A review of multi-criterion approaches to FMS scheduling problems
19
International Journal of Production Economics, 22 ( 1991 ) 13-31 13 Elsevier A review of multi-criterion approaches to FMS scheduling problems Yash P. Gupta Department of Management, University of Louisville, Louisville, KY 40292, USA Gerald W. Evans Department of lndustrial Engineering, University of Louisville, Louisville, KY 40292, USA Mahesh C. Gupta Department of Management, University of Louisville, Louisville, KY 40292, USA (Received February 20, 1990; accepted in revised form January 22, 1991 ) Abstract An increasing number of organizations are implementing Flexible Manufacturing Systems (FMSs) to achieve compet- itive advantage. The implementation process can be viewed in a hierarchical perspective: ranging from design problems at the top level to scheduling and control problems at the lower level. In recent years, researchers have focused a significant amount of attention on FMS scheduling problems. However, the major share of those studies considered FMS scheduling in the context of a single performance criterion. Though several researchers have synthesized the literature involving single criteria, the literature with multi-criterion approaches has not been consolidated and reviewed. Therefore, the purpose of this paper is to explore the applicability of multi-criterion approaches to the production scheduling problems of an FMS and review the pertinent literature on FMS scheduling involving multiple objectives. Some areas for future research are also identified. Introduction Over the past several years flexible manufac- turing has increased in popularity due to its po- tential advantages: quicker response to market changes, reduction in work-in-process, high in- ventory turnover and high levels of productivity. The aim of flexible manufacturing is to achieve the efficiency of mass production while utilizing the flexibility of a job shop [ 1 ]. It has received considerable attention from academia as well as industry. Academia's interest relates to the de- sire to understand various characteristics of Flexible Manufacturing Systems (FMSs) whereas industry's interest in FMSs is mainly economically motivated [2]. As an outcome, a significant amount of research has been con- ducted aimed at providing manufacturing man- agers and engineers with practical suggestions for designing and implementing such automated systems. A flexible manufacturing system consists of a group of machining centers, interconnected by means of an automated material handling and storage system, and controlled by an integrated computer system. The purpose of an FMS is to manufacture several kinds of parts, at low to me- dium volumes, efficiently. All activities in the system - metal cutting, monitoring tool wear, moving parts from one machine to another, setup, inspection, tool adjustment, material handling, scheduling and dispatching - are under precise computer control [ 3 ]. In general, an FMS can be characterized by various types of inherent flexi- bility such as process flexibility, routing flexibil- ity, volume flexibility and machine flexibility (see [ 4 ] for details). These characteristics, when implemented, yield 0925-5273/91/$03.50 © 1991 Elsevier Science Publishers B.V. All rights reserved.
-
Upload
louisville -
Category
Documents
-
view
4 -
download
0
Transcript of A review of multi-criterion approaches to FMS scheduling problems
International Journal of Production Economics, 22 ( 1991 ) 13-31 13 Elsevier
A review of multi-criterion approaches to FMS scheduling problems
Yash P. Gupta Department of Management, University of Louisville, Louisville, KY 40292, USA
Gerald W. Evans Department of lndustrial Engineering, University of Louisville, Louisville, KY 40292, USA
Mahesh C. Gupta Department of Management, University of Louisville, Louisville, KY 40292, USA
(Received February 20, 1990; accepted in revised form January 22, 1991 )
Abstract
An increasing number of organizations are implementing Flexible Manufacturing Systems (FMSs) to achieve compet- itive advantage. The implementation process can be viewed in a hierarchical perspective: ranging from design problems at the top level to scheduling and control problems at the lower level. In recent years, researchers have focused a significant amount of attention on FMS scheduling problems. However, the major share of those studies considered FMS scheduling in the context of a single performance criterion. Though several researchers have synthesized the literature involving single criteria, the literature with multi-criterion approaches has not been consolidated and reviewed. Therefore, the purpose of this paper is to explore the applicability of multi-criterion approaches to the production scheduling problems of an FMS and review the pertinent literature on FMS scheduling involving multiple objectives. Some areas for future research are also identified.
Introduction
Over the past several years flexible manufac- turing has increased in popularity due to its po- tential advantages: quicker response to market changes, reduction in work-in-process, high in- ventory turnover and high levels of productivity. The aim of flexible manufacturing is to achieve the efficiency of mass production while utilizing the flexibility of a job shop [ 1 ]. It has received considerable attention from academia as well as industry. Academia's interest relates to the de- sire to understand various characteristics of Flexible Manufacturing Systems (FMSs) whereas industry's interest in FMSs is mainly economically motivated [2]. As an outcome, a significant amount of research has been con- ducted aimed at providing manufacturing man- agers and engineers with practical suggestions for
designing and implementing such automated systems.
A flexible manufacturing system consists of a group of machining centers, interconnected by means of an automated material handling and storage system, and controlled by an integrated computer system. The purpose of an FMS is to manufacture several kinds of parts, at low to me- dium volumes, efficiently. All activities in the system - metal cutting, monitoring tool wear, moving parts from one machine to another, setup, inspection, tool adjustment, material handling, scheduling and dispatching - are under precise computer control [ 3 ]. In general, an FMS can be characterized by various types of inherent flexi- bility such as process flexibility, routing flexibil- ity, volume flexibility and machine flexibility (see [ 4 ] for details).
These characteristics, when implemented, yield
0925-5273/91/$03.50 © 1991 Elsevier Science Publishers B.V. All rights reserved.

14
a system in which (i) a variety of parts can be produced by a simple change of software; (ii) material handling and queuing times can be re- duced by the use of machine centers since these centers can do multiple operations on a part; (iii) set up times can be reduced by the use of quick- change tooling mechanisms; and (iv) the effects of breakdowns can be reduced by rerouting work pieces to available machines [5]. Added to the opportunities for productivity improvements, such systems present new problems of manage- ment and control. The efficient implementation of these systems requires the solution to design, production planning, scheduling and finally, the actual control problems of an FMS.
Recently, several review articles have ap- peared which synthesize the literature on differ- ent phases of flexible manufacturing systems. For example, see [ 6-8 ]. Rachmadagu and Stecke [ 7 ] classified various types of FMSs and reviewed analytical approaches to FMS scheduling prob- lems. Gupta et al. [8] extended the review to cover simulation approaches to the FMS sched- uling problem and elaborated on the scheduling rules employed in the various studies. The pres- ent article provides an extension to the above work. In the last few years, research efforts have been directed to incorporate multi-criterion ap- proaches to FMS scheduling problems. At the same time, the significance of efficient schedul- ing heuristics and integrated approaches to FMS scheduling problems have been realized [ 9,10 ]. The major objective of this paper is to report on progress in this direction and draw some conclu- sions to guide future research efforts in this area.
The paper has four major sections. In the re- mainder of this section, we discuss FMS sched- uling problems within the context of a general decision making process. In the second section, we provide an overview of multi-criterion deci- sion making (MCDM) approaches and justify MCDM approaches to FMS scheduling prob- lems. Then, we report the literature on FMS scheduling involving multiple objectives. Fi- nally, we discuss the major findings from the re- viewed literature and identify areas for further research.
Carrie and Pestopoulos [ 11 ] recognized the important management decisions that have to be
made prior to the design and implementation of an actual FMS. These include: (i) the product range problem; (ii) the machine capacity prob- lem; (iii) the transportation problem; (iv) the fixture problem; (v) the pallet problem; and (vi) the process planning problem. Stecke [12] has given an excellent overview of production plan- ning and control decisions to be made in an au- tomated manufacturing environment. FMS planning problems relate to those decisions that have to be made before the FMS can begin to produce parts. These include: (i) part type selec- tion; (ii) machine grouping; (iii) production ra- tio; and (iv) resource allocation. FMS schedul- ing problems are those concerned with running the FMS during real time. These include: (i) parts selection and (ii) priority determination among the several parts waiting on the same ma- chine. The FMS control problems are defined to be those associated with the continuous monitor- ing of the system. These correspond to the deter- mination of: (i) the scheduled, periodic, preven- tive maintenance policies; (ii) the in-process and/or finished goods inspection policies; and (iii) the procedures for tool life and process monitoring and data collection.
Although the production scheduling problem of an FMS is only part of a much larger decision- making process, it has fundamental implications for the overall performance of the system: inter- nally by affecting the utilization of the expensive resources (e.g. machine tools and fixtures), and externally by affecting its responsiveness in meeting the changing customer demands. Sched- uling in flexible manufacturing systems can be described by a hierarchical structure ranging from top level decision making to detailed level sched- uling decisions. Top level scheduling (also termed the medium term production planning prob- lems) emphasizes planning for production and plant operations over extended periods of time which may include, for example, resource plan- ning and generation of sequences of operations. The objective at this level is the coordination of activities for multiple function areas [ 13,14 ].
At the detailed level, scheduling controls de- mand over the course of each day and provides a means to achieve the production targets. It at- tempts to find the optimal routing of jobs com- bined with making efficient use of expensive re-

sources which are subject to environmental and procedural constraints. These objectives are ac- complished by allocating resources such as ma- chine tools, fixtures and raw materials according to time (due dates) and place (routing) con- straints [ 13 ]. Jobs are assigned to specific work stations (WS) on a weekly, daily or hourly basis taking into account the type, quantity and place- ment of resources as well as any associated time values and processing priorities [3,15]. FMS production scheduling, at the detailed level, in- volves the consideration of two separate but re- lated activities: loading and dispatching.
Loading problem
The problem is to allocate the operations and associated cutting tools of the selected set of part types among the machine groups subject to the technological and capacity constraints of the manufacturing systems [ 16,17 ]. The loading problems, which are also sometimes called a priori scheduling problems, have been studied by various researchers under a variety of desirable objectives and practical constraints. An analysis of the literature on loading problems reveals that analytical techniques based on queue network analysis have been used extensively to study the loading problems of flexible manufacturing sys- tems. Queue network models are often used in conjunction with 0-1 mixed integer optimization models [ 18,19 ]. For an extensive review of load- ing models refer to [17,20,21]. Only recently, MCDM approaches have been used to study the loading aspect of FMS scheduling. The corre- sponding literature is the subject of the third sec- tion of this paper.
Dispatching problem
After loading, the next step is running the FMS in real time; i.e., scheduling operations one at a time as each machine becomes available, accord- ing to the appropriate dispatching rules. This poses a unique and challenging problem in sev- eral ways. For example [22,66]: (i) after a part is loaded, which machines should it visit and at what time should it be processed on specific ma- chines?; (ii) if a machine fails, how should the schedule be adjusted for each part in the system?;
15
and (iii) if a high priority part is loaded, then how should the schedule be adjusted for each part so as to accommodate the high priority job?
Although diversified approaches have been applied to address the dispatching problem, the most logical approach involves two steps: first, formulation and solution of an optimization model of the loading problem using one or more of the objective functions and a set of appropri- ate constraints and, second, evaluation of the performance of the loading suggested by the op- timization model using appropriate dispatching rules on a simulation model of the FMS under investigation (see for example [23 ] ). In the first step, intuitively designed loading heuristics are also commonly applied (see for example [16,24]).
The above discussion on the scope and signif- icance of the FMS scheduling problem reveals that decision making at this level is very difficult and complex. The complexity arises from the added flexibility of various machine types in the production system. The complexity of the deci- sion making process is further increased by the fact that a multitude of objectives must be satis- fied (e.g. balancing work load, minimizing part movement, maximizing machine utilization rates).
MCDM techniques
Multi Criteria Decision Making (MCDM) re- fers to making decisions in the presence of mul- tiple, usually conflicting, objectives. Two general approaches may be used to tackle MCDM prob- lems, the model-based approach and the heuris- tic-based approach. The model-based approach relies on formal and structured models to find the optimal solution while the heuristic-based ap- proach uses the decision maker or expert's heu- ristics to search for a satisfactory solution [25]. The model-based approach is implemented in various mathematical models whereas the heu- ristic-based approach is currently implemented in the form of heuristic algorithms.
Several techniques have evolved during the last two decades and a number of review articles has been published (for example, see [26-29]) . These reviews provide an extensive overview of techniques for solving MCDM problems. Hwang

16
and Yoon [30] classify MCDM techniques into two groups of Multi Attribute Decision Making (MADM) and Multi Objective Decision Mak- ing (MODM). MADM is usually applied for evaluation and selection from finite alternatives such as selecting different flexible technologies whereas MODM is used for design of the best al- ternative by considering the various interactions within the constraints such as resource allocation decisions in production and manpower plan- ning. Foote et al. [ 31 ], Kornbluth [ 32 ] and Zan- akis and Gupta [33] provide excellent over- views of the applications of MCDM techniques. For an extensive review of MCDM techniques, the reader is referred to the above mentioned articles.
MCDM optimization approaches provide a realistic approach to the modeling of real world problems. They can handle simultaneously mul- tiple, conflicting, and incompatible objectives. In addition, they provide the Decision Maker (DM) with the ability to model tradeoffs that exist among these objectives. Rather than seeking a single solution and thus imposing inflexibility on the DM, the MCDM approach often produces a set of alternative solutions for evaluation. These solutions can be evaluated with respect to any qualitative, political, social, or other factors the DM might wish to consider. The solution ob- tained by the optimization process is the best 'compromise' (not optimal) solution. Further- more, different forms of sensitivity analysis can be carried out to discuss the effect of changing the priority structure and aspiration levels on the solution [ 31 ].
Following the notation of Evans [27], a MCDM problem may be stated as if a decision maker is facing with the problem of selecting val- ues for each of n decision variables, x = (x~, x2, x3 .... , x , ) , in order to optimize p (where p>~2) objective functions of these decision variables: f~ (x), f2 (x), ..., fp (x). Without loss of generality, it is assumed that the DM wants to maximize each of these objective functions simultaneously (i.e. the DM prefers more of each objective to less), subject to various constraints on the deci- sion variables, expressed as x~X. It should be noted that an objective of the minimization type could be converted to one of the maximization
type by multiplying the objective function by - 1. Stated mathematically, the MCDM problem is:
Maximizef(x) = [fl (x ) , f2 (x ) .... L ( x ) ]
subject to x e X ( 1 )
A solution, xs~X, which maximizes each of the objective functions simultaneously, is called a su- perior solution. In practice, however, at least two of the p objectives are conflicting in nature. For this reason, a superior solution to problem ( 1 ) rarely exists. In such situations, the DM is inter- ested in finding an efficient solution (or non- dominated solution).
An efficient solution x E is a feasible solution, xEeX, for which there does not exist another fea- sible solution which does at least as well on every single objective, and better on at least one objec- tive. In most cases, there will be many efficient solutions. One of these solutions will be pre- ferred by the DM in terms of its outcome. How- ever, determining what this solution is, requires further information from the DM concerning his preferences.
Over the past decade, researchers in MCDM have concentrated their attention on methods to solve these problems. These methods, in general, have one or both of the following characteristics [341: (i) enable the DM to identify his most pre-
ferred solution from a given set of efficient solutions, and
(ii) present the DM with a complete or 'suffi- ciently representative' set of efficient solu- tions to a given MCDM problem.
The following two multi criteria optimization approaches have been used to addressed the FMS scheduling problem.
Goal programming approach: The basic con- cept of GP involves incorporating all goals into a single model. Then, the deviations between goals and achievable limits dictated by the set of sys- tem constraints are minimized within the preemptive goal-priority structure. The most im- portant goal is optimized to the extent possible before the second goal is considered. This proce- dure is followed within the given system con- straints of the problem until all goals are fulfilled to the extent possible. However, over the past decade, significant advances have been made in
this area. (For an extensive review of GP tech- niques, one may refer to [33].)
Min-max approach: In addition to the various techniques (discussed in detail by Evans) such as STEM, SEMOPS, and GDF algorithms, the technique of min-max optima has also been ap- plied to multi-criterion optimization problems [35]. The idea of stating the min-max optimum and applying it to MCDM problems was taken from game theory which deals with solving con- flict situations. This approach compares relative deviations from the separately attainable min- ima (i.e. by solving the optimization problem for each criterion separately). Consider the ith ob- jective function (transformed into maximiza- tion if originally it is minimization) for which the relative deviations can be calculated either from
z i (x )= [ f ( x ) - - f ° ] / ] f o [
or from
z'/(x) = I f (x ) - f ° l / I f ( x ) I
Let z(x) = [zl (x) .... . zi(x) ..... Zk(X) ]T be a vector of the relative increments. The compo- nents of the vector z(x) will be evaluated for all ieI, from the formula:
A z~(x)=max{z'~(x), ~'(x)} . i e I
Now, we define the min-max optimum as fol- lows: A point x*eX is min-max optimal, if for every x e X the following recurrence formula is satisfied:
v, (x*) =min max {zi(x)} x ~ X i ~ l
where X is the feasible region. This optimum can be described as follows.
Knowing the extremes of the objective functions which can be obtained by solving the optimiza- tion problems for each criterion separately, the desirable solution is the one which gives the smallest values of the increments of all the objec- tive functions. The point x* may be called the best compromise solution considering all the criteria simultaneously and on equal terms of impor- tance. The weighted min-max problems can also be solved by incorporating weights to the objec- tive functions appropriately.
17
In the typical real world situation, goals set by the DM are achievable at the expense of other goals, which are often incompatible. Therefore, it may be possible to establish a hierarchy of im- portance among these incompatible goals so that the most important are satisfied first. Thus, if the DM can provide an ordinal ranking of goals in terms of their contributions or importance to the organization, the problem can be solved using GP.
Feasibility o f MCDM approaches to FMS scheduling
Rachmadagu and Stecke [ 7 ], and Gupta et al. [8 ] reviewed the literature on FMS production scheduling problems. They concluded that the most extensively studied scheduling criteria are minimization of flow time and maximization of system utilization. Although the use of such ob- jective functions may be justified on the basis of the amount of investment involved in these sys- tems, the significant of other criteria (such as the meeting of delivery dates and the reduction of in- process inventory) cannot be ignored. The char- acteristics of such automated systems (discussed earlier) suggest that for a study to be of any use to practitioners, it must consider not one, but a multitude of objectives. Smith et al. [ 10], in their survey of scheduling policies of US flexible man- ufacturing systems, concluded that research work should be directed towards developing schedul- ing procedures, with the primary objective of meeting due dates while considering criteria like maximizing systems and machine utilization and minimizing in process inventory as the second- ary objectives.
The complexity of automated production sys- tems gives rise to many unique objectives which must be considered simultaneously. In many sit- uations, several of these objectives can be con- flicting in nature. For example, Stecke [36 ] has described six general objectives of FMS schedul- ing problems: (i) Balancing the assigned machine process-
ing times. (ii) Minimizing the number of movements
from machine to machine.
18
(iii) Balancing the workload per machine for a system of groups of pooled machines of equal sizes.
(iv) Unbalancing the workload per machine for a system of groups of pooled machines of unequal sizes.
(v) Filling the tool magazines as densely as possible.
(vi) Maximizing the sum of operation priorities.
The objective (ii), minimization of the num- ber of movements, is quite different from (i). It is relevant when transportation time from ma- chine to machine is large. Moreover, the mean flow time of a job can be reduced by working sev- eral operations on the same machine (if feasi- ble). Optimizing this objective may result in large queue times, and overloading of some machines.
On the other hand, it may be desirable to pool the operations with common tool requirements. I fa small set of tools can perform many different operations, tool utilization can be increased. However, the required operations of a particular part type may have diverse tool requirements. Thus, the objective of minimizing the number of movements from machine to machine may be in conflict with the desire to take advantage of tool commonality [ 16,19,37].
Thus, an FMS scheduling problem, like many other real life problems, involves multiple objec- tives which are often conflicting. The conflict arises because improvement in one objective can only be made to the detriment of other objec- tives. Furthermore, in the context of FMS sched- uling problems, Smith et al. [10] surveyed US FMS operators and observed the following ob- jectives to be of most importance: (i) Meeting due dates. (ii) Maximizing system/machine utilizations. (iii) Minimizing in-process inventories. (iv) Maximizing production rates. (v) Minimizing setup and tool changes times. (vi) Minimizing mean flow times. (vii) Balancing machine utilizations.
Some example of conflict in these objectives are: maximizing machine utilization may neces- sitate higher production rates which in turn may lead to higher in-process inventories. Similarly, meeting customer due dates may necessitate rush
orders which may lead to more setups and tool changeovers and thereby lead to less system uti- lization. Thus, most of the above listed objec- tives are mutually incompatible, as it may be im- possible to optimize with respect to all of these goals. Scheduling procedures which consider all these conflicting objectives are desirable, as sug- gested by Smith et al. [ 10 ] in their survey paper. Thus, the scheduling process should concern it- self with trying to find the best possible solution given the existing conditions.
From the above brief discussion on perform- ance measures, MCDM techniques (such as Goal Programming (GP) ) appear to be useful ap- proaches to the modeling of real world FMS scheduling problems. The conjecture is further supported by the subsequent research in this di- rection. For example [23,37-40] represent ex- amples of applications of MCDM approaches to FMS scheduling problems. The list of successful implementations of MCDM techniques in re- lated areas such as aggregate and disaggregate production planning in conventional production systems, is exhaustive. For examples of aggregate production applications, one may refer to [41- 43] and for examples of applications in disaggre- gate production planning, one may refer to [44,45 ]. Foote et al. [31 ] in their survey paper concluded that MCDM techniques are practical and are being employed in various production scheduling applications.
Stecke [ 36 ] in her doctoral work on FMS pro- duction planning problems proposed non-linear integer programming models. Although she dem- onstrated the successful application of such models for the FMS at Caterpillar Tractor, she pointed out that
"(such models) although solvable, they are in general, too large to be a computationally feasible procedure. A good heuristic should be used instead".
To quote Wild [ 46 ]:
"A heuristic procedure is an intuitively de- signed procedure capable of providing a good, but not necessarily optimum solution to a problem. Because o f the complexity of many situations fac- ing the production manager, rigorous methods providing optimum solutions are rarely available,

hence heuristic procedures are of considerable importance"
Stecke and Talbot [9] provided a number of heuristics for various types of FMS loading prob- lems. They concluded that
"the loading problem is multi criteria in nature, and hence, no one of the heuristics introduced would likely meet the needs of all FMSs. Future research is needed to better define the variety and character of FMS loading objectives,..., how load- ing and real time scheduling of parts on a system interact"
As a result some attempts have been made in this direction and a number of loading strategies emphasizing multi-criterion nature have evolved.
Multi-criterion FMS scheduling literature
From the above discussion, we conclude that the FMS scheduling problem (i) is very com- plex; (ii) is multi-criteria in nature; and (iii) has been addressed recently using a number of MCDM approaches. We also observe that the use of heuristic approaches has also been suggested.
In this section, we summarize the pertinent lit- erature. More specifically, we will discuss the types of (i) manufacturing systems considered (such as real-life systems and hypothetical sys- tems); (ii) mathematical formulations sug- gested (such as linear and nonlinear goal pro- gramming formulations); and (iii) solution approaches employed (such as exact and heuris- tic techniques and developing heuristic solu- tions). Since the literature is very sparse, it is worthwhile to examine the contributions individually.
Shanker and Tzen [23]
Shanker and Tzen [23] addressed the bi-cri- terion scheduling problem in a random FMS. They investigated two types of problems: (i) a single criterion problem (i.e. balancing of the work load (BWL)) and (ii) a bi-criterion prob- lem (i.e. balancing of the workload among the work centers and meeting the due dates of the jobs (BWL-MNLJ)) .
They considered an FMS with n machines
19
where each machine has a known tool slot capac- ity. The jobs arrive in a random order. For a given scheduling period, say H, they assume that there are m jobs to be loaded. For each job, the pro- cessing times, tool slot requirement and due dates are known with certainty. The optimization models are formulated under the constraints on (a) tool slots; (b) unique job routing; (c) non- splitting of the job; (d) machine capacity; and (e) integrality of the decision variables.
The proposed mixed integer models contain non-linear functions which are linearized using one of the various methods available for lineari- zation. The resulting models for realistic FMS scheduling problems are so large that they are not computationally feasible to solve exactly. As an alternative, they proposed two heuristic algo- rithms for the proposed criteria. The practicality of the algorithms was established by comparing the results with MIP formulations for a small size of problem. Although, some preliminary results were discussed for a single objective strategy. BWL, they did not test the performance of the bi- criterion strategy, BWL-MNLJ, in relation to on- line dispatching. Lin and Lu [24] reported the performance of these heuristic algorithms against dispatching rules such as (WINQ) (SPT) and (FCFS). Without any rigorous output analysis, they concluded that the BWL-MNLJ criteria per- formed better in combination with WINQ and SPT dispatching rules. They did not conduct a complete statistical output analysis.
Ammons, Lofgren and McGinnis [4 7]
This paper addressed the loading problem in a flexible assembly system. Two types of objective were considered: (i) balance the work station utilization; and (ii) minimize the total number of work station-to-work station job moves. In ad- dition, the authors also considered the bi-crite- rion problem in which both objectives were eval- uated simultaneously. A discrete optimization model was developed. No attempt was made to develop an optimization algorithm because of the relatively large size of real life problems. Rather, heuristic algorithms were developed.
The algorithm CLPT for the machine balance objective was similar to best-fit-decreasing for bin-packing problems. It tried to minimize the

20
difference between maximum and minimum processing times assigned to the machines after each assignment of a component had been made. The algorithm CLUSTER for the machine visits objective was based on the concept that if two components were used together on a large num- ber of the jobs produced, then not assigning both of them to the same machine would result in each of these jobs visiting at least two machines. The method used for exploiting this concept was clus- ter analysis. Lastly, the algorithm TWO-PHASE was proposed for the bi-criterion problem which combined the first two algorithms. The first phase employed the algorithm CLUSTER, but with limits on the clusters in terms of both the maxi- mum total processing and the maximum number of operations in a cluster. The second phase then employed the algorithm CLPT, using clusters rather than components.
The performance of the proposed algorithms was demonstrated through a case study of a rela- tively large flexible manufacturing system. The system consisted of three identical machines with staging capacity of thirty components. There were thirty-one different part types requiring ninety different operations, and the number of different operations required per job ranged from seven to thirty, averaging twenty operations per job.
The loading heuristics were implemented in Pascal and run on an IBM personal computer. The authors reported that all three algorithms ran in under three minutes, including file input and output. They demonstrated the computational efficiency and effectiveness of all the three algo- rithms using a case study of an existing applica- tion. The results obtained using algorithms CLPT and CLUSTER show that when only one crite- rion was used in the objective function, the solu- tion obtained a "good" value for the considered criterion but a poor value for the other. Since the third algorithm (i.e. TWO-PHASE algorithm) used parametric analysis, it outperformed the other two algorithms and resulted in a solution with "good" values for both criteria. The authors report that this approach is being extended to other variations of the work station loading problem (for example, multiple assignment of tools and no tool sharing among jobs). It may be noted that the performance of these algorithms
was tested only on the loading phase of schedul- ing. The problem of integrating loading with fur- ther scheduling of components was not ad- dressed in this paper. It may be an interesting extension of their work to investigate the per- formance of loading strategies along with appro- priate scheduling rules in a simulation model of an FMS.
O'Grady and Menon [38]
O'Grady and Menon [38] considered a man- ufacturing facility comprised of a set of machines where each machine had unique attributes and versatility to process a sequence of dissimilar or- ders. A set of job orders selected for a planning period was called the product mix. Tool maga- zine capacity at each machine was a constrained resource with partitioned usage between 'high usage standard tools' and product mix depen- dent 'specialist tools'. The choice of special tools held at each machine was a periodic planning de- cision based on the particular product mix se- lected for a given planning period.
A mathematical model was developed which selects a particular group of orders (a product mix) which would facilitate the satisfactory ful- fillment of possibly conflicting multiple per- formance goals such as (i) avoidance of tool magazine overloads; (ii) achievement of a ma- chine loading close to target capacity; (iii) avoidance of late deliveries; (iv) achievement of specific throughput for individual products; and (v) controlled expedition of designated orders.
The proposed model enabled the determina- tion of components solutions using a goal pro- gramming formulation with Boolean expressions and a weighted attainment function. The mathe- matical formulation of the problem considered factors such as (i) interdependent consideration of candidate orders and requisite tooling; (ii) linked groups of orders; (iii) tool magazine ca- pacity; (iv) tool type availability; (v) machine hours per order per machine; (vi) alternative process routes; (vii) partitioned due dates (ear- liness vs. lateness); (viii) product release level; and (ix) expedition of certain orders.
In order to generate compromise solutions, a set of operating strategies were formulated. Each of these required a search for a compromise so-

lution because of the multiple conflicting goals. Then, each strategy was solved as a GP problem. Then, the DM selected the one strategy which best represented his preference structure. If desired, new strategies could be formulated and further tested.
The proposed methodology was illustrated us- ing an automated manufacturing system consist- ing of 10 machine types, each having unique pro- cessing capabilities required by a range of 15 distinct product families. A number of separate candidate orders ( 118 orders in total ) existed for each product family, differing in due date and batch quantity requirements. The finite capacity of the automatic tool magazines at each machine was partitioned, with the larger segment assigned to standard tools in common usage by various product types. The smaller partition of 5 slots per machine was reserved for a variety of special tools. These special tools were required at spe- cific machines by particular product types. The processing time requirements, including allow- ances for transit and contingencies, were known. Thus, the planning decision to be made was to determine the choice of orders which formed an acceptable compromise solution, while striving towards multiple manufacturing planning objectives.
The described problem when structured in matrix form required 208 rows and 193 columns with 1148 non-zero entries. The model as for- mulated was solved using the SCICONIC/VM mathematical programming system on a V 11/ 780 computer with CPU time in the range of 200 to 700 s.
K/rn/481
This paper addressed a multi criteria decision making problems for a FMS. A goal programme was formulated which consisted of conflicting objectives from different functions of an organi- zation such as finance, marketing and manufac- turing. The objective function in the model was to determine the master production schedule by considering the balance between external de- mand and internal supply. The sum of the weighted deviations from the desired goals was minimized.
The various goals considered in the model
21
were: (i) satisfy the requirement that the pro- duction cost is consistent with the production budget; (ii) satisfy all of the forecast require- ments of the marketing department during the planning horizon; (iii) satisfy the sales require- ments for each period; (iv) insure that the actual production load is equal to the average capacity limits of the workstations for each period; (v) insure that the total amount of inventory during the planning horizon is less than a given value; and (vi) insure that the actual workload is equal to the regular workload in the supporting depart- ments for each period.
A GP model was formulated where the objec- tive function was to minimize the total weighted deviation derived from the gap between the de- sired goal and the achieved goal, and the con- straints were formed using the deviation vari- ables. The dynamic characteristics of critical resources (e.g. load of the machine) which can be changed from period to period were also in- corporated in the model. The author argued that a set of critical resources can be determined by the user or can be detected by the production planning and scheduling system.
The author illustrated the use of the suggested approach using a simple example o fa FMS which consists of two part families. The planning hori- zon consisted of six period. The production plan, planned as well as required (or budgeted) data, for loads and expenditures were also assumed for six periods. The resulting GP model had 77 vari- ables and 34 constraints. The model was solved using MPSX in 1.7 seconds of CPU time. The author suggested that the total number of vari- ables and constraints in the proposed model might be of significant size and thus restrict the use of MPSX to real life problems up to the ca- pacity of MPSX release.
O'Grady and Menon [49]
In this paper, the authors examined the adapt- ability of the above mentioned (O'Grady and Menon [ 38 ] ) framework for a prototype FMS at a company in Scotland. The FMS consisted of six CNC horizontal boring machines which are structurally similar but designated by assigned function such as: rough boring, finish machining, and facing head operations.

22
The scheduling problem was concerned with determining the compatible subset of orders to be released for processing by the FMS during a given planning period. The complete model for- mulation for this FMS application included cer- tain modular elements drawn from their earlier paper [38] along with supplementary elements to address factors specific to the FMS consid- ered. The specific supplementary elements in- cluded the following: (i) hierarchic formulation of tooling and multiple process routes; (ii) com- pact representation of duplicate tooling at ma- chines; (iii) compact representation of parts with similar tooling; and (iv) formulation of weighted preferences for multiple objectives.
The major advantage of the above mentioned changes in the formulation was that it resulted in the formulation of a compact matrix representa- tion of the system. The model formulation took into account the decision maker's preference on potentially conflicting multiple objectives. Con- flict resolution occurred in accord with the assigned weights for each criteria resulting in compromise solutions. Negative weights were deployed to represent the desired bias towards certain attributes in the decision process.
The manufacturing system modeled in this pa- per consisted of 9 part types, 6 machines, 311 different tools, 4 alternative process routes per part type and a prospective candidate order file of 36 castings. A compact matrix formulation to represent this system requires 924 rows, 554 col- umns and 3612 non-zero values. A computer- aided method of generating such a large matrix was also employed. Satisfactory compromise so- lutions were obtained with computer CPU time in the range of 15 to 20 minutes. As mentioned in the earlier paper, the SCICONIC/VM mathe- matical programming system was used on a VAX 11/780.
The results of the proposed framework were presented to the FMS project team at the com- pany and were favorably received. The authors suggested that the development of an interactive goal programming code would be a possible ex- tension of this work.
Kumar et al. [39]
Kumar et al. [39] formulated the FMS load-
ing problem as a multicriterion mathematical programming model. They considered the var- ious loading objectives [ 19] simultaneously in their formulation with constraints resulting from factors such as (i) a limitation on the number of duplicate assignments of operation; (ii) tool magazine capacity constraints; (iii) relative workloads; and (iv) integrality of the decision variables. They employed the min-max ap- proach discussed in the previous section.
For the purpose of illustration, the Sund- strand/Caterpillar FMS case was analyzed and its results were discussed. The processing times, tool magazine capacity and other relevant data were adopted from [36]. The min-max optimal solution was obtained using the procedure and computer program given in [35]. The program generated solutions randomly and selected Par- eto optimal solutions out of feasible solutions. Then, the solutions which minimized the indi- vidual objectives were selected from Pareto op- timal solutions and from this, the min-max op- timal solution was selected. As an illustration, two different configurations were considered and the min-max optimal solutions were compared and the best configuration was selected. The program execution time for the best configuration was 50 s. on an ICL 2960 machine when the number of solutions generated was one thousand.
Though the authors demonstrated the appli- cability of a relatively new approach, i.e. min- max approach to the FMS loading problem, they did not provide any explanation with respect to the integrality constraints of the loading model. The authors argued that they had employed the procedure and computer code provided by Osy- czka [ 35 ]. However, the computer code given in [35] does not handle integer variables. Thus, it is not clear how the optimal solutions were de- rived. If some relaxations were employed by the authors to derive their solutions then the opti- mality of results should be interpreted cautiously.
The authors did not provide computational experience for large problems. Thus, it would be interesting to evaluate the applicability of this approach to real life problems of FMS.
K u m a r el al. [40]
In this paper, the authors suggested a nonlin-

ear goal programming (NLGP) approach to the loading problem. They employed a 'sequential search algorithm' proposed by Rao et al. It finds a near global optimum solution to a nonlinear goal programming problem. The algorithm is a modification of the 'complex method' due to Box [51].
They illustrated the use of their approach by formulating a NLGP model of the loading prob- lena for the Sundstrand/Caterpillar FMS (de- scribed earlier). Two configurations of FMS were analyzed. The single optimization results were obtained and used to set a priority structure and target values. In the illustration considered, the target values were taken as mid point values be- tween the minimum and maximum objective function values attainable and a set of priority structures was analyzed. They found that the NLGP solution is different from the single objec- tive optimization solutions for all the priority structures. Thus, it provides a solution with due consideration of the target values and priority structures specified by the decision maker. The authors argued that the proposed model could be used as a tool for selecting an effective loading strategy for an FMS.
Again, the authors did not provide any expla- nation with respect to the integrality constraints in the optimization model. It is not clear from the paper how the 'complex method' suggested by Box was modified to handle zero-one vari- ables. No comparative analysis was reported with respect to this relaxation in their approach.
Chryssolouris, Wright, Pierce and Cobb [52]
Chryssolouris, Wright, Pierce and Cobb [52] defined the production scheduling problem as the allocation of available production resources over time in order to best satisfy a certain set of crite- ria. They developed a modular system which treated the production scheduling problem as a multi criteria decision making problem. The pro- posed system utilized the rigorous analysis of scheduling and decision making theory as well as artificial intelligence techniques such as rule- based systems. The research work on this system was carried on in the laboratory for manufactur- ing and productivity at Massachusetts Institute of Technology and results are extensively re-
23
ported in the papers such as (i) Chryssolouris [53]; (ii) Chryssolouris, Chan and Cobb [54]; and (iii) Chryssolouris, Wright and Cobb [ 55 ].
The suggested framework termed as MA- DEMA (MAnufacturing DEcision MAking), as- sumed a hierarchically structured manufacturing environment (for example, factory, job shop, work center and resource constitute a four level hierarchy). The two major characteristics of the MADEMA approach are speed and risk neutral- ity. Speed refers to the time availability for the decision making process whereas risk neutrality refers to the impact of individual decisions made at a particular level in the hierarchy. At the upper levels, enough time (may be over weeks or months) is allotted for gathering and evaluating information for the decision making process, whereas at the lower levels, much less time (may be in seconds or milliseconds) is available. Indi- vidual decisions made at lower levels have less impact on the entire system than a decision made at the upper level.
MADEMA attempts to model the decision making process at the work center level as a multi criteria decision problem. The steps involved are as: (i) determine feasible alternatives; (ii) de- termine relevant criteria; (iii) determine the consequences of the alternatives with respect to the criteria; (iv) apply adequate decision mak- ing rules; and (v) select the best alternative. The suggested approach has two major characteris- tics. First, it allows a large variety of criteria to be considered in a flexible fashion and second, it allows the performance of the decision making process to be weighted against execution time. The authors further explain the various modules required for the implementation of MADEMA framework (for details, the reader may refer to [ 52,54,55 ] ).
Chryssolouris, Wright, Pierce and Cobb [52] compared the performance of MADEMA with the dispatching rules for the control of a work center that processes task orders using a simula- tion model. Two different work center configu- rations were considered, with one resource and with five resources. The decision methods com- pared were LCFS (last come, first served), FCFS (first come first served), LPT (longest process- ing time), SPT (shortest processing time) and

24
MADEMA with criteria of mean flow time and mean tardiness. For each of the applied rules and for the two work center configurations, a number of performance measures (such as number of task orders completed, mean flow time, mean tardi- ness and average work in progress) were statisti- cally calculated. The results for 30 runs were sta- tistically analyzed. The authors concluded that for the one work center configuration, the SPT rule outperformed the other dispatching rules where as the difference between the perform- ances of the SPT rule and MADEMA were statis- tically negligible. For the five work center config- uration MADEMA achieved better performance that SPT with improvements being of the order of 10-20%. The authors concluded that the per- formance of MADEMA framework can be fur- ther improved significantly with some modifica- tions in the methods of estimating the criteria values for unassigned task orders.
Escudero [56]
Escudero [56] proposed an inexact algorithm for part input sequencing and scheduling in an FMS. The proposed algorithm takes into consid- eration the side constraints such as machine availabilities and the availability of transport units. The FMS consisted of several groups of pooled, identical machines, a material handling system and a set of non-consumable resources. Each part type had its own unique sequence in the execution of the operations. Two conflicting objectives were evaluated: (i) minimize make span (the completion time of the last part to leave the FMS); and (ii) minimize turnaround time (the average number of time units that any part spends in the FMS). The first objective had a higher priority.
The algorithm first obtained a locally optimal make span and then attempted to reduce turna- round time without modifying make span. It consisted of three steps. At the first step, an input sequence of parts was obtained by attempting to balance the workload of the machines over the given period. At the second step, a feasible schedule with an acceptable make span was ob- tained. This step involved choosing the timing of when to input each part in the system, and the time at which each operation would be executed
and the parts would be moved onto the FMS. At the third step, an attempt to improve the turna- round time of the current schedule time was made. The author argued that it was possible to improve the performance of the algorithm by considering different strategies at each of three steps.
Escudero demonstrated the applicability of the algorithm by providing computational experi- ence with each step of the algorithm using a case study involving a large scale system. Experi- ments were conducted with a number of alterna- tives and the results were reported along with the CPU time consumed by each alternative.
Hintz and Zimmermann [57]
Hintz and Zimmermann [57] proposed a de- centralized production planning and control (PPC) system which consisted of four compo- nents: (i) master scheduling; (ii) tool loading; (iii) release mechanism; and (iv) machine scheduling. The basic responsibility of the de- centralized PPC system for a FMS was to per- form the local coordination and optimization. Three conflicting objectives were considered: (i) minimize flow times; (ii) minimize due date deviations; and (iii) maximize machine utilizations.
A Fuzzy Linear Programming (FLP) model was proposed to obtain a master schedule. The authors argued that in actual practice, the due dates could be violated for a portion of an order. Thus, the FLP model could be developed that minimizes the deviations from given due dates. The tool loading problem was not addressed in this paper as an algorithm has already been de- veloped and reported elsewhere by Hintz and Zimmermann.
From the MCDM point of view, the major contribution of this paper was the knowledge- based approach suggested for the parts release scheduling problem and the machine scheduling problem. The approach was based on the con- cept of approximate reasoning whereby (i) the decision criteria were formulated in terms of production rules (e.g., IF waiting time is long AND slack time is critically short THEN date criteria is urgent ); (ii) the objective function was formulated as a compromise of the three con-

flicting goals of scheduling, and (iii) the linguis- tic description of the situations could be em- ployed by the decision maker in an interactive mode. The authors argued that the local priority rules in classical priority scheduling favored strongly one or the other of the conflicting goals, where as their approach used a more global view (i.e. the goals were weighted accordingly). For details on the approximate reasoning approach, the reader may refer to Hintz and Zimmermann [571.
In order to evaluate the performance of the proposed approach, a general simulation pro- gram for an FMS was developed which consisted of work stations, tooling, storage capacities, transportation facilities, pallets and fixtures units. All programming was done in FORTRAN 77.
The decisions of the knowledge-based release (KBR) scheduling were compared with a releas- ing rule such as release the part for which the number of parts already released divided by the total lot size is minimal (L). The decisions of the knowledge-based machine (KBM) scheduling was compared with a priority rule such as COV- ERT (C) [8]. The comparison of KBR/KBM with L /C showed that a knowledge-based system is better than priority rules according to each of the three objectives. The authors showed that the performance improved even more i fFLP was also used with an approximate reasoning approach.
Lee and Jung [58]
Recently, Lee and Jung [58] proposed a goal programming model for the FMS loading prob- lem. Among other various assumptions, the model assumed that tool magazine capacities were not binding constraints and that system congestion could be prevented by rerouting each part type to the appropriate machines with a uni- form inter-arrival time. The basic objective of the model was to determine the optimal assignment of production requirements for given part types on each machine. The system performance cri- teria considered were: (i) avoid overloading ma- chines and fixtures; (ii) balance related opera- tions; (iii) achieve desired production rates; (iv) balance workloads among the machines; and (v) minimize throughput times.
To illustrate the proposed model, an illustra-
25
rive FMS was considered. It consisted of five nu- merically controlled machine tools and powered roller conveyors. Four part types needed to be processed within a given time period. Each part type required several operations. The data cor- responding to the desired production rate, the number of fixtures available for each part type, the unit processing time for each operation of each part type and the total available time for each fixture type were assumed to be available.
Different goal structures were obtained by or- dering the system performance measures. The model was solved using the GPGO package at the University of Nebraska-Lincoln. The run time for each goal structure was about five seconds on an IBM 4381 running the CMS operating system. The authors discussed the effectiveness of the suggested approach and suggested that further work should be carried out to study a realworld application in the near future.
Ro and Kim [59]
Ro and Kim [59] considered the FMS sched- uling problem as a process of solving six opera- tional control sub-problems: (i) part type selec- tion during initial entry; (ii) part type selection during general entry; (iii) part-to-machine allo- cation rule; (iv) process (i.e. machine) selection rules; (v) automated guided vehicle (AGV) dis- patching rule; and (vi) AGV route selection rule. The multi-criteria performance measures evalu- ated were makespan, mean flowtime, mean tar- diness, maximum tardiness, and system utilization.
They proposed three new process selection rules: (i) ARD (alternative routings directed dy- namically); (ii) ARP (alternative routings planned), and ARPD (alternative routings planned and directed). The performance of these rules was compared with those of WINQ and NAR (minimum total processing time). The proposed rules assume that a number of alternate machines are available when an uncertain event (such as a machine break down) occurs and thus, try to take advantage of inherent routing flexibil- ity of FMSs. For the last two rules, a series of op- timization models needs to be solved in order to identify the number of alternative routes for each part type.
26
The performance of the proposed rules was evaluated by developing a stimulation model of the FMS. The system consisted of four CNC ma- chining centers (MCs), finite buffer space on each MC, a load/unload station and two AGVs. Three different part types were assumed, each re- quiring four operations to be performed one on each MC. The simulation model was developed using SLAM II and FORTRAN, and experi- ments were conducted to compare the process se- lection rules at six different levels of output. The simulation results indicated that (i) ARPD gave the best results for all the performance measures; (ii) the differences among the performance of ARD, ARPD, and WINQ were small; and (iii) the local buffer capacity level of 5 units gave the better results than the capacity level of 3 units.
The paper did not address the loading problem of FMS (i.e. it assumed that all the machines re- quired for alternative routes had already been al- located the required tools ). Although the authors proposed an AGV route selection rule to address the issue of simultaneous scheduling of jobs and material handling devices, they did not report on its performance. No conclusions were drawn about its impact on different performance meas- ures. Further, the authors did not provide any computational experience with respect to the im- plementation of the proposed process selection rules on real life systems which may be very com- plex. Since the optimization models have been studied extensively and much has been said re- garding their computational aspects, it would be interesting to justify the use of such optimization models for the process selection problem where such models are required to be solved repeatedly. The authors proposed relaxations (for example, ignore the queuing time and the integrality of the tooling constraints) to develop the process selec- tion rules. In addition, the authors provided no justification for using minimization of makes- pan as the objective function of the LP models.
The authors also came to the conclusion that the differences among the performance of ARD, ARPD, and WINQ~were small. However, they did not provide any comparison among ARD, ARPD and WINQ. Since the WINQ rule is sim- ple to implement as compared to the proposed rules, it would be interesting to investigate differ-
ences among these rules in order to justify the practicality of the proposed rules.
The authors demonstrated the effectiveness of the proposed rules for multiple measures, for ex- ample, makespan, mean flowtime, mean tardi- ness, maximum tardiness, and system utiliza- tion. Since these measures represent multiple response from a simulation experiment, the au- thors did not mention anything about the multi- variate aspects of simulation output data.
Discussion
From the analysis of the sparse literature, we conclude that the feasibility of MCDM ap- proaches has been established. The use of model- based approaches (for example [49,58]) and heuristic-based approaches (for example [24,52 ] ) have been successfully demonstrated in the previous section. However, research efforts on MCDM approaches to FMS scheduling are still only at their early stages of development. Ta- ble 1 shows the classification of various ap- proaches. It can be seen that, in the recent past, some useful attempts have been made to develop multi-criterion models for FMS scheduling prob- lems. A number of goal programming models have been proposed as formulation approaches. The solution approaches to these models can be categorized into optimization models and heu- ristic models. Except for one study [49 ], the op- timization models have been illustrated using simplified examples of real world problems. The practicality of such models for large scale manu- facturing systems has yet to be established. Heu- ristic models, on the other hand, have been proved to be successful with respect to complex- ity and acceptability [47,60].
In the case study reported by O'Grady and Menon [38], the use of integer goal program- ming and favorable responses from the FMS project teams suggest that the use of an MCDM approach for the FMS production planning and scheduling problem is a correct step in address- ing model-based approaches. In a subsequent pa- per O'Grady and Menon [ 49 ] provided a refine- ment to their approach by suggesting compact formulations of the constraints and thereby re- ducing the number of variables and constraints. A number of objective functions were developed
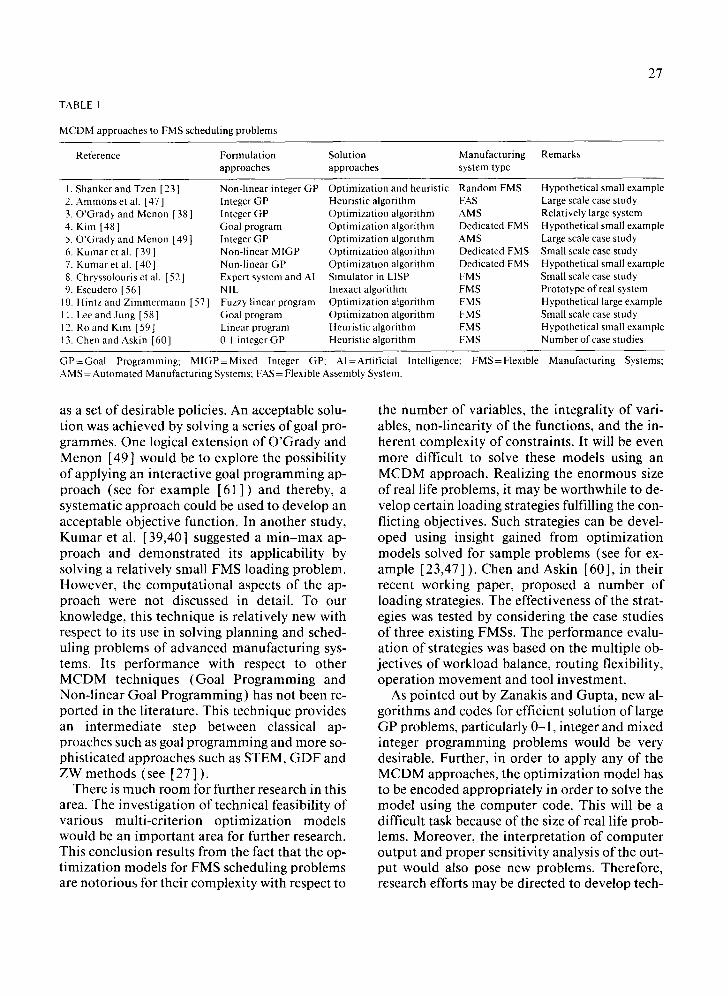
TABLE 1
MCDM approaches to FMS scheduling problems
27
Reference Formulation Solution Manufacturing Remarks approaches approaches system type
1. Shanker and Tzen [ 23 ] 2. Ammons et al. [47] 3. O'Grady and Menon [38 ] 4. Kim [48] 5. O'Grady and Menon [49] 6. Kumar et al. [39] 7. Kumar et al. [40] 8. Chryssolouris et al. [ 52 ] 9. Escudero [56]
10. Hintz and Zimmermann [57] l l. LeeandJung[58] 12. Ro and Kim [59] 13. Chen and Askin [60]
Non-linear integer GP Optimization and heuristic Random FMS Integer GP Heuristic algorithm FAS Integer GP Optimization algorithm AMS Goal program Optimization algorithm Dedicated FMS Integer GP Optimization algorithm AMS Non-linear MIGP Optimization algorithm Dedicated FMS Non-linear GP Optimization algorithm Dedicated FMS Expert system and AI Simulator in LISP FMS NIL Inexact algorithm FMS Fuzzy linear program Optimization algorithm FMS Goal program Optimization algorithm FMS Linear program Heuristic algorithm FMS 0-1 integer GP Heuristic algorithm FMS
Hypothetical small example Large scale case study Relatively large system Hypothetical small example Large scale case study Small scale case study Hypothetical small example Small scale case study Prototype of real system Hypothetical large example Small scale case study Hypothetical small example Number of case studies
GP=Goal Programming; MIGP=Mixed Integer GP; Al=Artificial Intelligence; FMS=Flexible Manufacturing Systems; AMS = Automated Manufacturing Systems; FAS = Flexible Assembly System.
as a set of desirable policies. An acceptable solu- tion was achieved by solving a series of goal pro- grammes. One logical extension of O'Grady and Menon [49 ] would be to explore the possibility of applying an interactive goal programming ap- proach (see for example [61]) and thereby, a systematic approach could be used to develop an acceptable objective function. In another study, Kumar et al. [39,40] suggested a min-max ap- proach and demonstrated its applicability by solving a relatively small FMS loading problem. However, the computational aspects of the ap- proach were not discussed in detail. To our knowledge, this technique is relatively new with respect to its use in solving planning and sched- uling problems of advanced manufacturing sys- tems. Its performance with respect to other MCDM techniques (Goal Programming and Non-linear Goal Programming) has not been re- ported in the literature. This technique provides an intermediate step between classical ap- proaches such as goal programming and more so- phisticated approaches such as STEM, GDF and ZW methods (see [27] ).
There is much room for further research in this area. The investigation of technical feasibility of various multi-criterion optimization models would be an important area for further research. This conclusion results from the fact that the op- timization models for FMS scheduling problems are notorious for their complexity with respect to
the number of variables, the integrality of vari- ables, non-linearity of the functions, and the in- herent complexity of constraints. It will be even more difficult to solve these models using an MCDM approach. Realizing the enormous size of real life problems, it may be worthwhile to de- velop certain loading strategies fulfilling the con- flicting objectives. Such strategies can be devel- oped using insight gained from optimization models solved for sample problems (see for ex- ample [23,47] ). Chen and Askin [60], in their recent working paper, proposed a number of loading strategies. The effectiveness of the strat- egies was tested by considering the case studies of three existing FMSs. The performance evalu- ation of strategies was based on the multiple ob- jectives of workload balance, routing flexibility, operation movement and tool investment.
As pointed out by Zanakis and Gupta, new al- gorithms and codes for efficient solution of large GP problems, particularly 0-1, integer and mixed integer programming problems would be very desirable. Further, in order to apply any of the MCDM approaches, the optimization model has to be encoded appropriately in order to solve the model using the computer code. This will be a difficult task because of the size of real life prob- lems. Moreover, the interpretation of computer output and proper sensitivity analysis of the out- put would also pose new problems. Therefore, research efforts may be directed to develop tech-
28
niques such as an input matrix generator and re- port writing programs [ 48 ].
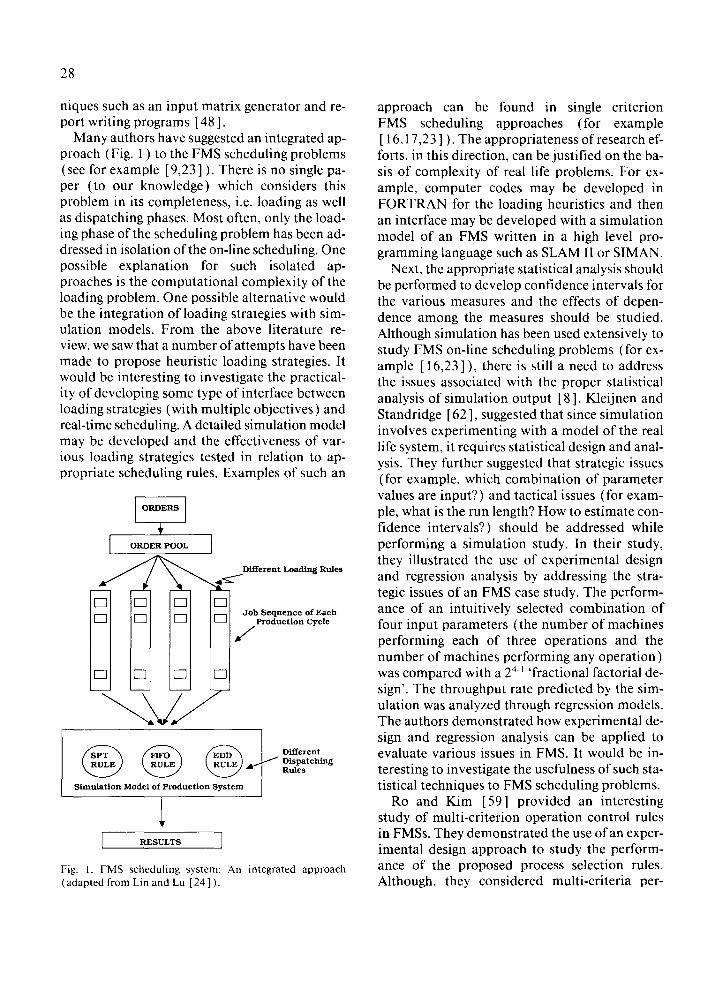
Many authors have suggested an integrated ap- proach (Fig. 1 ) to the FMS scheduling problems (see for example [9,23] ). There is no single pa- per (to our knowledge) which considers this problem in its completeness, i.e. loading as well as dispatching phases. Most often, only the load- ing phase of the scheduling problem has been ad- dressed in isolation of the on-line scheduling. One possible explanation for such isolated ap- proaches is the computational complexity of the loading problem. One possible alternative would be the integration of loading strategies with sim- ulation models. From the above literature re- view, we saw that a number of attempts have been made to propose heuristic loading strategies. It would be interesting to investigate the practical- ity of developing some type of interface between loading strategies (with multiple objectives) and real-time scheduling. A detailed simulation model may be developed and the effectiveness of var- ious loading strategies tested in relation to ap- propriate scheduling rules. Examples of such an
I o .POOL I Different Loading Rules
D r--1
V-1
[ ] Vq [Z r-1
[ ] [Z F-1
" VJ @ @ @
Simulat ion Model of Production Sys tem
D ~-] Job S e q u e n c e of Each
Production Cycle /
1 DLfferent
Fig. 1. FMS scheduling system: An integrated approach (adapted from Lin and Lu [24] ).
approach can be found in single criterion FMS scheduling approaches (for example [ 16,17,23 ] ). The appropriateness of research ef- forts, in this direction, can be justified on the ba- sis of complexity of real life problems. For ex- ample, computer codes may be developed in FORTRAN for the loading heuristics and then an interface may be developed with a simulation model of an FMS written in a high level pro- gramming language such as SLAM II or SIMAN.
Next, the appropriate statistical analysis should be performed to develop confidence intervals for the various measures and the effects of depen- dence among the measures should be studied. Although simulation has been used extensively to study FMS on-line scheduling problems (for ex- ample [16,23] ), there is still a need to address the issues associated with the proper statistical analysis of simulation output [8]. Kleijnen and Standridge [ 62 ], suggested that since simulation involves experimenting with a model of the real life system, it requires statistical design and anal- ysis. They further suggested that strategic issues (for example, which combination of parameter values are input?) and tactical issues (for exam- ple, what is the run length? How to estimate con- fidence intervals?) should be addressed while performing a simulation study. In their study, they illustrated the use of experimental design and regression analysis by addressing the stra- tegic issues of an FMS case study. The perform- ance of an intuitively selected combination of four input parameters (the number of machines performing each of three operations and the number of machines performing any operation) was compared with a 2 4-1 'fractional factorial de- sign'. The throughput rate predicted by the sim- ulation was analyzed through regression models. The authors demonstrated how experimental de- sign and regression analysis can be applied to evaluate various issues in FMS. It would be in- teresting to investigate the usefulness of such sta- tistical techniques to FMS scheduling problems.
Ro and Kim [59] provided an interesting study of multi-criterion operation control rules in FMSs. They demonstrated the use of an exper- imental design approach to study the perform- ance of the proposed process selection rules. Although, they considered multi-criteria per-
formance measures, they ignored the multivar- iate aspect of simulation output. Unfortunately, the majority of the simulation approaches to FMS scheduling problems make the assumption, either implicitly or explicitly, that only a single re- sponse variable is of interest to the practitioner. Friedman [63 ] argued that this is an impractical assumption as it again ignores the multivariate character of most simulation output. Friedman [64] suggested that when more than one mea- sure of effectiveness is used, a multivariate sta- tistical test should be considered. She demon- strated the applicability of multivariate analysis of variance (MANOVA) to simulation analysis. It would be useful to investigate the use of mul- tivariate statistical methods (for example, two- sample Hotelling's T 2 test and MANOVA) while analyzing simulation models of manufacturing systems.
Summary
In this paper, we have explored the applicabil- ity of multi-criterion approaches to the produc- tion scheduling problem in a flexible manufac- turing environment. First of all, the scope of the production scheduling problem in the overall de- cision making process was briefly reviewed. Sec- ond, the appropriateness of the MCDM ap- proach in FMS scheduling was discussed with respect to the number of criteria to be consid- ered. Next, a brief overview of various MCDM approaches was presented. Last, the results of a few applications of multi-criterion approaches to FMS scheduling were discussed and avenues for further research efforts were explored. The ma- jor findings are summarized as follows:
A number of multi-criterion optimization models have been proposed to address the load- ing part of an FMS scheduling problem. How- ever, the technical feasibility of optimization models for relatively large real-life manufactur- ing systems need yet to be established. The min- max optimization approach suggested by Kumar et al. should be further investigated for its prac- ticality to real-life situations. For the optimiza- tion models which have been successfully used on real-systems (for example, the integer goal programming model developed by O'Grady and Menon), the natural extension would be to in-
29
vestigate the applicability of interactive ap- proaches. The references [27,61] should pro- vide a reference point for research efforts in this direction. The need for the development of new algorithms and computer codes, already recog- nized for other applications by Zanakis and Gupta [33] should be given much attention for finding efficient solutions to large MCDM op- timization models of FMS scheduling problems.
As an alternative to solving complex loading problems of manufacturing systems, research ef- forts should be geared towards the development of heuristic-based approaches. Ammons et al. [ 47 ] and Chen and Askin [ 60 ] have successfully demonstrated the usefulness of such approaches to solve real-life FMS scheduling problems. The significance of such an approach would be the development of Artificial Intelligence (AI) based models to address the control and scheduling problems of FMSs. Future research efforts can then be directed to integrate model-based ap- proaches with heuristic-based approaches. An excellent attempt in this direction is due to Chryssolouris et al. [65]. At the Laboratory for Manufacturing and Productivity in the Massa- chusetts Institute of Technology, Chryssolouris et al. [65] have developed a decision-making framework (MADEMA) for manufacturing sys- tems which addresses the control and scheduling problems of an FMS. They have successfully demonstrated the application of their framework by applying it to an existing FMS. The most in- teresting feature of their framework is its appli- cability at the lowest level of scheduling problem.
Until recently, most researchers have concen- trated their efforts in developing multi criteria optimization models or heuristic-based models to study the loading problems of FMSs in isolation of the on-line scheduling. Under ideal condi- tions, an integrated approach should be applied to FMS scheduling problems; i.e., loading and on- line scheduling should be considered simultane- ously. The major reason for the absence of such an approach can be attributed to the complexity of solving optimization loading models them- selves, leave alone the extension towards on-line scheduling. However, with the development of a number of successful loading strategies [23,47,60], one possible research direction

30
would be to develop detailed simulation models of manufacturing systems and then, to create an interface between loading strategies and real-time scheduling. For example, computer codes may be developed in FORTRAN for the loading heuris- tics and then interfaced with a simulation model of an FMS written in a high level programming language such as SLAM II or SIMAN. A number of attempts have been made in this direction in the past (for example [ 8,24 ] ).
A number of simulation models have been proposed to investigate the performance of scheduling rules (see [8] for a review). The au- thors found that there was still a need to address the issues related to statistical analysis of simu- lation output. In the context of multi criteria ap- proaches, research efforts should also be directed to investigate the use of advanced methods of statistical analysis such MANOVA (see for ex- ample [66] ).
Acknowledgement
The authors wish to acknowledge the construc- tive comments made by the referees on an earlier version of this paper.
References
1 Jaikumar, J., 1986. Post industrial manufacturing. Harv. Bus. Rev., 6: 69-76.
2 Choobineh, F., 1986. FMS: A totally programmable manufacturing cell. In: Flexible Manufacturing Sys- tems, Stecke, K. and Suri, R., Eds., pp. 31-43.
3 Groover, M.P., 1985. Automation, Production Systems, and Computer-Aided Manufacturing. Prentice-Hall Inc., Englewood Cliffs, NJ.
4 Browne, J., Dubois, D., Sethi, S., Rathmill, K. and Stecke, K., 1984. Classification of flexible manufacturing sys- tems. FMS Mag.
5 Yilmaz, O.S. and Davis, R., 1987. Flexible manufactur- ing systems: characteristics and assessment. Eng. Man- age. J., 4.
6 Buzacott, J.A. and Yao, D., 1986. Flexible manufactur- ing systems: A review of analytical models. Manage. Sci., 32(7): 890-905.
7 Rachamadugu, R. and Stecke, K.E., 1988. Classification and review of FMS scheduling procedures. Working Pa- per # 481 c, The University of Michigan, Ann Arbor, MI.
8 Gupta, Y.P., Gupta, M.C, and Bector, C.R., 1990. A re- view of scheduling rules in flexible manufacturing sys- tems. Int. J. Comput. Integ. Manuf. 2(6): 356-377.
9 Stecke, K.S. and Talbot, F.B., 1985. Heuristics for load- ing flexible manufacturing systems. In: Flexible Manu- facturing Systems, Rough and Ahmed, Eds.
10 Smith, M.L., Ramesh, R., Dudek, R. and Blair, E., 1986. Characteristics of US flexible manufacturing systems- survey, Proc. 2nd ORSA/TIMS Conf. FMS, pp. 477- 486.
11 Carrie, A.S. and Petsopoulos, A.C., 1985. Operation se- quencing in a flexible manufacturing system. Robotica, 3: 259-264.
12 Stecke, K., 1985. Design, planning, scheduling, and con- trol problems of flexible manufacturing systems. Ann. Oper. Res., 3.
13 Walker, T.C. and Miller, R.K., 1986. Expert Systems 1986: An Assessment of Technology and Applications. Madison, GA: SEAI Technical Publications, pp. 121- 128.
14 Vaitbianathan, R. and McRoberts, K.L., 1981. On scheduling in a GT environment. SME Technical Paper MS81-492S.
15 Harrington, J., 1984. Understanding the Manufacturing Process. Marcel Dekker, Inc. New York, NY.
16 Stecke, K. and Solberg, J., 1981. Loading and control policies for FMS. Int. J. Prod. Res., 9:481-490.
17 Stecke, K. andSolberg, J., 1981.TheCMSloadingprob- lems, The Optimal Planning of Computerized Manufac- turing Systems. Report 20, Feb. 1981. School of Indus- trial Engineering, Purdue University.
18 Kimemia, J. and Gershwin, S., 1985. Flow optimization in flexible manufacturing systems. Int. J. Prod. Res., 23(1): 81-96.
19 Stecke, K., 1983. Formulation and solution of non-lin- ear integer production planning problems of FMS. Man- age. Sci., 29: 273-288.
20 Kusiak, A., 1986. Loading models in FMS. ln: Rouf, A. and Ahmed, S., Eds., Flexible Manufacturing, Elsevier Science Publishers, Amsterdam.
21 Satin, S. and Wilhelm, E., 1983. FMS: A review of mod- eling approaches for design, justification and operation. Working Paper, Ohio State University.
22 Chang, Y.L. and Sullivan, R.S., 1984. Real-time sched- uling of flexible manufacturing systems. Presented at the TIMS/ORSA San Francisco Meeting.
23 Shanker, K. and Tzen, J., 1985. A loading and dispatch- ing problem in a random FMS. Int. J. Prod. Res., 23(3): 579-595.
24 Lin, L.S. and Lu, S., 1986. The scheduling problem in random FMS. Proc. 2nd ORSA/TIMS Conf. Flex. Manuf. Syst., pp. 278-283.
25 Ko, Chen-En and Lin, T.W., 1988. Multiple criteria de- cision making and expert systems. In: Turban, E. and Watkins, P.R., Eds, Applied Expert Systems, Elsevier Science Publishers, Amsterdam, pp. 33-47.
26 Cohon, J.L. and Marks, M.D., 1975. A review and eval- uation of multi objective programming techniques. Water Resources Res., 11.
27 Evans, G.W., 1984. An overview of'techniques for solv- ing multi objective mathematical programs. Manage. Sci., 30.
28 Roy, B. and Vincke, P., 1981. Multicriteria analysis: sur- vey and new directions. Eur. J. Oper. Res., 8.
29 Rosenthal, R.E., 1985. Principles of multi objective op- timization, Decision Sci., 16.
30 Hwang, C.L. and Yoon, 1981, Multiple Attribute Deci- sion Making, Springer, New York.
31 Foote, B.L., Ravindran, A. and Lashine. S., 1988. Com- putational feasibility of multicriteria models of produc- tion, planning and scheduling. Comput. Ind. Eng., 15.
32 Kornbluth, J.S.H., 1973. A survey of goal programming. OMEGA: Int. J. Manage. Sci., 1.
33 Zanakis, S.H. andGupta, S.K., 1985. A categorized bib- [iographic survey of goal programming. OMEGA: Int. J. Manage. Sci., 13 ( 3 ).
34 Kornbluth, J.S.H., 1985. Sequential multicriterion de- cision making. OMEGA: Int. J. Manage. Sci., 13.
35 Osyczka, A., 1984. Multicriterion optimization in engi- neering. Horwood, Chichester, United Kingdom.
36 Stecke, K., 1981. Production Planning Problems for FMS. Ph.D. Dissertation, Purdue University.
37 Chung, Chen-Hua, 1987. Loading flexible manufactur- ing systems: a heuristic approach, Proc. 8th Ann. Conf. Comput. Ind. Eng., pp. 246-250.
38 O'Grady, P.J. and Menon, U., 1985. A multi criteria ap- proach for production planning of automated manufac- turing. Eng. Optimization, 8: 161-175.
39 Kumar, P., Singh, N. and Tewari, N.K., 1987. Multicri- terion analysis of the loading problem in flexible manu- facturing systems using min-max approach. Int. J. Adv. Manuf. Technol., 2:13-20.
40 Kumar, P., Singh, N. and Tewari, N.K., 1987. A nonlin- ear goal programming model for the loading problem in a flexible manufacturing system. Eng. Optimization, 12: 315-323.
41 Masud, A.S. and Hwang, C.L,, 1980. An aggregate pro- duction planning model and application of three multi- ple objective decision methods. Int. J. Prod. Res., 18 (6).
42 Hindelang, T.J. and Hill, J.L., 1978. A new model for aggregate output planning, OMEGA: Int. J. Manage. Sci., 6.
43 Johnson, J.H.. 1976. Applying goal programming to multi-plant/product aggregate production loading, The Western Electric Engineer, Oct.
44 Arthur, J.L. and Lawerance, K.D., 1980. A multiple goal blending problem. Comput. Oper. Res., 7.
45 Lawerance, K.D. and Burbridge, J.J., 1976. A multi goal linear programming model for coordinated production and logistics planning. Int. J. Prod. Res., 14.
46 Wild, R., 1986. The techniques of production manage- ment. In: O'Grady and Menon, Eds., A concise Review of Flexible Manufacturing Systems and FMS Literature, Comput. Ind., 7: 155-167.
47 Ammons, J.C., Lofgren, C.B. and McGinnis, L.F., 1985. A large scale machine loading problem in flexible assem- bly. Ann. Oper. Res., 3: 319-332.
48 Kim, Seung-Ryeol, 1986. Multi objective decision mak- ing model for a flexible manufacturing system. In: Flex- ible Manufacturing Systems: Methods and Studies, Ku- siak, A., Ed.
31
49 O'Grady, P.J. and Menon, U., 1987. Loading a flexible manufacturing system, Int. J. Prod. Res., 25(7): 1053- 1068.
50 Rao, P.V., Kong, T.C. and Sastry, V.V., 1986. A new al- gorithm for a nonlinear multicriterion decision making problem, Institution of Electrical Engineers Society, 132, Part C(3), pp. 118-122.
51 Box, M.J., 1965. A new method of constrained optimi- zation and a comparison with other methods. Comput. J., 8: 42-52.
52 Chryssolouris, G., Wright, K., Pierce, J. and Cobb, W., 1988. Manufacturing systems operation: Dispatching rules versus intelligent control. Robot. Comput. Integ. Manuf., 4: 531-544.
53 Chryssolouris, G., 1986. On decision making in manu- facturing systems. Presented in Japan-US Symposium on Flexible Automation, Osaka, Japan, pp. 459-470.
54 Chryssolouris, G., Chan, S. and Cobb, W., 1984. Deci- sion making on the factory floor: An integrated ap- proach to process planning and scheduling. Robot. Comp. Integ. Manuf., 1 : 315-320.
55 Chryssolouris, G., Wright, K. and Cobb, W., 1985. De- cision making strategy for manufacturing systems. Proc. IEEE Conf. Syst. Manuf. Cyber., Tucson, AZ, pp. 64- 72.
56 Escudero, L.F., 1989. An inexact algorithm for part in- put sequencing and scheduling with side constraints in FMS. Int. J. Flex. Manuf. Syst., 1: 143-174.
57 Hintz, G.W. and Zimmermann, H.J., 1989. A method to control flexible manufacturing systems, Eur. J. Oper. Res., 41: 321-334.
58 Lee, S.M. and Jung, H., 1989. A multi-objective produc- lion planning model in a flexible manufacturing envi- ronment, Int. J. Prod. Res., 27: 1981-1992.
59 Ro, In-Kyo and Kim, Joong-ln, 1990. Multi-criteria op- erational control rules in flexible manufacturing sys- tems. Int. J. Prod. Res., 28: 47-63.
60 Chen, Y. and Askin, R.G., 1990. A multiobjective eval- uation of flexible manufacturing systems, Int. J. Prod. Res., 28(5): 895-911.
61 Dyer, J.S., 1972. Interactive goal programming. Man- age. Sci., 19: 62-70.
62 Kleijnen, Jack, P.C. and Standridge, C.R., 1988. Exper- imental design and regression analysis in simulation: An FMS case study. Eur. J. Oper. Res., 33: 257-261.
63 Friedman, L.W., 1987. Design and analysis of multivar- iate response simulations: The state of the art. Behav- ioral Sci., 32.
64 Friedman, L.W., 1984. Multivariate simulation output analysis: past, present and future. Proc. 1984 Winter Simulation Conf., Sheppard, S., Pooch, U. and Pegden, I)., Eds., pp. 277-281.
65 Chryssolouris, G., Pierce, J. and Cobb, W., 1989. A de- cision making approach to the operation of FMS. Proc. 3rd ORSA/TIMS Conf. Flex. Manuf. Syst., pp. 355-360.
66 Friedman, L.W., 1985. On the use of MANOVA in the analysis of multiple-response simulation experiments. Proc. 1985 Winter Simulation Conf.