
"UTILIZACION DE UN SISTEMA HIBRIDO BASADO EN FILTRACION CON MEMBRANAS Y ELECTROOXIDACION AVANZADA...
66
UNIVERSIDAD DE CONCEPCION Facultad de Ingeniería Depto. Ingeniería Civil Química. PROFESORES PATROCINANTES: DR. CLAUDIA ULLOA DR. CLAUDIO ZAROR Z. “UTILIZACION DE UN SISTEMA HIBRIDO BASADO EN FILTRACION CON MEMBRANAS Y ELECTROOXIDACION AVANZADA PARA DEPURAR EFLUENTES COMPLEJOS” MAURICIO ANDRES HANI RODRIGUEZ Informe de Memoria de Titulo Para optar al titulo de Ingeniero Civil Químico Concepción, Marzo del 2009
Transcript of "UTILIZACION DE UN SISTEMA HIBRIDO BASADO EN FILTRACION CON MEMBRANAS Y ELECTROOXIDACION AVANZADA...

UNIVERSIDAD DE CONCEPCION
Facultad de Ingeniería
Depto. Ingeniería Civil Química.
PROFESORES PATROCINANTES:
DR. CLAUDIA ULLOA
DR. CLAUDIO ZAROR Z.
“UTILIZACION DE UN SISTEMA HIBRIDO BASADO EN
FILTRACION CON MEMBRANAS Y ELECTROOXIDACION
AVANZADA PARA DEPURAR EFLUENTES COMPLEJOS”
MAURICIO ANDRES HANI RODRIGUEZ
Informe de Memoria de Titulo
Para optar al titulo de
Ingeniero Civil Químico
Concepción, Marzo del 2009

2
"Esta Tesis ha sido financiada por el segundo Concurso de Tesis de Pre y Postgrado en
Producción Limpia en la Región del Bio-Bio, iniciativa desarrollada por la Secretaria
Ejecutiva de Producción Limpia (SEPL) de la Región del Bio-Bio y el Centro EULA-
Chile de la Universidad de Concepción"

3
SUMARIO
La industria de procesos químicos actualmente utiliza entre 30 y 100 m3 de agua por tonelada
producto, lo cual implica una gran vulnerabilidad frente al escenario de reducción de recursos
hídricos que enfrenta nuestro país. Al respecto, las estrategias de producción limpia están
incorporando acciones para disminuir el consumo específico de agua, lo cual puede ser logrado a
través de buenas prácticas y ocupando tecnologías apropiadas para maximizar la recirculación o
reciclaje de las aguas de proceso. Esta memoria se enmarca en ese contexto y tiene como objetivo
evaluar la factibilidad de un tratamiento depurativo en base a un tratamiento electroquímico,
utilizando un efluente fabricado a escala de laboratorio similar al de la etapa de extracción
alcalina de producción de celulosa, con vistas a su posible reciclaje en el proceso.
Para la realización de esta memoria se construyó una celda electroquímica de laboratorio,
formada por ánodos de aluminio y cátodos de acero inoxidable 316. Se trabajó con un efluente
elaborado a nivel de laboratorio semejando la etapa de extracción alcalina de una planta de
celulosa local, y se desarrollo un estudio preliminar para concentrar el efluente mediante
membranas de ultrafiltración.
Se demostró experimentalmente que el aumento del potencial eléctrico en la celda electrolítica
permite una mayor velocidad de solubilización electrolítica del ánodo de aluminio, el cual
favorece la transferencia de carga entre electrodos, permitiendo así un aumento sostenido del
flujo de corriente circulante en la celda. La liberación de H2 proveniente de la electrolisis del
agua, permite mantener al cátodo sin depositación de materia orgánica, manteniendo limpio el
electrodo debido al burbujeo de gas en torno a éste. Dicho fenómeno afecta directamente la
intensidad de corriente en la celda, ya que se evita la resistencia eléctrica por fenómenos de
depositación. Para potenciales eléctricos mayores se obtuvieron los mejores resultados en la
depuración del efluente, debido a que al aumentar el voltaje se incrementa la solubilidad del
aluminio, lo cual favorece el fenómeno de coagulación, y la oxidación anódica de los fenoles.
El pH juega un rol fundamental en la eliminación electroquímica de los fenoles. A pH levemente
alcalino se favorece la electrocoagulación, mientras que a nivel ácido existe una mayor
contribución de la electrooxidación anódica debido a la mayor liberación de radicales hidroxilos
bajo estas condiciones. Los mejores resultados de remoción de fenoles, DQO y color se
obtuvieron a pH 5,5 y potencial de 3 V, logrando remociones de 72%, 65% y 98%
respectivamente. La utilización de membrana de ultrafiltración permite concentrar los fenoles,

4
DQO y color, logrando una mayor efectividad depurativa cuando se trata electroquímicamente el
concentrado. Finalmente, el costo del proceso electroquímico es significativamente inferior al de
un proceso de coagulación convencional aplicando sulfato de aluminio actualmente siendo
0,21US$/m3.frente a un 0,33 US$/m3 respectivamente.

5
NOMENCLATURA
AOPs Proceso de oxidación avanzada
CE Costo energia electrica US$/ton
CSA Cantidad de Sulfato de Aluminio Kg/h
DQO Demanda química de Oxígeno mg O2/L
DSA Dosificación Sulfato de Aluminio Kg/m3
E Potencial eléctrico Volts
Eop Etapa de extracción alcalina apoyada con Oxígeno
I Intensidad de corriente Ampere
J Densidad de corriente Ampere/m2
R Resistencia eléctrica Ohm (�)
UF Ultrafiltración
•OH Radical Hidroxilo
PN1L Potencial necesario para 1 litro KWh/L

6
INDICE
1 INTRODUCCION.............................................................................................................................................. 8
2 OBJETIVOS ..................................................................................................................................................... 10
2.1 OBJETIVOS GENERALES ............................................................................................................................. 10 2.2 OBJETIVOS ESPECÍFICOS ............................................................................................................................ 10
3 ANTECEDENTES BIBIOGRÁFICOS. ......................................................................................................... 11
3.1 ASPECTOS FUNDAMENTALES DE LA ELECTROQUÍMICA. ............................................................................. 11 3.1.1 Identificación de electrodos ................................................................................................................. 12 3.1.2 Conducción de corriente eléctrica en medios líquidos. ....................................................................... 12 3.1.3 Electrólisis del agua............................................................................................................................. 13 3.1.4 Densidad de Corriente ......................................................................................................................... 14 3.1.5 Potencial de reducción......................................................................................................................... 15
3.2 PROCESOS DE OXIDACIÓN AVANZADA. ...................................................................................................... 16 3.3 PROCESO ELECTROQUÍMICO DE OXIDACIÓN AVANZADA. ......................................................................... 17
3.3.1 Mecanismo de oxidación de compuestos aromáticos........................................................................... 18 3.4 MECANISMO DE ELECTROCOAGULACIÓN .................................................................................................. 19
3.4.1 Dependencia del pH en la electrocoagulación..................................................................................... 21
4 MATERIALES Y METODOLOGIA. ............................................................................................................ 22
4.1 MATERIALES, EQUIPOS Y REACTIVOS........................................................................................................ 22 4.2 DISEÑO DE EQUIPO..................................................................................................................................... 24 4.3 OBTENCIÓN DE EFLUENTE DE BLANQUEO. ................................................................................................. 25
4.3.1 Primera etapa de dióxido de cloro....................................................................................................... 25 4.3.2 Segunda etapa de extracción alcalina apoyada con Oxígeno.............................................................. 25
4.4 METODOLOGÍA DE OBTENCIÓN DE EFLUENTE SEGREGADO MEDIANTE MEMBRANAS DE UF....................... 26 4.5 METODOLOGÍA DE CARACTERIZACIÓN DEL EFLUENTE............................................................................... 28
4.5.1 Medición de Demanda Química de Oxígeno, DQO. ............................................................................ 28 4.5.2 Método de Fenoles Totales (Tanino y Lignina).................................................................................... 28 4.5.3 Método de medición de color ............................................................................................................... 28
4.6 METODOLOGÍA PARA LA DETERMINACIÓN DE ALUMINIO TOTAL DISUELTO. ............................................. 29 4.7 METODOLOGÍA PARA LAVADO DE ELECTRODOS Y REACTOR...................................................................... 29 4.8 METODOLOGÍA EXPERIMENTAL PARA EL FUNCIONAMIENTO DEL REACTOR ELECTROQUÍMICO. ................. 30 4.9 METODOLOGÍA ENSAYO MEDIANTE COAGULACIÓN QUÍMICA. .................................................................. 31
5 RESULTADOS Y DISCUSIONES ................................................................................................................. 32
5.1 CARACTERIZACIÓN DE LOS AFLUENTES ..................................................................................................... 32

7
5.2 EFECTO DE LA INTENSIDAD DE CORRIENTE Y RESISTENCIA ELÉCTRICA EN CELDA ELECTROQUÍMICA. ....... 33 5.2.1 Variación de intensidad de corriente y densidad de corriente para efluente con voltaje variable. ..... 34 5.2.2 Variación de intensidad de corriente en celda electroquímica, para efluente con distintas
concentraciones e iguales condiciones de operación......................................................................................... 35 5.3 CINÉTICA DE DEGRADACIÓN DEL ÁNODO DE ALUMINIO ............................................................................ 36 5.4 EFECTOS DEL VOLTAJE EN LA DEPURACIÓN DEL EFLUENTE DE BLANQUEO. ............................................... 38 5.5 EFECTOS DEL PH EN LA DEPURACIÓN DEL EFLUENTE DE BLANQUEO. ........................................................ 41 5.6 COMPARACIÓN DE LA EFECTIVIDAD DE LOS PROCESOS ELECTROQUÍMICOS EN EL EFLUENTE, EN SU
CONCENTRADO Y A TRAVÉS DE PROCESO DE COAGULACIÓN QUÍMICA. .................................................................... 45 5.7 COSTOS DE TRATAMIENTOS....................................................................................................................... 48
6 CONCLUSIONES ............................................................................................................................................ 50
7 BIBLIOGRAFIA .............................................................................................................................................. 51
APENDICE A: DATOS EXPERIMENTALES....................................................................................................... 54
A-1 DATOS EXPERIMENTALES OBTENIDOS A VOLTAJE VARIABLE Y PH EN 5,5................................................. 54 A-2 DATOS EXPERIMENTALES OBTENIDOS PH VARIABLE Y VOLTAJE EN 3V..................................................... 55 A-3 CARACTERIZACIÓN DEL EFLUENTE EOP, CONCENTRADO Y SU RESPECTIVO PERMEADO............................. 57
APENDICE B: SOLUBILIDAD DEL ALUMINIO................................................................................................ 58
B-1 DEGRADACIÓN DE ALUMINIO EN CELDA ELECTROQUÍMICA CON AGUA DESTILADA. .................................. 58 B-2 DEGRADACIÓN DE ALUMINIO EN CELDA ELECTROQUÍMICA CON EFLUENTE DE BLANQUEO........................ 58
APENDICE C: PROCEDIMIENTOS EXPERIMENTALES ............................................................................... 60
C-1 MEDICIÓN DE DEMANDA QUÍMICA DE OXÍGENO, DQO............................................................................. 60 C-2 MÉTODO DE FENOLES TOTALES. (TANINO Y LIGNINA). ............................................................................. 61 C-3 MÉTODO DE MEDICIÓN DE COLOR.............................................................................................................. 61
APENDICE D: UNIDADES DE FENOL REMOVIDAS MEDIANTE ELECTROCOAGULACIÓN Y
ELECTROOXIDACIÓN. ......................................................................................................................................... 62
APENDICE E: COSTOS DE TRATAMIENTOS .................................................................................................. 64
D-1 COSTO TRATAMIENTO COAGULACIÓN QUÍMICA. ........................................................................................ 64 D-2 COSTO TRATAMIENTO ELECTROQUÍMICO. ................................................................................................. 65

8
1 INTRODUCCION
Actualmente el agua dulce constituye un recurso escaso y su vulnerabilidad está siendo
incrementada debido a los efectos del cambio climático. Chile ha visto reducido sus recursos
hídricos, debido al progresivo calentamiento de la atmósfera y cambios en el ciclo hidrológico.
Durante el siglo XX el país experimentó una pérdida de más del 40% de sus reservas de agua
dulce, principalmente en el Norte y Centro. Por su parte, el 4º informe del Panel
Intergubernamental del Cambio Climático (IPCC) plantea que para el año 2040 las
precipitaciones disminuirán en un 15% con respecto a la fecha actual, causando un efecto
negativo sobre la agricultura, industrias de procesos, sector energético y otros. En particular, la
industria de procesos nacional utiliza grandes cantidades de agua y la vulnerabilidad de
suministro constituye una significativa amenaza para dicha actividad. Esto genera la necesidad de
investigar y desarrollar nuevas tecnologías que apunten a una mayor eficiencia de uso del agua de
procesos.
Recientemente existe una tendencia a disminuir el consumo específico de agua, mediante
la reutilización o reciclaje de las aguas utilizadas en los procesos industriales. Los efluentes,
previamente segregados, podrían ser utilizados para usos específicos, dependiendo de sus
características fisico-químicas y de los requerimientos de calidad de agua de los procesos.
Generalmente, los efluentes requieren de algún tratamiento que les permita compatibilizar las
especificaciones de calidad del agua de los procesos. Para que esto sea posible, es necesario
contar con tecnologías que permitan purificar / acondicionar los efluentes de interés. En el caso
de la industria de productos forestales, los efluentes contienen compuestos derivados de la
madera, que deben ser removidos sin dicho efluente va a ser utilizado en operaciones donde se
requiera agua de buena calidad. Tal proceso depurativo debe ser “limpio”, en el sentido de no
incorporar contaminantes secundarios. Al respecto, los procesos de oxidación avanzados (AOP)
ofrecen un atractivo potencial de utilización para destruir compuestos aromáticos derivados de la
hidrólisis de la lignina. Estos procesos se basan en el alto poder oxidante de los radicales
hidroxilo, generados a partir de diversos mecanismos físico-químicos (ej. ozono, ozono/UV,
peróxido, peróxido/UV, reactición Fenton, fotocatalisis, etc). Recientemente, la electrooxidación
ha sido identificada como una opción atractiva, debido a que puede generar radicales libres y, a la

9
vez, oxidar directamente la materia orgánica en el cátodo; además, bajo ciertas condiciones, se
puede producir electrocoagulación de la materia orgánica presente.
Este trabajo tiene como objetivo estudiar la aplicación de electrólisis para la eliminación
de compuestos orgánicos presentes en los efluentes de la industria forestal. En particular, se
estudiará el efecto de la electrooxidación sobre los efluentes de la etapa de blanqueo, Eop, de la
producción de celulosa, ya que dichos efluentes poseen un significativo potencial de daño
ambiental y, a la vez, ofrecen un interesante potencial de reutilización.
Dado que existe poca información sobre estas aplicaciones en la literatura, esta memoria de título
constituye una primera aproximación al problema, con vistas a sentar las bases para estudios de
detalle posteriores.
Para llevar a cabo este trabajo, se construirá un reactor electroquímico, el cual contará con
un ánodo de sacrificio elaborado de aluminio y un cátodo resistente a la corrosión elaborado de
acero inoxidable 316. El efluente a utilizar para desarrollar esta experiencia es proveniente de la
etapa de extracción alcalina apoyada con oxígeno Eop, proporcionado por una planta productora
de celulosa local.

10
2 OBJETIVOS
2.1 Objetivos Generales
Evaluar la efectividad del tratamiento depurativo en base a un tratamiento electroquímico,
utilizando un efluente de blanqueo de la etapa de extracción alcalina de producción de
celulosa, con vistas a su posible reciclaje en el proceso.
2.2 Objetivos Específicos
• Estudiar el efecto del potencial eléctrico y el pH en la depuración del efluente de
blanqueo.
• Comparar el efecto de electrocoagulación con la coagulación convencional aplicando
sulfato de aluminio.
• Determinar los costos estimativos asociados al consumo eléctrico y de reactivos en el
tratamiento electroquímico y compararlo con la coagulación química convencional.

11
3 ANTECEDENTES BIBIOGRÁFICOS.
En este capitulo se encuentran los antecedentes bibliográficos relacionados y necesarios
para el desarrollo del estudio. Primero, se presentan los aspectos fundamentales de las celdas
electrolíticas y a continuación, se explican los procesos relacionados con la electrocoagulación y
electrooxidación avanzada, y el papel que juega el pH en estas operaciones.
3.1 Aspectos fundamentales de la electroquímica.
La electroquímica constituye un amplio campo de las ciencias químicas y aborda el
estudio de los cambios químico que produce la corriente eléctrica y la generación de electricidad
mediante reacciones químicas (Vante, 2002; Barrow,1964). Todas las reacciones electroquímicas
comprenden la transferencia de electrones y, por lo tanto, son reacciones de oxido-reducción. Los
sitios de oxidación y reducción están separados físicamente, por un ánodo y un cátodo
respectivamente. El sistema de aplicación se basa principalmente en una celda y una corriente de
entrada y de salida por los electrodos (ver figura 3.1)
Las celdas electroquímicas se clasifican en 2 tipos:
• Las celdas electrolíticas son aquellas en las que la energía eléctrica de una fuente externa
hace que ocurran reacciones químicas no espontáneas.
• Las celdas voltaicas son aquellas en las que las reacciones químicas, espontáneas,
generan electricidad y la suministran a un circuito externo.
12
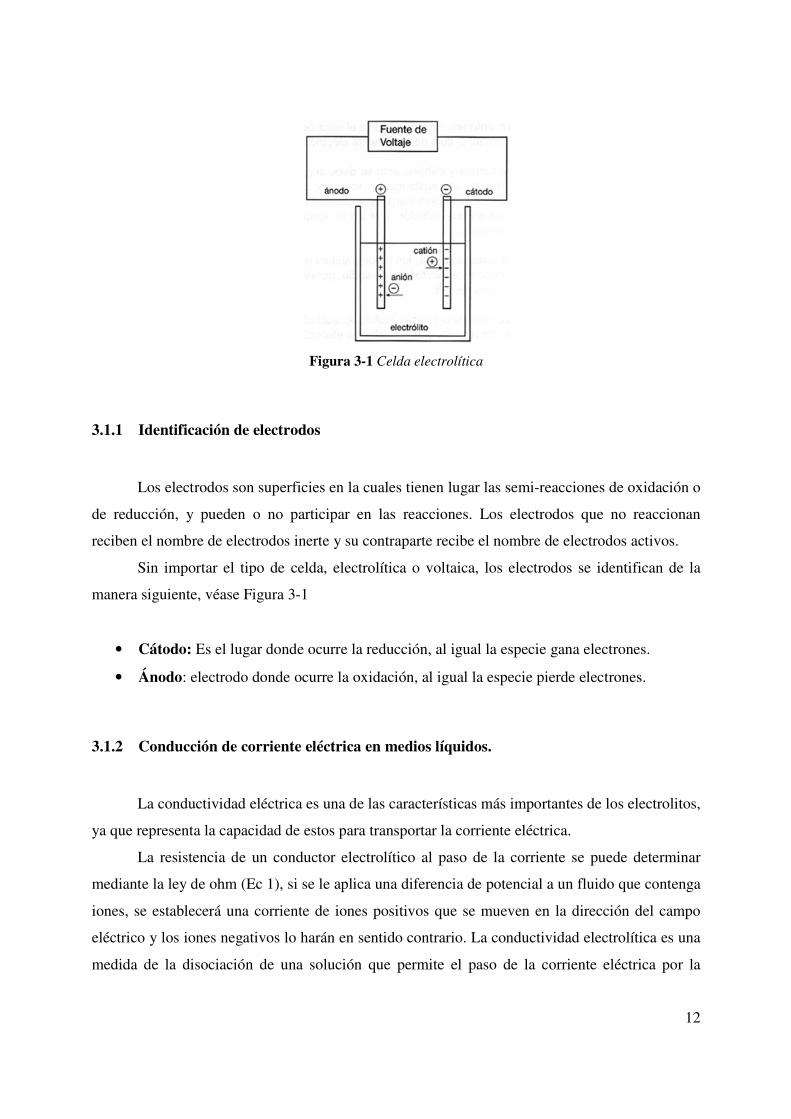
Figura 3-1 Celda electrolítica
3.1.1 Identificación de electrodos
Los electrodos son superficies en la cuales tienen lugar las semi-reacciones de oxidación o
de reducción, y pueden o no participar en las reacciones. Los electrodos que no reaccionan
reciben el nombre de electrodos inerte y su contraparte recibe el nombre de electrodos activos.
Sin importar el tipo de celda, electrolítica o voltaica, los electrodos se identifican de la
manera siguiente, véase Figura 3-1
• Cátodo: Es el lugar donde ocurre la reducción, al igual la especie gana electrones.
• Ánodo: electrodo donde ocurre la oxidación, al igual la especie pierde electrones.
3.1.2 Conducción de corriente eléctrica en medios líquidos.
La conductividad eléctrica es una de las características más importantes de los electrolitos,
ya que representa la capacidad de estos para transportar la corriente eléctrica.
La resistencia de un conductor electrolítico al paso de la corriente se puede determinar
mediante la ley de ohm (Ec 1), si se le aplica una diferencia de potencial a un fluido que contenga
iones, se establecerá una corriente de iones positivos que se mueven en la dirección del campo
eléctrico y los iones negativos lo harán en sentido contrario. La conductividad electrolítica es una
medida de la disociación de una solución que permite el paso de la corriente eléctrica por la

13
migración de iones bajo la influencia de un gradiente de potencial. Los iones se mueven a una
velocidad que depende de su carga y tamaño, la viscosidad del medio y la magnitud del gradiente
de potencial.
RIV *= Ec 1
En la cual:
V = Voltaje aplicado en la celda.
I= Intensidad de corriente.
R = Resistencia de la celda.
3.1.3 Electrólisis del agua.
La electrólisis es el proceso de descomposición de una sustancia por medio de la
electricidad. La palabra electrólisis significa "destrucción por la electricidad".
La mayoría de los compuestos inorgánicos y algunos de los orgánicos se ionizan al
fundirse o cuando se disuelven en agua u otros líquidos; es decir, sus moléculas se disocian en
especies químicas cargadas positiva y negativamente que tienen la propiedad de conducir la
corriente eléctrica. Si se coloca un par de electrodos en una disolución de un electrolito
(compuesto ionizable) y se conecta una fuente de corriente continua entre ellos, los iones
positivos de la disolución se mueven hacia el electrodo negativo y los iones negativos hacia el
positivo (véase Figura 3-1). Al llegar a los electrodos, los iones pueden ganar o perder electrones
y transformarse en átomos neutros o moléculas; la naturaleza de las reacciones del electrodo
depende de la diferencia de potencial o voltaje aplicado.
La acción de una corriente sobre un electrolito puede entenderse mediante el mecanismo
sencillo de la electrolisis del agua. Si el bicarbonato de sodio se disuelve en agua, ésta se disocia
en iones Oxígeno positivos e iones Hidrógeno negativos. Al aplicar una diferencia de potencial a
los electrodos, los iones Oxígeno se mueven hacia el electrodo negativo, se descargan, y se
depositan en el electrodo como átomos de Oxígeno. Los iones Hidrógeno, al descargarse en el
electrodo positivo, se convierten en átomos de hidrógeno. Esta reacción de descomposición
producida por una corriente eléctrica se llama electrólisis.

14
El agua esta compuesta por dos elementos químicos: hidrógeno y oxígeno. La separación
de éstos mediante la utilización de la electricidad se llama electrólisis del agua. Las reacciones
electroquímicas producidas en el cátodo y en el ánodo se presentan a continuación.
2H2O + 2e- → H2 + 2OH- E0 = -0.83V Ec 2
H2O →2H+ + 1/2O2 + 2e- E0 = -1.23V Ec 3
Estas reacciones no se producen espontáneamente. Para que tengan lugar es necesario
aportar energía eléctrica mediante una pila galvánica o un generador de corriente continuo. Es por
este motivo que la reacción se lleva a cabo en una celda electrolítica, en la cual ocurren cambios
químicos por la acción de un flujo de electrones suministrado por la fuente de voltaje externa.
3.1.4 Densidad de Corriente
Se define como una magnitud vectorial que tiene unidades de corriente eléctrica por
unidad de superficie. Matemáticamente, la corriente y la densidad de corriente se relacionan
según la siguiente ecuación:
�=S
dsJI * Ec 4
Donde
• I es la corriente eléctrica en amperios A
• J es la densidad de corriente en A. m-2
• S es la superficie en m²
15
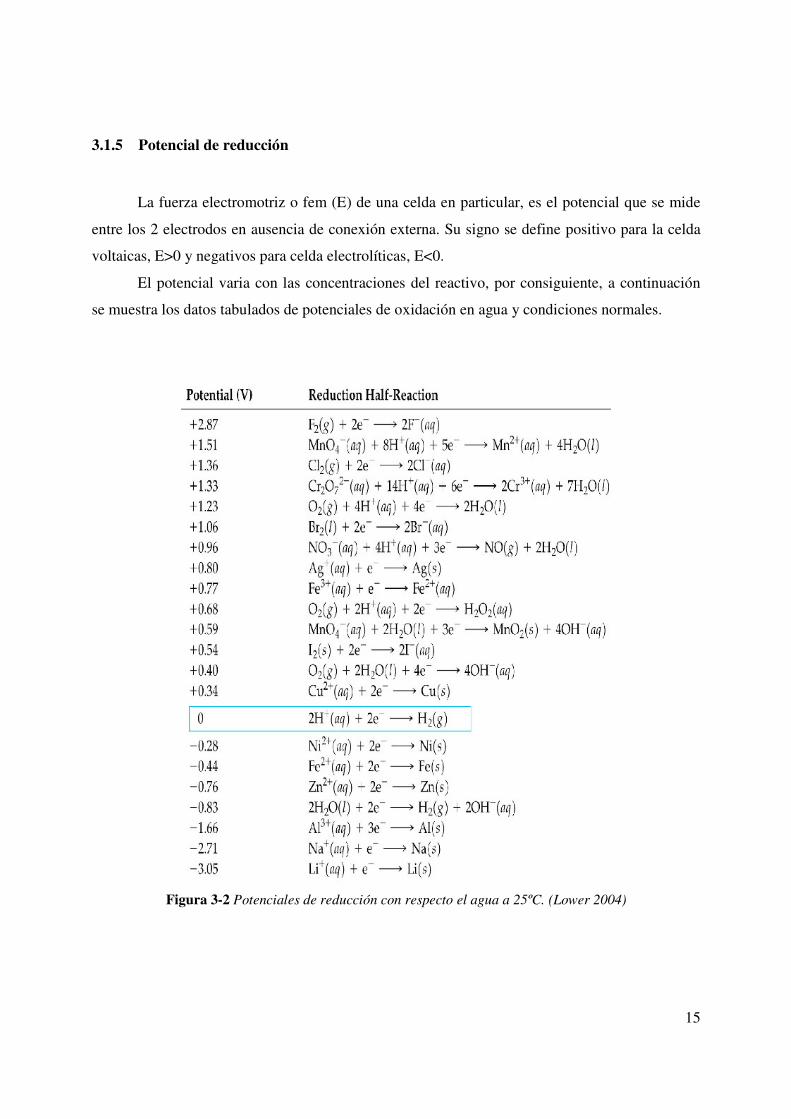
3.1.5 Potencial de reducción
La fuerza electromotriz o fem (E) de una celda en particular, es el potencial que se mide
entre los 2 electrodos en ausencia de conexión externa. Su signo se define positivo para la celda
voltaicas, E>0 y negativos para celda electrolíticas, E<0.
El potencial varia con las concentraciones del reactivo, por consiguiente, a continuación
se muestra los datos tabulados de potenciales de oxidación en agua y condiciones normales.
Figura 3-2 Potenciales de reducción con respecto el agua a 25ºC. (Lower 2004)
16
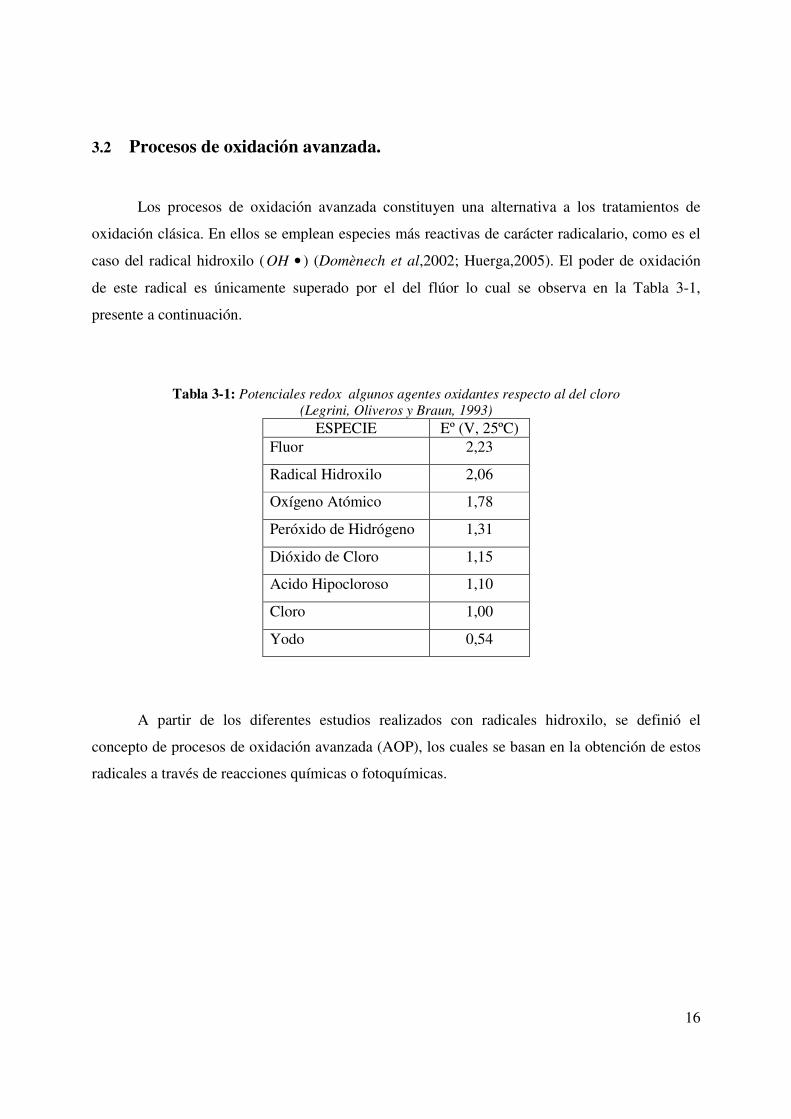
3.2 Procesos de oxidación avanzada.
Los procesos de oxidación avanzada constituyen una alternativa a los tratamientos de
oxidación clásica. En ellos se emplean especies más reactivas de carácter radicalario, como es el
caso del radical hidroxilo ( •OH ) (Domènech et al,2002; Huerga,2005). El poder de oxidación
de este radical es únicamente superado por el del flúor lo cual se observa en la Tabla 3-1,
presente a continuación.
Tabla 3-1: Potenciales redox algunos agentes oxidantes respecto al del cloro (Legrini, Oliveros y Braun, 1993)
ESPECIE Eº (V, 25ºC) Fluor 2,23
Radical Hidroxilo 2,06
Oxígeno Atómico 1,78
Peróxido de Hidrógeno 1,31
Dióxido de Cloro 1,15
Acido Hipocloroso 1,10
Cloro 1,00
Yodo 0,54
A partir de los diferentes estudios realizados con radicales hidroxilo, se definió el
concepto de procesos de oxidación avanzada (AOP), los cuales se basan en la obtención de estos
radicales a través de reacciones químicas o fotoquímicas.

17
3.3 Proceso Electroquímico de Oxidación Avanzada.
La electrooxidación avanzada se realiza en una celda electroquímica que se componen por
electrodos de trabajo. El electrodo de trabajo en donde ocurre la oxidación es definido como
ánodo y el contra electrodo se denomina como cátodo.
Los electrodos están inmersos en una solución que contienen moléculas de interés que
sean capaces de conducir corriente eléctrica. Frecuentemente a la celda electroquímica se le
agregan iones que no participen en la reacción del electrodo llamado “Electrolito de Soporte”, de
esta forma se aumenta la conductividad eléctrica.
En los electrodos la carga se mueve por las bandas de conducción del metal pero cuando
los electrones llegan al electrolito, los iones disueltos en él son responsable del transporte de la
carga y puede llevar esta tarea a cabo a través de 3 métodos (Iniesta, 1999).
• Transporte de masa y carga por difusión: Es el transporte de materia que surge como
resultado del cambio de potencial químico de un compuesto dado en varios lugares del
electrolito (las partículas se mueven de mayor concentración a menor concentración).
• Transporte de masa y carga por convección: Es el proceso de transporte de materia
provocado por un gradiente de temperatura o también se le llama así a la acción mecánica
del movimiento de una porción macroscópica del electrolito espontánea o provocada por
un agente externo. Las fuerzas que pueden originar este movimiento masivo pueden ser
de naturaleza mecánica, agitación, y/o la originada por la acción de la fuerza gravitatoria
en porciones del electrodo con diferentes densidades, llamada convección natural.
• Transporte de masa y carga por migración: Se conoce como el transporte de masa y
carga debido a la acción de un campo eléctrico. Este fenómeno provoca un movimiento
cuya dirección queda determinada prácticamente por la geometría del electrodo. En el
caso más común de un electrodo plano, las líneas de campo son perpendiculares a las
líneas del mismo. Los electrones se dirigen al electrodo de polaridad opuesta siguiendo
las mismas direcciones de las líneas de campo.
Por otro lado, el que todas las moléculas que se quieran oxidar tengan físicamente la
oportunidad de llegar al electrodo, debe ser optimizado mediante un diseño adecuado de la celda

18
de reacción. Para solucionar este problema en reactores de reflujo cerrado, la agitación es un gran
aporte y para reflujo abierto, una velocidad de flujo apropiada.
3.3.1 Mecanismo de oxidación de compuestos aromáticos.
Las oxidaciones de moléculas orgánicas aromáticas comienzan por un ataque electrofílico
de los radicales hidroxilos al anillo aromático (Andrade et al, 2006). El anillo aromático se
hidroxila formando intermediarios aromáticos que, al seguir bajo el ataque de los radicales
rompen su anillo para producir ácidos alifáticos, aldehídos y cetonas que son los que finalmente
hacen combustión para producir CO2, solo si las condiciones son favorables. A continuación se
presenta un esquema de la oxidación del fenol mediante el ataque del radical hidroxilo.
Figura 3-3: Mecanismo de oxidación del fenol frente al ataque de un radical hidroxilo.
(Andrade et al, 2006)
En una primera etapa la molécula de fenol es atacada por un radical hidroxilo,
permitiendo que se forme el radical fenol. Luego, este radical fenol es hidrolizado permitiendo la
formación de compuestos intermediarios tales como las hidroquinonas y catecol, (a) y (b)
respectivamente. Y seguido a esto, procede la formación de p-bensoquinona y o-bensoquinonas,
19
(c) y (d) respectivamente. Posteriormente, se produce el rompimiento del anillo aromático, el cual
da paso a la formación de moléculas biodegradables, tales como, acido maleico, acido oxálico y
acido fórmico. Finalmente se provoca la combustión de éstas permitiendo la liberación de
dióxido de carbono y agua.
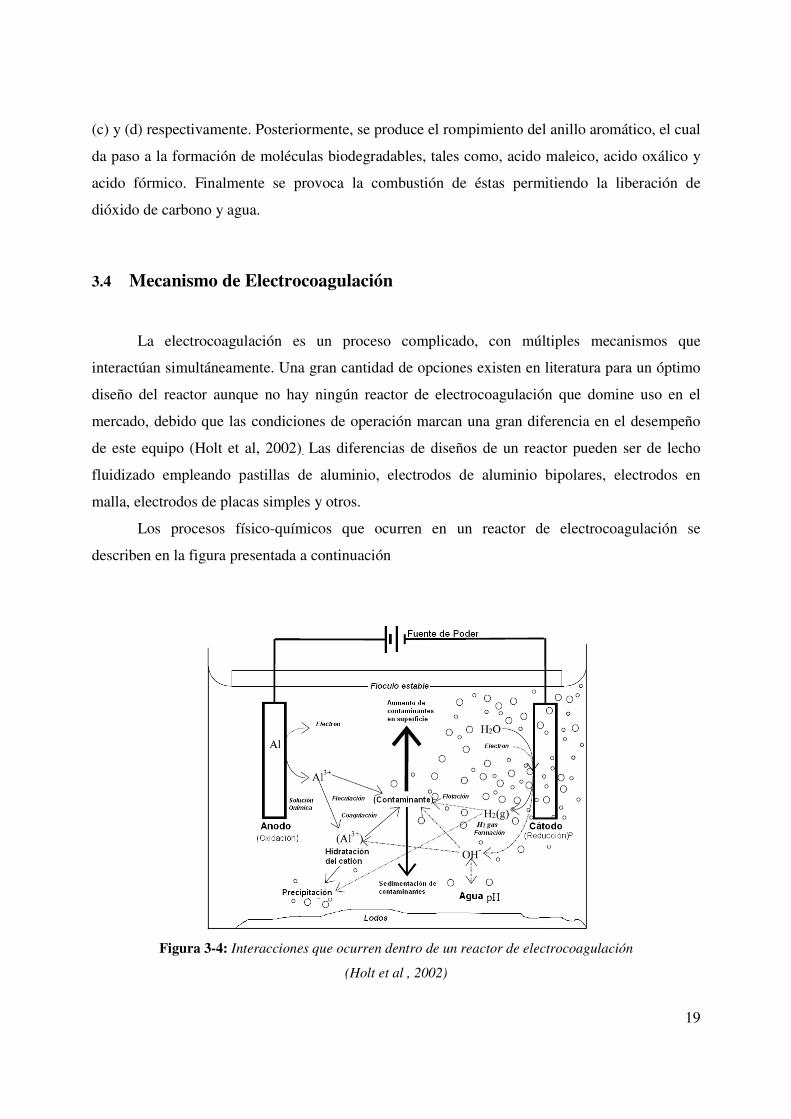
3.4 Mecanismo de Electrocoagulación
La electrocoagulación es un proceso complicado, con múltiples mecanismos que
interactúan simultáneamente. Una gran cantidad de opciones existen en literatura para un óptimo
diseño del reactor aunque no hay ningún reactor de electrocoagulación que domine uso en el
mercado, debido que las condiciones de operación marcan una gran diferencia en el desempeño
de este equipo (Holt et al, 2002). Las diferencias de diseños de un reactor pueden ser de lecho
fluidizado empleando pastillas de aluminio, electrodos de aluminio bipolares, electrodos en
malla, electrodos de placas simples y otros.
Los procesos físico-químicos que ocurren en un reactor de electrocoagulación se
describen en la figura presentada a continuación
Figura 3-4: Interacciones que ocurren dentro de un reactor de electrocoagulación
(Holt et al , 2002)

20
La disolución del Aluminio en la superficie del ánodo queda descrita a través de la
siguiente Ec 5, en la cual el Al(s) en fase sólida es transferido en forma de iones a la solución
acuosa.
−+ +→ eAlAl aqs 33)()( Ec 5
Mientras que en el cátodo se desarrolla la formación de hidrógeno, la cual tiene una
dependencia directa con el pH de la solución.
−− +→+ )()(2)(2 2202 aqgl OHHeH Ec 6
)(2)( 22 gaq HeH →+ −+ Ec 7
De esta forma los iones Al(aq)3+ se combinan con los iones hidroxilos para formar
hidróxido de aluminio, moléculas monoméricas o moléculas polimétricas (Nordsom,1989;
Pourbaix,1963), como son:
• Las especies monoméricas formadas son Al(OH)2+, Al(OH)2
+ y Al(OH)4-, presentadas en
las ecuaciones 8 , 9 y 11.
• Las especies poliméricas formadas son Al2(OH)24+ y Al2(OH)5
+.
• Especies amorfas y menos solubles como Al(OH)3 y Al2O3. Ec (10)
+++ +→+ HOHAlOHAl 22
3 )( Ec 8 +++ +→+ HOHAlOHOHAl 22
2 )()( Ec 9 ++ +→+ HOHAlOHOHAl 0
322 )()( Ec 10
+− +→+ HOHAlOHOHAl 42
03 )()( Ec 11
Las ecuaciones descritas anteriormente solo hacen referencia a las moléculas
mononucleares.

21
3.4.1 Dependencia del pH en la electrocoagulación
Tomando en cuenta solo las formas de aluminio mononuclear, las concentraciones de las
diferentes formas que podemos encontrar el aluminio, Ec 8-11, varían dependiendo del pH que se
encuentre la solución. La Figura 3-5 muestra las diferentes especies de aluminio presentes en una
solución, en función del pH (Metcalf & Eddy, 2003).
Figura 3-5: Diagrama de solubilidad de Al(OH)3 considerando solo especies de aluminio monoméricas.
(Holt et al, 2005)
En esta figura se representa el intervalo de pH en la cual se obtiene una mejor solubilidad
del hidróxido de aluminio. Los complejos de aluminio en su forma catiónica son adsorbidos en
las partículas neutralizándolas (Bensadok et al, 2008). El mejor rango de pH para encontrar estos
complejos es entre 5-7,5, de esta manera se minimiza la forma no iónica del aluminio Al(OH)3(s).

22
4 MATERIALES Y METODOLOGIA.
A continuación se presentan los materiales y procedimientos utilizados para el desarrollo
de esta experiencia, la cual se realizó en el Laboratorio de Recursos Forestales del Departamento
de Ingeniería Química.
4.1 Materiales, Equipos y Reactivos
Los materiales utilizados durante la experiencia fueron:
• Reactor Electroquímico con ranuras de separación fijas de electrodos
• Electrodos de Aluminio de 2mm
• Electrodos de Acero Inoxidable 316 de 2mm
• Cronómetro
• Agitador
• Medidor de pH DENVER
• Fuente de poder, HQ POWER, modelo PS3003L
• Espectrofotómetro
• Horno de análisis de DQ

23
Figura 4-1: Izquierda: Equipo electroquímico implementado con agitador, electrodos y medidor de pH. Derecha:, Equipo electroquímico en funcionamiento.
Figura 4-2: Fuente de poder con variación de voltaje y amperaje.
Los reactivos químicos que se utilizaron fueron:
• Efluente de etapa de extracción alcalina apoyada con Oxígeno.
• Acido Sulfúrico.
• Acido clorhídrico fumante.
• Solución indicadora de Ferroina.
• Sulfato de amonio ferroso.
• Reactivo de acido sulfúrico.
• Reactivo de fenol Folin.
• Reactivo de carbonato-tartrato.
24
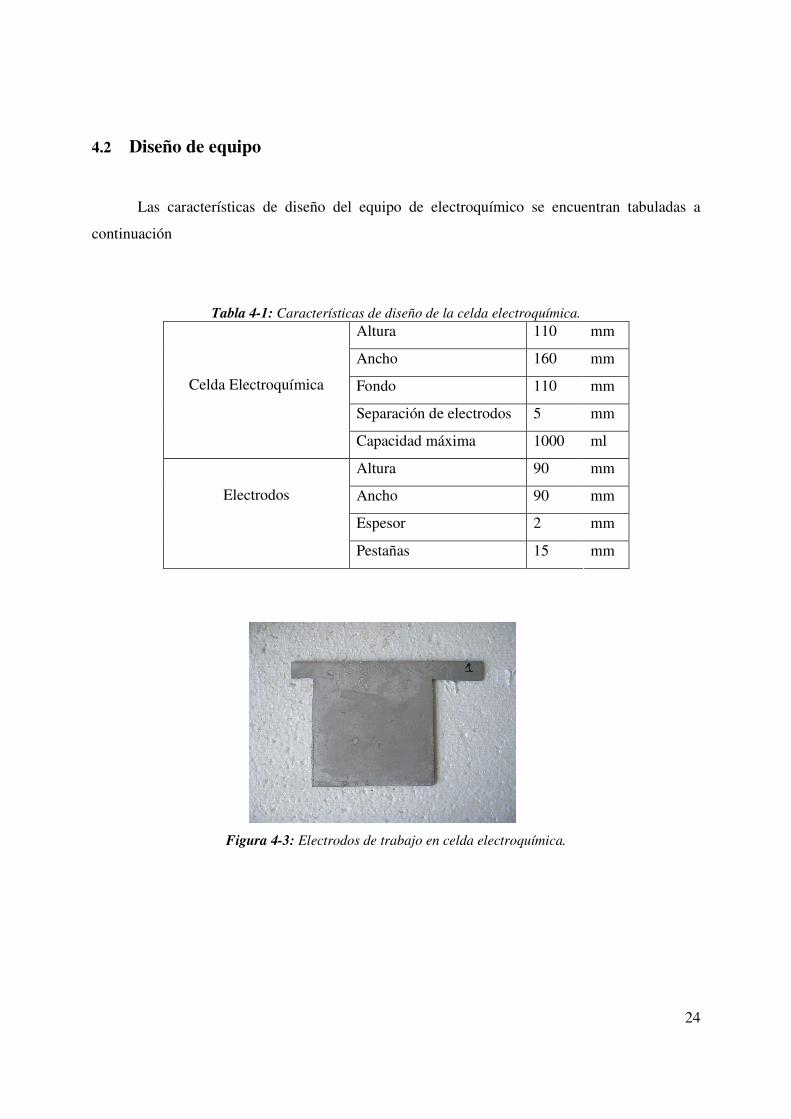
4.2 Diseño de equipo
Las características de diseño del equipo de electroquímico se encuentran tabuladas a
continuación
Tabla 4-1: Características de diseño de la celda electroquímica. Altura 110 mm
Ancho 160 mm
Fondo 110 mm
Separación de electrodos 5 mm
Celda Electroquímica
Capacidad máxima 1000 ml
Altura 90 mm
Ancho 90 mm
Espesor 2 mm
Electrodos
Pestañas 15 mm
Figura 4-3: Electrodos de trabajo en celda electroquímica.

25
4.3 Obtención de efluente de blanqueo.
Para la obtención del efluente se utilizo pulpa Kraf de pino de la industria de procesos de
celulosa y papel, sin tener el proceso de deslignificación y con un índice Kappa de 12,3. El
procedimiento de blanqueo fue realizado en dos etapas, la primera fue realizada con dióxido de
cloro al 100% y a continuación de esta fue realizada la etapa de extracción alcalina apoyada con
Oxígeno.
4.3.1 Primera etapa de dióxido de cloro
El proceso queda señalado a continuación:
• Pesar pulpa para obtención de masa de pulpa seca deseada.
• Se carga en la bolsa de polietileno la pulpa y se agrega 1,02% de dióxido de cloro con
agua destilada. Esto se realiza manteniendo el parámetro de la etapa en un 10% de
consistencia.
• Una vez sellada la bolsa se homogeniza el contenido y se a procede mantener en un baño
termostático a 70ºC durante 40 min.
• Luego se saca la bolsa y se lava con una cantidad de agua destilada hasta alcanzar una
consistencia del 4%.
• Finalmente se centrifuga y se peletiza la pulpa para continuar con la 2º etapa de
extracción alcalina.
• El efluente obtenido en esta etapa es descartado.
4.3.2 Segunda etapa de extracción alcalina apoyada con Oxígeno.
Se utilizo un reactor de 10 l el cual permite mantener una agitación, temperatura y presión
de Oxígeno constante. A continuación se describe el procedimiento:

26
• Mezclar pulpa peletizada con hidróxido de sodio al 2% en base a la pulpa seca y agua
destilada.
• Se agrego Peroxido 0,2% en base a la pulpa seca.
• Se procede a cargar el reactor manteniendo la presión de Oxígeno en 2 bar y la
temperatura en 70 ºC con un tiempo de residencia de 1 hora.
• Una vez finalizada esta etapa, el contenido del reactor es colocado en bolsa de género y se
lava con agua destilada hasta alcanzar una consistencia inicial de 10%.
• Se procese a estrujar y centrifugar el contenido de la bolsa de genero hasta alcanzar una
consistencia de 4%, de esta forma se obtiene el efluente de blanqueo.
• Una vez reunidos los efluentes de blanqueo, Eop; mediante la metodología descrita, se
proceden a juntar y almacenar en recipientes de 20 L en refrigerador a 3ºC.
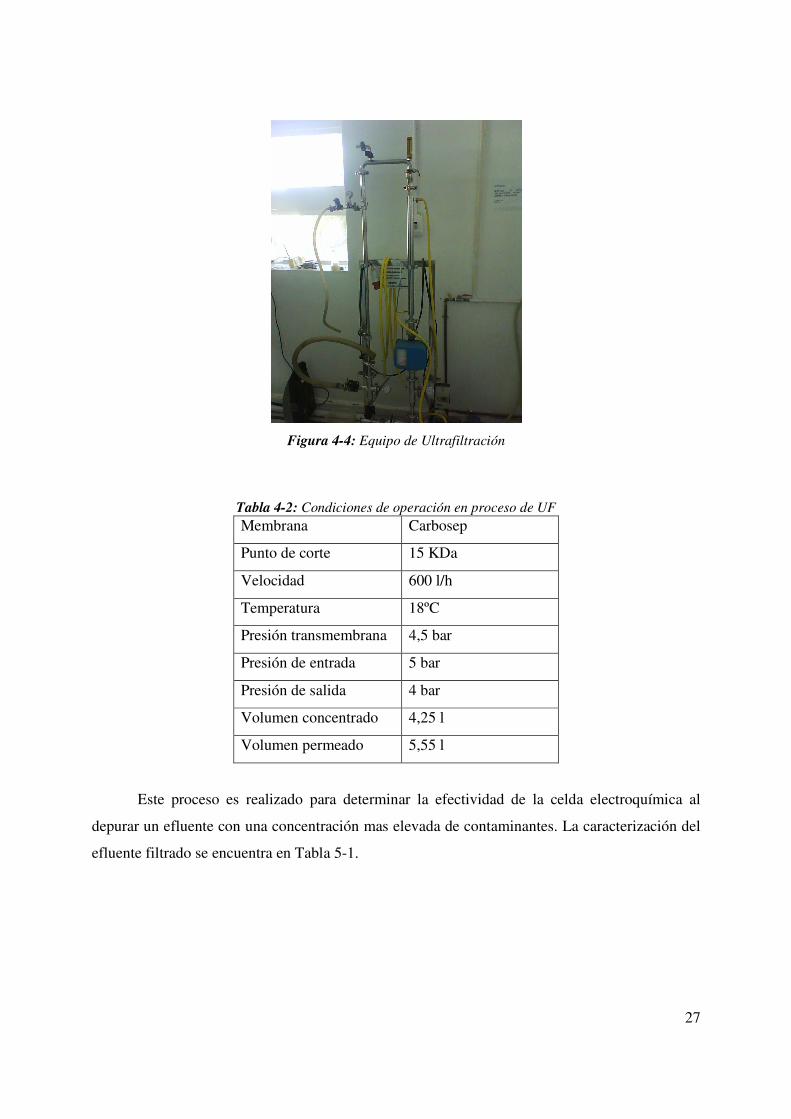
4.4 Metodología de obtención de efluente segregado mediante membranas de
UF.
La concentración del efluente de blanqueo fue realizada en un equipo de membranas de
UF, el cual se observa en la Figura 4-3, permitiendo trabajar a las condiciones de operación
descritas en la Tabla 4-1.
27
Figura 4-4: Equipo de Ultrafiltración
Tabla 4-2: Condiciones de operación en proceso de UF Membrana Carbosep
Punto de corte 15 KDa
Velocidad 600 l/h
Temperatura 18ºC
Presión transmembrana 4,5 bar
Presión de entrada 5 bar
Presión de salida 4 bar
Volumen concentrado 4,25 l
Volumen permeado 5,55 l
Este proceso es realizado para determinar la efectividad de la celda electroquímica al
depurar un efluente con una concentración mas elevada de contaminantes. La caracterización del
efluente filtrado se encuentra en Tabla 5-1.
28
4.5 Metodología de caracterización del efluente.
Para la caracterización química del efluente, fueron utilizadas metodologías normalizadas
las cuales se encuentra descritas a continuación.
4.5.1 Medición de Demanda Química de Oxígeno, DQO.
La medición de DQO permite conocer el equivalente en oxígeno de la carga de materia
orgánica que trae el efluente de blanqueo. Para esta medición se utilazo el manual [APHA
5220C.] el cual se realiza a reflujo cerrado, por método titulométrico (véase Anexo B).
4.5.2 Método de Fenoles Totales (Tanino y Lignina).
Tanto la lignina como el tanino contienen grupos hidroxilos aromáticos que reaccionan
con el compuesto Fenol Folin. La reacción no es específica para el tanino y la lignina, ni para los
compuestos que contengan grupos hidroxilos aromáticos, orgánicos o inorgánicos.
El método utilizado es el colorimétrico [APHA 5550A], el cual detecta el color azul de la
reacción del efluente con el reactivo Fenol Folin. (Véase Anexo B).
4.5.3 Método de medición de color
El método utilizado es el STANDARD H.5, el cual es normalizado para Plantas de
Celulosa kraf. La realización de esta experiencia fue llevada a cabo en un espectrofotómetro.
(Véase Anexo B).

29
4.6 Metodología para la determinación de Aluminio Total disuelto.
Para la medición de la dosis suministrada de aluminio, por la disolución del ánodo, se
utilizo el siguiente procedimiento:
• Obtención de 7 ml de muestra del efluente del reactor electroquímico, en los tiempos de 5,
10, 15 min.
• En un matraz aforado de 10 ml, se agregan 5 ml de muestra con previa agitación para
homogenizar la mezcla.
• En el matraz se adicionan 1 ml HCl (1:1), 1 ml de KCl (10g/l), 1 ml CH3COOH (1:1) y
enrasar. Esta etapa es para disolver los coágulos formados por el hidróxido de aluminio,
de esta forma se atenúa el efecto de ionización y se produce un efecto de solvente
orgánico.
• La medición de la concentración de aluminio es realizada en un equipo espectrofotómetro
de absorción atómica.
4.7 Metodología para lavado de electrodos y reactor.
Para que la experiencia resulte exitosa y con la menor cantidad de perturbaciones
posibles, debido a la contaminación de electrodos, es llevado a cabo el siguiente procedimiento
de limpieza de éstos.
• Los eléctrodos de acero inoxidable son puestos en una disolución de ácido clorhídrico
concentrada por 5 min.
• Los ánodos de aluminio son lavados con gran cantidad de agua y detergente, ocupando
escobillas plásticas y no metálicas, para evitar la contaminación del electrodo con el
metal.
• El ánodo de sacrificio (aluminio) se procede a cambiar por nuevos electrodos cada 2 a 3
experiencias, dependiendo de su desgaste.

30
• El lavado del reactor electroquímico es realizado con ácido clorhídrico concentrado,
fijándose que el ácido bañe al reactor en todas las superficies, una vez realizado esto, se
enjuaga con abundante agua.
4.8 Metodología experimental para el funcionamiento del reactor
electroquímico.
Una vez realizada la obtención del efluente y su respectiva caracterización, el
procedimiento que se lleva a cabo para la depuración por medio de un reactor electroquímico fue
el siguiente:
• Obtención de 1050 ml de efluente. Este efluente es llevado a 20ºC por medio de un
calefactor proporcionado por el laboratorio. Una vez realizado estos pasos, se ajusta el
pH.
• Habiendo realizado el lavado de las placas y del reactor, se ingresa el efluente. A este
nuevamente se le ajusta el pH a lo requerido por posible variación.
• Se conectan los electrodos a la fuente de poder previamente ajustada en el valor de voltaje
que se quiera trabajar.
• Una vez que este funcionando la agitación y medición de pH continua en el reactor, se
procede a encender la fuente de poder y medir el tiempo. A medida que esté en
funcionamiento el reactor, se tiene que ir controlando el pH al requerido.
• El muestreo se realiza cada 5 min., siendo 13 ml para los ensayos de DQO y fenoles
totales y 7 ml para análisis de aluminio siempre que se requiera. Las muestras tienen que
ser sacadas de un mismo lugar en un reactor electroquímico.
• A los 15 min. de experiencia se apaga la fuente de poder. Y el efluente tratado es filtrado
para la obtención del peso seco de los lodos.
Este procedimiento será realizados para voltajes 1V,2V y 3V para evitar gastos elevados
de energía y el mejor de los resultados se hará variar el pH entre 4,5 y 7,5 debido a que entre
estos pH hay mayor cantidad de hidróxido de aluminio en estado iónico (véase Figura 3-5).

31
4.9 Metodología ensayo mediante Coagulación Química.
Una vez realizados los ensayos electroquímicos para el efluente original a diferentes
voltajes y pH, se procede a realizar los siguientes pasos.
• Identificar el mejor resultado en términos depurativos del efluente mediante ensayos
electroquímicos.
• Una vez identificado el ensayo mediante el punto anterior, se procede a cuantificar la
cantidad de aluminio disuelta en el efluente, producto a la disolución del ánodo, mediante
el equipo espectrofotómetro de absorción atómica.
• Cuando el valor de la cantidad de aluminio disuelto es obtenido, se procede a calcular la
cantidad de Sulfato de Aluminio necesaria para que la cantidad de Aluminio
proporcionada por éste iguale lo entregado mediante la disolución del ánodo.
• La cantidad calculada de Sulfato de Aluminio es aplicada a un 1L de efluente original o
puro, previamente llevado a temperatura de 20ºC, preocupándose de mantener una
agitación constante durante 5 mininitos y luego dejar reposar 10 min.
• Una vez terminada esta etapa se procede a caracterizar el efluente, para así ser comparado
con el proceso electroquímico.

32
5 RESULTADOS Y DISCUSIONES
En este capítulo se presentan los resultados obtenidos en este trabajo de investigación.
Primeramente, se presenta la caracterización del efluente de blanqueo y de las fracciones
obtenidas mediante ultrafiltración. Una vez obtenida la caracterización, se procede a verificar los
efectos al variar el voltaje y posteriormente el pH en celda electroquímica, lo cual permitiría la
obtención de parámetros de operación óptimos para una depuración efectiva del efluente original
de blanqueo. Luego, dichos parámetros son aplicados al efluente de peso molecular alto,
concentrado, para verificar la efectividad del proceso electroquímico al actuar frente a fracciones
moleculares mas elevadas y en conjunto se comparan los resultados depurativos del proceso
físico-químico aplicando sulfato de aluminio. Finalmente, se comparan costos del proceso físico
químicos frente a procesos electroquímicos.
5.1 Caracterización de los afluentes
La Tabla 5.1 muestra la distribución másica de Fenoles totales, carga orgánica y color
cuyas concentraciones iniciales son 10,21 mg/l, 505,26 mgO2/l y 0,135 mg de Pt-Co/g CA (Véase
Apéndice A-3) respectivamente en efluente de blanqueo original y sus respectivas líneas de
concentrado y perneado obtenidas después de ultrafiltrar mediante una membrana UF de 15KDa
punto de corte, mediante sistema de recirculación.

33
Tabla 5-1: Porcentajes másico del efluente con sus respectivos concentrado y permeados.
Fenoles Totales
(%másico)
DQO
(%másico)
Color
(%másico)
Efluente Eop 100% 100% 100%
Permeado
(PM < 15 KDa ) 5% 19% 3%
Concentrado
(PM > 15 KDa) 65% 64% 94%
Pérdidas 30% 17% 3%
Se observa claramente que los compuestos fenólicos, orgánicos y coloreados son de alto
peso molecular, ya una significativa fracción másica fue separada en el concentrado. Las pérdidas
en el sistema de UF son debido a la acumulación en la membrana, provocando el ensuciamiento
de ésta, y a la acumulación de líquido dentro del equipo UF (Pérez, 2005). Esto implica que si
interesa eliminar los compuestos coloreados, el permeado prácticamente está libre de ese tipo de
compuestos, con una pequeña fracción de compuestos fenólicos. A su vez, la línea de
concentrado puede ser tratada mediante sistemas intensivos para eliminar la materia orgánica
presente.
5.2 Efecto de la intensidad de corriente y resistencia eléctrica en celda
electroquímica.
Si bien el voltaje juega un rol importante dentro de un proceso electroquímico, la densidad
de corriente juega un rol de igual o mayor importancia que el voltaje (Ec 4). Esto se debe a que el
flujo de corriente que circula por una determinada área de los electrodos controla la velocidad del
proceso electroquímico producido en el ánodo y el cátodo. Los procesos de electrocoagulación y
electrooxidación son beneficiados al aumentar el voltaje, ya que es directamente proporcional con
la densidad de corriente, de esta forma se incrementa la cantidad de carga transportada por los

34
iones presentes en el medio, permitiendo una oxidación de los compuestos aromáticos más
efectiva y también se aumenta la cantidad de aluminio disuelto, permitiendo así una coagulación
más rápida y eficaz (Ver Figuras 5-4 y 5-5).
5.2.1 Variación de intensidad de corriente y densidad de corriente para efluente con
voltaje variable.
A continuación se presentan la variación de la intensidad de corriente y densidad de
corriente durante la electrólisis, para diferentes voltajes, manteniendo constantes el pH y la
conductividad eléctrica. La mayor intensidad de corriente (promedio 1,52A) y, respectivamente,
la mayor densidad de corriente de 256 A/m2 se obtuvo a los 3V. Al aumentar el voltaje se
incrementa tanto la intensidad como la densidad de corriente (Ec 4). Las experimentaciones a 2V
y 3V presentan un leve aumento en la intensidad de corriente, la cual se puede atribuir al
incremento de iones, producto de la disolución del ánodo de sacrificio. Los iones presentes en el
medio tienen la particularidad de mejorar el traspaso de carga entre el ánodo y el cátodo
incrementando el flujo de corriente.
Figura 5-1: Variación de intensidad de corriente y densidad de corriente para diferentes voltajes,
manteniendo parámetros de pH 5,5 y conductividad en 2,95*103 �s constantes.�

35
En cambio, los resultados de intensidad de corriente para 1 V son prácticamente
constantes durante toda la experiencia, esto debido a la poca concentración de iones de aluminio
en el medio, producto de su poca disolución (ver Figura 5-3). Una mayor presencia de iones en el
medio, aumenta el traspaso de carga entre ánodo y cátodo, permitiendo mantener la intensidad y
la densidad de corriente constante en 0,1A y 17,9 A/m2 respectivamente. (Alonso-Vante, 2003)
Otro fenómeno que contribuye al aumento de transferencia de carga, es la no depositación
de material orgánico en el cátodo, la cual ejercería una resistencia al paso de corriente entre
electrodos. Esto es posible debido a que la electrolisis del agua genera H2 el cual al burbujear
provoca el arrastre de partículas en el cátodo y en la celda, permitiendo la flotación de éstas.
5.2.2 Variación de intensidad de corriente en celda electroquímica, para efluente con
distintas concentraciones e iguales condiciones de operación.
En la Figura 5-2 se observa la variación de la intensidad y de densidad de corriente
eléctrica en la celda electroquímica, manteniendo el voltaje, conducción y pH constantes.
Al igual que en la Figura 5-1, se presenta una leve tendencia en el aumento de la
intensidad de corriente en el transcurso del tiempo, esto es atribuible a la disolución del ánodo de
aluminio, permitiendo una mayor transferencia de carga por el aumento de iones de aluminio
presente en el medio.
Figura 5-2: Variación de amperaje con respecto al tiempo para voltaje de 3V, conductividad de 2,95*103
�s y un pH de 5,5. Realizado en efluente de blanqueo, concentrado y agua destilada.
36
En esta Figura existe una diferencia clara en la posición de las curvas, siendo la del
efluente concentrado la curva que presenta una menor conducción eléctrica, debido a que al
aplicar un mismo voltaje la corriente circulante es menor, luego se ubica la curva del efluente
puro de blanqueo y posteriormente la con mejor conducción es la con agua destilada ajustando
pH y conductividad. La mayor carga orgánica presente en el efluente concentrado ofrece una
resistencia al flujo de corriente en la celda electroquímica, dificultando el flujo de carga eléctrica
entre cátodo y ánodo.
5.3 Cinética de degradación del Ánodo de aluminio
Para el estudio de la electrocoagulación es importante saber la cantidad de aluminio
ionizado presente en el medio y su velocidad de generación. Este estudio fue realizado para
voltajes variables y condiciones del efluente constantes tales como pH, temperatura y
conductividad en el efluente de blanqueo. También fue realizada esta experiencia en agua
destilada a 3V para identificar cualquier influencia de los componentes orgánicos del efluente. La
concentración de aluminio ionizado se obtuvo mediante espectroscopía de absorción atómica, que
permite obtener la cantidad de aluminio disuelto total presente en el sistema.
Los resultados sobre la cinética de disolución electrolítica del aluminio se presentan en la
Figura 5-3. La velocidad de disolución del aluminio, dada por la pendiente de la curva, se
mantiene prácticamente constante durante cada corrida experimental, lo cual se explica por el
hecho de que tanto el voltaje aplicado como la densidad de corriente se mantuvieron constantes
durante cada experimento. Se observa, además, que la velocidad de generación de aluminio
aumenta con el voltaje de la celda electroquímica, y es mayor en agua destilada que en el
efluente, al mismo voltaje ya que la celda no presenta resistencia debido a las moléculas
orgánicas presente en el efluente.
El aluminio tiene un potencial de oxidación de -1,66 V, en agua a 25ºC (ver Figura 3-2);
debido a esto, para la experiencia realizada a 1V la degradación de las placas de aluminio es
extremadamente baja ( 0,2 (mg Al L-1 min-1)). Para los casos de 3V y 2V, las velocidades de
disolución fueron 7,1 y 3,2 mg (Al L-1 min-1) , respectivamente, llegando a niveles de 104 y 47
(mg Al L-1) luego de 15 min, respectivamente.

37
Estas cinéticas deben ser consideradas como una primera aproximación, ya que dependen
de la composición química del efluente que se esté trabajando. Esto se ve reflejado en las
cantidades finales de aluminio disuelto en agua destilada y en el efluente de blanqueo a potencial
de 3V, llegando a presentar una disminución aproximada de un 50% en la cantidad de aluminio
disuelto, debido a la presencia de materia orgánica.
El aluminio presente tiene dos efectos importantes en proceso electroquímico. El primero,
es la posibilidad de formar el complejo de hidróxido de aluminio, el cual tiene efectos de
coagulante, bajo parámetros de pH definidos (ver Figura 3-5). Este efecto permite la posibilidad
de depuración del efluente a través de arrastre de contaminantes, los cuales pueden ser a través de
flotación o sedimentación. El segundo efecto, que aumenta la velocidad de transferencia de carga
entre el ánodo y el cátodo, debido al aumento de iones presentes en el medio, lo cual hace posible
un leve aumento en la intensidad de corriente (ver Figura 5-1).
0
50
100
150
200
250
0 2 4 6 8 10 12 14Tiempo de muestreo (min)
Alu
min
io to
tal d
isue
lto (
mg/
l)
Efluente, 3V
Efluente, 2V
Efluente, 1V
Agua destilada, 3V
Figura 5-3: Velocidad de disolución de placas de Aluminio para distintos voltajes
aplicados al efluente y a agua destilada como medio base, manteniendo
el pH en 5,5 y conductividad de2,95*103 �s.�

38
5.4 Efectos del voltaje en la depuración del efluente de blanqueo.
En esta sección se presentan los resultados de la depuración del efluente de blanqueo para
condiciones de voltaje variable y manteniendo parámetros de conductividad, pH y temperatura
constantes.
En la Figura 5-4, se observa la cinética de degradación para los fenoles totales. La
remoción de fenoles es más efectiva para 3V, pudiendo eliminar aproximadamente el 50% de la
masa inicial en los primeros 5 minutos, llegando a depurar hasta 72%, para densidades 254 A/m2.
Para el potencial de 2V, el sistema llega a niveles de remoción del 56 %. La menor efectividad se
debe principalmente a la menor presencia de aluminio para efectuar el proceso de coagulación y
la menor intensidad de corriente implica un menor efecto de oxidación de las moléculas
aromáticas. En los voltajes inferiores a 1 V, el efecto remoción de fenoles esperado es practicante
nulo (Yavuz, 2006), debido al bajo flujo de corriente circulante entre los electrodos (18 A/m2).
0,00
2,00
4,00
6,00
8,00
10,00
12,00
0 5 10 15
Tiempo (min)
Feno
les
Tot
ales
(mg/
l)
3 V 2 V 1 V
Figura 5-4: Degradación de DQO con variación de voltajes a 5,5 pH

39
Como se mostró en la Figura 5-3, el voltaje juega un rol fundamental en la disolución del
aluminio en el ánodo, permitiendo de esta forma efectuar el fenómeno de coagulación de las
partículas disueltas y suspendidas del efluente provocando el arrastre de éstas, realizando así la
depuración del efluente como es demostrado en las Figuras presentadas a continuación.
Para determinar la contribución de los mecanismos de electrocoagulación y electro-
oxidación a la depuración de fenoles, fue necesario filtrar, secar y resuspender los sólidos
sedimentados. Los resultados se resumen en la Tabla 5-3.
Tabla 5-2: Porcentajes de remoción total mediante mecanismo de electrocoagulación y electrooxidación,
para voltajes variables y 5,5 pH constante.
PORCENTAJE TOTAL REMOVIDO
Potencial
Mecanismo de electrooxidación
Mecanismo de electrocoagulación
3 V 45% 55% 2 V 2% 98% 1 V 0% 0%-
En esta tabla se observa que para un voltaje de 3V, correspondiente a 256 A/m2, el 45%
de los fenoles removidos es mediante el mecanismo de electrooxidación, mientras que 55% es
eliminado por electrocoagulación. Por su parte, para 2V, el proceso de electrooxidación no tiene
mayor influencia siendo el efecto de electrocoagulación responsable de la eliminación de fenoles.
Esto se debe al bajo flujo de corriente que atraviesan los electrodos, siendo un promedio de 73
A/m2, tema propuesto por (Yavuz, 2006), lo cual permite únicamente la solubilidad del aluminio
y no la posibilidad de generar suficientes radicales que ataquen de forma significativa las
moléculas de fenol. Para voltajes de 1V ninguno de los dos efectos están presentes.
En la Figura 5-6, se observa la variación de DQO para diferentes voltajes de la celda. Los
resultados muestran la misma tendencia observada para el caso de los fenoles, con una mayor
tasa de eliminación a medida que aumenta la diferencia de potencial eléctrico entre los
electrodos. A 3V, se logra remover 65% de la DQO, luego de 15 min de tratamiento. Esta
depuración del efluente es debido al proceso de coagulación del efluente, permitiendo hacer retiro
mediante arrastre de las moléculas orgánicas e inorgánicas presentes en el efluente. En el caso de

40
2V, sólo un 43% de la DQO es removido, mientras que para 1V el efluente prácticamente no
presenta cambios importantes en la concentración de DQO.
El retiro de la DQO tiene directa relación con la degradación de las placas de aluminio
permitiendo tener el efecto de coagulante en el efluente.
0,0
100,0
200,0
300,0
400,0
500,0
600,0
0 2 4 6 8 10 12 14
Tiempo (min)
DQ
O (m
g O
2/l)
3 V 2 V 1 V
Figura 5-5: Degradación de DQO para variados voltajes, manteniendo constantes
los parámetros de pH, conductividad y temperatura.
La Figura 5-6 muestra el efecto de la electrólisis sobre el contenido de compuestos
coloreados del efluente. La mejor tasa de remoción de color se obtiene para un voltaje de 3V, con
98% del color eliminado. Es interesante notar que a 1V se logra remover cerca del 60% de los
compuestos coloreados, a diferencia de lo observado con los fenoles y DQO que prácticamente
no sufrieron variación a ese voltaje. El efecto sobre el color se puede atribuir a efecto oxidativo
electrolítico sobre los grupos cromosfóricos, reduciendo el color efectivo del efluente.

41
98%
80%
69%
0%
10%
20%
30%
40%
50%
60%
70%
80%
90%
100%
3V 2V 1V
Voltajes
Porc
enta
je d
e re
moc
ion
de U
nida
des d
e C
olor
Figura 5-6: Variación de unidades de color en celda electroquímica
para voltajes variables y pH de 5,5.
5.5 Efectos del pH en la depuración del efluente de blanqueo.
La Figura 5-7 presenta los resultados de remoción de fenoles en función del pH del
medio, en el rango 4,5-7,5. Se trabajó con un potencial de 3V ya que este demostró obtener los
mejores resultados de remoción de los contaminantes presentes. En la Figura 5-7 se observa que
la mayor remoción de fenoles se obtiene a pH 5,5, logrando eliminar 72% en los primeros 10
minutos de tratamiento. El pH es un parámetro importante en la depuración electrolítica del
efluente, ya que constituye un factor determinante en el proceso de electrocoagulación (ver
Figura 3-5).
Si bien, todas la curvas llegan a niveles finales muy parecidos, los resultados a pH 4,5 y
5,5 logran una mayor velocidad de remoción de fenoles dentro de los primeros 10 minutos, lo que
es atribuible a que la formación de hidróxido de aluminio de forma cationica es favorecida dentro
de estos pH, siendo pH 5,5 el más satisfactorio (Metcalf & Eddy, 2003).

42
0,00
2,00
4,00
6,00
8,00
10,00
12,00
0 2 4 6 8 10 12 14
Tiempo (min)
Feno
les T
otal
es (
mg/
l)
pH 6,5 pH 7,5 pH 4,5 pH 5,5
Figura 5-7: Degradación de fenoles totales con respecto al tiempo, variando el pH.
Ensayo realizado a 3V y conductividad constantes.
En la Tabla 5-4, se presenta el efecto del pH en la contribución que tienen los mecanismos
de electrocoagulación y electrooxidación en la remoción de fenoles. Para pH 6,5 y 5,5 el proceso
de coagulación presenta una mayor contribución, siendo responsable del 65% y 55%
respectivamente del total de los fenoles removidos. Esto se debe principalmente a que a estos
niveles de pH la formación de hidróxido de aluminio soluble es favorecida (Metcalf & Eddy,
2003), permitiendo un mayor efecto de coagulación de la materia orgánica, véase Figura 3-5.
Tabla 5-3: Porcentajes de remoción total mediante mecanismo de electrocoagulación y electrooxidación, para pH variable y potencial de 3V.
PORCENTAJE DE REMOCION TOTAL
PH
Mecanismo de electrooxidación
Mecanismo de electrocoagulación
7,5 47% 53% 6,5 35% 65% 5,5 45% 55% 4,5 55% 45%
43
En cambio, el proceso de electrooxidación es favorecido a pH más ácido. Para pH 4,5
este mecanismo contribuye con el 55% de la remoción total de fenoles. Cuando el medio es
ácido, la celda electroquímica tiende a liberar mayor cantidad de radicales hidroxilos, los que
actúan directamente sobre los anillos aromáticos de los fenoles, permitiendo su rápida oxidación.
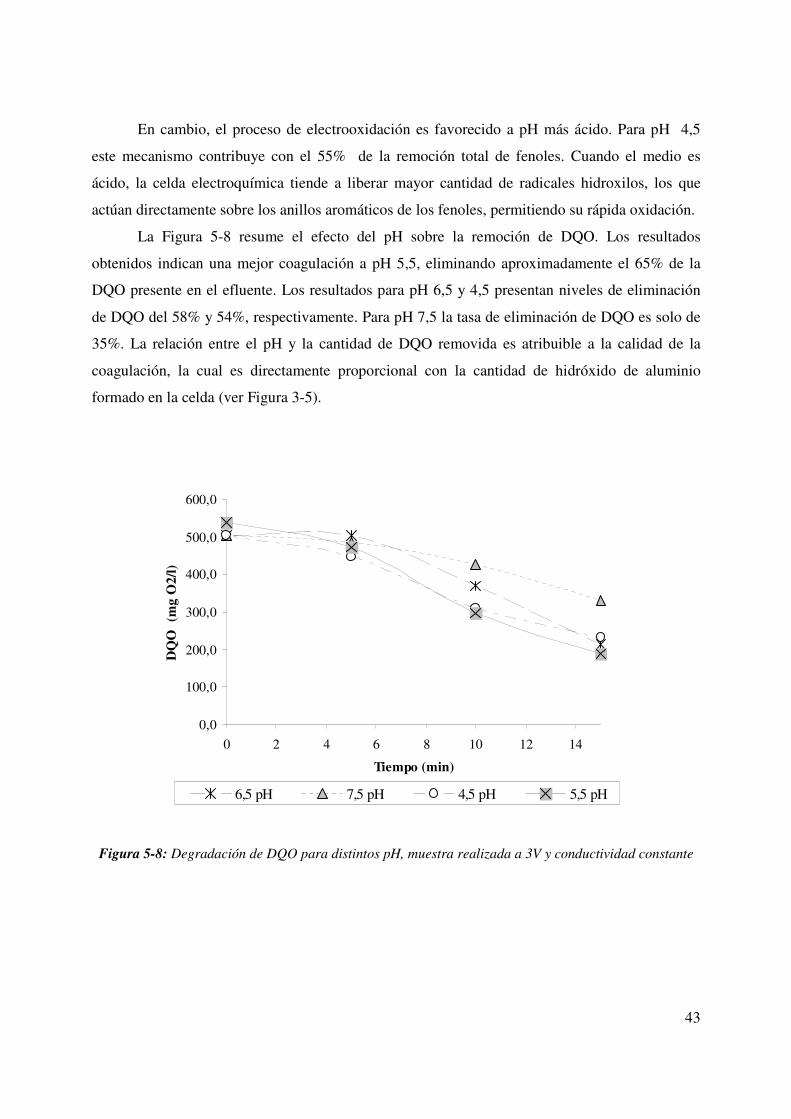
La Figura 5-8 resume el efecto del pH sobre la remoción de DQO. Los resultados
obtenidos indican una mejor coagulación a pH 5,5, eliminando aproximadamente el 65% de la
DQO presente en el efluente. Los resultados para pH 6,5 y 4,5 presentan niveles de eliminación
de DQO del 58% y 54%, respectivamente. Para pH 7,5 la tasa de eliminación de DQO es solo de
35%. La relación entre el pH y la cantidad de DQO removida es atribuible a la calidad de la
coagulación, la cual es directamente proporcional con la cantidad de hidróxido de aluminio
formado en la celda (ver Figura 3-5).
0,0
100,0
200,0
300,0
400,0
500,0
600,0
0 2 4 6 8 10 12 14
Tiempo (min)
DQ
O (
mg
O2/
l)
6,5 pH 7,5 pH 4,5 pH 5,5 pH
Figura 5-8: Degradación de DQO para distintos pH, muestra realizada a 3V y conductividad constante
44
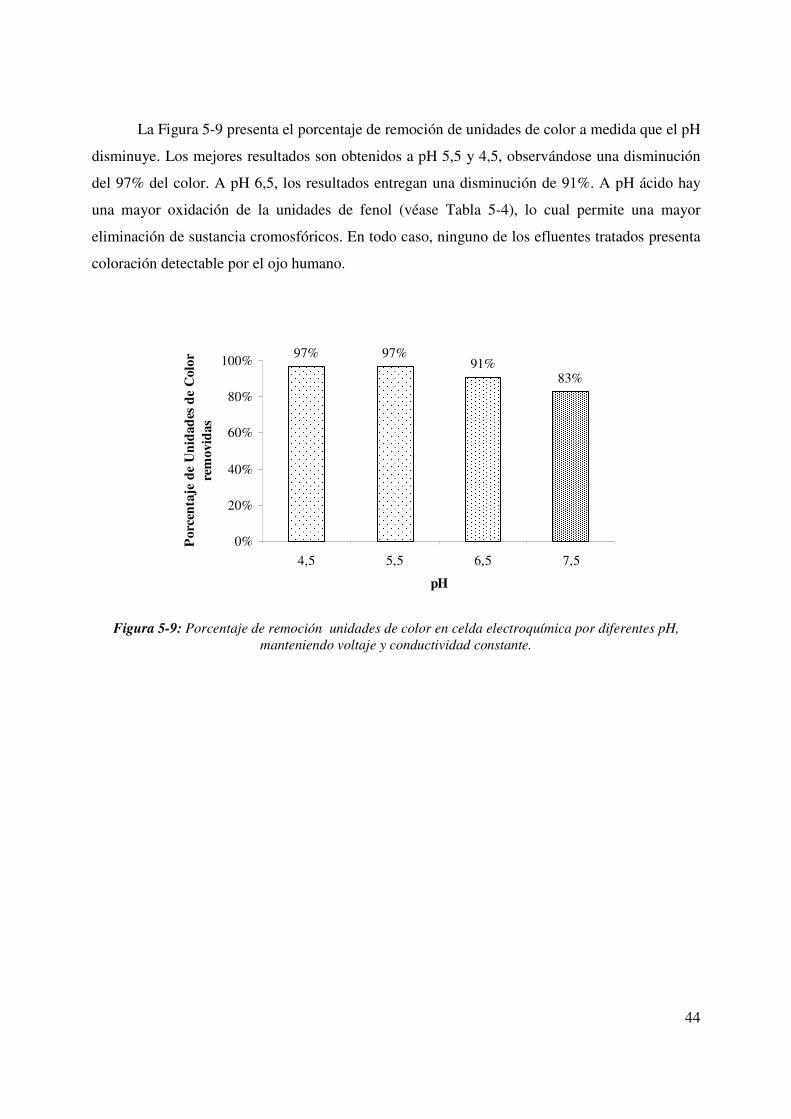
La Figura 5-9 presenta el porcentaje de remoción de unidades de color a medida que el pH
disminuye. Los mejores resultados son obtenidos a pH 5,5 y 4,5, observándose una disminución
del 97% del color. A pH 6,5, los resultados entregan una disminución de 91%. A pH ácido hay
una mayor oxidación de la unidades de fenol (véase Tabla 5-4), lo cual permite una mayor
eliminación de sustancia cromosfóricos. En todo caso, ninguno de los efluentes tratados presenta
coloración detectable por el ojo humano.
97% 97%91%
83%
0%
20%
40%
60%
80%
100%
4,5 5,5 6,5 7,5
pH
Porc
enta
je d
e U
nida
des d
e C
olor
re
mov
idas
Figura 5-9: Porcentaje de remoción unidades de color en celda electroquímica por diferentes pH,
manteniendo voltaje y conductividad constante.

45
5.6 Comparación de la efectividad de los procesos electroquímicos en el
efluente, en su concentrado y a través de proceso de coagulación química.
Resulta de gran importancia determinar la efectividad de la celda electroquímica al
trabajar con efluentes concentrados (manteniendo los parámetros de operación constantes) y
efectuar una comparación del proceso electroquímico con la metodología físico-química
aplicando sulfato de aluminio.
Para el desarrollo del ensayo se utilizó como base el mejor resultado en términos de
depuración, éste corresponde a las siguientes condiciones: pH 5,5 y voltaje 3 V. Bajo éstas se
trató el efluente concentrado (Ver Tabla 4-2).
Para efectuar el ensayo mediante precipitación química, la cual fue realizada a 20ºC y una
agitación de 3 min, fue necesario agregar Aluminio a través del compuesto Sulfato de Aluminio,
cuya cantidad es equivalente a la proporcionada por la disolución del ánodo en el caso base
(Véase Figura 5-3). Esta cantidad corresponde a 104 mg/L de aluminio que se obtienen de una
masa de 1,28 g de Al2(SO4)3*18H2O.
En la Figura 5-10 se presentan las concentraciones iniciales y finales de fenoles totales,
luego de los diferentes tratamientos.
Inicial
Inicial
Inicial
Final
Final Final
0
2
4
6
8
10
12
14
16
18
Procesoelectroquimicoefluente puro
Procesoelectroquimico
Efluente concentrado
Coagulación química aefluente puro
Feno
les
Tot
ales
(mg/
l)
Figura 5-10: Unidades de fenol eliminadas mediante proceso electroquímico aplicado al efluente puro, a
su concentrado y mediante proceso de coagulación química.

46
Si se compara las columnas del efluente puro y el efluente concentrado tratadas mediante
proceso electroquímico, se aprecia que la aplicación de corriente tiene una gran efectividad en la
eliminación de fenoles para efluente concentrados, la cual presenta una eliminación de 10 mg/L
fenoles, lo que corresponde a alrededor de 65% de remoción de la cantidad inicial presentada. En
cambio, el efluente puro presenta la eliminación de menos de 8 mg/l lo que equivale a 72% de
remoción de fenoles (véase Figura 5-10).
El proceso de coagulación química elimina menos de 5 mg/l de fenoles del efluente puro,
la cual corresponde solo al 46% frente a un 72% que es eliminado en el proceso de
electroquímico.
A continuación se presentan los porcentajes removidos mediante fenómenos de
coagulación y oxidación de las unidades de fenol dichos procesos mencionados.
Tabla 5-4: Porcentajes totales de unidades de fenol retiradas a través de mecanismo de coagulación y oxidación en procesos electroquímicos y de coagulación química, realizado en efluentes puro,
concentrado y efluente puro con coagulación química. PORCENTAJE DE REMOCION TOTAL
METODOLOGIA / EFLUENTE
Mecanismo de
coagulación
Mecanismo de
Oxidación
Celda Electroquímica / Original 55% 45%
Celda Electroquímica / Concentrado 70% 30%
Coagulación Química / Original 99% 1%
La cantidad de fenoles oxidados en el efluente puro y el efluente concentrado son muy
similares, del orden de 3 mg/l fenoles, reflejándose en un 45% y.30% respectivamente de la
cantidad removida total en dicho proceso. Por otra parte, para el proceso de coagulación química
el mecanismo de oxidación es despreciable o nulo, debido a que no hay agentes oxidantes
presentes. El proceso de electrocoagulación se ve favorecido al aumentar la concentración del
efluente, llegando a priorizar en un 70% frente a al mecanismo de oxidación.
En la Figura 5-11 se muestra las cantidades de DQO iniciales y finales para los procesos
de coagulación química y electrólisis, aplicando una cantidad de 104mg/l de aluminio
igualitariamente. Se puede concluir que la degradación efectuada por la coagulación química es

47
la menos satisfactoria, representando menos de 17% de eliminación de DQO frente a un 65%
proporcionada por proceso de electrocoagulación.
El proceso de electrocoagulación para la remoción de la DQO en efluentes concentrados
es muy efectivo, logrando eliminar más de 400 mgO2/L que representa el 51% de remoción,
comparado con 317,6 mgO2/L que representa el 65% de remoción que se obtiene cuando se
trabaja con el efluente puro.
El efluente concentrado contiene un 49% de la DQO sin remover frente a un 35% que
mantiene el efluente puro. Esto se debe principalmente al aumento de carga de DQO presente en
el concentrado (véase Anexo C). Una forma de disminuir este valor es aumentar la carga de
aluminio en el sistema, lo cual se puede obtener aumentado el voltaje o aumentado el tiempo de
residencia en el sistema.
0100200300400500600700800900
Electrocoagulación conefluente puro
Electrocoagulación conefluente concentrado
Coagulación químicacon efluente puro
DQ
O (m
g/l)
Inicial Final
Figura 5-11: Cantidad de la DQO retirada mediante proceso de electrocoagulación al efluente puro,
electrocoagulación al efluente concentrado y coagulación química del efluente puro.

48
5.7 Costos de Tratamientos
La viabilidad de aplicación de estos procesos depurativos a la realidad industrial depende
de una evaluación costo-beneficios. Debido a esto, en esta sección se compara los costos de la
depuración del efluente a través de proceso químico, ocupando sulfato de aluminio como agente
depurador, con los costos asociados al proceso electroquímico descrito en secciones anteriores.
Como base de esta comparación, para la depuración con sulfato de aluminio se aplica la
misma cantidad de aluminio que aquella obtenida a 3V y pH 5,5 en el efluente puro (véase Figura
5-3). El procedimiento de cálculo se describe en el Apéndice E. La Tabla 5-5 presenta los valores
actuales de las materias primas para llevar a cabo estos procesos.
Tabla 5-5 Precios de insumos básicos requeridos en ambos procesos. Costo Actual
Sulfato de aluminio, Al2(SO4)3
(Ecofast S.A.)
250 US$/ton
Costo energía eléctrica
(Compañía chilena de electricidad)
76 US$/MWh
Aluminio , Al(S)
(Bolsa de metales de Londres)
1261 US$/ton
Los costos marginales mensuales asociados a la depuración para tratar un flujo de efluente
de blanqueo de 10 m3/h, están descritos en la tabla presentada a continuación. En este cálculo se
consideró la energía eléctrica y los agentes químicos, ya que el resto de los factores de costo
dependerán netamente del diseño de la celda electrolítica.
Tabla 5-6 Costos por m3 de efluente tratado aplicando igual cantidad de aluminio. Costo Proceso Electroquímico
(US$/m3)
Costo Proceso Físico-Químico
(US$/m3)
Costo energéticos Costos de Aluminio Costo sulfato de aluminio
0,08 0,13 0,33
0,21 0,33

49
Los costos asociados a la depuración a través del proceso electroquímico son un 36 %
inferior al costo aplicando sulfato de aluminio. Este valor aun puede ser menor si se toma en
cuenta el diseño del reactor y las variables que afectan en el sistema, tales como, distancia entre
electrodos, potencial aplicado, tiempo de residencia, concentración del efluente y otros.
En la Figura 5-12 presentada a continuación se muestra la sensibilidad del costo de
depuración frente al aumento del costo de la energía eléctrica para el proceso electroquímico.
Dependiendo de la relación que muestre el costo del sulfato de aluminio con el incremento del
costo de la energía, puede ser que el costo del proceso físico químico pase a ser más conveniente
a medida de que el costo de la energía aumente.
Suponiendo que el costo del sulfato de aluminio no varia con la energía eléctrica, en este
experimento, el punto de quiebre ocurre cuando el costo de la energía tiene un valor de
180US$/MWh
0,00
0,10
0,20
0,30
0,40
0,50
0,60
0 50 100 150 200 250 300 350 400
Costo energia (US$/MWh)
Cos
to d
e tr
atam
ient
o (U
S$/m
^3)
Figura 5-12: Sensibilidad en el costo del proceso electroquímico respecto al costo energético.

50
6 CONCLUSIONES
• Se comprobó que el aumento del potencial eléctrico, entre un rango de 1V-3V, en la celda
electrolítica permite una mayor velocidad de solubilización electrolítica del ánodo de
aluminio, el cual favorece la transferencia de carga entre electrodos, permitiendo así un
aumento sostenido del flujo de corriente circulante en la celda. Esta disolución también
favorece los efectos de depuración mediante el proceso de coagulación química.
• La liberación de H2 proveniente de la electrolisis del agua, permite mantener al cátodo sin
depositación de materia orgánica, manteniendo limpio el electrodo debido al burbujeo de
gas en torno a éste. Dicho fenómeno afecta directamente la intensidad de corriente en la
celda, ya que se evita la resistencia eléctrica por fenómenos de depositación. Este efecto
no fue acentuado al aumentar la concentración del efluente.
• Para el potencial eléctrico mayor (3V) se obtuvieron los mejores resultados en la
depuración del efluente, debido a que al aumentar el voltaje se incrementa la solubilidad
del aluminio, lo cual favorece el fenómeno de coagulación, y la oxidación anódica de los
fenoles.
• El pH juega un rol fundamental en la eliminación electroquímica de los fenoles. A pH 6,5
y 5,5 se favorece la electrocoagulación, mientras que a pH 5,5 y 4,5 existe una mayor
contribución de la electrooxidación anódica debido a la mayor liberación de radicales
hidroxilos bajo estas condiciones de acides mas acentuadas.
• Los mejores resultados de remoción de Unidades de Fenol, DQO y Unidades de Color se
obtuvieron a pH 5,5 y potencial de 3 V, logrando remociones de 72%, 65% y 98%
respectivamente.
• El costo del proceso electroquímico es significativamente inferior al de un proceso de
coagulación convencional aplicando sulfato de aluminio, pero es altamente sensible al
aumento del costo de la energía eléctrica. Esta estimación será también dependiente del
diseño de los equipos.

51
7 BIBLIOGRAFIA
Gordon M. Barrow, “Fuerzas electromotriz y pilas químicas”, Química Física, McGraw-Hill Book
Company, Reveté, Nueva York, pp. 649-684, (1964)
Jesus Iniesta V. “Oxidación electroquímica de metanol y fenol sobre electrodos de dióxido de Plomo puro
y dopado: aplicación del tratamiento electroquímico en aguas residuales”. Informe para optar al
grado doctor en ciencias químicas, Universidad de alicante, 4-26,pp. 131-239, (1999).
IPCC, 2007: “Cambio climático 2007: Informe de síntesis”, Contribución de los Grupos de trabajo I, II y
III al Cuarto Informe de evaluación del Grupo Intergubernamental de Expertos sobre el Cambio
Climático, Equipo de redacción principal: Pachauri, R.K. y Reisinger, A, directores de la
publicación IPCC, Ginebra, Suiza, 104 págs. (2007)
Stephen K. Lower, “Chemical reactions at an electrode, galvanic and electrolytic cells,
Electrochemistry”, Simon Fraser University, 3-6, pp. 11,35-38, (2004).
Leonardo S. Andrade, Edison A. Laurindo, Regina V. de Oliveira,Romeu C. Rocha-Filho and Quezia B.
Cass, “Development of a HPLC Method to Follow the Degradation of Phenol by Electrochemical
or Photoelectrochemical Treatment”. Departamento de Química, Universidade Federal de São
Carlos, J. Braz. Chem. Soc., Vol. 17, No. 2, pp. 369-373, (2006).
Peter K. Holt, Geoffrey W. Barton, Mary Wark, Cynthia A. Mitchell, “A quantitative comparison between
chemical dosing and electrocoagulation”, Colloids and Surfaces, Elsevier, 233-248, (2002)
P.K. Holt, G.W. Barton, C.A. Mitchell, The future for electrocoagulation as a localised water treatment
technology, Chemosphere 59, 355–367, (2005)
D.K. Nordsom, H.M. May, Aqueous equilibrium data for mononuclear aluminium species, in: G. Sposito
(Ed.), The Environmental Chemistry of Aluminium, CRC Press, Boca Raton, FL, pp. 29–55,
(1989).
M. Pourbaix, ATLAS d’´equilibre ´electrochimique `a 25�C, Paris, chapter 4, section 5.2, pp. 168–176,
(1963)

52
K. Bensadok , S. Benammar, F. Lapicque, G. Nezzal, “Electrocoagulation of cutting oil emulsions using
aluminium plate electrodes”, Elseviér, science direct, Journal of Hazardous Materials 152, pp.
423–430, (2008)
Carla Andrea Pérez Quilodrán, “Recuperación de carbones activados saturados con compuestos de alto
peso molecular derivados de la lignina, mediante ozonización”, Memoria de titulo, Universidad
de Concepción, (2005)
Marcela Boroski, Angela Cl. Rodriguez, Juliana Carla Garcia, Adriana Passarella Gerola, Jorge Nozaki,
Noboru Hioka, “The effect of operational parameters on electrocoagulation–flotation process
followed by photocatalysis applied to the decontamination of water effluents from cellulose and
paper factories”, Journal of Hazardous Materials, 1-7, (2008)
Standard Methods for the Examination of Water and Wastewater. 19th edn, American Public
Health Association/American Water Works Association/Water Environment Federation,
Washington DC, USA, (1995)
Nicolás Alonso-Vante, “Electroquímica y electrocatálisis”, Alonso-Vante , Vol. Ia, Primera edición
virtual y en papel, e-libro.net, Buenos Aires, mayo de 2003
Yusuf Yavuz, A. Savas ̧Koparal, “Electrochemical oxidation of phenol in a parallel plate reactor using
ruthenium mixed metal oxide electrode” Journal of Hazardous Materials B136, pp. 296–302,
(2006)
Metcalf & Eddy. “Wastewater Engineering: Treatment and Reuse”; 4ª Ed. McGraw Hill, New York,
(2003).
Chuanping Feng, Norio Sugiura, Satoru Shimada, Takaaki Maekawa, “Development of a high
performance electrochemical wastewater treatment system”, Elsevier, Journal of Hazardous
Materials B103. pp. 65–78, (2003)
Ana Patricia Restrepo Mejía, Álvaro Arango Ruiz, Luis Fernando Garcés Giraldo, “La
Electrocoagulación: retos y oportunidades en el tratamiento de aguas”, Álvaro Arango Ruiz,
Vol. 1 No. 2, pp. 55-77, (2006).
53
CHEN, Guohua, “Electrochemical technologies in wastewater treatment, Separation and Purification
Technology, Vol. 38, pp. 11–41, (2004);
KINÉTICA, Alternativas para Tratamiento y purificación del Agua por el método de electrocoagulación.
[on line], Cuernavaca, México: Revista Cultural Binacional, (2005).
Disponible en: www.geocities.com/seofeo555/Q003.html
Gonzalo Morante G, “Electrocoagulación de aguas residuales”, Universidad Nacional de Colombia sede
Manizales, VOL. 34, No. 2. (2002)
Guohua Zhao *, Shihao Shen, Mingfang Li, Meifen Wu, Tongcheng Cao, Dongming Li, “The mechanism
and kinetics of ultrasound-enhanced electrochemical oxidation of phenol on boron-doped
diamond and Pt electrodes”, ScienceDirect, Chemosphere, p.1-18 (2008)
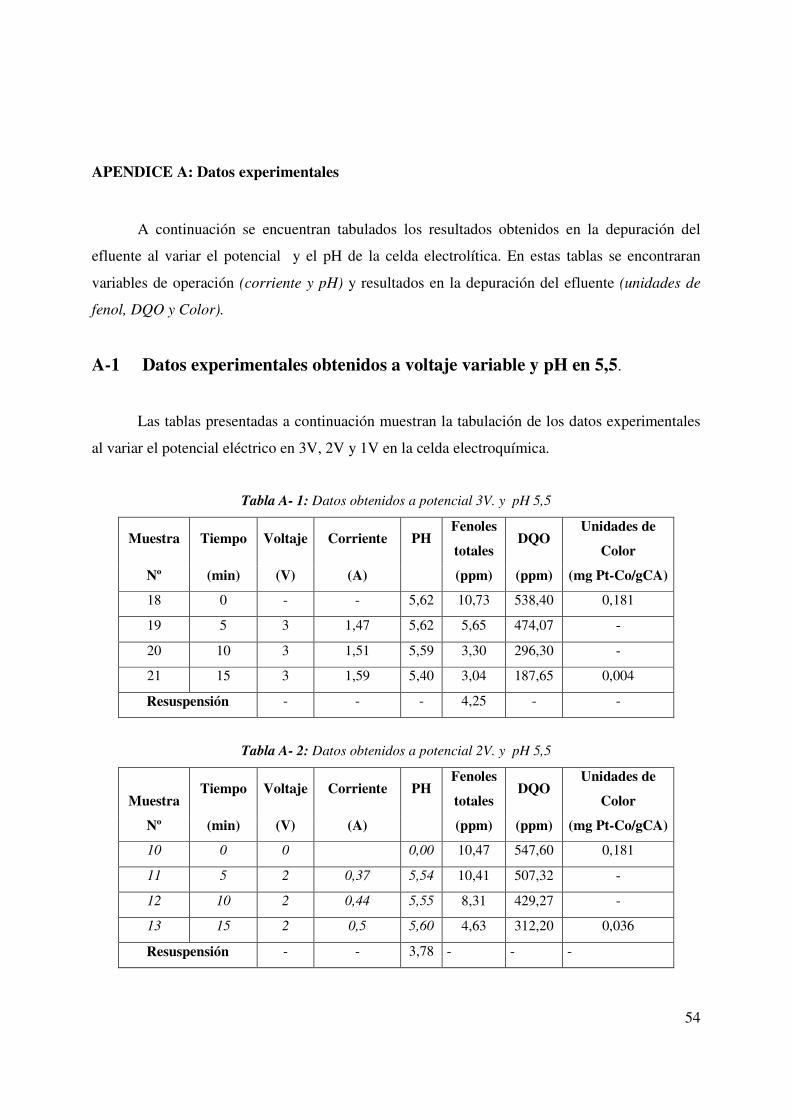
54
APENDICE A: Datos experimentales
A continuación se encuentran tabulados los resultados obtenidos en la depuración del
efluente al variar el potencial y el pH de la celda electrolítica. En estas tablas se encontraran
variables de operación (corriente y pH) y resultados en la depuración del efluente (unidades de
fenol, DQO y Color).
A-1 Datos experimentales obtenidos a voltaje variable y pH en 5,5.
Las tablas presentadas a continuación muestran la tabulación de los datos experimentales
al variar el potencial eléctrico en 3V, 2V y 1V en la celda electroquímica.
Tabla A- 1: Datos obtenidos a potencial 3V. y pH 5,5
Muestra Tiempo Voltaje Corriente PH Fenoles
totales DQO
Unidades de
Color
Nº (min) (V) (A) (ppm) (ppm) (mg Pt-Co/gCA)
18 0 - - 5,62 10,73 538,40 0,181
19 5 3 1,47 5,62 5,65 474,07 -
20 10 3 1,51 5,59 3,30 296,30 -
21 15 3 1,59 5,40 3,04 187,65 0,004
Resuspensión - - - 4,25 - -
Tabla A- 2: Datos obtenidos a potencial 2V. y pH 5,5
Muestra Tiempo Voltaje Corriente PH
Fenoles
totales DQO
Unidades de
Color
Nº (min) (V) (A) (ppm) (ppm) (mg Pt-Co/gCA)
10 0 0 0,00 10,47 547,60 0,181
11 5 2 0,37 5,54 10,41 507,32 -
12 10 2 0,44 5,55 8,31 429,27 -
13 15 2 0,5 5,60 4,63 312,20 0,036
Resuspensión - - 3,78 - - -

55
Tabla A- 3: Datos obtenidos a potencial 1V y pH 5,5
Muestra Tiempo Voltaje Corriente PH
Fenoles
totales DQO
Unidades de
Color
Nº (min) (V) (A) (ppm) (ppm) (mg Pt-Co/gCA)
14 0 0 5,50 10,67 531,15 0,181
15 5 1 0,10 5,45 10,67 511,48 -
16 10 1 0,11 5,57 10,54 511,48 -
17 15 1 0,11 5,50 10,46 491,80 0,056
Resuspensión - - - 0,01 - -
A-2 Datos experimentales obtenidos pH variable y voltaje en 3V.
En las tablas mostradas a continuación están tabulados los datos experimentales
presentados al variar el pH, manteniendo constante el potencial eléctrico en 3V.
Tabla A- 4: Datos obtenidos a valor de pH 4,5 y potencial 3V
Muestra Tiempo Voltaje Corriente PH Fenoles
totales DQO
Unidades de
Color
Nº (min) (V) (A) (ppm) (ppm) (mg Pt-Co/gCA)
30 0 - - 4,51 9,77 505,26 0,135
31 5 3 1,23 4,52 6,09 446,96 -
32 10 3 1,39 4,53 4,38 310,93 -
33 15 3 1,42 4,51 4,06 233,20 0,004
Resuspensión - - - 2,60 - -

56
Tabla A- 5: Datos obtenidos a valor de pH 5,5 y potencial 3V
Muestra Tiempo Voltaje Corriente PH Fenoles
totales DQO
Unidades de
Color
Nº (min) (V) (A) (ppm) (ppm) (mg Pt-Co/gCA)
18 0 3 5,62 10,73 538,40 0,181
19 5 3 1,59 5,62 5,65 474,07 -
20 10 3 1,47 5,59 3,30 296,30 -
21 15 3 1,51 5,4 3,04 187,65 0,004
Resuspensión - - - 4,25 - -
Tabla A- 6: Datos obtenidos a valor de pH 6,5 y potencial 3V
Muestra Tiempo Voltaje Corriente PH Fenoles
totales DQO
Unidades de
Color
Nº (min) (V) (A) (ppm) (ppm) (mg Pt-Co/gCA)
22 0 3 6,45 9,58 505,26 0,135
23 5 3 1,26 6,61 8,95 505,26 -
24 10 3 1,37 6,58 4,12 369,23 -
25 15 3 1,41 6,5 3,55 213,77 0,012
Resuspensión - - - 3,93 - -
Tabla A- 7: Datos obtenidos a valor de pH 5,5 y potencial 3V
Muestra Tiempo Voltaje Corriente PH Fenoles
totales DQO
Unidades de
Color
Nº (min) (V) (A) (ppm) (ppm) (mg Pt-Co/gCA)
26 0 - - 7,51 9,77 505,26 0,135
27 5 3 1,44 7,55 8,57 485,83 -
28 10 3 1,46 7,62 5,46 427,53 -
29 15 3 1,5 7,49 4,31 330,36 0,023
Resuspensión - - - 2,66 - -

57
A-3 Caracterización del efluente Eop, concentrado y su respectivo permeado.
Para la caracterización del efluente de blanqueo, se llevaron a cabo los procedimientos
normados por el manual [APHA, 1992]. Estos procedimientos fueron medición de DQO, Color y
Fenoles Totales. La tabla que se presenta a continuación muestra los resultados en la
caracterización del efluente, con sus respectivos concentrados y permeados obtenidos por el
proceso de UF.
Tabla A- 8: Caracterización del efluente de blanqueo con fracciones de alto y bajo peso molecular
Efluente Permeado Concentrado
Fenoles totales
(mg/l)
10,21 0,95 16,19
DQO
(mg O2/l)
505,26 172,80 787,20
Unidades de Color,
(mg de Pt-Co/g CA)
0,135 0,008 0,308
pH 11,68 11,70 11,30
Volumen
(l)
10,10 5,55 4,15

58
APENDICE B: Solubilidad del aluminio
El análisis de la cantidad de aluminio disuelto en la celda electroquímica fue realizado en
un equipo de espectroscopia de absorción atómica, estos resultados se encuentran presentados las
siguientes tablas.
B-1 Degradación de aluminio en celda electroquímica con agua destilada.
En esta sección los datos fueron obtenidos en agua destilada igualando la conductividad
del efluente y manteniendo el pH en 5,5.
Tabla B- 1: Solubilidad de aluminio en agua destilada
Muestra Tiempo Voltaje Corriente Aluminio disuelto
Nº (min) (V) (A) (ppm)
0 0 3 - 0
1 1 3 1,69 12,2
2 3 3 1,68 38,9
3 5 3 1,68 78,1
4 10 3 1,70 130,0
5 15 3 1,70 195,0
B-2 Degradación de aluminio en celda electroquímica con efluente de
blanqueo.
A continuación se presentan los datos de cantidad de aluminio disuelto en la celda
electroquímica aplicada al efluente de blanqueo, variando el voltaje en 3V, 2V y1V.

59
Tabla B- 2: Degradación de aluminio para potencial de 3V.
Muestra Tiempo Voltaje Corriente Aluminio disuelto
Nº (min) (V) (A) (ppm)
18 0 - - 0
19 5 3 1,47 27,7
20 10 3 1,51 70,4
21 15 3 1,59 104,0
Tabla B- 3: Degradación de aluminio para potencial de 2V.
Muestra Tiempo Voltaje Corriente Aluminio disuelto
Nº (min) (V) (A) (ppm)
10 0 0 0
11 5 2 0,37 8,4
12 10 2 0,44 25,4
13 15 2 0,5 47,0
Tabla B- 4: Degradación de aluminio para potencial de 1V.
Muestra Tiempo Voltaje Corriente Aluminio disuelto
Nº (min) (V) (A) (ppm)
14 0 0 0
15 5 1 0,1 0
16 10 1 0,11 0
17 15 1 0,11 4,33

60
APENDICE C: Procedimientos experimentales
C-1 Medición de Demanda Química de Oxígeno, DQO.
1. Encender digestor antes de iniciar experimento. (30 minutos antes).
2. Agregar en tubos de medición de DQO:
- 0,5 ml de muestra previamente filtrada y enrasar hasta 2,5 ml con agua
destilada.
- 1,5 de solución digestota de dicromato de potasio, K2Cr2O7.
- 3,5 ml de reactivo de ácido sulfúrico
3. Ingresar muestras y blanco al horno durante 2 horas a 150ºC.
4. Retirar tubos y dejar enfriar a temperatura ambiente. Verter contenido de los tubos
en matraces de 50ml y agregar 2 gotas de solución indicadora de ferroina.
5. Titular con solución de sulfato de amonio ferroso (SAF) 0,10M.
6. Para el cálculo de la DQO se utiliza la siguiente ecuación:
( )
muestramlMBA
lmgO
DQO_
8000**2 −=��
���
� Ec 12
Donde:
A: ml de SAF utilizado para el blanco
B: ml de SAF utilizado para la muestra.
M: molaridad del SAF.
La molaridad del SAF es determinada titulando el blanco que no es llevado al horno
digestor y utilizando la siguiente ecuación:
SAFml
dicromatomlSAFM
.1,0*.
. = Ec 13

61
C-2 Método de Fenoles Totales. (Tanino y Lignina).
El procedimiento para determinar las unidades de fenol presente en la muestra queda
denotado a continuación.
1. En un matraz aforado de 50ml, agregar un volumen de 10ml de muestra
previamente filtrada y enrasar.
2. Agregar en forma rápida y consecutiva 1 ml de reactivo fenol folin y 10 ml de
reactivo carbonato de tartrato.
3. Esperar 30 minutos y medir en espectrofotómetro, previamente calibrada la curva.
C-3 Método de medición de color
La metodología para llevar a cabo la medición de color, queda descrita continuación.
1. Obtención de 10 ml de muestra inicial y final de la experimentación.
2. Ajustar pH en 7,6 ± 0,1 con solución de NaOH o HCl.
3. Filtrar muestra para el retiro del materia suspendido y posible precipitado.
4. Medir absorbancia en espectrofotómetro a una longitud de onda de 465 nm.
5. Se realizan mediciones de absorbancia de la solución platino/cobalto, reajustando
el instrumento después de cada experimentación y tomando un promedio de las
lecturas (A1)
Para el cálculo de las unidades de color se utiliza la siguiente ecuación:
1
2 **500.
ADA
UC = Ec 14
Donde:
A1: Absorbancia de 500 CU de la solución platino/cobalto
A2: Absorbancia de la muestra

62
APENDICE D: Unidades de fenol removidas mediante electrocoagulación y
electrooxidación.
Las unidades de fenol removidas mediante proceso de electrocoagulación y
electrooxidación se encuentran tabuladas a continuación.
Tabla D- 1: Cantidades removidas mediante procesos de electrocoagulación y electrooxidación para experimentación variando pH y voltaje constante de 3V en efluente puro
pH
Remoción por
Electrooxidación
(mg/l)
Remoción por
Electrocoagulación
(mg/l)
Remoción
Total
(mg/l)
Fenoles totales
iniciales
(mg/l)
7,5 2,80 2,66 5,46 9,77
6,5 2,10 3,93 6,03 9,58
5,5 3,44 4,25 7,69 10,73
4,5 3,12 2,60 5,72 9,77
Tabla D- 2: Cantidades removidas a través de procesos de electrocoagulación y electrooxidación para experimentación a diferentes voltajes y 5,5pH.
Voltajes
Remoción por
Electrooxidación
(mg/l)
Remoción por
Electrocoagulación
(mg/l)
Remoción
Total
(mg/l)
Fenoles totales
iniciales
(mg/l)
3 V 3,44 4,25 7,69 10,73
2 V 0,07 5,77 5,84 10,47
1 V 0,03 0,01 0,04 10,46

63
Tabla D- 3: Cantidades removidas mediante procesos de electrocoagulación y electrooxidación para efluente tratados mediante celda electroquímica y efluente tratado con metodología físico-química.
Proceso
Remoción por
Electrooxidación
(mg/l)
Remoción por
Electrocoagulación
(mg/l)
Remoción
Total
(mg/l)
Fenoles totales
iniciales
(mg/l) Electroquímico efluente
puro 4,25 3,44 7,69 10,73 Electroquímico efluente
concentrado 7,17 3,12 10,29 16,19 Coagulación química
efluente puro 5,07 0,05 5,13 11,15

64
APENDICE E: Costos de tratamientos
El objetivo de este capitulo es poder compara la efectividad v/s costos del tratamientos
electroquímico y tratamiento de coagulación química aplicando la misma cantidad de aluminio.
Este proceso es realizado aplicando la misma cantidad de Aluminio liberado por el mejor
resultado en el proceso electroquímico. Como base de tratamiento los costos se realizaran para
tratar un efluente de 10m3/h.
A continuación se encuentran tabulados los costos de insumos y los datos de operación
necesarios para el cálculo de los costos:
Tabla E- 1: Condiciones de operación y costos de insumo para calculo de costos.
Flujo de efluente (F) 10 m3/h
Aluminio requerido 104 mg/l
Costos Al2(SO4)3 al 100% 0,25 US$/kg
Costo energía eléctrica (CE) 76 US$/MWh
Potencial de la celda 3 V
Intensidad de corriente en la
celda 1,42 A
Precio del Aluminio 1261 US$/Ton
D-1 Costo tratamiento coagulación química.
Este costo esta relacionado principalmente a la cantidad de sulfato de aluminio a ocupar
en este tratamiento.
PM (Al2(SO4)3) = 341,8 g/mol.
La dosificación de Sulfato de Aluminio (DSA) a ocupar para obtener una cantidad de
104mg/l de aluminio es de

65
��
���
�=��
���
�
=3
342
32,11000
104*
))(()(*100
100)(
mKgl
mg
SOAlPMAlPM
DSA
La cantidad de Sulfato de Aluminio, CSA, ocupada por hora para tratar un flujo de 10 m3/h de
efluente original es de
��
���
�=���
����
�=
hKg
DSAh
mSA 2,13*10C
3
Por lo que el costo mensual para tratar 1m3 con una concentración de aluminio de 104ppm
equivale a:
��
���
�=
���
����
�
��
���
����
����
�
=33
342
342
$33,0
*Kg
US$))(SO(Al Costo
))(SO(Al Costom
US
hm
Flujo
hKg
CSA
D-2 Costo tratamiento Electroquímico.
El costo del tratamiento electroquímico depende principalmente de la energía ocupada y
del costo del ánodos de sacrificio degradado, en este caso el Aluminio. La cantidad de Aluminio
disuelto en el mejor de los resultados en la depuración del efluente ( 3V y pH 5,5) son ocupados
como base para el calculo de los costos. Ocupando la Tabla E-1 se pueden obtener los siguientes
resultados.
Para el cálculo de potencia se desarrolla la siguiente ecuación
IEP *= Ec 15
Ocupando la Ec 15 se puede obtener la potencia necesaria para tratar 1 litro (PN1L) de
fluente de blanqueo mediante parámetros óptimos para un tiempo de 15min.

66
( ) ( ) ( ) ��
���
�==L
KWh0,0010725,0*
100042,1*3
PN1L hAV
Con este resultado es posible determinar la potencia necesaria para depurar 1m3/h de efluente
mediante que resulta ser de ��
���
�3m
KWh 1,065 . El costo energético para esta aplicación es de:
��
���
�=��
���
���
���
�=33 m
US$08,0
mKWh
1,065*KWhUS$
Energético Costo CE
Para el cálculo del costo de aluminio disuelto en la celda electroquímica se obtuvieron los
precios de la bolsa de metales de Londres actuales (ver Tabla E-1). La cantidad de aluminio
disuelto para tratar un efluente de 1 m3 concentración de 104 mg/l equivale a ���
����
�3
(S)
m
Al Kg104,0 ,
con lo que se obtiene un costo de:
��
���
�=���
����
���
���
�
=33
(S) $13,0
m
Al Kg104,0*
1000TonUS$
Aluminio del Precio Aluminio de Costo
mUS
Por lo que el costo aproximado para tratar un efluente de 10 m3/h a través de tratamiento
electroquímico equivale a
Costo tratamiento electroquímico = Costo del aluminio + Costo Energético
Costo Tratamiento Electroquímico= 0,21 (US$/m3)




















