
Governo aceita contraproposta de policiais militares - Jornal A ...
Upload
independentCategory
view
1download
0
1. LÍNEA DE ENSAMBLE DE RACIONES MILITARES
La ración de campaña es hoy un elemento de primera necesidadindispensable para todas las operaciones de orden público yun factor determinante dentro de la logística militar.
2. SISTEMAS DE PRODUCCIÓN JAT
Susaki define JAT como “una filosofía de administración dirigidaa eliminar el desperdicio de cualquier aspecto de manufactura ysus actividades relacionadas. El JAT se refiere a producir sólolo que se necesita, cuando se necesita y justo la cantidadnecesitada.” Esto se logra mediante el uso de:
1. Un programa de producción congelado para productosterminados.
2. Compras JAT, producción JAT y entregas JAT de lotespequeños con lo más cercano a cero defectos.
3. Un procedimiento de jalón usando kanbans
El procedimiento de “jalón”, con tarjetas o kanbans, se usa comoun sistema de control para autorizar al proceso de consumo aretirar o pedir partes de su proveedor en el proceso y autoriza alsistema de manejo a mover las partes que han sido solicitadas.
El sistema KANBAN también se usa para autorizar la producción demás partes mientras estas partes son retiradas por el sistema demanejo o por el operador el proceso que las va a consumir. De estamanera, los materiales son sólo pedidos, producidos y entregadoscuando se necesitan y en las cantidades que se necesitan. Deacuerdo con Shonberger KANBAN funciona bien, sólo en el contextode JAT en general. Un sistema JAT puede tener éxito sin elsubsistema KANBAN, pero KANBAN no puede ser independiente del JAT

2.1. TIPOS DE KANBAN
Kanban de Producción: (Kanban para hacer): Es una señal para
hacer algo,
o Kanban en Proceso: Es usado para tener una instrucción
de transporte de una pequeña cantidad (Producción de una
unidad)
KANBAN
Kanban de Retiro
Kanban proveedores
para propósitos externos
Kanban entre procesos para propósitos internos
Kanban de Producción
Señal Kaban para la
programación de los lotes en
procesoKanban en
proceso para la programación de flujo en los
procesos


o Señal Kanban : Es usada para tener instrucciones de
transporte de materiales para los siguientes procesos,
que manejan lotes tales como prensas de estampado y
máquinas modeladoras. Esta señal utiliza el tamaño del
lote en conjunto con los supermercados para alimentar a
los procesos siguientes; mientras, permite seguir con
los cambios de materiales en los otros procesos.
Kanban de retiro (Kanban para mover): Señal para retirar del
inventario, señal para surtir y transportar a los procesos
anteriores.

o Kanban de retiro o entre procesos para propósitos
internos: Es usado como señal cuando se necesita retirar
(mover) partes de un área de almacenamiento y
transportarlas a los siguientes procesos dentro de la
planta. Este tipo de kanban normalmente se usa en
conjunto con el
flujo
continuo en
células de
ensamble que
trabajan con un
gran número
de
componentes tanto de fuentes internas como externas.
o Kanban Proveedor : Es usado como señal para indicar que
se necesita retirar partes desde un proveedor externo y
transportarlas a un supermercado de partes para los
consumidores de los siguientes procesos.

Al iniciar el estudio del sistema KANBAN es importante
primero comprender lo que es un proceso subsecuente y un proceso
precedente, para poder definir las reglas que rigen el movimiento
del kanban.
Procesos subsecuentes: El proceso río abajo dentro del flujo del
proceso de manufactura hacia donde el proceso normal lleva las
partes se llama proceso subsecuente. El centro de trabajo que
recibe las partes ensambladas es el subsecuente al proceso que
ensambla las partes.
Procesos precedentes: Supóngase que se camina hasta el proceso
que recibe las partes ya ensambladas y vemos, hacia atrás, hacia
el proceso que las ensambla. Este proceso será el precedente al
proceso donde nos encontramos ahora.
Un proceso subsecuente en un caso particular podría ser el
precedente a otro, todo depende de su posición relativa en el

flujo de manufactura. Un KANBAN siempre tomará partes de los
procesos precedentes y las enviará a los procesos subsecuentes.
KANBAN está formado por un conjunto de tarjetas que viajan entre
procesos precedentes y subsecuentes, para comunicar cuáles son las
partes que se necesitan en los procesos subsecuentes.
2.2. ¿CÓMO FUNCIONA EL KANBAN?
Es un sistema para controlar el flujo de material y la producciónde acuerdo con el principio "pull". Los llamados circuitos decontrol de autorregulación se aplican para garantizar elsuministro de material. En Kanban, el orden material es impulsadopor el consumo, esto significa sólo el consumo de la producción yel proceso de logística activan los puntos de reorden.
Figura 1: Sistema de tracción típico
Los sistemas tradicionales Kanban utilizan principalmente Kanbantarjetas para transportar información en un circuito con el fin decontrolar el proceso de producción visualmente. Aquí, un kanbancorresponde a una orden de producción enviada a los proveedoresinternos o externos.
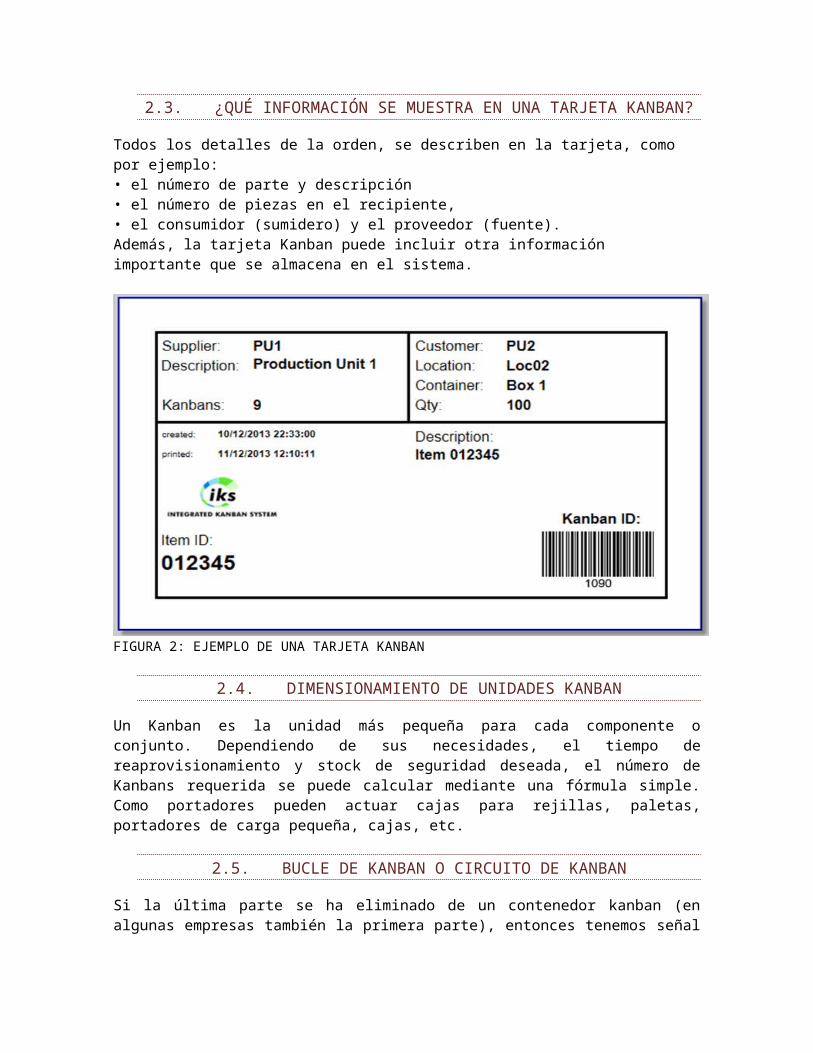
2.3. ¿QUÉ INFORMACIÓN SE MUESTRA EN UNA TARJETA KANBAN?
Todos los detalles de la orden, se describen en la tarjeta, como por ejemplo:• el número de parte y descripción• el número de piezas en el recipiente,• el consumidor (sumidero) y el proveedor (fuente).Además, la tarjeta Kanban puede incluir otra información importante que se almacena en el sistema.
FIGURA 2: EJEMPLO DE UNA TARJETA KANBAN
2.4. DIMENSIONAMIENTO DE UNIDADES KANBAN
Un Kanban es la unidad más pequeña para cada componente oconjunto. Dependiendo de sus necesidades, el tiempo dereaprovisionamiento y stock de seguridad deseada, el número deKanbans requerida se puede calcular mediante una fórmula simple.Como portadores pueden actuar cajas para rejillas, paletas,portadores de carga pequeña, cajas, etc.
2.5. BUCLE DE KANBAN O CIRCUITO DE KANBAN
Si la última parte se ha eliminado de un contenedor kanban (enalgunas empresas también la primera parte), entonces tenemos señal

de Kanban. Normaly se enviará en forma de una tarjeta Kanban(tarjeta Kanban) o un contenedor con el mapa adjunto (contenedoresKanban) de la estación de consumo (sumidero) hasta el punto degeneración (fuente). Esto crea un ciclo, también llamado bucleKanban.
FIGURA 3: BUCLE DE KANBAN
2.6. REGLAS BÁSICAS DEL SISTEMA KANBAN
Según Schonberger (1983) Las siete reglas básicas que
controlan el sistema KANBAN son muy sencillas, pero importantes.
Cualquier violación ocasionará distorsiones en el sistema con el
desperdicio correspondiente en materiales y mano de obra. El
primer paso en la implantación de un sistema KANBAN es poner por
escrito las reglas de operación que lo controlan. Se recomienda
que los trabajadores involucrados en él entiendan claramente sus
reglas antes de utilizarlo.
Regla 1: El kanban debe moverse sólo cuando el lote que él
describe se haya consumido. Esta regla exige que el proceso

siguiente tome las partes necesarias del proceso anterior en las
cantidades necesarias y en el momento preciso en que se requieren.
El proceso siguiente debe solicitar más partes al precedente sólo
después de que se hayan consumido todas las que el kanban
describía. (Los contenedores se vacían al momento en que llegan al
proceso usuario.)
Regla 2: No se permite el retiro de partes sin un kanban. El
kanban es el único conducto para permitir el movimiento de partes
de un proceso precedente a uno siguiente. Ningún proceso
precedente puede mover las partes sin que lo autorice la solicitud
de algún kanban.
Regla 3: El número de partes enviadas al proceso siguiente debe
ser exactamente el especificado por el kanban. El proceso
precedente no debe emitir un kanban con base en un número
incompleto de partes. Debe tener la cantidad exacta definida por
él.
Regla 4: Un kanban debe de acompañar siempre a los productos
físicos. El kanban es una carta viajera, y siempre viajará sola
del proceso subsecuente al precedente, para solicitar nuevas
partes. Pero una vez que el trabajador lo pega a un nuevo lote de
partes, la tarjeta debe viajar con él hasta que la última parte se
haya usado.
Regla 5: El proceso precedente siempre debe producir sus partes en
las cantidades retiradas por el proceso subsecuente. Esta es una
regla del sistema Justo a Tiempo. Los procesos nunca deberán sobre

producir partes, pues esto significa un desperdicio de mano de
obra y materiales.
Regla 6: Las partes defectuosas nunca deben ser enviadas al
proceso subsecuente. Esta regla atiende a la calidad de las partes
que el kanban mueve. En un sistema Justo a Tiempo existe la
necesidad absoluta de mantener un alto nivel de calidad en la
producción de partes y sub - ensambles. Recuérdese, no existen
inventarios de seguridad para cubrir las partes defectuosas. Los
trabajadores deben estar conscientes de la importante necesidad de
producir y usar partes de calidad, en cada uno de los pasos del
proceso.
Regla 7: El kanban debe ser procesado en todos los centros de
trabajo de manera estricta en el orden en el que llega a éstos.
Cuando un centro de trabajo tiene en su buzón de entradas diversos
kanbans de diferentes procesos, los operarios de ese centro de
trabajo deben darles servicio a los kanban en el orden en que han
ido llegando. Cualquier falla en esta regla ocasionará una brecha
en la tasa de producción de uno o más de los procesos
subsecuentes.
2.7. PLANEACIÓN DE MATERIALES DEL KANBAN
En una empresa de manufactura, el planificador de materiales es la
persona responsable de la emisión de tarjetas de kanban. Determina
también el tamaño de los lotes que el kanban va a obtener. Puede
en ocasiones emitir tarjetas adicionales para incrementar la

producción de alguna parte específica, también puede retirar de la
circulación tarjetas a fin de reducir el programa de producción.
Sin embargo, el planificador no puede determinar el tamaño de los
lotes sin consultar la capacidad de la planta y sin conocer los
contenedores que se emplean para el empaque y acarreo de las
partes.
El número emitido de kanbans para una cierta cantidad de partes se
calcula mediante la siguiente ecuación:
Existen algunos algoritmos y técnicas de simulación para encontrar
el número de kanban óptimo. Aunque algunas de sus desventajas es
el tiempo consumido en el análisis para sistemas de producción
complejos. Dengiz (2002) encontró que las diferentes técnicas
arrojan soluciones igualmente buenas y la técnica llamada Tabu
Search resultó ser mejor por consumir menos tiempo.
La demanda diaria de unidades constituye la tasa diaria de
producción de la parte. El tiempo de orden del ciclo es el tiempo
empleado para procesar la parte o en abastecer un objeto
adquirido. El tamaño del lote es el número de partes que el kanban
autoriza a acarrear, si éste es del tipo de retiro, o a ser

manufacturado si se trata del kanban de producción (tamaño del
contenedor)
El factor de seguridad es, normalmente, un aumento porcentual en
la cantidad de kanbanes instituida como medida de seguridad para
los inventarios de este tipo. Un factor de seguridad de uno
presupone que el kanban de retiro debe ser entregado a tiempo cada
vez que las partes se necesiten. También presupone que todas las
partes deben estar sin defectos.
Uno de los riesgos evidentes de tener un factor de seguridad de
uno, es la necesidad de un desempeño perfecto. No sólo porque las
partes deben de recibirse a tiempo, sino también porque no deben
tener un sólo defecto. En el sistema no hay lugar para problemas o
retrasos. Aunque en un sistema Justo a Tiempo la eliminación de
los colchones es lo ideal; los problemas de calidad, en los
procesos y en las entregas, no se solucionan de la noche a la
mañana. Se deben desarrollar planes correctivos y debe hacer un
esfuerzo serio para ejecutarlos cuando sea necesario. Una manera
sencilla de evitar que el proceso se detenga como resultado de la
falta de partes es emplear, de manera temporal, un kanban de
colchón como factor de seguridad hasta que el sistema funcione
adecuadamente.
Existen otras maneras de disminuir el desperdicio para las partes
en el colchón, por ejemplo, el planificador podría reducir el
tamaño del lote de los kanbanes de retiro de manera que el kanban
de colchón será más económico.

2.8. LIMITACIONES DEL KANBAN
El KANBAN es factible en prácticamente toda fábrica que haga
artículos por unidades completas (discretas), pero no en las
industrias de proceso. Sólo rinde beneficios en ciertas
circunstancias. Shonberger (1992):
El KANBAN debe ser un elemento del sistema JAT. Tiene poco
sentido aplicar un sistema de extracción si se requiere un
tiempo interminable para extraer las partes necesarias del
centro de trabajo productor, como ocurriría si los tiempos de
preparación son de horas y los lotes son grandes. La
característica fundamental de JAT es la reducción de los
tiempos de preparación y el tamaño de los lotes, lo cual
permite “extraer” rápidamente partes de los centros de
trabajos productores.
Las partes incluidas en el sistema KANBAN deben ser usadas
cada día. KANBAN proporciona por lo menos un recipiente lleno
de un determinado número de parte, lo cual no es mucho
inventario ocioso si todo el recipiente se utiliza el mismo
día en que es producido. Por lo tanto las compañías que
tienen un sistema KANBAN lo aplican por lo general a los
números de parte que se usan mucho.

Las unidades muy costosas o muy grandes no se deben incluir
en el KANBAN. Su almacenamiento y manejo son muy costosos.
Por lo tanto, su solicitud y entrega deben ser reguladas con
precisión bajo la vigilancia de un planificador.

3. DEFINICIÓN DEL PRODUCTO
Se puede definir las raciones de campaña como un conjunto de productos alimenticios destinados a satisfacer las necesidades primarias del personal combatiente en situaciones donde es difícilacceder a alimentos que provean al soldado de los elementos necesarios para subsistir. La ración de campaña debe cumplir las distintas normas emanadas de patrones de calidad y la norma técnica militar 00065-A3, esta norma es muy exigente con lo referente a empaques, calorías, proteínas, fecha de vencimiento, etc.
Este producto puede consumirse frío o, también puede calentarse a una temperatura no mayor a 100ºC.
3.1. Materia Prima de las raciones de campaña
Comidas listas: también son denominadas platos principales o fuertes, proveen fundamentalmente carbohidratos, grasa y proteína de origen animal y esencialmente, variedad y satisfacción al soldado.
Productos de panadería: son aportantes energéticos para satisfacer los requerimientos calóricos del soldado, aportan carbohidratos complejos (almidones), grasa, proteína de origen animal (huevo) de alto valor biológico.
Productos Lácteos: el componente mayoritario de estos componentes es la leche, bien sea entera o parcialmente descremada. Aportan calorías, proteína de origen de origen animal y Calcio. Adicionalmente proveen variedad a la ración.
Productos energéticos: los componentes mayoritarios de estoscomponentes son azúcares (panela, bebidas refrescantes y fortificantes, cocoa, dulces, etc.) o grasa vegetal (maní). Proveen variedad y complementan la ración en calorías, y en algunos casos requerimientos específicos de vitaminas y minerales.

Productos complementarios: satisfacen requerimientos específicos alsoldado, bien sea nutricional o de conveniencia (pastillas purificadoras,pastilla multivitamínica que aporta Calcio, Potasio, Vitaminas A, B1, B2, B3,B6, B12, C).
3.2. Elementos comunes:
Para investigar acerca de la tecnología necesaria para automatizar la línea de ensamble de raciones de campaña, es necesario conocer las características de presentación de todos los productos que componen los diferentes tipos de raciones de campaña.
En cada ración de campaña existen elementos que son estándar, como es el empaque de las comidas listas y productos de panadería, éste debe cumplir normas específicasde empaque para conservar el alimento por varios meses sin peligro de descomposición y contaminación.
También los productos complementarios hacen parte de los elementos comunes, los cuales son indispensables para todas las raciones.
Bolsa de empaque para comidas listas: FLEX # 70464. Este material es apto para empacar productos termoprocesados comoalimentos.Estructura: 48gr. Poliéster/ ink (verde militar) /Adh/ 0.0005 Foil/ Adh. / 0.004 polipropileno.Peso base: 94.31 # / resma (3000 sq.Ft)Rendimiento: 4.581 Sq. In/Lb.Rango de temperatura permitido para sellamiento: 150°C, 40 PSI1.0 second DwellMMVTR: 0.01 gr/100 sq.in./24hrs. A 48°C 90% RH.O.T.R: 0.01 cc's/100 sq.in/24hrs. A 30°C 50% RH

Este material permite mantener los alimentos aptos para el consumo humano y así evitar la contaminación por manipulación o factores climáticos.
Bolsa de empaque para productos de panadería: LCFLEX # 80264(Hot FiII). Este material es apto para proteger el alimento de temperaturas que no excedan los 100°C.Estructura: 58 ga. PET
13.0 Lb. por resma0,00035 Foil1.75 Lb.2.0 mil LLDPE
Peso Base: 68.7 por resma de 3000 sq.FtRendimiento: 6.288 sq.in./Lb.MVTR: 0.01 gr./100 sq.in./24hrs. A 48°C 90% RH.O.T.R: 0.01 ccs/100 sq.in./24hrs. A 30°C 50% RH.Rango de calor permitido para sellamiento: 325 a 40.72 seco
Este tipo de material permite conservar las condiciones de los alimentos aptas para el consumo humano, evitando la contaminación por manipulación o factores climáticos.
Pastillas purificadoras y multivitamínica: las pastillas purificadoras están empacadas al vacío en un conjunto de plástico y papel aluminio de 2cm x 2 cm. por unidad, cada ración contiene dos pastillas de PURITAB que purifican el agua, haciéndola apta para el consumo humano. La pastilla multivitamínica es empacada al vacío en papel aluminio de 3cm x2.5 cm., contienen Calcio, Potasio, Vitaminas A, B1, B2, B3,B6, B12, C que evitan enfermedades y ofrecen un alto valor nutricional de mucha ayuda para los consumidores.
3.3. Tipos de raciones de campaña:
De acuerdo con el clima y las condiciones de terreno que imperan en la zona a la cual se distribuye la ración, se ensamblan seis tipos de raciones, las cuales contienen comida para un día: desayuno, almuerzo, comida y energético.
Ración de campaña clima frío Nro. 1.

Ración de campaña clima frío Nro. 2. Ración de campaña clima cálido Nro. 3. Ración de campaña clima cálido Nro. 4. Ración de campaña todos los climas Nro. 5. Ración de campaña todos los climas Nro. 6.

4. DESCRIPCIÓN DE PROCESOS
Se maneja un proceso que sigue un flujo de línea relacionado,de manera que se produce línea lotes de producto, en donde son relevantes los siguientes aspectos:
Se maneja una cantidad de raciones de campaña en inventario con el fin de suplir cualquier necesidad no pronosticada de la fuerza.
Alta variedad de productos que siguen un proceso en secuencia, variando únicamente las condiciones físicas de operación en cada estación de trabajo de acuerdo a los ingredientes. Para obtener el producto final en la división industrial que es la ración de campaña se llevan a cabo diferentes subprocesos:
3.1 RECEPCIÓN DE MATERIA PRIMA.
El recibo de mercancía en la División Industrial se realiza de 8:00am a 12:00pm de lunes a viernes en la zona de recepción de materia prima. El almacenista verifica calidad, cantidad, peso y presentación de los productos, para después ser almacenados en la bodega. Las actividades consecutivas que se llevan a cabo en este proceso son las siguientes:
• Recepción de materia prima.• Inspección: se revisa que los productos presenten las
características requeridas en cuanto a cantidad, peso, presentación y calidad.

• Transporte: la materia prima es transportada al lugar dealmacenamiento.
• Almacenamiento: se almacena en estibas en bodega.
3.2 MARCACIÓN DE BOLSAS.
Se marcan las bolsas de cada ración (fecha de vencimiento, fecha de fabricación, lote), por medio de una impresora de tinta es una impresora de tinta que programada por medio de un terminal remoto, se apoya en una banda transportadora de 3.21 metros de largo, 32cm 13’’ de ancho y una altura de 80cm, la banda es de lona. Este proceso se realiza en tiempo combinado con dos operarios, los cuales efectúan las siguientes operaciones:
• Transporte de materia prima al área de marcación.• Desempacar materia prima.• Marcación de bolsas: un operario coloca las bolsas en la
banda para que pasen por la impresora y sean marcadas.• Inspección: un operario inspecciona que la operación sea
correcta y va almacenando las bolsas marcadas.• Transporte al área de ensamble de ración
3.3 MARCACIÓN DE CAJAS.
Se lleva a cabo en el mismo lugar y las mismas herramientas. Se trabaja en tiempo combinado con dos operarios. En general las actividades consecutivas son:
• Transporte de materia prima al área de marcación.• Desempacar la materia prima.• Marcación de cajas e inspección: un operario pasa la
caja por la banda dos veces para marcarla con tinta (fecha vencimiento, fabricación y número de lote), otro operario señala con un marcador el tipo de ración (por cada lado de la caja) y al mismo tiempo realiza la inspección.

• Transporte al área de ensamble de ración: transportan las cajas listas para ser utilizadas en ensamble de ración.
3.4 ENSAMBLE DE ENERGÉTICOS.
Los operarios lo realizan manualmente en una mesa rectangularantes de realizar el ensamble de raciones de campaña, debido a que este proceso es un sub ensamble y hace parte de la ración de campaña.
Las actividades consecutivas que se llevan a cabo en el ensamble de energéticos son las siguientes:
• Transporte de materia prima al área de ensamble de energéticos.
• Desempacar materia prima.
• Ensamble de cada elemento (malteada, panela, arequipe, turrón, refresco hidratante instantáneo, pastillas purificadoras y multivitamínica, entre otros)
• Inspección: se lleva a cabo control de calidad, el selladorinspecciona que la ración esté completa.
• Sellado de la bolsa (2 selladoras, 2 operarios).
• Inspección.
• Almacenamiento.
• Transporte al área de ensamble de ración.
3.5 ENSAMBLE DE RACIÓN.
Se realiza en una banda transportadora de estructura metálicaprincipalmente de hierro y aluminio de 7m de largo, 32cm 13” de ancho y una altura de 80cm, la cual está diseñada para 8 puestos de trabajo ubicados de forma equitativa a cada lado

de la banda y al final dos selladoras. En este ensamble de ración se llevan a cabo las siguientes actividades:
• Transporte de materia prima al área de ensamble de ración (inicial).
• Surtido: dos operarios surten de materia prima cada puesto de trabajo a lo largo de todo el proceso.
• Ensamble de cada elemento (depende del tipo de ración, algunos son: pan corriente, leche condensada, brownie, energético, pastel de carne, fríjoles con carne o salchicha, ver anexo 2). Al mismo tiempo que el operariodeposita cada producto en la bolsa de ración realiza control de calidad de materia prima, si éste presenta inconsistencias lo depositan en una caja para después ser relacionado (después del ensamble un operario revisalos productos dañados y los relaciona con fecha-proveedor-producto-cantidad-fecha de vencimiento lote- motivo rechazo en la línea de ensamble) y devuelto al proveedor para su cambio.
• Inspección: se lleva a cabo control de calidad, el sellador inspecciona que la ración esté completa.
• Sellado de la bolsa (2 selladoras, 2 operarios).• Encajado e inspección: el operario debe esperar unos
segundos mientras se enfría la ración, en ese momento realiza la inspección y las bolsas que están mal selladas son devueltas al área de sellado. Entre dos operarios empacan 10 raciones por caja y luego ésta pasaa la encintadora.
• Encintado: la caja pasa por una encintadora, la cual cierra la caja arriba y abajo por medio de una cinta transparente.
• Almacenar en estibas: un operario toma la caja después de haber salido de la encintadora y las va acomodando enestibas (48 cajas por estiba), además este operario debeabrir las cajas y dejarlas listas para que el encajador las coja.

• Almacenamiento final: se realiza por medio de un montacargas eléctrico utilizado para la carga de material de difícil manipulación por los operarios debido a sus dimensiones o a su peso. El camión es cargado. Las operaciones que se llevan a cabo son las siguientes:
• Transporte: se realiza el transporte de pedido a la zonade despacho, con el montacargas se lleva el pedido hastalos camiones de despacho.
• Despacho.

5. EJEMPLO APLICADO: PROCESO DE ENSAMBLE
I. IDENTIFICAR LA SITUACIÓN
Identificación de los productos:De acuerdo a las raciones se escogerá a modo de ejemplo la Ración de Campaña Clima General N°6: Con los ingredientes expuestos en la tabla.
Determinar las líneas de producción, ensamble y otras:Para lo anterior, necesitamos de todas las líneas de producción, ensamble y otras.
Determinar la Demanda del cliente: Lotes y las piezas en total.La demanda del cliente serán 100 Raciones, es decir, 10 lotesde 10 raciones cada uno.
II. DETERMINAR TIPO DE KANBANS POR LÍNEA DE PRODUCCIÓN
En cada línea de producto o ensamble se cuenta con los siguientes Kanbans:

Kanban Descripción SimbologíaKanban de Retiro: Kanban de proveedorespara propósitos externos
Es usado como señal para indicar que se necesita retirar partes desde un proveedor externo y transportarlas a un supermercado de partes para los consumidores de los siguientes procesos.
Kanban de Retiro: Kanban entre procesospara propósitos internos
Es usado como señal cuando se necesita retirar (mover) partes de un área de almacenamiento y transportarlas a los siguientes procesos dentro de la planta.
Kanban de Producción:Señal kanban para la programación de los lotes en proceso
Es usada para tener instrucciones de transporte de materiales para los siguientes procesos.
Kanban de Producción:Kanban en proceso para la programación de flujo en los procesos
Es usado para tener una instrucción de transporte de una pequeña cantidad (Producción de una unidad).
III. DETERMINAR FUNCIONAMIENTO
Con la Demanda del cliente se inicia el sistema pull. Es decir, alcliente se envía su pedido, esto gatilla el sistema para comenzar a elaborar lo necesario de acuerdo al proceso precedente y así sucesivamente.

La existencia de Kanban de Producción, kanban en proceso para la programación de flujo en los procesos. Es recomendada pues existenvarios operarios dentro de la línea de producción.
Despacho de pedidos:Como se cuenta con un gran inventario es posible despachar lacantidad de Raciones de Campaña Clima General N°6. Para lo cual se cuenta con el Kanban de Retiro (Kanban de proveedores parapropósitos externos), que todos los lotes de 10 unidades cada lote. Llevan uno este se retira junto con las raciones a despachar. Luego estos Kanban de retiro son llevados a la caja de kanban. Posteriormente, esto genera una reacción en cadena hacia atrás como se describe a continuación.
Ensamble de Ración:Cuenta con una banda transportadora, diseñada para 8 puestos de trabajo, donde en conjunto tienen que ensamblar las 100 raciones para reponerlas. Cada lote cuenta con una tarjeta Kanban de producción (Señal kanban) que para retirarlo se requiere las tarjetas Kanban de retiro (Kanban entre procesos para propósitos internos). Una vez que se retira las raciones a ensamblar el kanban de retiro vuelve a la caja de kanban y elkanban de producción pasa al proceso precedente. La existencia de Kanban de Producción, kanban en proceso para laprogramación de flujo en los procesos. Es recomendada pues existen varios operarios dentro de la línea de producción.
Ensamble de energéticos:Para completar las raciones estas contienen energéticos, por lo que cada lote de energéticos viene identificado con un kanban de producción (Señal Kanban)que para retirarlos es necesario el kanban de retiro (Kanban entre procesos para propósitos internos). Una vez que se retiran los energéticos el kanban de retiro vuelve a la caja de kanban y el kanban de producción es llevado al proceso precedente. La existencia de Kanban de Producción, kanban en proceso para la programación de flujo en los procesos. Es recomendada pues existen varios operariosdentro de la línea de producción.

Marcación de Cajas: Para raciones. Dos operarios realizan esta labor, que consiste en marcar el contenido de la ración. De acuerdo a las raciones que fueron despachadas, la cantidad que se ocupóanteriormente lo cual es posible su búsqueda a la bodega gracias al Kanban de retiro (Kanban entre procesos para propósitos internos) el cual es llevado junto con la materia prima a la línea de ensamble de ración donde al llegar esta es identificada con el Kanban de producción (Señal Kanban). El kanban de retiro vuelve a la caja kanban. La existencia de Kanban de Producción, kanban en proceso para la programación de flujo en los procesos. Es recomendada pues existen varios operarios dentro de la línea de producción.
Marcación de bolsas: Las bolsas son para envolver las materias primas por lo que estas contienen la información de fecha vencimiento, fecha de fabricación y lote. De acuerdo alas raciones que fueron despachadas, la cantidad que se ocupóanteriormente, su búsqueda en la bodega es gracias al Kanban de retiro (Señal Kanban para propósitos internos)el cual es llevado junto con la materia prima a la línea de ensamble de ración donde al llegar esta es identificada con el Kanban de producción (Señal Kanban). El kanban de retiro vuelve a la cajakanban. La existencia de Kanban de Producción, kanban en proceso para la programación de flujo en los procesos. Es recomendada pues existen varios operarios dentro de la línea de producción.
Recepción de Materia prima: Esta se realiza todos los días, yesta es retirada del lugar de almacenamiento con un kanban deretiro (Kanban entre procesos para propósitos internos.) que viaja juntocon la materia prima a la línea de ensamble. Posteriormente el kanban de retiro vuelve a la caja kanban. Cuando ya se empaqueta la materia prima es identificada con el kanban de producción (Señal kanban). La existencia de Kanban de Producción, kanban en proceso para la programación de flujo en los procesos. Es recomendada pues existen varios operariosdentro de la línea de producción.

Esto se repite las veces que sea necesario en este caso son 10 veces, pues pidieron 100 unidades de raciones.

5.1. DIAGRAMAS DE FLUJO.1
La notación corriente en la traficación de procesos es la siguiente:
Operación:
Inspección:
Transporte:
Demora:
Almacenamiento:
1CHASE, Richard; Nicholas Aquilano. Administración y dirección de producción y operaciones.Irwin McGraw Hill, 2000.

4.2 DIAGRAMA DE ENSAMBLE COMIDA MILITAR.

Despacho de pedidos
Kanban Sim bología Kanban de proveedores
Kanban entre procesos
Señal kanban (lotes)
Kanban en proceso (flujo en los procesos)

Ensamble de Ración
Kanban Sim bología Kanban de proveedores
Kanban entre procesos
Señal kanban (lotes)
Kanban en proceso (flujo en los procesos)

Ensamble de energéticos
Kanban Sim bología Kanban de proveedores
Kanban entre procesos
Señal kanban (lotes)
Kanban en proceso (flujo en los procesos)

Marcación de cajas

Kanban Sim bología Kanban de proveedores
Kanban entre procesos
Señal kanban (lotes)
Kanban en proceso (flujo en los procesos)

Marcación de bolsas
Kanban Sim bología Kanban de proveedores
Kanban entre procesos
Señal kanban (lotes)
Kanban en proceso (flujo en los procesos)

Recepción de Materia Prima:
Kanban Simbología
Kanban deproveedoresKanban entre procesosSeñal kanban (lotes)Kanban enproceso (flujo enlos procesos)


LAYOUT DE LA PLANTA
Copyright © 2022 FDOKUMEN




















