksp + S0)(Kjp + S0)e−(P/KPP )X (7)
In this equation, qp,max denotes the maximum specific lac-ic acid production rate and Kjp, Ksp indicate substrate inhibitionnd limitation constants respectively in the product formation.q. (7) represents the modified form of Luedeking–Piret modelhere product formation is basically represented by dP/dt =
dX/dT + ˇX , where and are growth and non-growth asso-iated constants, respectively.
After an initial lag phase of around 15 h, continuous operationtarts at exponential growth phase of microorganism and the kinet-cs get modified. Under such conditions, cell growth rate inside the
ermenter may be expressed as:dXt
dT=
((F2C
VR
)−
(F1
VR
)+ �net
)Xt (8)
ring Journal 79 (2013) 15– 24 17
where F1 represents the flow rate of the fermentation broth outof the fermenter whereas F2 represents the flow rate in whichcell is recycled back to the fermenter. ‘C’ is the cell bleedingratio which plays a significant role in achieving the steady statecondition. VR is the working volume of the fermenter. Similarly,substrate consumption rate inside the fermenter may be expressedas:
dStp
dT=
((F0
VRS0
)−
(F1
VRStp
)+
(F2C
VRSlp
))−
(�net
Yxs+ qpnet
YPS
)Xt
(9)
In the continuous process, the substrate consumption rate isnot subject to non-competitive product inhibition as continuousremoval of the product takes place in the investigated design. HereS0 indicates substrate concentration in the fresh medium and Stp isthe substrate concentration at the end of fermentation. F0 is the rateof the fresh feed introduction to the fermenter. The value of Slp (sub-strate concentration in cell recycle stream) is negligible comparedto Stp or S0 as it is assumed that during the cross flow microfil-tration, the residual substrate after fermentation almost entirelypermeates through the microfiltration membrane module. Underthe same conditions, product formation rate inside the fermentermay be expressed as:
dPtp
dT= − F1
VRPtp + qpnetX0e−(�net t) (10)
In this equation, ‘qpnet’ denotes the maximum specific productformation rate in the continuous process. In Eq. (10), Xt term hasbeen replaced with X0e−(�net t) as cell death has been considerednegligible in such a situation.
Mass transport through microfiltration membranes at steadystate condition is dependent on the specific membrane and cakeresistances [24]. Transport of the cells, the colloidal matters, thesubstrate and the product through the microfiltration membranesis based on the size exclusion mechanism. Incorporating membraneresistances, the solvent flux through micro filtration membranesmay be expressed as:
Jm = �P
�P(Rm + Rc + Rf )(11)
where Jm represents the solvent flux in permeate stream, �P,transmembrane pressure, Rm, the membrane resistance, Rf, themembrane fouling resistance which occurs due to irreversibleadsorption and pore plugging in membrane and Rc stands for thecake resistance, produced due to the formation of cake over themembrane surface. Using set flux approach under the condition ofF1 = F2 + F3 during microfiltration, changes in permeate volumetricflow rate and in the associated substrate–product concentrationswith respect to time could be avoided.
In the final stage of nanofiltration, transport of micro filtratedclear fermentation broth containing uncharged solutes like sucroseand undissociated lactic acid is mainly governed by diffusion andconvection mechanisms. Based on the mass balance, changes in theconcentrations of substrate and product after nanofiltration may beexpressed as:
VndPn
dT= F3Pm − F4Pn − F5Pr n (12)
VndSn
dT= F3Sm − F4Sn − F5Sr n (13)
where dPn/dT and dSn/dT represent respectively the changes in theconcentrations of the product and the substrate in the permeate

1 nginee
sm
F
F
wdPtdt
J
atttsvssfi
J
R
snv
3
3
hcMIurowalwtalktmed[hF
8 P. Dey, P. Pal / Biochemical E
tream with time. Under steady state conditions, Eqs. (12) and (13)ay be expressed as:
4Pn = F3Pm − F5Pr n (14)
4Sn = F3Sm − F5Sr n (15)
here F4 represents permeate flux after nanofiltration which isesignated in the next stage of modelling as volumetric flux (Jv).n and Sn denote lactic acid concentration and substrate concentra-ion respectively in the permeate stream. Volumetric flux is directlyependent on the uncharged solute flux (Js) which can be expressedhrough the extended Nernst–Plank equation [25] as:
s = KccV–Dpdc
dx− cDp
RTVs
dP
dX(16)
Eq. (16) shows that solute flux is influenced by convectivend diffusive transport. Compare to diffusive transport, convectiveransport influenced more in undissociated lactic acid transporthrough nanofiltration membranes from sugarcane juice fermen-ation broth solution [25]. In Eq. (16), V indicates radially averagedolution velocity and Vs indicates uncharged solute partial molarolume. Volumetric flux (Jv) and rejection (Rj) of the unchargedolutes are directly related to the concentration of the unchargedolute in the permeate (Cpn) and these parameters may be simpli-ed as:
v = JsCpn
(17)
j = 1 − Cpn
Cfn(18)
Detailed description of the selective transport of unconverteducrose and lactic acid from fermentation broth through cross flowanofiltration membrane module can be found in the authors’ pre-ious study [25].
. Materials and methods
.1. Experimental investigations
For fermentation experiments, L. delbrueckii (NCIM-2025), aomo-fermentative lactic acid producing bacterium in lyophilizedondition was brought from National Collection of Industrialicroorganisms (NCIM), National Chemical Laboratory, Pune,
ndia. For continuous operation, inoculated sugarcane juice wassed as inoculam. To estimate kinetic parameters of the bacte-ia, initially experiments were conducted with serial dilutionsf sugarcane juice where total sugar concentrations maintainedere (a)145.98 g/L, (b) 131.38 g/L, (c) 102.19 g/L, (d) 87.19 g/L
nd(e) 73 g/L. In those experiments, only microbes in MRSiquid broth were used as inoculum. Every time, the media
as supplemented with 4–15 g/L yeast extract, 5–10 g/L pep-one, 0.2 g/L MgSO4·7H2O, 0.005 g/L MnSO4·4H2O, 1.5 g/L sodiumcetate, 1.5 g/L KH2PO4, 1.5 g/L K2HPO4 and 5% of the inocu-um volume of overall used media for fermentation. Estimatedinetic parameters were used to develop the continuous sys-em model. Detailed descriptions on the preservation of the
icroorganism, media preparation, fermentation experiments,quipment, analytical assays, parameter estimation and proce-
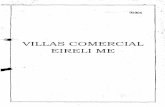
ures can be found in the experimental study of the authors23]. Schematic diagram of the continuous membrane integratedybrid reactor system with different stages has been presented inig. 1.ring Journal 79 (2013) 15– 24
3.2. Determination of kinetic parameters
The kinetic parameters have been estimated through regressionanalysis and the curve fitting techniques. Least square approachwas adopted to achieve the ‘best fit’ of the experimental data withthe model predictions.
3.2.1. Growth associated parameters and constantsGrowth associated constants are the product inhibition con-
stant (KB), the substrate limitation constant (Ks), glucose limitationconstant (Kg), fructose limitation constant (Kf), and the sub-strate inhibition constant (Ki) for the growth of the biomass.As pure sugar cane juice contains 132.3 g/L of sucrose, 7.9 g/Lof glucose and 5.7 g/L of fructose, there have been individualeffects of these carbohydrates on the microbial growth. Ki rep-resents substrate inhibition constant due to sucrose. Constantslike Kg, Kf and Ki values are actually half-velocity constants andcalculated by plotting the biomass growth rate against time.The constants like KB and Ks were calculated with the help ofEq. (5) considering biomass cell concentration as the objectivedependent variable and the substrate and the product concen-trations as the independent variables in the EXCEL plot (EXCEL2010).
3.2.2. Substrate–product inhibition constantsSubstrate inhibition constant for sugar consumption (Krs), prod-
uct inhibition constant for sugar consumption (Kps), substratelimitation constant for sugar consumption (Kss) and the maximumspecific sugar utilization rate (qs,max) were calculated using Eq. (6)following the same procedure as adopted in the computation of KB
and Ks. In this case, substrate concentration is considered as objec-tive dependent variable and the produced biomass concentration,as an independent variable.
The constants which relate the formation of product are sub-strate inhibition constant for lactic acid production (Kjp), productinhibition constant for lactic acid production (Kpp), substrate limita-tion constant for lactic acid production (Ksp), the maximum specificlactic acid production rate (qp,max) and the growth-associatedconstant in Luedeking–Piret model (˛). These parameters werecomputed using Eq. (7) and following the same procedure.
3.3. Determination of the membrane resistances
Membrane resistance Rm was calculated from pure water fluxexperiment using Hagen–Poiseuille equation as:
Jw = �P
�Rm(19)
where Jw represents pure water flux and � represents water vis-cosity. Liner increase of water flux with increasing transmembranepressure gives constant Rm value. The bacterial cake resistance (Rc)was computed using the following relation:
Rc = m
A˛2TMPn (20)
where m, A, ˛2 and n indicate bacterial mass, membrane sur-face area, cake resistance coefficient and compressibility index,respectively [24]. Bacterial cake resistance coefficient has beencalculated from cross flow experiments carried out at a con-stant pressure mode and by fitting the experimental data withmodel predicted data. Rf value was calculated with the help ofRm value and pure water filtration test after removing the cakes
on the membrane surface. In such conditions, pure water flux willbe only affected by membrane resistance and membrane foulingresistance and with known value of membrane resistance, foul-ing resistance can be easily determined. Cross-flow filtration has
nginee
bp
4
4
4
ttt11scc
P. Dey, P. Pal / Biochemical E
een done at different pressures (TMP) in order to calculate thearameter n.
. Results and discussion
.1. Influence of model parameters in lactic acid fermentation
.1.1. Biomass growthDuring the investigations, it was observed that glucose and fruc-
ose got totally consumed within the initial 4 h of fermentation forhe first two concentrations of sugarcane juice. For these concen-rations of sugarcane juice (total sugar concentrations 145.98 g/L,31.38 g/L), Kg and Kf values were estimated to be 1.99 g/L and
.41 g/L respectively but these parameters did not exhibit anyignificant impact on the kinetics where the initial total sugar con-entrations were below 131.38 g/L. Fig. 2 shows that at very lowoncentration of sugarcane juice (total sugar concentrations 73 g/L;Fig. 1. Schematic diagram of a two-stage mem
ring Journal 79 (2013) 15– 24 19
glucose 4.2 g/L, fructose 2.8 g/L, sucrose 66 g/L), glucose and fruc-tose had negligible effect on the specific growth rate of bacteriacompared to the effect of sucrose. Specific growth rate of the bacte-ria at such low concentration is comparatively higher than at otherconcentrations of sugarcane juice. At this condition, concentrationof sucrose was nine times greater than the total concentration ofglucose and fructose thus limiting the effect of glucose and fruc-tose. All the estimated kinetic parameter values have been listedin Table 1. The estimated value of the substrate limitation con-stant (Ks) for the biomass production was 0.75 g/L. The substrateinhibition constant Ki for the biomass growth was 105.82 g/L andthis indicates that below this substrate concentration, negligibleinhibition would occur. The cell death coefficient (Kdc) in Eq. (5)
explains the decrease of the biomass towards the end of the expo-nential phase and the effects are exhibited in Fig. 2. In the first twocases (total sugar 73 g/L and 102.19 g/L), generation of the biomasshad totally stopped after exponential growth phase and growthbrane integrated hybrid reactor system.

20 P. Dey, P. Pal / Biochemical Engineering Journal 79 (2013) 15– 24
Fem
rscavaa
4
i1bos(ct
TO
0
40
80
120
160
0 5 10 15 20 25 30
Tota
l S
ug
ar
Co
nce
ntr
ati
on
(g
L-1
)
Time (h)
Total Sugar 145. 98 g L -1 ( M) Total Sugar 145. 98 g L-1 (E)Total Sugar131.38 g L-1 (M) Total Sugar 131.38 g L-1 (E)Total Sugar 102. 19 g L -1 (M) Total Sugar 102. 19 g L-1 (E)Total Sugar 87.1 9 g L-1 (M) Total Sugar 87.1 9 g L -1 (E)Total Sugar 73 g L-1 (M) Total Sugar 73 g L-1 (E)
ig. 2. Generation of biomass concentrations (L. delbrueckii (NCIM-2025)) at differ-nt time interval from different concentrations of sugarcane juice: (M) representsodel predicted data; (E) represents experimental data.
ate of bacteria started declining rapidly. In the other cases (totalugar 145.98 g/L, 131.38 g/L and 102.19 g/L), biomass generationontinued even after the exponential growth phase and the over-ll bacterial growth rate then started declining with cell death. Kdcalue increased from 0.0065 h−1 at the maximum dilution of sug-rcane juice to 0.00269 h−1 for the pure sugar cane juice withoutny dilution.
.1.2. Substrate consumptionFrom the sugar consumption model, the value of the substrate
nhibition constant for sugar consumption (Krs) was estimated to be11.1 g/L and such a high value of Krs indicates that substrate inhi-ition had insignificant impact on the sugar consumption. Similarbservation has been made by Hofvendahl and Hagerdal [26] for
ubstrate inhibition. The values of the product inhibition constantKps) and the substrate limitation constant (Kss) on the substrateonsumption were estimated to be 12.02 g/L and 0.12 g/L, respec-ively. The maximum specific sugar uptake rate for sugar utilizationable 1ptimum parameter values for kinetic model of L. delbrueckii (NCIM-2025).
Kinetic parameter Values
Biomass production modelKs (g/l) 0.75Ki (g/l) 105.82Kg (g/l) 1.99Kf (g/l) 1.41Kb (g/l) 10.02
Sugar utilization modelqs,max (g/(g h)) 3.15Krs (g/l) 111.01Kss (g/l) 0.12Kps (g/l) 12.02
Lactic acid production modelKjp (g/l) 111.01Ksp (g/l) 1.12Kpp (g/l) 72.05qp,max (g/(g h)) 3.32
Fig. 3. Total substrate consumption profile at different time interval from differ-ent concentrations of sugarcane juice by L. delbrueckii (NCIM-2025): (M) representsmodel predicted data; (E) represents experimental data.
(qs,max) was estimated to be 3.15 g/(g h) at almost all the dilutions.From Fig. 3, it is clear that substrate consumption model couldpredict the process performance very well.
4.1.3. Product formationFrom the model, substrate limitation constant Ksp and inhibi-
tion constant Kjp for lactic acid production were estimated to be1.12 g/L and 111.01 g/L, respectively. Under non-neutralizing con-ditions, pH of the fermentation broth drops rapidly and at the endof fermentation and almost reaches a value as low as 3.0. Accordingto Henderson–Hasselbalch equation [2] and due to low pKa value oflactic acid (3.86), at such a low pH of fermentation broth, maximumlactic acid present in the fermentation broth is in an undissociatedcondition Therefore, product inhibition is only due to the factor Kpp
the value of which is estimated to be 72.05 g/L. Similar variationsin estimated (˛) values for different dilutions of whey were alsoreported by Altiok et al. [18]. But the estimated qp,max values atall the dilutions are estimated to be same as 3.32 h–1. Fig. 4 showsthat the model predictions corroborate well with the experimentalvalues. All the model-predicted values are tabulated in Table 1.
4.2. Simulation of the two stage continuous system
In the stage of cell recycle system, permeate flow rate fromthe microfiltration modules were adjusted similarly with the freshfeed dilution rates and also with the permeate flow rates fromthe nanofiltration modules to make the process fully continuous.After 15 h of initial fermentation, the growth kinetics, the sub-strate consumption kinetics and the product formation kinetics ofthe continuous system change due to the effect of introduction of
the fresh feed as well as recycling of the cells. Fig. 5 shows theexperimental and model predicted biomass concentrations underdifferent dilution rates and cross flow rates in a continuous produc-tion process. Biomass concentration profiles have been presented
P. Dey, P. Pal / Biochemical Engineering Journal 79 (2013) 15– 24 21
0
10
20
30
40
50
60
70
80
90
0 5 10 15 20 25 30 35
Lact
ic a
cid
Co
nce
ntr
ati
on
(g
L-1
)
Time (h)
Total Sugar 145.98 g L-1 (M) Total Sugar 145.98 g L-1 (E)Total Sugar 131. 38 g L -1 ( M) Total Sugar 131. 38 g L -1 (E)Total Sugar 102. 19 g L -1 ( M) Total Sugar 102. 19 g L -1 (E)Total Sugar 87.1 9 g L -1 (E) Total Sugar 87.1 9 g L -1 (M)Total Sugar 73 g L -1 (M) Total Sugae 73 g L-1 (E)
Fjr
uf(tbestD
Ftft
20
40
60
80
100
120
140
160
0 5 10 15 20 25 30 35
Toa
l su
ga
r C
on
cen
tra
tio
n (
g L
- 1)
Time (h )
at D =0.15h-1, u= 1908 m h -1(M) at D=0. 15 h-1, u= 1908 m h -1(E)
at D=0.168 h-1, u= 3168 m h-1(M) at D=0. 168 h-1, u= 3168 m h -1 (E)
at D=0.184 h-1, u= 4428 m h-1 (M) at D=0. 184h-1,u= 4428 m h-1(E)
ig. 4. Lactic acid production in initial study with different dilutions of sugarcaneuice by L. Delbrueckii (NCIM-2025): (M) represents model predicted data; (E) rep-esents experimental data.
p to the steady state conditions for three different cases. Althoughor an initial period of 15 h, biomass growth kinetics follow Eq.5), the value of Kdc remains zero as the biomass growth still con-inues beyond the exponential phase. Specific growth rate of theacteria in this case, is not similar to the specific growth rate asstimated for pure sugarcane juice. In the continuous production
ystem, sugar cane juice was first inoculated with bacteria and washen prepared by overnight incubation to avoid the initial lag phase.ue to the overnight incubation, the bacterium present in the1.89
2.39
2.89
3.39
3.89
4.39
4.89
0 5 10 15 20 25 30 35
Bio
ma
ss C
on
cen
tra
tio
n (
g L
-1)
Time (h)
at D= 0.1 5 h-1, u= 1908 m h -1 (M) at D=0. 168 h-1, u= 3168 m h -1 (M)
at D=0. 184 h-1. u=4 428 m h-1 (M) at D=0. 15 h-1, u= 1908 m h -1(E)
at D=0. 168h-1, u= 3168 m h -1 (E) at D= 0.1 84 h-1, u= 4428 m h-1(E)
ig. 5. Generation of biomass concentration inside the fermenter for continuous lac-ic acid production process, influenced by different cross flow velocities and fresheed dilution rates: (M) represents model predicted data; (E) represents experimen-al data.
Fig. 6. Total sugar consumption profile in continuous fermentation process of lacticacid, influenced by different cross flow velocities and fresh feed dilution rates: (M)represents model predicted data; (E) represents experimental data.
inoculum (sugarcane juice) was already in lag phase and thus itquickly adjusted with the sugarcane juice, present as a main mediainside the fermenter. In the three cases with different cross flowvelocities, fresh feed was introduced to the fermenter at the flowrates (F0) of 0.21 cm3/s, 0.24 cm3/s and 0.26 cm3/s, respectively. Theassociated dilution rates with these fresh feed introductions were0.15 h−1, 0.168 h−1 and 0.184 h−1 respectively where dilution isdefined as the ratio volumetric feed flow rate to the reactor volume.These dilution rates did not have direct influence on the differencemade in biomass growth after 15 h of initial study as biomass con-centrations in fresh feed were always zero (X0 = 0). Such variationsin the flow rates, however, had an indirect effect on the specificgrowth rates of the bacteria. In those three cases, with the intro-duction of fresh medium, fermented sugarcane juice were takenout from the fermenter with the flow rates (F1) of 41.66 cm3/s,69.44 cm3/s and 97.22 cm3/s, respectively. The cross flow veloci-ties which were associated with those flow rates were 0.53 m/s,0.88 m/s and 1.23 m/s. Combined effect of F0 and F2 flow rateshad an indirect negative impact on the specific growth rate (�net)of bacteria which was experimentally determined and was suc-cessfully incorporated in the models to express the initial growthpattern of the bacteria just after the initial phases. But the conditionchanged with the progress of time and the growth rate of bacteriastarted to increase rapidly. To achieve the steady state condition,cell bleeding was incorporated with the C values of 0.25, 0.30 and0.40 respectively to the corresponding three conditions of crossflow velocities of 0.53 m/s, 0.88 m/s and 1.23 m/s.
During the initial 15 h of continuous production, the maxi-mum specific sugar utilization rate (qs,max) increased to 4.20 g/g halthough the other parameters remained the same with the ini-tial feed of pure sugarcane juice. The cumulative effects of the flowrates (F0 and F1) were more in sugar consumption profile rather
than F2 as F0 contained the fresh substrate with total sugar concen-tration of 145.98 g/L and it had been assumed that the negligibleamount of substrate was recycled back to the fermenter. Differ-ent continuous sugar consumption profiles have been presented
22 P. Dey, P. Pal / Biochemical Engineering Journal 79 (2013) 15– 24
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20 25 30 35
Lact
ic a
cid
Co
nce
ntr
atr
ati
on
(g
L- 1
)
Time (h)
at D=0.15 h-1, u= 1908 m h -1 (E) at D = 0. 15 h-1, u= 1908 m h -1 (M)
at D = 0. 168 h-1, u= 3168 m h -1(M) at D= 0.1 68 h-1, u= 3168 m h-1 (E)
at D=0.184 h-1, u= 4428 m h -1 (E) at D=0. 184 h-1, u= 4428 m h -1(M)
Fbp
ia0ptbodiu
tiAn(
artptwfll1
4n
bca1t1D
0
0.5
1
1.5
2
2.5
3
3.5
4
4.5
0 2 4 6 8 10
Rf+
Rc
(m-1
)
Time (h)
J = 15.72 l m -2 h-1 , u = 1908 m h-1
J = 17.5 l m-2 h-1 , u = 3168 m h-1
J = 19.08 l m-2 h-1, u= 4 428 m h-1
ig. 7. Lactic acid production profile in continuous fermentation process, influencedy different cross flow velocities and fresh feed dilution rates: (M) represents modelredicted data; s(E) represents experimental data.
n Fig. 6. The yield (Yps) of the product on substrate consumptionst different cross flow velocities were experimentally calculated as.96 g/g, 0.94 g/g and 0.92 g/g, respectively. The sugar consumptionrofile reached the steady state condition when the deviation ofhe specific growth rate (�net) was smoothed out with proper cellleeding. Nishiwaki and Dunn [20] had described a similar typef sugar consumption profile by incorporating dilution rates (D)irectly in the model equation. Kwon et al. [19] developed the sim-
lar type of mass balance equation for their hollow-fibre membranenit by incorporating the complex titration constant.
During the initial hours of continuous lactic acid production,he parameters (Kjp, Ksp and Kpp) remained the same but themax-mum specific sugar utilization rate (qp,max) changed to 3.40 g/g h.t the cell recycle continuous mode, only flow rate (F1) affects sig-ificantly the product formation kinetics as the fresh feed flow rateF0) and cell recycle flow rate (F2) contain no product.
Fig. 7 shows the experimental and the predicted values of lacticcid production in a continuous system and the profiles have beenepresented up to the time when it reaches the steady state condi-ion. Bouguettoucha et al. [21] formulated similar kind of lactic acidroduction kinetics for pH-controlled production system. The lac-ic acid concentrations maintained at those steady state conditionsere 82.68 g/L, 77.62 g/L and 72.53 g/L corresponding to the crossow velocities of 0.53 m/s, 0.88 m/s and 1.23 m/s, respectively. The
actic acid productivities achieved under these conditions were2.40 g/L h, 13.04 g/L h and13.35 g/L h, respectively.
.3. Constant permeate fluxes through microfiltration andanofiltration membrane modules
For microfiltration with PVDF (polyvinylidene fluoride) mem-rane, Rm value was calculated as 7.64 × 1011 m−1. The cakeompressibility index (n) which depends on the particle sizend shape was calculated as 0.61. Constant permeate fluxes of
5.72 L/m2 h, 17.5 L/m2 h and 19.08 L/m2 h were maintained athree different cross flow velocities of 0.53 m/s, 0.88 m/s and.23 m/s respectively during microfiltration in the set flux method.uring such microfiltration, changes in the membrane foulingFig. 8. Increase of microfiltration membrane fouling resistance and cake resistancewith time during set flux experiments at different operating modes.
resistance and the cake resistance with time have been presentedin Fig. 8. Increase in membrane cake resistance with time is fasterthan that of the fouling resistance. Similar observation has beenmade by Lee et al. [27]. Due to the flat sheet cross flow membranemodules, membrane fouling resistance and cake resistance weresignificantly lower than those reported in the literature [27]. The setflux approach and the flexibility to use variable number of modulesin the system are very helpful in achieving the desired industrialflux rates without much fouling problem.
During the final stage of nanofiltration with NF-2 membrane,permeate fluxes (Jv) of 62.5 L/m2 h, 71.62 L/m2 h and 76.03 L/m2 hwere easily achieved at transmembrane pressures of 13 kg/cm2,15 kg/cm2 and 16 kg/cm2 respectively and with a cross flow velocityof 1.6 m/s. Fluxes (Jv) and rejections of solutes at different trans-membrane pressures have been exhibited in Fig. 9. Undissociatedlactic acid concentrations in permeate streams (Cpn) were mea-sured as 66.97 g/L, 61.31 g/L and 56.55 g/L under the mentionedoperating conditions. The first operating condition was better interms of lactic acid concentration as Rj was comparatively low. Inthe case of fermentation broth, rejection of a particular solute isdependent on the presence of other solutes that may affect the poreradius (pore swelling) or the solute hydrodynamic radius [25]. Highcross flow velocity and clarity of micro filtered fermentation con-centration polarization problem could be kept at the minimum byhigh cross flow rates and clear nature of the filtered broth.
4.4. Error analysis
To check model performance, statistical analysis through com-putation of some standard parameters has been done. The relativeerror (RE), Willmott index of arrangement (d) and the correlationcoefficients (R2) were used to evaluate the degree of fit of the modelfor each experimental data set. Root mean square error (RMSE) wasone such parameter, calculated as:
RMSE =√∑n
i=1(Pi − Ei)2
n(21)
where Ei is the experimental value, Pi is the predicted (model) valueand n is the no. of points analyzed. From this RMSE value RE (relativeerror) were computed as:
RE = RMSE−→E
(22)

P. Dey, P. Pal / Biochemical Engineering Journal 79 (2013) 15– 24 23
0
20
40
60
80
100
120
0
10
20
30
40
50
60
70
80
90
100
0 5 10 15 20 25
Pu
re w
ate
r fl
ux
/Fer
men
tati
on
bro
th f
lux
(L
m-2
h-1
)
Transme mbrane Pr essure ( Δ P 10 4) (Kg m-2)
Rej
ecti
on
(%
)
Permea te Flu x
(Fermentation broth)(M)
Permea te Flu x
(Fer menta tio n brot h)(E)
Sucrose rejection (M)
Sucr ose Rejec tio n(E)
Lactic acid rejection(M)
Lactic acid rejection(E)
Fig. 9. Change in nanofiltration permeate fluxes of fermentation broth, lactic acid rejectirepresents model predicted data; (E) represents experimental data.
Table 2RE and R2 values for every set of experiments.
RE R2 d Experiment
0.04 0.989 0.973 Biomass production (initial study)0.03 0.994 0.975 Sugar consumption (initial study)0.022 0.991 0.980 Product formation (initial study)0.035 0.989 0.972 Biomass production in continuous
system0.018 0.985 0.969 Sugar consumption in continuous
system0.025 0.997 0.981 Product formation in continuous
system0.032 0.992 0.979 Microfiltration membrane
resistance calculation
wve
d
ophtmcp
5
drttcTmLvhtp
[
[
[
[
0.026 0.989 0.974 Nanofiltration Experiments withfermentation broth
here −→E stands for mean of the experimental data. Similarly the
alue of Willmott index of arrangement (d) is calculated using thequation below:
= 1 −∑n
i=1(Pi − Ei)2
∑ni=1{|(Pi − E)| + |(Ei − E)|}2
The relative error (RE) was always <0.10, d ≥ 0.95 and the valuef overall correlation coefficient (R2) >0.980 indicates very gooderformance by the model for all practical purposes. These valuesave been mentioned in Table 2 for every set of conditions. Duringhe experimental investigations, random errors were kept at the
inimum possible levels through averaging. In each case, R2 valuelose to 0.99 indicates that the developed model could very wellredict the performance of the system.
. Conclusion
A mathematical model of continuous and fermentative pro-uction of L (+) lactic acid in a membrane-integrated hybrideactor system has been developed. The model captures the reac-ion kinetics under substrate–product inhibitions and the relevantransport phenomena in the downstream separation and purifi-ation through membranes under different filtration regimes.hat the model can successfully predict performance of the fullyembrane-integrated hybrid process for direct production of
(+)lactic acid instead of lactate salts is evident in high average
alue of the overall correlation coefficient (R2 > 0.985) and theigh Willmott d-index value (>0.986). The findings are expectedo be very useful in industrial scale up of a novel lactic acidroduction scheme from a cheap and renewable carbon source[
[
ons, unconverted sucrose rejections with increasing transmembrane pressure: (M)
in a continuous, simple, compact and eco-friendly productionplant.
Acknowledgements
The authors are thankful to the Department of Science and Tech-nology (DST), Government of India for the provided funds underDST-FIST programme (SR/FST/ET1-204/2007) and Green Technol-ogy Programme (SR/S5/GC-05/2008) with which the infrastructurefor the present research was developed and necessary researchmaterials were procured.
References
[1] L. Giorno, K. Chojnacka, L. Donato, E. Drioli, Study of a cell-recycle membranefermentor for the production of lactic acid by Lactobacillus bulgaricus, Ind. Eng.Chem. Res. 41 (2002) 433–440.
[2] M.I. Gonzalez, S. Alvarez, F.A. Riera, R. Alvarez, Lactic acid recovery from wheyultra filtrate fermentation broths and artificial solutions by nanofiltration,Desalination 228 (2008) 84–96.
[3] B.C. Uribe, M.C.V. Vela, S.A. Blanco, M.I.A. Miranda, E.S. Costa, Nanofiltrationof sweet whey and prediction of lactose retention as a function of permeateflux using the Kedem-Spiegler and Donnan steric portioning models, Sep. Purif.Technol. 56 (2007) 38–46.
[4] Tejayadi, M. Cheryan, Lactic acid from cheese whey permeates productivity andeconomics of a continuous membrane bioreactor, Appl. Microbiol. Biotechnol.43 (1995) 242–248.
[5] R. Jeantet, J.L. Maubois, Semi continuous production of lactic acid in a bioreactorcoupled with nanofiltration membranes, Enzyme Microbial Technol. 16 (1996)614–619.
[6] M.C. Duke, A. Limb, S.C. Luz, Lactic acid enrichment with inorganic nanofil-tration and molecular sieving membranes by pervaporation, Food Bioprod.Process. 864 (2008) 290–295.
[7] P. Pal, J. Sikder, S. Roy, L. Giorno, Process intensification in lactic acid produc-tion: a review of membrane based processes, Chem. Eng. Process. 48 (2009)1549–1559.
[8] P. Dey, P. Pal, Direct production of L(+) lactic acid in a continuous and fullymembrane-integrated hybrid reactor system under non-neutralizing condi-tions, J. Membr. Sci. 389 (2012) 355–362.
[9] C.J. Gadjil, K.V. Venkatesh, Structured model for batch culture growth of Lacto-bacillus bulgaricus, J. Chem. Technol. Biotechnol. 68 (1997) 89–93.
10] R. Ludeking, E.L. Piret, A kinetic study of the lactic acid fermentation, J. Biochem.Microbiol. 1 (1959) 393–412.
11] M. Boonmee, N. Leksawasdi, W. Bridge, P.L. Rogers, Batch and continuous cul-ture of Lactococcuslatis NZ133: experimental data and model development,Biochem. Eng. J. 14 (2003) 127–135.
12] D. Charalampopoulos, J.A. Vazquez, S.S. Pandiella, Modelling and validationof Lactobacillus plantarum fermentations in cereal-based media with differ-ent sugar concentrations and buffering capacities, Biochem. Eng. J. 44 (2009)96–105.
13] A.D. Nandasana, S. Kumar, Kinetic modelling of lactic acid production frommolasses using Enterococcus faecalis RKY1, Biochem. Eng. J. 38 (2008) 277–284.
14] A. Amrane, Y. Prigent, Analysis of growth and production coupling for batch cul-tures of Lactobacillus helveticus with the help of an unstructured model, ProcessBiochem. 34 (1999) 1–10.
15] A. Bouguettoucha, B. Balannec, A. Amrane, Unstructured generalized mod-els for the analysis of the inhibitory and the nutritional limitation effects on

2 nginee
[
[
[
[
[
[
[
[
[
[
[
4 P. Dey, P. Pal / Biochemical E
Lactobacillus helveticus growth: models validation, Biochem. Eng. J. 39 (2008)566–574.
16] A. Bouguettoucha, B. Balannec, S. Nacef, A. Amrane, A generalised unstructuredmodel for batch cultures of Lactobacillus helveticus, Enzyme Microbial Technol.41 (2007) 377–382.
17] D. Nancib, Lactic acid production by Lactobacillus casei subsp. Rhamnosusgrowing on date juice: batch, fed-batch and continuous culture kinetics andoptimization, University of Nancy, Nancy, France, 2007 (thesis).
18] D. Altiok, F. Tokatli, S. Harsa, Kinetic modelling of lactic acid production fromwhey by Lactobacillus casei (NRRL B-441), J. Chem. Technol. Biotechnol. 81(2006) 1190–1197.
19] S. Kwon, I.K. Yoo, W.G. Lee, H.N. Chang, High-rate continuous production oflactic acid by Lactobacillus rhamnosus in a two-stage membrane cell-recyclebioreactor, Biotechnol. Bioeng. 73 (2001) 25–34.
20] A. Nishiwaki, I.J. Dunn, Performance of a two-stage fermenter with cell recyclefor continuous production of lactic acid, Bioprocess. Eng. 21 (1999) 299–305.
21] A. Bouguettoucha, S. Nacef, B. Balannec, A. Amrane, Unstructured models forgrowth and lactic acid production during two-stage continuous cultures ofLactobacillus helveticus, Process Biochem. 44 (2009) 742–748.
[
ring Journal 79 (2013) 15– 24
22] H.N. Chang, N. Kim, J. Kang, C.M. Jeong, J. Choi, Q. Fei, B.J. Kim, S. Kwon, S.Y. Lee,J. Kim, Multi-stage high cell continuous fermentation for high productivity andtiter, Bioprocess. Biosyst. Eng. 34 (2011) 419–431.
23] P. Dey, J. Sikder, S. Roy, P. Pal, Fermentative lactic acid production from a renew-able carbon source under response surface optimized conditions without alkaliaddition: a membrane-based green approach, Clean Technol. Environ. Policy 14(5) (2012) 150–159.
24] F.Y. Yamashita, T. Kokugan, An improved model for cross-flow microfiltra-tion properties of lactic acid fermentation broth, J. Chem. Eng. Jpn. 43 (2010)993–997.
25] P. Dey, L. Linnanen, P. Pal, Separation of lactic acid from fermentation broth bycross flow nanofiltration: membrane characterization and transport modelling,Desalination 288 (2012) 47–57.
26] K. Hofvendahl, B.H. Hagerdal, Factors affecting the fermentative lactic acid
production from renewable resources, Enzyme Microbial Technol. 26 (2000)87–107.27] S.M. Lee, J.Y. Jung, Y.C. Chumgn, Novel method for enhancing permeate flux ofsubmerged membrane system in two phase anaerobic reactor, Water Res. 35(2001) 471–477.