BAB III - Digilib UNS
57
10 BAB III HASIL MAGANG A. Gambaran Umum 1. Profil Perusahaan Agustus 1979 merupakan saat berdirinya PT. RDK-SB yang waktu itu bersama PT. RINSA yang merupakan singkatan dari PT Rindang Kemasan Indah. Berawal dari 4 buah mesin Blow. PT. RINSA didirikan untuk memenuhi kebutuhan botol dari PT. VITA (Viva Cosmetic). Sebagai pemegang saham waktu itu, PT. VITA, Keluarga Pesik dan beberapa kelompok. PT. RINSA memproduksi secara monoton 2-3 jenis botol untuk keperluan Viva Cosmetic. Bulan Juni 1985 terjadi perubahan komposisi pemegang saham, dimana PT. VITA melepaskan diri dari PT. RINSA dimiliki oleh Keluarga Pesik dan Keluarga Kolana, mulai saat itu dengan 21 mesin Blow, 24 mesin Injection, 3 mesin Printing, 4 mesin Hot Stamping serta perlengkapan Moldshop, PT. RINSA mulai memperluas pelayanan dengan menerima order dari luar sedikit-sedikit dan dalam kualitas cukup. Tanggal 2 Maret 1988, PT. RINSA diambil alih oleh Ongko Group. Seiring dengan perkembangan usaha dan situasi ekonomi di Indonesia maka pada tahun 1994 suatu perusahaan kosmetik Packaging dari Taiwan yaitu Der Kwei Enterprize dan CO LTD bergabung dengan PT. RINSA dalam suatu kerjasama, sehingga mulai saat itu berubahlah nama PT. RINSA menjadi PT. Der Kwei Kemasan Indah Indonesia. Pada tahun 1998 Rexam PLC, suatu perusahaan Kemasan Multi Nasional yang berkedudukan di London menjadikan Der Kwei Enterprize menjadi salah satu bagian dalam sektornya yaitu didalam Sektor Beauty dan Closure yang berpusat di Paris, Perancis. Der Kwei Indonesia pun ikut menjadi bagian di dalamnya sehingga sejak itu berubah nama menjadi PT. REXAM DER KWEI KEMASAN INDAH INDONESIA. Menjelang perpustakaan.uns.ac.id digilib.uns.ac.id commit to user perpustakaan.uns.ac.id digilib.uns.ac.id commit to user
-
Upload
khangminh22 -
Category
Documents
-
view
0 -
download
0
Transcript of BAB III - Digilib UNS

10
BAB III
HASIL MAGANG
A. Gambaran Umum
1. Profil Perusahaan
Agustus 1979 merupakan saat berdirinya PT. RDK-SB yang waktu itu
bersama PT. RINSA yang merupakan singkatan dari PT Rindang Kemasan
Indah. Berawal dari 4 buah mesin Blow. PT. RINSA didirikan untuk
memenuhi kebutuhan botol dari PT. VITA (Viva Cosmetic). Sebagai
pemegang saham waktu itu, PT. VITA, Keluarga Pesik dan beberapa
kelompok.
PT. RINSA memproduksi secara monoton 2-3 jenis botol untuk
keperluan Viva Cosmetic. Bulan Juni 1985 terjadi perubahan komposisi
pemegang saham, dimana PT. VITA melepaskan diri dari PT. RINSA
dimiliki oleh Keluarga Pesik dan Keluarga Kolana, mulai saat itu dengan
21 mesin Blow, 24 mesin Injection, 3 mesin Printing, 4 mesin Hot
Stamping serta perlengkapan Moldshop, PT. RINSA mulai memperluas
pelayanan dengan menerima order dari luar sedikit-sedikit dan dalam
kualitas cukup.
Tanggal 2 Maret 1988, PT. RINSA diambil alih oleh Ongko Group.
Seiring dengan perkembangan usaha dan situasi ekonomi di Indonesia
maka pada tahun 1994 suatu perusahaan kosmetik Packaging dari Taiwan
yaitu Der Kwei Enterprize dan CO LTD bergabung dengan PT. RINSA
dalam suatu kerjasama, sehingga mulai saat itu berubahlah nama PT.
RINSA menjadi PT. Der Kwei Kemasan Indah Indonesia.
Pada tahun 1998 Rexam PLC, suatu perusahaan Kemasan Multi
Nasional yang berkedudukan di London menjadikan Der Kwei Enterprize
menjadi salah satu bagian dalam sektornya yaitu didalam Sektor Beauty
dan Closure yang berpusat di Paris, Perancis. Der Kwei Indonesia pun ikut
menjadi bagian di dalamnya sehingga sejak itu berubah nama menjadi PT.
REXAM DER KWEI KEMASAN INDAH INDONESIA. Menjelang
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
11
akhir tahun 2000 (bulan Oktober) dicanangkan program “Seritifikasi ISO
9001 : 2000” mengingat semua perusahaan yang di bawah naungan Rexam
Der Kwei Group sudah memiliki sertifikat ISO 9001 tersebut. Sertifikasi
ISO 9001 : 2000 akhirnya berhasil diraih pada bulan Juni 2001.
Seiring dengan perkembangan usaha terhitung sejak tanggal 9
Februari 2009 PT. Rexam Der Kwei Kemasan Indah Indonesia berubah
nama menjadi PT. Rexam Packaging Indonesia. Kemudian secara resmi
pada tanggal 1 Januari 2013 PT. Rexam Packaging Indonesia kembali
mengalami perubahan ama menjadi PT. ALBEA RIGID PACKAGING
SURABAYA.
2. Sejarah Berdiri
Perkembangan PT. Albea Rigid Packaging Surabaya dapat diuraikan
sebagai berikut :
1979 : Awal didirikan sebagai Rindang Kemasan Indah
(perusahaan lokal).
1993–1997 : Diakui oleh Der Kwei dengan 50% saham lokal dan
menjadi Der Kwei Kemasan Indah pada tahun 1997.
1998 : Rexam mengakui 66% dari Der Kwei yang memiliki
pabrik di Sanghai.
2003 : Rexam membeli sisa 34% saham dari Der Kwei.
2006 : Mulai beroperasi di Indonesia, dikonsolidasi di 2
tempat, Surabaya dan Jakarta. Dibuka di Surabaya
dan ditutup di Jakarta.
2007 : Menyelesaikan transfer peralatan dari Jakarta ke
tempat Surabaya dan menambah produksi berupa
kemasan kosmetik di Surabaya.
2013 : Albea memulai berproduksi pada tanggal 1 Januari
2013.
2014 : Perusahaan mengganti nama menjadi Albea Rigid
Packaging Surabaya mulai 20 Februari 2014.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
12
3. Lokasi
PT. Albea Rigid Packaging Surabaya terletak di Jalan Rungkut
Industri IV No. 23, Rungkut Tengah, Gn. Anyar, Surabaya, Jawa Timur
60293. PT. Albea Rigid Packaging Surabaya memiliki batasan-batasan
wilayah administrasi antara lain :
a. Sebelah Utara berbatasan dengan PT. Sampoerna
b. Sebelah Selatan berbatasan dengan PT. Ketabang Kali
c. Sebelah Timur berbatasan dengan Gudang PT. Rembaka
d. Sebelah Barat berbatasan dengan PT. Damai Cooking Oil.
4. Visi dan Misi
Visi PT. Albea Rigid Packaging Surabaya adalah menjadi perusahaan
kemasan global terbaik bagi seluruh pelanggan, pemegang saham, dan
karyawan. Berdasarkan Visi tersebut dapat dijabarkan dan diturunkan
menjadi beberapa Misi, antara lain :
a. Memberikan kepada pelanggan kita produk yang inovatif dan service
yang membawa nilai tambah bagi produk dan perusahaan mereka.
b. Membawa keahlian dan teknologi yang terbaru yang dapat mendorong
inovasi dan diimplementasikan dalam kegiatan product development.
c. Menyediakan kedekatan pada pelanggan, service yang berkualitas
tinggi dan respon yang cepat.
d. Mengembangkan bisnis secara menguntungkan dan berkelanjutan.
Untuk mencapai visi dan misi, perusahaan memiliki nilai yang
ditanamkan pada setiap pekerja. Nilai perusahaan dikenal dengan 10
Kredo Etos Kerja ARPS, yaitu:
a. Bekerja dengan ikhlas sebagai wujud rasa syukur kepada Tuhan
b. Selalu mengutamakan kepentingan customer
c. Selalu peduli dengan kejadian di tempat kerja
d. Selalu bekerja dengan integritas dan kemampuan terbaik
e. Menjadi bagian dari solusi, bukan bagian dari masalah
f. Tidak akan berkata tidak bisa sebelum mencoba
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

13
g. Selalu berpikir positif dan terbuka
h. Berbicara dengan data dan fakta, bukan asumsi
i. Selalu melakukan Genba, Genbutsu, dan Genjitsu
j. Berperan aktif sebagai agen perubahan
5. Jumlah Karyawan
Tabel 1. Jumlah Pekerja
Klasifikasi Pekerja Jumlah
Manager 9
Staff Office 48
Produksi 442
Umum 3
Satpam 3
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
6. Waktu Kerja
Waktu kerja di PT. Albea Rigid Packaging Surabaya telah diatur
dengan ketentuan jam kerja untuk office 8 jam/hari dengan 5 hari kerja.
Sementara untuk produksi dibagi menjadi 3 shift dengan dibagi menjadi 4
regu karena perusahaan beroperasi selama 7 hari 24 jam. Untuk pembagian
shift kerja antara lain shift I (jam 06.00-14.00 WIB), shift II (jam 14.00-
22.00 WIB), dan shift III (jam 22.00-06.00) dengan waktu istirahat 60
menit untuk masing-masing shift.
7. Selintas Gambaran Penerapan Hiperkes dan Keselamatan Kerja di
Perusahaan
Penerapan Hiperkes dan Keselamatan Kerja serta Lingkungan di PT.
Albea Rigid Packaging Surabaya telah terlaksana dan memiliki tujuan dan
sasaran guna terciptanya sistem keselamatan dan kesehatan kerja yang
aman dengan melibatkan seluruh unsur perusahaan. Perusahaan telah
menerapkan Sistem Manajemen Keselamatan dan Kesehatan Kerja dengan
sertifikat penghargaan sesuai dengan Peraturan Pemerintah No. 50 Tahun
2012 tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja untuk
64 kriteria. Perusahaan juga telah menerapkan Sistem Manajemen Mutu
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
14
berdasarkan ISO 9001:2015. Perusahaan telah berkomitmen terhadap
pelaksaan K3 terbukti dengan adanya sertifikat No Lost Time Injury (LTI)
serta Penghargaan Kecelakaan Nihil (Zero Accident) yang dikeluarkan
oleh Kementerian Ketenagakerjaan.
B. Proses Produksi
Kegiatan industri ini menghasilkan buangan yang paling menonjol antara
lain : limbah gas berupa debu, limbah padat, limbah cair, dan sosial. Kegiatan
tersebut saling terkait satu dengan yang lain sehingga perlu dilakukan
mekanisme yang saling menunjang guna mendapatkan efektifitasnya. Secara
umum dapat dijelaskan sebagai berikut :
1. Persiapan bahan baku
Bahan baku biji plastik dari dalam kemasan untuk dipersiapkan masuk
ke dalam mesin pemanas plastik.
2. Pemanasan bahan baku
Bahan baku biji plastik yang telah ditakar dimasukkan ke dalam mesin
pemanas plastik dan secara bersama-sama dimasukkan pula campuran
tambahan (pewarna dan aditif lainnya) sesuai kebutuhan. Pencampuran ini
dilakukan dengan suhu panas sehingga bahan tercampur secara sempurna.
3. Pembentukan
Hasil plastik yang telah terpanaskan secara sempurna dan merata
dengan bahan tambahan lainnya, dilakukan pembentukan sesuai pola
desain yang diinginkan (misalnya kemasan shampo, kemasan sabun cair
dan sebagainya).
4. Pendinginan
Hasil produksi yang telah terbentuk dilakukan pendinginan guna
mendapatkan hasil yang stabil dan siap dikemas atau dirangkai dengan
bahan lain (tutup kemasan).
Sedangkan untuk kegiatan produksi di PT. Albea Rigid Packaging
Surabaya dibagi menjadi dibagi menjadi beberapa bagian, antara lain :
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

15
1. Material Preparation Control (MPC)
Mekanisme proses di bagian MPC merupakan bagian persiapan dan
pengolahan raw material sebelum masuk ke proses produksi. Pada bagian
ini, raw material diberi pigmen sesuai formula dan diolah sebelum dibawa
ke proses produksi di Blow Molding maupun Injection Molding.
Gambar 1. Mekanisme Proses di Bagian MPC
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
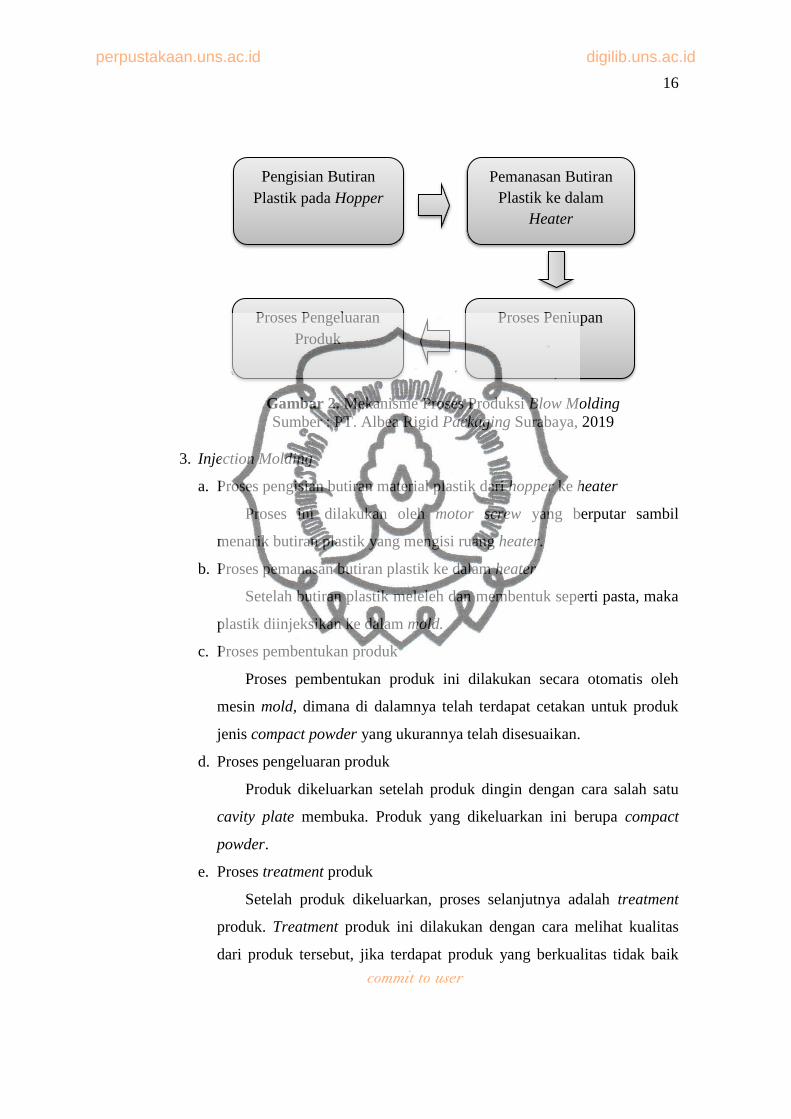
2. Blow Molding
a. Proses pengisian butiran material plastik dari hopper ke heater
Proses ini dilakukan oleh motor screw yang berputar sambil
menarik butiran plastik mengisi ruang heater.
b. Proses pemanasan butiran plastik ke dalam heater
Setelah butiran plastik meleleh dan membentuk seperti pasta maka
plastik diinjeksikan ke dalam mold.
c. Proses peniupan udara
Saat plastik menempel pada dinding mold seperti pada tahap kedua
maka udara dengan tekanan tertentu akan ditiupkan oleh mold.
d. Proses pengeluaran mold
Produk dikeluarkan setelah produk dingin dengan cara salah satu
cavity plate membuka.
Persiapan
produksi Coloring Mixing
Grinding Palletizing
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
16
Gambar 2. Mekanisme Proses Produksi Blow Molding
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
3. Injection Molding
a. Proses pengisian butiran material plastik dari hopper ke heater
Proses ini dilakukan oleh motor screw yang berputar sambil
menarik butiran plastik yang mengisi ruang heater.
b. Proses pemanasan butiran plastik ke dalam heater
Setelah butiran plastik meleleh dan membentuk seperti pasta, maka
plastik diinjeksikan ke dalam mold.
c. Proses pembentukan produk
Proses pembentukan produk ini dilakukan secara otomatis oleh
mesin mold, dimana di dalamnya telah terdapat cetakan untuk produk
jenis compact powder yang ukurannya telah disesuaikan.
d. Proses pengeluaran produk
Produk dikeluarkan setelah produk dingin dengan cara salah satu
cavity plate membuka. Produk yang dikeluarkan ini berupa compact
powder.
e. Proses treatment produk
Setelah produk dikeluarkan, proses selanjutnya adalah treatment
produk. Treatment produk ini dilakukan dengan cara melihat kualitas
dari produk tersebut, jika terdapat produk yang berkualitas tidak baik
Pengisian Butiran
Plastik pada Hopper
Pemanasan Butiran
Plastik ke dalam
Heater
Proses Pengeluaran
Produk
Proses Peniupan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

17
maka bagian ujung produk dipotong menggunakan cutter khusus,
kemudian produk dikemas dalam kardus.
Gambar 3. Mekanisme Proses Produksi Injection Molding
Sumber: PT. Albea Rigid Packaging Surabaya, 2019
4. Assembly and Decoration 1 (AD 1)
a. Printing
Tahap ini bertujuan untuk mencetak label pada kemasan
menggunakan mesin printing manual dan otomatis. Berikut tahapan
dalam proses printing di departemen AD 1 :
Gambar 4. Mekanisme Proses Printing di Bagian AD 1
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
Pengisian Butiran
Plastik pada Hopper
Pemanasan Butiran
Plastik ke dalam
Heater
Proses Pembentukan
Produk
Proses Pengeluaran
Produk
Proses Treatment
Produk
Produk Setengah Jadi Pembuatan Screen
Pencampuran
Pewarnaan
Sablon / Pencetakan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

18
b. Stamping
Tahap ini bertujuan untuk memberi stamp merk pada kemasan
menggunakan mesin hot stamping roll dan mesin hot stamping up-
down. Berikut tahapan dalam proses stamping di departemen AD 1 :
Gambar 5. Mekanisme Proses Stamping di Bagian AD 1
Sumber: PT. Albea Rigid Packaging Surabaya, 2019
5. Assembly and Decoration 2 (AD 2)
Kegiatan di departemen AD 2 ini meliputi tahapan assembly. Pada
tahap ini, produk setengah jadi berupa komponen produk digabung
menjadi satu kesatuan produk, sehingga terbentuk produk jadi. Berikut
tahapan dalam proses assembly di departemen AD 2 :
Gambar 6. Mekanisme Proses di Bagian AD 2
Sumber: PT. Albea Rigid Packaging Surabaya, 2018
C. Higiene Perusahaan
1. Faktor Fisika
a. Intensitas Kebisingan
1) Sumber
Produk Setengah Jadi Perekatan Alumunium
Foil
Perekatan Jig dan
Roller Rubber
Stamping
Produk
Terpisah
dari
Injection
Molding
Conveyor
Perakitan
Produk
Jadi /
Setengah
Jadi
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

19
Kebisingan pada area perusahaan bersumber dari aktivitas
mesin-mesin produksi terutama di area Assembly Decoration (AD) 1
dan Assembly Decoration (AD) 2 dimana terdapat mesin air blow
yang berfungsi untuk membersihkan produk. Serta pada area
produksi Blow Molding dimana terdapat mesin Kautex dan di area
MPC yaitu mesin palletizing, crusher dan mixing.
2) Pemantauan dan Pengukuran
Pengukuran intensitas kebisingan secara berkala telah dilakukan
di PT. Albea Rigid Packaging Surabaya oleh pihak internal dan
PJK3 (PT. Envilab) setiap 6 bulan sekali. Hasil pengukuran
intensitas kebisingan pada 7 area produksi menunjukkan bahwa
kebisingan masih dibawah NAB 85 dB (A) sesuai dengan Peraturan
Menteri Ketenagakerjaan No. 5 Tahun 2018 tentang Keselamatan
dan Kesehatan Kerja Lingkungan Kerja. Pengukuran dilakukan pada
tanggal 7 sampai dengan 11 Februari 2019 dengan waktu paparan 8
jam per hari. Berikut hasil pengukuran intensitas kebisingan
lingkungan :
Tabel 2. Hasil Pengukuran Intensitas Kebisingan
No Lokasi Intensitas Kebisingan
dB (A)
1 Area Blow Molding 81.77
2 Area Assembly and Decoration 1 79.32
3 Area Assembly and Decoration 2 79.74
4 Area Injection Molding A 78.96
5 Area Injection Molding B 71,2
6 MPC 82.64
7 Mold shop 76.2
Sumber : Hasil pendataan pada tanggal 7 s.d 11 Februari 2019
Keterangan : NAB mengacu pada Permenaker No. 5 Tahun 2018
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
20
3) Pengendalian
Perusahaan telah melakukan upaya untuk pengendalian
kebisingan yang terdapat di perusahaan antara lain :
a) Melakukan pengendalian secara engineering control dengan
melakukan perawatan pada mesin.
b) Melakukan pengendalian secara administratif dengan mengatur
jam kerja atau shift kerja dan menyediakan warning sign
mengenai APD apa saja yang wajib digunakan apabila memasuki
area produksi.
c) Menyediakan alat pelindung diri (APD) berupa ear plug dan ear
muff.
b. Intensitas Getaran
1) Sumber
Sumber getaran yang ada di perusahaan berasal dari kegiatan
maintenance seperti pengeboran yang menggunakan jack hammer
untuk perbaikan alat. Selain itu, getaran juga berasal dari forklift.
Sumber getaran tersebut menyebabkan getaran seluruh badan (whole
body vibration) maupun getaran alat-lengan (tool hand vibration).
Sebagai contoh getaran seluruh tubuh dapat dirasakan pada operator
forklift. Sedangkan untuk getaran pada lengan contohnya pada
operator jack hammer.
2) Pemantauan dan Pengukuran
Pengukuran intensitas getaran telah dilakukan untuk forklift,
sedangkan untuk jack hammer belum dilakukan pengukuran.
Pengukuran intensitas getaran di PT. Albea Rigid Packaging
Surabaya dilakukan oleh pihak eksternal yaitu PJK3 (PT. Envilab)
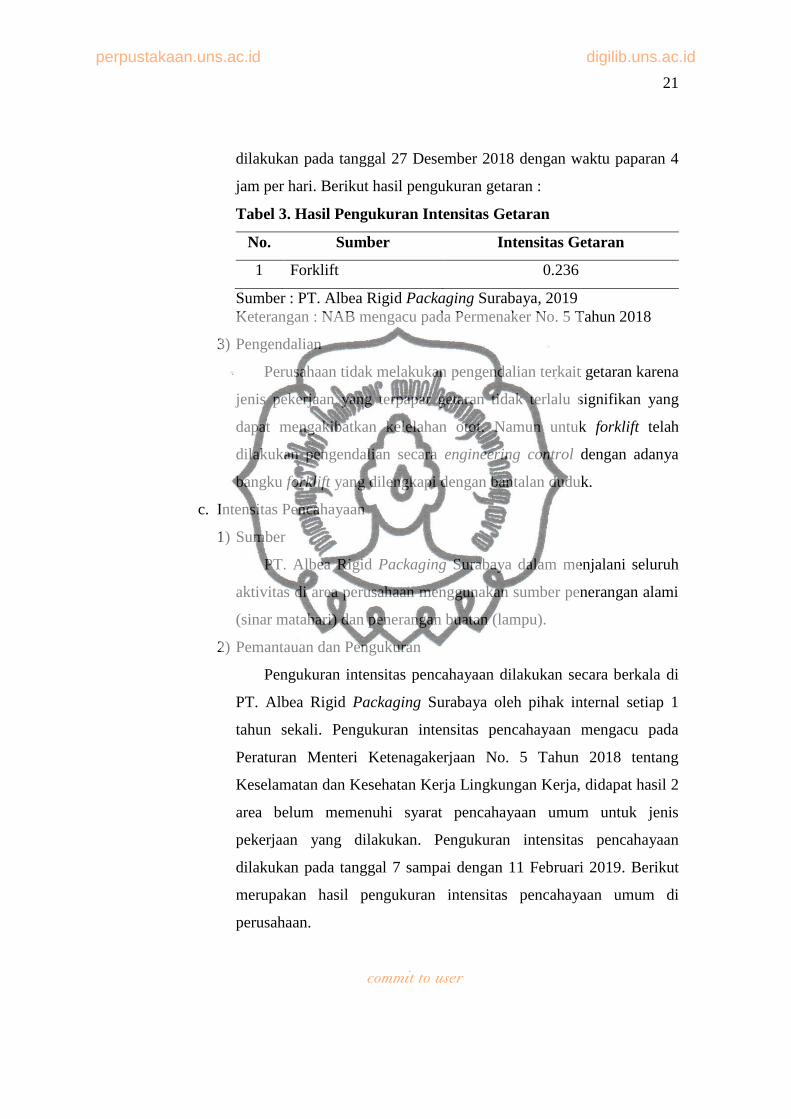
setiap 1 tahun sekali. Hasil pengukuran menunjukkan bahwa
intensitas getaran dibawah NAB 1.2249 m/s² sesuai dengan
Peraturan Menteri Ketenagakerjaan No. 5 Tahun 2018 tentang
Keselamatan dan Kesehatan Kerja Lingkungan Kerja. Pengukuran
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
21
dilakukan pada tanggal 27 Desember 2018 dengan waktu paparan 4
jam per hari. Berikut hasil pengukuran getaran :
Tabel 3. Hasil Pengukuran Intensitas Getaran
No. Sumber Intensitas Getaran
1 Forklift 0.236
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
Keterangan : NAB mengacu pada Permenaker No. 5 Tahun 2018
3) Pengendalian
Perusahaan tidak melakukan pengendalian terkait getaran karena
jenis pekerjaan yang terpapar getaran tidak terlalu signifikan yang
dapat mengakibatkan kelelahan otot. Namun untuk forklift telah
dilakukan pengendalian secara engineering control dengan adanya
bangku forklift yang dilengkapi dengan bantalan duduk.
c. Intensitas Pencahayaan
1) Sumber
PT. Albea Rigid Packaging Surabaya dalam menjalani seluruh
aktivitas di area perusahaan menggunakan sumber penerangan alami
(sinar matahari) dan penerangan buatan (lampu).
2) Pemantauan dan Pengukuran
Pengukuran intensitas pencahayaan dilakukan secara berkala di
PT. Albea Rigid Packaging Surabaya oleh pihak internal setiap 1
tahun sekali. Pengukuran intensitas pencahayaan mengacu pada
Peraturan Menteri Ketenagakerjaan No. 5 Tahun 2018 tentang
Keselamatan dan Kesehatan Kerja Lingkungan Kerja, didapat hasil 2
area belum memenuhi syarat pencahayaan umum untuk jenis
pekerjaan yang dilakukan. Pengukuran intensitas pencahayaan
dilakukan pada tanggal 7 sampai dengan 11 Februari 2019. Berikut
merupakan hasil pengukuran intensitas pencahayaan umum di
perusahaan.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
22
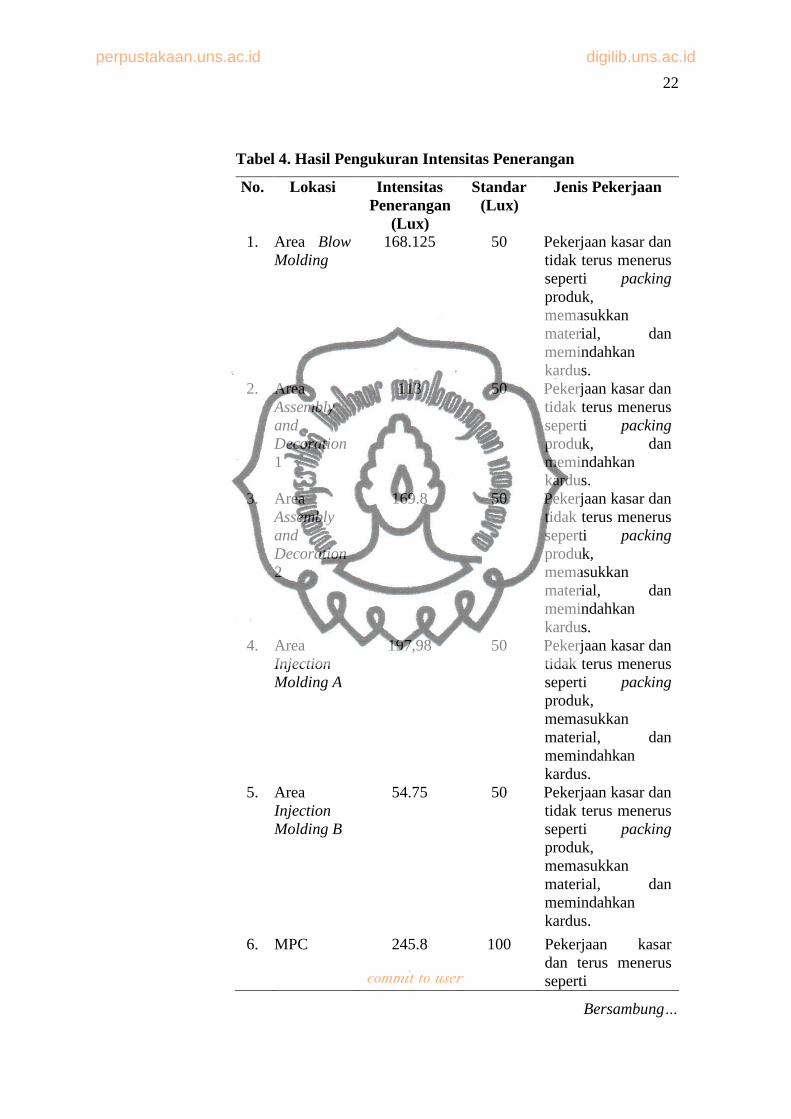
Tabel 4. Hasil Pengukuran Intensitas Penerangan
No. Lokasi Intensitas
Penerangan
(Lux)
Standar
(Lux)
Jenis Pekerjaan
1. Area Blow
Molding
168.125 50 Pekerjaan kasar dan
tidak terus menerus
seperti packing
produk,
memasukkan
material, dan
memindahkan
kardus.
2. Area
Assembly
and
Decoration
1
113 50 Pekerjaan kasar dan
tidak terus menerus
seperti packing
produk, dan
memindahkan
kardus.
3. Area
Assembly
and
Decoration
2
169.8 50 Pekerjaan kasar dan
tidak terus menerus
seperti packing
produk,
memasukkan
material, dan
memindahkan
kardus.
4. Area
Injection
Molding A
197,98 50 Pekerjaan kasar dan
tidak terus menerus
seperti packing
produk,
memasukkan
material, dan
memindahkan
kardus.
5. Area
Injection
Molding B
54.75 50 Pekerjaan kasar dan
tidak terus menerus
seperti packing
produk,
memasukkan
material, dan
memindahkan
kardus.
6. MPC 245.8 100 Pekerjaan kasar
dan terus menerus
seperti
Bersambung…
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

23
penggilingan
produk gagal,
memasukkan
pengolahan
material dan
pengepakan.
7. Mold shop 193.5 200 Pekerjaan kasar
dan tidak terus
menerus,
merupakan tempat
memperbaiki mold,
pekerjaan mesin
serta tempat
pembubutan.
8. Warehouse
depan
82.1 100 Pekerjaan kasar
dan tidak terus
menerus dan
merupakan gudang
penyimpanan.
9. Warehouse
belakang
65.7 100 Pekerjaan kasar dan
tidak terus menerus
dan merupakan
gudang
penyimpanan.
Sumber : Hasil pendataan pada tanggal 7 s.d 11 Februari 2019
Keterangan : NAB mengacu pada Permenaker No. 5 Tahun 2018
3) Pengendalian
Perusahaan telah melakukan upaya pengendalian antara lain :
a) Perusahaan telah melakukan upaya pengendalian secara substitusi
dengan melakukan pergantian terhadap bola lampu yang sudah
tidak berfungsi atau mati.
b) Melakukan upaya pengendalian secara engineering control
dengan melakukan penataan ruangan guna mengatur pencahayaan
dengan mengkombinasikan sinar lampu dan cahaya matahari.
d. Iklim Kerja
1) Sumber
Area di PT. Albea Rigid Packaging Surabaya memiliki iklim
kerja panas yang berasal dari suhu lingkungan kota Surabaya yang
Sambungan…
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
24
panas. Selain itu, iklim kerja panas juga berasal dari kegiatan proses
produksi.
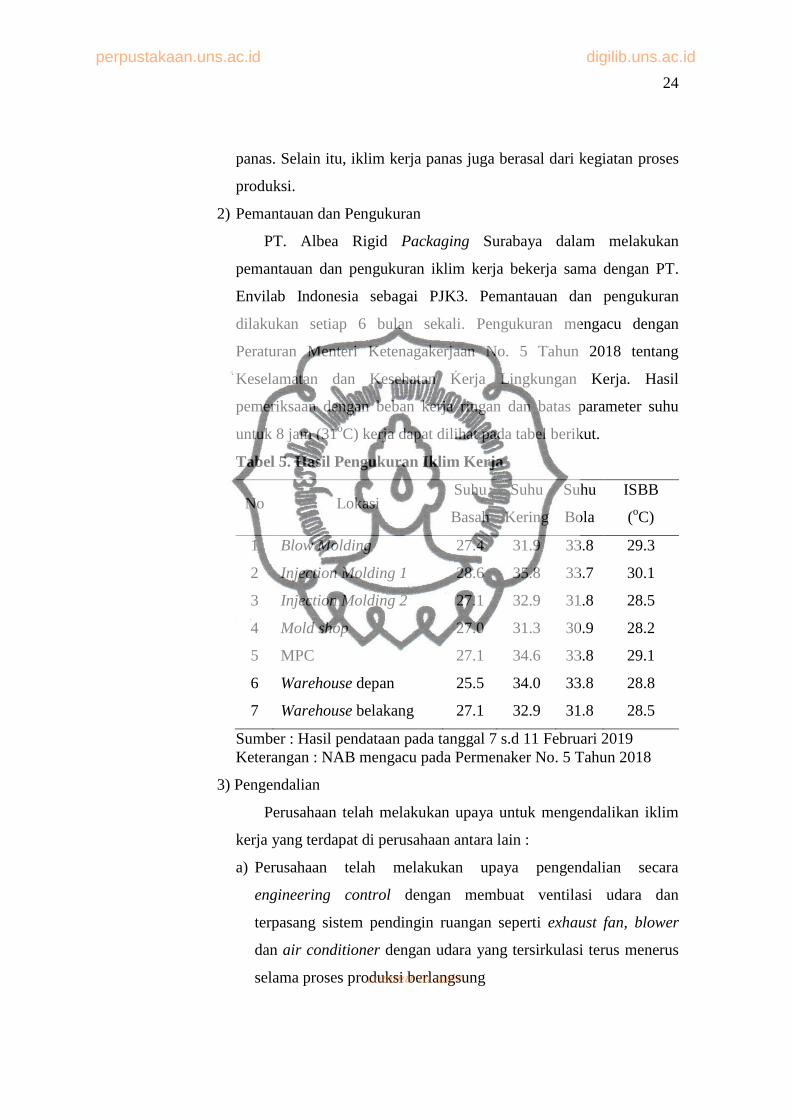
2) Pemantauan dan Pengukuran
PT. Albea Rigid Packaging Surabaya dalam melakukan
pemantauan dan pengukuran iklim kerja bekerja sama dengan PT.
Envilab Indonesia sebagai PJK3. Pemantauan dan pengukuran
dilakukan setiap 6 bulan sekali. Pengukuran mengacu dengan
Peraturan Menteri Ketenagakerjaan No. 5 Tahun 2018 tentang
Keselamatan dan Kesehatan Kerja Lingkungan Kerja. Hasil
pemeriksaan dengan beban kerja ringan dan batas parameter suhu
untuk 8 jam (31oC) kerja dapat dilihat pada tabel berikut.
Tabel 5. Hasil Pengukuran Iklim Kerja
No Lokasi Suhu
Basah
Suhu
Kering
Suhu
Bola
ISBB
(oC)
1 Blow Molding 27.4 31.9 33.8 29.3
2 Injection Molding 1 28.6 35.8 33.7 30.1
3 Injection Molding 2 27.1 32.9 31.8 28.5
4 Mold shop 27.0 31.3 30.9 28.2
5 MPC 27.1 34.6 33.8 29.1
6 Warehouse depan 25.5 34.0 33.8 28.8
7 Warehouse belakang 27.1 32.9 31.8 28.5
Sumber : Hasil pendataan pada tanggal 7 s.d 11 Februari 2019
Keterangan : NAB mengacu pada Permenaker No. 5 Tahun 2018
3) Pengendalian
Perusahaan telah melakukan upaya untuk mengendalikan iklim
kerja yang terdapat di perusahaan antara lain :
a) Perusahaan telah melakukan upaya pengendalian secara
engineering control dengan membuat ventilasi udara dan
terpasang sistem pendingin ruangan seperti exhaust fan, blower
dan air conditioner dengan udara yang tersirkulasi terus menerus
selama proses produksi berlangsung
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

25
b) Serta pengendalian secara administratif dengan menyediakan air
minum untuk pekerja.
2. Faktor Kimia
a. Debu
1) Sumber
Debu yang menjadi ancaman bagi kesehatan pekerja di PT.
Albea Rigid Packaging Surabaya merupakan debu inhalable
berukuran 10 mikron yang bersumber dari debu material akibat dari
aktivitas pengolahan bahan material. Debu material di departemen
MPC terdapat pada kegiatan yang berkenaan dengan bahan baku
atau raw material, yaitu pada tahap persiapan produksi dan mixing.
Selain itu, debu juga bersumber dari debu pigmen yang juga terdapat
di departemen MPC pada tahap coloring dan mixing.
2) Pemantauan dan Pengukuran
PT. Albea Rigid Packaging Surabaya dalam melakukan
pemantauan dan pengukuran kadar debu bekerja sama dengan PT.
Envilab Indonesia yang merupakan PJK3. Pemantauan dan
pengukuran dilakukan setiap 6 bulan sekali. Hasil pengukuran kadar
debu dapat dilihat pada tabel berikut.
Tabel 6. Hasil Pengukuran Kadar Debu
No Lokasi Hasil Regulatory
Limit
1 Blow Molding 0.987 10
2 Injection Molding 1 1.133 10
3 Injection Molding 2 1.113 10
4 Assembly and Decorating 1 0.688 10
5 Assembly and Decorating 2 0.733 10
6 MPC 0.787 10
7 Mold shop 1.113 10
8 Warehouse depan 0.887 10
9 Warehouse belakang 0.833 10
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
Keterangan : NAB mengacu pada Permenaker No. 5 Tahun 2018
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

26
3) Pengendalian
Perusahaan telah melakukan upaya untuk mengendalikan debu
yang terdapat di perusahaan antara lain :
a) Melakukan upaya pengendalian secara engineering control
dengan memasang dust collector untuk meminimalisir debu
b) Menyediakan APD berupa masker karbon yang berfungsi untuk
melindungi saluran pernapasan dari potensi bahaya debu.
b. Uap Bahan Kimia
1) Sumber
Uap bahan kimia yang ada di PT. Albea Rigid Packaging
Surabaya bersumber dari proses printing di AD 1 yang bertujuan
untuk mencetak label pada kemasan menggunakan mesin printing
manual dan otomatis. Pada proses printing ini menggunakan tinta
yang merupakan bahan kimia berbahaya.
2) Pemantauan dan Pengukuran
Untuk memonitoring pekerjaan pada proses printing dilakukan
pemantauan pemakaian APD (masker gas) pada saat bekerja yang
dilakukan oleh PIC area. Pengukuran dilakukan dengan mengukur
kualitas udara yang ada di dalam ruangan yang dilakukan setiap 6
bulan sekali oleh PT. Envilab Indonesia yang merupakan PJK3.
Hasil pengukuran kualitas udara dalam ruangan terakhir
menunjukkan kualitas udara yang dihasilkan berada dibawah kadar
maksimum.
3) Pengendalian
Perusahaan telah melakukan upaya pengendalian antara lain :
a) Upaya pengendalian secara administratif dengan menyediakan
Safety Data Sheet (SDS) pada bahan kimia yang digunakan.
b) Perusahaan juga telah menyediakan eyewash dan APD berupa
masker gas yang dilengkapi dengan instruksi kerja mengenai
penggunaan dan perawatannya.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
27
3. Faktor Biologi
a. Parasit
1) Sumber
Di dalam area perusahaan terdapat binatang-binatang
pengganggu antara lain kucing, nyamuk, tikus, lalat, kecoa,
serangga, ulat, dan kaki seribu. Binatang-binatang tersebut paling
banyak ditemui di sekitar area injection molding.
2) Pemantauan
Pemantauan dilakukan setiap 2 kali dalam seminggu yaitu setiap
hari Senin dan Kamis dengan mengecek perangkap oleh pihak
eksternal dari PT. Proton Gumilang.
3) Pengendalian
Perusahaan telah melakukan pengendalian dengan bekerjasama
dengan PT. Proton Gumilang dalam membasmi binatang-binatang
pengganggu di sekitar area perusahaan. PT. Proton Gumilang
memasang perangkap di luar maupun di dalam area produksi serta
office. Denah penempatan perangkap dapat dilihat pada lampiran 2.
Terdapat macam-macam perangkap yang dipasang di area
perusahaan seperti bahan aktif kumatetralil, pest glue trap, insect
killer, flystop, dan lampu UV. Di perusahaan juga dilakukan fogging
rutin setiap dua minggu sekali pada hari sabtu sebagai upaya
pengendalian terhadap nyamuk. Perusahaan juga telah menetapkan
jadwal pengosongan tempat sampah oleh petugas setiap harinya agar
tidak menjadi sarang vektor.
4. Faktor Fisiologi dan Mental Psikologi
Penerapan faktor fisiologi dan faktor mental psikologi dijelaskan
dalam aspek ergonomi.
D. Keselamatan Kerja
1. Keselamatan Kerja Bidang Kebakaran
a. Sumber
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

28
Potensi bahaya kebakaran yang mungkin dapat terjadi di PT. Albea
Rigid Packaging Surabaya cukup tinggi karena proses produksi berjalan
selama 24 jam sehingga kewaspadaan terhadap potensi bahaya
kebakaran merupakan prioritas utama. Adapun sumber energi yang
dapat menyebabkan kebakaran di area perusahaan antara lain:
1) Energi listrik yang berasal dari trafo dan panel PLN baik panel mesin
maupun panel penerangan yang berpotensi menyebabkan korsleting
listrik.
2) Energi panas yang berasal dari aktivitas mesin-mesin produksi salah
satunya yaitu mesin-mesin yang ada di area AD 1 yang memiliki
potensi bahaya kebakaran apabila terdapat selisih suhu setting
dengan suhu yang diatur yang terlalu besar dan melebihi selisih
maksimal yaitu 10oC.
3) Energi kimia yang bersumber dari gas LPG untuk aktivitas mesin
oven yang terdapat di area AD 1, dan bahan-bahan kimia yang
mudah terbakar yang digunakan sebagai penunjang berjalannya
proses produksi seperti cairan alkohol dan tinta.
Selain itu potensi bahaya kebakaran juga dapat bersumber dari
material yang mudah terbakar seperti tumpukan sampah plastik dan
tumpukan kardus.
b. Identifikasi Potensi Bahaya
Potensi bahaya yang dapat timbul di area perusahaan adalah
kebakaran.
c. Pemeriksaan
Pemeriksaan dilakukan dengan pemantauan oleh anggota EHSF
yang dilakukan setiap 1 bulan sekali.
d. Pengendalian
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

29
PT. Albea Rigid Packaging Surabaya telah melakukan upaya
pengendalian terhadap sumber energi yang dapat mengakibatkan
kebakaran di area perusahaan antara lain :
1) Perusahaan telah melakukan upaya pengendalian pada sumber energi
listrik dengan menurunkan tegangan listrik dari PLN sebelum
disalurkan ke mesin produksi. Perusahaan juga telah memasang
kabel di dalam pipa guna menghindari potensi bahaya kebakaran.
2) Melakukan pengecekan rutin pada mesin produksi setiap pergantian
shift dengan menggunakan checklist untuk memastikan bahwa selisih
suhu setting dengan suhu yang diatur tidak terlalu besar dan tidak
melebihi selisih maksimal yaitu 10oC, sehingga tidak menimbulkan
bahaya kebakaran.
3) Menyimpan gas LPG di dalam LPG storage yang berada di area
yang jauh dari sumber api dan terisolasi. Perusahaan juga telah
menyediakan SDS untuk setiap bahan kimia yang digunakan serta
menyediakan kotak penyimpanan dan ruang penyimpanan bernama
dangerous goods room.
Selain itu, perusahaan juga telah melakukan upaya manajemen
tanggap darurat untuk pencegahan dan penanggulangan kebakaran baik
dari segi penyediaan sistem proteksi kebakaran maupun dari segi
sumber daya manusianya. Perusahaan telah melakukan simulasi
kebakaran yang dilakukan secara rutin setiap setahun sekali. Dalam
simulasi kebakaran juga dilakukan pelatihan mengenai cara penggunaan
APAR dan hydrant. Dalam penanggulangan masalah kebakaran,
perusahaan telah menyediakan sarana proteksi kebarakan antara lain:
1) Sarana Proteksi Kebakaran Aktif
a) Alat Pemadam Api Ringan (APAR)
Perusahaan telah menyediakan sistem proteksi kebakaran
berupa alat pemadam api ringan (APAR) sebanyak 58 buah
dengan jenis clean agent sebanyak 9 buah dan jenis dry chemical
powder sebanyak 49 buah. Untuk APAR jenis clean agent
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

30
disediakan di area kerja yang bersifat tertutup (close room) seperti
pada ruang server, assembly and decoration 1 (AD1), dan
assembly and decoration 2 (AD2). Sedangkan untuk APAR jenis
dry chemical powder disediakan di area yang bersifat terbuka dan
mayoritas tersebar merata di seluruh area produksi. APAR jenis
dry chemical powder tersebut tersedia dalam 2 macam kapasitas
tabung yaitu 5 kg dan 25 kg. Pada tempat pemasangan APAR
telah dilengkapi dengan tanda pemasangan berbentuk segiempat
dan segitiga serta dilengkapi dengan petunjuk penggunaan dengan
jelas. Tabung APAR yang ada di perusahaan ada yang berwarna
merah dan ada yang berwarna kuning. APAR telah ditempatkan
di tempat yang mudah dilihat dan dijangkau. Seluruh APAR
dilengkapi dengan stiker yang menandakan jangka waktu tanggal
pengisian kembali oleh pihak ketiga yaitu CV Trubus Mandiri
Jaya. Jangka waktu pengisian selama 2 tahun. Inspeksi APAR
dilakukan oleh tim EHSF dan tim security setiap sebulan sekali.
Form checklist inspeksi APAR dapat dilihat pada lampiran 4.
Gambar 7. Alat Pemadam Api Ringan (APAR)
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
31
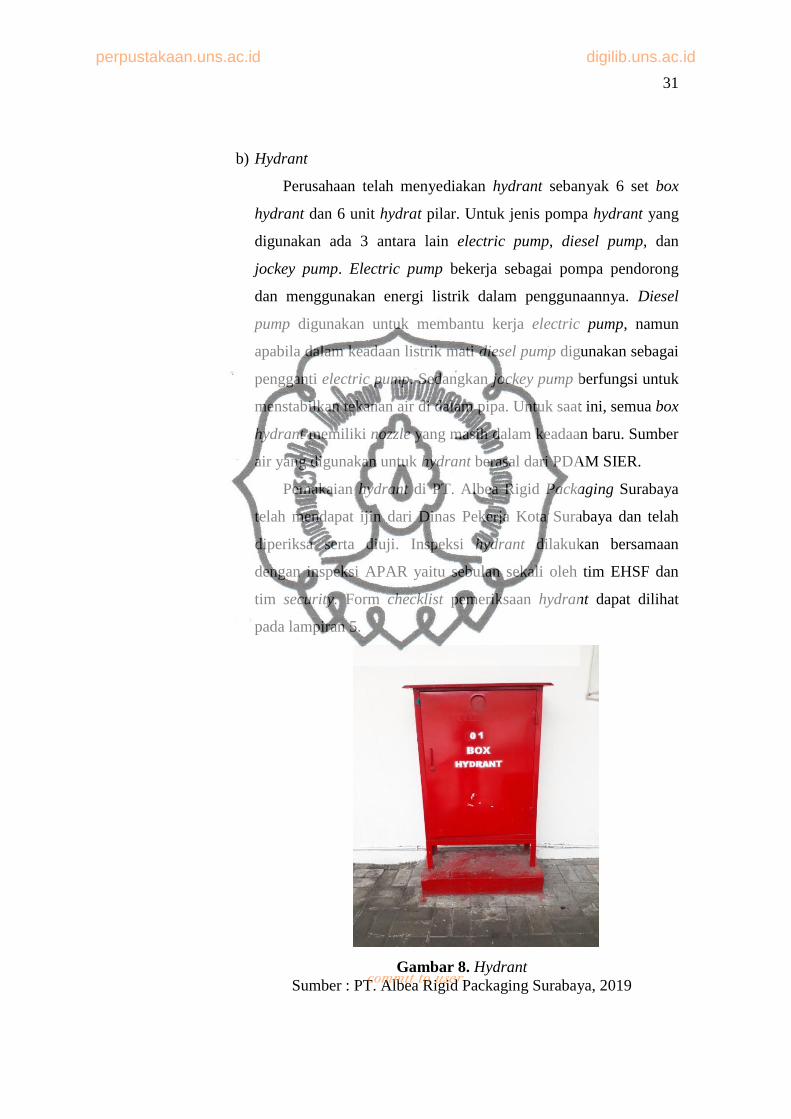
b) Hydrant
Perusahaan telah menyediakan hydrant sebanyak 6 set box
hydrant dan 6 unit hydrat pilar. Untuk jenis pompa hydrant yang
digunakan ada 3 antara lain electric pump, diesel pump, dan
jockey pump. Electric pump bekerja sebagai pompa pendorong
dan menggunakan energi listrik dalam penggunaannya. Diesel
pump digunakan untuk membantu kerja electric pump, namun
apabila dalam keadaan listrik mati diesel pump digunakan sebagai
pengganti electric pump. Sedangkan jockey pump berfungsi untuk
menstabilkan tekanan air di dalam pipa. Untuk saat ini, semua box
hydrant memiliki nozzle yang masih dalam keadaan baru. Sumber
air yang digunakan untuk hydrant berasal dari PDAM SIER.
Pemakaian hydrant di PT. Albea Rigid Packaging Surabaya
telah mendapat ijin dari Dinas Pekerja Kota Surabaya dan telah
diperiksa serta diuji. Inspeksi hydrant dilakukan bersamaan
dengan inspeksi APAR yaitu sebulan sekali oleh tim EHSF dan
tim security. Form checklist pemeriksaan hydrant dapat dilihat
pada lampiran 5.
Gambar 8. Hydrant
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

32
c) Smoke Detector dan Heat Detector
Perusahaan telah menyediakan sarana proteksi kebakaran
smoke detector sebanyak 120 buah yang tersebar merata di
seluruh area perusahaan, smoke detector yang digunakan ada 2
tipe yaitu tipe radiasi dan photo electric, untuk pemeriksaan
dilakukan dengan menggunakan smoke checker. Sedangkan untuk
heat detector tersedia 9 buah, dan untuk pemeriksaan dilakukan
menggunakan hair dryer. Di PT. Albea Rigid Packaging
Surabaya juga terdapat auto shut off yang khusus ditempatkan
pada mesin produksi di area injection molding dan untuk area
blow molding masih dalam tahapan pemasangan. Pemeriksaan
dan pengujian smoke detector telah dilakukan oleh PJK3 1 kali
dalam setahun.
Gambar 9. Smoke Detector
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
d) Fire Alarm
Perusahaan memiliki 16 buah tombol manual (manual push
button) yang merupakan alat yang bekerja secara manual dimana
apabila terdapat api atau terjadi kebakaran alat ini akan bekerja
setelah ditekan pada break glass atau kaca. Pemeriksaan
dilakukan setiap 1 bulan oleh EHSF dengan cara menekan push
button pada setiap alarm.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

33
Gambar 10. Fire Alarm
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
e) Sprinkler
Setiap departemen bahkan setiap ruangan yang ada di PT.
Albea Rigid Packaging Surabaya telah dilengkapi dengan proteksi
kebakaran sprinkler. Pemantauan sprinkler dilakukan setiap 1
bulan sekali oleh PJK3 dengan mengecek valve untuk memastikan
bahwa air dapat mengalir melalui sprinkler apabila sewaktu-waktu
terjadi kebakaran.
Gambar 11. Sprinkler
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
f) Penyalur Petir
Perusahaan memiliki 1 penyalur petir dengan jenis kurn yang
mempunyai radius 80 m² - 120 m² yang terpasang di area taman
dekat pos satpam. Inspeksi untuk pengecekan kelayakan penyalur
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
34
petir dilakukan oleh PJK3 yaitu PT. Sumito Teknik Surabaya yang
telah bersertifikasi dan dilakukan secara berkala setiap 2 tahun
sekali.
Gambar 12. Penyalur Petir
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
2) Sarana Proteksi Kebakaran Pasif
a) Tim Pemadam Kebakaran
Perusahaan memiliki tim pemadam kebakaran yang
tergabung dalam struktur organisasi keadaan darurat (emergency
response team) dimana pekerja juga dilibatkan di dalamnya.
Organisasi tersebut berfungsi untuk menangani keadaan darurat
yang dapat terjadi sewaktu-waktu dan membantu mengevakuasi
korban serta memberikan pertolongan pertama. Terdapat beberapa
kelompok kecil yang dibagi berdasarkan tugas masing-masing,
antara lain anggota fire fighter, fire leader, fire pump operator,
sprinkler operator, advisor, ERT leader, rescue leader, serta first
aid leader. Struktur organisasi ERT dapat dilihat pada lampiran 6.
b) Sign
Di dalam area produksi telah terdapat sign “Dilarang
Merokok”. Tanda jalur evakuasi juga telah dipasang di setiap area
dengan rambu anak panah berwarna putih dan dasar warna hijau
dengan keterangan jalur evakuasi.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
35
c) Titik Kumpul
Perusahaan telah menyediakan titik kumpul apabila terjadi
keadaan darurat khususnya kebakaran. Titik kumpul tersebut
berada di depan pos satpam dan telah terdapat sign titik kumpul.
2. Keselamatan Kerja Bidang Bejana Tekan
a. Sumber
PT. Albea Rigid Packaging Surabaya memiliki 2 bejana tekan jenis
bejana tekan udara dengan kapasitas 3000 liter dan bejana tekan air
dengan kapasitas 474 liter. Bejana tekan udara tersebut digunakan
sebagai penampung udara dengan tekanan kerja terbesar 150 Psi.
Sedangkan bejana tekan air digunakan untuk menstabilkan tekanan
hydrant dengan tekanan kerja terbesar 8 kg/cm2.
b. Identifikasi Potensi Bahaya
Potensi bahaya yang dapat terjadi antara lain ledakan bejana tekan
karena bejana tekan memiliki tekanan, kebakaran, dan menimbulkan
suhu yang panas.
c. Pemeriksaan
Pemeriksaan bejana tekan dilakukan oleh PJK3 yaitu PT. Sumito
Teknik Surabaya dan pemeriksa merupakan Ahli K3 Pesawat Uap dan
Bejana Tekanan. Pemeriksaan dilakukan setiap 5 tahun sekali.
d. Pengendalian
Pemakaian bejana tekan di PT. Albea Rigid Packaging Surabaya
telah mendapat pengesahan dari Dinas Pekerja Kota Surabaya (lampiran
7). Apabila ditemukan kondisi bejana tekan yang tidak normal, pihak
perusahaan langsung memanggil PJK3 untuk segera diperiksa.
3. Keselamatan Kerja Bidang Bahan Kimia Berbahaya dan Beracun
a. Sumber
Bahan kimia berbahaya dan beracun bersumber dari kegiatan
produksi maupun maintenance. Bahan kimia yang digunakan di PT.
Albea Rigid Packaging Surabaya memiliki karakteristik mudah
menyala seperti alkohol pada kegiatan produksi yang digunakan untuk
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
36
membersihkan produk, serta bahan kimia yang digunakan dalam
kegiatan maintenance seperti minyak sebagai pelumas mold.
Perusahaan juga menggunakan bahan kimia yang memiliki karakteristik
beracun seperti silicone, minyak, foil, solvent tinta, dan tinta yang
digunakan pada proses printing.
b. Identifikasi Potensi Bahaya
Potensi bahaya dari beberapa bahan kimia yang telah disebutkan
diatas yaitu kebakaran, menimbulkan dampak kesehatan apabila kontak
dengan manusia seperti keracunan, mengiritasi kulit dan mata, serta
dapat mencemari lingkungan apabila tidak dikelola dengan baik.
c. Pemeriksaan
Gudang tempat penyimpanan bahan kimia berbahaya dan beracun
dilengkapi dengan temperatur monitor yang berfungsi untuk memonitor
temperatur dalam gudang. Temperatur tempat penyimpanan bahan
kimia berbahaya dan beracun disetting maksimal 20 derajat. Disana
juga telah dilengkapi system grounding untuk mencegah timbulnya
listrik statis, dan untuk bangunannya sudah ditembok tebal. Pengecekan
dilakukan setiap hari dengan menggunakan temperatur monitor
checklist (lampiran 8). Pemeriksaan merupakan tanggung jawab petugas
warehouse.
d. Pengendalian
Perusahaan telah melakukan upaya pengendalian secara
administratif dengan memberikan label dan simbol sebagai informasi
dan peringatan kepada orang-orang sekitar yang menjelaskan terkait
identitas bahan kimia, pernyataan bahaya, serta pernyataan kehati-
hatian. Bahan-bahan kimia yang terdapat di perusahaan telah dilengkapi
dengan Safety Data Sheet (SDS). Perusahaan juga telah mengelola
sistem penyimpanan B3 dengan menyimpannya di dalam sebuah botol
logam. Selain itu, di dalam area produksi, bahan kimia berbahaya dan
beracun disimpan di sebuah kotak khusus penyimpanan bahan kimia.
Sedangkan untuk penyimpanan dalam jumlah banyak, bahan kimia
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
37
berbahaya dan beracun tersebut disimpan di dalam sebuah ruangan
bernama dangerous goods room yang mana bangunannya telah di
desain untuk menyimpan bahan-bahan yang mudah terbakar, meledak,
dan sifat bahaya lainnya. Perusahaan juga telah menyediakan working
instruction (WI) terkait prosedur penyimpanan bahan kimia. Selain itu,
perusahaan juga telah melakukan upaya pengendalian dengan
menyediakan APAR, kotak P3K, dan eyewash yang diletakkan di dekat
dangerous goods room yang telah diperiksa setiap sebulan sekali
dengan menggunakan checklist yang dapat dilihat pada lampiran 9.
4. Keselamatan Kerja Bidang Kelistrikan
a. Sumber
Sumber bahaya kelistrikan yang ada di PT. Albea Rigid Packaging
Surabaya berasal dari ruang trafo dan ruang panel yang mana digunakan
untuk menunjang proses produksi yang memerlukan skala besar dan
berpotensi menimbulkan korsleting listrik apabila terdapat kerusakan
atau terdapat kabel yang terkelupas. Perusahaan menggunakan listrik
utama sebesar 2700 kVA dari PLN.
b. Identifikasi Potensi Bahaya
Potensi bahaya yang dapat terjadi di PT. Albea Rigid Packaging
Surabaya antara lain tersengat listrik bahkan kebakaran apabila terjadi
korsleting pada listrik.
c. Pemeriksaan
Pemeriksaan atau monitoring trafo dan panel listrik di perusahaan
dilakukan oleh pihak eksternal setiap setahun sekali yang dilakukan
oleh PJK3 yaitu PT. Sumito Teknik. Perusahaan tidak memiliki Ahli
K3 listrik yang telah bersertifikat, tetapi ada petugas K3 listrik yang
telah bersertifikat. Selain itu, perusahaan juga menerapkan sistem
pemeriksaan infrared thermography yaitu suatu sistem pemeriksaan
yang menggunakan kamera inframerah untuk memeriksa peralatan
listrik. Infrared thermography dilakukan setiap 3 bulan sekali.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

38
d. Pengendalian
Perusahaan telah melakukan pengendalian bahaya listrik dengan
menurunkan tegangan listrik dari PLN sebelum disalurkan ke mesin
produksi. Muatan listrik bertegangan tinggi dari PLN akan
didistribusikan ke trafo kemudian ke panel Main Distribution Panel
(MDP) setelah itu didistribusikan lagi ke panel Sub-Distribution Panel
(SDP) kemudian barulah didistribusikan ke setiap departemen di
perusahaan yang kemudian digunakan untuk mengoperasikan mesin
produksi. Ruang panel dan trafo telah diisolasi dan diberi peringatan
tanda larangan masuk. Perusahaan juga telah memasang instalasi
penyalur petir guna menghindari gangguan teknis akibat sambaran
petir.
Perusahaan telah menerapkan sistem LOTO apabila sedang
dilakukan perbaikan maupun pemeriksaan pada panel listrik dan trafo.
Perusahaan juga telah memasang kabel di dalam pipa agar kabel tidak
berserakan. Selain itu, perusahaan telah menyediakan APAR di dekat
ruang panel dan ruang trafo untuk mengantisipasi apabila terjadi
kebakaran.
5. Keselamatan Kerja Bidang Mekanik
a. Sumber
Sumber bahaya bidang mekanik yang dapat timbul di PT. Albea
Rigid Packaging Surabaya berasal dari adanya kontak langsung
manusia dengan mesin-mesin produksi yang ada di perusahaan seperti
terkena putaran mesin mixer, terjepit mesin manual printing, terjepit
conveyor, terjepit mesin punch, serta tergores pisau cutter. Selain itu,
sumber bahaya bidang mekanik juga dapat berasal dari kontak langsung
pekerja dengan peralatan kerja seperti, hand pallet, alat pengelasan, alat
pengeboran, dan overhead crane.
b. Identifikasi Potensi Bahaya
Potensi bahaya bidang mekanik yang mungkin dapat terjadi antara
lain terjepit, tergores, terpotong, dan tertimpa.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
39
c. Pemeriksaan
Pemeriksaan pada mesin-mesin produksi yang ada di perusahaan
dilakukan oleh teknisi sebelum pekerjaan dimulai atau pada setiap
pergantian shift. Teknisi memastikan bahwa mesin-mesin produksi
yang akan dihadapi pekerja dalam kondisi aman. Pemeriksaan
dilakukan dengan menggunakan daily checklist maintenance machine
record yang dapat dilihat pada lampiran 10.
d. Pengendalian
Perusahaan telah melakukan upaya pengendalian secara
engineering control dengan memasang cover pelindung pada mesin-
mesin produksi, safety interlock, adanya safety sensor, dan
memodifikasi mesin press dengan memberikan 2 tombol pada mesin
yang mana mesin akan bekerja apabila 2 tombol tersebut ditekan
sehingga tangan pekerja tidak berada di titik jepit. Selain itu perusahaan
juga telah melakukan pengendalian administratif dengan menyediakan
WI pada setiap mesin, memasang warning sign, serta menerapkan
LOTO apabila dilakukan perbaikan pada mesin. Perusahaan juga telah
menyediakan APD untuk pekerja sesuai dengan potensi bahaya yang
dihadapi seperti sarung tangan, helm, safety shoes, kacamata safety, soft
bump cap,dan face shield.
6. Keselamatan Kerja Bidang Transportasi
a. Sumber
Bahaya di bidang transportasi bersumber dari mobilitas kendaraan
baik mobil maupun motor yang dibawa oleh pekerja. Selain itu, terdapat
kendaraan barang yang keluar masuk perusahaan baik kendaraan truk
yang membawa material atau bahan baku maupun kendaraan truk yang
membawa produk dari perusahaan. Forklift yang lalu lalang di area
perusahaan baik di dalam maupun di luar area produksi juga menjadi
sumber bahaya bidang transportasi.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

40
b. Identifikasi Potensi Bahaya
Potensi bahaya bidang transportasi yang dapat terjadi di perusahaan
antara lain tertabrak, terlindas dan tergelincir.
c. Pemeriksaan
Pemeriksaan bidang transportasi dilakukan dengan mengamati dan
memeriksa setiap kendaraan yang keluar masuk perusahaan yang
dilakukan oleh tim security. Pemeriksaan dilakukan dengan mengecek
surat-surat dan perlengkapan truk, pemeriksaan mesin dan rem, serta
kebersihan kendaraan. Selain itu, untuk forklift dilakukan pemeriksaan
oleh operator forklift sebelum digunakan menggunakan checklist yang
dapat dilihat pada lampiran 11.
d. Pengendalian
PT. Albea Rigid Packaging Surabaya telah menyediakan jalur
khusus untuk pejalan kaki (pedestrian path) yang diberi tanda berupa
garis berwarna kuning serta terdapat zebra cross sebagai sarana
penyeberangan. Selain itu, perusahaan juga telah memasang safety
mirror di tikungan jalan, memasang rambu-rambu lalu lintas dan
larangan parkir di depan pintu masuk dan keluar, menyediakan lahan
parkir, serta memasang safety sign. Sedangkan untuk forklift,
perusahaan telah menerapkan peraturan bahwa forklift tidak
diperbolehkan untuk beroperasi 15 menit sebelum dan sesudah
pergantian shift dan ketika istirahat untuk menghindari tertabraknya
pekerja.
E. Kesehatan Kerja
1. Organisasi dan Penanggungjawab Kegiatan Pelayanan Kesehatan Kerja
Organisasi pelayanan kesehatan kerja di PT Albea Rigid Packaging
Surabaya berada di bawah tanggung jawab tim EHSF. Dalam melakukan
pelayanan kesehatan kerja, perusahaan bekerjasama dengan pihak ketiga
sebagai rumah sakit rujukan apabila terjadi kecelakaan kerja, hal ini
dikarenakan perusahaan belum memiliki poliklinik sendiri. Perusahaan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
41
juga telah bekerjasama dengan dokter Hiperkes di luar perusahaan untuk
keperluan konsultasi mengenai kesehatan pekerja. Dokter Hiperkes
tersebut juga telah memiliki sertifikat Hiperkes.
2. 12 Tugas Pokok Pelayanan Kesehatan Kerja
a. Pemeriksaan Kesehatan Sebelum Bekerja, Pemeriksaan Berkala dan
Pemeriksaan Khusus
PT. Albea Rigid Packaging Surabaya belum melakukan
pemeriksaan kesehatan awal bagi pekerja baru sebelum bekerja. Tetapi
perusahaan telah melakukan pemeriksaan berkala bagi seluruh pekerja
yang rutin dilakukan setiap setahun sekali. Dalam melakukan
pemeriksaan kesehatan berkala (medical check up) pada pekerja,
perusahaan bekerja sama dengan Klinik As Shafa. Hal-hal yang
diperiksa pada saat medical check up antara lain pemeriksaan darah
lengkap, urine lengkap, fisik, audiometri, spirometri, rontgen, dan drug
urine test. Pemeriksaan dilakukan sesuai dengan jenis pekerjaan
masing-masing. Perusahaan juga telah melakukan pemeriksaan khusus
bagi pekerja yang memiliki penyakit tertentu maupun bagi pekerja yang
mendapat pengaruh atas suatu pekerjaan tertentu yang memerlukan
penanganan khusus terhadap dampak kesehatan dari suatu pekerjaan
tersebut. Hasil pemeriksaan tersebut nantinya akan dikonsultasikan
dengan dokter Hiperkes di luar perusahaan.
b. Pembinaan dan Pengawasan Atas Penyesuaian Pekerjaan Terhadap
Pekerja
Perusahaan telah melakukan seleksi terhadap calon pekerja baru
yang memiliki ketrampilan yang sesuai dengan pekerjaan dan
diutamakan bagi pekerja yang sudah pernah bekerja di PT. Albea Rigid
Packaging Surabaya atau yang sudah pernah bekerja di perusahaan lain
yang sejenis. Pekerja baru nantinya akan mendapat safety induction
guna mendapat pembinaan dan pengawasan atas penyesuaian pekerjaan
terhadap pekerja. Setiap pekerja wajib memahami dan menaati work
instruction yang terdapat di setiap pekerjaan serta memakai APD sesuai
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

42
dengan bahaya yang dihadapi. Pekerja yang hamil harus melapor
kepada tim EHSF guna konsultasi untuk kemudian disesuaikan dengan
pekerjaan yang sesuai dengan kondisinya. Pekerja yang mengalami
gangguan kesehatan akibat kecelakaan kerja namun masih dapat
bekerja, dipindahkan ke bagian pekerjaan yang sesuai dengan
kemampuannya sampai kondisi kesehatan pekerja pulih kembali.
c. Pembinaan dan Pengawasan Terhadap Lingkungan Kerja
Perusahaan telah melakukan pembinaan terhadap pekerja terkait
dengan lingkungan kerja di perusahaan melalui basic safety training
yang mana dalam training tersebut tim EHSF menyampaikan mengenai
potensi bahaya yang ada di lingkungan kerja serta mengajak seluruh
tanaga kerja untuk berpartisipasi dalam melaporkan setiap potensi
bahaya maupun kejadian hampir celaka yang ditemukan di lingkungan
kerja. Selain itu, perusahaan juga telah melakukan pengawasan terhadap
lingkungan kerja dengan melaksanakan pemantauan lingkungan kerja
melalui pengukuran faktor fisika dan faktor kimia, serta monitoring
terkait faktor biologi yang terdapat di perusahaan.
d. Pembinaan dan Pengawasan Perlengkapan Sanitasi
Perlengkapan sanitasi yang terdapat di PT. Albea Rigid Packaging
Surabaya antara lain kantin, dapur, toilet, dan wastafel. Pembinaan dan
pengawasan kantin dan dapur dilakukan oleh pihak catering. Kantin
dan dapur dibersihkan setiap sebelum dan sesudah waktu makan
pekerja. Di perusahaan terdapat 19 toilet yang mana 14 toilet
diperuntukkan bagi pekerja bagian produksi, 4 toilet untuk pekerja
bagian office, dan 1 toilet untuk security. Toilet pekerja terpisah antara
laki-laki dan perempuan dengan pengairan yang memadai. Akan tetapi
toilet untuk pekerja bagian produksi belum dilengkapi dengan tisu
sebagai alat pembilas dan sabun cuci tangan. Kebersihan toilet dan
wastafel dijaga dan dibersihkan setiap hari oleh petugas cleaning
service. Perusahaan menggunakan air bersih yang telah dilakukan tes
laboratorium oleh pihak eksternal yaitu PT. Envilab Indonesia.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
43
e. Pembinaan dan Pengawasan Perlengkapan untuk Kesehatan Pekerja
Perihal perlengkapan untuk kesehatan pekerja, perusahaan telah
menyediakan ruang medik sebagai tempat istirahat apabila ada pekerja
yang sakit. Ruang medik telah dilengkapi dengan tempat tidur dan obat-
obatan untuk menunjang kesehatan pekerja. Perusahaan juga
menyediakan obat-obatan di dalam kotak P3K yang rutin diinspeksi
setiap sebulan sekali oleh EHSF.
f. Pencegahan dan Pengobatan Terhadap Penyakit Umum dan PAK
PT. Albea Rigid Packaging Surabaya telah melakukan pencegahan
dan pengobatan terhadap penyakit umum dan PAK dengan mengadakan
pemeriksaan berkala dan pemeriksaan khusus setiap setahun sekali
untuk memantau perkembangan kesehatan pekerja. Yang mana hasil
dari pemeriksaan tersebut akan dikonsultasikan dengan dokter Hiperkes
di luar perusahaan untuk mengetahui perkembangan kesehatan pekerja.
g. Pertolongan Pertama Pada Kecelakaan (P3K)
PT. Albea Rigid Packaging Surabaya telah mengantisipasi apabila
sewaktu-waktu terjadi kecelakaan kerja dengan menyediakan layanan
pertolongan pertama pada kecelakaan. Perusahaan memiliki tim first
aid yang merupakan bagian dari tim ERT (emergency response team).
Anggota tim first aid telah mengikuti pelatihan dan mendapat sertifikat
dari kementerian. Perusahaan juga rutin melakukan refresh materi
terkait P3K yang dilakukan setiap setahun sekali dan diisi oleh first aid
leader dan anggota tim first aid yang memiliki nilai tertinggi pada saat
pelatihan. Sertifikat petugas P3K terdapat pada lampiran 12.
Selain itu, perusahaan juga telah menyediakan kotak P3K yang
tersebar merata di seluruh bagian di perusahaan. Perusahaan telah
melakukan pemeriksaan rutin terhadap kotak P3K yang dilakukan oleh
tim EHSF selama sebulan sekali guna memastikan perlengkapan medis
yang terdapat di dalam kotak P3K masih lengkap.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

44
h. Pendidikan Kesehatan untuk Pekerja dan Latihan untuk Petugas P3K
PT. Albea Rigid Packaging Surabaya telah menyadari akan
pentingnya menjaga kesehatan seluruh pekerja, oleh karena itu
perusahaan melakukan penyuluhan terkait dengan kesehatan kepada
seluruh pekerja secara bergiliran. Petugas P3K yang ada di perusahaan
juga telah melakukan pelatihan dan mendapat sertifikat dari
Kementerian. Perusahaan juga rutin melakukan refresh materi terkait
P3K yang dilakukan setiap setahun sekali dan diisi oleh first aid leader
dan anggota tim first aid yang memiliki nilai tertinggi pada saat
pelatihan.
i. Memberikan Nasehat Mengenai Perencanaan dan Pembuatan Tempat
Kerja, Pemilihan Alat Pelindung Diri yang Diperlukan dan Gizi serta
Penyelenggaraan Makanan di Tempat Kerja
EHSF PT. Albea Rigid Packaging Surabaya telah ikut andil dalam
perencanaan dan pembuatan tempat kerja dengan memberikan saran-
saran guna terciptanya lingkungan kerja yang aman dan disesuaikan
dengan keadaan lingkungan perusahaan seperti pada perencanaan dan
pembuatan TPS LB3 yang ada di perusahaan.
Pemilihan APD untuk pekerja telah disesuaikan dengan potensi
bahaya yang dihadapi di setiap area kerja dan perusahaan
menyediakannya secara cuma-cuma. Setiap APD telah dilengkapi
dengan work instruction yang menjelaskan mengenai pemakaian dan
pemeliharaannya.
Gizi dan penyelenggaraan makanan, perusahaan menyerahkan pada
pihak catering yang telah memiliki sertifikat HACCP. Menu makanan
untuk pekerja telah diatur oleh pihak catering, tetapi untuk menu
makanan tersebut belum disesuaikan dengan kebutuhan kalori pekerja.
Untuk pekerja shift malam dan pekerja yang hamil diberi extra fooding.
Perusahaan telah menyediakan kantin yang kebersihannya dijaga oleh
pihak catering.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

45
j. Membantu Usaha Rehabilitatif Akibat Kecelakaan atau Penyakit Akibat
Kerja
Perusahaan menyediakan ruang medik dan obat-obatan sebagai
usaha rehabilitatif akibat kecelakaan atau penyakit akibat kerja. Setiap
pekerja di PT. Albea Rigid Packaging Surabaya telah terdaftar dalam
BPJS Kesehatan. Perusahaan juga telah bekerjasama dengan Rumah
Sakit Royal yang beralamat di Jalan Rungkut Industri No. 1,
Kendangsari, Tenggilis Mejoyo, Kota Surabaya, Jawa Timur apabila
memerlukan penanganan lebih lanjut dalam pengobatan pekerja.
k. Pembinaan dan Pengawasan Terhadap Pekerja yang Mempunyai
Kelainan Tertentu dalam Kesehatannya
Di PT. Albea Rigid Packaging Surabaya belum ditemukan adanya
pekerja yang mempunyai kelainan tertentu, jadi tidak dilakukan
pembinaan dan pengawasan terhadapnya. Akan tetapi apabila suatu saat
ditemukan pekerja yang mempunyai kelainan tertentu, perusahaan telah
siap menanganinya dengan diterapkannya pemeriksaan kesehatan
pekerja secara berkala. Perusahaan juga telah bekerja sama dengan
Rumah Sakit Royal serta dokter Hiperkes di luar perusahaan dalam
menangani kesehatan pekerja.
l. Memberikan Laporan Berkala tentang Pelayanan Kesehatan Kerja
Kepada Pengurus
Pelayanan kesehatan kerja yang ada di perusahaan dilaporkan
kepada pihak atasan atau direktur. Pelayanan kesehatan kerja tersebut
tidak dilaporkan ke pihak luar. Hasil pemeriksaan kesehatan pekerja
hanya dikonsultasikan dengan dokter Hiperkes di luar perusahaan.
Kesehatan pekerja di PT. Albea Rigid Packaging Surabaya dipantau
oleh Dinas Pekerja dan Transmigrasi melalui BPJS.
3. Fasilitas, Sarana dan Prasarana Kegiatan Pelayanan Kesehatan Kerja
a. Ruang Medik
Perusahaan telah menyediakan ruang medik yang terletak di
samping pos security. Ruang medik perusahaan dilengkapi dengan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
46
tempat tidur, tabung oksigen, obat-obatan serta perlengkapan lain guna
menunjang kesehatan pekerja.
b. Kotak P3K
Perusahaan telah menyediakan kotak P3K sebanyak 11 buah yang
diletakkan di setiap bagian di perusahaan. Perusahaan telah
menyediakan kotak P3K tipe A (untuk 25 pekerja atau kurang), tipe B
(untuk 50 pekerja atau kurang), dan tipe C (untuk 100 pekerja atau
kurang) dengan disesuaikan pada jumlah pekerja yang tercakup. Kotak
P3K selalu diinspeksi dan diperiksa kelengkapannya oleh tim EHSF
setiap 1 bulan sekali untuk memastikan bahwa perlengkapan medis di
dalamnya masih lengkap dan memenuhi jumlah yang telah ditetapkan.
Perlengkapan medis tersebut antara lain kasa steril, perban, plester,
kapas, alcohol, betadine dan lain-lain. Checklist pemeriksaan kotak P3K
terdapat pada lampiran 13.
c. Rumah Sakit Rujukan
Perusahaan telah bekerjasama dengan Rumah Sakit Royal yang
beralamat di Jalan Rungkut Industri No. 1, Kendangsari, Tenggilis
Mejoyo, Kota Surabaya, Jawa Timur yang bertujuan apabila sewaktu-
waktu terjadi kejadian yang tidak diinginkan misalnya kecelakaan kerja
yang memerlukan penanganan lanjutan maka akan dirujuk ke rumah
sakit tersebut. Perusahaan juga telah menyiapkan kendaraan dan driver
khusus untuk mengantar korban.
4. Gizi Kerja
PT. Albea Rigid Packaging Surabaya telah menyediakan kantin
sebagai tempat penyelenggaraan makanan untuk memenuhi gizi kerja
pekerja. Kantin telah dilengkapi penerangan yang memadai. Dalam
pemenuhannya, perusahaan menggunakan jasa catering. Catering yang
ditunjuk oleh perusahaan telah memiliki sertifikat HACCP (lampiran 14).
Setiap pekerja diberi makan satu kali setiap shift kerja dan diberikan susu
sebagai pelengkapnya. Masing-masing pekerja diberi kupon yang nantinya
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

47
akan ditukarkan di kantin. Menu makanan, kebersihan makanan, serta
kebersihan kantin diserahkan sepenuhnya kepada pihak catering.
5. Jaminan Kesehatan Pekerja
Perusahaan telah memberikan jaminan terhadap pekerja dengan
menggunakan layanan Badan Penyelenggara Jaminan Sosial (BPJS) antara
lain BPJS kesehatan dan BPJS ketenagakerjaan. Untuk BPJS
ketenagakerjaan, perusahaan menggunakan 2 jaminan, yaitu jaminan
kecelakaan kerja yang digunakan apabila terjadi kecelakaan ketika
berangkat kerja, maka untuk pengobatan hingga membaik akan dicover
oleh pihak Jasa Raharja dan jaminan pensiun.
PT. Albea Rigid Packaging Surabaya juga telah melakukan sistem
pembayaran kepada pihak BPJS setiap bulannya.
F. Sistem Manajemen Keselamatan dan Kesehatan Kerja
1. Kebijakan K3
PT. Albea Rigid Packaging Surabaya telah berkomitmen terhadap
keunggulan lingkungan, kesehatan, dan keselamatan di semua lokasi dan
menjamin tempat kerja yang aman dan sehat, melindungi lingkungan, dan
beroperasi secara bertanggung jawab. Komitmen tersebut telah tercantum
di dalam kebijakan K3 (EHS First) yang telah ditandatangani oleh top
management dan dikomunikasikan serta disebarluaskan kepada seluruh
pekerja termasuk pihak-pihak yang bekerja sama dengan PT. Albea Rigid
Packaging Surabaya guna dipatuhi dan didukung pelaksanaan kebijakan
tersebut. Kebijakan K3 PT. Albea Rigid Packaging Surabaya dapat dilihat
pada lampiran 15.
2. Perencanaan K3
a. Identifikasi Bahaya, Penilaian, dan Pengendalian Risiko
Perusahaan telah melakukan identifikasi bahaya, menilainya serta
melakukan pengendalian risiko pada setiap departemen yang dilakukan
oleh bagian EHSF berdasarkan SOP manajemen risiko (lampiran 16)
yang terdapat di perusahaan. Penyusunan Hazard Identification Risk
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

48
Assessment Control (HIRAC) menjadi bahan masukan dalam
penyusunan rencana K3 guna mencegah terjadinya kecelakaan kerja
dan timbulnya penyakit akibat kerja.
b. Kesiapan dan Ketersediaan, Persyaratan Legal dan Lainnya
PT. Albea Rigid Packaging Surabaya menggunakan Peraturan
Pemerintah Nomor 50 Tahun 2012 tentang Penerapan SMK3 sebagai
acuan penerapan K3 di perusahaan dengan 64 kriteria dan ISO
9001:2008 tentang Sistem Manajemen Mutu dan untuk saat ini
perusahaan sedang melakukan intregasi ISO ke ISO 9001:2015 tentang
Sistem Manajemen Mutu yang digunakan untuk menunjang kualitas
dari produk dibidang kemasan kosmetik dan farmasi. PT. Albea Rigid
Packaging Surabaya juga sedang melakukan integrasi ISO 45001:2018
tentang Sistem Manajemen Keselamatan dan Kesehatan Kerja.
c. Objektivitas K3/Tujuan dan Sasaran K3
Tujuan dan sasaran K3 di PT. Albea Rigid Packaging Surabaya
ditetapkan pada saat weekly meeting dan monthly meeting yang rutin
dilakukan di perusahaan. Weekly meeting dilakukan bersama tim
manajemen atau bisa disebut dengan SVFT sedangkan monthly meeting
dilakukan bersama tim manajemen, PIC area, dan personil P2K3 atau
disebut dengan MSOT. Zero accident menjadi target utama perusahaan
dengan angka LTI (lost time injury) dan recordable case / medical
treatment 0 kasus serta day lost rate bernilai 3.
3. Implementasi dan Operasi
a. Struktur Organisasi K3 di Perusahaan
PT. Albea Rigid Packaging Surabaya telah memiliki struktur
organisasi P2K3 (lampiran 17). Struktur P2K3 digunakan sebagai
wadah kerjasama antara pihak pimpinan dengan pihak pekerja dalam
menangani masalah K3. Struktur organisasi P2K3 yang ada di PT.
Albea Rigid Packaging Surabaya terdiri dari ketua, wakil ketua,
sekretaris dan anggota. Sekretaris P2K3 telah bersertifikasi AK3U.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
49
b. Kompetensi dan Pelatihan K3
PT. Albea Rigid Packaging Surabaya melakukan seleksi pada
pekerja baru dengan mengutamakan pekerja yang sebelumnya sudah
pernah bekerja di perusahaan tersebut atau yang berpengalaman di
bidang pekerjaan yang sejenis dengan PT. Albea Rigid Packaging
Surabaya. Pelatihan K3 yang ada di perusahaan diberikan kepada
pekerja baik pekerja lama maupun pekerja baru antara lain pelatihan
mengenai basic safety, HIV, refresh mengenai P3K, ergonomi dan lain-
lainnya.
c. Komunikasi K3
1) Safety Briefing
PT. Albea Rigid Packaging telah melakukan safety briefing
pada pekerja sebelum melakukan pekerjaan. Safety briefing ini
bertujuan untuk mengingatkan pekerja mengenai potensi bahaya
yang dihadapi selama bekerja serta APD apa saja yang harus
digunakan selama bekerja beserta perawatannya. Safety briefing juga
diberikan kepada pekerja baru guna menanamkan perilaku K3 dalam
diri pekerja.
2) Safety Induction
Safety induction diberikan kepada pekerja baru sebelum
melakukan pekerjaan di lingkungan perusahaan. Selain itu, safety
induction juga diberikan kepada setiap pengunjung yang
berkepentingan dan akan masuk atau beraktivitas di area perusahaan
seperti kontraktor, vendor, bahkan mahasiswa atau siswa magang
sebagai bentuk K3 untuk mencegah kecelakaan kerja maupun
penyakit akibat kerja dan memberikan informasi mengenai tindakan
yang harus dilakukan apabila terjadi keadaan darurat.
3) Safety Sign dan Rambu K3
Di PT. Albea Rigid Packaging Surabaya terdapat beberapa
safety sign dan rambu K3 sebagai peringatan hati-hati, larangan, dan
petunjuk keselamatan. Safety sign tersebut dapat berupa gambar,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

50
simbol, atau tanda-tanda khusus sesuai dengan jenis bahaya yang ada
di sekitarnya, seperti larangan dilarang merokok di area pabrik,
rambu peringatan adanya forklift, larangan parkir, safety mirror, dan
rambu-rambu lainnya.
4) Kartu Temuan Ketidaksesuaian
Setiap pekerja yang menemui ketidaksesuaian di area
perusahaan berhak dan wajib melaporkannya dengan menuliskan di
form laporan kejadian berbahaya dan ketidaksesuaian yang telah
disediakan. Form yang telah diisi langsung diserahkan ke bagian
kepala departemen atau dapat langsung dilaporkan pada EHS. Form
laporan kejadian berbahaya dan ketidaksesuaian dapat dilihat pada
lampiran 18.
5) Papan Pengumuman
Perusahaan menyediakan papan pengumuman seperti papan
safety corner yang berisi mengenai informasi seputar K3 perusahaan
dan informasi terkini kegiatan yang diberikan tim EHSF. Perusahaan
juga menyediakan papan yang berisi mengenai tindak lanjut laporan
ketidaksesuaian. Papan tersebut terdapat di area kantin.
d. Dokumentasi K3
Perusahaan telah menerapkan sistem dokumentasi K3 secara
bertahap. Misalnya menjadikan kebijakan K3 dalam menerapkan
prosedur, instruksi kerja, dan form atau checklist pada spesifikasi
tertentu. Standart Operational Procedure (SOP) dan Work Instructions
(WI) yang terdapat di perusahaan telah lengkap dan telah direvisi
sehingga relevan sesuai perkembangannya. Dokumentasi K3 yang
terdapat diperusahaan disimpan dalam bentuk hardfile maupun softfile.
Dokumentasi K3 yang terdapat di perusahaan antara lain seperti
kebijakan K3, SOP, WI, checklist, HIRAC dan dokumen-dokumen K3
dari pihak eksternal seperti surat pernyataan mengenai pengelolaan LB3
dari pihak ketiga beserta manifest.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

51
e. Pengendalian Dokumen
Di PT. Albea Rigid Packaging Surabaya terdapat petugas
document controller yang melakukan peninjauan dokumen secara
berkala. Dokumen tersimpan di dalam jaringan computer perusahaan
dan dapat diakses oleh semua pekerja bagian office. Document
controller bertugas memberikan nomor pada dokumen sebelum disebar
ke seluruh departemen. Dokumen berupa hardcopy milik EHSF
disimpan di dalam almari dan rak yang terdapat di kantor. Sedangkan
untuk dokumen-dokumen yang usang dan tidak terpakai ditempatkan di
gudang. Prosedur pengendalian dokumen telah diatur dalam SOP
Pengendalian Dokumen (lampiran 19).
f. Pengendalian Operasi
Pengendalian operasi yang telah dilakukan PT Albea Rigid
Packaging Surabaya antara lain:
1) Risk Assessment
Perusahaan telah membuat identifikasi dan pengendalian risiko
dalam dokumen risk assessment. Dengan adanya dokumen risk
assessment, potensi bahaya dapat diketahui detailnya dan kemudian
ditindaklanjuti dengan melakukan pengendalian.
2) APD
Perusahaan telah mewajibkan penggunaan APD, hal ini
ditunjang dengan telah disediakannya APD secara gratis bagi
pekerja, dan untuk orang lain yang berada di sekitar perusahaan
diberi pinjaman APD apabila ingin memasuki area perusahaan. APD
yang disediakan telah disesuaikan dengan potensi bahaya yang ada
di area perusahaan guna mencegah kecelakaan kerja maupun
penyakit akibat kerja. Setiap APD yang ada di perusahaan telah
dilengkapi dengan work instruction yang berisi petunjuk penggunaan
serta cara perawatan dan pemeliharaannya. APD yang disediakan
perusahaan antara lain safety shoes, hairnet/hair cap, safety helmet,
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

52
soft bump cap, long sleeve, kacamata las, kacamata safety, face
shield pengelasan, face shield penggerindaan, masker disposable,
masker gas, masker karbon, sarung tangan anti panas, sarung tangan
anti cut, sarung tangan high impact, sarung tangan kain, sarung
tangan las, ear muff, ear plug, apron welding, full body harness,
korset, dan safety vest.
3) Work Instruction
Perusahaan telah memiliki WI yang dibuat guna
menginformasikan cara kerja yang benar dengan disertai dengan
gambar dengan maksud untuk memperjelas pekerjaan yang harus
dilakukan pekerja. WI ditempel pada setiap area kerja yang
bersangkutan.
4) Safety Work Permit (Ijin Kerja)
PT. Albea Rigid Packaging Surabaya telah menerapkan safety
work permit (ijin kerja) yang bertujuan agar langkah kerja sesuai
dengan prosedur yang telah ditetapkan dengan adanya pengawas dari
petugas yang berkompeten dalam mengidentifikasi bahaya yang ada
yaitu tim EHSF dan pekerja itu sendiri. Jenis sistem ijin kerja
berdasarkan tipe pekerjaannya yang ada di PT. Albea Rigid
Packaging Surabaya antara lain ijin kerja umum, ijin kerja
ketinggian, ijin kerja panas (hot work permit), ijin kerja listrik
tegangan tinggi, ijin kerja ruang terbatas, ijin kerja menonaktifkan
safety interlock yang masing-masing memiliki SOP. Contoh form
ijin kerja dapat dilihat pada lampiran 20.
5) SDS
PT. Albea Rigid Packaging Surabaya menggunakan beberapa
macam bahan kimia sebagai material bahan baku pembuatan
kemasan kosmetik. Maka dari itu, perusahaan telah menerapkan SDS
yang bertujuan sebagai data pencegah terjadinya kesalahan dalam
memperlakukan bahan kimia tersebut. PT. Albea Rigid Packaging
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
53
Surabaya berupaya bahwa semua bahan kimia yang digunakan
perusahaan harus dilengkapi dengan SDS.
6) LOTO
LOTO yang ada di PT. Albea Rigid Packaging Surabaya
digunakan ketika ada kegiatan perbaikan (maintenance) mesin atau
instalasi mesin baru oleh teknisi yang bertujuan untuk mencegah
terjadinya kecelakaan ketika dilakukan perbaikan atau maintenance.
LOTO digunakan sebagai sarana informasi dan komunikasi dari
teknisi atau petugas yang melakukan perbaikan kepada pekerja
maupun orang lain yang berada di sekitar mesin atau lingkungan
kerja yang sedang dalam perbaikan. Metodenya dilakukan dengan
memberikan lock berupa gembok dan tag berupa tulisan. LOTO
dilakukan berdasarkan SOP LOTO yang diterapkan di perusahaan
(lampiran 21).
g. Sistem Tanggap Darurat
PT. Albea Rigid Packaging Surabaya telah memiliki struktur
organisasi tim tanggap darurat (emergency response team) dimana
pekerja juga dilibatkan di dalamnya. Organisasi tersebut berfungsi
untuk menangani keadaan darurat yang dapat terjadi sewaktu-waktu
dan membantu mengevakuasi korban serta memberikan pertolongan
pertama. Terdapat beberapa kelompok kecil yang dibagi berdasarkan
tugas masing-masing, antara lain anggota fire fighter, fire leader, fire
pump operator, sprinkler operator, advisor, ERT leader, rescue
leader, serta first aid leader. Perusahaan juga telah memiliki titik
kumpul apabila terjadi keadaan darurat yang bertempat di depan pos
satpam. Jalur evakuasi juga telah dipasang di sekitar perusahaan
yang mengarah ke titik kumpul.
4. Pemeriksaan dan Pengawasan
a. Pengukuran Kinerja K3/Statistik Kecelakaan
Perusahaan telah memiliki SOP pelaporan bahaya dan dampak
lingkungan serta kecelakaan kerja (lampiran 22), form laporan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
54
kecelakaan kerja (lampiran 23), SOP investigasi kecelakaan dan
pelaporan penyakit akibat kerja, serta form penyelidikan penyakit
akibat kerja. Setiap kejadian kecelakaan yang terjadi di perusahaan
diselidiki dan dilakukan investigasi kemudian dilaporkan kepada
perusahaan pusat untuk dibuat statistik kecelakaan.
b. Penyimpanan Rekaman (Laporan-laporan K3)
Semua laporan kegiatan K3L di PT. Albea Rigid Packaging
Surabaya disimpan atau diarsipkan dan dipelihara di dalam almari
dan rak di ruang EHSF. Laporan kegiatan K3L seperti rekaman
kecelakaan, program kerja, sertifikikat terkait K3L maupun kegiatan
lain yang berkaitan dengan K3L. Laporan-laporan yang disimpan
berfungsi sebagai bentuk pemantauan kegiatan K3L di perusahaan.
c. Inspeksi
Inspeksi yang dilakukan di PT. Albea Rigid Packaging
Surabaya terdiri dari inspeksi rutin dan inspeksi khusus. Inspeksi
rutin yang biasanya disebut MSOT yang dilakukan 1 bulan sekali
dengan manajemen dan SVFT yang dilakukan setiap 1 minggu sekali
dengan supervisor/teknisi. Hasil inspeksi tersebut akan digunakan
sebagai bahan perbaikan. Sedangkan inspeksi khusus seperti inspeksi
APAR, smoke detector dan hydrant dilakukan setiap sebulan sekali
oleh anggota EHSF dan dibantu oleh tim security. Prosedur inspeksi
K3 telah diatur dalam SOP Inspeksi K3 (lampiran 24).
d. Investigasi dan Pelaporan Kecelakaan
PT. Albea Rigid Packaging Surabaya telah melakukan
investigasi apabila terjadi suatu kecelakaan, baik kecelakaan ringan
maupun berat. Investigasi dilakukan dengan wawancara terhadap
pihak yang bersangkutan atau korban dan kemudian melakukan reka
ulang berdasarkan runtutan kejadian kecelakaan yang digunakan
sebagai laporan bahwa telah terjadi kecelakaan. Perusahaan telah
memiliki SOP mengenai investigasi kecelakaan dan pelaporan
penyakit akibat kerja (lampiran 25). Perusahaan juga telah
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

55
menyediakan fasilitas apabila terdapat ketidaksesuaian dengan
menyediakan form laporan kejadian berbahaya dan ketidaksesuaian
dimana setiap area perusahaan supervisor area menyediakan form
tersebut. Pekerja wajib melaporkan kejadian hampir celaka kepada
tim EHSF agar segera ditindaklanjuti.
e. Audit K3
PT. Albea Rigid Packaging Surabaya telah melakukan audit
internal SMK3 untuk kategori tingkat awal. Pelaksanaan audit
dilakukan oleh pihak internal dalam jangka waktu 3 tahun sekali.
Hasil audit digunakan untuk mengukur seberapa jauh perusahaan
menerapkan pelaksanaan program K3 di perusahaan yang mana
temuan-temuan ketidaksesuaiannya akan dijadikan bahan evaluasi
bagi perusahaan guna meningkatkan pelaksanaan program K3 di
perusahaan. Perusahaan telah memiliki sertifikat penghargaan SMK3
yang dapat dilihat pada lampiran 26.
5. Tinjauan Ulang Manajemen
Perusahaan telah melakukan tinjauan ulang manajemen yang
dilakukan dalam monthly meeting bersama dengan tim manajemen, PIC
area, dan personil P2K3 atau bisa disebut dengan MSOT yang bertujuan
untuk meninjau key performance indicator atau pencapaian program K3
dalam sebulan, menentukan target, mengevaluasi dan mengambil
tindakan perbaikan yang berkaitan dengan program K3 di perusahaan.
Hasil rapat tinjauan ulang manajemen didokumentasikan dalam notulen
rapat tinjauan manajemen K3.
G. Ergonomi
1. Desain Stasiun Kerja
Penataan mesin-mesin produksi yang ada di PT. Albea Rigid
Packaging Surabaya berdekatan dan telah dibatasi dengan garis warna
kuning di lantai untuk memisahkan antara area mesin dengan area pejalan
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

56
kaki. Setiap area produksi telah terdapat space untuk mobilisasi material
sekaligus untuk berjalan.
Desain stasiun kerja di area office telah diatur dengan menempatkan
monitor komputer sejajar dengan cara pandang natural pekerja dengan
posisi duduk. Ketinggian meja telah disesuaikan dengan tinggi rata-rata
pekerja, sedangkan ketinggian kursi dapat diatur (adjustable) sehingga
dapat disesuaikan dengan kebutuhan yang penggunanya.
Akan tetapi desain stasiun kerja khususnya kursi kerja yang digunakan
oleh operator bagian produksi belum sepenuhnya sesuai dengan
antropometri penggunanya. Kursi yang digunakan tidak dapat diatur
ketinggiannya sehingga tidak dapat disesuaikan dengan penggunanya.
Untuk saat ini, stasiun kerja khususnya kursi yang telah disesuaikan
dengan penggunanya hanya area produksi Assembly and Decorating (AD)
2.
2. Waktu Kerja
Waktu kerja di PT. Albea Rigid Packaging Surabaya telah diatur
dengan ketentuan jam kerja untuk semua departemen 8 jam/hari dengan 5
hari kerja untuk bagian kantor. Sementara untuk produksi dibagi sesuai
shift kerja menjadi 3 shift dibagi menjadi 4 regu karena perusahaan
beroperasi selama 7 hari 24 jam. Untuk pembagian shift kerja antara lain
shift I (jam 06.00-14.00 WIB), shift II (jam 14.00-22.00 WIB), dan shift III
(jam 22.00-06.00) dengan waktu istirahat 60 menit untuk masing-masing
shift.
Untuk wanita yang sedang haid, perusahaan memberikan fasilitas
waktu libur yang disebut dengan cuti haid, tanpa mengganti jadwal
kerjanya.
3. Beban Kerja
a. Beban Kerja Fisik
Beban kerja fisik yang dialami pekerja di PT. Albea Rigid
Packaging Surabaya banyak terdapat di area untuk menyiapkan
material bahan baku MPC (Material Preparation Control) dan di
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

57
gudang (warehouse). Di area MPC (tempat untuk menyiapkan material
bahan baku) terdapat kegiatan manual handling yang dilakukan oleh
pekerja secara berulang. Pekerja mengangkat sak material dan
memasukkannya ke dalam mesin yang dilakukan dengan posisi berdiri.
Sedangkan pada area gudang (warehouse) terdapat pekerjaan angkat-
angkut kardus-kardus yang berisi produk jadi, angkat-angkut sak-sak
yang berisi bahan baku dan membawanya dengan menggunakan hand
pallet, pekerjaan lain yang dilakukan adalah menaikkan atau menata
produk yang sudah siap antar ke dalam mobil truk pengangkat produk.
Beban kerja fisik yang berlebihan ini dapat menyebabkan kelelahan
fisik pada saat bekerja atau setelah bekerja.
Perusahaan telah melakukan upaya untuk mengurangi terjadinya
kelelahan kerja akibat beban fisik yang berlebihan dengan menetapkan
penjadwalan waktu istirahat yang cukup untuk setiap shift kerja, pekerja
juga mendapatkan makan yang telah disediakan perusahaan.
b. Beban Kerja Mental
Beban kerja mental dapat timbul akibat hubungan dengan orang,
pekerjaan yang banyak dan lingkungan kerja yang kurang baik. Beban
kerja mental dapat menimbulkan stress kerja yang kemudian berujung
pada menurunnya produktivitas kerja. Perusahaan telah melakukan
upaya untuk mengurangi timbulnya beban kerja mental dengan
menempatkan pekerja sesuai dengan kemampuannya.
4. Display
Perusahaan menggunakan jenis display visual dan auditory dalam
penyampaian informasi kepada pekerja maupun orang lain di sekitar.
Display visual yang diterapkan perusahaan berupa tombol-tombol pada
mesin pada proses produksi, pengadaan poster, dan simbol keselamatan.
Sedangkan untuk display auditory yang diterapkan perusahaan berupa
alarm atau sirine pada forklift dan crane serta fire alarm sebagai proteksi
kebakaran.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

58
5. Antropometri
Antropometri adalah suatu studi tentang pengukuran yang sistematis
dari fisik tubuh manusia, terutama mengenai dimensi bentuk dan ukuran
tubuh yang dapat digunakan dalam klasifikasi dan perbandingan
antropologis. Antropometri menjadi salah satu faktor ergonomi dan juga
menjadi salah satu faktor fisiologis. PT. Albea Rigid Packaging Surabaya
belum melakukan pengukuran antropometri pekerja. Akan tetapi
penyesuaian tempat kerja dengan postur tubuh pekerja telah menjadi target
perusahaan saat ini. Untuk saat ini, area kerja yang telah dilakukan
penyesuaian tempat kerja dengan postur tubuh pekerja ialah bagian
assembly and decorating 2 (AD2).
6. Kelelahan Kerja
Sebagian besar pekerja di PT. Albea Rigid Packaging Surabaya
bekerja dengan posisi duduk. Kelelahan kerja di PT. Albea Rigid
Packaging Surabaya dapat timbul akibat posisi kerja yang statis dan duduk
terlalu lama. Selain itu, ketika melakukan pengecekan produk pekerja
membutuhkan ketelitian yang terus menerus agar produk yang dihasilkan
terjamin bagus.
Perusahaan telah melakukan upaya untuk mengatasi kejenuhan dan
kelelahan kerja dengan menerapkan pergantian waktu keja (shift kerja) dan
memberikan waktu istirahat. Untuk memantau kesehatan pekerja,
dilakukan medical check up secara rutin setiap setahun sekali.
7. Penilaian Muskuloskeletal
Sebagian besar pekerja bagian produksi di PT. Albea Rigid Packaging
Surabaya melakukan pekerjaan dengan posisi duduk dalam waktu yang
lama serta melakukan pekerjaan yang berulang seperti ketika
menggabungkan komponen-komponen produk, mengecek produk,
stamping produk, dan sebagainya. Selain itu gangguan muskuloskeletal
dapat timbul pada pekerja yang melakukan pekerjaan angkat angkut
seperti pada pekerja pada bagian MPC. Perusahaan belum melakukan
penilaian muskuloskeletal pada pekerja. Akan tetapi perusahaan telah
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
59
melakukan pengendalian dengan menerapkan shift kerja dan memberikan
waktu istirahat. Perusahaan juga telah menyediakan hand pallet dan APD
berupa korset, serta telah melakukan training terkait ergonomi kepada
pekerja.
8. Manual/Automatic Handling
a. Manual Handling
Kegiatan manual handling banyak dilakukan di area MPC
(Material Preparation Control) dan di area gudang (warehouse). Di
area MPC, pekerja mangangkat sak-sak yang berisi material ketika akan
memasukkannya ke dalam mesin maupun ketika mengemasnya kembali
setelah diproses yang mana kegiatan tersebut dilakukan dengan posisi
berdiri. Sedangkan di area gudang, kegiatan manual handling dilakukan
ketika angkat-angkut kardus-kardus yang berisi produk jadi, angkat-
angkut sak-sak yang berisi material bahan baku yang kemudian
diletakkan di atas hand pallet dan ketika memasukkan atau menurunkan
ke dalam dan dari truk pengangkut.
Perusahaan telah berupaya melakukan pencegahan terhadap akibat
dari aktivitas manual handling dengan menyediakan APD berupa korset
dan mengadakan training ergonomi megenai manual handling kepada
pekerja.
b. Automatic Handling
PT. Albea Rigid Packaging Surabaya telah menggunakan alat
angkat-angkut dalam menunjang kegiatan angkat-angkut barang seperti
forklift, crane, overhead crane dan hand pallet. Hal ini dimaksudkan
untuk mengurangi beban yang dilakukan dengan manual handling
sekaligus mempermudah dalam memindahkan barang dan menghindari
posisi kerja yang kurang ergonomis. Operator forklift maupun crane
telah memiliki Surat Ijin Operator (SIO). Alat angkat-angkut yang
terdapat di perusahaan juga telah diperiksa dan diuji serta memiliki
surat pengesahan pemakaian pesawat angkat angkut dari Dinas Pekerja
Kota Surabaya yang terdapat pada lampiran 27.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

60
Gambar 13. Forklift dan Hand Pallet
Sumber : PT. Albea Rigid Packaging Surabaya, 2019
9. House Keeping
Perusahaan telah menerapkan 5R di setiap unit perusahaan yang wajib
diterapkan oleh setiap pekerja sesuai dengan komitmen perusahaan untuk
dapat selalu menerapkan di setiap unit perusahaan, yang mana 5 langkah
penerapan 5R tersebut antara lain ringkas, rapi, resik, rawat, dan rajin. 5R
diterapkan di setiap unit perusahaan baik office, area produksi, gudang,
maupun workshop maintenance. Pekerja di office telah mengupayakan
penerapan 5R dengan penataan dokumen pada meja kerja. Sedangkan di
area produksi maupun workshop maintenance penerapan 5R dapat dilihat
dengan adanya penempatan material yang menunjang proses produksi dan
penempatan peralatan sesuai tempatnya.
10. Stress Kerja
Stress kerja merupakan faktor ergonomi yang berkaitan dengan
psikologis pekerja yang dapat terjadi akibat adanya tekanan dalam
melakukan suatu pekerjaan. PT. Albea Rigid Packaging Surabaya telah
melakukan penilaian terkait stres kerja menurut Peraturan Menteri
Ketenagakerjaan No. 5 Tahun 2018 tentang Keselamatan dan Kesehatan
Kerja Lingkungan Kerja, untuk kegiatan monitoring dilakukan melalui
pendekatan tanya jawab. Hasil penilaian stress kerja sebagai berikut :
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

61
Gambar 14. Hasil Pengolahan Kuesioner Ketaksaan Peran
Sumber : PT. Albea Rigid Packaging Surabaya
Gambar 15. Hasil Pengolahan Kuesioner Konflik Peran
Sumber : PT. Albea Rigid Packaging Surabaya
Gambar 16. Hasil Pengolahan Kuesioner Beban Berlebih Kuantitatif
Sumber : PT. Albea Rigid Packaging Surabaya
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

62
Gambar 17. Hasil Pengolahan Kuesioner Beban Berlebih Kualitatif
Sumber : PT. Albea Rigid Packaging Surabaya
Gambar 18. Hasil Pengolahan Kuesioner Pengembangan Karir
Sumber : PT. Albea Rigid Packaging Surabaya
11. Hubungan Kerja
Hubungan kerja antar pekerja di PT. Albea Rigid Packaging Surabaya
secara umum telah terjalin dengan baik karena pekerja pada departemen
produksi sering berpindah dari departemen produksi satu ke departemen
produksi lain. Hubungan antara bawahan dengan atasan juga telah terjalin
dengan baik. Sehingga perusahaan belum melakukan upaya untuk
mencegah kesenjangan antar pekerja.
H. Pengelolaan Lingkungan
1. Organisasi dan Tanggung Jawab Kegiatan Pengelolaan Lingkungan
Kegiatan pengelolaan lingkungan di PT. Albea Rigid Packaging
Surabaya berada di bawah naungan atau tanggung jawab departemen
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
63
EHSF yang dengan rutin memastikan keberjalanan sistem manajemen
lingkungan di perusahaan.
2. Pengelolaan Limbah
a. Limbah Cair
Limbah cair digolongkan menjadi 2 jenis yaitu :
1) Limbah Cair B3
a) Identifikasi Sumber
Limbah cair B3 yang terdapat di PT. Albea Rigid Packaging
Surabaya bersumber dari bekas oli hidrolis mesin produksi dan
dari aktivitas cleaning kebocoran oli.
b) Pengelolaan
Limbah yang dihasilkan tersebut disimpan di TPS LB3 dalam
wadah drum logam dengan penempatan yang disesuaikan dengan
jenis dan karakteristiknya. Perusahaan telah melakukan upaya
pemantauan yang dilakukan oleh EHSF dalam periode 3 bulan
sekali. Terkait pengolahan, perusahaan menggunakan jasa dari
pihak ketiga yaitu PT. Wiraswasta Gemilang Indonesia. Pihak
ketiga tersebut mengambil limbah di PT. Albea Rigid Packaging
Surabaya setiap 3 bulan sekali. Arus jumlah LB3 termasuk limbah
cair B3 yang keluar masuk tempat penyimpanan dicatat pada form
lembar kegiatan limbah bahan berbahaya dan beracun (lampiran
28) dan neraca limbah bahan berbahaya dan beracun. TPS LB3
yang terdapat di PT. Albea Rigid Packaging Surabaya juga telah
mendapat izin dari Dinas Lingkungan Hidup Kota Surabaya
(lampiran 29). Limbah B3 nantinya akan diangkut dan diolah oleh
pihak ketiga yang memiliki izin pengangkutan dari Kementerian
Perhubungan Dirjen Hubungan Darat.
2) Limbah Cair Non B3
a) Identifikasi Sumber
Dalam proses produksi PT. Albea Rigid Packaging Surabaya
tidak menghasilkan limbah cair yang berasal dari proses produksi.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
64
Sehingga limbah yang dihasilkan adalah limbah cair domestik.
Limbah cair non B3 atau limbah cair domestik berasal dari
penggunaan air bersih dan air dari pemakaian toilet, dapur, dan
kantin. Dampak yang dapat timbul karena limbah cair tersebut
adalah pencemaran air.
b) Pengelolaan
Limbah domestik yang dihasilkan PT. Albea Rigid
Packaging Surabaya dikelola dan diolah di IPAL limbah air
domestik PT. SIER dengan tolak ukur baku mutu kawasan
industri PT. SIER. Pemantauan dilakukan dalam periode 6 bulan
sekali. Hasil pengukuran air limbah domestik didapat bahwa hasil
telah memenuhi syarat baku mutu dan tidak melebihi batas
parameter. Hasil pengukuran dapat dilihat di lampiran 30.
b. Limbah Udara
1) Identifikasi Sumber
Limbah udara yang ada di PT. Albea Rigid Packaging
Surabaya bersumber dari proses produksi yang dihasilkan dari
mesin injection molding dan blow molding.
2) Pengelolaan
Pemeriksaan kualitas udara di area perusahaan dilakukan
setiap 6 bulan sekali. Pemantauan dilakukan oleh pihak eksternal
yaitu PT. Envilab Indonesia dan pihak internal (EHSF). Hasil
pengukuran kualitas udara terakhir menunjukkan kualitas udara
yang dihasilkan berada dibawah kadar maksimum.
Perusahaan belum melakukan pengukuran emisi yang
terdapat di perusahaan karena emisi yang bersumber dari proses
produksi yang dihasilkan dari mesin injection molding dan blow
molding tidak signifikan menyebabkan pencemaran udara.
Perusahaan telah melakukan pengelolaan untuk menghindari
pencemaran udara dengan menanam pohon peneduh dan perdu
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user

65
dengan rasio 3 pohon, penggunaan mesin dust collector, dan
menerapkan sistem ventilasi udara.
c. Limbah Padat
Limbah padat digolongkan menjadi 2 jenis yaitu :
1) Limbah Padat B3
a) Identifikasi Sumber
Limbah padat B3 yang dihasilkan PT. Albea Rigid
Packaging Surabaya terdiri dari kain majun bekas B3 yang
telah terkontaminasi tinta dan terkontaminasi minyak pelumas
bekas, kemasan bekas cairan pembersih, kemasan bekas
silicone, kemasan bekas tinta, kemasan bekas solvent tinta,
kemasan bekas rust protector, kemasan bekas contact cleaner,
baterai bekas, kaleng bekas cairan kimia, bohlam bekas,
sarung tangan bekas oli, kain majun bekas oli, cartridge
printer, adsorben pad, lampu neon TL dan FL bekas, serta
afvalan plastik bekas cleaning mesin.
b) Pengelolaan
Limbah padat B3 tersebut disimpan di TPS LB3 dengan
periode penyimpanan maksimal 90 hari atau 3 bulan dan
dikelompokkan sesuai dengan jenis dan karakteristiknya.
Terkait pengolahan, perusahaan menggunakan jasa dari pihak
ketiga yaitu PT. Prasadha Pamunah Limbah Industri. Pihak
ketiga tersebut mengambil limbah di PT. Albea Rigid
Packaging Surabaya setiap 3 bulan sekali. Arus jumlah LB3
termasuk limbah cair B3 yang keluar masuk tempat
penyimpanan dicatat pada formulir lembar kegiatan LB3 dan
neraca LB3. TPS LB3 yang terdapat di PT. Albea Rigid
Packaging Surabaya juga telah mendapat izin dari Badan
Lingkungan Hidup Kota Surabaya. Limbah B3 nantinya akan
diangkut dan diolah oleh pihak ketiga yang memiliki izin
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
66
pengangkutan dari Kementerian Perhubungan Dirjen
Hubungan Darat.
2) Limbah Padat Non B3
a) Identifikasi Sumber
Limbah padat non B3 yang terdapat di PT. Albea Rigid
Packaging Surabaya bersumber dari afval plastik dari hasil
produksi, palet kayu, serta sampah domestik non B3.
b) Pengelolaan
Pematauan dilakukan setiap hari oleh tim General Affair.
Perusahaan telah melakukan upaya pengelolaan dengan
menyediakan tempat sampah yang diambil setiap hari oleh
petugas kebersihan. Afval plastik dari sisa produksi bersifat
komersil dan limbah padat yang tidak bersifat komersil
langsung dikelola oleh PT. SIER.
3. Program Lingkungan Hidup
Perusahaan telah menerapkan beberapa program terkait lingkungan
hidup antara lain seperti pengurangan penggunaan energi listrik dengan
menggunakan AC yang sesuai kebutuhan, penggunaan lampu penerangan
yang digunakan seperlunya, serta penggunaan kembali drum atau ember
bekas sebagai tempat sampah. Perusahaan juga telah melakukan program
pemantauan lingkungan yang didokumentasikan pada dokumen UKL-
UPL (lampiran 31). Selain itu, perusahaan juga telah menanam pohon
peneduh dan perdu dengan rasio 3 pohon.
4. Penghargaan dan Sertifikasi Hasil Pengelolaan Lingkungan
PT. Albea Rigid Packaging Surabaya belum menerapkan Sistem
Manajemen Lingkungan berdasarkan ISO 14001:2015.
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user
perpustakaan.uns.ac.id digilib.uns.ac.id
commit to user