
Wear mechanisms in oil-lubricated and dry fretting of silicon nitride against bearing steel contacts
12
WEAR ELSEVIER Wear 210 (1997) 27-38 Wear mechanisms in oil-lubricated and dry fretting of silicon nitride against bearing steel contacts M. Kalin a, .I. Vi~intin ""*, S. Nov~k b, G. DraWl6 b " University of Ljubljana, Faculty of Mechanical Engineering, Bo~i~it~'era 8, IO00 Ljubljana. Slovenia b Jo~efStefim Institute. Jamova 39, I000 I.j.~pljana, Slovenia Received I I June 1996: revised 24 March 1997: accepted 7 April 1997 gbstract The wear and friction behaviour of silicon nitride against bearing steel was investigated under lubricated and dry freuing conditions as a function of amplitude and test duration. Tests were performed on a high frequency fretting tester. Silicon nitride bearing balls were used as the upper oscillating specimens while the lower stationary flats were standard specimens of bearing steel. Amplitudes in the intermediate 5 to 50 p,m range and a test duration from l0 to 360 min were studied. In lubricated conditions a commercial lubricant, ISO VG 220. was used. Light microscopy, scanning electron microscopy ( SEM ), energy dispersive spectroscopy ( EDS ), Auger spectroscopy (AES) andtransmission electron microscopy (TEM) were employed to determine the wear mechanisms. Under lubricated conditions transition from high to low wear volumes was recognised with increasing amplitude. At lower amplitudes and in ~e early stage of fretting tests at moderate amplitudes, mechanical wear dominated. Cracks on the stick-slip boundary and spalling of a thin tribolayer was observed. Under these conditions the highest wear in lubricated fretting was obtained. In the final stage of fretting tests at moderate amplitudes, and from the beginning at higher amplitudes, tribochemicai wear is suggested as the dominant wear form. A 0.2 ltm thick tribolayer was observed on the contact, containing inclusions with different Fe and Si contents. A very high concentration of carbon, formed by oil degradation, was also determined in this layer, confirming the critical influence of oil on the wear behaviour. Quite a different wear mechanism is proposed for dry fretting conditions. Results of AES analysis showed a layer an order of magnitude thicker than in lubricated fretting, also having a remarkably different chemical composition. TEM analysis confirmed that the reaction layer consisted of a silica-rich amorphous phase containing small inclusions of Fe20, and Fe~O.~. In contrast to lubricated conditions, where the layer created was ductile, in the case of dry fretting the layer was brittle. The continuous process of forming and spalling the brittle tribolayer caused much higher wear rates and wear losses than under lubricated fretting conditions. No transition in wear behavionr was observed as was the case in lubricated fretting. © 1997 Elsevier Science S.A. Ke~a,'ords: Fretting wear: Silicon nitride: Bearing steel: Ceramics: Oil: Lubricated conditions: Dry conditions 1. Introduction Hybrid ceramic bearings are finding increased applications in machine tool spindles and aerospace vehicles. They have steel rings assembled with ceramic balls, Hot isostatically pressed ~,ilicon nitdde was found to be the most advantageous material for the ceramic rolling elements. The advantages of hybrid bearings are most pronounced in high-speed applica- tions because of reduced centrifugal force, since the density of ceramic balls is 60% lower than that of steel balls, it is known that the strength and corrosion resistance of ceramic * Corresponding author. Tel.: +386 61 125 9200: fax: +386 61 125 ! 188. a Presented at the 11th International Conference on Wear of Materials. San Diego, CA, USA, 20-23 April 1997, 0043-1648/97/$17.00 © 1997 Elsevier Science S.A. All rights reserved Pil S0043-1648 ( 97 ) 00082- 3 materials is maintained over a much greater temperature range than for typical beating steel. This allows hybrid bear- ings to operate at over 500 °C, and all-ceramic bearings at over 1000 °C [ I-3], while the limiting temperature forcon- ventional bearings is significantly lower. Many rolling bear- ings are subjected to marginal lubrication which causes interactions of the asperities on mating surfaces, leading to microplastic deformation, micropitting and finally bearing failure [41. Ceramics have a high yield strength and can prevent severe damage on rolling surfaces with marginal lubrication or in other cases of lubricant starvation. One of the wear forms which significantly limits the oper- ating life of rolling-element bearings and other machine com- ponents and structures is also fretting wear. in recent decades studies of different aspects of the subject have been made. but quite different and incompatible results have been
Transcript of Wear mechanisms in oil-lubricated and dry fretting of silicon nitride against bearing steel contacts

WEAR E L S E V I E R Wear 210 (1997) 27-38
Wear mechanisms in oil-lubricated and dry fretting of silicon nitride against bearing steel contacts
M. Kalin a, .I. Vi~intin ""*, S. Nov~k b, G. DraWl6 b " University of Ljubljana, Faculty of Mechanical Engineering, Bo~i~it~'era 8, IO00 Ljubljana. Slovenia
b Jo~efStefim Institute. Jamova 39, I000 I.j.~pljana, Slovenia
Received I I June 1996: revised 24 March 1997: accepted 7 April 1997
gbstract
The wear and friction behaviour of silicon nitride against bearing steel was investigated under lubricated and dry freuing conditions as a function of amplitude and test duration. Tests were performed on a high frequency fretting tester. Silicon nitride bearing balls were used as the upper oscillating specimens while the lower stationary flats were standard specimens of bearing steel. Amplitudes in the intermediate 5 to 50 p,m range and a test duration from l0 to 360 min were studied. In lubricated conditions a commercial lubricant, ISO VG 220. was used. Light microscopy, scanning electron microscopy ( SEM ), energy dispersive spectroscopy ( EDS ), Auger spectroscopy (AES) andtransmission electron microscopy (TEM) were employed to determine the wear mechanisms.
Under lubricated conditions transition from high to low wear volumes was recognised with increasing amplitude. At lower amplitudes and in ~e early stage of fretting tests at moderate amplitudes, mechanical wear dominated. Cracks on the stick-slip boundary and spalling of a thin tribolayer was observed. Under these conditions the highest wear in lubricated fretting was obtained. In the final stage of fretting tests at moderate amplitudes, and from the beginning at higher amplitudes, tribochemicai wear is suggested as the dominant wear form. A 0.2 ltm thick tribolayer was observed on the contact, containing inclusions with different Fe and Si contents. A very high concentration of carbon, formed by oil degradation, was also determined in this layer, confirming the critical influence of oil on the wear behaviour.
Quite a different wear mechanism is proposed for dry fretting conditions. Results of AES analysis showed a layer an order of magnitude thicker than in lubricated fretting, also having a remarkably different chemical composition. TEM analysis confirmed that the reaction layer consisted of a silica-rich amorphous phase containing small inclusions of Fe20, and Fe~O.~. In contrast to lubricated conditions, where the layer created was ductile, in the case of dry fretting the layer was brittle. The continuous process of forming and spalling the brittle tribolayer caused much higher wear rates and wear losses than under lubricated fretting conditions. No transition in wear behavionr was observed as was the case in lubricated fretting. © 1997 Elsevier Science S.A.
Ke~a,'ords: Fretting wear: Silicon nitride: Bearing steel: Ceramics: Oil: Lubricated conditions: Dry conditions
1. Introduction
Hybrid ceramic bearings are finding increased applications in machine tool spindles and aerospace vehicles. They have steel rings assembled with ceramic balls, Hot isostatically pressed ~,ilicon nitdde was found to be the most advantageous material for the ceramic rolling elements. The advantages of hybrid bearings are most pronounced in high-speed applica- tions because of reduced centrifugal force, since the density of ceramic balls is 60% lower than that of steel balls, it is known that the strength and corrosion resistance of ceramic
* Corresponding author. Tel.: +386 61 125 9200: fax: +386 61 125 ! 188.
a Presented at the 11th International Conference on Wear of Materials. San Diego, CA, USA, 20-23 April 1997,
0043-1648/97/$17.00 © 1997 Elsevier Science S.A. All rights reserved Pil S 0 0 4 3 - 1 6 4 8 ( 97 ) 0 0 0 8 2 - 3
materials is maintained over a much greater temperature range than for typical beating steel. This allows hybrid bear- ings to operate at over 500 °C, and all-ceramic bearings at over 1000 °C [ I -3 ] , while the limiting temperature forcon- ventional bearings is significantly lower. Many rolling bear- ings are subjected to marginal lubrication which causes interactions of the asperities on mating surfaces, leading to microplastic deformation, micropitting and finally bearing failure [41. Ceramics have a high yield strength and can prevent severe damage on rolling surfaces with marginal lubrication or in other cases of lubricant starvation.
One of the wear forms which significantly limits the oper- ating life of rolling-element bearings and other machine com- ponents and structures is also fretting wear. in recent decades studies of different aspects of the subject have been made. but quite different and incompatible results have been
28 M. Kalin et al. / Wear 210 (1997) 27-38
obtained. The main reasons for the lack of a stringent defi- nition of fretting are the complexity of the process itself, the effects of the prevailing contact conditions, the materials in contact and the surrounding environment. Although ceramic- metal contacts are of great interest and of great potential for the future, the literature available on fretting wear for such material combinations is still very limited 15-7]. We have not tbund any published paper about oil-lubricated fretting for steel--ceramics contacts. On the other hand, more studies of ceramic-steel pairs were made under various sliding con- ditions [8-171.
Engineering ceramics have been traditionally considered to be particularly resistant to chemical wear. However, it is becoming clear that the interactions of the ceramic with envi- ronment and the countefface plays a critical role in determin- ing wear performance [ 18-261. A tribochemical reaction involving Si3N4 was first reported by Fischer and Tomizawa [ 181 for sliding of silicon nitride against itself under ambient conditions. According to these researchers, the reaction involves oxidation of Si3N4 to an amorphous hydrated SIC),_, resulting in a significantly lower friction coefficient and wear rate. Under dry conditions, the wear occurs by microfracture, while at moderate levels of humidity it occurs by the cumu- lative effect of microfracture and tribochemical interaction. Gee and Butterfield [ 191 reported the formation of silicon oxynitride in addition to hydrated silicon oxide in ball-on- ring sliding wear tests. They claimed that the wear of silicon nitride greatly depends on sliding speed since the amount of heat generated and hence the temperature at the interface is directly related to the sliding speed. The temperature gener- ated in the contact is more or less an estimation, based on calculations 127-301 or experimental evidence [30--321, since in both cases many problems are still unsolved. For example, Griffioen et at. [ 31 ] measured temperatu~s as high as 2700 "12 in a silicon nitride-sapphire sliding system. On the other hand, Weick et al. [321 detected a surface temper- ature rise of only 130-140 K in unlubrieated fretting contacts of different ceramic materials, which agreed well also with t~ i r theoretical calculations, but the serious problem of deter- mining the teal contact area was pointed out. In the research of Ishigaki et al. [ 33] a tribologically induced phase trans- formation of ¢x-Si3Na to ~-Si3N 4, which normally occurs at 1550 °C, was reported. They suggest the temperature as the factor responsible for the transformation. Dong and Jahanmir [ 231 classified the wear process into different regions, char- aeterised by certain levels of friction and wear rates as a function of load and temperatures between 23 °C and 1000 °C. They recognised microfracmre (high loads), tribochem- ical reaction ( 23-400 *C), selective oxidation (400--700 °C), formation of crystalline precipitates (700-900 °C) and oxi- dation (above 900 °(2) as the controlling wear mechanisms in dry reciprocating sliding of Si.~Na against itself. Also, a wear mechanism transition zone was reported as the load or temperature was varied. Evidently, temperatures play an important role in the wear behaviour of silicon nitride, espe- cially at higher values where chemical processes are involved.
Similarly, in sliding tests of ceramics against metals, tti- boehemical interactions have been reported either with the atmosphere or with the mating metals [7-15]. A speed- and temperature-dependence of reaction products and their effect on were" behaviour has been recognised, but with contradic- tory results. It was reported that increasing speed could cause lower [8,161 or higher [9,141 wear rates. Also, the effect of temperature and creation of a reaction layer could cause lower wear rates [ 5,6,11,16,34 ]; on the other hand, in refs. [ ! 3,14 ] higher wear was obtained. In some studies ! 11,341 lower wear rates were obtained due to softening of the layer at higher temperatures. According to the estimated high tem- peratures at the tribocontact [ 8,141, in lubricated contact the reaction of silicon nitride and steel could a l~ be expected. Namely, the onset temperature of reaction between Si.~Na and iron was reported to be 1095 °(2 [241, and Fe(Si) solid solution was found to be present above this temperature [ 25 l. In all oil-lubricated tests considerably lower wear was obtained [8-10,16] than in dry tests, but the detailed mech- anisms of the wear were not introduced. The tribochemical wear mechanism was often accompanied by material transfer and adhesion, mostly from softer steel to the ceramic speci- men [ 16,17]. These films/layers were sometimes referred to as protective and reduced wear [9, ! 31, but sometimes caused higher wear [ 10,17]. In summary, the presence of triboch- emical films on ceramic and metals under sliding or fretting conditions were reported many times. Although their strong dependence on environmental and operating conditions was confirmed, details of the mechanisms and chemical reactions are still not understood. The situation is complicated by the many influential parameters and variations in test conditions.
The purpose of our work was evaluation of the fretting wear behaviour of the different material combinations used in ball bearing applications, under the same testing condi- tions. In previous papers [35,361 we have reported on the effect of the amplitude and test time on the fretting wear of silicon nitdde against silicon nitride and bearing steel against bearing steel contacts in oil-lubricated and dry conditions. The present work was focused on the fretting wear mecha- nisms in silicon nitride against bearing steel contacts under the same conditions as were used in our previous investigations.
2. Experimental
2. !. Operathlg procedures
Experiments were done in a commercially available high- frequency fretting machine. A detailed description of the tester has been reported elsewhere [ 35 ]. Basically it consists of a stationary base, a holder which is driven in such a way as to produce a linear oscillating motion, a loading cell and a computer-based regulation system. The lower, flat specimens made from beating steel were fixed in the base, while the upper specimens, i.e. silicon nitride balls, were fixed in the

M. Kalin et al. / Wear 210 (1997t 27-3:; 29
SigN,
AL_SI 5 2 1 0 0
f- 2101~
IF -- 88 hi ( p=2400 MPa)
........... ~ 7 0 0 HV (po l i shed)
~ I / ss0~lv
-1 Q, !
~ ' .
A_ = 0.054 . . . . . . mm :.~" ~ ~ : . Lubricant ISO VG 220 , n 1, i
', 0,2632 mm
Fig. I. Schematic diagram of the test conditions.
oscillating holder. The relative humidity of the air was 50-- 60% ( ambient conditions).
A normal force of 88 N was applied through the loading cell at each contact. The frequency of oscillation was 210 Hz. in order to determine the effect of a particular amplitude on wear behaviour, the amplitude was increased at five levels between 5 p,m and 50 p.m. At each amplitude tests were stopped 6 times in the range from 10 to 360 min. The corre- sponding number of cycles was 0.1 × 10~'-4.5 x i0 ~' and the range of sliding distances 2-900 m. Every time the test was stopped, a new pair of specimens was used and a new test was performed. Tests were repeated 3--4 times at each ampli- tude and test duration to ensure repeatability of the results. Due to the constant frequency of oscillation, sliding velocity increases with increasing amplitude from 0.0042 m s-~ to 0.042 m s-I .
Before the test. specimens were ultrasonically cleaned in carbon tetrachloride. A small amount of oil was spread on the surface of the flat specimen in lubricated conditions. Dur- ing the test. no additional oil was supplied on the contact. After the test. the specimens were cleaned to remove residual oil and worn particles. A schematic diagram of the test con- ditions is shown in Fig. I.
2.2. Specimens
The material ofthe flat specimens was AIS152100 beating steel. Specimens were machined from rod stock and were heat treated to a hardness of approximately 850 HV. The surface was ground to a roughness R.,=O.05 p.m and Rm.~ = 0.44 p,m. Dimensions of the specimens were 0 2 4 × 7 mm.
Ceramic specimens were standard bearing balls with a diameter of 9.525 mm having a highly polished surface finish. No evidence of polishing scratches or porosity was found on the surface. The material was hot isostatically pressed Si~N.~ (NBD-100 obtained from Cerbec Corp., East Granby, CT).
The grain size of silicon nitdde was about I p.m, its hardness was 1700 HV and fracture toughness, K,c, 5.4 MPa m '/2.
In lubricated test conditions commercial oil ISO VG 220 with a viscosity index of 85 was used.
2.3. Methods of analysis
The worn surfaces of the flat and the bali were first exam- ined under a light microscope. Diameters of wear .scars in directions parallel and perpendicular to the sliding direction were measured. They were almost of the same size, since the displacement amplitude was very small. Wear volume, i.e. total wear loss from the ball and the flat, was calculated from the equation proposed by Klaffke |51 (R: radius of the ball: dt: diameter of the wear .scar; A: amplitude):
w=Trd~, d~ + 2A2d, 8 8R 3 8R
Since the mating materials in contact have quite different mechanical properties, on some couples wear loss was deter- mined separately on the ball and on the flat, using profilo- mete. Results showed that the wear on steel flats was 2-3 ,imes greater than that of the ceramic balls for all amplitudes used. Nevertheless, the total wear volume of a pair agreed very well with the total wear volume calculated by the pro- posed equation. Differences were between 5% and 20%. Because of the large number of specimens and the very time- consuming profilometry procedure, total wear loss was cal- culated by the equation and is presented as an average of all representative results from the tests under the same conditions and test duration.
In order to determine how the nature of the wear process depends on the test time and amplitude of oscillation, wear scars were examined using scanning electron microscopy ( SEM ) and energy dispersive spectroscopy (EDS). On some specimens Auger electron spectroscopy (AES) and trans- mission electron microscopy (TEM) were employed to con- firm some hypotheses that were suggested by previous

30 M. Kalin et al. / Wear 210 (1997) 27-38
! (a)_ - .... s~-I
f ~ Lubricalcd . . . . . . ~Wn I
"'."1 . . . . . . . . . . . "~" "-,,,..,:. ~: . . . . . . . . . .
, , ~" . . . . . . . . ; - . . . . ~-- ~.~--...., - - . . , . - - .~ . . . . . . . .
~0 120 11~ 240 300 3~0
T i m e |m in i
50.
h I,~ 40 .
m
Ii 30.
10
O . o
(c) [ . . . . . 1Gram
/
i %%
.°. . * ' ' - . . "
I ." ° " - .
.o" . . . . ~ ° . .
. . :.2".-'.2 . . . . . £"---. . . . . . . . . . . . . -~.=7-.:_~ e - . - : . . . . . . . . : . . . . . . . _ 'lo 20 30 4o 5o
, ~ ~ I ~ l
TO,
t . PO
,o
0 0
2 ~ 0
) ) . . . . . 5pro
2 5 ~ n
:J '~ . . . . . " . . . . . . . . . . . . . . . . . . _ . . _ _ _ - - - - - _ _ _ _ _ . _ _ . _ : - _ :
%
. . . . . . , . . . 120 l e o 2,t(] 30O 360
Ti--e l,,,inl
2OOO
4m N
E m
g.
(d)
0 0
. . . . . "lOn'an /
. . . . . 3om,n Dry
. . . . . . eOm~
. . . . 180m~
. O r e . /
. / " . . . . . . . . . . . 2 - 2 : 2 . . . . . . . . . . . i=_:-_ . . . . . :
~0 2O 30 4O 5O
Amplitude Im] Fig. 2. Wear rate of ball and flat specimens as a function of time for different amplitudes of o~illation under (a) lubricated conditions, (b) dry conditions. Wear loss of ball and flat specimens as a function of amplitude under (c) lubricated conditions. (d) dry conditions.
analyses ( SEM, EDS). The area of AES analysis was approx- imately 100 ~m 2.
3. Results and discussion
3.1. Wear rate as a function of test time
In Fig. 2(a) it can be seen that the highest wear rate in lubricated conditions was obtained :'n the early stage of fret- ring. With further fretting the wear rate decreased. After a certain period the wear rate reached a steady-state value and became nearly constant.
Fig. 2(b) shows wear rate as a function of time in dry freuing conditions. A rapid increase of wear rate can be observed at ~be beginning of the test. After the initial period, stable conditions were obtained and the wear rate remained almost constant to the end of the test at all amplitudes. This was also the case in lubricated conditions, but the stage of unsettled wear rate lasted for a longer period than in dry fretting. It is evident that the value of the wear rate was much higher in dry than in lubricated conditions.
3.2. Wear loss as a fimction of amplitude
Comparison between the diagrams of wear loss as a function of amplitude for lubricated (Fig. 2(c)) and dry (Fig. 2(d) ) conditions indicates significantly different wear behaviour. While the wear loss increased almost linearly with increasing amplitude in dry conditions, obvious peak values
between 20 ~m and 30 Ixm amplitude were detected in lubri- cated fretting. Lower and higher amplitudes resulted in lower we~ loss. Also, it must be pointed out that the wear loss in dry conditions is about two orders of magnitude higher than in lubricated conditions. Apparently not only the presence of oil but also the amplitude of oscillation affects the wear behaviour in selected conditions. Similar wear behaviour was also observed in a previous investigation | 35] where fretting wear in dry and lubricated Si3N4 against Si3N4 contacts was studied under the same conditions as were used in the present work.
Further analyses were performed to elucidate the wear mechanisms and processes that were dominant for selected material combination and test conditions.
3.3. SEA1 and EDS observations
3.3. I. Lubricated conditions
Fig. 3(a) shows the wear scar on a ceramic ball after 360 rain of fretting at 5 p.m amplitude. The typical appearance of stick-slip conditions can be observed. While in the slip region cracks oriented perpendicular to the sliding directions are evident, there is almost no damage in the stick zone. The same wear process was present on the steel plate. A detail from the slip region on the steel with cracks is shown in Fig. 3(b). At an earlier stage of freuing at the same ampli- tude, similar wear behaviour was determined, except that the number and the extent of cracks were smaller. Therefore,

. . . . . . . I
M. Kalin et al. / Wear 210 t 1997) 27-38 31
Fig. 3. SEM micrograms of the wear scars created in lubrica,.ed *,'retting after 360 min at 5 Ixm amplitude on (a) Si3N4 ball, (b) steel plate.
mechanical wear in the form of cracks was the dominant wear mechanism at this amplitude.
After only 10 rain of testing at 25 p.m amplitude, a tribo- layer was observed on both materials. Fig. 4 ( a ) and (b) . According to EDS analysis it was composed mainly of Si and Fe. From Fig. 4 ( a ) and (b) i tcan be seen that the layer was brittle and spalled during the process, which implies a rela- tively intense wear loss. This observation also agrees with
the high wear rate in the early stage of lubricated fretting at 25 p,m amplitude, plotted in Fig. 2 ( a ) . Two different mech- anisms of formation of the tribolayer could be suggested: ( 1 ) simple transfer of the material and (2) tribochemical reaction between the ceramic and metal, i f the transfer of the material was the mechanism, the layer on the ceramic ball would contain no silicon, or ceramic material would be present as the fragments impressed into the steel, because of the much
f~ iiiiiii::!! :i:i i! :: :::!:::
Fig. 4. SEM micrographs of the layers created in lubricated fretting after 10 min at 25 p.m amplitude on (a) Si~N.~ ball. (b) steel plate. SEM micrographs of the reaction layers crealed in lubricated fretting after 360 rain at 25 p.m amplitude on (c) Si,N4 ball, (d) steel plate.

32 M. Kalin et al. / Wear 210 (1997) 27-38
. . . . . . . . . . . . . . . . .
~ ~. .i. ,.
!
..... ¸.!ii i :I!!I!!IIIII ! ii! !, i ill :̧ :I:I i: :::i!!i!:i i :iii :i iiii ! !iiiii:i!i!!::iiiii!!! ii!iiii i
Fig. 5. SEM micrograp~ oflhe layers created in lubricated fretting after I0 rain at 50 Itm amplitude on (a) SigN4 ball, (b) steel plate. SEM micrographs of the layers created in lubricated fretting after 360 min at 50 I~m amplitude on (c) Si~4 ball, (d) steel plate.
higher hardness and brittleness of ceramics. Since the layer exhibits a homogeneous composition containing iron and silicon, the second mechanism seems to be more probable. The most influential wear mechanism at the given conditions was the formation and spalling of the layer in the contact.
After 360 min of fretting at 25 Ixm amplitude a specific tribolayer was formed over the wear scar on the worn ceramic surface, shown in Fig. 4(c). As can be seen, the layer con- rained white inclusions. According to EDS analysis (see spectra attached to Fig. 4(c) ) the white particles contained a high concentration of iron, in contrast to the dark matrix which consisted of only a silicon-based phase with no iron. This supports the hypothesis that the white particles are chem- ical reaction products, since steel wear particles could not be embedded in the ceramic due to their mechanical properties. The layer on the steel wear scar showed signs of smearing and plastic deformation, implying the ductile character of the layer, as seen in Fig. 4(d). This is quite different in appear- ance from the early stage of the test. Brittleness of the tribo- layer at the beginning of fretting and more ductile behaviour at the final stage suggest a transition in wear behaviour from severe mechanical wear with a high wear rate to the more 'plastic-type' of wear, which led to a lower wear rate in the final stage.
According to the observations illustrated in Fig. 4, we assume that the contact conditions in the later stage were
severe enough to promote tribochemical reaction between the materials involved. We suppose that the ductile layer formed in the contact reduced the wear rate due to its lower viscosity. Tribolayers that reduced wear rates we~ observed also in sliding tests of ceramic-steel [8,11,13] or ceramic-ceramic couples [19-22], both in lubricated or dry conditions. Klaffke [5,6] recognised that "the formation of surface lay- ers can change the tribological behaviour drastically and is influenced by several parameters of the test conditions". He suggested that, in a more refined model of wear behaviour, chemical reaction, spot temperatures, thermal conductivity, and phase transformations should be taken into account. Very few researchers have studied ceramic-steel sliding pairs lubricated with oils [8-10,16]. In Ref. [8] where Si3N 4
ceramics were studied, a decrease in wear rate was obtained at high temperatures. It was suggested that protective film formation through tribochemicai interactions between the materials and the oil at higher temperatures, accompanied by the high sliding velocity, was responsible for such behaviour.
The tribolayer created on the ceramic ball after !0 rain of fretting at 50 I~m amplitude is presented in Fig. 5(a). The layer, which contained inclusions with a small amount of Fe, covered most of the wear scar and only a few small areas at the very edge of the scar were of the original silicon nitride material, typically with cracks (see upper right area of Fig. 5(a) ). The tribolayer on the steel sample contained a

M. Kalin eu aL ~Wear210 (1997) 27-38 33
. . = , ~ . . . . . ~ . . . . k ~
. .
. .
• •
, ~.~,~
~ _ - = : . . . . z = . . - ~ • . ~ , . ~. ~ , . , b -
Fig. 6. SEM micrographs of wear scar on (a) Si.~N4 ball and (b) steel plate created after I0 min of dry fretting at 5 ~m. SEM mkrogtaphs of the layers created on (c) Si3N4 ball and (d] steel plate alter 360 rain of dry fretting at 5 p.m.
certain amount of Si. Fig. 5(b) shows ev:.dence of plastic deformation and smearing of the layer on the steel plate. This implies that the layer was ductile.
Wear scars after 360 rain of testing at an amplitude of 50 i~m showed a similar appearance. The wear scar on the ceramic ball w ~ partly covered with a layer containing inclu- sions rich in iron (Fig. 5(c) ), as was also observed at 25 p.m amplitude and at an earlier stage at the same amplitude. On the other hand, the surface of the wear scar on the steel specimen was mostly covered with an apparently homoge- neous tribolayer, shown in Fig. 5 (d). According to EDS anal- ysis the layer contained a high amount of Si from the ceramic ball, presumably due to the tribochemical reaction between the mating materials. The observed cracks were most prob- ably created during cooling after the test.
From the results of SEM and EDS analyses it can be pro- posed that a combination of mechanical and tribochemical wear influenced the wear behaviour even in the first stage of fretting at the highest amplitude used. Since higher ampli- tudes at constant frequency mean a higher sliding velocity, it is reasonable to conclude that the temperature increases with amplitude. Hence, probably due to higher temperatures, a ductile layer with low viscosity is created on the steel speci- men, so that lower wear rate and lower wear loss (Fig. 2(a), (c)) were obtained at 50 pm than at 25 pm amplitude. A similar wear transition was observed in sliding tests of SiaN 4 in humid air by Gee and Butterfield [19]--related to
increased sliding speed--and in unlubricated fretting tests by Melandri et al. [22] and Bill [37]--rela~d to increased temperature. Auia [38] explained such a decrease in wear loss by non-monoton'~c variations of the damping capacity of the viscoelastic material observed in the contact which passes through a maximum with increasing temperature. This expla- nation is also consistent with our observations of the more ductile character of the reaction layer,
3.3.2. D o , condi t ions
As in the case of lubricated fretting, at 5 p,m amplitude typical stick and slip regions on the ceramic and on the worn steel surfaces were also obtained in dry fretting. In Fig. 6(a) and (b) wear scars afmr only IO rain of the test are shown. In the stick region almost no damage can be observed, either on ceramic or on the steel specimen, in contrast to lubricated conditions, where in the slip region only mechanical wear was detected at the same test time and amplitude, a well- defined layer was present in dry fretting. The layer on the ceramic ball was brittle and spalled, as is shown in detail in Fig. 6(a). From the appearance of the uncovered surface, also seen in the dark area, we suppose that the ceramic surface was mainly mechanically undamaged. EDS analysis of the layer confirmed the presence of Si and Fe, which irdicates that tribochemical reaction took place, as was also proposed by other authors for dry sliding of ceramic-steel pairs [9- 12,14-16].
34 M. Kalin et aL / Wear210 ¢!997) 27-38
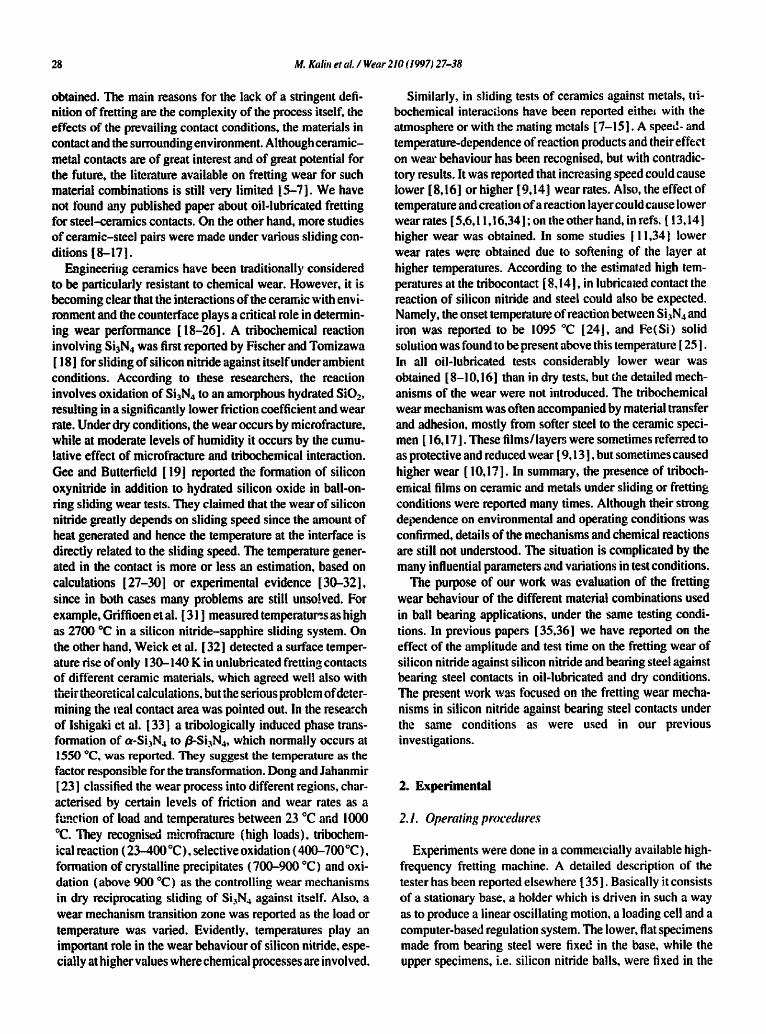
Fig. 6(c) and (d) show a layer on the worn ceramic and steel surfaces, respectively, created after 360 rain of fretting at 5 tLm amplitude. The layer covered a great part of the wear scars on both materials. Fig. 6(c) shows a smooth, apparently homogeneous layer with cracks on the ceramic ball. The EDS spectrum on the same figure indicates a high amount of Fe and Si in the layer, supporting the hypothesis of tribochemical reaction as the main mechanism of wear.
Wear mechanisms at 25 ttm and 50 ttm amplitudes were very similar, except that the severity of wear at 50 ttm ampli- tude was greater than at 25 p,m amplitude. This coincides with the almost linear increase of wear loss with increasing amplitude without any transitions or significant changes in wear behaviour (Fig. 2(d) ), while in lubricated conditions remarkable changes were recogntsed (Fig. 2(c) ).
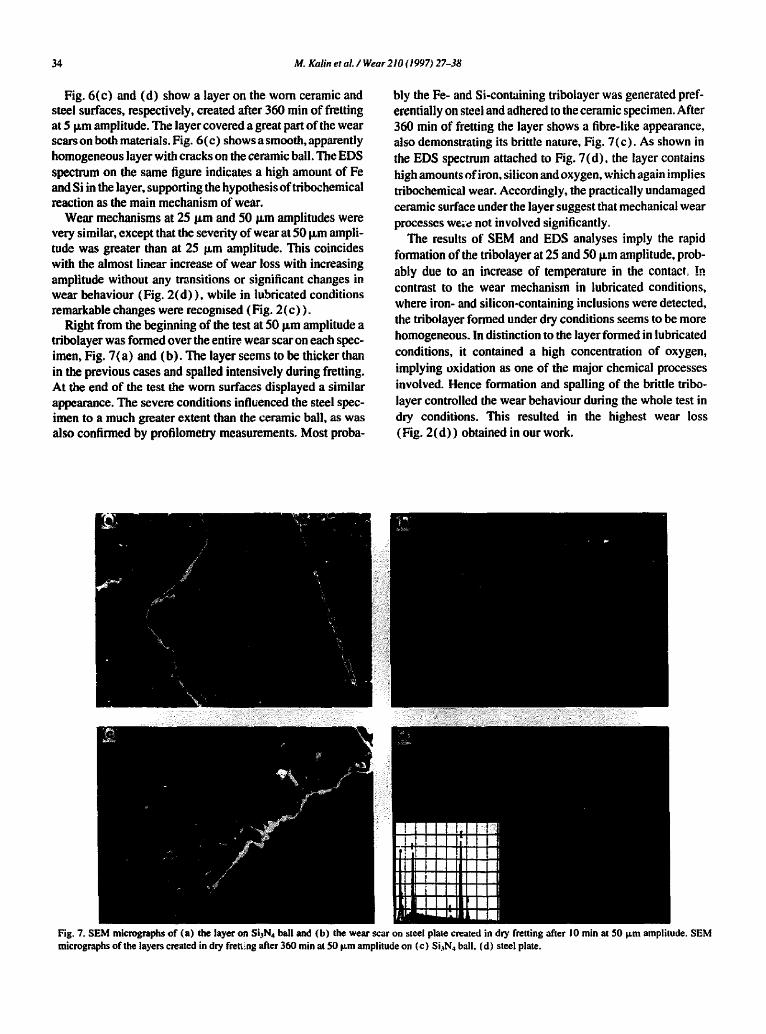
Right from the beginning of the test at 50 ttm amplitude a tribolayer was formed over the entile wear scar on each spec- imen, Fig. 7(a) and (b). The layer seems to be thicker than in the previous cases and spalled intensively during fretting. At the end of the test the worn surfaces displayed a similar appearance. The severe conditions influenced the steel spec- imen to a much greater extent than the ceramic ball, as was also confirmed by profilometry measurements. Most proba-
bly the Fe- and Si-containing tribolayer was generated pref- erentially on steel and adhered to the ceramic specimen. After 360 rain of fretting the layer shows a fibre-like appearance, also demonstrating its brittle nature, Fig. 7(c). As shown in the EDS spectrum attached to Fig. 7(d), the layer contains high amounts of iron, silicon and oxygen, which again implies tribochemical wear. Accordingly, the practically undamaged ceramic surface under the layer suggest that mechanical wear processes were not involved significantly.
The results of SEM and EDS analyses imply the rapid formation of the tribolayer at 25 and 50 I~m amplitude, prob- ably due to an increase of temperature in the contact, In contrast to the wear mechanism in lubricated conditions, where iron- and silicon-containing inclusions were detected, the tribolayer formed under dry conditions seems to be more homogeneous. In distinction to the layer formed in lubricated conditions, it contained a high concentration of oxygen, implying oxidation as one of the major chemical processes involved. Hence formation and spalling of the brittle tribo- layer controlled the wear behaviour during the whole test in dry conditions. This resulted in the highest wear loss (Fig. 2(d)) obtained in our work.
Fig. 7. SEM micrographs of (a) the layer on SigN4 ball and (b) the wear scar on steel plate created in dry fretting after 10 min at 50 tim amplitude. SEM micrographs of the layers created in dry fretting after 360 rain at 50 tam amplitude on (c) Si.~N4 ball. (d) steel plate.

M. Kalin et al. / Wear 210 (1997) 27-38 35
100
" • 8 °
i !
s o .2 r,
40
gg o rd 2o
O l
0
(a)
1.2
(c) I
o • -. 0.8
*..... 0.4
0.2
Lubricated
4O 6O
Time [mini 80 100
~ F e .--v--O - o - C ---a~ Si ~ C a ~ N --+-s
'[DO , , - ,
(b)
=::Fe --*--O
g so Dry ---s--C -a--5i
- - I , - N
(o -~K_A
0 4O 8O 129 I 0 0 200
Time [mini
w v
0 2O
Lubricated
40 60 80 180 200
,.2/(d) = 1 1 Dry
.,~ O,z~( . . . . . . • •
! . siE'e L ~ o.e
o.,4
0.2
0 . ' '
100 0 40 80 120
Time Iminl Time [mini Fig. 8. AES spectra of a depth profile across the tribochemical layer created on a steel plate after 360 rain at 50 ~m amplitude in (a) lubricated fretting, (b) dry fretting: Si/Fe ratio as a function of etching time in (c) lubricated fretting, (d) dry fretting: 100 min = I I~m.
3.4. AES and TEM analyses
In order to obtain more detailed information on the com- position of the tribolayer, AES analysis of the wear scars on the steel plates after 360 rain of lubricated and dry freuing at 50 p.m was performed. The area of analysis was approxi- mately 100 p,m 2, so that a representative composition of the material was examined. Fig. 8(a) and (b) show the AES depth profile across the tdbolayer.
3.4.1. Lubricated conditions Using the decrease in Si concentration on the steel plate as
a criterion, the thickness of the layer produced in lubricated conditions is considered to be about 0.2 p,m, Fig. 8(c). The concentration of oxygen in the layer is negligible, while a relatively high amount of carbon was detected in the material below the surface, i.e. much higher than can be dissolved in Fe. The shape of the carbon peak implies that some of the carbon existed in elementary form, which explains its high concentration in the layer. The presence of carbon could be ascribed to oil degradation products diffused into the iron, as was also suggested by Morimoto [8]. As evident from Fig. 8(c), the Si:Fe atomic ratio on the surface of the wear scar is about l : l . From the composition of the layer where almost no nitrogen was present, it can be concluded that the layer does not contain fragments of Si3N,, particles embedded in steel, but is the result of tribochemical reaction between ceramic and steel. This also favours the possibility of the presence of a solid solution Fe(Si) which was found by Vleugels et al. [24] at 1095 °(2.
3.4.2. Dr), conditions Fig. 8(d) shows that the thickness of the layer in dry fret-
ting conditions is nearly 2 p.m. The tribolayer contained a high amount of Si, which also agrees with the results of EDS analysis. From Fig. 8(d) it can be seen that the Si:Fe ratio on the surface is again !: 1, which could suggest the presence of an FeSi phase, as in the case of lubricated fretting. How- ever, the high oxygen concentration in the entire depth of the layer implies that the presence of silicon oxide and iron oxides would be more probable.
The results of AES analysis show a remarkable difference in thickness (by an order of magnitude) and in composition of the reaction layers produced under lubricated and dry fret- ting conditions, but the ultimate answer as to the composition of the reaction products was not obtained. In order to identify the phases present in the layer, X-ray analysis was employed, but since the wear scars were small, rough and non-plain, results were not satisfactory. To obtain unequivocal results on the phases produced, TEM analysis was therefore per- formed on selected samples. Fragments of reaction layerwere transferred to a hollow carbon coated Cu grid and investigated using a JEOL 2000FX transmission electron microscope with attached UTWSi(Li) EDS detector from Link.
TEM analysis of the tribolayer created after 360 rain of dry fretting at 50 p.m amplitude showed that the layer con- sisted of a silica-rich amorphous phase containing small inclusions of iron oxides (5-20 nm). In Fig. 9 ( a ) - ( f ) dark field micrographs, corresponding selected area electron dif- fraction (SAED) patterns and EDS spectra of two different

36 M. galin et al. /Wear 210 (1997) 27-38
° I +11+ ' l o o o + +11 +
l I I E ,qmN) 0.0 2.0 4.0 6.0 8.0 E (keY) 0.0 2.0 4.0 6.0 8.0
Fig, 9. ( a ) . (d ) Dark field transmission electron micrographs: ( b ), ( e ) corresponding selected area electron diffraction patterns: ( c ), ( f ) EDS spectra of two
different areas o f the tdbolayer.
areas of the tribolayer are shown. In Fig. 9(a) crystalline particles up to 5 nm in size were observed. From the SAED pattern of this area (Fig. 9(b) ) we found that the particles are rhombohedral Fe203 (hematite). From the EDS spectra (Fig. 9(c) ), and from the uniform contrast of the matrix in Fig. 9(a), we can conclude that Fe203 particles are sur- rounded by an amorphous SiO,-dch phase (glass). Nitrogen was not found in any significant concentration but we found a small amount of chromium which originated from the steel. A similar situation is displayed in Fig. 9(d), (e) and (f), where the region with up to 20 nm large cubic Fe304 (mag- netite) particles embedded in a silica-rich amorphous phase is presented. This confirms that a tribochemical reaction, i.e. oxidation, took place. Si3N4 was not detected in the layer, confirming that the layer is a tribochemical reaction product and that oxidation controlled the wear behaviour. Such results
also agree with other investigations of ceramic-steel couples [7,9,11-161.
3.5, Wear mechanisms
3.5. I. Lubricated conditions
Two different wear mechanisms are proposed for silicon nitride against bearing steel in selected test conditions. At lower amplitudes and in the early stage of fretting at moderate amplitudes, mechanical wear dominated. Cracks on the stick- slip boundary and spalling of a thin tribolayer were observed. Under these conditions the highest wear rate in lubricated fretting was obtained.
In the final stage of the fretting test at moderate amplitudes, and fight from the beginning at higher amplitudes, tribochem- ical wear is suggested to be the dominant form of wear.

M. Kalbr el al. / Wear 210 f1997J 27-38 37
The tribolayer appeared as a nonhomogeneous material, con- taining inclusions with different Fe and Si content. We sup- pose that the higher contact temperature generated by increased sliding velocities accelerated chemical reaction between Fe from the steel, Si from silicon nitride and oil. On the basis of AES analysis the layer was only 0.2 p.m thick and, according to its very low nitrogen content, did not con- rain Si3N4, supporting the assumption that the layer is a tri- bochemical reaction product. A very high concentration of carbon, formed by oil degradation, was found in the layer. This implies the critical influence of oil, not only as a lubri- cant, but also as an active element in forming reaction prod- ucts. The tribolayer was ductile, presumably due to a high contact temperature under these conditions. Transformation from a mechanical wear process, i.e. fracture, to tribochem- ical wear with smearing and plastic deformation of the layer occurred, which significantly reduced the wear rate aad wear loss.
3.5.2. DO' conditions
A different wear mechanism was found for dry fretting conditions. Results of AES analysis showed a layer an order of magnitude thicker than in lubricated fretting, also with a remarkably different chemical composition. TEM analysis confirmed that the reaction layer consisted of a silica-rich amorphous phase containing small inclusions of the iron oxides Fe_,O~ and Fe~O4. No Si3N4 was present in the layer. This confirms that the oxidation of steel as well as of silicon nitride was the controlling tribochemical process under dry fretting conditions.
Under dry fretting conditions the layer was formed from the very beginning of the test at all amplitudes used. This suggests higher temperatures and also a more rapid increase of the temperature than in lubricated fretting, in contrast to htbricated conditions, where the layer created was ductile, in the case of dry fretting the layer was more brittle. The con- tinuous process of forming and spalling of the briule tribo- layer caused much higher wear rates and wear losses than under lubricated fretting conditions. In contrast to lubricated fretting, no transition in wear behaviour was observed, result- ing in monotonical progress of wear loss.
4. Conclusions
• Fretting wear mechanisms of silicon nitride against bearing steel were greatly affected by the presence of oil and the amplitude used.
• Two different wear mechanisms are proposed for silicon nitride fretted against bearing steel in lubricated test con- ditions. At lower amplitudes and in the early stage of fret- ting tests at moderate amplitudes, mechanical wear dominated. Under these conditions the highest wear tare in lubricated fretting was obtained. In the final stage of fretting at moderate amplitudes, and right from the begin- ning at higher amplitudes, a transition from high to low wear occurred. A low-viscosity protective layer formed in
the contact, probably due to the higher contact tempera- tures generated by higher sliding speeds under these con- ditions, thus reducing the wear rate and wear loss. The layer created was approximately 0.2 p,m thick and con- rained a high concentration of carbon due to oil decom- position. Tribochemical wear is suggested as the dominant wear form. Much higher wear rates and wear losses were obtained under dry than under lubricated fretting conditions. Under dry conditions a layer an order of magnitude thicker with chemical composition different from that in lubricated fret- ting formed from the very beginning of the test at all amplitudes used. TEM analysis confirmed that the reaction layer consisted of a silica-rich amorphous phase containing small inclusions of the iron oxides Fe:O3 and Fe~O4. No SigN 4 was present in the layer, confirming an intense oxi- dative tribochemical reaction. "i'he oxide layer was brittle so that spalling and fracture took place extensively. No transition in wear behaviour was observed.
References
I I i J.F. Chudecki. Silicon nitride for high-performance bearings, Ceramic Bulletin VoL. 69, No. 7 (1990) I ! 13-1115.
121E.V. Zarelsky (Ed+), Life Factors for Rolling Bearings, STLE Publication SP-34, Park Ridge, IL, 1992, pp. 86-95.
131 R+N. Katz. Silicon nitrid¢, an ongoing example of advanced cerdmics development, lnterceram 4 (1992) 231--251,
141 Y.P+ Chiu, P,K. Pearson, M, Dezzani+ H, Daverio. Fatigue life end performance testing of hybrid ceramic bali bearings. Lubrication Engineering 52 (1996) 198-204.
[ 5 [ D. Klaffke. Fretting wear of ceramics. Tribology International 22 (2) (1989) 89-L01,
I 61 D. Klaffke, Tribological surface layers in fretting of ceramics+ in: D. Dowson, C.M. Taylor, M. Godel+ D. Berth¢ (Eds.), Proceedings of the 14th Leeds-Lyon Symposium on Tribology, El~vier, Amsterdam. 1988. pp. 237-244.
171 P.Q, Campbell, l,P. Cells. J.R. Roos. O. Van der Blest, Fretting wear of selected ceramics and cermets. Wear 174 (1994) 47-56.
18 ] T. Morimoto, Effect of tricresyl phosphate on wear of silicon nilride sliding against bearing steel. Wear 169 (1993) 127-134,
19J J,F. Lin. Y.N. Chen. Tribological reaction generated on ceramic- stellite couples under dry sliding contact and water- and oil- lubricated conditions. Wear 177 (1994) 139-149,
[ I OI K,-H. Zum Gahr, Sliding wear of ceramic-ceramic, ceramic-steel and steel-steel pairs in lubricated and unlubficated contact. Wear 133 (1989) 1-22.
J i l l A. Ravikiran, B.N, Pramila Bai, Influence of speed on the tribochemical reaction products and the associated transitions for the dry sliding of silicon nitrid¢ against steel+ Journal of the American Ceramic Society 78 ( I i ) (1995) 3025-3032.
I 12 [ G.J. Tennenhouse, A. Ezis, F.D. Runkle, Interaction silicon nitride and metals surfaces. Journal of the American Ceramic Society 68 ( I ) 11985) 30-31.
113] P. Gautier+ K. Kato. Wear mechanisms of silicon nitride, panially stabilized zirconia and alumina in unlubricated sliding against steel, Wear 162-164 (1993) 305-313.
114] C. Yang+ S. Bahadur+ Friction and wear behaviour of alumina-based ceramics in dry and lubricated sliding against tool steel, Wear 157 (1992) 263-277,
l |SI G.Y. Gogolsi, A.M. Kovalehenko, i,A+ Kossko. Tribological interactions of boron carbides against steel, Wear 154 (1992) 133- 140,
38 M. Kalin et al. / Wear 210 (I 997) 27-38
[ 16] T.H.C. Childs, A, Mimaroglu, Sliding friction and wear up to 600 °C of high speed steels and silicon nitrides for gas turbine bearings, Wear 162-164 (1993) 890-.896,
[ 171 H. Czichos, S. Bucker, J. Lexow, International multilaboratory sliding wear tests with ceramics and steel, Wear 135 (1989) 171-191.
[ 18l T.E. Fischer, H. Tomizawa, Interactions of tribochemistry and microfracture in friction and wear of silicon nitride, Wear 10 (1985) 29--45,
[ 191 M.G. Gee, D. Bulterfield, The combined effect of speed and humidity on the wear and friction of silicon nitride, Wear 162-164 (1993) 234- 245.
[201 Y. Hibi, Y. Enomoto, Tribochemical wear of silicon nitride in water, n-alcohols and their nfixttlres, Wear 133 (1989) 133-145.
[211 S.P. Dung, S. Danyluk, J.M. McNallan, Influence of tribocbemical reaction products on friction and wear of silicon nitride at elevated temperatures in reactive environments. Journal of the American Ceramic Society 75 ( ! i ) 3033-3039 (1992).
[22] C. Melandri, M.G. Gee, G. de Portu, S. Guicciardi, High temperature friction and wear testing of silicon nitride ceramics, Tribology International 28 (6) (1995) 403--413.
[23 ! X. Dung, S. Jahanmir, Wear ;ransition diagram for silicon nitrkte, Wear 165 (1993) 169--180.
[24] J. Vleugels, T. Laoui, K. Vercammen, J.P. C¢lis, O. Van der Biest, Chemical interaction between a sialon cutting tool and iron-based alloys, Materials Science and Engineering A187 (2) (1994) 177-182.
[ 25] E. Heikinheimo, l. lsomaki, A.A. Kodenlsov, FJ.J. van Loo. Chemical interactions between Fe and silicon nitride ceramic, Journal of the Euro~an Ceramic Society 17 (1997) 25-31.
[261 J. Wei, Q. Xue, Tribochemical mechanisms of Si.~N4 with additives, Wear 162-164 (1993) 1068-1072.
[27] J.F. Archard, The temperature of rubbing surfaces, Wear 2 ( 1958- 1959) 438-455.
[281 J.A. Greenwood, A.F. Alliston-Greiner, Surface temperatures in a fretting contact. Wear 155 (2) (1992) 269-275.
[29] B. Vick. MJ. Furey, SJ. Foo. A boundary element thermal analysis of sliding contact, Numerical Heat Transfer Part A: Applications 20 ( 1991 ) 19--40.
[30l M.F. Ashby, J. Abulawi, H.S. Kong, Temperature maps for frictional heating in dry sliding, Tribology Transactions 34 ( I ) ( 1991 ) 577- 587.
[311 J.A. Griffioen, S. Bair, O.W. Winer, Infrared surface temperature measurement in a sliding ceramic-ceramic contact, in: Dowson et al. (Eds), Mechanisms and Surface Distress, Butterworths, London, (1985) pp. 238-245.
[32l B.L. Weick, MJ. Furey, B. Vick, Surface temperatures generated with ceramic materials in oscillating/freuing contact. Transactions of the ASME Journal ofTribology i 16 (1994) 260-267.
[ 33 ] H. Ishigaki, I. Kawagnchi, M. lwasa, Y. Toibana, Friction and wear of hot-pressod silicon nitride and other ceramics, in: K.C. Ludema 2 (Ed.), Proceedings of the International Conference on Wear of Materials, ASME, New York, 1985, pp. 13-21.
[34] P.K. Mehotra, Mechanisms of wear in ceramic materials, in: K.C. Ludema (Ed.). Wear of Materials 1983, ASME, New York. 1983, pp. 194-201.
[35] J, Vi~intin, M. Kalin, S. Novak, G, Dra~i~, L.K. Ires, M.B, Peterson. Effect of slip amplitude on the freuing wear of silicon nitride against silicon nitride. Wear 192 (1996) 11-20.
[36] J. Vi~intin, M. Kalin, B. Podgornik, F. Vodopivec. The effect of slip amplitude and test time on fretting wear in metal-metal contact, Tribotest 3 (2) (1996) 149-165.
137] R.C. Bill, The role of oxidation in the fretting wear process, Proceedings of the International Conference on Wear of Materials, New York, pp. 238-250.
[38l M.H. Atria, A thermally controlled fretting wear tribometer: a step towards standardisation of test equipment and methods, Wear ! 35 (2) (1990) 423-440.
Biograpldes
Mitjan Kalin graduated in Mechanical Engineering from the Faculty of Mechanical Engineering, University of Ljubljana, in 1993. He received his M.Sc. degree in 1996. At present, he is a Ph.D, student and Assistant for Mechanical Power Transmission and Tribology at the Faculty of Mechanical Engineering. His research field involves tribology, rolling contact mechanics, rolling bearings and fretting wear with special interest in ceramic materials.
Jo~e Vi~intin received his B.Sc. degree in 1972, M.Sc. degree in 1975 and Ph.D. in 1978 in Mechanical Engineering from the Faculty of Mechanical Engineering, University of Lju- bljana. From 1972-1980 he worked as Assistant at the Faculty of Mechanical Engineering and from 1980-1987 as Director of the Institute for Research in Materials and Structures in Ljubljana. He was elected to Assistant Professor in 1984 and to Associate Professor in 1989 for Tribology and Mechanical Power Transmission at the University of Ljubljana. His prin- cipal research interests are in the field of tribology and tech- nical diagnostics. He has authored and co-authored more than 70 publications. Together with co-authors, he has published more than 140 technical reports. Dr Vi~intin organised the International Conference of Tribology in Ljubljana (1986) and was a member of the organising and scientific committees for several national and international conferences on tribol- ogy and mechanical elements. He is Head of the Centre of Tribology and Technical Diagnostics and President of the Slovenian Society of Tribology.
Sa~ia Novak she joined the Department of Ceramics at the J. Stefan Institute, University of Ljubljana, Slovenia, in 1975. She received her B.Sc. degree in chemislry from the Univer- sity of Ljubljana, Department of Chemistry and Chemical Technology, in 1981, her M.Sc. in 1987 and Ph.D. in 1996. At present she is working as a research associate at the J. Stefan Institute. Her field of specialisation is processing of advanced structural ceramics and study of wear of ceramic materials in different applications.
Goran Dra~i~ was born in Jesenice (Slovenia) in 1957. After secondary school he matriculated at the University of Lju- bljana, Department of Chemistry and Chemical Technology, from where he graduated in 1980. In that year he joined the Department of Ceramics at the J. Stefan Institute, University of Ljubljana, where he worked in the fields of thermolumi- nescence dosimetry, protonic humidity sensors and lead- based relaxers. In 1985 he received a master degree and in 1990 a doctor of chemical science degree from University of Ljubljana. At present he is working as a research associate in the Ceramics Department at the J. Stefan Institute. His present professional field of interest is related to inorganic chemistry at high temperatures, notably the development and charac- terisation of ceramic materials with special properties. He specialises in electron microscopy and microbeam analysis techniques and is a regular contributor to professional jour- nals and international meetings.




















