
BAB 1
91
BAB I PENDAHULUAN 1.1 Latar belakang Mahasiswa sebagai unsur akademik selalu dituntut agar dapat aktif dan kreatif dalam memperluas wawasan serta memperdalam kemampuan sehingga mampu untuk dapat memberikan kerja nyata dalam bidang keahliannya. Jurusan Teknik Mesin Fakultas Teknik Universitas Sriwijaya sebagai lembaga formal dalam mengkaji ilmu - ilmu Konversi Energi, Konstruksi, Material dan, Proses Produksi mempunyai dedikasi tinggiuntuk mengisi dan memberdayakan potensi-potensi yang dimiliki oleh mahasiswanya. Untuk menunjang ilmu pengetahuan yang telah, sedang dan akan dipelajari, maka Jurusan Teknik Mesin Fakultas Teknik Universitas Sriwijaya memandang sangat perlu diadakan kerja praktek untuk mahasiswanya. PT. PUPUK SRIWIDJAJA Palembang sebagai salah satu perusahaan yang bergerak dalam bidang produksi pupuk, dipandang sangat berkompeten untuk dijadikan tempat studi oleh mahasiswa terutama yang berkaitan dengan disiplin ilmu Teknik Mesin yang dipelajari. Laporan Kerja Praktek PT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 1
-
Upload
univpgri-palembang -
Category
Documents
-
view
2 -
download
0
Transcript of BAB 1
BAB I
PENDAHULUAN
1.1 Latar belakang
Mahasiswa sebagai unsur akademik selalu dituntut
agar dapat aktif dan kreatif dalam memperluas
wawasan serta memperdalam kemampuan sehingga mampu
untuk dapat memberikan kerja nyata dalam bidang
keahliannya.
Jurusan Teknik Mesin Fakultas Teknik Universitas
Sriwijaya sebagai lembaga formal dalam mengkaji ilmu
- ilmu Konversi Energi, Konstruksi, Material dan,
Proses Produksi mempunyai dedikasi tinggiuntuk
mengisi dan memberdayakan potensi-potensi yang
dimiliki oleh mahasiswanya. Untuk menunjang ilmu
pengetahuan yang telah, sedang dan akan dipelajari,
maka Jurusan Teknik Mesin Fakultas Teknik
Universitas Sriwijaya memandang sangat perlu
diadakan kerja praktek untuk mahasiswanya.
PT. PUPUK SRIWIDJAJA Palembang sebagai salah
satu perusahaan yang bergerak dalam bidang produksi
pupuk, dipandang sangat berkompeten untuk dijadikan
tempat studi oleh mahasiswa terutama yang berkaitan
dengan disiplin ilmu Teknik Mesin yang dipelajari.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 1
Studi langsung yang dilakukan di PT. PUPUK
SRIWIDJAJA sangat membantu mahasiswa dalam memahami
konsep – konsep ilmu lebih mendalam. Dengan
dilaksanakannya Kerja Praktek ini akan dapat
membantu wawasan serta pengetahuan secara teori
maupun praktek, sehingga diharapkan ilmu yang
diperoleh dapat dijadikan bekal dalam menjawab
persoalan-persoalan yang timbul dimasa yang akan
datang.
1.2 Tujuan Kerja Praktek
Dengan bimbingan koordinator Kerja Praktek dari
Jurusan Teknik Mesin Fakultas Teknik Universitas
Sriwijaya dan pembimbing dari PT. PUPUK SRIWIDJAJA,
diharapkan kami dapat mencapai maksud dan tujuan
dari Kerja Praktek yang antara lain adalah :
1. Memenuhi persyaratan Kurikulum Jurusan Teknik
Mesin Fakultas Teknik Universitas Sriwijaya
2. Sebagai sarana untuk mengetahui secara langsung
dalam proses Produksi Pupuk di PT. PUPUK
SRIWIDJAJA
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 2
3. Dapat memahami secara mendalam tentang
peralatan industri dan aplikasi teknologi di
PT. PUPUK SRIWIDJAJA
4. Dapat menambah pengetahuan tentang bagaimana
seharusnya memberikan maintenance yang baik untuk
mesin - mesin tersebut.
5. Dapat melatih dan menumbuh kembangkan sikap
yang diperlukan dalam memasuki dunia kerja.
6. Dapat menjalin hubungan yang baik antara pihak
Fakultas Teknik dengan dunia industri.
7. Sebagai pembanding antara ilmu yang diproleh
oleh mahasiswa dengan ilmu yang diterapkan
dalam dunia industri.
1.3 Pembatasan masalah
Didalam laporan ini, penulis membatasi
permasalahan hanya pada masalah proses pembuatan
shaft rotor turbin UGA – 4104 urea Pusri 4.
1.4 Tempat dan Waktu Kerja Praktek
Adapun tempat dan waktu Kerja Praktek adalah
pada PT. PUPUK SRIWIDJAJA ( PT. PUSRI) bagian
Departemen Pemeliharaan Mekanikal Pusri II yang
dilaksanakan pada tanggal 02 Januari s/d 28 Februari
2014.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 3
1.5 Metode Penulisan
Metode yang digunakan dalam melakukan penulisan
laporan adalah.
Observasi, yaitu penulis melakukan pengamatan
pengamatan langsung terhadap kegiatan kegiatan
di pabrik pusri IB.
Interview / Wawancara, yaitu penulis melakukan
tanya jawab dengan karyawan atau staf-staf yang
berkerja mengenai pembahasan yang berkaitan
dengan laporan yang dibuat.
Studi Literatur, yaitu penulis melakukan studi
literatur dari buku-buku penunjang yang
berhubungan dengan masalah yang dibahas, buku-
buku referensi dan catatan saat berada di
lapangan.
Konsultasi, yaitu penulis melakukan konsultasi
dengan pembimbing kerja praktek serta karyawan
dilapangan guna memperoleh bahan laporan.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 4
BAB II
GAMBARAN UMUM PERUSAHAAN
2.1 Sejarah dan Perkembangan PT. Pupuk Sriwidjaja
PT. Pupuk Sriwidjaja (Persero) yang lebih
dikenal sebagai PT Pupuk Sriwidjaja merupakan Badan
Usaha Milik Negara (BUMN) yang bergerak di bidang
produksi dan pemasaran pupuk. Secara legal, PT Pupuk
Sriwidjaja resmi didirikan berdasarkan akte Notaris
Eliza Pondang nomor 177 tanggal 24 Desember 1959 dan
diumumkan dalam Lembaran Berita Negara Republik
Indonesia nomor 46 tanggal 7 Juni 1960. Pada saat
itu yang menjadi Presiden Direktur adalah Ir.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 5
Ibrahim Zahier dan Ir. Salmon Mustafa sebagai
Direktur Utama.
PT Pupuk Sriwidjaja yang memiliki Kantor Pusat
dan Pusat Produksi yang berkedudukan di Palembang
Sumatera Selatan merupakan produsen pupuk urea
pertama di Indonesia. Nama Sriwidjaja sendiri
sebenarnya diambil dari nama sebuah kerajaan
Sriwidjaja yang dahulu sangat terkenal karena
armada lautnya, kerajaan ini terletak di Sumatera
Selatan. Pemilihan Provinsi Sumatera Selatan
khususnya Palembang sebagai lokasi pabrik didasarkan
pada ketersediaan bahan baku berupa gas alam dan
letak kota Palembang di tepian sungai Musi yang
tinggi debit airnya.
PT Pupuk Sriwidjaja telah mengalami dua kali
perubahan bentuk badan usaha. Perubahan pertama
berdasarkan Peraturan Pemerintah (PP) No. 20 tahun
1964 yang mengubah statusnya dari Perseroan Terbatas
(PT) menjadi Perusahaan Negara (PN). Perubahan kedua
terjadi berdasarkan Peraturan Pemerintah No. 20
tahun 1969 dan dengan akte Notaris Soeleman
Ardjasasmita pada bulan Januari 1970, statusnya
dikembalikan ke Perseroan Terbatas (PT).
Selain itu, dari aspek permodalan PT Pupuk
Sriwidjaja juga mengalami perubahan seiring
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 6
perkembangan industri pupuk di Indonesia.
Berdasarkan Peraturan Pemerintah No. 28 tanggal 7
Agustus 1997 ditetapkan bahwa seluruh saham
Pemerintah pada industri pupuk PT. Pupuk Kujang, PT.
Pupuk Iskandar Muda, PT. Pupuk Kalimantan Timur Tbk,
dan PT. Petrokimia Gresik sebesar Rp. 1.829.290 juta
dialihkan kepemilikannya kepada PT. Pupuk Sriwidjaja
(Persero).
Struktur modal PT Pupuk Sriwidjaja diperkuat
lagi dengan adanya pengalihan saham pemerintah
sebesar Rp. 6 milyar di PT. Mega Eltra kepada PT
Pupuk Sriwidjaja serta tambahan modal disetor
sebesar Rp. 728.768 juta dari hasil rekapitalisasi
laba dari PT. Pupuk Kaltim Tbk. Dengan demikian
keseluruhan modal disetor dan ditempatkan PT Pupuk
Sriwidjaja per 31 Desember 2002 adalah Rp. 3.634.768
juta.
Pabrik pertama yang dibangun PT Pupuk Sriwidjaja
adalah PUSRI I yang diresmikan pada tanggal 4
November 1960 dengan kapasitas terpasang sebesar 180
ton ammonia/hari dan 300 ton urea/hari. Produksi
perdana PUSRI I pada tanggal 16 Oktober 1963.
Perluasan pabrik PT Pupuk Sriwidjaja mulai
direncanakan pada tahun 1965 melalui penandatanganan
perjanjian kerjasama antara Departemen Perindustrian
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 7
dan Perusahaan Toyo Engineering Corp dari Jepang. Namun
rencana tersebut menemui kegagalan akibat terjadinya
pemberontakan G30S/PKI. Pada tahun 1968 kembali
dilakukan perencanaan pembangunan dengan diadakannya
studi kelayakan bersama John Van Der Volk & Associate dari
Amerika serikat.
Pada tahun 1972 mulai didirikan pabrik PUSRI II
dengan kapasitas terpasang 660 ton ammonia/hari dan
1150 ton urea/hari, dan pembangunannya selesai pada
tahun 1974. Pendirian pabrik tersebut dikerjakan
oleh kontraktor M.W Kellog Overseas Corp dari Jepang.
Pada tahun 1992 dilakukan optimalisasi terhadap
kapasitas pabrik PUSRI II menjadi 570.000 ton
urea/tahun. Karena kebutuhan akan pupuk di Indonesia
meningkat dengan pesat, maka pada waktu yang relatif
bersamaan dibangun pabrik PUSRI III dan PUSRI IV.
Pabrik PUSRI III dibangun pada 21 Mei 1975
dengan kapasitas terpasang 1000 ton ammonia/hari
dengan menggunakan proses Kellog dan kapasitas
produksi urea 1725 ton/hari atau 570.000 ton/tahun
dengan proses Mitsui Toatsu Total Recycle (MTTR) C-Improved.
Pembangunan pabrik PUSRI III dikerjakan oleh Kellog
Overseas Corp. dan Toyo Engineering Corp. Lima bulan
setelah pembangunan pabrik PUSRI III, pabrik PUSRI
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 8
IV mulai didirikan dengan kapasitas terpasang dan
proses yang sama.
Pada tahun 1985 pabrik PUSRI I dihentikan
operasinya karena dinilai tidak efisien lagi.
Sebagai penggantinya didirikan pabrik PUSRI IB pada
tahun 1990 dengan kapasitas terpasang 446.000
ammonia/tahun dengan menggunakan proses Kellog dan
570.000 ton urea/hari dengan menggunakan proses
Advanced Process For Cost and Energy Saving (ACES) dari TEC.
Konstruksi pabrik ini dikerjakan oleh PT. Rekayasa
Industri (Indonesia).
Mulai tahun 1979, Pusri diberi tugas oleh
Pemerintah melaksanakan distribusi dan pemasaran
pupuk bersubsidi kepada petani sebagai bentuk
pelaksanaan Public Service Obligation (PSO) untuk
mendukung program pangan nasional dengan
memprioritaskan produksi dan pendistribusian pupuk
bagi petani di seluruh wilayah Indonesia.
Adanya tuntutan efisiensi produksi dan
penghematan bahan baku membuat PT. Pupuk Sriwidjaja
melakukan proyek optimalisasi proses yang diberi
nama Ammonia Optimization Project (AOP) pada tahun 1992
dan melakukan kerjasama dengan Imperial Chemical Industry
(ICI). Melalui proyek ini kapasitas produksi dapat
ditingkatkan dengan penghematan pemakaian gas alam
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 9
sebesar 10%. Proses optimalisasi dan modifikasi
proses telah membuat PT. Pupuk Sriwidjaja mampu
memproduksi total 2.280.000 ton urea/tahun dan
1.149.000 ton ammonia/tahun.
Pada tahun 1997, Pusri ditunjuk sebagai
perusahaan induk membawahi empat BUMN yang bergerak
di bidang industri pupuk dan petrokimia, yaitu PT
Petrokimia Gresik di Gresik, Jawa Timur; PT Pupuk
Kujang di Cikampek, Jawa Barat, PT Pupuk Kaltim di
Bontang, Kalimantan Timur; dan PT Pupuk Iskandar
Muda di Lhokseumawe,Nangroe Aceh Darussalam; serta
BUMN yang bergerak di bidang engineering,
procurement & construction (EPC), yaitu PT Rekayasa
Industri (berkantor pusat di Jakarta). Pada tahun
1998, anak perusahaan Pusri bertambah satu BUMN
lagi, yaitu PT Mega Eltra di Jakarta yang bergerak
di bidang perdagangan.
Pada tahun 2010 dilakukan Pemisahan (Spin Off)
dari PT Pupuk Indonesia (Persero) (saat itu masih
bernama PT. Pupuk Sriwidjaja (Persero)) kepada PT
Pupuk Sriwidjaja Palembang serta telah terjadinya
pengalihan hak dan kewajiban PT Pupuk Indonesia
(Persero) kepada PT Pupuk Sriwidjaja Palembang
sebagaimana tertuang didalan RUPS-LB tanggal 24
Desember 2010 yang berlaku efektif 1 Januari 2011.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 10
Spin Off ini tertuang dalam Perubahan Anggaran Dasar
PT Pupuk Sriwidjaja Palembang melalui Akte Notaris
Fathiah Helmi, SH nomor 14 tanggal 12 November 2010
yang telah disahkan oleh Menteri Hukum dan HAM
tanggal 13 Desember 2010 nomor AHU-57993.AH.01.01
tahun 2010.
2.2Visi dan Misi Perusahaan
Berdasarkan SK Direktur PT Pupuk Sriwidjaja
Palembang No.SK/DIR/207/2012 tanggal 11 Juni 2012,
Visi dan Misi PT. Pupuk Sriwidjaya adala sebagai
berikut :
Visi Perusahaan
"Menjadi Perusahaan Pupuk Terkemuka Tingkat
Regional"
Misi Perusahaan
"Memproduksi serta memasarkan pupuk dan produk
agribisnis secara efisien, berkualitas prima dan
memuaskan pelanggan "
2.3 Lokasi dan Tata Letak Pabrik
PT. Pupuk Sriwidjaja (PT. PUSRI) terletak di
tepi Sungai Musi kira – kira 7 Km dari pusat kota
Palembang, di wilayah perkampungan Sungai Selayur,
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 11
Kecamatan Ilir Timur II, Kotamadya Palembang.
Kelayakan ini ditunjang oleh keadaan geografis
Sumatera Selatan yang memiliki kekayaan alam yaitu
gas alam (natural gas) yang merupakan bahan baku utama
dan tersedia dalam jumlah yang cukup banyak. Gass Bell
& Associates dari Amerika Serikat memberikan
rekomendasi berdasarkan studi kelayakan untuk
membangun Pabrik Pupuk Urea PUSRI di Palembang,
dengan kapasitas 100.000 ton per tahun. Adapun
faktor teknis dan faktor ekonomi yang menunjang
studi kelayakan tersebut adalah :
a.Keadaan geografis Sumatera Selatan yang memiliki
kekayaan gas alam sebagai bahan baku utama,
dalam jumlah yang cukup banyak. Dekat dengan
sumber bahan baku gas alam, yaitu Prabumulih
dan Pendopo yang terletak sekitar 100 – 150 Km
dari pabrik.
b.Dekat dengan Sungai Musi yang tidak pernah kering
sepanjang tahun, merupakan salah satu sarana
penting untuk sumber air, sarana pembuangan
limbah dan juga sebagai sarana transportasi.
c.Dekat dengan Tambang Bukit Asam yang tidak jauh
dari Kota Palembang, yang banyak mengandung
batubara dan dapat dijadikan sebagai cadangan
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 12
bahan baku yang sangat potensial seandainya
persediaan gas bumi sudah menipis.
d. Dekat dengan sarana pelabuhan dan kereta
api.
Luas tanah yang digunakan untuk lokasi pabrik
adalah 20,4732 hektar, ditambah untuk lokasi
perumahan karyawan seluas 26,7965 hektar. Disamping
itu sebagai lokasi cadangan disiapkan tanah seluas
41,7965 hektar yang dimaksudkan untuk persediaan
perluasan komplek pabrik dan perumahan karyawan bila
diperlukan kemudian hari.
Gambar 2.1LokasiPT Pupuk Sriwidjaja
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 13
2.4 Struktur Organisasi dan Manajemen Perusahaan
PT. Pupuk Sriwidjaja (PT. PUSRI) merupakan
Badan Usaha Milik Negara (BUMN) yang menggunakan
Sistem Line and Staff Organization dengan bentuk perseroan
terbatas (PT) dalam pengelolaannya dan modal
pengelolaan pabrik berasal dari pemerintah. Proses
manajemen PT Pupuk Sriwidjaja berdasarkan Total Quality
Control Management (TQCM) yang melibatkan seluruh
pimpinan dan karyawan dalam rangka peningkatan mutu
secara kontinyu.
Organisasi PT Pupuk Sriwidjaja dipimpin oleh
Direktur Utama dan dibantu oleh lima orang Direksi.
Dalam kegiatan operasionalnya, direksi dibantu oleh
staf dan Kepala Departemen. Direksi bertanggung
jawab kepada Dewan Komisaris, dimana Dewan Komisaris
terdiri dari wakil-wakil pemegang saham yang
bertugas menentukan kebijaksanaan umum yang harus
dilaksanakan oleh direksi, juga bertindak sebagai
pengawas atas semua kegiatan dan pekerjaan yang
telah dilakukan oleh Dewan Direksi. Dewan Komisaris
terdiri dari wakil–wakil pemerintah, yaitu :
a.Departemen Pertanian
b.Departemen Keuangan Direktorat Jenderal Moneter
Dalam Negeri
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 14
c.Departemen Perindustrian Direktorat Jenderal
Industri Kimia Dasar
d.Departemen Pertambangan dan Energi.
Struktur Organisasi PT Pupuk Sriwidjaja
berdasarkan Surat Keputusan Direksi No.
SK/DIR/240/2011 tanggal 5 September 2011 adalah
sebagai berikut:
1.Direktur Utama
2.Direktur Produksi
3.Direktur Keuangan dan Pemasaran
4.Direktur Teknik dan Pengembangan
5.Direktur SDM & Umum
Berdasarkan No. SK/DIR/240/2011, tanggal 5
September 2011 direktur produksi sebagai salah satu
bagian penting di dalam perusahaan yang membawahi
beberapa divisi, yaitu :
1.Divisi Operasi
2.Divisi Pengendalian Pabrik, Keselamatan Kerja dan
Lingkungan
3.Divisi Pemeliharaan
Masing – masing divisi dikepalai oleh seorang
General Manager yang bertanggungjawab kepada direktur
produksi.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 15
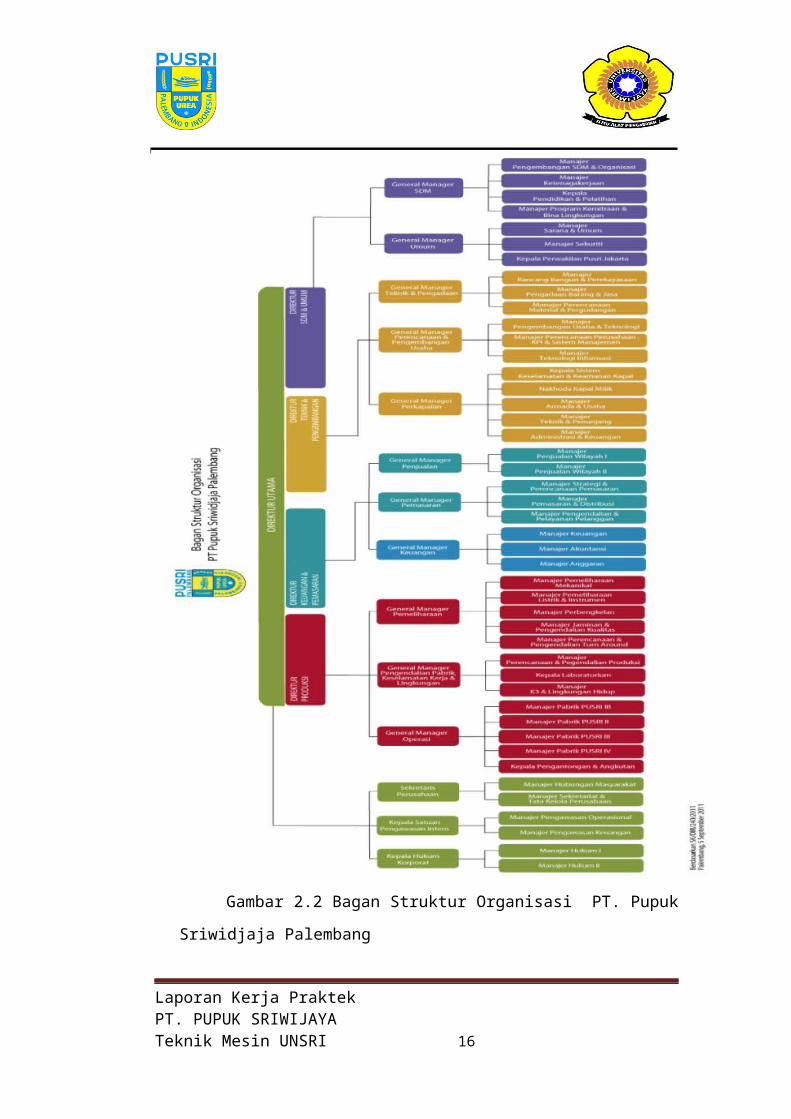
Gambar 2.2 Bagan Struktur Organisasi PT. Pupuk
Sriwidjaja Palembang
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 16
2.4.1. Sistem Manajemen Pemeliharaan
A. Struktur Organisasi Divisi Pemeliharaan
Divisi pemeliharaan membawahi 5 (lima)
departemen, yaitu :
1. Departemen Pemeliharaan Mekanikal
2. Departemen Pemeliharaan Listrik dan
Instrumen
3. Departemen Perbengkelan
4. Departemen Jaminan dan Pengendalian
kualitas
5. Departemen Turn Around Management
System
Masing – masing Departemen Pemeliharaan
Mekanikal di atas membawahi beberapa bagian ,
yaitu :
a) Bagian Pemeliharaan Mekanikal Pusri 1B,
Pusri 2, Pusri 3, Pusri 4, dan PPU dipimpin
oleh seorang kepala bagian.
b) Dalam tugasnya kepala bagian dibantu
oleh 2 (dua) orang Planner Scheduler untuk
area PPU
c) Bagian Pemeliharaan Mekanikal membawahi
3 (tiga) seksi pemeliharaan lapangan, yaitu
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 17
Amoniak, Urea, dan Utilitas.Masing – masing
seksi tersebut dipimpin oleh seorang Kepala
Seksi (Foreman Senior).
d) Dalam melakukan tugasnya, Kepala Seksi
(Foreman Senior) dibantu oleh seorang Kepala
Regu (Foreman).
e) Seorang Kepala Regu (Foreman) memimpin
beberapa anggota sebagai pelaksana pekerjaan
di lapangan.
f) Pada bagian Pemeliharaan Mekanikal
terdapat beberapa group shift dan setiap
group shift dipimpin oleh seorang leadman
dan bertanggungjawab kepada kepala bagian.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 18
GM. Pemelihar
aan
Manajer Listrik/Inst
rumentManajer
PerbengkelanMenejer Mekanika
lBagian
Mekanikal
Seksi PPUA
Seksi PPUB
Bagian Mekanikal
P.IBSeksi Amonia P.IBSeksi Urea P.IBSeksi Utilitas P.IB
Bagian Mekanikal
P.IISeksi Amonia P.IISeksi Urea P.IISeksi
Utilitas P.II
Bagian Mekanikal
P.IIISeksi
Amoania P.IIISeksi Urea P.IIISeksi
Utilitas P.III
Bagian Mekanikal
P.IVSeksi Amonia P.IVSeksi Urea P.IVSeksi
Utilitas P.IV
Manejer Rendal Pemeliharaan
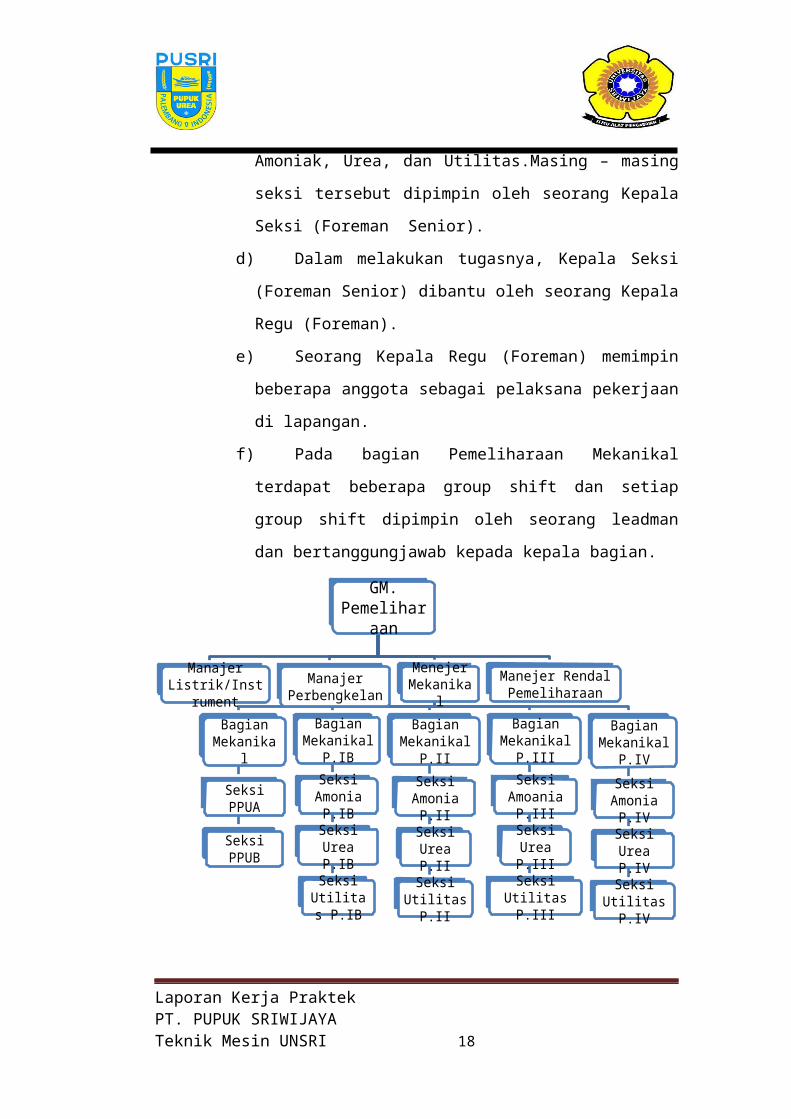
Gambar 2.3 Bagan Struktur GM. Pemeliharaan PT.
Pupuk Sriwidjaja Palembang
DIREKTUR PRODUKSI
GM OPERASI
M ANAJER PABRIK PUSRI II
GM PEM ELIHAR
AAN
M ANAJER PABRIK PUSRI
1B
KEPALA PENGANTON
GAN & ANGKUTAN
M ANAJER PABRIK PUSRI IV
M ANAJER PABRIK PUSRI III
DIREKTUR PRODUKSI
DIREKTUR PRODUKSI
DIREKTUR PRODUKSI
M ANAJER PERENCANAAN &PENGENDALIA
N TURN AROUND
M ANAJER JAM INAN &
PENGENDALIAN KUALITAS
M ANAJER PERBENGKELA
N
M ANAJER PEM ELIHARAAN LISTRIK & INSTRUM EN
M ANAJER PEM ELIHARAAN M EKANIKAL
GM PENGENDALIAN
PABRIK, KESELAM ATAN KERJA DAN LINGKUNGAN
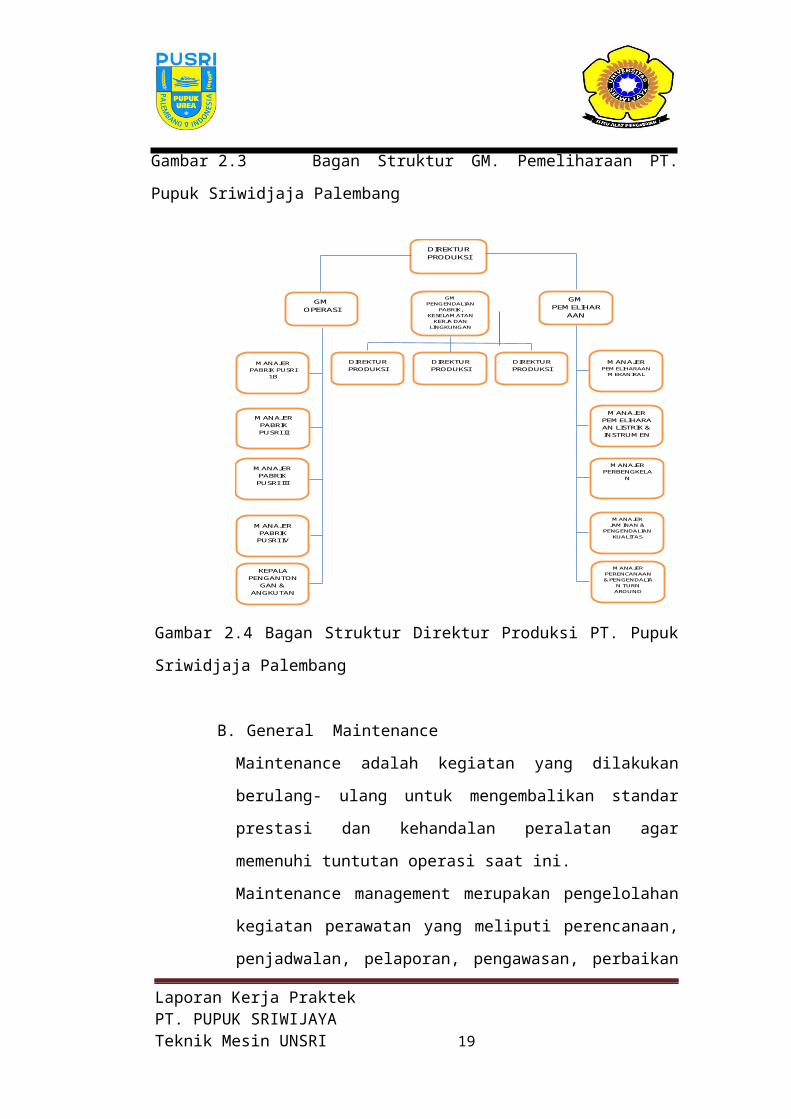
Gambar 2.4 Bagan Struktur Direktur Produksi PT. Pupuk
Sriwidjaja Palembang
B. General Maintenance
Maintenance adalah kegiatan yang dilakukan
berulang- ulang untuk mengembalikan standar
prestasi dan kehandalan peralatan agar
memenuhi tuntutan operasi saat ini.
Maintenance management merupakan pengelolahan
kegiatan perawatan yang meliputi perencanaan,
penjadwalan, pelaporan, pengawasan, perbaikan
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 19
berkelanjutan, dan organisasi pelakasan
kegiatan perawatan.
Maintenance Technique adalah kegiatan
pengawasan dan perbaikan peralatan yang
dilakukan secara berulang – ulang agar
prestasi dan kehandalan peralatan memenuhi
tuntutan operasi saat ini.
Secara umum maintenance dapat dibagi dalam
beberapa bagian, diantaranya adalah :
1. Preventive Maintenance
Merupakan suatu kegiatan perawatan yang
direncanakan baik itu secara rutin maupun
periodik, karena apabila perawatan
dilakukan tepat pada waktunya akan
mengurang down time dari peralatan.
Melalui pemanfaatan prosedur preventive
maintenance yang baik, dimana terjadi
koordinasi yang baik antara bagian produksi
dan maintenance, maka akan dapat bermanfaat
untuk :
a) Meningkatkan safety condition
b) Menurunkan down time
c) Meningkatan umur perawatan
d) Kerugian waktu produksi dapat diperkecil
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 20
e) Biaya perbaikan yang mahal dapat
dikurangi atau diperkecil
f) Intruksi terhadap jadwal yang telah
direcanakan waktu produksi maupun
maintenance dapat dihilangkan maupun
dikurangi
Tujuan dari preventive maintenance adalah
untuk menemukan suatu tingkat keadaan yang
menunjukkan gejala kerusakan sebelum
terjadi kerusakan. Hal ini dapat dilakukan
dengan jalan membuat perancanaan dan
penjadwalan kegiatan maintenance dengan
interupsi sekecil mungkin pada bagian
produksi.
Usaha – usaha yang dilakukan dalam
preventive maintenance antara lain :
- Pemeliharaan rutin
- Pemeliharaan (sifatnya perbaikkan)
kecil / medium
- Bongkar keseluruhan ( overhoul)
Pemeliharan rutin adalah usaha pemeliharan
terhadap unit – unit instalasi yang
dilakukan secara rutin dan periodik dengan
interval waktu pelaksanaan yang tetap dan
singkat.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 21
Jenis pekerjaan yang termasuk dalam
pemeliharan rutin pada dasarnya adalah
usaha pemeliharan tanpa melalui proses
pembongkaran.
Bentuk pekerjaan dalam pemeliharan rutin :
- Inspeksi rutin, yaitu penijauan secara
visual terhadap kondisi fisik komponen
atau instalasi peralatan produksi.
Pekerjaan ini biasanya dilakukan secara
rutin setiap hari sampai satu minggu.
- Pengujian rutin, merupakan usaha rutin
agar komponen dapat diusahakan untuk
beroperasi normal.
Kegiatan yang dapat dilakukan dalam
pemeliaharan rutin misalnya :
- Memeriksa fungsi dari mekanisme komponen
- Memeriksa dan menyetel (adjustment)
- Membersihkan
- Mencegah bagian – bagian yang kendur
Pemeliharan medium adalah usaha perbaikan –
perbaikan ringan terhadap gejala gangguan
yang berhasil terdeteksi selama pemeriksaan
rutin. Perbaikan ringan sangant peting
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 22
peranannya dalam mencapai tingkat
keberhasilan proses pemeliharaan yang
dilakukan terhadap suatu komponen unit
instalasi.
Kegiatan overhoul biasanya dilakukan secara
periodik dan sangat teratur serta mempunyai
konsentrasi dan perhatian yang lebih
dibandingkan pemeriksaan rutin dan
pemeriksaan kecil. Pada bagian ini
dilakukan pembongkaran mesin untuk mengecek
kondisi komponen secara menyeluruh dimana
dimaksudkan untuk mengetahui kemungkinan
kerusakan yang terjadi pada mesin yang
tidak dapat diketahui dengan cara
pemeriksaan rutin.
Keuntungan dan kerugian preventive
maintenance :
- Preventive Maintenance bersifat
antisipatif, oleh karenanya bagian
produksi maupun bagian maintenance
seharusnya dapat melakukan prakiraan
penjadwalan produksi yang baik
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 23
- Preventive maintenance dapat
meminimumkan waktu berhentinya peralatan
produksi (down time)
- Preventive Maintenance dapat
meningkatkan mutu pengendalian suku cadang
- Preventive Maintenance dapat menurunkan
tingkat kegiatan pekerjaan yang bersifat
darurat
Kerugian dari Preventive Maintenance adalah
dapat terjadi pemborosan suku cadang
apabila penggantian suku cadang dilakukan
sebelum terjadi kerusakan.
Preventivemaintenance dibagi menjadi :
a) Running Maintenance
Suatu kegiatan perawatan yang dilakukan
hanya bertujuan untuk memperbaiki
equipment yang rusak saja dalam satu
unit. Unit produksi tetap melakukan
kegiatan.
b) Turning Around Maintenance
Perawatan terhadap peralatan yang
sengaja dihentikan pengoperasiannya
c) Repair Maintenance
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 24
Perawatan yang dilakukan terhadap
peralatan yang tidak kritis, atau
disebut juga perawatan - perawatan yang
tidak menganggu jalannya operasi
2. Predictive Maintenance
Kegiatan monitor, menguji, dan mengukur
peralatan – peralatan yang beroperasi
dengan menentukan perubahan yang terjadi
pada bagian utama, apakah peralatan
tersebut berjalan normal atau tidak.
Predictive Maintenance merupakan bentuk
baru dari Planned Maintenance, dimana
penggantian komponen / suku cadang
dilakukan lebih awal dari waktu terjadinya
kerusakan.
3. Corrective Maintenance
Perawatan yang dilakukan dengan memperbaiki
perubahan kecil yang terjadi dalam desain,
serta menambahkan komponen – komponen yang
sesuai dan juga menambahkan material –
material yang cocok.
Corrective Maintenance tidak hanya berarti
memperbaiki tetapi juga mempelajari sebab –
sebab terjadinya kerusakan serta cara –
cara mengatasinya dengan cepat, tepat, dan
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 25
benar sehingga terhindar dari terulangnya
kerusakan yang serupa.
Untuk mencegah terulangnya kerusakan yang
serupa perlu dipikirkan dengan matang.
Tindakan – tindakan berikut ini dapat
dilakukan sebagai alternatif :
- Merubah proses produksi, sehingga semua
sistem produksi berubah
- Mengganti desain / konstruksi / material
dari komponen yang mengalami kerusakan
- Mengganti komponen yang rusak dengan
komponen sejenis dengan desain atau
konstruksi yang lebih baik
- Seluruh mesin diganti baru
- Memperbaiki prosedur preventive
maintenance, misalnya memperbaiki jadwal
pelumsan
- Mempertimbangkan / mengganti prosedur
operasi, misalnya dilakukan training
terhadap operator untuk mengoperasikan
suatu unit khusus dengan benar
- Merubah / mengurangi beban pada unit
Oleh karena itu laporan terperinci tentang
suatu kerusakan dalah sangat penting untuk
dianalisa sehingga dapat diambil tindakan –
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 26
tindakan yang tepat untuk mengatasinya atau
mencari alternatif penyelesaian.
Perlu disadari juga bahwa corrective
maintenance tidak dapat menghilangkan atau
eliminasi semua kerusakan, tetapi mampu
mencegah terulangnya kerusakan yang serupa.
4. Break Down Maintenance
Kegiatan perawatan yang dilakukan setelah
terjadi kerusakan atau kelainan pada
peralatan sehingga tidak dapat berfungsi
seperti biasanya.
5. Modification Maintenance
Pekerjaan yang berhubungan dengan desain
suatu peralatan atau unit. Modifikasi
bertujuan menambah kehandalan peralatan
atau menambah tingkat produksi dan kualitas
pekerjaan.
6. Shut Down Maintenance
Kegiatan perawatan yang dilakukan terhadap
peralatan yang sengaja dihentikan
pengoperasiannya.
2.5 Proses Produksi
2.5.1 Proses Pembuatan Ammonia
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 27
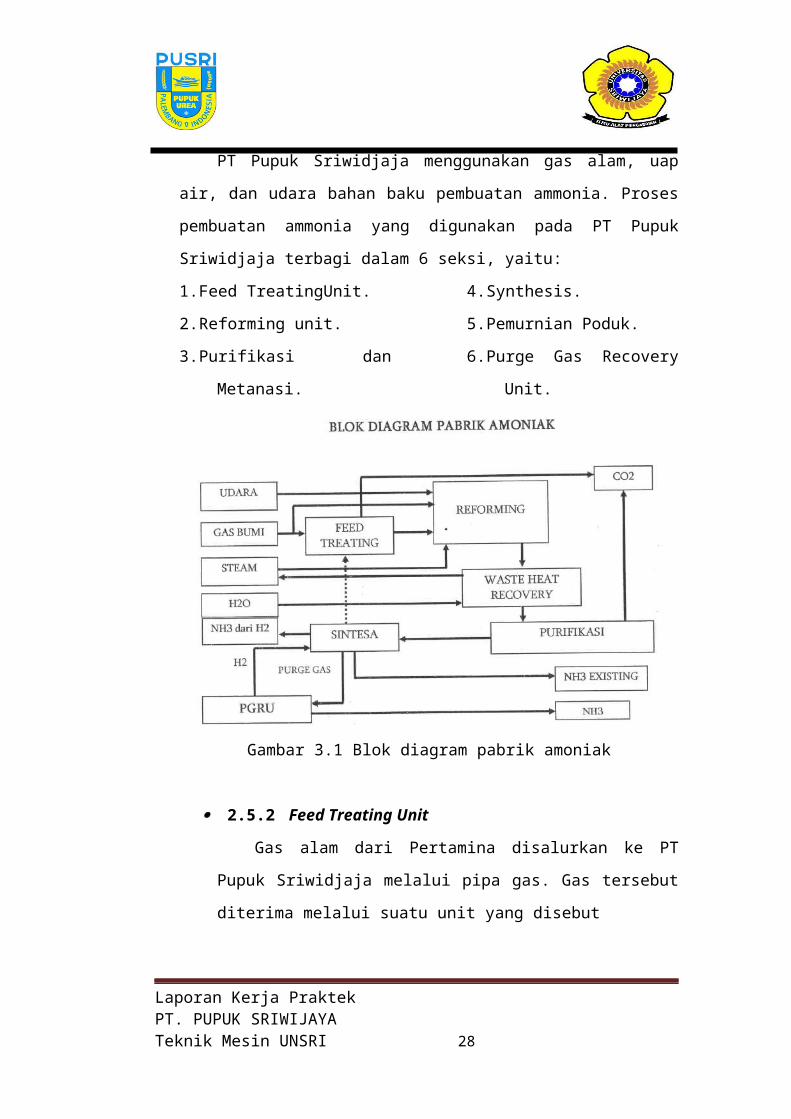
PT Pupuk Sriwidjaja menggunakan gas alam, uap
air, dan udara bahan baku pembuatan ammonia. Proses
pembuatan ammonia yang digunakan pada PT Pupuk
Sriwidjaja terbagi dalam 6 seksi, yaitu:
1.Feed TreatingUnit.
2.Reforming unit.
3.Purifikasi dan
Metanasi.
4.Synthesis.
5.Pemurnian Poduk.
6.Purge Gas Recovery
Unit.
Gambar 3.1 Blok diagram pabrik amoniak
2.5.2 Feed Treating Unit
Gas alam dari Pertamina disalurkan ke PT
Pupuk Sriwidjaja melalui pipa gas. Gas tersebut
diterima melalui suatu unit yang disebut
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 28
Gas Metering Stasion (GMS). Dari GMS, gas alam
dibagi ke masing-masing pabrik. Aliran tersebut
akan terbagi dua, yaitu gas alam untuk proses
dan gas alam untuk bahan bakar (fuel gas).
Bahan baku yang diterima dari Pertamina
masih mengandung beberapa unsur yang tidak
diinginkan, seperti : partikel padat, sulfur
anorganik, sulfur organik, Heavy Hydrocarbon (HHC),
karbondioksida dan air. Semua unsur ini
dipisahkan di area Feed Treating Unit dengan tujuan
untuk mendapatkan gas metan yang murni. Aliran
gas ini masih mengandung pengotor – pengotor
yang harus di hilangkan karena dapat menggangu
proses selanjutnya.
Tahapan treatment gas alam adalah sebagai
berikut :
a. Pemisahan Partikel Padat (filtrasi)
b. Pemisahan Sulfur Anorganik
c. Pemisahan Air (Dehidrasi)
d. Pemisahan Hidrokarbon Berat (HHC)
e. Pemisahan Gas CO2
f. Pemisahan Sulfur Organik
g. Saturasi / penjenuhan
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 29
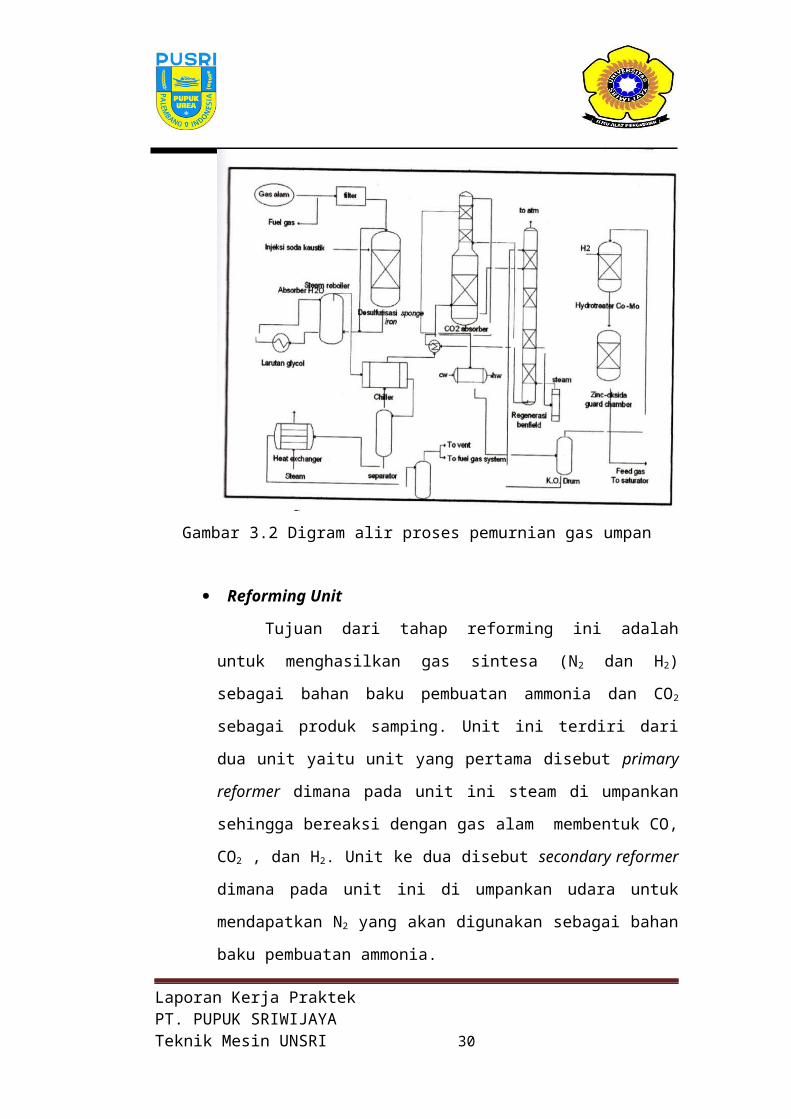
Gambar 3.2 Digram alir proses pemurnian gas umpan
Reforming Unit
Tujuan dari tahap reforming ini adalah
untuk menghasilkan gas sintesa (N2 dan H2)
sebagai bahan baku pembuatan ammonia dan CO2
sebagai produk samping. Unit ini terdiri dari
dua unit yaitu unit yang pertama disebut primary
reformer dimana pada unit ini steam di umpankan
sehingga bereaksi dengan gas alam membentuk CO,
CO2 , dan H2. Unit ke dua disebut secondary reformer
dimana pada unit ini di umpankan udara untuk
mendapatkan N2 yang akan digunakan sebagai bahan
baku pembuatan ammonia.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 30
Purifikasi dan Metanasi
Komponen gas proses yang keluar dari
secondary reformer terdiri dari H2, N2, CO, CO2, Ar,
dan CH4. Gas H2 dan N2 diperlukan dalam sintesa
ammonia, sedangkan Ar dan CH4 sebagai inert. CO
dan CO2 tidak diinginkan keberadaanya sehingga
proses perlu dimurnikan dari CO dan CO2. .
Tahapan pemurnian tersebut adalah sebagai
berikut:
a. Konversi CO menjadi CO2 pada temperatur
tinggi dan rendah
b. Pemisahan CO2 (Benfield System)
c. Metanasi
Synthesis
Sebelum masuk ke ammonia converter, gas
umpan terlebih dahulu dipanaskan dan
dikompresikan sehingga memiliki kondisi proses
sebagaimana didalam reactor. Gas-gas tersebut
kemudian masuk kedalam loop gas umpan. Tujuan
dari loop gas ini untuk meningkatkan proses
ammonia murni. Pada loop gas umpan terjadi
peristiwa kompresi, flashing, dan pendinginan
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 31
untuk mendapatkan kembali ammonia di unit
pemisah sekunder.
Proses ini merupakan tahap paling penting
dalam pembuatan ammonia. Gas sintesa yang telah
mengandung H2 dan N2 bebas dari racun dan
pengotor direaksikan untuk membentuk NH3.Unit
ini terdiri dari beberapa tahapan proses,
yaitu :
a. Penekanan Gas Sintesa dan Pemisahan Air
b. Konversi Umpan Gas SintesaMenjadi Ammonia
Unit Pemurnian Produk
Ammonia harus terus-menerus dipisahkan dari
recycle gas yang menuju konverter ammonia karena
keberadaannya yang cepat menumpuk dalam reaktor
sintesis akan mempengaruhi kesetimbangan reaksi.
Hal ini dilakukan dengan jalan mendinginkan
aliran recycle gas sintesis melalui beberapa
pendingin, chiller– chiller dan separator untuk
mengembunkan produkammonia yang dihasilkan.
Pemurnian produk ammonia yang dilakukan
dengan memanfaatkan sistem refrigerasi ini,
mempunyai dua macam kegunaan, yakni :
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 32
1. Menguapkan cairan ammonia secara terus
menerus pada batas tekanan rendah untuk
melepaskan gas–gas terlarut dan kemudian
langsung mengirimnya ke sistem bahan bakar
gas.
2. Dalam sistem refrigerasi, proses pendinginan
akan mengambil panas dari loop gas synthesis
untuk mendinginkan sebagian gas guna
mendapatkan pemisahan dan pengambilan hasil
ammonia yang memuaskan dari loop synthesis.
Di dalam refrigerant ini, gas–gas inert
yang terpisah akan dibuang ke sistem bahan bakar
(fuel gas system) sedangkan ammonia panas dipompa
sebagai produk ammonia untuk dikirim ke pabrik
urea.
3.1.8 Purge Gas Recovery Unit (PGRU)
PGRU terdiri atas Ammonia Recovery Unit dan
Hydrogen Recovery Unit.
1. Ammonia Recovery Unit (ARU)
Unit ini berfungsi untuk mengambil
kembali NH3 gas yang terkandung di dalam purge
gas yang terdiri dari LP purge gas dan HP purge
gas. LP purge gas adalah gas yang berasal dari
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 33
refrigerant receiver dan refrigerant flash drum yang
berfungsi sebagai pengatur panas pada refrigerant
system. HP purge gas adalah sebagian gas sintesa
yang belum terkonversi menjadi ammonia, yang
berasal dari ammonia separator yang kembali ke
tingkat akhir kompresor.
2. Hydrogen Recovery Unit (HRU)
Unit ini berfungsi untuk mengambil atau
memisahkan CH4 dari campuran gas H2, N2 dan Ar
yang keluar dari bagian top HPammonia scrubber.
Gas sintesa dari ammonia scrubber melewati
water KO drum untuk dipisahkan cairannya lalu
masuk ke absorber. Disini gas melewati resin
yang akan menyerap dan membebaskan syn-gas dari
larutan ammonia, karena di unit cold box, air
dan ammonia akan membeku pada temperatur yang
sangat rendah sehingga akan menyebabkan
kebuntuan pada sistem. Disini temperatur syn-
gas diturunkan sehingga gas metana akan
terkondensasi dan masuk ke H2O separator,
selanjutnya di flash dari tekanan 53,6 menjadi
5,2 kg/cm2G, sehingga liquid metana menjadi gas
dengan temperatur yang sangat rendah. Gas ini
akan digunakan sebagai fuel gas di primary
reformer. Sebagian gas metana sebelum menuju
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 34
primary reformer dipanaskan untuk meregenerasi
salah satu adsorber dengan aliran counter current
dari operasi normal. Pemanasan ini menggunakan
medium steam.
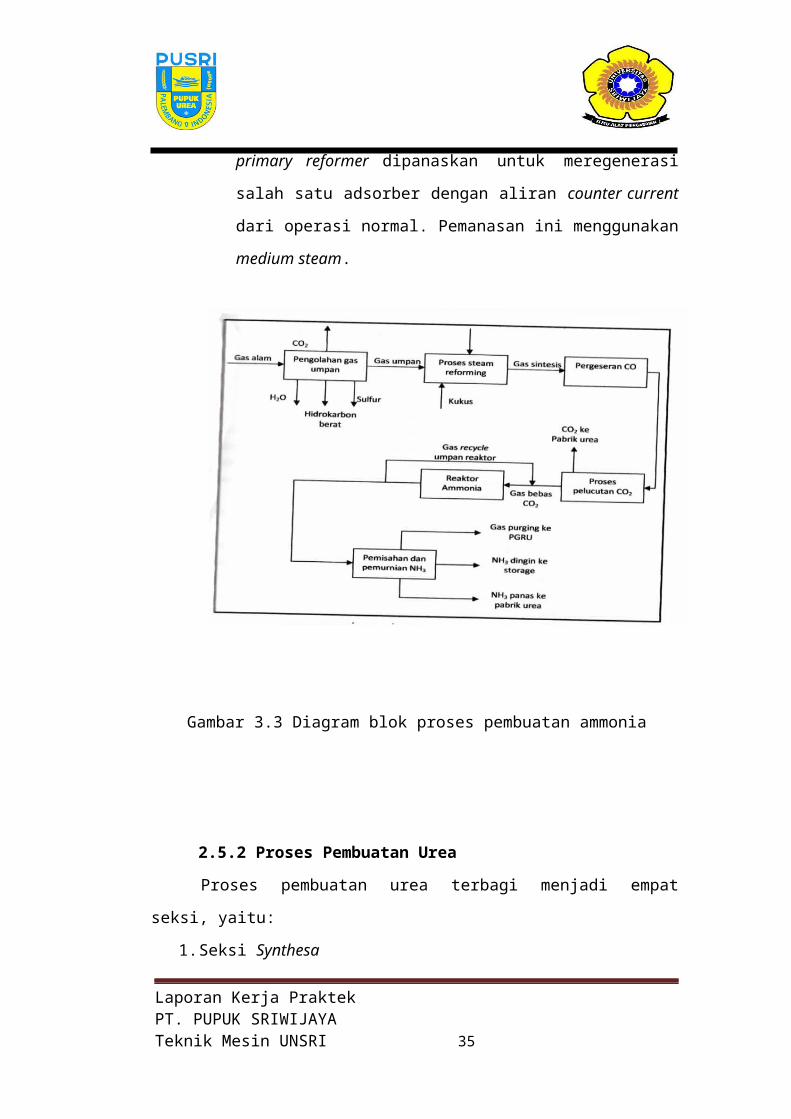
Gambar 3.3 Diagram blok proses pembuatan ammonia
2.5.2 Proses Pembuatan Urea
Proses pembuatan urea terbagi menjadi empat
seksi, yaitu:
1.Seksi Synthesa
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 35
2.Seksi Dekomposisi / Purifikasi
3.Seksi Kristalisasi dan Pembutiran
4.Seksi Recovery
Seksi Synthesa
Pereaksian urea dari bahan bakunya dilakukan
dengan fase cair, umpan berupa ammonia cair, gas
CO2 dan larutan karbamat hasil recycle proses
terdahuludimasukkan kedalam reaktor sedangkan
kondisi operasi dijaga pada tempeatur 190 0C –
200 0C serta tekanan 200 kg/cm2. Produk hasil
rektor merupakan campuran yang terdiri atas
urea, ammonium karbamat, biuret, air dan
kelebihan ammonia.
1. Pembentukan karbamat
2 NH3 + CO2
NH2COONH4 (eksotermis)
2. Dehidrasi
NH2COONH4 NH2CONH2 +
H2O(endotermis)
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 36
Unit Dekomposisi / Purifikasi
Unit dekomposisi merupakan bagian yang
bertujuan untuk memisahkan urea dari senyawa-
senyawa lain sehingga diperoleh larutan urea
dengan konsentrasi yang lebih tinggi. Proses
pemisahan ini dilakukan dengan cara pemanasan
dan penurunan tekanan. Dengan perlakuan demikian
maka ammonium karbamat akan terurai menjadi gas-
gas ammonia dan karbondioksida. Reaksi
penguraian tersebut adalah sebagai berikut :
NH2COONH4 CO2 + 2NH3
Hidrolisis urea berlangsung menurut reaksi :
CO(NH2)2 + H2O CO2 + 2 NH3
Pembentukan biuret (NH2CONHCONH2) adalah
faktor lain yang harus diperhatikan dalam proses
dekomposisi. Selain mengurangi perolehan produk,
biuret juga merupakan racun bagi tanaman.
Pembentukan biuret berlangsung pada tekanan
parsialammonia yang rendah dan temperatur di
atas 138oC menurut reaksi sebagai berikut :
2 CO(NH2)2 NH2CONHCONH2 +
NH3
Untuk mengatasi pembentukan biuret dan
menekan laju hidrolisis urea maka dimasukkan
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 37
ammonia berlebih dan dekomposisi dilakukan
bertahap sebanyak tiga kali. Tahapan dalam
proses dekomposisi adalah :
1. High Pressure Decomposer (HPD)
2. Low Pressure Decomposer (LPD)
3. Gas Separation (GS)
Unit Kristalisasi dan Pembutiran
Larutan urea yang berasal dari gas separator
dipompakan ke bagian bawah vacuum crystallizer.
Bagian bawah crystallizer ini beroperasi pada
temperatur 70oC dan tekanan atmosferik. Selain
itu, unit ini juga dilengkapi dengan pengaduk
untuk mencegah kebuntuan dan menjaga kehomogenan
kristal urea. Bagian atas crystallizer beroperasi
pada temperatur 68 – 70oC. Pada bagian ini
terjadi penguapan air karena kondisinya vakum,
tujuan dibuat vakum agar proses evaporasi dapat
berlangsung pada temperatur rendah sehingga
mencegah pembentukan biuret.
Kristal urea yang terbentuk dalam crystallizer
kemudian dipisahkan dari larutan induk
menggunakan centrifuge. Dari centrifuge kemudian
kristal dikirim ke dalam fluidized dryer, sedangkan
larutan induknya yang masih mengandung urea
dikembalikan ke dalam vacuum crystalizer atau
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 38
mother liquor tank. Media pemanas yang digunakan
dalam dryer adalah udara panas. Temperatur dryer
dijaga pada 110oC. Pada temperatur ini
diharapkan air yang terkandung dalam kristal
urea dapat teruapkan dan temperatur urea kristal
pada inlet siklon menjadi 71oC.
Urea cair yang keluar dari head tank
dialirkan ke 12 buah acoustic granulator yaitu sprayer
yang berfungsi untuk membentuk butiran urea.
Untuk membantu proses pembutiran maka pada
prilling tower dihembuskan udara dari bagian bawah.
Untuk mengurangi debu urea yang terbuang
maka pada puncak menara prilling dilengkapi
dengan sprayer yang dipasang di atas dust
chamber. Bagian atas dust chamber dilengkapi
dengan 6 unit urethane filter dan sprayer untuk
melarutkan sehingga mencegah debu-debu urea ke
atmosfer . Hasil penyerapan debu tersebut masuk
ke dust chamber kemudian akan mengalir ke mother
liquor tank dan dikirim kembali ke vacuum crystalizer.
Urea yang jatuh dan telah membeku dalam
prilling tower kemudian dikeringkan dalam sebuah
fluidizing bed sebelum kemudian dimasukkan ke dalam
kantong atau di simpan dalam bentuk curah.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 39
Temperatur butiran urea tersebut berkisar antara
45 – 50oC.
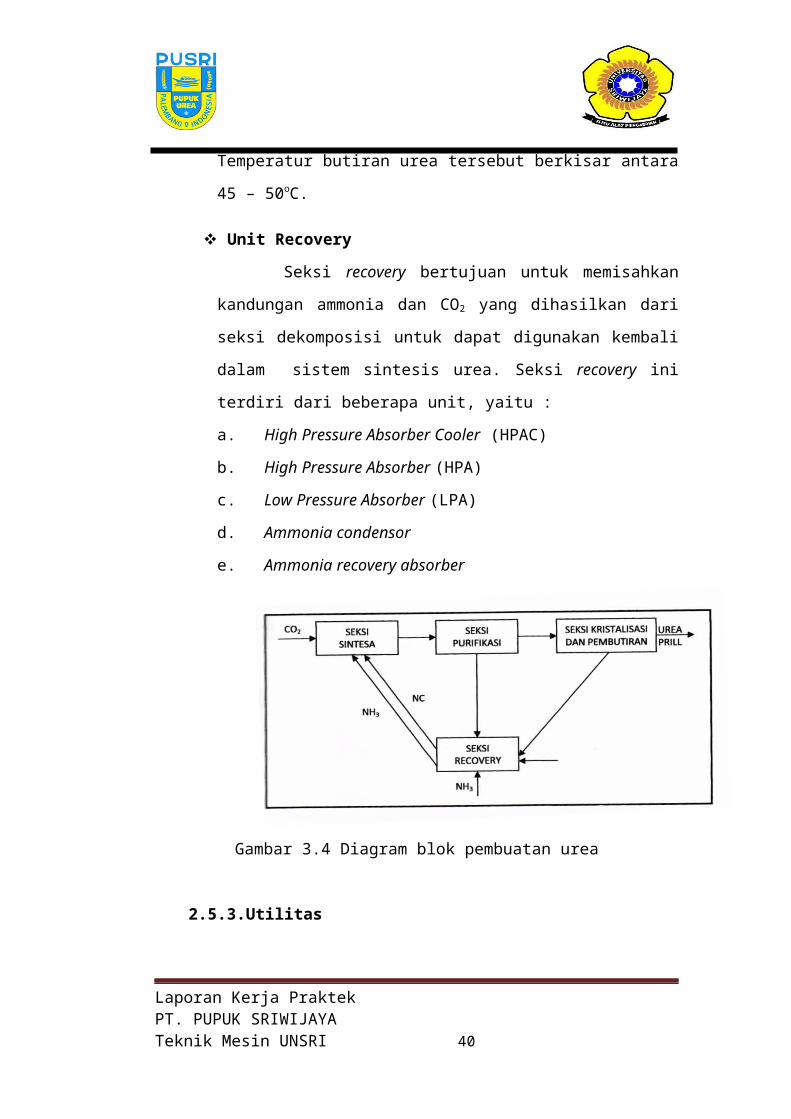
Unit Recovery
Seksi recovery bertujuan untuk memisahkan
kandungan ammonia dan CO2 yang dihasilkan dari
seksi dekomposisi untuk dapat digunakan kembali
dalam sistem sintesis urea. Seksi recovery ini
terdiri dari beberapa unit, yaitu :
a. High Pressure Absorber Cooler (HPAC)
b. High Pressure Absorber (HPA)
c. Low Pressure Absorber (LPA)
d. Ammonia condensor
e. Ammonia recovery absorber
Gambar 3.4 Diagram blok pembuatan urea
2.5.3.Utilitas
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 40
Didalam pabrik PUSRI ini, unit penunjang / offsite
/ utilitas merupakan unit pendukung yang bertugas
mempersiapkan kebutuhan operasional pabrik ammonia
dan urea, khususnya yang berkaitan dengan penyediaan
bahan baku dan bahan pembantu. Selain itu juga
menerima buangan dari pabrik ammonia dan urea untuk
diolah sehingga dapat dimanfaatkan lagi atau dibuang
agar tidak mengganggu lingkungan.
Unit utilitas di PT. Pupuk Sriwidjaja
(PT.PUSRI) terdiri dari :
1.Gas Metering Station (GMS)
2.Water Treatment
3.Demineralized Water Plant
4.Cooling Water System
5.Plant Air dan Instrument Air
6.Steam System
7.Electric Power Generation System
8.Condensate Stripper
Gas Metering Station (GMS)
Gas alam merupakan bahan baku paling
penting di dalam industri pupuk PT. Pusri
karena selain dimanfaatkan sebagai bahan baku
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 41
proses pabrik ammonia (primary reformer), gas alam
dipergunakan juga sebagai bahan bakar generator
pembangkit tenaga listrik (Gas Turbine Generator)
dan unit pembangkit steam (Waste Heat Boiler dan
Package Boiler). Secara umum, GMS berfungsi
sebagai :
1. Membersihkan gas alam dari air, kotoran
berupa debu dan terutama cairan hidrokarbon
berat (HHC = Heavy Hidrocarbon) yang terbawa
bersama-sama gas alam.
2. Mendistribusikan gas alam masing-masing ke
Pusri II, III, IV dan IB.
3. Untuk mencatat jumlah aliran gas yang masuk
untuk kemudian dibandingkan dengan hasil
pengukuran pihak PERTAMINA.
4. Mengatur tekanan gas alam yang disuplai
sehingga sesuai dengan kebutuhan pabrik
ammonia dan offsite (utilitas).
Water Treatment
Sungai Musi merupakan sumber utama air yang
digunakan oleh PT. PUSRI. Namun
sebelum digunakan air tersebut harus mengalami
beberapa perlakuan agar memenuhi standar yang
sudah ditetapkan. Water Treatment Plant adalah
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 42
pabrik yang mengolah air sungai menjadi air
bersih (filtered water). Proses pengolahan pada
water treatment meliputi koagulasi, flokulasi,
sedimentasi dan filtrasi.
Air bersih (filtered water) dalam Filter Water
Storage yang dihasilkan digunakan untuk make-up
cooling water, bahan baku demin water, air minum
dan service water.
Adapun Peralatan Utama pada proses Water
Treatment adalah :
1. Pompa Sungai
2. Premix Tank
(Floculator)
3. Clarifier (Floc
Treator)
4. Tangki dan
pompa– pompa
bahan kimia
5. Clearwell
6. Pompa
TransferClearwell
7. Sand Filter
8. Filter Water
Storage
Demineralized Water Plant
Demin Plant sistem bertujuan menghasilkan
air bebas mineral. Pada Demin Plant sistem
terdapat 3 set (kation dan anion exchanger) dan
dua set (kation dan anion exchanger mix bed).
Pada kation exchanger berfungsi menyerap ion
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 43
(+) dari ion Na, Mg, Ca dan Si dengan
menggunakan resin RH.
Adapun peralatan–peralatan yang digunakan
untuk pembuatan Demin Water adalah :
A. Pompa Make Up Demin
B. Carbon Filter
C. Cation Exchanger
D. Anion Exchanger
E. Mixed Bed
F. Tangki dan pompa injeksi Acid dan Caustic
G. Neutralizer Tank
H. Demin Water Tank
Cooling Water System (Sistem Air Pendingin)
Sistem air pendingin merupakan sistem yang
menyediakan air pendingin dengan kualitas dan
kuantitas tertentu yang diperlukan untuk
pendinginan proses di pabrik. Tipe sistem air
pendingin di PUSRI yaitu open recirculating
atau sistem air sirkulasi terbuka.
Mula-mula air panas sekitar 420C yang
berasal dari Ammonia Plant dan Utilitas masuk
ke bagian atas Cooling Tower lalu didinginkan
dengan udara sebagai media pedingin. Udara
masuk dari samping kiri dan kanan Cooling
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 44
Tower. Pada cooling tower terjadilah kontak
antara udara dan air panas, kemudian terjadi
perubahan panas laten (sebagian air menguap)
diikuti dengan perubahan panas sensible
(temperatur air turun dan temperatur udara
naik). Udara panas dan air yang menguap
dikeluarkan oleh 5 set fan (dari bahan glass
reinforced polister) yang digerakkan oleh motor
listrik, dimana fan yang dimaksud bersifat
induced draft fan (menghisap udara). Kapasitas
Cooling Tower 15.000 m3/jam.
Air dingin yang turun ditampung di basin
kemudian diinjeksikan dengan Cl2 liquid sebagai
desinfektan, phospat sebagai inhibitor korosi,
bromin sebagai desinfektan dan anti lumut, dan
dispersant untuk mengendalikan phospat. Air
dingin yang dihasilkan bersuhu sekitar 32 0C.
Plant Air dan Instrument Air (PA/IA)
Plant air atau Udara Pabrik adalah udara
bertekanan yang digunakan untuk berbagai
keperluan pabrik. Udara Instrument adalah udara
bertekanan yang telah dikeringkan atau
dihilangkan kandungan airnya.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 45
Udara pabrik digunakan untuk udara purging,
mesin pengantongan pupuk (bagging), udara
pembersih area, pengadukan dan peralatan lain
seperti snapper. Sumber udara pabrik secara
normal adalah kompresor udara pabrik ammonia
dan sumber tambahan adalah kompresor udara
standby. Tekanan udara pabrik adalah 5 kg/cm2
pada temperatur ambient.
Steam System
Steam (uap air bertekanan), di pabrik
umumnya digunakan sebagai penggerak turbin-
turbin yang akan menggerakkan pompa atau
kompresor, pemanas di heater atau reboiler, media
stripping. Alat pembangkit steam disebut boiler.
Bahan baku pembuatan steam adalah air bebas
mineral (air demin).
Electric Power Generation System (EPGS)
Untuk memenuhi kebutuhan tenaga listrik
diseluruh pabrik PUSRI II, III, IV dan IB serta
untuk perumahan, kantor, bengkel dan lain-lain,
dibangkitkan empat buah gas turbin generator (GTG)
yaitu : GTG – H2, H3, H4, GE, yang masing-masing
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 46
berkapasitas (pada name plate) 15, 15, 15, 22
MW.
Kebutuhan tenaga listrik PUSRI walaupun
jauh lebih rendah daripada kapasitas terpasang
dari pembangkitnya (kebutuhan lebih kurang 35
MW, sedangkan kapasitas terpasang 67 MW), namun
karena resiko besar atau berbahaya sekali bila
terjadi total power failure, maka sistem kelistrikan
di Pusri dilengkapi dengan sistem Load Shedding.
Tujuannya adalah untuk menghindari terjadinya
total power failure (black out). Karena bila tanpa
sistem Load Shedding, bila ada GTG yang trip, sisa
beban belum tentu akan mampu dipikul oleh GTG
yang masih jalan. Ada tiga model operasi GTG
yaitu :
a.GTG Operasi terpisah
b.GTG Operasi paralel tanpa sistem Load
Shedding
c.GTG Operasi paralel dengan sistem Load
Shedding.
Yang paling menguntungkan adalah bila GTG
dioperasikan paralel dengan sistem Load Shedding.
Condensate Stripper
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 47
Condensate stripper berfungsi untuk
memisahkan air dari ammonia dan CO2. Umpan
condensate stripper berasal dari kondensat
ammonia masuk ke top condensate stripper. Proses
stripping yang terjadi menggunakan low
steam. Produk top condensate stripper berupa
gas-gas buangan, sedangkan produk bottomnya
berupa air panas yang kemudian didinginkan
dengan cooler dimana media pendinginnya
berasal dari cooling tower. Keluaran cooler
yang berupa air dingin di proses sebagai
air ke demin plant, sedangkan air panas dari
cooler dikembalikan ke cooling tower untuk
didinginkan kembali.
5.2.4 Pengolahan Limbah
Limbah yang dihasilkan PT. Pupuk Sriwidjaja pada
umumnya berupa limbah cair dan gas yang mengandung
ammonia.
1. Limbah Cair
Limbah cair yang dihasilkan sebagian besar
akibat adanya pembuangan:
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 48
a. Air suspensi dengan bahan padatan tinggi (blow
down) yang dihasilkan pada sistem pendingin,
air ketel dan lain-lain.
b. Oli yang tumpah pada rotating equipments seperti
pompa dan kompresor.
c. Larutan atau bahan dari bocoran pompa, kerangan
dan peralatan lain.
d. Lumpur yang mengandung bahan kimia pada proses
penjernihan air.
2. Limbah Gas dan Debu
Limbah gas dan debu sebagian besar berupa
sisa pembakaran natural gas untuk bahan bakar
maupun untuk penggerak generator listrik dan
dibuang melalui cerobong. Sumber lain penyebab
pencemaran adalah :
a. Bocoran gas proses yang berupa ammonia dan
CO2.
b. Emisi debu urea dari cooling tower.
3. Limbah Padat
Limbah padat yang ada sebagian besar
merupakan limbah B3 yang berupa
a. Limbah katalis bekas.
b. Limbah bekas kemasan bahan kimia.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 49
c. Limbah tumpahan bahan kimia.
2.6 Pemasaran
Pada tahun 1979 PT Pupuk Sriwidjaja ditunjuk
sebagai penanggungjawab pengadaan dan penyaluran
seluruh jenis pupuk bersusidi, baik yang berasal
dari produksi dalam negeri maupun impor untuk
memenuhi kebutuhan program intensifikasi pertanian
melalui surat keputusan Menteri Perdagangan dan
Koperasi No. 56/KP/II/1979.
Atas dasar penunjukkan tersebut maka PT Pupuk
Sriwidjaja bertanggung jawab dalam memasarkan dan
mendistribusikan berbagai jenis pupuk hingga sampai
di tangan petani (Pipe Line Distribution Pattern) dengan
menekankan mekanisme distribusi pada factor biaya
(Least Cosy Distribution Patter).
Untuk dapat memenuhi kewajibannya tersebut PT
Pupuk Sriwidjaja memiliki sistem distribusi, baik
untuk tata niaga pupuk produksi dalam negeri maupun
pupuk untuk di impor.
Sarana distribusi dan pemasaran yang dimiliki
PT Pupuk Sriwidjaja, yaitu:
1. Satu buah kapal ammonia : MV. Sultan Machmud
Badarudin II.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 50
2. Delapan buah kapal pengangkut pupuk curah dan
satu unit kapal sewa berdaya muat masing–masing
66.500 ton, yaitu MV. PUSRI Indonesia, MV.
Abusamah, MV. Sumantri Brojonegoro, MV. Mochtar
Prabunegara, MV. Julianto Mulio Diharjo, MV.
Ibrahim Zahier dan MV. Otong Kosasih.
3. Empat unit pengantongan pupuk di Belawan,
Cilacap, Surabaya, Dan Banyuwangi serta 1 UPP
(Unit Pengantongan Pupuk) sewa di Semarang.
4. 595 buah gerbong kereta api.
5. 107 unit gudang persediaan pupuk dan 261 unit
gudang sewa.
6. 25 unit pemasaran PUSRI daerah (PPD) di ibukota
propinsi.
7. 180 kantor pemasaran PUSRI Kabupaten (PPK) di
Ibukota Kabupaten.
8. Empat unit kantor perwakilan PUSRI di produsen
pupuk, yaitu :
a. PT. Pupuk Kujang
b. PT. Petrokimia Gresik
c. PT. Pupuk Iskandar Muda
d. PT. Pupuk Kalimantan Timur
Pada tanggal 1 Desember 1998, pemerintah
menghapuskan tata niaga pupuk, baik produksi dalam
negeri maupun impor. Keputusan pemerintah tersebut
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 51
membuat setiap pabrik pupuk untuk memasarkan sendiri
produknya di Indonesia, meskipun begitu untuk
mencegah persaingan yang tidak sehat, pemerintah
menentukan daerah – daerah penyaluran untuk setiap
pabrik pupuk yang ada.
Sebagai contoh pemenuhan kebutuhan pupuk untuk
propinsi Bali merupakan kewajiban dari PT. Pupuk
Kalimantan Timur (Pupuk Kaltim), namun apabila
terjadi kekurangan suplai di Bali, produsen yang lain
dapat memberi bantuan penjualan pupuk di Bali. Adanya
keputusan pemerintah ini hanya berlaku pada tata
niaga pupuk nasional dan tidak mempengaruhi status PT
Pupuk Sriwidjaja sebagai Holding Company.
BAB III
DASAR TEORI
3.1. Pendahuluan
Kehandalan unit produksi suatu pabrik yang di
dalamnya terdiri dari berbagai unit mesin sangatlah
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 52
didambakan oleh semua pengelola dan ownernya. Mesin –
mesin rotasi harus handal agar :
- Unit produksi reable / handal, dapat
beroperasi sesuai dengan target waktu operasi
yang diinginkan
- Ongkos pemeliharaan rendah, karena tidak
terjadi kerusakan prematur yang mengakibatkan
kehilangan produksi dan membayar ongkos
perbaikan/spare part
- Target produksi bisa dicapai sesuai dengan
perencaan produksi yang disesuaikan dengan
kebutuhan/ permintaan pasar
Untuk meningkatkan peralatan pemeliharaan /
maintenance, membeli system / software, meningkatkan
kemampuan pengelola, dan usaha lainnya untuk
meningkatkan hasil produksi memerlukan biaya yang
sangat besar. Namun semua ini tidak akan ada artinya
jika mesin – mesin atau komponen – komponen tersebut
dapat di buat dengan hampir mendekati sama dengan yg
dikeluarkan pabrik pembuatan pada awalnya.
Proses Pabrikasi dirasakan penting dan perlu
dilakukan karena sangat berpengaruh pada waktu dan
keperluan mesin yang bekerja secara terus – menerus
sehingga tidak menunggu lama lagi untuk pemesanan atau
order komponen ke pabrik pada awal pembuatannya.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 53
3.2. Pengertian Umum Poros (Shaft) dan Fungsinya
Poros adalah suatu bagian stasioner yang beputar,
biasanya berpenampang bulat dimana terpasang elemen-
elemen seperti roda gigi (gear), pulley, flywheel, engkol,
sprocket dan elemen pemindah lainnya. Poros bisa
menerima beban lenturan, beban tarikan, beban tekan
atau beban puntiran yang bekerja sendiri-sendiri atau
berupa gabungan satu dengan lainnya. (Josep Edward
Shigley, 1983).
Poros dapat berupa silinder panjang yang solid (pejal)
atau berongga hollow). Pada umumnya poros turbin
sekarang terdiri dari silinder panjang yang solid.
Sepanjang poros dibuat alur-alur melingkar yang biasa
disebut akar (root) untuk tempat dudukan, sudu-sudu
gerak (moving blade).
Poros dalam sebuah mesin berfungsi untuk meneruskan
tenaga melalui putaran mesin. Setiap elemen mesin yang
berputar, seperti cakra tali, puli sabuk mesin,
piringan kabel, tromol kabel, roda jalan, dan roda
gigi,dipasang berputar terhadap poros dukung yang tetap
atau dipasang tetap pada poros dukung yang berputar.
Contoh sebuah poros dukung yang berputar, yaitu poros
roda kereta api, as gardan, dan lain-lain
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 54
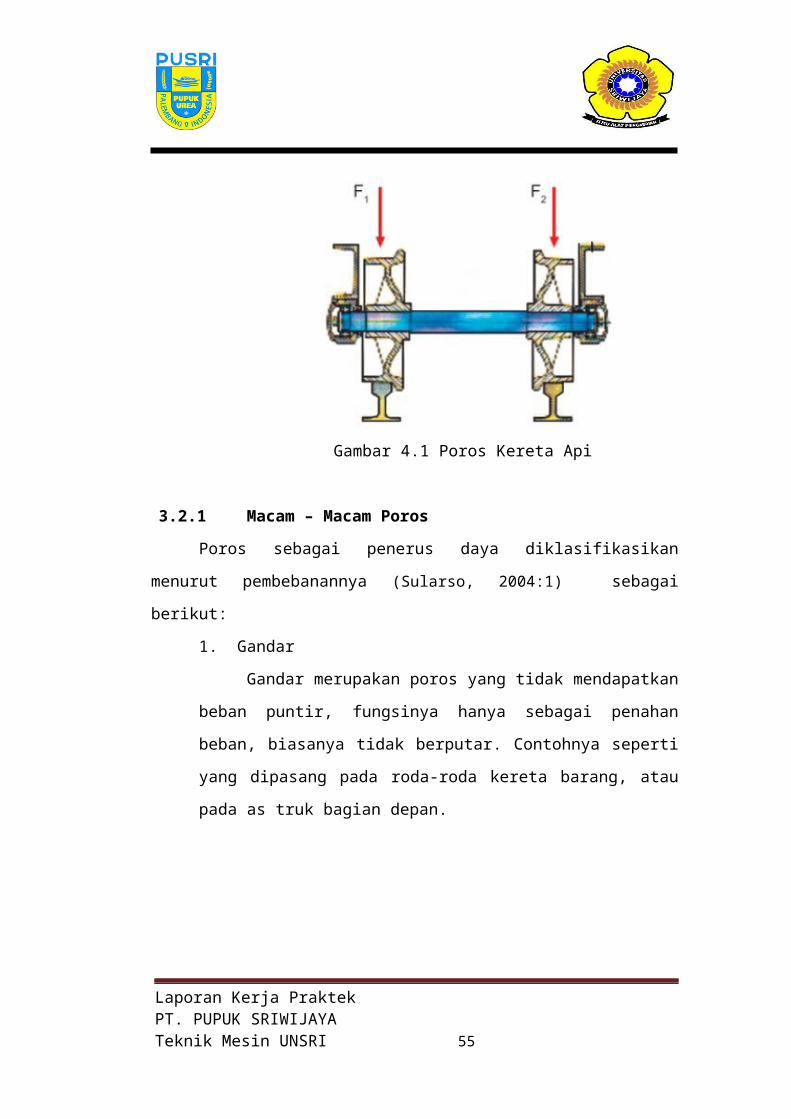
Gambar 4.1 Poros Kereta Api
3.2.1 Macam – Macam Poros
Poros sebagai penerus daya diklasifikasikan
menurut pembebanannya (Sularso, 2004:1) sebagai
berikut:
1. Gandar
Gandar merupakan poros yang tidak mendapatkan
beban puntir, fungsinya hanya sebagai penahan
beban, biasanya tidak berputar. Contohnya seperti
yang dipasang pada roda-roda kereta barang, atau
pada as truk bagian depan.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 55
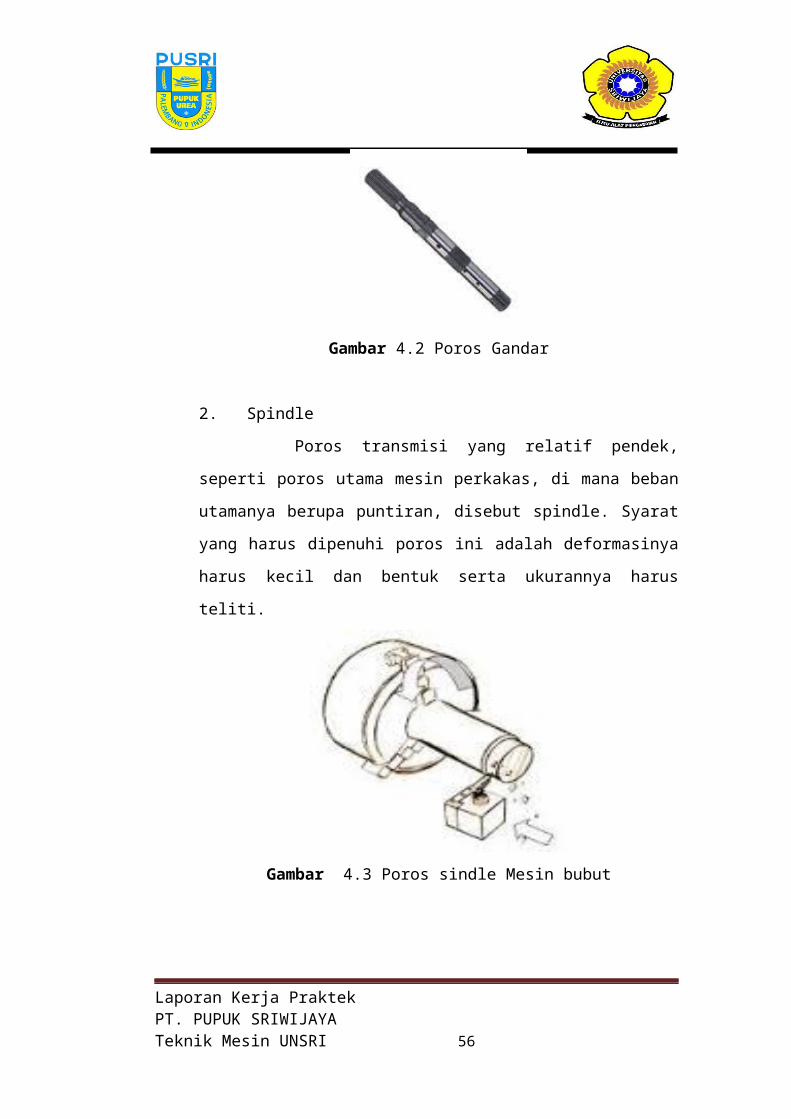
Gambar 4.2 Poros Gandar
2. Spindle
Poros transmisi yang relatif pendek,
seperti poros utama mesin perkakas, di mana beban
utamanya berupa puntiran, disebut spindle. Syarat
yang harus dipenuhi poros ini adalah deformasinya
harus kecil dan bentuk serta ukurannya harus
teliti.
Gambar 4.3 Poros sindle Mesin bubut
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 56
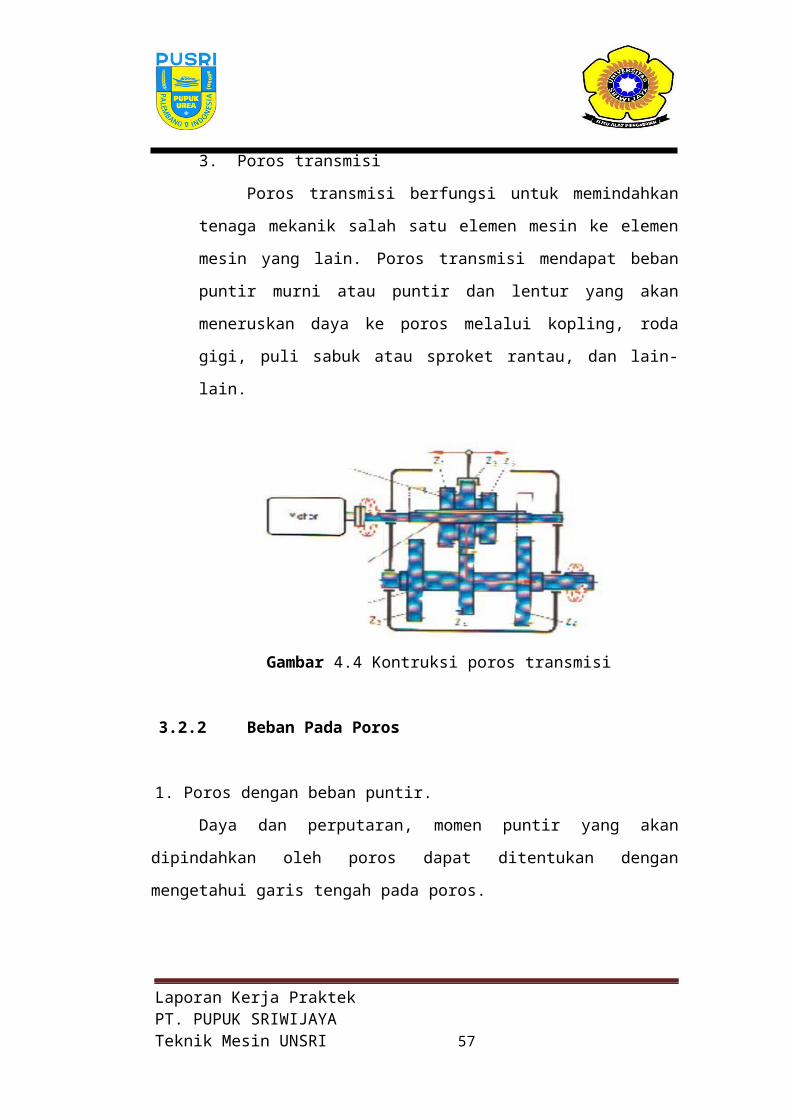
3. Poros transmisi
Poros transmisi berfungsi untuk memindahkan
tenaga mekanik salah satu elemen mesin ke elemen
mesin yang lain. Poros transmisi mendapat beban
puntir murni atau puntir dan lentur yang akan
meneruskan daya ke poros melalui kopling, roda
gigi, puli sabuk atau sproket rantau, dan lain-
lain.
Gambar 4.4 Kontruksi poros transmisi
3.2.2 Beban Pada Poros
1. Poros dengan beban puntir.
Daya dan perputaran, momen puntir yang akan
dipindahkan oleh poros dapat ditentukan dengan
mengetahui garis tengah pada poros.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 57
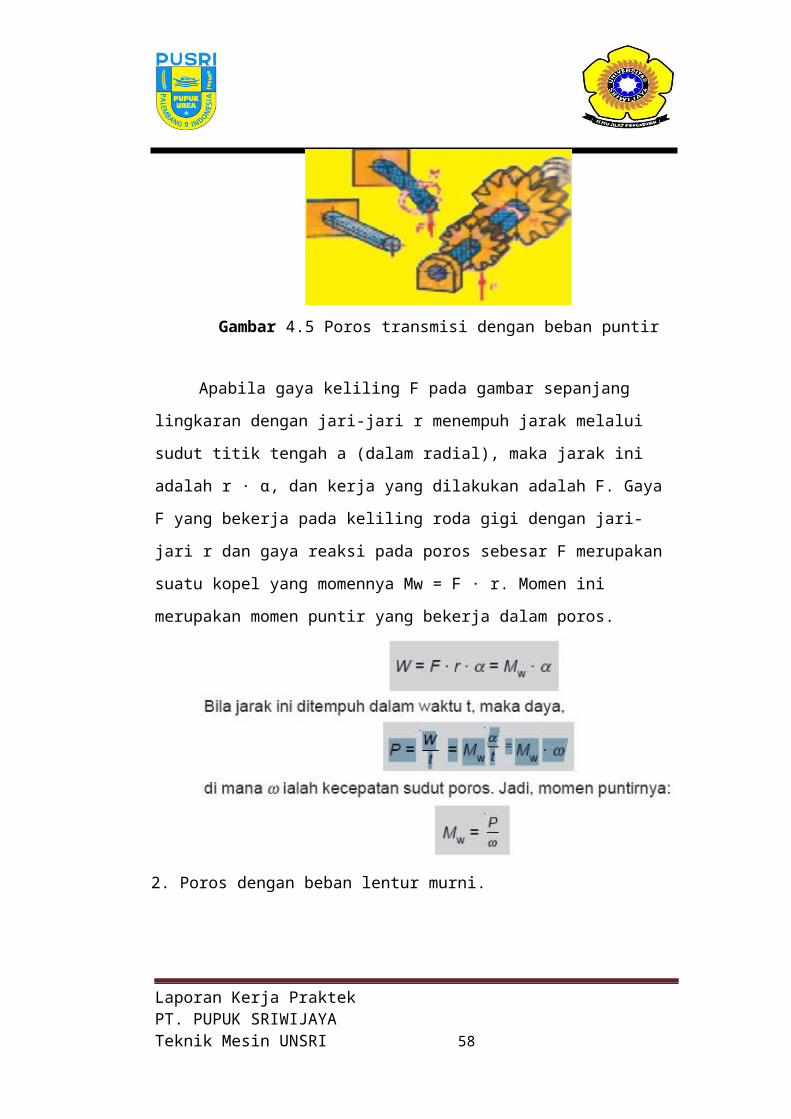
Gambar 4.5 Poros transmisi dengan beban puntir
Apabila gaya keliling F pada gambar sepanjang
lingkaran dengan jari-jari r menempuh jarak melalui
sudut titik tengah a (dalam radial), maka jarak ini
adalah r · α, dan kerja yang dilakukan adalah F. Gaya
F yang bekerja pada keliling roda gigi dengan jari-
jari r dan gaya reaksi pada poros sebesar F merupakan
suatu kopel yang momennya Mw = F · r. Momen ini
merupakan momen puntir yang bekerja dalam poros.
2. Poros dengan beban lentur murni.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 58
Poros dengan beban lentur murni biasanya terjadi
pada gandar dari kereta tambang dan lengan robot yang
tidak dibebani dengan puntiran, melainkan diasumsikan
mendapat pembebanan lentur saja. Meskipun pada
kenyataannya gandar ini tidak hanya mendapat beban
statis, tetapi juga mendapat beban dinamis.
Gambar 4.6 Beban lentur murni pada lengan robot
3.2.3 Poros Berdasarkan Bentuknya dan Macam
Kegunaannya
1. Berdasar bentuknya
a. Poros lurus
b. Poros engkol sebagai penggerak utama pada
silinder mesin. Ditinjau dari segi
besarnya transmisi daya yang mampu
ditransmisikan, poros merupakan elemen
mesin yang cocok untuk mentransmisikan
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 59
daya yang kecil hal ini dimaksudkan agar
terdapat kebebasan bagi perubahan arah
(arah momen putar).
2. Macam Kegunaan Umum Poros.
Poros Penggerak
Kegunaan : Meneruskan putaran / tenaga dari
transmisi ke penggerak aksel dengan sudut yang
bervariasi, yaitu : 1. Poros penggerak ( Poros
propeler ), 2. Penghubung sudut ( joint ), 3.
Poros aksel ( Poros roda). Persyaratan tuntutan
sebagai berikut:
Tahan terhadap momen punter
Dapat meneruskan putaran roda sudut yang
bervariasi
Dapat mengatasi perpanjangan / perpendekan
jarak antara transmisi dan penggerak
aksel ( diferensial )
Dibuat seringan mungkin.
Konstruksi Poros Penggerak Propeler.
Kegunaan sambungan salip ( joint ),
Meneruskan putaran dengan sudut yang bervariasi
pada batas – batas tertentu.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 60
Kegunaan sambungan geser ( luncur ), Mengatasi
akibat gerakan aksel yang berpegang terjadi
perubahan jarak aksel dan transmisi.
Konstruksi Poros Aksel ( Poros Roda ) Pada
Aksel Rigrid
1. Flens Roda
2. Penahan bantalan
3. Poros aksel
4. Aksel
5. Roda gigi matahari pada diferensial
3.3 Hal-hal yang Diperhatikan Dalam Pembuatan Poros
Rotor Turbin
Hal-hal penting yang perlu diperhatikan dalam
merencanakan suatu poros (Sularso, 2004:1) adalah
sebagai berikut:
1. Kekuatan poros.
Poros transmisi akan menerima beban puntir (twisting
moment), beban lentur (bending moment) ataupun
gabungan antara beban puntir dan lentur.
Dalam perancangan poros perlu memperhatikan beberapa
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 61
faktor, misalnya : kelelahan, tumbukan dan pengaruh
konsentrasi tegangan bila menggunakan poros bertangga
ataupun penggunaan alur pasak pada poros tersebut.
Poros yang dirancang tersebut harus cukup aman untuk
menahan beban-beban tersebut.
2. Kekakuan poros.
Meskipun sebuah poros mempunyai kekuatan yang cukup
aman dalam menahan pembebanan tetapi adanya lenturan
atau defleksi yang terlalu besar akan mengakibatkan
ketidaktelitian (pada mesin perkakas), getaran mesin
(vibration) dan suara (noise). Oleh karena itu
disamping memperhatikan kekuatan poros, kekakuan poros
juga harus diperhatikan dan disesuaikan dengan jenis
mesin yang akan ditransmisikan dayanya dengan poros
tersebut.
3. Putaran kritis.
Bila putaran mesin dinaikan maka akan menimbulkan
getaran (vibration) pada mesin tersebut. Batas antara
putaran mesin yang mempunyai jumlah putaran normal
dengan putaran mesin yang menimbulkan getaran yang
tinggi disebut putaran kritis. Hal ini dapat terjadi
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 62
pada turbin, motor bakar, motor listrik, dll. Selain
itu, timbulnya getaran yang tinggi dapat mengakibatkan
kerusakan pada poros dan bagian-bagian lainnya. Jadi
dalam perancangan poros perlu mempertimbangkan putaran
kerja dari poros tersebut agar lebih rendah dari
putaran kritisnya,
4. Korosi.
Apabila terjadi kontak langsung antara poros
dengan fluida korosif maka dapat mengakibatkan korosi
pada poros tersebut, misalnya propeller shaft pada
pompa air. Oleh karena itu pemilihan bahan-bahan poros
(plastik) dari bahan yang tahan korosi perlu mendapat
prioritas utama.
5. Material poros
Poros yang biasa digunakan untuk putaran tinggi
dan beban yang berat pada umumnya dibuat dari baja
paduan (alloy steel) dengan proses pengerasan kulit
(case hardening) sehingga tahan terhadap keausan.
Beberapa diantaranya adalah baja khrom nikel, baja
khrom nikel molebdenum, baja khrom, baja khrom
molibden, dll. Sekalipun demikian, baja paduan khusus
tidak selalu dianjurkan jika alasannya hanya karena
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 63
putaran tinggi dan pembebanan yang berat saja. Dengan
demikian perlu dipertimbangkan dalam pemilihan jenis
proses heat treatment yang tepat sehingga akan
diperoleh kekuatan yang sesuai.
3.4. Mesin-mesin Pendukung Dalam Pembuatan Poros Rotor
Turbin
3.4.1 Mesin Bubut
Mesin bubut merupakan salah satu jenis mesin
perkakas. Prinsip kerja pada proses turning atau lebih
dikenal dengan proses bubut adalah proses penghilangan
bagian dari benda kerja untuk memperoleh bentuk
tertentu. Di sini benda kerja akan diputar/rotasi
dengan kecepatan tertentu bersamaan dengan
dilakukannya proses pemakanan oleh pahat yang
digerakkan secara translasi sejajar dengan sumbu putar
dari benda kerja. Gerakan putar dari benda kerja
disebut gerak potong relatif dan gerakkan translasi
dari pahat disebut gerak umpan (feeding)
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 64
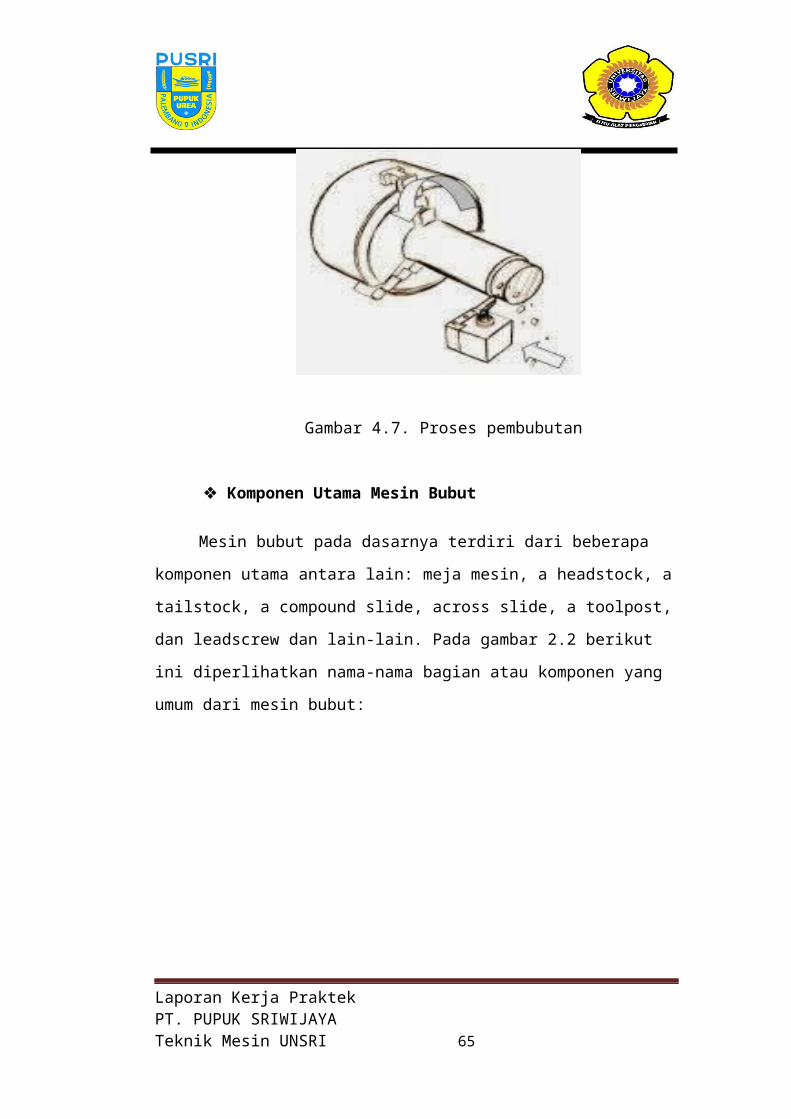
Gambar 4.7. Proses pembubutan
Komponen Utama Mesin Bubut
Mesin bubut pada dasarnya terdiri dari beberapa
komponen utama antara lain: meja mesin, a headstock, a
tailstock, a compound slide, across slide, a toolpost,
dan leadscrew dan lain-lain. Pada gambar 2.2 berikut
ini diperlihatkan nama-nama bagian atau komponen yang
umum dari mesin bubut:
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 65
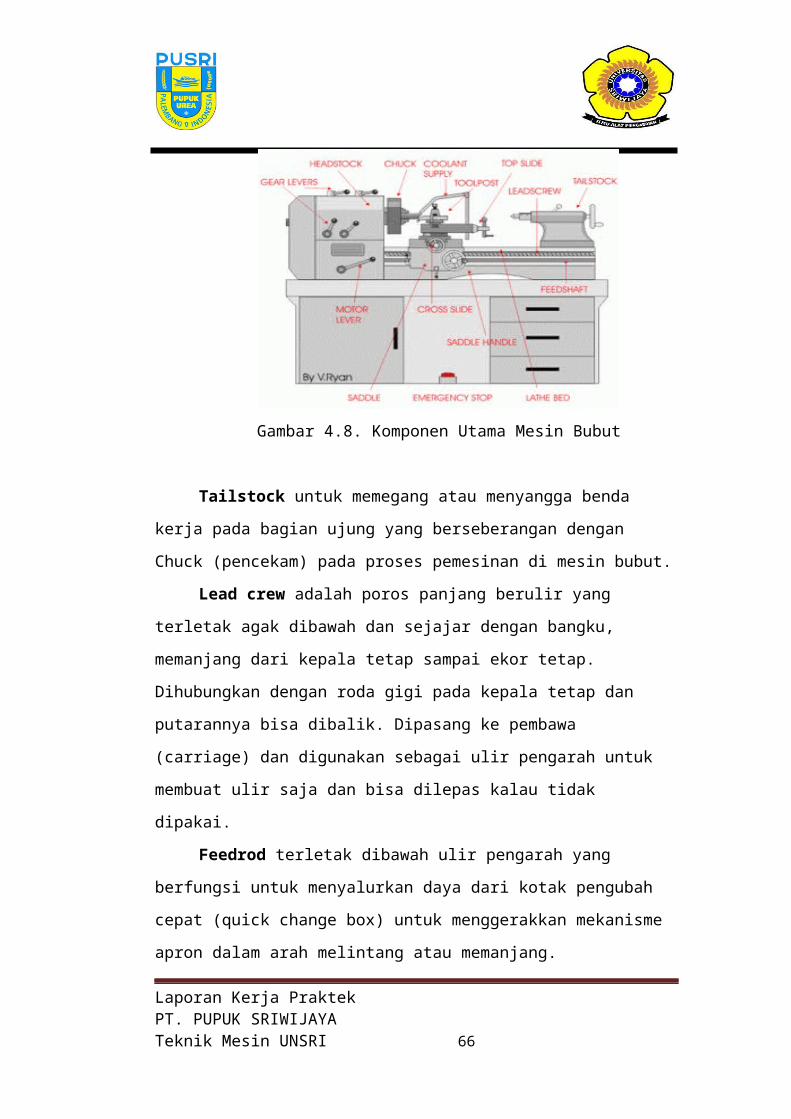
Gambar 4.8. Komponen Utama Mesin Bubut
Tailstock untuk memegang atau menyangga benda
kerja pada bagian ujung yang berseberangan dengan
Chuck (pencekam) pada proses pemesinan di mesin bubut.
Lead crew adalah poros panjang berulir yang
terletak agak dibawah dan sejajar dengan bangku,
memanjang dari kepala tetap sampai ekor tetap.
Dihubungkan dengan roda gigi pada kepala tetap dan
putarannya bisa dibalik. Dipasang ke pembawa
(carriage) dan digunakan sebagai ulir pengarah untuk
membuat ulir saja dan bisa dilepas kalau tidak
dipakai.
Feedrod terletak dibawah ulir pengarah yang
berfungsi untuk menyalurkan daya dari kotak pengubah
cepat (quick change box) untuk menggerakkan mekanisme
apron dalam arah melintang atau memanjang.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 66
Carriage terdiri dari tempat eretan, dudukan pahat
dan apron. Konstruksinya kuat karena harus menyangga
dan mengarahkan pahat pemotong. Dilengkapi dengan dua
cross slide untuk mengarahkan pahat dalam arah
melintang. Spindle yang atas mengendalikan gerakan
dudukan pahat dan spindle atas untuk menggerakkan
pembawa sepanjang landasan.
Toolpost digunakan sebagai tempat dudukan pahat
bubut,dengan menggunakanpemegang pahat.
Headstock , yaitu tempat terletaknya transmisi gerak
pada mesin bubut yang mengatur putaran yang dibutuhkan
pada proses pembubutan.
JENIS-JENIS MESIN BUBUT :
1. Mesin Bubut Universal
2. Mesin Bubut Khusus
3. Mesin Bubut Konvensional
4. Mesin Bubut dengan Komputer (CNC)
Prinsip kerja mesin bubut
Mesin bubut yang menggunakan sabuk di Hagley
Museum Poros spindel akan memutar benda kerja melalui
piringan pembawa sehingga memutar roda gigi pada poros
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 67
spindel. Melalui roda gigi penghubung, putaran akan
disampaikan ke roda gigi poros ulir. Oleh klem
berulir, putaran poros ulir tersebut diubah menjadi
gerak translasi pada eretan yang membawa pahat.
Akibatnya pada benda kerja akan terjadi sayatan yang
berbentuk ulir.
Mesin bubut terdiri dari meja dan kepala tetap. Di
dalam kepala tetap terdapat roda-roda gigi transmisi
penukar putaran yang akan memutar poros spindel. Poros
spindel akan menmutar benda kerja melalui cekal.
Eretan utama akan bergerak sepanjang meja sambil
membawa eretan lintang dan eretan atas dan
dudukan pahat. Sumber utama dari semua gerakkan
tersebut berasal dari motor listrik untuk memutar
pulley melalui sabuk.
Jenis pengerjaan pada mesin bubut antara lain:
1. Membubut lurus
Pada pembuatan memanjang gerak jalan pahat
sejajar dengan poros benda kerja, sedangkan untuk
pembubutan yang datar ini pada benda kerja. Dalam
pembubutan yang otomatis pahat dapat digeserkan
maju dan mundur kearah melintang.
2. Membubut tirus
Dapat dilakukan dengan 3 cara :
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 68
1. dengan menggeser posisi kepala lepas
kearah melintang
2. denganmenggeser sekian derajat eretan
atas (penjepit pahat)
3. dengan memasang perkakas pembentuk
3. Membubut eksentris
Bila garis hati dari dua / lebih silinder dari
sebuah benda kerja sejajar maka benda kerja itu
di sebut eksentris, jarak antara garis-garis hati
itu disebut eksentrisitas.
Membubut alur
untuk pengerjaan membubut alur di pergunakan
pahat bubut pengalur dan jenisnya ada yang
lurus, bengkok, berjenjang ke kanan / ke
kiri.
Memotong benda kerja
Pemotongan benda kerja berbentuk batang pada
mesin bubut digunakan sebuah pahat pengalur
dengan penyayat yang sangat ramping, sebuah
benda kerja yang di jepit diantara senter-
senter tidak boleh putus karena dapat
melentur dan menghimpit pahat.
Mengebor pada mesin bubut
pembuatan lubang senter pada mesin bubut ada
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 69
2 cara, yakni benda kerja yang berputar dan
senter yang berputar
Membubut dalam
Untuk membesarkan lubang yang sudah ada
dapat digunakan pahat dalam, caranya tidak
jauh berbeda dengan membubut lurus. Pahatnya
punya bentuk tersendiri
Membubut profil
Untuk membubut pembulatan pahatnya diasah
menurut bentuk profilnya, pahat profil
terutama cocok untuk membubut profil pada
produk-produk yang pendek, pada umumnya pahat
bubut tidak terlalu tebal sehingga umur
pemakaiannya pendek.
Mengkartel
Adalah membuat rigi-rigi pada benda kerja
dengan gigi kartel yang tersedia. Kartel
dipasang pada rumah pahat dan kedudukannya
harus setinggi senter. Kerja kartel ini
adalah menekan benda kerja bukan menyayat
seperti pahat bubut.
Membubut ulir sekrup
Untuk membuat ulir sekrap dengan mesin bubut
digunakan pahat khusus yang berbentuk seperti
: pahat ulir, segitiga, segi empat,
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 70
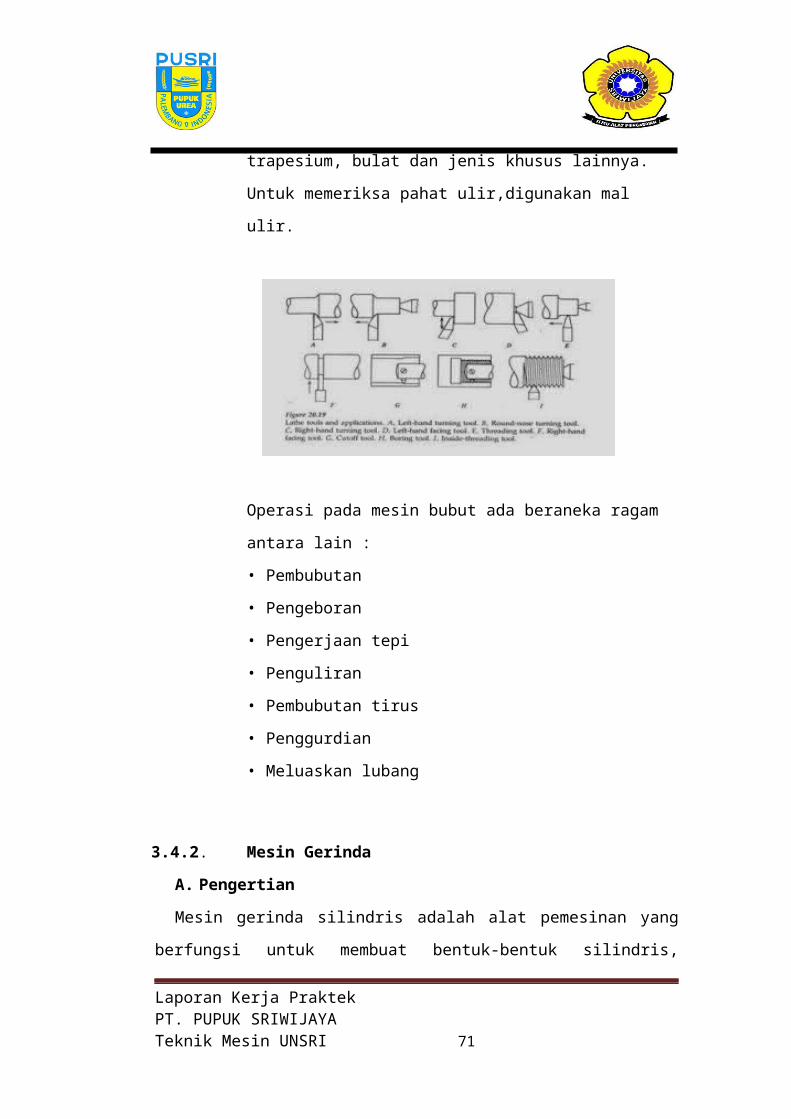
trapesium, bulat dan jenis khusus lainnya.
Untuk memeriksa pahat ulir,digunakan mal
ulir.
Operasi pada mesin bubut ada beraneka ragam
antara lain :
• Pembubutan
• Pengeboran
• Pengerjaan tepi
• Penguliran
• Pembubutan tirus
• Penggurdian
• Meluaskan lubang
3.4.2. Mesin Gerinda
A. Pengertian
Mesin gerinda silindris adalah alat pemesinan yang
berfungsi untuk membuat bentuk-bentuk silindris,
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 71
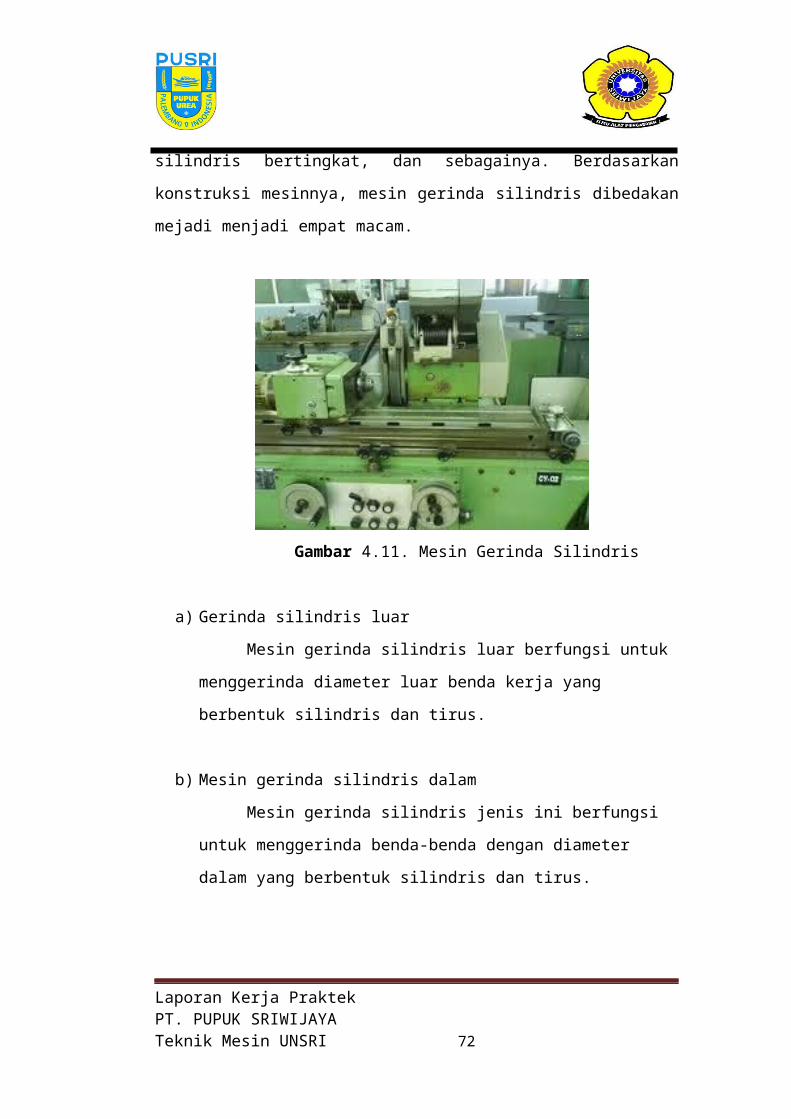
silindris bertingkat, dan sebagainya. Berdasarkan
konstruksi mesinnya, mesin gerinda silindris dibedakan
mejadi menjadi empat macam.
Gambar 4.11. Mesin Gerinda Silindris
a) Gerinda silindris luar
Mesin gerinda silindris luar berfungsi untuk
menggerinda diameter luar benda kerja yang
berbentuk silindris dan tirus.
b) Mesin gerinda silindris dalam
Mesin gerinda silindris jenis ini berfungsi
untuk menggerinda benda-benda dengan diameter
dalam yang berbentuk silindris dan tirus.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 72
c) Mesin gerinda silinder luar tanpa center
(centreless)
Mesin gerinda silindris jenis ini digunakan
untuk menggerinda diameter luar dalam jumlah yang
banyak/massal baik panjang maupun pendek
d) Mesin gerinda silindris universal
Sesuai namanya, mesin gerinda jenis ini mampu
untuk menggerinda benda kerja dengan diameter luar
dan dalam baik bentuk silinder
B. Bagian-bagian mesin gerinda silindris
a) Kepala utama
Bagian yang menghasilkan gerak putar batu
gerinda.
b) Spindel utama benda kerja (workhead)
Bagian yang mengatur kecepatan putar dan
pencekaman benda kerja.
c) Kaki mesin
Sebagai pendukung mesin.
d) Panel kontrol
Bagian pengatur proses kerja mesin.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 73
e) Meja bawah
Dudukan meja atas.
f) Meja atas
Tempat dudukan kepala lepas di spindel utama
benda kerja dan dapat diatur sudutnya.
g) Kepala lepas (tailstock)
Menyangga benda kerja pada pencekaman di antara
dua senter.
h) Perlengkapan pendingin
Tempat pengatur aliran cairan pendingin
C. Perlengkapan Mesin Gerinda Silindris
a) Cekam rahang tiga
Cekam rahang tiga universal ini
digunakan untuk mencekam benda kerja pada
saat penggerindaan. Cekam ini dihubungkan
langsung dengan motor penggerak.
b) Collet
Collet pada mesin gerinda silinder ber-
fungsi untuk mencekam benda kerja dengan
permukaan yang halus.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 74
c) Face Plate
Face plate pada mesin gerinda silinder
digunakan untuk menggerinda permukaan
diameter dalam benda kerja. Face plate juga
bisa berfungsi sebagai pengganti ragum
(chuck).
d) Pembawa (lathe dog)
Pembawa pada mesin gerinda silindris
digunakan untuk mencekam benda kerja pada
pencekaman di antara dua senter.
e) Senter dengan ulir
Pada mesin gerinda silinder alat ini
berfungsi sebagai senter penyangga dan
dipasang pada spindel utama benda kerja untuk
pencekaman di antara dua senter.
f) Senter tanpa ulir
Senter tanpa ulir ini berfungsi sebagai
penumpu benda kerja.
g) Cekam magnet
Cekam magnet pada mesin ini berfungsi
untuk mengikat benda kerja berdiameter agak
besar tetapi pendek. Cekam magnet ini
mempunyai prinsip kerja yang hampir sama
dengan meja pada mesin gerinda datar.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 75
h) Dial indicator
Dial indicator pada mesin ini digunakan
untuk mengoreksi kemiringan meja mesin.
i) Penyangga tetap (fix steady)
Penyangga tetap ini berfungsi untuk
menumpu benda kerja yang cukup panjang, pada
saat proses penggerindaan.
j) Pengasah batu gerinda (dresser)
Dresser digunakan untuk mengasah batu
gerinda. Dresser ada dua macam, yaitu dresser
dengan intan tunggal dan dresser dengan
butiran intan yang disatukan.
D. Pencekaman Benda Kerja pada Mesin Gerinda
Silindris
Pencekaman adalah proses pengikatan benda
kerja sebelum proses pengerjaan, pengikatan ini
bertujuan agar pada saat proses pengerjaan, benda
kerja tidak lepas karena adanya putaran mesin.
Berikut ini cara pencekaman benda kerja, dengan
menggunakan alat cekam yang support dengan mesin
gerinda silindris. Memasang dan melepas benda
kerja pada sistem pencekaman cekam rahang tiga
E.Proses Pemesinan
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 76
a) Pemilihan batu gerinda
Ada beberapa faktor yang perlu dipertimbangkan
dalam pemilihan batu gerinda yang akan digunakan,
antara lain sebagai berikut.
Sifat fisik benda kerja, menentukan pemilihan
jenis butiran abrasive. Tegangan tarik tinggi –
AL2O3, tegangan tarik rendah – SiC, Boron
nitrid dan intan.
Banyaknya material yang harus dipotong dan
hasil akhir yang diinginkan, menentukan
pemilihan ukuran butiran abrasive.
Busur singgung penggerindaan
Batu gerinda lunak.Busur singgung besar → Batu
gerinda keras.Busur singgung kecil →
F. Faktor yang mempengaruhi tingkat kekerasan batu
gerinda
Kecepatan putar batu gerinda.
Kecepatan potong benda kerja.
Konstruksi mesin.
Kecepatan potong adalah faktor yang berubah-
ubah dan mempengaruhi dalam pemilihan
tingkat kekerasan batu gerinda.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 77
G. Mengoperasikaan Mesin Gerinda Silindris
a) Saklar utama
Langkah pertama sakelar utama di-”ON”-kan pada
saat akan menghidupkan mesin. Bagian ini
berfungsi menghubungkan aliran listrik dari jala-
jala listrik ke mesin.
b) Spindel gerakan meja
Atur spindel gerakan meja dengan memutar searah
putaran jarum jam, atur panjang langkah meja
sesuai panjang benda kerja, maka secara otomatis
poros spindel utama benda kerja berputar.
c) Tombol batu gerinda
Tekan sakelar batu gerinda untuk menggerakkan
batu gerinda.
d) Spindel meja melintang
Putar spindel meja melintang untuk melakukan
pemakanan penggerindaan.
3.4.3 Mesin Frais
A. Pengertian Mesin Frais
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 78
Mesin frais (milling machine) adalah mesin perkakas
yang dalam proses kerja pemotongannya dengan menyayat
atau memakan benda kerja menggunakan alat potong
bermata banyak yang berputar (multipoint cutter). Pisau
frais dipasang pada sumbu atau arbor mesin yang
didukung dengan alat pendukung arbor. Pisau tersebut
akan terus berputar apabila arbor mesin diputar oleh
motor listrik, agar sesuai dengan kebutuhan, gerakan
dan banyaknya putaran arbor dapat diatur oleh operator
mesin frais (Rasum, 2006).
B. Bentuk Pengfraisan
Mesin frais mempunyai beberapa hasil bentuk yang
berbeda,dikarenakan cara pengerjaannya. Berikut ini
bentu-bentuk pengfraisan yang bisa dihasilkan oleh
mesin frais.
1. Bidang rata datar
2. Bidang rata miring menyudut
3. Bidang siku
4. Bidang sejajar
5. Alur lurus atau melingkar
6. Segi beraturan atau tidak beraturan
7. Pengeboran lubang atau memperbesar lubang
8. Roda gigi lurus, helik, paying, cacing
9. Nok/eksentrik, dll.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 79
C. Jenis-Jenis Mesin
Frais
Jenis-jenisnya terdiri dari mesin frais tiang dan
lutut (column-and-knee), mesin frais hobbing (hobbing
machines), mesin frais pengulir (thread machines), mesin
pengalur (spline machines) dan mesin pembuat pasak (key
milling machines). Untuk produksi massal biasanya
dipergunakan jenis mesin frais banyak sumbu (multi
spindles planer type) dan meja yang bekerja secara berputar
terus-menerus (continuous action-rotary table) serja jenis
mesin frais drum (drum type milling machines) (Efendi,
2010). Berikut ini ada macam-macam mesin frais:
a) Mesin frais horizontal, merupakan mesin frais
yang poros utamanya sebagai pemutar dan pemegang
alat potong pada posisi mendatar. frais
horizontal dapat digunakan untuk mengejakan
pekerjaan sebagai berikut ini antara lain:
· mengfrais rata.
· mengfrais ulur.
· mengfrais roda gigi lurus.
· mengfrais bentuk.
· membelah atau memotong.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 80
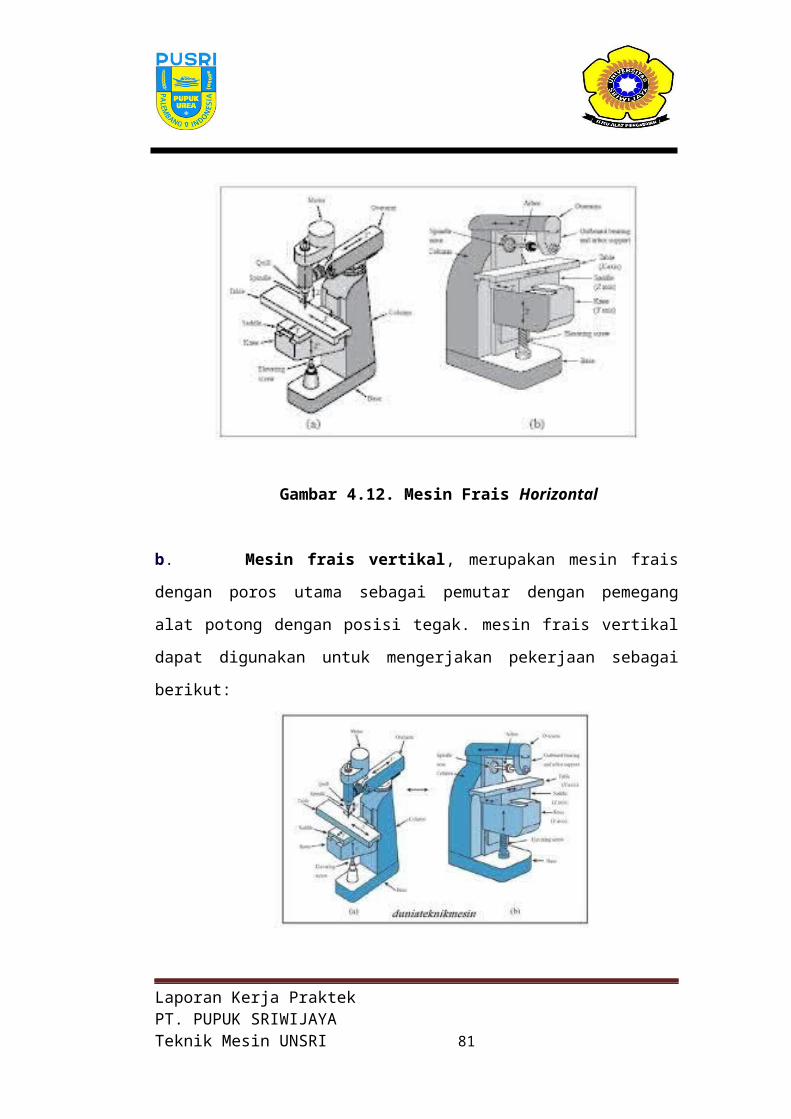
Gambar 4.12. Mesin Frais Horizontal
b. Mesin frais vertikal, merupakan mesin frais
dengan poros utama sebagai pemutar dengan pemegang
alat potong dengan posisi tegak. mesin frais vertikal
dapat digunakan untuk mengerjakan pekerjaan sebagai
berikut:
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 81
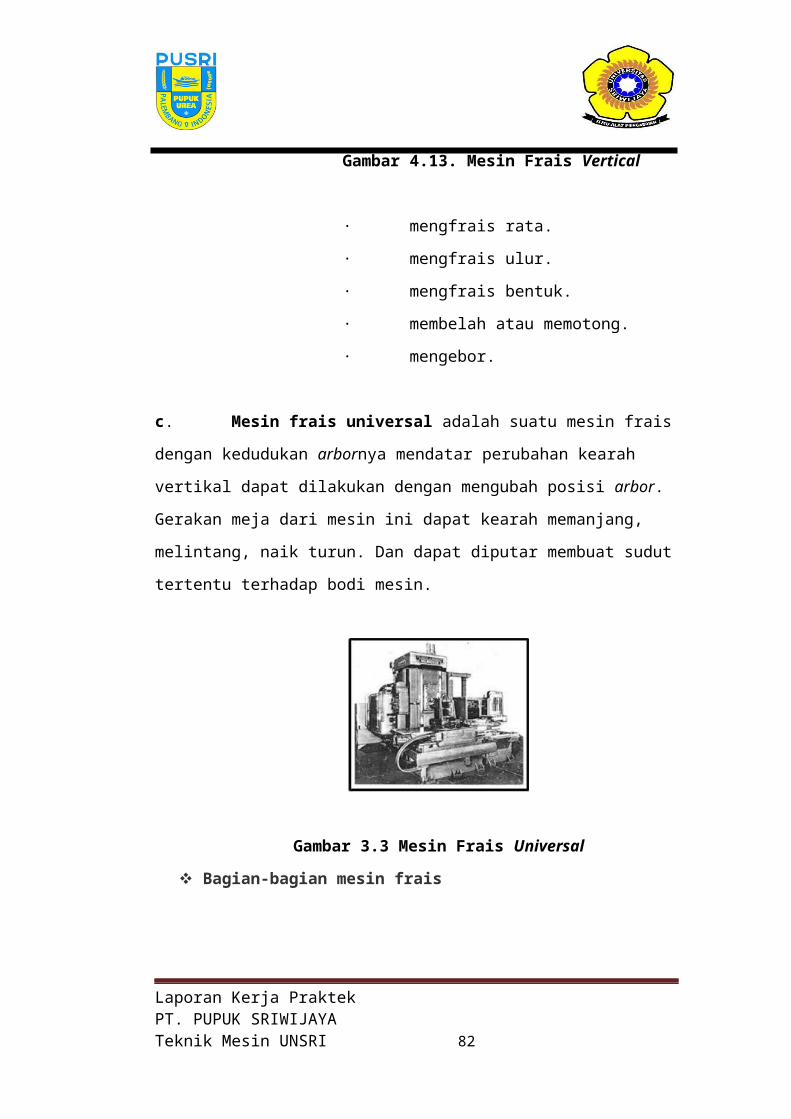
Gambar 4.13. Mesin Frais Vertical
· mengfrais rata.
· mengfrais ulur.
· mengfrais bentuk.
· membelah atau memotong.
· mengebor.
c. Mesin frais universal adalah suatu mesin frais
dengan kedudukan arbornya mendatar perubahan kearah
vertikal dapat dilakukan dengan mengubah posisi arbor.
Gerakan meja dari mesin ini dapat kearah memanjang,
melintang, naik turun. Dan dapat diputar membuat sudut
tertentu terhadap bodi mesin.
Gambar 3.3 Mesin Frais Universal
Bagian-bagian mesin frais
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 82
1. Spindle utama
Merupakan
bagian yang
terpenting dari
mesin milling.
Tempat untuk
mencekam alat
potong. Di bagi menjadi 3 jenis :
a. Vertical spindle
b. Horizontal spindle
c Universal spindle
2. Meja / table
Merupakan bagian mesin milling, tempat untuk
clamping device atau benda kerja. Di
bagi menjadi 3 jenis :
a. Fixed table
b. Swivel table
c. Compound table
3. Motor drive
Merupakan bagian mesin yang berfungsi menggerakkan
bagian – bagian mesin yang lain seperti spindle utama,
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 83
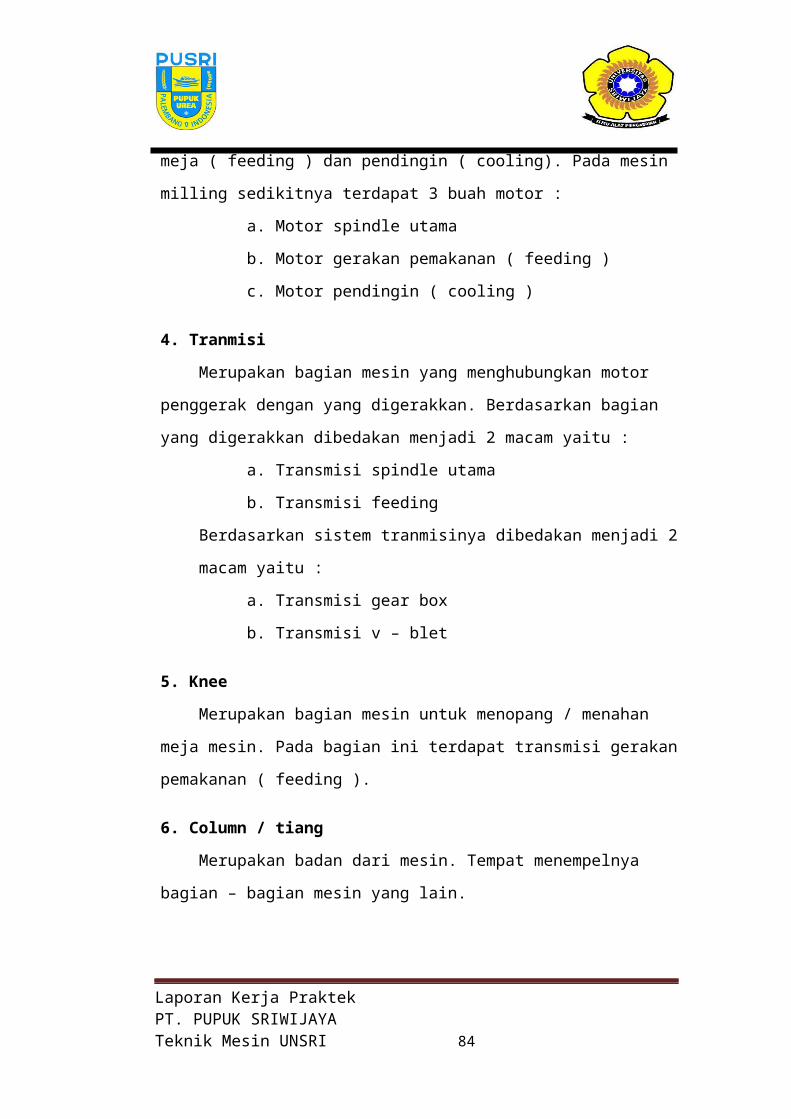
meja ( feeding ) dan pendingin ( cooling). Pada mesin
milling sedikitnya terdapat 3 buah motor :
a. Motor spindle utama
b. Motor gerakan pemakanan ( feeding )
c. Motor pendingin ( cooling )
4. Tranmisi
Merupakan bagian mesin yang menghubungkan motor
penggerak dengan yang digerakkan. Berdasarkan bagian
yang digerakkan dibedakan menjadi 2 macam yaitu :
a. Transmisi spindle utama
b. Transmisi feeding
Berdasarkan sistem tranmisinya dibedakan menjadi 2
macam yaitu :
a. Transmisi gear box
b. Transmisi v – blet
5. Knee
Merupakan bagian mesin untuk menopang / menahan
meja mesin. Pada bagian ini terdapat transmisi gerakan
pemakanan ( feeding ).
6. Column / tiang
Merupakan badan dari mesin. Tempat menempelnya
bagian – bagian mesin yang lain.
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 84
7. Base / dasar
Merupakan bagian bawah dari mesin milling. Bagian
yang menopang badan / tiang. Tempat cairan pendingin.
8. Control
Merupakan pengatur dari bagian – bagian mesin yang
bergerak. Ada 2 sistem kontrol yaitu :
a. Mekanik
b. Electric
Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 85

Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 86

Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 87

Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 88

Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 89

Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 90

Laporan Kerja PraktekPT. PUPUK SRIWIJAYA Teknik Mesin UNSRI 91




















