Pengutek Edit
29
ABSTRAK Sebuah hasil produk atau benda kerja dapat dikatakan sama dengan yang kita inginkan apabila sudah dilakukan pengukuran dan hasilnya tidak melebihi daerah toleransi. Pengukuran ini dapat berupa pengukuran panjang, massa, sudut, dan lain-lain. Oleh karena itulah pengukuran ini dilakukan untuk lebih memahami cara-cara pengukuran dan jenis-jenis alat ukur serta cara pembacaan pada skala alat ukur ini. Praktikum ini dilakukan dengan menggunakan empat jenis alat ukur yaitu micrometer, jangka sorong, dial indicator, dan bevel protactor. Pada alat ukur micrometer untuk mengukur diameter luar. Jangka sorong untuk mengukur diameter dalam dan kedalaman. Bevel protactor untuk mengukur sudut. Dial indicator untuk mengukur toleransi perbedaan kerataan. Pengukuran ini dilakukan sebanyak lima kali percobaan. Setelah praktikum ini, maka hasil yang diharapkan adalah berupa nilai dari diameter luar, diameter dalam, kedalaman, sudut, dan kedataran.
-
Upload
igde-agung-chandra -
Category
Documents
-
view
24 -
download
5
description
aaa
Transcript of Pengutek Edit

ABSTRAK
Sebuah hasil produk atau benda kerja dapat dikatakan sama dengan yang
kita inginkan apabila sudah dilakukan pengukuran dan hasilnya tidak melebihi
daerah toleransi. Pengukuran ini dapat berupa pengukuran panjang, massa, sudut,
dan lain-lain. Oleh karena itulah pengukuran ini dilakukan untuk lebih memahami
cara-cara pengukuran dan jenis-jenis alat ukur serta cara pembacaan pada skala
alat ukur ini.
Praktikum ini dilakukan dengan menggunakan empat jenis alat ukur yaitu
micrometer, jangka sorong, dial indicator, dan bevel protactor. Pada alat ukur
micrometer untuk mengukur diameter luar. Jangka sorong untuk mengukur
diameter dalam dan kedalaman. Bevel protactor untuk mengukur sudut. Dial
indicator untuk mengukur toleransi perbedaan kerataan. Pengukuran ini dilakukan
sebanyak lima kali percobaan.
Setelah praktikum ini, maka hasil yang diharapkan adalah berupa nilai dari
diameter luar, diameter dalam, kedalaman, sudut, dan kedataran.

BAB I
PENDAHULUAN
1.1 Latar Belakang
Dalam perkembangan industri yang semakin pesat sekarang ini, masalah-
masalah yang muncul juga semakin kompleks. Agar industri dapat menyelesaikan
masalah yang muncul di industri perlu ketersediaan peralatan pengukuran yang
sekaligus ditunjang oleh SDM yang mampu mengoperasikan peralatan
pengukuran dengan baik dan sesuai standar penggunaan alat.
Oleh karena itu perlu dilakukan praktikum pengukuran teknik ini untuk
memberikan pengetahuan kepada mahasiswa agar mampu menggunakan dan
melakukan pengukuran pada beberapa alat ukur seperti micrometer, jangka
sorong, dial indicator dan bevel protactor.
1.2 Perumusan Masalah
Adapun Perumusan masalah dalam praktikum pengukuran teknik ini adalah:
1. Bagaimana mampu menggunakan berbagai jenis alat ukur yaitu
micrometer, jangka sorong, dial indicator dan bevel protector dengan baik
dan benar.
2. Bagaimana mampu menetapkan ukuran benda ukur berdasarkan hasil
pengukuran dengan berbagai jenis alat ukur yaitu micrometer, jangka
sorong, dial indicator dan bevel protector.
1.3 Tujuan Percobaan
Tujuan dari praktikum pengukuran teknik adalah :
1. Mampu menggunakan berbagai jenis alat ukur yaitu micrometer, jangka
sorong, dial indicator dan bevel protector dengan baik dan benar.

2. Mampu menetapkan ukuran benda ukur berdasarkan hasil pengukuran
dengan berbagai jenis alat ukur yaitu micrometer, jangka sorong, dial
indicator dan bevel protector.
1.4 Manfaat Percobaan
Batasan masalah dari praktikum pengukuran teknik adalah :
1. Peralatan atau alat ukur telah dikalibrasi dengan baik
2. Suhu ruangan dianggap sesuai dan tidak mempengaruhi hasil pengukuran
3. Meja yang digunakan pada saat pengukuran dianggap rata
4. Tidak ada getaran yang mempengaruhi hasil pengukuran
1.5 Sistematika Laporan
Adapun Sistematika Laporan Pengukuran Teknik ini adalah Bab I
Pendahuluan berisi tentang latar belakang masalah, perumusan masalah, batasan
masalah, tujuan praktikum, manfaat praktikum, dan sistematika laporan.
Bab II Dasar Teori berisi teori-teori pengukuran, sifat-sifat alat ukur,
faktor kesalahan pengukur, dan perbedaan presisi dan akurasi.
Selanjutnya Bab III Metodologi Percobaan berisi tentang peralatan yang
digunakan dan langkah-langkah percobaan.
Kemudian Bab IV Analisa Data dan Pembahasan berisi tentang data
acuan, data praktikan, contoh perhitungan standar deviasi dan rata-rata, dan
pembahasan.
Dan yang terakhir Bab V Kesimpulan dan Saran berisi tentang
kesimpulan dan saran.

BAB II
DASAR TEORI
2.1 Pengukuran
Pengukuran adalah membandingkan suatu besaran dengan besaran
standart. Alat yang digunakan pada proses pengukuran disebut alat ukur. Jenis alat
ukur yang dikenal dalam metrologi industri amat beraneka ragam, mulai dari yang
umum penggunaanya sampai dengan yang khusus dibuat untuk tujuan pengukuran
tertentu.
Alat ukur dapat diterangkan dari segi pemakaiannya, maka secara garis
besar dapat dikelompokkan sebagai berikut :
1. Alat ukur linier langsung (direct linier measuring instrument)
2. Alat ukur linier tak langsung (indirect linier measuring instrument)
3. Alat ukur sudut (angle measuring instrument)
4. Alat ukur kedataran (horizontal aligment), kelurusan (straighness) dan kerataan
(flatness)
5. Metrologi ulir (screw thread metrology)
6. Metrologi roda gigi (gear metrology)
7. Alat ukur kebulatan (roundness) dan beberapa kesalahan bentuk (form
deviation)
8. Alat ukur kekasaran permukaan (surface roughness measuring instrument)
2.1.1 Alat Ukur dan Bagian-bagiannya
Sesuai dengan jenis pengukurannya, maka dikenal dua jenis alat ukur
linier. Yaitu alat ukur linier langsung dan alat ukur linier tak langsung. Alat ukur
linier langsung adalah alat ukur yang hasil pengukurannya dapat langsung dibaca

pada bagian penunjuk (skala) dari alat ukur tersebut. Berikut adalah jenis-jenis
dari alat ukur linier langsung :
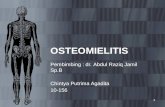
2.1.1.1 Jangka sorong
Prinsip dari jangka sorong sama seperti mistar ukur yaitu dengan adanya
skala linier pada batangnya. Terdapat rahang ukur tetap dan rahang ukur gerak
yang berfungsi sebagai sensor untuk menjepit benda ukur sewaktu melakukan
pengukuran. Permukaan kedua rahang ukur ini dibuat sejajar dan relative kecil
untuk menghindari kesalahan ukur. Batang ukurnya dibuat kaku dengan
permukaan yang keras sehingga tidak mudah melentur dan tahan aus. Sebab
rahang ukur gerak harus menggeser pada batang ini. Pembacaan skala linier
atau skala utama dilakukan melalui garis indeks yang terletak pada peluncur
(yang bersatu dengan rahang ukur gerak) dan kecermatan pembacaannya dapat
lebih baik dari mistar ukur (lebih kecil dari 0,5 mm) karena dibantu dengan
skala nonius.
Gambar 2.1 Bagian-bagian Jangka Sorong
Bagian-bagian jangka sorong adalah terdiri dari :
1. Kunci peluncur
2. Kunci penggerak halus
3. Skala utama
4. Batang ukur
5. Penggerak halus

6. Lidah pengukur kedalaman
7. Peluncur
8. Sensor gerak (rahang ukur gerak)
9. Sensor tetap (rahang ukur tetap)
10. nonius
Pada jenis pertama, untuk pengukurannya dimensi dalam maka harga yang
dibaca pada skala linier harus ditambah dengan tebal dari ujung kedua rahang
ukur. Biasanya dengan mistar ingsut ini mempunyai kapasitas ukur sampai
dengan 150 mm. Sedangkan untuk jenis yang besar dapat sampai 1000 mm.
Kecermatan pembacaan tergantung dari skala nonius nya, dalam hal ini adalah
0,1 ; 0,05 atau 0,02 mm.
Benda ukur ditahan pada salah satu sisi/permukaannya oleh rahang ukur
tetap, kemudian peluncur digeserkan sehingga rahang ukur gerak menempel
pada sisi lainnya. Pada saat benda ukur dijepit seperti ini pengukur dapat
membaca posisi garis indeks pada skala ukur(atau lebih dahulu mistar ingsut
dikeluarkan dari benda ukur dengan hati-hati tanpa mengubah posisi rahang
ukur tetap, bila perlu dikunci, kemudian baru dibaca hasil pengukurannya.
Karena dipakai dengan cara seperti ini, permukaan batang ukur harus relatif
keras dan tahan aus dan dirancang dengan ketelitian geometrik yang tinggi.
Beberapa hal yang harus diperhatikan saat memakai jangka sorong adalah:
- Rahang ukur gerak(peluncur) harus dapat meluncur pada batang ukur dengan
baik tanpa bergoyang
- Periksa kedudukan nol serta kesejajaran permukaan kedua rahang dengan
cara mengatupkan rahang
- Benda ukur sedapat mungkin jangan diukur hanya dengan menggunakan
ujung rahang ukur(harus agak kedalam)
- Tekanan pengukuran jangan terlampau kuat yang bisa melenturkan rahang
ukur ataupun lidah ukur

- Pembacaan skala nonius mungkin dilakukan setelah mistar ingsut diangkat
dari objek ukur dengan hati-hati (setelah peluncur dimatikan)
2.1.1.2 Mikrometer
Mikrometer merupakan alat ukur linier yang mempunyai kecermatan yang
lebih baik daripada jangka sorong. Pada micrometer mempunyai kecermatan
sampai 0,01 mm. Kadang adapula yang dibuat dengan kecermatan 0,0005 mm;
0,002 mm; 0,001 mm dan bahkan sampai 0,0005mm, meskipun demikian
karena keterbatasan dari ketelitian pembuatan ulir yang merupakan komponen
utama dari sistem pengubah ini, maka derajat kepercayaan atau hasil
pengukuran akan turun apabila mikrometer tersebut mempunyai kecermatan
yang lebih kecil dari 0,005 mm.
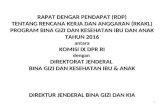
Komponen terpenting dari mikrometer adalah ulir utama. Dengan
memutar silinder putar satu kali maka poros ukur akan bergerak linier
sepanjang satu kisar sesuai dengan kisar(pitch) dari ulir utama(biasanya 0,5
mm). Meskipun ulir utama ini dibuat dengan teliti akan tetapi kesalahan selalu
ada. Untuk membatasi kesalahan komulatif kisar maka biasanya panjang dari
ulir utama(jarak gerak dari poros ukur) hanya dibuat sampai 25mm.
Gambar 2.2 Bagian-bagian Micrometer
Beberapa hal yang perlu diperhatikan sewaktu menggunakan mikrometer
adalah sebagai berikut :

1. Permukaan benda ukur dan mulut ukur dari mikrometer harus
dibersihkan terlebih dahulu.
2. Sebelum dipakai kedudukan nol dari mikrometer harus diperiksa
3. Bukalah mulut ukur sampai sedikit melebihi dimensi objek ukur.
Apabila dimensi tersebut cukup lebar maka poros ukur dapat
digerakkan dengan cara menggelindingkan silinder putar
4. Benda ukur dipegang dengan tangan kiri dan mikrometer dengan
tangan kanan
5. Pada waktu mengukur, maka penekanan poros ukur pada benda ukur
tidak boleh terlalu keras sehingga memungkinkan adanya deformasi
dari benda ukur maupun alat ukurnya sendiri
Mikrometer dibuat dalam berbagai bentuk yang masing-masing
mempunyai kegunaan tertentu. Beberapa jenis mikrometer adalah sebagai
berikut :
1. Mikrometer luar (outside micrometer)
2. Mikrometer indicator (indicating micrometer)
3. Mikrometer batas (limit micrometer)
4. Mikrometer bangku (bench micrometer)
5. Mikrometer dalam (inside mikrometer)
6. Dan lain-lain
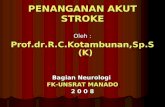
2.1.1.3 Dial Indicator (Jam Ukur)
Dial indikator(jam ukur) merupakan alat ukur pembanding yang banyak
digunakan dalam industri permesinan, bagian produks maupun pada bagian

pengukuran. Prinsip kerjanya adalah secara mekanis, dimana gerakan linier
dari sensor dirubah menjadi gerakan putaran dari jarum penunjuk pada piringan
yang berskala dengan perantaraan batang bergigi dan susunan roda gigi.
Gambar 2.3 Dial Indicator dan Bagian-bagiannya
Pegas koil berfungsi sebagai penekan batang bergigi sehingga sensor
selalu menekan kebawah, sedangkan pegas spiral berfungsi sebagai penekan
sistem tranmisi roda gigi sehingga permukaan gigi yang berpasangan selalu
menekan pada sisi yang sama untuk kedua arah putaran guna menghindari
backlash yang terjadi karena profil gigi yang tidak sempurna atau karena
keausan.
Kecermatan pembacaan skala adalah 0,01 ; 0,005 atau 0,002 mm dengan
kapasitas ukur yang berbeda, misalnya 20, 10, 5, 2 atau 1 mm. Untuk kapasitas
ukur yang besar biasanya dilengkapi dengan jam kecil pada piringan jam yang
besar, dimana satu putaran penuh dari jarum yang besar adalah sesuai dengan
satu angka dari jam yang kecil.
Dalam pemakaiannya, jam ukur dipasangkan pada dudukan. Tinggi sensor
disesuaikan dengan tinggi nominal dari produk yang akan diperiksa
dimensinya. Dalam proses produksi, jam ukur dapat dipasang pada mesin
perkakas pada tempat dan posisi tertentu sedemikian rupa sehingga pada saat
permesinan hampir berakhir maka melalui jam ukur gerakan perkakas potong
relaif terhadap benda kerja dapat dibaca oleh operator sehingga proses
permesinan dapat dihentikan tepat pada waktunya.
2.1.1.4 Bevel Protector (Busur Bilah)

Bevel protector adalah alat ukur sudut antara dua permukaan benda ukur
dengan kecermatan lebih kecil dari satu derajat.
Gambar 2.4 Bevel Protractor dan Bagian-bagiannya
Bagian-bagian utama dari bevel protector adalah :
Badan atau piringan dasar. Berupa lingkaran penuh berdiameter +-
55mm. Permukaan bawahnya rata dan tepi permukaan atasnyaterdapat
skala 0o – 90o ; 0o – 90o (skala kiri dan skala kanan)
Pelat dasar, bersatu dengan piringan dasar. Panjang, lebar dan tebalnya
+- 90x15x7mm. Sisi kerjanya diatas dan lurus serta toleransi kerataan
0,01mm
Piringan indeks. Titik pusat putarannya berhimpit dengan pusat piringan
dasar. Terdapat garis indeks dan skala nonius, biasanya dengan
kecermatan sampai 5menit, kadang dilengkapi pemutar halus.
Bilah Utama. Dapat diatur kedudukannya dengan kunci yang ada pada
piringan indeks. Dimensi +- 150/300x13x12mm. Kedua ujungnya
menyudut 45o dan 60o, kedua tepi dibuat lurus dan toleransi kerataan 0,02
; 0,03 mm untuk seluruh panjang
Piringan indeks dapat berputar bersama-sama dengan bilah utama dan dapat
dikunci kedudukannya terhadap piringan dasar untuk memudahkan pembacaan

skala. Busur bilah universal mempunyai bilah bantu yang dipasang tegak lurus,
sehingga memudahkan pengukuran. Jenis yang lain memakai sistem optis untuk
pembacaan skala, sehingga kecermatannya sampai 2menit.
Hal-hal yang harus diperhatikan dalam pemakaian bevel protector :
1. Permukaan benda ukur dan permukaan kerja bevel protector harus bersih
2. Bidang dari bevel protector harus berimpit atau sejajar sudut yang diukur
3. Sisi kerja dari pelat dasar dan salah satu sisi dari bilah utama harus betul-
betul berimpit dengan permukaan benda ukur
Harga sudut dibaca pada kedudukan bilah utama berimpit dengan permukaan
ukur, atau kunci terlebih dahulu piringan indeks kemudian baru dibaca harga
sudut dengan cara memiringkan busur bilah untuk mempermudah pembacaan
skala noniusnya.
Pemakaian bevel protector(busur bilah) adalah sebagai berikut :
Posisi bilah utama terhadap pelat dasar adalah tegak lurus
Diputar kebalikan jarum jam
- Digunakan skala nonius kanan
- Sudut yang terbaca adalah dari bilah utama ke pelat dasar kebalikan jarum
jam
- Sudut pelurus adalah dari pelat dasar ke bilah utama, kebalikan jarum jam
Diputar searah jarum jam
- Digunakan skala nonius kiri
- Induk yang terbaca adalah dari bilah utama ke pelat dasar, searah jarum
jam
- Sudut pelurus adalah dari pelat dasar ke bilah utama, searah jarum jam
2.2 Sifat-sifat Alat Ukur

Setiap alat ukur mempunyai sifat yang bermacam-macam, dibawah ini ada
beberapa sifat yang umum dimiliki oleh alat ukur, antara lain :
1. Tracebility (mampu ukur)/ kalibrasi
Kalibrasi/ peneraan mencocokkan harga-harga(bukan satu harga) yang
tercantum pada alat ukur dengan harga-harga yang standart(harga sebenarnya)
Kalibrasi diwajibkan bagi alat ukur yang :
- Baru selesai dibuat(baru sama sekali)
- Telah lama dipakai (karena aus)
2. Sensitivity
Kemampuan alat ukur untuk merasakan dan menunjukkan suatu perbedaan
yang relatif kecil dari harga yang diukur (yang dideteksi sensor)
3. Readibility (kemudahan baca)
Kemampuan alat ukur (bagian penunjuk) untuk menunjukkan harga dengan
jelas dan berarti sehingga menghindarkan salah baca.
Usahanya antara lain :
- Garis skala, garis indeks, jarum penunjuk dipertipis
- Pemakaian skala linier, skala nonius
- Jarak garis skala cukup terpisah dengan jelas
4. Floating (pengambangan)
Jarum berubah-ubah posisinya dengan cepat ( angka paling akhir penunjuk
digital berubah-ubah) karena adanya gangguan pada sensor (getaran) dan noise
pada sistem getaran. Proses pengukuran harus bebas getaran (sangat
berpengaruh pada komparator peka)
5. Histerisis
Perbedaan harga(sistematik) hasil proses pengukuran yang dilakukan secara
kontinu/berurutan dalam dua arah yang berbeda (dari skala nol maksimum
nol)
6. Passivity, kelambatan reaksi
Keterlambatan reaksi, sensor berubah posisi(kecil) tetapi jarum penunjuk tetap
diam(benda ukur berubah) atau sensor berubah posisi, tetapi jarum penunjuk
terlambat bereaksi
7. Zero stability

Kestabilan nol, kemampuan jarum penunjuk untuk kembali ke posisi semula
bila benda ukur diambil
8. Kepresisian
Ketepatan, hasil pengukuran yang didapatkan sama setelah diulang secara
identik
9. Keakuratan
Ketika diukur ulang nilainya hampir sama.
2.3 Faktor Kesalahan Pengukuran
Pada saat proses pengukuran, tidak selalu hasil yang didapatkan itu akurat.
Hal ini biasanya disebabkan karena adanya kesalahan rambang, yaitu ditentukan
dengan melakukan pengukuran berulang-ulang. Kesalahan rambang ini misalnya
adalah :
1. Penyimpangan yang berasal dari benda ukur
Peralatan belum dikalibrasi dengan baik, kerataan dan kesejajaran sensor
2. Penyimpangan yang berasal dari posisi pengukuran
Kesalahan kosinus: karena pengambilan posisi pengukuran yang salah,
garis pengukuran membuat sudut terhadap garis dimensi
3. Penyimpangan yang berasal dari kondisi lingkungan
Misalnya: cahaya, kotor/debu, getaran, temperatur
2.4 Perbedaan Presisi dan Akurasi
2.4.1. Presisi
Presisi adalah istilah untuk menggambarkan tingkat kebebasan alat
ukur dari kesalahan acak. Jika pengukuran individual Dilakukan berulang-
ulang, maka sebran hasil pembacaan akan berubah-ubah disekitar nilai
rata-ratanya. Presisi tinggi dari alat ukur tidak mempunyai implikasi
terhadap akurasi pengukuran. Alat ukur yang mempunyai presisi tinggi

belum tentu alat ukur tersebut mempunyai akurasi tinggi. Akurasi rendah
dari alat ukur yang mempunyai presisi tinggi pada umum nya disebabkan
oleh bias dari pengukuran, yang bisa dihilangkan dengan kalibrasi. Dua
istilah yang mempunyai arti mirip dengan presisi adalah repeatability dan
reproducibility. Repeability digunakan untukmenggambarkan kedekatan
(closeness) keluaran pembacaan bila dimasukkan yang sama digunakan
secara berulang-ulang pada periode waktu yang singkat pada kondisi dan
lokasi pengukuran yang sama, dan dengan alat ukur yang sama.
Reproducibility digunakan untuk menggambar kedekatan (closeness)
keluaran pembacaan bila masukan yang sama digunakan secara
berulangulang. Persamaa pada keduanya adalah menggambarkan sebaran
keluaranpembacaan induvidual untuk masukan yang sama. Sebaran
akanmengacu pada repeatability bila kondisi pengukurannya tetap,
danakan mengacu reproducibility kondisi pengukurannya berubah.Derajat
repeatability dan reproducibility dlm. pengukuran hanyamerupakan
alternatif untuk mengekspresikan presisi dari sebuah alat ukur.
2.4.2 Akurasi
Akurasi pengukuran atau pembacaan adalah istilah yang sangat
relatif. Akurasi didefinisikan sebagai beda atau kedekatan (closeness)
antara nilai yang terbaca dari alat ukur dengan nilai sebenarnya. Dalam
eksperiman, nilai sebenarnya yang tidak pernah diketahui diganti dengan
suatu nilai standar yang diakui secara konvensional. Secara umum akurasi
sebuah alat ukur ditentukan dengan cara kalibrasi pada kondisi operasi
tertentu dandapat diekspresikan dalam bentuk plus-minus atau presentasi
dalam skala tertentu atau pada titik pengukuran yang spesifik. Semua alat
ukur dapat diklasifikasikan dalam tingkat atau kelas yang berbeda-beda,
tergantung pada akurasinya. Sedang akurasi dari sebuah sistem tergantung
pada akurasi Individual elemen pengindra primer, elemen skunder dan alat
manipulasi Yang lain.
TAMBAH DIAGARAM RADAR!!!!!!!!!!!!!!!


BAB III
METODOLOGI PERCOBAAN
3.1 Peralatan Percobaan
Peralatan yang digunakan pada percobaan ini adalah :
1. Micrometer
2. Jangka sorong
3. Dial indicator
4. Bevel protector
3.2 Langkah Percobaan
3.2.1 Micrometer
1. Alat ukur yang dipakai ditentukan ketelitiannya
2. Permukaan benda ukur dan mulut ukur harus dibersihkan terlebih dahulu
3. Kedudukan titik nol dari micrometer diperiksa, alat disetel terlebih dahulu
4. Mulut ukur dibuka sampai melebihi dimensi benda ukur. Poros ukur
digunakan untuk membuka mulut ukur.
5. Pada waktu mengukur, penekanan poros ukur pada benda ukur tidak boleh
terlalu keras. Pembatas momen putar digunakan ke titik poros untuk
mencapai benda ukur
6. Pengukuran dilakukan dan dicatat pada lembar data
7. Pengukuran dilakukan sampai 5 kali pengambilan data
3.2.2 Jangka Sorong
1. Kecermatan dari jangka sorong yang digunakan ditentukan sebelum
dilakukan pengukuran
2. jJangka sorong dan benda yang akan diukur dibersihkan sebelum
dilakukan pengukuran

3. Sebelum jangka sorong digunakan dipastikan skala nonius dapat bergeser
dengan bebas
4. Angka “0” dipastikan pada kedua skala bertemu dengan tepat
5. Sewaktu mengukur benda yang diukur diusahakan sedekat mungkin
dengan skala utama.
6. Jangka sorong ditempatkan tegak lurus dengan benda yang diukur
7. Tekanan pengukuran tidak boleh terlalu kuat, karena akan menyebabkan
terjadinya pembengkokan pada rahang ukur maupun pada lidah pengukur
kedalaman
8. Baut pengunci dikencangkan agar rahang tidak bergeser, tetapi tidak boleh
terlalu kuat karena bisa menimbulkan keruusakan alat ukur
9. Pengukuran diameter luar, diameter dalam dan kedalaman dilakukan
10. Hasil pengukuran dicatat pada lembar data
11. Langkah 10-11 diulangi sebanyak 5 kali untuk masing-masing pengukuran
3.2.3 Dial Indicator
Gambar 3.1 Skema Dial Indicator
1. Alat diset seperti gambar
2. Pengukuran ketinggian benda ukur pada suatu titik dilakukan
3. Hasil pengukuran dicacat pada lembar data
4. Langkah 1-2 diulangi sebanyak 5 kali
3.2.4 Bevel Protector

Gambar 3.2 Bevel Protractor
1. Pengukuran dilakukan seperti sudut a pada benda seperti pada gambar
2. Hasil pengukuran dicacat pada lembar data
Langkah 1-2 diulangi sebanyak 5 kali

BAB IV
ANALISA DATA DAN PEMBAHASAN
4.1 Data Acuan
Data acuan yang digunakan untuk melakukan analisa data dan pembahasan
adalah sebagai berikut:
Tabel 4.1 Data Acuan
4.2 Data Praktikan
4.2.1 Jangka Sorong
A. Diameter Luar
Tabel 4.2 Data Praktikan Jangka Sorong (diameter luar)
PraktikanDiameter luar
Khafid Iga Esty Alfons Rifqy Sariadi Tari data acuan1 63.55 63.7 63.6 63.55 63.6 63.55 63.55 63.62 63.55 63.7 63.7 63.7 63.55 63.55 63.55 63.63 63.55 63.8 63.55 63.75 63.6 63.55 63.6 63.64 63.55 63.8 63.7 63.8 63.6 63.55 63.55 63.65 63.55 63.7 63.6 63.7 63.65 63.55 63.6 63.6
B. Diameter Dalam
Tabel 4.3 Data Praktikan Jangka Sorong (diameter dalam)
PraktikanDiameter dalam
Khafid Iga Esty Alfons Rifqy Sariadi Taridata acuan
1 56.4 56.1 56.1 56.4 56.1 56.4 56.4 56.452 56.35 56.1 56.2 56.1 56.2 56.35 56.35 56.453 56.2 56.2 56.2 55.3 56.2 56.4 56.5 56.454 56.35 56.25 56.1 56.5 56.4 56.4 56.4 56.455 56.35 56.2 56.2 56.3 56.2 56.4 56.3 56.45
No Jenis Pengukuran Data Acuan
1 Jangka SorongDiameter luar 63.60 mmDiameter dalam 56.45 mmKedalaman 41.00 mm
4 Mikrometer Diameter luar 5.43 mm5 Bevel Protractor 140ᵒ 50’ = 140,83ᵒ6 Dial Indicator 670 μm

C. Kedalaman
Tabel 4.3 Data Praktikan Jangka Sorong (kedalaman)
PraktikanKedalaman
Khafid Iga Esty Alfons Rifqy Sariadi Tari data acuan1 40.85 39.4 40.9 40.85 40.75 40.85 40.75 412 40.8 40.2 40.8 40.85 40.6 40.9 41.15 413 40.8 39.45 40.8 40.9 40.7 40.85 41 414 40.85 40.25 40.8 40.95 40.75 40.85 40.85 415 40.85 39.45 40.9 41 40.75 40.85 40.85 41
4.2.2 Mikrometer
Tabel 4.4 Data Praktikan Mikrometer Jangka Sorong (diameter luar)
Praktikan Khafid Iga Esty Alfons Rifqy Sariadi Taridata acuan
1 5.44 5.44 5.44 5.4 5.42 5.42 5.44 5.432 5.44 5.44 5.44 5.45 5.43 5.43 5.44 5.433 5.44 5.44 5.44 5.44 5.42 5.42 5.44 5.434 5.45 5.44 5.44 5.44 5.42 5.42 5.43 5.435 5.44 5.43 5.43 5.45 5.42 5.42 5.45 5.43
4.2.3 Bevel Protactor
Tabel 4.5 Data Praktikan Bevel protactor (sudut)
Praktikan Khafid Iga Esty Alfons Rifqy Sariadi Taridata acuan
1 140.5 140.5 140.75 140.33 140.5 140.67 140.42 140.832 140.16 140.916 140.67 140.5 140.5 140.58 140.5 140.833 140.5 140.916 140.75 140.31 140.58 140.67 140.5 140.834 140.16 140.916 140.75 140.16 140.5 140.58 140.33 140.835 140.16 140.916 140.67 140.5 140.41 140.58 140 140.83
4.2.4 Dial Indikator

Tabel 4.6 Data Praktikan Dial Indikator
Praktikan Khafid Iga Esty Alfons Rifqy Sariadi Taridata acuan
1 675 676 678 689 682 677 665 6702 678 676 676 689 674 675 665 6703 677 677 677 674 681 676 664 6704 674 676 678 676 680 677 668 6705 678 679 678 674 681 676 670 670
4.3 Contoh PerhitunganContoh perhitungan menggunakan data dari praktikan Iga
4.3.1 Percobaan jangka sorong
4.3.1.1 Diameter luar
Mean
= x1 + x2 + x3 + x4 + x5
n
= 63.7+ 63.7+ 63.8+ 63.8+ 63.7
5
= 63.74(0.0548)
Standar Deviasi
= 0.07155
Ditulis lengkap
4.4 Pembahasan
4.4.1 Jangka Sorong
4.4.1.1 Diameter Luar

a. Grafik
b. One Sample T
Hipotesis
Ho : miyu1 = data acuan
H1 : miyu 1 tidak sma dengan data acuan
c. One Way ANOVA
Hipotesis
Ho : miyu1 = miyu 2= miyu3= miyu ke n
H1 : salah satu miyu ada yang tidak sma
d. Pembahasan
Paragraph 1 : pembahsan grafik (hasil grafik dibuat paragraph), axis name nya pengukuran keberapa, ordinat namenya hasil
Paragraph 2 : pembahasan b, mean dan standar deviasi, hipotesis dibhas, siapa saja yang paling teliti dan paling tepat, siapa saja yang paling tidak teliti dan tidak tepat
Paragraph 3 : pembahsan c, dilihat P value, hipotesis dibahas, data bisa dikatakan seragam atau tidak dilhat dari harga P value
Paragraph 4 : factor2 kesalahan yang mungkin terjadi selama praktikum (misalnya kenapa data tidak seragam?), pengertian ho dan h1, nama praktikan yg datanya diterima dan ditolak berdasarkan one sample T
P< alfa maka Ho ditolak
P> alfa maka Ho diterima
Mean untuk acuan teliti atau tidak
Standar Deviasi acuan presisi atau tidak
One sample T pendekatan data praktikan dengan data acuan
ANOVA keseragaman data antara praktikan