W.Boyhan,W&RBoyan(lcopy) - - Records Collections
131
Environmental Resources Management Inc. 855 Springdale Drive Exton, Pennsylvania 19341 (610)524-3500 (610) 524-7335 (fax) 11 January 2000 Reference: N2122.00.01 Mr. Frank Vavra *• Western Pennsylvania Section Hazardous Waste Management Division U.S. Environmental Protection Agency 1650 Arch Street * .. ERM Philadelphia, PA 19103-2029 Dear Frank: Environmental Resource Management (ERM) on behalf of Lucent Technologies Inc. (Lucent) herewith submits ten (10) copies ofthe final Focused Feasibility Study Report for Operable Unit 3 at the Eastern Diversified Metals Site inHometown, Pennsylvania. This FFS Report is being submitted in compliance with theAdministrative Order on Consent (EPA Docket No. m-97-89-DC) executed on 17 June 1997. Trie FFS report has been performed inaccordance with the EPA approved OU3 FFS Work Plan dated 22 August 1997, as amended 4 November 1997. Copies of this submittal are being forwarded under separate cover to the Pennsylvania Department of Environmental Protection, as requested. Sincerely, t Douglas J. Shenk, P.E. ERM. Project Manager enclosure: Focused Feasibility Study Report cc: J. lannuzzo, PADEP -(3 copies) F. Blechinger, Lucent - (1 copy) W.Boyhan,W&RBoyan(lcopy) - A member ofthe Environmental Resources Management Group
-
Upload
khangminh22 -
Category
Documents
-
view
1 -
download
0
Transcript of W.Boyhan,W&RBoyan(lcopy) - - Records Collections

EnvironmentalResourcesManagement Inc.
855 Springdale DriveExton, Pennsylvania 19341(610)524-3500(610) 524-7335 (fax)
11 January 2000Reference: N2122.00.01
Mr. Frank Vavra *•Western Pennsylvania SectionHazardous Waste Management DivisionU.S. Environmental Protection Agency1650 Arch Street * .. ERMPhiladelphia, PA 19103-2029
Dear Frank:
Environmental Resource Management (ERM) on behalf of LucentTechnologies Inc. (Lucent) herewith submits ten (10) copies of the finalFocused Feasibility Study Report for Operable Unit 3 at the EasternDiversified Metals Site in Hometown, Pennsylvania. This FFS Report isbeing submitted in compliance with the Administrative Order onConsent (EPA Docket No. m-97-89-DC) executed on 17 June 1997. TrieFFS report has been performed in accordance with the EPA approvedOU3 FFS Work Plan dated 22 August 1997, as amended 4 November1997.
Copies of this submittal are being forwarded under separate cover to thePennsylvania Department of Environmental Protection, as requested.
Sincerely, t
Douglas J. Shenk, P.E.ERM. Project Manager
enclosure: Focused Feasibility Study Reportcc: J. lannuzzo, PADEP - (3 copies)
F. Blechinger, Lucent - (1 copy)W.Boyhan,W&RBoyan(lcopy) -
A member of the EnvironmentalResources Management Group

FINAL
Lucent Technologies
Operable Unit 3Focused Feasibility StudyReportEastern Diversified Metals Site
11 January 2000
Environmental Resources Management855 Springdale Drive
Exton, Pennsylvania 19341
AR300901

TABLE OF CONTENTS
1.0 INTRODUCTION 1-1
1.1 PURPOSE OF FOCUSED FEASIBILITY STUDY 1-1
13 APPROACH AND ORGANIZATION 1-21.2.1 FFS Approach 1-21.2.2 Report Organization • 1-3
13 SITE DESCRIPTION AND HISTORY , 1-41.3.1 Description of Site Features and Use 1-41.3.2 Summary of Pile Characteristics 1-51.3.3 Summary of Previous Studies and Remedial Actions 1-6
1.4 OU3REGULATORYHISTORY 1-71.4.1 Feasibility Study 1-71.4.2 First Record of Decision 1-81.4.3 Second Record of Decision . 1-81.4.4 OU3 Investigations 1-9:1.4.5 Evaluation of Alternatives to Recycling 1-13
2.0 DEVELOPMENT OF REMEDIAL ALTERNATIVES 2-1
2.1 IDENTIFICATION OF POTENTIAL ARARS 2-1
22 REMEDIAL ACTION OBJECTIVES 2-5
23 CANDIDATE REMEDIAL TECHNOLOGIES 2-52.3.1 Stabilization 2-62.3.2 Plastics Separation 2-62.3.3 Bulk Processing of Plastic 2-62.3.4 PCB Washing 2-62.3.5 Metals Separation ' 2 - 72.3.6 Woste-to-Energy 2-72.3.7 Arc Melter Technology 2-72.3.5 Landfill Disposal 2-82.3.9 Landfill Daily Cover 2-82.3.10 Capping 2-9
2.4 DESCRIPTION OF REMEDIAL ALTERNATIVES 2-102.4.1 No Action Alternative 2-102.4.2 Alternative 1-ROD Recycling Remedy 2-102.4.3 Alternative 2 - On-S/te Stabilization and Off-Site Disposal 2-11
AR300902
2.4.4 Alternative 3 - On-Site Separation and Resource Recovery,and Off-Site Disposal . 2-12
2.4.5 Alternative 4 - Direct Current Graphite Arc Melter Technology 2-122.4.6 Alternative 5 -Landfill Daily Cover ./ 2-132.4.7 Alternative 6 -In-Place Closure $rffi 2-13
2.5 PREIJMZNARY5CMEMNGOFREMEI)MLALre^ 2-142.5.1 No-Action'Alternative 2-342.5.2 Alternative 3- ROD Recycling Remedy 2-142.5.3 Alternative 2-On-Site Stabilization and Off-Site Disposal 2-152.5.4 Alternative 3 - On-Site Separation and Resource Recovery
and Off-Site Disposal 2-162.5.5 Alternative 4 - Direct Current Graphite Arc Melter Technology 2-162.5.6 Alternative 5 - Landfill Daily Cover 2-172.5.7 Alternative 6-In-Place Closure 2-17
3.0 DETAILED EVALUATION OF RETAINED REMEDIAL ALTERNATIVES 3-1
3.1 EVALUATION CRITERIA 3-13.1.1 Overall Protection of Human Health and the Environment 3-1;3.1.2 Compliance with Potential ARARs 3-23.1.3 long-Term Effectiveness and Permanence 3-23.1.4 Reduction of Toxicity, Mobility or Volume 3-23.1.5 Short-term Effectiveness 3-23.1.6 Implementability 3-23.1.7 Cost 3-33.1.5 State Acceptance 3-33.1.9 Community Acceptance 3-3
32 DETAILED EVALUATION OF RETAINED REMEDIALALTERNATIVES 3-43.2.1 Alternative 2 - On-Site Stabilization and Off-Site Disposal 3-43.2.2 Alternative 3a - On-Site Separation and Resource Recovery
(Polyethylene), and Off-Site Disposal 3-9. 3.2.3. Alternative 3b - On-Site Separation and Resource Recovery
(Copper), and Off-Site Disposal 3-143.2.4 Alternative 6-In-Place Closure 3-20
33 COMPARATIVE EVALUATION OF ALTERNATIVES 3-253.3.1 Overall Protection of Human Health and the Environment 3-253.3.2 Compliance ivith ARARs 3-263.3.3 Long-term Effectiveness and Permanence 3-263.3.4 Reduction of Toxicityf Mobility or Volume 3-263.3.5 Short-term Effectiveness 3-273.3.6 Implementability 3-273.3.7 Cost 3-28
" AR300903

3.3.5 OtherCriteria 3-283.3.9 Summary 3-28
4.0 SUMMARY AND CONCLUSIONS 4-1
4.1 SUMMARY OF CRITICAL ISSUES 4-1
4.2 CONCLUSIONS 4-2
APPENDICES
APPENDIX A RESULTS OF SUPPLEMENTAL FLUFF CHARACTERIZATION
APPENDKB SPLP RESULTS
APPENDKC PERECOVERYDOCUMENTAITON
APPENDIXD COPPER RECOVERY DOCUMENTATION ±
APPENDIX E DETAILED COST ESTIMATES
HIAR30090U

LIST OF FIGURES. . . - '
Figure 1-1 Site Location Map following page 1-4Figure 3-1 In-Place Closure Site Plan for Standard Cap following page 3-20Figure 3-2 In-Place Closure Cross Sections for Standard Cap following page 3-20Figure 3-3 In-Place Closure Site Plan for Augmented Cap following page 3-24Figure 3-4 In-Place Closure Cross Section for Augmented Cap following page 3-24
LISTOFTABLES
Table 1-1 Pile Volume/Mass Estimates 1-6Table 1-2 Summary of Selected Pile Constituents 1-6Table 1-3 Leachable Lead Concentrations by Fraction following page 1-10Table 1-4 PCB Concentrations by Fraction following page 1-10Table 1*5 Fluff Quantities by Fraction following page 1-10
, Table 3-1 Comparative Evaluation of Remedial Alternatives following page 3-28Table 4-1 Alternative 6 Design Criteria Summary following page 4-3
AR300905

Section!
-J.- " i w.
{r AR300906

1.0 INTRODUCTION
This Focused Feasibility Study (FFS) report has been prepared on behalf ofNassau Metals Corporation (Respondent) to evaluate potential remediesfor Operable Unit 3 (OU3) at the Eastern Diversified Metals site (Site) inHometown, Pennsylvania. This FFS is being performed following theissuance of the 2 July 1992 Record of Decision (ROD) for OU3, and inresponse to the findings of a Remedial Design Investigation performedunder the Administrative Order of 25 June 1993 (EPA Docket No. ffl-93-40-DC).
This FFS report is being submitted to the United States EnvironmentalProtection Agency (EPA) based on agreements with the Respondent andfollowing a review of the remedial design investigation. As a result, EPAand the Respondent entered into an Administrative Order on Consent on15 June 1997 (AOC; Docket No. m 97-89-DC) to perform this evaluation.This FFS has been performed in accordance with the EPA approved OU3FFS Work Plan (OU3 Focused Feasibility Study Work Plan, 22 August 1997)as amended 4 November 1997.
1.1 PURPOSE OF FOCUSED FEASIBILITY STUDY.
The purpose of this FFS is to evaluate a focused set of remedialalternatives for OU3, which consists primarily of a large pile of shreddedwire and cable insulation, otherwise known as "fluff. Based on the 1991Feasibility Study (FS) for the site, and the expectation that fluff recyclingwould be a feasible and cost-effective remedy, the EPA selected recyclingof the fluff materials as the most appropriate remedial alternative for thesite, as presented in the OU3 ROD. However, post-ROD designinvestigations determined that the characteristics of potentially recyclableconstituents in the OU3 fluff material are not suitable for return tocommerce, particularly with regard to compliance with Toxic Substancesand Control Act (TSCA) restrictions on polychlorinated biphenyls (PCBs).Thus, the primary purpose of this subsequent FFS is to re-evaluatealternative remedies for addressing the OU3 material.
The following subsections present the evaluation approach, organizationof the report, description of pile characteristics, and regulatory andinvestigative history of OU3.
ERJ4 1-1 EASTERN nVEXSDUD METALS SRB - NZUUO -1/11/00

1.2 APPROACH AND ORGANIZATION
~ 1.2.1 FFS Approach- - " ;W : " - : : ' ' •The FFS has been conducted in accordance with the applicable
requirements of the AOC for OU3, the Comprehensive EnvironmentalResponse and Liability Act (CERCLA) and the National Contingency Flan(NCP; 40 CFR 300). This FFS report follows the general sequence andintent for conducting Feasibility Studies as presented in EPA's RI/FSGuidance (EPA, 1988). <
In accordance with the applicable requirements and guidance, the FFSconsists of a multi-phase screening process aimed at the identification andselection of the most appropriate remedial alternative for OU3. The majorsteps associated with the identification and evaluation of remedialalternatives are based on the following:• Preliminary evaluations presented in the OU3 FFS Work Plan;• Investigations conducted as part of this FFS; and /or• Discussions with the EPA and PADEP.
In accordance with the requirements of CERCLA, each of the retainedalternatives are evaluated, as appropriate, against the following nine
i ; criteria:1. Overall protection of human health and the environment;2. Compliance with potential Applicable or Relevant and Appropriate
Requirements (ARARs);3. Long-term effectiveness and permanence;4. Reduction of toxicity, mobility, or volume;5. Short-term effectiveness; ;6. Implementability;
'- 7' G°St'" ' •'.;:'.••:• > .- - -
8. State acceptance; and9. Community acceptance.
The detailed analysis of the retained remedial alternatives identifies thepotential ARARs and discusses the extent to which the alternatives meetsuch requirements. , v • . . . - ' . . . •
A cost analysis that includes initial capital costs and operation and- maintenance costs is also conducted for each retained alternative. Cost
811X1 A D o n n ft n ft ^"^ «AsraiNravHRsimDMCTAissrrB.N2uroo-i/ii/oo

estimates are based on previous experience, published cost data with site-specific adjustments, and vendor-supplied information, and consider costsfor the major construction components expected from a preliminaryconceptual design. The level of detail provided for these cost estimates is ,*sufficient to compare remedial alternatives, in accordance with the RI/FSGuidance (EPA, 1988).
Reduction of toxicity, mobility, or volume is evaluated to address thestatutory preference for selecting remedial actions that employ treatmenttechnologies that permanently and significantly reduce toxicity, mobility,or volume of the hazardous substances as their principal element. Thispreference is satisfied when treatment is used to reduce the principalthreats at a site through destruction of toxic contaminants, reduction ofthe total mass of toxic contaminants, irreversible reduction in contaminantmobility, or reduction of total volume of contaminated media. Evaluationof the other remaining criteria was conducted in accordance with theRI/FS Guidance (EPA, 1988). However, evaluation with respect to thefinal two criteria, state acceptance and community acceptance, is notpresented in the FFS, and will be developed by EPA after receivingcomments from the state and community following review of the FFS. Itshould be noted that the PADEP has actively followed and participated inthe FFS activities.
After the presentation of each alternative, evaluated in accordance withthe criteria established above, the relative performance of each alternative /is presented. A table is presented to summarize the comparativeevaluation of alternatives.
Report Organization
The FFS report is organized in the following manner
Section 1 provides an introduction, purpose of the FFS, study approachand organization, and a historical background relating to the operation ofthe facility, previous investigations conducted and their results, asummary of other remedial activities at the Site, and the regulatoryhistory regarding OU3.
Section 2 presents a review of all ARARs, describes the candidateremedial technologies and alternatives, and summarizes results of apreliminary screening of the remedial alternatives.
Section 3 presents a detailed evaluation of retained remedial alternativesfor OU3, investigates a wide variety of criteria for each remaining
EUI 1-3 HASIONDlVEKSIFIEDMErAU SRI -N2U2JM' 1/11/00
AR?00909

alternative, and provides a comparative evaluation of remainingalternatives. ?• : ';'• ' • > • £/M •.- . : ."
. . ' . ] . - • * i; '
Section 4 presents a summary of the FFS and identifies critical issuesregarding remedy selection and implementation, along with supportingrationale for selection of the recommended remedial alternative.
13 SITE DESCRIPTION AND HISTORY' • - • • ' ' . . - ' ' - ' - - . - • • - . i . .
13.1 Description of Site Features and Use
The Site is part of a former metals reclamation facility of EasternDiversified Metals (EDM), located in Rush Township, Schuylkill County,Pennsylvania, approximately one mile northwest of the intersection ofRoutes 54 and 309 and 1,000 feet west of Lincoln Avenue on Liberty Street,in the village of Hometown (see Figure 1-1). The Site occupiesapproximately 26 acres of partially forested land and is located in a deepeast-to-west trending topographic valley. The Little Schuylkill Riverflows in a south-southeasterly direction approximately 250 feet west of theproperty. A shallow unnamed tributary to the Little Schuylkill River(UNT) flows westerly along the southern border of the Site in the valley ".bottom. ; -
. _ . : The Site is bordered to the north by a railroad right-of-way, a residentialproperty and privately owned fbrestland. Adjacent to the eastern borderof the Site is a building presently being used as a warehouse. Severalother commercial operations are near the Site along Liberty Street andLincoln Avenue (i.e., Silberline Manufacturing, Morgan Knitting Mills,United Parcel Service and Kunkle Trucking). State-owned game lands arelocated to the southwest and west, along the banks of the Little Schuylkill
•' River. • •- ' : ; ;•• . ' :/-;' '--• . '
Previous activities at the Site, consisted of a small manufacturing operation(Thorner Manufacturing) for extruding aluminum for hospital furniture inthe building adjacent to the eastern side of the Site. Eastern DiversifiedMetals purchased the Site in 1966 for the purpose of recovering metal
. from used and discarded wire. Wire metal salvage activities continuedfrom 1966 until 1977. Plastic insulation and paper fiber surrounding themetal cable and wire were mechanically stripped and separated from themetal using gravitational separation techniques. This process involvedchopping the wire, stripping the plastic coating from die wire with steelblades, and separating the wire from the plastic coverings through the useof an air darifier and a water bath. The fluff (paper fiber and plastic) anddebris (wooden cable spools, miscellaneous metal hardware, etc.)
«M . . '. . - lASITONMVHBOTED METALS SIB- N2U2.00- 1/11/00AR3009IO . - • - . . .

Figure 1-1.Site Location Map
Eastern Diversified Metals SiteSchuylkill County, Pennsylvania
1000 2000N USGS Topographic Quadrangle*
Oalano and Tamaqua, Pennsylvania.Seal* (n FeatEKM
AR3009I!

generated during the reclamation activities were disposed on the groundin the topographic valley at the Site. ^ ^
' f • ' •' ' ' ?' • • ";, '•
The Site's most distinctive feature is the resulting pile of plastic wire andcable insulation fluff, which occupies a central location on the property.The property was subdivided in 1978, and the parcel with themanufacturing building was sold. The parcel containing the OU3 materialwas retained in ownership by Theodore Sail, Inc., a successor to EDM.
132 Summary of Pile Characteristics
The pile of fluff and debris are the primary media being evaluated in thisEPS. The pile covers approximately 7,5 acres of the Site with approximatedimensions of 250 feet wide by 1,500 feet long by 5 to 60 feet deep. Aspart of this FFS/ previously completed boring logs were reviewed and acomputer program was used to estimate the in-place volume ofapproximately 250,000 cubic yards of material. This volume is believed tobe the best estimate to date and is somewhat greater than the volumepresented in the original FS for the Site, which gave estimates of 220/000and 239/000 cubic yards. Previous in-place densities were reviewed andusing 55 pounds per cubic foot, the pile mass is estimated asapproximately 186,000 tons. The OU3 material is composed of polyvinyl -*chloride (PVC) and polyethylene (PE) insulation chips/ fiber insulationliner/ and residual wire fragments. Roughly half of the material is PVCand PE/which is present as visible, medium to coarse, sand-sizedparticles. The remainder of the material consists of dirt and fiber, withsome fine metal and plastic fragments, and large-sized debris/ primarilyconsisting of unprocessed wire/cable, stone, wood, metal cable and metalhardware from various types of wire installations.
The data gathered to date from the previous investigations and studiesprovide a comprehensive understanding of the characteristics of the OU3material; the FFS Work Plan provided a detailed discussion of thisinformation/ stating that the components of the OU3 material generallyconsist of plastics (PE and PVC ranging from 20% to 33% and 20% to 40%/respectively), metals (primarily aluminum and copper ranging from 3% to8%)/ large debris (wood spools, cable/ metal/ceramic hardware) and othermiscellaneous material (wood/ fiber, soil, rubber). The range inproportion of these fractions appears to derive from the methods of .separation rather than variability in the pile. Based on a review of existinginvestigation results, the pile characteristics considered in this FFS are aspresented in the following Tables:
DM - ! 1-5 USIBRNDIVERSIFIEDMITALSSnE-NZraJO-l/ll/OO
AR3009IZ
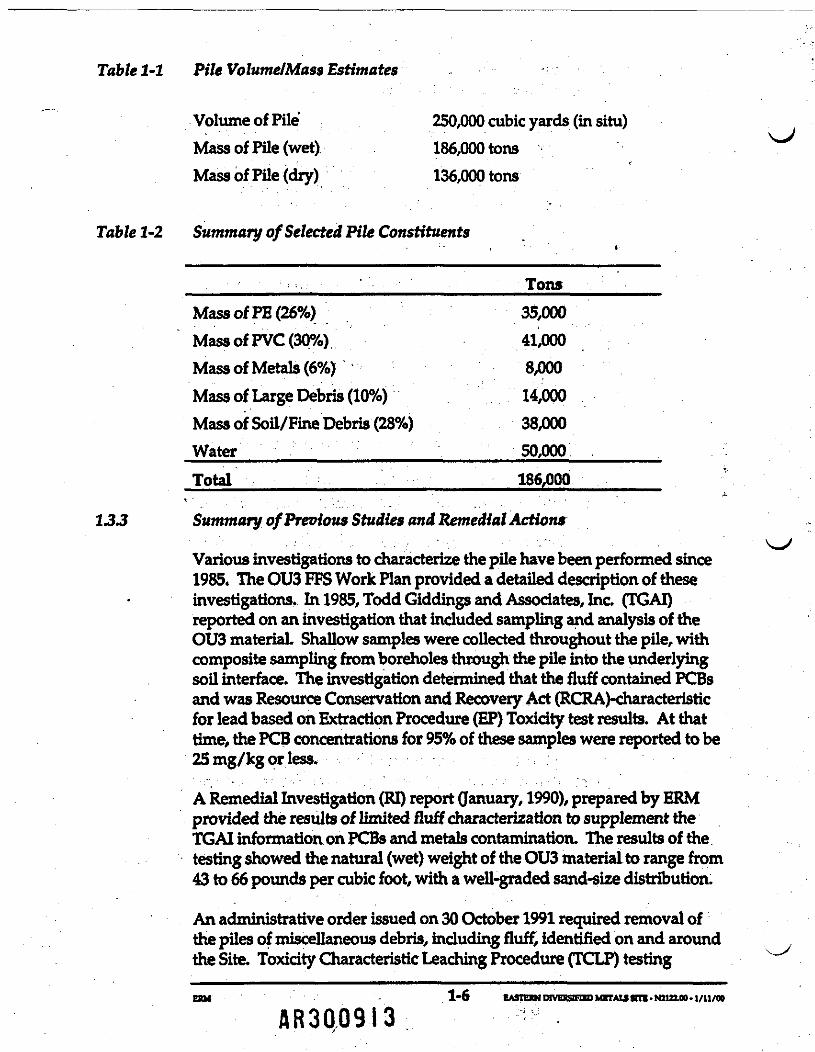
Table 1-1 Pile Volume/Mass Estimates
Volume of Pile 250,000 cubic yards (in situ)Mass of Pile (wet) 186,000 tons
1 _ i
Mass of Pile (dry) 136,000 tons
Table 1-2 Summary of Selected Pile Constituents
TonsMass of PE (26%)Mass of PVC (30%)Mass of Metals (6%)Mass of Large Debris (10%)Mass of Soil/Fine Debris (28%)WaterTotal
35/00041,0008/00014/000 r38/00050,000186,000
133 Summary of Previous Studies and Remedial Action*. ' "• • • •• "- • • ' - ••- • "Various investigations to characterize the pile have been performed since1985. The OU3 FFS Work Plan provided a detailed description of theseinvestigations. In 1985, Todd Giddings and Associates, Inc. (TGAI)reported on an investigation that included sampling and analysis of theOU3 material. Shallow samples were collected throughout the pile/ withcomposite sampling from boreholes through the pile into the underlyingsoil interface. The investigation determined that the fluff contained PCBsand was Resource Conservation and Recovery Act (RCRA)-characteristicfor lead based on Extraction Procedure (EP) Toxicity test results. At thattime/ the PCS concentrations for 95% of these samples were reported to be25 mg/kg or less.
A Remedial Investigation (RI) report (January, 1990), prepared by ERMprovided the results of limited fluff characterization to supplement theTGAI information on PCBs and metals contamination. The results of thetesting showed the natural (wet) weight of the OU3 material to range from43 to 66 pounds per cubic foot/ with a well-graded sand-size distribution.
An administrative order issued on 30 October 1991 required removal ofthe piles of miscellaneous debris/ including fluff, identified on and aroundthe Site. Toxicity Characteristic Leaching Procedure (TCLP) testing
EBM
AR3Q09I3
performed on composite fluff samples recovered from the debris pilesconfirmed the fluff to be RCRA-characteristic for lead. This testing alsoindicated that total PCB concentrations were below the TSCA-regulated
i , threshold of 50 ppm.
Subsequent investigations performed on OU3 were executed in responseto the 2 July 1992 Record of Decision and the 25 June 1993 AdministrativeOrder, and are discussed in Section 1.4.3, below.
As noted above, a Remedial Action was performed to removemiscellaneous debris from the Site under a separate administrative order.Other remedial actions performed at that time included:* Improvement of site erosion and runoff control structures around the
main pile; and* Separation of leachate and stormwater flows with the installation of a
leachate collection system and upgrades to the Site Treatment Plant(SIP) to provide for removal of zinc and treatment of biochemicaloxygen demand in the leachate prior to surface water discharge.
1.4 OU3 REGULATORY HISTORY
1.4.1 Feasibility Study. ' ' ' ' ' " ' • ' ' ' • --Upon completion of the RI, a Feasibility Study (FS) was performed underthe direction of EPA (Eastern Diversified Metals Site Feasibility Study, 8January 1991). The FS evaluated various options for the remediation offluff, those which were retained as potentially feasible included: NoFurther Action, Limited Additional Action, Huff Recycling by BulkProcess, Recycling by Plastic Separation, In-Place Closure by Capping/On-Site Incineration/ and Off-Site Disposal. A survey of the existingtechnologies for plastics recovery for both fluff recycling and separation offluff components and the potential market for recycled plastics wasincluded. The FS stated that bulk plastics recycling (i.e./ 95%oftheOU3material potentially recyclable) may be feasible at some point in the futurebut mat additional development of the technology was necessary. The FSstated that separation and recycling of PE and PVC was feasible (i.e./ 60%of the OU3 material was potentially recyclable), but the quality ofweathered plastics may be a barrier. In both scenarios, a number of issuesand details required further evaluation, and it was estimated that a periodof as much as 10 years may need to pass before technologies and marketswere favorable for recycling of the fluff.
EKM 1-7 EASTERN KVEISFIED METALS SH1-N2122.00- I/1I/00
AR3009U

The FS concluded that the two recycling alternatives were feasible, cost-effective and best met the intent of RCRA/CERCLA laws, for mitigatingthe risks to public health and the environment. The FS also concludedthat the In-Place Closure by Capping alternative was feasible andprotective and could be used as a contingency alternative in the event thatrecycling proved to be infeasible.
1.4.2 First Record of Decision
The EPA issued a ROD on 29 March 1991 that, among otherthings,divided the Site into three Operable Units. .
OU1 addressed hot-spots areas (dioxin- and PCB-impacted fluff and soil),soils and sediment contaminated with lead, and miscellaneous debris.
OU2 consists of ground water at the Site. On 29 September 1993/ EPAissued a Record of Decision for the deep ground water. An interimremedy for overburden ground water was selected in the March 1991ROD. Remedial actions/ primarily addressing OU1 and OU2, have beenundertaken at the Site. .
OU3 consists of the fluff material and debris, which are the primary media ibeing evaluated in this FFS.
1.4.3 Second Record of Decision
The EPA issued a ROD identifying the selected remedial alternative forOU3 on 2 July 1992. The ROD required that• All fluff and debris at the Site be recycled within 15 years of the date
oftheROD;• All residuals of the recycling process be tested and/ if necessary,
treated to eliminate hazardous characteristics;• All hazardous and non-hazardous residuals be disposed of in an off-
site landfiU;• Soils underlying the OU3 material be tested to determine the nature
and extent of contamination; and• Erosion and sedimentation controls be implemented to control. drainage and minimize erosion of exposed soils at the Site.
The "contingency alternative" of in-place closure by capping provided inthe original FS/ and presented in Section 1.4.1 above/ was determined bythe EPA in the ROD as "unnecessary since research conducted as part ofthe RI/FS indicates that recycling is both technically feasible and
ERM 1*8 EASTEJtNWVEJOTTEDMITAUSm-mUlM-l/n/OO
AR3009I5

implementable." On 25 June 1993, EPA issued an administrative orderdirecting the Respondent to implement the QU3, ROD. Erosion andsedimentation controls have been implemented in concert with otherremedial actions at the Site.
1.4.4 OU3 investigations .
Numerous studies have been undertaken in response to the 1993Administrative Order for OU3. These are also described in detail in theOU3 FFS Work Plan. An initial investigation was performed to gain abetter understanding of what constituents in the fluff pile were candidatesfor recycling and what relative quantities of each exist. Subsequentstudies were performed to identify processes by which the recyclablefractions could be segregated and prepared for commercial reuse and howsuccessfully and at what cost the separation could be accomplished.
1.4.4.1 Law Environmental Characterization of OU3 Material
Law Environmental (Law) conducted activities to characterize thephysical composition of the OU3 material between May and October 1994.-Samples of the pile material were collected and observations of the pile ;characteristics were made. This investigation indicated that the OU3 fluff ;material itself is very homogenous, although, miscellaneous debris andtrash were also found disposed of with the fluff and intermingledthroughout the pile. The results of Law's investigations were presented inthe Sampling and Analysis Report (November 1994). Law prepared sixcomposite samples of fluff/ representing geographic segments of the pile/for separation and characterization testing. Analytical testing of theseparated material determined that all of the fractions demonstrate theRCRA characteristic for lead.. Total PCB analyses were not performed onthe Law/Lockheed samples. ' "
1.4.4.2 Recycling Investigations
The MacLeod Group (MacLeod) performed a pilot test at the Site inNovember 1995 to separate PVC and polyethylene (PE) from theremainder'of the OU3 material (metal and other) and to further evaluatethe potential for use of the pile plastics in commercial products. MacLeodprocessed approximately 10,000 pounds of generally homogeneous fluffmaterial obtained from a stockpile generated by Law. The results of thistesting were presented in Results from Sampling, Analysis and TestingActivities during MacLeod Treatability Studies (Law, 6 May 1996). Theconclusions of the testing determined that the PE and PVC could beseparated through the float/sink process. The PE was easily separated
L , from the other OU3 material and used to produce several plastic pots.
BRM 1-9 BASIERNDIVBRSinEDMETAIJSni.N2ULOO'l/ll/00
AR2009I&

PVC separation, on the other hand, proved more difficult and yielded asmall percentage of good material. The quality of the recoverable PVCwas judged to be of poor quality and varied significantly across the Site.
Law collected samples of raw fluff, the PE fraction, post-PE separationmaterial/ the PVC fraction and the post-PVC separation from die MacLeodpilot testing for TCLP lead and PCB analysis (Tables 1-3 and 1-4).
Philip Environmental evaluated the effectiveness of separating recyclableproducts from OU3 material. Philip shipped approximately 50,000pounds of fluff to their facility in Hamilton, Ontario for processing. Thisfluff was taken from the stockpile generated by Law. An electrostaticprocess was used to remove metals, followed by a plastics separationphase. High moisture content of the fluff material limited the processingrate. Analysis showed a purity of both PE and PVC of approximately 95%after segregation and recapture. The component fractions of the materialsampled are reported in Results from Sampling, Analysis, and TestingActivities During the Philip Treatability Study (Law, 16 May 1996) and aresummarized in Table 1-5. Philip concluded that their process is a viableoption for recycling the fluff at EDM because it successfully separated the -plastics and metals from non-marketable material
Sample volumes of each separated material were sent by Philip to Law forfurther analysis. Law collected samples of feed fluff/ metals/ plastics(combined and separated) and soil and debris for TCLP metals and total /PCBs analysis (Tables 1-3 and 1-4).
The results of the MacLeod and Philip studies indicated that PCBs werepresent in the fluff at elevated concentrations. To confirm this finding/Law retrieved the six composite samples generated from the pile duringtheir characterization study/ and analyzed each of the six composites forFCBs; these samples were subsequently submitted as split samples toEnvirotech Research for replicate analysis. The initial analytical results forPCBs from the material separated in the Philip study contained a high 'degree of variability. As a result of the high variability, and to furtherevaluate the PCB'concentrations in the plastics fractions/ additionalanalytical testing was performed by Law. the 16 May 1996 reportprepared by Law (Results from Sampling, Analysis, and Testing ActivitiesDuring the Philip Treatability Study) presented the results of the analysesperformed on the separated material fractions from the Philip study. Lawcalculated that the PCB concentration in the PE fraction to be 22.8 ppm orless (non-parametric distribution with a 99% confidence level) and 963ppm or less in the PVC fraction (natural log normal distribution). Thisanalysis indicated that PCBs are concentrated in the PVC material
BRM 1-10 EASTERN DtVERSinn) MBTAU SCTI - N212LOO -1/11/00
AR3009I7

Tablel-3 ;Leachablc Lead Concentrations by Fraction
Eastern Diversified Metals Site
Sample
Fluff in Pile
Raw Fluff
Raw Feed Post Rinse
Plastics Fraction
Metals Fraction
PE Fraction
PVC Fraction
Other Fraction• Post PE Separation- Post PVC Separation
Number of. Samples
317
5; 3 -
4
3
1
12
21
41
Leachable LeadConcentrationRange (ppm)
1.55-64.56.85-21.5
19-2733-41
I 5.3 7.6
3.7-4.8
17
; 51.7-3.4
| 4.1-4.2\ 43
- f -25-3214
Average LeachableLead Concentration
(ppm)
18.96; 14.22
22.236
5.9
: 4.1
17
5 ' .2 5
4.24.3
• . . .28.814
•Source of Data
Giddings-shallowGiddings-borings
Law/MacLeodLaw/Philip
Law/Philip
Law/Philip
Law/Philip
Law/MacLeodLaw/Philip
Law/MacLeodLaw/Philip
Law/MacLeodLaw/MacLeod
References !Giddings - Todd Giddings. and Associates, Site Evaluation Report, September 1985.Law/MacLeod - Law Engineering and Environmental Services, Inc., Results from Sampling
Analysis and Testing Activites During the MacLeod Treatability Studies, May 6,1996.Law/Fhillip - Law Engineering and Environmental Services, Inc., Results from Sampling
Analysis and Testing Activites During the Phillip Treatability Studies, May 16,1996.
AR3009I8

Table 1-4FCB Concentrations by FractionEastern Diversified Metals Site
Sample
Raw Fluff
Raw Huff (composites)
Raw Feed Post Rinse
Plastics Fraction
Metals Fraction
PE Fraction
PVC Fraction
•
Other Fraction- Post PE Separation- Post PVC Separation
Number ofSample*
53
66
4
3
1
1220202020
2120202020
4
. '.. . 1
FCBConcentrationRange (ppm)
15.9-25243-48
24-11222-125
20.1-75
46-135
46
713.2-7410.4-253.8-8.411.7-1734.1 -14£
22.6-30.178
55-12811.1-38.011.4-51.038.0-1010
25-53.627
Average PCBConcentration
(ppm)
19.933.5
51360.5
425
803
46
743.616.16.11457.0
26.47886.721.724.759.0
34527
Source of DataLaw/MacLeodLaw/Philip
LawEnvirotech Research
Law/Philip
Law/Philip
Law/Philip
Law/MacLeodLaw/PhilipLaw/PhilipsLaw/MacLeod
Envirotech/MacLeodEnvirotech/PhiHip
Law/MacLeodLaw/PhilipLaw/PhilipsLaw/MacLeod
Envirotech/MacLeodEnvirotech/Fhillip
Law/MacLeodLaw/MacLeod
Note - Law/Philip B indicates a focused analysis on PCB concentrations in PE and PVC samples.
ReferencesLaw/MacLeod * Law Engineering and Environmental Services, Inc., Results from Sampling
Analysis and Testing Activites During the MacLeod Treatability Studies, May 6,1996.Law/Phillip - Law Engineering and Environmental Services, Inc., Results from Sampling
Analysis and Testing Activites During the Phillip Treatability Studies, May 16,1996.Law - Law Engineering and Environmental Services, Inc., Sampling and Analysis Report Eastern
Diversified Metals, November 1994.
AR3009I9
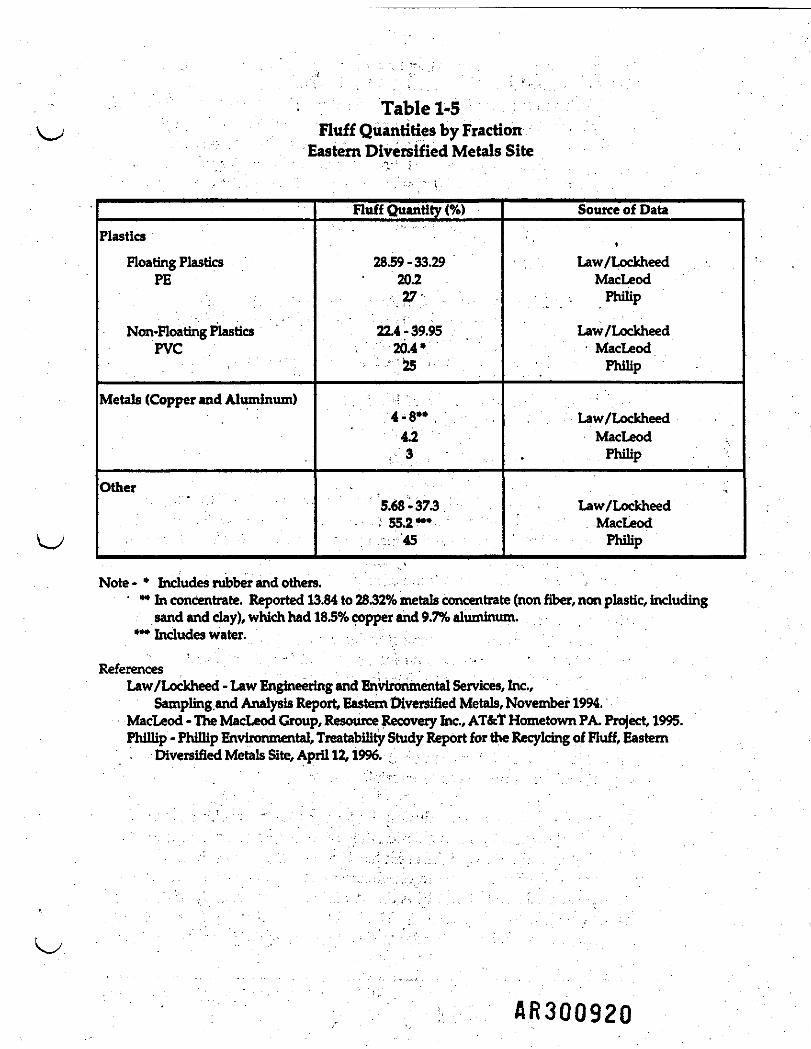
Table 1-5Fluff Quantities by Fraction
Eastern Diversified Metals Site
Plastics
Floating PlasticsPE
Non-Floating PlasticsPVC
Metals (Copper and Aluminum)
Other
Fluff Quantity (%)
2859-33.2920.2
22.4-39.9520.4 »25
4-8»* .4.23
5.68-37355.2***
- - . : 45 : • •
Source of Data
Law/LockheedMacLeod
. Philip
Law/Lockheed• MacLeod
Philip
Law/LockheedMacLeodPhilip
Law/LockheedMacLeodPhilip
Note-* Includes rubber and others. , • ' ** In concentrate. Reported 13.84 to 2832% metals concentrate (non fiber, non plastic, inducting
sand and day), which had 185% copper and 9.7% aluminum.*** Indudes water.
ReferencesLaw/Lockheed - Law Engineering and Environmental Services, Inc.,
Saxnpling.and Analysis Report, Eastern Diversified Metals, November 1994.MacLeod - The MacLeod Group, Resource Recovery foe., AT&T Hometown PA. Project, 1995.Phillip - Phillip Environmental, Treatability Study Report for the Recylcing of Fluff, Eastern- Diversified Metals Site, April 12,1996. :
AR300920

The investigations performed by Law on material from the MacLeod andPhilip recycling tests determined that PCBs were constituents ofsignificant concern, for recycling of the fluff material. PCBs were found insome fractions (i.e., PVC) above 50 ppm, and in all fractions (i.e., PE, PVC,metals, etc.) above 2 ppm. At the time of the study, TCSA regulationspresented material handling and disposal protocols for all materials withPCB concentrations above 50 ppm. It was also identified at this time thatTSCA would prohibit the reuse (return to commerce) of material withdetectable levels of PCBs (defined as 2 ppm).
i-1.4.4.3 PE Washing Study
As part of this FFS, W&R Boyhan Associates, Inc (Boyhan) in conjunctionwith the New Jersey Institute of Technology's Hazardous SubstanceManagement Research Center, performed a treatability study in 1997which included an evaluation of the feasibility of washing the PEcomponent of the OU3 material to reduce the PCB concentration to withinacceptable "return to commerce" levels (2 ppm). The study is discussed inmore detail in Section 23.4.
2.4.4.4 OLT3 Material Sampling and Analysis
On 27 and 28 January 1998, ERM collected samples of the OU3 material to *obtain additional information on the PCB contamination within the pilefor comparison to the disposal criteria presented in the 6 December 1994proposed rule for Disposal of Polychlorinated Biphenyls (40 CFR Part 761)and to collect a sufficient volume of representative OU3 material forevaluating the feasibility of stabilizing OU3 material using phosphatemineralization and recovering residual metals (aluminum and copper)from the pile. Approximately 6 cubic yards of OU3 material werecollected from the upper 16 feet of the pile at 12 locations distributedacross the footprint of the pile. Hie highest total PCB result (110 ppb)occurred in a composite of the 4 western most sample locations from adepth interval of 0 to 8 feet. A composite sample from all li locations .(0to 16 feet) resulted in total PCBs of 51 ppm. In all samples collected, theteachable PCBs (TCLP) were non-detect (<10 ppb) indicating that the PCBsare not mobile from the OU3 material.
Samples were also collected during the January 1998 sampling event ofaggregated forms of fluff to characterize these materials and determine ifthese forms demonstrated different leaching characteristics from otherOU3 material The details and conclusions of the results of this testingwere presented in a letter to EPA dated 15 April 1998. A copy of thatletter is enclosed in Appendix A. The TCLP results from aggregated fluffsamples were found to be similar to results of other fluff samples analyzed
ERM 1-11 EASIEINDIVEItSinBDUnrAlSSRI-hnUIOO'l/ll/OO
AR30092!

in prior investigations (e.g., lead exceeded the^RCRA characteristicconcentration). In addition to TCLP testing,*$>ynthetic PrecipitationLeaching Procedure (SPLP) analyses were performed for the aggregatedfluff samples and on a sample of the pile composite. SPLP is an acceptedPADEP procedure for predicting impact to ground water quality. Theprocedure simulates the conditions of prolonged exposure to acid rainprecipitation. The results of the SPLP analyses are presented in AppendixB. Lead was detected in only one SPLP result at 0.69 ppm, well below theRCRA characteristic concentration and the PADEP Medium SpecificConcentration (MSC) in ground water (both 5 ppm), helping to explainwhy lead has only been detected at low levels in pile leachate (50 to 150ppb). The SPLP procedure is far more representative of Site conditionsand observations. ,
Despite the SPLP results, off-site disposal requirements are presentlybased on TCLP results. Thus aggregated fluff encountered in excavationof the pile will require stabilization for off-site disposal. The aggregatedmaterials encountered were fairly readily sizef-reduced for analysis.Measures will be required for size-reduced aggregated material forstabilization or materials separation. Considering the small percentage ofaggregated materials in the pile, this need represents a detail to beaddressed in remedial design and should not impact the selection of aremedy for OU3. The SPLP results, however, are applicable to decisionsregarding materials that may remain on site.
' • " • ' . " •' -- • -'. • :' . ' ".1.4.4.5 Sevenson Treatability Study
Also as part of this FFS, ten 55-gallon drums of the OU3 materialgenerated during the 27 and 28 January 1998 sampling event weretransported by Sevenson Environmental Services, Inc. (Sevenson) toWaste Stream Technology in Buffalo, New York with two objectives:1. To evaluate the effectiveness of the MAECITTE® stabilization
process; and2. To perform a treatability study to determine the feasibility of
separating residual metal that remains in the pile into an enrichedstream with potential value in the copper market.
Results of the stabilization study indicated that OU3 material can bestabilized to below RCRA hazardous characteristic concentration levelsand Phase IV Land Disposal Restriction (LDR) Universal TreatmentStandards (UTSs) for pertinent metals. TCLP analyses were performed todetermine the teachable PCBs in the OU3 material; the results were non-detect (<1 ppb).
BUM . 1-12 EASratNMVEESmEDMITAUSnB-N212rOO- 1/11/00
AR30092^

The metal separation study concluded that aluminum recovery was notfeasible, but that copper recovery remained a potentially feasiblealternative. Based on the estimated pile size and recoverable coppercontent in the samples evaluated, Sevenson estimated that a multi-step .jon-site separation process would result in approximately 6,800 tons of a 30percent copper-enriched stream which could be sold to a secondaryprocessor for further copper separation and recovery. The process wouldtake approximately one year for the separation of the OU3 material andcould incorporate stabilization as an initial step.
• • • »1.4.4.6 In-Place Closure Geotechnical Investigation .
In order to evaluate the feasibility of the In-Place Closure alternative,Geotechnical Investigation activities were performed during Februarythrough June 1999. The investigation consisted of both a laboratorytesting program to evaluate the geotechnical properties of the fluffmaterial, and a field demonstration to assess the constructability of the In-Place Closure alternative.
The results of the laboratory testing program were presented to the EPAin a letter report dated 1 April 1999. A summary of the fielddemonstration activities and results is presented in the 16 July 1999 letterreport (revised 15 September 1999) to die EPA- Conclusions of the • -Geotechnical Investigation determined that In-Place Closure is feasibleutilizing standard construction practices and equipment. >j
1.4.5 Evaluation of Alternatives to Recycling
The identification of PCB levels in OU3 material at concentrations that areregulated by TSC A had a significant impact on the prospects for recyclingof the fluff. It was clear from these findings that recycling of the entirepile would not be feasible due to an inability to comply with TSCAregulations. Although the results of follow-up analyses by Law andothers indicated that some portions of the OU3 material might have lowerPCB concentrations than the OU3 material in general, even separated PEhad PCB concentrations high enough to preclude plastics recycling. Therewere also questions as to the impact of TSCA non-dilution provisions onthe practice of separating OU3 material components with lower PCBcontent for recycling.
Subsequent to these findings, a series of discussions and meetings wereheld between EPA, PADEP and the Respondent to evaluate anappropriate course of action. During these meetings several issues wereidentified for parallel review:
EXM 1-13 BASiraNtKVEasnBDMBrAlSSni.N2U100-l/H/00
AR300923
,
• Obtaining guidance from the TSCA progran ;on potential handling ofthe OU3 niateHal; & V ;
• Evaluation'of procedures for washing OU3 material to remove PCBs;.and . " " " . . -
• Evaluation of other remedial alternatives for remediation of OU3.
During a review meeting on 30 October 1996, the reviewing agencies andRespondent agreed that it was appropriate to perform an FFS to evaluatealternate remedial alternatives for the OU3 material. A subsequent reviewmeeting was conducted on 25 November 1996 to develop an appropriatelist of alternatives for a focused study. The list of alternatives developedin the January meeting were further evaluated by EPA and theRespondent. In its correspondence of 8 April 1997, EPA recommendedfurther investigation into five alternatives in the FFS. These alternativesincluded:• Recycling alternative of the ROD;• Stabilization and off-site disposal of the OU3 material;• Separation of OU3 material components with recycling/reuse of ;
some components and stabilization and disposal of others;• Treatment with direct current arc melter technology; and• Use as a daily landfill coyer.
As a result of these discussions, EPA and the Respondent executed anAdministrative Order on Consent (Docket No. DI 97-89-DC) on 15 June1997 for the performance of a FFS for OU3. This order temporarily setaside the 25 June 1993 Administrative Order to execute the ROD recyclingremedy, pending the results of the FFS. As noted previously, the OU3 FFSWork Plan was prepared in compliance with the 1997 Order to guide theperformance of the FFS.
Coincident with the preparation of the Administrative Order and WorkPlan, efforts were pursued to address other issues noted above.Preliminary contacts were initiated with representatives of the TSCAprogram to review the regulatory implications of OU3 material handlingfor that program. In addition, treatability studies were conducted on thePE fraction in an attempt to reduce PCB concentrations to levelsacceptable for commercial reuse. This work was addressed in the FFSWork Plan and is reported herein.
Subsequent to the 8 April 1997 letter from the EPA recommending furtherinvestigation of the five alternatives presented above and submittal of theFFS Work Plan, and prior to the submission of the 6 August 1998 Draft
BUM . 1-14 IASIERNDIVBRSIFIEDMBTAlSSin>N212100'l/ll/00
AR30092U

FFS report, the Respondent elected to reevaluate the feasibility of In-PlaceClosure as a remedial alternative for OU3. The In-Place Closurealternative was presented to the EPA in an Addendum to the 6 August1998 Draft FFS report, dated 20 August 1998.
A no action alternative was added to the 8 April 1997 list of potentialremedial alternatives at the request of the EPA to serve as a baseline forcomparison with other alternatives.
In the 20 August 1998 Addendum, the Respondent requested that EPAconsider In-Place Closure as a potential remedial alternative for OU3.Based on dialog with PADEP and the US Army Corp of Engineers and theRespondent EPA requested implementation of the GeotechnicalInvestigation to determine whether In-Place Closure was a viablealternative for OU3. With the results from the Geotechnical Investigationsupporting the viability of In-Place Closure, the EPA agreed to allowinclusion of the In-Place Closure alternative as the sixth remedialalternative for evaluation in the FFS. '
In order to make appropriate comparisons between the alternatives being ,-evaluated, and to expedite the remediation of the Site, EPA suggested thatthis FFS report be expanded to include remediation of soils underlying thefluff pile and soil/fluff deposits along the perimeter of the pile. Eachalternative presented in the FFS incorporates the remediation ofunderlying soils and perimeter soil/fluff.
EIU 1-15 EASTE»ND(VEKinEDMBTALSSrri-N2122.00-l/ll/00
AR300925

Section 2
AR300926

2.0 DEVELOPMENT OF REMEDIAL ALTERNATIVES
This section presents the development of remedial alternatives and thesupporting rationale, and includes the following:* Identification of potentially applicable or relevant and appropriate
requirements (ARARs) to be satisfied by the remedial alternatives;• Development of remedial action objectives to be addressed by the
remedial alternatives;• Identification and screening of various remedial technologies with
potential applicability to remediation of OU3; and• Development of a focused list of potential remedial alternatives
incorporating the technologies that passed the technology screeningprocess.
2.1 IDENTIFICATION OF POTENTIAL ARARS&
Section 121(d) of CERCLA, as amended by the Superfund Amendmentsand Reauthorization Act (SARA) and the NCP (40 CFR Part 300) requirethat remedial actions developed for a site meet the followingrequirements;• The remedial action must be protective of human health and the
environment; and• The remedial action must comply with all ARARs, unless grounds for
invoking a waiver of ARARs are provided. ARARs are used incombination with the remedial action objectives to scope andformulate remedial alternatives for the site.
As defined in "CERCLA Compliance with other Laws" (EPA/540/G-89/006), ARARs are either "Applicable" or "Relevant and Appropriate",but not both. "Applicable" requirements are promulgated cleanupstandards, standards of control, or other substantive environmentalprotection requirements, criteria, or limitations that are generallyenforceable under federal or state law and that specifically address ahazardous substance, remedial action, location, or other site-specificcondition. "Relevant and Appropriate" requirements are federal and statestandards, criteria, or limitations that are not legally applicable to the site,yet they address problems sufficiently similar to those found on site thattheir use is well suited. State standards are applicable or relevant and
ERM 2-1 EASTHNDIVEIISinEDURTAlS SRI 'FOraM- 1/11/00

.'•' . i, , • f,'." .; ... •'
appropriate only if they are identified by the' state' in a timely manner andare more stringent than federal requirements.
Other federal and state guidance documents, advisories, or criteria thatare not generally enforceable do not have the status of potential ARARsbut may be identified as criteria "to be considered" (TBC). TBCs may beused to develop remedies when ho specific ARARs exist for a chemical orsituation, or when such ARARs are not sufficient to be protective.
Compliance with established ARARs for the Site is considered as one ofthe remedial alternative evaluation criteria. If appropriate, the CERCLAprovisions for waiving ARARs will be considered, and the grounds forinvoking such waivers will be provided. According to the NCP (40 CFR300.430(f)(l)(ii)(C)), ARARs may be waived by the governing regulatoryagency under any one of the following six specific conditions, providedthat protection of human health and the environment is still assured:• The selected remedial action is an interim remedy or portion of a total
. remedy, which will attain the ARAR when complete.• Compliance with such requirements will result in greater risk to
human health and the environment than alternative options.• Compliance with such requirements is technically impracticable from
an engineering perspective.• The selected remedial action will provide an equivalent standard of
performance using another approach.* The requirement is a state requirement that has been inconsistently
applied.* The alternative will not provide a balance between public health and
environmental welfare and the availability of funds to respond toexisting or potential threats at other sites, taking into account therelative immediacy of the threats (for Fund-financed response actionsonly). r /
The following identifies potential ARARs for the Site:
1. Comprehensive Environmental Response, Compensation, andLiability Act (CERCLA) •*—EDM is on the National Priorities List '(NPL), as a federal Superfund Site. Therefore, this FFS has beenconducted in compliance with CERCLA guidance and regulations.
2. Toxic Substances Control Act (TSCA)—Analytical results haverevealed that PCB concentrations can be found in samples of the OU3
ERM 2-2
AR300928

material above the 50 ppm TSCA threshold. The EPA indicated thatTSCA also prohibits reuse (return to commerce) of material withdetectable levels of PCBs (2 ppm). EPA published a Final PCB Rule on >29 June 1998, which has significant implications for the fluff materialsat the EDM Site.
3. Resource Conservation and Recovery Act (RCRA)—Analytical resultsindicate leachable lead concentrations above 5 ppm in virtually allOU3 samples. All excavated material that requires off-site disposalwith lead concentrations above 5 ppm as tested by TCLP proceduresmay be considered RCRA characteristic (D008). Because all OU3materials were placed at the Site prior to the effective date of theRCRA regulations (November 1980), RCRA regulations are notapplicable to the OU3 material as it currently exists on Site. However,the alternatives evaluated in this FFS, which include an off-sitedisposal component/ will require treatment to remove the RCRAhazardous characteristic for lead. Such treatment technologies couldbe performed on the in-place pile (in situ) without triggering the landdisposal restriction provisions of RCRA. However, if such treatmenttechnologies were not performed in situ, the RCRA Land DisposalRestrictions (LDRs) would apply. Although it might be possible toobtain a waiver of the LDR Phase IV requirements to allow ex situstabilization without meeting treatment standards for all underlying ,hazardous constituents (UHCs), especially PCBs and dioxins, nowaiver has been obtained to date.
4. Pennsylvania Land Recycling and Environmental RemediationStandards Act (ACT 2) and 25 Pa. Code, Chapter 250 (relating to theAdministration of the Land Recycling Program)—Act 2 wasdeveloped to encourage cost-effective remediation and reuse ofcontaminated sites within the Commonwealth. Act 2 regulationspresent numeric clean-up standards and risk-based remediationrequirements that are potentially applicable to the remediation of thefluff pile and potentially impacted soil and ground water.
5. Pennsylvania Hazardous Waste Regulations—PADEP hazardouswaste regulations are applicable to any hazardous material removedfrom the Site for disposal The Pennsylvania Hazardous WasteRegulations are virtually identical to the corresponding provisions ofRCRA as they pertain to EDM. PADEP Act 2 regulations classify theEDM OU3 material as an "old facility" based on the dates that wastedisposal occurred at the Site. Old facilities are those where no wastewas received after the effective date of the Pennsylvania HazardousWaste Regulations. The effective date for hazardous waste is 26 July —>
EKU 2-3 EASreHNDIVElSinEDMETALSSni.N2122.00-l/ll/00
AR300929

1982, while (disposal operations at EDM erided in 1977 (i.e., before theeffective date). Thus, Pennsylvania Hazardous Waste Regulations arenot "Applicable" for the on-site management of the OU3 material butare applicable for off-site management of OU3 material.
6. Pennsylvania Residual Waste Management Regulations — PADEPand disposal facilities have confirmed that EDM materials which arestabilized for lead (no longer RCRA characteristic), comply with theland disposal restrictions and that meet the TSCA disposal criteriashould be treated as a Pennsylvania Residual Waste for disposalpurposes. Materials that meet the TSCA disposal criteria, and arestabilized on-site to remove the RCRA characteristic for lead, may bedisposed in a residual waste landfill according to Pennsylvania'sResidual Waste Management Regulations. The Pennsylvania ResidualWaste Management Regulations are not applicable to the on-sitemanagement of the OU3 material as no waste was received after the 4July 1992 effective date for residual waste piles. The Residual WasteManagement Regulations are however applicable for any OU3material removed from the Site for off-site .disposal.
7. Pennsylvania Air Pollution Control Act—The Air Pollution Control :Act regulates air emissions during remedial actions and may beapplicable with regards to fugitive dust emissions during materialhandling.
8. Department of Transportation (DOT) Rules for Hazardous MaterialTransport—DOT requires proper permits and certifications for off-site transport of hazardous material. These requirements arepotentially applicable if hazardous materials are transported off-site.
9. Manifest for Transport of Hazardous Waste — For any materialcharacterized as hazardous that is transported off-site/ these standardsrequire compliance with RCRA manifesting systems.
10. OSHA Requirements—Health and safety standards applicable to allworkers engaged in on-site remedial activities. These requirements areapplicable to all on-site remediation activities. .
11. Pennsylvania Clean Streams taw/Erosion Control Regulations — 25PA Code, Chapters 102 and 105, authorized under the Clean StreamsLaw are applicable for control of soil erosion and sedimentationresulting horn earth moving activities or potential discharge ofsediment to streams of the Commonwealth via point source or non-point source (Le., stonnwater runoff).
BUM . 2-4 IASTBRNnVBRSinEDMErAl5Sm'N212100-l/ll/00
AR300930

12. Pennsylvania Hazardous Substances Transportation Regulations —PA regulations govern the transport of hazardous substances/wastesshipped off-site for analysis, treatment, or disposal. Theserequirements are potentially applicable if hazardous materials aretransported off-site.
REMEDIAL ACTION OBJECTIVES
The overall objectives of the FFS are to evaluate the selected remedialalternatives, and identify the remedial action for the OU3 material at theSite.
The evaluation of remedial alternatives incorporate the following:* Knowledge of the OU3 conditions, including details of the current
contaminant distribution, concentrations, and total estimated mass,which have been identified through previous remedial investigationsand treatability studies;
* Review of all ARARs pertaining to the potential treatment, recycling "and/or disposal of the waste material;
• Investigations into the available market for recycled materialpotentially generated from the Site; '
• Investigations into facility acceptance of the OU3 material (i.e., waste-to-energy of separated PE, smelter/copper recovery/ and residualwaste disposal); and
* Engineering economic analysis of the potential remedial alternatives.
The general objective of the remedial alternatives is to ensure protection ofpublic health and the environment, while complying with all applicable orrelevant and appropriate regulations. •
23 CANDIDATE REMEDIAL TECHNOLOGIES
The following remedial technologies were evaluated in an effort todevelop remedial alternatives suitable to site conditions. This focused listincludes remedial technologies that were determined to be potentiallyapplicable to remediation of the Site, and consistent with the results ofprevious evaluations and discussions with the EPA and PADEP.
ERM 2*5 EASTERN DtVEJtOFIED METALS SIT! - N21UOO • 1/11/00
AR30p93l
2.3.1 Stabilization • ,
Stabilization technologies are well researched and are technically feasiblefor the OU3 material. Stabilization can potentially be performed in situ byspray or injection of a stabilizing agent, or by ex situ processing of theOU3 material in batches within the confines of the Site boundary.Stabilization may also be performed off-site at RCRA-permitted facilitiesprior to disposal, although, the material would require transportation as ahazardous waste, and stabilization may not meet the UTSs for all UHCs(e.g., PCBs). Considering the average PCB levels found in EDM fluff, off-site stabilization and disposal would require a variance from the UHCrequirement for PCBs at a RCRA facility. Proven stabilization agents formetals contamination include pozzolanic material (e.g., portland cement,flyash, cement kiln dust, etc) as previously demonstrated for thetreatment of miscellaneous debris prior to disposal, and phosphatemineralization (e.g., MAECITTE®) which has, been demonstrated by arecent treatability study performed by Sevenson to achieve the Phase IVLDR UTSs for metals. :
232 Plastics Separation
Several pilot studies have been performed on the OU3 material to> evaluate separation technologies. Plastics separation processes utilizing
the physical characteristics of the PE and polyvinyl chloride PVC presentin the OU3 material have been successful. Through these processes, PE
. and PVC were separated to a purity of 95% from the other OU3components based on specific gravity and /or melting points of theplastics. This issue is further evaluated in Section 3.
233 Bulk Processing of Plastic
Bulk processing of the OU3 material was previously evaluated in theinitial FS for OU3. Bulk processing is possible for the OU3 material asdemonstrated through previous processing. Low grade products such aslandscape timbers, etc. were made using OU3 material as the primarycomponent"
2.3.4 PCBWashing. •' '•' • '' ' ' ' '
As presented in Section 1:4.43, Boyhan performed a treatability study in1997 which included an evaluation of the feasibility of washing the PEcomponent of the OU3 material to reduce the PCB concentration to withinacceptable "return to commerce" levels (2 ppm). Washing of PVC was notevaluated in the Boyhan study because PCBs are present at a much higher
ERM • ', . 2-6 EASTERN DIVERSIFIED METAIS SITE-NZ122.00-1/11/00
ftR300932
concentration in PVC than in PE and are therefore less likely to attain the 2ppm goal, and'PCBs, which act as a plasticizer for PVC, are distributedthroughout the matrix of the PVC particles. The study was performedusing aqueous detergents rather than organic solvents due to theenvironmental and safety hazards associated with organic solvents. Thestudy, which was reported in Polychlorinated Biphenyl Laboratory Studies -Fractionation of Composited Fluff Samples and Washing of Polyethylene (1October 1997), concluded that the removal of PCBs from PE is not feasibleby an aqueous detergent washing process or by steam distillation.
23.5 Metals Separation
The business formerly conducted at the EDM Site consisted of separatingmetal from the wire and cable. Since it was not possible to achieve 100%efficiency, a small fraction of metals are still contained in the fluff.Analysis of OU3 material has revealed that the fluff containsapproximately 6% metals. More sophisticated technologies exist todaywhich can conceivably recover a portion of the residual pile content.Further metals recovery is potentially feasible.through the utilization ofmechanical screening, inertia! density separation and/or electrostaticseparation principles. Pilot studies discussed in the previous section forplastics separation also evaluated the separation of metals from the OU3material for recovery and reuse. ,
23.6 Waste-to-Energy
Available OU3 material with an appreciable heating value can be utilizedby waste-to-energy facilities. PE is the only component of the OU3material in sufficient quantity with a suitable heating value and burningcharacteristics to potentially serve as fuel for waste-to-energy facilities.
23.7 Arc Melter Technology
Arc Melter Technology (AMT) is a high temperature (up to 5,000 degreescentigrade) pyrolitic/vitrification process in which waste material isplaced into a high temperature bath of inorganic/metallic material. In thehigh temperature bath the organic portion of the waste disassociates. TheAMT process operates in a reducing atmosphere. Such an atmosphereassists in limiting the release of off-gassing as compared to conventionalincinerators. The AMT process can be designed to operate at a rate of upto 3,000 pounds per hour, although no such unit exists in the U.S. (largestunit in U.S. is 750 Ib/hr). This technology is highly energy intensive,requiring input of approximately 0.75 kilowatt-hours per pound ofmaterial charged.
EXM 2-7 EASTnMHVERSinBDMErA15SnB-N2122J»'1/11/00
AIJ300933

23.8 Landfill Disposal
Landfill disposal of the OU3 material is an available and technicallyfeasible technology. Off-site disposal of OU3 material will requirestabilization to eliminate the RCRA characteristic for lead and complywith the Phase IV requirements. Any material that cannot be sufficientlystabilized on-site (e.g., debris) and/or fails to meet TSCA disposal criteriamay require disposal in a RCRA hazardous waste landfill and/or TSCA-permitted hazardous waste landfill. Material that meets both the RCRAand TSCA criteria may be disposed in a non-hazardous solid wastedisposal facility upon concurrence of the State in which the non-hazardous waste facility is located. Non-hazardous debris and soils thatpass TCLP, but are above 1,000 ppm and below 40,000 ppm total lead, canbe consolidated on site and overlain with a geotextile separator andvegetated soil cover.
Excavation and transportation of non-stabilized material may be removedfrom the site, with stabilization performed at an off-site RCRA-permittedfacility prior to disposal. However, the material will requiretransportation as a hazardous waste, and stabilization may not meet theUTSs for all UHCs (e.g., PCBs).
> > 23.9 Landfill Daily Cover
Landfill daily cover is an integral component of municipal landfill. operations, serving to prevent release of odors, blowing litter and the
attraction of vectors. It also is intended to serve as a fire break andprovide a surface upon which loaded vehicles can maneuver forsubsequent landfill operations.
Design requirements and performance standards for daily cover can befound in §273.232 of the Pennsylvania Municipal Waste Regulations. Per§273.232(b), the composition of daily cover shall meet the followingperformance standards: /1. Prevent vectors, odors, blowing litter and other nuisances;2. Cover solid waste after it is placed without change in its properties
and without regard to weather;.3. Be capable of allowing loaded vehicles to successfully maneuver over
it after placement; ; T4. Be noncombustible; and
i, 5. Be capable of supporting the germination and propagation ofvegetative cover,
' BUM ' ** , 2-8 EASTEIlNDIVtRSIFlEDMETALSSnH-NaU2J»-l/ll/00
AR30093I+

The design requirements of §273.232 include allowable soils texturalclasses, grain size limitations and a 12% limit on the amount of coal orother combustible content in the material. Daily cover layers are to becompacted and a minimum of 6 inches thick.
23.10 Capping
Capping of the OU3 material was previously evaluated in the initialFeasibility Study for OU3. Capping is a containment technology thatplaces a physical barrier over contaminated areas. Capping is commonlyperformed when waste volumes are large and the excavation and removalof the waste is precluded by potential hazards and/or prohibitive costs(Stabilization Technologies for RCRA Corrective Actions, August 1991,EPA/625/6-91/026). Capping can be used to prevent direct exposure tocontaminated materials, to prevent material migration via surface waterand wind erosion, and to restrict the infiltration of surface water andsubsequent leachate generation. Two potentially applicable cappingoptions have been identified and evaluated as part of this FFS, and arediscussed below.
2.3.10.1 SoUCap
A soil cap consists of a layer of clean soil fill 18 to 24 inches thick, coveredby a 6-inch topsoil layer (a minimum uniform depth of 2 feet) and meetsthe PADEP requirement for Residual Waste landfill cover. A soil capwould be graded to control surface water runoff and reduce infiltration,and vegetated to reduce erosion. Construction of a soil cover would berelatively easy and inexpensive, utilizing standard constructiontechniques. Periodic maintenance would be required to maintain theintegrity of the cover.
2.3.10.2 Low Permeability Cap
A low permeability cap refers to a cap that includes one or moreimpermeable barrier layers in combination with various other layers (e.g.,soil bedding, drainage, protective cover and topsoil layers), asappropriate. An impermeable barrier layer generally refers to a layer ofday with a minimum thickness of 12 inches and a maximum hydraulicconductivity of IxlO"7 on/sec, or a synthetic flexible membrane liner(FML). A common composite barrier is the typical RCRA-type caprecommended by the EPA ("Final Covers on Hazardous Waste Landfills",EPA/530-SW-89-047). The typical RCRA-type cap typically includes thefollowing layers, from bottom to top: a 2-foot thick low-permeability dayliner (geosynthetic clay liner is a common substitute)/a 30-mil FML, a 1-
EM 2-9 EASra«D!VEItSFmDMETAl33ttB-N212100-J/ll/00
AR300935
foot thick sand drainage layer (geocomposite drainage system is acommon substitute), a 2-foot thick cover soil layer and a vegetated cover.The materials, equipment and labor required to construct this type of capare readily available. Periodic maintenance would be required tomaintain the integrity of the cover.
2.4 DESCRIPTION OF REMEDIAL ALTERNATIVES • •"
This section briefly describes the technologies and processes incorporatedin each of the potential remedial alternatives being evaluated. Thesealternatives are screened in Section 2.5, with the retained alternativesfurther discussed and evaluated against the CERCLA evaluation criteriain Section 3. . ;
2.4.1 No Action Alternative
A no action alternative has been added to the 8 April 1997 list of potentialremedial alternatives at the request of the EPA to serve as a baseline forcomparison with other alternatives. The no action alternative would notinvolve any further remedial activities for the OU3 material on-site.Although no further action would be implemented for the OU3 materialitself, the existing leachate collection and treatment system wouldcontinue to be operated and maintained. Erosion control measures willalso be maintained to ensure appropriate compliance with applicableregulations. In addition, long-term monitoring would be conducted atpre-determined locations to evaluate changes in site conditions.
2 A3. Alternative!-ROD Recycling Remedy
The recycling remedy, as selected in the previous ROD, would involve theon-site treatment of the OU3 material for recycling. Recycling of theplastics and metal portions of the OU3 material would involve either bulkprocessing or separation/segregation, and conversion of the raw feed intoa usable product. Bulk processing has been conducted, resulting in a low-
: grade product with no modification of chemical nature of the material.Separation technology has been proven successful in previous studies.
Recycled plastic would have a PCB content that exceeds the TSCA limit of2 ppm for use in commerce. Since the PCB content of bulk recycled OU3
. material is not modified significantly, the separated plastic would havethe same PCB content as in the raw OUi3 material, therefore, bulkrecycling of the OU3 material would not meet TSCA limitations.
ERM '..-.* -.-.-. - 2-10 BASrBRNDIVEItSniBDUBTAUSrTB'N212100'l/tl/00AR300936

Off-site disposal of residuals from the separation process (non-recyclablefractions) would be an important element of this remedial option sincethese components make up as much as 60% of the pile. Because of the sdocumented lead contamination of these fractions, stabilization will berequired for land disposal. Stabilization to remove the RCRAcharacteristic for lead is a proven and well-understood treatmenttechnology; Residuals may also have PCB concentrations that couldinfluence handling and disposal according to TSCA regulations.
2.43 Alternative 2 - On-Site Stabilization and Off-Site Disposal
Alternative 2 involves the stabilization of the OU3 material in the pile,without separation, and off-site disposal at an appropriate landfill.Stabilization is required to address the RCRA characteristic for leadidentified in the OU3 material. Stabilization technologies are wellresearched and are technically feasible for the OU3 material. Stabilizationcan potentially be performed in situ by spray injection of a stabilizingagent into the pile as it stands, or ex situ by processing OU3 material inbatches. To avoid triggering the Land Disposal Restrictions, only in situstabilization technologies will be considered at the EDM site. Based onthe Sevenson treatability study, it is apparent that stabilized OU3 material -is no longer RCRA characteristic for lead, and would meet the Phase IVLDR UTSs for the expanded list of metals. On-site stabilization (removal ,>of the RCRA characteristic for lead) performed in situ allows disposal ofOU3 material in a non-RCRA-hazardous landfill. The evaluation ofAlternative 2 presented in this FFS is based on employing in situstabilization technologies, so as not to trigger the Phase IV LDRs. Ex situstabilization technologies provide a higher level of confidence related tothe application of the stabilizing agent, but would require a waiver of thePhase IV LDR requirements for implementation at the EDM Site.
PCB concentrations of the OU3 material are within TSCA regulated levels.On 29 June 1998, the Final Rule for the Disposal of PolychlorinatedBiphenyls (PCBs) was published in the Federal Register. 40 CFR Section761.62(b)(l)(i) of the FCB Rule allows disposal of plastic insulation fromwire or cable (OU3 material) in non-hazardous solid waste landfills.
2.4.4 Alternative 3 - On-Site Separation and Resource Recovery, and Off-SiteDisposal
Alternative 3 involves the on-site separation of the OU3 material intovarious fractions for resource recovery and/or disposal Followingseparation, each fraction would be dealt with as appropriate.
EM 2-11 EASTERNCTVERSmBDMHTALBSrTB-NlUrOO-l/ll/OO
AR300937
'" ' J5* ' ''$"• '"'" '••The on-site separation and resource recovery alternative is basically afocused subset' of Alternative 1. TSCA approval and market acceptance ofthe recyclable material depends on the PCB concentrations (requiredreturn to commerce concentrations less than 2 ppm) and extent ofdegradation of the material.
The Law and Boyhan investigations found total PCB concentrations ofseparated PE on the order of 20 ppm, much lower than the PCB levels inthe PVC, and an investigation was performed to evaluate the feasibility of
. washing PCBs off of the PE (as discussed in Section 1.4.4.3). The studyconcluded, however, that washing did not reduce the PCB concentrationsin PE samples. Hence, while recycling PE is not feasible, the potentialexists for the PE material to be utilized in a resource recovery /waste toenergy facility. Waste-to-Energy (WTE) facilities might accept the PE aslong as the total PCB content was comfortably below the TSCA-regulatedlevelofSOppm. „ -
.-' i • ' • m .• Reclamation of metals from wire is well understood. Additional, moresophisticated, technologies exist for metal recovery than was practiced atEDM when the pile was generated. It has been assumed that metalsrecovery could be incorporated as part of a recycling remedy.
2.4.5 Alternative 4 -Direct Current Graphite Arc Melter Technology
Arc Melter Technology (AMT) is a high temperature (up to 5,000 degreescentigrade) pyrolitic/vitrification process in which waste material isplaced into a high temperature bath of inorganic/metallic material. Inthis bath the organic portion of the waste disassociates. AMT operates ina reducing atmosphere, thus limiting the release of off-gassing ascompared to conventional incinerators.
. The AMT process would be able to treat all of the pile components,.although some sizing of material may be required to optimize the feedprocess (8 to 10 inches for screw feeding). According to equipmentvendors, the PCB and lead characteristics in the OU3 material would besufficiently destroyed by AMT. However, there is potential for generatingdioxins as a by-product of the process based on the characteristicconstituents of the OU3 material. A slag will be formed as a result of ,processing silica-based material. Available aluminum in the OU3 materialwould likely be incorporated into this slag material, and thus not berecoverable in additional separation phases. There is potential for metalsrecovery (not aluminum) as a separate phase to the AMT, however suchelements as copper may not be recoverable in metallic form. .
'
BRM • - * ^ 2*12 IASITON DIVERSIFIED METALS STTH-N2U2.00. t/11/00AR300938

2.4.6 Alternative 5 - Landfill Daily Cover
Many landfills, especially Subtitle D facilities, are in frequent need of dailycover in the course of their operations. A beneficial reuse of stabilizedOU3 material would be realized if it were suitable for use as daily cover inSubtitle C or D facilities. However, OU3 material generally does not meetPADEP requirements for daily cover at Subtitle D landfills. Furthermore,many Subtitle C landfills do not require daily cover because of the natureof wastes (non-putresdble) and the high cost of Subtitle C landfill space.Therefore, the use of OU3 material is not well suited for daily cover atlandfills. Because of these factors, the implementation of Alternative 5 isequal to that in Alternative 2.
2.4.7 Alternative 6-In-Place Closure
The In-Place Closure alternative includes regrading of the OU3 material toestablish stable side slopes (i.e., 4 horizontal to 1 vertical) prior toconstruction of an engineered, low-permeability capping system. Inaddition to the capping system, surface and ground water controls wouldbe constructed to further restrict the infiltration of water through the OU3material.
An upgradient diversion/barrier trench would direct clean overburdenground water and surface water around the contained OU3 material,restricting the amount of ground water infiltration through the OU3material. The upgradient diversion/barrier trench would be requiredalong the northern side of the pile. The trench may incorporate a low-permeability barrier such as a flexible membrane liner (FML) within thetrench construction to help direct collected water around the pile foreventual discharge to the UNT. This trench would likely requireconstruction to a depth of 10 to 15 feet below ground surface toadequately isolate the pile from upgradient overburden ground water.Rock excavation may be required at points along the trench alignment.Details of the trench construction would be refined in the remedial designprocess.
A downgradient leachate and overburden ground water collection trenchwould serve to capture any water that has infiltrated through the OU3material and to direct the captured leachate to either the SIT for treatmentprior to discharge or potentially diverted to the Tamaqua Area MunicipalAuthority for treatment. All of the technologies required for theimplementation of the In-Place Closure alternative are commonconstruction activities and are technically feasible for implementation atthe Site. "
ERM 2-13 EASICftN DIVERSIFIED METALS SOT -N2U2JM.1/11/00
AR300939

2.5 PRELIMINARY SCREENING
The alternatives introduced in Section 2.4 have been evaluated on apreliminary basis, or discussed in correspondence and meetings with EPAto determine the extent of their potential value with respect to the OU3remediation. .Several of the alternatives have been eliminated fromfurther evaluation as part of this FFS. The following discussion provides apreliminary screening of these remedial alternatives.
As noted in Section 2.1, CERCLA requires that remedial actions must beprotective of human health and the environment and comply withARARs. These are typically {as done by EPA in the 1992 ROD) identifiedas "threshold" requirements. Hie FFS will screen out any alternativeswhere threshold criteria are clearly not met. Since this evaluation is beingmade as a follow-up to the original FS and ROD, it is critical that a viablealternative be identified. Therefore, the FFS will also screen out anyalternatives where technical feasibility/implementability is in serious .question.
23.1 No-Action Alternative <
The No-Action alternative was evaluated in the original 1991 FS for theSite and was eliminated from consideration as an acceptable alternativefor remediation of the OU3 material. Leaving the OU3 material in thecurrent disposition is not protective of human health and theenvironment, and does not meet the applicable PADEP Act 2requirements for site remediation. Waivers of ARARs are not applicablefor the No-Action alternative because there are viable, protectivealternatives that can meet ARARs.
The Site is registered on the NPL and a no action remedial alternative isunacceptable to the EPA Or the PADEP. Although the No-Actionalternative would include on-going leachate collection and treatment, aswell as erosion control measures, the overall benefit and protection of theenvironment and human health resulting from the no further actionalternative is not acceptable. The No- Action alternative is thereforeunable to achieve the required threshold criteria, and is eliminated fromfurther consideration in this FFS.
Z5J Alternative I- ROD Recycling Remedy
Alternative 1 describes the recycling remedy provided for in the ROD forOU3. This entails recycling the OU3 material either in bulk or asseparated components. Bulk recycling would result in a product that
BUM J. 2-14 EASTERNDIVBRSlPffiDMETAlSSITB-min.OO.l/n/OO
flR3009UO
would retain the same concentration of contaminants as raw OU3material. Thus, PCBs in a bulk recycled product will also exceed theTSCA limit of 2 ppm PCBs for retum-to-commerce. Bulk recycling is Jtherefore infeasible and will not be considered further for Alternative 1.
Separation technologies have been implemented on samples of the OU3material in multiple pilot studies to evaluate the feasibility of separatingrecyclable fractions intermixed in the pile. These pilot studies haveachieved success in separating large debris from plastics and metals.However, the ultimate viability of the recycling alternative is driven bythe attainment of threshold requirements. As noted above, both the PVCand PE have PCB concentrations above the TSCA limit for return-to-commerce, even after washing of PE. Additionally, the purity of PVC andPE are not at high enough levels to be readily accepted into the recyclingmarket. A large quantity of the pile (up to 60%) would still require off-sitedisposal as non-recyclable fractions.
Based on the level of PCBs in the recovered pile fractions and the inabilityto implement successful washing technologies to remove the PCBs tobelow TSCA "return to commerce" concentrations (2 ppm), the recyclingalternative is not a viable remedial alternative. In addition to the PCBcontamination issue, there are reasonable concerns regarding the purity ofrecovered material as well as the market demand and acceptance ofpotentially recovered pile fractions. EPA and the Respondent have agreedthat recycling is not a viable alternative for the OU3 material due to thefailure of the ARAR compliance threshold criteria. Waivers of the ARARsare not appropriate or applicable in this case. Thus, Alternative 1 iseliminated from further consideration in this FFS.
253 Alternative 2 - On-Site Stabilization and Off-Site Disposal
On-site stabilization of OU3 material followed by off-site disposal isconsidered a technically feasible and potentially viable remedialalternative for the OU3 material. Stabilization to address leadconcentrations has been well demonstrated using pozzolanic stabilizationmaterials. The Sevenson treatability study also determined thatphosphate mineralization can successfully stabilize the OU3 materialThis alternative is retained for further evaluation in Section 3 against therequired CERCLA evaluation criteria.
ERU 2-15 EASTERN DIVERSIFIED ] Al3Sni-N212100.Vll/00
AR3009I*!

2.5.4 Alternative 3 - On-Site Separation and Resource Recovery and Off-SiteDisposal
.-• ' • ,T.,. ..-.:. - • ;.--. i',;;.-;.; •- . - ••• ..On-Site Separation and Resource Recovery and Off-Site Disposal of theOU3 material is considered a technically feasible and .a potentially viableremedial alternative for the pile. Based on the predicted marketacceptance of recovered material and the presence of PCBs in therecovered fractions, PE and copper are the only OU3 components withbeneficial reuse, if either can be feasibly separated and recovered. Thepresence of total PCBs above the 2 ppm return to commerce criteriaprevents the separated PE from being recycled or made into marketableproduct according to TSCA regulations. As part of this FFS evaluation, astudy of PE washing was performed as presented in the Boyhan and NJITwashing study which concluded that practical removal of the PCBs fromthe separated PE cannot be achieved. As a result, the FFS investigationshave been focused on reuse of PE as a fuel for energy production.
Based on its potential viability. Alternative 3 is retained for furtherevaluation in Section 3 as a combination of "sub-alternatives." Alternative:3a evaluates the viability of separation and recovery of PE via burning as ;-a fuel source (see Appendix C for additional documentation regarding PE 'recovery), while Alternative 3b evaluates the viability of separation andrecycling of residual copper (see Appendix D for additionaldocumentation regarding copper recovery). : ,
2.55 Alternative 4 -Direct Current Graphite Arc Melter Technology
Arc Melter Technology (AMT) is considered to be potentially feasible, butis not a well-proven technology. Extensive research and testing would berequired to confirm this technology as a viable remedial alternative for theOU3 material. By-products resulting from applying AMT to the EDMOU3 material include toxic off-gases and, in particular, a substantialquantity of hydrochloric add (HC1) from the processing of PVC. The toxicoff-gases and HC1 would need to be either controlled, recovered,neutralized, or recycled. At this time, AMT is generally an unproventechnology with limited upside and significant downside potential. Thereare serious concerns regarding implementation of this alternative due tothe limited amount of past processing experience. In addition, the by-products of treatment may cause difficulty in providing a remedialalternative that is protective of human health and the environment. EPAand the Respondent have agreed that AMT is not a viable remedialalternative for the OU3 material, and therefore this alternative iseliminated from further consideration in this FFS.
BUM :/i 2-16 EASTERN DIVERSIFIED METAUSrra-N2IirOO.I/n/CD

2.5.6 Alternative 5 - Landfill Daily Cover
Use of the OU3 material as landfill daily cover, as defined in PADEPMunicipal Waste regulations (§273.232), has been determined to beinfeasible based on the inability for the OU3 material to satisfy theperformance requirements of the regulations presented in Section 2.3.9 ofthis FFS. This conclusion is based on discussions with PADEPrepresentatives and landfill personnel, and an evaluation of the physicalproperties of the OU3 material For example, the density of the OU3material is too low to resist wind or surface water erosion effectively ifused for daily landfill cover. Components of the OU3 material arecombustible, and the geotechnical properties do not meet the PADEPrequirements (e.g., cohesiveness, comparability, etc); the rate at whichthe OU3 material will be stabilized (600 tons per day) greatly exceedslandfill demand for daily cover. Since Alternative 5 will not meet thethreshold requirement of attainment of ARARs, EPA and the Respondenthave agreed that the use of OU3 material for landfill daily cover is not aviable remedial alternative. Thus, Alternative 5 is eliminated fromfurther consideration in this FFS.
2.5.7 . Alternatives-In-Place Closure
In-Place Closure is a technically feasible and viable alternative for the OU3material. The Geotechnical Investigation concluded that the properties ofthe OU3 material are suitable for regrading and compaction effortsnecessary for constructing an engineered cover system. All componentsrelated to the In-Place Closure alternative (i.e., diversion and collectionchannel/trench installation, grading and compaction of the OU3 material,and installation of the cover system) can be performed using standardconstruction equipment This alternative is retained for furtherevaluation in Section 3 against the required CERCLA evaluation criteria.
EBM 2-17 EASTERNDIVERSiniDMITAtSSni-NWlOO-1/n/W
AR3009I+3

Section 3
1 • IT:---IS ', -
AR3009l*l»

3.0 DETAILED EVALUATION OF RETAINED REMEDIAL ALTERNATIVES
In the previous section, a focused list of potentially applicable remedialalternatives was presented, and the alternatives were evaluated andscreened. This section presents a detailed evaluation and comparison ofthe alternatives that were retained during the preliminary screeningprocess. The retained alternatives are the following:• Alternative 2- On-Site Stabilization and Off-Site Disposal; and• Alternative 3 - On-Site Separation and Resource Recovery, and Off-
Site Disposal:3a) Specific to resource recovery of PE;3b) Specific to resource recovery of residual copper; and
• Alternative 6 - In-Place Closure.
Each retained alternative is described in detail and evaluated according tothe CERCLA evaluation criteria. Following the alternative-specificevaluation, a detailed comparison of the remedial alternatives is presented1to provide for the identification of the most appropriate remedial actionforOU3.
3.1 E VALUATION CRITERIA
The purpose of the detailed alternatives evaluation is to present sufficientinformation on each alternative to allow decision makers to select aremedy for OU3. As required by CERCLA, this evaluation has beenconducted relative to the nine evaluation criteria discussed below.
3.1.1 Overall Protection of Human Health and the Environment
Protectiveness of human health and the environment is focused on theability of the alternative to meet the remedial action objectives, and isevaluated in terms of other criteria, particularly long-term effectivenessand permanence, short-term effectiveness, and compliance with potentialARARs. Each alternative is analyzed to determine how it achievesprotection over time, how site risks are reduced for the pathways ofconcern, and how each source of contamination is to be eliminated,reduced, or controlled. This evaluation includes a qualitative estimate ofrisks to human health both during and following implementation of eachalternative.
ERU 3-1 EASTERNWVEKSIFIEDMETAlSSrTI-N212rOO-l/n/QO
AR3009l*5

3,1.2 Compliance with Potential ARARs
Each alternative is evaluated to determine how it complies with potentialFederal and State ARARs presented in Section 2.1 of this FFS. If an ARARis not expected to be met, the basis for a waiver as allowed underCERCLA will be discussed as appropriate.
3.1.3 Long-Term Effectiveness and Permanence
This criterion requires an evaluation of the long-term risk remaining at the.Site after implementation of the remedy. Issues addressed for eachalternative include the magnitude of remaining risks, the adequacy andsuitability of controls used to manage treatment residuals or untreatedwastes that may remain on the Site, and the long-term reliability of themanagement controls for providing protection from remaining potentialrisks.
3.1.4 Reduction of Toxicity, Mobility or Volume
This criterion addresses the CERCLA preference for remedial alternativesthat permanently and significantly reduce the mobility, toxicity, or ^volume of the hazardous substances through waste treatment. Eachalternative is evaluated based on: the degree to which it destroys or treatshazardous material; the expected reduction in toxicity, mobility orvolume; the extent to which the treatment is irreversible; and the typesand quantities of residuals that will remain after treatment.
3.1.5 Short-term Effectiveness .
The evaluation of short-term effectiveness is based on the protectivenessof human health and the environment achieved during theimplementation phase of the remedial action. Key factors considered inthis evaluation include risk to the local population, risk to site workers,impacts on the environment, and the time required to achieve theremedial action objectives. -
3.1.6 Implementability
The implementability of each alternative is evaluated based on itstechnical and administrative feasibility, and the availability of servicesand materials. Technical feasibility takes into consideration the difficultiesthat may be encountered during construction (constructibility) andoperation, the reliability of the technologies included, the ease ofundertaking additional remedial actions if necessary, and the ability to
IBM • 3-2 EASTBIW DIVERSIFIED METALS SRE'NmiOQ'1/11/00
AR3009U6

monitor the effectiveness of a remedy. Administrative feasibility factorsinclude coordination with other offices and agencies, such as obtainingpermits or approvals for various on-site and off-site activities. Theavailability of services and materials may include the necessaryequipment, specialists, materials, and off-site treatment, storage, anddisposal services and capacities.
3.1.7 Cost
Evaluation of the cost of each alternative includes the estimation of capitalcosts, operation and maintenance (O&M) costs, and the net present worth.Capital costs consist of the direct costs for items such as labor, materials,equipment, and services, plus the indirect costs for engineeringmanagement, permits, startup, and contingencies. Operating andmaintenance costs, or annual costs, are the costs necessary to operate andmaintain the remedial action. O&M costs include operating labor,maintenance, auxiliary materials and energy, monitoring, inspection, andperiodic site reviews. The present worth cost converts the capital andoperation and maintenance costs that may occur in different time framesto a single overall cost in current (1999) dollars. A discount rate of fivepercent was used in this conversion. This conversion provides a means ofdirectly comparing the costs of each alternative.
3.1.8 State Acceptance
The PADEP has actively followed and participated in the FFS process, andany input from the PADEP will be incorporated by the EPA during reviewand approval of the FFS, and during the remedy selection process.Therefore, the FFS does not specifically address state acceptance as part ofthe detailed evaluation.
3.1.9 Community Acceptance
Evaluation of the community responses or concerns about the alternativeswill be made by the EPA based on public comments received throughpublic meetings and written comments on EPA's proposed plan.Therefore, this FFS does not address community acceptance as part of thedetailed evaluation.
3-3 EASrEltNDIVER5inEDMBTAISSni-N212LOO-l/ll/00
AR3009l*7

DETAILED EVALUATION OF RETAINED KMfcEDIAL ALTERNATIVES
3.2.1 Alternative 2 - On-Site Stabilization and Off-Site Disposal
3.2.1.1 Description
This alternative generally consists of implementing measures on site for insitu stabilization of the EDM OU3 material prior to off-site transportationand disposal, specifically to remove the RCRA hazardous characteristicfor lead. The stabilized OU3 materials would be suitable for disposal at anoff-site landfill as non-hazardous waste. If the material were stabilizedon-site using an ex situ treatment process or off-site at a hazardous wastefacility, the OU3 material would be required to satisfy applicable LDRsincluding the Phase IV UTSs for total PCBs (10 ppm).
Concentrations of total PCBs vary throughout the pile and are generallydose to the TSCA-regulated level of 50 ppm. Although the OU3 materialremains regulated under TSGA, the 29 June 1998 PCB rule provides fordisposal of plastic insulation from wire or cable in non-TSCA, solid wastedisposal facilities. Stabilization technologies are not capable of treatingtotal FCB contamination. Land disposal (even hazardous waste disposal)would therefore require a variance from EPA Region in and concurrencewith the disposal facility and the state where the disposal facility islocated.
Evaluation of Alternative 2 has been prepared on the basis of the PCB rulewhich became effective on 28 August 1998, stating that the largevolume/low risk OU3 material will not require disposal in a TSCA-permitted landfill as defined by the disposal option presented in 40 CFRSection 761.62(b)(l)(i). The stabilized OU3 material that meets thenecessary acceptance criteria could be disposed in a Subtitle D landfill(non-hazardous solid waste disposal facility). However, in order forPennsylvania Residual Waste facilities to take advantage of the new PCBrule, and accept material with total PCB concentrations above 50 ppm, amajor modification to the facilities' operating permit would be required.There are currently no Pennsylvania Residual Waste disposal facilitiesthat have obtained the necessary major permit modification that wouldallow acceptance of material with FCB concentrations above 50 ppm. Thealternative to Residual Waste disposal is disposal into a TSCA-permitteddisposal facility, none of which are located in Pennsylvania (highertransportation costs) and have significantly higher disposal fees.
Stabilization technologies have been demonstrated to be technicallyfeasible for reducing TCLP lead concentrations in the OU3 material to
ERM .. ' . 3*4 EASTERN DIVERSIFIED METALS STO - N212ZOO - 1/11/00
AR3009l*8

below RCRA characteristic levels. The UTSs for LDR Phase IV metals canalso be met. In situ stabilization of OU3 material can be performed byiterations of spray of stabilizing agent followed by surface removal or byinjection and mixing by augering or similar means. Ex situ stabilization ofthe OU3 material can be performed by conveyance through a spray of thestabilization agent, bulk mixing, or similar means. Proven stabilizationagents consist of pozzolanic material (e.g., portland cement, flyash,cement kiln dust, etc.) or phosphate mineralization. This FFS and theassociated detailed cost estimates assume phosphate mineralizationstabilization of the OU3 material. Phosphate mineralization is superior topozzolanic stabilization because minimal bulking (5%) occurs withphosphate mineralization.
The Sevenson treatability study investigated the effects of phosphatemineralization using the MAECTTTE® process on the OU3 material. TheMAECTTIE® process is a geochemical fixation of leachable metals intostable mixed mineral forms of the apatite and barite and mixedapatite/barite family of minerals. These minerals, especially mixedsubstituted apatites, are extremely resistant to leaching under anyforeseeable environmental conditions and remain stable in pH conditionsranging from 2 to 12. The process utilizes chemical addition from thephosphate, sulfate, and halide families to initiate chemical change and toreduce teachability.
It is anticipated that the stabilization and disposal of the fluff pile in thisalternative could be completed within one year from startup.Mobilization and site preparation are estimated to require 1 to 2 months,with an additional 3 to 4 months for treating/disposing or on-siteconsolidation of the underlying/perimeter soils and debris, soil sampling,demobilization and site restoration. Hence, this alternative can becompleted within 18 months from the start of mobilization. Thisaggressive schedule is heavily dependent on the ability of the disposalfarility(ies) to:• obtain the necessary major permit modification in a timely fashion;
and• have the disposal capacity (total and daily) to accept the 750 tons per
day required in the one year period.
Unprocessed wire, metal hardware, etc. would be segregated andstockpiled on the Site for recycling or disposal Items such as largerocks/boulders and wooden articles (chipped for mulch) would bestockpiled separately on-site, characterized, and utilized as part of the siterestoration activities as appropriate, based on characterization results. It
EXM 3-5 BASIEKNDIVEIISinBDMBTALSSm'N2UlW-l/ll/00
AR3009U9
may be possible to wash separated debris, rocks and cement inside abermed, lined depression, with the rinse waters directed to the on-site
- treatment plant. All non-recyclable debris and all non-hazardous soil thatpass TCLP, but have total lead concentrations between 1,000 and 40,000ppm, will be consolidated on site beneath a geotextile separator fabric anda vegetated soil cover. ;
Specific components of Alternative 2, presented in a likely sequence ofimplementation, include the following:• Prepare staging area for equipment/operations;• Mobilize equipment and construction of stabilization units;• Stabilize (in situ) OU3 fluff, soil, etc. material for RCRA characteristic
metals and stockpile; •• Excavate stabilized OU3 material;• Screen/size/segregate OU3 material (i.e., segregate debris from fluff);• Sample and analyze stabilized OU3 material for disposal criteria;• Load stabilized OU3 material into transport containers/trucks;• Dispose of stabilized OU3 material in appropriate landfill(s) based on
sample results; ',:• Relocate remaining mounds of mixed soil and wire debris currently
located outside of the site fence to the on-site consolidation area.• Consolidate non-hazardous soils and debris beneath a geotextile
separation fabric and vegetated soil cover;* Post excavation sampling of soils outside the consolidation area;. . . . . . . . . . ^• Restore site with vegetation to prevent erosion of soils;• Demobilize equipment and dismantle process units;• Implement land use restrictions to prevent disturbance of the
Consolidation area; and* Long-term maintenance of the consolidation area cover .
The details of implementation !will vary depending on the remedial -design and selected contractor's method of in situ stabilization. TheRemedial Design activities will focus on the identification of potentialdisposal facilities, and the development of performance specifications forthe on-site activities. .
ERM . 3-6 EASTERNDIVEKSinEDMETAUSni.N2m.00. 1/11/00
flR300950;

3.2.1.2 Evaluation' - - ' .
Overall Protection of Human Health and the Environment
Removal of the treated material from the Site and disposal at a permittedoff-site facility prevents unacceptable, post remedy implementationexposure risks from direct contact, ingestion and inhalation of the OU3material By stabilizing the OU3 material for RCRA characteristic lead,this alternative prevents leaching of contaminants that could causeground water degradation at the disposal facility.
Compliance with ARARs
This alternative is expected to comply with all potential ARARs identified.Both of the chemical-specific ARARs (TSCA and RCRA) are satisfied bythis alternative. OU3 material will be stabilized using an in situ treatmentmethod to remove the RCRA characteristic for lead (Phase IV LDR UHCswill not be triggered). Although it might be possible to obtain a waiver ofthe Phase IV LDR requirements to allow ex situ stabilization, no waiverhas been obtained to date. All OU3 material will then meet the TSCA andRCRA requirements for disposal at a Subtitle D facility. All site work,manifesting and transportation activities will be performed in a manner tocomply with all action-specific ARARs (e.g., erosion and sedimentationcontrols, etc.).
Long-term Effectiveness and Permanence
This alternative provides for permanent protection of ground waterthrough the removal of the source of contamination. Followingimplementation of remedial action activities for all Operable Units at theSite, it is anticipated that the Site will be acceptable for industrial orsimilar redevelopment
Reduction of Toxicitv. Mobility or Volume
This alternative will remove the majority of the OU3 material and preventdirect contact with the consolidated non-hazardous soil and debris left onthe Site. Stabilization will reduce the mobility of the contaminants (whichis in keeping with the CERCLA preference for irreversible reduction incontaminant mobility), and off-site disposal in a permitted landfill willprovide for long-term containment.
Short-term Effectiveness
ERM 3-7 EASTERN DIVERSIFIED METALS SRB • N2U240 • 1/11/00
AR30095I
Excavation, handling and transportation of the OU3 material andunderlying soils will increase the potential short-term risks. However,
> engineering controls, personal protective equipment and similar measurescan be used to help mitigate such potential impacts. The existingleachate/ground water collection systems and site treatment plant willcontinue to operate during and for some limited time followingimplementation of the OU3 remedial action to collect and treat impactedground water. Leachate generation will no longer occur after the OU3material is removed, and it is anticipated that the leachate collectionsystem will be incrementally removed as the pile excavation proceeds.
Implementability
The design, construction and operation activities for this remedy are .relatively common and ixnplementable. Engineering and constructionservices for the stabilization, excavation, transportation and disposal ofthe materials are available, although the significant volume of materialand required truck traffic present some implementation concerns.Segregation of debris, hardware, and unprocessed cable and wire willrequire manual handling and slow the excavation process when. encountered. This remedy does hot require special permits or approvalsother than routine construction related permits. Any selected non-hazardous Subtitle D disposal facility (Pennsylvania Residual Waste
^ Landfill) will be required to obtain a major permit modification to allowacceptance of the OU3 material which could substantially delay project
; implementation and may require selection of a non-local landfill(s),thereby increasing transportation costs. Successful and timelyimplementation of Alternative 2 is heavily dependent on identifyingResidual Waste disposal facilities with the permitted capacity to accept theOU3 material. It is expected that the excavation, stabilization and disposalactivities can be completed within 18 months.
" . " . . . '.'• " r' ' 1,' • '
Cost
Table E-l (Appendix E) presents the estimated cost for Alternative 2,based on an assumed 1-year design phase and 18-month remedyimplementation period with a 30-year post Closure operation and
• . maintenance period. The total estimated costs are:• Total Capital/Implementation Cost ~ $21,581,000• Present Worth O&M Cost (5% Discount Rate) $ 1,511,100
- Average Annual O&M Cost $98300i • Total Present Worth Project Cost $23,092,000
ERM ' - . - , 3*8 lASHRNDIVEESinEDMETALSSm-N2122.00-l/ll/W
flR300952
The Total Present Worth project cost is based upon the assumption thatdisposal of the stabilized OU3 material will be in a Subtitle D facility. Ifdisposal in a TSCA-permitted facility is required, the transportation anddisposal component of the remedy will increase to $120 to $200 per ton,significantly higher than the $50 per ton cost presented in this evaluation.The effect of TSCA disposal would increase the transportation/disposalcomponent cost of Alternative 2 from $8,906,250 to between $21375,000and $35,625,000, resulting in a total present worth project cost between$35,561,000 ($120/ton) and $49411,000 ($200/ton).
Alternative 3a - On-Site Separation and Resource Recovery(Polyethylene), and Off-Site Disposal
3.2.2.1 Description
Alternative 3 generally consists of separating components of the OU3 fluffthat have a resource recovery value. Alternative 3a specifically evaluatesthe separation of polyethylene (PE) for resource recovery. In addition tothe separation of PE, the remaining OU3 material will be stabilized usingan in situ treatment process to remove the RCRA characteristic for lead,. and disposed of at a Subtitle D landfill. Non-hazardous soil and debriswould be consolidated on-site as discussed under Alternative 2 in Section3.2.1.
As described in the OU3 FFS Work Plan, the MacLeod Group (MacLeod)and Philip Environmental Services (Philip) performed studies to evaluatethe feasibility of separating the various components (residual metal, PE,PVC) from the OU3 material. The MacLeod process slurries the screenedOU3 material in water and pumps it to a hydrocydone and float/sinktank where the material is separated into components based on specific .gravity and removed with screw augers. The Philip/Waxman process forseparation of plastics consists of size classification, washing, densityseparation and drying.
The MacLeod and Philip studies concluded that PE could be successfullyseparated from the OU3 material Based on the treatability studies,approximately 26% of the OU3 material consists of recoverable PE. The26% mass translates into 35,000 tons of PE based on the estimated 136,000tons (dry weight) of the OU3 material A combination of the datagenerated during the investigation of the OU3 components indicate thatthe PE fraction contains 3 to 5 ppm of TCLP lead and total PCBconcentrations of approximately 20 ppm. Because lead concentrations areclose to the 5 ppm RCRA characteristic level, TCLP sampling for lead will
ERM 3-9 EA5TEBNDIVEXSD>nOMBTALSSni.N212100-l/ll/00
AR300953

be necessary This evaluation has assumed fef stabilization of theseparated PE will be required.
•: • • . •• . -• ; ,The most viable candidates to receive the separated PE are waste-to-energy (WTE) facilities. These facilities take refuse and burn it for steamproduction. Other candidates include electric utility power plants and co-generation plants. Law contacted the nearby Panther Creek co-generationfacility in January 1997, and was informed that Panther Creek cannotaccept material from EDM because of the limits they have with regard towhat they can burn (i.e., they are prohibited from burning wastematerials). Public utilities were also contacted and found to face similarrestrictions, real or perceived, especially in as much as the PE is a wastestream from a Superfund site.
Waste-to-energy facilities are in the business of burning wastes, and thusseparated PE horn EDM would be more readily acceptable to them. Theseparated PE is an attractive material given its heat content (high BTUsper pound) relative to other wastes that these facilities handle. Wastesreceived with high fuel value can be blended with low BTLT wastesreceived by the facility to achieve desired heat content and processingrates. £
The purity of the separated PE is a concern to receiving facilities becauseof the limits on the quantity of chlorine that can be burned. It is preferablethat the combined feed contain no more than 1% chlorine in order to meetair emissions requirements. Philip indicated that their process achieves 95percent purity in the PE separation and that the majority of the impurityin the EDM material would be PVC, which is 50-60% chlorine. Based onthis estimate, the total chlorine content of the separated PE would be 2.5 to3%. Therefore, the separated PE can only be blended to make up at most30 to 40% of the total incinerator feed stream. Tight quality control on thePE separation process would be required to keep the PVC content withinlimits acceptable to the receiving facility.
It is anticipated that the PE separation component of Alternative 3a couldbe completed within five years from startup. The stabilization anddisposal of the remaining OU3 components would be implementedconcurrently with the separation process. Mobilization and sitepreparation would probably require 2 to 4 months, with an additional 3 to4 months for treating/disposing or on-site consolidation of theunderlying/perimeter soils and debris, soil sampling, demobilization andsite stabilization and restoration. This alternative can be completed withinsix years from remedy implementation.
'BtM ^ * r- . 3-10 IACTTONDWERSinEDHBTAl3Srri.mi22.00-l/ll/00AR30095I*

As with Alternative 2, unprocessed wire, metal hardware, etc. will besegregated and stockpiled on the Site for recycling or consolidation on-site. Items such as large rocks/boulders and wooden articles (chipped for >mulch) will be stockpiled separately on-site, characterized, and utilized aspart of the site restoration activities as appropriate, based oncharacterization results. It may be possible to wash separated debris,rocks and cement inside a bermed, lined depression, with the rinse watersdirected to the on-site treatment plant, as necessary.
Specific components of Alternative 3a, presented in a likely sequence ofimplementation, include the following:• Prepare staging area for equipment/operations;• Mobilize equipment and construction of separation/stabilization
units;• Stabilize (in situ) OU3 material for RCRA characteristic metals;* Excavate stabilized OU3 material;• Screen/size/segregate stabilized OU3 material;• Separate PE from OU3 material;• Sample separated PE/remaining OU3 material for WTE/disposal
criteria; , >• Load separated PE into transport containers/trucks;• Load remaining OU3 material into transport containers/trucks;* Transport separated PE to WTE facility;• Transport remaining OU3 material to disposal facility;• Dispose of remaining stabilized OU3 material in an appropriate
landfill(s) based on sample results;• Relocate mounds of mixed soil and wire debris currently located
outside of the site fence to the on-site consolidation area;• Consolidate non-hazardous soils and debris beneath geotextile
separation fabric and a vegetated soil cover;• Post excavation sampling of soils outside of the consolidation area;• Restore site with vegetation to prevent erosion of soils;• Demobilize equipment and dismantle process units;• Implement land use restrictions to prevent disturbance of the
consolidation area; and -
ERM 3-11 EASTBtNDCVERSIFIEDMETAiSSrTB-N2U2J»-l/U/00
• Long-term maintenance of the consolidation area cover.
\ The details of implementation will vary depending on the remedialdesign and selected contractor's method of PE separation. The RemedialDesign activities will focus on the identification of potential WTE anddisposal facilities, and the development of performance specifications forthe on-site activities.
3.2.2.2 Evaluation ? . '
.Overall Protection of Human Health and the Environment
Contaminants associated with the separated PE would be destroyed at theWTE facility. Chlorine by-products generated from the burning processwould be monitored by the WTE facility to ensure compliance with theirair permits. By stabilizing the OU3 material for RCRA characteristic
' metals, this alternative prevents leaching of contaminants that could causeground water degradation. Removal of the treated material from the Siteand disposal at a permitted off-site facility prevents unacceptable post-remedy implemented exposure risks from direct contact, ingestion andinhalation of the OU3 material.
. Compliance with ARARs
Return to commerce of the separated PE would not satisfy TSCA policydue to the total PCB content of the separated PE (> 2 ppm), however, theuse of the separated PE as a fuel source at a WTE facility is expected tocomply with all potential ARARs identified. All OU3 material will bestabilized using an in situ treatment method to remove the RCRAcharacteristic for lead. All OU3 material will then meet the TSCA andRCRA requirements for disposal at a Subtitle D facility. All site work,manifesting and transportation activities will be performed in a manner tocomply with all action-specific ARARs (e.g., erosion and sedimentationcontrols, etc.). ; '; -•-•-.
Long-term Effectiveness and Permanence. - ' t : - . ' . . , • . . . . . ;
This alternative provides for permanent protection of ground waterthrough the removal of the source of contamination. Followingimplementation of remedial action activities for all Operable Units at theSite, it is anticipated that the site will be acceptable for industrial orsimilar redevelopment ,
ERM ' " ; - • • 3-12 EASTERN DIVERSIFIED METAI5SRB'N212100' 1/11/00
AR 300956

Reduction of Toxicity. Mobility or Volume
This alternative will remove the majority of the OU3 material and preventdirect contact with the consolidated non-hazardous soil and debris.Stabilization will reduce the mobility of the contaminants (which is inkeeping with the CERCLA preference for irreversible reduction incontaminant mobility), and off-site disposal in a permitted landfill willprovide for long-term containment. The waste water generated forseparating the PE has been estimated at 150 gallons per minute (gpm).This waste stream will require treatment prior to reuse or disposal.
Short-term Effectiveness
Excavation, handling and transportation of the OU3 material andunderlying soils will increase the potential short-term risks. Engineeringcontrols to prevent fugitive releases, personal protective equipment andsimilar measures would be used to help mitigate such potential impacts.The existing leachate/ground water collection systems and site treatmentplant will continue to operate during implementation of the OU3 remedialaction to collect and treat impacted ground water. Leachate generationwill no longer occur after the OU3 material is removed, and it isanticipated that the leachate collection system will be incrementallyremoved as the pile excavation proceeds.
Implementability
The design, construction and operation activities for this remedy arerelatively common and implementable. Engineering and constructionservices for the stabilization, excavation, PE separation, transportationand disposal are available, although the significant volume of materialand required truck traffic present some implementation concerns.Segregation of debris, hardware, and unprocessed cable and wire willrequire manual handling and slow the excavation process whenencountered. This remedy does not require special permits or approvalsfor any of the proposed on-site activities. Any selected non-hazardousSubtitle D disposal facility (Pennsylvania Residual Waste Landfill) will berequired to obtain a major permit modification to allow acceptance of theOU3 material which could substantially delay project implementation andmay require selection of a non-local lahdfill(s), thereby increasingtransportation costs. It is expected that the stabilization, excavation, PEseparation, transportation and disposal activities (including underlyingsoils) can be completed within six years. Implementation of the PEseparation remedy will require treatment of approximately 150 gpm ofoperation.
ERM 3-13 EASTERN DIVERSmED METALS STI1-N212100-1/11/00
AR300957

Cost
Table E-2 (Appendix E) presents the estimated cost for Alternative 3a,based on an assumed 1-year design phase and 6-year remedyimplementation period with a 30-year post Closure operation andmaintenance period. The total estimated costs are:• Total Capital/Implementation Cost $30,986,000• Present Worth O&M Cost (5% Discount Rate) $ 2,096,400
- Annual Average O&M Cost $136,400• Total Present Worth Project Cost $ 33,082,000
The Total Present Worth project cost is based upon the assumption thatdisposal of the stabilized OU3 material will be in a Subtitle D facility. Ifdisposal in a TSCA-permitted facility is required, the transportation anddisposal component of the remedy will increase to $120 to $200 per ton,significantly higher than the $50 per ton cost presented in this evaluation.The effect of TSCA disposal would increase the transportation/disposalcomponent cost of Alternative 3a from $7,021,900 to between $16,852,560and $28,087,600, resulting in a total present worth project cost between$42,913,000 ($120/ton) and $54,148,000 ($200/ton).
3.23 Alternative 3b - On-Site Separation and Resource Recovery (Copper), andOff-Site Disposal
3.2.3.1 Description .
Alternative 3b specifically considers the separation of residual copper forrecycling. In addition to the separation of copper, the remaining OU3material would be stabilized using an in situ treatment process to removethe RCRA characteristic for lead and would be disposed of at a Subtitle Dlandfill, with the non-hazardous soil and debris consolidated on-site asdiscussed under Alternative 2 in Section 32.1. ; ,
The estimated percentage of total metals in the OU3 material is estimatedat 6%, and consists primarily of aluminum and copper. This estimate ofmetal content is based on analytical data of total metals found in the rawfluff samples, and does not represent the recoverable metal content whichis substantially reduced because of wire embedded in plastic, oxidized
. metal, fine dust, etc. Treatability studies were performed byPhilip/Waxman and Sevenson to determine the metal content of the OU3material and to determine what metal components might be recoverable
KM _ 3-14 EASTERNCTVERSinEDMETAL5Smi.N2122.00. 1/11/00
AR300958
for beneficial future use. It was determined that aluminum was not of thequality to warrant recovery.
The Philip/Waxman study utilized an electrostatic separation processwhich included size classification, debris removal, drying, aspiration andelectrostatic separation. The Philip/ Waxman process was able to separateout a metal stream equivalent to approximately 3% of processed OU3material on a dry weight basis. A metal assay performed on the separatedmetal stream (3%) determined that only 43.9% of the 3% was actuallymetal, of which 63.8% was aluminum and 34.2% was copper. Theseresults equate to less than 0.5% of recoverable copper in the OU3 materialusing the Philip/Waxman process. The processing rate is typically 3 to 5tons per hour, or approximately 5 years to process the OU3 materialassuming 24 hours a day processing. Due to the high moisture content ofthe OU3 material, the processing rate was limited to 1 ton per hour or 25years to process the OU3 material
The Sevenson copper separation process as presented in Section 1.4.4 ofthis FFS predicts that 1.5% of the OU3 material is recoverable copper. Thecopper recovered would be in the form of a 30% copper concentrate whichwould be sold to an off-site copper recovery facility for further processing.The processing rate is estimated at 600 tons per day which equates toapproximately 1 year to process the OU3 material assuming 24 hours a ,day processing; PCB analysis of the copper concentrate resulted in totalPCBs of approximately 95 ppm, presumably due to the PVC content of thecopper concentrate. The Sevenson copper separation process thusoperates at a rate compatible with the stabilization and disposal processdescribed in Alternative 2. Sevenson determined that providing thesecondary separation process on-site would be cost prohibitive withadditional capital costs of approximately $23 MM.
Hamos USA (Hamos)was also contacted (no OU3 material samples wereprovided) to determine if there were other copper recovery processes thatcould be fully implementable on-site and capable of generating a 90% orgreater copper concentrate which would ensure total PCB concentrationswell below 50 ppm. Hamos responded with a 10 ton per hour processwhich included screening, turbomilling (reducing the particle size tobetween 0.1 and 0.2 mm to liberate imbedded copper from insulation andremove oxide and carbonate film on the surface of the copper particles),followed by electrostatic separation. An optimistic copper recoveryestimate of approximately 4% of the OU3 material was presented byHamos. Even with this estimated recovery rate, the separation processwould result in a loss of $84 per hour or $1.5 MM over the duration of theproject. -
ERM . 3-15 BASmtNtaVERSVIBDMBTAUSin'N212100-l/ll/00
AR300959

The Sevenson copper recovery process is the most feasible of thoseevaluated. It is anticipated that the Sevenson copper separation
y component of Alternative 3b could optimistically be completed in oneyear from remedy implementation. The stabilization and disposal of the
1 remaining OU3 components would be implemented concurrently with the- separation process. Mobilization and site preparation is expected to
require 2 to 4 months, with an additional 3 to 4 months fortreating/disposing or on-site consolidation of the underlying/perimetersoil and debris, soU sampling, demobilization and site stabilization and
. . restoration following approximately one year of copper separation andpile residual stabilization and disposal. This alternative can be completedwithin approximately 2 years from implementation.
As with Alternatives 2 and 3a, non-hazardous unprocessed wire, metalhardware, etc. would be segregated and stockpiled on the Site forrecycling or consolidation on-site. Items such as wooden articles andlarge rocks/boulders would be stockpiled separately on-site,characterized and utilized as part of the site restoration component asappropriate, based on characterization results. It may be possible to washseparated debris, rocks and cement inside a benned, lined depression,with the rinse waters directed to the on-site treatment plant, as necessary.
, Specific components of Alternative 3b, presented in a likely sequence of- implementation, include the following:
• Prepare staging area for equipment/operations;• Mobilize equipment and construction of separation/ stabilization
units;• Stabilize (in situ) OU3 material for RCRA characterization metals;• Excavate stabilized OU3 material;• Screen/size/segregate stabilized OU3 material;• Separate copper concentrate from OU3 material in'a multi-step
process which includes drying to approximately 5% moisture;• Sample remaining OU3 material for disposal criteria;• Load copper concentrateinto transport containers/trucks;• Load remaining OU3 material into transport containers/trucks;• Transport copper concentrate to approved secondary copper
recovery/smelter for recovery;, • Transport remaining OU3 material to an approved disposal facility;
ERM . _ 3-16 EASIER DIVERSIFIED UETA15 VIE'NnZUn't/lt/OO
AR300960

• Dispose of remaining OU3 material in an appropriate landfill basedon sample results;
• Relocate remaining mounds of mixed soil and wire debris currentlylocated outside of the site fence to the on-site consolidation area;
* Consolidate non-hazardous soils and debris beneath geotechnicalseparation fabric and a vegetated soil cover;
• Sample soils underlying OU3 material;• Site restoration with vegetation to prevent erosion of surface prevent
soils;• Demobilize equipment and dismantle process units;• Implement land use restrictions to prevent disturbance of the
consolidation area; and• Long-term maintenance of the consolidation area cover.
The details of implementation will vary depending on the remedialdesign and selected contractor's method of copper separation and in situstabilization. The Remedial Design activities will focus on theidentification of secondary copper recovery facilities and disposalfacilities, and the development of performance specifications for the on-site activities. /
3.2.3.2 Evaluation
Overall Protection of Human Health and the Environment
Contaminants associated with the separated copper concentrate would bedestroyed during the smelting process. The non-copper residualcomponent of the 30% concentrate will meet the TSCA requirements fordisposal at a Subtitle D facility, or will be disposed of at a TSCA approvedhazardous waste disposal facility. By stabilizing the OU3 material forRCRA characteristic metals, this alternative prevents leaching ofcontaminants that could cause ground water degradation. Removal of thetreated material from the site and disposal at a permitted off-site facilityprevents unacceptable post-remedy implementation exposure risks fromdirect contact, ingestion and inhalation of the OU3 material.
B*U 3-17 EA5IEKNDIVBXSanEDMBTAl5Sm-N2U10»-Vll/00
HR300961

Compliance with ARARs
A request for interpretation has been made to EPA's TSCA Section withregards to the regulation of off-site shipment-aria processing of the 30%copper concentrate with total PCB concentrations above 50 ppm. Pendingan interpretation to the contrary by TSCA, it is assumed that secondaryrecovery facilities are afforded exemptions as are granted for recyclingprocesses. The residuals from the separation process would be subject toall applicable regulations for disposal. All OU3 material will be stabilizedusing an in situ treatment process to remove the RCRA characteristic forlead. A11OU3 material will then meet the TSCA and RCRA requirementsfor disposal at a Subtitle D facility. All site work, manifesting andtransportation activities will be performed in a manner to comply with allaction-specific ARARs (e.g., erosion and sedimentation controls, etc.).
Long-term Effectiveness and Permanence '
This alternative provides for permanent protection of ground waterthrough the removal of the source of contamination. Followingimplementation of remedial action activities for all Operable Units at the. Site, it is anticipated that the site will be acceptable for industrial orsimilar redevelopment.
Reduction of Toxicity. Mobility or Volume
This alternative will remove the majority of the QU3 material and preventdirect contact with the consolidated non-hazardous soil and debris.Stabilization will reduce the mobility of the contaminants (which is inkeeping with the CERCLA preference for irreversible reduction incontaminant mobility), and off-site disposal in a permitted landfill willprovide for long-term containment.
Short-term Effectiveness '"
Excavation, handling and transportation of the OU3 material andunderlying soils will increase the potential short-tenn risks. Thetransportation and secondary separation of the copper concentrate willrequire special attention to ensure proper handling and disposalprocedures are followed. The existing leachate/ground water collectionsystems and site treatment plant will continue to operate for a period oftime to collect and treat impacted ground water. Leachate generation willno longer occur after the OU3 material is removed, and it is anticipatedthat the leachate collection system will be incrementally removed as thepile excavation proceeds.
ERM 3-18 EASreRNDIYBRSOTEDUCTAUSrra-raUlOO.1/11/00
AR300962

Implementability
The design, construction and operation activities for this remedy arerelatively common and implementable. Engineering and constructionservices for the stabilization, excavation, copper separation, transportationand disposal are available, although the significant volume of materialand required truck traffic present some implementation concerns.Segregation of debris, hardware, and unprocessed cable and wire willrequire manual handling and slow the excavation process whenencountered. This remedy may require special permits or exemptionsrelated to secondary copper separation. This remedy does not requirespecial permits or approvals for any of the proposed on-site activities.Any selected non-hazardous Subtitle D disposal facility (PennsylvaniaResidual Waste Landfill) will be required to obtain a major permitmodification to allow acceptance of the OU3 material which couldsubstantially delay project implementation and may require selection of anon-local landfill(s), thereby increasing transportation costs. It is expectedthat the stabilization, excavation, copper separation, transportation anddisposal activities can be completed within two years of remedyimplementation.
Cost
Table E-3 (Appendix E) presents the estimated cost for Alternative 3b,based on an assumed 1-year design phase and 2-year remedyimplementation period with a 30-year post Closure operation andmaintenance period. The total estimated costs are:• Total OU3 Capital Cost $ 24,736,000• Present Worth O&M Cost (5% Discount Rate) $ 1,582,600
- Average Annual O&M Cost $ 79,200• Total Present Worth Project Cost $ 26,319,000
The Total Present Worth project cost is based upon the assumption thatdisposal of the stabilized OU3 material will be in a Subtitle D facility. Ifdisposal in a TSCA-permitted facility is required, the transportation anddisposal component of the remedy will increase to $120 to $200 per ton,significantly higher than the $50 per ton cost presented in this evaluation.The effect of TSCA disposal would increase the transportation/disposalcomponent cost of Alternative 3b from $8,502,400 to between $20,405,760and $34,009,600, resulting in a total present worth project cost between$38,222,000 ($120/ton) and $51,826,000 ($200/ton).
ERM 3-19 BASIEXNDIVERSinEDMETALSSin-NZUlOO'l/ll/OO
AR300963
3.2.4 Alternatives-In-Place Closure
V> 3.2.4.1 Description
Alternative 6 consists of an on-site containment system for the OU3material that includes a low-permeability, composite barrier cap, anupgradient surface and ground water diversion/barrier, anddowngradient leachate and overburden ground water collection andtreatment. In order to contain the materials within an engineered cap, pilematerials (approximately 42% of the pile volume) will need to beredistributed on the site to establish stable slopes for the cap components(Figure 3-1 presents a plan view conceptual layout of the In-PlaceClosure). To minimize potential slope stability concerns, final side slopesof no more than 4 horizontal to 1 vertical (4H:1V) would be constructed,with terraces every 15 to 25 feet of vertical rise (Figure 3-2 presents cross-sections depicting the existing and regraded OU3 pile profile). Regradingof the materials will increase the pile footprint. However, this increasecan be managed within the Site property boundary. A significant amountof the material that currently exists on slopes that exceed 4H:1V can berelocated to flatter portions of the existing pile.
.' .tIn conjunction with capping, this alternative will include several
i engineering controls that will physically contain the OU3 material. Thecontrols (i.e., stormwater diversions/swales/basins, an upgradient trenchfor diversion of dean overburden ground water, and a downgradientcollection trench to contain impacted ground water and leachate fortreatment) will be implemented to assist in eliminating the potential forsurface water and ground water infiltration through the pile andassociated leachate generation. Existing upgradient surface waterdiversions would be maintained or upgraded. The proposed upgradientground water diversion trench would be constructed deep enough tointercept overburden ground water which would potentially otherwiseinfiltrate through the pile, so that it would be routed around the pile anddirected to the UNT.
There is currently a leachate collection trench on the downgradient side ofthe pile to collect water that has infiltrated through the pile material. Thecollected leachate is conveyed to the STP for treatment prior to dischargethrough the NPDES outfall to the UNT. There is also a ground watertrench that collects overburden ground water downgradient of theleachate collection trench. These existing trenches would be abandoned infavor of a more efficient combined collection trench located downgradientof the regraded OU3 material. All water collected in the new
~s downgradient collection trench would be directed by gravity to the
BUM 3-20 EASIIRN DIVERSIFIED METALS 9TIB • N212100.1/11/OD
AR30096I*


w _A fall
IS*
JIN iB a5 S *i !
orJ^onij
i i i i i i i i i i i i i

I I « II I; I I I
I I I I I I I

existing STP, which would treat the collected leachate prior to dischargetotheUNT. *
/The construction of a low-permeability cap, along with an engineeredupgradient diversion trench, will greatly reduce the volume of leachategenerated and the volume to be collected for treatment. Depending on thevolume and quality of the collected leachate, arrangements to pump thiswater to the municipal treatment plant may be evaluated during the postconstruction period. Municipal treatment plant acceptance andimplementation of a pumping station would decrease the annual O&Mcosts and discharge to the UNT would cease.
In addition, surface water runoff management and erosion and sedimentcontrol measures will be constructed and maintained to ensurecompliance with applicable regulations. Long-term monitoring and siteinspections will be conducted at pre-determined locations and intervals toevaluate changes in existing site conditions.
The In-Place Closure alternative is considered to be technically feasibleand capable of being implemented to meet the remedial action objectives. .This alternative provides for a means to contain the waste on site, thusreducing the mobility of the OU3 material and potential impacts to humanhealth and the environment. It is anticipated that the OU3 regrading and ,capping could be completed within one year from the start ofconstruction.
Specific components of this alternative, presented in a likely sequence ofimplementation, include the following:• Prepare Site for equipment/operations;• Mobilize equipment;• Upgrade surface water runoff management and erosion and sediment
control measures;• Construct upgradient diversion trench;• Replace the downgradient collection channel by constructing a
deeper trench with a low-permeability lining;• Regrade OU3 material;• Consolidate with the graded pile, any visual fluff on the ground and
any lead-impacted soils outside of the regraded pile footprint;• Consolidate remaining mounds of mixed soil and wire currently
located outside of the site fence for placement under the cap; \ s
EM4 " KASTERNCTVERSiraDMETAUSnB-N:mJ)0-l/ll/00

• Install the low-permeability, composite barrier capping system;• Establish vegetation on the cap and otherwise stabilize the site;• . • . -... •'• Install wells for long-term ground water monitoring;• Install perimeter fencing with appropriate warning signs;• Demobilize equipment;• Implement land use restrictions to prevent disturbance of the capped
area; and " •» Continue operation of existing SIP for treatment of collected leachate
(or operation of a pump station for treatment at the municipaltreatment plant), long-term ground water monitoring, siteinspections, and cap maintenance. ;
The details of implementation will be established during the remedialdesign.
3.2.4.2 Evaluation .;'.,.,.
Overall Protection of Human Health and the Environment
Containment of the OU3 material will provide a physical barrier aroundthe OU3 material, thereby preventing direct contact exposures. A cap willeliminate the potential for migration of the pile offsite via surface waterand wind erosion. The proposed In-Place Closure alternative includes notonly a low-permeability, composite barrier capping system, but alsoupgradient diversion and downgradient collection trenches to assist inminimizing leachate generation and ensure that all leachate generated iscaptured. Together with treatment of leachate and impacted groundwater, these measures ensure the protection of human health and theenvironment.
Compliance with ARARs ;
This alternative can be designed and implemented to comply with allpotential ARARs identified. A double barrier low-permeability cap willmeet the relevant and appropriate State and Federal capping ARARs, andIn-Place Closure is consistent with the Act 2 regulations for Site Specificcleanups. ; j
ERM '.'"'. 3-22 EASTERN DIVEItSinEDMETAIS SITE •N2122JO. 1/11/00
AR300969

Long-term Effectiveness and Permanence •
In-Place Closure by capping is a reliable, proven technology that will 'provide long-term effectiveness via containment of the pile material. Thecover will include two low-permeability layers to provide a long-term anddurable barrier against surface water infiltration. The top layer of the capwill be a vegetative surface to protect the cover soils from erosion.Continued maintenance of the cap will ensure permanence pf the In-PlaceClosure cover system.
Installation of an upgradient diversion trench will further minimize thepotential generation of leachate, while the downgradient collection trenchwill collect any leachate generated and convey it to the on-site treatmentsystem. The constructed trenches and on-site treatment plant will bemaintained and operated until monitoring identifies that treatment is nolonger required as a result of the containment measures and elimination ofleachate generation.
Reduction of Toxicity. Mobility or Volume . - .
This alternative will isolate the fluff, thus minimizing the mobility of theassociated constituents of concern. The low-permeability cover systemwill restrict surface water infiltration, thereby minimizing leachate ,generation and associated constituent mobility. The vegetated cover willalso eliminate erosion/soil mobility via surface water and wind erosion.Additional removal of toxic and/or undesirable substances will beaccomplished via operation of the on-site treatment plant (or operation ofa pump station for treatment at the municipal treatment plant).
Short-term Effectiveness
In general, this alternative presents no significant short-term impactsprovided that appropriate engineering controls are instituted andmanaged properly. Pile regrading activities will present limited potentialshort-term exposures. Engineering controls, personal protectiveequipment and similar measures would be used to mitigate any potentialexposures during alternative implementation, thus minimizing short-termimpacts. The existing leachate/ground water collection systems and sitetreatment plant will continue to operate during implementation of theOU3 remedial action to collect and treat impacted ground water.Leachate generation will be minimized, collected and treated during andafter implementation of the capping alternative. The benefits of thisalternative would be realized immediately after implementation.
EKM 3-23
AR300970

Implementability
The design, construction and operation of this alternative are commonand readily implementable. Engineering and construction services for thediversion and collection trenches, regrading of the pile, and installation ofa low-permeability cap are available. This remedy does not requirespecial permits or approvals other than routine construction relatedpermits. It is expected that construction of the capping system andassociated measures can be completed within one year.
Table E-4 (Appendix E) presents the estimated cost for Alternative 6,based on an assumed 1-year design phase and 1-year remedyimplementation period with a 30-year post closure operation andmaintenance period. The total estimated costs are:• Total Capital/Implementation Cost• Present Worth O&M Cost (5% Discount Rate)
Average Annual O&M Cost $261,500• Total Present Worth Project Cost $ 12,891,000
Augmented In-Place Closure Design
Discussions of the In-Place Closure alternative with local business andcommunity leaders have resulted in the identification of potentialredevelopment scenarios for the site. An augmentation to the In-PlaceClosure alternative presented above could provide available land forredevelopment on the eastern portion of the site. The augmentationincorporates construction of a soil embankment (or equivalent retainingstructure) on the southern and western portions of the site to allowadditional consolidation of fluff material in the west. Fill material wouldbe brought to the site to help level a portion of the site at the east end forpotential building construction In that area.
. . . ' . - . 1 - ' : '
The consolidation to the west provides for and up to a maximum of 6acres of available land for redevelopment. This parcel would have directaccess to Liberty Avenue. The augmented In-Place Closure alternativepreserves all of the design features of the standard In-Place Closurealternative (i.e., composite barrier system, upgradient storm waterdiversion and downgradient leachate collection). Figure 3-3 presents theplan view footprint of the augmented cap area, and Figure 3-4 shows theconceptual cross-section of the augmented design.
ERM _ 3*24 IASTERNDIVERSIFIEDMETAlSSm-N2in.OO. 1/11/00
AR30097I

v' mPv \\\.},i\MW d

'illill!B B
J N3 1

Additional redevelopment scenarios voiced by local leaders include thepossibility of incorporating the EDM parcel with the neighboringproperties to take advantage of the existing rail spur. The cap layoutscenario that provides optimal community benefit while maintaining theintegrity of the remediation would be incorporated into the final design.The remedy implementation time and cost associated with the augmentedIn-Place Closure alternative is estimated to be within 10% of theAlternative 6, In-Place Closure alternative (i.e., an estimated Total PresentWorth Project Cost of $14,180,000).
33 COMPARATIVE EVALUATION OF ALTERNATIVES
In Section 3.2, each retained alternative was evaluated against therequired CERCLA evaluation criteria. The discussion was focused on theability of the individual alternatives to meet the evaluation criteria, withno emphasis on the relative performance of each alternative as comparedwith the other alternatives. Since the objective of this FFS is to provide thebasis for the selection of the most appropriate remedial alternative for theSite, this section provides a comparative analysis of the remedialalternatives considered. Specifics of the comparative analysis arepresented for each evaluation criterion in the following paragraphs.
33.1 Overall Protection of Human Health and the Environment
All of the remedial alternatives considered meet the established remedialaction objectives, including the threshold criteria of adequate protection ofhuman health and the environment Alternatives 2,3a, and 3b protecthuman health and the environment by removing the hazardouscomponent of the OU3 materials from the Site, while Alternative 6provides protection through in-place containment. The long-termeffectiveness of Alternatives 2,3a, and 3b is somewhat higher than forAlternative 6 because the majority of the OU3 material would be removedfrom the Site, although long-term inspections and maintenance willensure long-term effectiveness of Alternative 6. The short-termeffectiveness of Alternative 6 is the greatest because of the lower degree ofmaterial handling and disturbance required, and the material would notbe transported off site. Alternative 3a has the lowest short-termeffectiveness because of the significant material handling and longestimplementation schedule.
EJM 3-25 EA5IEINDIVEItSinEDMBTAlSSRI'N212100'l/ll/00
AR30097I*

, .3.3.2 Compliance with ARARs rf
Each retained alternative is expected to comply with the identifiedARARs, although potential problems with satisfying all applicable TSCAregulations exist for Alternative 3b due to the PCB content of the copperconcentrate. Until an Interpretation is provided by TSCA, it is assumedthat secondary recovery facilities are afforded exemptions as are grantedfor recycling processes. Each alternative includes appropriate measures toensure that all action-specific ARARs are satisfied. Thus, each retainedalternative is expected to comply with the ARARs identified.
3.33 Long-term Effectiveness and Permanence
Alternatives 2,3a, and 3b have a similar degree of long-term effectivenessand permanence based on removal of the hazardous component of theOU3 material from the Site, although it should be noted that thesematerials will require long-term containment at the receiving facility.Alternative 6 will also provide a suitable level of long-term effectivenessand permanence given the planned long-term inspections, maintenanceand monitoring. Therefore, all of the alternatives presented will provide a
. similar level of long-term effectiveness and permanence.
» . 3.3.4 Reduction of Toxicity, Mobility or Volume
On-site stabilization of the OU3 material is incorporated in Alternatives 2,3a, and 3b. Stabilization satisfies the CERCLA preference for remedialalternatives that permanently and significantly reduce the mobility,toxicity or volume of the hazardous substances through waste treatment.The stabilization process reduces the contaminant mobility (reducesteachability to a minor degree given that PCBs and lead are not veryleachable), while placement in a permitted landfill further restricts themobility of the material. The containment structure to be implemented inAlternative 6 will also restrict contaminant mobility. The toxicity of thepile materials is not reduced in any of the alternatives. However, thetoxicity of the OU3 material has been better defined through samplingand analysis performed during the FFS evaluation. The teachability oflead under natural conditions has been found to be much lower thananticipated (0.69 mg/L) using the SPLP analysis described in the Act 2guidance. As expected, leachable PCB concentrations were non-detect(TCLP) in the OU3 material. None of the alternatives reduces the volumeof contaminated material in the pile, and the stabilization alternatives(Alternatives 2,3a, 3b) may actually increase the overall waste volumethrough the addition of stabilizing agents. The separation alternativesgenerally concentrate the contaminants in the remaining materials. Only
, ERM 3-26 EASTDUJDIVERSIFIEDMETAUSm.N212100-l/n/M
AR300975

the copper recovery in Alternative 3b minimally reduces the physicalvolume of material for disposal (1.5 percent of total pile mass).
3.3.5 Short'term Effectiveness
Alternatives 2,3a, and 3b present significantly greater short-termexposure risks than Alternative 6 because of the greater degree of materialdisturbance and handling required. The loading and off-sitetransportation of the large volume of waste materials associated withAlternatives 2,3a, and 3b also presents significant short-termimplementation risks. Alternative 6 presents the highest degree of short-term effectiveness based on its short implementation schedule and thelesser degree of material disturbance and handling required. Alternative3a presents the lowest degree of short-term effectiveness based on thegreater degree of handling required and an implementation scheduleabout five times longer than the other alternatives.
33.6 Implementability
Each of the retained alternatives involve proven technologies which canbe adapted and constructed to operate effectively at the Site. The selectedcopper separation process in Alternative 3b does not significantly increasethe implementation schedule when compared to stabilization alone, but . ,does substantially increase the potential for equipment down time andproject delays because the entire pile will need to be processed. BecauseAlternative 3b requires drying of the material to less than 5 percentmoisture for effective separation, significant power consumption will berequired. The separation of PE in alternative 3a requires a significantvolume of water for implementation. Alternative 2 is a relativelystraightforward remediation process, and will likely require the leastinvolved design effort prior to implementation. Alternative 6 will requirethe regrading of material to establish suitable side slopes prior toinstalling the low-permeability cap, but preliminary design evaluationshave determined that this is readily implementable (see Figures 3-1 and 3-2). Additional treatability studies will need to be conducted prior toduring the design of Alternatives 3a and 3b. The significant volume ofmaterial to be stabilized and transported offsite for disposal in associationwith Alternatives 2,3a, and 3b present some significant implementationconcerns and potential risks associated with increased truck traffic,potential traffic accidents and spills, etc. Overall, Alternative 6 isconsidered to be the most easily implementable alternative.
ERM 3-27 EASTERNnVERSinEDUETAU5m-N212100'l/ll/00
AR300976

3.3.7 Cost
A summary of the total estimated present worth cost for each alternativeis as follows: ^• Alt. 2 — On-Site Stabilization and Off-Site Disposal: $23,092,000• Alt 3a — On-Site Separation and Resource .
Recovery (Polyethylene), and Off-Site Disposal: ( $ 33,082,000• Alt3b — On-Site Separation and Resource
Recovery (Copper), and Off-Site Disposal: $ 26,319,000• Alt. 6 — In-Place Closure: $ 12,891,000
Augmented In-Place Closure: $14,180,000
The cost presented for Alternative 6 includes long-term operation andmaintenance (O&M) costs, including operation of the Site TreatmentPlant, which have been estimated based on an assumed 30-year O&Mperiod. O&M costs for Alternatives 2, 3a, and 3b includes operation of theSite Treatment Plant for five years post remedy implementation. All ofthe alternatives address the remediation of soils underlying the fluff pile,closure of the existing runoff basin, and perimeter soil/fluff. •
The Total Present Worth project cost for Alternatives 2, 3a and 3b is basedupon the assumption that disposal of the stabilized OU3 material will bein a Subtitle D facility. If disposal in a TSCA-permitted facility is required,the transportation and disposal component of the remedy will increase to$120 to $200 per ton, significantly higher than the $50 per ton costpresented in this evaluation.
33.8 Other Criteria
As discussed previously, the other two CERCLA evaluation criteria notpresented above, State Acceptance and Community Acceptance, will beevaluated by the EPA during the FFS approval and remedy selectionprocesses, and are therefore not discussed herein.
333 Summary
A summary of the comparative evaluation of alternatives is presented onTable 3-1, which includes a semi-quantitative ranking of alternatives.
ERM . * .- 3-28 EASTTONDIVEKSinEDMETALSSnH-N2122.00-l/ll/MAR3Q0977

ao3
aIa
3sv Ai i*1 i^ . i*' u M *a i*- m :=" ^ . 1= :u a * E ^r? A ? i> v
^
11I§
1
f
(A
&
*
C
X
!i•i a£ 1
.fr=3 ?t811 « i
5
a
=3 is9
1 s ir & sj"
*• !
f
1
i
1
lie
BJ
_ _ t?
11
tl
i
1
: h
vSa S
C* « wC
§
1
II
1
S&
(If-4
Htn
S.1
Nin
m
J>
twJS
il

Section 4
AR3Q0979

4.0 SUMMARY AND CONCLUSIONS
This section presents a brief summary of the critical issues identified inthis FFS, followed by the overall conclusions of the FFS evaluation andcomparison of remedial alternatives presented in Section 3 of this FFS.
4.1 SUMMARY OF CRITICAL ISSUES• Recycling of the fluff pile as envisioned by the ROD-selected remedy
is not practicable. The recycling/reuse components of the retainedalternatives 3a and 3b are generally insignificant, and weredetermined to not be beneficial to the remediation of the Site.
• The implementation schedule for Alternative 3a is three to six timeslonger than the other retained alternatives. Trie PE separated in theprocess does not have a market value and will be treated like a wastestream at WTE facilities. The charge for burning waste at WTEfacilities is significantly higher than Subtitle D landfill disposal costs,which results in negative benefit from the separated PE (i.e.,significant time and energy is required to separate the PE from theOU3 material, adding to its higher cost for disposal). The separation , ,process requires significant volumes of water to be either suppliedand disposed of, or treated and recycled through the process.
• The aluminum which was detected in the sampling performed on theOU3 material has become so oxidized from weathering over the past21 to 32 years that recovering this metal was determined infeasible.Additionally, much of the aluminum detected in the pile is in the foilform, which is not amenable to separation.
• The potential recoverable copper from the OU3 material is estimatedat 1.5% of the OU3 material on a dry weight basis, or 0.016% byvolume. This recoverable amount does not represent a significantreduction in landfill capacity required for EDM OU3 material (70% ofthe 6,800 tons of copper concentrate would require disposal followingsecondary separation).
• Copper recovery operations would dictate/control the schedule forSite operations. Trie estimated two-year implementation schedule forAlternative 3b may be significantly lengthened due to equipmentdown time associated with the separation process. The actual qualityand quantity of copper that can be recovered from the copperconcentrate has not been determined and will require additional >,
ERM 4-1 BASIERNDIVEIISIFIEDMETAI£Sin.N2ULOO-l/U/00
AR300980

treatability studies, likely resulting in delays to the implementation ofOU3 remediation. ,
• The bound nature of the PCB contamination in the OU3 componentshas resulted in TCLP concentrations for PCBs which are non-detect atboth a 10 ppb and 1 ppb detection limit. The 29 June 1998 Final PCBrule provides for disposal of plastic insulation from wire or cable as"PCB bulk product waste" in non-TSCA, solid waste disposalfacilities without sampling for PCBs. This provision is due in part tothe known low teachability of PCBs from plastic insulation removedfrom wire and cable. '•'•'*"
• As compared to the In-place Closure alternative, the otheralternatives considered in the FFS merely relocate the waste materialsto a different location where they will still require long-termmanagement. Although the stabilization component of Alternatives2, 3a and 3b would provide some reduction in the teachability ofsome constituents under certain conditions, the teachability ofconstituents from the existing material is currently low, and would besignificantly reduced once infiltration and leachate generation isrestricted through the placement of the low-permeability cap andassociated containment components.
4.2 CONCLUSIONS
. . Based on the comparative evaluation of alternatives presented in this FFS,In-place Closure (Alternative 6) appears to be the most appropriateremedial alternative for addressing the OU3 fluff materials at the EDMSite. A properly designed and engineered containment systemrepresented by the In-Place Closure alternative will provide a level ofprotection of human health and the environment equivalent to the otheralternatives, while avoiding the greater short-term risks, implementationconcerns, and significant additional costs associated with the stabilization
.- and relocation of the extremely large volume of OU3 fluff materials.
Additional rationale to support selection of the In-place Closurealternative are summarized below:• Of the potential remedial alternatives considered in detail,
Alternative 6 (In-place Closure) best satisfies the CERCLA evaluationcriteria, provides the greatest level of short-term effectiveness, iseasiest to implement because of significantly less material handlingand off-site transportation of waste materials, and requires the lowest
ERM - 4-2 EASTERN DIVERSIFIED METALS SHE •N212LOO* 1/11/00
AR30098I

investment of resources, while providing an equivalent level ofprotection and long-term effectiveness. ,
• Under CERCLA (40 CFR Part 300.43(a)(iii)), the least preferredremedy is relocation without significant reduction in toxicity,mobility or volume via treatment, as represented by Alternatives 2,3aand 3b. Following relocation/ the waste materials would still requirelong-term management at the selected off-site disposal facility.• - . . . , . ,
• Based on EPA guidance (A guide to Principal Threat and Low LevelThreat Wastes, November 1991, Superfund Publication 9380.3-06FS),EPA expects to use engineering and institutional controls toremediate large volumes of low-level threat wastes (such as EDMfluff). Similarly, EPA guidance (Stabilization Technologies for RCRACorrective Actions, August 1991, EPA/625/6-91/026) indicates thatcapping is typically conducted when waste volumes are large andother options are not appropriate based on unfavorable short-termrisks and high costs.
• The off-Site transportation of the large volume of fluff materials •presents significant real risks associated with increased truck traffic(approximately 30 round-trip trucks a day for an entire year)potential traffic accidents, spills or releases of materials into the localcommunity, etc. These risks are substantially reduced through theimplementation of In-place Closure. -
• In-place Closure of the fluff pile is consistent with the applicablePADEP Act 2 clean-up requirements for solid waste piles that ceasedto receive waste materials prior to 1980.
The In-Place Closure alternative can be designed to make land availableon the eastern portion of the site for redevelopment and benefit to thecommunity. In summary, Alternative 6 - In-Flace Closure is the mostappropriate remedial alternative for the Site, it satisfies the CERCLAevaluation criteria, achieves an acceptable level of protection of humanhealth and the environment and can be designed to allow redevelopmentof 2 to 6 acres. As a result, In-Place Closure is the recommended remedialalternative for OU3 and perimeter/underlying soils. Table 4-1 presentsproposed design criteria for the In-Place Closure alternative.
ERM _ . 4-3 EASmtNraveitSinBDMETAISSin-N2ULOO-l/ll/00
AR300982

Table 4-1Alternative 6 Design Criteria Summary
Eastern Diversified Metals'Site. Hometown, PA
.Design Criteria Means to Address
A. Remedy Performance Requirements1. In-Place Closure Performance Standards
• The In-Place Closure alternative would .be designed and constructed to protect ,human health and the environment, by:- Preventing direct exposure to Multilayer cap constructioncontaminated materials,
- Preventing material migration via Multilayer cap constructionsurface water and wind erosion, with surface water runoff
management and erosioncontrols.
- Restricting the infiltration of surface Multilayer cap constructionwater and subsequent leachate with permeability less than orgeneration. equal to 1 x-10"7 cm/sec.
• The cap would be designed to functionwith:- Minimal maintenance , Selection and monitoring of
appropriate vegetative cover.- Minimize air and water erosion of . Selection and monitoring ofmaterial appropriate vegetative cover.
Design of diversion anddrainage channels and
" erosion and sediment controlfeatures.
- Accommodate settling Designed to inhibitdifferential settlement andwith slopes that canaccommodate settlement.
- Provide adequate freeze protection Cap design wouldincorporate a minimum 2-footsoil cover.
• Sufficiently cover the existing (regraded) The cap would be designed tofluff pile to minimize water infiltration sufficiently overlap allthrough the waste. material requiring in-place
AR300983
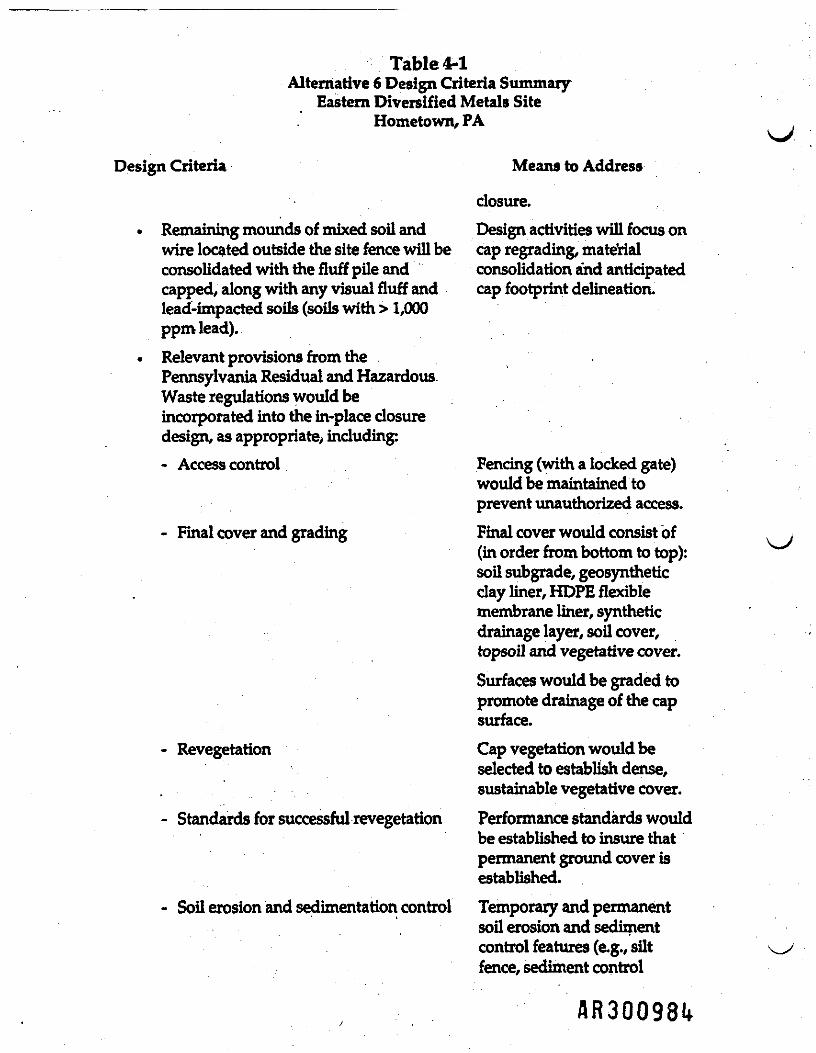
Table 4-1Alternative 6 Design Criteria Summary
Eastern Diversified Metals SiteHometown/ PA
Design Criteria Means to Address
closure.• Remaining mounds of mixed soil and Design activities will focus on
wire located outside the site fence will be cap regrading, materialconsolidated with the fluff pile and consolidation and anticipatedcapped, along with any visual fluff and cap footprint delineation.lead-impacted soils (soils with > 1,000ppm lead).
• Relevant provisions from thePennsylvania Residual and HazardousWaste regulations would beincorporated into the in-place closuredesign, as appropriate, including:- Access control Fencing (with a locked gate)
would be maintained toprevent unauthorized access.
- Final cover and grading Final cover would consist of(in order from bottom to top):soil subgrade, geosyntheticday liner, HDPE flexiblemembrane liner, syntheticdrainage layer, soil cover,topsoil and vegetative cover.Surfaces would be graded topromote drainage of the capsurface.
- Revegetation Cap vegetation would beselected to establish dense,sustainable vegetative cover.
- Standards for successful revegetation Performance standards wouldbe established to insure thatpermanent ground cover isestablished.
- Soil erosion and sedimentation control Temporary and permanentsoil erosion and sedimentcontrol features (eg., siltfence, sediment control
AR30098I*

Table 4-1Alternative 6 Design Criteria Summaryt - Eastern Diversified Metals Site
Hometown, PA. '. .
Design Criteria Means to Address
basins, etc.) would bedesigned, installed andmaintained in accordancewith State requirements.
- Post closure land use Measures would be taken toincorporate post closure landuse into site monitoring andmaintenance activities.Standard monitoring andmaintenance activities wouldbe outlined in the Operations
. and Maintenance Plan.Institutional controls wouldbe implemented to preventdisturbance of the multilayercap.
' ' '
2. Long-Term Monitoring and Site Inspections Performance Standards• Operation of the existing site treatment Would be addressed in the
plant (SIP) will be continued for Operation and Maintenancetreatment of collected leachate (or Plan.operation of a pump station for ;treatment at the municipal treatmentplant).
• Monitoring of ground water for site same as abovespecific contaminants will be performedfollowing cap construction.
• The cap and site fence will be inspected same as aboveand maintained as needed, and siteinspections will be conducted. Repairswill be made on as needed basis.
3. Institutional ControlsInstitutional controls may be To be evaluated.implemented to prevent land use that is
AR300985

Table 4-1Alternative 6 Design Criteria Summary
Eastern Diversified Metals SiteHometown, PA
Design Criteria Means to Address
not compatible with the in-place closuret
»B. Potentially Relevant and Appropriate Requirements1. Surface Water and Erosion Control Performance Standards
• Erosion control would be accomplished Potentially Relevant andin accordance with 25 Pa. Code Chapter Appropriate, and will be102 (erosion control). Sections 102.4-24; addressed through the25 Pa. Code Chapter 105, Subchapter B, Erosion and SedimentSections 105.102-107 and 105.131-136 (for Control Plan and design ofsediment pond construction and permanent diversion andmaintenance), and 25 Pa. Code Chapter drainage features.288, Sections 288.242 and 288.243 of thePennsylvania Residual WasteManagement Regulations.
• Management of surface water to control same as aboveerosion and sedimentation based upon a25-year, 24-hr rainfall.
• If rills or gullies deeper than 9 inches same as aboveform, they must be filled, graded, andrevegetated.
• Repair of less significant damage may same as abovealso be required/ depending upon thepost-closure land use.
• Channels shall be used to convey storm same as abovewater runoff.
• Channel velocities shall be limited to 2 same as aboveFPS, unless lined (vegetated orotherwise).
* Outlet structures must have discharge same as abovevelocities < 3 FPS, or suitable protectionmust be provided.
• Outlet structures shall have discharge same as abovecapacity of 2 CFS per acre of drainagearea, located entirely above the requiredminimum storage elevation.
AR300986

Table 4-1Alternative 6 Design Criteria Summary; Eastern Diversified Metals Site
Hometown, PA
Design Criteria Means to Address
• Sediment basins shall have a capacity of same as above2,000 CF for each acre of disturbed area,plus 5,000 CF for each acre of entire 'drainage area (including disturbed area).
• Sediment basin shall have 24-inch same as abovefreeboard, above the discharge elevationthat meets the 2 CFS discharge capacityrequirement.
• Sediment basins must have an same as aboveemergency spillway.
2. Operation and Maintenance Standards (Post-Closure Care)• Requires maintenance of cap in Potentially Relevant and
accordance with 25 Pa. Code 264.117. Appropriate, and will beaddressed in the Operationand Maintenance Plan.
* Cap would be inspected and maintained same as aboveat least twice per year, for a period of atleast 30 years
• Requires environmental and same as abovecontainment system monitoring andreporting for a period of 30 yearsfollowing closure, unless that period islater reduced.
• Prohibits disturbance of the "integrity" same as aboveof final cover, liners, and othercomponents of the containment system,without subsequent approval.
AR300987

Appendices
CO
AR300988

AR300989

Appendix AResults of Supplemental FluffCharacterization
AR300990

ResourcesManagement
855 Springdale DriveExton, Pennsylvania 19341
15ApriI1998 ' (610)524-3500RefeLee:N2111.00.01
Mr. Steven J. Donohue .Western Pennsylvania Remedial SectionHazardous Waste Management DivisionU.S. Environmental Protection Agency841 Chestnut BuildingPhiladelphia, PA 19107 ERM
Dear Steve:
This letter presents the results of the supplemental fluffcharacterization recently completed for the Focused Feasibility Study(FFS) on Operable Unit 3 of the Eastern Diversified Metals Site. Thepurpose of the supplemental characterization was to provide data onthe characteristics of aggregated forms of fluff and on the leachabilityof PCBs in fluff materials at the site. The collection and the samples of ,various types of fluff materials were submitted for metals and FCBanalyses as described in the ERM's correspondence to you dated 23January 1998. -
Three significant findings during this supplemental characterizationare:1. The pile composite sample was obtained horn 12 test pits, each
sixteen feet deep, located throughout the pile. Fused fluff,boulders, or copper fines were hot observed in these pitssupporting the notion these are minor, incidental pile componentsand will not present significant difficulties in remedial action forOU3. ' '• ' •;" • ,; : —; . ' • --'• '
2. The SPLP test results (designed by EPA to mimic add rainconditions for in-situ materials) were generally similar to theTCLP results, with one signiflcantexception. The SPLP testgenerated a much lower leachable lead concentration than did theTCLP procedure, with the SPLP being more representative of Siteconditions and observations. .
3. In all samples collected, the leachable PCBs were all non-detect(<10 Hg/L) indicating that the PCBs are not mobile from the pilematerials and that the pile materials are excellent candidates to beexempted from TSCA under pending rules and/or low-risk highvolume exemptions. •
AR30099I
* • U W*UU«14MltMr. Stev*J. Donohu* ResourcesN2I11.00.01 Management15 April 1998Pag«2
This supplemental characterization is invaluable by providing a betterunderstanding of the pile materials. These findings have the potential .of greatly simplifying the FFS and subsequent OU3 remedial action oractivities.
A brief description of the materials sampled is presented below,followed by a presentation of the results and discussion*
DESCRIPTION Of MATERIALS SAMPLED
Both aggregated and unaggregated fluff material were sampledduring this characterization effort
The aggregated material is represented by materials identified as'boulders', 'fused' and 'copper-rich fines'. Two light colored bouldersof up to ten feet in diameter were identified at the southwestern sideof the pile, at the eastern end of the runoff basin. Darker and smallersized fused materials were also observed on the southern side of thepile near the MW-5 well cluster and at locations on the north side ofthe pile, east of MW-8. A third type of material of interest is a smallaccumulation of aggregated copper-rich fines, which were identifiedby EPA in a small area (approximately three feet by three feet by threeinches deep/ or about two cubic feet) at the eastern end of the pile.
A composite sample of unaggregated fluff was collected from the pileto provide a general representation of the main part of the pilematerial. Samples were collected at randomly selected locations,spaced throughout the pile. Four sample locations were located ineach of the western, central and eastern thirds of the pile, to roughlycorrespond with the sample compositing performed during theLaw/Lockheed study. Samples were prepared separately from theshallow western portion of the pile (0 to 8 feet) and the deeper easternportion of the pile (8 to 16 feet) to correspond with samples C-l and C-6 of the Lockheed study. Finally, a sample of PVC derived from theoriginal Lockheed C-6 composite sample was retrieved for analysis.The 23 January 1993 correspondence provides details on the specificsampling procedures and analytical methods employed.
The fluff encountered during the excavation of sampling pits duringthis investigation was relatively homogeneous. Most of the fluffobserved in these sixteen foot deep excavations appeared to be similarin size to that observed at the surface and relatively uniform in color
AR300992

Mr. Steve J. Donohue ResourcesN2111.00.0l ; , Management15 April 1998 , . ?: *' ' ' ; :', •Page 3
(medium gray). Larger debris (cable and casings, wood, etc.) wasobserved in only four of the twelve pits and constituted a smallpercentage of the cross-sectional areas exposed. No boulders or fusedmaterials were noted. .
RESULTS OF SUPPLEMENTAL CHARACTERIZATION* , - - • • ' • . . i
Metals Results
Each of the three aggregated fluff samples described above wereanalyzed for total and leachable metals. The fused fluff and fluffboulder material have total metals similar to unaggregated fluff, asdetermined in previous studies. In the current samples, totalaluminum ranged from 3.7% to 6.0%, total copper ranged from 1.5% to13.3%, and total lead ranged from 0.32% to 0.85%. The other metalstested were in the parts per million range.
The copper-rich fines showed total metals for aluminum at 1.5%,copper at 49.5% and lead at7.9%.
The three samples, fused fluff, fluff boulder material and copper-richfines were also tested for TCLP leachable metals. All results werebelow RCRA regulatory limits, except lead. For lead, the fused fluffand fluff boulder materials were in the range of 16.6 to 30.4 mg/L, andthe copper-rich fines at 505 mg/L.
The SPLP results were generally similar to the TCLP results, with thesignificant exception of lead. Lead was hot detectable in the SPLPleachate for. the fused fluff and copper-rich fines, and was present atonly 0.69 mg/L in the leachate from the fluff boulder sample.
PCB Results
Both aggregated and unaggregated samples were analyzed for PCBs.The sample of FVC from the Lockheed C-6 sample was also analyzedfor PCBs. All samples were tested for total PCBs using both sonicationand Soxhlet extraction. In addition, a TCLP extraction of each samplewas analyzed for PCBs.
Within the variability consistently observed in PCB analysis of theEDM fluff, the results of sonication and Soxhlet extraction are quite
ftR300993

Mr. Sttve }. Donohue ResourcesN2111.00.01 Management15 April 1998Pag«4
similar. The fused fluff, fluff boulder and copper-rich fine samples allhad total PCB concentrations at 25 mg/kg or lower. This is at one-halfthe TSCA regulatory limit The composite sample prepared frommaterial throughout the pile, the sample from me shallow part of thewestern end of the pile and the sample from the deep part of theeastern end of the pile had PCB concentrations consistent withprevious analyses. The PCB concentration in the TCLP extract wasbelow the detection limit of 10 ug/L for all samples.
SUMMARY AND CONCLUSIONS
Based on the results of me metals analyses/the aggregated materialsappear to have characteristics similar to those of unaggregated fluff.Although the copper fines have a higher copper content and leadteachability than other fluff, this material appears to be very limited inextent and thus not likely to impact the design or implementation ofmetals recovery or stabilization. The testing also has shown why leadhas not been detected in leachate from the pile. As has been notedpreviously/ the RCRA waste characteristic procedures employ aceticacid as a solvent for waste leaching. Lead acetate/ which is very watersoluble and thus will be present at elevated concentrations in theleachate/ is formed during this procedure. This lead salt would not beformed in the actual environment under the current pile conditions.Finally/ none of the other Phase IV metals appear to be present atelevated concentrations in leachate or exceed die RCRA regulatorylimits.
The results of PCB analysis of TCLP leachate demonstrate that PCBsare not mobile in the fluff material This finding is significant firstbecause the pending FCB disposal rule provides for disposal as a non-TSCA waste where leachable PCBs are less than 50 (tg/U and secondin that this indicates that there is a very low risk associated with therelease of PCBs from this material The first provision is expected toresult in handling of the fluff solely as a RCRA waste. If there is adelay in the promulgation of this rule, a high volume/ low riskexemption from TSCA disposal requirements should be applicable.The total PCB results indicate that the aggregated fluff samples havesimilar or lower total PCBs than the unaggregated fluff. Thecomposite of the samples collected from locations throughout the pileindicate mat the file has an average concentration of 44 to 51 mg/Kg of
AR30099lt

Mr. Steve ). Donohue i ResourcesN2111.00.01 . , Management15 April 1998 i . ,
PCBs, and that the samples from the shallow western and deepereastern portion of the pile may be higher than me average.
Please contact me or Val Jurka with any questions or comments.
David P. SteeleProject Manager
DPSenclosure: Tables 1 and 2; Analytical Result Formscc: M. Boxwell, USAGE
M. Mustard, PADEPV, Jurka, LucentW. Boyhan, W&RBG. Emmanuel, ERMD.Shenk/ERM
AR300995

i I 3;.-a. CJ
> q q q o•3 ? "3 "?'
5 t 5 8o o o* d
q q q o
S 3 ? 5 Su d o o oin in in
8j 03 * V
5 5 5 5
flR300996

0)»g£
i£
v v v v v v v v v
^^ tE f > *ra
i
£ •'* TI I I* * i ii § • i ill itiC U-^ £•*•<*> O
U.QS S .S 8 I
* IS £* ^ r^ ^
i.C O
/^ /-* O B CM CO CM O. O-J %J as tfl K L *« *** *glL ffi Q £ • *( ,C u. O tu O c
•
AR300997

»• 1
AR300998
Appendix BSPLP Results
AR300999

A/r ***j-t*"***s4ii-m EnvironmentalMemorandum ResourcesManagement
To: Val Jurka -. , . 855 Springdale DriveWalter Boyhan .;'..- Exton, PA 19341
(610)524-3500/- c i (610) 524-7335 (fax)From: Gary EmmanuelDouglas Shenk
Date: . 23 October 1998
Subject: ". SPLP Testing of EDM Fluff
ERM.On 2 October 1998, two samples were secured from the stockpile of fluffcomposited at the site in February 1998 for use in the Sevenson treatabilitystudy and other purposes such as analytical testing. These two sampleswere sent to Envirotech Research, Inc., Edison, New Jersey for analysis ofSPLP leachable metals.
Table 1, attached, shows the results of the SPLP analyses of the two fluffsamples. With the exception of antimony, barium and zinc, the leachablelevels of all other metals are less than the Method Detection Limits. AllTC metals were found to have SPLP concentrations well below RCRAhazardous characteristic levels. These results are very consistent with theresults from SPLP leaching of the aggregated fluff that was performed inthe Supplemental Fluff Characterization (see the letter to Steve Donohuedated 15 April 1998). As was concluded in April, these results provide anexplanation of why lead is not aproblem in the pile leachate.
A nonbor of At EnvironmentalKaounx* Management Group
AR30IOOO

Table 1Summary of Pile Composite SPLP AnalysesEastern Diversified Metals Site Operable Unit 3
Sample IDDescriptionSampling DateUnits
MetalsAntimonyArsenicBariumBerylliumCadmiumChromiumLeadMercurySeleniumSilverVanadiumZinc
Pile Composite 1Dry Solid10/2/98mg/L
0.040.011 U11.20.001 B0.001 B0.006 B0.008 B0.0001 U0.014 U0.0042 U0.0057 U
9.8
Pile Composite 2Dry Solid10/2/98mq/L
o.oi"0.011 U10.3
0.0006 U0.0012 U0.003 U0.0075 U0.0001 U0.014 U0.0042 U0.005T U
9.3
QualifiersU - The compound was not detected at the indicated concentration.B - Reported value is less than the Method Detection UmH but
greater than or equal to the Instrument Detection Limit
AR30IOO!

AR30I002
Appendix CPE Recovery Documentation
AR301003
EnvironmentalResourcesManagement
855 Springdale DriveExton, Pennsylvania 19341(610)524-3500
- (610) 524-7335 (fax)24 March 1998 http://www.erm.comReference: N2111.00.01
Mr. Steven J. Donohue (3HW22)Western Pennsylvania Remedial SectionVS. Environmental Protection Agency841 Chestnut Building 1713 \/TPhiladelphia, Pennsylvania 19107 fiKM
DearSteve: /
The meeting on 3 February 1998 provided Lucent Technologies, Inc. and .ERM with the opportunity to present the findings to date ofinvestigations into the feasibility of the remedial alternatives identifiedin the Focused Feasibility Study Work Plan for the fluff pile at theEastern Diversified Metals (EDM) Site. The intent of this letter is toprovide further detail of the findings to date with regard to Alternative3, Separation and Resource Recovery/Disposal. In particular, thefindings with respect to the feasibility of metals recovery andpolyethylene (PE) separation for resource recovery are significant andwill be the focus of this letter.
Approach to Evaltuition of Alternative 3 feasibility .
Focused Feasibility Study (FFS) efforts have been directed thus far in thefollowing areas: ; . . - • • • •
1. Assessing the acceptability of separated PE and/or metals, i.e.,identifying potential interested parties and the economics of itsdisposition; ' " -
2. Reviewing PE separation processes and how they would fitwith/ impact the processes for disposition of the other 70 to 80percent of the pile; and •
3. Identifying the costs that would be associated with separation andhandling of the FE and/or metals, including the costs for additional .activities required for handling the balance of the fluff pile.
AR30IOQlf

_. . EnvironmentalMr. Steven Donohuc ResourcesN2111.00.01 Management24 March 1998Page 2
Tlte Acceptability of EDM Metals
Discussions with vendors of metals separation technology, includingSevenson Environmental Services, Inc. (Sevenson) and PhilipEnvironmental Services, Inc. (Philip), have indicated that mere would begreat difficulty in removing aluminum from the EDM fluff and a limitedmarket for it given its oxidized state. Copper recovery on the other handappears much more likely to be a viable part of the remedy for the pileremoval. The most promising processes for practical separation ofcopper for recycling are dry processes requiring some drying of the rawfluff prior to processing. Sevenson is approximately mid-way throughthe evaluation of an Inertial Density Separation process described in our 17February 1998 letter. The results of SevenSon's work will be a principalsource of information for the FFS in regards to metals separation.
T1t£ Acceptability of EDM Potyetltyteiie
The acceptability of PE from the EDM Site is seriously impacted by the *presence of PCBs at concentrations averaging approximately 25 ppm(per the results of the Boyhan/ New Jersey Institute of Technology (NJTT) .washing study). As has been presented in the report on the washingstudy by Boyhan and NJIT, practical removal of the PCBs from EDM PEcannot be achieved. As a result the recent focus of the FFS efforts hasbeen on resource recovery, i.e., as a fuel for energy production.
The most viable candidates to receive EDM PE are waste-to-energyfacilities. These facilities take refuse and burn it for steam production.Other candidates conceivably include electric utility power plants andco-generation plants. LAW Environmental contacted the nearby PantherCreek co-generation facility in January 1997. They were informed thatPanther Creek cannot accept material from EDM because of the limitsthey have with regard to what they can burn (i.e., they are prohibitedfrom burning wastes). Public utilities face similar restrictions, real orperceived, in as much as the PE is a waste stream from a Superfund site.
Waste-to-energy facilities are in the business of burning wastes, and thusthe EDM PE is more readily acceptable to them. The separated PE is anattractive material given its heat content (high BTUs per pound) relativeto other wastes mat these facilities handle. Other wastes received withhigh fuel value are routinely blended with low BTU wastes to achievedesired heat content and processing rates. In spite of the high BTU value ^of the separated PE waste-to-energy facilities will still charge Lucent to
AR30I005
EnvironmentalMr. Stevcn Donohue ResourcesN2111.00.01 Management24 March 1998 "•""-.• , * ;;; ,Page 3
accept this material. A discount can, however, be obtained for disposalof high fuel value wastes. Based on discussions with the LancasterCounty Solid Waste Authority, this discount is anticipated to be on theorder of $10 to $20 per ton.
Based on industry contacts made thus far, a discounted tipping fee forthe separated PE at a waste-to-energy facility can be expected to be in arange from $50 to $60 per ton. The best cost found from such a facilitythus far is therefore equal to or marginally above available tipping fees•for disposal of a stabilized (de-characterized) waste at a residual wastelandfills (e.g., $40-$50 per ton), which are the competitors of the waste-to-energy facilities.
Polyethylene Separation Costs
PE separation processes were tested by The Macleod Group (Macleod) 'and Philip. The effectiveness of their processes, in terms of the amountof PE recovered, is very similar. The extrapolation of their testing resultsto full scale processes at the EDM Site has been explored withrepresentatives of those two firms to identify capital and operationscosts, process rates, associated waste generation, and impacts onprocessing the other pile components for disposal or recycling.
The benefits of PE separation are a reduction in the total volume oflandfill disposal from the project and the energy that can be produced.However, these benefits are not economically viable. Using stabilizationand disposal (without FE separation) as a baseline for comparison, theadded costs for PE separation include the following: . .
r - ' .' ^. . ' " '. •
1. The difference in disposal cost (tipping fee at the receiving facility)between a landfill and a waste-to-energy facility;
2. Separation equipment capital costs;• • * , ' • , • ' " " •
3. Site preparation costs, including protective building and staging .areas;
4. Separation equipment operations and maintenance costs;
5. Electric power usage; >/;•.
6. Costs for additional labor to operate the FE separation processes;
; AR30I006

EnvironmentalMr. Steven Donohue ResourcesN2111-00-01 Management24 March 1998Page 4
7. Waste water treatment costs; and
8. Costs for drying and other handling measures for the remaining pileconstituents made necessary as a result of the wet PE separationprocess. ' • • • . . . •
The Macleod and Philip (Waxman) processes are similar in terms of thecapital expenses. Representatives of both firms recommended systemswith throughput in the range of 5,000 to 10,000 ibs. per hour. The capitalexpenses for systems equipment are in the range of $500,000 to $750,000for a 5,000 Ibs./hr. system and $800,000 to $1,200,000 for a 10,000 Ibs./hr.system. Site preparation costs, including a protective building andstaging areas, would add further to the capital costs for PE separation.
Operations and maintenance costs may also be expected to be similar forthe Macleod and Philip systems. Equipment O&M, excluding energycosts, are expected to be approximately $60,000 and $80,000 per year for5,000 Ibs./hr. and 10,000 Ibs./hr. systems, respectively. At theseprocessing rates and capital costs, 24-hour per day operations would beanticipated. Electrical power usage has not been identified for the PEseparation equipment or associated processes (e.g., materials drying orwaste water treatment), but would add further to the above operationsand maintenance costs.
Both the Macleod and Philip PE separation processes would require theaddition of two laborer/ operators at a minimum* An analysis has beenmade of the labor costs associated with PE separation. Using ERM' scurrent estimate for the mass of the pile, 185,000 tons, and assuming theseparation process goes on 24 hours per day, seven days a week, for 90percent of the year, it will take 9.4 years to process the pile at 5,000 Ibs*per hour and 4.7 years to process it at 10,000 Ibs. per hour. The labor costfor two men is calculated by multiplying the hourly rate for each by thenumber of hours required to process the pile mass. At a conservativelylow average labor rate of $40 per hour, laborer/ operator costs are $3.3million and $6.6 million for 10,000 Ibs./hr. and 5,000 Ibs./hr. systemsrespectively.
Macleod and Philip differ on the amount of waste water that would begenerated from system blowdown requiring treatment Philip believesthat a system in this throughput range would generate as much as 150gallons per minute of waste water requiring treatment in order mat the -quality/characteristics of the water used in the floatation bath remains
. AR30I007
EnvironmentalMr. Stevcn Donohue ResourcesNZ111.00.01 - v Management24 March 1998 'Page 5
satisfactory for the separation process. In contrast Gary Volger,formerly of Macleod, suggested in a recent conversation that processingthe fluff would produce about three gallons per minute of drag-out asthe pile constituents are removed from the flotation water system. Hefelt that this "blowdown" and the subsequent fresh water make-upwould be sufficient to maintain the necessary quality of the flotationwater. We have serious reservations about the adequacy of adding only3 gpm make-up water when processing portions of the pile with high .clay and/ or silt content Philip has suggested that the capital costs forwaste water treatment facilities would be on the same order ofmagnitude as me separation equipment We believe that a reasonableblow-down rate will probably fall somewhere between three and 150gallons per minute. However, this could only be confirmed after adetailed study of the process.
Both the Macleod and Philip systems are wet systems. Therefore, therewould also be some added cost for drying the other pile materials inpreparation for copper recovery, stabilization and/or loading for landfilldisposal. Draining and evaporative drying would likely be adequate,.requiring a staging area and time, except for periods of rain and highhumidity and winter months when freezing and low evaporation rateswould inhibit drying.
The attached tables have been developed to summarize the costs toseparate PE from the balance of the pile at EDM. As shown in thesetables, the cost per ton of PE processed has been computed forprocessing rates of 5,000 and 10,000 Ibs. per hour using the percentagesof PE recovered by LAW/Lockhead, Macleod, Philip and Boyhan/NJTT.Clearly the more PE recovered by separation, the lower the cost will befor each pound/ ton of PE recovered. To present the most optimisticpicture of PE separation costs, the highest estimated FE content of thepile (as determined by LAW/Lockhead) of 30.5% on a dry basis has beenUsed. • , ' ' • ' • • - . • • - ' • • - _ ; ; v . ' . . : " . . •
As you will note in the attached tables, the labor cost alone comes toalmost $80 per ton at the 10,000 Ibs. per hour processing rate and $160per ton at the 5,000 Ibs. per hour rate. Thus, tiie labor costs alone exceedthe most pessimistic estimate of the cost to dispose of fluff as a stabilized,non-characteristic residual waste. Adding in the other costs identifiedthus far, and using the optimistic end of the range for each item, the totalcost for separation and resource recovery of PE exceeds the cost forstabilization and disposal (landfill) of the same mass of material by a
/ AR30I008

EnvironmentalMr Steven Donohue ResourcesN2111.00.0l Management24 March 1998Page 6
factor of at least two under cost conservative assumptions, assumingtransportation costs to be equal.
Oilier Factorytonpacts
The purity of the separated PE is a concern to receiving facilities. TheLancaster County Solid Waste Authority waste-to-energy facility haslimits on the quantity of chlorine that can be burned. The Authoritywould blend the separated PE with municipal and industrial wastes toachieve a combined heating value of approximately 10,000 BTU/ pound.The Authority has also indicated that they want the combined feed tocontain no more than 1% chlorine in order to meet air emissionsrequirements. Philip indicated that their process achieves .95 percentpurity in the PE separation and that the majority of the impurity in theEDM material would be polyvinyl-chloride (PVC), which is 50-60percent chlorine. Based on this estimate, the total chlorine content of the*separated PE would be 2-1/2% to 3%. Therefore/ the separated PE canonly be blended to make up 30 to 40 percent of the total incinerator feedstream. Tight quality control on the PE separation process would berequired to keep the FVC content within limits acceptable to thereceiving facility.
Analyses of separated PE and PVC have revealed that PCBs areconcentrated in the FVC, with significantly lower levels in the PE.Removing PE from the pile material risks increasing the amount of pilematerial that demonstrates TSCA regulated levels.
Conclusions
As shown by a determination of the irreducible labor cost alone, PE .separation for resource recovery would add significantly to the cost ofthe Site remedy. Adding in the other costs identified thus far, and usingthe optimistic end of the range for each item (i.e., the assumptions thatare the most favorable for PE separation), the total cost for separationand resource recovery of PE exceeds the cost for stabilization anddisposal (landfill) of the same mass of non-segregated fluff by a factor ofat least two under cost conservative assumptions*
Tied closely to the costs for separating PE from the pile is the timerequired for the separation processing. It will take from 2 to 5 timeslonger to remove the fluff pile with PE separation than to remove thepile with stabilization and disposal only. Hence, there are schedule
flR30!009
EnvironmentalMr. Steven Donohue ResourcesN2111.00.01 ,. . • Management24Marchl998 .Page 7
impacts related to the additional time required for processing in additionto the capital, O&M and labor costs.
In light of the above, Lucent and ERM do not believe that PE separationis a viable part of the overall Site remedy. There appears to be little orno actual environmental benefit derived from incineration of 20-30percent of the pile, in lieu of disposal in a landfill, to justify the verysignificant additional time and costs involved.
Conversely, recovery of copper from the fluff pile for true recyclingappears to be potentially viable. Testing currently underway willprovide much of the information needed to complete an evaluation ofthis remedial technology for the FFS. Indications are that Sevenson' swork will provide real quantification of the value of recoverable EDMcopper. Further, a process for copper recovery will have been fullyevaluated, providing recommended processing rates, capital equipmentO&M and labor costs, and recovery rates.
These are our initial findings. In light of these result with respect to theviability of PE separation, we intend to focus our attention, movingforward/ on exhausting sources with possible interest in separated PEwho might accept the material at no cost to Lucent; or pay for thematerial (including transportation). We will ultimately present furtherevidence in the FFS that very significant cost and schedule impacts willbe experienced if PE separation is required as part of the Site remedy.
Should you have any questions in regards to the above, please feel freeto contact me or Val Jurka. ;
Sincerely, 4 . . - . . - •
.Emmanuel, P.E.rct Director
cc: Val JurkaWalter BoyhanMeg MustardMimi BoxwellDavid SteeleDouglas Shenk
AR30IOIO

N
x »-«(.' a siI * r 1 . - li
1 8 I i l l H
s ? ?_,<fllS3> &
3
I
um §11
!53
m tf)
I • 1 i
3wo1?! s H si: H K a «?« ™ ™ H e o. Ha__ x^
I
!1
fl«iit< Jijlll •
!n 1 i-iis
X - ——— -—— - »
ii ! i ]i !
ftR30iOH
I:
IE |Sa1ti!
iI J IIP 11*£ I ll - "*- "'
u M1« 511 i•n V te A I •

Q ^i *? Si • B' s
1
S
! S S 5?S • fi fl» O
a - * I*
SI § I I
O *0 KT IP 9 fi fi ® 9 0 O B ' fi Q
86 sc • • 5 » £ I S'
S
I
S
i ui l|f{{i >§11 «li 1 :liil
I II
S ISn h« ** i
i *
AR30IOI2
I
Illillu E.8 • F
I - 5
* 1 a r •* B uKilfi S3
i-
I

AR30I013
D|'."••'. I
Appendix DCopper Recovery Documentation
AR30IOIU

MemorandumManagement
To: Eastern Diversified Metals - FFS File (N2111.00.01) 855 Springdate D .Exton, PA 19341
Fromr Doug Shenk and Gary Emmanuel (610) 524-3500(610) 524-7796 (fax)
Date: 27 July 1998
Subject: Copper Recovery Summary
This memo has been prepared to summarize the inquiries andinvestigations of copper recovery performed for preparation of the FFS.The following is been prepared in chronological order dating back to the12 April 1996 treatability study performed by Philip EnvironmentalServices (Philip).
1996 Philip Treatability Study
Metals recovery from composite samples of EDM fluff was evaluated andresults presented in the 12 April 1996 treatability study performed byPhilip/Waxman. An electrostatic process was used to separate metalsfrom the fluff material. The electrostatic process was developed byPhilip's Metal Recovery Group formerly Waxman Resources Inc.(Waxman Process). The steps included size classification, debris removal,drying, aspiration and electrostatic separation. The electrostatic process istypically operated 24 hours a day at a rate of 3 to 5 tons per hour.
The high percentages of moisture and soil in the fluff material requiredpre-treatment washing (for removal of soil) and drying steps prior to theelectrostatic process. The fluff was processed at approximately 1 ton perhour and could not be processed at a higher rate due to the moisturecontent. The metals recovered from the process were then weighed andthe remaining fluff material was further processed for plastics separation.
A material balance calculated for the process determined thatapproximately 1.9% of the fluff material could be separated intoaluminum and copper (250 pounds of combined aluminum and copperseparated from the initial 12,820 pounds of fluff material = 1.95% orapproximately 3% on a dry weight basis).
Some reasons provided by Philip for the poor performance of theseparation process are as follows:• The sample was collected from a small portion of the pile and was
not truly representative of the pile; and
AR30IOI5

P A G E 2
• Significant snow was collected with the sample which may haveincreased the initial moisture content of the sample.
The mixed aluminum and copper (mixed metals) are typically rerunthrough a gravity table to increase the purity of the two streams. Themetal streams resulting from this process would then be sold into theprimary metals market (smelters) for refinement into copper andaluminum. v - ,
1996 Law Follow-up of Philip Study
Law Environmental (Law) further analyzed the mixed metal separatedfraction to determine the breakdown of metals within the mixed metalsample. The metal assay determined that only 43.9% of the 3% (dryweight) was actually metal of which 63.8% was aluminum and 34.2% wascopper. These results equate to less than 0.5% of recoverable copper inthe OU3 material using the Philip/Waxman process as tested.Surprisingly, the mixed metal sample had a total FCB concentration of 46'ppm (likely due to the 56.1% nonmetal portion of the separated material).
1993 Follow-up Discussions with Philip Regarding Qn-Site Copper Recovery' • -• .-' - _: •• {^ - , ; •
Philip evaluated an electrostatic metal separation process forimplementation on the EDM site. It is estimated by Philip that the systemwould be able to recover approximately 50% of the available copper fromthe pile. An expected processing rate of 5,000 pounds per hour or 10years to process the fluff pile assuming 24 hour a day operation. Theinstallation cost was estimated at $500,000 to $750,000 plus labor, power,and O&M to operate for the duration of the project. The separationprocess could be expanded to increase the process rate to 10,000 poundsper hour, but this scenario would still require approximately 5 years toprocess the fluff pile. The Philip separation process requires a baghousefor particulate removal.
1998 Sevenson Study
Prior to the 1998 study, Sevenson Environmental Services, Inc. (Sevenson)evaluated an inertial density separation process and determined thatamong the constituents in the pile, copper Was the most favorable forseparation. Sevenson then offered to focus their process on copperrecovery, to evaluate the quantity and quality of the recovered copper anddetermine the potential value of recoverable metal in the fluff material.
AR30IOI6

P A G E 3
On 27 and 28 January 1998 ERM collected a sufficient volume ofrepresentative fluff material for evaluating the feasibility of stabilization ^and recovery of residual metals (aluminum and copper) from the pile.Approximately 6 cubic yards of fluff material was collected from theupper 16 feet of the pile at 12 locations distributed across the footprint ofthe pile. Of this 6 cubic yards of fluff, ten 55-gallon drums were filledand transported by Sevenson to Waste Stream Technology in Buffalo,New York in part to perform a treatability study on the feasibility ofseparating residual metal that exists in the pile for potential sale in thecopper market
The Sevenson metal separation study verified that aluminum recoverywas not feasible but concluded that copper recovery remained a feasiblealternative. Based on estimated pile size and recoverable copper contentin the samples evaluated, Sevenson estimated that a multi-step on-siteseparation process would result in approximately 6,800 tons of a 30percent copper enriched stream which could be sold to a secondary \,processor for further copper separation and recovery. The interest level ofpotential secondary processors in the 30% copper concentrate was mixed. ,Some had no interest at all. The potential purchasers interested in the "concentrate would require a pilot scale quantity of material prior toentering into a contract for the material If a 100% recovery of the 30% >.copper enriched stream is assumed, 1.5% of the pile mass is recoverablecopper. This system recovers approximately one-third of the residualcopper that is estimated to exist in the pile, the remaining copper is notrecoverable. Sevenson's proposed processing rate is 600 tons per daywhich equates to approximately 1 year to process the fluff pile assuming24 hour a day processing: This process could also incorporatestabilization as an initial step without significant difficulty.
PCB analysis of the 30% copper enriched stream resulted in a total PCBconcentration of approximately 95 ppm, this high concentration ispresumably due to the PVC content in the copper enriched stream.
The cost of providing this separation process on site was estimated at 1.7million dollars. Sevenson indicated that providing a secondaryseparation process on-site to refine the copper enriched stream toapproximately 90% would have additional capital cost of approximately23 million dollars. This secondary step would be cost prohibitive due tothe relatively small amount of copper in the pile and the present marketvalue of copper.
AR30IOI7

P A G E 4
Contact with Hamos - On-Site Copper Recovery
Hamos USA, Asheville, North Carolina, specializes in metal and plasticrecycling. Hamos was also contacted to determine if there were othercopper recovery processes that could be fully implementable on-site andcapable of generating a 90% or greater (smelter-ready) copperconcentrate. A 90% copper concentrate is of sufficient purity that it couldgo directly to a smelter for recovery. Hamos responded with a 10 ton perhour process which included screening, turbomilling (reducing theparticle size to between 0.1 and 0.2 mm to liberate imbedded copper from .insulation and remove oxide and carbonate film on the surface of the ,copper particles), followed by electrostatic separation. An optimisticestimate of approximately 80% of the residual copper in the fluff pilecould recovered in the form of a 90% copper enriched stream. The cost ofproviding this separation process on site was estimated at $400 per hourwhich would result in a net loss of $84 per hour or $1.5 MM over the 3year project duration at current copper pricing.
Contact with HELPER :
HELPER is a TSCA permitted metal recovery facility located in Madison,South Dakota. HELPER was contacted to evaluate the acceptance of the30% copper concentrate generated using the Sevenson on-site separationprocess. Because HEIFER is a TSCA permitted facility, the total PCBconcentrations (> 50 ppm) in the 30% copper concentrate would not be ofconcern. After presenting the EDM pile characteristics, HELPER alsopresented an on-site copper separation process that would result in a 90 to95% copper enriched stream. In order to increase the typical fluffprocessing rates, and reduce the overall project duration from the typical5 to 10 years, HELPER suggested operating 3 separation unitssimultaneously which would result in a best case duration of 20 months toseparate the pile material. The anticipated installation and labor foroperation was estimated at 3.5 million dollars. .Because of the purity ofthe copper stream, it is anticipated that the separated copper could be sentdirectly to a smelter with no TSCA implications. HELPER would bewilling to evaluate their process if a sample of the material were to bemade available. - v.-.';'>
Summary •;:• *• ::",', . ' • ' ' , . . ", '.
There is a general consensus from the metal recovery experts noted abovethat separation of the residual copper in the fluff pile is technicallyfeasible. Those who have been provided samples of the fluff material to
RR3010I8
P A G E S
evaluate have realized several characteristics of the EDM fluff materialthat limit process rates and likelihood that copper recovery is economicfeasibility. These factors include: high soil and moisture content, copperembedded in insulation, the weathered condition of the metal, and PCBcontent. Certainly the variability in the condition and characteristics ofthe influent stream will be greater than represented by the compositesamples that have been tested to date (especially adding in weather andseasonal effects.
Those who rely on electrostatic separation, a common metals recoveryprocess (Philip, Helper, Hamos), commonly suggested that practicalprocess rates would be in the 5/000 to 10,000 pound per hour range.Sevenson's inertia! density process has a more appealing process rate forthe EDM Site. If the whole pile needs to be processed for copper recoveryto be cost effective, the chosen process will dictate the progress rate o ftheentire remediation.
An examination of total available copper content using percentage values t-obtained from 25 analyses of composite fluff samples performed bynumerous investigators reveals an average copper concentrate of 3.82% ofthe pile by dry weight The data suggests that with 95% certainty, theavailable percentage is no more than 458%. From the evaluations , ,performed on the fluff material, the amount of recoverable copper in thepile is between one tenth and one-third of the total copper content, whichequals 0.5 to 15% of the estimated total pile mass. The low coppercontent and recovery is not a surprise given the fact that metalsreclamation was the process that generated the fluff pile and the morereadily separated copper has already be recovered.
The PCB content of the separated copper is greatly influenced by the .percentage of impurity (PVC is the predominant impurity in the copperstream because of its higher density relative to the other pile components).The Sevenson 30% copper concentrate has PCB concentrations above the50 ppm TSCA limit The EPA TSCA office in Washington, D.C wascontacted for an interpretation of the TSCA regulations regarding the off-site handling of the copper concentrate. At the writing of this memo, noanswer or interpretation has been received. Copper recovery expertsinterviewed did not apparently share EPA's and HELPER'S concern thatthe concentrate would need to be handled at a secondary recovery facilitywith a TSCA permit, presumably because it is being handled for resourcerecovery, not treatment or disposal
AR30IOI9
P A G E 6
The feasibility of separating copper appears generally unfavorable as aresult of the following factors:• The uncertain percentage of total metal in the pile;• The low percentage of recoverable copper relative to the total pile;• The low value of secondary copper in the market (currently at a 10
year low);• The likely expanded project duration due to this component relative
to anticipated rates for disposal alone; and• Potential limitations on how and by whom the processing can be
performed because of TSCA implications.
ftR30!020

AR30I02I
• • - .

Appendix EDetailed Cost Estimates
RR30I022

APPENDIX E DETAILED COST ESTIMATES
This appendix presents cost estimates for the remedial alternativesdeveloped in the FFS. It should be noted that the costs presented hereinare engineering opinions of potential costs, which have be developed toprovide general order-of magnitude estimates for planning andcomparison purposes.
E.1 GENERAL APPROACH
The cost estimates have been developed using the criteria presentedbelow.• Quantity estimates were obtained from surveyed site maps, figures,
previous records, and engineering judgments (as presented below);• Unit costs were generated from recent contractor bids/specialty
contractor quotes, published cost data with site-specific adjustments,and similar project costs; and
• A discount rate of 5 percent after inflation was assumed for the present*worth analysis of the operation and maintenance (O&M) costs. A 30-year O&M period was assumed for site inspections, maintenance andmonitoring.
E2 GENERAL EXPLANATIONS Of COST CATEGORIES
The cost estimates were divided into the following categories to facilitatecost comparisons between each alternative.• Design/Agency Approval cost includes work plan preparation and
detailed engineering design of the selected remedy.* Site Preparation/Improvement cost includes erosion and
sedimentation controls during remedy implementation, upgrade ofsite roadways, storage areas and other miscellaneous constructionitems.
• Project Implementation cost details the significant components of eachremedial alternative.
• Oversight/Quality Assurance cost includes resident engineeringoversight during the construction phase of the project
• Site Restoration cost includes soil cover placement and seeding forpermanent stabilization of the Site.
Em E-l BASTEBN WVERSDTED
AR3Q1023

E.3 GENERAL EXPLANATION OF QUANTITY ESTIMATES
Explanation of. some of the quantity estimates are presented below:• The area of the existing pile footprint is 73 acres, with fluff volume
calculations based on modeling of the underlying soil surface(developed from soil boring data) with pile surface data. The fluff pilevolume is estimated at 250,000 cubic yards. Debris (e.g., wood, metal,unprocessed wire, etc.) has been estimated at 10% of the pile volume or25,000 cubic yards. •"'"•"' .
- . : !'• - ':••.•' ' . ••' '» •* The average unit weight of the fluff material is estimated at 0.75 tons
per cubic yard. This estimate is based on laboratory testing andprevious disposal activities. Because of the stabilization additives,costs for Alternatives 2,3a and 3b includes a 5% bulking factor on allstabilized material.
: - ,* !i. i - -.,'. ~• Each alternative includes consolidation of perimeter soils with total
lead concentrations above 1,000 ppm. While it is not anticipated thatperimeter soils will have concentrations above 1,000 ppm, aconservative estimate of 2,000 cubic yards has been applied to eachalternative estimate. ;, '-
• Each alternative provides site restoration (permanent vegetation) overall disturbed areas, estimated to be 14 acres for Alternatives 2,3a and3b, and 15 acres for Alternative 6.
•- The conceptual grading plan for Alternative 6 (standard cap) indicatesthat an area of approximately 11 acres is required close the fluff pile inplace. Based on preliminary cap design calculations, approximately42% of the fluff pile would require regrading.
E.4 ADDITIONAL NOTES• Each alternative includes consolidation of non-hazardous site soil and
debris. The consolidation areas in Alternatives 2,3a and 3b arecovered with geotextile and a vegetated soil cover, while Alternative 6consolidates the material under the low permeability cap.
• The soil cover component (consolidation area) has been developed togenerally meet the landfill cover requirements of the PADEP ResidualWaste Regulations.
• The cost for transportation/disposal of the stabilized fluff assumes thata permit modification can be obtained at a Pennsylvania ResidualWaste landfill, to allow for disposal of material with PCBconcentrations above 50 ppm.
KM E'2 IA9TESNmVBRSn<IEDMETAUSnE/N2iaOam>l/ll/00
AR30J02I*
» The unit cost for material processing/treatment presented is anestimated average cost that is considered to be generally applicable toeither in situ or ex situ stabilization. Only in situ stabilization isconsidered in this FFS due to ARAR considerations.
• Alternative 2 assumes a 1-year design phase and 1.5 year remedyimplementation phase. Two full-time resident engineers have beenassumed for the duration of remedy implementation.
• Alternative 3a assumes a 1-year design phase and 6 year remedyimplementation phase. One full-time resident engineer has beenassumed for the duration of remedy implementation.
• Alternative 3b assumes a 1-year design phase and 2 year remedyimplementation phase. One full-time resident engineer has beenassumed for the duration of remedy implementation.
* Alternative 6 assumes a 1-year design phase and 1 year remedyimplementation phase. One full-time resident engineer has beenassumed for the duration of remedy implementation.
* Each alternative presents operation (temporary or long-term) of thesite treatment plant (STP) for all leachate/shaUow ground watercollected. Alternatives 2,3a and 3b assume 5 years of post remedyoperation of the STP, during which time attainment sampling will beconducted to facilitate final shutdown of the treatment system.Although conservatively presented in the cost evaluation, long termoperation of the STP is unlikely. An evaluation of the feasibility ofdirecting all collected leachate/ground water to the municipaltreatment authority via a pumping station will commence followingremedy implementation*
• Alternative 6 includes shallow ground water monitoring from 4proposed perimeter wells (1 upgradient and 3 downgradient),occurring at the frequency presented on the cost table. The groundwater samples will be analyzed for site-specific metals and semi*volatiles. • '
ERU E-3 EASmNDIVERSIFIBDUBTAUSni/haUZmOl.1/11/00
AR30I025

Table E-I • - - i - t y ; ., ., • • . . : . - ' / . 4'',;- - -Cost Analysis • Alternative 2: On-Site Stabilization and Off-Site Disposal (1-year Design/1.5-year Implementation)Eastern Diversified Metals SiteHometown, P A ' , ' • „ „ .
ComponentsDttignl Agency Approval ,
Remedial Action Work Plan PreparationContractor Bidding/SelectionDisposal Bidding/ Approvals . .Agency Negotiations/Revisions/Approval
Site Preparation/Improvements , .Erosion «nd Sediment ControlsSite Preparation (Process/Stockpile Area Clearing at Grubmg)Additional Fence end GatesRoad ImprovementsDrainage Improvement*Gravel LotsDeconPadTruck Scalt
' Water Supply
Project Implementation ( • .Mobilization of Stabilization EquipmentSet-up of Stabilization Process ,In situ Stabilization of OU3 MaterialExcavation/Handling of OU3 MaterialDebris Segregation (10% of OU3 Material - essumed suitable far closure on site)Transportation/Disposal of Stabilized Material (Non-Hazardous at Generation) uConsolidation of Segregated DebrisConsolidation of Pile Perimeter Soil/Fluff MaterialConsolidation of Runoff Basin Material (4' depth, 1.15 ac.)Compaction of Consolidated Material for Soil Cover . • ; -'Geotextile Separation Layer (Consolidated Material -assumes maximum 10 foot pfle height)Soil Cover (13 foot thickness • topscil end vegetation included in site restoration)
Ootnight/QualttyAuunoKf ,, *Post Stabilization Sampling/Aiialysls(lsunple/2SOcy)1 .Post Excavation Soil Sampling/ AnalysisResident Engineer* (2 full-time for duration of remedy implementation) *
*
Stte RestorationTopsoil («" over 14 acre footprint) .Topsoil GradingPermanent Seeding
Capital/Implementation SubtotalContingency (30%)
Quantity
1111
111111111
11 .
187500250,00025,000178,12525,0002JQOQ7,42134,421120X4196,712
9451002
11,29311,29367,760
Units
LS15'LSLS
1515151515LSLS15LS
LSLStonscycytancycycycysfcy
SampleSampley
<yey*y
Unit Cost
$100XXX)$20,000$20,000$20,000
ttAOQO$40,000$25,000$30X100$15,000$10X100$25X100$45,000$10,000
$40,000$40X100$20$6
• $2$50$6$10$15$3$03$12
$20011,000$500X100
$20$5$1
Component Coat
$100X100$20,000$20,000$20X100$160,000
$40X100$40X100$25,000$30,000$15,000$10X100$25,000$45X100$10.000W40XWU ^
$40,000$40X100$3750X100$1300,000$50XXX)$6,906,250 -;.$150X»0$20,000 •'$111320 '$103,264 ~$60,409$80346
$14,812,000
$189,000$100X100$750X100$IXK»XX»$225367$56,467$67760$350.000iiMoxooo$4.980,000
Total Capital/Implementation Cost ~ ' ' $2X58X000
Operation and Maintenance Components Duration Annual Cost Present Worth*Annual Op*r*tiom nut Maintnunc*
Site Treatment Plant Operation and Maintentance (auumes operation lor 5 yean beyond me 1-year design/13-year remedy implementation period)Treatment Plant Bectridty , 7.3 yem $9 00 $58 00Waste Water Treatment Plant Operation/Oversight ., . • . 7Jye»n $140X100 $858X100Ion-Exchange Resin Replacement . 7Jy*tn flSJOQO 991J900
Consolidation Area Maintenance/Mowing___________________'_______________30yeer» $10,000 $153,700Present Worth OccM SubtotalContingency (30%) . - - . , .-: ., ., . ,
$U6 400$348,700
Total Discounted Present Worth O4M Coat . $131X100Average AnnualOecM Cost (A/P for 30 jwam«S%> • • »9«JOO
Total Present Worth Alternative Cost ) $23X»2XW .1Note*:1 C umlity values include a 5% bulking factor accountmgteStabQ2 Tot Pment Worth I o Coil-t !X»OUTSCA-di»po ($120/tooTtD)i*r2 Total Present Worth Inject Cost «$49XI11XX)0 If TSCA lisposal ($200/tonT&O) is required.3 ResideMEnghiecroomportentlndud HealraandSa£trym<«itorin4 A discount nttec 5X after in tknwuaisuined for me Present Worm ar ysi*.
AR30I026

Table E-2Alternative 3a: On-Site Separation/Resource Recovery (FE), and Off-Site Disposal U-yr Desigh/6-yr Implementation)Eastern Diversified Metals SiteHometown, PA
ConponcMaV
DtnfttAftHCy A$pf996m - . . "
Final Deriiri/Puol StudyRemedial Action Worii Plan PrepantkMiContractor Biddrng/Setacoo*DispoM) Bidding/ ApprovalsAgency Net/*UUoM/RevMom/ Approval •
Sin JTISMJ Mf HHulatpi WMMH*Erodon and Sediment ControlsSite Preparation (Prooeas/Stodcptlt Area Clearing tt Grublng)Additional Fence and Gate*Road Improvement* •Drainage Improvement}Gravel UnaDeconPadTiuekScaleWalsr Supply
Project Impl*mi*t*Ha*Mobilization of Stabilization EquipmentSet-up of Stabilization ProcessIn SHu StabUsatkn of OU3 Material (OJS tona/cy)Stpanilon Pad ConttructtoftSeparation Equipment PurchaM and InstallationExcevattan/HandUngofOUaMataial
PH Separation Labor (2 laboms- 4L23Q hows at Operation)PB Separation Equipment OetMWarts Water Treatment (190 gal/hour)Tram/Disposal of Recovered PB at WTB facilityT «r»FKMt»tk«/Dtspc rfStibffll«dM*t« ial( too-H u• dc«• G« « 0(OuConaoUdation of Segregslsd Debris-ConsoUdaHoii of Pile Perimeter SoH/nuff MaterialConsolidation of Runoff Beam Material (4* depft, 1.15 ac.)Compaction of ComoUdatad Material for SoU Cover
SoB Cover (15 foot mkfcmes-topioa and vegetation Included tattle restoration)
OvtnigkttQMlity A tmmmnPoafStablHzatlon SampUng/ Analysis a *ample/250 ey) 'Pott Excavatton SoU SampUng/ AnalystoIU*idfrntEngiMeis(lrull iimforduntionofftmedyimpIeinentott
SittRuter*H«*Topioil (ff* over 14 acre footprint)Topsail GradingPennanent Seeding
CapUal/ImpIemmtattasi S«btolalContlngenqr (30%)Tntd rMtttal/limilnwnitHm CMS
Compoaee*
Quutily
t1111
1 .1t11111t
11
1874X1011
250X10025,000B2JOO5 .
6,187,50035,000140,438 ,25X100ZOOO7JOI34 2112031*6712
94$100«
11,29311J9367.7(0
Units
15LSLSLSLS
LS1515LSLSLS15LSLS
15LSton1515«ycy
Labor Hoursvw
gallons. toft
Ion<Tcy<7«yttCf
SampleSampley
<y«y•y
DoratioB
UnltCoet
$75,000$100X100$20X100$30X100$25X100
$40X100$4)XUO$25X100$30X100515,000$10,000S25XXX)ttsjoaoS10XXX)
$40XX»$40,090$20
$60X100$noxx»M$2$10
$80,000W.10$80$50H$10$15$3$05S12
$200$1,000$300X100
S30ssSI
AnmalCoet
Component Cost
$75XMO$100X100$20X100S30X100$25)00$250X100
$40X100$40,000KSJXO$30X300115X100510,000$25X100$45X100$10X0)9240,000
$40X100$40X100$&750X>00$60X100ssooxnonjsaojmtsojtm$3JOOXX» ''$400XNtt ;,$618,800 f$2800,000 *$7X121,900 -f$i5oxno$2oxxn$111,300$103,300$60,400$80,500
$20906XXX>
$189XX»$100X100nxtooxiooJZOWAWO
$225,900$56,300«7 00S35OOOO$33,638,000$7,151 £00*30,9seVOO»
PrtMMVVefltk*Ammrnfl OptrmtJa* tmtl MmiMttmatef
TraatmeMPUntBlecMdt)r Uytant $9 00 $85,100WavltWalerTnatnieftnaMOperatlon/OvenigM Uvest* $140X100 $U40,MOloft-Btthani* Resta Replacemenl 12 yvan 115,000 1132,900
$10JOD_____$153.700Preeestt Worth OfcM SvMotatContingency (30%)Total Diamante* Prcvea* Worth OetM CoatAvenge Aumal OiM Cost (A/P fee M yeats • 5VTotal Preset* Wertfc Alternative Cost
$483,800
SUMO*1 $33,032.000 I
Note* '. . • '.. •i Quantity value* todude a 3% bulking factor actotMiBng far >iabUiiatton material2 Te4*lPrt«ntWorthPro Coit.J4X913XOO«T9CAsltopo ($120/te»»T4D)torequ2 Total Present Worth Project Co* - $54448X100 tfTSCA-dbpossl ($200/lanT«tD)ta required.3 gMtd«i<Er insucoinponemmdudesHealft and Safety oKritorintaMof4
AB30I027

TableE-3 . . - • - - - . . ' r • ^ ' - • , - - ' - tAlternative 3bi On-Site Separatton/Resouice Recovery (Copper), and Off-Site Disposal (1-year Design/2-year Implementation)Eastern Diversified Metals SiteHometown/PA • "• '.
Component*___________ . __________ _______Quantity___Unit* Unit Cort Component CertDuign/Agency Approval "... ., '• -, - \_ •
Pinel Design/Pilot StudyRemedial Action Work Plan PreparationContractor Bidding/SelectionDisposal Bidding/ApprovalsAgency Negotiations/Revision*/ Approval
$315,000SUt PrtparatiOH/ImproMmtHtt
Erosion and Sediment ControlsSite Preparation (Prooess/SlockpUe Area Clearing et Grubing)Additional Pence and Gale*load ImprovementsDrainage ImprovementsGrave) LotsDeconPadTruck ScaleWater Supply
15 $150X100 $150X100LS $100,000 $100,00015 $20X100 $20,000LS $20X100 $20,00015 $25X100 $2SXX»
LS $40XX» $40,000LS "$40AM- S40XKX)LS $25X100 $25X100LS $30X100 $30X100LS $15X100 $15X10015 $10X100 $10X10015 825X100 825X100LS 845X100 $45,00015 $10X100 $10,000
-. ' ' $240XX»' - .' •
Mobilization of Stabilization equipment 1 LS $40X100 $40000Set-up of Stabilization Process 1 LS $40,000 $40,000In Situ Stabilization of OU3 Material (0.75tcro/cy) ' 187JOO ton $20 $3,730,000Separation Pad Construction 1 15 $60,000 860,000On-Si to Copper Separation StHip and Operation . 1 LS $1700,000 $1,700,000Excavatlon/Mandlliig of OU3 Material , - 250X100 cy 86 $1,500,000l>bri«S repaon{10%ofOU3M«tCTUl-««urMd»iilUbkfordowr«onaitt) 25,000 cy 82 850X100Transportation of Recovered 30% CU Concentrate to Secondary PadUty (6800 tons) 340 load 81,960 866MOOTransportation/Disposal of Stabilized Material (Non-Kazardou*atGencntlon)u 170,048 ton 850 88502 00Consolidation of Segregated Debris 25,000 ey 86 5150X100Consolidation of Pile Perimeter Soil/Fluff Material ' WOO ey 810 820X100 .Cor«)Udallane<Kiiiw«Ba*taM«ten (4'de[>m,1.15ac.) 7,421 cy 815 $111,300Compaction of Consolidaled Material for Sofl Cover , 34 21 cy 83 8103,300Geotextile Separation Layer (CoMaUdatedMaterUl-assiiom maximum 10 foot pltehdght) 120319 af 805 860/400Soil Cwtr(lJ foot mk±n - top«HI ar T«grt«aon inchxied mi*»rertontion) 6712 cy 112 880500
Port Stabilization SampUng/AnalyaUd sample/250 cy)1 ,v 945 Sample 8200 8189X100Post Excavation Sc41S«Apliflg/Analvsls 100 Sample 81XXX) 8100,000Resident Engineer* (2 hdHiine for duration of remedy bnpleinentation)* ' 2 yr 8500XXX) $1 JQOJQO
TopsoU (6- over 14 acre footprint) 11JM cy 820 8225,900TopsoU Grading 11 93 cy 85 856500Permanent Seeding , , , . <7 w ^ fl 867JOO
____________ ____________ ; __________ _^^___ J350JOQ**Capital/lmpiementatioa Subtotal SU,028XN»Contingency (30%) ... . . '.__•_._.. •_....... '_...... ______ 85 J08XXX)Total CaplUl/Implementadest Cast . . <-,..-,- . ,. . . . . . 821736X100
ComponentAtonal Operation ami MriHtouncr
Site Treatment Plant Operation and Mamtentance (assuaTreatment Plant ElectricityWaste Water Treatment Plant Operatton/OvcrslghtResin Replacement '
Consolidation Area Matntmance/MowinePment Worth O*M SabtoUlContingency (30%) . •
Total DbeomMd Piesenl Worth O4M CestAvenge Anaaal OiM Cast <A/P for 30 years • 8%>Total Present Worth Alternative Cost *
DoraUoe. Annul Cost rrtMni Worth*
us operation for 5 years beyond Ins 1-year deslgn/2-ysar remedy Implementation period)8 yean $9,600 . $62JX»8ysars 8140X100 8904XKX)8years 815XXX) $96,90030 yean 810XXX) 8153,700
C
81 17/4008365JOO
8X58Z600- 879 00
826419,000 1Notesi . . ...'. . . .-..-',..,.,.:- . ' . , ,1 Quantity values include a 5% balking factor accounting fw stabilization material.
I J 2 TotalPnsenl Worth Project Cost •$38J22X»OUTSCA- il*po ($120/lonTtD)to«qul»d.- 2 Total Present Worth Protect Cost • 851526X100 If TSCA-dbpo«l ($200/tonTtD)tomjulrtd.
9 Resident Bnglnser component mdudes Health and Sa snonitoring and office support *4 A discount rale of 5% after inflation was assumed for the Present Worth analysis.5 Credit for the value of the copper concentrate to not included. Value would range from $0.00 to 80.14 per pound.
AR30I028

TableMCost Analyst* • Alternative fc In-Place Closure (1-year Design/1-year Remedy Implementation Period)Eastern Diversified Metals SiteHometown, PAComponentDetignt Agency Approval
Remedial Action Work Plan PreparationEngineering DesignContractor Bidding/Selection _Property Use RestrictionsAgency Negotiations/RevisioM/ Approval
Site Preparation/Improvement*Temporary Eroeton and Sediment ControlsStte Preparation (Expanded Footprint Clearing et Grubing)Additional Fates and GatesExiiting Road ImprovementsTreatment Plant Access Road ConstructionDrainage ImprovementsGravel LotaDaconPadWater Supply
Project ImplementationNorth Site Divento Trench bu Iation(Banier*htorthSldeI3!ve«k«TmKhIiu*allationfr«ndtAvs;D«p«o*8South Side Collection Trench Upgrade (Barrier * Trench, Avg. Depth of 201Excavation of Exi*ting Basta * Perimeter SoU/FhiH fc Consolidation with PilePUe Regrading (42% of the pile)Low Permeability MuW-Uytr Cap (installed cost)Bedding Soil 02 Inches)GeocompoatteClay Uner (GCL)40-mtt HDPB Uner (textund)Drainage Net (double geocomposlet)Soil Cover (18 inches)TopsoU(6mdMs)CapS»iding/Mulchlng
Cap Runoff Contrail (10% of cap cort)Permanent Stonnwater Control BeamCollection Channel Comtrudion
Reaident Engineen (2 fulMune for duration of remedy implementation) *Port Excavation SoU Sampling/ Analysis (off-cap areas)
Site Restoration . •Off- Cap Topsoil (remaining disturbed ana - 4 acn* • 6")OOOp Topsoil GradingOff-Cap Seedmg/Mukhmg
Contingency (30%)
Quantity
1
1( X>
12004251,3509,421105X100U
17747479,160479,160479,16026*208X0353,2401t
35004
130
3,2273 2719560
Units
LSLSLS15LS
151515LSftLSLSLSLS
ftftftey .eyacrecy•f•fsf«y«»•yLSeaftM-
y•ample
«ycy•y
Unit Cost
$100,000$200X100$30X100$30X100$50XXX)
$100X100$80,000$25X100$30,000$60
815X100810X100825,000810,000
$650$2008650$15810
$188,800$1281$0.90$0.75812$1581
$207720$120,000820$5,000
$500X100$1,000
8208581
Component Cost
$100X100$200X100$30X»0$30X100$50X100$410X100
$100,000$80,000$i5,oooS30XX»$60X100SlSXXX)810XXX)$25XX»$10,000$355X100
$780X100S85XXX)$877500814UOO$1X)50X)QO
*
$213X100$479 00$431,200$359,400$319,400$221500$537008207700$120,000$70X100$20XXN)
$500X100$30,000
$64500816,100$19,400$100X100
$2XM7X)00Total Capital/Implementation Cost ' $M7WOt
Operation and Malntenanee Component*Anratal Treatment Plant Operation and Mainttnamot
Treabnen* Punt ElecMdly •-• ' - ' '" . .;Waste Water Treatment Plant Operation/OversightResin Replacement
Ctoemn Maintenance and Monittrfnf , .AnnualCapMainten*nce(ytarl-2)Annual Cap Maintenance (year 3-30) - • .Quarterly Ground Water Monitoring (year 1-2)Semi- Annual Ground Water Monitoring (year 3-5)Annual Ground Water Monitoring (year 6-30)EPA 3-Y*ar Review (year 5, 10, 15, 20, 25, 30)
Present Worm OetM SubtotalContingency (30%)Total Discounted Present Worth OetM CostAvenujs Annul OetM Cost <A/P be 34 years S) S%>
Dnntioa
30 yean30 yean30 yean
AnmulCost
$9,6008140XXD$15/300
$30X100815XX»$40X100$20X100510X100$25X00
Total PreseM Worth AUematfv* CostNoteay • . .1 Resident Ens nsercoinponentiKludes Health and Safety nwnitorin* and office tuppoit2 A discount rate of 5% after bulatio* was assumed for the Present Worm analysis.
Present Worm*
$147,600$2,152,100$230 00
$55XMX>$202700$74 00549 00$110 00$69,600
$927500$4X08 088261508
| $12491X»0 |
flR30IQ29

UNITED STATES ENVIRONMENTAL PROTECTION AGENCYREGION HI
1850 Arch Street BuildingPhiladelphia, Pennsylvania 1 91 03-2029
. - .January 20, 1999
Mr, Fred M. Blechinger, P.E. . .Lucent Technologies, Inc.Room2S006475 South Street .MorristownNJ 07962-1976
RE: Eastern Diversified MetalsFocused Feasibility Study Approval
Dear Mr. Jurka:
EPA has reviewed the final Focused Feasibility Study (FFS) dated 1/1 1/00 submitted toEPA after several iterations and the inclusion of the capping alternative. Lucent Technologies jhas satisfactorily addessed all of EPA's most recent comments and has submitted the FinalFocused Feasibility Study copies received on January 12, 2000 as requested in my December 30,1999 conditional approval letter. The FFS is approved.
EPA appreciates Lucent's cooperation regarding this effort. If you have any questions,OF concerns, please contact me at (215) 814-3221.
Sincerely,
Frank VavraRemedial Project Manager
cc. Andy Goldman, EPAJim Kunkie, PADEPJoseph lannuzzo, PADEPGregg Crystal!, EPA
Celebrating 25 Years of Environmental Progress
AR30I030