VISIT REPORTS ' - - UNT Digital Library
383
,,. , : , VISIT REPORTS '-
-
Upload
khangminh22 -
Category
Documents
-
view
2 -
download
0
Transcript of VISIT REPORTS ' - - UNT Digital Library

, , . ,
: ,
VISIT REPORTS ' -

DISCLAIMER
This report was.prepared as an account of work sponsored by an agency of t h e United States Government. Neither the United States Government nor any agency thereof, nor any of their employees, make any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. Reference herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise does not necessarily constitute or imply its endorsement, recommendation, or favoring by the United States Government or any agency thereof. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof.

DISCLAIMER
...
Portions of. this document may be illegible in electronic image products. Images are produced from the best available original document.

APPENDIX B: SITE VISIT REPORTS
ASSESShlENT OF RESEARCH NEEDS FOR OIL RECOVERY
FROM HEAVY-OIL SOURCES AND TAR SANDS
FOSSIL ENERGY RESEARCH WORKING GROUP - I I I A ( FERWG- I I I A )
Submi t t ed by:
S. S. P e n n e r , Chairman of FERWG Energy C e n t e r and Department of App l i ed
t l echan ic s and E n g i n e e r i n g S c i e n c e s U n i v e r s i t y of C a l i f o r n i a , San Diego La J o l l a , C a l i f o r n i a 92093
March 1982
C o n t r a c t Sponsor s : Resource A p p l i c a t i o n s , Environment . Kaufmann, R. R o b e r t s , and J. J. G. S t o s u r .
DOE Off ice of Energy R e s e a r c h , F o s s i l Energy , DOE Program Managers: J. F.
DOE C o n t r a c t Number DE-AC01-79ER10007.

MEMBERS OF F E R W G - I I I A (1981): TAR SANDS AND HEAVY O I L S
P r o f e s s o r S idney Pi. Benson, Co-Director Hydrocarbon Research I n s t i t u t e U n i v e r s i t y of Southern C a l i f o r n i a Los Angeles , C a l i f o r n i a 90007 (213) 743-2030
D r . F r e d e r i c k W . Camp Manager of Technology S y n t h e t i c F u e l s D i v i s i o n Sunoco Energy Development Company 12700 P a r k C e n t r a l Place, S u i t e 1500 Dallas, Texas 75251
P r o f e s s o r J o n C l a r d y Department of Chemistry Baker L a b o r a t o r i e s C o r n e l l U n i v e r s i t y I t h a c a , New York 14853
D r . John Deutch Department of Chemis t ry , Room 6-123 M a s s a c h u s e t t s I n s t i t u t e of Technology Cambridge, M a s s a c h u s e t t s 02139
(214) 385-5030
(607) 256-7583
(617) 253-1479
M r . John M. Hopkins , P r e s i d e n t
Energy Mining D i v i s i o n , Room 406 Union O i l Company of C a l i f o r n i a 461 South B o y l s t o n Street Los Angeles , C a l i f o r n i a 90017
M r . Arnold E. K e l l e y , Vice P r e s i d e n t
E n g i n e e r i n g and Development Union S c i e n c e & Technology D i v i s i o n Union O i l Company of C a l i f o r n i a P.O. Box 76 B r e a , C a l i f o r n i a 92621
D r . R i c h a r d R. L e s s a r d , Director ( a l t e r n a t e member w i t h F. X. Mayer)
Coal Research L a b o r a t o r y Baytown Research & Development D i v i s i o n Exxon Research & E n g i n e e r i n g Company P .O . Box 4255 Baytown, Texas 77520
( a l t e r n a t e member w i t h A. E. K e l l e y )
(213) 977-6437
( a l t e r n a t e member w i t h J. M. Hopkins
(714) 528-7201
('713) 428-5764
Mr. F r a n c i s X. Mayer, E n g i n e e r i n g Advisor ( a l t e r n a t e member w i t h R. R. L e s s a r d )
Exxon Research & Development L a b o r a t o r y
Baton Rouge, L o u i s i a n a 70821
P r o f e s s o r Alex G. Oblad Department of Mining & E n g i n e e r i n g U n i v e r s i t y of Utah Sal t Lake C i t y , Utah 84112
* P.O. Box 2226
(504) 359-7644
(801) 581-6647
Professor S. S. Penner (FERWG Chairman) Director, Energy C e n t e r , B-010 U n i v e r s i t y of C a l i f o r n i a , San Diego La Jol la , C a l i f o r n i a 92093
Professor John Ross Department of Chemistry S t a n f o r d U n i v e r s i t y S t a n f o r d , C a l i f o r n i a 94305
D r . Robert P. Sieg, Manager ( a l t e r n a t e member w i t h J. R. Thomas and L. W. T h r a s h e r )
S y n t h e t i c Fuel D i v i s i o n Chevron Research Company P.O. Box 1627 Richmond, C a l i f o r n i a 94802 (415) 620-3000, ext . 2762 D r . W i l l i a m C. S k i n n e r , Manager
R e s e r v o i r E x p l o i t a t i o n Research &
Mobil Research & Development Corp. F i e l d Research L a b o r a t o r y P.O. Box 900 Dallas, Texas 75221
D r . John R. Thomas, P r e s i d e n t ( a l t e r n a t e member w i t h R. P. Sieg and L. 1. T h r a s h e r )
Chevron Research Company P. 0. Box 1627 Richmond, C a l i f o r n i a 94802 (415) 620-3000, ext. 4051
D r . Lawrence W. T h r a s h e r , Vice P r e s i d e n t ( a l t e r n a t e member w i t h R. P. Sieg and J. R. Thomas)
P r o d u c t i o n Research Department Chevron O i l F i e l d Research Company P.O. Box 446 La Habra, C a l i f o r n i a 90631 (213) 694-7000 ext . 7765
D r . P a u l B. Weisz, Manager ( a l t e r n a t e member w i t h W. C. S k i n n e r and D. D. W h i t e h u r s t )
C e n t r a l Research D i v i s i o n Mobil Research & Development Corp. P.0: Box 1025 P r i n c e t o n , New J e r s e y 08540
Dr. D. Duayne W h i t e h u r s t , Manager
Coal and Heavy L i q u i d s C e n t r a l Research D i v i s i o n Mobil Research & Development Corp. P.O. Box 1025 P r i n c e t o n , New J e r s e y 08540
(714) 452-4284
(415) 497-9203
( a l t e r n a t e member w i t h P. B. Weisz and D. D. W h i t e h u r s t )
T e c h n i c a l Service
(214) 333-6111
(609) 737-3000
( a l t e r n a t e member with-W. C. S k i n n e r and P. B. Weisz)
(609) 737-3000

EX OFFICIO MEMBERS OF FERWG-IIIA (1981) i I '
Dr. Har ry Robert Anderson U.S. Depar tment of Energy FE-32, GTN, Fossil Energy Washington, D.C. 20545
Mr. John F. Kaufmann Deputy Associate Director f o r
O f f i c e of Energy Resea rch , 81-4000 U.S. Depar tment of Energy Washington , D. C. a20545
D r . A r t h u r E. L e w i s , 6 2 0 7 O i l S h a l e Project Manager Lawrence Livermore National Labora to ry U n i v e r s i t y of C a l i f o r n i a P.O. Box 808 Livermore , C a l i f o r n i a 94550
I) Program A n a l y s i s
(301) 353-2951
(415) 422-6453
D r . Robert Roberts A c t i n g Director f o r Advanced
Resea rch and Technology O f f i c e of Fossil Energy
U.S. Department of Energy Washington, D.C. 20545
F'E-60 C-171, GTK
. (301) 353-2786
D r . J. J. George S t o s u r Director, O f f i c e of O i l U. S. Department of Energy MS D-107 GTN Washington, D.C. 20545 (301) 353-2700
iii

TABLE OF CONTENTS
APPENDIX B SELECTED REPORTS OF SITE VISITS, CONFERENCES AND DISCUSSIONS
AB-1
AB-2
AB- 3
AB-4
AB- 5 -
AB-6 -
S i t e V i s i t and D i s c u s s i o n s a t t h e U n i v e r s i t y of Utah , S a l t Lake C i t y (March 20 , 1981)
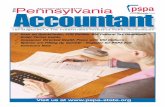
Appendix I : U.S. Department o f Ene rgy , F o s s i l Energy Program Review on T a r Sands
Appendix 11: Utah T a r Sands Resources
Appendix 111: Articles by J . D . Miller and A s s o c i a t e s on Utah T a r Sands
Appendix I V : Viewgraphs by F. V. Hanson and a P a p e r on Thermal Recovery of a S y n t h e t i c Crude from t h e B i t u - minous Sands of t h e Sunnys ide (Utah ) D e p o s i t b y V. N . Venka te san , F. V . Hanson, and A . G . Oblad
R e p o r t of FERWG S i t e V i s i t t o t h e La ramie Energy Technology C e n t e r , LETC ( A p r i l 27 , 1981)
FERWG Review of DOE Programs on Enhanced O i l Recovery (EO%), Queen Mary, Long Beach, C a l i f o r - n i a (May 2 2 , 1981)
FERWG S i t e V i s i t t o t h e B a r t l e s v i l l e Energy Technology C e n t e r , BETC (June 11, 19811
Appendix I : Heavy O i l P r o c e s s i n g and Charac- t e r i z a t i o n by D. S u t t e r f i e l d (BETC)
FERW6-IIIA D i s c u s s i o n s on Heavy O i l s , SUNEDCO, Dallas, Texas ( J u n e 1 2 , 1981)
Appendix I : P r e s e n t a t i o n t o t h e Interstate O i l Compact C o m i s s i o n , T a r Sands Sub-
Page
AB-i
AB-1
AB-4
AB-39
AB-47
AB-110
AB-146
AB-150
AB-152
AB-158
AB-183
commit tee , Caspe r , Wyoming, June 28 , 1981, b y E r i c L. Osh lo , Conoco, Inc . AB-242
FERWG P a r t i c i p a t i o n at t h e 1 9 8 1 Annual Heavy O i l / EOR Contractor R e p o r t s - P r o c e e d i n g s , She ra ton - P a l a c e Hotel , San F r a n c i s c o , C a l i f o r n i a ( J u l y 28- 30, 1981) AB-253
---- .I . " , . . , _,<-

TABLE OF CONTENTS ( C o n t i n u e d )
Page
- AB-7 FERWG S i t e V i s i t s t o AOSTRA (Edmonton, Canada) , S h e l l -- I n S i t u Recovery (Peace R i v e r , Canada) , and Syncrude and Suncor ( F o r t McMurray, Canada) t o D i s c u s s O i l Recovery f rom T a r Sands (August 4-6, 1981) AB-261
Appendix I : Cop ies of Viewgraphs Used a t AOSTRA/FERWG T e c h n i c a l D i s c u s s i o n s AB-269
and F i g u r e s Appendix 11: P e a c e R i v e r -- I n - S i t u P r o j e c t F a c t s AB-320
AB-8 U . S . T a r Sand O i l Recovery P r o j e c t s by L . C . Marchant (LETC) and C. A . Koch ( C . A . Koch and Associates, Cheyenne, Wyoming) AB-352
I .
i -
1
.. -
,'. .
. ,. .
i

AB-1 - SITE VISIT AND DISCUSSIONS AT
THE UNIVERSITY OF UTAH, SALT LAKE CITY ( F r i d a y , March 20, 1981)
P a r t i c i p a n t s
FERWG Member Alex G. Oblad s e r v e d as h o s t ; t h e f o l l o w i n g FER'WG Members p a r t i c i p a t e d : F. W . Camp, J. C l a r d y , A . E. K e l l e y , F. X. Kayer , S. S. P e n n e r , R . P. S i e g , and D. D . W h i t e h u r s t f o r P. B. Weisz; R . Anderson r e p r e s e n t e d DOE. Formal p r e s e n t a t i o n s were made a c c o r d i n g t o t h e a t t a c h e d s c h e d u l e d ( T a b l e 1).
d i x I . Resea rch on o i l r e c o v e r y from t a r s a n d s h a s been i n p r o g r e s s a t t h e U n i v e r s i t y of Utah s i n c e 1972. The Utah t a r s a n d s r e s o u r c e s are summarized i n AB-I , Appendix 11. Three ar- t i c l e s by J. D. Miller and h i s associates (AB-1, Appendix 1 1 1 ) c o n t a i n d e s c r i p t i o n s o f ambient water and ho t -wa te r d i g e s t i o n - f l o a t a t i o n t e c h n i q u e s fo r t h e s e p a r a t i o n of b i tumen from t a r s a n d s , Viewgraphs (by F. V. Hanson) and a p a p e r summarizing s t u d i e s on f l u i d b e d t h e r m a l r e c o v e r y t e c h n i q u e s f o r b i tumen from Utah t a r s a n d s are r e p r o d u c e d i n AB-1, Appendix I V . J. D.
Viewgraphs d e s c r i b i n g t h e DOE program a p p e a r i n AB-1, Appen-
S e a d e r d i s c u s s e d f l u i d bed r e c o v e r y u s i n g a h e a t - p i p e r e a c t o r ; b o t h J. W . Bunger and F. V. Hanson r ev iewed u p g r a d i n g p r o c e d u r e s f o r b i tumens .
O f p a r t i c u l a r in te res t t o FERWG m e m b e r s were t h e p r e s e n t a - t i o n s by K. H a t f i e l d d e a l i n g w i t h nea r - t e rm implemen ta t ion of a 50 BPD p i l o t p l a n t by Enecor on S o h i o p r o p e r t y n e a r V e r n a l , U tah ,
-wh ich is e x p e c t e d t o become o p e r a t i o n a l by mid-summer 1981. The . d e s i g n of t h i s p i l o t p l a n t i n c o r p o r a t e s r e s e a r c h r e s u l t s o b t a i n e d . a t t h e U n i v e r s i t y of Utah , e s p e c i a l l y s t u d i e s showing t h a t t h e b i tumen may b e s e p a r a t e d from Utah s a n d s , t o which it a d h e r e s d i r e c t l y and w i t h o u t an i n t e r m e d i a r y water l a y e r ( a s - o n t h e t a r

T a b l e 1. S c h e d u l e of P r e s e n t a t i o n s
9: 00 Department o f Energy Program for Oil Sands
9: 30 Introduction to University of U t a h Program on Tar Sands
9: 40 The Resource
-!0:20 Water Extraction
11:oo Fluid Bed Thermal Recovery
1 1 :<r Fluid Bed Recovery - Heat Pipe Reactor
12: 00 Combined Water Extractior! - Fluid Bed Thermal Process
12:30 Heat Recovery i n Thermal Processing
1 :oo Box lunch - Discussion of Oil Sand Program of FERWG
2:oo Characterization of U t a h ’ s Tar Sand Bitumen
2: 25 Upgrading of Bitumens 2: 55 Upgrading of Bitumens 3:05 Pi lo t Plant Program
3:30 Economics of Bi tumen Recovery .
R. Anderson Office of Fossil Enerqy Department of Energy Alex G . Oblad Dis t inguished Professor o f Metallurgical and Fuels Eng . University of U t a h Howard R i tzma Assistant Director and Chief Petrol eum Section Utah Geological and Mineral Survey Jan D. Miller Professor or Metallurgy University of Utah Francis V . Hanson Associate Professor of Fuel s Engineering University of Utah J . D. Seader Professor of Chemical Eng i neer i ng University of Utah F . V . Hanson
J . D. Seader
S. S. Penner Director of Energy Center University of California, San Diego James W. Bunger Research Assistant Professor University of Utah Sta te Science Advisor J. W . Bunger F. V. Hanson Kent Hatfield Vice President and Director Ford, Bacon and Davis Inc. K. Hatfield

sands of- Alberta), by t h e j u d i c i o u s a p p l i c a t l o n of s h e a r f l o w s . -Equa l ly i m p o r t a n t is s u b s e q u e n t s e p a r a t i o n by a i r f l o a t a t i o n r a t h e r t h a n by g r a v i t y s e t t l i n g . t i o n t o improve b i tumen s e p a r a t i o n and e x t e n s i v e water re- c y c l i n g are o t h e r i m p o r t a n t p r o c e s s i n g characteristics.
A 2000 BPD p l a n t has been estimated t o r e q u i r e capi ta l c o s t s of a b o u t $26 x 10 ( i . e , , $16,00O/BPD) i n 1981 dol la rs . With u p g r a d i n g , p r o d u c t c o s t s w i l l probably f a l l a round $40/B a t a r e a s o n a b l e ra te of r e t u r n . Water r e q u i r e m e n t s c o r r e s p o n d t o a b o u t 3B pe r B of b i tumen.
F l o c c u l e n t addi-
- .'
6
I .
I .
A3 i
, ' ,

H
W
a

AB-5
LL W n a
W W
' I
,

AB-6
, a 0 > U W cn W U
-
k n 0
0' z I: I- K W
0 0 0
F
a
k
t: - W K (3
cn
0 F z n 1L Lu
UJ
a a v)
Bc 0 P 4
I= n W W
U 0 ' I
& 0 I-
cn 0 n W n
- a n ul Lp: 0
0 cn W )I
- >

AB-7
0 cn W a
2 > W I
a a 2
L L 0 2
a n
0 .o
a J w 2 N W 2 W >
a n a a 2
0
ui 5
n
0 0 0 2
0 9 a Y
0 I- 2 0 3 .a J w
0 0
A U I- N
9
! I
Q @ 0 I-
ua 8 t-
z 0 3 m
0 I-
J 9
(D Pa
v) cy
w 0 U 3 0 m w a n a m e d m
2
I--
1
L
I- : k
: 2
a
3
w
I-
a
3
w
I- O 2
+ I- I
9l I
m s s n a
a
z m K
I-
-
8


AB-9
TABLE 1 DEPOSITS OF BITUMEN-BEARING ROCKS IN THE UNITED STATES
WITH RESOURCES OVER l,OOO,ooO BARRELS' - ESTlMATEb RESOURCES (MILLIONS OF BARRELS) STATE AND NAME OF DEPOSIT
CALIFORNIA: OXNARD SANTA MARIA EDNA SOUTH CASMALIA NORTH CASMALIA RICH FI ELD PARIS VALLEY SISQUOC SANTA CRUZ McKllTRICK POINT ARENA
CALIFORNIA TOTAL KENTUCKY:
KYROCK AREA
BEE SPRING AREA OAVIS-DISMAL AREA
KENTUCKY TOTAL
NEW MEXICO: S A W A ROSA TEXAS: UVALM UTAH:
TAU SAND TRIANGE P.R. WRWG S U W " # €
ASPHALT R i W HILL CREW SAN RAFAEL S W H l AREA ASPHALT R I M E , M T H W f S T RAVEN RIDGE W H ITEROCKS WICKIUP ARGYLE CANYON RIM ROCK
PARI- WHITE CANYON MINNIE MAUO CREEK WILLOW CREEK LIlTLEWATER HIUS LAKE FORK NINE MILE CANYON CHAPITA WEUS TEN MILE WASH TABIONA THISTLE
COW WASH
CIRCLE am
CO~ONWOOD-JACKS CANYON
SPRING BRANCH
UTAH TOTAL
UNITED STATES TOTAL
LOW
565.0 500.0 - 141 .4 - 46.4 40.0 40.0 30.0 - 29.0 - 10.0 4.8 - 1.2
1,407.8
18.4 7.5 - 7.6 33.5 - n . 2 -
124.1 -
HIGH
2 O W . O 175.0
100.0 106.0
9.0
3,092.6
11.3
37.3 600.0
3,000.0
12,504.0 - 4,000.0 - 3,500.0 - 1 ,Ooo.o - 1 ,Ooo.o -
300.0 - 385.0 - 100.0 - E.0 - 65.0 - 60.0 - 50.0 - 25.0 - 20.0 - 12.0 - 12.0 - 10.0 - 10.0 - 10.0 - 6.5 - 5.0 - 7.5 - 1.5- 1.3- 2.2 - 1.5- 1.0-
23,164.5 - 24,787.1 -
16.004.0 4,500.0 4,000.0 1,507.0 1m.o 1.1w.o 470.0 125.0 100.0 125.0 75.0 75.0 30.0 25.0 15.0 15.0 15.0 15.0 12.0 10.0 10.0 8.0 6.0 4.6 2.5 2.0 1.2
29,5123 36,242.2 -

AB-10
\

! ..
' !
pc W
z 0 E- o - 2 - (3 z n
a 2 k i- X
z U z a >
K W >
U 0 W > - z 0
z i= a
rl.
2 pe n
U - w CI cn m
z cn z 0
0 a 0

0 I 0 z
2 I
E La 0 a LL pc 3 v)
c3 2 z R
z W 0 a LL U 3 v) . - - a ,
w m '0
MI-
3s 00 I W *a an
* 7
v)
n a U a z 0 U LL
2
3 I-
Y - m U 0 I 0
0 U
w w
F= a b 0 a U U 3 v)
rn
1LI ,AWW
a o=oo W O U U ,
m
2
!! -3 I- m
I I-
- W
d
i= n
n
v)
0 I-
-
w cn 3 cn m
2 w I I

> ,
AB-13
W C W
- - -
Ze w w
" W e,
i
n W
Q@ %2 a=- m
ao >o a

AB-I4
OIL GAS \ I \\\\\\ \\\\\\ \\\\\\L \\\\\\ \\\\\\ \\\\\\ 7
FI,GURE 18 GRAVITY DRAINAGE METHOD

rr 0
a t w p. 0
P
I I- 3 a


,
a. 0 a
v) a U 0
e 0
W c- a a a k G z W 0 a e m m a m a
w
0 0 0
5
- w
0 ti
P m
m \
F
a 0 LL,
& I-
4 Wcv) m' N 0 0 0 0
0 0
a X 0 cv W J- L
W
,I - u . U > 0 5
n
m a

W n 0 0 0
cv a' 5 W K
0 3
c3 2
n U
0 t.. 0
)I z a I n
a )I i 3 i
K 0 LL
Q W t 1
I: 0 v) )I sr
n W
a I n
m- oo U p1
2 a
: z K
7 E! LLI 1 s 0 0 W m
n z (3 - ill m
0 a a Lu z
)I a U cu p1 0
)I I-
0 -
0 I-
cn z I p.
W
a n
2 0 )I c)
- a a
e W )I x 0
0 0
n I- O I
z Lu (3
0 )I cn
0 n n
(3 - a > a n I- 2
w )I Z
)I I > - a
n m
i P,
\
6) cv \ I m m
a
a
z v) n
m 0 n 5! I I w
z a 5 a Lu LL
0 v)
uI1 I 3

1 d W K
61 ea F
> L L
aa I\ Q) F
>. u .
0 0 0 c6
00 1\ aa F
)I U

AB-20
-I
0 0 u)
0 Ln I\
6
W

RESOURCE PETROLEUM
SUBACTIVITY TAR SANDS ENHANCED OIL RECOVERY FIG U RE 4.1 -I
TASK C
M78
DNECOeMENT SCHEDULE: I TAR SANDS
RESOURCE ASSESSMENT RESOURCE CHARACTERlZATlON
I
i RESERVOIR EVALUATION
RESERVOIR ACCESS DRILLING
COMPLETIONS Et STMULATION
MINING
FIRST*STEAIVI 'FtELO TEST
SECOND STEAM FFIElO TEST
ALTERNAE WETHODS EVALUATION
PREPARATION SEPARATION
UPGRADING
CHAR ACTERIZATLN OF PRODUCTS
ENVIRONMENT MONITORING Et CHARACTERIZATION
CONTROL Et DISPOSAL METHODS
COMPUANCE & PERMlmNG
IMPLEMENT JOINT RbD . PROGRAMS WITH CANADA
1 I I t t I t t t I
8 C'
FY79
I I I I 1' 1
I t 1
I I I 1 1 1
I I
9 'CY80 CY81 CY82 CY83 CY84 C FbO M81 FY82 FY83 IT84 FY85
" I I
I
V I
I l * I I I
I ' I
I A
I I
T P - 9 A v
87

AB-22
pe 0 pe 5
uj m. m A
W
I 2 e
r I- z W 0 U w
m e F
I- 3
d I
2 0
0 i= ',' a
>" U e W z I- cn -
. . I :.
K 0 U
cj 2 U
E a e I I- e n W
I- O 0 L
E a K
0 e W > pe B
n 0 W
n a d W
c3 w 0 n > m n r 0 3
2 0 0 I- cn W I-
n
0
0 0 n -
U I-
I 2
0 ua m h
n K
0 m * = A- d W
P E a LLI cn Y 0
I- I- O 0
- r
LL Pa F
L 0
s r-' a2
0 0 L
I- cn 0 0
e v) a
0 lLl
> m P
I- v)
5 5 0
0 4 aJ
LL
z 0 I I-
U X 0 z 3 I- cn z - m
3 n
(II Y
n a Y
n 0 Y
n 'CI Y
n aa Y
n
m Y

AB-23 1'
a Lu
E l l a
I I I

W I rn a U > 0 0 W
0 n -
0 0 0 E a
W 0
0 I-
n
I- cn 0 0 0 z n co U
a I-
cn 0 e W n
K cn A W pc K a m
Q W
2 z F cn W n 0 u
cn W cn u I a
0 0 0 E a 0 K LL
cn K
W )I cu) N U 0 LL
Q
a
\ a Q b
0 F n ICI u
0 \ m
L

E - -
I W 0 P -
n s 0 0
W
F U
a a I: cn W 0 0
W )I cn 0 z a
-
n
U
2 - ).
I- z LU U
1 0
I
a
a n E a
L I l
-
W z Lu 3 I 0 I-
o
tn 0
0 \
cr)
n n
0 'CI
0 0
0 ea F I

AB-26
cn cn u1 0 0 a e, a
I .
0 - k U
a I- 3 0 n G I
n
v) 0 P, W
cu
U 0 c)
I- v) 0 0
E
n - k a z )I
cu K c3 cvj
E -
d ,

0 - x W n z W
8
cn a x W
a > 3
' 8
r=
n
0 0 \I U
c- v) 0 c) W 0 n
cj
i3 a L
1
c PI 0 LL 0 W
W O Q L
pc W 1[= I- W - L W 1 L L
I- cn W I-
cn a
d
cnz
n a 4e
cn a UJ 0 0 e a 0
25 2 aL a
I 1
I- 2 z - a= W e x n
n
W
d W E
W 3 z
I- O A iE
I - W
2 I e
W u u) e I I e e
2 a e I I A '
0
I

z 0
3
0 Qc e
v) W o U 0 La U Z
&0 a- %
n Q Y
U 0 LL
> n a W
> a W
0 3 I- v) W I- W
2 0 v) m 9 -a- Y
cn cn
W
a
e e
;?j a
a
> m J 0 pc > e

ill c
* pc 0 I- tn I d
I
W A
0 2 I-a
nu. W O
W U 3 P w 0 0 bc
5 n n
a
W 2 2
A e ai
n 2 z

a a a P
z 0
I ui 5 -
n W 2 c3 cn c3 2
2
I- cn U W P 2 3
0 0 z
- m
n a
IL
i .I
.. n W U
I- 7
- - w n - 2 0
U W e 0 0 0 U 0 cn w. U
x v)
- 2
a
a - m
u. W Z U
e, 0 W k
cri
v)
0 I I-
n
W
I- 7 W
W 0 2
I 2
E
a
W
- e E
A m
m a
U w e @4
U c n W W
.. 2 0 F a ac W e 0 0 0 UI 0 up P 0 z c E cj
W
+ 2 2 -

A Z I
3 0 A
in 0 0 -I < & < 0
t
a w m I 3 z P s w N v) -
3 n 0 W U 3 v, v) w e .
0
a 3 A
..
a w . c s
v) VI 0,
v) v) 0
v) VI s t
5 0 0 0 A W v) w 0
h
a ?
x a 0 3 n. I 2 -3 > < t v)
a
-I &I v) w n
-l < t 0 t
v) v)
9
Y
B 2

AB-33
rr 0 a # I w CL 0 I-
z ; m I 0 0 W a z cn w a n
* c A < 3 0
4. 0:
z 2
W
3 cn v)
a
w a n I
I (3
. .. a a a a
Y
z w (3
J
t 8
E n i
8
2
In N
P W
r n a.
In
W K
v) W K P z
d
2 G 2 z -
I .
W
< > 3 c
3 n I- 3 0 c U W I
c 3 a z c < W I
0 I
0
Irl OL 3 tn tn W
s n
a n I c3 I
E , ‘i“ F
' I

AB-35
*-.. .......
AB-36
a 0
W I-
-l W LL
n - 2 a W I- m II W W
I- n

. -

, I
AB-38
a 0 I- a a W Z w c3 W -I 0 I
0 n a
s W
3 v, v, w E a I
I c3
0. 0 ~
rn z U rn U I-
n
a
0
z
z 0 a u a a z 0 k
a
c
-I c a -I
9
a w W 3-r
zl- e 0 a v
* o K
z
0

AB-39
13
i- 3
a
AB- 1 - Amendix I1
a
m a
--.I
Z 0 - I-
W J c9
v)
W a a a cc w I I- O

J m m i J
z 0 0
I 0
W (3 U
J
-
- - n
a
L
3 m m i z 0
r
J - In
2 Q
I- v, v, W J
U 0 2 E
c
- x


AB-42
v) I- v) 0 W
z v)
- n n
a m a
-
t- z 3 -
x 0) Q,
u 9, Q, Q) c)
L
Y Q, 0,
u L - - .- I
Y L. 0 LL
Q, Y 0 A
Y 0
- 0 cr E E ..
c 0 c 0 L m 0, c
P v,
.- L
0 c 0
G U
.-
I-
v) Y 0 0
0, L
t .- f
r' t .- - P v)
IL
OI - a
0 0 \ 0

AB-43
a LT t- 7 W 0
gE L
h I
I
Y 0 0
.- c - g o
Y c U
Lt - t v) U W
x c W
LL - t v)
3
Ot- a 2 7 -0 Ac W LL 3 CL I 3 v)
$!
CT a, z -
I I 0 -

I I n
+ I I I I I I I I I I
I I I I
1 I I
I I I
I I I I I I I I t I I I I I I I
a
C C C tl -
0,
I- m 0 -
zz 0 ‘Iz m
a 0 r -

w k d
w s a
-
W Y, a
W
I! a
w' 0 a
Lr 2 > d
\
AB-45

a
AB-46

AB- 1 - Appendix I11
CONCENTRATION OF UTAH TAR SANDS
BY AN AMBIENT TEMPERATURE FLOTATION PROCESS
AB-47
J.D. Miller and M. Misra
Department o f Metal 1 urgy and Metal 1 urgi cal Engineering
University o f Utah
S a l t Lake City, Utah 84112

ABSTRACT
Physical separation of bitumen from low-grade Utah t a r sand deposits
containing a re la t ively h i g h viscosity bitumen phase (Sunnyside and Tar
Sand Triangle deposits) has been accomplished by t radi t ional s i ze reduction
and froth f lotat ion techniques. A t appropriate experimental conditions more
t h a n 90 percent of the bitumen can be recovered i n a concentrate, containing
more than 20 weight percent bitumen, which should be a sui table feed material
fo r subsequent hot water or thermal processing.
recovery depends on the extant of s i z e reduction, promoter and dispersant
addition.
The efficiency of bitumen
Rejection o f greater than 60 percent of the sand a t ambient
temperature and ease o f water removal from the concentrate make such a
process strategy b o t h energy and cost effective.
achieve effect ive separation by the ambient temperature process i s signifi-
cantly less than the energy required fo r the recently developed h o t water
The energy required to
process. I
The f lotat ion behavior of the t a r sand has been analyzed w i t h
respect t o f lotat ion pH, contact angle measurements and the apparent iso-
e l ec t r i c point of the bitumen. The best f lotat ion response a t pH 7.8 t o
9.0 can be correlated w i t h the maximum on contact angle developed between the
a i r bubble and bitumen surface and w i t h the apparent iso-electr ic point of
the bitumen (%pH 8.0).

INTRODUCTION
Recent i n t e re s t i n energy sources other than petroleum has directed
considerable research e f f o r t t o develop physical separation techniques f o r
the processing of foss i l fuels minerals such as coal , o i l shale and t a r
sands.
f roth f lo ta t ion (Apl an, 1976) and concentration techniques for the processing
of o i l shale by froth f lo ta t ion has been developed i n Sweden and Russia
(Fahlstrom, 1979; Kiminskii , 1978).
More than thir teen million tons of coal per year are processed by
W i t h regard t o the development of
physical separation processes for t a r sands,the hot water process i s a
commerci a1 real i ty i n Canada (McConvi 1 1 e , 1975 ; 01 i ver , 1976 , Porteous , 1978) and has been modified for the processing of Utah t a r sands (Sepulveda
and Miller, 1978; Misra and Miller, 1980).
research e f f o r t (Farnard, - - et. a l . , 1961; Bichard, et. a., 1974) has been
reported on the development of conventional ambient temperature separation
technology for the well known t a r sand deposits of Athabasca i n Canada, and
no research on conventional concentration technology has ye t been reported
However, only a modest amount of
for other t a r sand deposits of the world.
Numerous methods fo r the recovery of bitumen from Athabasca t a r sands
have been developed.
Clark and Pasternack, 1932; Clark, 1944; McConville, 1975), solvent
extraction process (Cottrel , 1974) and thermal process (Gishler, 1944;
Peterson and Gishler, 1950) a re worth mentioning.
processes, the hot water process i s the only process which as been commercial-
ized b o t h by Suncore Inc. (formerly GCOS), which since 1967 has produced
60,000 barrels of synthetic crude per day, and by Syncrude, designed to
Processes such as the hot water process (Clark, 1923;
O u t of a l l these

produce 125,000 barrels fo synthetic crude per day (McConville, 1975).
Unfortunately, the same hot water process cannot be applied d i rec t ly t o the
Utah t a r sands due t o the inherent difference i n physical and chemical
properties of these deposits (Sepulveda and Miller, 1978; Misra and Miller,
1980).
indigenous water. Therefore, i n the absence of a connate film of water,
the bitumen i n Utah t a r sands i s bonded d i rec t ly t o the sand par t ic les .
Another important feature of the Utah t a r sands is i t s substant ia l ly greater
bitumen viscosity i n comparison t o the bitumen viscosity of Athabasca t a r
sands as shown i n Figure 1 (Hi l le r and Misra, 1981).
viscosity of bitumen from the Sunnyside deposit i s about two orders of
magnitude greater than the viscosity of Athabasca bitumen. Furthermore, i t
i s estimated t h a t the viscosity of the bitumen from the Tar Sand Triangle
outcrop sample i s well over four orders of magnitude greater than the
viscosity of the same Athabasca bitumen (Misra and Miller, 1980).
Unlike Athabasca t a r sand, Utah t a r sands contain no detectable
For example, the
W i t h this understanding and making necessary provisions, Miller and
Sepulveda (1978) developed a modified hot water process for the separation of
bitumen from the t a r sands containing moderate viscosity bitumen (Asphalt
Ridge and P. R. S p r i n g deposits).
the case of t a r sand containing h i g h viscosity bitumen, such as the Sunnyside
deposit, the addition of a d i l u e n t is necessary t o achieve effect ive phase
disengagement d u r i n g digestion.
bitumen from the Sunnyside depos i t , the qual i ty of separation was s t i l l
inferior t o t h a t of the h i g h grade and moderately viscous bitumen from the
Asphalt Ridg-e and P.R. Spring deposits.
Later Misra and Miller (1980) found tha t i n
However, f o r the low-grade and highly viscous
As can be seen from Table 1 , i t i s estimated t h a t more than 75% of the
total t a r sand deposits i n Utah contain less than 10 weight percent bitumen,

AB-51
>
of a highly viscous nature.
feed grade also limits the hot water processing fo r economic reasons.
Besides the technological l imitations, a low
Nevertheless, these low grade deposits are certainly a s ignif icant domestic
energy resource. The depletion of conventional petroleum reserves and the
quest fo r energy may eventually require the exploitation o f low-grade deposits
containing highly viscous bitumen which currently is considered t o be eco-
nomically marginal, In this regard, research was in i t i a t ed t o develop an
appropriate low temperature separation strategy f o r these deposits and t o
recover a sat isfactory product for fur ther processing by h o t water digestion,
sol vent extraction or thermal recovery techniques.
One low temperature process i s the sand reduction process developed by
Imperial Oil Enterprises, Ltd. (Bichard, et. aJ., 1974) which operates a t
ambient temperature (7OOF). In this process t a r sand i s mixed i n a screw
conveyer and the p u l p i s discharged into a rotary drum screen submerged i n
water and the bitumen agglomerate is screened from the bulk sand. A
spherical agglomeration technique devel oped by the National Research Counci 1
o f Canada f a c i l i t a t e s the recovery of bitumen, and rejection of a large
amount of sand is achieved ef f ic ien t ly .
tested only i n small scale continuous plants and have ye t t o be commercialized.
No work has y e t been reported f o r the ambient temperature f lotat ion of Utah
These cold water processes have been .
t a r sands.
EXPERIMENTAL PROCEDURE
Tar sands from three different Utah deposits, Sunnyside, Tar Sand
Triangle, avd Asphalt Ridge, were used i n this investigation.
s ize reduction of the Sunnyside Tar Sand sample was accomplished by con-
venti onal crus h i ng techni ques ; a f t e r freezing i n 1 i q u i d nitrogen, the product
The i n i t i a l ~”
. . , , ’ .

was sized to -4 mesh and kept i n a i r t i g h t polyethylene bags fo r fur ther
processing by conventional ambient temperature f lo ta t ion techniques. The Tar
Sand Triangle sample containing less than 5 weight percent bitumen was
crushed t o -4 mesh w i t h conventional crushing equipment w i t h o u t cryogenic
treatment and stored similarly i n a i r t i g h t bags to avoid oxidation.
addition , some experiments were conducted w i t h a high-grade Asphalt Ridge
In
t a r sand sample.
Ambient Temperature Separation Experiments
Mineral processing techniques can be applied to separate bitumen from
certain Utah t a r sands. Most attention was focused on the Sunnyside sample,
and preliminary experiments were made to determine the f eas ib i l i t y of such a
process strategy for Tar Sand Triangle and Asphalt Ridge samples.
mesh crushed product was wet ground i n a six-inch ball mill a t 70 weight per-
cent solids.
mil l , coupled w i t h a torque meter t o determine the energy required t o achieve
various levels of s i ze reduction (Siddique, 1977). For bench scale f lotat ion
The -4
Some experiments were also conducted i n a twelve-inch b a l l
experiments, the g r i n d i n g was conducted w i t h 800 grams of t a r sand and 366 cc
of water i n the six-inch ball mill. After g r i n d i n g f o r a specified time,
the s lurry was f i l t e r ed and divided in to four parts.
f ied , f lotat ion experiments were done w i t h a feed material, the sand s i ze
distribution of which corresponded t o 25% passing 100 pm.
ments were conducted i n a Galigher f lotat ion machine.
f i l t e r ed material (200 grams) was conditioned i n the f lotat ion cel l w i t h
2000 m l of water and dispersant ( i f necessary) fo r 10 minutes.
appropriate -amounts of promoter were added and conditioned fo r one more
minute. Unless otherwise mentioned l i g h t fuel o i l (Coleman gas) and
Unless otherwise speci-
Flotation experi-
One part of the
Next,

AB-53
dispersant ( sodi um si 1 i cate) were used as promoter and dispersant, respecti v-
ely.
3000 cc/min a t 900 rpm. The concentrate and t a i l i n g were collected, f i l t e r e d ,
The bitumen was floated f o r f ive minutes w i t h an a i r flow r a t e of
and dried. Representative amounts of concentrate and t a i l i ngs were analyzed
w i t h respect t o bitimen, sand, and water by a Dean-Stark analytical
technique.
Hot Water Processing of Ambient Temperature Concentrate
The concentrate obtained from the ambient temperature process contains
In order t o t es t the suit- about 21 weight percent bitumen on a dry basis.
a b i l i t y o f the concentrate as a feed material f o r the modified hot water
process, experiments were conducted i n a one gallon stirred tank reactor
which was designed exclusively f o r the hot water processing of Utah t a r
sands.
material were wet ground i n the twelve inch ball mill a t 70% solids.
30 minutes g r i n d i n g , the s lurry was f i l t e r e d u s i n g a pressure f i l t e r , and
f lo ta t ion was conducted i n a 37 l i t e r f lo ta t ion cel l a t 900 rprn and and a i r
flow r a t e of 20 liters/min w i t h the addition of 5 lb/ton promoter (Coleman
In this regard two batches (4000 grams each) of Sunnyside feed
After
gas).
water associated w i t h the concentrate.
t h a t the concentrate a f t e r f i l t r a t i o n contains a t l e a s t 20% water on a wet
basis. The concentrate t h u s produced was fed t o the standard digestion u n i t
a t 70 percent so l id s , 15 lb/ton Na2C03 and a d i l u e n t t o bitumen volume r a t i o
of 4.5 gal/ton.
The concentrate from the f lo ta t ion ce l l was fi l tered t o remove excess
From the analysis i t was established
The p u l p was digested f o r 15 minutes a t 95OC. After digest-
ion i t was discharged t o the 37 l i t e r f lo ta t ion cel l and floated f o r 10 minutes.

Compositional Analysis
Representative samples of feed, Concentrate, and t a i l i n g obtained d u r i n g
experimentation were analyzed t o es tabl ish their composition w i t h respect t o
b i t u m e n , sand, and water, u s i n g a s e t of Dean and Stark t u b e assemblies. The
assemblies were s e t up i n accordance w i t h the procedure described by the U.S.
Bureau of Mines report (Rall and Raliferro, 1946).
T i t ra t ions
A reverse t i t r a t i o n technique was developed t o determine the apparent
i soe lec t r ic p o i n t o f the t a r sand bitumen.
automatic t i t r a t i o n u n i t attached w i t h a str ip chart recorder, manufactured
by London Company.
putting 5 gm of bitumen concentrate obtained from the ambient temperature
process in to 20 m l o f water a t a preadjusted pH.
Ti t ra t ion was conducted u s i n g an
The change of pH as a function o f time was recorded by
In other cases solvented extracted bitumen and feed material were
digested a t 90°C, a t an appropriate pH value for extended times and eaui l i -
brium pH avalues were measured u s i n g a Sargent-Welch pH meter.
Contact Angle Measurement
Contact angle measurements were made u s i n g a goniometer and optical
bench manufactured by Ram;-Hart Inc..
placed i n a p l a s t i c bo t t le cap and a smooth surface resulted a f t e r some time.
The cap was then floated upside down i n a 20 mm x 20 mm x 40 mm glass ce l l i n
the presence of an aqueous solution of known composition.
then released a t the surface of the bitumen.
contact angle was measured w i t h i n one minute.
contact angles were measured w i t h i n 30 seconds i n order t o avoid wetting of
the bubb le by the bitumen.
The bitumen sample t o be examined was
An a i r bubble was
After s tab le attachment, the
For the Asphalt Ridge bitumen,

A different procedure was used t o measure the contact angle o f the
Sunnyside core samples.
was prepared and placed i n the glass ce l l .
was added t o the ce l l .
the t a r sand surface.
touch the bitumen surface.
surface and the contact angle was measured.
A fresh sample approximately 10 mm x 10 mm x 20 mm
A solution of desired composition
The micro-syringe needle was then positioned above
The a i r bubble was released and allowed t o gently
The syringe was slowly raised from the t a r sand
Par t ic le Size Analysis
From a processing standpoint, sand s i ze distribution i s an important
property o f the tar sand feed.
feed and product was determined by the conventional wet-dry si evi ng
technique i n the s i ze range of 590 pm t o 38 pm. In this regard the required
amount of t a r sand feed and product were completely extracted u s i n g the Dean
S t a r k assemblies. The clean sand t h u s obtained was mixed w i t h water and
2 lb/ton sodium si i ca t e us ing an overhead s t i r r e r . After mixing for 30
minutes the s lur ry was screened on a 400 mesh screen. The s i ze analysis of
the 3-400 mesh material was conducted by conventional dry sieving techniques.
The sand s ize distribution for Utah tar sand
RESULTS AND DISCUSSIOW
The principles of this ambient temperature separation process are
similar t o any other conventional concentration process.
material is crushed and ground i n a standard ball mill t o achieve the
l iberation of the valuable component (bitumen) from the gangue (sand).
an approach is contrasted w i t h the hot water process i n which phase disen-
gagement (1 i berati on) i s achi eved by h i gh temperature d i gesti on (Sepul Veda
and Miller, 1978; Misra and Miller, 1980).
First of a l l raw
Such
After gr inding i n the ambient

temperature process , the valuable component, ( b i tumen), is recovered by con-
ventional f lotat ion w i t h the addition of necessary f lo ta t ion reagents.
Cri t e r i on f o r Phase D i sengagement by Gr ind ing
I n i t i a l experience w i t h the s ize reduction of various t a r sand samples
led to the conclusion tha t a viscosity f o r the bitumen phase of 50 poise or
greater (as determined a t 90°C) will probably be required i n order t o
achieve 1 i berati on by t radi t ional g r i n d i n g techniques.
Utah deposits, Sunnyside and Tar Sand Triangle, meet this cr i ter ion.
Figure 1 ) .
a t 90°C, undergo agglomeration d u r i n g s i ze reduction, and the bitumen under
these circumstances is n o t l iberated and t h u s separation cannot be effected.
The h i g h viscosity cr i ter ion (50 poise a t 90°C) indicates t ha t the bitumen
phase is suff ic ient ly viscous t o be broken from the sand par t ic les and
dispersed as "par t ic le droplets'' i n the aqueous phase. Such a condition and
process strategy i s fundamentally different from the spherical agglomeration
process developed fo r Canadian t a r sands by the National Research Council of
Canada ( Farnard , 1961 ) .
Bitumen from two
(See
Tar sands w i t h bitumen of lower viscosity, l e s s t h a n 10 poise
Sand Si ze D i s tri b u t i on
The f lotat ion recovery and the grade of the bitumen concentrate mostly
depend on the extent of s ize reduction and the l iberation o f bitumen,from
the sand-bitumen network. The specif ic energy required t o obtain products I
of different sand s i ze dis t r ibut ion fo r the Sunnyside t a r sand was deter-
mined fo r batch g r ind ing i n a standard ball mill equipped w i t h a torque
meter and recorder.
products are shown i n Figure 2 a t various levels of energy i n p u t . As would
Selected sand s ize distribution curves fo r ground

AB-57
be expected higher energy levels produce a f ine r sand s ize distribution.
example a t 6.36 k w h / t o n , 50% of the sand is finer than 100 Urn, whereas fn r
For
', 1
-, 12.8 kwh/ton, about 80% of the sand is f ine r than 100 pm.
gr inding behavior of sand i n the t a r sand material i s different than tha t of
Moreover, the
pure quartz, particularly a t a f i ne r s i ze range (Misra, 1981). T h i s i s due
t o the inherent differences i n the physical properties of the sand par t ic le
present i n t a r sand feed material. The in te rs t ices of the sand par t ic les
are inundated w i t h b i tumen whi ch compl etely envel opes each sand par t ic le .
As a resu l t the breakage of sand par t ic les present i n the bitumen-sand matr ix
i s comparatively more energy intensive than tha t of pure quartz.
Flotation recovery of the bitumen as a function of weight percent of
sand par t ic les less than 100
and 5 lb/ton dispersant.
par t ic les smaller than 100 pm increases, the recovery of bitumen i n the
concentrate increases s ignif icant ly , reaches a maximum and then decreases
gradually.
i n p u t indicated tha t a portion of the bitumen tends t o agglomerate, which
prevents recovery of this bitumen by f r o t h f lotat ion.
more extensive s i ze reduction of the sand par t ic les resul ts i n a concommitant
i s shown i n Figure 3 for 5 lb/ton promoter
I t should be noted t h a t as the percentage of sand
Examination of the ground product a t higher levels of energy
Also, i t seems tha t
reduction of the bitumen's i n t r in s i c hydrophobicity.
I t m i g h t be expected tha t the concentrate grade would also be diminished
by the production of f ine r sand par t ic les and his indeed was found t o be so.
Entrapment and transport of hydrophilic par t ic es into the froth phase I .
generally increases as par t ic le s i z e decreases and such a phenomenon appears
n o t t o be unexpected for the f lotat ion of t a r sands (See Figure 3 ) .

B i tumen-Tar Sand Surface Chemistry
Generally, f lo ta t ion occurs due t o the attachment of an a i r bubble t o
the surface of hydrophobic par t ic les and the thermodynamic considerations of
bubble-particle attachment have been discussed by several authors (Laskowski , 1974; Fuerstenau and Raghavan, 1976; F i n c h and Smith, 1979).
ment phenomenon is characterized by the contact angle which is a measure of
the hydrophobic nature of the surface.
Sunnyside t a r sand were measured i n the presence and absence of various
hydrocarbon homologs and l i g h t fuel o i l as a func t ion o f pH.
presented i n Table 2.
Sunnyside t a r sand exhibits a f i n i t e contact angle, charac te r i s t ic of the
native f l o t a b i l i t y of the bitumen phase.
addition of 250 mg/l of promoter or any of the hydrocarbon homologs does n o t
s ignif icant ly increase the contact angle between the t a r sand surface and the
a i r bubble.
The attach-
In this regard contact angles for
The resu l t s a re
Both i n the absence and presence of hydrocarbon o i l ,
As can be noticed from Table 2 , the
The contact angles developed a t the surface of solvent extracted
bitumens from the Sunnyside and Asphalt Ridge deposits are shown i n Figure 4
(Misra and Miller, 1981) and, as can be noticed, a maximum contact angle
between the bitumen surface and the a i r bubble i s possible under moderately
alkal ine conditions -pH 8.
materi a1 as we1 1 as sol vent extracted bitumen e x h i b i t moderate hydrophobicity , whi ch accounts f o r the recovery of the bitumen d u r i n g ambient tem’perature
f lotat ion.
separation experiments i n which case f lo ta t ion is accomplished by bubb le
entrapment ra ther than by bubb le attachment t o the bitumen phase (Smi th and
Miller, 1981).
These results demonstrate t ha t t a r sand feed
These f i n d i n g s should be contrasted t o the resu l t s of hot water

In another experiment an apparent i so-e lec t r ic point of the t a r sand was
ident i f ied by measuring change of pH as a function of time f o r d i f fe ren t
i n i t i a l pH values as shown i n Figure 5. Interest ingly, the apparent iso-
e l ec t r i c point of the bitumen was found t o be i n the range of pH 7.8-8.3,
which is i n excellent agreement w i t h the measured contact angle. The
surface chemistry associated w i t h these results are discussed elsewhere
(Misra and Miller, 1981). A t the iso-electr ic p o i n t , the charge (potent ia l )
of the surface is minimum. As a r e su l t the attachment of the a i r bubble
a t the surface is f ac i l i t a t ed . Blake and Kitchner (1972) report t ha t
bubble attachment a t a hydrophobic surface i s not possible i f the surface i s
highly charged. So the reduction i n charge density a t the bitumen surface a t
a moderately alkal ine pH (pH -. 8) enhances the attachment event resul t ing i n
a higher contact angle.
Bench Scale F1 o t a t i on
Promoter A d d i t i o n
Since bitumen is naturally hydrophobic, a small addition of ordinary
fuel o i l m i g h t be used as a promoter. In this regard, the coeff ic ient of
separation i s shown as a function of promoter addition i n Figure 6.
Conditions f o r a typical experiment and corresponding results a re given i n
Table 3. A small addition of promoter ( 5 l b / t o n ) increases the coefficient
of separation from 0.48 t o 0.50.
resul ts i n an emulsion o r dispersion of surface bitumen layers, and an
increased loss of the dispersed bitumen i n the f lo ta t ion cell.
seen from Fjgure 6 , the addition o f a small amount of sodium carbonate
(10 l b / t o n ) d u r i n g the g r i n d i n g stage increased the coeff ic ient of separation
However, excessive addition (10 lb/ton)
As can be

signif icant ly .
carbonate (>15 1 b/ton) destroy the i ntri nsi c hydrophobicity of the bitumen
par t iculates so much t ha t bitumen cannot be separated by f ro th f lotat ion.
similar e f f ec t was observed i n hot water separation experiments (Misra, 1980).
Coefficient of separation as a function of promoter addition f o r the
I t was also observed t h a t higher additions of sodium
A
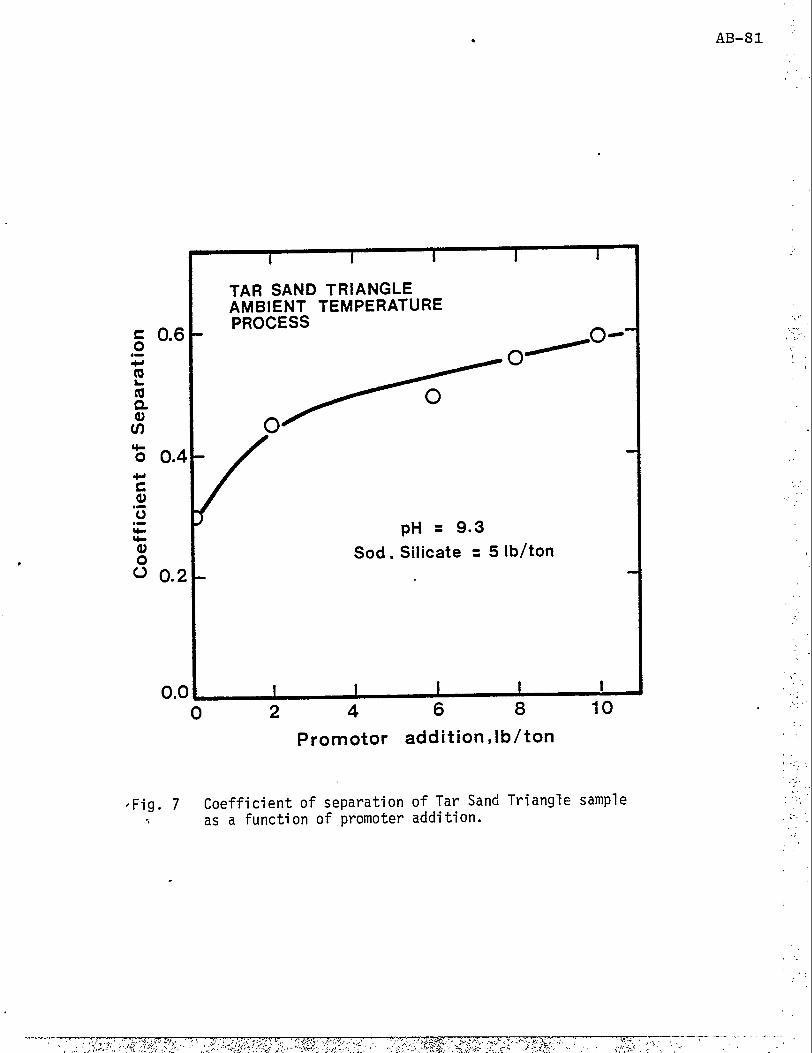
4 highly viscous ( > l o a t 90°C) Tar Sand Triangle sample i s shown i n Figure 7.
Unlike Sunnyside Tar Sand, higher additions of promoter increase the qual i ty
o f separation considerably for the sample from Tar Sand Triangle.
higher addition o f promoter o i l does not seem t o disperse bitumen from the
surface layer as i s the case f o r the Sunnyside sample.
r e f l ec t the highly viscous nature of the bitumen from the Tar Sand Triangle
deposi t.
The
These results
Effect of pH
The coeff ic ient of separation i s shown i n Figure 8 f o r Sunnyside t a r
sand as a function of pH, a t an addition of 5.0 l b / t o n promoter. As can be
seen, the best separation is obtained a t a moderately alkal ine pH, between
7.5 and 9.0.
f lotat ion.
w i t h the apparent iso-electr ic point of the t a r sand feed and bitumen, which
was shown t o be i n the range of pH 7.8 t o 8 . 3 (Figure 5). Furthermore, this
i s the pH range where a maximum contact angle between the a i r bubble and the
bitumen surface was observed (Figure 4) .
When the pH exceeded 11 , excessive f r o t h formed d u r i n g
This pH dependence of the f lo ta t ion response can be correlated
Dispersant Addition
Sodium-silicate has been used as a dispersant w i t h a cer ta in degree of
success in,many systems containing quartz as a gangue constituent

AB-61
(Glembotskii , et. a. , 1972; Colombo, 1980). In this regard, the coeff ic ient
of separation as a func t ion of dispersant addition is given i n Table 4.
Small additions of sodium s i l i c a t e seem t o have beneficial e f f ec t on the
quali ty of separation.
detrimental effect.
adsorption mechani sms are not completely understood.
sand f lo ta t ion , sodium s i l i c a t e may ac t as a dispersing agent f o r the slimes
However, higher levels o f addition seem t o have
The role of sodium s i l i c a t e i s rather complex and
With regard t o t a r
i n the pulp as well as a depressant fo r quartz.
Effect of Oxidation
As discussed e a r l i e r the bitumen concentrate obtained by the ambient
temperature separation process i s hydrophobic.
surface al terat ion due t o oxidation can have a detrimental e f fec t on the
As m i g h t be expected,
quali ty of separation. I t was observed d u r i n g the research project t h a t
freshly ground t a r sand floated be t te r than the samples w h i c h had been
exposed t o the atmosphere f o r a few hours or days.
separation as a function of t i m e o f exposure t o the atmosphere f o r ground
Sunnyside t a r sands i s shown i n Figure 9.
The coeff ic ient of
The reduction i n the separation
efficiency appears t o be mainly due t o surface oxidation, which takes place
when the t a r sand feed material i s exposed t o the atmosphere a t room
temperature. Probably the oxidation o f hydrocarbons and formation of surface
acidic groups results i n a reduction of hydrophobicity and f l o t a b i l i t y of
t a r sand bitumen, Similar phenomenon is known t o occur i n coal f lo ta t ion
systems (Sun , 1954; Aplan, 1976).

Hot Water Processing of Ambient Temperature Concentrate
i The concentrate from the ambient temperature experiments contains about
21% bitumen on a dry basis. Furthermore, water removal from the ambient
temperature concentrate i s readily achieved compared t o the concentrate
obtained from the h o t water process.
under a lamp, no detectable amount of water was observed i n the ambient
For example, a f t e r two hours drying
temperature concentrate.
lamp, water content i n the hot water concentrate was determined to be 25
On the contrary, a f t e r four hours drying under the
percent by weight, result ing from a colloidal dispersion of water droplets i n
the bitumen phase.
makes i t excellent feed material for subsequent processing.
two experiments were performed t o establish the su i t ab i l i t y of the ambient
temperature concentrate as a feed material fo r the recently developed hot
water process.
ature concentrate a re given i n Table 5.
bitumen was recovered a t a grade o f 45 percent, comparable w i t h the resu l t s
obtained by the two stage hot water processing of Sunnyside Tar Sand (Misra,
1981).
Ease of water removal and uniformity of this concentrate
In this regard,
Results from the hot water processing o f the ambient tempera-
As can be seen, 99 percent of the
A t this point, the ambient temperature separation appears t o be an
a t t rac t ive process strategy for the highly viscous Sunnyside feed material.
However, the grade of the concentrate, regardless o f the processing routes
followed, is found to be about 45 percent bitumen by weight on a dry basis.
The s i ze dis t r ibut ion of sand par t ic les recovered i n concentrates from
different two stage separation experiments a re presented i n Figure 10.
i s c lear t ha t f ine sand par t ic les are mechanically entrapped i n the bitumen
I t
concentrate and limit the grade of the concentrate.

SUMMARY AND CONCLUSIONS
Physical separation of bitumen from Utah t a r sand deposits (Sunnyside
and Tar Sand Triangle) containing a re la t ively h i g h viscosity bitumen phase
can be accomplished by tradit ional s i ze reduction and froth f lo ta t ion
techniques.
of 60% less than 100 pm, 5.0 lb/ton promoter and 5.0 l b / t o n dispersant) more
than 90% of the bitumen can be recovered i n a concentrate which i t s e l f i s an
excellent feed material fo r e i ther the h o t water or thermal process. As
expected, i n the absence of alkaline digestion, the f lotat ion behavior and
contact angle measurements of the t a r sand sample indicated tha t the bitumen
had a naturally hydrophobic character.
obtained a t moderately a1 kaline pH, which correlates w i t h the apparent iso-
e l ec t r i c point of the bitumen as determined from t i t r a t i o n curves.
Under certain conditions ( g r i n d i n g t o a sand s i ze d i s t r i b u t i o n
The best f lotat ion response was
Moreover, the rejection of greater than 60% of the sand, the uniformity
of the concentrate, and the ease w i t h which water can be removed from the
concentrate make the ambient temperature process strategy a t t rac t ive and
cost effect ive i n comparison t o the h o t water process.
cant factor of the ambient temperature process is the energy efficiency.
energy required t o achieve effect ive separation by this ambient temperature
process i s s ignif icant ly less than the energy required fo r the recently
developed hot water process, as shown i n Figure 11. Calculations indicate
t h a t required energy i n p u t f o r phase disengagement by digestion i n the hot
water process is a t l e a s t 45 kwh per ton fo r greater than 90% recovery;
whereas, f o r the ambient temperature process, the energy i n p u t f o r phase
disengagement by s ize reduction is substantially l e s s , requiring only 13 kwh
per ton f o r greater than 90% recovery.
The most s ignif i -
The
The findings of this investigation

add to the current physical separation process a l ternat ives f o r t a r sand
deposits. A summary of these physical separation processes i s presented i n
Table 6 , which, together w i t h s t ra tegies such as the sand reduction process
and the spherical agglomeration process as well as other phase separations
such as the oleophilic sieve (Kruyer, 1978) and the a i r sparged hydrocyclone
(Mi 11 e r , 1981 ) , gives the design engi neer many a1 te rna t i ves fo r process
synthesis.

AB-65
REFERENCES
Aplan, Frank F. , 1976, "Coal Flotation," Flotation, Vol. 2 , SME/AIME, ed. M. C. Fuerstenau, p. 1235.
Bichard, J . S . , Bowman, C. W . , Butler, R. M., and Tiedge, J. S . , 1974, "Separation o f Oil from the Athabasca Oil Sands by Sand Reduction," Athabasca Oil Sands , ed. Carrigy, M. A., p. 171.
Hydrophobic Methylated S i l ica ," J . Chem. SOC. Farad. Trans. , Vol. 68, p. 1435.
Blake, T. D . , and Kitchner, J . A . , 1972, "Stabi l i ty of Aqueous Films on
Clark, K. A. , 1923, Research Council o f Alberta, Edmonton, Alberta, Canada, p. 42.
Clark, K. A. , and Pasternack, P. S. , 1932, "Hot Water Separation of Bitumen from Alberta Bi tuminous Sands," Ind. Eng. Chem. , Vol. 24, No. 12, p. 1410.
Clark , K. A. , 1944, "Hot Water Separation of A1 berta Bituminous Sands , I '
Canadian Ins t i t u t e of Mining and Metallurgy Trans., Vol. 47, p. 257.
Colombo, A. F. , 1980, "Selective Flocculation and Flotation o f Iron Bearing Minerals," Fine Par t ic le Processing, Vol. 2 , p. 1034.
Cottrel , J . S. , 1974, "Development of Anhydrous Process for Oil-Sand Extraction," Athabasca O i l Sands, ed. Carrigy, M. A . , p. 193.
Fahlstrom, P. H . , 1974, " A Physical Concentration Route i n Oil Shale Winning," paper presented a t the 12th Oil Shale Symposium, Golden, Colo..
Farnard, J . R . , S m i t h , H. M. and Puddington, J . E . , 1961, Canadian Journal
Finch, J . A. and Smith, G. W . , 1979, "Contact Angle and Wetting," Mineral
o f Chemical Engineering, 39, p. 94.
Science Eng. , Vol. 11 , No. 1 , p. 36.
Fuerstenau, D. W. , and Raghaven, S. , 1976, "Some Aspects of the Thermo- dynamics of Flotation," Flotation, Vol. 1 , SME/AIME, ed. M. C. Fuerstenau, p. 21.
Gishler, P. E. , 1974, "The Flu id ized Technique Applied t o Direct Dis t i l l a t ion
Glemotskii, V. A . , - e t . fi., 1972, Flotation, New York, p. 194.
Kaminskii, V. S . , and Sokolova, M. S. , 1978, "Concentration of O i l Shale
from Bituminous Sand," Canadian J. o f Research, F. 27, p. 104.
and Production of Kerogen Concentrations," Concentration o f Mineral , Vol. 12 , MOSCOW, pp. 5-58.

Kruyer, Jan, 1978, "Oleophillic Society of Alberta," Edmonton Journal ,
Laskowski , J. , 1974, "Part ic le Bubble Attachment i n Flotation," Mineral
Wednesday , March 22.
Science Eng., Vol. 6, No. 4 , p. 223.
McConville, L. B. , 1975, "The Athabasca Tar Sands," Mining Engineering, Vol. 27, p. 19.
Miller, J. D. , 1981 , "Concept of Air Sparged Hydrocyclone," Presented a t the
Miller, J. D. , and Misra, M. , 1981 , "Hot Water Process Development f o r Utah
110th AIME Annual Meeting, Chicago.
Tar Sands," To be presented a t AIChE Meeting, Houston, Texas.
Misra, M., and Miller, J. D . , 1980, "Effect of Feed Source i n the Hot Water Processing of Utah Tar Sands," Mining Engineering, Vol. 32, No. 3, p. 302.
Misra, M., and Miller, 3. D . , 1981, "Surface Chemistry Features i n the Hot Water Processing of Utah Tar Sands," Symposium on Separation Science & Technology, May 5-8.
Misra, M . , 1981, Ph.D. Thesis, University of Utah.
Oliver, W . L., 1976, "An Overview of Canada's First Commercial Surface Mining Extraction Plant," The Future Supply of Nature Made Petroleum and Gas, ed. R. F. Meyer , Pergamon Press.
Sand," The Petroleum Engineer, Vol. 23, p. 66. Peterson, W . S. and Gishler, P. E . , 1975, "Oil from Alberta Bituminous
Porteous, K. W . , "Oil Mining - The Syncrude Project," presented a t the A1 ternate Resources and Technologies f o r Fuel Symposium, Univ . of P i t t s b u r g , Penn. , July 31.
Rall, C. G. and Raliaferro, D. B. , 1946, U.S.B.M. Report of Investigation, No. 4001, p. 16.
Sepulveda, J. E., and bliller, J . D . , 1978, "Extraction of Bitumen from Utah Tar Sands by Hot Water Digestion - Flotation Technique," Mining Engineering, Vol. 30, no. 9, p. 1311.
S i d d i que, M. , "A Kinetic Approach t o Ball Mill Scale-up f o r Dry and Wet Systems," M.S. Thesis, University of Utah, 1977.
Smi th , R. J . , and Miller, J. D . , 1981, "Flotation Behavior of Asphalt Ridge Bitumen ,I' Accepted f o r publication i n Mining Engineering, SME/AIME.

AB-67
LIST OF TABLES
1. Utah t a r sand deposits (Misra and Miller, 1981).
2. Contact angle o f Sunnyside t a r sand (core sample) as a function of pH i n the absence and presence of various promoters (250 mg/l).
3. Ambient temperature separation of Sunnyside t a r sand.
4. Effect of dispersant a d d i t i o n (sodium s i l i c a t e ) on the quali ty of separati on.
5. Typical experimental resul ts of h o t water processing of the concentrate produced by ambient temperature separation.
6. Physical separation processes fo r Utah t a r sands.

AB-68
Table 1
Utah Tar Sand Deposits [Misra and Miller, 1981).
In-P1 ace Bitumen Average Bitumen Content (Wt. %) [bi 1 1 i on bbl 1
Tar Sand Tri angle 12-1 6 5.0
P.R. Spr ing 4.0-4.5 12.2
Sunnysi de 3.5-4.0 9-10
C i r c l e Cliffs 1 .3 5.0
H i 11 creek 1.2 8- 9
Asphalt Ridge 1.1 13.1

Table 2
Contact Angle of Sunnyside Tar Sand (Core Sample) a s a Function of pH i n the Absence and Presence of Various Promoters (250 mg/l) .
Contact Angle (degrees)
Naphtha PH None (Coleman gas) C5H12 C7H1 6 ‘gH20 c1 OH22
4 55 40 49 46 52 55
6 62 52 59 45 56 51
8 57 54 57 44 61 57
10 57 61 54 43 62 57
11 59 46 61 53 64 58

Table 3
Ambient Temperature Separa t ion o f Sunnysi de T a r Sand.
Experimental Conditions
Gri ndi ng F1 o t a t i o n Wetting agent: None Promoter (Coleman gas ) : 5 lb / ton Percent s o l i d s : 70% Dispersant: 5 1 b/ton Sand size: 60% pass ing 100 pm Impeller speed: 900 rpm
Air flow r a t e : 9000 cc/min
Calcula ted Mass Balance
Grade, % Weight, % Tar Sand
Recovery Ta r Sand
Concentrate 46.77 20.25 79.75 92.21 41.57
Tai 1 53.23 1.51 98.49 7.79 58.43
Feed 10.27 89.73 100 100
C o e f f i c i e n t o f Separa t ion = 0.50 a

Table 4
Effect of Dispersant Addition (.Sodium Si 1 i cate) on the Quality of Separation.
Sodi um Si 1 i ca te Coefficient of Addi ti on, 1 b/ton Separation
AB-71 . . 1 . '
'
0 0.48 I .
5 0.50
15 0.46
20 0.40
a
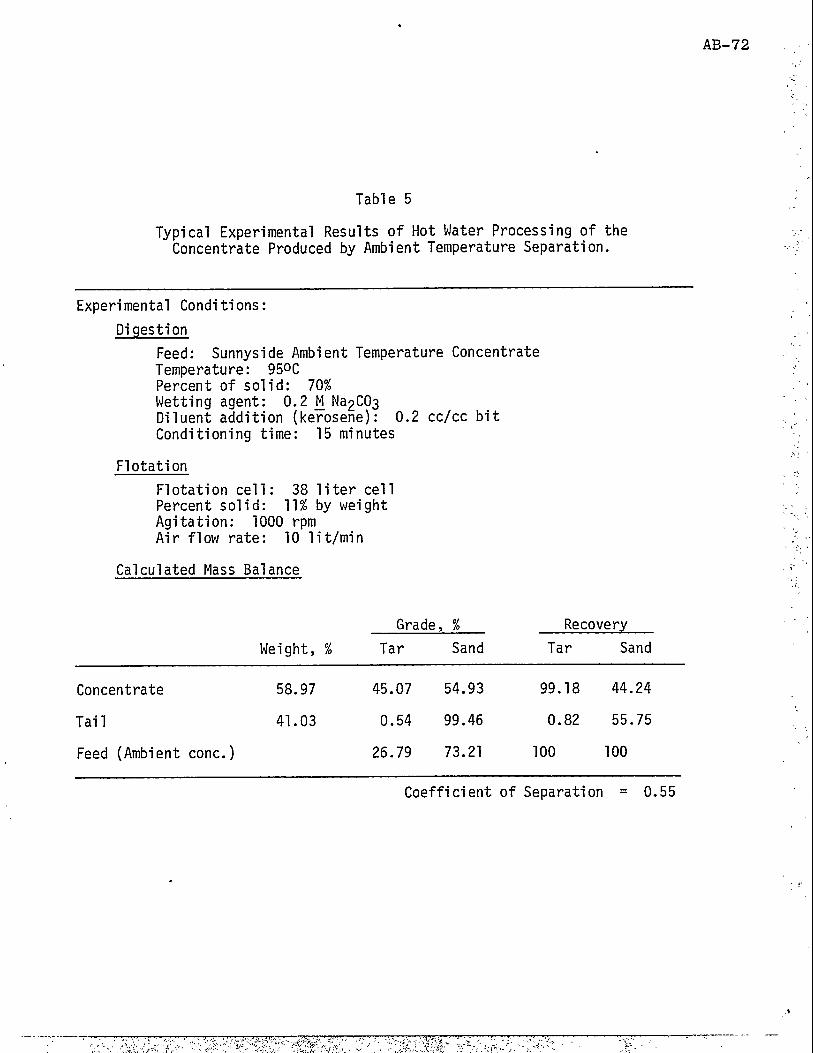
Table 5
Typical Experimental Results of Hot Water Processing of the Concentrate Produced by Ambient Temperature Separation.
Experimental Condi ti ons : Digestion
Feed: Sunnyside Ambient Temperature Concentrate Temperature: 95OC Percent of sol id: 70% Wetting agent: 0.2 Na2C03 D i 1 uent addition (kerosene) : C o n d i t i o n i n g time: 15 minutes
0.2 cc/cc b i t
F1 o t a t i on Flotation ce l l : 38 l i t e r ce l l Percent sol id: 11% by weight Agitation: 1000 rpm Air flow ra te : 10 l i t /min
Calculated Mass Balance
Grade, % Recovery Weight, % Tar Sand Tar Sand
Concentrate 58.97 45.07 54.93 99.18 44.24
Tai 1 41.03 0.54 99.46 0.82 55.75
Feed ( Ambi en t conc. ) 26.79 73.21 100 100 ~~~ ~
Coefficient of Separation = 0.55

AB-73
Table 6
Physical Separation Processes for Utah Tar Sands.
Bi turnen Coefficient of Processing Strategy Viscosity
Phase Dis- Phase Tar Sand Source and a t 90°C, Separation engagement Separation Percent Bitumen Poises
Low shear , hot water digestion
High shear, h o t water d i ges t i on
Liberation by s i ze reduction
Gravity Athabasca, Canadian (1 2) s e t t l e r
'High grade Utah Tar Sands, Asphalt Ridge and P. R. S p r i n g s w i t h d i 1 uent addition
Modi f i ed Asphalt Ridge and P. R. froth S p r i n g s (10-12) f l o t a t i on
Sunnysi de (8-9) w i t h control 1 ed d i 1 uent addition
Tradi ti onal froth f lo- Sunnysi de (5-9) t a t i on fol 1 owed by HWP of con- centrate
Tar Sand Triangle and
2.5 0.9
Ef f ec t i ve- ness limited due t o emul- si f i ca t i on
10 0.9
0.7
>loo . 5

AB-74
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
for bitumen- from various t a r sand deposits.
Par t ic le size d i s t r i b u t i o n f o r sands of Sunnyside t a r i n p u t s .
Bitumen recovery as a function of sand s i z e d i s t r i b u t t a r sand.
Contact angle curves of solvent refined Sunnyside and bitumen as a function of pH (Misra and Miller, 1981).
LIST OF FIGURES
Arrhenius-type p lo t i l l u s t r a t i n g the effect of temperature on viscosity
sand and energy
de on f o r Sunnys
Asphal t Ridge
Change of pH of Sunnyside bitumen concentrate and feed i n aqueous solution as a function of time.
Coefficient of separation as a function of promoter addition for Sunnyside t a r sand w i t h and w i t h o u t sodium addition.
Coefficient of separation of Tar Sand Triangle sample as a function of promoter addition.
Coefficient of separation as a function o f pH w i t h and without promoter addition.
Coefficient of separation as a function of exposed time t o the atmosphere a t ambient temperature.
Par t ic le s i z e dis t r ibut ion of the sand i n the concentrate from a typical ambient temperature f lo ta t ion - hot water separation experiment. Also presented i s the par t ic le s i ze d i s t r i b u t i o n for the sand i n the concen- t r a t e of two stage hot water digestion experiments.
Comparison of bitumen recovery f o r ambient temperature and hot water separation experiment as a func t ion o f energy i n p u t .
. .. .:
\ - ,
' I

.
I I 1 I 1
. o S u n n y s i d e D A s p h a l t R i d g e 0 P.R. Spr ing 0 Athabasca
I I I I I
2.0 3.0 3.2
( 1 / ~ ) ~ 1 0 3 , OK-'
' I AB-75 * ' -
8
Fig . 1 Arrhenius-type p lo t i! lustrat ing the e f fec t of temperature on viscosity f o r bitumen from various t a r sand deposits.

. AB-76 I '
7 1 1 I I I I I I
w
v) >. z z 3 v)
n -
v) c, 3 P S *I-
h 0, L aJ S 0)
W S lu
U S a v)
L lu c, aJ
W
ce 0
L 0 ce
a 0-
N
0,
LL .I-

100
80
60
40
20
0
0 i I 0 1
I
SUNNYSIDE TAR SAND AM B I EN T TEMPER AT U R E PROCESS
Natural pH
20% percent solids
*
20 40 60 80 100 Percent of sand particles smaller than 100 microns
- .
Fig . 3 Bitumen recovery as a function of sand s i z e d is t r ibu t ion f o r Sunnyside t a r sand.

. AB-78 1 ,
90
80
70
60
50
40
4 Sunnys' .e bitumen
6 Asphalt Ridge bitumen A
.r
/" I 4 +
A' /T
!-e- -
I I 1 I 4 6 a 10
S y s t e m pH
Fig. 4 Contact ang le curves of so Asphalt Ridge bitumen a s a Miller, 1981).
vent ref func t ion
12
ned Sunnyside and o f pH (Misra and
, '.

I
. AB-79
I e
E Ql
v) % v,
CI
Sunnyside Bitumen Concentrate from
ambient temperature process
I 0 2.5 5
I I I 1 7.5 10 12.5
Time,min
Fig . 5 - Change of pH of Sunnyside bitumen concentrate and feedin aqueous solution as a function of time.

0.7
0.6 c 0
(0
(0 P
.I
c,
L
$ 0.5 * 0
r a 0
a 0 0
c,
.- 0.4 .- *
yl
0.2
0.:
SUNNYSIDE TAR SAND AMBIENT TEM”ERATURE PROCESS
Na2C03 Addition 0 none 0 10 Ib/ton
1 I 1 2.5 5.0 7.5 1.0
c
0.0
Promoter addition, Ib/ton
Fig.’6 C o e f f i c i e n t of s e p a r a t i o n as a func t ion of promoter addi- t i o n f o r Sunnyside t a r sand w i t h andwi thout sodium add i t ion .
. AB-81
I TAR SAND TRIANGLE AM B I E NT TEMP E R AT U RE PROCESS 5 0.6
I U .I
CI
L (0
a e a
* + a 0 o*21
0
04- 0.
pH = 9.3 Sod. Silicate = 5 Ib/ton
1 I 1 I I 0.0 I 0 2 4 6 8 10
Promotor addition ,Ib/ton
#F ig . 7 C o e f f i c i e n t of s e p a r a t i o n o f Tar Sand Tr i ang le sample a s a func t ion o f promoter add i t ion .
. . ., .

. AB-82 8
0.6
0.5
0.4
0.2
0.2
SUNNYSIDE TAR SAND AMBIENT TEMPE?ATURE PROCESS
P rornoter add it ion
0 nohe 0 5 Ib/ton
1 I I I 4 6 8 10 12
System pH
Fig. 8 C o e f f i c i e n t of s e p a r a t i o n a s a func t ion of pH w i t h and w i t h - o u t promoter a d d i t i o n .
. L

.6
.5 c
.2
.1
Fig . 9
I I I I
SUNNYSIDE T A I ~ S A V D AMBIENT TEMPERATURE
PROCESS
5 Ib/ton Promoter 5 Ib/ton Sodium Sil l icate \
0- 0- 0
24 48 72 96
Oxidation Time, hrs
Coefficient of separation as a function of exposed time t o the atmosphere a t ambient temperature.

AB-84
U a \ I-
h
n E
d E a 6 E 0 0
Q I-
Y
4d
'", 0
a
\ a
\ \ a
I I t 1 I I I I I t 0 0 0 9 c? (9 r
8
0 8
0 5! 8 0 (D
0 P

.
1 I I I
\ Q
cn z cn K
I-
I c- 3
n a
a
a
\ a I-0 o u
\- a\
.. cn E 0
'0 E 0 0
.- - .-
Q
0 \
\ 0, 0
W U
n
.. In E 0 .- c, - U C 0 0
I I 0 d
0 a 0 a[,
0 0 v-
.
L aJ c, r6 3 c, 0 c
- >
s s ln *r 0 0 , .
Q r 6 E Q O a J o m
.I.

Separation of Bitumen from Utah Tar Sands by a Hot Water Digestion-
, .
, : ,
' Flotation Technique *, .
, %. s
J. E. Sepulveda and J. D. Miller
Tar sand deposits in the state of Utah contain more than 25 billion bbl of in-place bitumen. Although 30 times smaller than the well-known Athabasca tar sands, Utah tar sands do represent a significant domestic energy resource comparable to the nat.ional cplde oil reserv~-(31-.3 billion bbl). Based upon a detailed analysis of the physical and'chemical properties of both the bitumen and the sand, a hot-water s$paration process for Utah tar sands is currently being developed in our laboratories at the University of Utah. This process involves intense agitation of the tar sand in a hot caustic solution and .subsequent separation of the bitumen by a modified froth flotation technique. Experimental results with an Asphalt Ridge, Utah, tar sand sample indicated that percent solids and caustic concentration were the two'moit impbrtant Griables controlling the performance of the 'digestion stage. These variables were identified by means of an experimental factorial design, in which coefficients of separation greater than 0.90 were realized. AIthough preliminary in nature, the experimental evidence' gathered in this investigation seems to indicate that a hot-water separation process for Utah tar sands would allow for the efficient utilization of this important energy resource.
The projected increase in the ever-widening gap between the domestic energy demand and the domestic energy supply for the next few years has motivated renewed interest in enerev sources other than petroleum, such as tar sands, oil shale and coal. Although a number of research programs on the exploitation of national coal and oil shale resources have already been completed, very few programs have been initiated on the processing of tar sand resources in the United States. In recognition of their significance as a domestic energy resource, investigators at the University of Utah have designed an extensive research-program on Utah tar sands. An important phase of this program, and the main subject of this publication, is the development of a hot-water process for the recovery of bitumen from Utah tar sands, as a preliminary step toward the production of synthetic fuels and petrochemicals.
The term' 'tar sand' refers to a consolidated mixture of bitumen (tar) and sand. The sand in tar sand is mostly a-quam as determined from X-ray diffraction patterns. Alternate names for 'tar sands' are 'oil sands' and 'bituminous sands.' The latter is technically correct and in that sense provides an adequate description.
Tar sand deposits occur throughout the world, often in the same geographical areas as petroleum deposits. Significantly largc tar sand deposits have ban identified and mapped in Canada, Venezuela and, th'e United States.1. ''
By far, the largest deposit is the Athabasca tar sands in the Province of Alberta, Canada. According to the Alberta Energy Resources Conservation Board (AERCB).Z#S proved reserves of
9
crude in-place .bitumen in the Athabasca region amount to almost 900 billion bbl. To date, this is the only tar sand deposit in the world being mined and processed for the recovery of petroleum products. Great Canadian Oil Sands, Ltd. (GCOS) produces 20 million bb! of synthetic crude oil per year. Another plant being constructed by S'yncrude Canada, Ltd. is expected to produce in excess of 40 million bbl of syntheticcrude oil per year.
According to the Utah . Geological and MineraI Survey (UGMS). tar sand deposits in the state of Utah contain more than 25 billion bbl of bitumen in place, which represent almost 95% of the total mapped resources in the United States.4 The extent of Utah tar sand reserves seems small compared to the enormous potential of Canadian tar sands. Nevertheless. Utah tar sand reserves do represent a significant energy resource comparable to the United States crude oil proved reserves of 31.3 billion bbl in 1976.5
Tar sands in Utah occur in 51 deposits along the eastern side of the state.4 However, only six out of these 51 deposits are worthy of any practical consideration (Fig. 1). As indicated in Table I , Tar Sand Triangle is the largest deposit in the state and contains about half of the total mapped resources.
Information regarding the grade or bitumen content of Utah deposits is still very limited. The bitumen content varies significantly from deposit to deposit, as well as within a given deposit. In any :event. the information available6-8 seems to indicate that Utah deposits are not as rich in bitumen as the vast Canadian deposits which average 12 to 13% by weight.9 Although many occurrences of bitumen saturation up to 17% by weight have been detected in the northeastern part of the state (Asphalt Ridge and P. R. Spring), the average for reserves in Utah may well be less than 10% by weight.
Separation Technology
As in any other mining problem, there are two basic approaches to the recovery of bitumen from tar sands. In one
J. D. Miller and J. E Sepulveda, Members SME, are Associate Professor and Graduate Research Assistant, respectively, Dept. of Metallurgy and Metallurgical Engineering, University of Utah, Salt Lake City, Utah. SME Preprint 7881, AIM€ Annual Meeting, Denver, Colo., March 1978. Manuscript, Nov. 2, 1977. Discussion of this paper, submitted in duplicate prior to Dec. 30,1978, will appear in February 1979.

A3-87- ', ' ,
N
I
Asphalt Ridge
Hill Creek
Sunnyside
Tar Sand Triangle
River
Circle Cliffs ,*#
A
I Fig. 1. Major tar sand deposits in the state of Utah.
case, the ore can be mined and transported to a processing plant where the bitumen is recovered. Alternately. the bitumen can be processed 'in-situ.' Over the last 50 years, a great variety of separation processes, including both surface mining and in-situ processes, have been proposed in the literature.9-11 However, until recent years, little was known about the potential applicability of any of these processing strategies to Utah tar sands.
Based on the fact that the hot-water process is the only process whox technology is well developed and is currently being used in the primary separation of bitumen from Canadian tar sands: the main objective in this investigation was to quantify the performance of a similar process for Utah tar sands. In particular, research efforts were concentrated on the identification of the main operating variables which control the quality of the separation achieved by hot-water processing.
The hot-water process was first described by K. A. Clark in 192312 and has been repeatedly modified thereafter.13-15 As applied to Utah tar sands, this process basically consists of the separation and recovery of bitumen from tar sands by digesting the raw material with a hot aqueous solution containing a
* caustic wetting agent such as sodium hvdroxide, . sodium carbonate, or sodium silicate. The resulting strong surface hydration and shearing forces operative at the sand-bitumen interface give rise to the displacement and subsequent disengagement of the bitumen by the aqueous phase (Fig. 2). Once the bitumen has been displaced and the sand particles have been liberated, the two phases can be separated by a modified froth flotatim Kchnique based on the natural hydrophobicity exhibited by the free bituminous droplets. The name of the process arises from the fact that digestion is accomplished at temperatures just below the boiling point of water.
In practice, the application of the hot-water processing technique to Utah tar sands results in a two-stage process (Fig,. 3). In the first stage, referred to as digestion, crushed tar sand is
,
'
Fig. 2. The hot-water process: schematic representation of bitumen displacement and phase dmgagement during digestion.
contacted with'the hot caustic solution in a stirred tank reactor, at constant temperature, for a specified digestion time. Because of the highly viscous nature of the bitumen in Utah tar sands, the impeller in the reactor must be designed so as to produce a high-shear force field capable of rupturing the bituminous film coating the sand particles; (Fig. 2), so that the solid phase may become exposed to the caustic solution. Upon contact, the caustic solution wets the surface of the sand particles and the system reaches its desired equilibrium configuration, Le.. the solid and bituminous phases being separated by the aqueous phase. Ideally. at the end of the digestion stage, the bituminous phase not only has been displaced but also completely disengaged from the solid phase. as a result of the strong shearing action by the impeller in the digestor.
The second stage, flotation, is based on the hydrophobic nature of the bitumen at moderate pH values. In the flotation cell, air bubbles attach to the free bituminous droplets and carry them to the top of the cell, while the hydrophilic sand particles settle to the bottom. The flotation cell is operated at relatively low stirring speed so as to reduce the contamination of the bitumen concentrate with very fine sand particles. In actual processing, the hydrophobic bitumen concentrate removed from the top of the flotation cell would be sent to a refining plant for upgrading. On occasions, relatively large lumps of nonfloatable, undigested tar sand may be found with the sand tailings. This material can be recovered from the tailings simply by screening. The scavenger concentrate so, produced has a grade sufficiently high to either be recycled or refined as is.
The mechanism or means by which the bitumen is displaced from the surface of the sand particles is not yet well understood and, as a result. a useful theoretical framework does not exist. Furthermore, although similar in principle, the actual separation mechanisms in the processing of Athabasca and Utah tar sands appear to differ significantly. Because of the high moisture content of Athabasca tar sands, 3-5% by weight connate water, it has been postulated by Canadian investigators that the equilibrium structure of Athabasca tar sands consists of sand panicles separated from the bitumen b a film of connate water surrounding the sand panicles.3~9*1~ Accordingly, the bitumen .in Athabasca tar sands has already been displaced from the sand by the connate water. Under these conditions, bitumen separation reduces to a relatively simple phase disengagement process. Unlike Athabasca tar sands, Utah tar sands aie so dry that their moisture content cannot be detected by standard analytical techniques. Obviously, in the absence of water, the bitumen is directly in contact with, and bonded to, the surface of the sand particla. Hence, hot-water processing of
.. ..
r

Table 1. Extent of Urah Tar Sand Depoaics.
Ikpoaic Location - Tar Sand Trfmile
P. 9. Sprlng
Sunnyaide
Circle cliffs
Hill Creek
Asphalt Ridge
SE. Utah
xt, Urah
HE. Urah
SE, Utah
NE. Utah
HE. Urah
12.5 - 16.0
4.0 - 4.5
3.5 - P.0
1.3
1.2
1.0
Utah tar sands involves both bitumen displacement and phase disengagement phenomena (Fig. 2).
Several investigatorsl6*17 have attempted to explain bitumen displacement based on a surface energy balance postulating that, in order for the bitumen to be displaced, the total free energy of the system must decrease. However, this thermodynamic approach attempts to describe only the final equilibrium state and, in doing so, it fails to account for possible physical and electrostatic kinetic bamers which seem io be operative in the system.l6,17 Other investigatorsl8-21 have analyzed the displacement phenomenon by consideration of a chemical reactioh between the hydrated silica surface and the hydroxy radicals present in the caustic solution, which in turn results in the displacement of the bitumen from the sand panicles. Although this second approach eventually could provide a more realistic description of the displacement mechanism and rate phenomenon, it is found to be very limited because of the complexity of the interactions between the different phases of the sand-bitumen-water system. As a result, the process designer is left with one alternative, namely, the development of empirical models based on laboratory and /or pilot plant extraction tests. This is, in essence. the method of approach adopted in this investigation.
Definition of the Research Problem
Ideally, the development of a new processing strategy should naturally arise from a thorough understanding of its fundamentals. However, as emphasized previously, a useful theoretical model capable of describing the different phenomena occumng during hot-water processing of tar sands does not exist.
In view of the foregoing consideration, the best alternate approach would be the direct application of the well-developed Canadian technology to Utah tar sands. However, because of significant differences in the physical and chemical nature of Canadian tar sands as compared to Utah tar sands, and because of considerable differences in climatic conditions betwmn the two locations, the separation technology to be developed for the
. . processing of Utah tar sands and the technology already being i e d for the proc'essing of Canadian tar sands are ekpected to be substantially different. Under these circumstances, an independent investigation on the processing of Utah tar sands, based on laboratory and/or pilot plant separation tests. was considered to be a preferable approach.
Owing to the large number of variables controllinx the performance of the hot-watet process, the effect of each individual variable on tht overall performance could not be studied separately, as this would involve considerable experimental effort. Instead, experimental design techniques in which the number of experiments is reduced to a minium were uxd, in combination with the Box and Wilson optimization algorithm.22-25 The Box and Wilson algorithm for experimental optimization has been successfully a lied in a wide variety of industrial research problems. 26-gi In this
,
TAR S A N D S 1 CAUSTIC
+-SOLUTION
DIGESTION REDUCTION
AB-88
\SEPARATION/ I.
AIR -\ CELL /
f !-WATER
recycle)
TAILINGS
Fig. 3. Modified hot-water process for the separation of bitumen from Utah tar sands. : . *
particular application. the primary objectives were to determine the optimum experimental conditions for the separation of the bitumen from the sand and to identify the main digestion variables controlling the quality of this separation. A detailed description of the Box and Wilson algorithm and its application to Utah tar sands may be found elxwhere.29
Operation Variables Controlling the Performance of the Hot- Water Process: The number of variables affecting the performance of each of the two stages of the hot-water p n x a (digestion and flotation) is relatively large. A listing of these variables is presented in Table 2.
In this particular study, flotation conditions were kept constant in all experiments, so that the effect of digestion variables on the overall system response could be studied first. With this experimental approach, flotation, while being an integral part of the process. was also used as an analytical tool for the evaluation of the effectiveness of the digestion stage.
Similarly, discrete digestion variables (feed source, wetting agent, and reactor design) were not varied during the experimental opthiitation process. However, once the optimum conditions were determined for an Asphalt Ridge sample, the effect of other feed sources on the quality of the separation was studied in a separate series of experiments. As a first approximation to the processing of Utah tar sands,
this investigation was mainly concerned with the equilibrium response of the system. Under t h e circumstances, dynamic variables such as digestion time and feed size did not deserve piimary consideration. since th'ey would not influence the quality of the separation at equilibrium.
Finally. based on the fact that bitumen viscosity decreases significantly with temperature (see Fig. 9). the temperature in the digestor was kept constant at 95OC. just below the boiling point of water. The effect of lower temperatures on the quality of the separation was also studied in a separate series of experiments.
In summary, of all the operation variables listed in Table 2. only t h m are left for consideration, namely, the percent solids in the digestor. the concentration of caustic in solution. and the intensity of agitation (stirzing speed). In this regard, the term 'percent solids' refers to the amount of tar sand (both bitumen and sand) with rcspm to the total mass ofmaterial in the system.
.

AB-89
Table 2. Operation Variables Controlling the Perfornance of the Hat-Water Process
Condenser k I I r
'Pyrex Glass
Fig, 4. Dean and Stark tube assembly.
Specification of an Objective Function for Optimization: The actual implementation of any optimization algorithm generally entails the representation of the economical or technical objective (maximize profit, minimize cost, maximize efficiency. etc.) in terms of a set of mathematical quantities. The resulting relationship is normally referred to as the objective function. In this particular application. the primary optimization objective was to maximize the quality of the separation achieved by hot- water processing of Utah tar sands.
Since the hot-water process is, in essence, a separation process, separation indices used to quantify the quality of the separation in other similar processes can also serve as a technical objective function for the system under consideration. In 1970, SchulzSO published an excellent review of the most frequently used separation indica in the mineral industry. Because of its clear physical significance. the coefficient of separation (defined as the fraction of the feed material which undergoes a perfect separation while the rest 'of the feed is distributed unchanged into the respective product streams30) provided an adequate, 'one-parameter' description of the overall process performance and was selected as the objictive function for process optimization.
The coefficient of separation can be simply evaluated as the difference between the recovery of the valuable component (bitumen) in the concentrate and the recovery of gangue (sand) in the same concentrate. ,
Experimental
The processing strategy used in laboratory hot-water separation tars is schematically represented in Fig. 3. Before
Digestion: Discre&: 01. Feed Source 02. wetting Agents 03. Impeller and Reactor Design
Continuous: VI. Twcratum a. Percentbltds V3. Digestion Time V4. Wetting Agmt Mdi t ion V5. Feed Size V6. Intensity of Agitation
U. flotation Reagents
W . In&nslW o f Agitation w3. TerWratllre W4. Solution pH US. Flotation Reagtnts Additions US. Air f l m a h
Floutton: Discrete: El. Cell Design
Continuous: Y1. Percent Solids
... c \
~~. Table 3. Average Bittmm Content
of Utah Tar Sand Sanples
neposit Averag; Biciuen Content (1. by weight) . *
Asphalt Ridge 13.1
P. R. Spring 12.2
Sunnyside 9.0
T A ~ Sand Trbngle 5.0
each series of experiments was initiated. the tar sand samples were thoroughly mixed in large batches in order to homogenize the quality of the feed. A fraction of this material was then extruded down to smaller pieces (- W8-h.) and fed to a 1-gal, stirred tank reactor where it was contacted with the hot caustic solution and stirred, at constant temperature. for a specified digestion time. The essential features of this reactor are an impeller with two opposing pitched blade turbines (4-in. OD), a torquemeter. an SCR speed controller. a tachometer, a reflux- takeoff condenser, and a temperature control/heating system. The amount of tar sand and solution added to the digestor in each separation test was calculated so that the active volume of the reactor was close to a gallon in all of the experiments. At the end of the digestion stage, the bitumen had been displaced from the surface of the sand particles and could be separated from the dispersed sand in a conventional batch bench-scale flotation machine where the bitumen was floated with air.
In the flotation cell, the percent solids was reduced to about 20%. by weight, by the addition of an aqueous caustic solution at room temperature (" 15OC). The alkalinity of the solution was adjusted in order to maintain the pH of the suspension above 10. This relatively high flotation pH allowed for the flocculation of the sand tails and a faster flotation response. Besides sodium hydroxide, no other reagent was added to the flotation cell. The intensity of agitation of the suspension was maintained at a relatively low level, compared to conventional mineral flotation practice. in order to avoid contamination of the concentrate with fine sand particles. The hydrophobic bitumen concentrate was removed from the top of the flotation cell while the hydrophilic free sand panicla were recovered from the bottom of the cell.
Representative samples of the feed. concentrate. and tailings were analyzed to determine their composition with respect to bitumen, sand, and water. For this purpose. several Dean and Stark tube assemblies (Fig. 4) were set up in accordance with the procedure reported by the US Bureau of Mines.31 A weighed
c
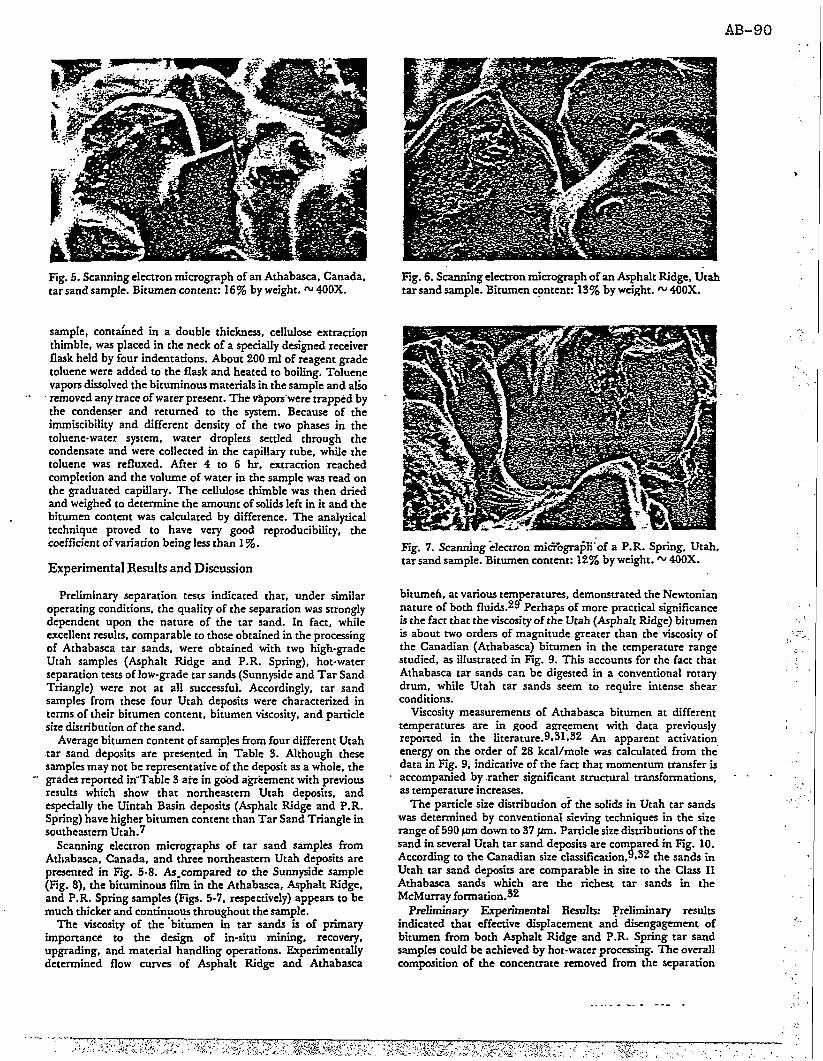
AB-90
Fig. 5. Scanning electron micrograph of an Athabasca. Canada, tarsandsample. Bitumen content: 16% by weight. 4OOX.
sample, contahed in a double thickness, cellulose extraction thimble, was placed in the neck of a specially designed receiver flask held by four indentations. About 200 ml of reagent grade toluene were added to the flask and heated to boiling. Toluene vapors dissolved the bituminous materials in the sample and a h
. removed any trace of water present. The vapors'were trapptd by the condewr and returned to the system. Because of the immiscibility and different density of the two phases in the toluene-water system, water droplets settled through the condensate and were collected in the capillary tube, while the toluene was refluxed. After 4 to 6 hr. extraction reached completion and the volume of water in the sample was read on the graduated capillary. The cellulose thimble was then dried and weighed to determine the amount of solids left in it and the bitumen content was calculated by difference. The analytical technique proved to have very good reproducibility, the coefficient ofvariation being less than 1%.
Experimental Results and Discussion
.
Preliminary separation tests indicated that, under similar operating conditions, the quality of the separation was strongly dependent upon the nature of the tar sand. In fact, while excellent results, comparable to those obtained in the processing of Athabasca tar sands, were obtained with two high-Fade Utah samples (Asphalt Ridge and P.R. Spring), hot-water separation tests of low-grade tar sands (Sunnyside and Tar Sand Triangle) were not at all successful. Accordingly, tar sand samples from these four Utah deposits were characterized in terms of their bitumen content, bitumen viscosity, and particle size distribution of the sand.
Average bitumen content of samples from four different Utah .tar sand deposits are presented in Table 3. Although these samples may not be representative of the deposit as a whole, the
-' grada reponed in-Table 3 are in gdod agreement with previous results which show that northeastern Utah deposits, and especially the Uintah Basin deposits (Asphalt Ridge and P.R. Spring) have higher bitumen content than Tar Sand Triangle in southeastern Utah.7
Scanning electron micrographs of tar sand samples from Atliabasca, Canada, and three northeastern Utah deposits are p r m t e d in Fig. 5-8. As-compared to the Sunnyside sample (Fig. 8), the bituminous film in the Athabasca. Asphalt Ridge, and P.R. Spring samples (Figs. 5-7, respectively) appears to be much thicker and continuo? throughout the sample.
The vixosity of the bitumen in tar sands is of primary importance to the design of in-situ mining. recovery, upgrading, and material handling operations. Experimentally determined flow curves of Asphalt Ridge and Athabasca
Fig. 6. &anning electron micrograph of an Asphalt Ridge. Utah tarsand sample. Bitumen content: 13% by weight. 4OOX.
Fig. 7. S c a d n g ;lectron miCiigra$of a P.R. Spring. Utah, tar sand sample. Bitumen content: 12% by weight.
bitumefi, at various temperatures, demonstrated the Newtonian nature of both fluids.29 Perhaps of more practical significance is the fact that the vixosityof the Utah (Asphalt Ridge) bitumen is about two orders of magnitude greater than the viscosity of the Canadian (Athabasca) bitumen in the temperature range studied, as illustrated in Fig. 9. This accounts for the fact that Athabasca tar sands can be digested in a conventional rotary drum, while Utah tar sands seem to require intense shear conditions.
Viscosity measurements of Athabasca bitumen at different temperatures are in good amcement with data previously reported in the literature.9s31.32 An apparent activation. energy on the order of 28 kcal/mole was calculated from the data in Fig. 9, indicative of the fact that momentum transfer is accompanied by.rather significant structural transformations, * . . as temperature increases.
The particle size dismbution oi the solids in Utah tar sands was determined by conventional sieving techniques in the size range of 590 p down to 37 pm. Particle size distributions of the sand in several Utah tar sand deposits are com ared in Fig. 10. According to the Canadian size classification~~2 the sands in Utah tar sand deposits are comparable in size to the Class I1 Athabasca sands which are the richat tar sands in the McMurray formation.32
Prefim-nary Experhental Resulk: Preliminary results indicated that effective displacement and disengagement of bitumen from both Asphalt Ridge and P.R. Spring tar sand sampIes could be achieved by hot-water processing. The overall composition of the concentrate removed from the separation
4OOX.

AB-91
Fig. 8. Scanning electron micrograph of a Sunnyside. Utah. tar sand sample, Bitumen content: 9% by weight. nJ 4OOX.
cell ranged from 60 to 75% by weight bitumen, on a dry basis. Moisture content was around 40% by weight; The tailings had an unexpectedly low bitumen content .of 1ms.that 0.5% by weight. The excellent quality of the tailings is well demonstrated ,by the scanning electmn.micrograph prcxntedin Fig. 11, which . k to be compared with the photograph of the original feed presented in Fig. 6. In these experiments, about 96% of the bitumen contained in the feed material was recovered in the Concentrate and about 92% of the sand was rejected in the tailings. Typical mulu arc prrsented in Table 4.
Identification of Main Variables and Process Optimiiation: The Box and Wilson Algorithm: In accordance with the experimentation strategy outlined p m i o ~ l y . the Box and Wilson algorithm was applied to the recovery of bitumen from Asphalt Ridge, Utah, tar sands. The objective for optimization was to maximize the quality of the separation being characterized by the coeffident of separation. Maintaining all other digation and flotation conditions constant. the coefficient of separation was assumed to be a function of only three
.
Temperature, O K (reciprocal scale) Fig. 9. Arrhenius plot illustrating the effect of temperature on bitumen viscosity.
. I 1 I I 1 1 1 1 1 1 I I 1 I 1 I l l 1
hr t tc t r Stre. d (urn) IO. K x ) . Kxx)
Fig. 10. Particle size distribution of sand from four different Utah tar sand deposits: Tar Sand Triangle, P.R. Spring. Sunnyside. and Asphalt Ridge.
digestion variables; the percent solids in' the reactor (E?). the wetting agent concentration (V4), and the stirring speed (V6). Furthermore. based on the Canadian experience With I
Athabasca tar sands,l5 sodium hydroxide was selected as the wetting agent in- all of the experiments. The experimental results obtained during the implementation of the Box and Wilson algorithm arc summarized next. Detailed information on the subject may be found elsewherc.29
s
3
. . .
. .

Fig. 11. Scanning electron micrograph of Asphalt Ridge sand after hot-water extraction of the bitumen. n~ 400X.
0.9
v) 0 0.8 - E 0
0 - c
0.7 P v)
o 0.6 c
c E W 0 iZ 0.5 r 0) 0 0
-
0.4
t
-
-
-
-
-
- 0
ns
Asphalt Rldge Sample Temperature = 95%
0.7 o 5 0 % Tar Sands
i , I 1
o 60% Tar Sands A 70% Tar Sands
- P 75% Tar Sands 0 80% Tar Sands
-
- - Fitted - 0.6 I 1 1 1 I I
0.0 0.2 0.4 Q6 Q8 1.0 NaOH Concentratlon,M
Fig. 12. Quality of the separation achieved by hot-water processing as a function of the caustic concentration, for various
- - percent tarsandssin the reactor at 95OC. Asphalt Ridge sample:
The implementation of the Box and Wilson optimization algorithm required more than 60 extraction tests. Percent solids was varied from 50 to 80% by weight, NaOH concentration from 0.25 to 1.50 (mole/liter). and the stirring speed from 510 to 1250 rpm. The experimental results so obtained were correlated by multiple linear regression to obtain the second order experimental model:29 CS=0.9192-9.515~10-4V2+ 1.641~10-1V4- 1.694X10-4v6
+ 2.CWx10-2n V4 + 3.825x10-6vZ V6 - 1.824x10-4V4V6
-8.667~10'5V22-1.350 V@ -3.250~10-9 V6z (1)
. . - .
1.0 I 1 1 I 1 1
Asphalt Ridge Sample Percent Sol ids: 752 Caustic Conc: 0 .58 moles/lt
./
I -.- 40 50 60 70 ' ao 90 loo
. .' ... Digestion. Temperature, 'OC' .. . Fig. 13. Quality of the separation as a function of the digestion temperature for the Asphalt Ridge sample at 75% solids and 0.58 mole/liter sodium hydroxide.
.... I-_- .
where CS represents coefficient of separation (fitted value): YZ represents percent tar sands. by weight; V4 represents NaOH omen& m mole/EeL and V6 Hypothesis tests, based on the analysis of variance of thn
model. suggested that, in the range of values studied, the quality of the separation does not seem to be significantly affected by the stirring speed (V6). In fact, it can be demonstrated29 that the 'reduced' model: CS= 0.6555 +5.79&t10-syZ- 1.s6W0-2V4 i- 1.80&10-2yZV4
Stirring speed m
- 1.008~10-4 V22 - 1.182 V42 (2)
which does not account for variations in V6. describes the experimental data as well as the "full' model (Eq. 1).
Further analysis of the data reveals that. in the range of 70 to 80% tar sands, the overall system response, characterized by the coefficient of separation, is not significantly affected by the percent tar sands in the digestor, E. In fact, above 70% solids, the polynomial expression:
can be shown29 to describe the experimental data as well as the reduced model correlation (Eq. 2). The quality of the data description by the reduced models is illustrated in Fig. 12where experimental and fitted values are graphically compared. As indicated there, the maximum coefficient of separation is expected to be around 0.90 at a sodium hydroxide concentration of 0.58 mole/liter. Grades and recoveries are expected to be similar to those r e p o ~ t ~ d in Table 4.
The nee& for high shear digestion conditions in order to achieve both bitumen displacement and phase disengagement gives rise to a relatively high optimum percent solids in the digestor (7040%). Further, experimental results substantiate the hypothesis that a high intensity of agitation does not necessarily result in strong shearing conditions. In fact, as mentioned previously. process performance was shown to be independent of the stirring speed in the range of values studied (510-1250 rpm).
CS=0.5732+1.127 V4 -0.9698 V42 (3)

. . . _..._ ---. - - . .
Shear Strrss
c
a. High - Grade Tar Sand
Shear Strea
b. Low-Grade Tar Sand
Fig. 14. Schematic representation of the effect of shear forces on le digestion of high and low grade tar sands.
Perhaps the most critical variable is the wetting agent :oncentration. A low caustic addition (below 0.4M) results in a ticky bitumen concentrate and a tail which still contains a ignificant amount of bitumen. On the other hand, an xcessively high caustic addition (above 1M) gives rise to a trong chemical reaction at the bitumen-water interface. Under h e x conditions, the tar sand is disintegrated before any phase eparation can actually occur.
Effect of Digestion Temperature on the Quality of the kparation: Each of the experiments reported in the previous cctions was performed at 95OC. In order to test the hypothesis hat the quality of the separation should deteriorate at lower cmperatures because of the increase in bitumen vicosity, a cries of experiments with Asphalt Ridge tar sand were rerformed at lower temperatures, setting all other variables at he optimum conditions previously determined. Experimental csults presented in Fig. I3 indicate that a decrease in tmperature has a detrimental effect on the quality of the tparation achieved by hot-water proc&ing. Even though the Tade of the concentrate decreased only slightly, the recovery of iitumen from the sand (and hence, the coefficient of eparation) was significantly diminished. At these low cmperatures, the bitumen became very sticky and viscous. As a esult, the bitumen adhered to the walls of the reactor and the Iotation cell. Furthermore, large lumps of nonfloatable iitumen-sand agglomerates ap+ared with the sand tailings.
Effect of the Feed Source on the Quality of the Separation: n i l e excellent results, comparable to those obtained in the rocessing of Athabasca tar sands, were obtained with the two
iigh-grade Utah samples (Asphalt Ridge and P.R. Spring), hot- vater separation tests of low-grade tar sands (Sunnyside and Tar iand Triangle) were not at all successful. Experimental results ibtained with tar sand samples from these four deposits are
AB-93
b
Fig. 15. Particle size distribution of the sand in the feed and. products for a typical hot-water extraction ta t .
summarized in Table 5, where typical results obtained with Athabasca tar sands are a h included, as reported in the
Because of the low bitumen content, samples from Sunnyside and Tar Sand Triangle can be easily ground in a conventional tumbling mill. Such is not the case with samples from Asphalt Ridge and P.R. Spring deposits which due to their plasticity could only be reduced in size to a limited extent by extrusion. As compared to the Sunnyside sample (Fig. 8), the bituminous film in the Athabasca, Asphalt Ridge and P.R. Spring samples (Figs. 5-7. respectively) appears to be much thicker and continuous throughout the sample. With such samples, shear forces can be t r a n s f e d to the bitumen-solid interface through this plastic bituminous matrix, so that rupture may occur at the interface which will allow for the aqueous solution to advance and wet the surface of the sand particles (Fig. 14a). Conversely, in the case of low-grade tar sands, where the bitumen is more like a thin, rigid coating around each sand panicle (Fig. 8) rather than a continuous matrix, failure may occur within the bitumen phase and not at the interface, as postulated in the previous case. As a result, the bitumen remains attached to the sand particles and phase disengagement does not occur (Fig. 14b).
Under the assumption that the 6tumen content of the digested pulp was a critical variable. a series of recycling experiments were performed in which tar sand samples from different deposits were mixed with bitumen concentrate prior to hot-water separation. so that the bitumen content of the mixture could be adjusted to any desired level..In this series of experiments,. the bitumen concentrate was added directly to the fresh feed in the digestor. However, visual observation of the digested pulp revealed that the fresh tar sands and the recycled bituxhen concentrate were not mixes thoioughly; In fact, the experimental results presented Table 5 demonstrate that the quality of the separation was not improved, as anticipated. Alternate techniques, such as heat treatment of the mixture. are currently being investigated by other members of the same research group.
Partkle Size Classification during Hot-Uiater Processing: Particle size analyses of the fced and products after hot-water processing reveals that size classification of the sand particles occurs during the processing sequence. As shown by the size analysis data pmmted in Fig. 15. most of the fine particles are recovered in the bitumen concentrate whereas coarse partides are rejected to the tailings.
At the optimum digestion conditions, the quality of the separation will be controlled not only by the bitumen content of
literatm.M
.
,,. ,

AB-94 , .. , .
I .
/ .
, -.,
' ,--
, .. I
I .
97.1 91.1 0.881
98.1 86.9 0.852
97.1 91.0 0.903
Sunny.ld. 8.9 11.5 1.6 89.0 U . 2 0.572
91.1 61.6 0.549
I, I. 7 r l r n t h 5.0 no products ,
T, S, ~ 1 i r n 1 1 r 1n.0 no prduccm (r.=rclr)
hth.bisra(+) 14.1 9L.l 1.1 90.0 99.2 0.891
V*tCl"t .tmc: t E x p ~ r l u n t ~ l con6Itlnns not r.portrd.1(
1.15 n d l k m .11lC.C.
the fAd but also by the particle size d&ribution of the sand in the tar sand sample. For a given bitumen recovery, the influence of these two factors on the quality of the separation of a low- grade Sunnyside sample can be roughly estimated based on the results obtained with the Asphalt Ridge sample under similar conditions (Case 1 in Table 6). Notice that 7.7% of the sand in the Asphalt Ridge sample is recovered in the bitumen concentrate. If the size classification process is assumed to be ideal (Le., there exists a critical separation size above and below which a given particle reports to either the tailings or the concentrate, respectively), it is found from Fig. 10 or 15 that this critical size must be approximately 100 p in order to explain the previously mentioned result. Now, if the same critical size is assumed to be applicable for the Sunnyside sample (Cax 2 in Table 6), where 35% of the sand is finer than 100 pm (Fig. lo), the estimated grades and recoveries shown in Table 6 are found to be in fairly good agreement with the experimental values. Although these highly idealized calculations do not attempt to provide an accurate description of the system, they do demonstrate the overall combined influence of the feed grade and the particle size distribution of the sand on the performance of the hotswater process.
Summary and Conclusions
,
Experimental results obtained in this investigation demonstrated that effective separation of bitumen from high- grade Utah tar sands can be achieved with a hot-water proceis,
---involving the addition of .wetting agents, digestion of. the tar sand under high shear conditions, and finally separating the bitumen from the sand by a modified froth flotation technique.
The processing strategy being developed for Utah tar sands is expected to differ significantly from the one being used in the processing of Athabasca tar sands, mainly because of considerable differences in the physical and chemical properties of the two materials. As compared to Utah tar sands, Athabasca tar sands are characterized by a higher bitumen content, a significantly lower viscosity (about two orders of magnitude lower), and the reported presence of an envelope of connate water separating the bitumen from the solid phase. Utah tar sands contain practically no water; thus, the bitumen is directly in contact with, and bonded to, the surface of the sand particles.
Main variables and optimum operating conditions of the
ccaca.tr.r. 19.0 W.8 ls .2 H . 4 7.7
Tat1 81.9 0.6 99.4 1.6 91.1
rnd 100.0 12.8 87.2 1m.o 100.0
au2: *,.lA. lit- eatmt: 9.02 'rims' (>iwr): SI (111. io)
Y.1Cbt. I IaCor.". I 1.I Ind 7.r sad
CODC..W.t. 16.9 11.5 78.5 89.0 31.8 (30.1) (25.7) (14.3) (89.0) (25.0)
(69.1) (1.Q (98.6) (11.0) (75.0) T.11 63.1 1.J 98.b 11.1) u.2
digestion stage were determined for the Asphalt Ridge sample by the implementation of the Box and Wilson optimiiation algorithm. The quality of the separation, being characterized by the coefficient of separation, was found to be indepindent of the stimng spee'd in the range of values considered (510-1250 rpm). At the optimum digestion conditions (70-80% tar sands, 0.58 M NaOH, 95OC), coefficients of separation averaging 0.90 and bitumen recoveries over 96% are to be expected. Separation test data obtained at lower digestion temperatures substantiated the hypothesis that a decrcax in temperature has a detrimental effect on the quality of the separation achieved by hot-water processing.
Variations in the quality of the separation obtained with materials from different deposits can be interpreted in terms of their physical properties, specifically the bitumen content and the particle size distribution of the sand. As discussed in the text, the grade of the tar sand must be high enough so that the bituminous film surrounding the sand particles exceeds a certain critical thickness for effective phase disengagement. In addition, the pamcle size distribution of the sand must be coarse enough so that the amount of fina entrapped in the bitumen phase as a result of the size classification process is minimized and the grade of the bitumen concentrate is maintained at an acceptable level.
Although preliminary in nature, the experimental evidence gathered in this investigation seems to indicate that a hot-water process for Utah tar sands would allow for the efficient utilization of this important energy resource.
Acknowledgments
This investigation was made possible through the financial support of the Dept. of Development Services of the State of Utah'and the National Science Foundation Grant' No. AER74-' '-- . 21867,. under the direction of Alex G. Oblad, Distinguished Professor of Metallurgy and Fuek Engineering at the University of Utah. In addition, the authors wish to express their gratitude to J. Milbourne and M. Misra for their assistance on the execution of a significant number of experiments. .
>
References
lPhiackerky. P. H.. and Scott, L. I).. *Major Tar Sand Deposits in the World,' Boceedzhgs, 7th World Petroleum Congress. Vol. 3, Elsevier Publishing Co. 1967. pp.551. 2Govier. G. W.. 'Albma's Oil Sands in the Energy Supply Picture,' address to the 1973 CSPG Symposium on Oil Sands - Fuel of the Future, Calgary. Albena. Sept. 1975.

AB-95
3McConville, L. B., 'The Athabaxa Tar Sands,' Mmmg Engtheehg, Jan. 1975, pp. 19. 4Riuma, H. R., 'Oil Impregnated Rock Deposits of Utah.' Utah Geological and Mineral Survey, Map 33,1973. 5Oil and GarJournal, Vol. 74, No. 52, Dec. 27,1976, pp. 105. 6wood, R. E., and Ritzma, H. R., 'Special Studies 39.' %ah Geological and Mineral Survey, 1972. 7Campbel1, J. A.. Reprint 99. Utah Geological and Mineral Survey, 19751 8Pcterson, P. R.. 'Report of Investigation 88,' Utah Geological and Mineral Survey, 1974. gCamp, F. W., The Tar Sands of Alberta, Canada, 2nd ed.. Cameron Engineering, Inc.. Denver, Colo., 1974. 10Hendrickson, T. A., Synthetic Fuet Data Handbook, Cameron Engineers, Denver, Colo., 1975, pp. 235. 11Lowe. R. M., Status of Tar Sand Exploitation in the United States, AIChE Symposium Series, Vol. 72, 1975. IZClark, K. A., Research Council of Alberta, Report No. 8. Annual Repon 1922, 1923, Edmonton, Alberta, Canada, pp. 42. IsClark, K. A., and Pasternack, D. S.. "Hot Water Separation of Bitumen from Alberta Bituminous Sands,' Industrial B Engiineenhg Chemistry, Vol. 24, No. 12.1932, pp. 1410. . 14Clark, K. A., 'Hot Water Separation of Alberta Bituminous Sand,' Tramactions, Canadian Inst. of Mining and Metallurgy,
%ne, E. D., and Fear, J. V. D., 'Canada's First Commercial Tar Sand Development,' Proceedings, 7th World Petroleum Congress, Vol. 3, Elsevier Publishing Co.. 1967, pp.633. 16Leja, J., and Bowman, C. W., 'Application of Thermodynamics to the Athabasca Tar Sands,' Canadian Journal of Chemical Engiheenhg, Vol. 46. k. 1968, pp. 479. 17Bowman, C. W., 'Molecular and Interfacial Properties of Athabasca Tar Sands.' Roceedings, 7th World Petroleum Congress, Vol. 3, Elsevier Publishing Co., 1967, pp. 583. 18Banel1, F. E., and Miller, F. L., 'Displacement of Crude Oil and Benzene from Silica by Aqueous Solutions.' Industrial and Engiheen'ng Chemistry, Vol. 24, No. 3. March 1932, pp. 335. IgNutting, P. G., 'Chemical Problems in the Water Driving of Petroleum from Oil Sands,' Industnhl Engiinem*ng
-
Vol. 47, 1944, pp. 257. . .
Chemirtry, Vol. 17. No. 10. Oct. 1925. pp. 1035. ZONutting, P. G., 'Principles Underlying the Soda Process,' The Oiland GasJournal, Vol. 25, May5.1927. pp. 32. 21Uren. L. C., 'Increasing Oil . Recovery by Flooding,' National Petroleum News, Vol. 19. No. 31. Aug. 3, 1927, pp. 50. BOX, G. E. P., and Wilson. K. B., 'On the Experimental Attainment of Optimum Conditions,'JouiMl of the Royal Statistical Society, Ser. B., Vol. 13. No. 1.1951. pp. 1. 23Box, G. E. P.. 'The Exploration and Exploitation of Response Surfaces: Some General Considerations and Examples,' Biomet~cs, Vol. 10, 1954, pp. 16 24Box. G. 'E. P., and Wilson, K. B.. 'Multi-factor Experimental Designs for Exploring Response Surfaces,' AnnaIeJ of Mathematical Statistics, 1957, pp. 195. 25Davies, 0. L.. The De@n and Anal+ of Industrial Expen'ments, Chap. 11. Hafner Publishing Co.. New York. 1956. 26Hunter, W. G., and Hoff, M. E., 'Planning Experiments to Increase Research Efficiency, ' Industrial and Engineering Chemirtry. Vol. 59. No. 3.1967, pp. 43. 27Stowe. R. A.. and Mayer, R. P., 'Efficient Screening of Process Variables,' Industnhl and Engtirem'ng Chemistry, Vol. 58. No. 2.1966. pp. 36 28Somasundaran. P.. and Prickett, G. 0.. 'Optimization of a Flotation .Operation Using Statistical Methods.' Tram. SME/AIME, Vol. 244,1969. pp. 369. 29Sepulveda, J. E., 'Hot-Water Separation of Bitumen from Utah Tar Sands,' M. S. Thesis, UniversityofUtah, 1977. SOSchulz, N. F., 'Separation Efficiency,' Trans. SME/AIME,
3lReport of Investigations No. 4004. US Bureau of Mines. 32Ward, S. H., and Clark, K. A.. Report 57. 1950, Research Council of Alberta, Edmonton. 33Carrigy. M. A.. 'The Physical and Chemical Nature of a Typical Tar Sand: Bulk Properties and Behaviour,' Roceedings, 7th World Petroleum Congress. Vol. 3, Elsevier Publishing Co.. 1967. pp. 573. 34Blair, S. M., 'The Development of the Alberta Bituminous Sands,' Edmonton, Canada, 1950.
Vol. 247.1970, pp. 81. -
. .
Data'Bank for Geologic Field Work (GEOBANK) and Extension
. . _ . . . ...---... .. . .. .." . . . . . . . Dan Chun
, Abstract-To fadi ta te the effjient handling of large volumes of information generated by logging exploration dn'll cores, a computer data banksystem (GEOBANK) hac been developed to store and retrieve the n o m l l y dfFcult to handle geologic infoormation (IS well as the physikal testing data. The data bank systematized the loggiing of d d l core by first developing a standard f i t of adjectbes or desm$tors (with the corresponding a o i p e d numenkal codes) f o r the vanbur strat&aphic categories that are a t o asst&aed nummkal codes. The system uses the 'floatingslot' concept and handles the data
. . - . , ...- ... -
bank with one single input form.
* ,
. .. .. - ... .- . .-. -.. - .
D. Chun Is Associate Research Consultant with the Research Laboratory, US Steel Corp., Monroeville, Pa. 771219. Manu- script, June 27, 1977. Discussion of this paper, submitted In duplicate prior to Dec. 30, 1978, will appear in February 1979. In accordance with Postal Service Regulations this material has been assessed a page charge and is considered advertisement for postal purposes.

AB-96
SOCIETY OF MINING ENGINEERS
AIM6 OF
CALLER NO. D, LITTLETON, COLORADO 80123
PREPRINT N U M B E R
80-100
THF, E'LOTATION B E U V I O R OF DIGESTED . ASPHALT RIDGE TAR SANDS
R. ' J . Smith Graduate Student
I
J. 6. M i l l e r P r o f e s s o r ' o f Metallurgy
Un ive r s i ty of Utah S a l t Lake City, Utah
For p r e s e n t a t i o n at t h e A Z + E Annual Xeet ing Las Vegas, Nevada T February, 24-28, 1980
Permission is hereby given to !publish with appropriate acknowledgments, excerpts or summaries not to exceed one-fourth of the entire text of the paper. Permission to print in more extended form subsequent to publication by the lnstitute must be obtained from the Executive Secretary of the Society of Mining Engineers of AIME.
If and when this paper Is publlshed by the Society of Mining Engineers of AIMS H may'embody certain changes made by egreemenl between the Technical Publications Committee and the author, so that the form in which it appears here is not necessarily that in which it may be published later.
These preprints am available for sale. Mail orden to PREPRINTS, society of Mining Engineers, Caller No. 0, Littleton, Colorado 80123.
PREPRINT AVAILABILITY LIST IS PUBLISHED PERIODICALLY IN MINING ENGINEERING
1 '
..

AB-97 >
80-100
Abstract. Tar sand depos i t s i n Utah r ep resen t more than 25 b i l l i o n b a r r e l s of in-place bitumen. 96% of the knom U.S. reserves. The technologi- ul devtlopmenc of a hot v a t e r processing strac- egy f o r t he Canadian t a r sands and t h e commercial production of s y n t h e t i c crude o i l f rom.this n a t u r a l resource suggest t h a t similar success L y be poss ib l e f o r the u t i l i z a t i o n of Utah tar s&ds to provide our country v i t h a new domestic source of apthet ic crude o i l . In r h i s regard an a c t i v e research program t o develop a h o t n t e r process- ing s t r a t e g y f o r Utah tar sands h u been sus- Caned at the University of Utah f o r the p a s t ; f i v e years.
The hot vater process f o r Utah tar sands d i f f e r s s i g n i f i c a n t l y from t h a t used f o r Canad$an t a r sands due t o the inherent d i f f e renccs in the r e spec t ive bitumen v i s c o s i t i u and the na tu re of t h e bitumen-sand association. These d i f f e rencps have l e d t o t h e i d e n t i f i c a t i o n of certain design c r i t e r i a necessary to achieve s a t i s f a c t o r y phase disengagement during digest ion. (8.9) Subsequent f l o u t i o n o f t he digested tar sand is a subjec O f ' T U W C a t ' k t t k n t i m 'and is considered 3n';thts. . con t r ibu t ion f o r the i lsphalt Ridge tar sand.
Akhough contact angle measuremnts of pure: Asphalt Ridge b i t m e n i n d i c a t e moderate hydrophe b i d c y , a i r bubble attachment t o t he bitumen con- c e n t r a t c taken from a 37 l i t e r f l o t a t i o n c e l l Is not possible . This surprising result suggests. that t he f l o t a t i o n sepa ra t ion is dependent on : air bubble entrapment rather than on attachment due to su r face hydrophobiclry. The occlusion bf a i r bubbles in the bitumen is apparent from . v i s u a l examination of the concentrate, espec* a t lower tcmperarures. It s e w that a bitume - bubble agglomerate forms in the tmpel ler regich of the f l o t a t i o n c e l l . the e f f e c t i v e dens i ty ok . vhich is such eo a l l w t h e agglomerate t o f l o a t t o the surface.
A f a c t o r i a l design of t he major operat ing v a r i a b l e s Fn t he f l o t a t i o n sepa ra t ion lnd ica t ea t h a t the q u a l i t y of s epa ra t ion vas s i g n i f i c a n t l y dependent on the f l o t a r i o n temperature and t o a l e s s e r extent on the degree of ag i t a t ion . For a f l o t a t i o n temperature of 77.C recovery of 96.7.. percent vas r e a l i z e d a t a grade of 61.0 percens bitumen. t a t i o n temperatures vas found t o be due t o t h e decrease in bitumen viscosity r e s u l t i n g in more e f f e c t i v e r e j e c t i o n o f coarse sand from the coh-
I c en t r a t e . Conclnuation o f t h i s research e f f o r t on t h e
plxnned v l t h the ult imate goal being t o p r o d hot vater processing of Utah t a r sand has be
a demonstration p l a n t f o r the h o t vater procesi- ing of Utah t a r sand.
Introduc=ion
f depos it. i
The -roved sepa ra t ion at higher f lo-
. . . ., ,
'the kk-ciisX~-~tEcKnn'oIifgy 5asX €or t h e desi@
Since the e a r l y 1970's, vo r ld events l e d t h t USA into a search f o r energy sources o the r than peeroleum. Th i s search has been dlreczed t w a r d nuclear energy, solar energy, geotherrml energy, and s y n t h c t i c fue l s . Coal, o i l sha l e and tar sands have been used to produce feedstock f o r s y n t h e t i c f u e l s in South Africa, USA, and Canada r-pectively. The purpose of t h i s paper is td r e o r t t he r e s u l t s of research beiag done at t h e unfversiq .Of Utah on the sepa ra t ion of b i t u w n
.. . . . . . . I
from Utah t a r sands by a bo t v a t e r processing technique t o produce a feedstock f o r syn the t i c f u e l and petrochemical production.
It is understood t h a t t h e tern t a r sands r e f e r s t o a na tu ra l ly occurzing sandstone impreg- nated with a highly viscous crude hydrocarbon, a bitumen. (I) Early obsemers named this Eateri.1 tar sand a f t e r t he a s p h a l t i c appearance of t h e deposit . p o s i t s a r o i l sands because they represented a p o t e n t i a l source of o i l . Generally, t h e sand component of tar sands Is mostly quartz v i t h some minor clay and u l u r e o w c o n s t i t u e n u .
Venezuela and the USA as shown in Table 1. The l a r g e s t of these arc the Canadian deposi ts vhich contain 900 b i l l i o n b a r r e l s of crude in-place bitumen. This is t h e only deposi t in the vo r ld t h a t is a c t u a l l y being mined and processed comer- c l a l l y t o recover bitumen f o r t h e production of syn the t i c crude o i l . It is important at this po in t t o d i s t ingu i sh benraen t h e processing s t r a t - egy used t o separate bitunen from t h e Athabasca tar sands and the-Universi ty of Utah hot vater process f o r Utah t a r sands.
Processinn Xthabasca Tar Sands
Geologists r e fe r r ed t o these same de-
%jar tar sand deposi ts occur in Canada.
D r . L A . Clark vorking f o r t h e Alberta Research Council is c red i r ed wfth f i r s t descr ibing the hoz vater process f o r Athabasca tar sands in 1923. The process h e proposed hassinceundergone nuch evaluat ion and modif icat ion bu t contains the e s s e n t i a l elements on which todays c o u n e r c h l Ventures are based. I n 1944 D r . Clark set f o r t h the fundamental f ea tu re s vhich cha rac t e r i ze t h e hot v a t e r process. (2)
BitmPinow sand is an aggregate of sand, clay, o i l and water. Quar:z is the major campo- nent of t he sand bu t it contains o the r silicate minerals as vtl l . The bitumen content v a r i e s from 6 to 172 by ve igh t and is a viscous napthen- ic compound vLth a spec i f i c s r a v l t y s l i g h t l y g r e a t e r than t h a t of vater. Athabasca t a r sands have 8 vater content of 3 t o 5 percent by ve igh t and this v a t e r occurs as a f i l m separat ing t h e bitumen from t h e sand grains .
is displaced vhen the t a r sand is mixed v i t h water.
suspended substances i n the v a t e r enhances i t s action as a v e t t i n g agent and displacement of t h e bitumen is more c p q l e c e than i f the so lu t ion ve rc less concentrated.
1.
2. The b i t m e n surrounding t h e sand p a r t i c l e s
3. li greater concentration of dissolved and
4. Bubbles of air and v a t e r vapor present i n t h 6 $ydtcm become- at tached t o the bitumen d rop le t s - . . . and f l o a t them t o the surface. Hwever. only small bubbles l u s t h a t a f e v mil l imeters in d i r meter are e f f e c t i v e in f l o a t i n g t h e bitunen.
A c lean and conplete separat ion of b i t m e n from sand is impossible unless the tar sand is broken d m and the bitumen is dispersed as stall droplets .
f e r e n t process s t r a t e g i e s verc invcst igated, cui- asba t ing in t h e development of p l a n t s by GCOS (Great .Canadian O i l Sands Limited) and Synctude Canada. Limited. Both p l a n t s bave similar f l m - shee t s f o r bitumen recovery as described by- (3) and shown in Figure 1. X n i n g is accomplished with l a r g e bucket wheel excavators andlor drag
5 .
From these fundamental f t a turs . seve ra l d i f -

2
AB-98
80-100
l i n e r . The tar sand is then conveyed by a b e l t t o t h e p l a n t v h r r e it i s fed t o a r o t a t i n g drum and mixed vLth ho t vater and steam. The tar sand lumps are reduced in size by a b l a t i o n as each lrrmp it vanned and su r faces rloogh o f f . hydroldde is added +a a process a i d to . con t rp1 pH. The residence timc in t h e r o t a r y drum is long enough t o accomplish the r equ i r ed h u t Frans- f e r t o d i s i n t e g r a t e u c h lump by hea t ing and m e c h m i c a l a n g . displaced from the sand p a r t i c l e s and t h e pulp is discharged a t about 180.F. The conditioned Far rand l a t h m screened t o remove trziup Mterials and tar sand lumps.
is accomplished i n i t i a l l y in a grapitg settler, which is e s s e n t i a l l y a modlfied thickener. ?he tar s m d is int roduced i n t o the f eed vell and bitumen floats t o t h e su r face of t h e settler, vhere it is renoved by r a d i a l arms. po r t ion of t h e sand sinlu t o the bottom c o d k a l s ec t ion of t h e thickener , is advanced t o the'cen- t e r by rakes and is discharged as a tailing pro- duct, . From t h e s i d e of t h e thickener a middling s t ream is taken, vhich contains some fime s i n e r a l and bitumen p a r t i c l e s . A po r t ion of this stream i s returned. t o t h e r o t a t i n g drum f o r pulp dens i ty control . (4) The balance of t h e middling stream Ls fed t o s tandard f l o t a t i o n cells dich c i n j b e e i t h e r tank type o r trough cype. (5)
B i t u m e n concen t r a t t from the grav-fzy settler and from the scavenger f l o t a t i o n cells are c+m- bined and f r v t h e r t r e a t e d and upgraded t o a iyxi- t h e d c crude o i l . B i n m t e a concen t r a t e produted in this manner con ta ins about 84% b i t m m and'16X mineral ma t t e r on a dry b a s i s v i t h a bit- recovery of 90%. sc r ibed above has proved t o b e q u i t e success fu l in processing Athabasca tar sands. t h i s process I d no t so success fu l &en appl ied t o Utah tar sands.
processing Utah Tar Sands
Sodium
As a r e s u l t t h e bitumen is
The phase sepa ra t ion of bitumen from t h e sand
The major
Hot vater processing as de!
U d o r t e t e l y
Utah Geological and Hine ra l Survey published
The 25 a paper by H.R. Rltrman ( 6 ) i n z i l c h he states t h e r e a r e 51 t a r sand depos i t s in U t a h . depos i t s in the Uinta Basin con ta in an estimdted 10.81 b l l l i o n b a r r e l s of la-place bitumen. r e se rves contain 2s to 30 b i l l i a n b a r r e l s of bi- tumen r ep resen t ing about 96 percent of t h e bl tu- men sa tu ra t ed sandstone in t h e U.S. Table 1:Us-t~ the s i z e of t h e six l a r g e s t depos i t s in Utah!and t h e i r geographical l o c a t i o n is s h w in Fig& 2. A deposi t containing one b i l l i o n b a r r e l s is duf f i c i e n t t o produce 100,000 b a r r e l s of sya thed ic .c+c ni lger . .day f o t .24 yea r s based on -a-70jper-- 'cent y i e l d of s y n t h e t i c crude oil from bitumen. (7) This y i e l d k n o t unreasonable as i nd ica t ed from the CCOS opera t ing experience. . Unfortunate- l y the process used for Athabasca tar sands does not r e s u l t in an e f f e c t i v e bitumen-sand separa- t i o n when d i r e c t l y appl ied t o Utah tar sands;
The c h a r a c t e r i s t i c d i f f e rences between Atha- bosca and U t a @ tar rands have been chronicled in two previous papers from t h e Metallurgy Depart- ment a t the Universi ty of U t a h . (8.3) Unlike Athabasca tar sand, Utah tar sands con ta in no de tec t ab le indigenous va t e r . Therefore t h e b i tu - mcds bonded d i r e c t l y t o t h e sand p a r t i c l e s . ' Another d i f f e rence beween Athabascs and U t & tar sands is t h a t t h e v i s c o n i t i e s of t h e Utah.
Utah's
. I
bitumens t h e v i s c o s i t i e s of t h e Athabuca b i t m e n . For example, t h e reported v i s o c s i t i t s of Asphalt Ridge bitumen are compared vith t h e v i s c o s i t i e s f o r Athabasca b i t m e n in Figure 3. (8,9,10)
Armed vi th this information concerning t h e d i f f e rences between Athabuca and Utah tar sands a hot vater process s u i t a b l e f o r Utah tar sands vas developed. (8,9) The r e s u l t s of t hese invct- t i g a t i o n , l e d t o t h e proceas s t r a t e g y depicted in Figure 6 . engagcmcnt during d iges t ion vere found t o be a high shear fo rce f i e l d , an appropriate add i t ion of alkali v e t t i n g agent, and temperatures near t he b o i l i n g po in t of vater. I n &e case of t a r sands containing highly viscous b i t w n , such as t h e Suanyaide deposit . the add i t ion of d i l u e n t nay be necessary. It vas found t h a t e f f e c t i v e phase sepa ra t ion could no t be achieved vith a gravicp s e t t l e r because t h e sand entrained by the by t h e bitumen r e s u l t e d in an agglomerate having a higher dens i ty than vater, hence t h e bitumen would not f l o a t . As a result, a f l o t a t i o n tech- d q u e vas used t o e f f e c t phase sepa ra t ion and assess t h e quality of phase disengagement. These previous s t u d i e s (8 .9 ) have focused on determina- t i o n of t h e optimrnr operat ing condi t ions f o r t h e d iges t ion of Utah t a r sands in an e l e c t r i c a l l y heated s t i r r e d tank reactor . It is the p u q o s e of t h i s paper t o r epor t new e x p e r f n e n u l r e s u l t s regarding t h e f l o t a t i o n behavlor of d i g u t e d Asphalt Ridge tar sand.
appear t o be s l g n l f l c a n t l y g r e a t e r than
The c r i t e r i a f o r e f f e c t i v e phaae dis-
Ezp t r inen ta l Xethods
Tvo experimental techniques vere used t o exmlne the f l o t a t i o n behavior of digested Asphalt Bidge tar sand. The l i t e r a t u r e discusses errenslocly the n a t u r a l hydrophobicity of bitumen as w e l l as air bubble-bit- d rop le t c o l l i s i o n and attachment phenomena. (ll) I n t h i s regard, contact angle =easurements v e r e made a t the b i tu - men su r face as a funct ion of temperature and aqueous phase cocposit ion. The second technique vas t o s tudy the operat ing v a r i a b l e s in t h e flo- tacion s t e p of &e hoc vater process and deter- mine t h e i r e f f e c t on t h e e f f i c i ency of phase separat ion.
Conract Anqle Xeasurements
Contact angle measurements v e r e made using a goniometer and o p t i c a l bench manufactured by RamiHart as sh? in Figure 5 . A s p e c i a l fea- t u r e of t h e o p t i c a l bench is t h e mvlronnental chgmber vhich allovs f o r tunperature con t ro l of t h e systan.- 3 M ' i d u the goniometer and-en-dron- . - . mental chamber, t h e system has, of course. a microscope vith a s c a l e magnifier. and an Ill- i n a t i o n source. A microsyringe is used to dis- pe r se Eir bubbles..
chamber vas f i l l e d v i t h d i s t i l l e d v a t e r and the c o n t r o l l e r vas set f o r t h e des i r ed temperature. The bitumen s q l e t o be examined vas placed in a p l a s t i c b o t t l e cap and olloved t o s e t t l e u n t i l a smooth su r face formed vhlch vu q u i t e e a s i l y acconplished. The cap vas then veightcd v i t h a steel r i n g and pu t in a 2001m I 2- x 4001m c u r v e t t e t o vhich t h e des i r ed solucLcn vas then added. onmental chamber and al loved t o e q u i l i b r a t e a t
To m s m ~ r e a contact angle, t h e environmental
The cuvette vas then placed in the envir-

3 80-100
the des i red temperature. touched t o t h e bitumen surface. When attachment occurred t h e contac t angle VM measured.
Then air bubbles vera
Hot Water Processin2 Emeriments !
Figures 6 and 7 shov the equipment used f o r : i t h e h o t vater processing uper imcnts . This ; equipment corresponds t o the d iges t ion and f l o t r cion s tages of the flowsheet s h u n i n Figure 4. The d i g e s t e r is a 3.8 liter s t i r r e d tank r e a c t o r v i t h NO opposing pi tched bl8de impel lers , a SCR speed c o n t r o l l e r and tachometer. The r'adctor is heated by an electzic n a n t l c t h a t is cont ro l led by a thermocouple in the reactor.
The digested pulp together v i t h mk.e up vater is discharged i n t o a 37 l i t e r f l o t a t i o n ce l l made by € k e n Research Inc., similar in design t o +e Denver labora tory d t s . It is equipped v i t h a urerhane impel le r and s t a t o r . Mr is i n j e c t e d . through t h e s h a f t uf the impel ler i n t o t h e cel l a t a prescr ibed f l o v r a t e W c h is measured v i t P a Cilmont rotameter. The speed of t h e impel le is set v i t h an adjus tab le motor pu l ley sheave. I n addi t ion , the ce l l is equipped vlth a 1-112 i inch bottom discharge b a l l valve. An advantag! of t h i s ce l l over s i m i l a r designs is t h a t t h e i qe l l e r mechanism can b e r a i s e d and t h e cel l .' t i l c e d i n i t s frame f o r easier cleaning.
l o conduct a batch cxperlnent 1.5 liters of : a 0.3 3 s o l u t i o n of sodium carbonate is put inqo the r'eactor and r a i s e d t o temperature v i t h the : heacing nantlr. After t h e s o l u t i o n I s h v t e d t? about 80.C. 4 kg of t a s sand reduced in s i z e to: minus 318". is f e d i n t o the r e a c t o r through a ;
feed por:. During this t ine the Fppcl lers are . r o t a t e d a t 200 t o 250 rpm t o prevent plugging of the discharge port . When feeding is completed ' the pulp tcnpera ture in t h e r e a c t o r usua l ly h u rcached 95.12, the d e s i r e d d iges t ion temperature. Then, t h e tar sands are digested a t 750 rpm f o r I5 minutes.
After digestlion the pulp i s discharged in to the f l o t a t i o n ce l l operaclng a t a s e l e c t e d rpm and air flwrate. The ce l l conta ins about 33 l i ters of water a t t h e des i re0 temperature, and a spec i f ied amount of sodium carbonate. The . bitumen f l o a t s Fmmediately and is ruDoved f o r
.
th ree minutes, vbich is sufficient time t o remove a l l b u t the very slav f l o a t i n g bitumen. Situmen f r e e sand Is not hydrophobic and does not r e p o r t t o the concentrate. are discharged o u t . t h e bottom vxlve of t h e cell!-, at t h e end of each.batch test. , Xnalvt lcal Techniques
1
, The t a i l i n g s
.-._ .. - . - A . Samples of concentrate , tailings and feed are
analyzed t o determine bitumen, Mter. and sand . content v i t h the D e a n and Stark tube assemblies, as shovn in Figure 8, according t o the p r o c c dures reported by t h e U.S. Bureau of Hines. (12) A knun amount of sample is put in a t a red cell& ulose thimble. neck of a f l a s t v h i c h contains about 200 m l of toluene. Toulene vapors d i s s o l v e the bitumen and remove any vater that is present . dense in the r e f l u x condenser and are returned t o the graduated capi l la ry . Because of t h e de& S l t y difference. t h e vat- c o l l e c t s in tEe cap- illary v h i l e t h e toulene d r i p s i n t o t h e thimble,
The thimble i o placed in the
Tuc toulene i s heated t o boi l ing.
The gas vapors con-
and is recycled. After extraction the volume of vater i s noted, t h e thimble contain?.ng sand is d r i e d and Weighed, t ive amounts of bitumen, send, and vater can be ca lcu la ted .
and from t h i s d a t a the rerpec-
Results k d Discussion
' Contact Angle Xeasuremmts
B u b b l e p a r t i c l e attachment is cou.idered t o be one of t h e key f a c t o r s c o n t r o l l i n g the process of f r o t h f l o t a t i o n . The thermodynamic considerat ions of b u b b l c p a r t i c l e a t tachent have been discussed a t length by s e v e r a l authors. (13,1+,l5) Even vLthout cons idera t ion of hea ts of b r s i o n , hea ts of adhesin, heat of bubble deformation and inter- facial tensions which are involved in a deta l le$ a n a l y s i s of t h e attachment process, t h e contacc, angle is still a good indication of t h e hydrophe b i c i t y o r degree of surface v e t t i n g . Figure 9 shovs bubble attachment a t a hydrophobic sur face and the a t t e n d a n t contact angle, 4. (If) I f t h e contact angle is less than 30' ve can say t h a t t h e s o l i d has some hydrophobic charac te r bu t f r r quent ly f l o t a t i o n is d i f f i c u l t . than 60' t h e s u r f a c e is q u i t e hydrophobic and f l o - t a t i o n is rapid.
?or Asphalt U d g e feed samples equi l ibra ted wi th sodium carbonate s o l u t i o n s of pH 9 and pH 11 a t 25'C, contact angles of 3L' and 39' vere observed. phobic charac te r of .the bitumen at tached t o t h e sand p a r t i c l e s and may reflect the heterogeneous n a t u r e of the surface.
Tvo samples of t o l u e n c e x t r a c t e d b i t w e n vere then t es ted . Ridge bitumen from the feed eaterin1 used by Sepulveda and Hiller. (8) The contact angles in sodium carbonate s o l u t i o n s of pH 9 and pH 11 vere found t o b e 76. and 73'. The second sample was a bitumen u t r a c t e d from t h e Asphalt illdge feed material being used f o r t h e present study. sodium carbonate s o l u t i o n s of pH 9 and pE 11 the measured contact angles were 60' and 69' respec- t i v e l y . These measurements vera a l l made a t a temperature of 25.C.
bitumen concent ra te a sanple from a hot vater pro- cess ing e x p e r b e n t vas take3 and a contact angle measurement vas attempted i m e d i a t e l y . A t both pH 9.0 and pH 11.0 a bubble vould not a t t a c h t o t h e s u r f a c e of t h e bitumen concentrate . This r e s u l t is s-vhat s u r p r i s i n g in t h a t i t had been assumed bubble attachment t o bitumen drople t s vas
y e t 'itnpublished'.&rk by f i r ; shava t h a t n a t u r a l l y occurlng, un t rea ted Surmyside bitumen, found oozing out of t h e depos i t , &its some n a t u r a l hydro- phobic character a t a pH of 7.2. b u t a t p H 9.0 and pB 11.0 a bubble vould n o t attach t o t h e bitumen surf ace.
Somt authors have obsemed air bubblebi tumen d r o p l e t attachment i n a f l o t a t i o n cell, v h i l e o t h e r s p o s t u l a t e t h a t a bitumen f i l m rap id ly en- velops the air bubble encasing it and br inging t h e bitumen t o the surface. (ll) From hot vater pro- cess ing experiments it has been noted t h a t f o r f l o t a t i o n temperatures below about 50.C t h e bi tu- men concent ra te is spongy in appearance and f l o a t s in vater q u i t e readily even a f te r runoval from t h e f l o t a t i o n C e l l -
I
IF8 is g r e a t e r
These r e s u l t s i n d i c a t e a moderate hpdro-
The first sample vas an l lspbal t
In
Then, t o check the hydrophobic na ture of the
. an important a s p e c t of the f l o t a t i o n s tep . Some . _. . . '
This behavior vas noted previously

4
I by Sepulveds, bu t not reported. Above 50.C the l e s s viscous bitumen does not f l o a t after being removed from t h e c e l l . be thought of as t h e f l o t a t i o n of an agglomerate of bitumen, f i n e sand, and entrapped air bubbles. The agglomerate is less dense than water ?nd +l f l o a t . bubbles but because of t h e decrease in bitumen VLscosity t h e bubbles rap id ly escape a f t e r t h e b i t m e n is removed from the air source. It is hoped t h a t t he nature of t h e bitunxn surface tan be b e t t e r understood in t he f u t u r e from the s tudy of Its s o l u b i l i c y during d iges t ion and by ided t i - f i c a t i o n of functional groups from Barnan s p e c p o - SCOPY.
Because of t h e temperature dependence in *e f l o t a t i o n rmcovery of t he bitumen concentrate: contac t angle mLasurements were attempted a t I temperatures above 25'C. sequence of photographs of an alr bubble ( 1 . k diameter) a t tached t o the su r face of a toluene ex t rac ted bitumen a t 4S'C in a pB 11.0 sodium carbonate so lu t ion . t o wet t he air bubble and the l ove r a c o s i t y f a t t h i s temperature permits t h e bouyant fo rce to1 s t r e t c h t h e b i t m e n r e s u l t i n g in f a i l u r e a f t e r s eve ra l minutes. A t 35OC and 45'C the i n i t i a l contac t angles measured before s t r e t c h i n g occdrs a r e e s s e n t i a l l y the same as those measured a t * 25.C.
Bot Water Processinn Exoerfmmts
The phase r epa ra t ion qray
Above 60.C the bitumen s t i l l en t raps a i r
Figure 10 shovs a t e e
Note how t h e binrmen seems
FoU*&g t h e work of SepulGeda and Hiller' (8) which i d e n t i f i e d those c o n d i t i m s most f a v o r a j l e f o r t he d iges t ion of Asphalt Ridge t a r sand, the ob jec t ive of t h i s phase of t h e research p ro jeb t is t o 1den-y those f l o t a t i o n va r i ab le s and I conditions which r e s u l t in t h e most favorable . phase s e p a r a e i h Trad i t lona l ly , it is recog&ed t h a t the degree of a g i t a t i o n and air f l o v r a t e a r e always important va r i ab le s in a f l o t a t i o n process. From preliminary f l o t a t i o n t e s t s i t w a s noted that the temperature and sodium carbonate concen- t r a t i o n a l s o appeared t o have an e f f e c t on t h e e f f ic iency of bitumen recoveq- by f l o t a t i o n .
was d e d d e d t o use a tvo l eve l , forrr va r i ab le : f a c t o r i a l des ign v i t h center po in t r ep l i ca t ioq . The c o e f f i c i e n t of separa t ion was se l ec t ed as- t he ob jec t ive func t ion t o be maximized. coe f f i c i en t of separation (CS) is a one paramefer desc r ip t ion of t he e f f i c i ency of s epa ra t ion f o r a two component system and phys ica l ly r e p r e s e i t s the f r a c t i b n of t h e feed ma te r i a l t h a t underg'es pe r fec t separa t ion . Thus, an i d e a l separa t io$
t i o n of unity, whereas i f no sepa ra t ion is ; achieved t h e c o e f f i c i e n t of separa t ion w u l d be zero. The c o e f f i c i e n t of separa t ion takes into cons idera t ion both grade and recovery and can.be shovn t o b e equal t o the recovery of t h e v a l e l e cons t i t uen t in t he concent ra te minus t he recoyery of the gangue In t he concentrate.
Table 3 presents t h e va r i ab le s and t h e i r ranger used 15 t h i s series of e%perFnents, while t h e experimental r e s u l t s a r e tabula ted in term of the coded v a r i a b l e l e v e l and the c o e f f i c i e n t of separa t ion in Table t . f o r t h e de tennlna t ioo of a f i r s t o rde r model of the f l o t a t i o n response Jur face of t h e fo l l av i3g
To t e s t t he e f f e c t of these fou r v a r i a b l e s ' i t
The
. ... .. . .. . - would. be represented by.a c o e f f i c i e n t .of r e p y a ? _ _
.
These va lues Yere used
form,
p - Bo + B l 5 + B 2 3 + B3X3 + B4X4 (1) . -.
Mult ip le linear regress ion of t h i s da t a allowed f o r t he eva lua t ion of the c o e f f i d e n t s and equa- t i o n (1) becomes,
!. ;; [ .-: . -
CS = 0.8378 1 2 . S x l O k - l.13fi0-4x, ,. L L
+ L O M O - ~ X ~ - z . ~ s ~ o - ~ x , (2)
Pram hypothesis t e s t i n g it was found that this model descr ibes t h e data dthFn exper immtal e r r o r and r ep resen t s a p l a r u r response sur face . Analysis of var iance and f u r t h e r hypothesis test- log i nd ica t e s t h a t t he e f f e c t of air f l m a t e and sodium carbonate a r e not s t a t i s t i c a l l y s i g n i f i c a n t so the B2 and B' can be taken a s equal t o zero. The reduced model,
CS - 0.8378 + 2.50x10-2X, + 1.00x10-2X3
a l s o descr ibes the da t a %,thin e x p e r i w n t a l error . being considered f u r t h e r v i t h r e spec t t o t h e r e s u l t s obtained from the f a c t o r i a l design.
T m e r a t u r e Study: most s i g n i f i c a n t v a r i a b l e and in this regard i t war decided t o measure the e f f i c i ency of s e p a r s t i o n as a func t ion of f l o t a t i o n temperature a t an a i r f l o v r a t e of 15 ~terslmio CX, * O), a s t i r r i n g speed of 1000 rpm (X - 1) and a sodium carbonate . concentration of 0.03 me results a r e presented in Table 5 and Figure ll and it can be seen t h a t h igher f l o t a t i o n temperatures improve the q u a l i t y of sepa ra t ion considerably. suggest a nonl inear i nc rease of the c o e f f i c i e n t of separa t ion between t0'C and 60.C t h a t t h e f i r s t o rder model do t s no t p red ic t . r e f l e c t t he change in v i s c o s i t y of the b i t m e n phase. A t h igher temperatures, t he less Viscous bitumen a l lws f o r b e t t e r r e j e c t i o n of sand by drainage from the b i t u n c r r a i r agglomerate.
Carsonate Addition: t a t i o n study was f u r t h e r e x a n b a t i o n of t h e e f f e c t of sodium carbonate addi t ion . design s tandpoin t f l o t a t i o n a t higher s o d i m car- bonate add i t ions may have c e r t a i n advantages and in t h i s regard t h e f l o t a t i o n response of th'e digested tar sand was detern ined up to 0.U sodium carbonate.' completed a t t h i s wr i t i ng b u t Table 6 conta ins the pre l lminary . resu l t s . It seem6 t h a t h igher sodium c a r b o n a t e ~ a d d i t i o n s do inprove t h e q u a l i t y
'of. a voluminous f r o t h t h a t I s no t e a s i l y handled.
(3)
The e f f e c t of t hese process va r i ab le s a r e
Temperature appears t o be the
(4 = 0).
The da ta
These r e s u l t s
The next aspec t of t he f lo -
From a process
All exper lnents have not been
bui .ai. ~ e s e hisher .levels -.t.h.eri .is- - -. .- -. -- . -. .-
Concentrate P a r t i c l e Size: During the temptra- cure e f f e c t study it was observed t h a t a t lower temperatures entrapment of coarse sand in t he b i t m e n might account f o r the poorer grade of t h e concentrate. To f u r t h e r examine t h i s e f f e c t , t h e concent ra tes obtained a t d i f f e r e n t temperatures were ex t r ac t ed t o recover the sand which was then s i r e d u s h g a wet-dry s i ev ing technique. The cumulative s i ze d i s t r i b u t i o n s of t he sand in t h e concentrates s h i f t t o f i n e r d i s t r i b u t i o n s w i t h increas ing f l o t a t i o n temperature a shovn in F i g w e l.2- These results c o n f i m the previous

AB-101
hypothesis regarding b p r w e d sand r e j e c t i o n . a t higher temperature and. w w u l b be expected ' i n t u i t i v e l y . t h a t such sand r e j e c t i o n i s . se le r t i v e due to iner t ia l considerat ions. This in for - mation v i l l b e p a r t i c u l a r l y w e f u l in subsequent upgrading s t e p s of the bitumen concentrate.
Continuing Work: Further research on the f l d ta- t i o n of digested Asphalt Ridge tar sands is !
scheduled t a inc lude a study of t h e e f f e c t of percent s o l i d s in t h e f l o t a t i o n s tep . Anothqr important a s p e c t of the program t h a t vill b e . examined is t h e l iquid-sol id separa t ion of the taillags especially v i t h regard to t h e slbe :con- t e n t , -37 micron material. The f e a s i b i l i t p qnd e f f e c t of recyc l ing vater frcm f l o t a t i o n t o di- ges t ion is a l s o s l a t e d t o be inves t iga ted .
s-ry
These results of a continuing s tudy of the f l o t a t i o n behavior of digested Asphalt N d g e . tar sand r e v e a l some important f e a t u r e s vhich had not been recognized previously. From e f f o r t s to detern ine t h e hydrophobic na ture of bitumen sur- faces by contac t angle measurements, it vas gound that bitumen exhib i ted moderate hydrophobici$y vhich f o r c e r t a i n samples could be d e s t r o y e d h a l k a l i n e so lu t ions . Further. examination of :the bitumen concentrate from a h o t vater processing experiment indicated that it vas not hydrophdbic even though it had been recopered in f r o t h pliaae. T h i s evidence along vith o b s e m a t i o m concerning t h e s t r u c t u r a l na ture of the bitumen concentrate led t o the hypothesis t h a t an agglomcrate of : bitumen and air form in the f l o t a t i o n cell rather than the a i r bubble being at tached to a bitumen surface.
ing f l o t a t i o n var iab les ; temperature, q m , q r flovrate, and carbonate ad6i t ion i t vas found, f o r t h e range of the v a r i a b l e s s tudied, t h a t a a f irst order model d u c r i b e d the data vichin experimental e r r o r . Also, it vas found from. a n a l y s i s of var iance and hypothesis t e s t i n g t h a t t h e qual icy of separa t ion vas independent of air f l o v r a t e and carbonate addi t ion under these con- d i t i o n s .
P r e l i n i n a r y experiments t o determine if higher carbonate addi t ions during t h e f l o t a t i o n s t e p l i g h t have an e f f e c t on the q u a l i t y of separa t ion i n d i c a t e t h a t the separa t ion may be improved-at higher l e v e l s of carbonate addi t ion. , Importantly it vas found t h a t . t h e f l o t a t i o n temperature vas t h e most significant opera t ing v a r i a b l e and that increased temperature improves the recovery and grade of the bitumen concey trate. ... A t . h i g k e r . f l o t a t i o n t a q m r a t u r e s .the:-.. ... concentrate loses i ts spongy s t r u c t u r e and b e comes more like a second l i q u i d p h u e . the sand of high temperature concentrates vas found t o have a f i n e r s i r e d i s t r i b u t i o n due to t h e enhanced r e j e t t i o n of coarse p a r t i c l e s from from the less viacous bitumen.
a t e addi t ion,- l iquid-sol id separa t ion of tail- ings, percent s o l i d s and vater recycling. The purpose of t h i s r u e a r c h program is to u l t i m a t e l y be a b l e t o supply the laboratory d a t a necessary f o r t h e design of a continuous p i l o t p l a n t f o r the recovery of bitumen f r m Utah tar s m d by a hot vater processing technique.
Prom t h e f a c t o r i i l design s tudy of t h e f o v o r
- - .. - .. -. . Fur ther ,
Research vi11 continue in the areas of carbon-
5 80-100
Acknovledgements
The authors v i s h t o a&uovledge the invaluable assistance of Mr. I!. Misra, Ur. H. Smith, and Dr. J.E. Sepulveda. F inancia l support of this r t s u r c h p r o j e c t by the arW Domestic Uining and Ninera ls and Xincral Fuels Conservation Fel lovship and the Department of Energy Grant No. EY 77-S- 03-1762 has contr ibuted s i g n f f i c r n t l y t o its success.
Befermces
1. Perr ine , E.Y., " O i l From Shale and Tar Sands,'' Noyu Data Corporation. 1975, p. 165.
2. Clark, L A . , "Hot Water Separat ion of Alber ta B i t u m i n o w Sand," Canadian I n s t i t u t e of Mining and Xetal lurgy, Trans., V o l . 47, 1966. p. 255.
Canadal" Second Edi t ion, Cameron Engineering Inc., Denver, Colorado, 1974.
4. Hendrickson, T.X., "Conventional Above Ground Wing and Orqcessing Schemes f o r Alberta O i l Sands,'' Svnthet ic Fuels Data Bandbook, Cameron Engineers, Inc., 1975, p. 277.
Recovery of Bitumen i n Bot Water Ext rac t ion of Tar Sand." United S t a t e s Pa ten t Yo. 4172,025, October 23, 1979.
Oil-Inpreganted Sandstone Deposits," Presented t o J o i n t Session of I n t e r s t a t e O i l Compact CorzcFssion, Ncv Orleans. 1973.
I= Sands," Research Proposal subrd t ted to t h e Nat ional Science Foundation, RA!W Division July I, 1977.
8. Sepulveda, J.E. and Hiller, J.D., "Ertraction of 3itumea from Utah Tar Sands by Hot Kater Digestion-Flotation Tcc!mLque." Hining Engineering, Vol. 30, No. 9, 1978, p. 1311.
9. Msra, Y., and Xiller, J.D.. "The E f f e c t of Feed Source in t h e Bot Water Processing of Utah Tar Sand," presented a t the 1979 AI?- Annual Heering, Nev Orleans, Louisiana. February 18-22, 1979.
10. Bunger. J .W. , Thonar, K.D., and Dorreice, S.3.. "Conpound Types and Proper t ies of Utah and Athabasca Tar Sand Bitumens," Fuel , Vol. 58, Parch 1979, p. 183.
opment - 500 years in Preparation," The Orinin and Refiaing.of O i l Sands, 1970, p. 81.
12. Roll. C.G. apd Bal ia fer ro , D.B.. C.S. Bureau of Hines, .Report of Inves t iga t ion . So. 4004, December 1946, p. 16.
and Wettlng," Minerals Sci. h g . Vol. 11. No. 1, January 1979, p. 36.
14. h s k o v s W , J., " P a r t i c l e Bubble Attachnent i n Flotat ion," X n e r a l s Science and Zngineerhg. October 1976.
Ls. Fuerstenau. D.W. and S. Raghavan, "Some Aspeczs of the Thermodynamics of Flotat ion" Plotat ion. A.H. Gauding Xemrial Volume, A R E , Volume 1. p. 21, 1976.
3. Camp, F.W., "The Tar Sands of Alberta ,
5. Porteous e t 71.. "Process f o r Secondary
6. Xt-man, H.X., "Commercial Aspects of Utah's
LouFsana. December 3,
7. Oblad. A.G.. "Recov~rp of O i l f r o n Utah's
11. Bovman. C.W., "The Athabasca Oil Sands Devel-
13. Fin& 1 J.A. ' a d Smith.-.G.W., "Contact- Angle . . _... ...

AB-102
6 80-100
Table 1. World Reyrves of In-Place Bitumen In-Place Bitumen
( b i l l i o n s of b a r r e l s 1 Deuoslt
i 900 25
CanadFan Tar Sands . . Other U.S. Deposits (P r inc ipa l ly ! a f o d a
Venuucla Afr ica Europe I
Utah Tar Sands 1 Kentuce, and N e v HeXLCO) 3
700 2 3
Table 2. Extent of Ucah T a r Sand Deposits and Thei r Average BftuMn Content
In-P l a c e Average Bitumen . Bitumen
Dcuosit Location ! (B i l l i on bbls ) Content, v:%
Tar Sand Tr iangle SE. Utah 12.5 - 16.0 5.0 - NE; Utah : 4.0 - 4.5 12.2 S m y s i d c NE, Utah i 3.5 - 4.0 9.0
Bill Creek n., Utah ; 1.2
P.R. Spr ing
C l r c l e C l i f f s SE, Utah ! 1.3
Asphalt Ridge
- - NE, Utah 1.0 13.1
I I
Table 3. Variable Ranqes f o r Firs: O r d e r F a c t o r i a l Dcsipn
Coded Values 1 1
Variable unit$ -1 0 + l
*C i 30 50 70
AFr Flow Rare (X2) literslnfn 5 ls 25 i
A g i u t i o n (X3> rpn:
Temperature (X,)
600 800 1000
(X,) moleslliter 0.025 0.05 0.075 Na2C03
!
I .

' 7 80-100
Table 4. Experimental Conditions and Coef f i c i en t s 4 of Separation f o r t he 2 Factorial Desiffn
Coef f i c i rn t of Seoaration h e r b e n t No. % x i a x3
1 2 3 4 5 6 7 8 9
10 11 12 13 14 15 16 17 18
-1 1 1
-1 1
-1 -1 1 1
-1 -1 1
-1 1 1
-1 0 0
-i
-i i
1 -1 1
-I 1
-i i
-i 1
-i i -1 T 0 0
-1 -1 1 1
-1 -1 1 1
-1 -1 1 1
-1 -1 1 1 0 0
-1 -1 -1 -1 1 1 1 1
-1 -1 -1 -1 1 1 1 1 0 0
0.8826 0.8495 0.8773 0.8214 0.8757 0.7827 0.8206 0.8795 0.8415 0.8012 0.8270 0.8745 0.7968 0.8625 0.8522 0.8804 0.8254 0.8292
Table 5. Influence of:Flocarion Temperature on t h e . . Coeff ic ien t df Separation
I
Operating CondiEioni: Air Flovrate 15 i/Ein 1 Agi ta t ion 1000 rpm
Na2CO3 0.05
Tcmperature Conc. Grade $itmen Coeff ic ieEt of Separation Rdccmeq (Z) E m c r i n e n t a l ? red ic ted ('C) (Z Bi tmen)
45.97 91.04 0.7773 0.7853 0.7866 47.30 95 - 38 0.8074
48.66 : 97.04 0.8222 0.8291 61.85 ' 96.61 0.8760 0.8566 61.02 96.71 0.8858 0.8816
I 0 1
35 57 77
I
!
Table 6. Sodium*Carbonate Ef fec t on the Coeff ic ien t of Seoaration I ,
Operating Conditionso Temperature 60.C i Air Flovratc 15 i / d n 1 Agi ta t ion 1000 rpm
Coef f i c i en t of sodium - 1
Carbonate . Conc. Grade .:I BltUmCn Q) ( X Bitunen) i Recovem (z) Seoaration . . - . . . . . .. . 0 60.51 f 95.59 0.8700 0.05 61.85 . 96.61 0.8760
63.05 f 96.94 0.8967 0.15 0.30 - - -
!
. ._ ._ . _. . - . , . - . . .. .-

..
a 80-100
W a t e r E.1 t u me n Con c e n t rat e 1 I -
f a i l i n g s I I .
- : ( r e c y c l e d )
Figure 1. Simplified Flwshcct of the Hot Water Recovery Process used for Athabasco T a r Sands.
. . . . , - . . . I .
Great
Lake
i Spring i : . .. . .
...a
Tar Sand
N Clrt le
A River Cl l f f s %%
Figure 2. h j o r t a r sand devostts i n the S t a t e of Utah.
Salt Lake
I Asphalt
Utah p Lake
t
'/ Ridge
H i l l C r t
'r Sunnyslde
. I .

AB-105
80-100
Ternperiture.S<-R~clproca~ Scale . Figure 3. Viscosity as a function of tanperatwe
for Athabasca and ASphiLt e d g e bitumen.
*
Tar Smds 7
6
6 ,- Water M l d d l l n g s (reeyelad)
I .
. Figure 4. University of Utah Hot Water Process for Utah Tar Sands.
j -.

10 80-100
. .
- - . .-. - . . ..
Figure 5. Contact Angle G+omater v i t h environmental chmber.
Figure 6. Tar 5-d digester - Slr!ctriul ly heated 3.7 liter tank reactor.

11
. .
Figure 7 .
, . .. ... . .
!
i
Digestion and separation s t n g u . i l lus tra t ing the 37 lltcr f l o e a t e cel l .
I
Fiask
indentations- + Toluerja
Hot Plate
Boiling Chips
c m
Pyrex Glass
i Figure 8. Dean and Stark tube assembly.

12 80-100
Figure 9 . Idealized represmtat lm of the equilibrlun contact m g l c formed a three phaae syotrm.
I 1
!
!
I
i
i
. .
'
Figure 10. The dpnrmicibehavior of an air bubble attached tola bitumen surface at 45.C.

AB-109 , %.., - ..
< '
, .
13 80-100
/
0 experimental ---- m o d e l / * I I
L 1 1 I
ASPHALT R I D G E
0 experimental ---- m o d e l * /-
I 1 I 1 20 : 40 60 . 80 0
Flota t i o n Tempera t ur e . OC
Figure 11. Infsuence of f lotat ion tenperatme on fhe coef f ic ient of reparation a t 0.05 3 Na2C03 and 1000 rpm.
!
I I I I 1 I I 1 - .I 1 I I 100-
9 - -
Concentrates u 7 -
0 6- N
I 5 -
E Q 4 - C
-
&
L Q 3- E - - at 0 2- > 0 - - - a E a 10
Concentrates i
u 7
0 6- N
I 5 -
E Q 4 - C
-
&
L Q 3- E - - at 0 2- > 0 - - - a E a
I I t 3 4 5 10
Part ic i e Sire ,microns
Pigurc 12. The e f f e c t of,flotation tenperaturc on the s i z e distribution pf sand entrapped in the bltunen concentrate.
..
, %. . , .., . .
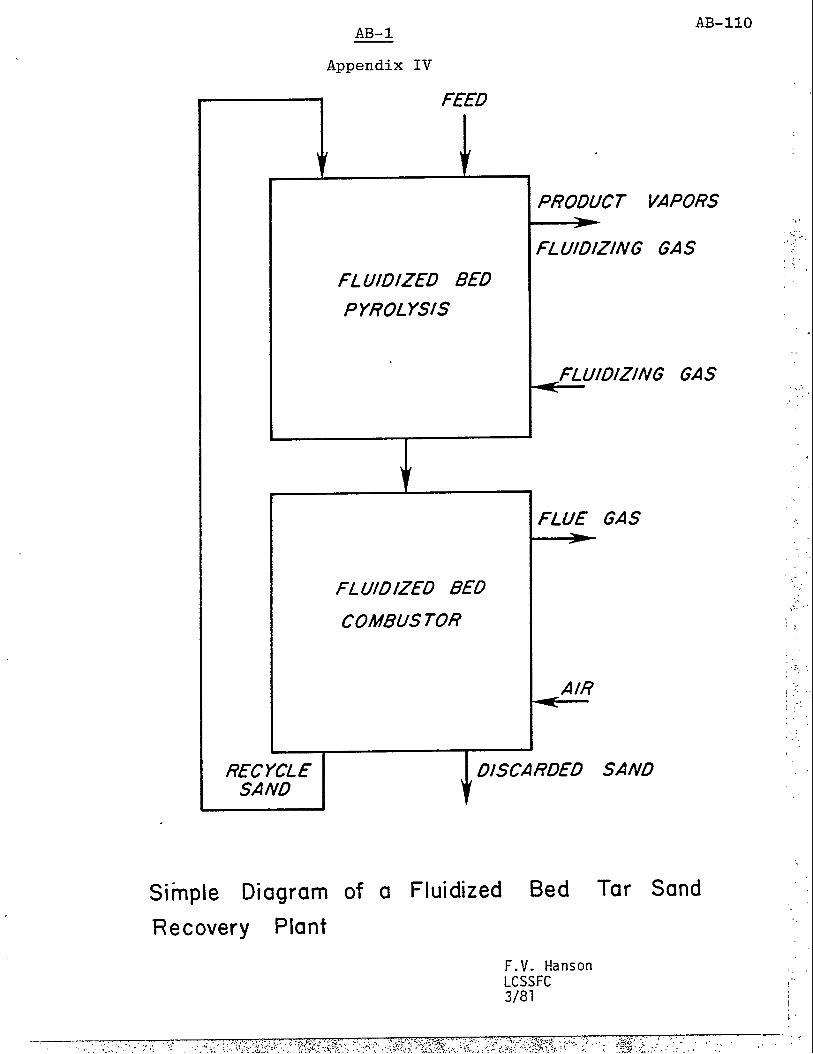
AB-1
Appendix I V
FEED
FL U1DIZ.D BED PYROLYSS
FLUIDIZED BED
COMBUS TOR
PRODUCT VAPORS
FLUIDIZING GAS +
FLUIDIZING GAS - FLUE GAS +
RECYCLE SAND 1 DISCARDED SAND
Simple Diagram of a Fluidized Bed Tar Sand Recovery Plant

AB-111 ,
R
1 F + 8
+L + G, + Gf
FL UIDlZ€D BED
PYROLYSIS
- . . . . .
# F + R + C
COKE BURNER
G f
.. .
Elements of the Material Bdlance F.V. Hanson LCSSFC 3/81 1

5 O/O 9 O/O
.:f.:.: ........ ........ SAND a B/TUM€.N
AB-I12
8
.......... ......... ......... ......... ......... ......... ......... .........
....................... ............................... ............... .-..-.*.:.:.:.*. ................................ * : g ~ $ ~ . $ : ~ . ~ . ................ ............................... ............................... ............................... ............................... ........ ........ ....... ........ ................. ......... .............. B ..........
tz O/O 20% 40%
I :. I
Relat ive Sand Loading at Varying Bitumen - Concentration, F.V. Hanson LCSSFC I _
1 .,,, ! I
> -.,
.-- . Fixed Bitumen Load
-- . .( ~
. . I -.

R
FL VZED BED
PYROLYSIS
..
I
J. F+R+@
COKE BURMU
Elements of the Material Balance F.V. Hanson LCSSFC 3/81

FLUIDIZ€D BED
P YROL YSIS
1
1
COKE BURNER
,
- Gc
- G,
Elements of the Material Balance t F.V. Hanson
LCSSFC 3/51
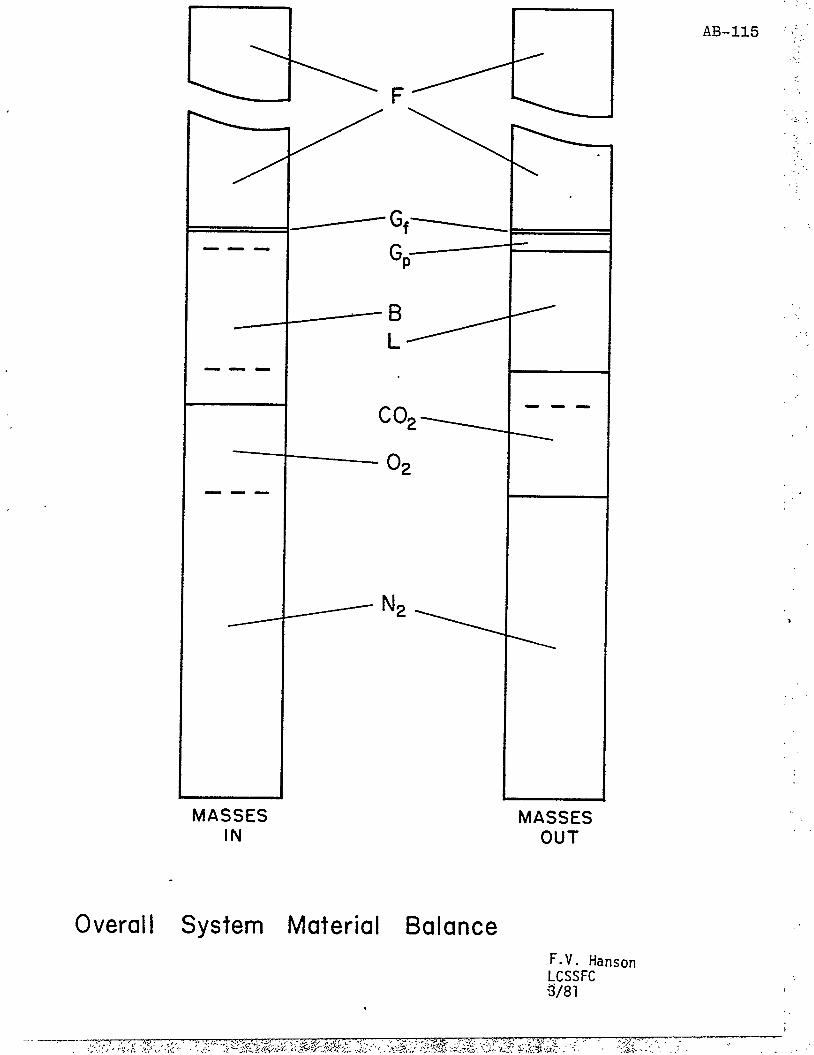
MASSES IN
/\
\ / N2
Overal i System Mal eriai Balance
- - - .
MASSES OUT
F.V. Hanson LCSSFC 3/81
I
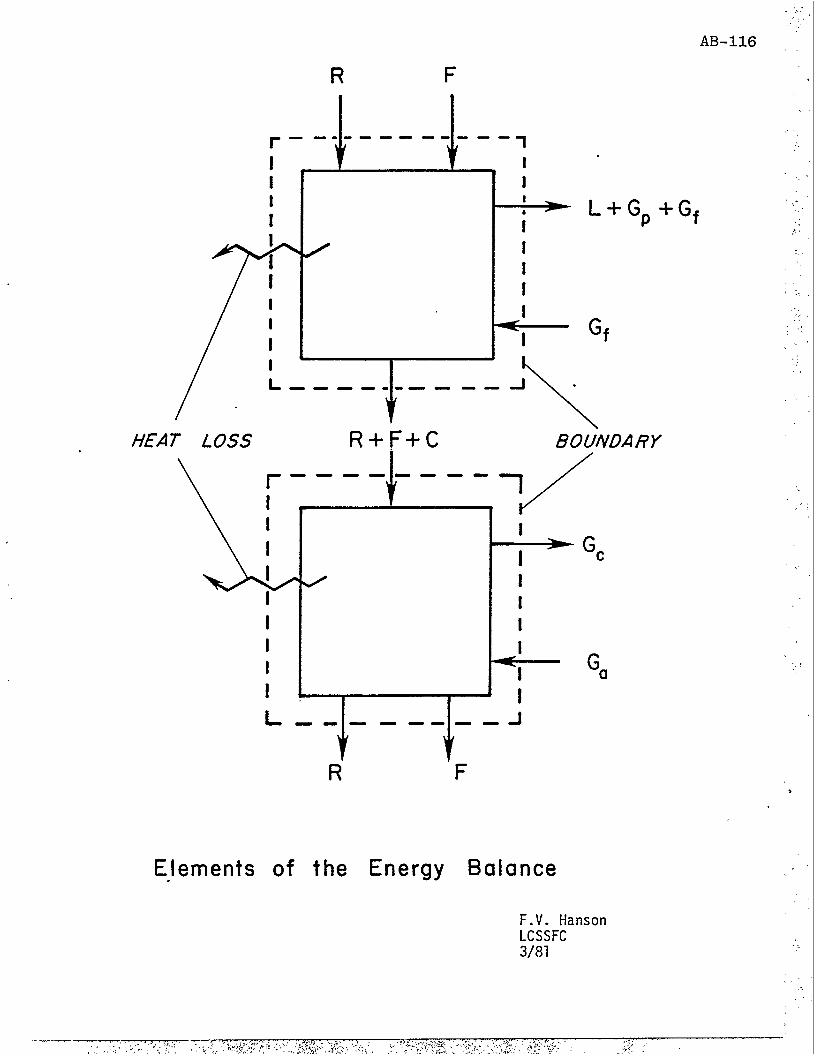
F
HEAT LOSS R + F + C BOUNDARY
R F
Elements of the Energy Balance
F.V. Hanson LCSSFC 3/81

(F) Select:
Weight Fraction Bitumen, Fractional h t losses
F i ; Calculate: (F and Heat of F )
Guess: n Calculate:
Heats of R, F, G
Heats 2 Heats out
Yes
Heats 1 Heats In
No
Yes
1 STOP I
,' I - .- .< ' AB-117 , -
, I
(I .
. .
...
. ,<.
' I
8
Flow C h a r t for Calculation Strategy F.V.Hanson LCSSFC
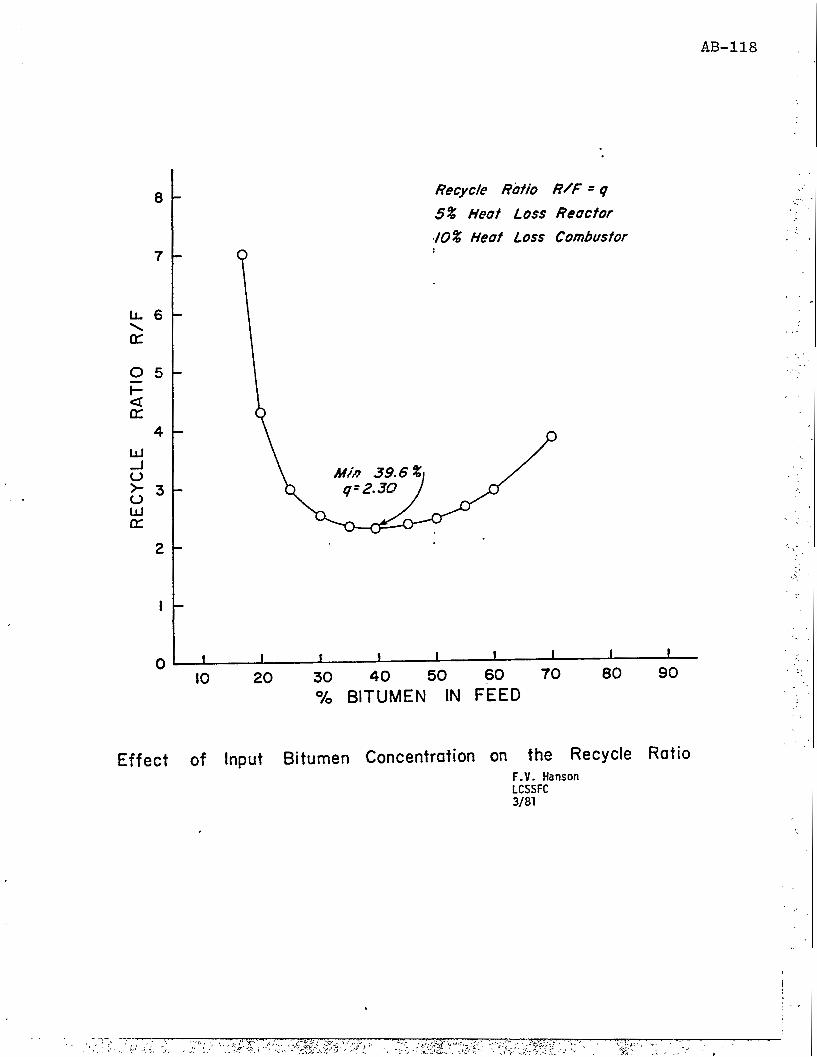
AB-118
8 -
7 -
L 6 - \ U
0 5 - - a l- U
4 - w J 0
0 W
3 -
2 -
I -
0
Recycle Rutio R/F = q
5% Heat LOSS Reoctor .IO% Heof Loss Combustor
I I t I I 1 I I 1
q= 2.3Q ? \ M h 39.6%;r P
, ,.. -. ..
. ,
, , .
.. .,, .
' , .
. .
, -
, s, .
Effect of Input Bitumen Concentration on the Recycle Ratio F.V. Hanson LCSSFC 3/81
i

210
200
190
180
170
160
150
0 140 z a ~n 130
w 120 1
> " w 100 K
90 a 1-
0
" 110
a 80
*, 70
60
50
4 0
30
20
IO
-
AB-119
- - - - - - - - - - - - - - - - - - - - -
I. ,
Tons per tioy of Recycle Sond 5% ffeot Loss Reocfor 10% ffeof Loss Combusfor
I I I I I
IO 20 I 1 1 I
30 40 50 60 70 80 90 0 1
O/o BITUMEN IN FEED
Effect of Input Bitumen Concentration on the Doily Mass F.V. Hanson
Rate of Recycle Sand LCSSFC

1400
1300
1200
1100
1000
0 900 0
800
700
600
500
Effect
, Temperuture of Combustor OC P 5% Heut Loss Reuctor /O% Heuf Loss Combustor
P 1 I I t I
IO 20 30 40 50 60 70 80 90
% BITUMEN IN FEED
of Input Bitumen Concentration on the Combustor Temperature F.V. Hanson
LCSSFC 3/81

AB-121 ,
O/O
Heaf of Rxn 4.18
AH o f Liquid - 14.02
/ AH of f lukf izhg Gas . // -AH of Producf Gas 1. 57 "eat Loss 1.74 D
A H of Hue Gas 4l.88
Heaf Loss /0.2/
I
. AH Rejecfed Sand 26.29
. . ,
Energy Output of Recovery System F.V. Hanson LCSSFC- 3/81

B = G + L + C P
C b -
F + R + C
B x 100 % wt.=
F + B
q = R I F
F.V. Hanson LCSSFC 3/81
2 . AB-122

Paper Submitted To:
First I n t e r n a t i o n a l Conference
June 4 - June 12 , 1979 Edmonton , A1 b e r t a , Canada
onj the Future of Heavy Crude and Tar Sands
I
THE THERt4AL RECOVERY OF A SYNTHETIC CRUDE FROM THE BITUMINOUS
SANDS OF THE SUNNYSIDE (UTAH) DEPOSIT
v . 11. VENHTESAN, FRANCIS v . HANS ON(^) AND ALEX G. OBLAD
Department of M i n i n g and Fuels Engineering
University o f Utah
S a l t Lake Clity, Utah 84112
To Whom I n q u i r i e s Concerning T h i s Paper Should Be Sent .

_.. .
AB-124
ABSTRACT
The tuminous sand deposits of Latah a re es imated to contain 25
b i l l i on barrels of o i l i n place and are the la rges t known petroleum resource
of t h i s type i n the United States. The Sunnyside deposit, amenable t o
surface m i n i n g techniques, i s estimated to contain 3.5-4.0 b i l l i o n barrels
of bitumen i n place w i t h an average bitumen content of agproximately eight
to nine percent by weight. An aboveground, fluidized bed thermal recovery
process, spec i f ic t o the Sunnyside sand, f o r the production of a synthetic
crude has been investigated.
pressure w i t h a design throughput capacity of 2.25 kg/hr was developed.
The-experimental d a t a were obtained i n the temperature range 700 K t o 800 K
a t sol ids retention times of 20.4, 27.2 and 31.4 minutes.
A bench-scale u n i t operating a t atmospheric
The l i g h t gas and the synthetic crude yields were qui te dependent upon
the temperature and the sol ids retention time.
verted to coke was re la t ive ly ins,ensitive to the process operating condi-
t ions and t o the sand pa r t i c l e s ize . The maximum l i q u i d y i e ld , 70% (wt)
of the bitumen fed, was obtained a t 773 K and a sol ids retention time of
20.4 minutes f o r a feed pa r t i c l e s i ze of 358.5 microns.
feed par t ic le s i ze and of the pa r t i c l e s i ze dis t r ibut ion on l i q u i d yield
were a1 so determined. !
The amount of bitumen con-
The ef fec ts of
I NT RODU CT I ON
The depletion of the o i l and gas reserves o f the United States con-
comitant w i t h an increasing demand for energy has created a supply-demnd
imbalance - t h a t has been temporarily alleviated by increased imports.
long range solution t o this imba7ance could be achieved by the production
A
.

.. ,
AB-125
o f synthet ic crudes from a l te rna te fos s i l energy resources such as coal ,
shale and bituminous s a n d s . The proven United States reserves of coal and
shale a re extensive (1) and a substantial number o f research programs have
been established t h a t a re aimed a t the production and u t i l i za t ion o f
synthet ic crudes derived from coal and shale. I
However, only a limited
number o f programs have been in i t i a t ed i n the United States aimed a t the
production and u t i l i za t ion of synthet ic crudes derived from bituminous , .
sands. . .
The major bituminous sand depos i t s of the world are located i n Canada,
The Utah b i t u - ’
Venezuela, Col umbi a , Trinidad-Tobago and the United States . %. .
minous sand deposits (25 b i l l i o n :barrels) , small compared t o the to ta l sand I:.
deposits of Alberta, Canada, are nevertheless a s ignif icant resource.
Sunnyside (Utah) deposit was se?ected as the basis fo r the University of
Utah i n v e s t i g a t i o n because of the h i g h bitumen content (eight t o nine per-
The
cent by weight), the size of the resource (3.5-4.0 b i l l i o n barrels i n
place) and the projected amenability o f the resource t o surface min ing
techniques (overburden/bi tuminous sand depth r a t i o ~ 1 ) .
The i n i t i a l phases of our program re l ied on the extensive l i t e r a t u r e
tha t reported the passage of the Canadian o i l sand development programs
from the laboratory t o the commercial p l a n t , tha t i s , the GCOS ( 2 ) and the
Syncrude, L t d (3) processes.
physical and chemical natures of the Canadian and Utah b i tuminous sands.
The Utah deposits contain an average of 0.5% by weight connate water com-
pared t o an average of 4.5% by weight connate water for the Canadian
deposits.
compared f o ‘ t h e Canadian bitumens (0.6% by weight f o r the Sunnyside deposit
There a re s ignif icant differences i n the
In addition, the su l fur contents of the Utah bitumens are low
versus 3.5-4.0% by weight f o r the Canadian deposits). The connate water >

AB-126
content may a f f ec t the choice of the optimum process ng technique fo r the
recovery o f the synthetic crude whereas the sulfur content will a f fec t the
choice of the optimum processing sequence f o r the upgrading of the recovered
synthetic crude. These physical .and chemical differences, combined w i t h the
difference i n the geographical and climatic conditions o f Utah and Alberta,
may make i t necessary t o recover the bitumen or a synthetic crude from the
b i tuminous sands of Utah by a uniquely d i f fe ren t technique than tha t used
to recover the bitumen from the Canadian sands.
,
' ,
The processing concepts currently under investigation f o r the recovery
of a bitumen or a synthetic crude from bituminous sands include hot water
extraction of the bitumen, thermal coking of the sand t o produce a synthetic
crude and solvent extraction of the bitumen. The h o t water and t h 2 thermal
coking techniques can be u t i l i zed i n e i t he r an in-situ [steam injection is
considered as an in-situ h o t water technique (4) ] or an aboveground mode of
operation. The hot water extraction process as applied t o the Sunnyside
deposit has been discussed elsewhere (5) ; therefore, this report will focus
on an aboveground, thermal coking process.
The aboveground thermal recovery of a synthetic crude from bituminous
sands involves the min ing of the deposit, the transportation o f the mined
, . sand t o the processing s i t e and the feed sand preparation ( i . e . crushing,
e tc . ). The thermal recovery techniques pose s i g n
problems due to the h i g h temperatures (675-925 K )
of the synthetic crude from the bituminous sand.
relaxed by u t i l i z i n g a fluidized bed and by recyc
which the coke has been combusted. An integrated
generated i n the coke combustion u n i t is recycled
f i cant heat t ransfer
required fo r the release
T h i s constraint can be
i n g the h o t sand from
process i n which the heat
t o the fluid-bed coking
u n i t should be energy se l f - suf f ic ien t provided the coked sand contains one

AB-127
, :
t o two percent by weight carbonaceous residue.
Safonov, V . A. - - e t . a l . (6,7) used a fluidized bed coker t o recover a
synthetic crude from the Kirmaku bituminous sands . The sand was crushed t o
less t h a n one centimeter diameter par t ic les and fed t o a f l u i d i z e d bed
reactor held a t 733-753 K. The process yielded two percent by weight gas
and 50-558 by weight synthetic crude based on the o i l soluble bitumen on the
sand .
thermal energy needed t o l ibera te the synthetic crude.
appeared to be insensit ive to the, sand residence time i n this investigation,
t ha t i s , the combined (gas p l u s l i q u i d ) y ie ld of- hydrocarbon was 53.6% by
weight o f bitumen fed a t a sand rksidence time of 14.8 minutes and a coking
temperature of 738 K and i t was 52.3% by weight a t a sand residence time of
eight minutes and a coking temperature of 773 K.
The balance was converted t o coke which was burned t o supply the
The l i q u i d yield
The Lurg i process (8) for the recovery of a synthetic crude from
bituminous s a n d s , t h o u g h n o t a fluidized-bed technique, has been success-
fu l ly demonstrated us ing a bituminous sand from California.
contains 1 i t t l e quantitative data, however, synthetic l i q u i d yields o f
approximately 80% by weight a re claimed.
The report
Peterson and co-workers (9-7 1 ) have used the f 1 u i d i zed bed technique
to recover a synthetic crude from the Canadian bi tuminous sands. The p i l o t
plant consisted of a fluidized bed . . coker coupled w i t h a combustor i n which
the coke on the sand was burned. The hot sand from the combustor was re-
cycled to the coking reactor as a heat car r ie r . The synthet ic crude - ,
obtained i n this process had an API gravity of 15 t o 16 whereas the bitumen , .,\, .
extracted by the hot water technique had an API gravity of seven t o e i g h t .
The l i q u i d yields were reported to be 70-80% by weight based on the bitumen
fed. .

AB-128
A bench-scale investigation of the d i rec t coking of an Athabasca sand >
has also been conducted by Filby et. fi. (13). The data reported were
corrected t o a 697 K end point. The yields of coke, gas and naphtha
increased a t the expense of heavi gas-oil w i t h increasing coking bed tem-
perature. The bitumen converted to coke increased w i t h coking bed tem-
perature up t o 773 K. Above 773 K the coke yield s tabi l ized a t approxi-
mately 20% by weight based on bitumen fed. The l i g h t gas, naphtha and coke
yields increase a t the expense of'heavy gas o i l as the vapor residence time . , ~
i n the coking zone increased. I t was also concluded t h a t the yield of
synthetic crude and the quali ty of the l i q u i d produced were independent of
the residence time-of the sand i n ; the coking zone. 0
The absence of a water film between the bitumen and the sand par t ic les
i n the bituminous s a n d s of Utah and the occurrence o f most deposits i n the
form of consolidated sandstones l e d t o the speculation t h a t the fluidization
character is t ics of the Utah sands as well as the synthetic crude yield and
qual i ty may be considerably different than m i g h t be expected when processing
the Canadian sands i n a f luidized bed coking u n i t .
!
I
There have been no
reports i n the l i t e r a t u r e on the thermal recovery of synthet ic crudes by a
fluidized bed technique fo r the b i tuminous sands of Utah.
bench-scale p i lo t u n i t was constrbcted a t the University of Utah t o obtain
preliminary process variable data! on the f e a s i b i l i t y of an aboveground,
fluidized bed coker fo r the produbtion of synthetic crudes from the b i t u m i -
nous sands of Utah. The data obtiined i n these preliminary experiments a re
presented i n this communication.
Therefore, a
i
!
I EXPERIMENTAL
i
A schematic of the experimental apparatus i s presented i n Figure 1. t

AB-129
A t the s t a r t of each experinent the reactor (D) was charged w i t h coked sand
produced i n the preceding experiment.
and the I-eactor was b r o u g h t t o the desired coking temperature and hydro-
T h i s precoked sand was fluidized ~. . -
dynamic and thermal s t a b i l i t y were established i n the bed.
the gas manifold ( A ) was used, as the f luidizing medium and i ts f low r a t e
was monitored w i t h a calibrated rotameter ( B ) . The nitrogen entered a t the
bottom of the reactor assembly ( C ) and passed through a calming section
where i t was preheated to the coking temperature. Pre-sized bituminous
sand was fed to the reactor from the storage hopper ( H ) under f r e e f a l l
conditions by means of a screw feeder ( F ) .
the systems by e lec t r ica l r e s i s t a k e heaters.
Nitrogen from
Thermal energy was supplied t o
The n i trogen-synthetic crude
vapor mixture passed froin the reactor into the expansion chamber ( E ) where
the v a p o r . a n d sand par t ic les disengaged. / /
I .'
Entrained sand f ines were removed
by two cyclone separators (K1 and K 2 ) .
passed t h r o u g h a cyl indrical , fine-mesh f i l t e r (El) p r i o r t o entering the
produce recovery t r a i n .
693 K and 653 K , respectively, to.prevent condensation of the vapor.
product recovery t r a i n consisted of a water-cooled condenser ( N ) , a cyclone
(U ) and a se r i e s of f i be r mist absorbers ( W ) maintained a t the ambient tem-
perature.
The nitrogen-vapor mixture was
T h e cyclones and the f i l t e r were maintained a t
The
The synthetic crude absorbed by the cellulose f i b e r s was ', 1
, - I 5 .< :. stripped from the f ibers by a suit,able solvent (benzene, toluene, e t c . ) .
, .. , , -
The non-condensabl e , non-absorbable 1 i g h t hydrocarbon gases were chromato- f
graphically analyzed, metered and vented.
The dynamic, f luidized bed d e p t h was maintained constant by a sol ids
f low valve (V-10) controlled by a ' d i f f e ren t i a l pressure ce l l (2) tha t con-
tinuously monitored the pressure drop across the bed. !
, -----TT . . ' 1 . r

AB-130
The uncorrected material balances f o r each r u n exceeded 92% by weight
of the bitumen fed t o the reactor. The percent recovery ranged'from 92 to
99% by weight. The , l i q u i d y ie lds were corrected t o account f o r ( i ) the 3 .
l i q u i d t h a t was l o s t w i t h the solvent d u r i n g the vacuum s t r i p p i n g o f the
solvent-synthetic crude mixtures obtained from the f ibe r absorbers and ( i i )
the l i q u i d t ha t condensed on the screwfeeder ou t l e t above the expansion
chamber .
' ,.
The chromatographic analysis of the l i g h t gases was performed on a ' f
Hewlett-Packard Model 5830A gas chromatograph u s i n g a Chromosorb 102
column (6.1 meters i n length).
bitumen and the l iquid products produced i n this investigation was done on
A simulated d i s t i l l a t i o n o f the extracted
a Hew1 ett-Packard Model 5734A gas chromatograph u s i n g a column packed w i t h
three percent Dexil 300 on Anachrome Q (46 centimeters i n length). Addi-
t ional de t a i l s on the experimental apparatus and procedures can be obtained
from reference (14).
RESULTS AND DISCUSSION
Effect of Temperature on Product Yield and D i s t r i b u t i o n
The y ie lds of l i g h t gas (Cl-C4), naphtha (C5 -478 K), middle d i s -
t i l l a t e (478-617 K ) , heavy gas o i l (617 K +), to ta l synthet ic crude (C,'),
and coke a re presented i n Figure 5 and Table l as a function of the coking
bed temperature.
bitumen fed.
atmospheric pressure, a sol ids retention time of 27.2 minutes, a sand feed
pa r t i c l e size o f 358.5 microns and a coking bed temperature of 773 K.
All y ie lds are reported as weight percent based on the
The base operating conditions f o r the investigation were
+ The yield of the C5 l iquid passed through a maximum w i t h tempertture
(61.2 n t % a t 723 K ) , however, a t the lower temperature (698 K) a solvent
extractable l i q u i d ("soft1' coke) remained on the sand partic'les w i t h the

coked bitumen (non-extractable ''hard" coke). If this l i q u i d is considered + as unliberated synthetic crude then the C5 l i q u i d yie?d generally de-
,~ creased w i t h increasing tempe!-ature (dashed l i ne , Figure 2) . A l t h o u g h the
l i q u i d yields are low compared t o a t h e data of Peterson and Gishler (9) the
trend i s similar.
.~
~ ..~ ~ ., f , .
~.
I ,
The "hard" coke yield increased w i t h increasing temperature up t o 723 K
and remained approximately constant a t 19-2354 by weight based on bitumen fed
above 723 K. A s imilar trend was, observed by Filby 3. fi. (13) and despite
the chemical differences i n the natures of the Canadian and Utah sands and I '
i n the coking bed temperatures the weight percent bitumen converted t o coke
was about the same i n both investigations.
The l i gh t gas production increased w i t h increasing temperature a t the
expense o f the 617 K + heavy gas o i l , however, the increase i n naphtha
reported by Filby - - e t . a l . (13) was n o t observed w i t h the Utah sands. T h i s
may be due i n p a r t t o the difference i n the chemical nature of the Canadian
and Utah sands, or to the differences i n operating conditions. The carbon
dioxide i n the l i gh t gas i s believed t o have been produced by the decompo-
s i t i on of carbonates i n the sand mat r ix .
I
%
Effect of Temperature on Product Quality
Selected physical properties. o f the extracted bitumen and the e f fec t i
of the coking reactor temperature'on the physical properties o f the
synthetic crudes a re presented i n Table 2. The API gravity of the l i q u i d
decreased w i t h increasing coking reactor temperature concomitant w i t h an
increase i n the Conradson carbon residue. A marked decrease i n the syn-
the t i c crude viscosity was observed as the coking reactor temperature
increased. The simulated d i s t i l l a t i o n data are discussed i n terms of an i i
I

813 K (54OOC) cut p o i n t . The amount of l i q u i d boiling below 813 K (540°C)
is greater a t the lower coking reactor temperature and decreases w i t h
increasing temperature. The l i q u i d boiling below 638 K (365°C) increases
w i t h increasing coking reactor temperature, an indication t h a t the hydro-
carbon species boiling above 698 (425°C) are undergoing thermal cracking
a t the higher reactor temperatures. A similar observation was reported by
Peterson and Gishler (10).
Effect of Solids Retention Time on Yield
The solids retention time (e; minutes) was defined as
e = 60 N/F
where I4 i s the weight of solids in the bed, kg , and F is the sand feed ..
ra te , kg h - ' .
increasing or decreasing the sand'feed ra te while keeping the bed weight
and mass constant.
crude yield and coke make i s presented i n Table 3 and Figures 3 through 5.
The yield of synthetic-crude decreased w i t h increasing retention time and
In th i s investigation, the retention time was varied by
The ef fec t of ' s o l i d retention time on the synthetic
the yield of l i g h t gas increased w i t h increasing retention time a t each
temperature studied ( F i g . 3 and 4 ) .
re la t ive ly insensit ive t o changes i n the sol ids retention time (%19-23% by
weight of bitumen fed).
The amount of coke produced was
The increased sol ids retention time would appear
t o increase the residence time of 'the l iberated hydrocarbon vapor i n the
coking zone t h u s leading to more dxtensive thermal cracking of the vapor.
Decreasing the sol i d s retention time shif ted the temperature a t which
the maximum l i q u i d yield was obtajned and increased the y i e ld of l i q u i d a t
the maximum temperature (Fig . 5). A t a retention time of 20.4 minutes the
maximum l i q u i d yield was 67.4% by weight a t 773 K whereas a t a retention
time of 27.2 minutes the maximum yield was 61.2% a t 723 K.

Retention times below 20 minutes were not investigated due to a
I f we can reasonably
.
l imitation i n the reactor t h r o u g h p u t capacity.
extrapolate the data obtained i n this investigation a l i q u i d yield of 831
by weight of bitumen fed would be! obtained a t a coking reactor temperature
o f 773 K w i t h a sol ids retention time of 16 minutes. The sol ids retention
time-liquid yield data i n the l i t e r a tu re lead to conflicting interpre-
t a t i o n s , t h a t i s , Clatchen and Gishler (12), Safonov - - et . a l . (6) and Filby
- - e t . a l . (13) reported no e f fec t of sand retention time on l i q u i d yield.
Ramler (8) observed tha t the plant capacity (d i rec t ly related t o feed
r a t e ) has a def in i te influence owthe l i q u i d yield i n the Lurgi-RGhrgas
d i r ec t coking process. when processing a Canadian sand.
Effect of Par t ic le Size and
Par t ic le Size Distribution on Yield I
The ef fec ts o f par t ic le s ize and par t ic le s i z e dis t r ibut ion o f the
feed sand on the yield and produci dis t r ibut ion are presented i n Table 4.
The par t ic le s i ze d a t a were.acquired a t a coking bed temperature o f 773 K
and a sol ids retention time of 20.4 minutes. A reduction i n sand par t ic le
s i ze from 358.5 microns t o 253.5 microns had l i t t l e or no e f fec t on the
l iquid yield and on the product dis t r ibut ion.
s h i f t i n product dis t r ibut ion was !observed when the sand par t ic le s i ze was
However, a s ignif icant
increased from 358.5 microns t o 507.5 microns. The l i g h t gas yield
increased from 11.3 to 26.7% by weight of bitumen fed while the C5+ l i q u i d
yield decreased from 67.4 t o 51.8% by weight.
of the C5
cul a r , C1 -C3 gases.
vapor was "trapped" i n the pore s t ructure of the larger par t ic les .
Thus a substantial portion + hydrocarbon was thermally cracked t o l i gh te r species, i n p a r t i -
We speculate ' tha t a f ract ion of 1 i berated hydrocarbon
The
diffusion time f o r these species t o t ransfer from the internal region of

AB-134
the sand par t ic les t o the bulk f lu id phase was therefore increased.
increased residence time w i t h i n a.microscopic thermal cracker ( i .e. , the
pore s t ructure of the s a n d ) led t o conversion of the higher mlecular
weight species to Cl-C4 gases.
T h i s
.
A s ingle experiment was made w i t h a wide cut feed sand (Tyler Sieve:
20-150 mesh f rac t ion) t o determine the e f fec t of the sand s i ze dis t r ibut ion
on the l i q u i d y ie ld .
smaller feed sand par t ic les , t h a t i s , 63.5% by weight l i q u i d and 17.9% by
weight Cl-C4 gases.
65% of the feed sand was f ine r than 358 .5~ and i t would be expected to
exhibit yields more nearly l i k e the smaller feed sand par t ic les (5 358.5~)
t h a n l ike the larger par t ic les (2 507 .5~) .
The yield was s imilar t o tha t obtained w i t h the
A s i ze dis t r ibut ion analysis on the sand indicated tha t
CONCLUSIONS
* An aboveground, fluidized bed thermal process f o r the
recovery of a synthetic crude from bituminous sands of the
Sunnyside (Utah ) deposit could be a feasible a l ternat ive
to a modified hot water process.
Synthetic crude ( C 5
weight of bitumen fed m i g h t be a t ta inable a t sol id
retention times below 20 minutes.
The consistency of the coke yields indicates a commercial
o r large scale p i l o t plant could be maintained i n thermal
balance regardless of the coking bed temperature, the feed
4- * l iquid) yields i n excess of 80% by
*
sand retention time or the feed sand par t ic le s ize .
The process variable data obtained i n this exploratory
investigation indicate the s ize’of a commercial thermal
*
coking u n i t f o r the recovery of a synthetic crude from

AB-I35 :
bituminous sands would be consistent w i t h engineering
technology currently employed i n the petroleum industry.
. ACKNOWLEDGEMENT
The authors w i s h t o acknowledge the support o f the United States
Department of Energy, the National Science Foundation, the Mobil Foundation
and the Department of Development Services of the S ta t e o f Utah d u r i n g the
course o f this investigation.
!

AB-136
REF E I? EN C E S
1 .
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
13.
14.
Pa ren t , J . D . , Seay, J . G . , and Linden, H. R . , P r e p r i n t s , D j v .
Fuel Chem. (ACS) 24, H , 1 (1979).
Bachman, W. A. and Stormont, D. H . , Oil Gas 3 . 69, Oct. 23 (1967).
Nul t y , P. , Fortune, 72, May 22 (1978).
Thurber, J . L . , and Welbourn, 'M. E. , P e t r o l . Eng., 31, November (1977).
Misra, M . , and Miller, 3. D . , . P r e p r i n t s 1979 AIME Ann. Meeting, New
Orleans, LA, Feb. 18-22 (1979).
Safonov, V. A . , Indyukov, N . M . , Loginova, S. M., m d Shevtsov, I . S. ,
Sb. Tr. Inst. Nabtekhim Pro tssov , Akad. Mauk Azerb. SSR #4, 272 (1959).
Safonov, V. A . , Indyukov, N . PI., Shevtsov, I . S . , Markaryan, S. M.,
and Rustamov, M. I . , Sb. Tr. Azer-Nauch.-Issledovatel. I n s t . Neft.
Prom. i m . V. V.. Kurbysheva 2 , 2 8 8 (1958).
Rammler, R. W . , Can. J . Chem. Eng. - 48, 552 (1970).
Gishler, P . E. and Pe terson , W. S. , Canad. O i l Gas Ind. - 3, 26 (1949).
Pe t e r son , W. S.; and Gishler, P. E . , Canad. J . Res. - 28, 62 (1950.
Pe te r son , W. S . , and Gishler, P. E . , Pet. Eng. - 23, 66 (1951).
Matchen, B. and Gishler, P. E . , C51-51S, National Research Council of
Canada, Ottawa, Canada (1 951 ) .' F i l b y , 3 . E . , Flynn, P. C . , and Por teous , K. C . , 27th Canad. Chem. Eng.
Conf. , O i 1 Sands Symp. , Calgary , A1 b e r t a , Canada, Oct. 23-27, (1 977).
Venkatesan, V . M., Ph.D. D i s s e r t a t i o n , Univers i ty o f Utah (1979).

.. 1 .
i AB-137
I N Lo - . e
S 0 -P
CI V a L 42
m c I . _ . N
c r ) b c u N h
Lo
Q Ln m
h m N
ic a
Lo
%- 0
V
-v IC 0 v)
'C 0
c, S a, V L a a
w -0
3 cr) 0- u .I-
-r
I

0, ul
N I--
N cn -3- 7
Ln e b F
Y
m cn N
m m m
AB-138

m L3
c\I L o m N
m h ad- h N L o - N h . m
. ..
t
0 u c, cc 0 VI
+ 0 .I-l
N m o cn a m N
L3 . ' . .. Lo E? Ki L o r - N
h m
I * m o ' 0 m h w e - 0
v 3 -0 0 L. 'P
c 0 -r C' V ra L L)
-a a >
- *I-
d
m F
Loo r
CQ Lo; c3 L3 C . N m i
!
. . c3
N
co co N
0
0)
a3 N d
h
GI ?
-0 a' a LL
cr, co m h h k
W m a c c, a
9 rJ I-
r L o h
m - N Lo m m
. . c;., 0
m co
c3
N
d Q,
h cc)
C 0
e 0 N
C W m
N h
N L o m rn . . a3 0 c
0
d N
u3 7
CD
P J N
tu Lo m
N h
h N
Q h Lo N m
.- is L a c, l a
Q co m N h
a a L c
24
W L
rn L 0 -
E E S a -I-
L) L
c3 u #
c V
c a V L aJ 0- +Lo
V r= W E .i L
- i ,

Table 4
Effects o f Feed Pzrt ic le Size
on Yield and Product Distribution
Sunnyside Feed
Experirnent lkmber
Coking 6ed Temperature, K
Retention Time of Sol i d s , eaVg, min
Feed Sand Par t ic le Size, p
Rate o f Bitmen Fegd t o R a c t o r , gm/hr
Gas tkke, LPil a t STP
Synthztic Crude Yield, gm/hr
Nass Balance ( I k i g h t Percent)
* co2
71
773
* 20.4
. 253.5
75.5
9.2
: 40.8
2.3
- c3 9.7
2.9
C5+ Liquid 65.1
Coke 20.0
64
773
20.4
358.5
82.8
9.0
44.0
1.3
8.7
2.6
67.4
20.0
.69
773
20.4
507.5
91 .o 21.9
40.6
2.3
20.6
6.1
51.8
19.2
59
773
25.5
162.0
76.5
11.9
32.0
1.3
13.6
4.3
63.5
17.4
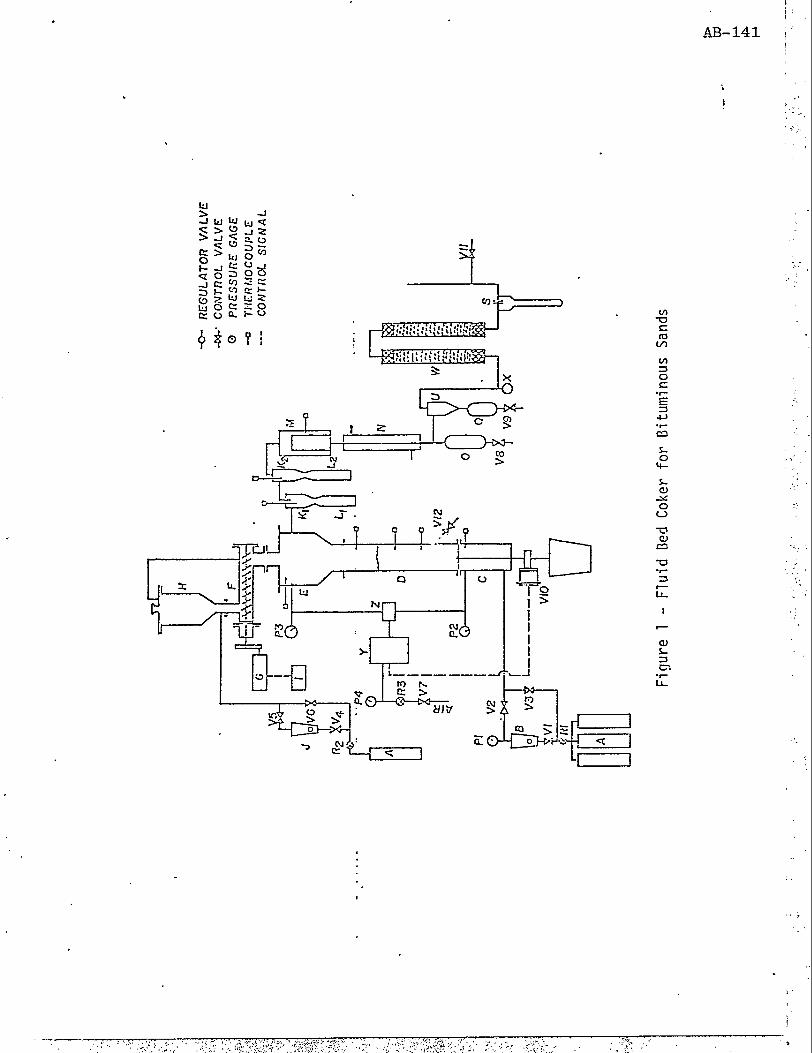
; '. AB-141 i '
I !
', , . . ~. !
, ..
L 0 cc L c) Y 0 V
!
--. D

70 c I
i
698 ?23 748 773 798
EEACi-02 TE?d?EFLATUSE, K Figure 2. Product Yield and Distribution f o r Sunnyside
Effect of Reactor Temperature on
Feed. Retention Time of Solids, eavg = 27.2 mins . Feed Sand Pa r t i c l e Size, d p - 358.5 microns.
AB-142
._
i - ,

100
\ -
I 1 I I i) SYi'lTETIC C W D E 0 Cl-Cq GASES Cl COKE V GAS MAKE
I I - I I 1
c i AB-143
I- . . Q , .
I S 20 24 2a 32 35
RETEEJTlCtN Ti:M€ OF SOLIDS, MlillUTE3 :,, '
~ ... Figure 3. on the Yield Pattern fo r Sunnyside Feed. Reactor Temperature, T = 773K Feed Sand Par t ic le Size, d p = 358.5 microns
Effect.of Retention Time o f S o l i d s , eavg,

0 C,-C4 GASES
I lor
Figure 4. on the Yield Pattefn fo r Sunnysjde Feed. Reactor Temperature, T = 798 K Feed Sand Par t ic le Size, dp = 355.5 microns
Effect b f Retention Time o f Solids, Wvg,

.
IOC 1 1 1 I 1 r -
RE TEN TI 0 N Tl M E OF SOLIDS, ~ A V G .
0 20.4 MIN. A 2Z2 MIN.
\
I I I I '2 698 723 748 7?3 738 a25
REACTOR TEMPERATURE, K Figure 5. Temperature f o r Maximum Yield of Synthetic Crude.
Feed Sand Par t ic le ' Size, dp = 358.5 microns
Effect of Ketention Time on the Opt imum
AB- 2
REPORT OF FERWG SITE VISIT TO THE LARAMIE ENERGY TECHNOLOGY CENTER, LETC
( A p r i l 27, 1981)
The f o l l o w i n g FERWG members p a r t i c i p a t e d a t a r e v i e w of t h e DOE programs d e a l i n g w i t h r e c o v e r y o f o i l from t a r s a n d s : S. S. P e n n e r , A. G. Oblad , J. C l a r d y , A. E. K e l l e y , and D. D. W h i t e h u r s t (for P. B. Wei sz ) . H. R. Anderson from DOE H e a d q u a r t e r s a l so a t t e n d e d t h e d i s c u s s i o n s .
A f t e r a b r i e f welcome by t h e L a b o r a t o r y Director ( A . Decora) and an LETC ove rv iew by J. Weber, L. Marchant and h i s c o l l e a g u e s o u t l i n e d p a s t , c u r r e n t and p roposed f u t u r e s t u d i e s funded t h r o u g h LETC and d e a l i n g w i t h r e c o v e r y of b i tumens from t a r s a n d s .
The program ove rv iew w a s p r e s e n t e d by L. Marchant . Resource a s s e s s m e n t w a s d i s c u s s e d by P. Dana; L. Marchant t h e n r ev iewed R&D r e l a t i n g t o r e s e r v o i r access. T h i s d i s c u s - s i o n w a s f o l l o w e d by B. Sudduth w i t h an ove rv iew of r e c o v e r y t e c h n i q u e s and p r o c e s s e s ; L. Johnson r ev iewed t h e LETC work on r e c o v e r y u s i n g -- i n s i t u combus t ion , w h i l e L. Romanowski d i s c u s s e d s t e a m f l o o d e x p e r i m e n t s f o r underground r e c o v e r y . Problems and p r o c e d u r e s f o r p e r m i t t i n g w e r e summarized by T. Owen and e n v i r o n m e n t a l s t u d i e s by R. P o u l s o n .
1. Funding: Levels
The LETC work on t a r s a n d s is funded d u r i n g 1981 a t $5.7M, w i t h $5.1M s p e n t i n h o u s e ; t h e a n t i c i p a t e d f u n d i n g l e v e l f o r 1982 is $5.OM. Funding l e v e l s by area are a p p r o x i - m a t e l y d i v i d e d as follows: %$0.5M e a c h f o r r e s o u r c e assess- ment ( r e s o u r c e c h a r a c t e r i z a t i o n and r e s e r v o i r e v a l u a t i o n ) and r e s e r v o i r access ( d r i l l i n g , w e l l c o m p l e t i o n and s t i m u l a t i o n , m i n i n g ) ; a b o u t $0.3M e a c h are a l l o c a t e d f o r p r o d u c t p r e p a r a t i o n

( s e p a r a t i o n , upgrading) and environmental s t u d i e s (monitor- i n g , c h a r a c t e r i z a t i o n , cont ro1 ,and d i s p o s a l methods); major expend i tu re s of about $2M are a l l o t t e d to f i e l d recovery pro- j ec t s ( thermal recovery , a l t e r n a t e e x t r a c t i o n t echn iques ) .
The s t u d i e s performed by LETC are w e l l documented i n numerous p u b l i c a t i o n s . I n t h e f o l l o w i n g s e c t i o n s , w e summar- ize b r i e f l y some t e c h n i c a l f e a t u r e s t h a t were of p a r t i c u l a r i n t e re s t t o t h e p a r t i c i p a t i n g FERWG members.
2 . Resource Assessments
Resource assessment of t a r sands depos i t s has been in- c identa l t o other e x p l o r a t i o n and, t h e r e f o r e , t h e estimated U.S. r e source base may be l a r g e r t han it is now estimated to be.
3. Water Requirements and A v a i l a b i l i t y
U s i n g c u r r e n t technology and p r a c t i c e s , a b o u t 5B of water are r e q u i r e d per barrel of bitumen produced. a b i l i t y from t h e White River Dam and Reservoi r Project is esti- mated t o be 75-130,000 acre-feet/year, whereas about 13,400 acre- feet per year are r e q u i r e d f o r a 57,000 BPD commercial f a c i l i t y .
Total water a v a i l -
4 . R&D Programs and P l a n s
S t u d i e s on r e source assessment i nc lude fundamental work on rock mechanics, examinat ions of p e r f o r a t i o n of cas ing sup- p o r t s t o s tudy t h e i n f l u e n c e on r e g i o n a l hydrology, and up- d a t i n g of t h e d e f i n i t i v e Monograph 12 d e a l i n g w i t h a l l aspects of t a r sands r e s o u r c e s and recovery. Associated w i t h t h i s work is t h e development of d i a g n o s t i c i n s t rumen t s , There is p a r t i c u l a r need f o r a t o o l to pick up l o o s e sand f o r character- i z a t i o n . Informal l i a i s o n e x i s t s w i t h an a c t i v e API d r i l l i n g program t o assess re sources .

A t t h e c u r r e n t stage of development, it is not clear whe.cher bitumen recovery by underground combustion or by steam f lood ing is t h e preferred technology. I t should be noted t h a t r e v e r s e combustion l e d t o recovery of about 50% of t h e carbon present dur ing t h e second test (about 10% is used f o r process ing w h i l e whereas t h e f i r s t tes t w i t h steam f lood ing produced a y i e l d of only 5%. second test w i t h s team f lood ing w i l l show s i g n i f i c a n t l y i m - proved performance over t h e first tes t .
dur ing underground t e s t i n g was 3 t o 5 f t t h i c k , w i t h
maximum tempera tures f a l l i n g i n t h e range 1000-1500°F. tes t du ra t ion (1977-78) w a s 183 days , about 25% of t h e t o t a l o i l p resent was recovered,and 51% of t h e incoming a i r w a s accounted f o r . The reflected forward combustion wave d i d not propagate uniformly. A computer model a t Intercamp was used f o r v e r i f i c a t i o n of f i e l d s t u d i e s .
~ 4 0 % remains depos i ted i n t h e bed ) ,
The expec ta t ion is t h a t the c u r r e n t l y planned
The r e v e r s e combustion f r o n t produced by r e f l e c t i o n
The
During t h e steam-flood experiments , less o i l w a s found i n t h e lower, more permeable r eg ions than i n t h e upper, less permeable layers. The s team-in jec t ion temperature w a s 467OF and t h e s team-in jec t ion p res su re w a s 460 p s i a . I n unconfined f i e l d p a t t e r n s , probably only 50% of t h e i n j e c t e d steam or combustion gases is u t i l i z e d t o mobil ize t h e o i l i n p l a c e .
5. Cost E s t i m a t e s
Pre l iminary c o s t estimates have been made. With 50% 3 o i l recovery, a i r i n j e c t i o n of 300 SCF/ft , and a ra te of re-
t u r n of 20%, a product sales price of $39/B a t a product ion cost of $25/B has been obta ined p r i o r t o upgrading. s t u d i e s show t h a t t h e product ion c o s t i n c r e a s e s from $25/B t o about $40/B i f (a ) t h e percentage recovery f a l l s from 50 t o 30% or (b) t h e a i r requirement is raised f r o m 300 t o 450 SCF/ft .
S e n s i t i v i t y
3

6 . Upgrading
Upgrading of tar-sand bitumen has been successfully accomplished.
7. Environmental Research
A major focus of the environmental program has been per- mitting operations for the LETC field tests. There was rela- tively little work on the generic environmental problems associated with different technologies or the applicability of existing control technologies. The most important environmental concern was suggested to be the detailed characterization of specific sites, which was thought to be potentially limiting and to control questions about air and water environmental impacts.
8. Long-Term R&D Needs
R&D recommendations include further work on resource assessment and exploration, definition of the mineable frac- tion (which is currently estimated to be about 15% of the total resource), adaptation and development of drilling tech- niques for use by small operators. Both water and air quali- ties must be carefully monitored. The gases produced on com- bustion drive are low-Btu gases and handling, utilization or disposal procedures must be evolved for large-scale production. Viscosity-temperature data should be specified for bitumens with varying asphaltene and other hydrocarbon contents. The behavior and compatibility of mixtures, produced by blending bitumens and other tar-sands products with pipeline oil, re- quire inyest igat ion.
Other fundamental studies, including the determination of improved physico-chemical data characterizing the resource and improvements of quantitative models for comparisons with field investigations, were briefly discussed.

AB-150
AB-3 - FERWG REVIEW OF
DOE PROGRAMS ON ENHANCED OIL RECOVERY (EOR) . QUEEN MARY, LONG BEACH, CALIFORNIA
(May 22, 1981)
The fo l lowing FERWG members p a r t i c i p a t e d a t a review of t h e DOE programs on heavy o i l recovery : F. W. Camp, J. Clardy, F. Holzeiz ( f o r A. E. Lewis), F. X. Mayer, S. S.
Penner, J. ROSS, R . P. S i eg , and D. D. Whitehurst ( f o r P. B. Weisz). The review w a s a r ranged by G. W. Dean and G. S t o s u r of DOE. The agenda is enc losed . I n a d d i t i o n , W . E. Showalter of Union O i l p r e sen ted an overview of t h e Union O i l develop- m e n t a l programs d e a l i n g w i t h o i l recovery from t a r sands and heavy o i l s .
P a r t i c i p a n t s inc luded J. F. Kaufmann (DOE, Off ice of Energy Research) and R. Rober t s (DOE, Office of Advanced Re- s e a r c h / F o s s i l Energy), t h e l i s t e d speake r s , and L. O ' B r i e n (Union O i l ) .
I t is expected t h a t m o s t FERWG members w i l l p a r t i c i - * p a t e a t a three-day program review on EOR, which w i l l be h e l d i n San F ranc i sco du r ing t h e l a s t week of J u l y .
* The DOE Conference on Enhanced O i l Recovery w i l l be h e l d a t t h e Sheraton Pa lace Hotel i n San Franc isco on J u l y 28, 29 and 30, 1981.

AGENDA
AB-151
b
8: 30
9 : 00
9 : 15
10: 15
11: 15
12 : 00
12:30
1:oo
2: 15
3: 30
4:OO
5:OO
HEAVY OIL RECOVERY PR0GU.Y REVIEW May 22, 1981
F o s s i l Energy Research Working Group I11 A (198i) Black Lion Room, B Deck
Coffee - Refreshments
Welcome - In t roduc t ions George S tosur
Overview of F i e l d Demonstation P r o j e c t s - Steamflooding, In S i t u and Caus t ic G.D. Pe te rson - Steam with Add i t ives G,W. Dean
Sandia Nat iona l Labs P r o j e c t s ,
Downhole Steam Generator - Thermal Well Completions - Thernzl Front Tracking - Steam q u a l i t y lfeasurements
Un ive r s i ty of C a l i f o r n i a , Berkeley W.H. Soinerton - Flobi l i ty and Reac t ive Tension Agents - Xole of Clays i n EOR
LUNCH - Catered
B a r t l e s v i l l e Energy Technology Center D. S u t t e r f i e l d - Heavy O i l P rocess ing and Charac te r i za t ion
Un ive r s i ty of Southern C a l i f o r n i a - Cor re l a t ion of Petroleum
Component P r o p e r t i e s T.F. Ten - Chemical Addi t ives wi th Steam L.L. Handy - Scaled Phys ica l Model F a c i l i t i e s F. Chassemi
Stanford Un ive r s i ty Petroleum Research I n s t i t u t e W.E. Brigham - Flow Proper ty Research - In S i t u Combustion S tudies - Steam Addi t ives - Well t o Well Formation Evaluat ion
OPEN DISCUSSION
Tour of t h e Sandia DHSG F i e l d S i t e
ADrJOURN
, .,.

AB-4 - FERWG SITE VISIT TO THE
BARTLESVILLE ENERGY TECHNOLOGY CENTER, BETC - ( J u n e 11, 1981)
FERWG members J. C l a r d y , A . E. L e w i s , A . E. K e l l e y , S. S. P e n n e r , and J. Ross v i s i t e d t h e B a r t l e s v i l l e Energy Technology C e n t e r (BETC) on June 11, 1981. G. S t o s u r and E . J. L i e v e n s , J r . , of DOE/Fossil Energy (Washington) p a r t i c i p a t e d i n t h e d i s - cuss ions . The f o l l o w i n g BETC s ta f f members and v i s i t o r s were p r e s e n t : J. A l l s u p (BETC), F. W. B u r t c h (BETC), A . Crawley (BETC), J. Dooley (BETC), R. L. F o l s t e i n (BETC), W. Good (BETC), H. R. Johnson (BETC), Y. Ksander (The E n g i n e e r i n g S o c i e t i e s Commission on E n e r g y ) , H. W. P a r k e r (The E n g i n e e r i n g S o c i e t i e s Commission on E n e r g y ) , D. S u t t e r f i e l d (BETC), D. Ward (BETC), and T. Wesson (BETC) .
The c o n f e r e n c e agenda is summarized i n Table 1. BETC h a s been a p e t r o l e u m r e s e a r c h c e n t e r s i n c e 1918 and is
c u r r e n t l y t h e DOE l e a d l a b o r a t o r y d e a l i n g w i t h enchanced o i l re- c o v e r y , advanced p e t r o l e u m t e c h n o l o g y , t h e f u e l - e n g i n e i n t e r f a c e , l i q u i d - f u e l cycles, and t h e r e l a t i o n s between r e c o v e r y and end use. and c o n t i n u i n g t r a d i t i o n f o r t h e c o l l e c t i o n of thermodynamic and o t h e r fundamen ta l d a t a r e l a t i n g t o o i l c h a r a c t e r i z a t i o n .
The f o l l o w i n g t o p i c s were rev iewed by Har ry Johnson and h i s c o l l e a g u e s : marke t demands; f u e l u t i l i z a t i o n ; p r o c e s s i n g t echno- l o g i e s ; thermodynamics; e x t r a c t i o n ; enhanced o i l r e c o v e r y , i n c l u d - i n g d i s c u s s i o n s of h u f f and p u f f and o t h e r steam f l o o d i n g p roce - d u r e s , C02 f l o o d i n g , f l o o d i n g w i t h o t h e r c h e m i c a l s ( e . g . , micellar s o l u t i o n s i n t r o d u c e d as d e t e r g e n t s t o f ac i l i t a t e o i l removal from s a n d g r a i n s . ) , i n - s i t u combust ion; resource assessments; a n a l y t i c a l p r o c e d u r e s and d i s t i l l a t e c h a r a c t e r i z a t i o n ; u t i l i z a t i o n r e s e a r c h .
BETC h a s o u t s t a n d i n g e x p e r i m e n t a l f ac i l i t i e s and a u n i q u e
. . ,.
AB-153 , .
8:30 8:45 9:oo 9:30 10 : 15 11:15 11 : 45 1:30 2:15 3:OO 3:15 4:30
Table 1..
Agenda
Welcome BETC Overview EOR Overview Extraction Overview Processing and Thermodynamics Overview Utilization Overview Lunch - Flame Restaurant Extraction Lab Tour Processing and Thermodynamics Lab Tour Utilization Lab Tour Individual Discussion Adjourn

The BETC data c e n t e r is now o p e r a t i o n a l and provided on demand t h e c o m p l i a t i o n s of p r o p e r t i e s of hesvy o i l s and costs f o r heavy o i l fac i l i t i es r e p r o d u c e d i n Tables 2 and 3, r e s p e c - t i v e l y .
1. Env i ronmen ta l Research and Programs a t t h e B a r t l e s v i l l e Energy Technology C e n t e r (BETC)
Workers a t t h e B a r t l e s v i l l e Energy Technology C e n t e r have i s s u e d two r e p o r t s d e a l i n g w i t h e n v i r o n m e n t a l s t u d i e s . The first deals w i t h t o x i c i t y of chemical compounds u s e d f o r enhanced o i l r e c o v e r y and t h e second i s an e n v i r o n m e n t a l r e g u l a t i o n s handbook. The t o x i c i t y s t u d i e s showed r e l a t i v e l y l i t t l e t o be conce rned a b o u t . are wide ly u s e d i n t h e fas t f o o d i n d u s t r y . The one p o s s i b l e ex- c e p t i o n re la tes t o v a r i o u s p e t r o l e u m s u l f o n a t e s , which are pre- pared by t r e a t i n g p e t r o l e u m f r a c t i o n s w i t h s u l f u r i c acid. These t e n d t o show modes t , d e t e r g e n t - l i k e t o x i c i t i e s . The real r i s k
is j u d g e d t o be small . m i n e r a l s and are u s e d s p a r i n g l y f o r economic r e a s o n s . t a l s u r f a c e s p i l l c o u l d be t r o u b l e s o m e b u t t h i s m a s j udged t o be an area a d e q u a t e l y c o v e r e d by good e n g i n e e r i n g practices and no research needs have been i d e n t i f i e d .
I n f ac t , some of t h e agents employed (e .g . , x a n t h a n gums)
They are t i g h t l y bound t o t h e underground An acciden-
A m e s t o x i c i t y tes ts done w i t h t h e s tandard p r o t o c o l ( i . e . , i n c u b a t i o n w i t h a l i v e r enzyme cocktail and measurements of re- v e r s i o n of h i s t i d i n e d e f i c i e n t S a l m o n e l l a c o l o n i e s ) showed a c t i v - i t y from some of t h e o i l f r a c t i o n s . A s is u s u a l l y t h e case, t h i s a c t i v i t y seemed t o f o l l o w the n i t r o g e n - c o n t a i n i n g compounds and c o u l d be r e d u c e d w i t h hydro t rea t ing . More and better t e s t i n g w a s s u g g e s t e d as a research area.
Another area t h a t w a s t o u c h e d upon i n v o l v e s s c r u b b e r s l u d g e s . I n C a l i f o r n i a , where EOR is b e i n g conduc ted w i t h s u r f a c e - g e n e r a t e d steam, a i r p o l l u t i o n s tandards demand s c r u b b i n g . The re is a prac- t i c a l problem of d i s p o s i n g of t h i s s c r u b b e r s l u d g e . The u s e of

D A L I L L S V I L L E E N f h G I TE?HNOLOGY CENTCC ChUQC O I L APCLYSIS D A T A FASE A SHORT KEPORT FROn SGLEClED D A T h
DATAFILE: 11-JUH-81
SEARCHhEY RANGE LOC ALAbIMb LOC 1.000 - 123.000 A f ' l G 8.000 - 12.000
SORTED Pr A F l G RANGE OF VALUES: 8.322 - 11.864
NUMFER OF AtIALISES: 27
SAMPLE
954221
PS51b7
L24757
P77069
I; 534
3S4207
875013
869088
F77018
r23464
Pb'F-V
E 5 3 3
b69082
654220
C b C O X
B'7JJ
b71034
859190
E71324
k 7 ? 1
b5S132
P 1107
B24756
815114
Bb6099
86AlOO
k S6S
LOC
MEXICO
CALIFORN
a v u H o m n
C I L I F O R N
ANGOLA
MEXICO
UENEZUEL
CALIFORN
CALIFORN
C A I IFOKN
ChL l f I1hN
F I E L
UONTE
Z A C I
SCOTTS D
CAT C A N I
HOT h Y O Y
EDANO
HONhGfiS
HUNTIldGT
P A h l S UA
KERN K I V
o u n o n L u r
ANGOLA NOT hNUY
C L L I F O I N
nrr lco
CALIFORN
CALIFORN
A R l . I I I S A S
UENEZUEL
UENEZUEL
n E a I c o
C I L l F O k N
C A L l F O k N
OhLANOlfA
CALIFORN
CLL IFORN
CALIFOkH
UrOnIHG
RAlLROAD
CHAPhCAO
SAH ARDO
NASLEY C
NEU LOHD
BOSCAN
OOSCAN
GONLALO
G A T 0 RID
MY W A Y - S
LYNN
MIDUAY I
UILMlNGT
Y I L f l I N G T
YLkN SPR
& P I 0
8.322
8.877
9.718
10.000
1 0 . 1 4 2
10.284
10.284
10.446
10,426
10.711
10.05*
10.854
10.997
11.141
11.141
11.141
11.141
11.285
11.285
11.574
11.719
11.864
11.864
11.864
11.864
11.864
11.864
16:01:45
T a b l e 2
DATA ON HEAVY OILS
PUP1
60.000
90.000
60.000
80.000
0.000
56.000
80.000
60.000
85.000
66.000
7O.OUO
0.000
75.000
45,600
80.000
80.000
60.000
65.000
95.000
40.000
45.030
40.000
60.000
60.000
60.000
55.000
1s.000
SULF
5 .eo0
Sab50
1.320
6.980
0.440
5.380
3.140
1.420
1.710
1.?30
4 .110
0.430
1.600
6.380
2.260
5.450
5.960
5.530
5.540
S.290
5.930
1.630
2.3SO
1 e 670
1.730
1.700
2.610
N l T k
0.451
0.676
0.000
0.746
0.000
0.407
0.635
0.882
0.956
0.000
0.649
0.000
0.797
0.422
0.913
0.955
0.317
0.610
O.6C4
0.000
0.747
0.000
0.000
0.882
0.720
0.664
0.000
KERO
0.000
0 * 000
4.000
0.000
0 .000
0.000
0 . 0 0 0
0.000
0 .000
0 .000
0.000
0.000
0 a 600
0.000
0.000
0.000
2.200
2.000
0.000
2.600
0.000
0.000
0.000
0.000
0.000
0.000
2.900
GSOL
1'2.861
12.331
16.400
12.273
3.650
12.600
13.900
9.550
I2.90G
8.3btl
14.140
3.610
io.e:o
13.406
11.550
23.200
11.594
11.450
12.600
13.772
13.560
10.384
i4 .n:~
13.843
13.350
14.831
14.460
ULD
6.000
0.431
10.836
0.000
20 a 9?3
0.000
11.878
4.853
17.C29
86.236
b.7::
35.850
3.878
0.000
l.LO0
4.850
0.000
0.600
o.o(.o
o . w v 4.989
20.e87
17.742
11.606
9.482
, 11.013
0.000
RCSD
64.100
73.500
53.610
~ 9 . 2 5 0
66.rCO
72.400
-7 . IC(,
74.7W
58.?r,S
b2.050
57.Jc.C.
52.VOO
73.3tC
62.65'.
7?.65I.
59.7GG
bl.3G3
66.7GP
66.809
62.42G
4 3 . 3 G
d d . 5 5 0
51.300
61.500
A3.400
6 1 . V O O
If . 6G.
..

AB-156 , '
1.6
Table 3
DATA ON HEAVY OIL RECOVERY -479- LOYEST SELEClEll REtOkII COIlNON TO ALL hEPORTS .
1
I . . .. . s200*000.00
1 .
SF082 S300,300.00 s100,000.00 S70,000.00 S900~000 .00 S l l ~ 2 8 0 ~ 0 4 3 . 0 0 S432*000.0b
SF139 s20*000.00 S315e600.00 S306,000.00 S376~800 .00 S5*483*800.00 S1.336r000.00
I :
5 F l I 9 S2~0001000 .00 S165~600~000.00 S 6 ~ 0 0 0 ~ 0 0 0 ~ 0 0 S 7 1 ~ 5 0 0 ~ 0 0 0 . 0 0 S840*t00~000.00 S35~200~000.00
TOTALS s19,38] ,300.00 S803r6?7,900.00 S150*325,750.00 S350~124r500.00. S 7 ~ 5 0 0 ~ 0 0 0 ~ 0 0 S 4 ~ 3 6 9 i 6 8 5 ~ 5 2 3 ~ 0 0 S240*065r433.00
- 1EkTIA::Y IhOJFCTS C651 F.EI'lEY REPORT - - hVERAGES S484,53?.50 *18~689rG?O,93 S4t062~858.11 S01977r546.15 S937~500 .00 S101*620~593.56 S5.582~917.03
c 4 3

down-hole steam g e n e r a t o r s is a t t r a c t i v e i n t h i s env i ronmen t . A problem t h a t is emerging and w i l l r e q u i r e s u b s t a n t i a l
e f f o r t is water a v a i l a b i l i t y and p u r i t y . T h e r e is a p o t e n t i a l f o r c o n t a m i n a t i o n of f r e s h water a q u i f e r s by EOR a c t i v i t i e s and BETC is i n i t i a t i n g work on t h i s problem. A r e s e a r c h pro- gram similar t o t h a t d e s c r i b e d i n t h e FERWG o i l s h a l e r e p o r t may b e needed . Work is c u r r e n t l y b e i n g done t o (1) d e t e r m i n e t h e rates of m i g r a t i o n o f EOR compounds i n t h e o i l r e s e r v o i r , ( 2 ) e s t a b l i s h t h e d e g r a d a t i v e pathways o f EOR compounds, (3) e s t a b l i s h t h e a d s o r p t i o n o f EOR compounds, and ( 4 ) d e t e r m i n e t h e t h r e e - p h a s e r e l a t i v e m o b i l i t i e s i n p o r o u s media.
The work on heavy o i l p r o c e s s i n g and c h a r a c t e r i z a t i o n d e s c r i b e d by D . S u t t e r f i e l d is summarized i n Appendix AB-4, Appendix I .
AB-157 : : I . ,
1 .

AB-4
Appendix I
by D. Sutterfield (BETC)
AB-158 L
HEAVY Qlk
I .

0 &= e,
U n
0 I-
ul A m 0 P=' CL
€
v3 Lu
w cc 0
a
E

AB-160
HEAVY OIL PROCESSING CHARACTERISTICS
G R A V I T Y 4-18 O A P l
N I C K E L 10-105 PPM
V A N A D I U M 0-820 PPM
SULFUR 0.5-6 WT. PCT.
NITROGEN . 0.1-1 WT. PCT.
RESIDUUM 35-75 VJT. PCT.

AB-I61
>u
LO 0
m o 0 -
a Ln 0 cj
p.
0
Fs m
CD cv cv P;
w c9 CD 0
0 0 a. ca A

AB-162
HEAVY OIL PROCESSING
* NO SINGLE BEST C H O I C E
e TWO BASIC CATEGORIES FOR PROCESSING RESIDUUM DES U LF U R lZATl0 N C 0 N VE R S IO M
0 TYPICAL SCHEME FOR RESIDUUM DELAYED OR FLUID C O K I N G HYDROTREAT COKER DISTILLATE HYDROCRACK
:, '
I -


. ' AB-164
W k- 4
tc: 0 L L
,1 Y
63
c3 0 P=
>- Jz n M
0 a >- i- Q
I- e
f .
-. . .
1 ;

s
AB-165
. .
. 1 RESIDUE,TR. I
IIY D R O C R A C K I N G
I 1 -1 H V Y G A S OIL r DISTILL.
TR.
N A P H T H A TR.
T R s .I-
3 E A C T O R TEMP. - .- .

AB-166
a
cn
v9 a U W z 14
>- P= W
0 0
a v3 Lu
=B
OEl
0 cn z 0
€ 1 I
0
I I
0 , . I .

€
I
0 -
0
U 0 z: 0 - I- C) 3
0 P= P,
n
I: I-
v3 UI 0 0 [x: L.
AB-167
i
. ., t ..
. .

. ..
=r 0
AB-168

Q
z L11 > 8
*
X 0 z:
8
, -
e
i
CT)
z 3 0
Q
n
: 0
>- Q 0 u . v3 0. a
m EE a
u ILI
1 v3
w p3 19 cn cn w pf R a= 0
U 4
AB-170
I .
, . , -
' .
-.

AB-171
e

5 W 5 I- s= W c
-
I- < c W D 0
Q E 3 I- o €
8-= -
w a I
8-= 8-= L z
(-;= E-= \ /
@a 2: u .
I z-= m =--I c 0

)I a Q
I d
cn
I- = LLJ
Iz. 0
u = LLJ n v3 n
0 m =I I- -
0 r7
e 0 0 0

AB- 174
' *.I . . . . . . . . . .
U
cn W '
, I
., .
.L, . '
I. -
- , . , I
. . . . . . .

I .
AB-175
a
. .
0 z
\
, ..

i -.
AB-176 ’
. N E E D S FOE CH!,EACTEEIZATIOM DATA
o P R O C E S S D E S I G N
P R O C E S S T A I L O R I N G
P R O C E S S fi@I:’ITORII\!k
e E N V I RO!IflEt\ITAL I M P A C T
\
,

._,
1 . AB-177 , .
TYPES OF CHARKTERIZATION DF.TA . .
0 PIiYSICAL PROFERTIES DENSITY VISCOSITY DISTILLATION DATA
0 'Tt-lERMOPHYS I CAL-THERFODYNAYI C PROPERTIES VAPOR- L I L! U I D ET! U I L I5 E I llf4 DATA HEAT CAPKITIES
._
ENTHALPY FREE ENERGY
8 CHEMICAL PRCIPERTIES ELEMENTAL AMLYSES MOLECULAR WEIG tlT D I STRIEUTIOMS COMPOUND CLASS ANALYSES CONPOPIENT ANALYSES
. r \
'1

AB-178
CONPOUI.!D-TYPE DISTRIEUTION I N \!I I-IIIHGTOI~ 379-535' C BASES
FRACTION DOIIINANT CtIEMICAL T Y P I C A L PKA NT PERCENT IN EASE EXTRAC- . . . . - . -
NO, CLASSES . FOR CLASSES CATIOMJANION ANIONjCATIG '
1 ' HYDROCAREONSJ SULFUR NA 4,6 4.6 COMPOUNDS
2 PYRROLES (1 19,o .I4 I 9
3 T H I AZOLES, AN I L I N E S 2,S-S l6,8 15,8
4 P Y R I D I N E TYPES 4 I 5-6 58,l 61,7
5 A h I N ES j D I FUN CT I ON A L <6(?) 2,o 3 , 3

SRC I 1 BASE FRACTION 83
2 SERIES
- 7N - 9N
' -11N
-13N
-15N
' -17N
' -1914
-21N
-23N
CARBON NUEBER POSSIBLE COMPOllND INITIAL FINAL m " 2 14 20
W Q J 14 20 "2 " 2
W'd H 2 11 18
@ W " 2 12 22 1.1 H 3
. 13 22
13 22
@""' \ ' 0 @"' / 15 20
16 . . 22
17 - 0
20
\IT% I .
RELAT I VE BASE FRACT I ON
, ,
0177 0 I 097
7,62 0,953
60 I 56 7,570
1166 0,208 , .
lI42 0 177

AB-180
-r c W
3 cf 0
0 ni c5' w 7
c? tl ni W 0
=T
z 0 n
I- 3 E9 CL I- v,
a w 0- t. I-
I
7
0 G = 0 u
U
a
w
Y
U
n
v, W
v, EI W
0 a
v, u W
H
n
v, 0 H
I+ a- M N
-
00 . M
0
0 Ln cv a- I 0 c3, cv
', 5
. .- i .
. . .' ~
.': '
... , ,

'-1
0
0 0 0 I\
I 0 Ln Ln
0
0 c2 Ln Ln
I Ln N 41
0
0 Ln cv a-
I 0 0 cv
cn W v) cn aI J 0
- 0 7
03
4 -
cv Ln
-
Ln 4
M cv N N
- -
v) a
2
N
AB-181
", , - . i .,

AB-182 ' . ._.
METHODS FOR HYDROCAREON GEOUP .TYPE ANALYSES
SATURATES LOW KESOLUTIOM, 70 EV MASS SPECTROMETRY FIELD IONIZATIOII MASS SPECTROPIETRY ,
Q AROP?ATICS, ACIDS, AND BASES H I G H RESOLUT IDM, LOW VOLTAGE' MASS SPECTROMETKY HIGH EESOLUTION, FIELD 1OWIZATIr)N FRSS SPECTROMETRY HI GI-l RESOLUT! OPI, LG\! VOLTAGE, PROEE MI CEOD I S T I LLATION
PI AS S S P E CT RO M ET EY
f. S W P111S 3704V0 M.tK 11.0% 5.12 17.U 1.57 1.W 95.6750 46.67 1.65 9.U 23.12 2.10 1.bS
*US0 b.1'4 ¶.S2 9.11 U.96 2.W 2.P 3.19 11.63
*

AB-18.1
AB-5
FERIVG- I I I A DISCUSSIONS ON HEAVY OILS
SUNEDCO, DALLAS, TEXAS (June 12 , 1981)
FERWG member F. IV. Camp ar ranged a one-day review and evalua- t i o n on heavy o i l recovery a t SUNEDCO offices i n Dallas, Texas. 1
The fo l lowing FERWG members p a r t i c i p a t e d : F. W . Camp, J . Clardy, A. E . L e w i s , A . E . Kel ley , F. X. Mayer, S. S. Penner, R . P. S i eg , W. C. Sk inner , as w e l l as G. S t o s u r (DOE/Fossil Energy, Washington). I n a d d i t i o n to t h e p r i n c i p a l speake r s l i s t e d on t h e Agenda shown i n Table 1, W . Winsauer (Exxon, Houston) p a r t i c i p a t e d i n t h e d iscus- s i o n s .
c
*' - PRESENTATIONS AND DISCUSSIONS
1. Overview (E. W. Malmberg, SUNEDCO)
I n h i s overview of enhanced recovery methods f o r heavy o i l s , E. W . Malmberg (Sun Product ion Company) commented on steam flood- i n g , i n s i t u combustion, c a u s t i c f lood ing , C02 f l ood ing , and t h e use of s u r f a c t a n t s and polymers. H i s viewgraphs are reproduced i n Tables 2-6 and i n F ig . 1.
f o r EOR, which r e q u i r e f o r c y c l i n g (huff and p u f f ) about 1B of f u e l energy f o r every 2B of f u e l produced. The steam o v e r r i d e and break-
through problem has been w e l l i n d e n t i f i e d wi th steam-drive recovery. Mobi l i ty c o n t r o l polymers may be i n j e c t e d t o produce g e l l i n g a g e n t s t h a t l e a d t o i n c r e a s e d r e s i s t a n c e i n t h e steam o v e r r i d e r eg ion and the reby produce more extended access t o t h e heavy o i l r e s e r v o i r . Chemicals used f o r a p p l i c a t i o n s of t h i s t y p e i n c l u d e l i g n o s u l f o n a t e s marketed by A M O C 0 , a s w e l l as polymers s o l d by P h i l l i p s . Foam gener- a t i n g agen t s are a l s o used. Down-hole steam gene ra to r s are be ing t e s t e d t o overcome depth l i m i t a t i o n s of convent ional s team-in jec t ion
Malmberg emphasized t h e heavy c u r r e n t s team-in jec t ion c o s t s

.., :
AB-184 ' . ( .
procedures . were c l a s s i f i e d as ffsuccessful 'f p r i o r t o 1973 but none is being cont inued today ( c f . Table 5 ) .
t h e i r u se does n o t c o n s t i t u t e an environmental hazard. hand, c o r r o s i o n by SO2 formed dur ing -- i n s i t u combustion is a n o p e r a t i o n a l problem and a p o t e n t i a l h e a l t h hazard. S t r u c t u r a l conformance is a s p e c i a l problem i n enhanced recovery wi th chemi- cals.
Experience w i t h C02 f l o o d i n g is summarized b r i e f l y i n Table
Sun O i l had f o u r -- i n s i t u combustion p r o j e c t s t h a t
S u l f o n a t e s are b e l i e v e d t o be s o s t a b l y adsorbed t h a t
On t h e o t h e r
3. tes ts . Reference t o Table 3 shows t h a t t h e Aminoi l Huntington Beach F i e l d , C a l i f o r n i a , w i t h 18OAPI o i l w a s e s t i m a t e d t o r e q u i r e 10 MCF of C 0 2 p e r B of oil produced. P h i l l i p s a t L i c k Creek F i e l d , Arkansas, on 17OAPI o i l , a sequence of cycle-C02-drive-WAG (water-assis ted-gas)-water d r i v e w a s followed. Of 23.3 MMB ( 2 3 . 3 ~ 1 0 b a r r e l s ) i n p l a c e , t h e primary p l u s a weak
water d r i v e l e d t o a recovery of 4.5MMB whi le t h e C02 phase pro- duced 3 .7 MMB of which 3.1MMB (13% of o r i g i n a l o i l i n p l a c e =
OOIP) were a t t r i b u t e d t o incrementa l p roduct ion a s s o c i a t e d w i t h t h e C02 f l o o d a lone .
C a u s t i c f l o o d i n g on 15-20°API o i l produced extreme f i n g e r i n g , which w a s improved by adding polymer t o t h e c a u s t i c i n o r d e r t o achieve improved m o b i l i t y matching. Current work d e a l s wi th conformance-mobility matching and wi th t h e behavior of s a l i n e s o l u t i o n s .
Up t o about 65% of t h e C02 may be recyc led i n c a r e f u l l y run
In s t u d i e s performed by
%
6
Experience wi th c a u s t i c f lood ing is summarized i n Table 4 .
Thermal. methods are summarized i n Table 5. Reports from t h e C i t i e s S e r v i c e s Co. claim %52% recovery of O O I P wh i l e t h e SUNEDCO exper ience w a s 10-20% recovery. s t r o n g l y r e , s e rvo i r - spec i f i c for a given EOR technique. from ARC0 i n d i c a t e d only about 10% recovery i n some f i r e - f l o o d i n g
tests.
Recovery is e v i d e n t l y Reports
Important problem areas f o r c o s t - e f f e c t i v e implementation of EOR d e a l wi th t h e heavy front-end investment c o s t s - t h a t are r e q u i r e d f o r i n j e c t i o n and t h e long l e a d t i m e s r e q u i r e d b e f o r e recovery is achieved. The c u r r e n t s t a t u s of t h e w i n d f a l l pro- f i t s t a x is of l i m i t e d va lue f o r enhanced o i l recovery because it g e n e r a l l y does not c o n t r i b u t e t o f ront-end, h igh - r i sk c o s t s . Technical and s c i e n t i f i c u n c e r t a i n t i e s involve m o b i l i t y (confor- mance) matching between f l o o d i n g agen t s and o i l i n p l a c e , a v a i l - a b i l i t y and e f f e c t i v e u t i l i z a t i o n of water r e sources , and under- s t a n d i n g of t h e geology and geochemistry of t h e r e s e r v o i r and its c o n t e n t s .
2. Saner Ranch F i r e f l o o d T e s t s (B. G. Holmes, Mobil Product ion Company)
S t u d i e s performed between 1964 and 1968 i n South-West Texas on t h e Saner Ranch, San Miguel Sands, by t h e Mobil Product ion Co., were summarized by B. G. Holmes. H i s viewgraphs are reproduced i n Tables 7-9 and i n F igs . 2-12.
Table 7 shows a program overview. F igu re 2 i l l u s t r a t e s schemat i ca l ly t h e -- i n s i t u combustion process . F igu res 3-6 show, r e s p e c t i v e l y , t h e l o c a t i o n of t h e Saner Ranch i n West Texas, t h e p r o j e c t area, t h e loca t ions of i n j e c t i o n and product ion w e l l s , and an isopachous map of t h e p r o j e c t area. An i n d u c t i o n - e l e c t r i c log f o r a w e l l is reproduced i n F ig . 6 . Cumulative o i l ( i n MB = 10 b b l s ) and g a s ( i n MMCF = 10 CF) are shown as f u n c t i o n s of cumula- t i v e a i r i n j e c t i o n ( i n MMMCF = 10 CF) i n F ig . 7. Product ion d a t a ( i n BPD = b b l pe r day) of o i l and water as f u n c t i o n s of t i m e are shown i n Fig. 8; cumulat ive o i l product ion ( i n MB) is p l o t t e d as
3
6 9
a f u n c t i o n of t i m e i n Fig. 9. Temperature surveys vs. depth f o r t h r e e t i m e pe r iod show ex tens ion and r e t r a c t i o n of maximum tempera- t u r e p r o f i l e s (F igs . 10-12). Product o i l c h a r a c t e r i s t i c s are sum- marized i n Table 9 and i n d i c a t e 8-11OAPI o i l w i t h 8-9%S, 0.22% N , 9.75% H, a v i s c o s i t y a t 60°F of 1260 CP, and a Conradson carbon r a t i o of 1517%.

The estimate f o r a v a i l a b l e r e sources by Mobil Product ion
9 9 was 0 . 5 t b 1 x 10 B , whereas a la ter estimate by Conoco is 3 to
4 x 10 B f o r t h e Saner Ranch p rope r ty . The o i l is l o c a t e d about 1500 f t from t h e s u r f a c e on a massive s y n c l i n e . Water and o i l were in te rmingled wi th an o r i g i n a l o i l s a t u r a t i o n of ~ 5 0 % . The n e t pay depth achieved w a s 32.5 f t a t a r e s e r v o i r p r e s s u r e of 1100 p s i and a rock pe rmeab i l i t y of 1000 MD. About 390B of f u e l and 14.4 MMCF of a i r were r e q u i r e d p e r acre-foot processed. The o r i g i n a l o i l i n p l a c e w a s a t 100°F. A combustion temperature of llOO°F w a s a t t a i n e d i n beds of 30% p o r o s i t y . p r e s s u r e s of about 2500 p s i w e r e r e q u i r e d i n i t i a l l y and were sub- sequen t ly decreased , wi th a i r p r e s s u r e l e v e l s of ~1500 p s i du r ing combustion.
A i r i n j e c t i o n
Some of t h e product o i l w a s s o l d t o Tesoro O i l Co. and a t r u c k l o a d w a s d e l i v e r e d t o Exxon f o r a 5 cents /B charge f o r d i s -
p o s a l . Upgrading would have y i e l d e d accep tab le and s a l a b l e pro- duct a t $4.09/B dur ing 1968 ( i . e . , about $1.00 above market v a l u e ) . About 8-9% of t h e t o t a l o i l i n p l a c e w a s recovered, corresponding t o about 40% of t h e o i l exposed t o t h e combustion wave.
lease w a s subsequent ly abandoned by Mobil Product ion Co. This program w a s judged t o be uneconomical i n 1968 and t h e
3. Saner Ranch Steam-Flooding T e s t s (E. L. Oshlo, Conoco)
Conoco picked up t h e leases some y e a r s after t h e y were aban- doned by Mcbil. Revised r e source estimates were made as fo l lows: 3 t o 4 x 10 B of o i l i n p l a c e wi th -2OAPI g r a v i t y , > lo6 CP reser- v o i r v i s c o s i t y , > 1 O % S . Huff and puff recovery w a s i n e f f e c t i v e because t h e r e s e r v o i r d i d not t r a n s m i t p r e s s u r e . Recovery w a s accomplished by u s i n g FAST (= f r a c t u r e - a s s i s t e d s teamflood tech- nology) i n which a p a t e n t e d technology invo lv ing a steam f l o o d (Q650°F) is employed after ' h o r i z o n t a l f r a c t u r i n g . The n e t pay
r eg ion w a s e s t ima ted t o be about 40 f t i n t h i c k n e s s and t o be
9

broken up b y i n t e r m i t t e n t , d e n s e streaks. P o r o s i t i e s were ~ 2 0 -
30%. The reservoi j - is divided i n t o upper and lower 19bes.
130,000 B but ac tua l ly y i e lded n e a r l y 169,000 B for 1.8 x lo6 B of steam and 0.6 x 10 B of water i n j e c t e d at1400-1900 p s i ; 80% q u a l i t y w a s used f o r t he steam. The average remaining r e s i d u a l s a t u r a t i o n i n t he upper lobe is estimated t o be %18%. S i g n i f i -
cant coke depos i t ion occurred. FAST (1981 U . S . pa t en t #4,265,310) is appropr ia te f o r use
when competent rock layers occur above and below the f r a c t u r e zone. Thermal e f f i c i e n c i e s should reach SO%, w i t h small heat l o s s e s from t h e bed.
The o r i g i n a l Conoco p i l o t p l a n t w a s designed t o produce
6
The following R&D areas were i d e n t i f i e d :
i. v e r i f i c a t i o n of tar-recovery performance; :,, '
ii. demonstration of commercial f e a s i b i l i t y f o r a large f l u i d i z e d bed combustor for steam generat ion (50,000 l b s / h r , 50 x 10 Btu /h r ) tha t is c u r r e n t l y being b u i l t for Conoco;
6
iii. development of upgrading procedures for t h e t a r (us ing , f o r example, Conoco's delayed coke u n i t , Gu l f ' s resid d e s u l f u r i z e r , t h e H-oil hydrocracker, Exxon's f l ex icoke r , p a r t i a l oxidat ion t o produce meth- ano l ) ;
i v . steam c o s t s must be reduced t o improve t h e thermal r a t i o i n recovery, which may perhaps be accomplished by u t i l i z - i ng high-sulfur coa l f o r steam generat ion.
Current work is i n progress on a 7.5-acre area w i t h a 7-spot , I
p i l o t t o confirm t h e FAST process . less demanding than tar-sand technology i n s o f a r as capi ta l ,
Heavy o i l technology is f a r

personnel and inpu t energy are r e q u i r e d . C a p i t a l c o s t estimates f o r a commercial-scale f a c i l i t y w i l l probably f a l l i n t h e range of $50,000 (1980 d o l l a r s ) p e r d a i l y barrel of product ion from t a r sands .
* Considerable d i s c u s s i o n s by p a r t i c i p a n t s on t h e r e l a t i v e
merits of -- i n s i t u combustion and steam f lood ing d i d not y i e l d con- e l u s i v e statements. The t i m e f o r heavy o i l recovery is p r o p i t i o u s now b u t w a s premature i n 1968.
Curren t f i e l d o p e r a t i o n s i n t h e U.S. may be summarized by t h e statement t h a t steam f l o o d i n g y i e l d s about 10 t i m e s as much o i l ( i . e . , ~ 3 0 0 , 0 0 0 BPD) as -- i n s i t u combustion ( ~ 3 0 , 0 0 0 BPD).
4. Downhole Steam Generation ( R . Eson, Chemica l O i l Recovery Company
There is a cons ide rab le r e source i n p l a c e below about 2500 f t , where convent iona l methods for steam i n j e c t i o n become uneconomical. Downhole steam gene ra t ion w i l l a l s o reduce a i r p o l l u t i o n . Oil-to-
steam ra t io s are k O . 2 wi th downhole gene ra t ion . Because t h e pH is Q 2 . 7 , cor ros ion i n h i b i t o r s were needed on a tes t w e l l . Normal i n -
j ec t ion p r e s s u r e s (Q230 p s i a ) were employed i n an above-ground Kern County test ope ra t ion . designed f o r downhole steam gene ra t ion w i t h hea t t r a n s f e r t o t h e steam chamber. p a t e n t .
Discuss ions inc luded comparisons and r e l a t i v e m e r i t assess- ments f o r downhole steam gene ra t ion and -- i n s i t u combustion, which
produces p a r t i a l f r a c t i o n a t i o n and upgrading.
An i n d i r e c t l y hea ted steam source has been
The system employed has evolved from a 1969 P h i l l i p s
* A d e t a i l e d r e p o r t by E. L. Oshlo on o i l recovery from ta r sands is appended t o t h i s r e p o r t ( c f . Appendix I ) .

5. Heavy O i l Upgrading (J. F i t c h , Chemical O i l Recovery)
DOE has funded three f i e l d tests involving add i t ions t o steam c o n s i s t i n g of (a ) a n c i l l a r y materials, (b) petroleum su l fo- n a t e s t o produce mice l l a r foams, (c ) m a t e r i a l s producing foams
t h a t are s table a t e l eva ted temperatures. A t o t a l of about 35 foam-steam mixtures is i n use.
Foams added t o steam are expected t o reduce t h e permeability of t h e ove r r ide channeling zone, thereby inc reas ing bed access f o r steam and improving t o t a l o i l recovery. Treatment op t ions include sequen t i a l foam i n j e c t i o n , continuous foam i n j e c t i o n , t h e sequen- t i a l use of foam-polymer combinations, t h e use of l i g n i n l i q u o r s t o produce permanent permeabi l i ty reduct ions i n flow channels.
Experimental r e s u l t s i n d i c a t e t h a t a c t u a l l y Pe rmeab i l i t y re- duct ions occur everywhere i n t h e flow channels . S tud ie s were per- formed on 40-ft t h i c k o i l layers w i t h $1525 f t depth a t t h e t o p of t h e o i l -bear ing zone; t h e o i l w a s 1 3 O A P I . amounted t o $1640 B/acre-ft. F i e l d data c o l l e c t e d included in fo r - mation on production rates, o i l temperatures, dispersal of chemical and r a d i o a c t i v e t racers , i n j e c t i o n p r o f i l e s , cores , open and cased hole l o g s , steam-foam flow p a t t e r n s . Recovery w a s increased by up t o 125 BPD a t an i n c r e m e n t a l cost of about $3 /B .
cedures were b r i e f l y discussed.
The o r i g i n a l resource
Fundamental problems involved i n EOR us ing t h e specified pro-
6. Heavy O i l Upgrading (F. X. Mayer, Exxon)
FERWG member F. X. Mayer reviewed procedures f o r heavy o i l upgrading, after emphasizing t h e site-specific na tu re of these processes . Process op t ions include carbon r e j e c t i o n as i n f l u i d coking or f l ex icok ing , delayed coking, deasphal t ing; H2 add i t ions as in hydrodesul fur iza t ion and hydroconversion; process combina-

AB- 190
t i o n s as i n combined h y d r o t r e a t i n g and coking o r c a t a l y t i c c racking and i n combined d e a s p h a l t i n g and hydrodesu l fu r i za t ion :
The survey inc luded material p re sen ted i n t h e fo l lowing t h r e e Exxon p u b l i c a t i o n s : conversion" by E. S. E l l i s , J. Sosnowski, R. L. Hood, M. G. Luzar- r a g a , and K. L. R i l ey ; "Novel C a t a l y s t and P rocess f o r Upgrading Residual and Heavy Crudes" by R. Bearden and C. L. Aldr idge: "Cur- r e n t Developments i n F l u i d and Flex icoking Technology" by D. E.
A l l en , W. J. Metrailer, S. Wiechert , and R. C. King.
10-23 and Figs, 13-27.
"Extension of R e s i d f i l l i n g Technology t o Hydro-
The viewgraphs shown by F. X. Mayer are reproduced i n Tables
CONCLUSIONS
The p r e s e n t a t i o n s a t SUNEDCO i n Dallas provided an e x c e l l e n t overview of some of t h e c u r r e n t i s s u e s r e l a t i n g t o heavy o i l re- covery. Members of FERWG w i l l r e t u r n t o t h i s t o p i c du r ing t h e annual EOR review ( J u l y 28-30, Sheraton P l a z a Hotel , San Franc isco , CA) .

AB-191
AB- 5
Tables and F igures Reproduced from Viewgraphs Presented
a t SUNEDCO Discuss ions

8:30 9:oo 9:15
Table 1 FOSSIL E N E R G Y RESEARCH WORKING GROUP-IIIA (1981)
Heavy Oil Recovery Dal las , June 12, 1981
Agenda
1o:oo
11:oo
11:45 12:30
2:oo
3:OO
Coffee Welcome and In t roduct ions , F. Camp Overview: EOR/Heavy O i l Recovery
E . W . Malmberg Sun Production Company
Early Experiments i n Recovery of South Texas Tar Sands
B . G . Holmes
Mobil Production Research Current Tests i n Recovery of South Texas Tar Sands
E . L. Oshlo Conoco
L u n c h (Catered) Downhol e Steam Generator
Rod Eson Chemical O i l Recovery Co.
Jon Fitch Chemical Oil Recovery Co.
F. X. Mayer Exxon Research &
Development Laboratory
S. S. Penner Chairman, FERWG-IIIA
Heavy O i l Recovery
Heavy Oil Upgrading
FERWG Business Meeting
. .. .

.-
I
Table 2
CURRENT P R O B E !
MOBILITY MATCH
BLi-193 . .
”. .; . , .,
, WATER SOURCES
IHPROVED RESERVOIR CONF0RWK.E
UNDERSTANDING OF OIL PROPERTIES - GEOCEHISTRY I
. .*
, I

.
MMmRISTICS
AB-194 Table 3
SHELLING OF O I L
REDUCTION OF ..VISCOSI~V INPUT OF ENERGY .
NO EXPECTATION OF MISCIBILITY EF&S
APPROACHES CYCLE
DRIVE
CYCLE; AHTIC~PAVE IO FICF/B~L YIELD; .. . . -.
' 3* ILLI IPS - LICK CREEK FIE& ARMSAS - API SEQUENCE: CY& - c@ DRIVE --VAG - WATER DRIVEa
OOIP 23;3 PVl =;sa PRIMARY PLUS WEAK W ~ T E R DRIVE TOYAL FROM CQ PHASE
4,s RI BBSS; 317 ml BBLS,
' INCREMENTAL CO;! . 3.1 BBLS1 s
R W L Y WIP * bNFORWCEa =

Table 4
HEAVY OIVCAUSTIC FLOODING
HEMINGTON FIELD - EXPERIME"AL STUDIES
15-200 API 01;; ACID NUMBER 2.5; 90 CPS.
L
CAUSlIC FLOOD ONLY 0 EXTREME .. FINGERING - . .
CAUSTIC P& POLYMER - IMPROVEMENT W ~ E N
HOBILLW MATCH IS ACHIEVED, I . -
8 A E R PROBLEM.
CURRENT WORK
- SAJE. COHFORMAI#E/HOBILITY . . PROBLEM,
BlW PUT PQLYMER O?c.eBUS?ICp RECOVERY
IS DECREASED, -. ":#.: BEHAVIOR I N I% HACL CONTRARY TO
. .. _ _ GENERALIZATIONS I
. . . . .. INTERFACIAL TEHSION STUDIES - VERY C O M P ~ X

Table 5 AB-196
i .-le
DOWN-HOLE STEAH G E r m w a R - OVERCOME DEPTH LIMITATIONS
. .- , -HONE ARE BEING COHTIHUED. - ..
c
. - POTENTIAL INTEREST: OXYGEN OFFSTREM FROM NITROGEN INJECTION
PROJECTS. FORDOCHE FIEm .- - -
ARC0 PROJECT * NORTH CENTRAL TEXAS.
, .
. .
J
,
i

r- f '. -
AB-197
Table 6
c. E M f m RECOVERY METHODS FOR HEAVY OIL -
4 'PHm
STEAM
Ifl SITU COIBUST6QN
- - CAUSTIC FLOUQIHG
--
.. i > ,., I.
CURRENT PROBLEMS
-,
. . '. . .,

' C AB-198
.I
7
cn
..
cn cn w 0
R s2 c3 7 U
a 0 0 J L w N LL W S I-
Y
-
7 0
I- < V 0 1 I V 7 a cr: yc, w 7 < cn
v, u U
6
t;
U
pz w
4 N 4 S W V I- 05 I- Y 0
1 0
u cn w w I 05 I-
6
Y z Q
n w
0 z n
cn I- =
W
J e 5 Y
u- ., XI . _
I .
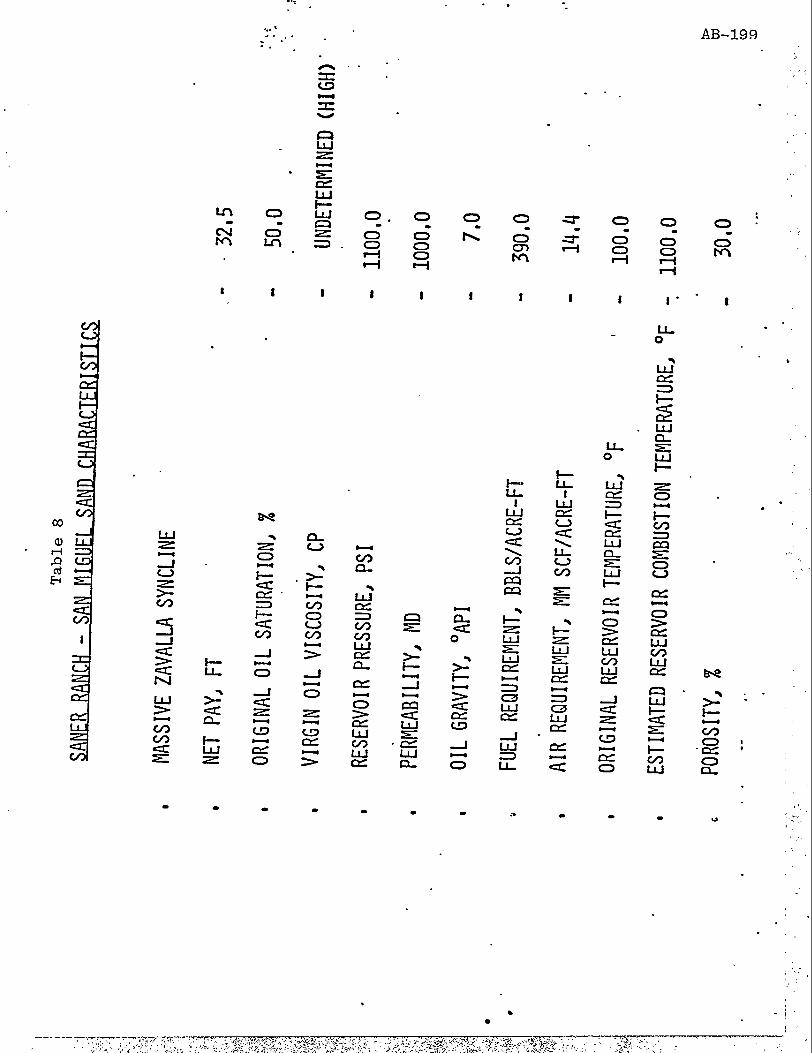
AB-199
0 - 0. 0
0 0 1 4
0 0 0 0 -I
I
0 0 h
-
I
0 0 0 0 0 m
I
0 M
I I I I '
u, 0
L3 a= 3
I- cn x a 2 x 0 u
w z 3 7 0 W
CI
cn e L
w- az x v, v, W crs e
I-- < v,
n z S I
>-' 1
z
+ CI
fQ
w
W R
d 0 c-.
ps Y
0 2
c3 W e w v) LL1 z
n az 0
U
I- v) w
-
I- w = 7 .
Y
>
u
b
I

M a- - Ln
h cv cv 0 Q,
0 0
W h > 0
L D - m 4
4 4 Q,
I I
00 00
- 4 Y
i- I W
v) Ln 0 4 a
I I I I I I I I
H
- v ) v) 0 J
- 0 co
M M 7 w . > 0
I
n 4 0
c 0 n v, I- =
PL 3 U 2 7 v)
- 4 7 LLI c3 0 e I- 7 Y
v) Y >-'
I- U
v) 7 w 7
I + Y W
2 0
Y
0

Fig. 1.
rn
1 I
I ' -
?!ILLER b JONES TULSA SYHP, I981

AB-202
L-
K O LL LL 0
0 W cn 1
Q) Q) 0 U 0
Q: w c
c 0 I
a i-
W t

,

AB-204 ','I
. ..
J 0
x u k2 z m u
I - , -..

Maverick County, Texas

Fig. 6 INXCTIOS-ELLECZIC LOG
SMER LWCR 'JZLL SO. B-1
I ' ' &-! . I ' . . . -
' . ! j . i . 1
i i
- B 0
N 0 0
- W 0 0

.1 .2 .3 .t .S .6 .7 .8 .9 1.0 1.1 1.2 1.3 1.4 1.5 CL!!WTI'=E AIR IXJECTION. S X C F
AB-207

AB-208
I ¶
I
7
6
3
2
I ¶
r 1
6
s
1
3
I L
U
7
L
1
3
. . . . I
I
SANER U C H "B" LEASE IN-SITU C(MBUSTI0N PILUT


TEMPERATURE .F

Fig. 11 TEtPERATURE SbRVEY SANER ILE.hCH WELL KO. B-5

Temperature *F

P r e s e n t a t i o n s by
F. X. Mayer
Exxon Research and Development L a b o r a t o r i e s P.O. Box 2226, Baton Rouge, Louis iana 70821
a t Sunedco, Dallas, Texas (June 12 , 1981)
Table 10
SOME HEAVY FEED UPGRADING PROCESS OPTIONS
CARBON REJECTION
FLUID COKING/FLEXICOKING DELAYED COKING DEASPHALTING
HYDROGEN ADDITION
HYDRODESULFURIZATION HYDROCONVERSION
PROCESS COMBINATIONS
HYDROTREATING + COKING HYDROTREATING + CATALYTIC CRACKING DEASPHALTING + HYDRODESULFURIZATION

AB-214
, -.
Table 11
PROPERTIES OF HEAVY CRUDE
ATHABASCA HVY. ARABIAN - JOB0 COLD LAKE BITUMEN 1 O5O0F+
GRAVITY, OAPI '8 11
SULFUR, WT. % 3.9 4.5
NITROGEN, WT. X 0.7 0.7
METALS, V + Ni, PPM 560 250
ASPHALTENES, WT. % 18 18
CARBON/HYDROGEN 8.0 8.0
8 4
4.5 5.3
0.4 0.4
270 230
20 25
8.1
1O5O0F+, VOL. ON CRUDE 48 42 45 27
,' ,

Table 12
HYDROPROCESSING FOR HEAVY FEED UPGRADING
TECHNOLOGY TECHNOLOGY FEATURES COMMENT
LC-FINING/LUMMUS GAS/LIQUID EXPANDED 80-90% CONVERSION H-OIL/HRI BED CLAIMED
CHIYODA FIXED BED HDS + DEASPHALTING WITH
BUNKER FLOW/SHELL MOVITG BED HDS, MARUZEN PROTOTYPE
' ASPHALTENE RECYCLE
DEMET BEING DESIGNED
RESIDUUM HDS/GULF FIXED BED RESIDUUM SOME 1O5O0F+ CON- HDS VERSION OBTAINED.
-* CAN BE COMBINED WITH OTHER TECHNOLOGY.
,. CHEVRON , UNION , UOP, EXXON, IFP
CANMET/EMR-CANADA SLURRY REACTOR Y HIGH 1O5O0F+ CON- Fe/COAL .-: VERSION CLAIMED THROWAWAY ADDITIVE
AURABON/UOP 'DEMETALLIZATION IN VENEZUELAN DEMO. RECYCLE - ---
. _ .. ' SLURRY REACTOR- WITH BEING DESIGNED - -
.- .
M-COKE/EXXON .- HIGH CONVERSION OB: '-TAINED IN PILOT -: -.
PLANTS - _ -. .- : .-
.- I

AB-216
0
I
.. . ..
-. - --_ . -
.- . .. .-
.- -.
-.
I I I I 1 1 1 I 1 1 1 I t 0 0 Ln 7 i
0 0 Ln
0

z 0 I- 3 M [r I-
-
- # * -
A n
W W OL LL

AB-218
n C L!
> I-
In rl
m N NN
0 m --I
0 U
o z m o P
0 m
\ - . I.
, .- , .
0 m
3 0 (v I
---.

z 0
I- < N CT 3 LI -I 3 ro W
I- z I- ro z 0 u CT 0 LL
W CT 3 CY W OL
W
3 I-
LLI
H
W
n
n
H
s Ei a
I-

AB-220
c3 hD .rl
k . z
h
Io
In
U
m 0 0 m U
0 0 rc)
0 Q h
0 c3
\,- I
: I'
h
E I- < c1
V
e l- W Z E 3 A 0 > A 0 \ t- z W > -I 0 Lo
\ a3
U
Y
7
v

AB-221
to l-l
v, W v,
LLI a
r H v, w cr:
i n J 0 V
+ LL 0 0 rn 03
I
. .

. L - u J o 0 0 0 0 0 0 N
m o m o m N N T Y
W >-
-. -

Table 13
SOLVENT DEASPHALTING /HYDROTREATING * O F MIDDLE E T S T C R U D E [ - ---- -
PROCESS PRODUCT
' IBP CUT POINT (OF) YIELD ON VACUUM RESIDUUM (VOL. %)
GRAVITY ("API) SULFUR (WT. %) NITROGEN (WT. %) CONRADSON CARBON
RESIDUE (WT. %) METALS (WPPM)
NICKEL VANADIUM
CHEMICAL H2 CONSUMPTION (SCF/B)
,
1 OOO°F+ DEASPHLATING
DEASPHALTED OIL
1 ooo+
77.9
14.0 2.88 0.31
8.2 \
7.3 18.3
RESIDFININ @ OF DEASPHALTED OIL
FEED TO CATA- LYTIC CRACKING
650+
76.3
19.5 0.43 0.20
0.07 <0.01
525
AB-223
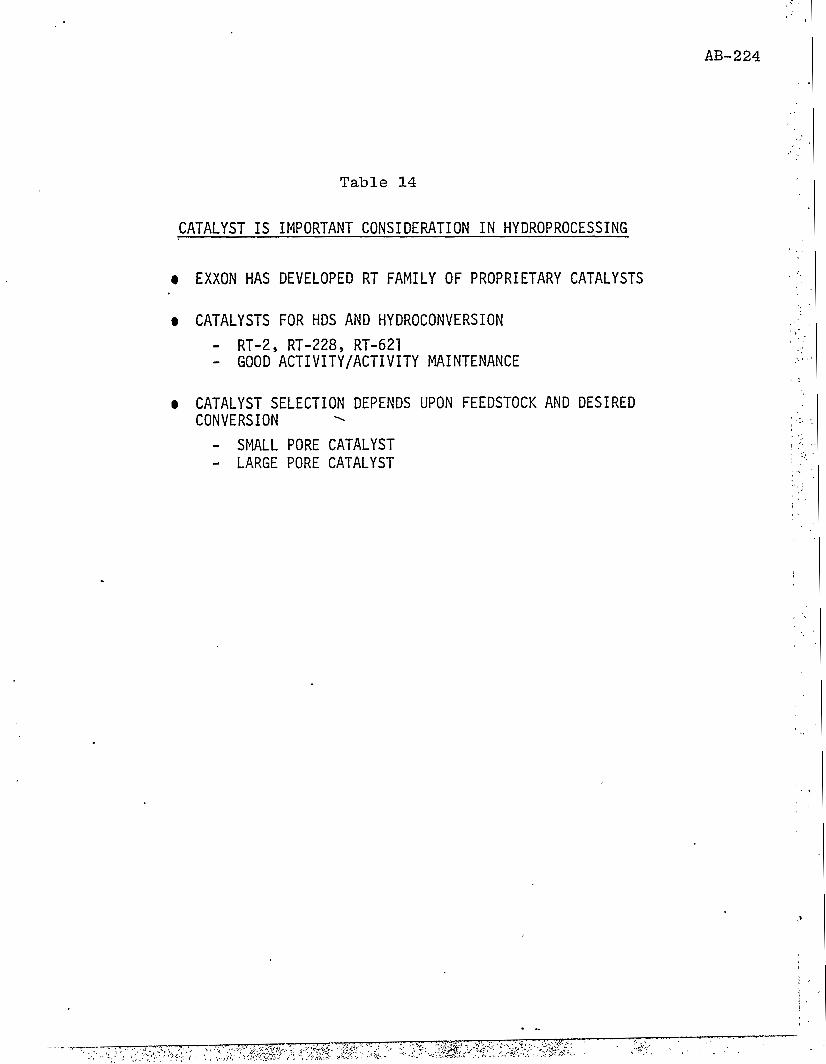
AB-224
Table 14
CATALYST IS IMPORTANT CONSIDERATION IN HYDROPROCESSING
0 EXXON HAS DEVELOPED RT FAMILY OF PROPRIETARY CATALYSTS
0 CATALYSTS FOR HDS AND HYDROCONVERSION - RT-2, RT-228, RT-621 - GOOD ACTIVITY/ACTIVITY MAINTENANCE
0 CATALYST SELECTION DEPENDS UPON FEEDSTOCK AND DESIRED CONVERSION \
- SMALL PORE CATALYST - LARGE PORE CATALYST

AB-225
co cv cv I- CE
I
z c v w 0
Q > n a
I
1
i
I I I
t i I
I i I
'I f I
I I
I I-- 1 I I
*\
0
T
\\
1 1 t I I 1 1 0 0 0 0 0 v) * m N
-

. .
Table 15
L I G H T ARAB VACUUM RESIDUUM RT-621 CATALYST, 92% HDS, HIGH -CONVERSION OPERATION
LIQUID PRODUCT FRACT I ON
C5/650"F
650/1050"F
1050°F
FEEDSTOCK FRACTION
650/1050"F
1 050"F+
PRODUCT QUALITIES(' S (WT. %) N (WT. %) V/Ni (WPPM) CCR (WT. % )
-- 0.03 0.03 -- 0.31 0.16 0.3/0.4 0.63
0.94 0.24 9/9 17.8 \
2.39 0.08 0.09/0.09 0.7
4.34 0.38 11 6/25 20.3
(1 ) QUALITIES REPRESENT AVERAGE-OF-RUN CONDITIONS.

AB-227
.
Table 16 I
L IGHT ARAB ATMOSPHERIC RESIDUUM - . RT-228 CATALYST, 94% HDS, H I G H CONVERSION OPERATION
LIQUID PRODUCT FRACTION
C5/650"F
650/1050"F
1 050" F+
FEEDSTOCK FRACTION
650/1050"F
1 050"F+
PRODUCT QUALITIES(~ 1 S (WT. X ) N (WT. X ) V/Ni (WPPM) CCR (WT. %)
0.03 0.02 -- -- 0.05 0.04 0.16/0.20 0.2
2.71 0.36 38/17 22.1 \
2.39 0.08 0.09/0.09 0.7
4.34 0.38 1 1 6/25 20.3
11 ) QUALITIES REPRESENT END-OF-RUN .CONDITIONS
- . .~.
* .,

Table 17
H E A V Y A R A B I A N V A C U U M RESIDUUM NEW CATALYST, 93% HDS , HIGH CONVERSION OPERATION
LIQUID PRODUCT FRACTION
C5/6500F
650/1O5O0F
1 050°F+
FEEDSTOCK FRACTION
650/1O5O0F
1 050°F+
PRODUCT QUALITIES(~)
S (WT. %) N (WT. %) V/Ni (WPPM) CCR (WT. X ) - METALS
-- 0.03 0.04 -- 0.24 0.15 0.1/0.4 0.45
0.82 0.27 25/18 12.6 \
2.94 0.09 0.04/0.19 0.9
6.0 0.48 205/64 27.7
( 1 ) QUALITIES REPRESENT START-OF-RUN CONDITIONS.
8
I
a
,.. ,

AB-229 ,
Fig . 21
SIMPLIFIED FLEXICOKING FLOW PLAN
S T E A M COKE
r S C R U B B E R
’ R E C Y C L E F E E D I !HEATER COKE FINES
t S U L F U R
G A S R E A C T O R P R O D U C T S T O F R A C T I O N A T O R F I N E S S U L F U R
REMOVAL REMOVAL I ’
STEAM - A I R BLOGIER
STEAM
.-. .,
a

AB-230
Fig. 22
FLEXICOKING FOR HYDROGEN/SYNTHESIS G A S
STEAM COKE GENERATION REACTOR PRODUCTS **
L ZOOLING P GAS
TO FRACTIONATOR 2 - d FINES SULFUR REMOVAL REMOVAL
SCRUBBER 4 RECYCLE FEED
RESID FEED
STEAM -1 I /
V I PURGE I COKE
. .I SULFUR HYDROGEN - RICH STREAM 1.
r T 0 CLEANUP (SIMILAR TO '\I AIR GASIFIER) . .%. -: I A
I I STEAM GASIFIER h)
STEAM
AIR BLOWER L
a . .
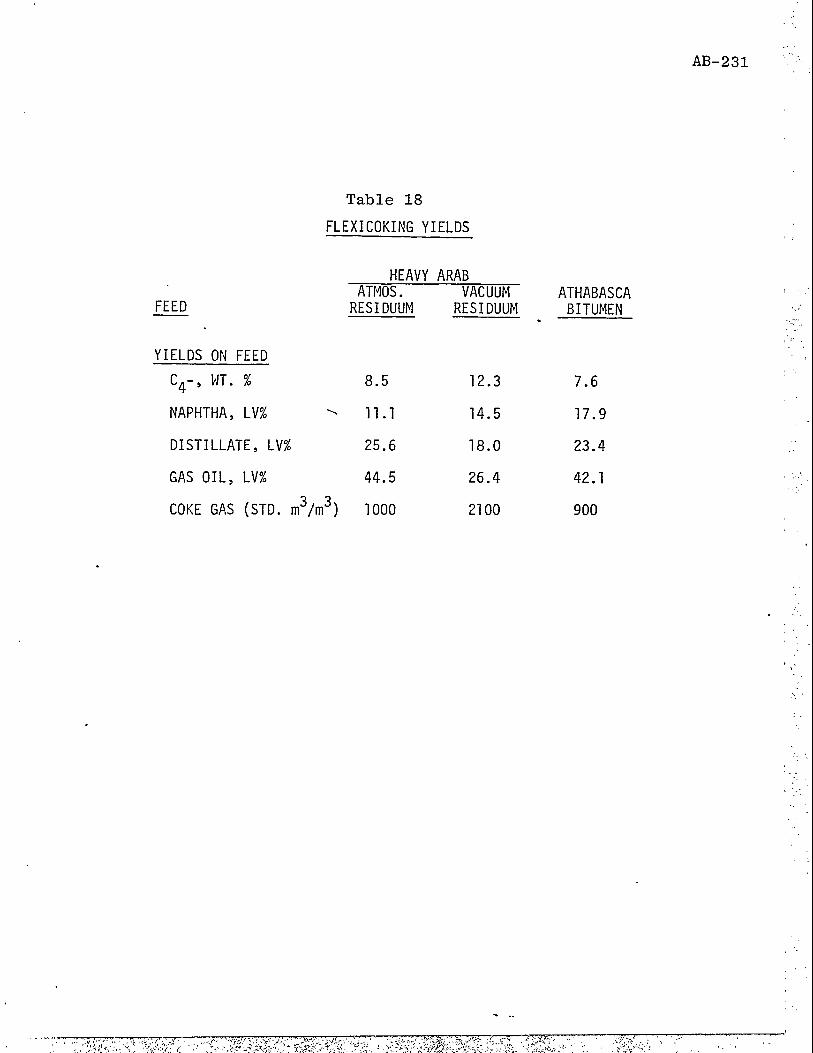
FEED
Table 18
FLEXICOKING YIELDS
HEAVY ARAB ATMOS . VACUUM ATHABASCA
RESI DUUM RESI DUUM BITUMEN
YIELDS or{ FEED C4-, WT. % 8.5 12.3 7.6
NAPHTHA, LV% ‘ 11.1 14.5 17.9
DISTILLATE, LV% 25.6 18.0 23.4
GAS OIL, LV% 44.5 26.4 42.1
COKE GAS (STD. rn /rn ) 1000 21 00 900 3 3
..
. . I .,.
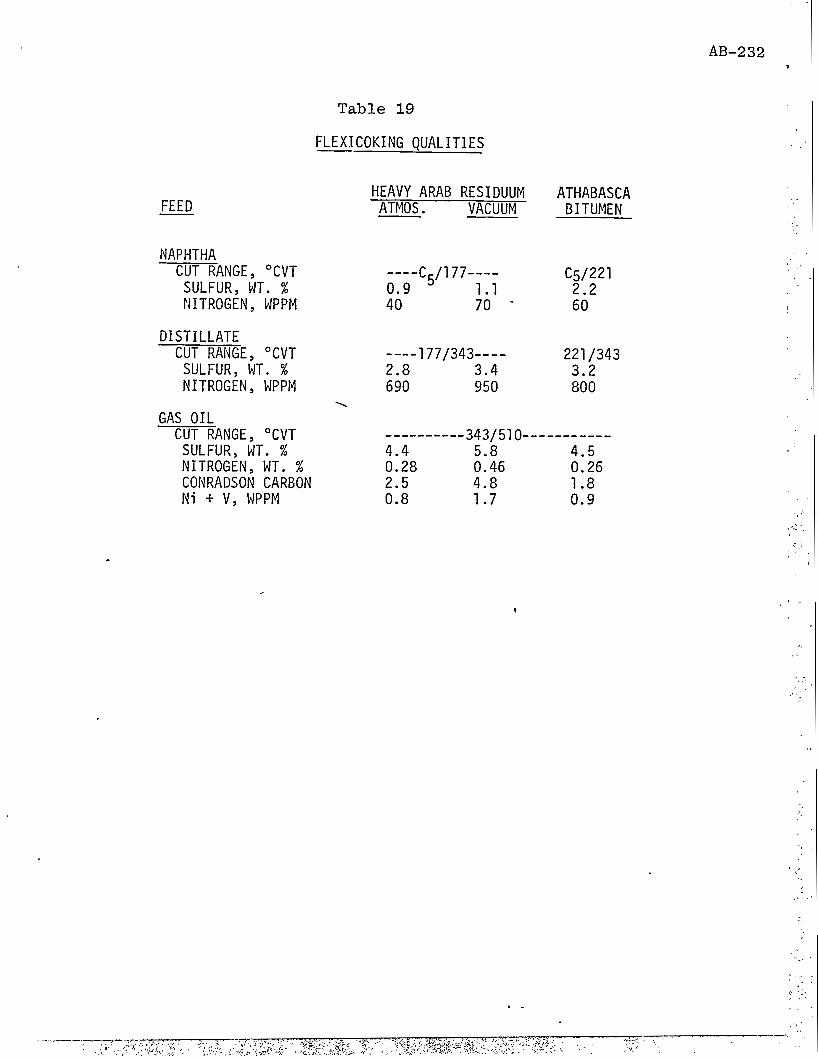
AB-232
Table 19
FEED -
NAPHTHA CUT RANGE, OCVT
S U L F U R , WT. % NITROGEN, WPPM
D I S T I L L A T E CUT RANGE, "CVT
S U L F U R , WT. % NITROGEN, WPPM
GAS O I L CUT RANGE, OCVT
S U L F U R , WT. % NITROGEN, WT. %
F L E X I C O K I N G Q U A L I T I E S -
HEAVY ARAB RESIDUUM - ATMOS . VACUUM
40 70 -
----177/343---- 2.8 3.4 690 950
\
ATHABASCA BITUMEN
C 5 / 2 2 l 2.2 60
221 /343 3.2 800
0.28 0.46 0.26 CONRADSON CARBON 2.5 4.8 1.8 N i + V , WPPM 0.8 1.7 0.9

AB-233
Table 20
I
ENGINEERING STUDIES I LLUSTRATE ATTRACTIVE T E C H N I C A L FEATURES OF 'DUAL GA-SIFICATION
FLEXICOKER TYPE CONVENTIONAL DUAL GASIFICATION
REACTOR FRESH FEED, M3/HR FEED CON CARBON, WT.% GROSS COKE, KG/HR % COKE GASIFIED BY AIR % COKE GASIFIED BY STEAM LOW BTU GAS RATE TOTAL HEAT LEAVING WITH
LOW BTU GAS HYDROGEN PRODUCED
345 20.5
9.5 x 1 0 4 4 I 95
70 25
BASE 0.8 BASE
BAS E NONE
0.6 BASE %TWICE COKER HYDROTREATING REQUIREMENTS
,

-\
AB-234
m cv
D 0 P
A w 0
n a
U I
A I

Y 3
3 a L
2 a z m
l-l 0 0 0 2
0 r( 0 ri
I 03 0 ri
In z 0 p: u r c3
U
A
l4 0
I LD
0
w Y
E k
0 L n 0 0 z
0 v) m z
E N m \ l-l z
0 LD 2
D w m n n W
z x W
2

. .
AB-236
', , -
N .u
v> v, w 0 0 E e .O
> W x
w Y 0 u d
0
n -1
w o n u L n
n w 2 m 3
n w -1 m
u u v o n
n v) I 0 E u U r: m I
l-l v
v) w -1 u U
k 2
ci C W
v)
z 0 EL u U x
n w a z a n Lu w LL
z 0 2
w =E z P
2
e v
w u U LL LL => v)
v) w U
t; I- z < 3 CT w 0
I- 2 o
n > * L u
7 u
I .
I
I ,
i

, - , . .- I ,
AB-237 , . ' -
F i g . 24
- . - - . _ - _ - .
C O K E SUPP'RESSING A C T I V I T Y O F M O L Y B D E N U M M - C O K E
COLD LAKE CRUDE BATCH HYDROCONVERSION RUNS CONDITIONS: 438"C, 1 HR., 17.3 MPa
(2500 PSI) AVG. PRESS.
c3 w w LL
z 0 w Y 0 u be
!i
6.C
5. (3
4.0
3.0
2.0
7 .o
1
I
, , \ 50 100 500 1000 WPPM Mo ON FEED
* . .
. .
I
., I .
i -:.
, ) I .
I-
__--

AB-238
Fig. 25
H IGH C O N V E R S I O N LEVELS ATTAINABLE WITH M-COKE . .-
* (CONTINUOUS UNIT DATA)
90
80
70
60
50
40
1 I I I I , a =TOPPED COLD LAKE CRUDE 0 =AW VAC. RESID V =ATHABASCA BITUMEN
50 60 .70 80 90 100 566+"C (1 05W'F) CONVERSION, WT. %
. .- < !
i s

m cv
I 0 H v) e W > z 0 u u 0 + Ln
* g R
k
s
0
m I 0 ol
z 0 I-
w 0
c(
n
n W 0, n 0 I-
l-l
m ai
Ln
Q, ol
m N N
ol
N ai
0 W 3 CT W d
+ u w
d
I- O I-
a
O
3 W w d
U
u 0 CD CD v)
I w u
u 0 m m l-l I In
V
* Ln m
03 b *
W t- a 2 d W I- v)
0 u 0 m * m
I u 0 m m 4
W

Fig. 26
AB-240
C H A R A C T E R I S T I C S O F M E T A L S R E M O V A L * - ..- F R O M T O P P E D COLD L A K E CRUDE
(CONTINUOUS UNIT DATA) 100
90
80
70
60
50
' 40
.
I I 1 I
Y
_.
50 60 70 80 90 100 60 70 80 90 100 -
566+OC (1 O5O0F+) CONVERSION, WT. %
* METALS REMAIN WITH OIL DISPERSED M-COKE CAT.
', -
. .
-. > . -_ .
? ; !

AB-241
Fig. 27
SULFUR R E M O V A L A P P R E C I A B L E AT'HIGH' C O N . V E R S I 0 N L E V E L S -.
80
70
60
50
40
(CONTINUOUS UNIT DATA)
FEED: TOPPED COLD LAKE CRUDE
1 L ' /
P 30 0 60 70 80 90 100 566+OC (1 050°F+) CONVERSION, WT.%

AB-242
AB-5 Appendix I
PRESENTATION TO THE INTERSTATE
OIL COMPACT C O M M I S S I O N
T a r Sands Subcommittee
Casper, Wyoming
June 28, 1981
by
Conoco I n c . E r i c L . Oshlo - P r o j e c t Manag r
A s f a r as t r u e t a r sands a r e concerned, most of t oday ' s a c t i -
v i t i e s have involved mining.
t a c k and u t i l i z e d i n - s i t u methods.
i n t e r e s t has been genera ted by our South Texas Tar Sands Pro-
j e c t ever s i n c e some of our a c t i v i t i e s and 1st p i l o t r e s u l t s
have come t o l i g h t .
southwest of San Antonio, Texas i n Maverick and Zavala coun t i e s .
Our a c t u a l p i l o t l o c a t i o n s a r e i n extreme n o r t h e a s t e r n Maverick
County about 30 miles n o r t h e a s t ' o f Eagle Pass and t h e Mexican
Conoco has taken a d i f f e r e n t
As such, a g r e a t d e a l of
The p r o j e c t i s l o c a t e d a b o u t 1 0 0 mi les
border:
* B e f o r e I d i s c u s s what we have accomplished it might be help-
ful t o review t h e p r o p e r t i e s of t h e material w i t h which w e are
d e a l i n g :
- 2 O API Gravi ty
10 wtX Sulfur
1 m i l l i o n c e n t i p o i s e r e s e r v o i r v i s c o s i t y
180° F. Pour Po in t
*
AB-243
When you put all these properties together, you end up with a
material like a stiff putty.
exhibit some plastic flow properties if left uncontained.
the best; of our knowledge this is the most dense and viscous
hydrocarbon being produced anywhere in the world with in-situ
methods.
A t ambient conditions, it will
To.
We began working with this tar resource in the mid 1970's when
we attempted a Huff and Puff operation. It quickly.became ob-
vious that cyclical stimulation would not work due t o the re-
servoirls inability to readily accept an injected fluid or
transmit pressure.
Our researchers then proposed a new process that is basically
a blending of high pressure steam flooding and horizontal frac-
turing techniques.
Steamflood Teqhnology, and in the best spirit for acronyms, prom-
We called. the process, Fracture Assisted
ptly shortened that to "FAST". We put the FAST process t o the
test in our Street Ranch pclot starting in late 1977. I t was
a 5 acre 5 spot pattern which had a center injector, 4 corner producers and:2observation wells.
The San Miguel-4 sand is about 1520 feet deep at the pilot lo-
cation. It had about 40 feet of net pay and was interlaced with ' ..
9 .
I .
. several' impermeable lime streaks. Porosity and tar saturation
!

, AB-244 ';.
I :
averaged 27% and50%; r e s p e c t i v e l y . The sand i s very unconso- . l i d a t e d and pe rmeab i l i t y i s about 1 darcy.
s p l i t i n t o two primary lobes by what we c a l l t h e "Orange" dense
The r e s e r v o i r i s
s t r e a k . Th i s i s t h e only s t r e a k t h a t we t h i n k covers a wide
enough area t o form an e f f e c t i v e v e r t i c a l f l o w b a r r i e r . A l -
though t h e 4 S t r e e t Ranc.h product ion we l l s were p e r f o r a t e d i n
b o t h l obes , we concent ra ted our e f f o r t s i n t h e upper lobe s i n c e
t h e lower lobe was missing i n t h e c e n t e r i n j e c t i o n we l l . Tar
i n p l a c e w i t h i n t h e 5 a c r e fence l i n e was around 204,000 bar- . , , .
r e l s i n both lobes .
.. Our goa l was t o produce 130 ,000 b a r r e l s from t h e p i l o t . We d i d
q u i t e a b i t b e t t e r - u l t i m a t e l y producing 169 ,000 bar re l s be- ,
f o r e s h u t down i n June o f 1980;Monthlyaverageratespeakedat a-
n m n d 300 BPD i n 1978. . , Product ion from February. t o June 1980
was a t t r i b u t a b l e t o water i n j e c t i o n which was in tended t o
scavenge r e s i d u a l r e s e r v o i r h e a t . As a s i d e l i g h t i t i s i n t e r - .\.
e s t i n g t o no te that al though t h e sand i s very unconsol idated, we
d i d no t a t tempt any sand c o n t r o l and had no sand product ion pro1
blems. ,
Recovery of a material l i k e t h i s t a r i s obviously very energy
i n t e n s i v e . Over t h e 26 month pe r iod , w e i n j e c t e d 1 . 8 m i l l i o n
b a r r e l s of steam and t h e n 620,000 barrels of water ;or f o r those
of you tha t l i k e r a t i o s , 10.6 barrels of steam were i n j e c t e d
p e r ba r r e l of t a r produced.
. .
I

I
,
With a steam to oil ratio this high, the overall' energy bal-
ance is important. ' We tracked our thermal efficiency by
watching the ratio of the energy in the produced tar to the
energy required t o generate the steam,
about 1.6,BTU's of tar were produced for each BTU of fuel in-
put. However, it is important to understand that no attempt
was. made'in this pilot to optimize steam injection.
On a cumulative basis,
,
By doing
so, we believe we can improve our energy gain significantly.
Having seen all this production, the question was: "Where did
it come from?I1 and "What did we actually accomplish?ll During
the summer of 1980, we drilled.8 post pilot core wells, seven
within the pilot fence line, to try and answer these types of
questions.
-
' I
Core well No. 14 is inline-k&th a producer and 75 feet f rom the
injector. Log and core analysis showed recovery of up t o 80%
of%he tar and significant coking of the.residua1 tar at this
location. The figure below shows initial saturation, residual
saturation. (broken'into tar and coke), and saturation percen-
tage recovered. The significant coking action is what we feel
prevented sand production problem.. The figure .also illustrates
the good vertical conformance we achieved.

SATURATION CHANGES BASED UPON LOG ANALYSIS IN J S R #14
. . .. .
c
..
Our initial tar saturation;:as mentioned, averaged 48%, but
averaged closer to 53% in the upper lobe.
Our residual saturations averaged 18% in the upper lobe and
23.5% overall.
was expected since no steam was injected below the dense streak.
The small saturation change in the lower lobe
All of this translates into rec.overy of 109,000 barrels from
inside the pilot area; 90,000 barrels f rom the upper lobe and
19,000 barrels from the lower lobe.

AB-247
The tar recovery contours in the upper lobe center around the
injection well as would be expected. Also as expected from the low
residual saturation point values and core well No. 14 results,
we estimate recovery of up 90% of the tar-in-place near the
inj ec tor.
As you can imagine, a great deal of discussion went into
drawing a set of conclusions from all this information. Once
the dust had settled, we came up with the following: '
(1) Of the 169,000 barrels produced, 109,000 or ( 6 5 % )
came from the 5 acre pilot area.
(2) Of that, 90,000 came from the upper lobe and re-
presented over 66% of the original tar-in-place\. in the
upper lobe in the pilot area.
(3) Total affected area in the upper lobe was 14 acres.
(4) Total upper lobe recovery was 149,000 barrels, with.
only 19,000 being recovered from the lower lobe.
( 5 ) Upper lobe residual saturation with the pilot was
as low as 5% at some.points and averaged 18.4% overall.
The llOrange*t dense streak, although not continuous, ( 6 )
effectively stopped significant steam migration into,
and tar recovery from, 'the lower lobe.
( 7 ) The observed in-situ coke deposition helps cdnsoli-
date the sand and prevent sand production problems.
(8) Tar recovery can be realized from below the fracture
plane if vertical permeability exists.
AB-248
That i s what we accomplished i n t h e S t r e e t Ranch p i l o t .
now t u r n our a t t e n t i o n t o t h e FAST process and how i t works.
L e t ’ s
The p rocess , which was f i n a l l y pa t en ted i n May 1981, was devel-
oped as an ope ra t ing theory f i r s t .
The s t e p s s t a r t ou t w i t h p roduct ion w e l l p r e p a r a t i o n . The
producing w e l l s a r e h o r i z o n t a l l y f r a c t u r e d through a notch
and t h e n steam s t i m u l a t e d t o c r e a t e a zone of f l u i d t a r around
t h e w e l l bore . The e n t i r e i n t e r v a l i s t h e n p e r f o r a t e d . The
f r a c t u r e s a r e small. enough t o prevent communication between
producers . The i n j e c t o r i s then f r a c t u r e d i n t o communication
w i t h each of t h e producers i n o r d e r t o c r e a t e a flow pa th
through t h e immobile t a r . T h i s f r a c i s followed immediately
w i t h ’ h igh r a t e .steam i n j e c t i o n a t above f r a c p r e s s u r e t o
f l o a t t h e f r a c t u r e . Heat i s t r a n s f e r r e d v e r t i c a l l y and se rves
t o mobi l ize t h e surrounding t a r . A s an example, i n j e c t i o n r a t e s
a t S t r e e t Ranch were about 3400 BPD. T h i s high r a t e i s con-
t i n u e d u n t i l t he e n t i r e area has been hea ted s u f f i c i e n t l y t o
mob i l i ze t h e ’ t a r . F i r s t p roduct ion i s seen dur ing t h i s s t e p
due t o t a r be ing swept from the f r a c t u r e t o . t h e producers .
A f t e r t h e r e s e r v o i r has been preheated, ma t r ix f low i s esta-
b l i s h e d t o d i s p l a c e as much t a r as p o s s i b l e .
0nce:theFAST p rocess began to prove i t s e l f i n t h e f i e l d , we
r e a l i z e d t h e need t o reduce it t o mathmatics f o r a p a t e n t ap-
p l i c a t i o n and t r a n s f e r t o o t h e r r e s e r v o i r s . The a i m was t o

AB-249
d fine th
thickness
steam in,ec,,on rate in terms of acreage, reservoir
process. Eventually it was reduced t o :
Q = 1812 A/h exp. ( . 0 2 7 3 9 x TERH)
in English units for steam where:
and the thermal efficiency of the reservoir heating
Q = Steam injection rate in BSPD
A = Pilot area in acres
h = Reservoir height in feet
TERH = Reservoir heating thermal eff,c,ency in Z
In the patent, this has been broadened to cover fluids other
than steam. The patent appliea f o r all combinations of in-
jected fluid, rate, acreage, and thickness where the thermal
efficiency.' exceeds 40%. -.
The 40% lower limit for a matrix type
flood.
The primary application of FAST, we believe is in reservoirs
that contain extremely viscous tar, or are thin enough that
heat losses to the confin5ng strata are a problem.
The primary requirements for applying FAST are competent
confining strata to prevent fluid loss, and shallow enough
depth to where frac pressure does not exceed the practical
steam generator pressure limit of 2450 psig.
is around 2300 feet.
I
Normally this

AS-250
’
, I .
We have been very encouraged by the performance of the FAST
process and the Street Ranch pilot. However, we still feel
that confirmation of.our results is only one‘of several tech-
nical hurdles t o be cleared before a oommercial operation can
be considered.
8
We intend t o prove that our results were skill and n o t luck
in o u r new Saner Ranch pilot.
pattern with 6 observation wells, The surface facilities are
much more complex than in the first p i l o t .
It is a 7% acre inverted 7 spot
For example, se-
parate separation trains have been provided for each well and
much more elaborate instrumentation has been installed. The
facilities have also been located away from the well pattern
to examine-steam quality losses and other. steam transmission
factors.
is underway.
Construction has been completed and steam stimulation
.,, A second major hurdle is to improve our Thermal Ratio or demon-
strate the abi1ity’;to produce large volumes of steam cheaply. / I .
‘ ,
Generating cheap steam usually means the use of solid fuels.
Recent articles have discussed the use of fluidized bed com-
bustion t o generate steam in the oil patch from high sulfur
low quality’ coals. One of the primary advantages of FBC tech-
‘ nology is the ability to use high sul’lur fuels without re-
quiring stack gas scrubbing. Also the lowered combustion !

i
AB-251
temperatures avoid ash fusion problems kkth low quality fuels
Last year Gonoco .contracted with Struthers Thermo-flood t o de-
sign and fabricate a '50 MMBTU/hr. fluidized bed combustion u t -
, . , ilizing technology by Ba$t.&lle Institute. Fabrication is corn-'
plete and erection at the site is underway. We plan t o start it
up .in September.
\' The third major hurdle t o commercialization that we see is up-
grading. What do you do with this stuff after you get it in
the tank?
will notetry t o discuss them here.
a separate subject all its own.
We are looking at a range of alternatives but I
Upgrading technology is
As you can see, I feel we have an exciting and challenging pro-
ject on our hands. Attemptingto commercialize this activity . will require enormous amounts of leadtime, captial and man-
poweT!.
sands projects will compete with other synfuels projects f o r
available capital and manpower.
Unlike more conventional heavy oil.activities, tar
As..:'such, I believe tar sands
activities should be considered as being synfuels projects L
rather than any. extension of:-heavy oil activities.
Ultimately, I feel the real.hurdles are financial and not tech-
nical. I believe 'that government and industry officials who
want t o encourage tar sands activities can help the most, not
AB-252 , $ " .
, .
,~
by obtaining grants and research dollars, but by using their
influence t o create the proper economic environment. .An ex-
ample is the current effort t o have tar sands activites ex-
empted from Windfall Profit taxation. This one single item
could prevent commercialization of a project such as ours.
We believe tar sands projects using in-situ recovery methods
should be treated the same as those which us.e mining techniques:
Our tar at -2' API gravity'is' after -811 actually. heavier than the 70- ,
80 API gravity tar being'mined a t 'Athabasca.
.
a

AB-6
FERWG PARTICIPATION AT THE 1981 ANNUAL HEAVY OIL/EOR CONTRACTOR
REPORTS - PROCEEDINGS SHERATON-PALACE HOTEL, SAN FRANCISCO, CALIFORNIA
( J u l y 28-30, 1981)
The fo l lowing FERWG members a t t ended t h e 1981 annual EOR C o n t r a c t o r s ' review meeting: S. W. Benson, J. Clardy, S. S.
Penner, and R. P. S i e g ; t h e fo l lowing e x o f f i c i o members a lso a t t ended t h e conference: H. R . Anderson, F. Holzer, and A . E . Lewis . After t h e conclusion of t h e p r e s e n t a t i o n s , t h e FERWG r e p r e s e n t a t i v e s p a r t i c i p a t e d i n an i n f o r m a l d i scuss ion of R&D needs i n EOR organized by Gordon Dean (DOE/Oakland) and a t t ended by t h e fo l lowing o t h e r DOE/Oakland F o s s i l Energy Div is ion s t a f f members: A . Leighton , H . Lechtenberg, G. Pe te rson , G. S tandley : J . H. Duerksen (Chevron/La Habra) r ep resen ted L. Thrasher .
The d i s c u s s i o n s cen te red on a l i s t i n g of 12 new e f f o r t s or i nc reased a c t i v i t i e s wi th i d e n t i f i e d rankings i n t h r e e c a t e g o r i e s , perce ived needs, and t h e presumed government r o l e . This l i s t i n g w a s p repared by G. Dean and h i s co l l eagues and is reproduced i n i n Table 1. Suppor t ing s t a t emen t s and a w r i t t e n d e s c r i p t i o n were supp l i ed f o r each p r o j e c t area. The d i s c u s s i o n s r e l a t i n g t o long- t e r m R&D needs w i l l now be summarized b r i e f l y .
-
HEAVY OIL R&D PROJECTS
While i n d u s t r i a l p r i o r i t i e s p rope r ly emphasize near-term r e t u r n s on investment , which may on ly be secondar i ly a f f e c t e d by t o t a l r e source recovery over t h e long t e r m , governmental p r i o r i t i e s must i n c l u d e c o n s i d e r a t i o n s of long-term supply sta- b i l i t y f o r t h e n a t i o n , employment l e v e l s , f o r e i g n t r a d e balan- ces, n a t i o n a l s e c u r i t y factors, etc. A s t h e r e s u l t , governmental R&D p r i o r i t i e s w i l l be consonant w i t h company p r i o r i t i e s o v e r t h e

Table 1 Rankings of Heavy O i l R&D P r o j e c t s , p repared by G. Dean e t a1 (DOE/Oakland); H = high , M = medium, L = l o w .
P r o j e c t
Steam a d d i t i v e s
Down-hole steam gene ra t ion
Alka l ine f l o o d
Hor i zon ta l h o l e s
Formation partic'le dynamics
Front mapping
High tempera ture packers and i n s u l a t i o n
I n s i t u combustion
Flow p r o p e r t i e s
Steam q u a l i t y measurement
O2 enr i ched steam d r i v e
Advanced concepts
--
Rank
1
1
1
1
2
2
2
3
3
3
3
NA
Need Government Role
H
H
H
H
H
H
H/M
M
M
M
M
NA

long term bu t may d i f f e r s i g n i f i c a n t l y over t h e nea r t e r m . Gen- e r a l l y , fundamental r e s e a r c h of g e n e r i c c h a r a c t e r , t h a t is ap-
p l i c a b l e t o a wide spectrum of t echno log ie s and r e s o u r c e s , w i l l p rovide p r e f e r r e d r e t u r n s on federal investments . With these g o a l s i n mind, new R8iD needs may be i d e n t i f i e d f o r c u r r e n t and developing t echno log ie s . -
1. Steam Add i t ives
The purpose of steam a d d i t i v e s is t o improve recovery ef- f i c i e n c y wi th steam i n j e c t i o n . Recovery e f f i c i e n c y w i l l be
improved i f (a ) g r e a t e r sweep e f f i c i e n c y is achieved and (b)
more o i l is recovered from t h e swept volume. While f l o w models are a v a i l a b l e t h a t have been s e r v i n g as a basis f o r achiev ing inc reased recovery e f f i c i e n c y , each of t h e fo l lowing fundamental areas of s tudy needs s u b s t a n t i a l a n a l y s i s and e f f o r t : ( a ) phys-
icochemical s t u d i e s ( i n c l u d i n g thermochemical and ra te measure- m e n t s ) r e f e r r i n g t o i n t e r a c t i o n s between steam, steam a d d i t i v e s , and o i l - b e a r i n g sands ; (b) physicochemical s t u d i e s involved i n s u r f a c e a d s o r p t i o n , deso rp t ion , and s u b s t i t u t i o n ; ( c ) ef- fec ts of p h y s i c a l and chemical p r o p e r t i e s of f l u i d mixtures on f lows through porous media; (d ) t h e i n t e r p l a y between f l u i d - dynamic phenomena and physicochemical p r o p e r t i e s ( d e n s i t y , v i s c o s i t y , s u r f a c e p r o p e r t i e s ) i n producing channel ing and i n s t a b i l i t i e s du r ing f l o w s through porous media; (e) phase s e p a r a t i o n s i n steam-additive-oil-sand mixtures as f u n c t i o n s of temperature and p r e s s u r e ; ( f ) s t u d i e s of t h e mechanisms and rates of gel d e p o s i t i o n on i n j e c t i o n w i t h steam and addi-
t i v e s and of t h e subsequent degrada t ion of encapsula ted foams.

2. Down-Hole Steam Generation
Each of t h e fo l lowing R&D programs w i l l c o n t r i b u t e t o bet- t e r unders tanding and improved o i l recovery i n t h e long-term u t i l i z a t i o n of down-hole steam gene ra to r s : (a) combustion r e s e a r c h ( i n c l u d i n g equipment changes, u s e of p r e h e a t e r s , re- c i r c u l a t i o n , e t c . ) t o a l low direct u t i l i z a t i o n of o i l - f i e l d crude i n down-hole steam gene ra t ion ; (b) long-term environmen- t a l impact assessments ( invo lv ing both gaseous e f f l u e n t s and r e s i d u e s t a b i l i t y ) w i th down-hole steam g e n e r a t i o n ; (c ) quan- t i t a t i v e s t u d i e s on t h e efficacy of mixtures of steam and com- b u s t i o n p roduc t s i n enhancing o i l recovery.
3. A l k a l i n e Floods
The fundamental s t u d i e s sugges ted by t h e u s e of a l k a l i n e f l o o d s f o r EOR are s i m i l a r t o t h o s e p rev ious ly enumerated under Item 1, Steam Addi t ives . Three s u b j e c t s are of s p e c i a l i n t e r e s t f o r f u t u r e s tudy : ( a ) t h e -- i n s i t u gene ra t ion of s u r f a c t a n t s t o mobi l ize t r apped o i l and gene ra t e oi l - in-water and/or wa te r - in - o i l emulsions; ( b ) t h e u s e of m o b i l i t y c o n t r o l agents t o improve recovery performance g r e a t l y ; (c) t h e de te rmina t ion of c a u s t i c consumption/adsorption mechanisms and t h e p r e d i c t i o n of r e s u l t - i n g pH l o s s du r ing an a c t u a l f i e l d f lood .
4 . Mine-Ass is ted Steam I n j e c t i o n
These s t u d i e s re la te e s p e c i a l l y t o improved steam con tac t wi th t h e r e s e r v o i r . The u s e of h o r i z o n t a l and/or dev ia t ed holes , t u n n e l s , and o t h e r means of access w i l l d i r e c t l y expose a sub- s t a n t i a l l y greater p o r t i o n of t h e . r e s e r v o i r t o i n j e c t e d steam or o t h e r p r o c e s s f l u i d . The problem of main ta in ing i n t e g r i t y against
collapse in holes that are horizontal or only slightly inclined is critica1,especially until tnese are cased. Also, the design of configurations using optimum combinations of holes, tunnels, etc. for maximum oil recovery should be pursued. b
5. Formation Particle Dynamics
In practice, the uncontrolled flow of spent sand may re- present a serious impediment to achieving lasting output im- provements. Fundamental problems relate to the flow of reac- ting fluids through porous media, constitutive equations for the original sand and for the spent sand, and the fluiddynamics of multiphase flows through porous media under defined pressure, temperature, and composition gradients. Problems of this type cannot now be modeled under controlled conditions and invite long-term investigations by competent scientists.
6. Thermal-Front Mapping
In each of our previous FERWG studies, we have emphasized the importance of developing well-calibrated instrumentation for needed -- in situ diagnostics to allow iterative comparisons between field measurements and computer models designed to de- scribe the physical phenomena under study. EOR offers parti- cular challenges in this respect because of the lack of homo- geneity in relatively inaccessible reservoirs. The suggested uses of HFEM (High Frequency Electromagnetic) and CSAMT (Con- trolled Source Audio Magnetotelluric), as well as application of tracer techniques and other procedures, merit strong support. Priority should be given to measurements with good spacial re- solution that have been carefully calibrated under well defined conditions and adequately tested in inhomogeneous media. A wide range of reservoir geometries and properties should be studied.
., 2 .. .-
I !
i \” . e

7. High Temperature Packers and Insulation Systems
The problem of effectively delivering heat from the sur- face to the formation using high quality steam demands innovative systems such as efficiently insulated tubing strings to deliver the steam to the well bottom with minimum heat loss and effec- tive packers to prevent steam movement up to the well annulus. The high temperature environments under which packers and other downhole components must function for prolonged periods of time pose severe problems. Interactions between packers and tubulars under conditions of differential thermal expansion may cause early and frequent equipment failures.
8. -- In Situ Combustion
Fireflooding involves combustion processes in porous, multi-phase media that have not been adequately studied and are accordingly poorly understood. The wide spectrum of fundamen- tal phenomena from exothermic oxidation reactions on porous beds, mass and heat transfer with mobilization of oil, and movement of the resulting multiphase mixtures through reser- voirs represent a significant challenge t o combustion scientists and reservoir modelers alike. A long-range, fundamental re- search effort in these fields merits substantial support if fire- flooding is to become more than an empirical field effort for en- hanced oil recovery.
9. Reservoir Properties Research
Although it is well known that most fluid rock properties are dependent on confining temperature and pressure, there are uncertainties as to what effects changes in temperature Or pres- sure have on these properties. Fundamental research efforts in

t h e s e a reas are needed because s i g n i f i c a n t changes of proper- t i e s w i l l s u b s t a n t i a l l y affect eva lua t ions of thermal recovery processes .
10. Steam Q u a l i t y Measurements
While it should be r e l a t i v e l y easy t o develop techniques f o r c h a r a c t e r i z i n g steam q u a l i t y a t i n j e c t i o n ( e .g . , by t h e use of mul t i co lo r i n f r a r e d absorpt ion measurements), t h e de- s i g n of s y s t e m s of t h i s type f o r down-hole monitoring (e .g . , through t h e use of f i b e r - o p t i c a l s y s t e m s ) represents a n i n t e r - e s t i n g chal lenge. I n general , a separate a l l o c a t i o n is appro- p r i a t e f o r DOE research funds t o assist i n t h e development of needed ins t rumenta t ion .
11. Oxygen-Enriched Thermal Recovery
Work w i t h oxygen-enriched air represents an obvious and important special case of s t u d i e s t o achieve enhanced o i l recovery.
12. Advanced Concepts
I n a f i e l d as poorly understood, as empir,cally based, and as pract ical ly important as EOR, there must be room f o r innovat ion. large t o j u s t i f y long-term s t u d i e s without s p e c i f i e d c o n s t r a i n t s other t h a n t h a t competent people should concent ra te t h e i r re- search e f f o r t s t o achieve improved recovery under environmental- l y acceptable condi t ions .
The remaining t o t a l resource is s u f f i c i e n t l y

AB-260
13. Comments on Environmental C o n s t r a i n t s i n O i l Recovery from Heavy O i l Sources
James F. Norton of t h e Radian Corporat ion d i scussed env i r - onmental c o n s t r a i n t s t o the rma l ly enhanced o i l recovery (TEOR). The d i s c u s s i o n w a s , i n p r i n c i p l e , nat ionwide b u t a c t u a l l y deal t o n l y w i t h t h e Kern County, CA area i n de t a i l because environmen- t a l i s s u e s are most s h a r p l y drawn there. The EPA, C a l i f o r n i a A i r Resources Board, and County agenc ie s a l l set s t a n d a r d s f o r S02, NO,, p a r t i c u l a t e m a t t e r , a n d hydrocarbon emiss ions . Current c o n t r o l technology adds about $0.5-1.O/B f o r SO2 and $0.5/B f o r NOx c o n t r o l s . s u r f a c e steam bo i l e r s . These seem t o work w e l l b u t there is a supply problem because most of t h e equipment f o r c o n t r o l techno- logy is f a b r i c a t e d f o r commercial b o i l e r s and is t o o l a r g e f o r e x i s t i n g steam boi le rs . I f c u r r e n t a i r s tandards are v i o l a t e d , I
which Norton b e l i e v e s is a l i k e l y occurrence , and a l l b o i l e r s must be r e t r o f i t t e d w i t h t h e best a v a i l a b l e c o n t r o l technology, t h e estimated c o s t w i l l be $6-9/B. There is an additionalproblem
r e s u l t i n g from s ludge gene ra t ion by e x i s t i n g c o n t r o l s , which w i l l exhaust t h e l o c a l l y a v a i l a b l e d i s p o s a l areas w i t h i n a f e w y e a r s . Disposa l of sc rubber s ludge is t h e largest cost i t e m i n SO2 con- t r o l . Us ing a h igh ly o p t i m i s t i c set of assumptions, Norton pre- d i c t e d a f a c t o r of two increase i n TEOR i n t h e Kern County area, wi thout v i o l a t i n g c u r r e n t a i r q u a l i t y s t anda rds . However, he
emphasized t h a t d i f f i c u l t i e s associated w i t h p e r m i t t i n g r equ i r e - m e n t s , o f f s e t s and commercial a v a i l a b i l i t y of c o n t r o l technology made no i n c r e a s e i n TEOR a more rea l i s t ic p r e d i c t i o n for t h e f u t u r e . 3
The l e v e l of t e c h n i c a l understanding i n t h i s s tudy appeared t o be incomplete. Thus, Norton d i d no t foresee a s i g n i f i c a n t en- vironmental impact of downhole steam gene ra to r s . Based on work a t t h e Sandia Laboratory, t h i s s ta tement is not t r u e because a i r emiss ions are a c t u a l l y s u b s t a n t i a l l y reduced.
a s s o c i a t e d w i t h u s e of t h e next gene ra t ion of recovery and tech-
The technology used invo lves a i r sc rubbe r s f o r
There is a need for environmental e v a l u a t i o n s of impacts
nology . \

AB- 7
FERWG SITE VISITS TO AOSTRA (EDMONTON, CANADA), SHELL IN SITU RECOVERY
(PEACE RIVER, CANADA), AND SYNCRUDE AND SUNCOR (FORT MCMURRAY, CANADA) TO DISCUSS
OIL RECOVERY FROM TAR SANDS (August 4-6, 1981)
The fo l lowing FERWG members, ex off ico members and g u e s t s p a r t i c i p a t e d i n t h e d i s c u s s i o n s and s i t e v i s i t s : H. R. Anderson, S . W . Benson, J . Clardy, E. L. Cook (Mobil, for P. Weisz), J. Deutch, A . Holzer , J. M. Hopkins, A . E . Ke l l ey , L. C. Marchant (DOE/Laramie), A. G. Oblad, S. S. Penner, K. P h i l l i p s (Rand Corp . ) , R. Roberts, R. P. S i eg , J. P. Watson (DOE/Washington); J. Hopkins accompanied t h e group t o Syncrude and Suncor whi le K. P h i l l i p s d i d n o t p a r t i c i p a t e i n t h e s e s i t e v i s i t s .
1. Discuss ions a t AOSTRA, Edmonton (August 4 , 1981)
The p r e s e n t a t i o n s and d i s c u s s i o n s he ld a t AOSTRA are sum- marized i n Table 1. Copies of t h e viewgraphs used dur ing t h e AOSTRA p r e s e n t a t i o n s are reproduced i n Appendix I. A good overview of AOSTRA a c t i v i t i e s is given i n t h e " F i f t h Annual Report and Five-Year Review" of t h e Alberta O i l Sands Techno- logy and Research Author i ty , AOSTRA, Edmonton, 1981.
Reference p a l t o p i c s w e r e i a n governments from t a r sands ;
t o Appendix I shows t h a t t h e fo l lowing p r i n c i - d i scussed: ro les of t h e p r o v i n c i a l and domin- i n t h e commercial developments of o i l recovery suppor t ing R&D i n p r o v i n c i a l and u n i v e r s i t y
l a b o r a t o r i e s ; recovery techno1ogies; 'Athabasca resources; how t o proceed from bench-scale tests through t h e i n i t i a l and pro- t o t y p e p i l o t stages t o a commercial p l a n t ; d r i l l i n g p a t t e r n s

AB-262
Table 1
Held at:
DISCUSSIONS AT AOSTRA (EDMONTON) HEAVY OIL/OIL SAND PROGRAM
AUGUST 4, 1981 FOSSIL ENERGY RESEARCH WORKING GROUP (FERWG)
9:OO - 9:15
9 ~ 1 5 - 9:30 9:30 - 9:40 9:40 - 1O:OO
1o:oo - 10:20 10120 - 10~40 10~40 - 11:OO
11:oo - 11:20
11~20 - 11:40
11~40 - 12:15 12~15 - 1 ~ 3 0 1:30 p.m.
Alberta Oil Sands Technology & Research Author it y
5th Floor, Highfield Place 10010 - 106 Street Edmonton
INTRODUCTIONS
AOSTRA - C. W. Bowman Department of the Environment - J. Defir Northeast Commissioner - R. V. Henning Energy Resources Conservation Board - R. Evans FERWG - S. S. Penner AOSTRA PRINCIPLES - C. W. Bowman RESOURCE BASE - M. A. Carrigy IN SITU PROJECTS - R. S. Phillips EXTRACTION & UPGRADING - L. R. Turner UNIVERSITY PROGRAMS - L. G. Hepler ROLE OF ENERGY RESOURCES CONSERVATION BOARD - R. Evans
ROLE OF NORTHEAST COMMISSIONERS OFFICE - R. V. Henning
ROLE OF ALBERTA DEPT. OF THE ENVIRONMENT - J. Defir
DISCUSSION PERIOD
Sandwich Lunch
DEPART FOR ALBERTA RESEARCH COUNCIL (L. G. Helper accompanied the group)
and procedures f o r i n s i t u recovery and c u r r e n t in s i t u p i l o t o p e r a t i o n s ; AOSTRA f i n a n c i a l and R&D suppor t f o r ongoing pro- grams and AOSTRA d a t a base management system; o i l recovery from near -sur face d e p o s i t s , i n c l u d i n g mining, bitumen e x t r a c t i o n , upgrading t rea tment of t a i l i n g s and t h e u s e of wastewater ponds; environmental and socio-economic problems i n r e source exp lo i t a - t i o n .
The d i s c u s s i o n s a t AOSTRA were fol lowed by a v i s i t t o t h e
--
l a b o r a t o r i e s of t h e Albe r t a Research Counci l , where b a s i c sup- p o r t i n g r e s e a r c h is i n p r o g r e s s on a l l a s p e c t s of ta r - sand min- i n g , o i l e x t r a c t i o n , upgrading, and waste d i s p o s a l .
2. V i s i t t o t h e I n S i t u Opera t ions a t Peace River (August 5, 1981.)
Rick Lea , p r o j e c t coord ina to r f o r S h e l l Canada Resources Ltd. (which is t h e o p e r a t o r of t h e Peace River In-Si tu P i l o t P r o j e c t and owns* 18.75% of t h e p l a n t ) p re sen ted a d e t a i l e d and i l l u m i n a t i n g account of t h e ac t iv i t ies a t Peace River . Re- covery is be ing achieved from dep ths between 500 and 700 f t .
A complete d e s c r i p t i o n of des igns , o p e r a t i o n s and performance achieved is summarized i n Appendix 11. Recovery is obta ined by use of a r e p e a t i n g 7-spot i n j e c t i o n and recovery p a t t e r n invo lv ing 24 recovery w e l l s (of which 20 are a c t u a l l y i n oper- a t i o n ) , 7 i n j e c t i o n w e l l s , and 12 obse rva t ion w e l l s f o r moni- t o r i n g performance and t h e i n s i t u recovery o p e r a t i o n s .
v i d e s unambiguous evidence of e x t e n s i v e h e t e r o g e n e i t i e s i n t h e underground d e p o s i t s . For example, recovery of 1600 BPD through
--
-- Examination of r e p r e s e n t a t i v e f i e l d d a t a ob ta ined pro-
* The r e m a i n i n g ho ld ings i n t h e Peace River p i l o t are d i s t r i b u - t e d as fo l lows: S h e l l Explorer Ltd. ,18.75%; Amoco Canada Petroleum C o . , 12.5%; AOSTRA, 50%.

20 w e l l s corresponds t o an average of 80 BPD whi l e a c t u a l l y oc- c u r r i n g f lows v a r i e d from a minimum of nea r zero BPD t o a maxi- mum of $450 BPD. pendix 111.
real-time data l i n k provides direct i n p u t s t o t h e S h e l l a n a l y s i s group i n Calgary ( I a n Henderson, Director) where r e s e r v o i r models arecompared wi th i n s i t u data o u t p u t s t h a t are then used t o re- f i n e and improve t h e p h y s i c a l i n p u t s f o r modeling of t h e Peace River -- i n s i t u o p e r a t i o n s . develop improved understanding of -- i n s i t u recovery p rocesses , as is evidenced by t h e stress on moni tor ing f i e l d performance and r e l a t ing t h e r e s u l t s t o r e s e r v o i r modeling under steam-flow cond i t ions .
Important des ign de ta i l s may be found i n Ap-
P l a n t ope ra t ion is c e n t r a l l y c o n t r o l l e d and monitored. A
--
The p i l o t p l a n t is be ing used t o
3. V i s i t s t o t h e Commercial O p e r a t i o n s a t Syncrude and Suncor i n F t . M c Murray (August 5 , 1981)
Both t h e Syncrude (designed f o r product ion of $125,000 BPD)
and Suncor ( c u r r e n t l y designed f o r ~ 4 5 , 0 0 0 BPD and soon t o i n - crease by 13,000 BPD) p l a n t s u t i l i z e t h e e x t r a c t i o n procedures p ioneered and developed by t h e Canadian s u b s i d i a r y of t h e Sun O i l Corp., which now bears t h e name of Suncor.
Extens ive s i t e v i s i t s and d i s c u s s i o n s w i t h o p e r a t o r s a t bo th p l a n t s i n d i c a t e t h a t t h e i n i t i a l l y troublesome su r face - m i n i n g o p e r a t i o n s are now be ing performed s u c c e s s f u l l y . Year- round, twenty-four hours per day, mining of t a r sands proceeds u n l e s s tempera tures drop below -35OF. c a v a t o r s have been provided w i t h improved teeth so t h a t normal o p e r a t i o n s may proceed f o r weeks b e f o r e t e e t h replacements be-
come necessary . Conveyor belts, which move t h e mined t a r sands t o t h e e x t r a c t i o n u n i t s , can be mended w i t h i n 2 o r 3 days when they are t o r n . The l a r g e equipment used fo r t h e mining opera- t i o n s is commercially a v a i l a b l e from German o r U . S . vendors.
The wheel and bucket ex-

FERWG d i d not view or d i s c u s s i n de ta i l t h e e x t r a c t i o n and upgrading procedures used a t F t . Mc Murray. These techniques are, however, w e l l known t o specialists i n these areas. The up- grad ing procedure used invo lves f l u i d c o k i n g and produces l a r g e amounts of coke which c o n t a i n s about 9% of s u l f u r and is be ing s t o r e d s i n c e material of t h i s t y p e is not marketable. S u l f u r is be ing produced by u s e of t h e commercial Klaus p rocess and is s o l d t o f e r t i l i z e r manufacturers i n t he O r i e n t .
The t a i l i n g ponds con ta in h igh ly a l k a l i n e emulsions of bitumens which s e t t l e ou t very s lowly ( s e t t l i n g t i m e s are estima- ted t o be of t h e o rde r of decades) and are h igh ly t o x i c t o b i r d s , B i r d s are kept away by t h e u s e of scarecrows and (du r ing migra- t i o n ) f i r i n g of chemical cannons. Approaches and concordant f a t a l i t i e s among b i rds are sa id t o be rare ( " f o u r ' d u r i n g t h e l as t s e a s o d ' f o r one of t h e large t a i l i n g ponds a t Suncor,which a d j o i n s t h e Athabasca R ive r ) . Success fu l r e c o n s t i t u t i o n of a t a i l i n g ponds has not y e t been achieved but is scheduled w i t h i n 10 t o 15 years. The ponds are t i g h t and c o n t r o l measurements have not i n d i c a t e d measurable leakage of t o x i c materials. The t a i l i n g ponds a t Suncor w i l l hold 30 t o 40 x IO6 B of bi tumen.* Economically acceptable recovery procedures f o r t h i s va luab le material remain t o be developed. of t a i l i n g s produced du r ing bi tumen recovery are under develop- ment b u t have not y e t been found s u i t a b l e f o r a p p l i c a t i o n .
of h igh - su l fu r coke and of h i g h l y a l k a l i n e water emulsions of bitumen relates t o t h e most troublesome aspects of o i l recovery
Methods f o r t h e d r y recovery
I t is p o s s i b l e t h a t t h e long-term s t o r a g e of large amounts
* A t a product ion ra te o f lo5 BPD, a r e s i d u e of 8% of bi tumen i n water f o r 350 stream days w i l l produce 2.8 x 106 B of bitumen i n water per year.

from t a r sands as c u r r e n t l y practiced i n Alberta. t h e former can be readi ly e l i m i n a t e d b y u s i n g improved hydro- t r e a t i n g techniques w h i l e t h e l a t te r is l i k e l y t o present a problem a l s o i n t h e u t i l i z a t i o n of Utah t a r sands i f low-temper- a t u r e recovery is achieved i n c a u s t i c water s o l u t i o n s . A l t e r - n a t i v e s such as direct r e t o r t i n g or s o l v e n t e x t r a c t i o n of b i t u - men from t a r sands involve harsher and probably more c o s t l y e x t r a c t i o n procedures b u t w i l l no t r e q u i r e large wastewater t a i l i n g ponds. While t h e des ign and implementation of a com- mercial ly v i a b l e approach has been demonstrated a t Syncrude and Suncor, t h e proper c o n f i g u r a t i o n f o r an optimal e x t r a c t i o n pro- cedure r ema ins t o be invented f o r t h e Alberta t a r sands , a s w e l l as for t a r s a n d s i n t h e U.S.
O f these,
4. Government-Industry Cooperation
A p e r s i s t e n t problem i n governmental suppor t of energy R&D concerns t h e p r i n c i p l e s t h a t should govern coope ra t ive R&D pro- grams. On t h e one hand, t h e government seeks t o s t r e n g t h e n t h e p r i v a t e i n c e n t i v e t o develop, demonstrate , and adopt new techno- logy. T h i s o b j e c t i v e p o i n t s towards governmental R&D programs t h a t permi t p a t e n t s , know-how, and p o t e n t i a l f u t u r e r e t u r n s t o remain e n t i r e l y or l a r g e l y w i t h t h e p r i v a t e company par tner . On t h e o t h e r hand, t h e government has an interest t o recover fo r t h e b e n e f i t of t h e t a x p a y e r a f a i r share of any f u t u r e r e t u r n s ( technology or p r o f i t ) t h a t can reasonably be a t t r i b u t e d t o f low from t h e coope ra t ive project . The appropriate ba lance between

t h e s e two o b j e c t i v e s of federal energy R&D coope ra t ive programs, t o i n c r e a s e p r i v a t e i n c e n t i v e and t o p r o t e c t p u b l i c e q u i t y , can be achieved through s e v e r a l a l t e r n a t i v e mechanisms. AOSTRA pre- sents one i n t e r e s t i n g mechanism f o r achiev ing t h i s balance t h a t is p r e s e n t l y not pursued i n t h e U . S .
t h e fo l lowing p r i n c i p l e s : (a ) 50 /50 c o s t s h a r i n g wi th 5 0 / 5 0
management r e p r e s e n t a t i o n . (b) License free u s e of developed technology fo r major project p a r t i c i p a n t s and f o r minor p r o j e c t p a r t i c i p a n t s t h a t may be admit ted a t 10% cost s h a r i n g . (c ) Pro- t e c t i o n of technology developed. (d ) Equal s h a r e s i n l i c e n s i n g f e e s t h a t may f low from t h e developed technology, w i t h t h e com- mi tmen t t o make t h e technology ( i n c l u d i n g p e r t i n e n t company background technology) a v a i l a b l e on b u s i n e s s - l i k e t e r m s . Thus, AOSTRA may be regarded as an o r g a n i z a t i o n t h a t is p r i m a r i l y con- cerned w i t h technology development and ( j o i n t ) p r o j e c t manage- ment bu t is a l so as a ven tu re cap i ta l f i r m .
f o r t a r sands technology development. F u r t h e r , it can be argued t h a t , i n t heo ry , DOE has a larger number of mechanisms and hence g r e a t e r f l e x i b i l i t y t o car ry ou t coope ra t ive R&D p r o j e c t s . The major d i f f e r e n c e from t h e mechanisms p r e s e n t l y employed by DOE
is t h a t t h e DOE Labora to r i e s , Energy Technology Cen te r s , or opera t ions o f f i c e s do not provide a pract ical oppor tun i ty t o under take a j o i n t ven tu re w i t h i n d u s t r y where c o s t s , technology, and f u t u r e b e n e f i t s are shared on a mutual ly agreeable basis. Over t i m e , such an o r g a n i z a t i o n w i l l no t on ly s t i m u l a t e a g r e a t deal of new technology and p r o t e c t t h e t axpaye r s ' legi t imate i n t e r e s t , it can a lso accumulate important t e c h n i c a l e x p e r t i s e .
The impress ive f e a t u r e of AOSTRA's program is t h e w i d e range of major concerns t h a t have been w i l l i n g t o e n t e r i n t o coopera t ive p r o j e c t s . These f i r m s i nc lude t h e Canadian compan- ies of S h e l l , Amoco, Gulf , Union, Exxon, BP, Sun, etc. Some of
The AOSTRA model f o r technology development c o n s i s t s of
* , The AOSTRA o b j e c t i v e s do not d i f f e r from DOE o b j e c t i v e s

the U . S . counterparts of these companies have not been particu- larly willing to enter into cooperative technology development projects with DOE in the fossil area. AOSTRA could be an inter- esting model for DOE to consider in some areas of fossil energy, e.g. shale-oil recovery, if it intends to undertake a sustained technology development program (in contrast to a more costly de- monstration o r commercialization program). Within the DOE con- text, the AOSTRA model should not be viewed as requiring a new organization but rather as an example of a new mechanism that could be available for fossil technology development programs.
It is interesting to note that, in addition to cooperative projects with industry, AOSTRA has a small ($6M/year) university program (including research projects, fellowships, and professor- ships) that is designed to support their long-range technology interests. Moreover, AOSTRA has successfully encouraged its in- dustry partners to contribute 5% each of the cost of this univer- sity program. Such industry-government-university cooperative programs have not proven easy to establish in DOE.
Why has the DOE not adopted an AOSTRA mechanism for tech- nology development? This question deserves attention. Even more importantly, it would be interesting to explore the use of the AOSTRA model as a step in the commercialization of synthetic fuels.

AB- 7
A p p e n d i x I
C O P I E S OF VIEWGRAPHS USED AT
AOSTRA/FERWG
,TECHNICAL DISCUSSIONS
August 4, 1981
Edmonton, Alberta
A B - 2 6 9
. .
. ..

AB-7 - .___. Appendix I / I
AB-270 c
d
T OF NEW OLOGY FOR:
OILSANDS HEAVYOIL
e ENHANCED RECOVERY
10 YEAR BUDGET (1975 =
1985) IS $250 MILLION.

ransparency nounting frame
50/50 D EM 8 MST RATIO N PROJECTS WITH INDUSTRY.
U N I V E WS ITY S U PPO IRB: RESEARCH CONTRACTS PWOFESSOWSHWS
a SCHOLARSHIPS & FELLOWSHIPS
STRONG U[MIVEWSITY/INDUS= TRY/GOVERN MENY LINKS.
c,' a AOSTRA OWNS AND CONTROLS TECHNOLOGY.
. - . . - . . - . . . _. - - .
Visual Products Division~3M




transprencv mounting frgne
TOTAL 1359x109bbls
LIGHT OIL 33 HEAVY OIL 40 !
-WABASCA 38
PEACE RIVER 64 COLD LAKE 160
DEVONIAN CARBONATE ROCKS 312
3
ATHABASCA 712'

J
I 0 t > W 3t
-
a
ob z W
a I- [r: W m a I


. - nouriting frdme
a -*u
a OUJ
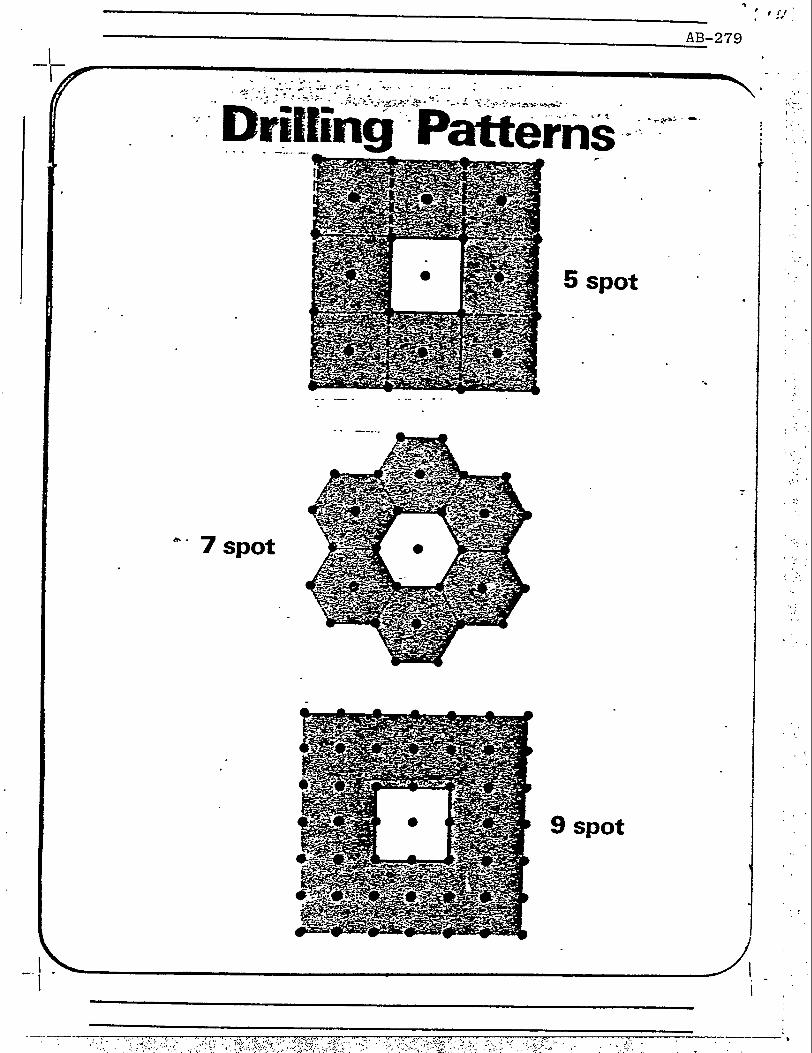
.. . . .,. i. - Y
* ' 7 spot
5 spot
9 spot
A . - I

- mlq transparency mounting frame
I
LOCATIONS OF AQSTRA FIELD PILOTS
C11HEAVY OIL
[~ICARBONATE TREN
SANDS
*AOSIRA FIELD fminrs
GREGOIRE LAKE
91 M r M U R R A Y
MARGUERITE
.C*LCL)RY
EC SUFFIELD
S6 IO.Om,
0 s 100 ISOhm l - - r . v V-
I . . . .. _I
I ..

ae F <
6 P 6n
a C
6,
W
5 4

050% OF ALL COSTS.
3 AOSTRA TECHNICAL REPRESENTATIVES.
1-6969*2873.2 Visual Products Division: 3M ;: St. Paul, MN 55101 Made in USA ,.;
;,. '
, , ' J V t , , * . C .- -
. , ..A, ..

a e 0
m
F
F m
N
ln a
F m
do N co
Y
0 m
cv N rr;
r\ F 0
v) 00 \
m F
F co \
m
Q)
F
0. P
m do \
m F
6 a
m a
0 0 Q) a
D d r i
I
Q)
(z1 A
v - c3 0
= I a
Q)
Q) > I W
K
a .': c 0 c a e
' i . I ' I , .

n l * ? c d
Y
Fl 0 4 * m o
6 l i M 6
aa m .c1
P E C
Q: .I c
E c c
F 03 \
c3
a
F
J
N 00 \ 0 c') a S J 7 D
I
w - Q) Q)
6 0
* C
C a ... &
m J
a I- O t-
/-
I

--- . _ _ _ AB-285
;a PROVIDES FOR STORAGEAND WETRREVAL OF PILOT DATA.
3 PERMITS TRANSFER OF DATA TO THIRD PARTIES
@ GENERATE§ DATA PLOTS AND TABULAR REPORTS.
PROVIDES DATA INPUT FOR MATHEMATICAL SIMULATIONS, ETC. i

;a THIRD PARTIES (C.P.) CAM GAIN ON-GOING ACCESS TO PROJECTS.
@ C.P. IS SSMILAW TO INDUSTRY PARTNER @NO VOTING RIGHTS GD CAM OFFER SUGGESTIONS
TQ PROJECT
s C.P. PAYS 10% OF CAPITAL & QPERATING COSTS.
. . a .- 6969-2873-2 Visual Products Division; 3~ 1 !I , ,
St. Paul. MN 55101 Made in USA -,

VG - 2
su E E RE
OVER5abWQEN REMOVAL
CONCERNS 1. MINING COSTS, CAPITAL AND OPERATING,
2. OVERBURDEN REMOVAL CONTRIBUTES A MAJOR PORTION OF TOTAL PROJECT.
SIGNIFICANTLY TO HIGH MINING COST.
GOALS 1. PRELIMINARY STUDIES INDICATE
HYDRAULIC DREDGES MAY PROVIDE LOWER COST OVERBURDEN REMOVAL.
ACTION 1. UNIVERSITY PROGRAM - GEOTECHNICAL
PROPERTIES OF CLAY CONSTITUENTS. 2. FUTURE RESEARCH - SUBJECT OF
CONTINUING DISCUSSIONS WITH INDUSTRY AND DREDGING COMPANIES.
Visual Products Division 3A ; St. Paul, b1N 55101 Made in US il 7a.6969.2873.2
.. "--
I .

msparency ounting frame
VG - 3
A BITUMEN EXTRACTION
AOSTRA'S MAJOR OBJECTIVES
REDUCE SIZE OF, OR, ELIMINATE TAILINGS PONDS.
e INCREASE AMOUNT OF WATER AVAILABLE FOR RECYCLE.
a REDUCE BITUMEN LOSSES TO TAI LI N GS.
l
IMPROVE BITUMEN RECOVERY FROM LOW GRADE OIL SANDS - WITH HIGH CLAY CONTENT.
t d
.. . --

. . ’ .. I . -- .. . . - . - . . . , ,. .*:.. . . - ,.r . .. . . . , , ... ... I B r t q ransparency nounting frame
V G - 4
CLARIFICATION OF TAlklNGS CQNCERNS 1, CLAY FINES SUSPENDED IN TAILINGS- 2- CONTINUOUS TAILINGS PONDS
3. LARGE PONDS RENDER UNDERLYING OIL
4. LARGE PONDS POSE ENVIRONMENTAL
5. AMOUNT OF RECYCLED WATER
ENLARGEMENT.
SANDS INACCESSIBLE.
HAZARD.
REST R I CT ED . GOALS 1. DEVELOP TECHNOLOGY TO REMOVE OR
2. CLAY PRODUCT SHOULD BE WELL
1. RECYCLED WATER SHOULD HAVE
PROMOTE SETTLEMENT OF TAILINGS FINES.
CONSOLIDATED.
(3 - 5% SOLIDS.

-
AB-290 ~
I -'I-/- VG-- b
' I
!
RETORTING =
DRY DIISYILLATION
CHARACTERISTICS OF RETORTING
1, EXTRACTION AND PRIMARY UPGRADING IN ONE OPERATION I
2, DRY TAILINGS - NO PONDS REQUIRED - NO BITUMEN LOSS TO TAILINGS
3, YIELDS INSENSITIVE TO FEED QUALITY. 4- MAY BE ENERGY SELF-SUFFICIENT.
PROCESSES INVESTIGATED
1- TACIUK PROCESSOR - UMATAC INDUSTRIAL PROCESSES LTD.-
ROTARY KILN CONCEPT
IN ONE VESSEL
UNDERWAY SINCE 1978. WORKCONTINUES.
ALL EXTRACTION - PRIMARY CONVERSION
LARGE PILOT OPERATION (6-8 TONS/HOUR)
2 LURGI-RUHRGAS PROCESS - LURGI MINERALOL- TECH N I K
TECHNIQUE COMMERCIALIZED ON OTHER FEEDS MORE EQUIPMENT REQUIRED RESULTS OF PILOT TESTS BEING EVALUATED.
,'

c
' I
3

transparency mcuniing frame
c VG - 8
TO
9 INCREASE LIQUID YIELD.
m IMPRQVE ENERGY EFFICIENCY.
GD REDUCE ENVIRONMENTAL IMPACT.
PROCESSES THAT ARE ECONQMIC OVER BROAD RANGE OF CAPACITIES.
8 MANUFACTURE OF PETROCHEMICALS FROM BITUMEN AND HEAVY OILS.
I
784969.2873.2 Visual Products Division, 3h.1 ;?

Ta-tq transparency mounting frame
I r
t J
TO
CONVER§lON TO PIETRQCHEMICALS
a CONVENTIONAL-FEED FOR OLEFINS AND AROMATICS - ETHANE, NAPHTHA, IN FUTURE WILL B E SCARCE AND COSTLY.
@ BITUMEN AND HEAVY OILS MAY B E CRACKED DIRECTLY TO YIELD PETROCHEMICALS.
db AOSTRA CARRIED OUT TESTS OF THE MITSUBISHI HEAVY OIL CRACKING PROCESS - WITH BITUMEN AND ALBERTA HEAVY CRUDES.
@PERFORMANCE AND PRODUCT YIELDS DETERMINED.
@ COMPARATIVE EVALUATION MADE WITH CONVENTIONAL PROCESSES.
eOPPORTUNITIES FOR FURTHER RESEARCH BEING DEVELOPED.

i-1 &La#- !
transparency mounting frame
HEAVY OIL UPGRADING PBRQGMM
SEVERAL PROCESSES - NEW AND/OR IMPROVED, OFFERED TO REPLACE COKING TECHNOLQGY
AND
TO SATISFY ONE OR MORE OF AOSTRA'S U PG RAD I N G 0 B J ECTIVES
4D PERFORMANCE MUST BE DEMONSTRATED ON LARGE SCALE BEFORE COMMERCIAL USE
@ AOSTRA INVITED INDUSTRY PARTICIPATION IN COMPREHENSIVE EVALUATION OF SEVERAL PROCESSES
e GOAL - TO CONSTRUCT AND OPERATE DEMONSTRATION PLANT FOR SELEtIXED
. PROCESSES
VG - 13
TO
78.fiFHi9*2873.2 Visual Products Division 9 3N j : ~ . _-

5- - .... c
"€ 1 1 I A OIL SANDS TEc)NoLOGY AND
RESEARCH AUTHORITY
e AN ALBERTA CROWN CORPORATION. -
DEVELOPMENT OF NEW TECH NOLOGY FOR:
OILSANDS HEAVY OIL
0 ENHANCED RECOVERY
a 10 YEAR BUDGET (1975 - 1985) IS $250 MILLION.

.-. .-. . transparency mounting frame
I I
!
AB-296
METHOD
50/50 DEMONSTRATION PROJECTS WITH INDUSTRY.
e UNIVERSITY SUPPORT: RESEARCH CONTRACTS
0 PROFESSORSHIPS a SCHOLARSHIPS
& FELLOWSHIPS
8 AOSTRA OWNS AND CONTROLS TECHNOLOGY.
8 STRQNG UNIVERSITY/INDUS- TRY/GOVERNMENT LINKS.
786969.2873.2 Visual Products Division '3M St Pa1 11 MN W 3 M Mado in I IS.&

AB-297
*

AB-298 I '

AB-299

C Y -c L, L C T !
transparency mounting frame .
TOTAL 1359x109bbls
LIGHT OIL 33' HEAVY OIL 40 .WABASCA 38
COLD LAKE '60 .PEACE RIVi:R 64
.DEVONIAN CARBONATE ROCKS 312
-ATHABASCA 71 2

J
AB-301 , , '
v> U 0 > U W W U
- a I- U w
a 2 -

AB-302
2 ILI
m
9 4 E
8
0 z e 0 t v
. . . -: . -.c ---
c

AB-303
transparency mounting frame .-
L
706969.2073.2
P
v) a a OU *
Visual Products Division.3M St.Paul. MN 55101 Made in USA

I .
AB-304
I'
- . - 'I
- I ! I
,
* I
I
-. .
i
I / i
I

AB-305 ,
0 c L
Tsirtan u anspar ency mounting frame
LOCATIONS OF AOSTRA FIELD PILOTS
U H E A V Y OIL
I m SANDS
1p MARGUERITE AKE
-0 CANADA VIKING
%? KIHSELLA
AEC SUFFIELD PROJECT
.. . .\ ,
.- .- . . -. . .

c
0 F W
I v)
s
awey X.rl I 3 Gugunou IDriCI ID I

L I LLI IJpul bI lby mounting frame
50% VOTE IN MANAGEMENT CO M M ITTEES .
STAFF PROFESSORS AND
CONSULTANTS SCIENTISTS
AOSTRA INPUT TO PILOTS
*50% OF ALL COSTS.
AOSTRA TECHNICAL REPRESENTATIVES.
786469.2873.1 Visual Products Division 3 h St. Paul. MN 55101 Made in US,
$::, :. ::-

d od
F
r . N
m . F
Q)
od e 0 .
Y
N
N uj
m 00 \
r od \
m F
m 03 \ v= cr)
ti D a 3
Q)
D J D aJ
3 %
Q)
D
rc II
I (3
E 0
I
+r I
a CI u W .- E e E -
L
a 0 Q a? e

i' : ,.
AB-309
M 6
cv 00 \ 0 m .
0
I
r 5) a G
I
c c: 0: .- E P
a I- O k

transparency mounting frame
AQSIRA DATA BASE MANAGEMENT SYSTEM
PROVIDES FOR STORAGE AND RETRIEVAL OF PILOT DATA.
PERMITS TRANSFER OF DATA TO THIRD PARTIES.
GENERATES DATA PLOTS AND TABULAR REPORTS.
PROVIDES DATA INPUT FOR MATHEMATICAL SIMULATIONS, ETC.

AB-311
transparency. .- mounting frame
e
THIRD PARTIES (CPJ CAN GAIN ON-GOING ACCESS TO PROJECTS.
C.P. IS SIMILAR TO INDUSTRY PARTNER .NO VOTING RIGHTS
CAN OFFER SUGGESTIONS TO PROJECT
C.P. PAYS 10% OF CAPITAL & OPERATING COSTS.
786969.2873.2 Visual Products Division. 3k St.Paul. MN 55101 Made in US;
. a ..

Tr msparsncj mounting frame
VG - 2
NEAR-SURFACE
MINING OVERBURDEN REMOVAL
CONCERNS 1. MINING COSTS, CAPITAL AND OPERATING,
A MAJOR PORTION OF TOTAL PROJECT. 2. OVERBURDEN REMOVAL CONTRIBUTES
SIGNIFICANTLY TO HIGH MINING COST.
GOALS 1. PRELIMINARY STUDIES INDICATE
HYDRAULIC DREDGES MAY PROVIDE LOWER COST OVERBURDEN REMOVAL.
ACTION 1. UNIVERSITY PROGRAM - GEOTECHNICAL
PROPERTIES OF CLAY CONSTITUENTS.
CONTINUING DISCUSSIONS WITH INDUSTRY AN D DREDG I N G I COMPAN I ES.
2. FUTURE RESEARCH - SUBJECT OF

AB-313
. - .
Tartzn iransparency mounting frame
VG - 2
NEAR--ACE ATHABAXA DEPOSITS
BITUMEN EXTRACTION AOSTRA'S MAJOR OBJECTIVES
REDUCE SIZE OF, OR, ELIMINATE TAILINGS PONDS.
INCREASE AMOUNT OF WATER AVAILABLE FOR RECYCLE.
REDUCE BITUMEN LOSSES TO TAILINGS.
IMPROVE BITUMEN RECOVERY
WITH HIGH CLAY CONTENT. FROM LOW GRADE OIL SANDS -
t

AB-314
- -- .. . -._ , . . .. - , ,- . ..e.;,. . I ._.., ----. . .. __. . - Tattzn transparency mounting frame
5. AMOUNT OF RECYCLED WATER RESTRICTED.
NEAR=SURFACE A M A S C A DEPOSITS CLARIFICATION OF TAILINGS
CONCERNS 1. CLAY FINES SUSPENDED IN TAILINGS- 2. CONTINUOUS TAILINGS PONDS
3. LARGE PONDS RENDER UNDERLYING OIL
4. LARGE PONDS POSE ENVIRONMENTAL
ENLARGEMENT.
SANDS INACCESSIBLE.
HAZARD.
GOALS 1. DEVELOP TECHNOLOGY TO REMOVE OR
2. CLAY PRODUCT SHOULD BE WELL
1. RECYCLED WATER SHOULD HAVE
PROMOTE SETTLEMENT OF TAILINGS FINES.
- CONSOLIDATED.
C 3 - 5% SOLIDS.

AB-315
I
I
-
VG - b
RETORTING =
DRY DISTILLATION r
CHARACTERISTICS OF RETORTING
OPERATION. 2. DRY TAILINGS
1, EXTRACTION AND PRIMARY UPGRADING IN ONE
- NO PONDS REQUIRED - NO BITUMEN LOSS TO TAILINGS
3- YIELDS INSENSITIVE TO FEED QUALITY. 4, MAY BE ENERGY SELF-SUFFICIENT.
1
PROCESSES INVESTIGATED
1, TACIUK PROCESSOR - UMATAC INDUSTRIAL PROCESSES LTD.0
ROTARY KILN CONCEPT
IN ONE VESSEL ALL EXTRACTION - PRIMARY CONVERSION
LARGE PILOT OPERATION (6-8 TONS/HOUR) UNDERWAY SlNCE 1978. WORKCONTINUES.
2, LURGI-RUHRGAS PROCESS - LURGI MINERALOL- TECHN I K
TECHNIQUE COMMERCIALIZED ON OTHER FEEDS MORE EQUIPMENT REQUIRED RESULTS OF PILOT TEsiS BEING EVALUATED.
I' I - . , (
, +,, - .. < .'
, i ! :

, .
AB-316 , ' ;
,. .
r L ' .

AB-317 , ,
.U. .-!. transparency rnountjng frame
VG - 8
RAW B I T U M TO USEABLE PETROLEUM
PRODUCTS AOSTRAS MAJOR OBJECTIVES
INCREASE LIQUID YIELD.
IMPROVE ENERGY EFFICIENCY.
REDUCE ENVIRONMENTAL IMPACT.
PROCESSES THAT ARE ECONOMIC OVERBROADRANGEOF CAPACITIES.
MANUFACTURE OF PETROCHEMICALS FROM BITUMEN AND HEAVY OILS.
Visual Products Division 3h St Pal 11 \AN 55lM Marip in I IC

AB-318
*Tartan transparency mounting frame
Y G - I 2
RAW BIWMIN TO USEABLE PETROLEUM
PRODUCE
CONVERSION TO PETROCHEMICALS
0 CONVENTIONAL..FEED FOR OLEFINS AND AROMATICS - ETHANE, NAPHTHA, IN FUTURE WILL BE SCARCE AND COSTLY.
BITUMEN AND HEAVY OILS MAY BE CRACKED DIRECTLY TO YIELD PETROCHEMICALS.
0 AOSTRA CARRIED OUT TESTS OF THE MITSUBISHI HEAVY OIL CRACKING PROCESS - WITH BITUMEN AND ALBERTA HEAVY CRUDES.
0 PERFORMANCE AND PRODUCT YIELDS DETERMINED.
0 COMPARATIVE EVALUATION MADE WITH CONVENTIONAL PROCESSES.
OOPPORTUNlTiES FOR FURTHER RESEARCH BEING DEVELOPED.

AB-319
'TiK:sn transparency mounting frame
VG - 13
RAHlBcruAllEN TO USEABLE PETROLEUM
PRODUCTS HEAVY OIL UPGRADING PROGRAM
SEVERAL PROCESSES - NEW AND/OR IMPROVED, OFFERED TO REPLACE COKING TECHNOLOGY
AND
8 TO SATISFY ONE OR MORE OF AOSTRA'S UPG RAD1 N G OBJECTIVES
0 PERFORMANCE MUST BE DEMONSTRATED ON LARGE SCALE BEFORE COMMERCIAL USE
0 AOSTRA INVITED INDUSTRY PARTICIPATION IN COMPREHENSIVE EVALUATION OF SEVERAL PROCESSES
0 GOAL - TO CONSTRUCT AND OPEEWE DEMONSTRATION PLANT FOR SELECTED
- PROCESSES
7UA969~1873~7 Visual Products Division 3:

AB- 7
Appendix I1
AB-320 , .
PEACE RIVER IN-SITU PROJECT
FACTS AND FIGURES
..
SYNTHETIC OILS SHELL CANADA RESOURCES LIMITED

AB-321
' I
PEACE RIVER IN-SITU PROJECT
PRIMARY OBJECTIVE
ESTASLISH THE BASE DATA TO EVALUATE THE TECHNICAL
AND ECONOMIC FEASIBILITY OF A FULL-SCALE STEAM
DRIVE PROJECT FOR BITUMEN RECOVERY AT PEACE RIVER.
REQUIRED PARAMETERS ARE:
0 B I TUMEN RECOVERY EFF IC I ENCY . 0 BITUMEN/STEAM RATIO.
a CHANGES WITH TIME:
PRODUCTION RATES.
. WELL EFFLUENT CONSTITUENTS.
BITUMEN ?ROPERTIES.
EMULSION CHARACTERISTICS.
FLUID TEMPERATURES.
MECHANICAL REQUIREMENTS FOR OPERATING
IN A HOT CORROSIVE ENVIRONMENT.

SECONDARY OBJECTIVES
NUMERICAL S I W I A T I O N O B S S V D TEMPERATURE PROFILES
PROWCTION RATES, PRESSURES
VAPCUR SAWRATION DISTRIBUTION CORRELATIONS WITH EARLIER P W S I C A L K D E L PREDICTIONS
2. MECMNICAL REO'T FOR OPSATING SF& WELLS AND O M = E 9 U I W D T T
AT i i IGH T D l P E U l U R E f :
CGRROSION
WELL DESIGN 0 I P R OF HOT WELL INFLOW
WELL BORE IMPAIRMENT
3. REO'T FOR SURFACE F A C I L I T I E S O P 5 U T I O N S :
EFFICIENCY OF INDUCED GAS FLOTATION CELL
ELECTRICAL DWYDFiATOR/DESALTER EFFICIENCY
PGZFORWJCE OF HOT PRESSURIZED 3 a SE?ARF;TORS-
O P W T I O N OF VEXTICAL, E L I C A L S l M G E N W T O R S WITd B I T W 3
FUEL.
F E A S i B I L I l Y OF R E C Y C L I S PRODUCED K473
DIULSICN TREATINS
4. OTriER:
USE OF TRACERS IN RESERVOIR AJWLYSIS
EIWIRCWENTAL IMPACT.
CORRELATION OF SURFACE ANI Bol l04 MEASilRMENTS. THERMAL A L E U T I O N OF PRODUCED FLUIDS.

PRIOR FIELD TESTS/LABORATORY REfEMC,L!
FRC1.1 1963 THROUGH 1974 FOUR SM4LL SCALE, SWRT WRATION FIELD PILOT PROJECTS H E CARRID CUT SY SHELL I N P S C E RIVER. THESE PILOTS WE?E DESIGNED TO, AND DID, GIVE E4SIC DATA pJ\e! KNOWLEDGE WIM RESPECT TO
A L T W T E RECOVERY MECWISMS. THESE DATA WmE INDICATIONS ONLY A t 0
WERE, OF COURSE, SUBJECT TO SIGNIFICANT INTERPRETATION. THE INTER- PRETATION W M T A STEM4 DRIVE MECt.14NISM OfFERD THE GZEATEST W C E
OF ECONCMIC SUCCESS. THIS DECISION WA!j W E IN LIGHT OF THE ACCUMULATED
KNOWLEXE OF S T E M INJECTION PROCESSES M T !44D BEEN ACQUIRED ROM CcI.1PARISONS OF THESE A19 OTHE!? FIELD PILOTS WITH SCALED LABORATORY
MODELS AND WITH AN9LYTICAL MWELS.
MCUGHOUT THE ABOVE PSIOD, A CONCURRENT LABORATORY PRocizeM WAS CON-
DUCTED TO SUPPl"rENT Am FURTHEZ DEFINE UNDERSTAND R!ESULTS FRO4 'IFiE
FIELD TESTS. WITH F , E BASIC DATA DERIVED FROM THE FIELD TESTS AS A
STARTING W I S , AN EXTENSIVE LABORATORY PRCGW. OF SC4LE3 WYSICAL MODEL
MPERIMEMS WAS UNDERTAKEN TO DEFINE THE MINIMUM SIZED PILOT TO Y I E 9 RESULT'S WHICH WOULD BE CCMPARABLE TO A "CCWlE2CIAL" DEVELOPMENT PATS!N. ALSO, TO MPLORE THE EFFECTS OF OPEW.TION4L POLICIES ON THE BASIC PER- F O W E AND ON THE M7XA POLATION OF PILOT P E 3 F O W E TO "C(T*MEKIAL" DEVELOPMENT. SCME OF THE AREAS INVESTIGATED WEE:
1. WELL SPACING 2. lYPE OF WELL PATTERN
3. W B f 3 OF PATTERNS 4 . WELL C C M P l I o N INTERVALS, ETC. 5. INJECTION/PRODUCTION SCHEDULES.
r r i I s LABORATORY PRCGWM RESULTD IN THE PRESSURE PULSE s m DRIVE AS
DESCRIBED I N A P A P S BY DILL4BOLX;H M PRATS, IE: CONVENTIONAL STEAM
DRIVE F O L L O BY ONE OR TWO PRESSURE PULSES. AN ULTIMATE RECOVmY IN
THE WER OF 504 OF THE ORIGIML OIL I N PLACE WAS INDICA73 FRC1.1 THESE
INVESTIGATIONS . A LABORATORY RESEARCH PROGRPM WILL CONTIWE THRCUGHCUT THE LIFE OF THE PILOT TO INVESTIGATE Ah0 CLARIN FIELD PERFORMAtCE.

PEACE R I V E R
ATHA BAS C A
WA BA S CA
COLD LAKE
AB-324
, -.. v - . .
.< .
. i ,
FIGURE 1
OIL SANDS DE?OSiTS IN ALSERTA::
. . - I.
.. -: .
90 BILLION BBLS. 1800 FT.
630 BILLION BBLS. 0-2000 F T .
50 BILLION BBLS. 800 F T .
150 BILLION BBLS. 1400 FT.
' , .
:: CRUDE BITUMEN IN P U C E

AB-325
OIL SANDS DEPOSlTS IN ALTA.
FIGURE 1 - --
e ..

IN-SITU PILOT OVERALL LOCATION MAP
A.
B.
C.
D.
PILOT SITE IS 20 AIR MILES C&T/NORTHEAST OF THE TOWN OF PEACE
RIVER CPOPUlAfION 5000).
PYMT OCCUPIES 15 A G E S .
WELL PATTERN C O V E X 50 A C E S .
SOURCE WATER STATTON AT OUTLET OF W T T E LAKE IS ABCUT 16 AIR MILES EAST OF TI-!! PILOT.
27,5co B/D ($00 GPM) AT 450 PSIG BY MEWS OF 3, 100 HP MULTI-
STAGE PUMPS I N S E X E S .
D E S I G i i FOR UMTTS\LDD OPSATION. SWRCE WATER PIPELINE, 16 MILES, 8" DI-, " A L L Y ; MTmMLLY COATED, ZAP-LOC DESIGN, 8 FOOT COVER.
GAS SUPPLY TO PROJECT
4.2.Wl SCFD SWEET GAS mCt4 A W L L GAS iZF-SVOIR GAS W ABOVE
BULL!!W). .
US= FOR FUEL, B W GAS AND GAS L I R .
2 WELLS WITH 4 MILES OF 6" DINETS. SUPPLY LINE TO PLANT.
OWNERSHIP EQUALLY S M E D BY RESOURCES AND MPLOREX; GAS SOLD TO
PROJECT.
WATEiz DISPOSAL S Y S m
2 WEU WITH 2 MILES OF 6" DIAMETER, COATD PIPELINE USED TO
DISPOSE OF PRODUCED AbD PL4NT WE WATER TO THE MISSISSIPPIAN
DESOLT FOIU447TON C Z C O Fi), UNDERLYIN; TEE TAR SAND cBULLL1M) F W T i O N .
WACIM OF 22,500 B/D CL5,jGO B/D PRODUCED WATER) AT 650 PSIG
WEUW PRESSURE.

E. POWER SUPPLY
1 4 MILE, 25 w POE LINE SUPPLYING 3coo w TO P M w m 10 MILE
POLE LINE EXTENSIONS TO CADOrrE LAKE W P STATION.
1
F. WTIVE CCWIUNITIES (METIS)
CAD07-E LAKE C W N I M O f 190 IS 2 M I m EAST OF SCURCE K 4 E R
STATION.
LITE BUFFALO CWNIM OF 15c IS 12 MILES EAST OF w o n w(E.
TOTAL L A W R FORCE OF 5. 34 WTTVES UTILIZED WRIK CONSTRUCTION.
5 NSTTVES SPONSORD I N A DRILLING ROUSTABOUT TRAINING RCGM I N W N T O N . 3 WTIVES TRAINED FOR 2 t40NTHS AT SHELL'S FIEFD PROWCTION FACILITIES I N AIBEXTA AhD WILL J O I N TiE PILOT OPmATING STAFF IN
AUGUST 1979.
ACREAGE FCR C W I T Y G W I K PASTURE H4S BEEN C L E 4 3 BY
PROVINCIAL GOvERN.Iu\IT IMEDIATELY SOUTH OF PILOT 69s WELLS.

AB-329
FIGURE 3
RES ERVO I R
THE 20 FOOT THICK OIL DEPOSIT IS IN THE BULLHEAD FORMATION
WHICH OCCURS AT 1800 FEET FROM THE SURFACE. THE RELATIVELY
THIN (9 FOOT) "WATER" ZONE AT THE BOTTOM OF THIS RESERVOIR
WILL HELP PROMOTE INJECTIQN FLUIDS TO ENTER AND MOVE ?RE-
FERENTIALLY ALONG THE BOTTOM OF THE RESERVOIR. THE RECOVERY
PROCESS CONSISTING OF CONVENTIONAL STEAM DRIVE, FOLLOWED ay 8
PRESSURIZATION AND BLOWDOWN IS EXPECTED TO ACHIEVE RECOVERY
OF UP TO 50% OF THE CRUDE BITUMEN IN PLACE.

0
I
AB-328
1
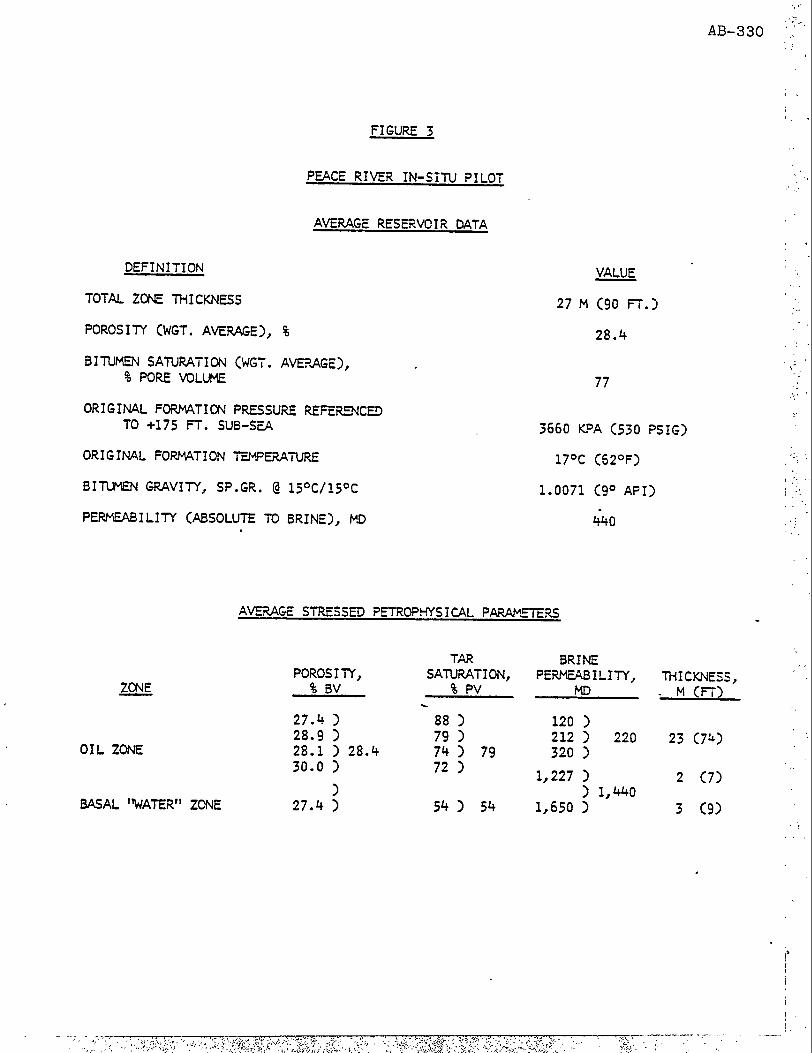
FIGURE 3
PEACE RIVER IN-SiTU PILOT
AVERAGE RESEWCTR DATA
DEFTN I TI ON
TOTAL ZCNE THICKNESS
POROSIM (WGT. AVERAGE), ?i
BITUMEN SATURATION (WGT. AWAGE), % PORE V O L E
ORIGINAL FWTIOI\: PRESSURE REFERB4CD TO +175 FT. SUB-SEA
ORIGINAL FORM4TION TEMP€MW?E
a n u m GRAVIM, SP.GR. @ i5oc/i5oc
PERMEABILIM (ABSOLUTE TO BRINE), MD
ZCNE -
OIL ZONE
BASAL "WATER" ZCNE
VALUE - 27 M (90 E.)
28.4
77
3660 KDA (530 PSIG)
17OC C62OF)
1.0071 (9' API)
440
TAR POROS I r(, SATURATION,
% av % PV \
27.4 1 88 1 28.9 1 79 1 28.1 1 28.4 74 1 79 30.0 1 72 1
27.4 1 54 1 54 1
BRINE
MD PEiUwLB ILIM,
120 1 212 1 220 320 1
1,227 3
1,650 1 11,440
'
;, ,
...
' ,'; : - ' I .
TH I CKNES S , . M (5)
23 (7q)
2 (7)
3 (9)
i

FIELD - WELLS - FIGJRE 4 A* -
IS A CCWBINATION OF STRAIGHT AND DEVIATED WELLS. WIS CONFI- GURATION l-L4S PROVIDE3 SOME EXPERIENCE ON THE RELATIVE DIFFICULTY pJ\1D COST OF DIRECTIONAL DRILLING CWIPAZED TO STUIGHT HOLES; OPERATING EXPERIENCE SHOULD GIVE A BASIS FOR ESTIWTING THE RELATIVE DIFFICLlLM AND COST FX@I AN OPERATIONS FOINT-OF-VIEW. IN DEXIVING PN OPTIMU.1 "U3M.1EXCIAL" PROJECT DESIGN.
THESE DATA WILL BE U S 3
SWW, 7 SPOT PA-S, 7 ACRES EACi.
PRODUCTIm : 24 C 2 DIRECTIW4L) 4 PERFORATED CONVENTIONAL STEEL LINE? I! OPEN HOLE ALLOY LINE2 15 OPEN E3LE GWVEL-PACK ALLOY LINR
INJECTION :
OBSEXVATION:
'7 C 6 DIRECTIONAL, t&XIMUM PNGLE 240) PEXFORATD CCMPIION
12 5DUALTMPSATUREPND PRESSURE 5 SINGLE TDVIPEUTURE) 2 SINGLE PRESSURE OBS 8-800 FT EAST OF SITE
USED IN 73/74 TEST PND R-3-19, 2 MILES WEST a-3-19 NOT SUPPORTED BY AOSTRA)
FUEL GAS: 2
POTABLE WATEX: 2 W O S S W AS STPNDBY SYSTEM TO cpM)TiE M E )
2 MATER DISPOSAL: - TOTAL 49

B. m C P I P I N G
PLOT PLAN - FIGURE 5
CONTROL OF ?RODUCTION/INJECTION IS C 3 i L I Z ! 3 AT PLANT I N O R D S TO
PROVIDE F L E X I B I L I T Y CIE: DILUENT CAN BE A D D D PMWHEXE R0E.l PLANT INLET TO BOTTOM OF PRODUCING ELLS, WELLS CPN BE B W . PUClPED OR GAS L I F T ) N D TO PROVIDE MULTIPLE WELL TESTING C4 CONCURRENT).
THE F I E L D GATHERING SYSTEM CCNSISTS OF CNE C S T W L SATELLITE STA-
TION THROUGil WHICH T E OUTE2 SATELLITES FWJNEL ALL OUTG9ING AND INCCMING FLUIDS.
A. PUNT TO SATELLITE No. 1: X LINES ABOVE G 2 w N D I N I N S U U T E D UTILIDOR.
8. SATELLITE No. 1 TO EACH OF:
7 INJECTOR WELLS: 2 LINES ABOVE GRCUND
6 1- P A T E R N PRODUCTION WELLS: 2 MULTI-PURPOSE WDER- GROUND L I N E S
OTHER 3 SATELLITES: 5 W I N SERVICE Ur\DEX- G 2 O M D LINES
C. E4CH OUTER SATELLITE TO RE- SPECTIVE PQCWCTION E L L S :
2 M U L T I S U R P O S E ' W E % GROUND L I N E S
APPROXIt44TELY 8 MILES OF W E X G R O W D C4 FT COVER) LINES, WITH W I N PRODUCTION/IMJECTION L I N E S ENCASED IN CULVERTS FOR E A T W A N S I G N .
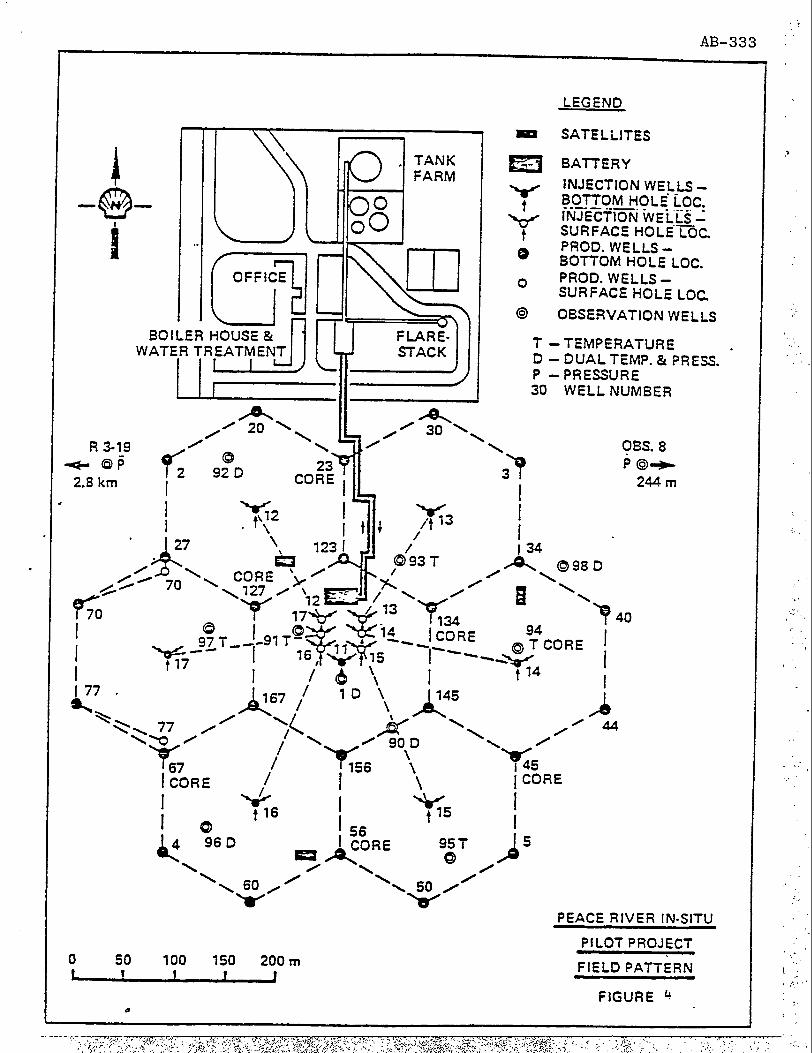
AB-333
LEGEND
E S A T E L U T E S
BATTERY
'L/ t
hf t 8
INJECTION W E L L S -
BOTTOM HOLE LOC. ~ ~ -.
PROD. W E L L S - SURFACE HOLE LOC
8 OBSERVATION W E L L S
f -TEMPERATURE D - DUAL TEMP. & P R E S S . P - P R E S S U R E 30 W E L L NUMBER
0 50 100 150 200m 1
0
PEACE RIVER IN-SITU
PILOT PROJECT
FIELD PATTERN
F I G U R E 4

. -
AB-334
P L A N T
- PIPING ABOVE GROUND
--- PIPING UNDERGROUND
30 WELL NUMBER
0 50 100 150 200 rn PEACE RIVER
IN-SlfU
f IELD PIPING
FIGURE 5 .
' I
I I * * I
I ! I
L ,

AB-335 ?€ACE R I V E R IN-SITU PlLOT ?ROJECT
INJECT1ON/PRODUCTION PIPELINE ARRANGE WENT - .
-
. S A T E L L I T E R A N T k. 1
I
l ~ . L . ~ ~ ~ ~ L I N E FROM S A T E L L I T E NO. f
azo H ' d
/-
S A T E L L I T E Na. 1
I f N . D I A , BLANK ET GAS SO MCFPO 2 1 M ?SI
.. . $ f U . D I A . WATERISTEAM LINE 1506 PSI
BLANKET/LIFT CAS 2100 PSl OR OIL. IPJJECTl9
2.3. OR 4 PRODUCTION LINE ZIU. 3 r r .
& G I u. or A .
TOTAL = 10 MILES FIGURE 6 -
I I
-- .

CONSISTS OF WATER TREAlMENTISTEtpM GENERATION, TAR DMYDRATION, DILUENT RECOVEXY AND WATER DISPOSAL FACILITIES. IT INCLUDES THE OFFICE, LABOW-
TORY, AND PLPNT/FICUI CCMFUTG! C m O L CWLEX.
A. SOURCE WATEX RE4TMEYT - FIGURE 8 800 Gim AT 1OC PSIG PASS THROUGH SpND/NrliRACIE FILTERS U\ID CART-
RIDGE FILTEXS PND THEN 600 G?M ARE SOFTENED BY 2 STAGE SODIUM ZEDLITE RESIN BEDS TO AC,IEVE A ZEXO !W?DNESS (LESS TWN 1 PPM) FC)R BOILER FEE3 WAX?. 200 GPM WSOFTENED WATER IS FOR P W USE.
B. ST& GNcKATION - FIGURE 9 FOUR IDENTICAL BABCKK & WILCOX M.E. VEXTICAL COIL BoIBS ARE TrlE FIRST TO BE INSTALLED IN NORM AMERICA (BUT PREVIOUSLY USE3 BY
SiiELL GROUP IN W V E N , VENEZUAU). THREE WILL SUPPLY UP TO
2~0,000 u/m. 2350 PSIG SAWED s m FOR RESEWOIR rNjwrm
Borms WEX S E L E C ~ BECAUSE T ~ E Y ARE ABLE TO UTILIZE LOW QUALIP AND ONE WILL BE USED AT 550 PSIG FOR PROJECT UTiLITY S T P M . Tr!ESE
BOIL= FEED WATEX, WVE FAST START-UP MCTmISTICS, REQJIRE.LESS SPACE PND CAN FIRE PRODUCD FUEL CAS, DILUN OR TAR (2O PI).
WE FLUE GAS ROM W E BOILERS WILL FLW THRWW, A C M N 280 FT
HIGH STACK. M4XIMLM D I S M G E OF SULPHUR WILL BE UP TO 14 LT/D CMPXIMLM 9.2 PF’M SO2 AT GROUND LNEL).
C. TAR’ DEfClDFUTION - FIGURE 10 FACILITIES INCLUDE PROVISIONS FOR SIMJLTANEOUS:
1. IMJER PND OUTER WELL PATTERN FLW MEASURNENTS VIA TWO FREE WArW KMCKOUT VESSELS.
2. FQUR INDEPENDENT WELL fLCW FEASURWTS V I A FOUR TEST SE’AMTORS.

C .
D.
E.
F.
TAR DCflORATION (CONTIWED) - FIGURE 10
TAR C W I M DILLIENT) TS C M I N G L E D PND GOES V I A CWS ELECTRIC DEiiY-
DRATOR TO THE DILUENT RECOVERY WIT CDRU).
PRODUCED SOUR GAS CL M'1SCF/D) IS USED FOR BLnNKET G S , GAS L I F T OR B U R N D I N ST& GENWATORS.
PRODUCS SOUR w~m 05.500 BID) IS ROUTED TO WATS DISPOSAL SYSEV.
DILUENT RECOVEFLY ?R\ITT - FIGURE 2
THE MI= P R C D U C D TAR IS WED I N A S i i E T - C A S - F I R 3 HE4TS AIND IS FMCTTONATE3 I N THE RECOVmY C 3 L L W INTO 3 L I Q U I D S :
DILUENT C30° API), 1900 B/D R E C Y C L D TO FIELD GAS O I L C L 5 O API), ROUTED TO TANK FARM P I T C H c 20 API), ROUTED TO TANK FAW
M E DILUENT RECOVERY WIT IS DESICND TO "DE A NET PRODUCTION O F
3500 B/D O F RAW TLR, &CUT 559 OF WHICH IS M P E O TO BE A V A I L A B E FOR SALE.
WATER 9TSPOSAL S Y S m - FIG'JRE 12
P W W A S T E WATG? C7,OOO B/D) AND R E S S V O I R PRODUCED WATER (l5,500 B/D) WILL BE PROCESSED V I A A G A S - m I N D O I L FLOTATION CELL, F I L T E R D AND Tl-f34 INJECTED AT 900 P S i G INTO TiE DESOLT FOR-
MATION (2200 FT.).
TANK FARM - FIGURE 13
TAR 65 M BBLS
GAS O I L - 35 M BBLS DILUTE TAR = X M B S L S PRODUCED WATER - 10 M BBLS
D I L U E M - 5 M BBLS SLOP - 5 M B B L S
THESE INCLUDE A TANK - TRUCK lOADING/LJNLOADING F A C I L I N .
AB-337
8

.
. . I f3.I an,
.
:I 21
u- 0 -
1
FIGURE 7 I .

2 AB-339
W 2 K m - 5
i
W E U
t L-
E=
a 0
rii a
A i
e 0
E

AB-340
r-,l
P Lu
cf i = 1 3

., AB-341
0 a W z I
cn
c----l c

AB-342
.
A - 0
I- 8
-&* 3 t m U
E a k Lu
A

0 AB-343
1
L
/ n I
Y
t

.- AB-344 I
4'
I
I '
PROJECT DATA GAT!iERING NETWORK
FIGUZE 1 4
I .
AB-345 ) .
A TOTAL OF 12 OBSZVATION WELLS H4VE BE% PROVIDED TO MONITOR THE PW-
FORMANCE WITHIN THE P I L O T ARE4 PND TO MEASURE THE EFFECT ON THE SUR-
ROUNDING RESERVOIR. THE PARAMETERS M€ASURED ARE TEMPSWTURES N D
FRESSURES AND E L E C T F U W LOGGING SURVEYS CPN BE CONDUCTED. THE 2RO-
DUCTION PND INJECTION WELLS ARE E Q U I P P D WITH -LE PRESSURE AND
TEMPEWTURE I"1TORING DEVICES. THE I N F O N T I O N RW EKH WELL AND
SATELLITE IS GATHERD FOR SUPERVISORY CONTROL AND DATA ACQUISITION
GWAL 550 WNS TOTAL WILL BE LINKD TO THE a o c m m i c e w m IN
* CALGARY.
THE P W PROCESS CSfVROL IS ELECTRONIC HONCIWELL TDC 2000 MICRO-PROCSSOR
COMROL SYSTEM. IT H45 I N - P U N T DISPLAY/RECOR91fG/CWIROLLING FE4TURES
PND WILL BE C f N 4 E C E i l TO THE CAO CENTRAL C W T W I N CALGARY.
THE PUMP STATIW CONTROL IS ACHIEVED BY A SELF-CC(\ITAIND M I N I - C W U T m
CIRCUITRY W I T H STATUS REUYED TO ME PLAM CONTROL ROQsl V I A WF RADIO
SIGNALS.

0 0
rl ;- I
FLARE STACK
27 /
/ / 0 3
I
,
I I I i l l
LEGEND
STEAM LINES
GATHERING LINES
= SAT E L L IT ES
BATTERY
)f INJECTION WELLS
8 PROD. WELLS
8 OBSERVATION WELLS T - TEMPERATURE 0 - DUAL TEMP. & PRESS.
A RTU 1 OCOMPUTER 1
-.BURIED COMMUNlCATlONS
PEACE R I V E R IN-SITU PILOT PROJECT
6 / 7 8 PC t * t
FIGURE 14

PROJECT STATUS
THE OVERALL CONSTRUCTION OF THE PROJECT IS COMPLETE AND THE OPERATING
PHASE COMMENCED ON OCTOBER 31, 1979.
THE PROJECT IS CURRENTLY IN THE STEAM SOAK/STIMULATION PHASE OF THE
PRODUCTION WELLS.
TION AND ARE CURRENTLY BEING PRODUCED.
BEING INJECTED IN THE REMAINING NINE WELLS.
FIFTEEN WELLS HAVE UNDERGONE HOT WATER/STEAM INJEC-
HOT WATER/STEAM IS CURRENTLY
STEAM DRIVE FROM THE INJECTION WELLS IS EXPECTED TO COMMENCE IN
JANUARY 1981.
SOME PROBLEMS WERE EXPERIENCED WITH THE DISPOSAL WELLS; HOWEVER,
CONTINGENCY PLANS WERE SUCCESSFUL IN IMPROVING THEIR PERFORMANCE.
OVERALL PILOT OPERATIONS ARE PROCEEDING ACCORDING TO THE PROGNOSIS,
WITH RELATIVELY MINOR DEVIATIONS FOR CONTINGENCIES.
FURTHER LABORATORY TESTING WILL BE DONE TO CONFIRM THAT SPECIFICATION
ASPHALT CAN BE MANUFACTURED FROM THE PRODUCED BITUMEN. IF THE SPECI-
FICATIONS CANNOT BE MET, THE PRODUCT NOT USED AS PLANT FUEL WILL BE
TRUCKED TO MARKET AS HEAVY OIL.
P K / N S 80-11-18

i .
I , I '
,. . .- I !
. .
PEACE R I V E R IN-SITU PROJECT OPERATIONS PROGNOSIS
1. COLD PRODUCTIVITY TESTS - SHORT TERM TEST STEAM SOAK. ALL PRODUC' IO - 6-9-9 SEQUENCE STEAM DRIVE
2. J WE
3 .
- PROMOTE HEAT COMMUNICATION 4. BACK PRESSURE PRODUCTION WELLS
- AFTER HEAT BREAKTHROUGH . ,;, I
,. r: 5 . CONTROLLED PRESSURE STEAM DRIVE
- UNTIL STEAM BREAKTHROUGH 6 . ONE OR MORE PRESSURE CYCLES
- PRESSURE BUILD UP - BLOWDOWN
7 . FINAL STAGE - GRAVITY DRAINAGE-NO - HEAT SCAVENGING - STRIPPE'R OPERATIONS
STEAM
EXPECTED PILOT LIFE APPROXIMATELY 9 YEARS # @
10145A .
- --- I , ,

I C 01 oi N 0 1 G I
r ~
r W c a
at w z
0
X U
ij I I
- 0 z
C W UK W W -JW 02 K- a.D z
W
-
- 6 - - I - W . = . . . .
Q 0 0 0 X t Z C Z Z V V W U W W W Y
V x c
C W W U P O c r x u z z w w u E W w
kg;;. .
r-- I-1
, .-: I
.. ::
t r-- I - 1 tu
0 Z w - u n t * I w u c v
LL L . . . ~ 0 0 0 c z z x w w w w
- . . . a w w w
L ' P -
W I I 2
t - _ ,
I -.

. ." I . ~. * . ....
z
- - .
Y I
i g E
AB-350 '
m 0 0 0 c
a

9 N og 0. h

AB-8
U.S. TAR SAND OIL RECOVERY PROJECTS
L . C. Marchant La ramie Energy Technology C e n t e r
P . O . Box 3395 U n i v e r s i t y S t a t i o n
Laramie , Wyoming 82071
and
C. A . Koch C. A . Koch a n d Associates
P . O . Box 1796 Cheyenne, Wyoming 82001
. . .

AB-353 ,
AB STFACT
The i n c r e a s i n g U. S. energy denand.;, dec reas ing conven t iona l crude o i l r e s e r v e s , and d e c o n t r o l of c rude o i l p r i c e s have r e s u l t e d i n s i g n i f i c a n t nuc.bers of p r o j e c t s i n U. S. t a r sands. Data are r e p o r t e d f o r 62 pro- j ec t s invo lv ing both i n s i t u and mining and p l a n t e x t r a c t i o n technologies . The d a t a i n c l u d e o p e r a t o r naxe , p r o j e c t l o c a t i o n , p r o j e c t s t a t u s (completed, c u r r e n t , o r planned) , p r o j e c t t y p e (commercial, p i l o t , o r r e s e a r c h ) , r e s e r v o i r and o i l c h a r a c t e r i s t i c s , 2nd e s t ima ted product c o s t s . The c o s t e s t i m a t e s p e r u n i t of produced o i l p rovide encouragement f o r ti12 c o m , ~ r c i a l i z a t i o n of t h e E. S. t a r sand resource .
L .‘ . z .

ISTRODLTT I OX
As t h e dezand f o r energy i n t h e United S t a t e s i n c r e a s e s and t h e reserves of conven t iona l petroleum d e c r e a s e , t h e in te res t i n development of less conven t iona l energy sources i s i n c r e a s i n g d r a a a t i c a l l y . Th i s i n t e r e s t , p l u s t h e r e c e n t d e c o n t r o l of c rude o i l p r i c e s , h a s r e s u l t e d i n widespread a c t i v i t i e s aimed a t c o n z e r c i a l i z a t i o n of t h e U. S. t a r san2 r e source .
Although t h e U. S. c u r r e n t l y has l i t t l e c o m e r c i a l o i l p roduct ion from t a r sand , cons ide rab le hope e x i s t s t h a t i n s i t u stean and conbus t fontechno- l o g i e s , proven success fu l f o r heavy cjils i n C a l i f o r n i a , as w e l l as va r ious mining and p l a n t e x t r a c t i o n processes , w i l l l e a d t o s i g n i f i c a n t product ion f r o n t a r sand. o i l recovery p r o j e c t s (a m a j o r i t y , bu t n o t a l l f i e l d p r o j e c t s i n E. S. t a r sands) i s p rov id ing t h e base of knowledge and exper ience f o r t h e econoinic e x p l o i t a t i o n of t h i s energy r e source . I n many cases, t h e r e p o r t e d p r o j e c t s are i n d e p o s i t s o r f i e l d s w i t h less than 15.9 m i l l i o a m3 of o i l - in -p l ace ; are considered t o be f e a s i b l e f o r product ion rates of 1.59 thousand m3 of o i l p e r day or less. w i t h less than 10 Pa-s v i s c o s i t y are inc luded because t h e unique o i l recovery methods are e spec ted t o be a p p l i c a b l e t o t a r sands.
Continued r e s e a r c h and t h e f i e l d t e s t i n g i n 62 r e p o r t e d
i n a l l cases, t h e proposed o r appl ied technologies
F ive p r o j e c t s i n r e s e r v o i r s con ta in ing o i l s
Cost d a t a from several of t h e f i e l d p r o j e c t s i n d i c a t e c o s t s p e r cub ic meter of produced o i l i n t h e $100 t o $125 range. c a p i t a l inves t iaents and o p e r a t i n g c o s t s , are s t i l l incomplete bu t do provide encouragenent f o r commercial development.
These d a t a , p r i m a r i l y
The s t a t u s of t h e r e p o r t e d p r o j e c t s i nc lude t i m e (completed, c u r r e n t o r planned) and t y p e (commercial , p i l o t o r r e s e a r c h ) . Planned p i l o t and planned c o n i e r c i a l s r a t u s are n e a r l y synonymous becauss n e a r l y a l l c o m e r c i a l p r o j e c t s are preceded by s u c c e s s f u l p i l o t s .
TAR SAYD D E F I X I T I O K
T a r sand i s de f ined h e r e as any conso l ida t ed o r unconsol ida ted rock ( o t h e r t han c o a l , o i l s h a l e , o r g i l s o n i t e ) t h a t con ta ins a hydrocarbo- naceous m a t e r i a l w i t h a gas- f ree v i s c o s i t y g r e a t e r t han 1 0 Pa-s a t r e s e r v o i r temperature . bi tuminous sands tone , oi l - impregnated rock , o i l sand , and rock a s p h a l t . Tar sand d e p o s i t s are d i s t i n g u i s h a b l e from heavy o i l d e p o s i t s by d i f f e r - ences i n v i s c o s i t y between t h e conta ined bitumen or o i l . The t a r sand bitumen v i s c o s i t y is so g r e a t t h a t commercial p roduct ion is imposs ib le by o r d i n a r y pr imary methods. s u f f i c i e n t l y low t o permi t product ion b u t probably n o t a t economic
Add i t iona l terms synonymous w i t h tar sand are
On t h e o t h e r hand, heavy o i l v i s c o s i t y is

rates. The United h 'a t ions I n s t i t u t e f o r T r a i n i n g and Research (LXiT...?;, t h e I n t e r s t a t e O i l ComTact C o m i s s i o n (IOCC), and t h e American Pe t ro l em. I n s t i t u t e (MI) have a l l recommended adopt ion of s in i la r t a r sand de f i - n i t i o n s .
U. S. TAX SXZI RESOVRCE
Abouc 550 ta r sand occurrences are knobin t o exis t i n 22 of t h e United S t a t e s (F igure l ) ( B a l l i lssoc. , 1965) . Informat ion on t h e ~ a j o r i t y cf t h e s s d e p o s i t s is very l i m i t e d and t h e r e f o r e t h e r e source estimate r e f e r s t o only f i v e states . The e s t ima ted r e source i n C a l i f o m i a , Kentucky, K e w Eiexico, Tesas, and Utah i s 4 t o 6 b i l l i o n m3 of o i l - in -p lace ir. 4 3 e v a l u a t e d d e p o s i t s (Marchant , 1980). There are e l even k n o ~ m d e p o s i t s t h a t c o n t a i n a r e source of 15.9 m i l l i o n m3 o r more, l e a v i n g 500+ occur- r e n c e s i n t h e smal l d e p o s i t ca tegory . An es t ima ted 15 p e r cen t of t h e U. S. tar sand r e source i s a t sha l low enough depths t o a l low su r face o r s t r i p mining. A t p r e s e n t , development has been occur r ing i n t h e l a r g e d e p o s i t s , p r i m a r i l y i n C a l i f o r n i a , Texas, and-Utah. i n c l u d i n g C a l i f o r n i a (Hallmark, 1979) , Kentucky (McGrain, 1976) , Missouri (Wells, 1979),and Utah (Campbell & Ritzma, 1979),have publ i shed r e s u l t s of r e c e n t t a r sand r e s o u r c e assessments . i s now be ing i n v e s t i g a t e d by p r i v a t e i n v e s t o r s ; t h e ma jo r i ty of t h e l a r g e d e p o s i t s are e i t h e r under lease t o major companies o r are p r e s e n t l y inc luded i n u n l e a s e a b l e F e d e r a l acreage .
Seve ra l s t a t e s ,
A n m b e r of t h e smaller d e p o s i t s
The tar-sand d e p o s i t s involved i n t h e r epor t ed p r o j e c t s posses s a wide range of r e s e r v o i r c h a r a c t e r i s t i c s . P o r o s i t i e s are g e n e r a l l y about 30 p e r c e n t , bu t range from 17.5 t o 35 percen t . P e m e a b i l i t i e s are a lsc g e n e r a l l y h i g h , b u t range froo; 0.012 t o 5.92 vm2. UF t o 82 p e r c e n t of pore space . Water s a t u r a t i o n s are r epor t ed as high as 65% i n C a l i f o r n i a r e s e r v o i r s and g e n e r a l l y less than 5;; i n t h e mzjcr Utah d e p o s i t s . t o about 1.12 Mg/m3 and from 1 0 t o over 2,000 Pa-s , respec t ive ly . of overburden range t o 975 111.
O i l s a t u r a t i o n s range
3 Reported o i l ' g r a v i t i e s and v i s c o s i t i e s range from 0.96Xgi'r; DeFths
OIL R E C O E R Y PROJECTS
F igure 2 and Tab les 1 and 2 i d e n t i f y 62 known f i e l d p r o j e c t s r e l a t e d t o U.S. t a r sands . Inc luded are 40 i n s i t u p r o j e c t s and 22 mining and p l a n t e x t r a c t i o n p r o j e c t s i n 10 states. Two-thirds of t h e p ro jeczs a r e i n C a l i f o r n i a and Utah and about one-fourth are i n Kentucky and Texas.
I n S i t u P rocesses
The pr imary t e c h n i c a l d e t e r r e n t t o product ion of o i l from tar sand by &I s i t u p rocesses i s t h e h igh o i l v i s c o s i t y and r e s u l t a n t immobility. I n most (35 of 40) r e p o r t e d i n s i t u o i l - recovery p r o j e c t s , t h e v i s c o s i t y r e d u c t i o n i s accomplished by thermal p rocesses us ing either steam or com- bus t ion . The several c u r r e n t commercial i n s i t u p r o j e c t s i n C a l i f o r n i a are i n r e s e r v o i r s c o n t a i n i n g o i l s w i t h v i s c o s i t i e s of 10 Pa-s t o 25 Pa-s , which are r e l a t i v e l y l o w v a l u e s fo r t a r sands.

AB-356
Steatl - Most of t h e 25 steam p r o j e c t s u t i l i z e a s t ead r ive preceded bj- o r i n conjunct ion w i t h c y c l i c steam i n j e c t i o n . C a l i f o r n i a are c l a s s i f i e d as unconvent iona l because they are, o r w i l l b e , a p p l i e d t o r e s e r v o i r s a t dep ths g r e a t e r t han 760 m. Unique stem a i v l i c a t i o n s inc lude c o - i n j e c t i o n w i t h s o d i m hydroxide and carbon d ioxide (SCOT), t h e HOPCO p r o c e s s , c o a l - f i r e d f lu id ized-bed combustors f o r steam g e n e r a t i o n , and a downhole stem genera to r . P rocess Inc . (HOPCO) u t i l i z e s a 1.5 n diameter (ID) cased w e l l temi- n a t i n g i n a 7.62 m d iameter cavern n e a r t h e bottom of t h e r e s e r v o i r f r m which h o r i z o n t a l p roduct ion w e l l s are d r i l l e d . a l s o serve as stearr, i n j e c t i o n w e l l s du r ing a r e s e r v o i r p rehea t ing phase. as s t e a q - i n j e c t i o n w e l l s and t h e h o r i z o n t a l w e l l s serve as producing w e l l s . Sandia (New Mesico) N a t i o n a l Labora tory under c o n t r a c t t o t h e U. S. Department or' Energy. S i m i l a r downhole steam g e n e r a t o r s a r e be ing developed by p r i v a t e i n d u s t r i e s . a t i o n s u t i l i z i n g bo th a i r and oxygen. The downhole gene ra to r has two pr imary advantages over convent iona l stem genera to r s : 1) i t reduces h e a t l o s s e s i n s u r f a c e and w e l l p i p i n g ; and 2) i t avoids a i r p o l l u t i o n and enhances stem e f f e c t i v e n e s s by i n j e c t i n g exhaus t gases i n t o t h e r e s e r - vo i r w i t h t h e steaa. f i e l d i n Texas inclucle planned u s e of coa l - f i r ed f lu id ized-bed conkus tors t o g e n e r a t e stean. A s s i s t e d Steam Technology (FAST)". A t t h e Kirkwood p r o j e c t i n Wyoming's Burnt Hollow d e p o s i t , t h e a d d i t i o n of sodium hydroxide w i l l enhance t h s steam d r i v e p rocess . Reading 6 Bates and Rio Verde p l a n t o accoxp l i sh t h e same enkncemen t i n t h e i r Kentucky p r o j e c t by a d d i t i o n of carbor. d iox ide . The S i g n a l O i l and Gas Co. t es t s i n Utah 's Sunnyside a e p c s i t were conducted i n h o r i z o n t a l w e l l s d r i l l e d i n t o a quar ry f ace . C o r n e l l Heav O i l P rocess (IIOPCO), Inc. , and Department of Energy-Sandia X a t i o n a l Labora tory p r o j e c t s are inc luded because t h e s e t echao log l Tes a r e expec ted to b e a p p l i c a b l e t o t a r sand o i l s .
S e v e r a l p r o j e c t s i n
The Come11 Heavy O i l
The product ion w e l l s
A f t e r p r e h e a t i n g , ver t ical w e l l s d r i l l e d from t h e s u r f a c e s e r v e
The downhole stean g e n e r a t o r r epor t ed h e r e w a s developed by t h e
The c u r r e n t p i l o t i s t e s t i n g oper-
The Conoco and Enpex p r o j e c t s i n t h e Saxer Raac:?
The Conoco p r o j e c t i n c l u d e s a pa ten ted " f r a c t u r e
The
Combustion - The m a j o r i t y of t h e t e n -- i n s i t u combustion p r o j e c t s u:ilize v a r i a t i o n s of t h e forward combustion process . The only reverse ccnbus- t i o n a p p l i c a t i o n s were by P h i l l i p s Petroleum Co. i n a completed p i l o t p r o j e c t i n Missour i (Trantham, 1966) and by t h e U. S. Department of Energy 's Laramie Energy Technology Center (LETC) i n Utah. The LETC series of exper iments has inc luded reverse combustion (Land, 1977); combination reverse and forward combustion (Jchnson, 1981); steairidrive (Johnson, 1981) ; and (scheduled f o r 1982) combination reverse combuszion and stearndrive.
Other - The I l l i n o i s I n s t i t u t e of Technology Research I n s t i t u t e , under c o n t r a c t t o t h e U. S. Department of Energy, i s c u r r e n t l y conduct ing a small scale f i e l d experiment i n Utah t o test t h e f e a s i b i l i t y of -- i n s i t u h e a t i n g of tar sands w i t h r a d i o frequency (RF) electrical waves. As t h e RF h e a t i n g is accomplished, product ion of t h e mobil ized o i l t o a c o l l e c - t i o n chamber occurs by g r a v i t y drainage. The Calvin B i l l i n g s Co. has planned t o produce heavy o i l from t h e Bellewe f i a d i n Louis iana by a p p l i c a t i o n of t h e F rasch s u l f u r mining technology,which w i l l involve s o l u t i o n of t h e heavy o i l by a h o t so lven t . t h e p rocess , which does n o t i nvo lve removal of rock from t h e r e s e r v o i r ,
Th i s p r o j e c t is a l so included because

AB-357
should be a p p l i c a b l e t o t a r sand. t h e i r w e t combustion p rocess i n Texas by exp los ive f r a c t u r i n g ("Astrofrac") of t h e r e s e r v o i r p r i o r t o i g n i t i o n . I n t h e i r completed combustion p i l o t i n Kentucky, Gulf O i l Co. employed a propped induced f r a c t u r e . t o be employed i n f o u r o t h e r p r o j e c t s , one each i n Missour i and Texas and two i n Utah, are n o t i d e n t i f i e d a t t h i s t i m e .
T e r t i a r y Recovery Ltd. w i l l enhancs
The processes
Mining and P l a n t E x t r a c t i o n P rocesses
The c o m e r i c a l p o t e n t i a l o f t a r sand by mining is a f u n c t i o n of t h e r a t i o of overburden t h i c k n e s s t o ta r - sand th i ckness . Experience i n t h e Canadian tar sands ( t h e only c u r r e n t s i g n i f i c a n t commercial t a r sand s u r f a c e mining ope ra t ions ) i n d i c a t e s t h a t t h i s r a t i o should no t exceed one. It i s e s t ima ted t h a t on ly 15% of t h e U. S. r e s o u r c e has a r a t i o of one o r less. t a r sands , bu t v a r i o u s combinat ions of mining and i n s i t u p rocesses a r e be ing t e s t e d . r e p o r t e d p r o j e c t s i nvo lve t h r e e primary o i l - e x t r a c t i o n p rocesses : s o l v e z t , water w i t h v a r i o u s a d d i t i v e s , and t h e r z a l r e t o r t i n g . Each p r o j e c t , a l though i t can be inc luded i n one of t h e s e broad p rocess c a t e g o r i e s , is un ique , w i t h t h e p rocess d e t a i l s t a i l o r e d t o t h e o p e r a t o r ' s p re fe rences and p a t e n t s and t h e r e source c h a r a c t e r i s t i c s . The mining phases of t h e r e?o r t ed p r o j e c t s are a l l s imilar conven t iona l s t r ip-mining o p e r a t i a n s .
Convent ional underground mining i s n o t cons idered f e a s i b l e f o r
The mining and p l a n t e x t r a c t i o n p rocesses u t i l i z e d i n t h e --
Solvent - h'ine of t h e 22 r e p o r t e d mining and p l a n t e x t r a c t i o n p r o j e c t s u t i l i z e s o l v e n t p rocesses f o r e x t r a c t i o n of t h e o i l from t h e tar smd. Most of t h e s e are unique pa ten ted o r p r o p r i e t a r y processes . Tar Sands, I n c . , p r o j e c t i n Utah ' s Raven Ridge d e p o s i t u t i l i z e s an anhy- drous s o l v e n t p r o c e s s enhanced by u l t r a s o n i c s . The Aarian Develo?ment, I n c . , p r o j e c t i n C'tah w i l l enhance t h e s o l v e n t p rocess . by a d d i t i o n of i n e r t gas .
The Kesterz
Water - The e i g h t r e p o r t e d water base o i l e x t r a c t i o n processes 211 invc lve a d d i t i v e s t o enhance t h e oil-from-rock sepa ra t ion . The a d d i t i v e s i n c l u d e c a u s t i c , s u r f a c t a n t , s o l v e n t s , and v a r i o u s d i l u e n t s . Only t h e Great K a t i o n a l Corp. p r o j e c t i n Utah ' s Sunnyside d e p o s i t w i l l u se a cold water p r o c e s s ; will u s e a two s t a g e p rocess : ( l ) . concen t r a t ion of t h e o i l con ten t b r a V.S. Bureau of Mines ambient tempera ture f l o a t a t i o n process , which inc ludes soda a s h and phosphate d i s p e r s a n t s and a f u e l o i l c o l l e c t o r ; f i n a l s e p a r a t i o n of t h e o i l from t h e concen t r a t e by e i t h e r a f l u i d i z e d bed r e a c t o r o r an anhydrous s o l v e n t . The EOR Petroleum Co. p r o j e c t i n L a b e t t e County, Kansas, w i l l employ a combination mining-in -- s i t u tech- n i q u e developed by Tetra Systems, Inc. ,and r e f e r r e d t o as t h e " f l i p - f l op" p rocess . is accessed by a mine s h a f t and tunnels ; a heated s u r f a c t a n t s o l u t i o n i s pumped t o t h e exposed t o p of t h e r e s e r v o i r and e n t e r s (aided by g rav i ty ) t h e r e s e r v o i r , t h u s d i s p l a c i n g t h e o i l upward; t h e d isp laced o i l i s "skimmed" o f f t h e t o p of t h e r e s e r v o i r and pumped t o t h e su r face .
a l l o t h e r s i nvo lve h o t water. The Great Ka t iona l p r o j e c t
(2).
I n t h e " f l ip - f lop" p rocess , t h e t o p of t h e o i l r e s e r v o i r
Thermal r e t o r t - The Ge t ty Oil Co. p i l o t p r o j e c t i n t h e NcKittrick area of C a l i f o r n i a w i l l test two o i l - e x t r a c t i o n t echno log ie s s imultaneously: a Dravo s o l v e n t p rocess and a Lurg i r e t o r t . The o i l t o be mined f o r
.

AB-358
t h i s p r o j e c t has a v i s c o s i t y of less than 1 0 Pa-s b u t t h e p r o j e c t i s
c a b l e t o tar sand o i l s . Green River , Utah, w i l l r e t o r t o i l from nearby d e p o s i t s u t i l i z i n g waste h e a t from a planned c o a l - g a s i f i c a t i o n p l a n t .
included he re because both tested processes are expected t o be appl i - i The planned Great Basin Hydrocarbons p ro jec t a t
Upgrading , , .
Tar sand o i l s exceed 10 Pa-s i n v i s c o s i t y (some knom cases exceeding 2,000 Pa-s) a t r e s e r v o i r temperatures and, i n some cases , conta in high concent ra t ions of s u l f u r and heavy metals. These c h a r a c t e r i s t i c s dic- t a t e some f o m of upgrading of t h e produced crude o i l s be fo re r e f i n i n g . I n some a r e a s , t h e upgrading may b e accomplished by merely d i l u t i n g the produced t a r sand o i l w i t h more convent ional crude o i l s produced i n the same area . Only 10 of t h e 62 p r o j e c t s are reported t o inc lude cu r ren t ly o r p l an t o inc lude some form of upgrading as follows: upgrading by the o i l recovery process. , upgrading by add i t ion of d i luen t s , and an upgrading p l a n t .
Di luent - Four of t h e r epor t ed p r o j e c t s upgrade t h e produced o i l by a d d i t i o n of a d i l u e n t , e i t h e r a l i g h t e r crude o i l o r a d i s t i l l a t e . Santa Fe EnerOy Company d i l u t e s (one p a r t d i l u e n t t o 2 p a r t s crude o i l ) t h e 1.04 l.lg/mS crude o i l produced from t h e i r Oxnard, C a l i f o r n i a , p r o j e c t w i th a 0.88 t o 0.83 Mg/m3 d i s t i l l a t e t o ob ta in a 0.9i PIg/m3 mixture . Cont inenta l O i l Company (Conoco) mixes 0.85 Xg/m3 crude o i l K i th the 1.06 Mg/m3 o i l i n t h e w e l l bores t o ob ta in a 0.97 Mg/m3 nix. Kirkwood O i l & Gas Company w i l l d i l u t e t h e 1.01 Mg/n3 produced o i l t o 0.99 Mg/m3 i n t h e p i l o t i n t h e Burnt Hollow, Wyoming depos i t . expec t s t o u t i l i z e a coking process f o r upgrading f u t u r e commercial product ion aqd Conoco a l s o expec ts t h a t f u t u r e comnercial productior! will r e q u i r e upgrading by some process o t h e r than d i l u t i o n .
W. C.
Rirhooc?
Upgrading p l a n t - The Chaparrosa O i l Company p lans t o employ e i t h e r a hydrocracking o r a coking process t o upgrade t h e 1.04 M g h 3 o i l produced from t h e i r Southwest Texas p r o j e c t .
Upgrading by an oil-recovery process - Company expec ts t h e h igh temperatures generated i n t h e i r Kentucky i n s i t u , w e t combustion p r o j e c t t o upgrade t h e o i l from 1.00 Mg/m3 a n d 1 0 0 Pa-s v i s c o s i t y t o 0.97 Mg/m3 and 2 Pa-s. s imilar r e s u l t s from t h e i r i n s i t u ,we t combustion p i l o t i n Texas. The f l u i d i z e d bed s e p a r a t i o n phase of t h e Great Nat iona l Corp. p r o j e c t i n t h e Sunnyside, Utah,deposi t is expected t o upgrade t h e 1.00 Mg/m3 o i l t o a 0.92 Mg/rn3 s y n t h e t i c crude o i l . The solvent-with-inert-gas separ- a t i o n process planned for t h e Aarian Development, Inc . , Sunnpside, Utah, p r o j e c t is a l s o expected t o produce an upgraded s y n t h e t i c crude o i l .
The Rio Verde Energy 1 .
Tertiary Recovery,Ltd., expects
- COSTS . d
The economics involved i n determining the c o s t of producing o i l from U. S. t a r sand d e p o s i t s are dependent on a number of f a c t o r s , including

AB-359
recovery method, geogra3hic l o c a t i o n , dep th and t h i c k n e s s of sand , proximi ty t o p i p e l i n e o r r e f i n e r y , and l a b o r market. l i s t e d i n Table 3 are g e n e r a l c o s t d a t a r ece ived from companies oper- a t i n g t h e p r o j e c t s .
The c o s t d a t a
The d a t a i n Table 3 r e f l e c t , i n most cases, d i r e c t c a p i t a l i n v e s t a e n t , eng inee r ing c o s t s , d r i l l i n g c o s t s , f l u i d i n j e c t i o n c o s t s , and annual o p e r a t i n g c o s t s . The c o s t p e r c u b i c meter f o r t h e U. S . DOE-SRL k ' i lz icg ton p r o j e c t does not i n c l u d e t h e c o s t of producing w e l l s . c o s t p e r cub ic meter of Si16 f o r t h e Cat Canyon P r o j e c t i n c l u d e s only o p e r a t i n g c o s t . Cos ts r e l a t e d t o r o y a l t y i n t e r e s t , a l l t a x e s , l e a s e c o s t s , t r a n s p o r t a t i o n , and e x p l o r a t i o n are n o t inc luded i n t h e cost-per- c u b i c meter ra te shown. I n some cases, t h e cost-per-cubic meter d a t a were d c u l a t e d by t h e a u t h o r s from d a t a supp l i ed by t h e ope ra to r . r e a d e r should be aware t h a t t h e t o t a l p r o j e c t c o s t d iv ided by t h e e s t i - mated recovery w i l l n o t always r e s u l t i n t h e cost-per-cubic meter shovn.
Get ty O i l Company's
The
Most of t h e r e p o r t e d p r o j e c t s are p r i m a r i l y p i l o t p r o j e c t s bu t some ha -2 t h e s t a t u s of commercial p r o j e c t s . The success of t h e s e p i l o t p r o j e c t s i s e s s e n t i a l f o r f u t u r e ZechEology. R e s u l t s of t h e s e tests w i l l h e l ? d i c t a t e t h e f i n a l des ign and equipment s e l e c t i o n of f u t u r e commercizl o p e r a t i o n s .
Cost d a t a shown i n Table 3 l i s t p r o j e c t s from a number of s ta tes and f o r d i f f e r e n t recovery methods. The c o s t p e r cubic meter var ies from a lcw of $46.40 p e r cub ic meter f o r t h e Cornell-HOPCO p r o j e c t i n t h e Kern River F i e l d , C a l i f o r n i a , t o a h igh of $274.40 p e r cubic meter f o r t h s T e r t i a r y Recovery Ltd. p r o j e c t i n Texas. of t h e s e cost-per-cubic meter p r i c e s are e s t i m a t e s and o t h e r s are based on a p i l o t tes t . Two of t h e p r o j e c t s have a v e r y h igh p e r cubic meter COS: estimate of ove r $ 2 5 0 , bu t t h e s e v a l u e s could be lowered as t h e p r o j e c t s i n c r e a s e i n magnitude and b e t t e r p rocess c o n t r o l is achieved. The m a j o r i t y of t h e per-cubic meter c o s t s are i n t h e SlOO t o $125 p r i c e range; t h i s would p u t t h e n e t p r i c e a t $138 t o $157 p e r cub ic meter. p r i c e s shown are, o r become, f i r m p r i c e s , they are w e l l w i t h i n t h e range of a commercial t a r sand ope ra t ion .
It i s aga in s t r e s s e d t h a t many
i f upgrading and o t h e r c o s t s are about $31 p e r cubic meter, I f t h e
, -. ,
. .

The 62 p r o j e c t s r epor t ed h e r e r e p r e s e n t a r e c e n t s i g n i f i c a n t i n c r e a s e i n a c t i v i t y r e l a t e d t o t h e U. S. t a r sand r e source . summarized i n Table 4 , E r e a m a j o r i t y , n o t a l l , of t h o s e planned o r underway.
These r e p o r t e d p r o j e c t s ,
TABLE 4 . S t a t u s of Reported P r o j e c t s
l i n i n g and ,
S t a c u s Ir? S i t u P l a t E x t r a c t i o n T o t a l s
Curren t C o m e r c i a l 7 0 7
Current P i l o t 7 2 9
Planned Cormercial 5 6 11
Planned P i l o t 13 10 23
C o q l e t e d P i l o t 5 4 10
Current Research 2 0 - 2 - T o t a l s 40 22 62
That most of t h e U. S. t a r sand r e source is t o o deep f o r econonic devefcp- ment by mining i s r e f l e c t e d i n t h e r a t i o of planned and c u r r e n t i n s i t u t o mining and p l a n t e s t r a c t i o n p r o j e c t s - n e a r l y 2 t o 1. The r epor t ed i n s i t u p r o j e c t s u t i l i z e , p r i n a r i l y , proven enhanced o i l recovery tech- n o l o g i e s as a p p l i e d t o t h e r e l a t e d "heavy crude o i l " resource . In most cases, t h e r e p o r t e d mining and p l a n t e x t r a c t i o n p r o j e c t s a l s o u t i l i z e v a r i o u s e lements of proven t echno log ie s which ars assembled i n t o pro- cesses t h a t are unique and unproven.
7-
The incomplete r e p o r t e d c o s t d a t a , and t h e number of p r o j e c t s r epor t ed as "planned o r c u r r e n t commercial" provide encouragement t h a t t h e commercial f e a s i b i l i t y of t h e U. S. t a r sand r e source w i l l be proven.

RSFEXNCES
AKOS. Enhanced Oil-Recovery F i e l d Repor ts . SPE of AIME, Q u a r t e r l y , June 1975 t o September 1980.
ASOR. Repor ts f o r Enhanced O i l Recovery I n c e n t i v e s Program. SubEir ted t o t h e Economic Regulatory Admin i s t r a t ion , U. S. Department of Energy.
AYON. P a r t i a l L i s t i n g of P r o j e c t Summaries. I?. S. S y n t h e t i c Fue l s Corpora t ion , A p r i l 1, 1981.
BALL ASSOCIATES, LTD. Sur face and Shallow Oil-Impregnated Rocks and Shallow O i l F i e l d s i n t h e United S t a t e s . U. S. 1965, 375 pp.
BARRETT, R. 3 . Economics of t h e Dry Conbustion O i l Recovery. Los Alanos S c i e n t i f i c Laboratory LA-8513-%, August 1980, 28 pp.
Bu.'Yines Monograpn 12 ,
Process f o r Tar Sand (Univ. of C a l i f o r n i a )
CA?PELL, J. A. AX9 H. R . RITZX4. Geology and P e t r o l e m Resources of t h e Plajor Oil-Impregnated Sandstone Depos i t s of Utah. Heavy Crude and Tar Sands. Edmonton, A l b e r t a , Canada, 1979, pp. 237-253.
Ir. The Future of F i r s t I n t e r n a t i o n Conferency(LTh'1TA.X) ,
WLXARK, F. 0. Unconventional Petroleum Resources i n C a l i f o r n i a . C a l i f o r n i a D i v i s i o n of O i l and Gas, P u b l i c a t i o n No. TR 25, May 1979, 1 7 pp.
HARVEY , A. H., AND M. D. AIGXOLD. Western K i s s o u r i Depos i t s . The O i l and Gas J o u r n a l , SeptenSer 9, 197L, pp. 104-109.
"New O i l " P r i c e s Improve P r o s p e c t s f o r
JOHNSOK, L. A. , JR., et a l . P r o j e c t i n a Utah Tar Sand. SPE of AIM€ Transac t ions , vol. 269, 1951.
An Echoing I n S i t u Combustion O i l Recovery
JOHXSOK, L. A . , JR., e t a l . A Steamflood Experiment i n a Utah T a r Sand. Proceedings: 1981 C a l i f o r n i a Regional Meeting, Soc ie ty of Petroleum Engineers of AIXE, Paper No. 9900, 1981, pp. 145-157.
KUJAWA, P. U. S. Department of Energy, DOE/ET/12380-1, February 1981, 3 volumes. 1032 pp.
Heavy O i l Rese rvo i r s Recoverable by Thermal Technology,
JAW, C. S., e t a l . T a r Sand. LERC/RI-77/5, 1977, 17 pp.
T e s t o f Reverse Combustion O i l Recovery from a Utah U. S. Energy Research and Development Adminis t ra t ion , ERDA
MARCWT, L. C., e t a l . a t AAPG Annual Meeting, Denver, CO, June 8-11, 1980. 1 5 t h I n t e r s o c i e t y Energy Conversion Engineer ing Conference, S e a t t l e , WAY
Recent A c t i v i t y i n U. S. Tar Sand. Presentcd Preceedings of
August 18-22, 1980, 10 pp.

. . AB-362
M c G U - I X , P. Geologica l su rvey , Report of I n v e s t i g a t i o n s No. 1 9 , 1976, 21 pp.
TE.ILTLLIGEi3, P. L. J o u r n a l of Canadian Petroleum Technology, v. 15, KO. 4 , 1976, pp. 41-18.
TRXYTW!, J:C. AXD J . W. MARX. Counterflow Underground Burning. 18, KO. 1, January 1966, pp. 109-115.
Tar Sands (Rock Asphal t ) of Kentucky - A Review. Kentuck;
F i r e i l o o d i n g Shallow Tar Sands - A Case His tory .
Bel lany F i e l d Tests: O i l from Tar by J o u r n a l of Petroleum Technology, v.
THLDEII , J. L. AKD M. E. WELBOL'RK. Tar Sands.
How S h e l l Attempted t o Unlock Utah Pecroleurr. Engineer , v. 49, No. 12, Novenber 1977, pp. 3142.
WELLS, J. S. ment of Energy, BETC-1808.1, September 1979, 1 9 1 pp.
Inven to ry of Heavy O i l i n Western Missouri . U. S. Depart-
XARCLAXi, L. C. Pe r sona l w r i t t e n and o r a l c o m u n i c a t i o n s w i t h n m e r o u s i n d u s t r y and s t a t e and f z d e r a l r e p r e s e n t a t i v e s .

AB-363

AB-364

3
m aD m l-
o a D o ~ ~ r n o o o u l - o o o o o o r l m ~ ~ ~ N C C ~ m 4 ~ 0 0 0 0 - I I I I c u r n
rl 40 n rn m
0 In m 0,"
f-
C c c --=: lr
i.
0 4 4 0 P. a2 I- a m m m m m u \* F-l I- o o o c ~ m m o m m m m c o o o m n C . . . . . . . . . . . . . . . . . 7 4 C C 0 C C G 0 i. 7 ri 4
0 0
U 0
P O 0 0 E O 0 0
1 r; m
5 5 g -. U
o\
C 7-
. . . . . . . . . . . . . . . . . 3 :-! sl+ 3 - 3 3 1 1 =-I- 1 0 3 v v s v c u c u v 3 J v c C ~ v 3
c a d
d
,

. '-
' C ' = : z
i 3
. . .
o o o o c o NOC-I-01 I 0, 0, A A C'3
0000 m 0 0 3 0 I I - 037.- n
0 C C 4 .)
i 4 C O U U N \D 0 0 0 0 0 ~ 0
- - l w n ~ I n ri . . . . . .
I I \3 o \ t 0 0 c c.
l - l -44 4 m m o o 0 0 O r l l - i ri
I I CI I o \ 0 m rl C
. . . . 4 0 ri
U c 4 c
1 V
-
1 ri P 0 z
c u 0 u J z
3 3 W Y d + & W d d UL) G C C J W
T J - 0
33 2;
H E i. d h I Ir: 0 c
3 T J W U
. . . c c c d d
. . . .

AB-367 1
I- C\
C
U C
\ $ c c \=: - Y
M v;
f d
L.l c 0 Y U d -
6 .1
L
TJ f- Y
I
d d 3 :
LI c + 1 c
P d d
. .
I .

AB-368 1
n a
C d U
u
P l-l e, l-l
El
3
W
%
0 00 0 00 c 0 c o 0 0 0 0 1 1 1 0 00 c dt-. 4
0 0 0 * rl c 00 I 00 0 1 1 1 . . . . l-i I r ( 4-i n
I m m 0 .
u c
i v: 0
u &I . U . .
. . . . . . I . .
ri r l 4 3 d 0 c - i c c c u 22 suus
c C rn v! rJ
Q -H
0 d
m 2
-2 W
v.r 0
rl
* e n . .
r n r n e a tis
P al Q d
A C c 3 m
m
n e, Q d
sr C
m
m
s
U Fc 0 U e, &I
d M b ? U
'0 E: m U G
d 0 $ m 0
Fc $ n
. I - I.
, .
, -.. .
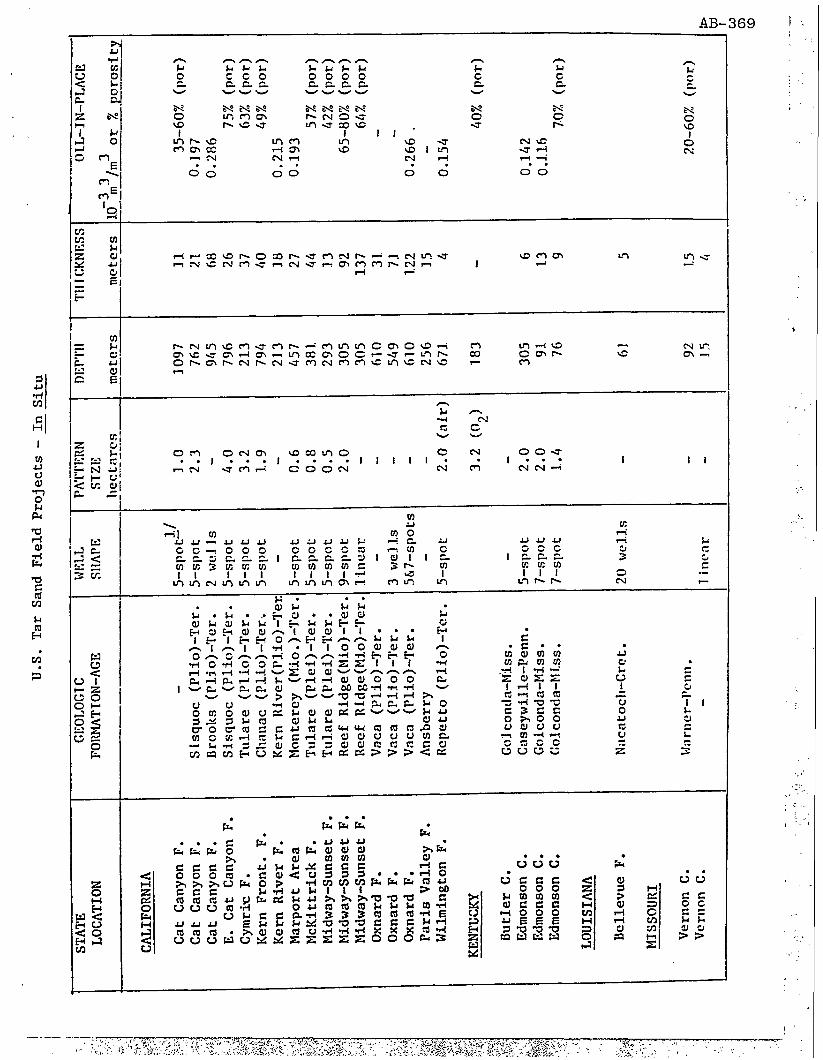
AB-369 ! '-
' I
I
. . 00 0
n t- c c W
a- C U - m
r!
0
n & C c
W
K 0 li
N C
2: . . 0 0
n
c k. 1
U
w C \o
o o u . I . . . o m O N m \ o c n m o n f J U m i C O O 4 N C T ) NN-i
O N . . I . . . I . . . . I I I I I . I I I
rn U v:
. kl a N Q E 0"
. . . v v u . .
u C 0 E: L s
V
E C
E

-1B-370
n b C c
W
r! L 1 - I n
0 0 ? ?
0 0 0 u U l l l l l 0 3 " N rc
0 " 0 fl
I l l 1
0
In CI
. .. u I- N
N
c; OOCO 0 + N N N
- 1 I * I I u r n U I * I I l l . o d 0
0 c.
..
U U "L
L L a - d U
r, v) i c -. 0 C I 3 I 'Jc3 c c
0 4 I I I s r i + u m In In
L L n 3 v ) 3 1 I v) v)
u C
I In
E, u u u c 3 3
I I
I l l InInIn
U w L
. . u u C
C U t
I c v: 1 d aJ C c .rl z
u I
. . . = C I P
a
U C t-l 3 m
! '
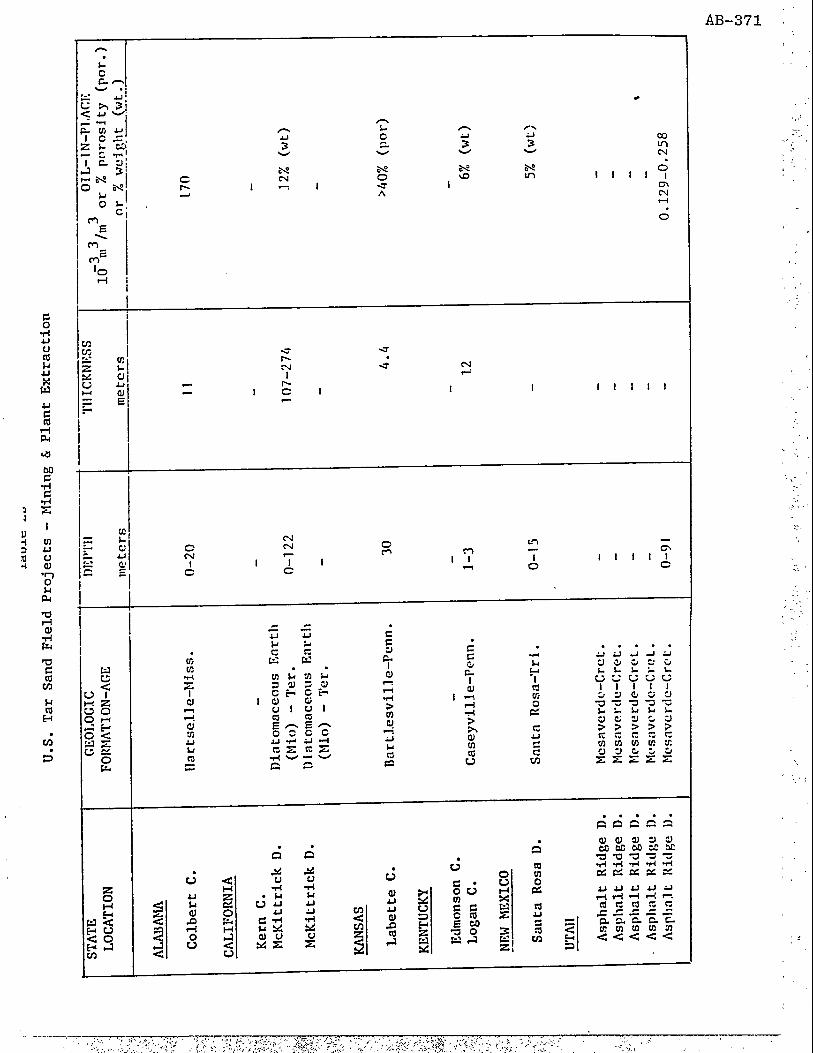
C 0
U m w U x w U e ld ri F4 d M C d C d
3 z 4
I u 10
2
? U
1 0 *r) 0 t-4 PI a ri a d Fr a
cn 2 k
G
I3
v)
I !
i C L
I
I I
I I
C fi d
n
3 Y
W
L 5 e
W
w 0 U A
n il
W 3
w 9
I
P\ il
W 3
M m
43 ul N
0 I l l I
d\ N l-l
0
c c
-=- fi N
I I-
I C 1 c
U
U N i
I I 1 1 1 1 1
- LCI c c\
C I 0
1 1 1 1 1 rl 0
r,
hl hl
C I 1 .- c
N I C I l l w
c c c - L I U
.d Ll
c il s c: v3
. . . . . C P E C "
u
C
31
I

AB-372
I x
h CI A EI) kJ- aJ 3 C d Y c 0 U v
. . c1 n
. . tan

;I m U U PI
.l-J 0
. k pc
21 v)
4 '0 PI U U PI d PI v)
I cd U
d U m 0 u
AB-373
c o Q\ L 1
\ C ' s 0 L7 5 n-
=: 0
I- m .34
- 0 9 u 2
0 0 co m
s E 0 V
U : c c V m n Ll E;
E E E c r , n W C J t ) uLIu v. m 'J?
a, 'El b CI > C 4 ci
u 3 rr h Fi 6 0
.c c s
2 H cn H 3 0 4
d
2 01 =r
d Fi PI m
U 3 3 (s z z +
u u a,
rn u m 0 V
0) rn m a, ri
a,
ri 0 c d
[I: b 0) c U 0
m U rn 0 0
to c .rl u (d Fi a, a 0 a, $4 (d
rn U
CI
c
5
.a
: E U
al
CA

v) U U a 0 !.I pc c 0
U (d k U X w U C (d rl pc La
M E: d e d z a Q) U U Q) rl Q) rn I (d U td rn U v) 0 u
2
C 1 r
u S 0 > C cn m
i 0 u u u
2. E S > &I c u
c s 2 o s
C rl U lz
L z
c c1
. M " E
c c
i )
c CI t L& S A V.
c
E !.I w
0 c) u

UKIT COLXEilSIONS
From
hectare
-
APPrnDIX
To Mu1 t ip 1y by
acre 2.471
meter (n)
3 cubic meter (m )
Pas ca 1- s e c on d (Pa- s )
dollars per cubic meter
IJm 2
Specific gravity
foot 3.281
barrel 6.290
centipoise 1,000
dollars per barrel 0.159
millidarcies 1.013 x
API 0 0 141.5 = specific gravity
l o 3
- 131.5
ABBXEVIATIOXS
C.
comb.
Cret . D. Dev . DOE DHSG E F frac. HOPCO IITRI
Jur LETC
m m 3 Mg lJg
co.
corn.
cu .
- county - completed - Combustion - commercial - Cretaceous - current - deposit - development - U.S. Department of Energy - downhole steam generator - east - field - fracture - Heavy Oil Process Company - Illinois Institute of - Jurassic - Laramie (Wyoming Energy - meter - cubic meter - megagram - microgram
Technology Research Institute
Technology Center
Mi0 - Miocene Miss. - Mississippian NG - Natural Gas Nk' - northwest Pa*s - Paschal seconds Penn. - Pennsylvanian Perm. - Permian Pet. - Petroleum pl. - planned Plei - Pleistoscene Plio - Pliocene por. - porosity Rec. - Recovery res. - research rev. - reverse RF - radio frequency waves SNL - Sandia (Kew Mexico SV - southwest TBD - to be determined Ter. - Tertiary Tri. - Triassic
Kational Laboratory