

Bahan TUGAS INDIVIDU
128
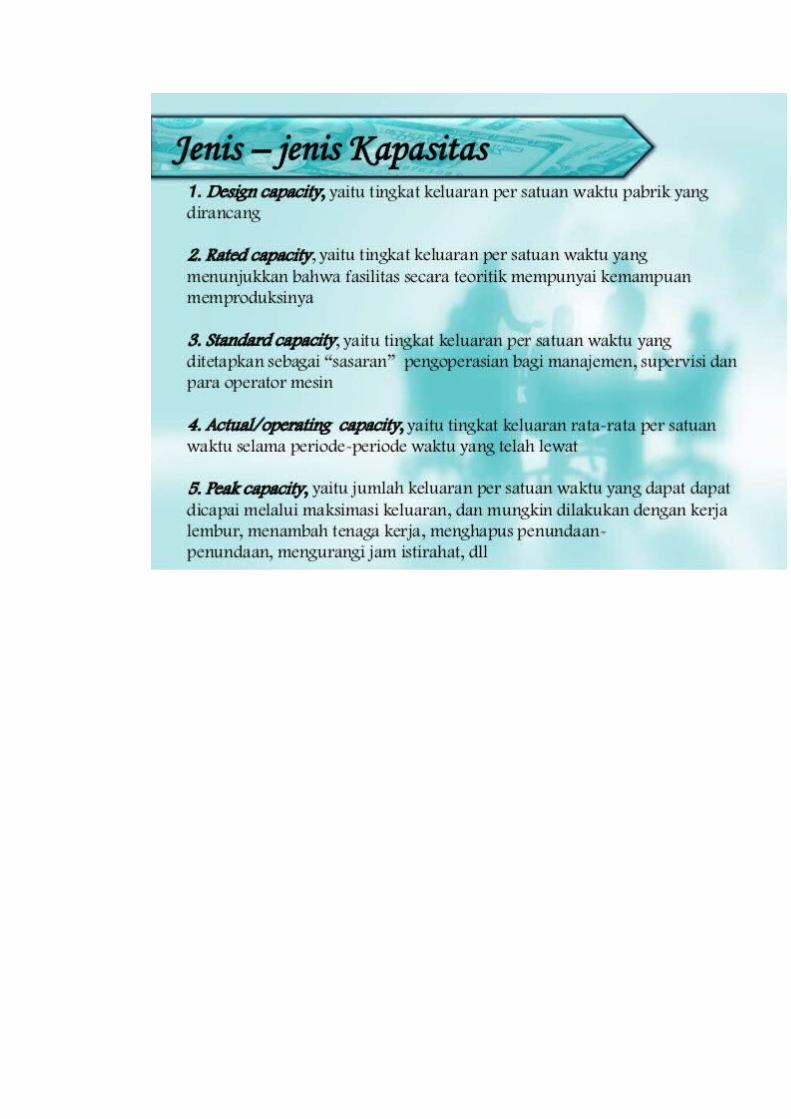
Perencanaan Kapasitas http://taufikep.blogspot.com/2013/06/perencanaan- kapasitas.htmlhttp://taufikep.blogspot.com/2013/06/ perencanaan-kapasitas.htmlhttp://taufikep.blogspot.com/ 2013/06/perencanaan-kapasitas.html 1. Kapasitas Kapasitas (capacity) adalah hasil produksi atau volume pemprosesan (troughput) atau jumlah unit yang dapat ditangani, diterima, disimpan, atau diproduksi oleh sebuah fasilitas dalam suatu periode waktu tertentu. (Jay Heizer dan Barry Render Manajemen Operasi Edisi ketujuh 2006). Kapasitas menentukan : a. Persyaratan modal sehingga mempengaruhi sebagian besar biaya tetap. b. Menentukan apakah permintaan dapat dipenuhi atau apakah fasilitas yang ada berlebihan. Jika kapasitas terlalu besar, sebagian fasilitas akan menganggur dan akan terdapat biaya tambahan yang dibebankan pada produksi yang ada. Kapasitas dihitung berdasarkan = (jumlah dari mesin atau pekerja) x (jumlah waktu kerja) x (waktu penggunaan) x (efisiensi) Dalam produksi dan manajemen operasi, terdapat tiga tipe dari kapasitas yaitu: 1) Potential Capacity Kapasitas yang dapat dibentuk untuk membantu pimpinan untuk mengambil keputusan. Ini merupakan inti
Transcript of Bahan TUGAS INDIVIDU

Perencanaan Kapasitas
http://taufikep.blogspot.com/2013/06/perencanaan-
kapasitas.htmlhttp://taufikep.blogspot.com/2013/06/
perencanaan-kapasitas.htmlhttp://taufikep.blogspot.com/
2013/06/perencanaan-kapasitas.html
1. KapasitasKapasitas (capacity) adalah hasil produksi atau
volume pemprosesan (troughput) atau jumlah unit yang
dapat ditangani, diterima, disimpan, atau diproduksi oleh
sebuah fasilitas dalam suatu periode waktu tertentu. (Jay
Heizer dan Barry Render Manajemen Operasi Edisi ketujuh
2006).
Kapasitas menentukan :
a. Persyaratan modal sehingga mempengaruhi sebagian
besar biaya tetap.
b. Menentukan apakah permintaan dapat dipenuhi atau
apakah fasilitas yang ada berlebihan. Jika kapasitas
terlalu besar, sebagian fasilitas akan menganggur dan
akan terdapat biaya tambahan yang dibebankan pada
produksi yang ada.
Kapasitas dihitung berdasarkan = (jumlah dari mesin
atau pekerja) x (jumlah waktu kerja) x (waktu penggunaan)
x (efisiensi)
Dalam produksi dan manajemen operasi, terdapat tiga
tipe dari kapasitas yaitu:
1) Potential Capacity
Kapasitas yang dapat dibentuk untuk membantu
pimpinan untuk mengambil keputusan. Ini merupakan inti
dari keputusan jangka panjang yang tidak akan terpengaruh
oleh manajemen produksi per hari.
2) Immediate Capacity
Jumlah dari kapasitas produksi yang dapat dibentuk
menjadi tersedia dalam jangka waktu yang singkat. Ini
merupakan kapasitas maksimum dari kapasitas Potensial
(diasumsikan digunakan secara produktif).
3) Effective capacity
Merupakan suatu konsep penting. Tidak seluruh
kapasitas produksi sesungguhnya dapat digunakan atau
terbuang. Ini merupakan hal penting untuk seorang manager
produksi untuk apakah kapasitas sesungguhnya dapat
tercapai.
Perbedaan antara kapasitas dari sebuah organisani dan
permintaan dari seluruh pelanggan adalah mengenai
ketidakefisien, begitu juga ketika sumber tidak dapat
digunakan atau tidak dapat dipenuhi oleh customer.
Permintaan untuk kapasitas sebuah organisasi bervariasi
berdasarkan perubahan produk yang tersedia, seperti
peningkatan dan penurunan kuantitas produksi dari produk
yang tersedia, atau menciptaka produk yang baru.
Penggunaan yang terbaik dari kapasitas yang tersedia
dapat memenuhi pembaharuan dalam overall equipment effectiveness
(OEE). Kapasitas dapat meningkat melalui pengenalan teknik
baru, peralatan dan bahan, penambahan jumlah tenaga kerja
atau mesin, peningkatan jumlah jam kerja, atau penyediaan
fasilitas produksi.

1.1 Pengertian Perencanaan Kapasitas
Perencanaan kapasitas adalah proses untuk memutuskan
kebutuhan kapasitas produksi oleh perusahaan untuk
mempertemukan perubahan permintaan setiap produk.
(http://en.wikipedia.org/wiki/Capacity planning)
1.2 Tujuan Perencanaan Kapasitas
Tujuan perancanaan kapasitas adalah pencapaian
tingkat utilitas tinggi dan tingkat pengembalian
investasi yang tinggi, dimana penetapan ukuran fasilitas
sangatlah menentukan.
1.3 Perencanaan Kapasitas dapat Dilihat dalam tiga Horizon
waktu:
a. Kapasitas jangka pendek (< 3 bulan)
Perencanaan kapasitas jangka pendek –kurang dari tiga
bulan . ini dikaitkan pada proses penjadwalan harian atau
mingguan dan menyangkut pembuatan penyesuian –penyesuian
untuk menghapus ‘’ variance’’ antara keluaran yang
direncanakan dan keluaran nyata . keputusan perencanaan
mencakup alternatif – alternatif seperti kerja lembur,
pemindahan personalia, penggantian routing produksi
b. Kapasitas jangka menengah (3-18 bulan)
Perencanaan kapasitas jangka menengah ( intermediet
range) - rencana- rencana bulanan atau kuartalan untuk 3
sampai 18 bulan yang atau yang akan datang. Dalam hal
ini, kapasitas juga bervariasi karena alternative –
alternative seperti penarikan tenaga kerja, pemutusan
kerja, peralatan – peralatan bukan utama.
c. Kapasitas jangka panjang p (>1 tahun)

Perencanaan kapasitas jangka panjang (long time) – lebih
dari satu tahun. Di mana sumber daya produktif memakan
waktu lama untuk memperoleh atau menyelesaikan, seperti
bangunan, peralatan atau fasilitas. Perencanaan kapasitas
jangka panjang memerlukan partisipasi dan persetujuan
manajemen puncak.
PERENCANAAN KAPASITAS JANGKA PENDEK
Perncanaan kapasitas jangka
pendek diguakan untuk menangani secara ekonomis hal-hal
yang sifatnya mendadak di masa yang akan datang, misalnya
untuk memenuhi permintaan yang bersifat mendadak atau
seketika dalam jangka waktu pendek. Kebanyakan perusahaan
tidak beroperai penuh selama 24 jam per hari dan tidak
pernah beroperasi penuh tujuh hari per minggu. Jika
perusahaan beroperasi penuh delapan jam per hari (satu
shif) dan lima hari per minggu, maka kapasitas normal jam
kerja perusahaan adalah 40 jam per minggu. Namun demikian
40 jam per minggu bukanlah kapasitas maksimum yang
dimiliki. Dalam banyak kasus perusahaan dimungkinkan
untuk bekerja melebihi kapasitas norma;, sehingga
kapasitas output maksimumnya lebih dari 40 jam kerja.
Menghadapi kondisi seperti ini,
untuk menambah atau menurunkan kapasitas mungkin
perusahaan melakukan penambahan dan pengurangan jam
kerja, melakukan sub-Kontrak dengan perusahaan lain
apabila terjadi 1989.di perubahan permintaan. Untuk

meningkatkan kapasitas jangka pendek terdapat lima cara
yang dapat digunakan perusahaan (krajewzki & Ritzman),
1. Meningkatkan jumlah sumber daya;
a. Penggunaan kerja lembur
b. Penambahan regu kerja
c. Memerikan kesempatan kerja secara part-time
d. Sub-Kontrak
e. Kontrak kerja
2. Memperbaiki penggunaan sumber daya:
a. Mengatur regu kerja
b. Menetapkan skedul
3. Memodifikasi produk:
a. Menentukan standar produk
b. Melakukan perubahan jasa operasi
c. Melakukan pengawasan kualitas
4. Memperbaiki permintaan:
a. Melakukan perubahan harga
b. Melakukan perubahan promosi
5. Tidak memenuhi permintaan:
a. Tidak mensuplai semua permintaan
PERENCANAAN KAPASITAS JANGKA PANJANG
Perencanaan kapasitas jangka
pajang merupakan strategi operasi dalam menghadapi segala
kemungkinan yang akan terjadi dan sudah dapat
diperkirakan sebelumnya. Misalnya, rencana untuk
menurunkan biaya produksi per unit, dalam jangka pendek
sangat sulit utuk dicapai karena unit produk yang

dihasilkan masih berskala kecil, tetapi dalam jangka
panjang rencana tersebut dapat dicapai dengan
meningkatkan kapasitas produksi. Persoalan yag timbul
adalah berapa jumlah produk yang dihasilkan agar biaya
produksi seminimum mungkin.
Penentuan jumlah produksi yang dapat menghasilkan
biaya minimum perlu diperhatikan berbagai faktor seperti:
a. Pola permintaan jangka panjang
b. Siklus kehidupan produk yan dihasilkan
Dalam kaitan dengan kapasitas jangka panjang,
terdapat dua strategi yang dapat ditempuh perusahaan:
a. Strategi melihat dan menuggu (wait and see strategy)
Strategi ini dapat dikatakan pula sebagai strategi
hati-hati, karena kapasitas produksi akan dinaikkan
apabila yakin permintaan konsumen sudah naik. Strategi
ini diperoleh dengan pertimbangan bahwa, setiap kali
terjadi kelebihan kapasitas perusahaan harus menanggung
risiko karena investasi yang dilakukan hanya ditanggung
dalam unit yang sedikit, akibatnya biaya produksi menjadi
tinggi.
b. Strategi ekspansionis
Strategi ekspansionis yaitu kapasitas selalu melebihi
atau diatas permintaan. Dengan strategi perusahaan
berharap tidak terjadi kekurangan produk di pasaran yang
dapat menyebabkan adanya peluang masuknya produsen lain.
Selain itu perusahaan untuk memberikan pelayanan terbaik
dengan cara menjamin tersedianya produk di pasaran.
1.4.Perancanaan Kebutuhan Kapasitas
Agar dapat menyesuaikan tingkat kebutuhan kapasitas
untuk menanggapi naik turunnya permintaan pasar, perlu
dilakukan forecast penjualan dan merencanakan perubahan –
perubahan cenderung terjadi tiba – tiba dan drastic,
sehingga akan lebih memakan waktu.
Forecast dilakukan untuk menyusun skedul produksi
induk (master production schedule)dan untuk mengecek
permintaan kapasitas diwaktu yang akan datang
dibandingkan dengan kapasitas yang tersedia. kapasitas
menetapkan batasan –batasan atas bagi skedul – skedul
produksi. kapasitas juga memberikan batasan bahwa,
karena selama periode penjualan rendah adalah tidak
ekonomik untuk mengurangi kapasitas secara dastik.
Kapasitas Tenaga Kerja dan Kerja Lembur untuk PerluasanKapasitas
Bagi perusahaan biasanya adalah tidak ekonomik untuk
menambah dan mengurangi tenaga krja dengan naik dan
turunnya penjualan. Ini bukan berarti bahwa jumlah
karyawan adalah sumber daya kapasitas yang tetap, tetapi
penyesuaian-penyesuaian besar (substansial) dapat dibuat
tanpa harus menarik lebih banyak orang dan kemudian
memutuskan hubungan kerja dengan mereka.
Sebagai contoh, anggap bahwa suatu perusahaan untuk
membuat produknya memerlukan karyawan yang bekerja normal
5 hari selama 40 jam dengan jumlah sebagai berikut:
Juni ................ 300Juli ................ 400
Agustus ............... 600September ............... 450Oktober ............... 400

Beban tenaga kerja dalam bulan Agustus adalah dua kali
lipat bulan Juni. Bagaimanapun juga, jumlah orang yang
dibutuhkan adalah dalam artian “karyawan ekuivalen” yang
bekerja 40 jam satu minggu. Tetapi jumlah jam per
minggunya dapat diubah, dan kelebihan jumlah kerja dapat
sub kontrakkan atau dengan penimbunan persediaan.
Berikut ini merupakan sebuah rencana yang fleksibel
bagi jam kerja pabrik untuk memenuhi kebutuhan penjualan
dengan menggunakan tenaga kerja konstan:
Bulan Jumlah karyawan
Jumlah jam per minggu
Karyawan ekuivalenyang dikontrak dari luar.
Juni 350 34 -Juli 350 46 -Agustus 350 58 92September
350 51 -
Oktober 350 46 -Penggunaan kerja lembur, subkontrak dari luar, atau
penimbunan persediaan merupakan keputusan-keputusan
manajerial dan tergantung pada biaya-biaya relatif
masing-masing alternatif.
Khusus tentang kerja lembur yang direncanakan untuk
menghadapi periode-periode penjualan puncak mempunyai
berbagai kebaikan dan kelemahan. Kebaikan kerja lembur
adalah menaikkan upah karyawan sehingga akan membuat para
karyawan lebih senang. Kerja lembur meminimumkan
kebutuhan penarikan lebih banyak karyawan dan
memberhentikan mereka. Perubahan jumlah karyawan, naik
atau turun, biasanya menghasilkan produktifitas rendah.

Disamping itu, kadang-kadang perusahaan tidak dapat
memperoleh cukup orang dengan keterampilan-keterampilan
yang disyaratkan.
Perencanaan tenaga kerja memerlukan pertimbangan-
pertimbangan lain, seperti hilangnya produksi karena
kelelahan, tingkat absensi dan perputaran tenaga kerja.
Disisi lain, karyawan tidak langsung mendukung pekerjaan
perlu juga direncanakan sebaik mungkin. Ini terutama
orang-orang tidak langsung mungkin merupakan para
karyawan teknik yang sulit didapatkan karena sulit untuk
melakukan estimasi berapa banyak karyawan tidak langsung
yang dibutuhkan. Banyak perusahaan menggunakan suatu
jenis rasio antara karyawan tidak langsung dengan
karyawan langsung atau dengan beban kerja pabrik untuk
melakukan estimasi tersebut.
Perencanaan Kapasitas
1. KapasitasKapasitas (capacity) adalah hasil produksi atau volume
pemprosesan (troughput) atau jumlah unit yang dapat ditangani,
diterima, disimpan, atau diproduksi oleh sebuah fasilitas
dalam suatu periode waktu tertentu. (Jay Heizer dan Barry
Render Manajemen Operasi Edisi ketujuh 2006).
Kapasitas menentukan :

a. Persyaratan modal sehingga mempengaruhi sebagian besar
biaya tetap.
b. Menentukan apakah permintaan dapat dipenuhi atau apakah
fasilitas yang ada berlebihan. Jika kapasitas terlalu besar,
sebagian fasilitas akan menganggur dan akan terdapat biaya
tambahan yang dibebankan pada produksi yang ada.
Kapasitas dihitung berdasarkan = (jumlah dari mesin atau
pekerja) x (jumlah waktu kerja) x (waktu penggunaan) x
(efisiensi)
Dalam produksi dan manajemen operasi, terdapat tiga tipe
dari kapasitas yaitu:
1) Potential Capacity
Kapasitas yang dapat dibentuk untuk membantu pimpinan
untuk mengambil keputusan. Ini merupakan inti dari keputusan
jangka panjang yang tidak akan terpengaruh oleh manajemen
produksi per hari.
2) Immediate Capacity
Jumlah dari kapasitas produksi yang dapat dibentuk
menjadi tersedia dalam jangka waktu yang singkat. Ini
merupakan kapasitas maksimum dari kapasitas Potensial
(diasumsikan digunakan secara produktif).
3) Effective capacity
Merupakan suatu konsep penting. Tidak seluruh kapasitas
produksi sesungguhnya dapat digunakan atau terbuang. Ini
merupakan hal penting untuk seorang manager produksi untuk
apakah kapasitas sesungguhnya dapat tercapai.

Perbedaan antara kapasitas dari sebuah organisani dan
permintaan dari seluruh pelanggan adalah mengenai
ketidakefisien, begitu juga ketika sumber tidak dapat
digunakan atau tidak dapat dipenuhi oleh customer. Permintaan
untuk kapasitas sebuah organisasi bervariasi berdasarkan
perubahan produk yang tersedia, seperti peningkatan dan
penurunan kuantitas produksi dari produk yang tersedia, atau
menciptaka produk yang baru. Penggunaan yang terbaik dari
kapasitas yang tersedia dapat memenuhi pembaharuan dalam overall
equipment effectiveness (OEE). Kapasitas dapat meningkat melalui
pengenalan teknik baru, peralatan dan bahan, penambahan jumlah
tenaga kerja atau mesin, peningkatan jumlah jam kerja, atau
penyediaan fasilitas produksi.
1.1 Pengertian Perencanaan Kapasitas
Perencanaan kapasitas adalah proses untuk memutuskan
kebutuhan kapasitas produksi oleh perusahaan untuk
mempertemukan perubahan permintaan setiap produk.
(http://en.wikipedia.org/wiki/Capacity planning)
1.2 Tujuan Perencanaan Kapasitas
Tujuan perancanaan kapasitas adalah pencapaian tingkat
utilitas tinggi dan tingkat pengembalian investasi yang
tinggi, dimana penetapan ukuran fasilitas sangatlah
menentukan.
1.3 Perencanaan Kapasitas dapat Dilihat dalam tiga Horizon
waktu:
a. Kapasitas jangka pendek (< 3 bulan)
Perencanaan kapasitas jangka pendek –kurang dari tiga bulan .
ini dikaitkan pada proses penjadwalan harian atau mingguan dan
menyangkut pembuatan penyesuian –penyesuian untuk menghapus ‘’
variance’’ antara keluaran yang direncanakan dan keluaran

nyata . keputusan perencanaan mencakup alternatif – alternatif
seperti kerja lembur, pemindahan personalia, penggantian
routing produksi
b. Kapasitas jangka menengah (3-18 bulan)
Perencanaan kapasitas jangka menengah ( intermediet range) -
rencana- rencana bulanan atau kuartalan untuk 3 sampai 18
bulan yang atau yang akan datang. Dalam hal ini, kapasitas
juga bervariasi karena alternative – alternative seperti
penarikan tenaga kerja, pemutusan kerja, peralatan – peralatan
bukan utama.
c. Kapasitas jangka panjang p (>1 tahun)
Perencanaan kapasitas jangka panjang (long time) – lebih dari
satu tahun. Di mana sumber daya produktif memakan waktu lama
untuk memperoleh atau menyelesaikan, seperti bangunan,
peralatan atau fasilitas. Perencanaan kapasitas jangka panjang
memerlukan partisipasi dan persetujuan manajemen puncak.
PERENCANAAN KAPASITAS JANGKA PENDEK
Perncanaan kapasitas jangka pendek
diguakan untuk menangani secara ekonomis hal-hal yang sifatnya
mendadak di masa yang akan datang, misalnya untuk memenuhi
permintaan yang bersifat mendadak atau seketika dalam jangka
waktu pendek. Kebanyakan perusahaan tidak beroperai penuh
selama 24 jam per hari dan tidak pernah beroperasi penuh tujuh
hari per minggu. Jika perusahaan beroperasi penuh delapan jam
per hari (satu shif) dan lima hari per minggu, maka kapasitas
normal jam kerja perusahaan adalah 40 jam per minggu. Namun
demikian 40 jam per minggu bukanlah kapasitas maksimum yang
dimiliki. Dalam banyak kasus perusahaan dimungkinkan untuk
bekerja melebihi kapasitas norma;, sehingga kapasitas output
maksimumnya lebih dari 40 jam kerja.
Menghadapi kondisi seperti ini, untuk
menambah atau menurunkan kapasitas mungkin perusahaan
melakukan penambahan dan pengurangan jam kerja, melakukan sub-
Kontrak dengan perusahaan lain apabila terjadi 1989.di
perubahan permintaan. Untuk meningkatkan kapasitas jangka
pendek terdapat lima cara yang dapat digunakan perusahaan
(krajewzki & Ritzman),
1. Meningkatkan jumlah sumber daya;
a. Penggunaan kerja lembur
b. Penambahan regu kerja
c. Memerikan kesempatan kerja secara part-time
d. Sub-Kontrak
e. Kontrak kerja
2. Memperbaiki penggunaan sumber daya:
a. Mengatur regu kerja
b. Menetapkan skedul
3. Memodifikasi produk:
a. Menentukan standar produk
b. Melakukan perubahan jasa operasi
c. Melakukan pengawasan kualitas
4. Memperbaiki permintaan:
a. Melakukan perubahan harga
b. Melakukan perubahan promosi
5. Tidak memenuhi permintaan:
a. Tidak mensuplai semua permintaan
http://taufikep.blogspot.com/2013/06/perencanaan-
kapasitas.html
PERENCANAAN KAPASITAS JANGKA PANJANG

Perencanaan kapasitas jangka pajang
merupakan strategi operasi dalam menghadapi segala kemungkinan
yang akan terjadi dan sudah dapat diperkirakan sebelumnya.
Misalnya, rencana untuk menurunkan biaya produksi per unit,
dalam jangka pendek sangat sulit utuk dicapai karena unit
produk yang dihasilkan masih berskala kecil, tetapi dalam
jangka panjang rencana tersebut dapat dicapai dengan
meningkatkan kapasitas produksi. Persoalan yag timbul adalah
berapa jumlah produk yang dihasilkan agar biaya produksi
seminimum mungkin.
Penentuan jumlah produksi yang dapat menghasilkan biaya
minimum perlu diperhatikan berbagai faktor seperti:
a. Pola permintaan jangka panjang
b. Siklus kehidupan produk yan dihasilkan
Dalam kaitan dengan kapasitas jangka panjang, terdapat
dua strategi yang dapat ditempuh perusahaan:
a. Strategi melihat dan menuggu (wait and see strategy)
Strategi ini dapat dikatakan pula sebagai strategi hati-
hati, karena kapasitas produksi akan dinaikkan apabila yakin
permintaan konsumen sudah naik. Strategi ini diperoleh dengan
pertimbangan bahwa, setiap kali terjadi kelebihan kapasitas
perusahaan harus menanggung risiko karena investasi yang
dilakukan hanya ditanggung dalam unit yang sedikit, akibatnya
biaya produksi menjadi tinggi.
b. Strategi ekspansionis
Strategi ekspansionis yaitu kapasitas selalu melebihi atau
diatas permintaan. Dengan strategi perusahaan berharap tidak
terjadi kekurangan produk di pasaran yang dapat menyebabkan
adanya peluang masuknya produsen lain. Selain itu perusahaan

untuk memberikan pelayanan terbaik dengan cara menjamin
tersedianya produk di pasaran.
1.4.Perancanaan Kebutuhan Kapasitas
Agar dapat menyesuaikan tingkat kebutuhan kapasitas untuk
menanggapi naik turunnya permintaan pasar, perlu dilakukan
forecast penjualan dan merencanakan perubahan – perubahan
cenderung terjadi tiba – tiba dan drastic, sehingga akan lebih
memakan waktu.
Forecast dilakukan untuk menyusun skedul produksi induk
(master production schedule)dan untuk mengecek permintaan kapasitas
diwaktu yang akan datang dibandingkan dengan kapasitas yang
tersedia. kapasitas menetapkan batasan –batasan atas bagi
skedul – skedul produksi. kapasitas juga memberikan batasan
bahwa, karena selama periode penjualan rendah adalah tidak
ekonomik untuk mengurangi kapasitas secara dastik.
Kapasitas Tenaga Kerja dan Kerja Lembur untuk PerluasanKapasitas
Bagi perusahaan biasanya adalah tidak ekonomik untuk
menambah dan mengurangi tenaga krja dengan naik dan turunnya
penjualan. Ini bukan berarti bahwa jumlah karyawan adalah
sumber daya kapasitas yang tetap, tetapi penyesuaian-
penyesuaian besar (substansial) dapat dibuat tanpa harus
menarik lebih banyak orang dan kemudian memutuskan hubungan
kerja dengan mereka.
Sebagai contoh, anggap bahwa suatu perusahaan untuk membuat
produknya memerlukan karyawan yang bekerja normal 5 hari
selama 40 jam dengan jumlah sebagai berikut:
Juni ................ 300

Juli ................ 400
Agustus ............... 600
September ............... 450
Oktober ............... 400
Beban tenaga kerja dalam bulan Agustus adalah dua kali
lipat bulan Juni. Bagaimanapun juga, jumlah orang yang
dibutuhkan adalah dalam artian “karyawan ekuivalen” yang
bekerja 40 jam satu minggu. Tetapi jumlah jam per minggunya
dapat diubah, dan kelebihan jumlah kerja dapat sub kontrakkan
atau dengan penimbunan persediaan.
Berikut ini merupakan sebuah rencana yang fleksibel bagi
jam kerja pabrik untuk memenuhi kebutuhan penjualan dengan
menggunakan tenaga kerja konstan:
Bulan Jumlah karyawan
Jumlah jamper minggu
Karyawan ekuivalen yang dikontrak dariluar.
Juni 350 34 -
Juli 350 46 -
Agustus 350 58 92
September
350 51 -
Oktober 350 46 -
Penggunaan kerja lembur, subkontrak dari luar, atau
penimbunan persediaan merupakan keputusan-keputusan manajerial
dan tergantung pada biaya-biaya relatif masing-masing
alternatif.
Khusus tentang kerja lembur yang direncanakan untuk
menghadapi periode-periode penjualan puncak mempunyai berbagai
kebaikan dan kelemahan. Kebaikan kerja lembur adalah menaikkan
upah karyawan sehingga akan membuat para karyawan lebih
senang. Kerja lembur meminimumkan kebutuhan penarikan lebih
banyak karyawan dan memberhentikan mereka. Perubahan jumlah
karyawan, naik atau turun, biasanya menghasilkan produktifitas
rendah. Disamping itu, kadang-kadang perusahaan tidak dapat
memperoleh cukup orang dengan keterampilan-keterampilan yang
disyaratkan.
Perencanaan tenaga kerja memerlukan pertimbangan-
pertimbangan lain, seperti hilangnya produksi karena
kelelahan, tingkat absensi dan perputaran tenaga kerja. Disisi
lain, karyawan tidak langsung mendukung pekerjaan perlu juga
direncanakan sebaik mungkin. Ini terutama orang-orang tidak
langsung mungkin merupakan para karyawan teknik yang sulit
didapatkan karena sulit untuk melakukan estimasi berapa banyak
karyawan tidak langsung yang dibutuhkan. Banyak perusahaan
menggunakan suatu jenis rasio antara karyawan tidak langsung
dengan karyawan langsung atau dengan beban kerja pabrik untuk
melakukan estimasi tersebut.





































































http://image.slidesharecdn.com/mpo-pptxautosaved-

130119065310-

htmlhttp://slank-schatzymansion.blogspot.com/2011/02/
manajemen-operasi.html
Minggu, 20 Februari 2011
Manajemen Operasi
Makalah Manajemen Operasi
PERENCANAAN KAPASITAS DAN AGREGAT
Diajukan untuk memenuhi salah satu tugas kelompok pada mata kuliahManajemen Operasi
Disusun Oleh:
Kelompok III
Anis Putri Pertiwi (0906127)
Eka Sri Wahyuni (0900789)
Panji Nugraha (0901760)
Selvia Herlina (0900386)
Tresna Aditya (0901296)
JURUSAN MANAJEMEN
FAKULTAS PENDIDIKAN EKONOMI DAN BISNIS
UNIVERSITAS PENDIDIKAN INDONESIA
2010
KATA PENGANTAR

Puji dan syukur kami panjatkan kehadirat Tuhan Yang Maha
Esa karena berkat dan kasih-Nya, kami dapat menyusun makalah
ini dengan baik. Makalah ini disusun berdasarkan materi yang
telah kami buat.
Dalam makalah ini penyusun mencoba menyajikan bahasan
tentang materi Perencanaan Kapasitas dan Agregat.
Penyusun berusaha mencurahkan segala pengetahuan dan
kemampuan yang dimilliki dalam rangka penyusunan makalah ini,
tidak tertutup kemungkinan terdapat kekurangan. Oleh karena
itu, penyusun sangat terbuka terhadap kritik dan saran yang
sifatnya membangun guna kesempurnaan penulisan makalah ini
Tidak lupa penyusun mengucapkan terima kasih kepada
pihak-pihak yang telah membantu dalam penyusunan makalah ini,
terutama kepada kelompok 3 Manajemen Operasi. Semoga makalah
ini dapat bermanfaat bagi penyusun khususnya dan pembaca pada
umumnya.
Bandung, Oktober 2010

Penyusun
PENDAHULUAN
Penjadwalan agregat (perencanaan agregat)
menyangkut penentuan jumlah dan kapan produksi akan
dilangsungkan dalam waktu dekat, seringkali 3-18 bulan ke
depan. Manajer operasi berupaya untuk menetukan cara terbaik
untuk memenuhi ramalan permintaan dengan menyesuaikan tingkat
produksi, tingkat kebutuhan tenaga kerja, tingkat persediaan,
waktu lembur, tingkat nilai sub kontrak, dan semua variabel
lain yang dapat dikendalikan. Tujuan proses produksi biasanya
adalah meminimisasi biaya sepanjang periode perencanaan.
Meskipun begitu, isu-isu strategis lainnya mungkin bisa lebih
penting daripada biaya yang rendah. Strategi-strategi ini
mungkin mencakup usaha memuluskan tingkat kebutuhan tenaga
kerja, menurunkan tingkat persediaaan, atau mencapai tingkat
pemenuhan kebutuhan konsumen yang tertinggi tanpa memandang
berapa biaya yang dikeluarkan.
Bagi perusahaan-perusahaan manufaktur, jadwal
agregatnya mengkaitkan sasaran-sasaran strategis perusahaan ke

rencana-rencana produksi untuk produk-produk tertentu. Bagi
perusahaan-perusahaan jasa, jadwal agregatnya mengkaitkan
sasaran-sasaran strategis dan jadwal terinci untuk para tenaga
kerja.
Tujuan pembahasan dari materi ini adalah
menjelaskan keputusan perencanaan agregat dan kapasitas, untuk
menunjukkan bagaimana rencana agregat dan rencana penentuan
kapasitas yang cocok dengan keseluruhan proses perencanaan,
dan menjelaskan beberapa teknik yang digunakan para manajer
dalam mengembangkan suatu rencana. Dalam hal ini, penekanan
dilakukan terhadap perusahaan-perusahaan manufaktur maupun
perusahaan-perusahaan yang bergerak dalam bidang jasa.
Keuntungan secara terus-menerus didapatkan dari
pembentukkan keunggulan bersaing, bukan hanya dari tingkat
pengembalian keuangan yang baik pada proses tertentu.
Keputusan kapasitas harus dipadukan kedalam misi dan strategi
organisasi. Investasi tidak dibuat sebagai pengeluaran
tersendiri, tetapi sebagai bagian dari rencana yang terpadu
yang dapat menempatkan dalam posisi yang menguntungkan.
Pada peramalan permintaan dapat mengedepankan masalah-
masalah jangka pendek, menengah dan panjang yang mampu
membantu para manajer dalam mengatasi isu-isu kapasitas dan
strategis yang merupakan tanggung jawab dari manajemen puncak.

Perencaan kapasitas dan agregat sangat berhubungan dengan
perencanaan penyediaan bahan baku. Besar kecilnya persediaan
kapasitas yang diproduksi tergantung pada banyak sedikitnya
bahan baku yang tersedia di suatu Perusahaan.
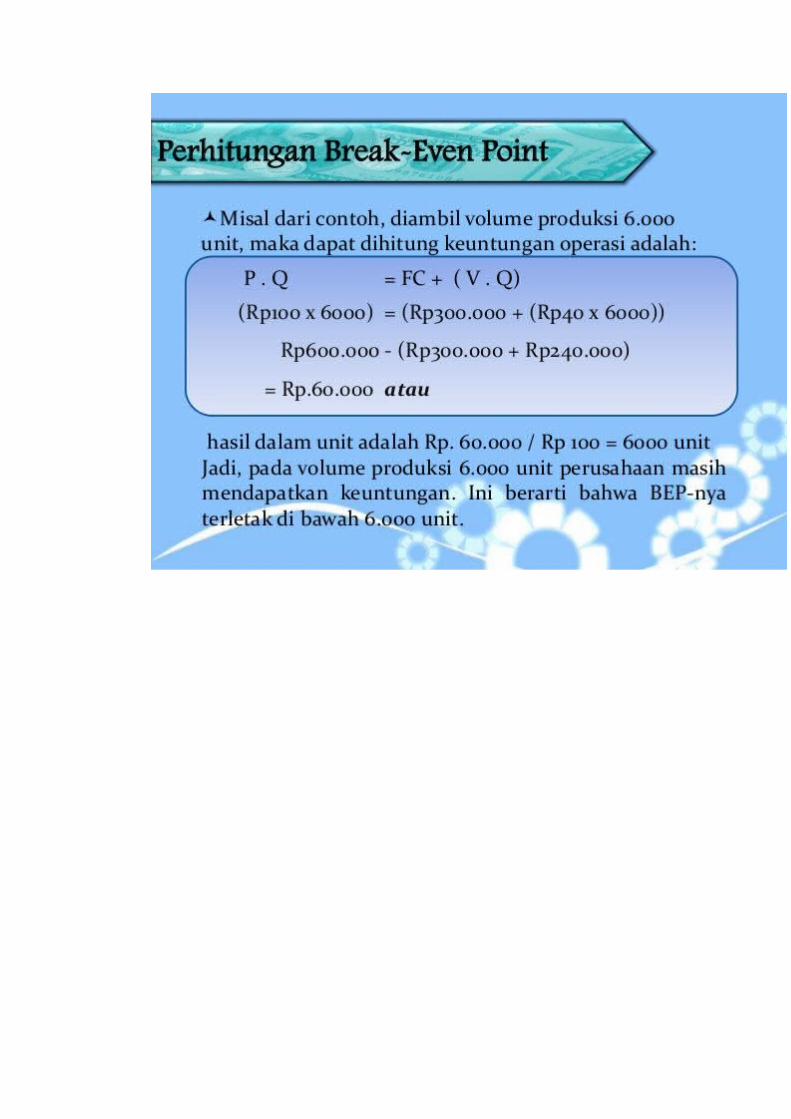
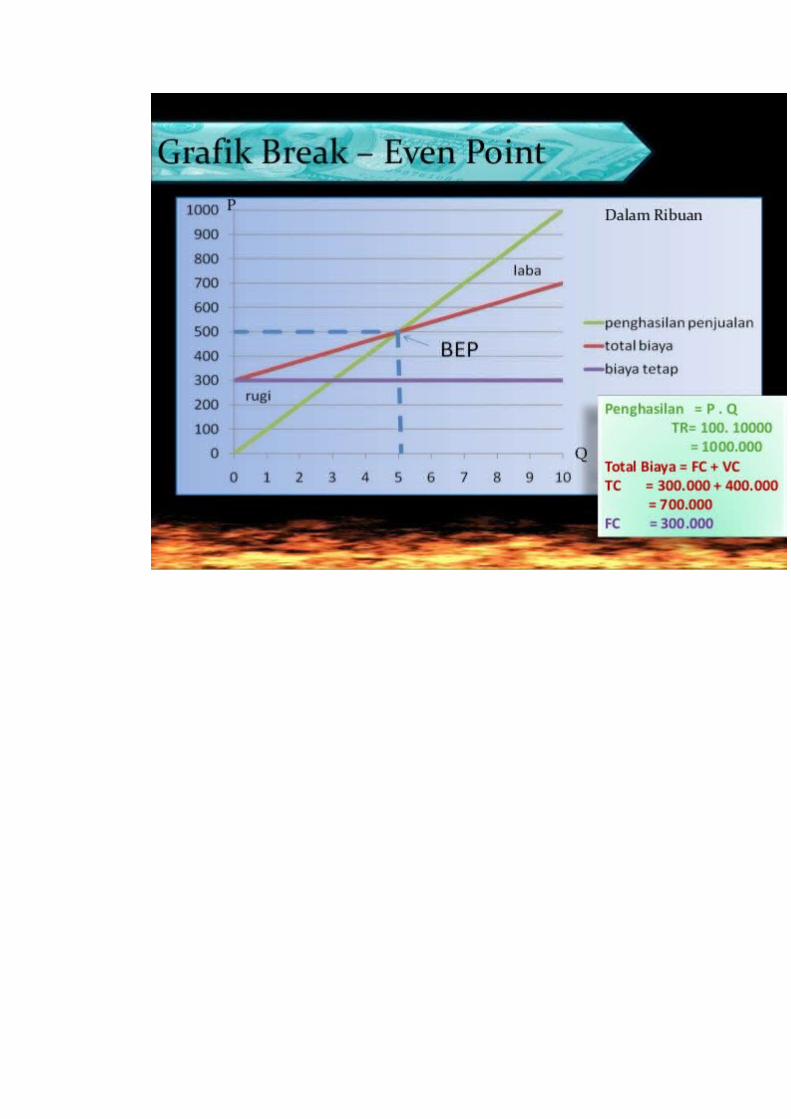
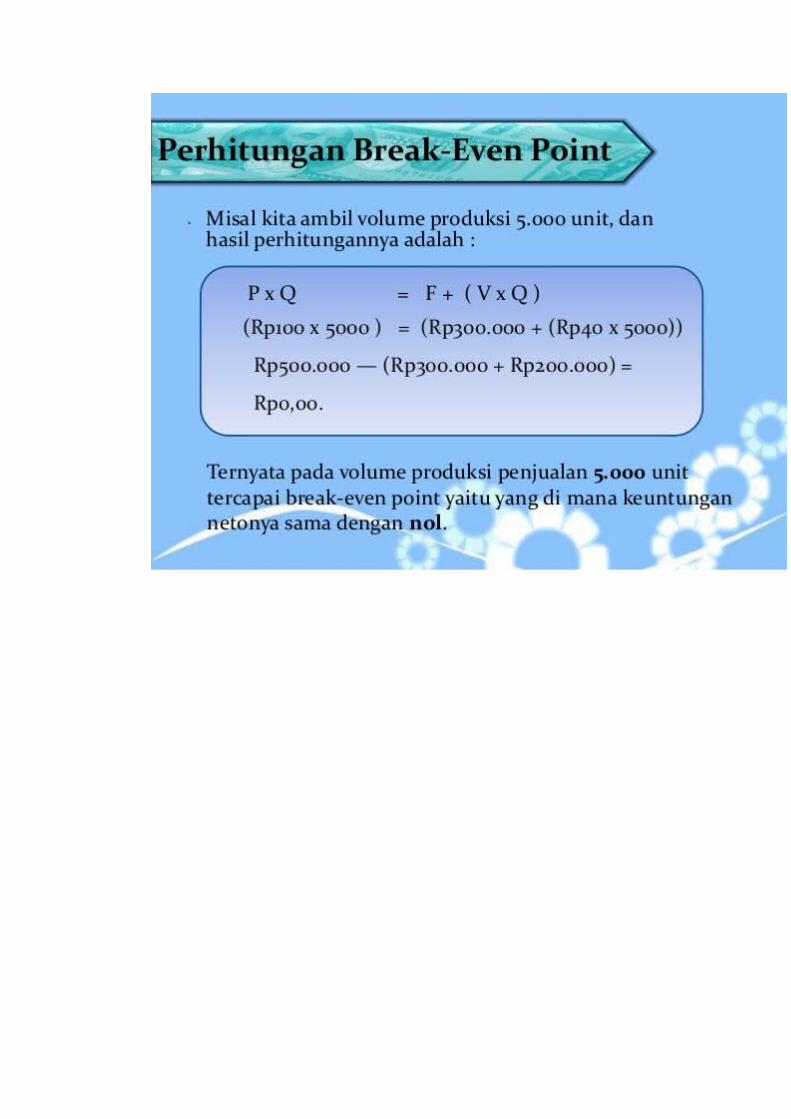
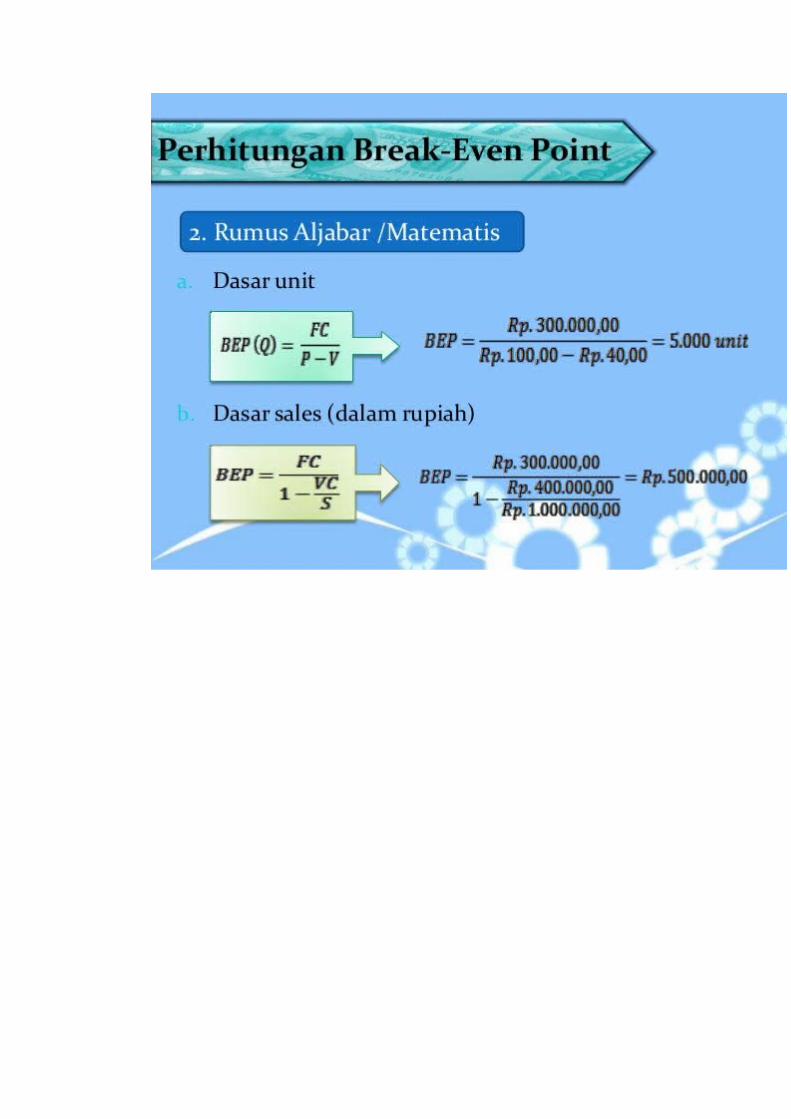
Analisis titik impas merupakan alat penentu untuk
menetapkan kapasitas yang harus dimiliki oleh sebuah fasilitas
untuk mendapatkan keuntungan. Dimana tujuan analisis titik
impas ini adalah menemukan sebuah titik, dalam satu dolar dan
unit, dimana biaya sama dengan keuntungan.
Proses perencanaan kapasitas dan agregat yang digunakan
oleh perusahaan harus tetap mengedepankan kualitas barang yang
diproduksi oleh perusahaan.
Perencanaan kapasitas dan agregat ini berhubungan dengan
srategi lokasi dalam hal penyimpanan barang yang berlebih,
agar dapat menghemat biaya penyimpanan dan resiko penyimpanan.
Hubungannya dengan manajemen persediaan adalah ketika
kapasitas produksi pada satu waktu diperlukan barang
persediaan yang relatif banyak maka kapasitas produksi
sebaiknya diperbanyak, begitu pula sebaliknya.
ISI
Menurut Bartal dan martin (1999) Adalah proses penentuan
tujuan tujuna dan menetapkan cara-cara terbaik untuk
mencapainya. Menurut AKoof (1970) perencanaan adalah
persipaan segaka sesuatu hari ini untuk keperluan hari esok.
Menurut Flunqitt dan Attneer (1997) adalah persiapan segala
sesuatu hari ini untuk keperluan hari esok. Menurut G.R.Terry
(1997) adalah tindakan memilih dan menghubungkan fakta-fakta
dan membuat serta menggunakan asumsi-asumsi mengenai masa yang
akan datang dalam hal memvisualisasikan dan merumuskan
aktifitas yang di angap perlu untuk mencapai hasil yang
diinginkan.
Kapasitas (capacity) adalah hasil produksi (throughtphut),
atau jumlah unit yang dapat ditahan, diterima, disimpan, atau
diproduksi oleh sebuah fasilitas dalam suatu periode waktu
tertentu. Kapasitas mempengaruhi sebagian besar biaya tetap.
Kapasitas juga menetukan apakah permintaan dapat dipenuhi,
atau apakah fasilitas yang ada akan berlebih. Jika fasilitas
terlalu besar, sebagian fasilitas akan mengenggur dan akan

terdapat biaya tambahan yang dibebankan pada produksi yang ada
atau pelanggan.
Perencanaan kapasitas adalah penentuan kebutuhan kapasitas
masa depan yang sebagian besar didasarkan pada permintaan
dimasa yang akan datang. Jika permintaan barang dan jasa dapat
diramalkan dengan tingkat ketepatan yang memadai, maka
penentuan kapasitas dapat langsung dilakukan.
Perencanaan aggregat adalah perencanaan yang dibuat
untuk menentukan total permintaan dari seluruh elemen
produksi dan jumlah tenaga kerja yang diperlukan.
Menentukan kebutuhan kapasitas masa depan bisa menjadi
prosedur yang rumit, yang sebagian besar didasarkan pada
permintaan di masa yang akan datang. Jika permintaan barang
dan jasa dapat diramalkan dengan ketepatan yang memadai, maka
penentuan kebutuhan kapasitas dapat langsung dilakukan.
Penentuan besarnya kapasitas biasanya membutuhkan dua tahap.
Pada tahap pertama, permintaan masa depan diramalkan dengan
model tradisional. Pada tahap kedua, peramalan ini digunakan
untuk menentukan kebutuhan kapasitas serta peningkatan ukuran
untuk setiap penambahan kapasitas. Yang menarik, pertumbuhan
permintaan biasanya terjadi secara bertahap dalam setiap unit
yang kecil, di mana penambahan kapasitas biasanya terjadi
secara serentak dan dalam unit yang besar. Pertentangan ini
sering menyulitkan perluasan kapasitas.
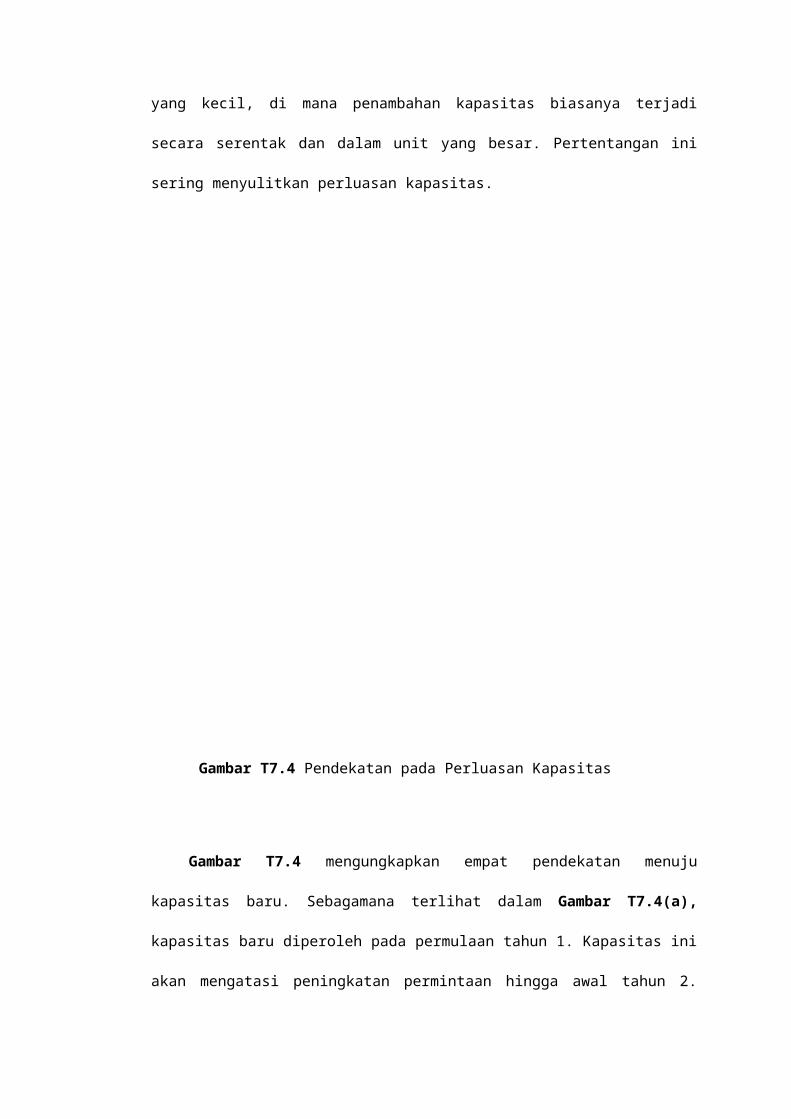
Gambar T7.4 Pendekatan pada Perluasan Kapasitas
Gambar T7.4 mengungkapkan empat pendekatan menuju
kapasitas baru. Sebagamana terlihat dalam Gambar T7.4(a),
kapasitas baru diperoleh pada permulaan tahun 1. Kapasitas ini
akan mengatasi peningkatan permintaan hingga awal tahun 2.

Pada awal tahun kapasitas baru diperoleh lagi, yang menjadikan
organisasi memproduksi lebih dari permintaan hingga awal tahun
3. Proses ini dapat dilanjutkan terus-menerus di masa depan.
Rencana kapasitas yang ditunjukan pada Gambar T7.4(a)
hanya merupakan satu dari sekian banyak rencana yang tidak
terhitung untuk memenuhi permintaan di masa yang akan datang.
Pada gambar ini, kapasitas baru diperoleh secara bertahap pada
permulaan tahun 1 dan pada permulaan tahun 2. Gambar T7.4(b),
peningkatan kapasitas besar-besaran didapatkan pada awal tahun
1 untuk memenuhi ramalan permintaan hingga awal tahun 3.
Kapasitas berlebih yang dihasilkan oleh perencanaan,
Gambar T7.49(a) Gambar T7.4 dan Gambar T7.4(b) memberikan
fleksibilitas bagi para manajer operasi. Sebagai contoh, dalam
industri perhotelan penambahan kapasitas dalam bentuk
penambahan kamar memberikan adanya pilihan kamar yang lebih
bervariasi dan mungkin menambahkan fleksibilitas dalam jadwal
pembersihan ruangan. Dalam manufakture, kapasitas yang
berlebih dapat digunakan untuk melakukan banyak aktivitas
penyetelan mesin untuk mempercepat laju produksi dan
menurunkan tingkat persediaan. Kapasitas tambahan juga
menjadikan manajemen dapat membuat persediaan yang berlebih,
yang karenanya dapat menunda pengeluaran modal dan gangguan
yang datang dengan adanya penambahan kapasitas baru.
Alternatif seperti pada Gambar T7.4(a) dan Gambar T7.4(b)
kapasitas memimpin (lead) yakni kapasitas yang ada selalu
melebihi permintaan tetapi Gambar T7.4(c) menunjukan sebuah
pilihan di masa kapasitas terlambat (lag) dari permintaan,
mungkin dengan menggunakan waktu lembur atau subkontrrak untuk
mengatasi permintaan yang berlebih. Gambar T7.4(d) mencoba
untuk membuat kapasitas rata-rata, yang terkadang kurang dari
permintaan dan terkadang lebih dari permintaan.
Dalam beberapa kasus, pengambilan keputusan alternatif
mana yang akan diambil relatif mudah. Biaya total dari setiap
alternatif dapat dihitung dan alternatif dengan biaya total
terendah akan dipilih. Dalam kasus lain, penetapan kapasitas
dan bagaimana mencapai kapasitas tersebut akan jauh lebih
rumit. Dalam banyak kasus, faktor subjektif yang banyak sulit
untuk dihitung dan diukur. Faktor-faktor ini meliputi pilihan
teknologi, strategi pesaing, membuat pembatasan, biaya modal,
pilihan sumber daya manusia, dan hukum serta peraturan lokal
dan negara lain.
Empat pertimbangan khusus bagi keputusan kapasitas yang
baik, yaitu:
Sebuah peramalan yang akurat merupakan hal yang paling
pokok bagi keputusan kapasitas. Produk baru mungkin berupa
acara live music setiap malam pada Hard Rock Cafe yang
meningkatkan permintaan pelayanan makanan dan toko eceran
Kafe, atau produk ini bisa berupa kemampuan operasi jantung
yang baru pada Cleveland Clinic, atau model PT Cruiser baru di
DaimlerChrysler. Apapun produk baru yang ada, prospeknya, dan
siklus hidup produk yang ada sekarang, harus ditentukan.
Manajemen harus mengetahui produk mana yang sedang ditambahkan
dan yang mana yang sedang dihentikan produksinya, begitu juga
volume yang diharapkan.
Jumlah alternatif yang tersedia mungkin cukup banyak, tetapi
setelah volume ditentukan, keputusan teknologi dapat dipandu
dengan analisis biaya, kebutuhan sumber daya manusia, kualitas
dan keandalan. Tinjauan ulang sering mengurangi jumlah
alternatif menjadi hanya beberapa saja. Teknologi juga mungkin
mendikte peningkatan kapasitas. Memenuhi permintaan tambahan
dengan beberapa meja tambahan dalam ruang makan restauran
mungkin tidak sulit, tetapi memenuhi peningkatan permintaan
untuk sebuah mobil baru dengan menambahkan lini perakitan baru
pada BMW menjadi sangat sulit dan mahal. Tetapi Manajer
Operasi bertanggung jawab akan teknologi dan peningkatan
kapasitas yang tepat.

Teknologi dan peningkatan kapasitas sering menentukan
ukuran optimum sebuah fasilitas. Sebuah motel dipinggir jalan
mungkin membutuhkan 50 kamar untuk dapat dijalankan secara
baik. Jika lebih kecil, maka biaya tetapnya kan sangat
memberatkan. Jika lebih besar maka fasilitas membutuhkan lebih
dari satu manajer untuk mengawasi. Permasalah ini dikenal
sebagai Skala ekonomis dan disekonomis (economies and
diseconomies of scale).
Dalam dunia yang berubah dengan cepat, perubahan tidak
dapat diabaikan. Oleh karena itu Manajer Operasi membangun
fleksibilitas dalam fasilitas dan peralatan. Mereka
mengevaluasi sensitivitas keputusan dengan menguji beberapa
proyeksi pendapatan pada risiko potensial atas dan bawah.
Bangunan, dan infrastrukturnya seperti layanan umum dan tempat
parkir, sering dibangun secara bertahap. Bangunan dan
peralatan dapat di desain dengan perubahan dalam pikiran untuk
mengakomodasi perubahan produk, bauran produk, dan proses di
masa datang.
Pohon kapasitas membutuhkan pengidentifikasian
alternatif dan beragam status keadaan. Untuk situasi
perencanaan kapasitas, status keadaan biasanya merupakan
permintaan masa depan atau kondisi yang dikuasai pasar. Dengan
menetapkan nilai kemungkinan pada beragam status keadaan,

keputusan yang memaksimumkan nilai yang diharapkan dari
alternatif dapat dibuat. Contoh T6 menunjukan bagaimana
menerapkan pohon keputusan pada keputusan kapasitas
Contoh T6
Soulthern Hospital Supplie, sebuah perusahaan yang
membuat baju seragam rumah sakit sedang mempertimbangkan
perluasan kapasitas. Alternatif utama yang tersedia adalah
tidak melakukan apa-apa (do nothing), membangun sebuah pabrik
kecil, pabrik denagn ukuran sedang atau membangun sebuah
pabrik besar. Fasilitas baru ini akan memproduksi tipe baju
seragam baru, dan pada saat ini, kemampuan pasar atau
kemampuan potensial produk ini belum diketahui. Jika sebuah
pabrik besar dibangun dan terdapat pasar yang menguntungkan,
laba sebesar $100.000 bisa didapatkan. Pasar yang tidak
menguntungkan akan menghasilkan kerugian $90.000. walaupun
demikian sebuah pabrik berukuran sedang akan menghasilkan laba
$60.000 dengan kondisi pasar yang menguntungkan dan
menghasilkan kerugian $10.000 di saat pasar tidak
menguntungkan. Di sisi lain, sebuah pabrik kecil akan
menghasilkan laba $40.000 pada kondisi pasar menguntungkan,
dan hanya merugi sebesar $5.000 di saat pasar tidak
menguntungkan. Tentu saja, selalu ada pilihan untuk tidak
melakukan apapun.

Penelitian pasar terkini mengindikasikan bahwa terdapat
kemungkinan sebesar 0,4 pasar menguntungkan, yang berarti juga
juga terdapat kemungkinan sebesar 0,6 pasar tidak
menguntungkan. Dengan informasi ini, alternatif yang akan
menghasilkan nilai uang yang diharapkan terbesar (expected
monetary value-EMV) dapat dipilih:
EMV (pabrik besar) = (0,4) ($100.000) + (0,6) (-$90.000) =
-$14.000
EMV (pabrik sedang) = (0,4) (60.000) + (0,6) (-$10.000) =
-$18.000
EMV (pabrik kecil) = (0,4) ($40.000) + (0,6) (-$5.000)
= -$13.000
EMV (tidak melakukan apa-apa) = $0
Berdasarkan kriteria EMV, Soulthern harus membangun
pabrik ukuran sedang.
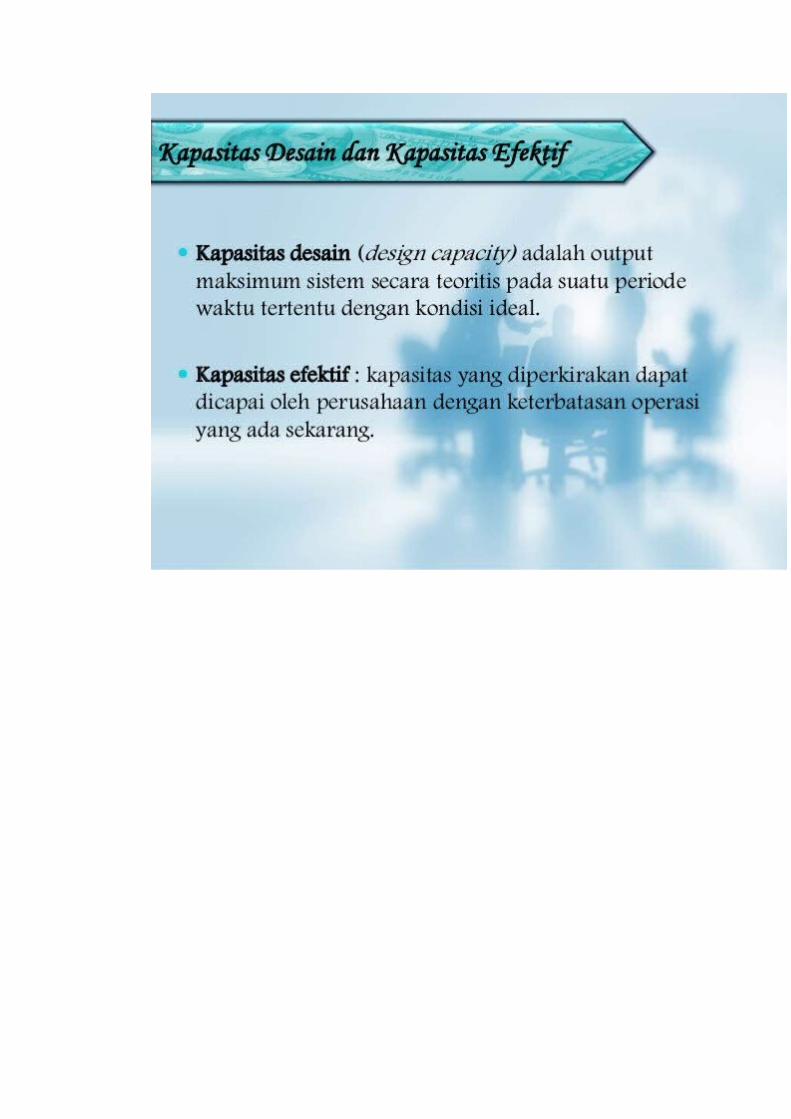
Kapasitas Desain (design capacity) adalah output maksimum sistem
secara teoritis dalam suatu periode waktu tertentu. Kapasitas
Desain biasanya dinyatakan dalam suatu tingkatan tertentu,
seperti jumlah tonase baja yang dapat diproduksi setiap
minggu, setiap bulan atau setiap tahun.

Kapasitas efektif (effective capacity) adalah kapasitas yang
diharapkan dapat dicapai oleh sebuah perusahaaan dengan
keterbatasan operasi yang ada sekarang. Kapasitas efektif
sering kali lebih rendah daripada kapasitas desain karena
fasilitas yang ada mungkin telah didesain untuk versi produk
sebelumnya atau bauran produk yang berbeda daripada yang
sekarang sedang diproduksi.
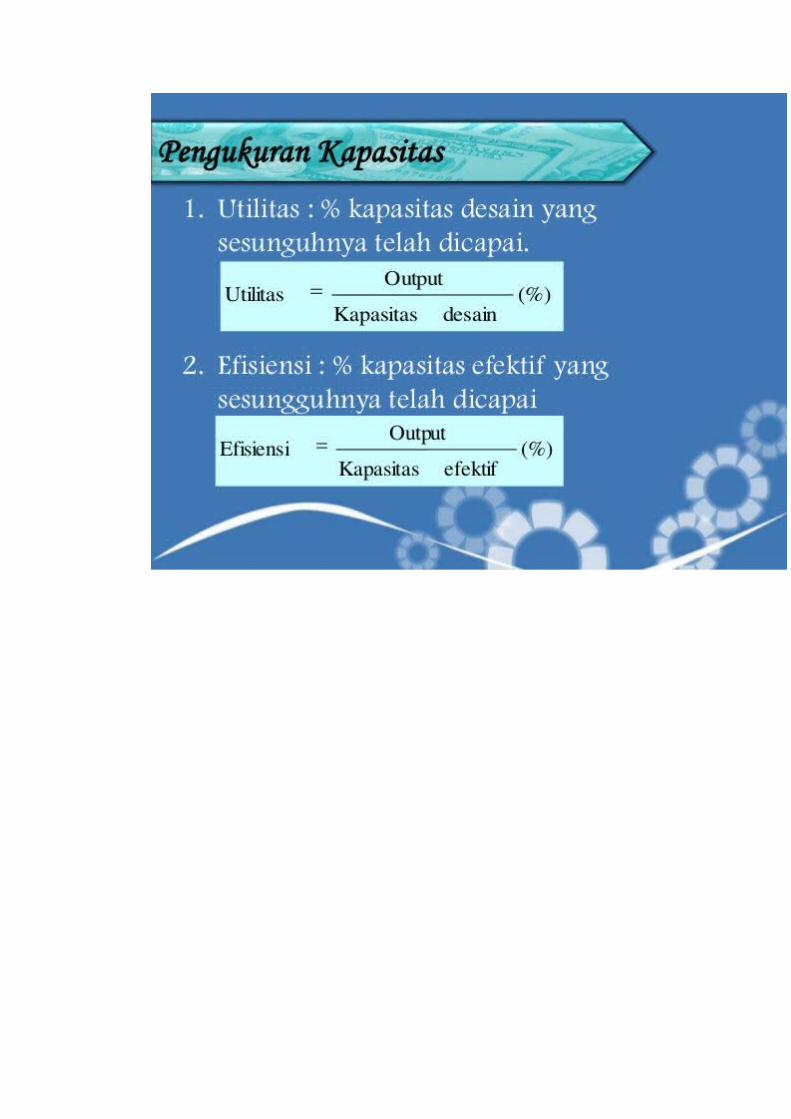
Dua pengukuran kinerja sistem biasanya bermanfaat:
Utilisasi dan efisiensi. Utilisasi (utilization) adalah persentasi
kapasitas desain yang sesungguhnya telah dicapai. Efisiensi
adalah persentasi kapasitas efektif yang sesungguhnya telah
dicapai. Utilisasi dan efisiensi dapat dihitung sebagai
berikut :
Utilisasi = Output Aktual /
Kapasitas Desain
Efisiensi = Output Aktual /
Kapasitas Efektif
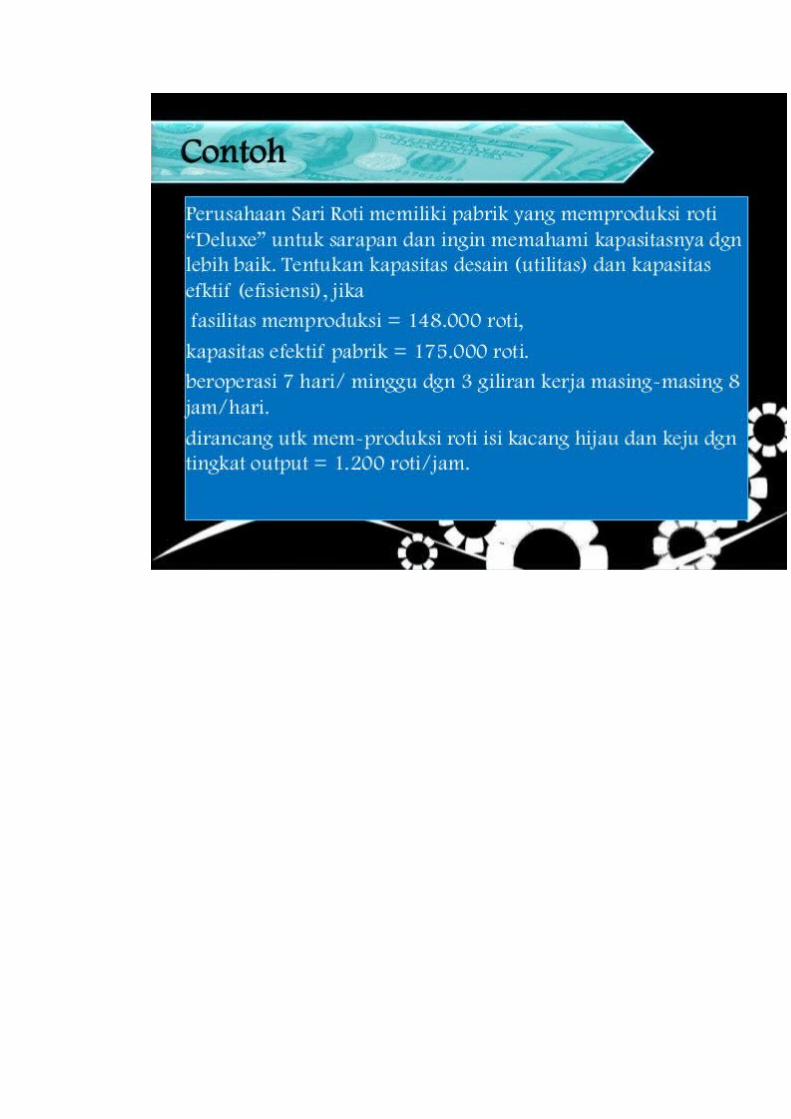
Contoh Soal
Toko roti MGT memililki sebuah pabrik yang memproduksi
roti untuk sarapan. Minggu lalu fasilitas memproduksi 148.000
roti. Kapasitas efektif pabrik adalah 175.000 roti. Lini
produksi beroperasi 7 hari per minggu dengan 3 shift masing-

masing 8 jam perhari. Lini dideasain untuk memproduksi roti
Deluxe isi kacang, rasa kayu manis, dan lapis gula dengan
tingkat output 1.200 roti per jam. Tentukan kapasitas desain,
utilisasi dan efisiensi pabrik ini saat memproduksi roti
Deluxe.
Penyelesaian:
Kapasitas desain = (7 hari x 3 shift x 8 jam ) x (1.200
roti per jam ) = 201.600 roti
Utilisasi = Output Aktual/Kapasitas Desain
= 148.000 / 201.600 = 73,4%
Efisiensi = Output Aktual/Kapasitas Efektif
= 148.000 / 175.000 = 84,6%
Perencanan Agregat adalah suatu langkah pendahuluan
perencanaan kapasitas secara terperinci. Perencanaan agregat
merupakan dasar untuk membuat Jadwal Induk Produksi (JIP).
Adapun metode yang biasa digunakan antara lain metide utilitas
tenaga kerja, metode make to stock, metode mix strategi, dll.
JIP menyajikan rencana produksi detail untuk setiap produk
akhir. Proses penyusunan JIP untuk perusahaan yang Make to

Order. Hal ini dikarenakan sumber informasi permintaan
(kebutuhan) yang berbeda. JIP adalah rencana tertulis yang
menunjukkan apa dan berapa banyak setiap produk (barang jadi)
yang akan dibuat dalam setiap periode untuk beberapa periode
yang akan datang.
Perencanaan aggregat merupakan perencanaan produksi
jangka menengah. Horizon perencanaannya biasanya berkisar
antara 1 sampai 24 bulan atau bisa bervariasi dari 1 sampai 3
tahun. Horizon tersebut tergantung pada karakteristik produk
dan jangka waktu produksi. Periode perencanaan disesuaikan
dengan periode peramalan, biasanya 1 bulan.
Tujuan perencanaan aggregat adalah menyusun suatu
rencana produksi untuk memenuhi permintaan pada waktu yang
tepat dengan menggunakan sumber-sumber atau alternatif-
alternatif yang tersedia dengan biaya yang paling minimum.
Jika kapasitas produksi tetap berdasarkan perencanaan
jangka panjang yang telah dipasang, adalah menjadi kewajiban
perencanaan produksi aggregat untuk menetapkan kebijaksanaan
yang dapat digunakan untuk mengantisipasi fluktuasi permintaan
dengan biaya yang minimum. Dengan kata lain perencanaan
aggregat dibuat untuk menyesuaikan kemampuan produksi dalam
menghadapi permintaan pasar yang tidak pasti dengan
mengoptimumkan penggunanan tenaga kerja dan peralatan produksi

yang tersedia ongkos total produksi dapat ditekan seminimum
mungkin.
Jika pesanan yang diterima bersifat tetap dalam waktu
yang relatif panjang, maka perencanaan produksi tidak akan
mengalami kesulitan dalam menetapkan rencana produksi bulanan.
Akan tetapi pada kenyataannya, pola permintaan seringkali
menunjukkan pola statis, sehingga menyulitkan dalam menetapkan
rencana produksi bulanan. Disinilah peranan metode perencanaan
aggregat dalam mengatasi kesulitan tersebut.
Kata aggregat tersebut menyatakan bahwa perencanaan
dibuat pada tingkat kasar untuk memenuhi total kebutuhan semua
produk yang akan dihasilkan (bukan per-individu produk) dengan
menggunakan sumber daya yang ada. Dalam sistem manufaktur,
faktor-faktor yang dipertimbangkan dalam membuat perencanaan
aggregat adalah semua sumber daya yang berupa kapasitas mesin
yang tersedia, jumlah tenaga kerja yang ada, tingkat
persediaan yang ditentukan dan penjadwalannya.
Langkah berikutnya adalah menterjemahkan permalan
kedalam tingkat produksi bulanan. Proyeksi permintaan yang
tidak konstan (sering terjadi dalam prakteknya) meningkatkan
kesulitan dalam pembuatan perencanaan produksi. Pengaruh pola
permintaan khususnya faktor musiman dan siklus bisnis selama
periode perencanaan membutuhkan kehati-hatian dalam
perencanaannya sehingga dapat meminimalisasi kemungkinan
kerugian. Secara umum, pola permintaan dapat dipengaruhi oleh
4 komponen, yaitu kecenderungan (trend), siklus bisnis,
musiman dan random. Komponen kecenderungan (trend) menyatakan
kenaikan dan penurunan rata-rata permintaan untuk jangka waktu
yang sangat panjang. Komponen siklus bisnis mengindikasikan
penyimpangan yang cukup besar dari permintaan terhadap
kecenderungan yang disebabkan aktivitas bisnis yang
bervariasi. Pengaruh musiman juga dapat menaikkan atau
menurunkan tingkat permintaan. Dibandingkan siklus bisnis yang
sulit diprediksi kapan mulai dan berakhirnya, maka komponen
musiman selalu mengikuti pola yang tetap setiap tahunnya.
Komponen terakhir adalah faktor random yang biasa dianggap
sebagai noise pada pola permintaan.
Penyesuaian dari kapasitas produksi untuk mengantisipasi
komponen kecenderungan adalah merupakan tanggung jawab dari
perencanaan produksi strategis, sedangkan komponen random akan
diantisipasi pada perencanaan produksi harian (penjadwalan).
Komponen musiman dan siklus bisnis merupakan perhatian utama
dari perencanaan produksi aggregat. (Arman Hakim Nasution, Hal
: 59).

Pada umumnya, ada 4 jenis strategi yang dapat dipilih
dalam membuat perencanaan aggregat. Pemilihan strategi
tersebut tergantung dari kebijaksanaan perusahaan,
keterbatasan perusahaan dalam prakteknya dan pertimbangan
biaya. Keempat jenis strategi tersebut adalah sebagai berikut:
Perencanaan agregat merupakan bagian dari sistem
perencanaan produksi yang lebih besar, sehngga pemahaman
mengenai keterkaitan antara rencana dan beberapa faktor
internal dan faktor eksternal merupakan sesuatu yang berguna.
Manajer operasi tidah hanya menerima input dari ramalan
permintaan yang dilakukan departemen pemasaran, tetapi manajer
operasi juga berurusan dengan data.
Teknik ini sangat sering dipakai karena mudah dipahami
dan digunakan. Pada dasarnya, rencana-rencana dengan grafik
dan diagram ini menangani variabel secara sedikit demi sedikit
agar perencana dapat membandingkan proyeksi permintaan dengan
kapasitas-kapasitas yang ada. Rencana-rencana ini merupakan
pendekatan trial-and-error yang tidak menjamin tercipta
rencana produksi yang optimal, tetapi penghitungan yang
dibutuhkan hanya sedikit dan dapat dilakukan oleh staf-staf

yang paling dasar pekerjaannya. Berikut adalah 5 tahapan dalam
metode pembuatan grafik :
KESIMPULAN DAN SARAN
Perencanaan kapasitas dan agregat merupakan salah satu
elemen yang penting dalam proses produksi yang juga berkaitan
dan tergantung pada strategi operasi yang digunakan oleh
masing-masing perusahaan. Perusahaan dituntut sangat hati-hati
dalam menerapkan perencanaan ini, karena jika tidak maka
perusahaan akan merugi karena kapasitas barang yang di
produksi ternyata berlebih, hal itu biasanya menyebabkan
banyak biaya-biaya tambahan yang harus dikeluarkan perusahaan
yang seharusnya dapat dinetralisir tau dihindari sebelumnya.
Setiap perusahaan diharapkan dapat membuat perencanaan
kapasitas dan agregat dengan strategi yang paling baik dan
memungkinkan untuk setiap perusahaan sesuai dengan strategi
operasi perusahaan. Perusahaan harus jeli melihat peluang
kapan perusahaan harus memproduksi lebih kapan perusahaan
harus memproduksi cukup barang agar tidak adanya barang-barang
yang berlebih dan tidak menimbulkan biaya-biaya lain yang
tidak dibutuhkan.
Diposkan oleh Slank di 02.14




















