Two-stage equilibrium model applicable to the wide range of operating conditions in entrained-flow...
10
Two-stage equilibrium model applicable to the wide range of operating conditions in entrained-flow coal gasifiers Thanh D.B. Nguyen a , Young-Il Lim a, * , Byung-Ho Song b , Si-Moon Kim c , Yong-Jin Joo c , Dal-Hong Ahn c a Lab. FACS, RCCT, Department of Chemical Engineering, Hankyong National University, Gyonggi-do, Anseong-si, Jungangno 167, 456-749, Republic of Korea b Department of Chemical Engineering, Kunsan National University, Gunsan, Jeonbuk 573-701, Republic of Korea c IGCC Group, Korea Electric Power Research Institute, Daejon 305-380, Republic of Korea article info Article history: Received 1 October 2009 Received in revised form 22 February 2010 Accepted 29 June 2010 Available online 14 July 2010 Keywords: Coal gasification Entrained-flow gasifier Carbon conversion Product gas composition Equilibrium model abstract A two-stage equilibrium model applicable to the wide range of operating conditions is developed to pre- dict carbon conversion and composition of the product gas in an entrained-flow coal gasifier. The model is composed of two separate stages including char-gasification and gas-phase reaction. Carbon conver- sion is estimated in the first stage with solid–gas reactions, and then the product gas composition is cal- culated from gas-phase reactions in the second stage. Water consumption involved in the equilibrium reaction of the first stage is expressed as an exponential function of temperature. The model is validated with experimental data taken from literatures. It is confirmed that carbon conversion and product gas composition are influenced significantly by the oxygen to coal ratio. The optimum range of steam to coal ratio and the total yield of CO and H 2 depend on the type of coal and oxygen to coal ratio. Ó 2010 Elsevier Ltd. All rights reserved. 1. Introduction From the perspective of energy security and environmental sus- tainability, highly effective uses of fossil fuels in energy industries are desirable. New power plants such as the integrated gasifica- tion-combined cycle (IGCC) with advanced technology and config- urations are being developed worldwide to use fossil fuels more efficiently and cleanly with substantially reduced emission of car- bon dioxide and pollutant gases. In an IGCC power generation sys- tem, the effectiveness of the gasification process significantly affects system performance in which the gasifier plays an impor- tant role in the conversion of the feed stocks to clean syngas. The entrained-flow coal gasifier has been often used in the IGCC plants due to several advantages over other proposed and existing gasifi- cation processes: (1) ability to utilize any type of coal irrespective of swelling and caking including fines; (2) high coal throughput capacity especially at high pressure; (3) product gas free of tars; and (4) high carbon conversion due to high reaction rates [1]. Equilibrium models have been developed for the purposes of optimization of the gasifier system efficiency and operating condi- tions in the whole IGCC system [2]. They can predict thermody- namic limits as a guide to process design, evaluation and improvement [3]. The equilibrium model takes advantage of sim- ple and quick calculation, and satisfactory reliability and accuracy. Recently, the equilibrium models have been applied to predict per- formance of commercial coal gasifiers [4,5], as well as particular gasifiers [6–9]. However, carbon conversion was not predicted in these works with a stoichiometric or non-stoichiometric approach except one proposed by Yoshida et al. [5]. The two-stage equilibrium model which was separated into a solid–gas reaction stage and a gas-phase reaction stage makes it possible to quickly and precisely predict carbon conversion and the composition of the product gas. The carbon conversion was esti- mated from the first stage with solid–gas reactions, and the gas product compositions were calculated from gas-phase reactions in the second stage [5]. The effects of temperature, O 2 to coal ratio, and H 2 O to coal ratio on carbon conversion were analyzed, repeat- ing the calculation of the two-stage equilibrium model. In this equi- librium model, a weak dependency of the steam amount consumed in the reaction on temperature was used. However, Lee et al. [10] reported that the fraction of steam involved in the char-steam reac- tion increased with increasing reaction temperature, which was confirmed experimentally in the atmospheric gasification operated at the temperature range of 1023–1073 K. Furthermore, the two- stage equilibrium model by Yoshida et al. [5] has a critical drawback that the carbon conversion exceeds unity in some cases. In this study, a new two-stage equilibrium model is developed to predict coal gasification performance of various entrained-flow gasifiers in the wide range of pressure and temperature. The water amount involved in the equilibrium reaction of the first stage is expressed as an exponential function of temperature in order to 0016-2361/$ - see front matter Ó 2010 Elsevier Ltd. All rights reserved. doi:10.1016/j.fuel.2010.06.044 * Corresponding author. Tel.: +82 31 670 5207; fax: +82 31 670 5445. E-mail address: [email protected] (Y.-I. Lim). Fuel 89 (2010) 3901–3910 Contents lists available at ScienceDirect Fuel journal homepage: www.elsevier.com/locate/fuel
Transcript of Two-stage equilibrium model applicable to the wide range of operating conditions in entrained-flow...

Fuel 89 (2010) 3901–3910
Contents lists available at ScienceDirect
Fuel
journal homepage: www.elsevier .com/locate / fuel
Two-stage equilibrium model applicable to the wide range of operatingconditions in entrained-flow coal gasifiers
Thanh D.B. Nguyen a, Young-Il Lim a,*, Byung-Ho Song b, Si-Moon Kim c, Yong-Jin Joo c, Dal-Hong Ahn c
a Lab. FACS, RCCT, Department of Chemical Engineering, Hankyong National University, Gyonggi-do, Anseong-si, Jungangno 167, 456-749, Republic of Koreab Department of Chemical Engineering, Kunsan National University, Gunsan, Jeonbuk 573-701, Republic of Koreac IGCC Group, Korea Electric Power Research Institute, Daejon 305-380, Republic of Korea
a r t i c l e i n f o a b s t r a c t
Article history:Received 1 October 2009Received in revised form 22 February 2010Accepted 29 June 2010Available online 14 July 2010
Keywords:Coal gasificationEntrained-flow gasifierCarbon conversionProduct gas compositionEquilibrium model
0016-2361/$ - see front matter � 2010 Elsevier Ltd. Adoi:10.1016/j.fuel.2010.06.044
* Corresponding author. Tel.: +82 31 670 5207; faxE-mail address: [email protected] (Y.-I. Lim).
A two-stage equilibrium model applicable to the wide range of operating conditions is developed to pre-dict carbon conversion and composition of the product gas in an entrained-flow coal gasifier. The modelis composed of two separate stages including char-gasification and gas-phase reaction. Carbon conver-sion is estimated in the first stage with solid–gas reactions, and then the product gas composition is cal-culated from gas-phase reactions in the second stage. Water consumption involved in the equilibriumreaction of the first stage is expressed as an exponential function of temperature. The model is validatedwith experimental data taken from literatures. It is confirmed that carbon conversion and product gascomposition are influenced significantly by the oxygen to coal ratio. The optimum range of steam to coalratio and the total yield of CO and H2 depend on the type of coal and oxygen to coal ratio.
� 2010 Elsevier Ltd. All rights reserved.
1. Introduction
From the perspective of energy security and environmental sus-tainability, highly effective uses of fossil fuels in energy industriesare desirable. New power plants such as the integrated gasifica-tion-combined cycle (IGCC) with advanced technology and config-urations are being developed worldwide to use fossil fuels moreefficiently and cleanly with substantially reduced emission of car-bon dioxide and pollutant gases. In an IGCC power generation sys-tem, the effectiveness of the gasification process significantlyaffects system performance in which the gasifier plays an impor-tant role in the conversion of the feed stocks to clean syngas. Theentrained-flow coal gasifier has been often used in the IGCC plantsdue to several advantages over other proposed and existing gasifi-cation processes: (1) ability to utilize any type of coal irrespectiveof swelling and caking including fines; (2) high coal throughputcapacity especially at high pressure; (3) product gas free of tars;and (4) high carbon conversion due to high reaction rates [1].
Equilibrium models have been developed for the purposes ofoptimization of the gasifier system efficiency and operating condi-tions in the whole IGCC system [2]. They can predict thermody-namic limits as a guide to process design, evaluation andimprovement [3]. The equilibrium model takes advantage of sim-ple and quick calculation, and satisfactory reliability and accuracy.
ll rights reserved.
: +82 31 670 5445.
Recently, the equilibrium models have been applied to predict per-formance of commercial coal gasifiers [4,5], as well as particulargasifiers [6–9]. However, carbon conversion was not predicted inthese works with a stoichiometric or non-stoichiometric approachexcept one proposed by Yoshida et al. [5].
The two-stage equilibrium model which was separated into asolid–gas reaction stage and a gas-phase reaction stage makes itpossible to quickly and precisely predict carbon conversion andthe composition of the product gas. The carbon conversion was esti-mated from the first stage with solid–gas reactions, and the gasproduct compositions were calculated from gas-phase reactionsin the second stage [5]. The effects of temperature, O2 to coal ratio,and H2O to coal ratio on carbon conversion were analyzed, repeat-ing the calculation of the two-stage equilibrium model. In this equi-librium model, a weak dependency of the steam amount consumedin the reaction on temperature was used. However, Lee et al. [10]reported that the fraction of steam involved in the char-steam reac-tion increased with increasing reaction temperature, which wasconfirmed experimentally in the atmospheric gasification operatedat the temperature range of 1023–1073 K. Furthermore, the two-stage equilibrium model by Yoshida et al. [5] has a critical drawbackthat the carbon conversion exceeds unity in some cases.
In this study, a new two-stage equilibrium model is developedto predict coal gasification performance of various entrained-flowgasifiers in the wide range of pressure and temperature. The wateramount involved in the equilibrium reaction of the first stage isexpressed as an exponential function of temperature in order to
Nomenclature
a activity (�)cp molar heat capacity (J/mol K)DG0
T Gibbs free energy change of reaction (J/mol)
DG0f standard Gibbs energy of formation (J/mol)
h molar enthalpy (J/mol)DH0
f standard enthalpy of formation (J/mol)K equilibrium constant (�)m mass fraction (�)n number of moles (mol)p pressure (Pa)N total number of moles of species in gas phase (mol)R gas constant (J/mol K)T temperature (K)v molar volume (m3/mol)y mole fraction (�)
Greek lettersg carbon conversion (�)u fugacity coefficient (�)
b ratio of steam contributing to the equilibrium reactionto the fed water (�)
/ stoichiometric factor (�)e convergence criterion (�)
Subscripts0 standard statei species indexcon abbreviation of contributionC carbonO oxygenH hydrogenS sulfurCO carbon monoxideCO2 carbon dioxideCH4 methaneH2 hydrogenH2O waterH2S hydrogen sulfide
3902 T.D.B. Nguyen et al. / Fuel 89 (2010) 3901–3910
consider the dependency of the water amount on reactiontemperature.
2. Two-stage equilibrium model
Basically, gasification in an entrained-flow coal gasifier is di-vided into three steps: (1) pyrolysis and volatiles combustion; (2)char combustion and gasification, and (3) a gasification and reduc-tion step. The reactions taking place in these steps were given indetail by Wen and Chaung [1]. However, pyrolysis and char oxida-tion are usually much faster than char gasification in the en-trained-bed reactor operated at above 1473 K (1200 �C) [15].Thus, the gasifier may be simplified into two stages, and the fourreactions (I)–(IV) are employed for the purpose of the equilibriumcalculation. In the first stage, the pyrolysis/volatile combustion andchar combustion/gasification are combined. Here, coal, steam andoxygen form mainly CO, CO2, H2, H2O, CH4, H2S, SO2 and COS,and the oxygen is assumed to be consumed completely. Reactionsin this stage occur in solid–gas phase, which may reach equilib-rium [2]. When equilibrium state is reached, these species thenmove into the gasification and reduction step, which is consideredas the second stage. The water-shift gas reaction, methanation, andthe reaction for sulfur products take place in the second stage [2].The gas-phase reactions are also assumed to reach equilibrium.
Carbon conversion, defined by the ratio of carbon in gas phaseto that contained in coal, is an essential factor to improve the per-formance of coal gasification. Carbon conversion is calculated usingsolid–gas reactions between char and gasification reagents. In thefirst stage, volatiles are released and the remaining carbon is burntout by oxygen after coal is fed into the gasifier. This combustionprovides heat to other endothermic reactions. After the suppliedoxygen is completely consumed, carbon (in the form of graphite)from the coal moves to the gas phase by the Boudouard and car-bon-steam reactions:
CðsÞ þ CO2ðgÞ ! 2COðgÞ ðIÞCðsÞ þH2OðgÞ ! COðgÞ þH2ðgÞ ðIIÞ
The chemical equilibrium of these two reactions may not beachieved in real systems, due to a small amount of unburnt carbon.That results in some discrepancy in predicting carbon conversionin different gasifiers [2,5]. However, the chemical equilibrium
assumption is applied for these two reactions by introducing afractional ratio of feed water to the amount of water consumedin the first stage [5]. Reactions (I) and (II) in the first stage are usedto calculate carbon conversion (g). It is noted that there are onlyfour compounds involved in this solid–gas reaction stage:COðgÞ;CO2ðgÞ;H2ðgÞ; and H2OðgÞ.
In the second stage, it is assumed that the following compoundsexist: COðgÞ;CO2ðgÞ;H2ðgÞ;H2OðgÞ;CH4ðgÞ; and H2SðgÞ. These sixcomponents are involved in the following equilibrium reactions:c
COðgÞ þH2OðgÞ ! CO2ðgÞ þH2ðgÞ ðIIIÞCOðgÞ þ 3H2ðgÞ ! CH4ðgÞ þH2OðgÞ ðIVÞ
It is assumed that H2S is an inert gas during the gasification and allthe sulfur content of the feed is converted to H2S gas.
2.1. Governing equations
In the first stage, the number of moles of gas species (n) is ob-tained from the mass balance:
g � nC ¼ NðyCO þ yCO2Þ ð1Þ
nH ¼ Nð2yH2þ 2yH2OÞ ð2Þ
nO ¼ NðyCO þ 2yCO2þ yH2OÞ ð3Þ
where, N is the total number of moles in the gas phase, and y is themole fraction of each gaseous component. Here, the sum of themole fractions must be unity:
yCO þ yCO2þ yH2
þ yH2O ¼ 1:0 ð4Þ
The equilibrium constants of chemical reaction (KI and KII) are de-fined for each reaction in terms of activities:
K I ¼ a�1C a�1
CO2a2
CO ð5Þ
K II ¼ a�1C a�1
H2OaCOaH2 ð6Þ
The number of moles of gas species is also obtained from the massbalance in the second stage:
nC ¼ NðyCO þ yCO2þ yCH4
Þ ð7Þ

T.D.B. Nguyen et al. / Fuel 89 (2010) 3901–3910 3903
nH ¼ Nð2yH2þ 2yH2O þ 4yCH4
þ 2yH2SÞ ð8Þ
nO ¼ NðyCO þ 2yCO2þ yH2OÞ ð9Þ
nS ¼ NyH2S ð10Þ
In reaction equilibrium of the second stage, the sum of the molefractions of species must also be unity:
yCO þ yCO2þ yH2
þ yCH4þ yH2O þ yH2S ¼ 1:0 ð11Þ
The equilibrium constants of reactions (III) and (IV) are expressed asfollows:
K III ¼ a�1COa�1
H2OaCO2 aH2 ð12Þ
K IV ¼ a�1COa�3
H2aCH4 aH2O ð13Þ
Since temperature is one of the unknown variables in isobaricprocesses, the following energy balance equation is required forthe governing equations to find the gasification temperature:
Hfeed ¼ Hproduct þ Hchar þ Hloss ð14Þ
where the inlet and outlet enthalpies (H) are calculated from heatcapacity (see the next section). The assumption of heat loss in therange of 0.3–6% [2,4,5] has shown a good prediction on reactiontemperature for entrained-flow and fluidized bed gasifiers. In thisstudy, the heat loss (Hloss) is assumed to be 3% of the total heat re-leased by the product gas and unreacted char at the reaction tem-perature, which is the same as that proposed by Yoshida et al. [5].
2.2. Auxiliary equations
The equilibrium constants in Eqs. (5), (6), (12), and (13) are ob-tained from the Gibbs free energy change DG0
T of the reactions (I),(II), (III), and (IV), respectively [11]:
Kj ¼ exp �DG0
T;j
RT
!; j ¼ I; II; III; and IV: ð15Þ
where DG0T is calculated from the standard Gibbs energy of forma-
tion DG0f , standard enthalpy of formation DH0
f and molar heat capac-ity cp of each component of the related reaction. The molar enthalpyhi of a component i in the gas phase is obtained from the enthalpy offormation DH0
f ;i and the molar heat capacity cp,i as follows [11]:
hi ¼ DH0f ;i þ
Z T
298:15cp;iðTÞdT ð16Þ
The enthalpy hcoal of 1 kg coal at the standard state is estimatedfrom the higher heating value (HHV) of the coal used. In this mod-el, hcoal (J/kg) is calculated from [5]:
hcoal ¼ �3:28� 107 �mC � 1:418� 108 �mH
� 9:26� 106 �mS þHHV ð17Þ
where mC, mH, and mS are the mass fractions of carbon, hydrogenand sulfur, respectively, in the coal. The higher heating value of adry solid fuel HHV (MJ/kg) is estimated by the following expressionproposed by Channiwala and Parikh [12]:
HHV ¼ 34:91�mC þ 117:83�mH þ 10:05�mS
� 10:34�mO � 1:51�mN � 2:11�mash ð18Þ
where mO, mN, and mash are the mass fractions of oxygen, nitrogen,and ash of the dry solid fuel, respectively.
The fluid activity is used for the consideration of non-ideality,since the non-ideal gas mixture model reflects the thermodynamicstate of a gas mixture more precisely than the ideal gas formula-tion at high pressure and temperature. In Eqs. (5), (6), (12), and
(13), the activity of a component i in the gas phase is defined as[13]:
ai ¼uiyip
p0ð19Þ
where ui is the fugacity coefficient of component i and is calculatedusing the Peng–Robinson equation of state. p0 is the standard statepressure. The activity of carbon is calculated from the followingequation:
aC ¼ expvCðp� p0Þ
RT
� �ð20Þ
where R is the gas constant, and vC is the molar volume of carbon inthe gas phase. It is noted that all carbon in the gas phase takes theform of CO or CO2. Therefore, Eq. (20) was derived from the chem-ical potential of a non-ideal gas at a specific temperature and pres-sure. The detail of the derivation of this expression is foundelsewhere [11,14].
As mentioned above, at the solid–gas reaction stage, only a partof the supplied water amount contributes to the equilibrium reac-tion in the first stage, which is an important parameter for a pre-cise prediction of carbon conversion in the two-stage equilibriummodel. The water amount ðnH2O;conÞ involved in the first-stage reac-tions proposed by Yoshida et al. [5] was derived from the expan-sion of a Taylor series of the fed water and the coefficients weredetermined by a regression method:
nH2O;con ¼ 0:4746nH2O 1� 4:823T
� �ð21Þ
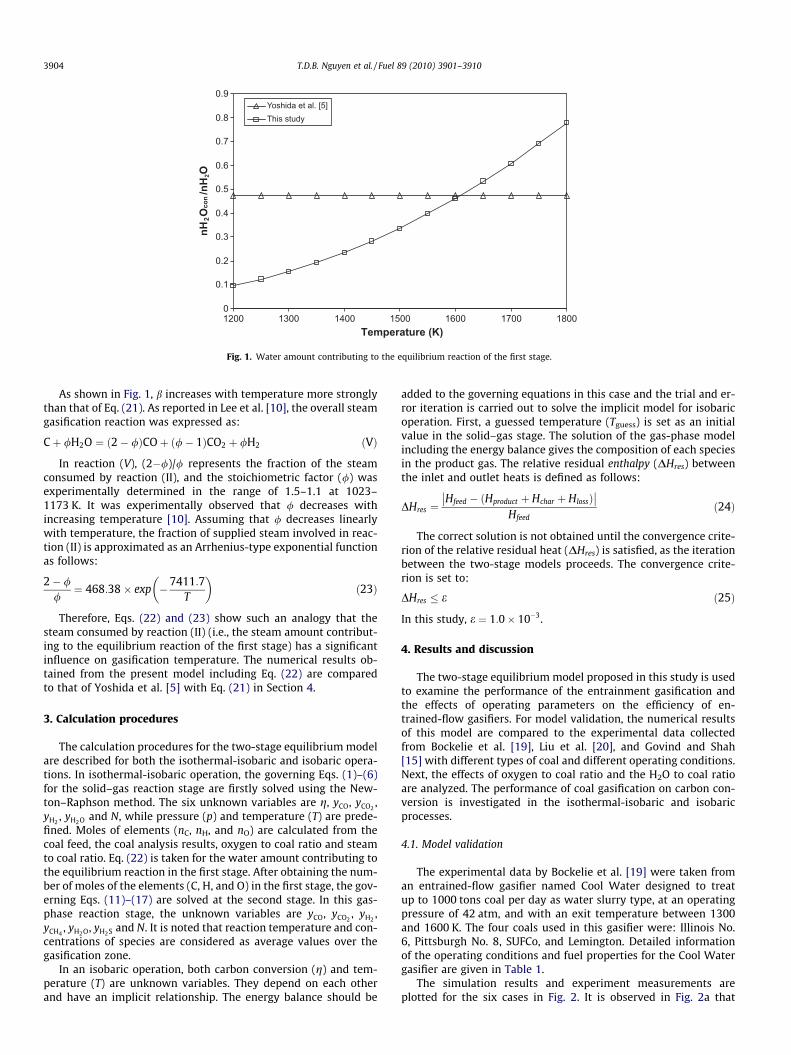
Eq. (21) showed a weak dependency of the steam amount con-sumed in the reaction on temperature (see Fig. 1). There may bemany other factors influencing steam consumption, such as coalreactivity, coal particle size, system’s design, and residence time[5]. In an entrained-flow gasifier, most char-gas reactions are con-sidered as surface reactions due to high operating temperature.Moreover, the system was very dilute and particle–particle interac-tion was neglected. The ash layer formed was assumed to remainon the coal particle during the reaction [1,15]. Thus, the unre-acted-core shrinking model was widely used to estimate the so-lid–gas reaction rates in entrained-flow gasifiers [1,15–18]. Theunreacted-core shrinking model considers both diffusion andchemical reaction effects in which the effect of diffusion plays animportant role. According to the previous works [1,15–17], the sur-face reaction rate coefficient as an exponential function of temper-ature and the gas diffusion constant as a power function oftemperature were used for the heterogeneous reactions. In thisstudy, an empirical model to estimate the steam amount contrib-uting to the equilibrium reaction of the first stage is proposed byusing experimental data at different operating conditions for vari-ous types of coal taken from Yoshida et al. [5]. At first, the ratio ofconsumed water to fed water (b) which contributes to the equilib-rium of the first stage is calculated from the experimental data ofcarbon conversion for each experimental run. The ratio (b) at a gi-ven temperature of each run is obtained from the trial-and-errorcalculation by solving the chemical equilibrium of the first stage(reactions (I) and (II)) in an iterative way. Then an exponentialfunction is established by regression from the calculated resultsof b versus the reaction temperature. The empirical model of b isexpressed as an Arrhenius-type exponential function in Eq. (22).It is expected that the temperature dependency of b reflects thediffusion rate of steam on char particles, since the diffusion ofsteam on char particles has a strong influence on reactiontemperature.
b ¼ nH2O;con
nH2O¼ 51:4� exp �7542:8
T
� �ð22Þ
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1200 1300 1400 1500 1600 1700 1800Temperature (K)
nH2O
con/n
H2O
Yoshida et al. [5]This study
Fig. 1. Water amount contributing to the equilibrium reaction of the first stage.
3904 T.D.B. Nguyen et al. / Fuel 89 (2010) 3901–3910
As shown in Fig. 1, b increases with temperature more stronglythan that of Eq. (21). As reported in Lee et al. [10], the overall steamgasification reaction was expressed as:
Cþ /H2O ¼ ð2� /ÞCOþ ð/� 1ÞCO2 þ /H2 ðVÞ
In reaction (V), (2�/)// represents the fraction of the steamconsumed by reaction (II), and the stoichiometric factor (/) wasexperimentally determined in the range of 1.5–1.1 at 1023–1173 K. It was experimentally observed that / decreases withincreasing temperature [10]. Assuming that / decreases linearlywith temperature, the fraction of supplied steam involved in reac-tion (II) is approximated as an Arrhenius-type exponential functionas follows:
2� //¼ 468:38� exp �7411:7
T
� �ð23Þ
Therefore, Eqs. (22) and (23) show such an analogy that thesteam consumed by reaction (II) (i.e., the steam amount contribut-ing to the equilibrium reaction of the first stage) has a significantinfluence on gasification temperature. The numerical results ob-tained from the present model including Eq. (22) are comparedto that of Yoshida et al. [5] with Eq. (21) in Section 4.
3. Calculation procedures
The calculation procedures for the two-stage equilibrium modelare described for both the isothermal-isobaric and isobaric opera-tions. In isothermal-isobaric operation, the governing Eqs. (1)–(6)for the solid–gas reaction stage are firstly solved using the New-ton–Raphson method. The six unknown variables are g, yCO, yCO2
,yH2
, yH2O and N, while pressure (p) and temperature (T) are prede-fined. Moles of elements (nC, nH, and nO) are calculated from thecoal feed, the coal analysis results, oxygen to coal ratio and steamto coal ratio. Eq. (22) is taken for the water amount contributing tothe equilibrium reaction in the first stage. After obtaining the num-ber of moles of the elements (C, H, and O) in the first stage, the gov-erning Eqs. (11)–(17) are solved at the second stage. In this gas-phase reaction stage, the unknown variables are yCO, yCO2
, yH2,
yCH4, yH2O, yH2S and N. It is noted that reaction temperature and con-
centrations of species are considered as average values over thegasification zone.
In an isobaric operation, both carbon conversion (g) and tem-perature (T) are unknown variables. They depend on each otherand have an implicit relationship. The energy balance should be
added to the governing equations in this case and the trial and er-ror iteration is carried out to solve the implicit model for isobaricoperation. First, a guessed temperature (Tguess) is set as an initialvalue in the solid–gas stage. The solution of the gas-phase modelincluding the energy balance gives the composition of each speciesin the product gas. The relative residual enthalpy (DHres) betweenthe inlet and outlet heats is defined as follows:
DHres ¼Hfeed � ðHproduct þ Hchar þ HlossÞ�� ��
Hfeedð24Þ
The correct solution is not obtained until the convergence crite-rion of the relative residual heat (DHres) is satisfied, as the iterationbetween the two-stage models proceeds. The convergence crite-rion is set to:
DHres � e ð25Þ
In this study, e ¼ 1:0� 10�3.
4. Results and discussion
The two-stage equilibrium model proposed in this study is usedto examine the performance of the entrainment gasification andthe effects of operating parameters on the efficiency of en-trained-flow gasifiers. For model validation, the numerical resultsof this model are compared to the experimental data collectedfrom Bockelie et al. [19], Liu et al. [20], and Govind and Shah[15] with different types of coal and different operating conditions.Next, the effects of oxygen to coal ratio and the H2O to coal ratioare analyzed. The performance of coal gasification on carbon con-version is investigated in the isothermal-isobaric and isobaricprocesses.
4.1. Model validation
The experimental data by Bockelie et al. [19] were taken froman entrained-flow gasifier named Cool Water designed to treatup to 1000 tons coal per day as water slurry type, at an operatingpressure of 42 atm, and with an exit temperature between 1300and 1600 K. The four coals used in this gasifier were: Illinois No.6, Pittsburgh No. 8, SUFCo, and Lemington. Detailed informationof the operating conditions and fuel properties for the Cool Watergasifier are given in Table 1.
The simulation results and experiment measurements areplotted for the six cases in Fig. 2. It is observed in Fig. 2a that
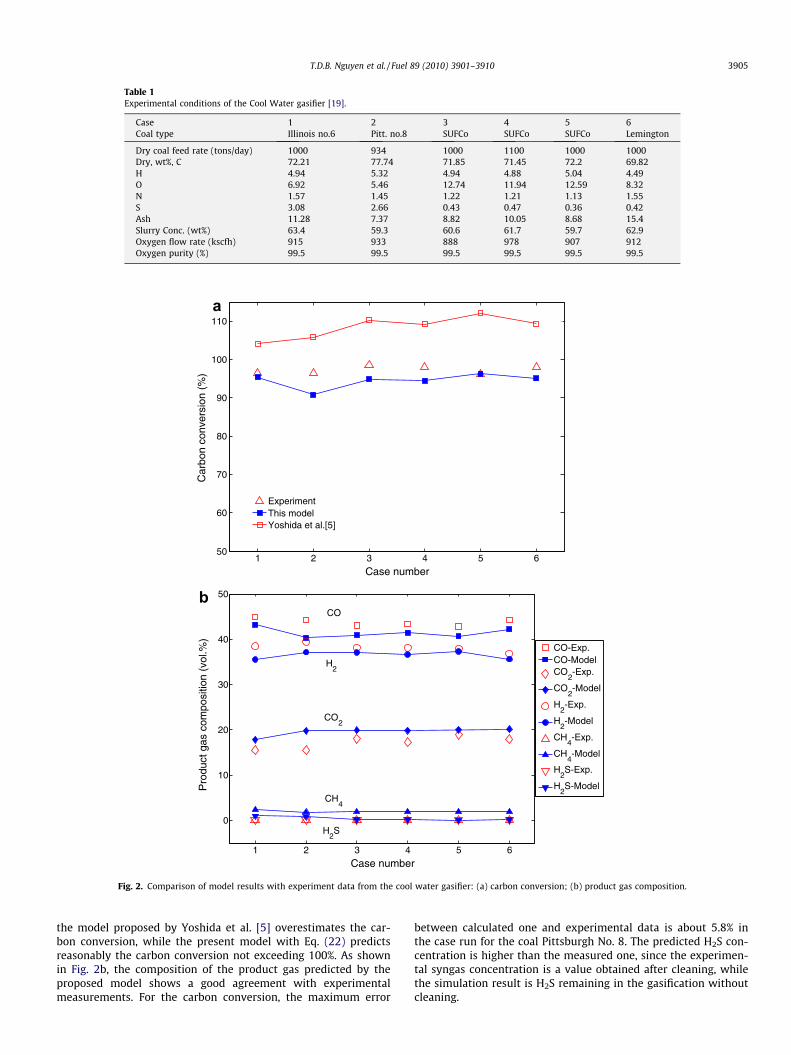
Table 1Experimental conditions of the Cool Water gasifier [19].
Case 1 2 3 4 5 6Coal type Illinois no.6 Pitt. no.8 SUFCo SUFCo SUFCo Lemington
Dry coal feed rate (tons/day) 1000 934 1000 1100 1000 1000Dry, wt%, C 72.21 77.74 71.85 71.45 72.2 69.82H 4.94 5.32 4.94 4.88 5.04 4.49O 6.92 5.46 12.74 11.94 12.59 8.32N 1.57 1.45 1.22 1.21 1.13 1.55S 3.08 2.66 0.43 0.47 0.36 0.42Ash 11.28 7.37 8.82 10.05 8.68 15.4Slurry Conc. (wt%) 63.4 59.3 60.6 61.7 59.7 62.9Oxygen flow rate (kscfh) 915 933 888 978 907 912Oxygen purity (%) 99.5 99.5 99.5 99.5 99.5 99.5
1 2 3 4 5 650
60
70
80
90
100
110
Case number
Car
bon
conv
ersi
on (
%)
ExperimentThis modelYoshida et al.[5]
a
1 2 3 4 5 6
0
10
20
30
40
50
Case number
Pro
duct
gas
com
posi
tion
(vol
.%)
CO-Exp.CO-ModelCO
2-Exp.
CO2-Model
H2-Exp.
H2-Model
CH4-Exp.
CH4-Model
H2S-Exp.
H2S-Model
CO
H2
CH4
CO2
b
H2S
Fig. 2. Comparison of model results with experiment data from the cool water gasifier: (a) carbon conversion; (b) product gas composition.
T.D.B. Nguyen et al. / Fuel 89 (2010) 3901–3910 3905
the model proposed by Yoshida et al. [5] overestimates the car-bon conversion, while the present model with Eq. (22) predictsreasonably the carbon conversion not exceeding 100%. As shownin Fig. 2b, the composition of the product gas predicted by theproposed model shows a good agreement with experimentalmeasurements. For the carbon conversion, the maximum error
between calculated one and experimental data is about 5.8% inthe case run for the coal Pittsburgh No. 8. The predicted H2S con-centration is higher than the measured one, since the experimen-tal syngas concentration is a value obtained after cleaning, whilethe simulation result is H2S remaining in the gasification withoutcleaning.
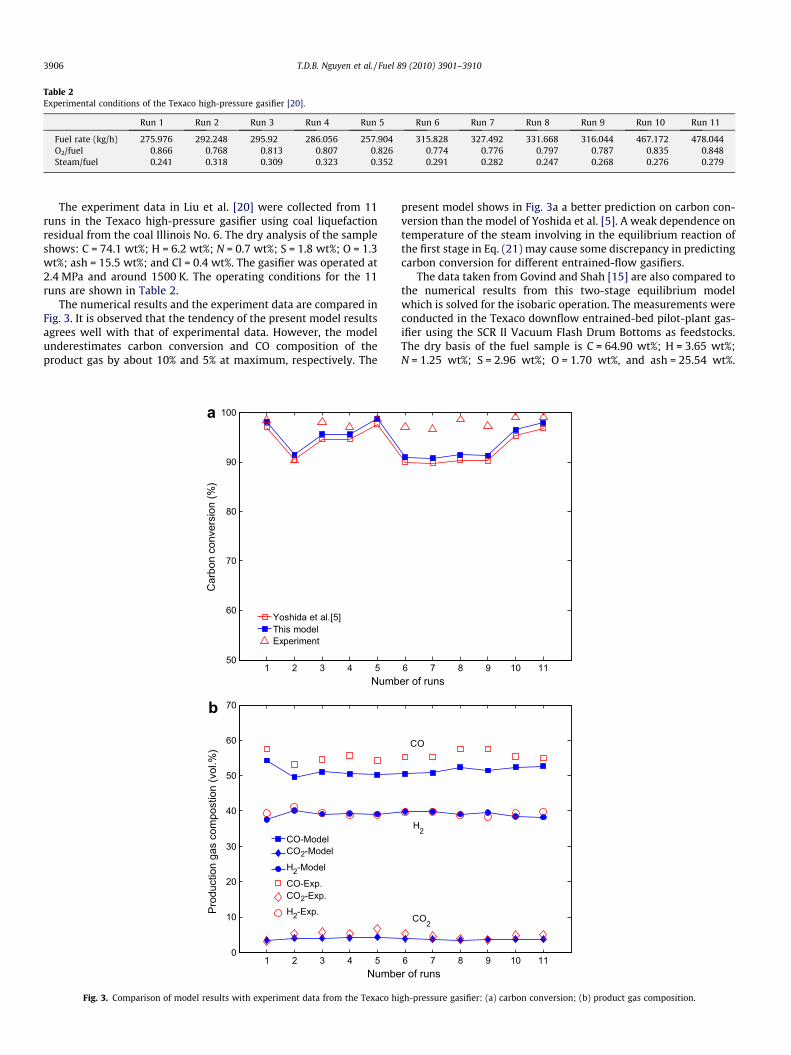
Table 2Experimental conditions of the Texaco high-pressure gasifier [20].
Run 1 Run 2 Run 3 Run 4 Run 5 Run 6 Run 7 Run 8 Run 9 Run 10 Run 11
Fuel rate (kg/h) 275.976 292.248 295.92 286.056 257.904 315.828 327.492 331.668 316.044 467.172 478.044O2/fuel 0.866 0.768 0.813 0.807 0.826 0.774 0.776 0.797 0.787 0.835 0.848Steam/fuel 0.241 0.318 0.309 0.323 0.352 0.291 0.282 0.247 0.268 0.276 0.279
3906 T.D.B. Nguyen et al. / Fuel 89 (2010) 3901–3910
The experiment data in Liu et al. [20] were collected from 11runs in the Texaco high-pressure gasifier using coal liquefactionresidual from the coal Illinois No. 6. The dry analysis of the sampleshows: C = 74.1 wt%; H = 6.2 wt%; N = 0.7 wt%; S = 1.8 wt%; O = 1.3wt%; ash = 15.5 wt%; and Cl = 0.4 wt%. The gasifier was operated at2.4 MPa and around 1500 K. The operating conditions for the 11runs are shown in Table 2.
The numerical results and the experiment data are compared inFig. 3. It is observed that the tendency of the present model resultsagrees well with that of experimental data. However, the modelunderestimates carbon conversion and CO composition of theproduct gas by about 10% and 5% at maximum, respectively. The
1 2 3 4 550
60
70
80
90
100
Numb
Car
bon
conv
ersi
on (%
)
Yoshida et al.[5]This modelExperiment
a
1 2 3 4 50
10
20
30
40
50
60
70
Numbe
Prod
uctio
n ga
s co
mpo
stio
n (v
ol.%
)
CO-ModelCO2-Model
H2-Model
CO-Exp.CO2-Exp.
H2-Exp.
b
Fig. 3. Comparison of model results with experiment data from the Texaco hi
present model shows in Fig. 3a a better prediction on carbon con-version than the model of Yoshida et al. [5]. A weak dependence ontemperature of the steam involving in the equilibrium reaction ofthe first stage in Eq. (21) may cause some discrepancy in predictingcarbon conversion for different entrained-flow gasifiers.
The data taken from Govind and Shah [15] are also compared tothe numerical results from this two-stage equilibrium modelwhich is solved for the isobaric operation. The measurements wereconducted in the Texaco downflow entrained-bed pilot-plant gas-ifier using the SCR II Vacuum Flash Drum Bottoms as feedstocks.The dry basis of the fuel sample is C = 64.90 wt%; H = 3.65 wt%;N = 1.25 wt%; S = 2.96 wt%; O = 1.70 wt%, and ash = 25.54 wt%.
6 7 8 9 10 11er of runs
6 7 8 9 10 11r of runs
CO
H2
CO2
gh-pressure gasifier: (a) carbon conversion; (b) product gas composition.
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 10
10
20
30
40
50
60
H2O to coal ratio (kg/kg)
Prod
uct g
as c
ompo
sitio
n (v
ol.%
)
1300
1400
1500
1600
1700
Tem
pera
ture
(K)
TemperatureCO-ModelCO-Exp.CO2-Model
CO2-Exp.
H2-Model
H2-Exp.
CH4-Model
CH4-Exp.
H2O-Model
H2O-Exp.
H2S-ModelH2S-Exp.
Fig. 4. Comparison of model results with experiment data from the Texaco pilot-plant gasifier.
Table 3Coal data used for this parametric study [5].
Coal Illinois No. 6
Ultimate analysis (wt%)C 71.23H 5.44O 1.97N 0.74S 1.74Ash 18.55Higher heating value (MJ/kg) 31.19
T.D.B. Nguyen et al. / Fuel 89 (2010) 3901–3910 3907
The gasifier was operated at 24 atm, the steam/fuel ratio is 0.30and the oxygen to fuel ratio 0.70. The experiment data and the pre-dicted results are shown in Fig. 4. The calculated operating temper-ature is the same as the simulation result obtained by Govind andShah [15]. The product gas composition predicted from the modelshows a good agreement with the experimental data.
0.5 0.55 0.6 0.650.5
0.6
0.7
0.8
0.9
1
O2 to coal rati
Car
bon
conv
ersi
on (-
)
0.5 0.55 0.6 0.65
Temp
CarboCarbo
Coal feed: 1000 t/dPressure: 7MPaH2O/coal: 0.30
Fig. 5. Effect of the oxygen to coa
According to these three validations of the simulation resultswith experimental data, the present model has a capability to pre-dict the performance of the high-pressure entrainment gasificationprocess at a wide range of operating conditions.
4.2. Effect of oxygen to coal ratio
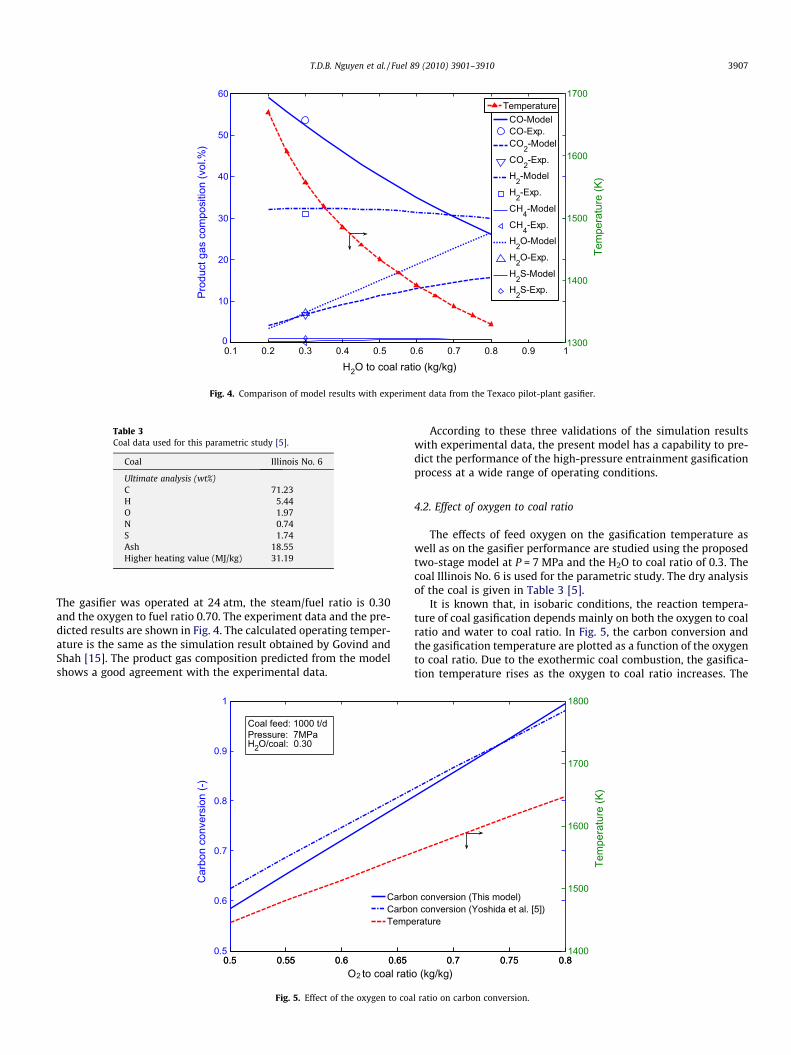
The effects of feed oxygen on the gasification temperature aswell as on the gasifier performance are studied using the proposedtwo-stage model at P = 7 MPa and the H2O to coal ratio of 0.3. Thecoal Illinois No. 6 is used for the parametric study. The dry analysisof the coal is given in Table 3 [5].
It is known that, in isobaric conditions, the reaction tempera-ture of coal gasification depends mainly on both the oxygen to coalratio and water to coal ratio. In Fig. 5, the carbon conversion andthe gasification temperature are plotted as a function of the oxygento coal ratio. Due to the exothermic coal combustion, the gasifica-tion temperature rises as the oxygen to coal ratio increases. The
0.7 0.75 0.8o (kg/kg)
0.7 0.75 0.81400
1500
1600
1700
1800
Tem
pera
ture
(K)
erature
n conversion (This model)n conversion (Yoshida et al. [5])
l ratio on carbon conversion.
3908 T.D.B. Nguyen et al. / Fuel 89 (2010) 3901–3910
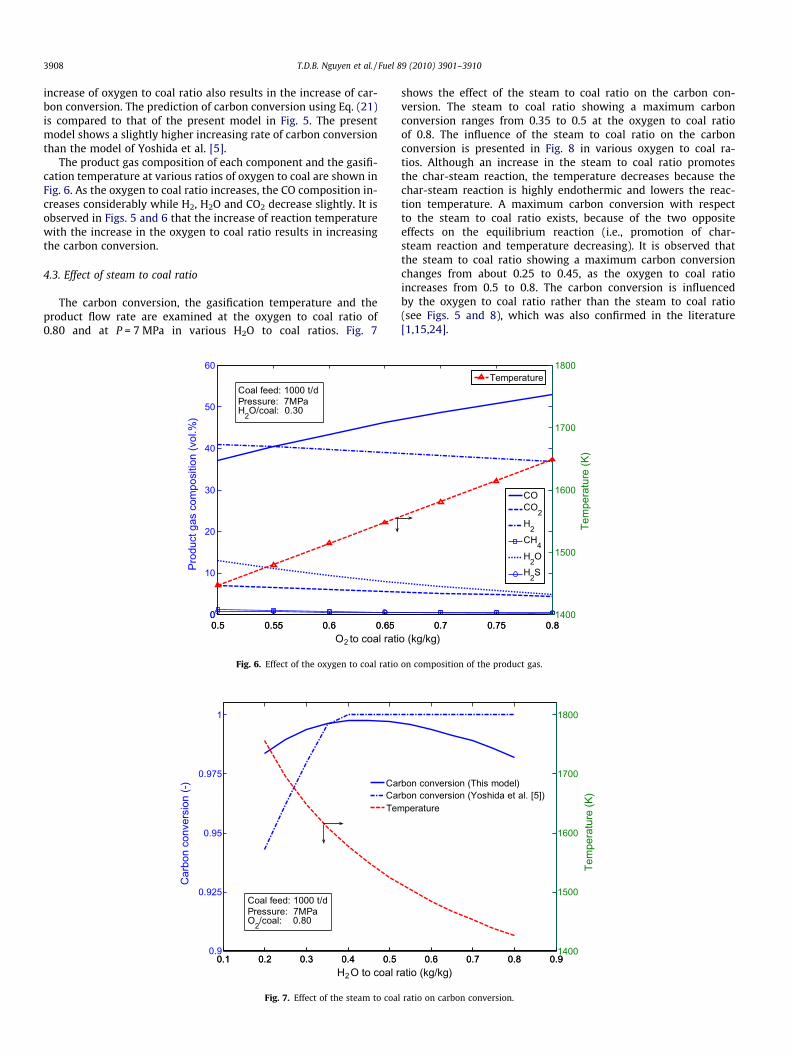
increase of oxygen to coal ratio also results in the increase of car-bon conversion. The prediction of carbon conversion using Eq. (21)is compared to that of the present model in Fig. 5. The presentmodel shows a slightly higher increasing rate of carbon conversionthan the model of Yoshida et al. [5].
The product gas composition of each component and the gasifi-cation temperature at various ratios of oxygen to coal are shown inFig. 6. As the oxygen to coal ratio increases, the CO composition in-creases considerably while H2, H2O and CO2 decrease slightly. It isobserved in Figs. 5 and 6 that the increase of reaction temperaturewith the increase in the oxygen to coal ratio results in increasingthe carbon conversion.
4.3. Effect of steam to coal ratio
The carbon conversion, the gasification temperature and theproduct flow rate are examined at the oxygen to coal ratio of0.80 and at P = 7 MPa in various H2O to coal ratios. Fig. 7
0.5 0.55 0.6 0.6500
10
20
30
40
50
60
O2 to coal rati
Prod
uct g
as c
ompo
sitio
n (v
ol.%
)
0.5 0.55 0.6 0.65
Coal feed: 1000 t/dPressure: 7MPaH2O/coal: 0.30
Fig. 6. Effect of the oxygen to coal ratio
0.1 0.2 0.3 0.4 0.50.9
0.925
0.95
0.975
1
Car
bon
conv
ersi
on (-
)
0.1 0.2 0.3 0.4 0.5H2O to coal r
CaCaTem
Coal feed: 1000 t/dPressure: 7MPaO2/coal: 0.80
Fig. 7. Effect of the steam to coal
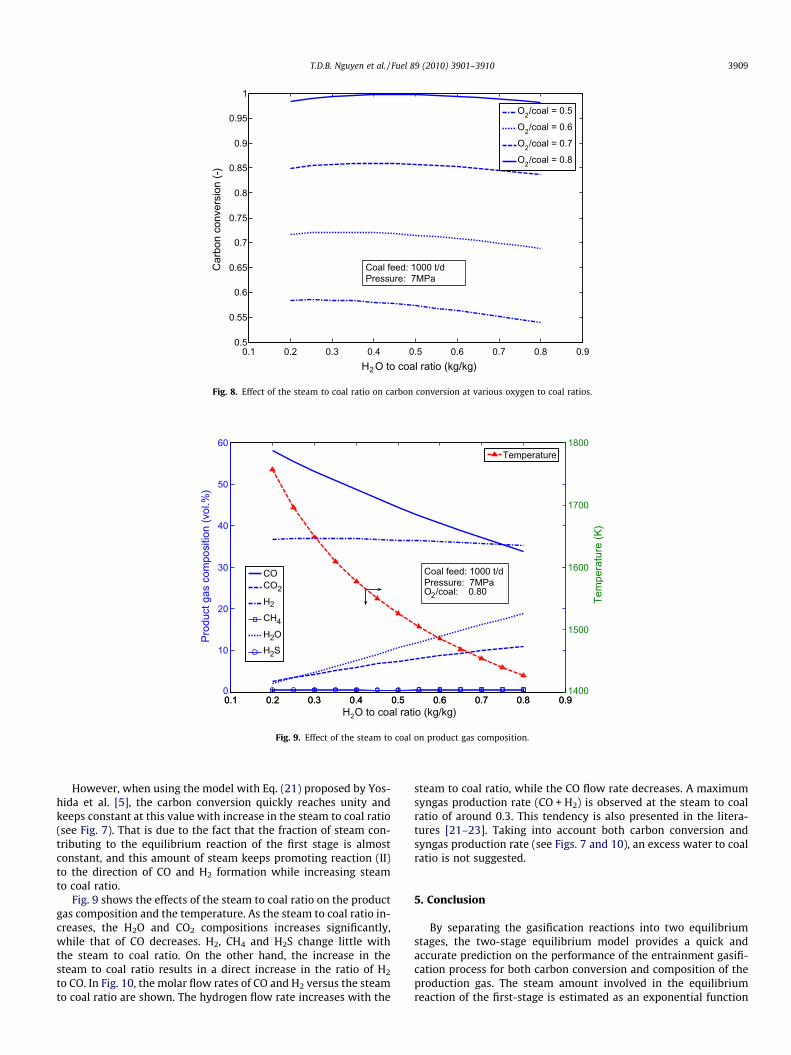
shows the effect of the steam to coal ratio on the carbon con-version. The steam to coal ratio showing a maximum carbonconversion ranges from 0.35 to 0.5 at the oxygen to coal ratioof 0.8. The influence of the steam to coal ratio on the carbonconversion is presented in Fig. 8 in various oxygen to coal ra-tios. Although an increase in the steam to coal ratio promotesthe char-steam reaction, the temperature decreases because thechar-steam reaction is highly endothermic and lowers the reac-tion temperature. A maximum carbon conversion with respectto the steam to coal ratio exists, because of the two oppositeeffects on the equilibrium reaction (i.e., promotion of char-steam reaction and temperature decreasing). It is observed thatthe steam to coal ratio showing a maximum carbon conversionchanges from about 0.25 to 0.45, as the oxygen to coal ratioincreases from 0.5 to 0.8. The carbon conversion is influencedby the oxygen to coal ratio rather than the steam to coal ratio(see Figs. 5 and 8), which was also confirmed in the literature[1,15,24].
0.7 0.75 0.8o (kg/kg)
0.7 0.75 0.81400
1500
1600
1700
1800
Tem
pera
ture
(K)
COCO2H2CH4H2OH2S
Temperature
on composition of the product gas.
0.6 0.7 0.8 0.90.6 0.7 0.8 0.91400
1500
1600
1700
1800
atio (kg/kg)
Tem
pera
ture
(K)
rbon conversion (This model)rbon conversion (Yoshida et al. [5])
perature
ratio on carbon conversion.
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.90.5
0.55
0.6
0.65
0.7
0.75
0.8
0.85
0.9
0.95
1
H2O to coal ratio (kg/kg)
Car
bon
conv
ersi
on (-
)
O2/coal = 0.5
O2/coal = 0.6
O2/coal = 0.7
O2/coal = 0.8
Coal feed: 1000 t/dPressure: 7MPa
Fig. 8. Effect of the steam to coal ratio on carbon conversion at various oxygen to coal ratios.
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.90
10
20
30
40
50
60
H2O to coal ratio (kg/kg)
Prod
uct g
as c
ompo
sitio
n (v
ol.%
)
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.91400
1500
1600
1700
1800
Tem
pera
ture
(K)
COCO2
H2
CH4
H2O
H2S
Temperature
Coal feed: 1000 t/dPressure: 7MPaO2/coal: 0.80
Fig. 9. Effect of the steam to coal on product gas composition.
T.D.B. Nguyen et al. / Fuel 89 (2010) 3901–3910 3909
However, when using the model with Eq. (21) proposed by Yos-hida et al. [5], the carbon conversion quickly reaches unity andkeeps constant at this value with increase in the steam to coal ratio(see Fig. 7). That is due to the fact that the fraction of steam con-tributing to the equilibrium reaction of the first stage is almostconstant, and this amount of steam keeps promoting reaction (II)to the direction of CO and H2 formation while increasing steamto coal ratio.
Fig. 9 shows the effects of the steam to coal ratio on the productgas composition and the temperature. As the steam to coal ratio in-creases, the H2O and CO2 compositions increases significantly,while that of CO decreases. H2, CH4 and H2S change little withthe steam to coal ratio. On the other hand, the increase in thesteam to coal ratio results in a direct increase in the ratio of H2
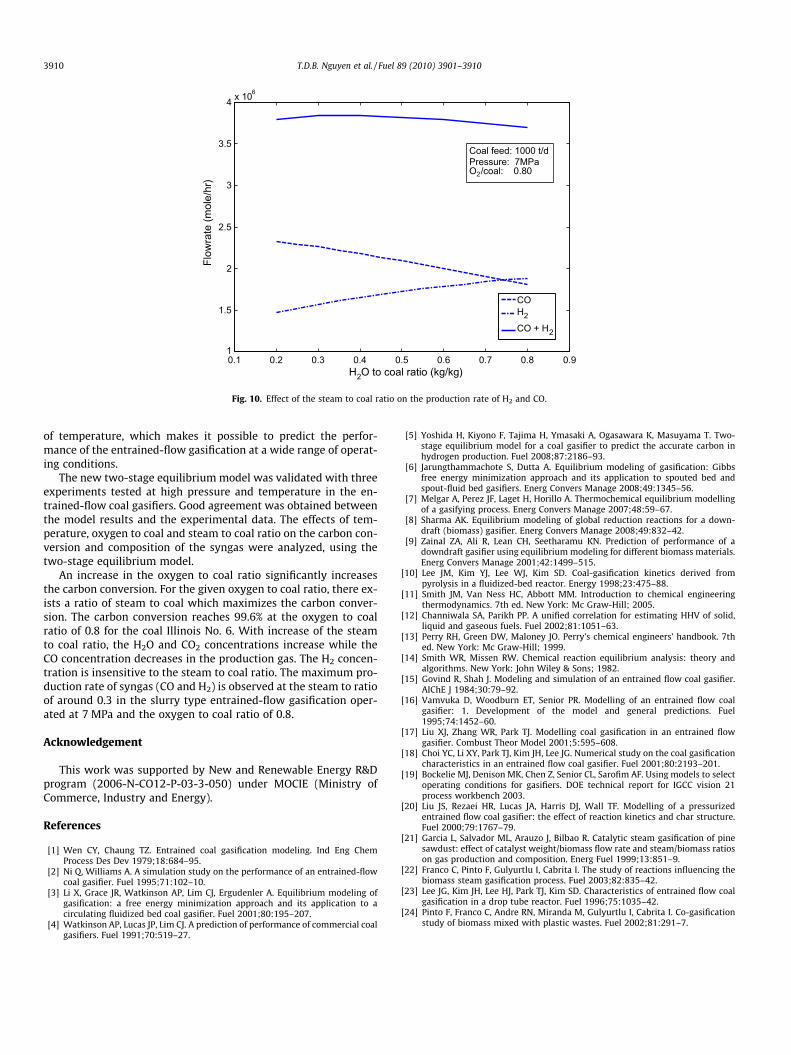
to CO. In Fig. 10, the molar flow rates of CO and H2 versus the steamto coal ratio are shown. The hydrogen flow rate increases with the
steam to coal ratio, while the CO flow rate decreases. A maximumsyngas production rate (CO + H2) is observed at the steam to coalratio of around 0.3. This tendency is also presented in the litera-tures [21–23]. Taking into account both carbon conversion andsyngas production rate (see Figs. 7 and 10), an excess water to coalratio is not suggested.
5. Conclusion
By separating the gasification reactions into two equilibriumstages, the two-stage equilibrium model provides a quick andaccurate prediction on the performance of the entrainment gasifi-cation process for both carbon conversion and composition of theproduction gas. The steam amount involved in the equilibriumreaction of the first-stage is estimated as an exponential function
0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.91
1.5
2
2.5
3
3.5
4 x 106
H2O to coal ratio (kg/kg)
Flow
rate
(mol
e/hr
)
COH2
CO + H2
Coal feed: 1000 t/dPressure: 7MPaO2/coal: 0.80
Fig. 10. Effect of the steam to coal ratio on the production rate of H2 and CO.
3910 T.D.B. Nguyen et al. / Fuel 89 (2010) 3901–3910
of temperature, which makes it possible to predict the perfor-mance of the entrained-flow gasification at a wide range of operat-ing conditions.
The new two-stage equilibrium model was validated with threeexperiments tested at high pressure and temperature in the en-trained-flow coal gasifiers. Good agreement was obtained betweenthe model results and the experimental data. The effects of tem-perature, oxygen to coal and steam to coal ratio on the carbon con-version and composition of the syngas were analyzed, using thetwo-stage equilibrium model.
An increase in the oxygen to coal ratio significantly increasesthe carbon conversion. For the given oxygen to coal ratio, there ex-ists a ratio of steam to coal which maximizes the carbon conver-sion. The carbon conversion reaches 99.6% at the oxygen to coalratio of 0.8 for the coal Illinois No. 6. With increase of the steamto coal ratio, the H2O and CO2 concentrations increase while theCO concentration decreases in the production gas. The H2 concen-tration is insensitive to the steam to coal ratio. The maximum pro-duction rate of syngas (CO and H2) is observed at the steam to ratioof around 0.3 in the slurry type entrained-flow gasification oper-ated at 7 MPa and the oxygen to coal ratio of 0.8.
Acknowledgement
This work was supported by New and Renewable Energy R&Dprogram (2006-N-CO12-P-03-3-050) under MOCIE (Ministry ofCommerce, Industry and Energy).
References
[1] Wen CY, Chaung TZ. Entrained coal gasification modeling. Ind Eng ChemProcess Des Dev 1979;18:684–95.
[2] Ni Q, Williams A. A simulation study on the performance of an entrained-flowcoal gasifier. Fuel 1995;71:102–10.
[3] Li X, Grace JR, Watkinson AP, Lim CJ, Ergudenler A. Equilibrium modeling ofgasification: a free energy minimization approach and its application to acirculating fluidized bed coal gasifier. Fuel 2001;80:195–207.
[4] Watkinson AP, Lucas JP, Lim CJ. A prediction of performance of commercial coalgasifiers. Fuel 1991;70:519–27.
[5] Yoshida H, Kiyono F, Tajima H, Ymasaki A, Ogasawara K, Masuyama T. Two-stage equilibrium model for a coal gasifier to predict the accurate carbon inhydrogen production. Fuel 2008;87:2186–93.
[6] Jarungthammachote S, Dutta A. Equilibrium modeling of gasification: Gibbsfree energy minimization approach and its application to spouted bed andspout-fluid bed gasifiers. Energ Convers Manage 2008;49:1345–56.
[7] Melgar A, Perez JF, Laget H, Horillo A. Thermochemical equilibrium modellingof a gasifying process. Energ Convers Manage 2007;48:59–67.
[8] Sharma AK. Equilibrium modeling of global reduction reactions for a down-draft (biomass) gasifier. Energ Convers Manage 2008;49:832–42.
[9] Zainal ZA, Ali R, Lean CH, Seetharamu KN. Prediction of performance of adowndraft gasifier using equilibrium modeling for different biomass materials.Energ Convers Manage 2001;42:1499–515.
[10] Lee JM, Kim YJ, Lee WJ, Kim SD. Coal-gasification kinetics derived frompyrolysis in a fluidized-bed reactor. Energy 1998;23:475–88.
[11] Smith JM, Van Ness HC, Abbott MM. Introduction to chemical engineeringthermodynamics. 7th ed. New York: Mc Graw-Hill; 2005.
[12] Channiwala SA, Parikh PP. A unified correlation for estimating HHV of solid,liquid and gaseous fuels. Fuel 2002;81:1051–63.
[13] Perry RH, Green DW, Maloney JO. Perry’s chemical engineers’ handbook. 7thed. New York: Mc Graw-Hill; 1999.
[14] Smith WR, Missen RW. Chemical reaction equilibrium analysis: theory andalgorithms. New York: John Wiley & Sons; 1982.
[15] Govind R, Shah J. Modeling and simulation of an entrained flow coal gasifier.AIChE J 1984;30:79–92.
[16] Vamvuka D, Woodburn ET, Senior PR. Modelling of an entrained flow coalgasifier: 1. Development of the model and general predictions. Fuel1995;74:1452–60.
[17] Liu XJ, Zhang WR, Park TJ. Modelling coal gasification in an entrained flowgasifier. Combust Theor Model 2001;5:595–608.
[18] Choi YC, Li XY, Park TJ, Kim JH, Lee JG. Numerical study on the coal gasificationcharacteristics in an entrained flow coal gasifier. Fuel 2001;80:2193–201.
[19] Bockelie MJ, Denison MK, Chen Z, Senior CL, Sarofim AF. Using models to selectoperating conditions for gasifiers. DOE technical report for IGCC vision 21process workbench 2003.
[20] Liu JS, Rezaei HR, Lucas JA, Harris DJ, Wall TF. Modelling of a pressurizedentrained flow coal gasifier: the effect of reaction kinetics and char structure.Fuel 2000;79:1767–79.
[21] Garcia L, Salvador ML, Arauzo J, Bilbao R. Catalytic steam gasification of pinesawdust: effect of catalyst weight/biomass flow rate and steam/biomass ratioson gas production and composition. Energ Fuel 1999;13:851–9.
[22] Franco C, Pinto F, Gulyurtlu I, Cabrita I. The study of reactions influencing thebiomass steam gasification process. Fuel 2003;82:835–42.
[23] Lee JG, Kim JH, Lee HJ, Park TJ, Kim SD. Characteristics of entrained flow coalgasification in a drop tube reactor. Fuel 1996;75:1035–42.
[24] Pinto F, Franco C, Andre RN, Miranda M, Gulyurtlu I, Cabrita I. Co-gasificationstudy of biomass mixed with plastic wastes. Fuel 2002;81:291–7.