DT - 2013

of 88
-
Upload
nida-i-farihah -
Category
Documents
-
view
267 -
download
5
Transcript of DT - 2013
-
7/28/2019 DT - 2013
1/88
TANPA MERUSAK (NONDESTRUCTIVE)
JENIS PENGUJIAN MATERIAL
Deteksi cacat secara dini Tidak merusak komponen/struktur Penghematan biaya Tidak perlu menghentikan proses produksi Diperoleh informasi secara kualitatip dan kuantitatip
MERUSAK (DESTRUCTIVE)
Pengujian yang dapat menimbulkan kerusakan atauberpotensi menimbulkan kerusakan pada material/struktur
Hanya cocok untuk statistical sampling basis
Tidak cocok untuk struktur/komponen yang mahan dan besar
1
-
7/28/2019 DT - 2013
2/88
Mechanical TestTensile test: weld metal, weld joint, nick breakBend test: face bend, root bend, side bendCharpy impact test: V-notch, U-notch, keyholeHardness test: Brinell, Vickers, Rockwell
Fracture test: fillet weld
Fatigue Test
Chemical Composition Test
Metallurgical TestFractographyMacrographyMicrography
KATAGORI PENGUJIAN MERUSAK (DT)
2
-
7/28/2019 DT - 2013
3/88
DESTRUCTIVE TESTING
PENGUJIAN MERUSAK
3
-
7/28/2019 DT - 2013
4/88
TENSILE TEST
(1) Kualifikasi prosedur pengelasan dan material(2) Memperoleh informasi mengenai sifat mekanis material
(3) Sebagai acuan kriteria penerimaan dan kendali mutu
(4) R & D
Kuat tarik adalah sifat mekanis yang pentingdalam mendisain konstruksi
Tujuan pengujian tarik adalah:
(1) Material dasar (raw material)(2) Material product (las-lasan)
Uji tarik dilakukan pada:
4
-
7/28/2019 DT - 2013
5/88
Tegangan tarik maksimum (Ultimate Tensile Strength)
Tegangan luluh (Yield Strength)
Regangan (Elongation)
Pengurangan luas penampang (Reduction of Area)
Diagram Tegangan-Regangan (Stress-strain Diagram)
Lokasi dan mode kepecahan
Informasi-informasi yang diperoleh
dari uji tarik:
5
-
7/28/2019 DT - 2013
6/88
Jenis dan jumlah spesimen
Spesifikasi base metal
Spesifikasi filler material
Harga-harga sifat mekanis
Lokasi kepecahan
Perlakuan panas pasca pengelasan (Post-Weld Heat Treatment)
Perlakuan mekanis (Mechanical Processing Treatment)
Jika pengujian tarik dilakukan untuk menguji spesifikasi suatu
sambungan las atau untuk mengkualifikasi suatu prosedur
pengelasan, maka informasi-informasi berikut ini harus
dicantumkan pada laporan hasil pengujian:
6
-
7/28/2019 DT - 2013
7/88
TENSILE TEST
7
-
7/28/2019 DT - 2013
8/88
Typical Tensile SpecimensRectangular Specimen
Dimana: T tebal spesimen uji
W lebar bagian prismatik
A panjang bagian prismatik
L panjang seluruh spesimenG panjang ukur (gage length)
B panjang grip section
C lebar grip section
8
-
7/28/2019 DT - 2013
9/88
Typical Tensile SpecimenRound specimen
Dimana: D diameter spesimen uji
A panjang bagian prismatik
G panjang ukur (gage length)
R radius pembulatan
9
-
7/28/2019 DT - 2013
10/88
Mesin Uji Tarik (Universal Testing Machine)
10
-
7/28/2019 DT - 2013
11/88
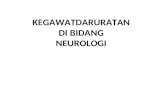
Typical progress of a tensile test: (1) beginning of test, no
load; (2) uniform elongation and reduction ofcross-sectional area; (3) continued elongation, maximumload reached; (4) necking begins, load begins to
decrease; and (5) fracture. If pieces are put back togetheras in (6), final length can be measured
-
7/28/2019 DT - 2013
12/88
SIFAT MEKANIS
1. Tegangan Tarik/Ultimate Tensile Strength (UTS)
Original C.S.A
Rectangular = w x t
Round = D2Tubular = ( OD2 - ID2 )
REMEMBER! 1 N/mm2 = 1 MPa
[MPa]
12
-
7/28/2019 DT - 2013
13/88
SIFAT MEKANIS
Untuk round spesimen dengan penampang tidak homogen
Dimana: m = massa spesimen (dari timbangan) [gram]
L = panjang spesimen yang ditimbang [mm]
13
-
7/28/2019 DT - 2013
14/88
2. Tegangan Yield/Yield Strength
3. Regangan/Elongation
[MPa]
SIFAT MEKANIS
Panjang Lo ditentukan berdasarkan standard pengujian yang dipakai (ASTM,
JIS, BKI, dll). Panjang Lo untuk tiap standard dapat berbeda-beda.
14
-
7/28/2019 DT - 2013
15/88
4. Pengurangan Luas Penampang/Reduction of Area
SIFAT MEKANIS
15
-
7/28/2019 DT - 2013
16/88
Diagram Tegangan-Regangan
Uj Tarik dilakukan dengan menjepit specimen pada alat/mesin uji dan
ditarik hingga putus Dari hasil pengujian tersebut diperoleh Diagram TeganganRegangan
Absis (sumbu X) - unit Regangan
Ordinat (sumbu Y) - unit Tegangan
Yang perlu diperhatikan :
Daerah elastic
Daerah plastic
Diagram untuk material ductile
Yield point jelas
Kurva agak condong
Diagram untuk material Brittle
Yield point tidak jelas OFFSET 0.2%
Kurva lebih tegak
16
-
7/28/2019 DT - 2013
17/88
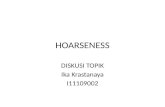
Typical engineering stress-strain plot
in a tensile test of a metal
Diagram Tegangan-Regangan
-
7/28/2019 DT - 2013
18/88
Two Regions of Stress-Strain Curve
The two regions indicate two distinct forms ofbehavior:
1. Elastic region prior to yielding of the material
2. Plastic region after yielding of the material
-
7/28/2019 DT - 2013
19/88
Diagram Tegangan-Regangan
19
-
7/28/2019 DT - 2013
20/88
Diagram Tegangan-Regangan
20
-
7/28/2019 DT - 2013
21/88
Diagram Tegangan-Regangan
21
(c)2003 Brooks/Cole, a division of Thomson Learning, Inc. Thomson Learning
is a trademark used herein
under license.
-
7/28/2019 DT - 2013
22/88
Load-strain curves for DUCTILEmaterials
YIELD POINTYIELD POINT
Kurva Beban-Pemoloran
22
-
7/28/2019 DT - 2013
23/88
OFFSETYIELDPOINT
OFFSETYIELDPOINT
Load-strain curves for BRITTLEmaterials
Kurva Beban-Pemoloran
23
-
7/28/2019 DT - 2013
24/88
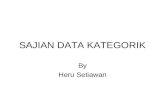
Penentuan Yield Point OFFSET 0.2%
A
O
N
M
c
Yield point 0.2% offset (PROOF STRESS 0.2%)
OA MN
Yield point 0.2% offset = 0.2 x c/
24
-
7/28/2019 DT - 2013
25/88
Bentuk Kepecahan
Ductile Material
Deformasi pada bidang patahan
Sudut kepecahan 45o terhadap arah beban
Permukaan bidang patahan suram dan berserat-serat (Fibrous/shear
fracture) Bentuk Cup & cone
25
-
7/28/2019 DT - 2013
26/88
Brittle Material
Sedikit/tidak ada deformasi pada bidang patahan Sudut kepecahan 90o terhadap bidang kepecahan Granule/cleavage fracture Flat cleavage
Bentuk Kepecahan
26
-
7/28/2019 DT - 2013
27/88
UJI TARIK SAMBUNGAN LAS
27
-
7/28/2019 DT - 2013
28/88
28
-
7/28/2019 DT - 2013
29/88
29
-
7/28/2019 DT - 2013
30/88
Tensile Test for Bolts
30
-
7/28/2019 DT - 2013
31/88
BEND TEST
(1) Material dasar (raw material)
(2) Material product (las-lasan)
Uji tekuk dilakukan pada:
31
-
7/28/2019 DT - 2013
32/88
UJI TEKUK SAMBUNGAN LAS
(1) FACE BEND TEST(2) ROOT BEND TEST
(3) SIDE BEND TEST
(1) Mengetahui kemulusan (soundness) hasil las-lasan
(2) Mengetahui kekenyalan logam las
TUJUAN:
32
-
7/28/2019 DT - 2013
33/88
UJI TEKUK SAMBUNGAN LAS
33
-
7/28/2019 DT - 2013
34/88
Face Bend Test
34
-
7/28/2019 DT - 2013
35/88
Root Bend Test
35
-
7/28/2019 DT - 2013
36/88
Side Bend Testing
36
-
7/28/2019 DT - 2013
37/88
37
-
7/28/2019 DT - 2013
38/88
38
-
7/28/2019 DT - 2013
39/88
Bend Test Sample Removal
39
-
7/28/2019 DT - 2013
40/88
IMPACT TEST
TUJUAN Mengevaluasi pengaruh pembebanan tiba-tiba pada
keuletan material.
Mengevaluasi ketahanan material akibat adanya takik
permukaan.
Mengevaluasi pengaruh suhu terhadap energi absorb.
Menganalisa bentuk kepecahan material.
40
P i i
-
7/28/2019 DT - 2013
41/88
Prinsip
Adanya takik pada permukaan material dapat mengganggualiran tegangan dan menyebabkan pemusatan tegangan/stress
concentration pada daerah yang berdekatan.
41
-
7/28/2019 DT - 2013
42/88
Prinsip
42
-
7/28/2019 DT - 2013
43/88
Mesin Uji Impak Charpy
43
Uji I k Ch
-
7/28/2019 DT - 2013
44/88
Uji Impak Charpy
44
-
7/28/2019 DT - 2013
45/88
Bentuk dan Ukuran SpesimenASTM A-370
Subsize Specimens
45
-
7/28/2019 DT - 2013
46/88
PROFILE PROJECTOR
Bentuk dan Ukuran Spesimen
46
-
7/28/2019 DT - 2013
47/88
Kuat Impak
Impact Strength =Absorbed Energy
C.S.A under the notch[Joule/mm2]
Untuk aplikasi praktis, energi absorb lebih banyak digunakan
untuk menentukan penerimaan material.
47
-
7/28/2019 DT - 2013
48/88
Ekspansi Lateral
LE =Bt Bo
25.4x 1000 [Mils]
Perbedaan lebar pada daerah takik, sebelum dan setelah diuji.
1 mils = 1/1000 inches
LE Absorbed Energy
LE Absorbed Energy
48
-
7/28/2019 DT - 2013
49/88
Penentuan Keuletan Material
Kuat impak dan energi absorb tidak bisa dipakai untukmenentukan tingkat keuletan material.
Keuletan bisa dilihat dengan mengamati bentuk permukaankepecahan.
Jenis permukaan kepecahan:
1. Shear Fracture
- Buram, memperlihatkan sifat material yang ulet
2. Cleavage Fracture- Berkilau, memperlihatkan sifat material yang getas
49
-
7/28/2019 DT - 2013
50/88
4oC 38oC 100oC
Pengaruh Suhu
Suhu DUCTILE
Suhu BRITTLE Dry ice + alcoholLiquid Nitrogen, CO2
Hot GlycerinFurnace/oven
Penentuan Keuletan Material
50
Penentuan Shear Fracture Surface
-
7/28/2019 DT - 2013
51/88
Penentuan Shear Fracture Surface
51
ASTM A-370
Uji Impak Sambungan Las
-
7/28/2019 DT - 2013
52/88
Uji Impak Sambungan Las
Lokasi Notch:
Fusion Line Weld Metal
HAZ
52
Uji Impak Sambungan Las
-
7/28/2019 DT - 2013
53/88
Uji Impak Sambungan Las
53
Uji Impak Sambungan Las
-
7/28/2019 DT - 2013
54/88
Uji Impak Sambungan Las
Penentuan lokasi notch dan jumlah spesimen tergantungpada spesifikasi, code, dan standard yang dipakai.
AWS D1.1: 2010
54
Uji Impak Sambungan Las
-
7/28/2019 DT - 2013
55/88
Uji Impak Sambungan Las
55
AWS D1.1: 2010
Uji Impak Sambungan Las
-
7/28/2019 DT - 2013
56/88
Uji Impak Sambungan Las
56
AWS D1.1: 2010
Uji Impak Sambungan Las
-
7/28/2019 DT - 2013
57/88
Uji Impak Sambungan Las
BKI: 2006, Section 5, Volume 6
57
BRINELL HARDNESS TEST
-
7/28/2019 DT - 2013
58/88
BRINELL HARDNESS TEST
Diameter penekanan rata-rata(dua pembacaanyang saling tegak lurus)diukur untuk memperolehANGKA KEKERASAN BRINELL.
58
-
7/28/2019 DT - 2013
59/88
Pengujian Metalografi
Prinsip1. Pengujian metalografi pada dasarnya terdiri dari PENGUJIAN MAKRO
dan PENGUJIAN MIKRO.
2. Pengujian makro ditujukan untuk mengetahui kondisi melintang
sambungan las, apakah terdapat diskontinuitas pada daerah weld
metal dan fusion line.
3. Pengujian mikro bertujuan untuk mengetahui kondisi struktur mikro
penyusun logam akibat proses pengelasan atau pemanasan dan
pendinginan. Struktur mikro berupa butiran-butiran yang dipisahkan
oleh batas butir (grain boundary).
59
P ji M t (M t h T t)
-
7/28/2019 DT - 2013
60/88
Pengujian Macroetsa (Macroetch Test)
Tujuan Pengujian
1. Mengetahui kualitas hasil lasan tumpul atau fillet dengan mendeteksi
adanya cacat las melalui analisa penampang melintang permukaan
specimen uji. Cacat las yang dapat diketahui dengan macroetsa
adalah IP, IF, crack, undercut, underfil, overlap, porosity, dan internal
defect lainnya.
2. Mengetahui weld profile sehingga dapat diketahui dimensi leg length,
size of weld, dan throat of weld (baik throat effective maupun throat
actual) serta luasan HAZ (Heat Affected Zone) apakah memenuhi
persyaratan dimensional yang baik atau tidak.
3. Pengujian makroetsa dapat digunakan untuk kualifikasi prosedurpengelasan (WPS Welding Procedure Specification) maupun
kualifikasi welder dan welding operator (WPQT Welder Performance
& Qualification Test).
60
-
7/28/2019 DT - 2013
61/88
Dasar Teori
Pengujian makroetsa digunakan untuk memeriksa kualitas
sambungan las tumpul atau fillet.
Macroetsa menggabungkan prosedur fisik dan reaksi kimiawi untuk
mendeteksi weld discontinuities dan mengukur dimensi weld profile-
nya.
Setelah dipoles dan dietsa, weld discontinuities akan tampak pada
penampang melintang las.
Larutan etsa (etchant) yang digunakan tergantung pada jenis logam
yang diuji. Untuk baja karbon digunakan larutan Nital 5% (95%
alkohol 96% dan 5% HNO3).
61
-
7/28/2019 DT - 2013
62/88
AWS D1.1: 2010
62
-
7/28/2019 DT - 2013
63/88
AWS D1.1: 2010
63
-
7/28/2019 DT - 2013
64/88
AWS D1.1: 2010
64
AWS D1.1: 2010
-
7/28/2019 DT - 2013
65/88
65
-
7/28/2019 DT - 2013
66/88
66
-
7/28/2019 DT - 2013
67/88
67
Pemeriksaan Visual untuk Sambungan Fillet
-
7/28/2019 DT - 2013
68/88
Pemeriksaan Visual untuk Sambungan FilletParagraf 4.9.1.2 AWS D1.1 2010
Sambungan fillet harus memenuhi persyaratan sebagai berikut:
1. Tidak boleh ada crack berapapun ukurannya.
2. Semua kawah las (sambungan antar kawat las SMAW) harus terisipenuh setebal penampang melintang logam las.
3. Panjang kaki las aktual tidak boleh kurang dari panjang kaki las yangdisyaratkan oleh disain.
4. Profil las harus memenuhi persyaratan pada gambar 5.4.
5. Undercut pada logam induk tidak boleh melebihi 1 mm.
68
Profil Las yang Acceptable dan Unacceptable
-
7/28/2019 DT - 2013
69/88
o as ya g cceptab e da U acceptab eGambar 5.4 AWS D1.1 2008
69
Profil Las yang Acceptable dan Unacceptable
-
7/28/2019 DT - 2013
70/88
y g p pGambar 5.4 AWS D1.1 2008
70
Acceptance Criteria untuk Uji Makroetsa (Macroetch Test)
-
7/28/2019 DT - 2013
71/88
p j ( )
PROCEDURE QUALIFICATIONParagraf 4.9.4.1 AWS D1.1 2010
Agar bisa diterima, test spesimen apabila diperiksa secara visual harusmemenuhi persyaratan berikut:
1. Untuk partial joint penetration (PJP) sambungan tumpul, ukuran las aktualharus sama dengan atau lebih besar dari ukuran las yang disyaratkan olehdisain.
2. Sambungan fillet harus memiliki fusi yang sempurna hingga ke akarsambungan, tapi tidak perlu melebihi kedalaman akar.
3. Ukuran kaki las minimum harus memenuhi ukuran kaki las yang disyaratkanoleh disain.
71
Acceptance Criteria untuk Uji Makroetsa (Macroetch Test)
-
7/28/2019 DT - 2013
72/88
4. PJP untuk sambungan tumpul dan fillet harus memenuhi ketentuan:
a. Tidak boleh ada crack.
b. Fusi yang sempurna antar layer pada logam las dan antara logam lasdan logam induk.
c. Profil las harus sesuai dengan detil yang disyaratkan oleh disain.
d. Tidak boleh ada undercut dengan kedalaman melebihi 1 mm.
p j ( )
PROCEDURE QUALIFICATIONParagraf 4.9.4.1 AWS D1.1 2010
72
Acceptance Criteria untuk Uji Makroetsa (Macroetch Test)
-
7/28/2019 DT - 2013
73/88
p j ( )
PERFORMANCE QUALIFICATIONParagraf 4.31.2.3 AWS D1.1 2010
Agar bisa diterima, test spesimen apabila diperiksa secara visual harusmemenuhi persyaratan berikut:
1. Sambungan fillet harus memiliki fusi yang sempurna hingga ke akarsambungan, tapi tidak perlu melebihi kedalaman akar.
2. Ukuran kaki las minimum harus memenuhi ukuran kaki las yangdisyaratkan oleh disain.
73
Acceptance Criteria untuk Uji Makroetsa (Macroetch Test)
-
7/28/2019 DT - 2013
74/88
3. Sambungan las fillet harus memenuhi ketentuan:
a. Tidak boleh ada crack.
b. Fusi yang sempurna antar layer pada logam las dan antara logam lasdan logam induk.
c. Profil las harus sesuai dengan detil yang disyaratkan oleh disain.
d. Tidak boleh ada undercut dengan kedalaman melebihi 1 mm.
e. Untuk porosity dengan ukuran 1 mm, total akumulasi tidak bolehmelebihi 4 mm.
f. Jumlah ukuran terbesar dari slag harus tidak boleh melebihi 4 mm.
p j ( )
PERFORMANCE QUALIFICATIONParagraf 4.31.2.3 AWS D1.1 2010
74
Acceptance Criteria untuk Uji Makroetsa (Macroetch Test)
-
7/28/2019 DT - 2013
75/88
4. Las sumbat (plug weld) harus memenuhi ketentuan:
a. Tidak boleh ada crack.
b. Fusi yang sempurna antara logam las dan logam induk.
c. Total akumulasi panjang slag tidak boleh melebihi 6 mm.
PERFORMANCE QUALIFICATIONParagraf 4.31.2.3 AWS D1.1 2010
75
-
7/28/2019 DT - 2013
76/88
76
Contoh Form Pengujian
-
7/28/2019 DT - 2013
77/88
77
-
7/28/2019 DT - 2013
78/88
78
Contoh Form Pengujian
-
7/28/2019 DT - 2013
79/88
79
Pengujian Struktur Mikro
-
7/28/2019 DT - 2013
80/88
Pengujian Struktur Mikro
Tujuan Pengujian
Mengetahui kondisi struktur mikro akibat pengelasan atau proses
pemanasan dan pendinginan yang meliputi perubahan bentuk dan
ukuran butir, perubahan fase, presipitasi fase, pembekuan struktur,
dan adanya cacat pada logam las.
80
Pengamatan metalography
-
7/28/2019 DT - 2013
81/88
Pengamatan metalography
Proses metalographyPersiapan spesimen
Pengetsaan
Pengamatan mikroskop dan fotografi
Pengamatan metalography mampu menunjukkan:
Perubahan bentuk dan ukuran butir
Perubahan fase
Presipitasi fase
Struktur solidifikasiCacat pengelasan
81
Pengamatan metalography
-
7/28/2019 DT - 2013
82/88
Pengamatan metalography
mikroskop
82
Perubahan bentuk dan ukuran butir
-
7/28/2019 DT - 2013
83/88
Perubahan bentuk dan ukuran butir
Perubahan bentuk butir
Perubahan ukuran butir
83
-
7/28/2019 DT - 2013
84/88
Perubahan fase pada baja
Ferrite, Pearlite Martensite
84
-
7/28/2019 DT - 2013
85/88
Presipitasi fase
Presipitasi fase pada batas butir
paduan aluminium
Presipitasi fase pada stainless steel
85
Struktur solidifikasi logam
-
7/28/2019 DT - 2013
86/88
Struktur solidifikasi logam
86
Cacat-cacat pengelasan
-
7/28/2019 DT - 2013
87/88
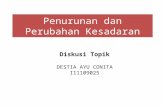
Cacat-cacat pengelasan
Porositas pada daerah melebur parsial Keretakan pada daerah melebur parsial
Keretakan pada kaki fillet weldPorositas dan pengembangan butir pada HAZ
87
-
7/28/2019 DT - 2013
88/88
THE END