
Study on optimal dwell time at Jakarta International Container ...
Upload
independentCategory
view
4download
0
Use of linear programming to calculate dwell times forthe design of petal tools
Agustin Santiago-Alvarado,1,* Jorge González-García,1 Cuauhtémoc Castañeda-Roldan,1
Alberto Cordero-Dávila,2 Erika Vera-Díaz,1 and Carlos Ignacio Robledo-Sánchez2
1Universidad Tecnológica de la Mixteca, Huajuapan de León, Oaxaca, Codigo Postal 69000, México2Facultad de Ciencias Físico-Matemáticas, Benemérita Universidad Autónoma de Puebla, Apartado
Postal 1152, 72570 Puebla, México
*Corresponding author: [email protected]
Received 8 January 2007; revised 22 March 2007; accepted 25 March 2007;posted 26 March 2007 (Doc. ID 78752); published 6 July 2007
Two constraints in the design of a petal tool are, the angles that define it must all be positive, and wearmust never be greater than the desired wear. The first constraint is equivalent to that of the positive dwelltimes of a small solid tool. In view of this foregoing, we present a design of petal tools that are used togenerate conic surfaces from their nearest spheres and that correct the profile of a surface that is polished.We study optimal angular sizes of a petal tool, which are found after we use linear programming tocalculate the optimal dwell times of a set of complete annular tools placed in different zones of the glasssurface. We report numerical results of designed petal tools. © 2007 Optical Society of America
OCIS codes: 220.0220, 220.5450, 220.4610.
1. Introduction
To produce conic surfaces, the spherical surface clos-est to the desired conic surface is first polished. Next,excess material is eliminated by means of a small tool[1] or a petal tool [2–5]. The desired wear from anexperimental surface is achieved by controlling thedwell times of the small tool placed in different radialzones of the glass or, rather, by controlling the shapeof the petal tool by the �i angles that define it (see Fig.1). In both cases, Preston’s model [6] is used to cal-culate the amount of wear.
To calculate a petal tool, Brown [7] envisaged aset of annular tools (see Fig. 2), in which each oneworks on the radial zone of the glass during a timeinterval of �ti. The application of this procedure,however, is impractical since it takes a lot of time. Toovercome this problem, a petal tool is constructed bytransforming the dwell times of annular tools intoangles, whereby the amounts of wear generated byeach ring tool is assumed to be directly proportionalwith its angular size. This hypothesis has been
proven experimentally [5], and petal tools formed onthe basis of this hypothesis have been successfullyused to generate aspherical surfaces with both con-cave [5] and convex [8] conic surfaces, and to finishplane surfaces [5].
Petal tool angles have been calculated by trial anderror [5,9], and genetic algorithm [9] methods, whiledwell times of small tools have been calculated withthe least-squares method [10,11], by convolution [12–14], and with the simplex method [15].
In 1985, Bogdanov [15] calculated dwell times byapplying the simplex method to determine the con-tinuous trajectories of movement, in the center of asmall tool on a surface to be polished, using a systemof equations, which characterizes and calculates thedesired shape of surfaces [16]. This system of equa-tions was solved with the simplex method [17]. Eventhough Bogdanov used linear programming (simplexmethod), the positive–negative time signs are notconstrained, and he does not employ constraints toensure that the amount of wear does not exceed thedesired amount. Some authors, on the other hand,have reported successful results by applying the sim-plex method to solve problems that are related togetting the right fit on optical surfaces where there
0003-6935/07/214642-08$15.00/0© 2007 Optical Society of America
4642 APPLIED OPTICS � Vol. 46, No. 21 � 20 July 2007

are constraints regarding the type of surfaces to beobtained [18].
The present study uses linear programming to cal-culate the nonnegative dwell times of a set of com-plete annular tools that produce the desired amountsof wear on each zone of a surface. From these times,the angle sizes of incomplete annular tools are calcu-lated, which, as a whole, form the petal tool that willgenerate the desired wear.
2. Statement of the Problem
We consider that di,j represents the amount of wear(per time unit) that is calculated using Preston’sequation for the ith region of the workpiece, and thatwas produced by the movement of the jth tool. Let uscall D � �di,j� the wear matrix. If �i represents thedesired amount of wear for the ith region, then
� � ��1, �2, . . . , �m�T can be called the desired wearvector. Let tj be the dwell time of the jth tool and,thereby, the system that represents the generation ofthe desired surface is
�d11 d12 · · · d1n
d21 d22 · · · d2n
É É
dm1 dm2 · · · dmn
��t1
t2
É
tn
����1
�2
É
�m
�,
tj � 0, j � 1, . . . , n, (1)
which in matrix form is represented as
Dt � �, t � 0, (2)
where t is the vector of the dwell times and t � 0means tj � 0, j � 1, . . . , n.
We can look for an approximate solution, because,in general, there is no one exact solution of the pre-vious system, and so, we consider the one norm in the�n space, that is, given a vector x � �x1, . . . , xn�, itsnorm is calculated by
�x� � �i�1
n
�xi�. (3)
As such, the problem lies in minimizing the onenorm of Dt � � for all vectors �t � 0� that satisfy theadditional condition:
Dt � � � 0, (4)
which is introduced to avoid generating more thanthe desired amount of wear.
Section 3 describes how the polishing problem ismodeled. In the present study, this problem will bedescribed as a linear program that is developed tocalculate the dwell times that generate the desiredamount of wear.
3. Formulation of the Linear Program to CalculateDwell Times
The linearity of Eqs. (1) and (4) suggests the use oflinear programming to model the problem of polish-ing; they introduce the variables (as well as the dwelltimes) that represent the “deviations” in the amountof wear generated with respect to the desired amount.This means that possible deviations will vary alongwith the dwell times in an m � n-dimensional spaceuntil the sum of the deviations is minimized.
i, i � 1, . . . , m represents the difference betweenthe desired wear and the wear produced by the workof the tools in region i of the surface with the dwelltimes determined by vector t:
:� � � Dt. (5)
Also, let T be the set of acceptable times for ourproblem:
T :� t � �n�t � 0, � 0. (6)
Fig. 1. Petal tool formed by a set of incomplete annular tools withdifferent angular sizes �i.
Fig. 2. Set of annular tools working on a workpiece to generatethe desired wear. The Polishing tool at the center of the workpieceis considered solid.
20 July 2007 � Vol. 46, No. 21 � APPLIED OPTICS 4643

Now the problem can be represented by the followinglinear program:
Methods to solve linear programs, such as the sim-plex method and the interior point algorithms, can beconsulted in a number of texts [19,20]. The MATLAB–LINPROG function was used to find the petal tool de-signs shown in the present study.
4. Calculating Petal Tools Using Dwell Times
This section shows the results obtained for threepetal tools that were designed from calculated dwelltimes. Three hyperbolic surfaces have to be finished,the first of which is concave with a paraxial radius ofcurvature and a conic constant of 241.75 cm and 5.0,respectively. The second surface is convex with aparaxial radius of curvature and a conic constant of32.85 cm and �2.5854, respectively. The third case isconcave with a paraxial curvature radius of 45 cm,a conic constant of �1.347, and a diameter of 50cm �f�0.5�. The graph of the amounts of material to be
removed is shown in Fig. 3. In the case of the first twosurfaces [Figs. 3(a) and 3(b)], these have to be hyper-bolized from the nearest spheres with curvature radiiof 241.45 and 33.027 cm, respectively. For the thirdsurface, hyperbolization is in progress [see Fig. 3(c)].The working parameters of the polishing machine foreach case are shown in Table 1.
To calculate the dwell times, 101 annular tools wereconsidered, and the amount of wear generated by eachtool is called a base function. We developed a computeralgorithm that enabled us to calculate these base func-tions based on the polishing parameters. In this algo-rithm, we considered the annular tool at the center ofthe workpiece (first annular tool, see Fig. 2) to be asolid tool, since this tool is very small.
A. Hyperbolic Concave Surface Generated From itsNearest Sphere
Figure 4 shows the base functions generated by an-nular tools with the following numbers: Fig. 4(a), 1;Fig. 4(b), 50; Fig. 4(c), 101; Fig. 4(d) shows the 101base functions together.
Since 101 base functions were generated, the cor-responding 101 dwell times were also calculated. Thedwell times, which were calculated with theMATLAB–LINPROG function, are shown in Fig.5(a); the transformation of these times into angularsizes is shown in Fig. 5(b); Fig. 5(c) shows the petaltool formed with these angular sizes; and Fig. 5(d)shows the graph of wear generated by the tool. Therms of the wear generated is 0.00085.
Because the time sequences change suddenly,which can be seen in the graph of Fig. 4(a), the toolprofile is quite crooked. Therefore, if a smooth time
min 1 2 K m
s.a. d11t1 d12t2 · · · d1ntn �1 � �1
M M O M Mdm1t1 dm2t2 · · · dmntn �m � �n
t1, t2, · · · tn, 1, K, m � 0.
(7)
Fig. 3. Amounts of wear to be generated with petal tools: (a)concave wear, (b) convex wear, and (c) concave surface hyperboliza-tion in progress.
Table 1. Parameters Used to Calculate Simulated Wear
Parameter
Concave Surfacefrom the
Nearest Sphere
Convex Surfacefrom the
Nearest Sphere
Concave Surface(Hyperbolization
in Progress)
Tool diameter 14.0 cm 5.5 cm 49 cmAngular rotating velocity of the tool 2.93 rad�s 2.88 rad�s 0.0 rad�sOscillating amplitude of the tool 0.5 cm 0.25 cm 0.5 cmAngular oscillating velocity of the tool 3.14 rad�s 3.14 rad�s 3.14 rad�sWorkpiece diameter 15.0 cm 6.0 cm 50.0 cmAngular rotating velocity of the workpiece 2.98 rad�s 4.71 rad�s 0.55 rad�s
4644 APPLIED OPTICS � Vol. 46, No. 21 � 20 July 2007

graph is needed, additional constraints to those men-tioned in Section 2 have to be introduced. The resultsobtained from the calculated dwell times by means oftrial and error and genetic algorithm methods [9], inwhich a descending time sequence can be observed,show that the condition of Eq. (8) is proposed to re-produce this sequence of dwell times with linear pro-gramming:
t1 � t2 � · · · � tn, (8)
in which n � 1 additional constraints are introducedto the original linear system given in Eq. (7); thisresults in
Results obtained by solving the linear program ofEq. (9) are shown in Fig. 6; Figs. 6(a)–6(d) show thedwell times, angular sizes, petal tool, and amount ofwear generated by this tool, respectively. The rms ofwear generated is 0.000291. Wear generated by
these petal tools, with or without additional con-straints, has an rms less than that reported by thetrial and error and genetic algorithm methods [9] toapproximately 1 order of magnitude. Appendix Ashows the results obtained from the amount of weargenerated by 101 annular tools working for the op-timal dwell times calculated using linear program-ming, both for the normal case as well as for thecase with descending time constraints.
B. Hyperbolic Convex Surface Generated From itsNearest SphereFigure 7 shows base functions that were generated tocalculate dwell times; Figs. 7(a)–7(c) show base func-tions of 30, 60, and 90, respectively, and Fig. 7(d)
min 1 1 K m □ □ □ □ □ □ □
s.a. d11t1 d12t2 · · · d1ntn �1 □ □ � �1
□ M □ □ □ □ □ □ □ M □ O □ M M□ dm1t1 dm2t2 · · · dmntn □ □ �m � �m
□ �t1 t2 □ □ □ □ □ □ □ □ □ � 0□ □ □ �t2 t3 □ □ □ □ □ □ □ � 0□ □ □ □ □ □ O □ □ □ □ □ □ M M□ □ □ □ □ □ □ �tn�1 tn □ □ □ � 0□ t1, □ t2, □ · · · □ tn, 1, K, m � 0.
(9)
Fig. 4. Base functions generated to calculate dwell times, whichgenerate a concave hyperbolic surface: (a) base function 1, (b) basefunction 50, (c) base function 101, and (d) 101 base functions to-gether. Fig. 5. (a) Dwell times calculated by solving the linear program,
(b) angular sizes calculated from the dwell times, (c) petal toolcalculated with angular sizes, and (d) wear generated by this tool.
20 July 2007 � Vol. 46, No. 21 � APPLIED OPTICS 4645

shows the 101 base functions together. The dwelltimes that are calculated with MATLAB–LINPROG areshown in Fig. 8(a); the transformation of these into
angular sizes are shown in Fig. 8(b); Fig. 8(c) showsthe petal tool formed from these angular sizes. Figure8(d) shows the graph of wear generated by the tool;the rms of wear generated is 0.06848.
As can be seen in Fig. 8(d), the petal tool that wascalculated does not generate the total desired amountof wear. This does not contradict the fact that thetimes found using linear programming are optimalsince, as shown in the Appendix A, when these timesare multiplied by the base functions and the resultsare added, the desired wear is obtained with a rmsvalue less than that reported using the trial and errormethod. We can thereby see a rising tendency in thegraph of dwell times obtained only in the central partof the sequence [21]. Hence, as we try to find anamount of wear that would be closest to the desiredamount by the tool, the times will be considered ashaving a rising tendency at the central part of thesequence. This implies that we have to consider theconstraint of Eq. (10) in the linear program:
tk � tk1 � tk2 · · · � tn�k, (10)
where k is a positive number less than or equal ton�2.
The additional constraint of Eq. (10) modifies thelinear program of Eq. (7) and, consequently, this newmodified program, Eq. (11), now becomes the linearprogram to be solved:
Fig. 6. (a) Dwell times calculated by solving the linear programwith additional constraints, (b) angular sizes calculated from thedwell times, (c) petal tool calculated with angular sizes, and (d)wear generated by this tool.
Fig. 7. Base functions generated to calculate dwell times, whichin turn will generate a hyperbolic convex surface: (a) base function30, (b) base function 60, (c) base function 90, and (d) 101 basefunctions together.
Fig. 8. (a) Dwell times calculated to solve the linear program, (b)angular sizes calculated from dwell times, (c) petal tool calculatedwith the angular sizes, and (d) amount of wear generated by thetool.
4646 APPLIED OPTICS � Vol. 46, No. 21 � 20 July 2007

Figure 9 shows results obtained from the linearprogram of Eq. (11) by considering the constraint ofEq. (10) for a k value equal to 10. Figures 9(a)–9(d)show dwell times, angular sizes, the petal tool formedfrom the angular sizes, and the wear generated bythis tool, respectively; the rms of the wear generatedis 0.0317313. As can be seen in Fig. 9(d), the amountof wear generated by the tool in Fig. 9(c) is closer tothe desired wear, compared with the amount of wearshown in Fig. 8(d), which was generated with the toolin Fig. 8(c).
C. Petal Tool Design to Obtain the Desired Wear in aReal Surface
After evaluating the profile of a surface that is pol-ished, the deviations of the real surface in relationto the ideal surface were obtained, as shown in Fig.
3(c). Since the wire test was used, the central zoneof the workpiece could not be evaluated and hencewe assigned a constant value ��1� in this zone. Withthe performance parameters of the polishing ma-chine applied to the workpiece surface, the 101base functions were generated. Figures 10(a)–10(c)show the 10, 40, and 70 base functions, respectively,and Fig. 10(d) shows the 101 base functions to-gether.
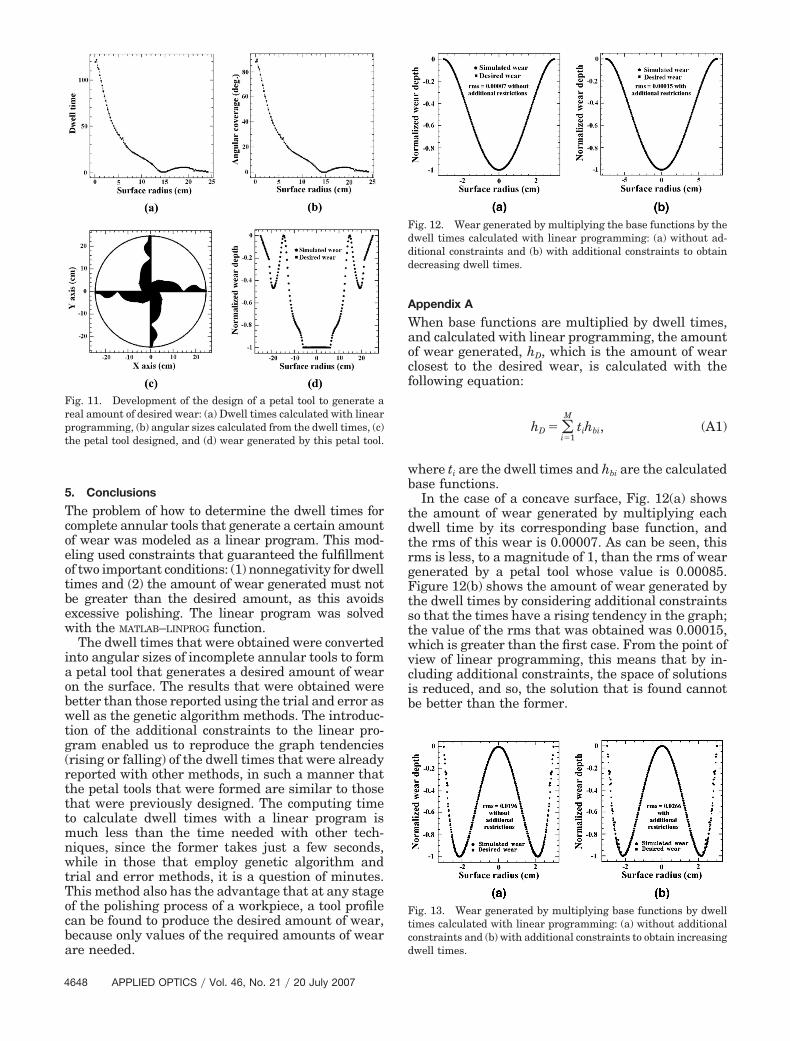
We put the experimental data of desired wear andof the new base functions into the linear program ofEq. (7), and the dwell times shown in Fig. 11(a)were obtained. Figure 11(b) shows the angularsizes, Fig. 11(c) shows the petal tool designed, andFig. 11(d) shows the wear generated by this petaltool. The parameters that were used to calculatethe simulated wear generated by the petal toolare shown in Table 1. The rms of the generatedsurface is 0.00176. As can be seen, the proposedmethod enables us to design petal tools for anystage of polishing, which gives the desired amountof wear.
min 1 2 K m □ □ □ □ □ □ □
s.a. d11t1 d12t2 . . . d1ntn �1 □ □ � �1
□ M □ □ □ □ □ □ □ M □ O □ M M□ dm1t1 dm2t2 . . . dmntn □ □ �m � �m
□ □ □ □ □ �tk tk1 □ □ □ □ □ □ □ � 0□ □ □ □ □ □ O □ □ □ □ □ □ M M□ t1 □ t2 □ . . �tn�k�1 tk1 □ tn 1 K m � 0□ t1, □ t2, □ . . . □ tn, 1, K, m � 0.
(11)
Fig. 9. (a) Dwell times calculated by solving the linear programwith additional constraints, (b) angular sizes calculated from thedwell times, (c) petal tool calculated with the angular sizes, and (d)wear generated by this tool.
Fig. 10. Base functions generated to calculate dwell times, whichin turn will generate a hyperbolic concave surface in progress: (a)base function 10, (b) base function 40, (c) base function 70, and (d)101 base functions together.
20 July 2007 � Vol. 46, No. 21 � APPLIED OPTICS 4647
5. Conclusions
The problem of how to determine the dwell times forcomplete annular tools that generate a certain amountof wear was modeled as a linear program. This mod-eling used constraints that guaranteed the fulfillmentof two important conditions: (1) nonnegativity for dwelltimes and (2) the amount of wear generated must notbe greater than the desired amount, as this avoidsexcessive polishing. The linear program was solvedwith the MATLAB–LINPROG function.
The dwell times that were obtained were convertedinto angular sizes of incomplete annular tools to forma petal tool that generates a desired amount of wearon the surface. The results that were obtained werebetter than those reported using the trial and error aswell as the genetic algorithm methods. The introduc-tion of the additional constraints to the linear pro-gram enabled us to reproduce the graph tendencies(rising or falling) of the dwell times that were alreadyreported with other methods, in such a manner thatthe petal tools that were formed are similar to thosethat were previously designed. The computing timeto calculate dwell times with a linear program ismuch less than the time needed with other tech-niques, since the former takes just a few seconds,while in those that employ genetic algorithm andtrial and error methods, it is a question of minutes.This method also has the advantage that at any stageof the polishing process of a workpiece, a tool profilecan be found to produce the desired amount of wear,because only values of the required amounts of wearare needed.
Appendix A
When base functions are multiplied by dwell times,and calculated with linear programming, the amountof wear generated, hD, which is the amount of wearclosest to the desired wear, is calculated with thefollowing equation:
hD � �i�1
M
tihbi, (A1)
where ti are the dwell times and hbi are the calculatedbase functions.
In the case of a concave surface, Fig. 12(a) showsthe amount of wear generated by multiplying eachdwell time by its corresponding base function, andthe rms of this wear is 0.00007. As can be seen, thisrms is less, to a magnitude of 1, than the rms of weargenerated by a petal tool whose value is 0.00085.Figure 12(b) shows the amount of wear generated bythe dwell times by considering additional constraintsso that the times have a rising tendency in the graph;the value of the rms that was obtained was 0.00015,which is greater than the first case. From the point ofview of linear programming, this means that by in-cluding additional constraints, the space of solutionsis reduced, and so, the solution that is found cannotbe better than the former.
Fig. 13. Wear generated by multiplying base functions by dwelltimes calculated with linear programming: (a) without additionalconstraints and (b) with additional constraints to obtain increasingdwell times.
Fig. 11. Development of the design of a petal tool to generate areal amount of desired wear: (a) Dwell times calculated with linearprogramming, (b) angular sizes calculated from the dwell times, (c)the petal tool designed, and (d) wear generated by this petal tool.
Fig. 12. Wear generated by multiplying the base functions by thedwell times calculated with linear programming: (a) without ad-ditional constraints and (b) with additional constraints to obtaindecreasing dwell times.
4648 APPLIED OPTICS � Vol. 46, No. 21 � 20 July 2007
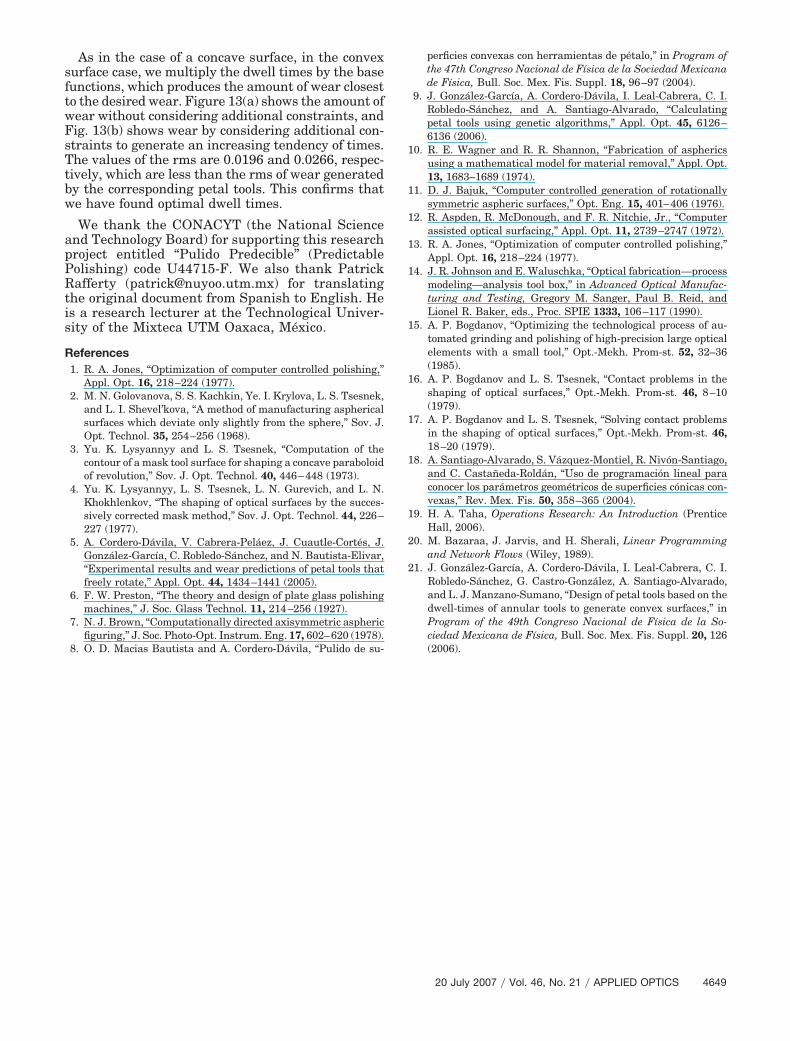
As in the case of a concave surface, in the convexsurface case, we multiply the dwell times by the basefunctions, which produces the amount of wear closestto the desired wear. Figure 13(a) shows the amount ofwear without considering additional constraints, andFig. 13(b) shows wear by considering additional con-straints to generate an increasing tendency of times.The values of the rms are 0.0196 and 0.0266, respec-tively, which are less than the rms of wear generatedby the corresponding petal tools. This confirms thatwe have found optimal dwell times.
We thank the CONACYT (the National Scienceand Technology Board) for supporting this researchproject entitled “Pulido Predecible” (PredictablePolishing) code U44715-F. We also thank PatrickRafferty ([email protected]) for translatingthe original document from Spanish to English. Heis a research lecturer at the Technological Univer-sity of the Mixteca UTM Oaxaca, México.
References1. R. A. Jones, “Optimization of computer controlled polishing,”
Appl. Opt. 16, 218–224 (1977).2. M. N. Golovanova, S. S. Kachkin, Ye. I. Krylova, L. S. Tsesnek,
and L. I. Shevel’kova, “A method of manufacturing asphericalsurfaces which deviate only slightly from the sphere,” Sov. J.Opt. Technol. 35, 254–256 (1968).
3. Yu. K. Lysyannyy and L. S. Tsesnek, “Computation of thecontour of a mask tool surface for shaping a concave paraboloidof revolution,” Sov. J. Opt. Technol. 40, 446–448 (1973).
4. Yu. K. Lysyannyy, L. S. Tsesnek, L. N. Gurevich, and L. N.Khokhlenkov, “The shaping of optical surfaces by the succes-sively corrected mask method,” Sov. J. Opt. Technol. 44, 226–227 (1977).
5. A. Cordero-Dávila, V. Cabrera-Peláez, J. Cuautle-Cortés, J.González-García, C. Robledo-Sánchez, and N. Bautista-Elivar,“Experimental results and wear predictions of petal tools thatfreely rotate,” Appl. Opt. 44, 1434–1441 (2005).
6. F. W. Preston, “The theory and design of plate glass polishingmachines,” J. Soc. Glass Technol. 11, 214–256 (1927).
7. N. J. Brown, “Computationally directed axisymmetric asphericfiguring,” J. Soc. Photo-Opt. Instrum. Eng. 17, 602–620 (1978).
8. O. D. Macias Bautista and A. Cordero-Dávila, “Pulido de su-
perficies convexas con herramientas de pétalo,” in Program ofthe 47th Congreso Nacional de Física de la Sociedad Mexicanade Física, Bull. Soc. Mex. Fis. Suppl. 18, 96–97 (2004).
9. J. González-García, A. Cordero-Dávila, I. Leal-Cabrera, C. I.Robledo-Sánchez, and A. Santiago-Alvarado, “Calculatingpetal tools using genetic algorithms,” Appl. Opt. 45, 6126–6136 (2006).
10. R. E. Wagner and R. R. Shannon, “Fabrication of asphericsusing a mathematical model for material removal,” Appl. Opt.13, 1683–1689 (1974).
11. D. J. Bajuk, “Computer controlled generation of rotationallysymmetric aspheric surfaces,” Opt. Eng. 15, 401–406 (1976).
12. R. Aspden, R. McDonough, and F. R. Nitchie, Jr., “Computerassisted optical surfacing,” Appl. Opt. 11, 2739–2747 (1972).
13. R. A. Jones, “Optimization of computer controlled polishing,”Appl. Opt. 16, 218–224 (1977).
14. J. R. Johnson and E. Waluschka, “Optical fabrication—processmodeling—analysis tool box,” in Advanced Optical Manufac-turing and Testing, Gregory M. Sanger, Paul B. Reid, andLionel R. Baker, eds., Proc. SPIE 1333, 106–117 (1990).
15. A. P. Bogdanov, “Optimizing the technological process of au-tomated grinding and polishing of high-precision large opticalelements with a small tool,” Opt.-Mekh. Prom-st. 52, 32–36(1985).
16. A. P. Bogdanov and L. S. Tsesnek, “Contact problems in theshaping of optical surfaces,” Opt.-Mekh. Prom-st. 46, 8–10(1979).
17. A. P. Bogdanov and L. S. Tsesnek, “Solving contact problemsin the shaping of optical surfaces,” Opt.-Mekh. Prom-st. 46,18–20 (1979).
18. A. Santiago-Alvarado, S. Vázquez-Montiel, R. Nivón-Santiago,and C. Castañeda-Roldán, “Uso de programación lineal paraconocer los parámetros geométricos de superficies cónicas con-vexas,” Rev. Mex. Fis. 50, 358–365 (2004).
19. H. A. Taha, Operations Research: An Introduction (PrenticeHall, 2006).
20. M. Bazaraa, J. Jarvis, and H. Sherali, Linear Programmingand Network Flows (Wiley, 1989).
21. J. González-García, A. Cordero-Dávila, I. Leal-Cabrera, C. I.Robledo-Sánchez, G. Castro-González, A. Santiago-Alvarado,and L. J. Manzano-Sumano, “Design of petal tools based on thedwell-times of annular tools to generate convex surfaces,” inProgram of the 49th Congreso Nacional de Física de la So-ciedad Mexicana de Física, Bull. Soc. Mex. Fis. Suppl. 20, 126(2006).
20 July 2007 � Vol. 46, No. 21 � APPLIED OPTICS 4649
Copyright © 2022 FDOKUMEN




















