
An integrated model for statistical and vision monitoring in manufacturing transitions
39
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 1 AN INTEGRATED MODEL FOR STATISTICAL AND VISION MONITORING IN MANUFACTURING TRANSITIONS Harriet Black Nembhard* Dept. of Industrial Engineering University of Wisconsin-Madison 1513 University Ave. Madison WI 53706 Office: 608-265-9776 Fax: 608-262-8454 Email: [email protected] *corresponding author Nicola J. Ferrier Dept. of Mechanical Engineering University of Wisconsin-Madison 1513 University Ave. Madison WI 53706 Office: 608-265-8793 Email: [email protected] Tim A. Osswald Dept. of Mechanical Engineering University of Wisconsin-Madison 1513 University Ave. Madison WI 53706 Office: (608) 263-9538 Email: [email protected] Juan R. Sanz-Uribe Dept. of Mechanical Engineering University of Wisconsin-Madison 1513 University Ave. Madison WI 53706 Office: (608) 265-2405 Email: [email protected] July 2002 To appear in Quality and Reliability Engineering International
-
Upload
independent -
Category
Documents
-
view
0 -
download
0
Transcript of An integrated model for statistical and vision monitoring in manufacturing transitions
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 1
AN INTEGRATED MODEL FOR STATISTICAL AND VISION
MONITORING IN MANUFACTURING TRANSITIONS
Harriet Black Nembhard* Dept. of Industrial Engineering
University of Wisconsin-Madison 1513 University Ave. Madison WI 53706
Office: 608-265-9776 Fax: 608-262-8454
Email: [email protected] *corresponding author
Nicola J. Ferrier Dept. of Mechanical Engineering University of Wisconsin-Madison
1513 University Ave. Madison WI 53706
Office: 608-265-8793 Email: [email protected]
Tim A. Osswald
Dept. of Mechanical Engineering University of Wisconsin-Madison
1513 University Ave. Madison WI 53706
Office: (608) 263-9538 Email: [email protected]
Juan R. Sanz-Uribe
Dept. of Mechanical Engineering University of Wisconsin-Madison
1513 University Ave. Madison WI 53706
Office: (608) 265-2405 Email: [email protected]
July 2002
To appear in Quality and Reliability Engineering International

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 2
SUMMARY
Manufacturing transitions have been increasing due to higher pressures for product
variety. One dimension of this variety is color. A major quality control challenge is to
regulate the color by capturing data on color in real-time during the operation and to use
it to assess the opportunities for good parts. Control charting, when applied to a stable
state process, is an effective monitoring tool to continuously check for process shifts or
upsets. However, the presence of transition events can impede the normal performance of
a traditional control chart. In this paper, we present an integrated model for statistical and
vision monitoring using a tracking signal to determine the start of the transition and a
confirmation signal to ensure that any process oscillation has concluded. We also
developed an Automated Color Analysis and Forecasting System (ACAFS) that we can
adjust and calibrate to implement this methodology in different production processes. We
use a color transition process in plastic extrusion to illustrate a transition event and
demonstrate our proposed methodology.
KEY WORDS: Statistical Process Control; Tracking Signal; EWMA; Color Transition;
Image Processing; Polymer Processing; Extrusion.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 3
1 INTRODUCTION AND MOTIVATION
Increased product variety is one of the major reasons that many manufacturing
organizations have shifted to move to a make-to-order production policy. One outcome of
this policy is an increase in the number of scheduled manufacturing transition events,
such as product grade change, recipe change, and raw material change. For example, in
recent years, the plastic industry has witnessed an increase in the demand of more
diversified and customized products. This industry is concerned with converting polymer
materials into usable plastic products, from simple to complex shapes and of different
colors and sizes. Injection molding and extrusion are the two most common plastic
processing methods. Customers are more concerned with surface quality and outward
appearance of the plastic parts than ever before.
Color has become an important aesthetic element of quality to plastic
manufacturers. Accordingly, plastic products are usually made in various colors to appeal
to the consumers. The attending problem is to regulate the color by capturing data on
color in real-time during the operation. Automated measurement of color is, however, a
difficult problem in that the data (an image) requires processing to measure the desired
information (color). In the computer vision, the perception of color is difficult because
the color measured by the sensor can vary greatly. The ambient light sources (e.g.,
infrared energy present in nature daylight, fluorescent light, and incandescent light) and
other energy sources can affect the sensed color. (Monet painted the same scene at
different times of day and in different weather conditions. The scenes, in terms of the raw
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 4
colors used to paint them, are dramatically different, while the scene content is identical
for all images.)
In addition to the usual color constancy problem, the color of the extruded
polymer varies based on thickness and temperature. As the polymer cools, the color
changes and the color intensity varies with thickness, especially while the polymer is hot.
Furthermore, a change in the plastic resin color will tend to produce a period of mixed-
colored parts due to mixing with the previous colored resin residuals. In other words, a
transient period is expected before the plastic parts fully assumed the new targeted color,
and hence the parts do not conform to specifications.
During a transition, the output process necessarily moves from one constant level
to another. Statistical process control (SPC) techniques in the form of control charts are
normally applied to these processes at different constant levels to identify quality
improvement opportunities. The SPC methods are reasonable under the assumptions that
the process mean is constant and the observations are independent. The observations can
be modeled by
tty εµ += (1)
where µ is the process mean and tε is an independent and identically distributed (iid)
random variable. For processes that follow Equation (1), the traditional Shewhart charts
and even the cumulative sum (CUSUM) chart or the exponentially weighted moving
average (EWMA) chart are appropriate SPC tools.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 5
The presence of autocorrelation, however, will violate the independence
assumption of the traditional control chart. Autocorrelation means that consecutive
measurements of an output characteristic will be directly related to the previous ones.
This is a common consequence of processes that are driven by inertia and frequent
sampling (e.g., see [1]). Alwan [2] investigates the impact of autocorrelated data on the
traditional Shewhart chart and reported an increased number of false alarms. There are
also circumstances in which the process does not reach the new desired operating level
instantaneously as a result of these scheduled process transitions. Instead an induced
transient period, i.e., a dynamic but temporary trend that is inherent to the process, exists
such that the production is impeded and that the normal operation of control charts
applied prior to the transition also suffers with increased false alarms.
In quality engineering, there has been a resurgence of research activity on process
monitoring and control (e.g., see [3], [4], and [5]). For the specific problem of process
transitions, Nembhard and Mastrangelo [6] and Nembhard, Mastrangelo, and Kao [7]
proposed an integrated process control (IPC) technique that combines engineering
process control (EPC) and SPC on noisy dynamic systems. Nembhard and Kao [8] (NK)
develop a statistical methodology to recognize when the transition event has ended. That
work uses a sign test to continuously track the “change of slope” on a tracking signal
statistic as a means of detecting when the transient period is over. The tracking signal
statistic is commonly used to monitor the quality of a forecasting system. The NK
methodology is meant to supplement the SPC application – forecast-based EWMA and
Shewhart chart of the forecast errors for autocorrelated data that has been operating on
the process prior to the transition.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 6
In this paper, we present an integrated model for statistical and vision monitoring.
We extend the NK methodology in two ways. First, we use the tracking signal to also
determine the start of the transition. (In their earlier work, NK assume that the start is
known to the user and only the end need be determined.) We recognized here that
particularly for a color target in automatic processing system, the start of the transition
may not necessarily be known (i.e., there may be an unknown delay time between when
color pellets are added to the system and when the new color appears in the product).
Secondly, we design a confirmation signal to ensure that the recognized starting and
ending points of the transition also coincides with the conclusion of any oscillation that
may be present. A further contribution of this work is the development of an Automated
Color Analysis and Forecasting System (ACAFS) that we can adjust and calibrate to
implement this technology in different production processes.
Manufacturing application of the proposed methodology could potentially reduce
the dollar and product losses due to transitions. It provides a holistic approach that
acknowledges transition monitoring as well as color image processing. Although we
employ a plastic manufacturing process as a context for illustration, we note that there are
other areas where statistical modeling and vision recognition for transitions may be
advantageous. For example, in a fabric web application, the web must be pleated
precisely between two colors without color “bleed-over.” Another practical application is
when temperature transitions are monitored with optical pyrometers.
The remainder of this paper is organized as follows. In Section 2, we discuss the
specifics of the research issues associated with the color transition problem and our
experimental design for collecting data. In Section 3, we discuss our development of the

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 7
automated color analysis and forecasting system (ACAFS) and present the signal test
designs that comprise the integrated statistical and vision methodology as well as the
tracking methodology. We demonstrate and evaluate the performance of our proposed
methodology in Section 4. We conclude the paper in Section 5.
2 RESEARCH ISSUES AND APPROACH
The residence time distribution (RTD) of a polymer is typically used to give a picture of
how the polymer will behave and progress through the equipment (e.g., extruder). The
RTD is a function of the temperature, the extruder speed, and the ratio of the polymer
components (e.g., a 50-50 blend versus a 75-25 blend of polystyrene and high density
polyethylene). Given this distribution, the analyst can start to get a theoretical estimate of
how long a particular transition may take to complete. In practice, however, a “margin of
safety” is often added to this estimate and that quantity of polymer is often dumped or
scrapped. This waste may be especially significant when it is necessary to switch
products several times during a shift. One source of motivation for our work is that an on-
line determination of the start and end of the transition can avoid this waste. Such an on-
line approach, however, will require the collection of observational data. In general, when
observational data are taken in discrete time order, autocorrelation is usually present.
During transitions, we must also address the dynamic behavior in the process. And for
color transitions, we must address the image collection and processing issues. In this
section, we first provide a description of the experimental setup, followed by a
description of the color transition event and explanation of the data collection.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 8
2.1 Experimental Setup
An extrusion process is used here to demonstrate the transient phenomenon due to
a color transition and to address the process monitoring problems. This process is
commonly used to manufacture plastic products that are infinite in one direction - for
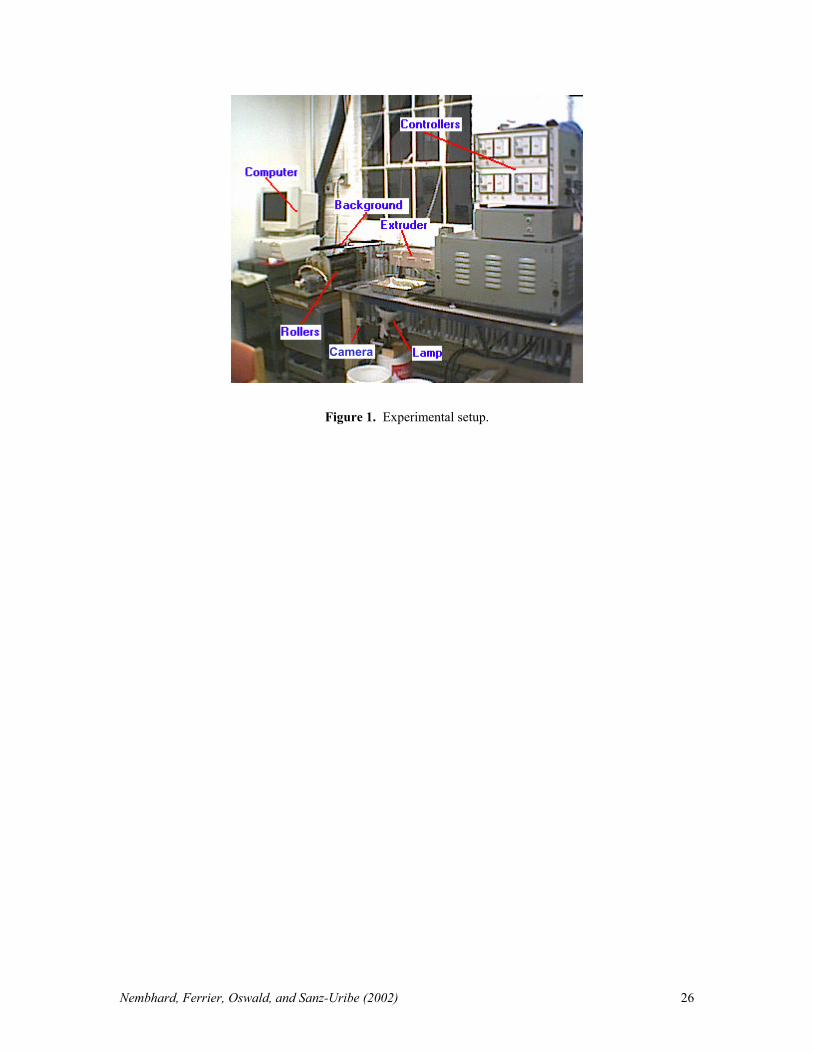
instance, wires, cables, tubes, pipes and films. Our experiments were conducted using a
laboratory scale single-screw extruder (Figure 1). The single-screw extruder used in our
experimentation is made by C. W. Brabender, with a screw diameter of 19.05 mm (3/4”)
and a length to diameter (L/D) ratio of 25:1. A slit die is attached to the end of the
extruder to form a strip of HDPE tape. We also use a CCD camera, a microcomputer with
a frame grabber to convert camera output to digital format, a 22 Watt fluorescent lamp
for illumination, a set of rollers to pull the extruded product, and a black-fabric
background panel.
There are four temperature control zones covering the barrel sections and the die
section. High-density polyethylene (HDPE) resin is used as the extrudate material. The
major processing parameters are the screw speed and barrel temperature profile. The
temperature zones 1 through 4 are set at 170, 180, 190, and 200 ºC respectively. The
screw speed is a controlled variable. The screw speeds used in the different color
transitions are 40 and 60 rpm. To color the resin red, blue and yellow colorants are used
to mix with the raw material at a 25:1 ratio.
[insert Figure 1 here]
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 9
2.2 Color Transition in Plastic Extrusion
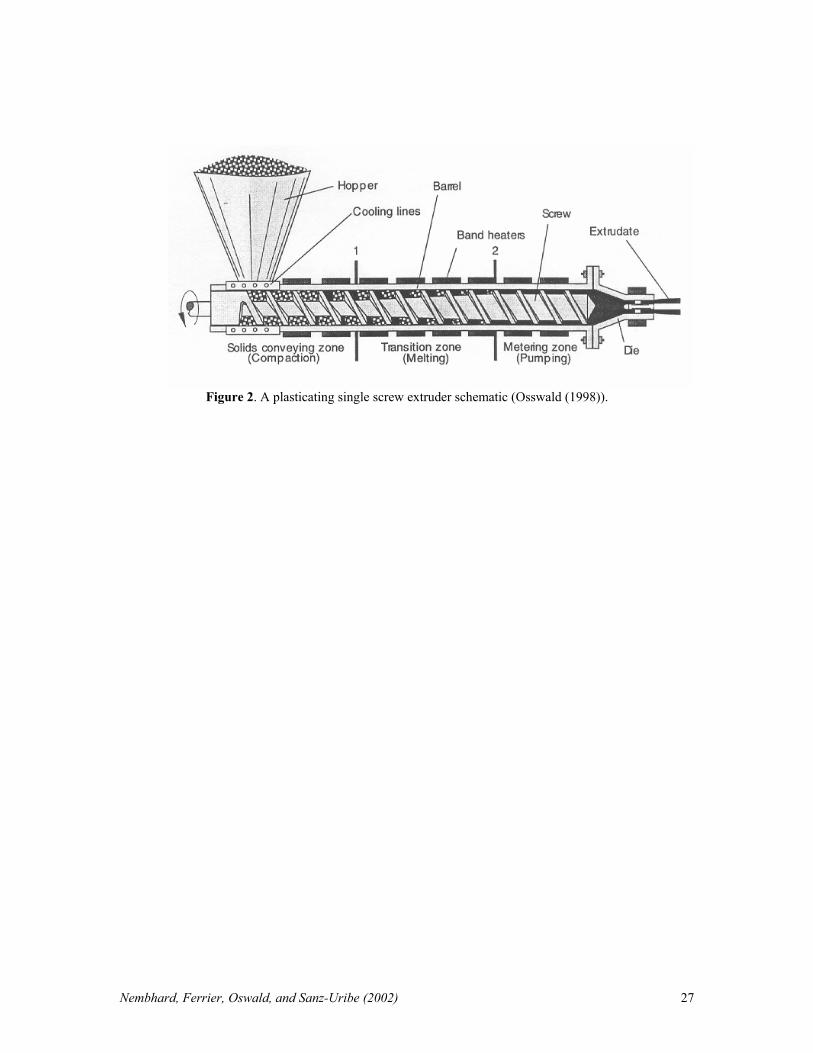
During extrusion, polymer pellets are first transformed into flowable melt by a
plasticating extruder. The plastic melt is then pushed through a metal die that
continuously shapes the melt into a desired profile. Osswald’s [9] schematic of a
plasticating single screw extruder is shown in Figure 2.
A change in the plastic resin color will tend to produce a period of mixed-colored
parts due to mixing with the previous colored resin residuals. A plasticating extruder is
typically divided into three main zones, namely, the solids conveying zone, transition
zone, and metering zone. As the name suggests, the solids conveying zone carries the
polymer pellets from the hopper to the screw channel. The polymer pellets are then
melted when advanced into the transition zone. Finally, the polymer melt is homogenized
and pumped into the die section through the metering zone.
To achieve a color transition during the extrusion of HDPE tape, the following
changeover strategy is applied. Prepare two 200g batches of raw material mixed with 8g
of colorant each. Run the machine with 200g of colorless HDPE to remove previous
materials and colors. Add the first colored mixture just when the colorless HDPE reaches
the feed throat. Add the second mixture once the first mixture reaches the feed throat.
During the processing of the color transition event, a molten strip of the HDPE extrudate
is continuously pushed out from the slit die.
[insert figure 2 here]

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 10
2.3 Data Collection
As the strip of HDPE appears, we collect an image of the strip at predetermined intervals
and process that image to establish a numerical value of its color. The red, green, blue
(RGB) system of color representation is perhaps most common. However, in order to
work with a single variable, we focus on using the hue as the color metric. Ideally, hue is
invariant to changes in lighting. In practice, as the intensity of the color darkens, the
reliability of a vision system to extract hue decreases (i.e., as the intensity decreases
( 0≈v ) then hue becomes undefined). The relationship between the RGB system and the
hue, saturation, and value (which is sometimes referred to as intensity or luminance)
(HSV) system is given by Equations (2a), (2b) and (2c):
3bgrv ++
= (2a)
[ ]
[ ][ ]
[ ]
>
−−+−
−+−−
≤
−−+−
−+−
=
−
−
vg
vbfor
bgbrgr
brgr
vg
vbfor
bgbrgr
brgr
h
,))(()(
)()(21
cos211
,))(()(
)()(21
cos21
21
2
1
21
2
1
π
π
(2b)
{ }bgrbgr
s ,,min31++
−= (2c)
where r is red, g is green, b is blue, h is hue, s is saturation, and v is value (derivations are
given in Gonzalez and Woods [10]). These formulae assume that both measurements are
normalized, i.e., 1,,0 ≤≤ bgr and 1,,0 ≤≤ vsh or 255,,0 ≤≤ bgr and

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 11
255,,0 ≤≤ vsh . Notice that if gbr == then the hue, h, is undefined, and if 0=v , then
s is also undefined.
3. INTEGRATED STATISTICAL AND VISION METHODOLOGY
In this section we discuss the proposed methodology for obtaining color data on-line and
tracking the transition process. To implement the proposed methodology, we developed a
program, called the automated color analysis and forecasting system (ACAFS), which
executes an integrated statistical and vision methodology, as shown in Figure 3. In this
program, we start by asking if a new color has been added in order to direct our color
data toward the transition analysis or toward the Shewhart chart (steady state). In this
research project we focus only in the transition analysis, which is the left hand flow path
of the flow diagram shown in Figure 3. The first part of this section describes the vision
methodology used in this research. The second part presents the forecast-based EWMA
statistic. The third part defines the tracking signal statistic leading to the computation of
the sign test.
3.1 Vision Methodology
The ACAFS is a C++ program developed to capture images of the polymer in
predetermined intervals or sample time, convert that image to a measurement of hue, and
statistically forecast the next observation.
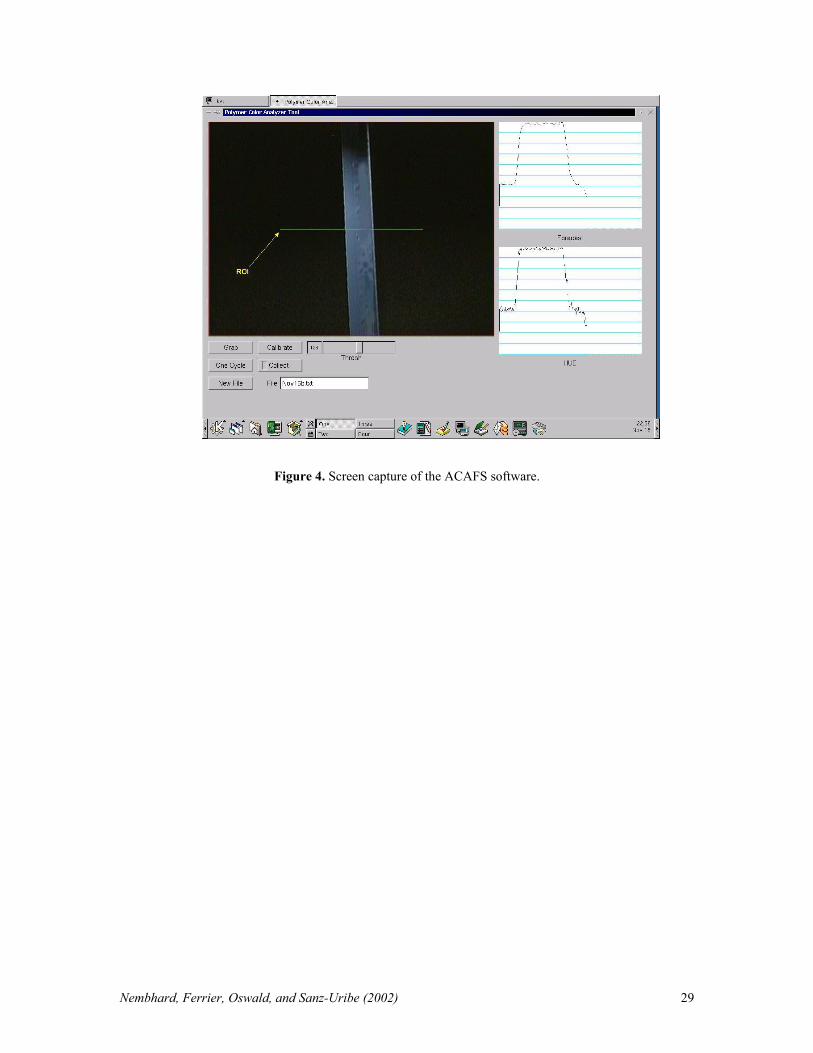
Figure 4 shows a screen capture of the ACAFS program while acquiring color
data in real time. In this figure, a 480 x 640-pixel image is shown as it is captured by the
CCD camera, with a 5 x 320 pixel region of interest (ROI) that can be dragged with the
mouse to a preferred position. The program takes color data only from the ROI every

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 12
sample time and reduces the original array to a 1 x 160-pixel array to facilitate the
analysis. As the camera and driver acquire color information in the RGB color
representation, the program converts the data to the HSV color representation by using
Equations (2a), (2b), and (2c).
Because the extrudate tape width is smaller than the ROI length, the program has
a subroutine that eliminates the background information determining the two edges of the
tape by making a threshold at 75 for the variable value ( 2550 ≤≤ v ). Figure 5 shows a
typical graph of intensity of v along the ROI. In this example, the information of interest
is for ROI values between 78 and 114 and the information between 0 and 77 and between
115 and 160 is considered background.
[insert figure 4 here]
[insert figure 5 here]
At each sampling time, once the tape edges are obtained, the program averages
the variable hue (h) within these two limits. This mean value is used to forecast h
following the forecast-based EWMA and tracking signal methodologies explained below.
3.2 Forecast-based EWMA
The EWMA chart was first suggested by Roberts [11]. In the SPC community, the
EWMA control chart is known for its ability to detect small process shifts more
effectively than the traditional Shewhart charts (e.g., see [12] and [13]). The EWMA
statistic is defined as
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 13
1)1( −−+= ttt zyz λλ (3)
where zt is the new value of the variable of interest, λ is the smoothing constant that
varies between 0 and 1, yt is the output and zt-1 is the input. The typical values for λ are
between 0.05 and 0.25 in SPC applications.
The EWMA also has a long history in forecasting and inventory control (see [14]
and [15]). It is well known in time series modeling and analysis that the EWMA with
θλ −= 1 is the optimal one-step ahead forecast of the integrated moving average
IMA(1,1) nonstationary time series model with parameter θ ([16]). Suppose )1(ˆ ty is the
one-step-ahead forecast made at the end of period t for the future observation 1+ty , then
tt zy =)1(ˆ . So the value of EWMA in Equation (3) calculated at time t is in fact the
optimal forecast. Hunter [17] advocates the use of EWMA and demonstrates the ease of
charting the EWMA scheme when viewed as the forecast of the next observation.
In order to deal with the autocorrelated data, several authors have suggested a
forecast-based monitoring procedure including Berthouex, Hunter, and Pallesen [18],
Alwan and Roberts [19], Harris and Ross [20], and Montgomery and Mastrangelo [21].
The forecast-based approach involves the following two steps: (1) identify and fit an
appropriate time series model to the process data and plot a run chart of the fitted values
and (2) apply traditional control charts to the one-step-ahead forecast errors or residuals.
The sequence of residuals is defined as
)1(ˆ 1−−= ttt yye . (4)
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 14
Lin and Adams [22] suggest using a combination of EWMA and Shewhart control charts
on the forecast errors for better average run length (ARL) performance. Adams and
Tseng [23] also investigate the robustness of the forecast-based monitoring procedures.
The EWMA forecast is in many cases a good approximation of the exact time-series
forecast (e.g., see [17] and [24]).
As the process of a transition event develops, the process data can either progress
up or down depending on the new target level. In event of a trend, the current EWMA
forecast accuracy tends to deteriorate resulting in a sudden increase in the forecast errors.
In fact, the EWMA tends to follow the data and will lag behind a linear trend
Montgomery and Mastrangelo [21]. Nevertheless, the EWMA scheme will improve in
accuracy once the process begins to level off. In due course, the tracking signal statistic
can be exploited to provide a signal on when the beginning and end of the transient
period has been reached.
3.3 Tracking Signal Methodology
In forecasting analysis, forecast errors are often used to assess the accuracy of a
forecasting system. Normally, we would desire a forecasting system to produce forecast
errors that are close to zero. The tracking signal is the usual form of statistic that draws
information from the forecast errors to monitor a forecasting system (e.g., see [15] and
[25]). Mastrangelo and Montgomery [26] proposed supplementing the tracking signals on
the moving centerline EWMA control chart for efficient process shift detection. A
tracking signal measures the deviation of the estimated forecast error from zero relative
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 15
to the variation of this statistic. Large deviations suggest that the performance of the
forecasting system has deteriorated and that the underlying form of the time series has
changed.
There are two forms of tracking signals: cumulative error tracking signal (CETS)
and smoothed error tracking signal (SETS) ([27]). This research project focuses only in
the SETS because in previous work it has shown better performance for this application
due to its high sensitivity to the most recent forecast errors ([8]).
The SETS statistic is the absolute value of the fraction given by the weighted sum
of all past one-step-ahead forecast errors, )1(tQ , divided by the standard deviation of the
one-step-ahead forecast errors, t∆̂
t
tt
QS∆
= ˆ)1( (5)
where )1(tQ is given by
)1()1()1()1( 1−−+= ttt QeQ αα (6)
and standard deviation of the one-step-ahead forecast error is estimated using the mean
absolute deviation (MAD) given by
1ˆ)1(|)1(|ˆ
−∆−+=∆ ttt e αα (7)

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 16
in the above equations α is the smoothing constant, 0 < α < 1, with different value for
each variable. For the MAD α is chosen between 0.05 and 0.15. The rationale behind this
statistic is to give more weight to the recent forecast errors than older ones by applying
the exponential smoothing concept.
In order to provide a statistical signal for the end of a transient period as the transition
process develops, we have devised an empirical method involving a sign test that
identifies a “change in the slope” on the tracking signals. Such a test procedure is
analogous to the first derivative test for finding the local maximum points of a continuous
differentiable function. For discrete-time application, the first derivative translates into
the first finite difference. The purpose here is to “track” the change in the tracking signal
statistics. When the forecasts become less accurate due to a trend, the tracking signal
statistic increases. However, the tracking signal statistic tends to decrease once the
forecasts become more accurate again. This characteristic is more prominent for SETS in
that it eventually forgets about the past big errors. To state the matter another way, the
SETS statistic is very sensitive to the most recent forecast errors.
The first finite difference of SETS at time period t is
1−−=∇ ttt SSS (8)
where ∇ is the backward difference operator. Using Equation (8) we can approximate
the end of a transient period as the transition process develops.
The indication that a transition is starting is inverse to the indication that a transition
is finishing. In this case, the first derivative is ideally infinite and can be obtained in
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 17
practice determining the point where is a sudden increase in the slope and continued
upward trend.
In summary, the integration of SPC technique with transition tracking procedure is
best elucidated by the flowchart in Figure 3. Before a transition event, the usual control
chart operates at the current process level. When the new colored material is charged to
the process, the current control chart is no longer useful because the transition is about to
start. At that time the ACAFS software starts acquiring and processing color information
from the process. The program assesses the trend of the slope of the SETS to determine
the transition’s beginning and end. When the transition has started the product is rejected
and when the transition has finished the product is newly accepted.
4 RESULTS AND DISCUSSION
The methodology was evaluated with two double transitions: the Yellow to Red and Red
to Yellow (YRY) transition in one run, and the Blue to Yellow and Yellow to Blue
(BYB) transition in another run.
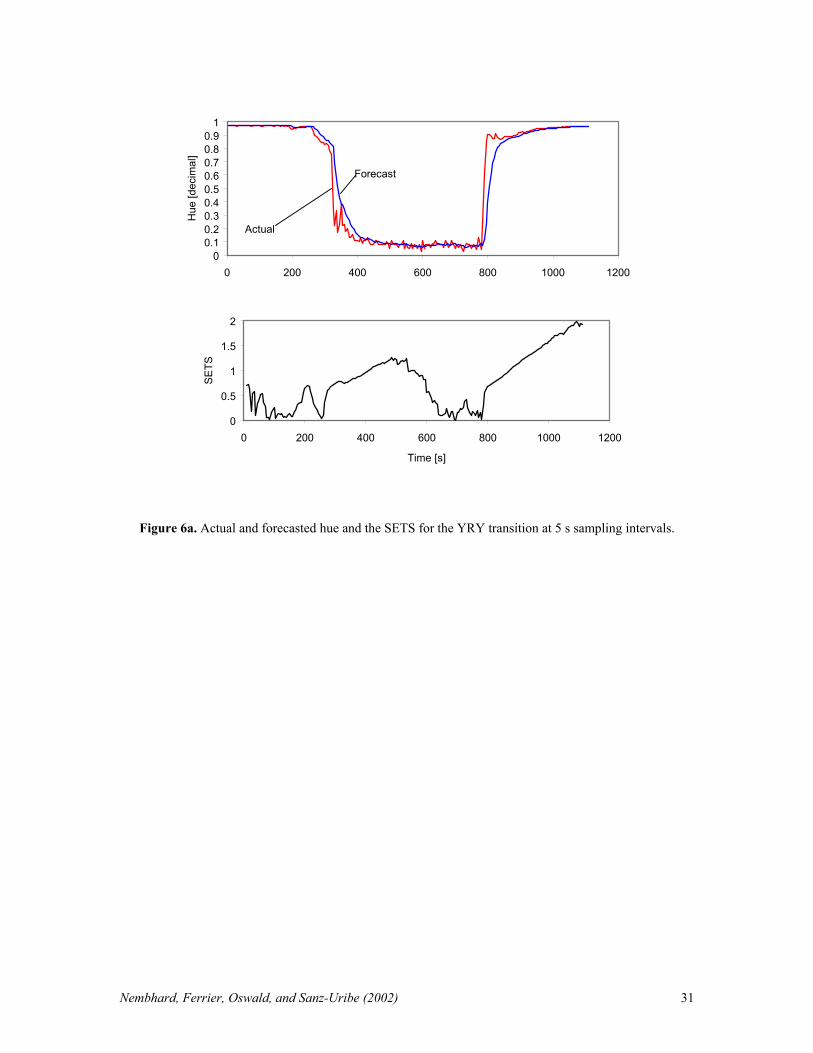
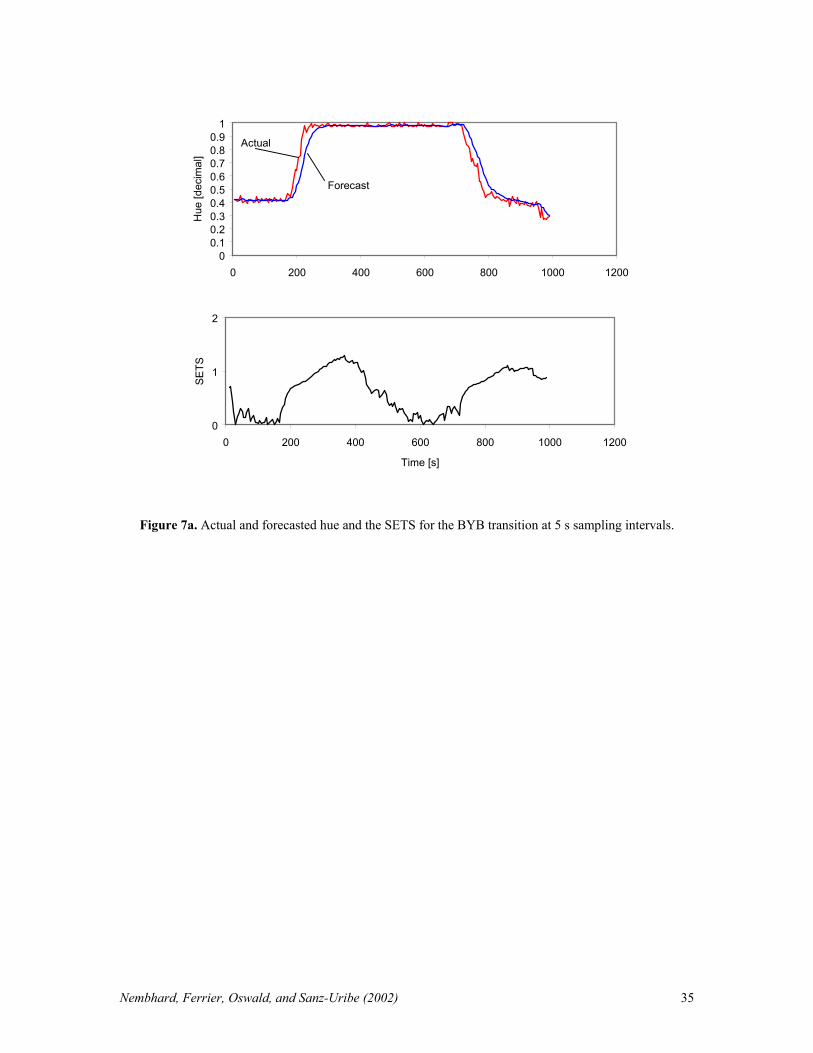
Figures 6 shows the results for hue and SETS in a YRY transition at a 40 rpm screw
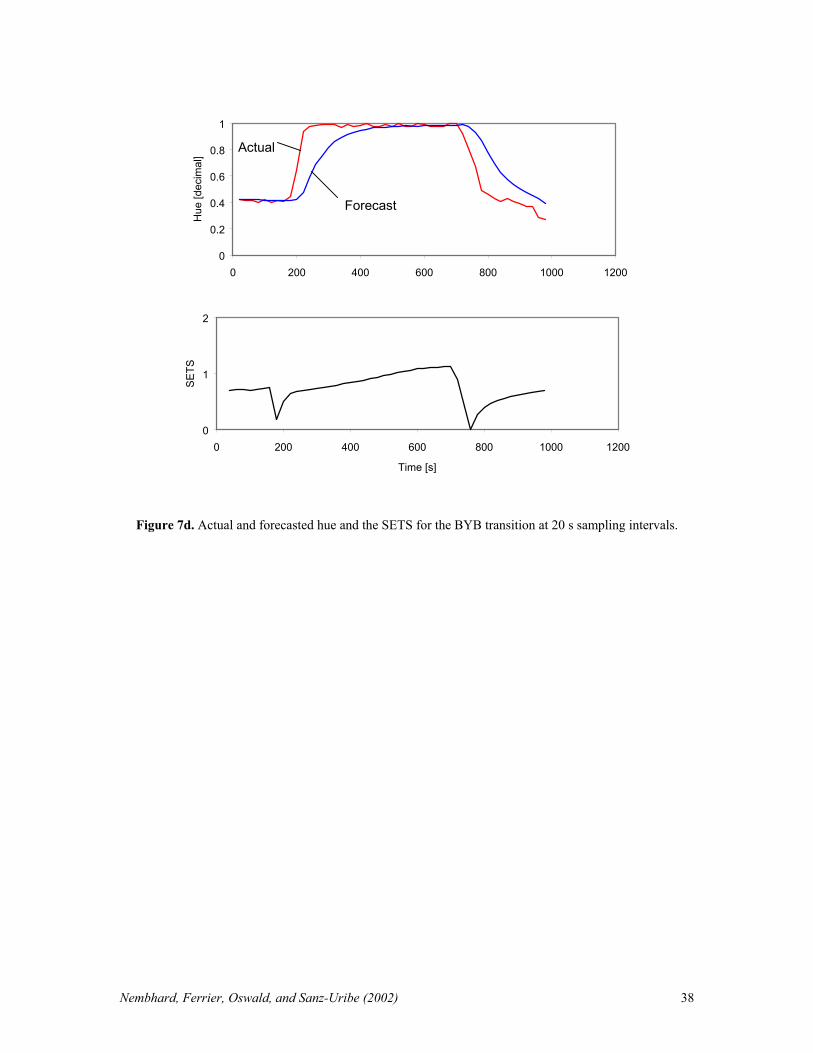
speed with observation time intervals of 5 s, 10 s, 15 s, and 20 s. Figure 7 shows the
results for hue and SETS in a BYB transition at the same conditions. All of the graphs
were made using the smoothing constant λ equal to 0.25, the smoothing constant α for
the mean absolute deviation t∆̂ equal to 0.1, and the smoothing constant α for the
weighted sum of all past one-step-ahead forecast errors Qt(1) equal to 0.07. These
settings gave the best results because local maximum points were close to the start and
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 18
end of every transition. These values were obtained after several evaluations by simple
iteration (i.e., changing the values of these smoothing constants within the ranges
expressed in Sections 3.2 and 3.3).
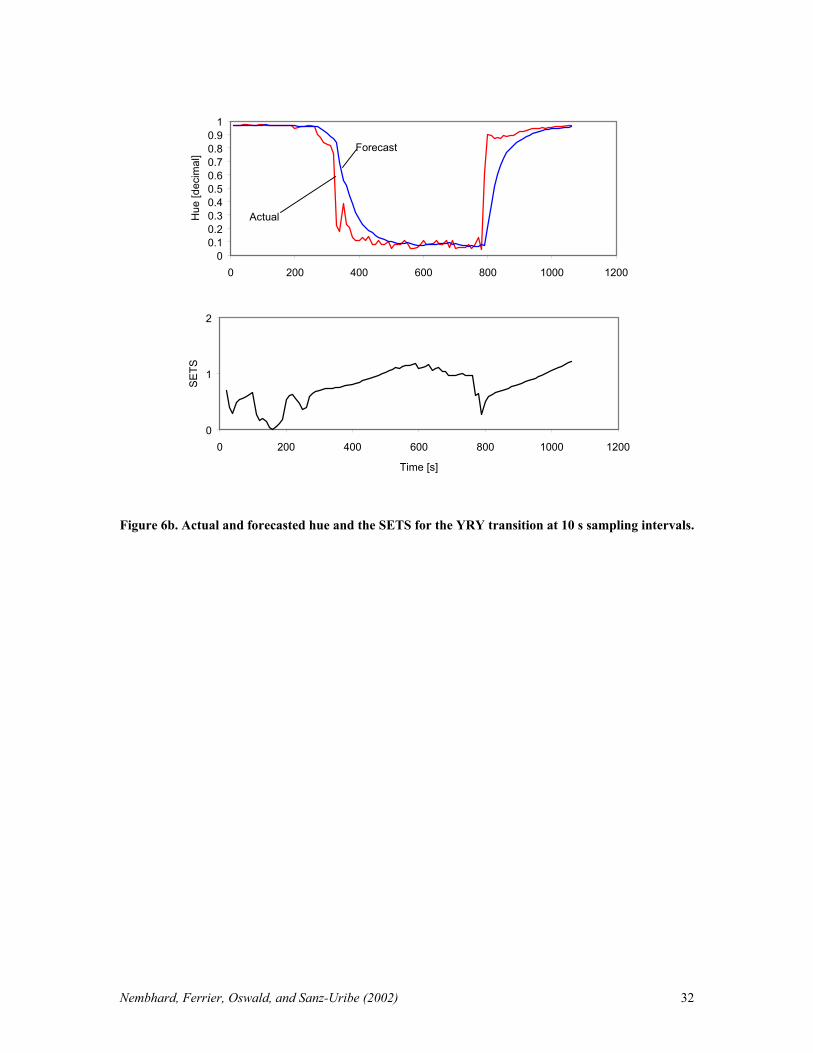
As the transitions in Figures 6a and 7a show, the forecast is close to the actual
data with sample times of 5s. As the sample times increase to 10 s in Figures 6b and 7b,
then to 15 s in Figures 6c and 7c, and finally to 20 s in Figures 6d and 7d, the forecast is
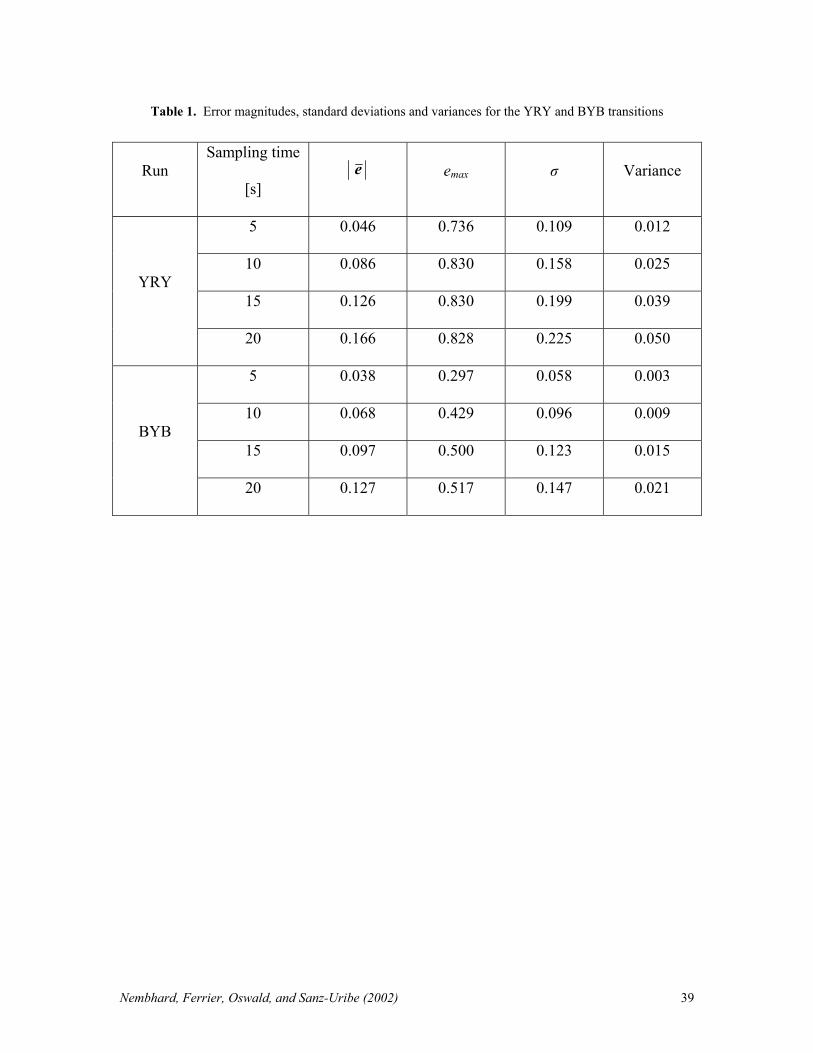
further away from the actual data. The mean magnitude of the errors, maximum errors,
standard deviations and variances for the two double transitions are shown in Table 1.
We can observe that the forecasting errors and the variance in the BYB transition are
lower than those in the YRY transition. We believe the reason for this difference is that
the camera used in the experiment showed its lowest repeatability when working with red
color, probably because of infrared perturbations caused by daylight conditions. This low
repeatability is most likely the source of the higher errors, standard deviations and
variances in the transitions involving red color. Even so, we can obtain smaller errors
when we use smaller time intervals, as we would generally expect in forecasting.
The tradeoff, however, from considering smaller errors is that the SETS is more
oscillatory. Recall that we are looking for the signal regarding the end of the transition
from the SETS. That is, Figure 3 shows that we will accept the product when the
transition has ended. More specifically, we will approximate the end of the transition
according to Equation (8). From this standpoint, we get the clearest signal about the
transition with the larger sample times as shown in Figures 6d and 7d. The YRY
transition starts at 180 s and ends at 820 seconds (Figure 6d). The BRB transition starts at
180 s and ends at 700 s.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 19
[insert figure 6a here]
[insert figure 6b here]
[insert figure 6c here]
[insert figure 6d here]
[insert figure 7a here]
[insert figure 7b here]
[insert figure 7c here]
[insert figure 7d here]
[insert table 1 here]
Unfortunately, we cannot make such definitive statements at the other sampling
intervals. Even so, we can still discern a certain pattern of increasing slope in the SETS
where we can estimate local maximum and minimum values. Given this observation, in
our future work we may consider filtering methods that could potentially complement or
extend the proposed methodology. Nevertheless, we believe some tradeoff in the decision
of smaller errors versus clearer signal will still be required.
5 CONCLUSION
In this paper, we have presented a methodology that integrates statistical control
and vision monitoring to analyze transitions in a dynamic system. The statistical
component of the proposed methodology is the forecast-based EWMA combined with a
smoothed error tracking signal (SETS) that serves to determine the start and end of every
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 20
transition. The vision component is based on obtaining the transversal hue mean of the
extrudate tape in real time using a camera and software system. We also developed an
Automated Color Analysis and Forecasting System (ACAFS) that we can adjust and
calibrate to implement this methodology in different production processes.
To illustrate the methodology, we used two different color transitions that
occurred in a plastic extrusion process. We found that there was a tradeoff regarding
forecasting errors on the hue and the SETS to signal the transition that was based on the
size of the sampling interval. With larger sampling intervals, the tracking methodology is
very effective determining the point where the transition occurs. As mentioned above,
one aspect of our future work will involve investigating filtering or smoothing
approaches of the inlet signal in order to improve the forecasting and tracking functions
and thus improve the methodology.
On a broader scale, we believe this work to have applications in improving output
quality and reducing the economic and environmental impact of in-process waste. For
example, if our methodology can be applied to a process to reduce the amount of polymer
that is dumped or scrapped after a transition based on a mere guess or safe estimate of the
end of the transition, it could mean significant savings. Therefore, another aspect of our
future work will involve ways of quantifying the potential benefits in industrial
application.
ACKNOWLEDGEMENTS
The authors are grateful for the University of Wisconsin-Madison Graduate School
Awards 135-8090 and 135-8084 that supported our work on this project.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 21
REFERENCES
[1] Montgomery DC. The use of statistical process control and design of experiments in
product and process improvement. IIE Transactions 1992 24: 4-17.
[2] Alwan LC. Effects of autocorrelation on control chart performance. Communications
in Statistics—Theory and Methods 1992 21: 1025-1049.
[3] MacGregor JF. On-line statistical process control. Chemical Engineering Progress
1988, 21-31.
[4] Vander Wiel SA, Tucker WT, Faltin FW, and Doganaksoy N. Algorithmic statistical
process control: concepts and an application. Technometrics 1992 34: 286-297.
[5] Box GEP and Luceño A. Statistical Control by Monitoring and Feedback Adjustment;
John Wiley & Sons: New York, NY, 1997.
[6] Nembhard HB and Mastrangelo CM. Integrated process control for startup operations.
Journal of Quality Technology 1998 30(3): 201-211.
[7] Nembhard HB, Mastrangelo CM, and Kao, MS. Statistical monitoring performance
for startup operations in a feedback control system. Quality and Reliability Engineering
International 2001 17(5): 379-390.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 22
[8] Nembhard HB and Kao, M-S. A forecast-based monitoring methodology for process
transitions. Quality and Reliability Engineering International 2001 17(4): 307-321.
[9] Osswald TA. Polymer Processing Fundamentals; Hanser Publishers: Munich, 1998.
[10] Gonzalez RC and Woods R. Digital Image Processing, 3rd Edition; Addison-
Wesley: Reading, MA, 1992.
[11] Roberts SW. Control chart tests based on geometric moving averages.
Technometrics 1959 1: 239-250.
[12] Crowder SV. Design of exponentially weighted moving average schemes. Journal of
Quality Technology 1989 21(2): 155-162.
[13] Lucas JM and Saccucci MS. Exponentially weighted moving average control
schemes: properties and enhancements. Technometrics 1990 32: 1-12.
[14] Muth JF. Optimal properties of exponentially weighted forecasts. Journal of
American Statistical Association 1960 55: 299-306.
[15] Brown RG. Smoothing, Forecasting and Prediction of Discrete-Time Series;
Prentice-Hall, Inc.: Englewood Cliffs, NJ, 1962.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 23
[16] Box GEP, Jenkins GM and Reinsel GC. Time Series Analysis, Forecasting and
Control, Third Edition; Prentice Hall: Englewood Cliffs, NJ, 1994.
[17] Hunter JS. The exponentially weighted moving average. Journal of Quality
Technology 1986 18: 203-210.
[18] Berthouex PM, Hunter WG and Pallesen L. Monitoring sewage treatment plants:
some quality control aspects. Journal of Quality Technology 1978 10: 139-149.
[19] Alwan, LC and Roberts HV. Time series modeling for statistical process control.
Journal of Business & Economic Statistics 1988 6: 87-95.
[20] Harris TJ and Ross WH. Statistical process control procedures for correlated
observations. Canadian Journal of Chemical Engineering 1991 69: 48-57.
[21] Montgomery DC and Mastrangelo CM. Some statistical process control methods for
autocorrelated data. Journal of Quality Technology 1991 23: 179-193.
[22] Lin WSW and Adams BM. Combined control charts for forecast-based monitoring
schemes. Journal of Quality Technology 1996 28: 289-301.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 24
[23] Adams BM and Tseng IS. Robustness of forecast-based monitoring schemes.
Journal of Quality Technology 1998 30: 328-339.
[24] Montgomery DC. Introduction to Statistical Quality Control, Third Edition; John
Wiley and Sons: New York, NY, 1997.
[25] Trigg DW. Monitoring a forecasting system. Operational Research Quarterly 1964
15: 271-274.
[26] Mastrangelo CM and Montgomery DC. SPC with correlated observations for the
chemical and process industries. Quality and Reliability Engineering International 1995
11: 78-89.
[27] Montgomery DC, Johnson LA, and Gardiner LS. Forecasting and Time Series
Analysis, Second Edition; McGraw-Hill: New York, NY, 1990.

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 25
AUTHORS’ BIOGRAPHIES
Harriet Black Nembhard is an Assistant Professor of Industrial Engineering at the
University of Wisconsin-Madison. She has previously held manufacturing positions with
Dow Chemical, General Mills, and Pepsi-Cola. Her Ph.D. degree is in Industrial and
Operations Engineering from The University of Michigan. She is a member of ASQ, IIE,
and INFORMS.
Nicola J. Ferrier is an Assistant Professor of Mechanical Engineering at the University
of Wisconsin-Madison. Her research interests include the integration of computer vision
and motion control (robotics), real-time image analysis, dynamic tracking, and active
vision systems. Her Ph.D. degree is from the Division of Applied Sciences at Harvard
University. She is a member of IEEE, SME, and ARVO.
Tim A. Osswald is a Professor of Mechanical Engineering and the Director of the
Polymer Engineering Center at the University of Wisconsin-Madison. He is a member of
PPS, SPE, the Society of Rheology, the German Scientific Alliance of Polymer
Technology Professors and the Deutsche Rheologische Gesellschaft. He is Editor for the
Americas for the Polymer Engineering Journal and the Polymer Manufacturing Editor for
the SME Journals.
Juan R. Sanz-Uribe is a Ph.D. student in the Department of Mechanical Engineering at
the University of Wisconsin-Madison.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 26
Figure 1. Experimental setup.
Camera
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 27
Figure 2. A plasticating single screw extruder schematic (Osswald (1998)).

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 28
Has the new color been
added?
Capture Image
Eliminate Background
Average Hue: 1
n
ii
t
yy
n==∑
n : Number of pixels of interestyt : Current hue value
1ˆ (1)ty + : Next step forecast
ˆ (1)ty : Previous step forecast
Find one-step-ahead EWMA
1ˆ ˆ(1) (1 ) (1)t tty y yλ λ+ = + −
Obtain Forecast Error ˆ (1)t t te y y= −
Apply the smoothing error tracking signal (1)
ˆt
tt
QS =∆
Has transition started?
Has transition finished?
No Yes
Accept Product
Capture Image
Eliminate Background
Average Hue: 1
n
ii
t
yy
n==∑
Find one-step-ahead EWMA
1ˆ ˆ(1) (1 ) (1)t tty y yλ λ+ = + −
Obtain Forecast Error ˆ (1)t t te y y= −
Shewhart Chart
Yes
No
Figure 3. Flow diagram of the ACAFS software.
Reject productYes
No
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 29
Figure 4. Screen capture of the ACAFS software.

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 30
0
50
100
150
200
250
0 20 40 60 80 100 120 140 160
Position in the ROI
Inte
nsity
of v
(0-2
55)
Threshold
Figure 5. Typical graph for intensity of v in the 0-255 scale.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 31
00.10.20.30.40.50.60.70.80.9
1
0 200 400 600 800 1000 1200
Hue
[dec
imal
]Forecast
Actual
0
0.5
1
1.5
2
0 200 400 600 800 1000 1200
Time [s]
SETS
Figure 6a. Actual and forecasted hue and the SETS for the YRY transition at 5 s sampling intervals.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 32
00.10.20.30.40.50.60.70.80.9
1
0 200 400 600 800 1000 1200
Hue
[dec
imal
] Forecast
Actual
0
1
2
0 200 400 600 800 1000 1200
Time [s]
SETS
Figure 6b. Actual and forecasted hue and the SETS for the YRY transition at 10 s sampling intervals.

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 33
0
0.2
0.4
0.6
0.8
1
0 200 400 600 800 1000 1200
Hue
[dec
imal
] Forecast
Actual
0
1
2
0 200 400 600 800 1000 1200
Time [s]
SETS
Figure 6c. Actual and forecasted hue and the SETS for the YRY transition at 15 s sampling intervals.

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 34
00.10.20.30.40.50.60.70.80.9
1
0 200 400 600 800 1000 1200
Hud
e [d
ecim
al]
Forecast
Actual
0
1
2
0 200 400 600 800 1000 1200
Time [s]
SETS
Figure 6d. Actual and forecasted hue and the SETS for the YRY transition at 20 s sampling intervals.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 35
00.10.20.30.40.50.60.70.80.9
1
0 200 400 600 800 1000 1200
Hue
[dec
imal
]Forecast
Actual
0
1
2
0 200 400 600 800 1000 1200
Time [s]
SETS
Figure 7a. Actual and forecasted hue and the SETS for the BYB transition at 5 s sampling intervals.

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 36
00.10.20.30.40.50.60.70.80.9
1
0 200 400 600 800 1000 1200
Hue
[dec
imal
]Forecast
Actual
0
1
2
0 200 400 600 800 1000 1200
Time [s]
SETS
Figure 7b. Actual and forecasted hue and the SETS for the BYB transition at 10 s sampling intervals.

Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 37
00.10.20.30.40.50.60.70.80.9
1
0 200 400 600 800 1000 1200
Hue
[dec
imal
]Forecast
Actual
0
1
2
0 200 400 600 800 1000 1200
Time [s]
SETS
Figure 7c. Actual and forecasted hue and the SETS for the BYB transition at 15 s sampling intervals.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 38
0
0.2
0.4
0.6
0.8
1
0 200 400 600 800 1000 1200
Hue
[dec
imal
]
Actual
Forecast
0
1
2
0 200 400 600 800 1000 1200
Time [s]
SETS
Figure 7d. Actual and forecasted hue and the SETS for the BYB transition at 20 s sampling intervals.
Nembhard, Ferrier, Oswald, and Sanz-Uribe (2002) 39
Table 1. Error magnitudes, standard deviations and variances for the YRY and BYB transitions
Run Sampling time
[s] e emax σ Variance
5 0.046 0.736 0.109 0.012
10 0.086 0.830 0.158 0.025
15 0.126 0.830 0.199 0.039 YRY
20 0.166 0.828 0.225 0.050
5 0.038 0.297 0.058 0.003
10 0.068 0.429 0.096 0.009
15 0.097 0.500 0.123 0.015 BYB
20 0.127 0.517 0.147 0.021




















