Modul II - Kelompok 4
44
LAPORAN PRAKTIKUM MODUL II PERENCANAAN PROSES Mata Kuliah : Perancangan Teknik Industri Nama Dosen : Muslimin ST Nama Mahasiswa : Tresna Isabella C. Sihombing Rizqi Faisal Bima Prasetya Simawang Hardika Eka Muhammad Fata AF. Sutadiredja Jurusan Teknik Industri Fakultas Sains dan Teknologi
Transcript of Modul II - Kelompok 4

LAPORAN PRAKTIKUM
MODUL II
PERENCANAAN PROSES
Mata Kuliah : Perancangan Teknik Industri
Nama Dosen : Muslimin ST
Nama Mahasiswa : Tresna Isabella C. Sihombing
Rizqi Faisal
Bima Prasetya Simawang
Hardika Eka
Muhammad Fata AF. Sutadiredja
Jurusan Teknik Industri
Fakultas Sains dan Teknologi
Universitas Al Azhar Indonesia
Jakarta
2010

BAB I
PENDAHULUAN
LATAR BELAKANG
Sebelum proses fabrikasi dan perakitan dalam proses manufaktur terlebih dahulu
kami membuat skema perencanaan proses dari awal sampai produk jadi, tentunya dalam
proses produksi kami membutuhkan material, komponen, tenaga kerja, dan alat
pemesinan.
Maka dari itu, untuk mempermudah proses manufaktur dibutuhkan suatu gambaran
atau skema proses agar dapat dilihat alur aktivitas apa saja yang dibutuhkan dalam
pengerjaannya. Skema atau sekumpulan alur proses ini disebut perencanaan proses.
RUMUSAN MASALAH
1. Bagaimana membuat alur produksi ke dalam perencanaan proses?
2. Bagaimana cara membuat assembly chart, bill of material, presedence diagram?
3. Apakah ragum yang diproduksi hasilnya sesuai dengan perencanaan proses yang telah
dibuat?
TUJUAN
1. Mampu mencantumkan alur produksi ke dalam perencanaan proses.
2. Mampu membuat assembly chart, bill of material, presedence diagram.
3. Mampu memproduksi ragum sesuai dengan perencenaan proses yang telah dibuat.

FLOW CHART

BAB II
LANDASAN TEORI
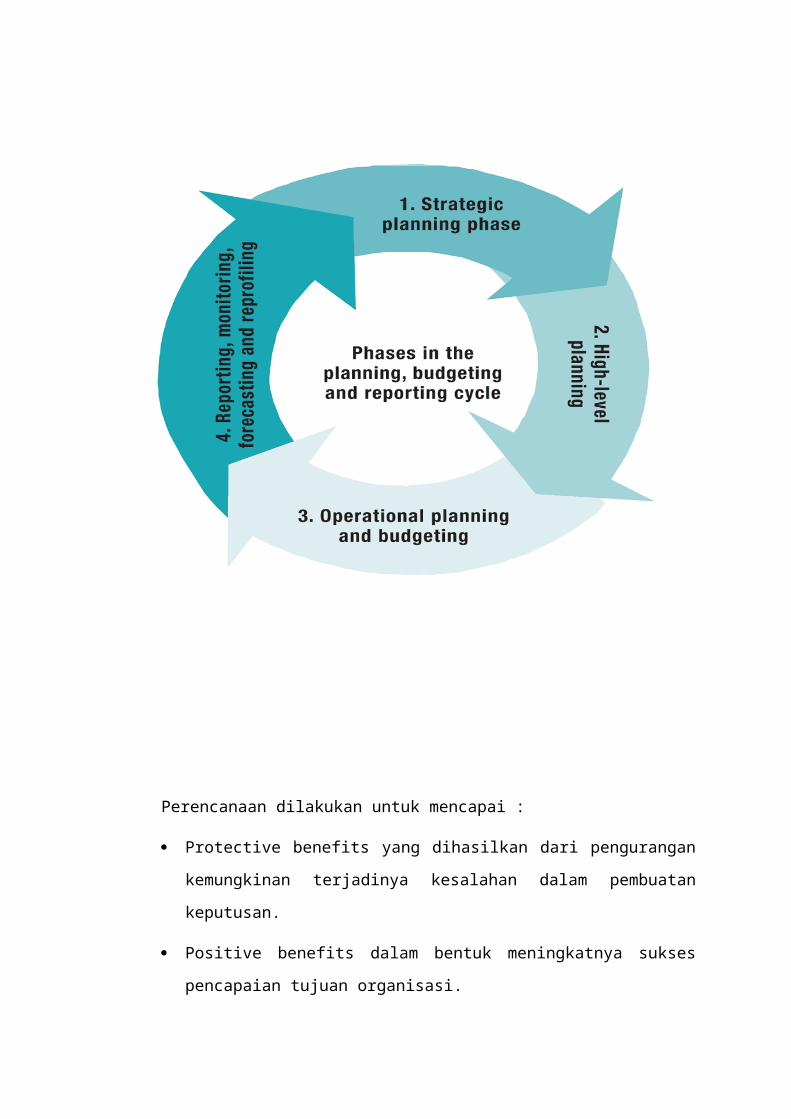
1. Perencanaan Proses (Planning Process)
Perencanaan adalah pemilihan atau penetapan tujuan tujuan organisasi dan
penentuan strategi, kebijaksanaan, proyek, program, prosedur, metoda, sistem,
anggaran dan standar yang dibutuhkan untuk mencapai tujuan. Perencanaan dapat
dilihat dari 3 hal :
Dari sisi proses
Fungsi perencanaan adalah proses dasar yang digunakan untuk memilih tujuan
dan menentukan bagaimana tujuan tersebut akan dicapai.
Dari sisi fungsi manajemen
Perencanaan adalah fungsi dimana pimpinan menggunakan pengaruh atas
wewenangnya untuk menentukan atau merubah tujuan dan kegiatan organisasi.
Dari sisi pengambilan keputusan
Perencanaan merupakan pengambilan keputusan untuk jangka waktu yang
panjang atau yang akan datang mengenai apa yang akan dilakukan, bagaimana
melakukannya, bilamana dan siapa yang akan melakukannya, dimana keputusan
yang diambil belum tentu sesuai hingga implementasi perencanaan tersebut
dibuktikan di kemudian hari.
Tahapan dalam dalam Perencanaan :
Tahap 1: Menetapkan tujuan atau serangkaian tujuan. Perencanaan dimulai
dengan keputusan-keputusan tentang keinginan atau kebutuhan organisasi atau
kelompok kerja.
Tahap 2 : Merumuskan keadaan saat ini. Pemahaman akan posisi perusahaan
sekarang dari tujuan yang hendak dicapai atau sumber daya-sumber daya yang
tersedia untuk pencapaian tujuan.

Tahap 3 : Mengidentifikasikan segala kemudahan dan hambatan. Segala
kekuatan dan kelemahan serta kemudahan dan hambatanperlu diidentifikasikan
untuk mengukur kemampuan organisasi dalam mencapai tujuan.
Tahap 4 : Mengembangkan rencana atau serangkaian kegiatan untuk
pencapaian tujuan.Tahap terakhir dalam proses perencanaan meliputi
pengembangan berbagai alternatif kegiatan untuk mencapaian tujuan, penilaian
alternatif-alternatif tersebut dan pemilihan alternatif terbaik (paling
memuaskan) di antara berbagai alternatif yang ada.

Perencanaan dilakukan untuk mencapai :
Protective benefits yang dihasilkan dari pengurangan kemungkinan terjadinya
kesalahan dalam pembuatan keputusan.
Positive benefits dalam bentuk meningkatnya sukses pencapaian tujuan
organisasi.
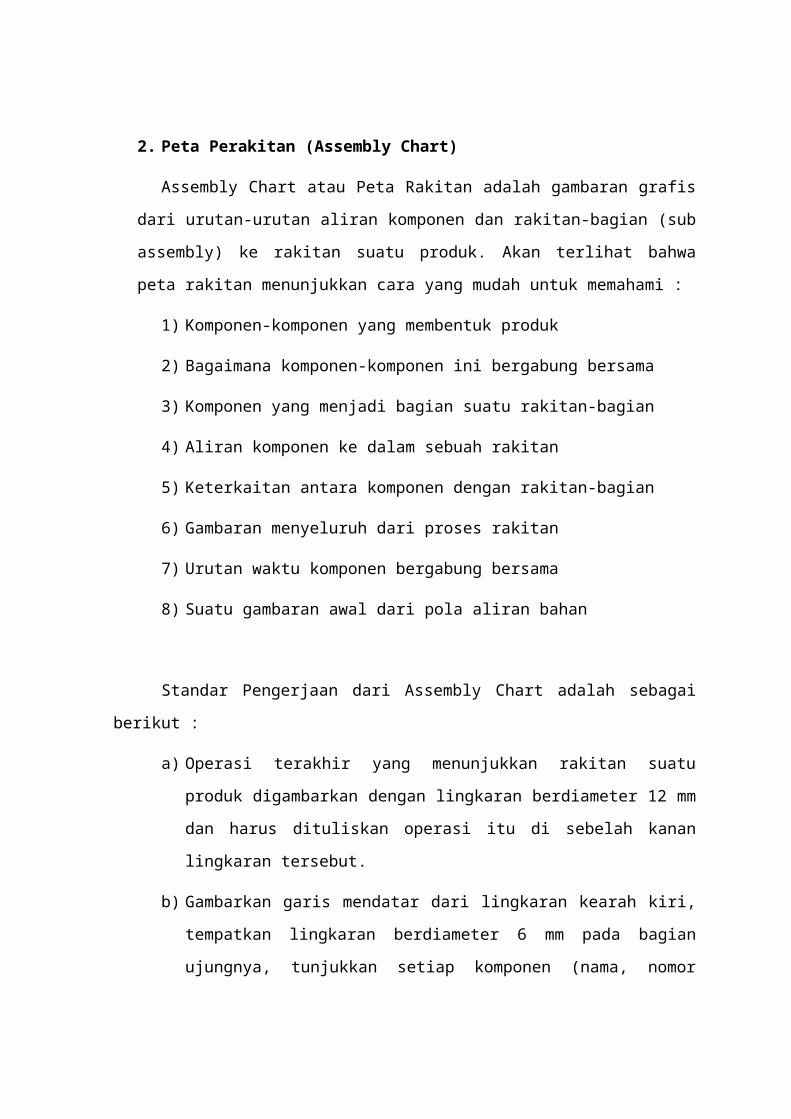
2. Peta Perakitan (Assembly Chart)
Assembly Chart atau Peta Rakitan adalah gambaran grafis dari urutan-urutan aliran
komponen dan rakitan-bagian (sub assembly) ke rakitan suatu produk. Akan terlihat
bahwa peta rakitan menunjukkan cara yang mudah untuk memahami :
1) Komponen-komponen yang membentuk produk
2) Bagaimana komponen-komponen ini bergabung bersama
3) Komponen yang menjadi bagian suatu rakitan-bagian
4) Aliran komponen ke dalam sebuah rakitan
5) Keterkaitan antara komponen dengan rakitan-bagian
6) Gambaran menyeluruh dari proses rakitan
7) Urutan waktu komponen bergabung bersama
8) Suatu gambaran awal dari pola aliran bahan
Standar Pengerjaan dari Assembly Chart adalah sebagai berikut :
a) Operasi terakhir yang menunjukkan rakitan suatu produk digambarkan dengan
lingkaran berdiameter 12 mm dan harus dituliskan operasi itu di sebelah kanan
lingkaran tersebut.
b) Gambarkan garis mendatar dari lingkaran kearah kiri, tempatkan lingkaran
berdiameter 6 mm pada bagian ujungnya, tunjukkan setiap komponen (nama,
nomor komponen, jumlah, dsb) yang dirakit pada proses tersebut.
c) Jika yang dihadapi adalah rakitan-bagian, maka buat garis tadi sebagian dan
akhiri dengan lingkaran berdiameter 9 mm, garis yang menunjukkan komponen
mandiri harus ditarik ke sebelah kiri dan diakhiri dengan diameter 6 mm.
d) Jika operasi rakitan terakhir dan komponen-komponennya selesai dicatat,
gambarkan garis tegak pendek dari garis lingkaran 9 mm ke atas, memasuki
lingkaran 12 mm yang menunjukkan operasi rakitan sebelum operasi rakitan
yang telah digambarkan pada langkah 2 dan langlah 3.
e) Periksa kembali peta tersebut untuk meyakinkan bahwa seluruh komponen
telah tercantum, masukkan nomer-nomor operasi rakitan bagian ke dalam
lingkaran (jika perlu), komponen yang terdaftar di sebelah kiri diberi nomor
urut dari atas ke bawah bagian sub assembly.
3. Precendence Diagram
Precedence Diagram Method adalah alat untuk penjadwalan kegiatan dalam
rencana proyek. Ini adalah metode penyusunan jadwal proyek diagram jaringan yang
menggunakan kotak, disebut sebagai node, untuk mewakili kegiatan dan
menghubungkan mereka dengan panah yang menunjukkan dependensi.
Kritis Tugas, tugas noncritical, dan waktu slack
Menunjukkan hubungan tugas satu sama lain
Memungkinkan untuk apa skenario-jika, terburuk, kasus terbaik dan
kemungkinan besar
Elemen-elemen kunci termasuk menentukan pendahulu dan mendefinisikan atribut
seperti :
Tanggal awal mulai
Tanggal mulai terlambat
Tanggal awal selesai
Selesai tanggal akhir
Jangka waktu
Arrow diagram Metode (ADM) adalah jaringan diagram teknik di mana kegiatan
yang diwakili oleh panah.
Hal ini digunakan untuk penjadwalan kegiatan dalam rencana proyekdengan hubungan
yang didahulukan antar kegiatan yang diwakili oleh kalangan terhubung dari satu anak
panah ke anak panah lainnya. Panjang panah menjelaskan durasi aktivitas yang relevan.
Kadang-kadang "tugas dummy" ditambahkan, untuk mewakili ketergantungan antara
tugas, yang tidak merupakan kegiatan apapun.
ADM contoh
Penggunaan Arrow Diagram Metode sebagai praktek manajemen proyek umum
telah menurun dengan penerapan alat penjadwalan berbasis komputer. Precedence
Diagram Method (PDM) sering disukai selama Arrow diagramming Metode.
Jaringan kerja proyek adalah grafik (flow chart) yang menggambarkan urutan di
mana elemen terminal proyek harus diselesaikan dengan menunjukkan elemen terminal
dan produk penguraiannya struktur menunjukkan "bagian-keseluruhan" hubungan.
Sebaliknya, jaringan proyek menunjukkan "sebelum-setelah" hubungan. Bentuk yang
paling populer jaringan proyek adalah kegiatan pada node, yang lain adalah kegiatan
pada panah. Kondisi untuk jaringan proyek yang valid adalah bahwa hal itu tidak berisi
referensi melingkar.Proyek dependensi juga dapat digambarkan oleh tabel
pendahulunya. Meskipun demikian membentuk sangat merepotkan bagi analisis
manusia, perangkat lunak manajemen proyek sering menawarkan semacam tampilan
untuk entri data. Cara alternatif untuk menunjukkan dan menganalisis urutan pekerjaan
proyek adalah struktur desain matriks.
Critical Path Method (CPM) adalah pemodelan proyek teknik dikembangkan pada
akhir 1950-an oleh Morgan R. Walker dari DuPont dan James E. Kelley, Jr dari
Remington Rand, Kelley dan Walker. Terkait kenangan mereka terhadap
pengembangan CPM pada tahun 1989 Kelley dikaitkan. "jalan kritis" untuk para
pengembang Evaluasi Program dan Review Teknik yang dikembangkan pada waktu
yang sama dengan Booz Allen Hamilton dan Angkatan Laut Amerika Serikat. prekursor
dari apa yang kemudian dikenal sebagai Jalur Kritis dikembangkan dan dipraktekkan

oleh DuPont antara tahun 1940 dan 1943 dan memberikan kontribusi bagi keberhasilan
Proyek Manhattan.
BPT umumnya digunakan dengan segala bentuk proyek, termasuk konstruksi,
aerospace dan pertahanan, pengembangan perangkat lunak, proyek penelitian,
pengembangan produk, rekayasa, dan pemeliharaan tanaman, antara lain. Setiap proyek
dengan kegiatan saling tergantung dapat menerapkan metode analisis matematis.
Meskipun program CPM asli dan pendekatan tidak lagi digunakan, istilah ini umumnya
berlaku untuk setiap pendekatan yang digunakan untuk menganalisis proyek jaringan
diagram logika.
Teknik penting untuk menggunakan BPT adalah untuk membangun sebuah model
dari proyek yang meliputi berikut ini:
1. Daftar semua kegiatan yang dibutuhkan untuk menyelesaikan proyek
(biasanya dikategorikan dalam struktur rincian kerja),
2. Waktu (durasi) bahwa setiap kegiatan yang diperlukan untuk penyelesaian,
dan dependensi antara kegiatan
Dengan menggunakan nilai-nilai ini, CPM menghitung jalan terpanjang dari
kegiatan yang direncanakan sampai akhir proyek, dan paling awal dan terbaru yang
setiap kegiatan dapat mulai dan selesai tanpa membuat proyek lagi. Proses ini
menentukan kegiatan adalah "kritis" (yaitu, di jalan terpanjang) dan yang "mengambang
total" (yaitu, dapat ditunda tanpa membuat proyek tersebut lebih lama). Dalam
manajemen proyek, sebuah jalur kritis adalah urutan aktivitas jaringan proyek yang
menambahkan hingga keseluruhan durasi terpanjang. Ini menentukan waktu sesingkat
mungkin untuk menyelesaikan proyek. Setiap penundaan kegiatan pada jalur kritis
langsung dampak tanggal penyelesaian proyek yang direncanakan (yaitu tidak ada
mengapung di jalur kritis). Sebuah proyek dapat memiliki beberapa, paralel, jalur kritis
dekat. Jalur paralel tambahan melalui jaringan dengan total durasi lebih pendek dari
jalur kritis disebut jalur sub-kritis atau non-kritis.

Contoh Precendence Diagram
Hasil ini memungkinkan para manajer untuk memprioritaskan kegiatan untuk
manajemen yang efektif penyelesaian proyek, dan untuk memperpendek jalur kritis
rencana proyek dengan kegiatan pemangkasan jalur kritis, oleh "pelacakan cepat"
(yaitu, melakukan lebih banyak kegiatan secara paralel), dan / atau dengan "menabrak
jalur kritis" (yakni, memperpendek jangka waktu kegiatan jalur kritis dengan
menambahkan sumber daya).
Awalnya, metode jalur kritis dianggap hanya dependensi logis antara elemen
terminal. Sejak itu, telah diperluas untuk memungkinkan pencantuman sumber daya
yang berkaitan dengan aktivitas masing-masing, melalui proses yang disebut penugasan
sumber daya berdasarkan aktivitas dan meratakan sumber daya. Sebuah sumber-jadwal
diratakan mungkin termasuk keterlambatan karena hambatan sumber daya (yaitu, tidak
tersedianya sumber daya pada waktu yang dibutuhkan), dan dapat menyebabkan jalan
sebelumnya yang lebih pendek untuk menjadi yang terpanjang atau paling "sumber
daya yang penting" jalan. Sebuah konsep yang terkait disebut rantai kritis, yang
mencoba untuk melindungi kegiatan dan durasi proyek dari penundaan tak terduga
akibat keterbatasan sumber daya.
Karena jadwal proyek perubahan secara teratur, BPT memungkinkan pemantauan
terus-menerus jadwal, memungkinkan manajer proyek untuk melacak aktivitas kritis,
dan peringatan manajer proyek untuk kemungkinan bahwa kegiatan non-kritis mungkin
tertunda di luar float total mereka, sehingga menciptakan sebuah jalur kritis baru dan
menunda penyelesaian proyek. Selain itu, metode ini dengan mudah dapat

menggabungkan konsep prediksi stokastik, dengan menggunakan Evaluasi Program dan
Review Technique (PERT) dan metodologi acara rantai.
Saat ini, ada solusi perangkat lunak yang tersedia dalam industri yang
menggunakan metode CPM penjadwalan, lihat daftar perangkat lunak manajemen
proyek. Ironisnya, metode yang saat ini digunakan oleh perangkat lunak manajemen
proyek yang paling sebenarnya didasarkan pada pendekatan perhitungan manual yang
dikembangkan oleh Fondahl dari Stanford University.
Sebuah jadwal yang dihasilkan dengan menggunakan teknik jalur kritis sering tidak
menyadari tepat, sebagai estimasi yang digunakan untuk menghitung waktu: jika satu
kesalahan dibuat, hasil analisis dapat berubah. Hal ini dapat menyebabkan gangguan
yang dalam pelaksanaan proyek jika perkiraan secara membuta percaya, dan jika ada
perubahan yang tidak ditangani segera. Namun, struktur analisis jalur kritis adalah
seperti bahwa varians dari jadwal semula yang disebabkan oleh setiap perubahan dapat
diukur, dan dampaknya baik diperbaiki atau disesuaikan untuk. Memang, unsur penting
dari analisis proyek otopsi adalah jalan Kritis Sebagai Dibangun (ABCP), yang
menganalisis penyebab spesifik dan dampak perubahan antara jadwal yang
direncanakan dan jadwal akhirnya sebagai benar-benar diterapkan.
4. Bill Of Material
Bill of Material dalam pengertian yang sederhana adalah merupakan daftar dari
komponen-komponen bahan yang dibutuhkan untuk membuat suatu barang jadi
(produk). Bill of Material mengidentifikasi komponen-komponen yang dibutuhkan
untuk membuat parent items. Parent bisa merupakan barang Sebuah BOM juga dapat
visual diwakili oleh pohon struktur produk, meskipun mereka jarang digunakan di
tempat kerja. yang kompleks, terdiri dari bermacam-macam komponen yang lain, bisa
juga merupakan barang yang simpel, terdiri dari beberapa bahan baku saja.
Sebuah BOM dapat mendefinisikan produk seperti yang dirancang (rekayasa bill of
material), karena mereka diperintahkan (penjualan bill of material), karena dibangun
(manufaktur bill of material), atau karena mereka dipertahankan (layanan tagihan
bahan). Berbagai jenis BOM tergantung pada kebutuhan bisnis dan penggunaan yang
mereka dimaksudkan. Dalam industri proses, BOM ini juga dikenal sebagai rumus,
resep, atau daftar bahan. Dalam elektronik, BOM merupakan daftar komponen yang

digunakan pada papan jaringan kabel tercetak atau printed circuit board. Setelah desain
sirkuit sudah selesai, daftar BOM dilewatkan ke insinyur layout PCB serta insinyur
komponen yang akan mendapatkan komponen yang diperlukan untuk desain.
BOM yang hirarkis di alam dengan tingkat atas yang mewakili produk jadi yang
mungkin menjadi sub-perakitan atau item selesai. BOMs yang menjelaskan sub-rakitan
yang disebut sebagai BOM modular. Database hirarkis pertama dikembangkan untuk
mengotomatisasi tagihan bahan untuk manufaktur organisasi di awal 1960-an. Saat ini
BOM ini digunakan sebagai basis data untuk mengidentifikasi banyak bagian dan kode
mereka pada perusahaan manufaktur mobil.
Single level bill of material merupakan format sederhana dari BOM, yang terdiri
dari daftar seluruh komponen yang dibutuhkan untuk membuat penyelesaian dari
sebuah proses perakitan dari material atau komponen. Lihat contoh tabel single level
BOM dibawah ini :
Contoh tabel single BOM
Dan untuk penggambaran lebih luas mengenai BOM itu dapat lagi dijelaskan
dengan satu format lain yaitu dengan sruktur Multilevel Tree dan Level. Dalam format
ini melengkapi subassembly yang tidak dimiliki oleh single level BOM. Untuk
menggambarkan stuktur produk tersebut dapat digunakkan dengan “pohon” yang
memiliki beberapa level.
Part Number Keterangan Jumlah Untuk Setiap Unit Ukuran
Part Number Keterangan Jumlh Untuk Setiap Unit Ukuran Part
B100 Base Assembly 1 Satuan
S100 14” Black Shide 1 Satuan
A100 Socket Assembly 1 Satuan

Assembly Part
B100
1100
2100
1200
1300
1400
S100
A100
1500
1600
1700
2200
2300
Tabel 2. Contoh Struktur Level BOM

Contoh Gambar Multilevel Tree
5. Peta Proses Operasi (Operation Process Chart)
Telah kita ketahui, bahwa sebelum dilakukan penelitian secara terperinci di setiap
tahun kerja terlebih dahulu kita perlu mengetahui proses yang terjadi sekarang secara
keseluruhan, dimana hal ini dapat terlihat dengan menggunakan Peta Proses Operasi.
Kegunaan Peta Proses Operasi :
Dapat mengetahui kebutuhan akan mesin dan penganggarannya
Dapat memperkirakan kebutuhan akan bahan baku (dengan memperhitungkan
efisiensi ditiap operasi)
Sebagai alat untuk menentukan tata letak pabrik
Sebagai alat untuk melakukan perbaikan tata cara kerja yang dipakai
Sebagai alat untuk latihan kerja

Prinsip-prinsip Pembuatan Peta Proses Operasi
Untuk bisa menggambarkan dengan baik, ada beberapa prinsip yang perlu diikuti
sebagai berikut:
Pertama-tama pada baris paling atas dinyatakan kepalanya “Peta Proses Operasi”
yang diikuti secara identifikasi lain seperti nama objek
Material yang akan diproses diletakkan diatas garis horizontal, yang menunjukkan
bahwa material tersebut masuk kedalam proses
Lambang-lambang ditempatkan dalam arah vertical, yang menunjukkan terjadinya
prubahan proses
Penomoran terhadap suatu kegiatan operasi diberikan secara berurutan sesuai
dengan urutan operasi yang dibutuhkan untuk pembuatan produk tersebut atau
sesuai dengan proses yang terjadi
Penomoran terhadap suatu kegiatan pemeriksaan diberikan secara berurutan secara
tersendiri dan prinsipnya sama dengan penomoran untuk kegiatan operasi
A.3. Contoh Peta Proses Operasi
Keterangan:
Operasi 1 Besi profil yang panjangnya rata-rata 6 meter diukur sesuai ukuran rangka-
rangka untuk kursi tersebut
Operasi 2 Setelah ukurannya sesuai, kemudian profil besi tersebut dipotong-potong
dengan menggunakan gergaji besi
Operasi 3 Untuk keperluan penggabungan nanti, ada beberapa bagian dari profit
tersebut yang perlu dilubangi sesuai dengan ukuran baut, dengan
menggunakan mesin bor
Operasi 4 Bagian profil yang dipotong dan yang dilubangi, dihaluskan oleh gerinda dan
secara keseluruhan profil tersebut disisihkan dari kotoran terutama karat oleh
amplas
Pemeriksaan Profil yang telah dipotong diperiksa ukurannya sekali lagi agar pada saat

1 disambung-sambungkan dengan las tidak merubah keseimbangan kursi
tersebut
Operasi 5 Profil yang telah dipotong disambungkan dengan las karbid, membentuk
rangka besi
Pemeriksaan
2
Hasil pengelasan diperiksa, mungkin ada bagian yang belum tersambung
dengan baik
Operasi 6 Setelah rangka kursi selesai dibuat, kemudian rangka dicat
Dan seterusnya hingga langkah penyelesaian kursi , dari pengerjaan rangka hingga
pengerjaan seluruh kursi menjadi barang jadi yang dapat dijual.
Analisa Suatu Peta Proses Operasi
Ada hal yang harus diperhatikan agar diperoleh suatu proses kerja yang baik,
Bahan-bahan
Harus dipertimbangkan semua alternative dari bahan yang digunakan, proses
penyelesaian dan toleransinya sedemikian rupa sehingga sesuai dengan fungsi,
reabilitas, pelayanan dan waktunya.
Operasi
Harus dipertimbangkan semua alternative yang mungkin untuk proses pengolahan,
pembuatan, pengerjaan dengan mesin atau metoda perakitannya, beserta alat dan
perlengkapan yang digunakan.
Pemeriksaan
Harus ada standar kualitas, proses pemeriksaan bisa dilakukan dengan teknik
samping atau satu-persatu dari semua objek yang dibuat tentunya cara yang
terakhir tersebut dilaksanakan apabila jumlah produknya sedikit.
Waktu
Harus mempertimbangkan semua alternative mengenai metode untuk
mempersingkat waktu penyelesaian.

Peta Aliran Proses
Setelah mengetahui Peta Proses Operasi, langkah berikutnya kita perlu
menganalisa setiap komponen pembentuk suatu produk lengkap dengan lebih
terperinci. Peta Aliran Proses adalah suatu diagram yang menunjukkan urutan dari
operasi, pemeriksaan, transportasi, menunggu dan penyimpanan yang terjadi selama
suatu proses berlangsung, serta di dalamnya memuat informasi yang diperlukan untuk
analisa, seperti waktu yang dibutuhkan dan jarak perpindahan.
Kegunaan Peta Aliran Proses
Secara lebih terperinci dapat diuraikan kegunaan umum dari suatu Peta Aliran
Proses, sebagai berikut:
Bisa digunakan untuk mengetahui aliran bahan atau aktivitas orang mulai dari
awal, proses, hingga akhir
Peta ini bisa memberikan informasi mengenai waktu penyelesaian suatu proses
Bisa digunakan untuk mengetahui jumlah kegiatan yang dialami bahan atau
dilakukan orang selama proses
Sebagai alat untuk melakukan perbaikan proses atau metode kerja
Khusus untuk peta yang hanya menggambarkan aliran yang dialami oleh suatu
komponen secara lebih lengkap, maka peta ini merupakan alat yang akan
mempermudah proses analisa untuk mengetahui tempat dimana terjadi
ketidaksempurnaan kerja, sehingga dengan sendirinya dapat digunakan untuk
menghilangkan ongkos-ongkos yang tersembunyi.
Ada beberapa prinsip yang bisa digunakan untuk membuat suatu Peta Aliran Proses
yang lengkap, sebagai berikut:
Harus memiliki judul yang kemudian diikuti dengan pencatatan beberapa
identifikasi

Disebelah kiri atas kertas, dicatat mengenai ringkasan yang memuat, jumlah total
dan waktu total dari setiap kegiatan yang terjadi
Setelah bagian “kepala” selesai maka dikerjakan bagian “badan” diuraikan proses
yang terjadi secara lengkap beserta lambang dan informasi mengenai jarak
perpindahan, jumlah yang dilayani, waktu yang dibutuhkan dan kecepatan
produksi, juga ditambah dengan kolom analisa, catatan dan tindakan yang diambil
berdasarkan analisa tersebut
Ada cara yang memudahkan analisa kerja yaitu dengan cara “Dot an Check
Technique”, sebagai berikut:
NOPERTANYAAN BERIKUTNYATINDAKAN
1 Apa Tujuannya? Mengapa? Menghilangkan aktivitas yang tidak
perlu
2 Dimana Dikerjakan? Mengapa? Menggabungkan / Merubah tempat
kerja
3 Kapan Dikerjakan? Mengapa? Menggabungkan / Merubah urutan
proses
4 Siapa yang Mengerjakan?Mengapa? Menggabungkan / Merubah orang
5 Bagaimana
Mengerjakannya?
Mengapa? Menyederhanakan / memperbaiki
metode kerja
Analisa Suatu Peta Aliran Proses

Dengan adanya pertanyaan diatas, diharapkan kita bisa melakukan perbaikan di
setiap kejadian. Ada kemungkina tindakan yang bisa dilakukan untuk perbaikan
yaitu,
Menghilangkan aktivitas yang tidak perlu
Menggabungkan atau merubah tempat kerja
Menggabungkan atau merubah waktu atau urutan kerja
Menggabungkan atau merubah orang
Menyederhanakan atau memperbaiki metide kerja
Peta Proses Kelompok Kerja
Peta ini bisa digunakan dalam suatu tempat kerja diman untuk melaksanakan
pekerjaan tersebut memerlukan kerjasama yang baik dari sekelompok pekerja.
Pada dasarnya dapat dikatakan bahwa Peta Proses Kelompok Kerja merupakan
kelompok dari beberapa Peta Aliran Proses dimana tiap Peta Aliran Proses tersebut
menunjukkan satu seri kerja dari seorang operator.
Kegunaan Peta Proses Kelompok Kerja
Sesuai dengan namanya, peta ini digunakan sebagai alat untuk menganalisa
semua aktivitas suatu kelompok kerja. Maka tujuan utama yang harus dianalisa dari
kelompok kerja ini adalah, kita harus bisa meminimumkan waktu delay, dengan
berkurangnya waktu delay berarti kita bisa mencapai tujuan lain yang lebih nyata
diantaranya:
Bisa mengurangi ongkos produksi atau proses
Bisa mempercepat waktu penyelesaian produksi atau proses
Hasil analisa bisa menyimpulkan beberapa keputusan, diantaranya mungkin
kita bisa menggabungkan beberapa operasi atau mungkin kita bisa merubah urutan
kerja secra lebih baik atau barangkali kita perlu merubah pembagian kerja agar
lebih adil antara anggota-anggota kelompok kerja

Prinsip Pembuatan Peta Proses Kelompok Kerja
Secara sepintas telah kita ketahui prinsip pengerjaan suatu peta, agar lebih
jelasnya dapat kita lihat berikut ini:
Langkah pertama kita catat mengenai judul, lengkap dengan identifikasi
lainnya dan ringkasan seperti pada Peta Aliran Proses
Lambang-lambang yang biasa digunakn untuk membuat Peta Aliran Proses
pemyimpanan permanen bisa digunakan untuk membuat Peta Proses
Kelompok Kerja.
Tiap Peta Aliran Proses yang menunjukkan satu seri kerja, merupakan
anggota dari suatu Peta Proses Kelompok Kerja.Peta Aliran Proses tersebut
diletakkan saling berdampingan secara pararel, bergerak mulai dari kiri-
kanan, dimana kolom vertical menunjukkan aktivitas yang terjadi secara
bersamaan dari semua anggota kelompok.
Lambang dari setiap anggota kelompok dapat diletakkan secara berdekatan, dan perubahan
lambang menunjukkan perubahan aktivitas
BAB III
PENGUMPULAN DAN PENGOLAHAN DATA

PERENCANAAN PROSES (Process Planning)
LEMBAR RENCANA PROSES (Routhing sheet)
LEMBAR RENCANA PROSESNomor : 1No Part : 1Nama Part : Landasan 1Material : Baja St 37Jumlah yang diproduksi
: 1
Tanggal : 24 Oktober 2010
No. Operasi
Deskripsi operasi
Nama Mesin
Realibilitas
MesinTools
Metode Pencekaman
Parameter Pemesinan
Setup time/
second
Run time
Scrap
1Pemotongan
materialGergaji 95%
Mata gergaji
Ragum mesin gergaji
Kecepatan potong
2' 2' 1%
2Pembentuka
n ProfilFrais 90%
Mata frais
Ragum mesin frais
Kecepatan potong
2' 8' 5%
3Pembuatan
lubang besarDrill 95%
Mata drill
Ragum mesin drill
Kedalaman potong
3' 3' 3%
4Pembuatan lubang kecil
Drill 95%Mata bubut
Ragum mesin drill
Kedalaman potong
3' 1.5' 3%
5Pembuatan ulir dalam
Thread Roller
90%Pahat ulir
dalamRagum meja
Kecepatan pembentukan geram
2' 7' 2%
6Perluasan
lubangDrill 95%
Mata drill
Ragum mesin drill
Kedalaman potong
3' 2' 2%
7 Finishing Gerinda 90%Batu
gerindaTangan operator
Kecepatan makan
1' 3' 2%
LEMBAR RENCANA PROSESNomor : 2No Part : 2Nama Part : Landasan 2

Material : Baja St 37Jumlah yang diproduksi
: 1
Tanggal : 24 Oktober 2010
No. Operasi
Deskripsi operasi
Nama Mesin
Realibilitas
MesinTools
Metode Pencekaman
Parameter Pemesinan
Setup time/
second
Run time
Scrap
1Pemotongan
materialGergaji 95%
Mata gergaji
Ragum mesin gergaji
Kecepatan potong
2' 2' 1%
2Pembentuka
n ProfilFrais 90%
Mata frais
Ragum mesin frais
Kecepatan potong
2' 8' 5%
3Pembuatan
lubang besarDrill 95%
Mata drill
Ragum mesin drill
Kedalaman potong
3' 3' 3%
4Pembuatan lubang kecil
Drill 95%Mata bubut
Ragum mesin drill
Kedalaman potong
3' 1.5' 3%
5Pembuatan ulir dalam
Thread Roller
90%Pahat ulir
dalamRagum meja
Kecepatan pembentukan geram
2' 7' 2%
6Perluasan
lubangDrill 95%
Mata drill
Ragum mesin drill
Kedalaman potong
3' 2' 2%
7 Finishing Gerinda 90%Batu
gerindaTangan operator
Kecepatan makan
1' 3' 2%
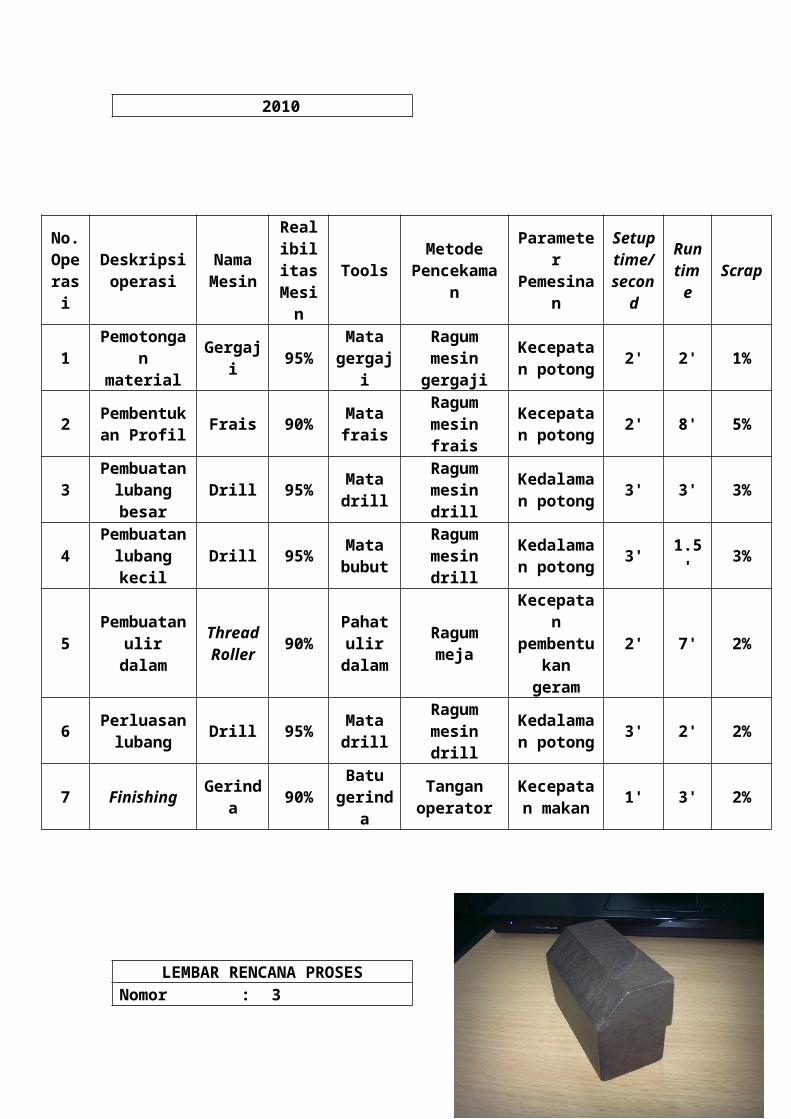
LEMBAR RENCANA PROSESNomor : 3No Part : 3Nama Part : Pencekam 1Material : Baja S 45 CJumlah yang diproduksi
: 1
Tanggal : 24 Oktober 2010
No. Operasi
Deskripsi operasi
Nama Mesin
Realibilitas
MesinTools
Metode Pencekaman
Parameter Pemesinan
Setup time/second
Run time
Scrap
1Pemotongan
materialGergaji 95%
Mata gergaji
Ragum mesin gergaji
Kecepatan potong
2' 2' 1%
2 Pembentuka Frais 90% Mata Ragum Kecepatan 2' 8' 5%
n Profil frais mesin frais potong
3Pembuatan
lubangDrill 95%
Mata drill
Ragum mesin drill
Kedalaman potong
3' 6' 6%
4
Pembuatan ulir dalam
Thread Roller
90%Pahat ulir
dalamRagum meja
Kecepatan pembentukan geram
2' 14' 4%
5Pembuatan
champer Gergaji95%
Mata gergaji
Ragum mesin gergaji
Kecepatan potong
2' 2' 3%
6Finishing Gerinda 90%
Batu gerinda
Tangan operator
Kecepatan makan
1' 3' 2%
LEMBAR RENCANA PROSESNomor : 4No Part : 4Nama Part : Pencekam 2Material : Baja S 45 CJumlah yang diproduksi
: 1
Tanggal : 24 Oktober 2010
No. Operasi
Deskripsi operasi
Nama Mesin
Realibilitas
MesinTools
Metode Pencekaman
Parameter Pemesinan
Setup time/second
Run time
Scrap
1Pemotongan
materialGergaji 95%
Mata gergaji
Ragum mesin gergaji
Kecepatan potong
2' 2' 1%
2Pembentuka
n ProfilFrais 90%
Mata frais
Ragum mesin frais
Kecepatan potong
2' 8' 5%
3Pembuatan
lubang besarDrill 95%
Mata drill
Ragum mesin drill
Kedalaman potong
3' 4' 3%
4Pembuatan lubang kecil
Drill 95%Mata bubut
Ragum mesin drill
Kedalaman potong
3'4.5'
9%
5Pembuatan ulir dalam
Thread Roller
90%Pahat ulir
dalamRagum meja
Kecepatan pembentukan geram
2' 21' 6%
6Pembuatan
champer Gergaji95%
Mata gergaji
Ragum mesin gergaji
Kecepatan potong
2' 2' 3%
7Finishing Gerinda 90%
Batu gerinda
Tangan operator
Kecepatan makan
1' 3'2%

LEMBAR RENCANA PROSESNomor : 5No Part : 5Nama Part : Poros TransportirMaterial : Baja S 45 CJumlah yang diproduksi
: 1
Tanggal : 24 Oktober 2010
No. Operasi
Deskripsi operasi
Nama Mesin
Realibilitas
MesinTools
Metode Pencekaman
Parameter Pemesinan
Setup time/second
Run time
Scrap
1Pemotongan
materialGergaji 95%
Mata gergaji
Ragum mesin gergaji
Kecepatan potong
2' 2' 1%
2
Pengikisan diameter
Bubut 95%Mata bubut
Ragum mesin bubut
Kecepatan pembentukan geram
3' 15' 10%
3Pembentuka
n ProfilFrais 90%
batu gerinda
Ragum mesin frais
Kecepatan potong
2' 8' 5%
4Pembuatan
lubang besarDrill 95%
Mata drill
Ragum mesin drill
Kedalaman potong
3' 4' 3%
5Pembuatan lubang kecil
Drill 95%Mata drill
Ragum mesin drill
Kedalaman potong
3' 1.5' 2%
6
Pembuatan ulir luar
Thread Cheaser
90%Pahat
ulir luarRagum meja
Kecepatan pembentukan geram
2' 30' 15%
7Finishing Gerinda 90%
Batu gerinda
Tangan operator
Kecepatan makan
1'3' 2%
LEMBAR RENCANA PROSESNomor : 6No Part : 6A
Nama Part : Landasan Lubang Poros

Material : Baja St 37Jumlah yang diproduksi
: 1
Tanggal : 24 Oktober 2010
No. Operasi
Deskripsi operasi
Nama Mesin
Realibilitas
MesinTools
Metode Pencekaman
Parameter Pemesinan
Setup time/second
Run time
Scrap
1Pemotongan
materialGergaji 95%
Mata gergaji
Ragum mesin gergaji
Kecepatan potong
2' 2' 1%
2Pembuatan
profil Gerinda 90%Batu
gerindaTangan operator
Kecepatan makan
2'8'
5%
3Pembuatan
lubangDrill 95%
Mata drill
Ragum mesin drill
Kedalaman potong
3' 3' 4%
4Finishing Gerinda 90%
Batu gerinda
Tangan operator
Kecepatan makan
1' 3' 2%
LEMBAR RENCANA PROSESNomor : 7No Part : 6BNama Part : Lubang PorosMaterial : Baja St 37Jumlah yang diproduksi
: 1
Tanggal : 24 Oktober 2010
No. Operasi
Deskripsi operasi
Nama Mesin
Realibilitas
MesinTools
Metode Pencekaman
Parameter Pemesinan
Setup time/second
Run time
Scrap
1Pemotongan
materialGergaji 95%
Mata gergaji
Ragum mesin gergaji
Kecepatan potong
2' 2' 1%
2
Pengikisan diameter
Bubut 95%Mata bubut
Ragum mesin bubut
Kecepatan pembentukan geram
3' 10' 10%
3
Pembuatan ulir dalam
Thread Roller
90%Pahat ulir
dalamRagum meja
Kecepatan pembentukan geram
2' 7' 2%
4Finishing Gerinda 90%
Batu gerinda
Tangan operator
Kecepatan makan
1' 3' 2%

Dalam hal ini, komponen 6A (landasan lubang poros) dan 6B (lubang poros)
disatukan dengan sambungan las pada lantai produksi menjadi komponen 6 (landasan dan
lubang poros).
ASSEMBLY CHART
Keterangan:
1 : landasan 1 A1 : assembly 1, 2, 3, dan 8
2 : landasan 2 A2 : assembly 5 dan 6
3 : pencekam 1 SA1 : sub assembly A1 dan 4
4 : pencekam 2
5 : poros transportir
6 : landasan dan lubang poros
8 : baut a
9 : baut b

PRECEDENCE DIAGRAM
No Kegiatan
Kegiatan Precedence
1 Mempersiapkan alat dan bahan untuk perakitan ragum -
2Merakit komponen landasan 1, landasan 2, dan pencekam 1 dengan menggunakan baut a menjadi A1
1
3 Merakit poros transportir ke dalam lubang poros menjadi A2 1
4Merakit SA1 (sub assembly 1) dengan menyatukan pencekam 2 ke A1
2
5Merakit SA1 dan A2 dengan menggunakan baut b menjadi produk ragum
3 dan 4
BILL OF MATERIAL
Single Level Bill of Material
Part Number Keterangan
Jumlah Untuk Setiap Assembly
Unit Ukuran Part
SA1 Sub Assembly A1 dan pencekam 2 1 Satuan9 Baut b 1 SatuanA2 Assembly Poros transpotir dan lubang 2 Satuan

poros
Struktur Multilevel Tree dan Level
Multi Level Bill of Material
Part Number Keterangan
Jumlah Untuk Setiap Assembly
Unit Ukuran Part
SA1 Sub Assembly A1 dan pencekam 2 1 Satuan
A1Assembly landasan 1, landasan 2, pencekam 1, dam baut a 1 Satuan
1 Landasan 1 1 Satuan2 Landasan 2 1 Satuan3 Pencekam 1 1 Satuan8 Baut a 2 Satuan
4 Landasan 2 1 Satuan9 Baut b 2 Satuan
A2Assembly Poros transpotir dan lubang poros 1 Satuan
5 Assembly 6 dan 7 1 Satuan6 Landasan Lubang Poros 1 Satuan
PETA PROSES OPERASI (Operation Process Chart)

BAB VI
ANALISIS
Perencanaan Proses (Process Planning)
Pada Process Planning terdapat 7 lembar rencana proses yang berisi data mengenai
jenis material, jumlah produksi, deskripsi operasi, nama mesin, tools, metode pencekaman,
parameter pemesinan, setup time, runtime dan scrup masing-masing komponen yang akan
dibuat dilantai produksi. Lembar rencana proses ini digunakan agar tidak terjadi kesalahan
pada komponen yang akan dibuat, baik dimensi ataupun bentuknya.
Assembly Chart
Assembly Chart memberikan gambaran urutan aliran komponen dan rakitannya
secara grafis. Dimana terdapat 6 bagian komponen ragum, diantaranya :
1 : landasan 1
2 : landasan 2
3 : pencekam 1
4 : pencekam 2
5 : poros transportir
6 : landasan + lubang poros
Kemudian komponen-komponen tersebut dirakit berdasarkan fungsi membentuk
assembly dan sub assembly. Assembly 1 (A1) merupakan rakitan antara landasan 1,
landasan 2, pencekam 1 dengan menggunakan baut a. Sedangkan assembly 2 (A2)
merupakan rakitan antara landasan yang dilas dengan lubang poros dan poros transportir.
Kemudian A1 dan pencekam 2 membentuk sub assembly 1 (SA1). Terakhir, SA1 dan A2
membentuk produk ragum dengan disambung oleh baut b.
Precedence Diagram
Precedence Diagram dibuat untuk mempermudah aktivitas yang akan dilakukan
dalam pembuatan ragum T 100. Kami menyusun aktivitas tersebut kedalam 5 aktivitas,
dimana suatu aktivitas akan dapat dilakukan jika terdapat aktivitas yang mendahuluinya.
Aktivitas 1 adalah aktivitas pendahulu. Aktivitas 2 dan 3 dilakukan pada waktu
yang bersamaan setelah aktivitas 1 selesai dikerjakan. Aktivitas 4 dilakukan setelah
aktivitas 2 selesai dikerjakan. Dan aktivitas 5 dilakukan setelah aktivitas 3 dan 4 selesai
dikerjakan.

Bill Of Material
Terdapat 4 level pada Multilevel Tree Bill Of Material, diantaranya :
Level 0 : Produk Ragum.
Level 1 : Level dimana SA1, A2 dan baut b menjadi produk ragum.
Level 2 : Level dimana A1 dan pencekam 2 dirakit menjadi SA1 serta poros transporter
dan landasan & lubang poros dirakit menjadi A2.
Level 3 : Level dimana landasan 1, landasan 2, pencekam 1, dan baut a dirakit menjadi
A1.
Peta Proses Operasi (Operation Process Chart)
Operasi yang paling sering dilakukan dalam pembuatan Ragum T100 adalah proses
Pemotongan Material. Hal ini dikarenakan Pemotongan Material merupakan langkah
awal / dasar dalam proses pemesinan. Selain itu, karena banyaknya komponen yang harus
dibuat. Sehingga pemotongan material dilakukan secara terpisah.
Adapun proses pemesinan yang paling sering digunakan adalah mesin Drill. Hal ini
karena banyaknya profil lubang dalam produk Ragum.
Kemudian untuk masing-masing komponen rata-rata memiliki jumlah proses yang
relatif sama. Masing-masing 7 proses untuk komponen landasan 1, landasan 2, pencekam
2, dan poros transportir. 6 proses pemesinan untuk komponen pencekam 2. Dan 4 proses
pemesinan untuk komponen lubang poros landasan lubang poros.
BAB V

PENUTUP
KESIMPULAN
Perencanaan Proses merupakan sekumpulan unstruksi yang membahas urutan
pengerjaan, mesin dan tool yang digunakan, material yang dipakai, toleransi, parameter
pemesinan dan lain-lain.
Dalam perencanaan proses terdapat 5 hal penting yang harus dikerjakan untuk
mempermudah pembuatan material. Diantaranya :
1. Lembar Rencana Proses
2. Assembly Chart
3. Precedence Diagram
4. Bill Of Material
5. Peta Proses Operasi
SARAN
Pengerjaan material harus dilakukan secara tepat dan akurat dari tahap awal
(lembar rencana proses) hingga akhir. Karena apabila terjadi kesalahan pada pengerjaan
awal akan mempengaruhi pengerjaan pada tahap-tahap selanjutnya dan memungkinkan
tidak diprosesnya material pada tahap selanjutnya. Hingga hal ini dapat menyebabkan
ketidakefisienan dalam penggunaan material dan ketidakefektifan dalam penggunaan
waktu dan kinerja. Sehingga hal ini dapat menjadi salah satu penyebab pengeluaran biaya
yang tinggi.